Title: Scientific American Supplement, No. 799, April 25, 1891
Author: Various
Release date: March 1, 2004 [eBook #11649]
Most recently updated: December 26, 2020
Language: English
Other information and formats: www.gutenberg.org/ebooks/11649
Credits: Produced by by Don Kretz, Juliet Sutherland, Charles Franks and the
DP Team
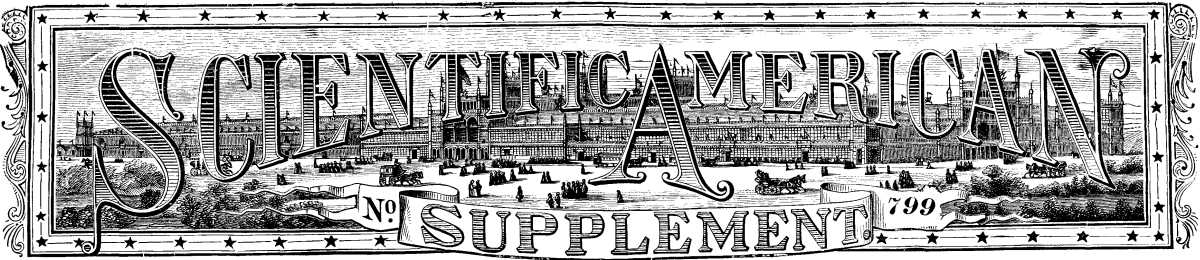
In time of war the dispatch boats are the eyes of the fleet. It is their duty to reconnoiter and ascertain the strength of the enemy and to carry the orders of the commander. For this service great speed is of the utmost importance. As all nations have increased the speed of their war ships during the last few years, it has become necessary to build faster dispatch boats. Although our new vessels of this class, Blitz, Pfeil, Greif, Jagd, and Wacht, fulfill the requirements, still greater speed was deemed requisite, and steps were taken for the construction of the Meteor, which was launched at Kiel in 1890. This vessel is 262 ft. long, 31 ft. wide, and has a draught of 13 ft., and a displacement of 950 tons. There are two independent engines, each of which develops 2,500 h.p., making a total of 5,000 h.p.; and each engine drives a screw. When both engines are running with their full power, the Meteor has a speed of 24 knots (over 27½ miles) an hour, which is equal to the speed of a freight train.[1] As the resistance of the water increases greatly with an increase in the speed of the vessel, the engines of the Meteor are very large in comparison with the size of the vessel. The largest armored vessel in the navy, the Konig Wilhelm, for example, has a displacement of 9,557 tons, and its engines develop 8,000 h.p., driving the vessel at a rate of 14 knots an hour; that is, 0.84 h.p. to each ton of displacement, while in the Meteor there is 5.26 h.p. to each ton of displacement. The Meteor has a crew of 90 men, and an armament of eight light guns, and has no rigging; only one mast for signaling. Steam power is used for raising the anchor, removing the ashes from the engine room, and for distilling water. The vessel is lighted with electricity, and is also provided with electrical apparatus for search lights.—Illustrirte Zeitung.
THE NEW GERMAN DISPATCH BOAT METEOR.
Shortly after the recovery of the Ulunda, below described, the North American and West Indian squadron of the Royal Navy visited Halifax, Nova Scotia. The simple and novel means adopted for raising the ship attracted considerable attention among the officers of the fleet, and by way of stimulating the studies of the junior officers in this branch of their duties, a prize was offered for the best essay on the subject, to be competed for by the midshipmen of the various ships. The essays were adjudicated upon by Captain W.G. Stopford, of the flag ship—H.M.S. Bellerophon—and the first prize was awarded to the following paper, written by Mr. A. Gordon Smith, of H.M.S. Canada. The article needs no apology, but it is only just, says the Engineer, to mention the fact that the writer is not yet eighteen years of age.
The steamship Ulunda, on the remarkable raising and recovery of which this paper is written, is an iron screw ship of 1,161 tons, until lately belonging to the Furness line. It is a sister ship to the Damara, of the same company, and was built and engined by Alex. Stephens, shipbuilder and engineer, at Glasgow, being fitted with compound vertical engines, of 200 nominal horse power, having two cylinders of 33 inches and 66 inches diameter respectively, which are capable of sixty-five revolutions per minute, and give a speed of twelve knots an hour.
For supplying steam to the engines there are two return-tube boilers, each having three furnaces, and there is also a donkey boiler, which is used in harbor for working the four steam winches on deck.
She is divided into seven watertight compartments by athwartship bulkheads. The foremost one is the usual collision bulkhead. Between this and the foremost engine room bulkhead are Nos. 1 and 2 holds, separated by a watertight bulkhead. Abaft the after engine room are two more holds, divided in the same manner as the forward ones, and astern is another compartment, in which all stores are kept. Coal bunkers form a protection for the engines and boilers. Fore and aft the ship, as low down as possible, are a number of ballast tanks, which can be filled with or emptied of water as occasion requires to alter the trim of the ship. Extending over all holds there is a strong iron lower deck, about 8 feet below the upper deck, which is pierced with a hatch over each hold immediately under a corresponding hatch in the upper deck, for stowing and unstowing cargo.
In the engine room there are six steam pumps, two of them bilge pumps, worked by the main crossheads, for clearing the engine room of water. For pumping out the ballast tanks there are two more, which have their own independent engines. The remaining two are for various purposes. Besides these there are several hand pumps on the upper deck.
Having been built in 1885, the Ulunda is almost a new ship, and has been used principally as a cargo steamer, though she is provided also with a saloon and staterooms for a few passengers. She was on her way from St. John, New Brunswick, to Halifax, when during a thick fog she struck on Cowl Ledge, a reef between Bryer and Long Islands, on the southwest coast of Nova Scotia, about half a mile from the shore. The cause of the disaster was probably one of the strong tide eddies which exist in the Bay of Fundy, and which had set her in toward the shore. It was calm at the time, and she was making seven knots an hour; and, being close to the shore, leads should have been going in the chains. Had this precaution been taken, very probably she would have been able to stop or anchor in time to avert this catastrophe. There was no cargo on board, it being intended to ship one at Halifax for London.
When ashore on this reef she was sold by public auction at Halifax, and fell to a syndicate of private individuals for £440. These gentlemen at once decided to raise her if possible, transport her into dock, and repair her. They commissioned Captain Kelly, of the Princess Beatrice, a ship then in harbor, to visit her and see what could be done for that purpose. He went with a hired crew to Annapolis, and from thence proceeded to the steamer by means of a tug, a distance of about forty miles. When they arrived they found the Ulunda with her head to sea, and her stern in only 2 ft. of water at low tide, with a list of 30 deg. to port and her foremast broken short off. At high tide the water flowed over the upper deck. On examination, the engine room was found full of water, which did not rise and fall with the tide, showing that it had been filled at high tide through its skylight. No. 3 hold was also full, but had a slight leak, which was shown by the water falling slowly at low tide and rising in the same manner at high water. The other three holds were hopelessly leaky.
Upon investigation, it was decided to pump out the engine room compartment and No. 3 hold, and to make the iron lower deck watertight over the remaining holds. For this purpose three powerful pumps, with the necessary boilers, were obtained from Halifax, sent by rail to Annapolis, and then shipped on board a tug, from which they were hoisted into the Ulunda by means of the derricks on the mainmast. These were centrifugal pumps, capable of discharging 2,000 gallons a minute each. One was placed in the engine room, another with its suction in No. 3 hold, and when these two compartments were pumped dry, it was found that in No. 3 hold the leak was easily kept under, while in the engine room there was no leak at all. The third pump was not used.
In the two foremost holds 2,000 large casks were then placed, and all the hatches over the leaky holds—Nos. 1, 2, and 4—were battened down, and made airtight with felt, pitch, tow, etc. A small hole was then made in Nos. 1 and 2 hatches, about 2 ft. square. When the tide had sunk its farthest, these two holes were closed and made perfectly airtight, in the same manner as the hatches had been.
Before this took place the whole of the lower deck over the badly damaged holds had been prevented from bursting up by means of wooden shores, which were placed in rows about 4 ft. apart, and wedged firmly into position. The wood for the shores was obtained from Annapolis, and the casks from St. John. The ship went ashore on August 26, 1890. This work was commenced on September 8, and completed ten days afterward.
The labor of repairing her could only be carried out at low tide, and only then with the greatest difficulty, as the decks were very slippery with weeds, etc., and inclined at an angle of 30 deg. Everything was ready for floating her off at high tide on the 18th, and the hatches were closed up on that day.
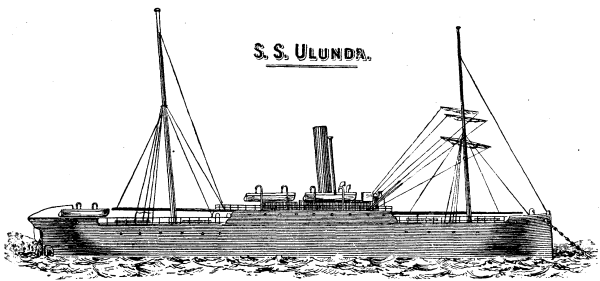
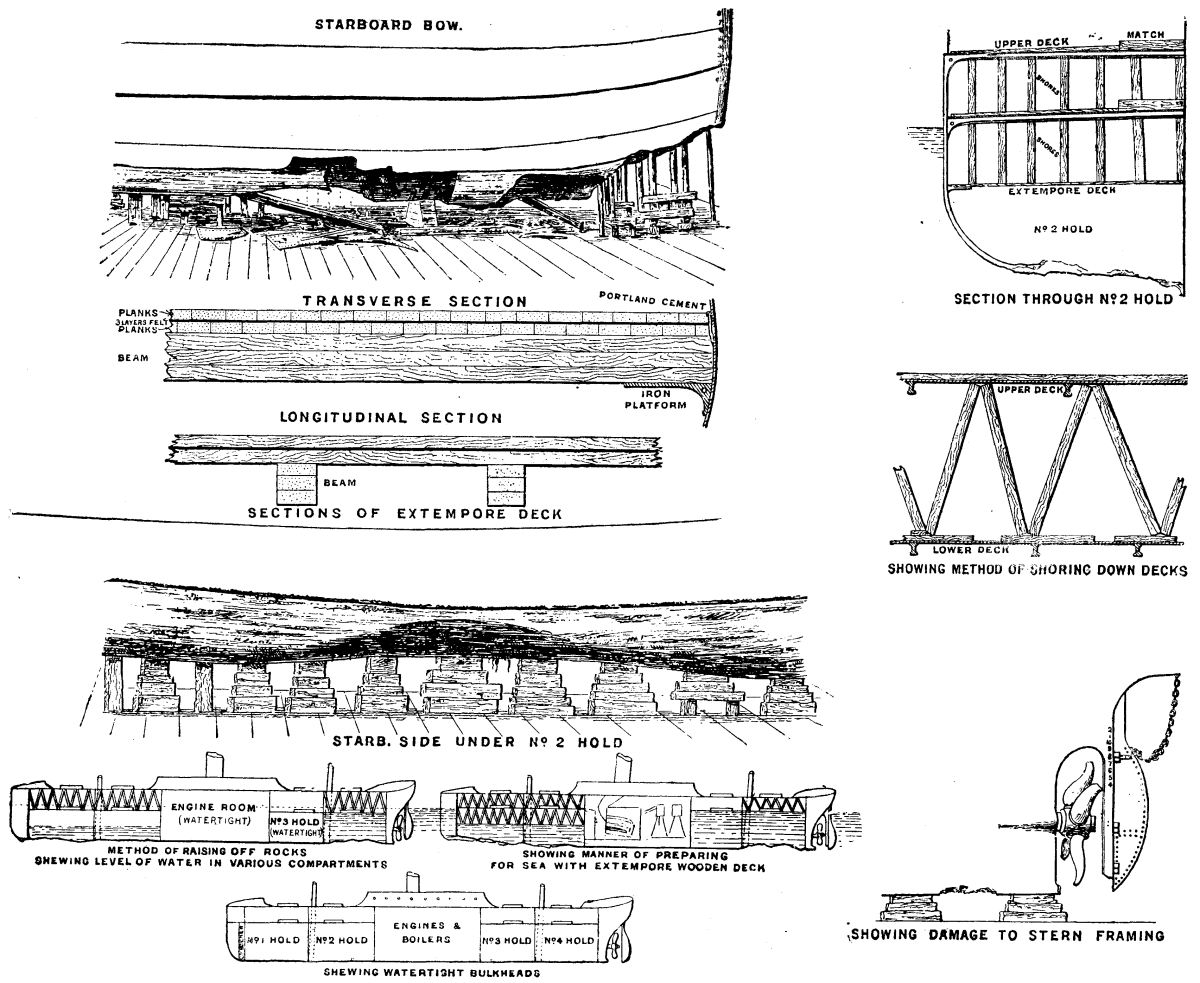
She was raised off the rocks by the water rising and compressing the air in the two foremost holds, assisted by the buoyancy of the engine room and No. 3 compartments. At high water the bow was afloat, but she was aground by the stern. When, however, she was taken in tow by three tugs, she slowly slid down the reef and floated into deep water. One tug was placed on each bow, and the third was ahead. In this state she was towed into West Port, a distance of four miles, and there beached on a sheltered stretch of sand.
The casks performed no part in floating the ship off, but were only there in case the great pressure of air should cause the escape of some of it, in which event all the space underneath the lower deck would soon have been occupied with water instead of air. These casks would then, of course, have served to displace a large amount of this water, and so keep her afloat. Luckily the deck did not leak, and the barrels were thus not instrumental in the raising.
When beached the hatches were taken off, the casks removed, and a false deck was built about 7 ft. below the lower deck, and about 10 ft. above the keel. This was used as the bottom of the ship to take her round to Halifax, and was built in the following manner: A kind of iron platform, about 2 ft. wide, runs along the sides of the holds in the Ulunda for strengthening purposes, braced at intervals of 15 ft. by iron beams across the ship.
On this was built the wooden deck. Beams for this deck were constructed of three 3 in. planks, and were laid down on the iron platform about 3½ ft. apart, and firmly wedged into the ship's side. On these beams a layer of 3 in. planks was placed in a fore-and-aft direction and nailed down; on this were three layers of felt, and on this again more planks were laid down in the same direction as before.
The whole deck was then carefully calked and the sides made watertight with Portland cement. This deck only extended to the engine room bulkhead through the two foremost holds. It was prevented from bursting up by the pressure on the bottom of it, by means of shores, in the same manner as the iron deck had been served before. Shores were, therefore, connecting the three decks—the upper deck, lower deck, and wooden deck—this being done to equalize the pressure on the extemporé deck and the two permanent decks, and thus gain additional strength.
No deck was built in either of the after compartments, inasmuch as No. 3 hold was kept clear of water as before by its pump, and in No. 4 the deck was not necessary. To have built one there, as in the two foremost ones, although it would have given a little more reserve of buoyancy to the ship, would have raised the stern higher than the bows, and so would have increased the upward pressure on the wooden deck, and thus have increased the liability to burst up. For the same reason, when raising the ship off the rocks, no compressed air was used in the after hold to lift the ship. The anchors and cables were in both cases transferred aft, for the same purpose, namely, to diminish the upward pressure forward. In the case of the wooden deck leaking, 200 of the same casks were placed between it and the lower deck in the foremost hold to retain some of the buoyancy of the forepart, which would otherwise be lost. No decks were built in the compartment before the collision bulkhead, as very little buoyancy was lost by that space being full of water, and all that was there was confined to that compartment by the bulkhead and the iron lower deck.
While all these foregoing arrangements were being made for the exclusion of water from the inside of the ship, the engineers and firemen were employed clearing the engine room of some fifty tons of coal which had been washed from the open bunkers into the machinery by the sea, when the engine room was full and the ship on the reef. The greatest difficulty was experienced in digging out and excavating the engines from the coal and dirt, and still greater was the labor of cleaning all the mechanism and putting everything once more in an efficient steaming condition. But all was finished soon after the decks had been completed, and on October 12 she was ready for sea. On the following day she was floated off and started on her perilous voyage to Halifax, using her own engines, and making about five and a half knots an hour. Her steam pumps were by this time all ready for service to assist the big ones on deck in an emergency. She anchored once on her way round, at Shelburne, on the coast of Nova Scotia, arriving at Halifax at 1 p.m. on October 17. The trip round was a very anxious time for all hands, more especially when they were overtaken by a fresh gale in the Atlantic, for the forward deck was very liable to be burst up with the increased pressure on it caused by the pitching of the ship; also the rudder was entirely unable to bear any strain on it, because the lower part of the rudder post was unconnected with the stern post, part of the stern framing which connects the two having been broken off. Any heavy sea was therefore likely to carry away the rudder altogether, or the same accident might happen if the helm was put down too hard, rendering the ship unmanageable.
She was placed in dry dock as soon as she arrived at Halifax, and it was not until then that the full extent of the damages, caused by the pounding on the rocks, could be fully realized. The first 20 feet of the keel had been torn completely out, and about 30 feet from the stern there was an immense hole, with the thick plates torn and bent like paper, the framing and stanchions being twisted into all sorts of shapes almost beyond recognition. Under the foremast the bottom of the ship was bent up in the form of an arch, having been raised 4 feet above its natural position, with an immense hole punctured on the starboard side, besides several smaller ones. Also the aftermost 20 feet of keel was torn and jagged, with several small holes in the skin, and the lower portion of the stern framing was broken off, leaving the rudder post to hang down unsupported at its extremity. It would strike one on looking at these gaping wounds that it would be nearly impossible to place the Ulunda in an efficient condition again, but the work of renewing the damaged plates is being carried out at a great rate, and in three months' time it is hoped that all the repairs necessary will be completed and the ship once more doing her duty. She has already cost her owners some $10,000, and $40,000 are estimated to cover all future repairs.
The foremast was snapped off in a somewhat novel manner. She was pivoted on the rocks by her bows, and at high tide, the day after she struck, a breeze sprang up and turned her round; the tide sinking again, the whole weight of the ship came on the bottom of the ship where she was then touching, namely, just on the spot where the foremost was stepped, and right astern, leaving the center portion of the ship unsupported. This caused the foremast to rise, and it being held down by wire rigging, it snapped in several places, at the same time tearing up the shrouds from the deck. This accounts also for the arch-like bulge in the bottom at that spot and for the damages astern; also for the fact that Captain Kelly discovered the ship with her head to sea.
Another incident happened when the ship was just rising off the rocks, which nearly resulted in a catastrophe. When the ship was just beginning to lift, the leak in No. 3 compartment was found to be gaining on its pump. A diver was at once sent down to ascertain the cause, and he found that a small hole, about 6 inches square, had been punctured in the skin, which until then had been kept tight by the rock that had caused it. It was necessary to close this leak at once. An iron bolt, which was screwed for a nut at one end, was obtained and passed through a strong piece of wood about 2 feet square. The inside of this board was cushioned with canvas and oakum, and it was taken down outside the ship by the diver and placed over the hole, with the feathered end of the bolt sticking through the hole; the diver was then sent down inside the hold, and with a nut set up the whole cushion until the flow of water was stopped. The leak was thus stopped which had threatened the arrangements for floating the ship with failure.
It has been seen that the method of raising the Ulunda was very simple. She was floated off by the rising tide. If there had been only a small instead of an 18 foot rise, some other mode would have to have been adopted. No attempt was made to stop any of the leaks, except the one just stated, but a deck above the lacerations was made water-tight, and this, together with the sides of the ship hanging down, formed a kind of diving bell, the pressure of air in which, caused by the water outside, acting on this deck, being the principal means of buoying up the ship, assisted by the buoyancy of the two water-tight compartments. The deck afterward built was only necessary for the safety of the ship, she being able to float without it; but it would have been suicidal to trust the ship on the Atlantic in the state she was in when raised, since with any swell on, the compressed air would escape and its place be taken by water, the buoyancy necessary for keeping her afloat being thus lost.
It only remains to be said that the risks run in steaming around to Halifax by herself were, as it was, very great, and had the wind and sea been less favorable, the undertaking would probably have proved a disastrous failure.
Up to recent years there was no reason for putting the question that forms the title of this article, for it was admitted by all that the conversion of thermic energy, or heat produced by the combustion of coal, into mechanical energy or work could no longer be effected economically except by having recourse to steam. In ordinary language, and even to manufacturers, steam engine was the equivalent of thermic motor, and it would not have occurred to any one to use anything else but steam to effect the transformation.
The progress that has been made during the last twenty years in the thermatic study and construction of gas motors (without speaking of hot air motors) has shown that the use of steam is not absolutely indispensable for the production of work, and it has demonstrated that, as regards dynamic product, the gas motor preserves the advantage, although the relatively high price of the illuminating gas employed in the production of the motive power generally renders the use of this combustible more costly than steam, especially for high powers.
The economic truth of twenty years ago, when gas motors absorbed 1,500 liters per horse hour and exceeded with difficulty an effective power of from 8 to 10 horses, has become less and less certain, when the consumption has successively descended to 1,200, 1,000, 800 and even to 600 liters of gas per horse hour, the power of the motors rising gradually to 25, 50 and 100 horses with a motor having a single cylinder of a diameter of 57 centimeters.
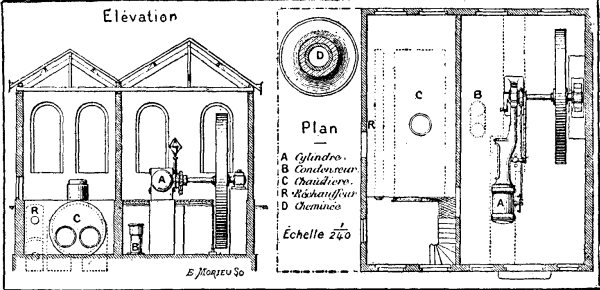
FIG. 1.—CORLISS ENGINE AND BOILER OF 100
INDICATED H.P.—ELEVATION AND PLAN.
A, cylinder; B, condenser; C, boiler; R, feed water heater; D,
chimney.
But these results did not suffice, and it was desired to do better still by dispensing with the use of high priced illuminating gas. An endeavor was made to obviate the difficulty by manufacturing a special gas for the motive power, as steam is produced for the same object, by distilling coal, carbureting air, producing water gas by the Dowson process, and by other equivalent processes.
The strides made in this direction were finally crowned with success, and the results obtained in the recent experiments due to Mr. Aimé Witz, an undoubted authority in the matter, permit of affirming that now and hereafter, in many circumstances, a gas generator supplying a gas motor will be able to advantageously dethrone a steam boiler supplying a steam engine of the same power.
These conclusions, which tend to nothing less than to limit the reign of the steam engine, are confirmed on the one hand by an experiment carried on for the last two years in the Barataud flour mill of Marseilles, where a 50 h.p. "Simplex" motor has been running day and night for several months without stopping, and consuming but about 500 grammes of English anthracite per effective horse hour, and, on another hand, by some personal experiments of Mr. Witz's, to which we shall shortly advert, and whence there results a sensibly equivalent production for a motor of 100 indicated h.p., corresponding to a power of 75 effective horses.
Before establishing, with Mr. Witz, a comparison of the two systems in pressure, steam or gas, let us state in a few words in what the latter consists, the steam engine and the boiler that supplies it being so well known that no description is necessary.
The Dowson gas generator does not differ essentially from the numerous generators devised during recent years for the manufacture of gaseous combustibles, the use of which is so often convenient. The motor that it supplies is the most powerful single cylinder one that has hitherto been constructed. It is of 100 indicated h.p., and its normal angular velocity is 100 revolutions per minute. On trial it has yielded 112 indicated h.p., and 76.8 effective h.p., corresponding to an organic rendering of 69 per cent. This motor, elaborated by Messrs. Delamare-Bouteville & Malandin, of Rouen, operates by compression and in four periods, according to the Beau de Rochas cycle. We give the aspect of it in Fig. 3. In the first period the mixture of air and gas is sucked in, in the second it is compressed, in the third it is ignited, and in the fourth the products of combustion are expelled.
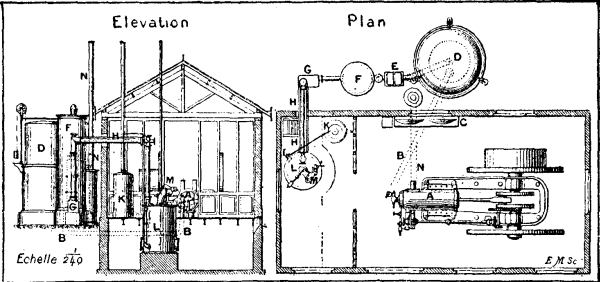
FIG. 2.—SIMPLEX MOTOR, DOWSON GENERATOR OF
100 INDICATED H.P.—ELEVATION AND PLAN.
A, cylinder; B, gas conduit; C, rubber pockets; D. gasometer;
E, purifier; F, scrubber; G, hydraulic main; H, cooling pipe;
I steam injector; K, steam boiler and superheater; L, gas
generator; M, charger; N, discharge of the motor.
Ignition is effected electrically by a series of sparks playing between two platinum points in the slide valve, and this permits of regulating the instant of ignition through the edges of the orifices. The angular velocity is regulated by a Watt's governor, which secures an isochronism of the motion independently of the charge.
The setting in motion of so powerful an engine is effected very easily by means of an arrangement that permits of introducing into the cylinder, while the piston is in the center of the stroke, a mixture of air and gas whose pressure is sufficient at the arrival to expel the inert products. After this the ignition takes place, and the explosion is sufficient to set the motor in motion.
The trials made by Mr. Witz with the motor represented in Fig. 3 gave the following results, deduced from an experiment of 68 hours. The figures relate to one effective horse power, measured with the brake upon the shaft of the motor.
Consumption of anthracite. 516 grammes.
" " coke. 96 "
Consumption of water for the injection
of steam. 0.487 liters.
Consumption of water for cooling
the cylinder. 50.0 "
Consumption of oil for lubricating
the cylinder. 3.74 grammes.
Consumption of grease. 0.45 "
Consumption of gas reduced to
0° C. and to 760 mm. 2,370 liters.
This last figure will appear very high, but the fact must not be lost sight of that it is a question of poor gas, the net cost of which varies between one and two centimes per cubic meter, and the calorific power of which is but 1,487 heat units per cubic meter of constant volume, and supposing the steam condensed. This combustion of 612 grammes of combustible per effective horse hour is remarkable, and fully shows what may be expected of the gas motor supplied by a gas generator in putting to profit certain improvements that will hereafter be possible, such, for example, as the lightening of the movable parts of the motor, the bettering of its organic rendering (now quite feeble), the use of better oils, the reduction of the consumption of water, the superheating of the steam injected into the gas generator, etc.
A well constructed steam engine, carefully kept in repair and as much improved as it is possible to make it, would certainly consume twice as much coal to produce the same quantity of effective work, say at least 1,200 grammes per horse hour. But, as has been objected with reason, it does not suffice to compare the figures as to the consumption of fuel in order to institute a serious comparison between the steam engine and the motor using poor gas.
The gas generator requires the use of English anthracite, while a steam boiler is heated with any kind of coal. The prices of unity of weight are therefore very different. Moreover, the gas motor necessitates an immense amount of water for the washing of the gas and the cooling of the cylinder, through circulation in the jacket. It is well to keep this fact in view. On another hand, the lubrification of the cylinders requires a profusion of oil whose flashing point must be at a very high temperature, else it would burn at every explosion and fill the cylinder with coom. Such oil is very costly.
Does not the expenditure of oil in large motors largely offset the saving in coal? And then, gas motors are sold at high prices, as are gas generators, and this installation necessarily requires the addition of a large gasometer, scrubbers, etc. The wear of these apparatus is rapid, and if we take into account the interest and amortization of the capital engaged, we shall find that the use of steam is still more economical. The obstruction caused by bulky apparatus is another inconvenience, upon which it is unnecessary to dwell. In a word, the question is a very complex one. We look at but one side of it in occupying ourselves only with the coal consumed, and we shall certainly expose those who allowed themselves to be influenced by the seductive figures of consumption to bitter disappointment.
To answer such objections Mr. Aimé Witz has established a complete parallel between the two systems, in which he looks at the question from a theoretical and practical and scientific and financial point of view. Considered as a transformation apparatus, a steam motor burning good Cardiff coal in a Galloway boiler with feed water heaters will consume (with a good condensing engine utilizing an expansion of a sixth) from 1,100 to 1,250 grammes of coal per effective horse hour, which corresponds to a rough coefficient of utilization of 9.7 per cent. A gas generator supplying a gas motor burning Swansea anthracite and Noeux coke, medium quality, will consume 516 grammes of anthracite and 90 of coke to produce 2,370 liters of gas giving 1,487 heat units per cubic meter. Of the 3,524 heat units furnished to the motor by the 2,370 liters of gas, the motor will convert 18 per cent. into disposable mechanical work.
With the boiler, the gross rendering of the whole is 7 per cent. With the gas generator it reaches 12.7 per cent. From a theoretical point of view the advantage therefore rests with the gas generator and gas motor. In order to compare the net cost of the units of work, from an industrial point of view, it is necessary to form estimates of installation, costs of keeping in repair, interest and amortization.
Figs. 1 and 2 represent, on the same scale, the installations necessary in each of these systems. The legends indicate the names of the different apparatus in each installation. The following table shows that, as regards the surface occupied, the advantage is again with the gas generator and gas motor:
Steam Engine. Gas Motor.
Surface covered. 85 sq. m. 72 sq. m.
Surface exposed. 33 " 43 "
--- ---
Total surface. 118 " 115 "
The estimates of installation formed by Mr. Witz set forth the expense relative to the capital engaged exactly at the same figure of 32,000 francs for a motive power of 75 effective horses. The expenses of keeping in repair, interest, etc., summed up, show that the cost per day of 10 hours is 47.9 francs for the steam engine and 39.6 for the gas motor, say a saving of 8.3 francs per day, or about 2,500 francs for a year of 300 days' work.
The gas motor, therefore, effects a great saving, while at the same time occupying less space, consuming less water and operating just as well.
With Mr. Witz we cheerfully admit all the advantages that he so clearly establishes with his perfect competency in such matters, but there still remain two points upon which we wish to be enlightened. Are not the starting up, the operation and the keeping in repair of a gas generator actually more complicated and more delicate than the same elements of a steam engine? Does not the poor gas manufactured in a gas generator present, from a hygienic point of view, danger sufficiently great to proscribe the use of such apparatus in many circumstances?
Such are the points upon which we should like to be enlightened before unreservedly sharing Mr. Witz's enthusiasm, which, however, is justified, economically speaking, by the magnificent results of the experiments made by the learned engineer.—La Nature.
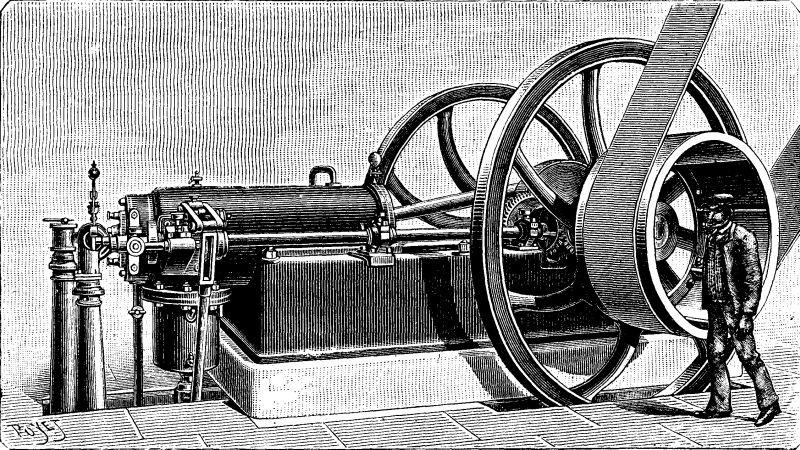
FIG. 3.—GAS MOTOR OF 100 INDICATED HORSE POWER.
We publish illustrations of a Thwaites suspension pneumatic power ½ cwt. hammer of a new design, for planishing pipes and plates, for which we are indebted to Engineering. As indicated in the perspective view (Fig. 1) the mechanism is supported at the center of a cross girder resting on two cast iron square pillars, box section, each bolted down to the foundations by four 1¼ in. diameter bolts. The measurements of these columns and girders are given in Figs. 2 and 3, the former an elevation of the hammer and the latter a plan, partly in section, of the cross girder, while Fig. 4 is a cross section showing the arrangements for operating the hammer. In the center is a cast iron guide for working the ram, the guide being extended on two sides to receive the disk crank journals, 2 in. in diameter by 3½ in. long. The disk cranks are connected to a hollow steel ram by a connecting rod. The ram is divided inside into two compartments, each having a phosphor bronze air piston. These are connected together by a steel piston rod, the top air piston forming a connection for the small end of the connecting rod. The outside diameter of the ram is 3¾ in., and the diameter of the air pistons 2¾ in. and 2-7/8 in. respectively. Cottered into the bottom of the ram is a steel pallet holder with a dovetail, so that the pallet can be renewed or exchanged for one of another shape when required. Keyed on to the crankshaft is a flanged pulley 10 in. in diameter by 3¼ in. between flanges. There is also an overhead countershaft with strap shifting arrangement. At the side of one of the columns a hand lever and quadrant are provided, as shown in the perspective view and in Fig. 2, for working an arrangement for tightening the belt when the machine is working. To this arrangement is connected a powerful brake which stops the machine in a few revolutions. It will be seen that the brake is applied as the belt is slackened for stopping the machine. For planishing pipes or tubes a long wrought iron mandrel is provided mounted on two cast iron carriages, each having four flanged wheels for running on rails. The hammer is arranged so that tubes 4 feet in diameter can be worked for planishing plates. A pallet is fastened on the top of one of the mandrel carriages, Figs. 5 to 8 showing the details of the carriages. The general dimensions are: Distance between pillars, 6 feet; height under girder, 5 feet; height from ground to top of mandrel, 4 feet 1¾ in.; and length of stroke, 5 in. This machine is capable of delivering 500 blows per minute. The constructors are Messrs. Thwaites Brothers, Limited, Bradford, Yorkshire.
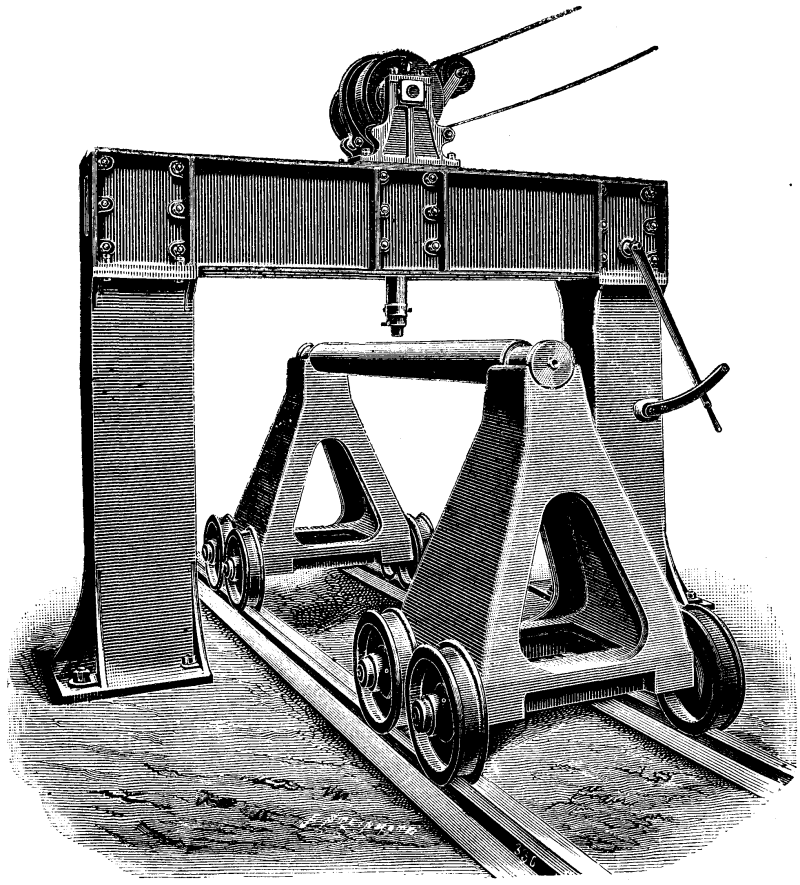
FIG. 1.
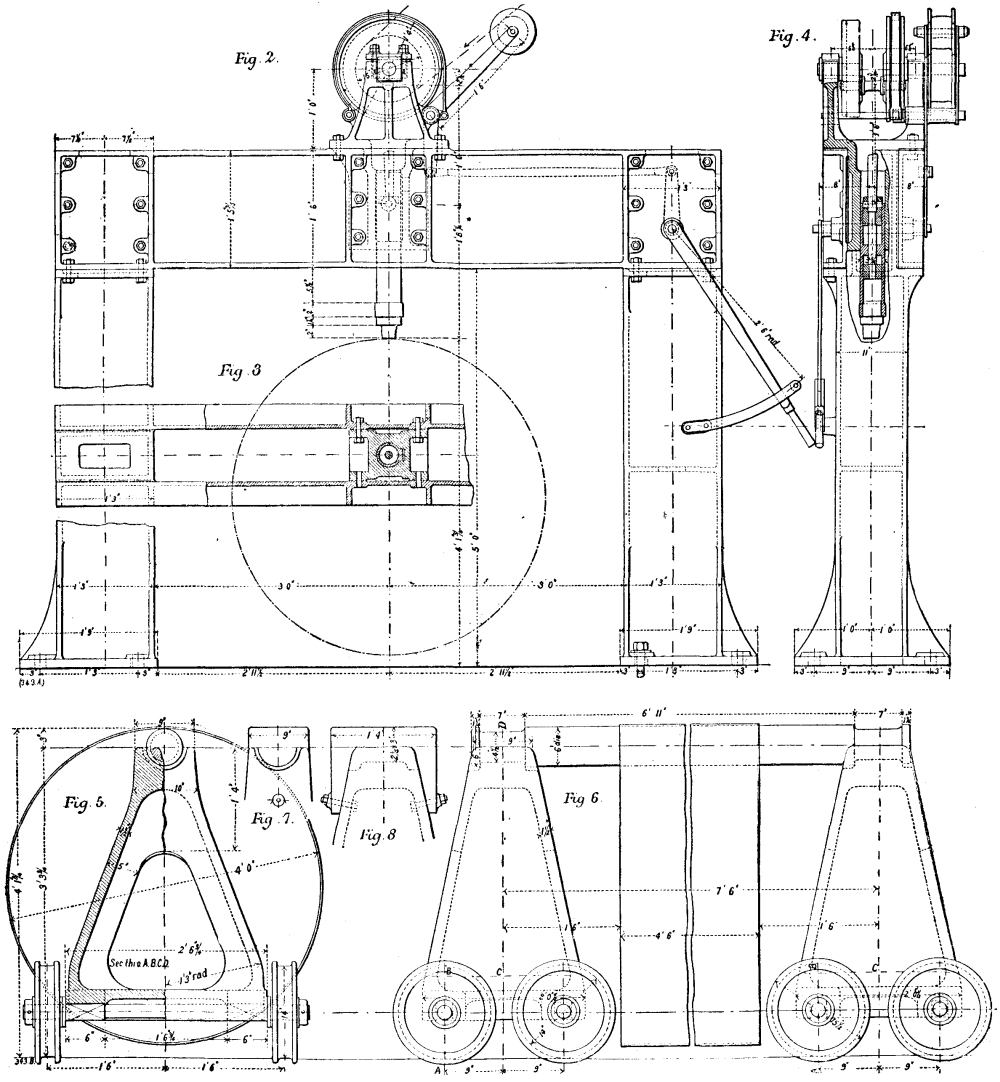
SUSPENSION PNEUMATIC POWER HAMMER.
I cannot but realize as I stand before you that I would be very much more at home were I in your midst. I feel but little older and so very much less wise than when I sat in the class room an undergraduate of the University of Pennsylvania, that I trust I may expect you to give me this afternoon, not only your attention, but your sympathy.
The present situation is not without suggestions of my own experience. I recall a lecture in the ordinary course, given by our professor of mining, whose struggles with the English language were quite as conspicuous as were our efforts to tell what he was driving at. He was describing an ordinary windlass hoist used at the shaft of a mine. He said "There is a windlass at de top of de shaft around which is coiled a rope, on de two ends of which is fastened two er—er—pans, one of which is a bucket and de oder a platform." I mention this because I shall ask you to attribute my shortcomings in this lecture, not so much to my lack of familiarity with my native tongue, as to—well, because I was not educated at Cornell University.
We all know what free air is. You who are privileged to live upon these beautiful hills overlooking Ithaca and the lake, doubtless know more about free air than we do who are choked in the dusty confines of New York City. Compressed air is simply air under pressure. That pressure may be an active one, as in the case of the piston of an air compressor; or passive, as with the walls of a receiver or transmission pipe. It is usual to define compressed air as air increased in density by pressure, but we know that we may produce compressed air by heat alone. A simple illustration of this is the pressure which will blow a cork from an empty bottle when that bottle has been placed near the fire. Here we have pressure, or compressed air, in the bottle produced by heat alone.
Having defined compressed air, we must next define heat; for in dealing with compressed air, we are brought face to face with the complex laws of Thermodynamics. We cannot produce compressed air without also producing heat, and we cannot use compressed air as a power without producing cold. Based on the material theory of heat, we would say that when we take a certain volume of free air and compress it into a smaller space, we get an increase in temperature because we have the heat of one volume occupying less space, but no one at this date accepts the material theory of heat. Your distinguished director, Professor Thurston, in discussing "Steam and its Rivals," in the Forum, said: "The science of Thermodynamics teaches that heat and mechanical energy are only different phases of the same thing, the one being the motion of molecules, and the other that of masses." This is the accepted theory of heat. In other words, we do not believe that there is any such thing as heat, but that what we call heat is only the sensible effect of motion. In the cylinder of an air compressor the energy of the piston is converted into molecular motion in the air and the result, or the equivalent, is heat. A higher temperature means an increased speed of vibration, and a lower temperature means that this speed of vibration is reduced. If I hold an open cylinder in my left hand and a piston in my right, and place the piston within the cylinder, I here have a confined volume of air at the temperature and the pressure of this room. These particles of air are in motion and produce heat and pressure in proportion to that motion. Now if I press the piston to a point in the center of the cylinder, that is, to one-half the stroke, I here decrease the distance between the cylinder head and the piston just one-half, hence each molecule of air strikes twice as many blows upon the piston and head in traveling the same distance and the pressure is doubled. We have also produced about 116 degrees of heat, because we have expended a certain amount of work upon the air; the air has done no work in return, but we have increased the energy of molecular vibration in the air and the result is heat.
But what of this heat? What harm does it do? If I instantly release the piston which I hold at one-half stroke it will return to its original position, less only a little friction. I have, therefore, recovered all, or nearly all, the power spent in compressing the air. I have simply pressed a spring, and have let it recover. We see what a perfect spring compressed air is. We see the possibility of expending one horse power of energy upon air and getting almost exactly one horse power in return. Such would be the case provided we used the compressed air power immediately and at the point where the compression takes place. This is never done, but the heat which has been boxed up[1] in the air is lost by radiation, and we have lost power. Let us see to what extent this takes place.
Thirteen cubic feet of free air at normal temperature and barometric pressure weigh about one pound. We have seen that 116 degrees of heat have been liberated at half stroke. The gauge pressure at this point reaches 24 pounds. According to Mariotte's law, "The temperature remaining constant, the volume varies inversely as the pressure," we should have 15 pounds gauge pressure. The difference, 9 pounds, represents the effect of the heat of compression in increasing the relative volume of the air.
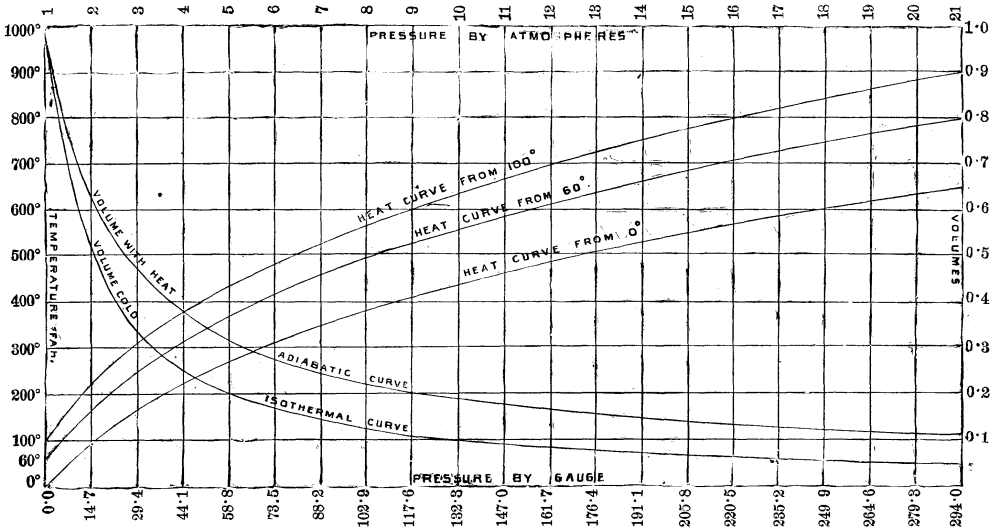
FIG. 1.: CURVES OF COMPRESSION ILLUSTRATEDIN VOLUMES, PRESSURES, AND TEMPERATURES.
The specific heat of air under constant pressure being 0.238, we have 0.238 × 116 = 27.6 heat units produced by compressing one pound or thirteen cubic feet of free air into one-half its volume. 27.6 × 772 (Joule's equivalent) = 21,307 foot pounds. We know that 33,000 foot pounds is one horse power, and we see how easily about two-thirds of a horse power in heat units may be produced and lost in compressing one pound of air. I would mention here that exactly this same loss is suffered when compressed air does work in an engine and is expanded down to its original pressure. In other words, the heat of compression and the cold of expansion are in degree equal.
Experiments made by M. Regnault and others on the influence of heat on pressures and volumes of gases have enabled us to fix the absolute zero of temperature as -461 degrees Fahrenheit. This point, 461 degrees below zero, is the theoretical point at which a volume of air is reduced to nothing. The volume of air at different temperatures is in proportion to the absolute temperature, and on this basis Box gives us the following table:
TABLE l.—OF THE VOLUME AND WEIGHT OF DRY AIR AT DIFFERENT TEMPERATURES UNDER A CONSTANT ATMOSPHERIC PRESSURE OF 29.92 INCHES OF MERCURY IN THE BAROMETER (ONE ATMOSPHERE), THE VOLUME AT 32° FAHRENHEIT BEING 1.
Temperature Volume in Weight of a
in degrees. cubic feet. cubic foot in lb.
32 1.000 0.0807
42 1.020 0.0791
52 1.041 0.0776
62 1.061 0.0761
72 1.082 0.0747
82 1.102 0.0733
92 1.122 0.0720
102 1.143 0.0707
112 1.163 0.0694
122 1.184 0.0682
132 1.204 0.0671
142 1.224 0.0660
152 1.245 0.0649
162 1.265 0.0638
172 1.285 0.0628
182 1.306 0.0618
192 1.326 0.0609
202 1.347 0.0600
212 1.367 0.0591
230 1.404 0.0575
250 1.444 0.0559
275 1.495 0.0540
300 1.546 0.0522
325 1.597 0.0506
350 1.648 0.0490
375 1.689 0.0477
400 1.750 0.0461
450 1.852 0.0436
500 1.954 0.0413
550 2.056 0.0384
600 2.15[2] 0.0376
650 2.260 0.0357
700 2.362 0.0338
750 2.464 0.0328
800 2.566 0.0315
850 2.668 0.0303
900 2.770 0.0292
950 2.872 0.0281
1,000 2.974 0.0268
1,100 3.177 0.0254
1,200 3.381 0.0239
1,300 3.585 0.0225
1,400 3.789 0.0213
1,500 3.993 0.0202
1,600 4.197 0.0192
1,700 4.401 0.0183
1,800 4.605 0.0175
1,900 4.809 0.0168
2,000 5.012 0.0161
2,100 5.216 0.0155
2,200 5.420 0.0149
2,300 5.624 0.0142
2,400 5.828 0.0138
2,500 6.032 0.0133
2,600 6.236 0.0130
2,700 6.440 0.0125
2,800 6.644 0.0121
2,900 6.847 0.0118
3,000 7.051 0.0114
3,100 7.255 0.0111
3,200 7.459 0.0108
The effect of this heat of compression in increasing the volume, and the heat produced at different stages of compression, are shown by the following table:
TABLE 2.—HEAT PRODUCED BY COMPRESSION OF AIR.
--------+-----------------------+----------+------------+-------------
| Pressure. | | |
Atmo- +-----------+-----------+ Volume |Temperature | Total
spheres.|Pounds per |Pounds per | in Cubic | of the Air | Increase of
|Square Inch|Square Inch| Feet. | throughout | Temperature.
| above a |above the | |the Process.| Degrees.
| Vacuum. |Atmosphere | | Degrees. |
| |(Gauge | | |
| |Pressure). | | |
--------+-----------+-----------+----------+------------+-------------
1.00 | 14.70 | 0.00 | 1.0000 | 60.0 | 00.0
1.10 | 16.17 | 1.47 | 0.9346 | 74.6 | 14.6
1.25 | 18.37 | 3.67 | 0.8536 | 94.8 | 34.8
1.50 | 22.05 | 7.35 | 0.7501 | 124.9 | 64.9
1.75 | 25.81 | 11.11 | 0.6724 | 151.6 | 91.6
2.00 | 29.40 | 14.70 | 0.6117 | 175.8 | 115.8
2.50 | 36.70 | 22.00 | 0.5221 | 218.3 | 158.3
3.00 | 44.10 | 29.40 | 0.4588 | 255.1 | 195.1
3.50 | 51.40 | 36.70 | 0.4113 | 287.8 | 227.8
4.00 | 58.80 | 44.10 | 0.3741 | 317.4 | 257.4
5.00 | 73.50 | 58.80 | 0.3194 | 369.4 | 309.4
6.00 | 88.20 | 73.50 | 0.2806 | 414.5 | 354.5
7.00 | 102.90 | 88.20 | 0.2516 | 454.5 | 394.5
8.00 | 117.60 | 102.90 | 0.2288 | 490.6 | 430.6
9.00 | 132.30 | 117.60 | 0.2105 | 523.7 | 463.4
10.00 | 147.00 | 132.30 | 0.1953 | 554.0 | 494.0
15.00 | 220.50 | 205.80 | 0.1465 | 681.0 | 621.0
20.00 | 294.00 | 279.30 | 0.1195 | 781.0 | 721.0
25.00 | 367.50 | 352.80 | 0.1020 | 864.0 | 804.0
--------+-----------+-----------+----------+------------+-------------
A cubic foot of free air at a pressure of one atmosphere (equal to 14.7 pounds above a vacuum) at a temperature of 60 degrees, when compressed to twenty-five atmospheres, will register 367.5 pounds above a vacuum (352.8 pounds gauge pressure), will occupy a volume of 0.1020 cubic foot, will have a temperature of 864 degrees, and the total increase of temperature is 804 degrees.
The thermal results of air compression and expansion are shown by the accompanying diagram.
The horizontal and vertical lines are the measures of volumes, pressures and temperatures. The figures at the top indicate pressures in atmospheres above a vacuum, the corresponding figures at the bottom denote pressures by the gauge. At the right are volumes from one to one-tenth. At the left are degrees of temperatures from zero to 1,000 Fahrenheit. The two curves which begin at the upper left hand corner and extend to the lower right are the lines of compression or expansion.
The upper one being the Adiabatic curve, or that which represents the pressure at any point on the stroke with the heat developed by compression remaining in the air; the lower is the Isothermal, or the pressure curve uninfluenced by heat. The three curves which begin at the lower left hand corner and rise to the right are heat curves and represent the increase of temperature corresponding with different pressures and volumes, assuming in one case that the temperature of the air before admission to the compressor is zero, in another sixty degrees, and in another one hundred degrees.
Beginning with the adiabatic curve, we find that for one volume of air when compressed without cooling the curve intersects the first vertical line at a point between 0.6 and 0.7 volume, the gauge pressure being 14.7 pounds. If we assume that this air was admitted to the compressor at a temperature of zero, it will reach about 100 degrees when the gauge pressure is 14.7 pounds. We find this by following down the first line intersected by the adiabatic curve to the point where the zero heat curve intersects this same line, the reading being given in figures to the left immediately opposite. If the air had been admitted to the compressor at 60 degrees, it would register about 176 degrees at 14.7 pounds gauge pressure. If the air were 100 degrees before compression, it would go up to about 230 degrees at this pressure. Following this adiabatic curve until it intersects line No. 5, representing a pressure of five atmospheres above a vacuum (58.8 lb. gauge pressure), we see that the total increase of temperature on the zero heat curve is about 270 degrees, for the 60 degree curve it is about 370 degrees, and for the 100 degree curve it is about 435 degrees. The diagram shows that when a volume of air is compressed adiabatically to 21 atmospheres (294 lb. gauge pressure), it will occupy a volume a little more than one-tenth; the total increase of temperature with an initial temperature of zero is about 650 degrees; with 60 degrees initial temperature it is 800 degrees, and with 100 degrees initial it is 900 degrees. It will be observed that the zero heat curve is flatter than the others, indicating that when free air is admitted to a compressor cold, the relative increase of temperature is less than when the air is hot. This points to the importance of low initial temperature.
We have now seen that the economical production of compressed air depends upon the following conditions:
(1) A low initial temperature.
(2) Thorough cooling during compression.
It has been demonstrated by experiments made in France that the power required to compress moist air is less than that for dry air. A table showing the power required to compress moist and dry air has been prepared from the data of M. Mallard and shows that for five atmospheres the work expended in compressing one pound of dry air is 58,500 foot pounds, while that for moist air is 52,500 foot pounds. In expansion also moisture in the air adds to the economy, but in both cases the saving of power is not great enough to compensate for the many disadvantages due to the presence of water. Mr. Norman Selfe, of the Engineering Association of N.S.W., has compiled a table which shows some important theoretical conditions involved in producing compressed air.
So much for the theory of compression. We now come to the practical production of compressed air.
The first record that we have of the use of an air compressor is at Ramsgate Harbor, Kent, in the year 1788. Smeaton invented this "pump" for use in a diving apparatus. In 1851, William Cubitt, at Rochester Bridge, and a little later an engineer, Brunel, at Saltash, used compressed air for bridge work. But the first notable application of compressed air is due to Professor Colladon, of Geneva, whose plans were adopted at the Mont Cenis tunnel. M. Sommeiller developed the Colladon idea and constructed the compressed air plant illustrated in Fig. 2.
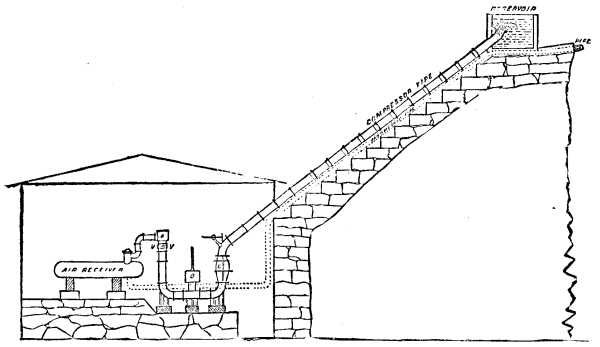
FIG. 2.
The Sommeiller compressor was operated as a ram, utilizing a natural head of water to force air at 80 pounds pressure into a receiver. The column of water contained in the long pipe on the side of the hill was started and stopped automatically, by valves controlled by engines. The weight and momentum of the water forced a volume of air with such shock against a discharge valve that it was opened and the air was discharged into the tank; the valve was then closed, the water checked; a portion of it was allowed to discharge and the space was filled with air, which was in turn forced into the tank. The efficiency of this compressor was about 50 per cent.
At the St. Gothard tunnel, begun in 1872, Prof. Colladon first introduced the injection of water in the form of spray into the compressor cylinder to absorb the heat of compression.
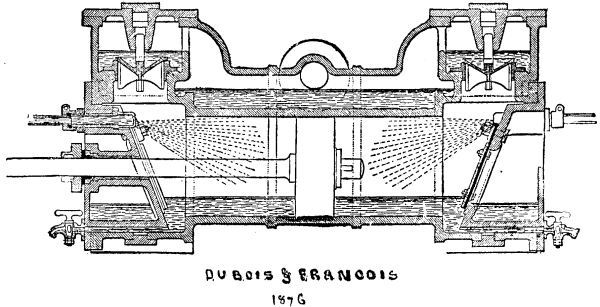
FIG. 3.
Fig. 3 illustrates the air cylinder of the Dubois-Francois type of compressor, which was the best in use about the year 1876. This compressor was exhibited at the Centennial Exposition and was adopted by Mr. Sutro in the construction of the Sutro tunnel. A characteristic feature seems to be to get as much water into the cylinder as possible. The water which flooded the bottom of the cylinder arose from the voluminous injection; this water was pushed into the end of the cylinder and some of it escaped with the air through the discharge valve.
An improved pattern of this compressor is shown in Fig. 4.
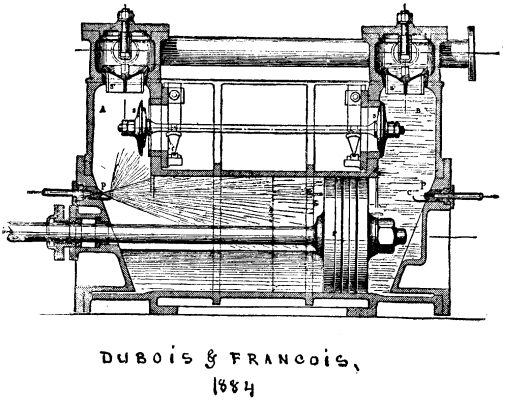
FIG. 4.
These illustrations are interesting from an historical point of view, as indicating the line of thought which early designers of air-compressing machinery followed. As the necessity for compressed air power grew, inventors turned their attention to the construction of air-compressing engines that would combine efficiency with light weight and economy of space and cost. The trade demanded compressors at inaccessible localities, and in many cases it was preferred to sacrifice isothermal results to simplicity of construction and low cost.
It is evident that an air compressor which has the steam cylinder and the air cylinder on a single straight rod will apply the power in the most direct manner, and will involve the simplest mechanics in the construction of its parts. It is evident, however, that this straight line, or direct construction, results in an engine which has the greatest power at a time when there is no work to perform. At the beginning of the stroke steam at the boiler pressure is admitted behind the piston, and, as the air piston at that time is also at the initial point in the stroke, it has only free air against it. The two pistons move simultaneously, and the resistance in the air cylinder rapidly increases as the air is compressed. To get economical results it is, of course, necessary to cut off in the steam cylinder, so that at the end of the stroke, when the steam pressure is low, as indicated by the dotted line (Fig. 5), the air pressure is high, as similarly indicated. The early direct-acting compressor used steam at full pressure throughout the stroke. The Westinghouse pump, applied to locomotives, is built on this principle, and those who have observed it work have perhaps noticed that its speed of stroke is not uniform, but that it moves rapidly at the beginning, gradually reducing its speed, and seems to labor, until the direction of stroke is reversed. This construction is admitted to be wasteful, but in some cases, notably that of the Westinghouse pump, economy in steam consumption is sacrificed to lightness and economy of space.
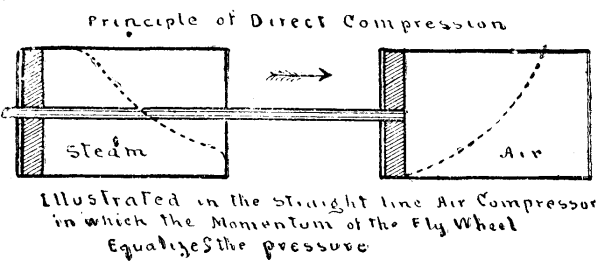
FIG. 5.
Many efforts were made to equalize the power and resistance by constructing the air compressor on the crank shaft principle, putting the cranks at various angles, and by angular positions of steam and air cylinders. Several types are shown in Fig. 6.
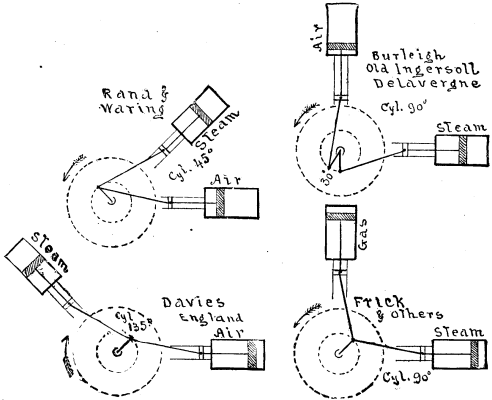
FIG. 6.
Angular positions of the cylinder involve expensive construction and unsteadiness. Experience has conclusively proved that it does not pay to build air compressors with vertical cylinders, and moreover we have found out that there is nothing in the apparent difficulty in equalizing the strains in a direct-acting engine. It is simply necessary to add enough weight to the moving parts, that is, to the piston, piston rod, fly wheel, etc., to cut off early in the stroke and secure rotative speed with the most economical results and with the cheapest construction. It is obvious that the theoretically perfect air compressor is a direct-acting one with a conical air cylinder, the base of the cone being nearest the steam cylinder. This, from a practical point of view, is impossible. Mr. Hill, in referring to the fallacious tendencies of pneumatic engineers to equalize power and resistance in air compressors, says: "The ingenuity of mechanics has been taxed and a great variety of devices have been employed. It is usual to build on the pattern of presses which do their work in a few inches of the end of the stroke and employ heavy fly wheels, extra strong connections, and prodigious bed plates. Counterpoise weights are also attached to such machines; the steam is allowed to follow full stroke, steam cylinders are placed at awkward angles to the air-compressing cylinders and the motion conveyed through yokes, toggles, levers; and many joints and other devices are used, many of which are entire failures, while some are used with questionable engineering skill and very poor results."
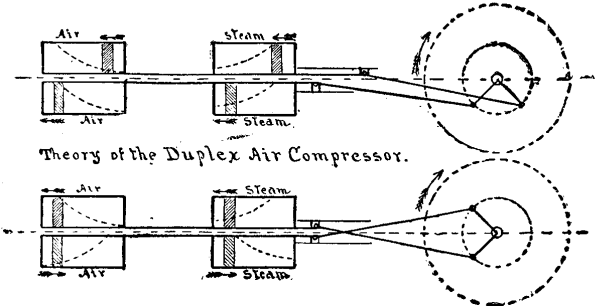
FIG. 7.
Fig. 7 illustrates the theory of Duplex Air Compressors. The hydraulic piston or plunger compressor is largely used in Germany and elsewhere on the Continent of Europe, but the duplex may be said to be the standard type of European compressor at the present time. It is also largely used in this country. Fig. 7 shows the four cylinders of a duplex compressor in two positions of the stroke. It will be observed that each steam cylinder has an air cylinder connected directly to the tail rod of its piston, so that it is a direct-acting machine, except in that the strains are transmitted through a single fly wheel, which is attached to a crank shaft connecting the engines. In other words, a duplex air compressor would be identical with a duplex steam engine were it not for the fact that air cylinders are connected to the steam piston rods. The result is, as shown in Fig. 7, that, at that point of the stroke indicated in the top section, the upper right hand steam cylinder, having steam at full pressure behind its piston, is doing work through the angle of the crank shaft upon the air in the lower left hand cylinder. At this point of the stroke the opposite steam cylinder has a reduced steam pressure and is doing little or no work, because the opposite air cylinder is beginning its stroke. Referring now to the lower section, it will be seen that the conditions are reversed. One crank has turned the center, and that piston which in the upper section was doing the greatest work is now doing little or nothing, while the labor of the engine has been transferred to those cylinders which a moment before had been doing no work.
There are some advantages in this duplex construction, and some disadvantages. The crank shafts being set quartering, as is the usual construction, the engine may be run at low speed without getting on the center. Each half being complete in itself, it is possible to detach the one when only half the capacity is required. The power and resistance being equalized through opposite cylinders, large fly wheels are not necessary. Strange to say, the American practice seems to be to attach enormous fly wheels to duplex air compressors. It is difficult to justify this apparently useless expense in view of the facts shown in Fig. 7. A fly wheel does not furnish power, nor does it add to the economy of an engine except in so far as it enables it to cut off early in the stroke, and to equalize the power and resistance. In other words, a fly wheel is not a source of power, and in many cases it is only a means by which we accomplish rotative speed. It takes power to move matter, and assuming that other conditions are equal, every engine that carries a fly wheel that is larger than is necessary consumes a certain number of foot pounds in turning so much metal around through space. Were it possible to cut off at the same point and rotate as positively without a fly wheel, it would be done away with entirely. Some straight line air compressors are so constructed that the momentum of the piston and other moving parts is nearly sufficient to equalize the strains without a fly wheel; but the fly wheel is there because it insures a definite length of stroke, and because it enables us to operate eccentrics and to regulate the speed of the engine uniformly.
Objections to the duplex construction are: The strains are indirect, angular and intermittent. It is necessary therefore to largely increase the strength of parts; to add a crank shaft of large diameter with enormous bearings, and to build expensive and very secure foundations. Should the foundations settle at any point, excessive strains will be brought upon the bearings, resulting in friction and liability to breakage. A steam engine meets with a resistance on its crank shaft that is uniform throughout the stroke; while an air compressor is subject to a heavy maximum strain at the end of the stroke, hence the importance of direct straight line connection between power and resistance.
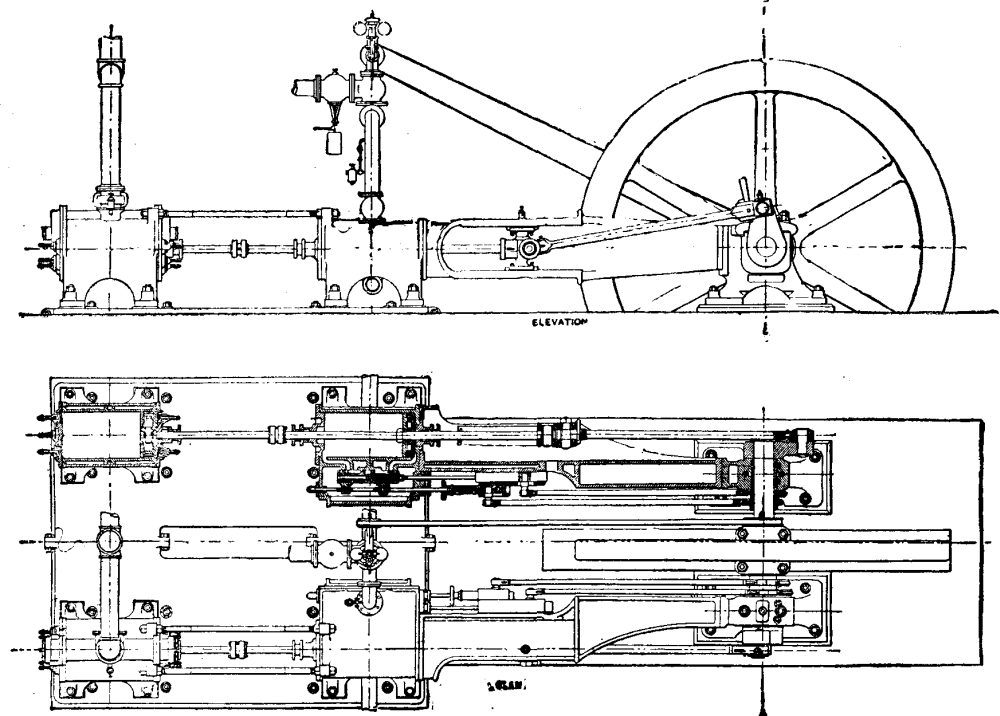
FIG. 8.
The friction loss on a duplex compressor seldom gets lower than 15 per cent., while straight line compressors show as low a loss as 5 per cent. Fig. 8 illustrates the Rand Duplex Air Compressor, a machine largely used in America, especially in the Lake Superior iron mines. Fig. 9 illustrates a Duplex Compound Condensing Corliss Air Compressor built by the Ingersoll-Sergeant Drill Company. This is a compressor made of the best type of Corliss engine, with air cylinders connected to the tail rods of the steam cylinders. One of these machines, of about 400 horse power capacity, is now at work furnishing compressed air power for the Brightwood Street Railway in Washington, D.C. Fig. 10 illustrates the Norwalk direct-acting straight line air compressor, with compound air cylinder. The chief purpose of compounding is to reduce the maximum strain. This construction also adds to isothermal economy. The large cylinder to the left determines the capacity of the compressor, the air being compressed first to a low pressure (ordinarily about 30 pounds per square inch), afterward passing through an intercooler, by which its temperature is reduced, and then it is compressed still higher, even to 5,000 pounds per square inch if desired. The terminal strain, which is so severe in air compressors, is here considerably reduced, as in this case it is only equal to the area of the initial air piston multiplied by its low air pressure.
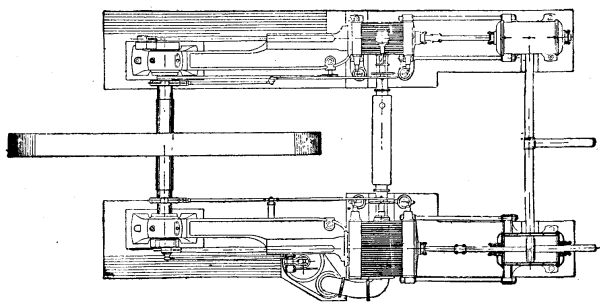
FIG. 9.
Economical results are attained with this compressor at low cost of construction. The fly wheels are small, and the bearings narrow, because the maximum strain is less, and the momentum of the piston and other moving parts is such that most of the high initial steam power is taken up in starting these parts and is afterward given out at the end of the stroke, when the steam pressure is low. The strains are direct, and expensive foundations are not required. Fig. 11 illustrates the Ingersoll-Sergeant Compound Straight Line Air Compressor. This differs from the one just described chiefly in that it is single-acting, while the other is double-acting.
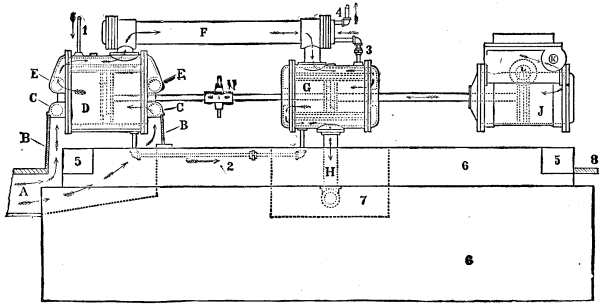
FIG. 10.
By single-acting is meant that the air cylinders compress their respective volumes of air once every revolution. The air is admitted to the large cylinder through the piston, is compressed to about 30 pounds, and on the return stroke the pressure is raised to almost any point required, and in proportion to the diameter of the smaller cylinder. Though single-acting, the capacity of one of these compressors is about equal to that of the double-acting machine of the same cost of construction. The initial air cylinder is made large enough to correspond with the capacity of the smaller double-acting cylinder. The strains are equalized because the area of the large cylinder multiplied by its low pressure is exactly equal to that of the small cylinder multiplied by its high pressure. The maximum strains are reduced considerably below those which exist in compressors that do not compound the air.
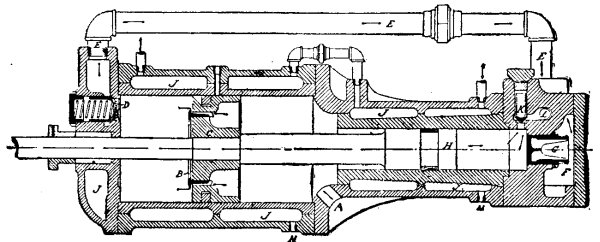
FIG. 11.
The advantage of the single-acting air cylinder over the double is that it compresses a volume of free air only once every revolution, hence there is a better chance to cool the air during compression. The cylinders have time to impart to the water jackets the heat produced by compression and are kept cooler. The large air head of the initial cylinder is jacketed, also adding to isothermal economy.
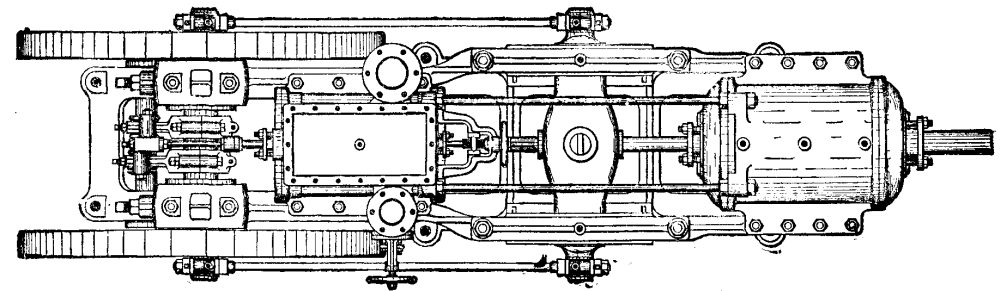
FIG. 12.
Fig. 12 illustrates the Ingersoll-Sergeant Piston Inlet Cold Air Compressor. This a straight line direct-acting engine, with steam and air pistons connected to a single rod through a crosshead which connects with two fly wheels. The strains are direct and the power and resistance are equalized by the inertia of the crosshead, piston, rods, and fly wheels. The Meyer's adjustable cut-off is used on the steam cylinder. The air cylinder is provided with a tail rod tube through which all the air is admitted into the cylinder.
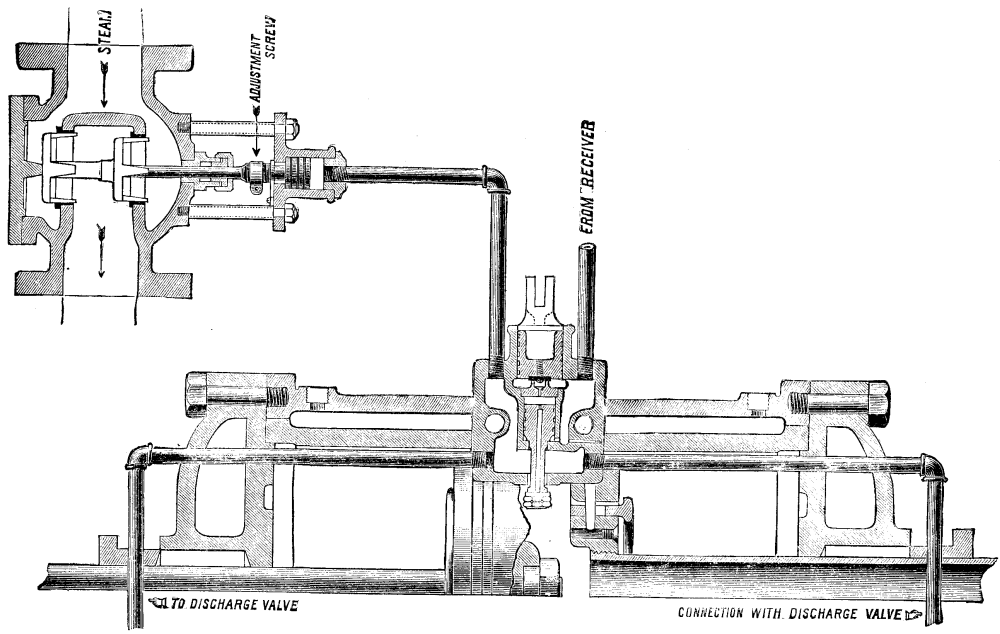
FIG. 13.—AN AUTOMATIC AND ADJUSTABLE REGULATOR
AND UNLOADING DEVICE
APPLIED TO INGERSOLL-SERGEANT AIR COMPRESSORS.
Fig. 13 illustrates an unloading device and regulator applied to the Ingersoll-Sergeant compressor.
The purpose of this unloading device is to maintain a uniform air pressure in the receiver and a uniform speed of engine, notwithstanding the consumption of the air, and to do this without waste of power or attention on the part of the engineer. A weighted valve of safety valve pattern is attached to the air cylinder, and is connected with the air receiver, and with a discharge valve on each end of the air cylinder, also with a balanced throttle valve in the steam pipe. When the pressure of the air gets above the desired point in the receiver, the valve is lifted and the air is exhausted from behind the discharge valves, thus letting the compressed air at full receiver pressure into the cylinder at both ends, and balancing the engine. At the same instant the compressed air is exhausted from the little piston connected with the balanced steam valve and the steam is automatically throttled, so that only enough steam is admitted to keep the engine turning around, or to overcome the friction, no work being done.
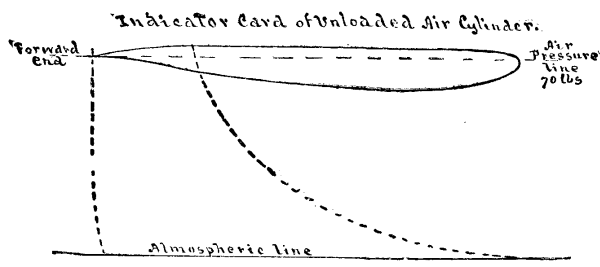
FIG. 14.
When the compressor is unloaded, it is evident that the function of the air piston is merely to force the compressed air through the discharge valves and passages from one end to the other until more compressed air is required, this being indicated by a fall in the receiver pressure. The weighted valve now closes and the small connecting pipes are instantly filled with compressed air; the steam valve automatically opens, and the compression goes on in the regular way. Another function of this device is to prevent the compressor from stopping or getting on the center. Direct-acting compressors are liable to center when doing work at slow speed.
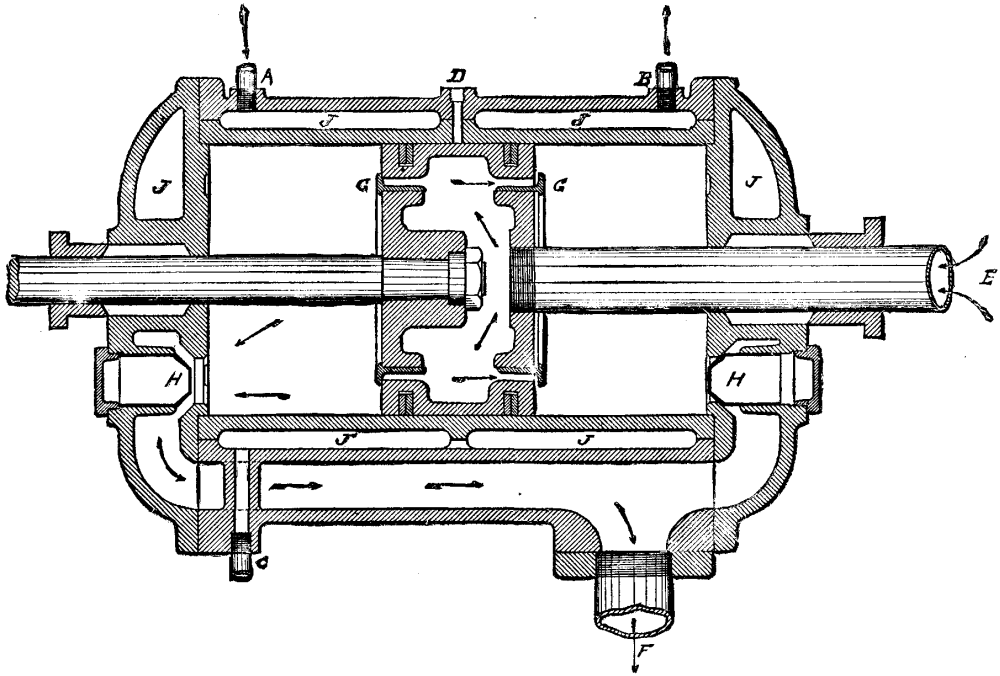
FIG. 15. PISTON INLET VALVE OPERATED BY THE NATURAL LAWS OF MOMENTUM.
Fig. 15 illustrates the Ingersoll-Sergeant Air Cylinder and Piston.
Fig. 16 shows the piston inlet valve, situated at G in Fig. 15. Two of these valves are placed in each piston of a double-acting air cylinder, the piston being hollow and the free air being admitted through a tail-rod pipe, letter E, Fig. 15. JJ are water jacket passages for cooling the air during compression. Owing to the absence of inlet valves, large water jackets are provided, not only around the cylinder itself, but through the heads. As the heat of compression is greater near the end of the stroke, the advantage of a cool head is manifest. H H are the discharge valves through which the compressed air is forced.
FIG. 16. PISTON INLET VALVE OPERATED BY THE NATURAL LAWS OF MOMENTUM.
The most interesting feature of this cylinder is the piston inlet valve. It is evident that this valve being attached to the piston needs no springs or other connections, but is opened and closed exactly at the right time by its natural inertia. With only about ¼ of an inch throw of valve a large area is opened, through which the free air is drawn. The valve is made of a single piece of composition metal and is practically indestructible. Its construction is such that it fills the clearance spaces to a greater extent than is usual in air compressors. A singular feature is that indicator cards taken on these cylinders show a free air line in some cases a little above the atmospheric line. Poppet valve compressors almost invariably show a slight vacuum, due to several causes, mainly the duty performed in compressing the springs of the valves, but the vacuum is also influenced by insufficiency of valve area, hot air cylinders, etc. This cylinder gives its full volume of air, and apparently a little more at times, because the air is admitted by a concentrated inlet in which free air is always moving in one direction. After it has been started, the speed of the compressor is such that the air attains a momentum due to its velocity and density; this serves a useful purpose in piling up the free air in the cylinder before the inlet valve closes on the return stroke.
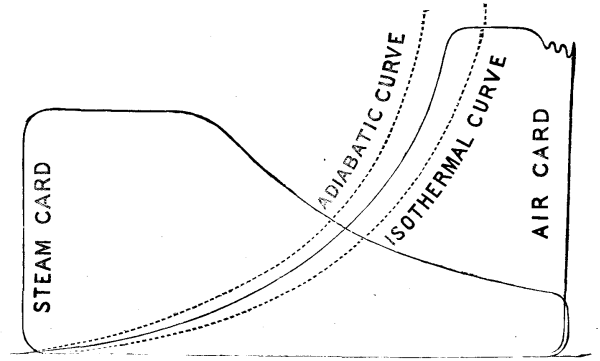
FIG. 17.—COMBINED STEAM AND AIR INDICATOR
CARD:
Taken from a 16x18 Sergeant piston inlet air compressor,
meyer's cut-off at 3/10. Steam at 58 lb.; air pressure,
77 lb.; total engine friction, 5 per cent.
Fig. 17 illustrates a combined steam and air indicator card taken from one of these cylinders. It will be observed that with steam and air cylinders equal in diameter and stroke, an air pressure of 77 pounds is reached with a steam pressure of only 58 pounds. The reason for this is plainly shown in the cards, their areas being nearly equal. What is made up in the air card by high pressure is represented in the steam card by greater volume. The indicated efficiency deduced from these cards is 95 per cent., that is, the area of the air card divided by the area of the steam card, representing the resistance divided by the power, results in 95 per cent. While several cards have been taken on the cylinders showing a loss by friction of only 5 per cent., yet on the average the best practice shows a loss of 6 per cent. or an efficiency of 94 per cent. This result indicates an almost perfect proportion between power and resistance, and good workmanship in air-compressing machinery. It is difficult to conceive an engine of this size being worked with a less expenditure for friction than 5 or 6 per cent. Were it possible to retain the heat which is in the air, and which is represented by the space between the dotted isothermal curve and the actual curve, we might attain high efficiency in using compressed air power, but it is evident that the power represented by the area of this space will be lost by radiation of heat before it is used in an engine situated several hundred feet away.
These indicator cards show at a glance that heat is responsible for the important air losses, and that so far as the design of the compressing engine is concerned, we have attained a point very near perfection. All the devices, past, present and future, on which inventors spend so much time, and in the development of which capitalists are innocently inveigled, aim to save this six per cent. loss! We hear a good deal about "Centrifugal Air Compressors," "Rotaries," "Plunger Pumps," etc., designs involving expensive complications without any heat advantage, and which seem to be based upon the "iridescent dream" of a large loss in the present method of compressing air. Here we have a simple engine, compact and complete in itself, capable of high speed without injury, constructed on the basis of our best steam engine practice, which produces compressed air power at a loss of only six per cent.
Clearance is not taken into consideration in the foregoing figures, but clearance is very much more of a bete noir in theory than in practice. The early designers, as shown in the "Dubois-Francois" illustrations, Figs. 3 and 4, regarded clearance loss as a very serious matter. Even at the present time some air compressor manufacturers admit water through the inlet valves into the air cylinder, not so much for the purpose of cooling as to fill up the clearance space. A long stroke involving expensive construction is usually justified by the claim that a large saving is effected by reduced clearance loss. Let us see what the effect of this clearance is. Assuming that we have an air compressor which shows an isothermal pressure line, there would be some loss of power due to clearance space, because we would have a certain volume of air upon which work was done and heat produced, that heat having been absorbed and the air being retained in the cylinder and not serving any useful purpose. But let us assume that we have a compressor which shows an adiabatic pressure line. We now have the air in the clearance space acting precisely as a spring, compressed at each stroke, retaining its heat of compression, and giving it out against the air piston at the point when the stroke is reversed. There is no loss of power in such a case as this, but, on the contrary, the air spring is useful in overcoming the inertia of the piston and moving parts. The best air compressors give a result about midway between the isothermal and the adiabatic, and the net loss of power directly due to clearance is so small as to be practically unworthy of consideration.
It must not be inferred from the preceding remarks that the designer of an air compressor may neglect the question of clearance. On the contrary, it is a very important consideration. If we assume a large clearance space in the end of an air cylinder of a compressor which is furnishing air at a high pressure, we may readily conceive that space to be so large, and that pressure so high, that the entire volume of the cylinder would be filled by the air from the clearance space alone, and the compressor would take in no free air and would, of course, produce no compressed air.
Loss in capacity of air compressors by clearance is in direct proportion to the pressure.
Owing to the loss of capacity by clearance space at high pressures, it is important that compound air cylinders should be used for furnishing air at high pressure. With compound air cylinders the air is compressed to alternate stages of pressure in the different cylinders, and the clearance loss is thus reduced because of the reduced density of the air in the clearance spaces. In ordinary practice air compressors deliver the air at less than 100 pounds pressure, so that with a properly designed air cylinder the clearance space is so small that the capacity of the compressor is not materially affected.
Two systems are in use by which the heat of compression is absorbed, and the difference between one and the other is so distinct that air compressors are usually divided into two classes (1) wet compressors, (2) dry compressors.
A wet compressor is that which introduces water directly into the air cylinder during compression.
A dry compressor is that which introduces no water into the air during compression.
Wet compressors may be subdivided into two classes.
(1) Those which inject water in the form of a spray into the cylinder during compression.
(2) Those which use a water piston for forcing the air into confinement.
The injection of water into the cylinder is usually known as the Colladon idea. Compressors built on this system have shown the highest isothermal results, that is, by means of a finely divided spray of cold water the heat of compression has been absorbed to a point where the compressed air has been discharged at a temperature nearly equal to that at which it was admitted to the cylinder. The advantages of water injection during compression are as follows:
(1) Low temperature of air during compression.
(2) Increased volume of air per stroke, due to filling of clearance spaces with water and to a cold air cylinder.
(3) Low temperature of air immediately after compression, thus condensing moisture in the air receiver.
(4) Low temperature of cylinder and valves, thus maintaining packing, etc.
(5) Economical results, due to compression of moist air (see table 3).
TABLE 3.—SHOWING THE RELATIVE QUANTITY OF WORK REQUIRED TO COMPRESS A GIVEN VOLUME AND WEIGHT OF AIR, BOTH DRY AND MOIST—ALSO RELATIVE VOLUMES WITH AND WITHOUT INCREASE OF TEMPERATURE FROM COMPRESSION.
_______________________________________________________________________________________ | | | |Compression at |Compression | |a Constant |with | |Temperature. |Increase of | |Mariotte's Law. |Temperature. | __|________________|__________________________________|________________________________ | | | | | | | | | | | | | | | 1|0.1 | | | | | | 20 | 68 |1.0 | | | 68 | | | 2|0.5 | 7199|1468|0.612| 7932|1618| 85.5|186 |1.222| 733|0.092|111 |3.0|23500|22500 3|0.333|11356|2316|0.459|13360|2725|130.4|267 |1.375|2004|0.150|135.5|4.0|37000|35000 4|0.25 |14260|2909|0.374|17737|3618|165.6|330 |1.495|3477|0.196|153.5|4.8|48500|45000 5|0.200|16580|3383|0.320|21209|4326|195.3|384 |1.595|4629|0.213|167 |5.4|58500|52500 6|0.167|18475|3768|0.281|24310|4959|220.5|429 |1.681|5835|0.240|179 |6.0|67000|60000 7|0.143|20038|4087|0.252|27048|5517|243.2|470 |1.758|7040|0.260|190 |6.4|75000|66000 8|0.125|21422|4370|0.229|29518|6021|263.6|506.5|1.828|8096|0.274| | | | 9|0.111| | |0.210| | |282 |539.6|1.891| | | | | | 10|0.100| | |0.195| | |299 |570.2|1.950| | | | | | _______________________________________________________________________________________ | | | | | | | | | | | | | | | 1| 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14| 15 | 16 __|_____|_____|____|_____|_____|____|_____|_____|_____|____|_____|_____|___|_____|_____
Column Heading 1 Tension in Atmospheres. 2 Volume. 3 Work of Compression. Cubic Meters in Kilogram-meters. 4 Work of Compression. Cubic Feet in Foot Pounds. 5 Volume. 6 Work of Compression. (Dry.) Cubic Meters in Kilogram-meters. 7 Work of Compression. (Dry.) Cubic Feet in Foot Pounds. Deduced from 6. 8 Temperatures. (Dry.) Cent. 9 Temperatures. (Dry.) Fah. 10 Ratio of Greater to Less Temperature. Absolute. 11 Loss of Work in Compressing one Cubic Meter in Kilogram-meters. By Increase of Temperature alone. 12 Percentage of Work of Compression Converted into Heat and Lost. By Increase of Temperature alone. 13 Final Temperature if Water is used in Compression. Fah. 14 Percentage of Water to Air Required. 15 Foot Pounds to Compress One Pound Air. Dry. 16 Foot Pounds to Compress One Pound Air. With sufficient Moisture.
The first advantage is by far the most important one, and is really the only excuse for water injection in air compressors. We have seen (table 3) that the percentage of work of compression which is converted into heat and loss when no cooling system is used is as follows:
Compressing to 2 atmospheres loss 9.2 per cent. " " 3 " " 15.0 " " " " 4 " " 19.6 " " " " 5 " " 21.3 " " " " 6 " " 24.0 " " " " 7 " " 26.0 " " " " 8 " " 27.4 " "
We see that in compressing air to five atmospheres, which is the usual practice, the heat loss is 21.3 per cent., so that if we keep down the temperature of the air during compression to the isothermal line, we save this loss. The best practice in America has brought this heat loss down to 3.6 per cent. (old Ingersoll Injection Air Compressor), while in Europe the heat loss has been reduced to 1.6 per cent. Steam-driven air compressors are usually run at a piston speed of about 350 feet per minute, or from 60-80 revolutions per minute of compressors of average sizes, say 18" diameter of cylinder. Sixty revolutions per minute is equal to 120 strokes, or two strokes per second. An air cylinder 18" in diameter filled with free air once every half second, and at each stroke compressing the air to 60 pounds, and thereby producing 309 degrees of heat, is thus, by means of water injection, cooled to an extent hardly possible with mere surface contact. The specific heat of water being about four times that of air, it readily takes up the heat of compression.
A properly designed spray system must not be confused with the numerous devices applied to air cylinders, by means of which water is introduced. In some cases the water is merely drawn in through the inlet valves. In others it passes through the center of the piston and rod, coming in contact with the interior walls of the air cylinder between the packing rings. Introducing water into the air cylinder in any other way, except in the form of a spray, has but little effect in cooling the air during compression. On the contrary, it is a most fallacious system, because it introduces all the disadvantages of water injection without its isothermal influence. Water, by mere surface contact with air, takes up but little heat, while the air, having a chance to increase its temperature, absorbs water through the affinity of air for moisture, and thus carries over a volume of saturated hot air into the receiver and pipes, which on cooling, as it always does in transit to the mine, deposits its moisture and gives trouble through water and freezing. It is, therefore, of much importance to bear in mind that unless water can be introduced during compression to such an extent as to keep down the temperature of the air in the cylinder, it had better not be introduced at all.
If too little water is introduced into an air cylinder during compression, the result is warm, moist air, and if too much water is used, it results in a surplus of power required to move a body of water which renders no useful service. The following table deduced from Zahner's formula gives the quantity of water which should be injected per cubic foot of air compressed in order to keep the temperature down to 104 degrees Fah.
_________________________________________________________________________
| | |
| |Weight of water |Weight of water
| |to be injected at |to be injected at
|Heat units devel-|68° Fah. to keep |68° Fah. to keep
Compression |oped in 1 lb. |the temperature at|the temperature at
by atmosphere |free air by |104° Fah. in lbs. |104° Fah. in lbs. of
above a volume.|compression. |of water and per |water for 1 cubic
| |lb. of free air. |foot of free air.
_______________|_________________|__________________|____________________
| | |
2 | 3.702 | 0.734 | 0.056
3 | 5.867 | 1.664 | 0.089
4 | 7.406 | 1.469 | 0.113
5 | 8.598 | 1.701 | 0.131
6 | 9.570 | 1.891 | 0.145
7 | 10.398 | 2.063 | 0.158
8 | 11.109 | 2.204 | 0.167
9 | 11.740 | 2.329 | 0.179
10 | 12.301 | 2.440 | 0.188
11 | 12.813 | 2.542 | 0.195
12 | 13.278 | 2.634 | 0.202
13 | 13.706 | 2.719 | 0.209
14 | 14.102 | 2.798 | 0.215
15 | 14.471 | 2.871 | 0.223
_______________|_________________|__________________|____________________
Objections to water injection are as follows:
(1) Impurities in the water, which, through both mechanical and chemical action, destroy exposed metallic surfaces.
(2) Wear of cylinder, piston and other parts, due directly to the fact that water is a bad lubricant, and as the density of water is greater than that of oil, the latter floats on the water and has no chance to lubricate the moving parts.
(3) Wet air arising from insufficient quantity of water and from inefficient means of ejection.
(4) Mechanical complications connected with the water pump, and the difficulties in the way of proportioning the volume of water and its temperature to the volume, temperature and pressure of the air.
(5) Loss of power required to overcome the inertia of the water.
(6) Limitations to the speed of the compressor, because of the liability to break the cylinder head joint by water confined in the clearance spaces.
(7) Absorption of air by water.
Before the introduction of condensing air receivers, wet air resulting in freezing was considered the most serious obstacle to water injection; but this difficulty no longer exists, as experience has conclusively demonstrated that a large part of the moisture in compressed air may be abstracted in the air receiver. Even in the so-called dry compressors a great deal of moisture is carried over with the compressed air, because the atmosphere is never free from moisture. This subject will be referred to more fully when treating of the transmission of compressed air.
By far the most serious obstacle to water injection, and that which condemns the wet compressor, is the influence of the injected water upon the air cylinder and parts. Even when pure water is used, the cylinders wear to such an extent as to produce leakage and to require reboring. The limitation to the speed of a compressor is also an important objection. The claim made by some that the injected water does not fill the clearance spaces, but is aerated, does not hold good, except with an inefficient injection system. The writer has increased the speed of an air compressor (cylinders 12 in. and 12 in. by 18 in., injection air cylinder) ten revolutions per minute by placing his fingers over the orifice of the suction pipe of the water pump. The boiler pressure remained the same, the cut-off was not changed and the air pressure was uniform, hence this increase of speed arose from the fact that the water was restricted and the clearance spaces were filled with compressed air, which served as a cushion or spring. While the volume of compressed air furnished by this compressor would be somewhat reduced by the restriction of the water, yet the increase in speed which was obtained without any increase of power fully compensated for the clearance loss.
Mr. John Darlington, of England, gives the following particulars of a modern air compressor of European type:
"Engine, two vertical cylinders, steam jacketed, with Meyer's expansion gear. Cylinders, 16.9 inches diameter, stroke 39.4 inches; compressor, two cylinders, diameter of piston, 23.0 inches; stroke 39.4 inches; revolutions per minute, 30 to 40; piston speed 39 to 52 inches per second, capacity of cylinder per revolution, 20 cubic feet: diameter of valves, viz., four inlet and four outlet, 5½ inches; weight of each inlet valve, 8 lb.; outlet, 10 lb.; pressure of air, 4 to 5 atmospheres. The diagrams taken of the engine and compressor show that the work expended in compressing one cubic meter of air to 4.21 effective atmospheres was 38,128 lb. According to Boyle and Mariotte's law it would be 37,534 lb., the difference being 594 lb., or a loss of 1.6 per cent. Or if compressed without abstraction of heat, the work expended would in that case have been 48,158. The volume of air compressed per revolution was 0.5654 cubic meter. For obtaining this measure of compressed air, the work expended was 21,557 pounds. The work done in the steam cylinders, from indicator diagrams, is shown to have been 25,205 pounds, the useful effect being 85½ per cent. of the power expended. The temperature of air on entering the cylinder was 50 degrees Fah., on leaving 62 degrees Fah., or an increase of 12 degrees Fah. Without the water jacket and water injection for cooling the temperature it would have been 302 degrees Fah. The water injected into the cylinders per revolution was 0.81 gallon."
We have in the foregoing a remarkable isothermal result. The heat of compression is so thoroughly absorbed that the thermal loss is only 1.6 per cent.; but the loss by friction of the engine is 14.5 per cent., and the net economy of the whole system is no greater than that of the best American dry compressor, which loses about one-half the theoretical loss due to heat of compression, but which makes up the difference by a low friction loss.
The wet compressor of the second class is the water piston compressor, Fig. 18.
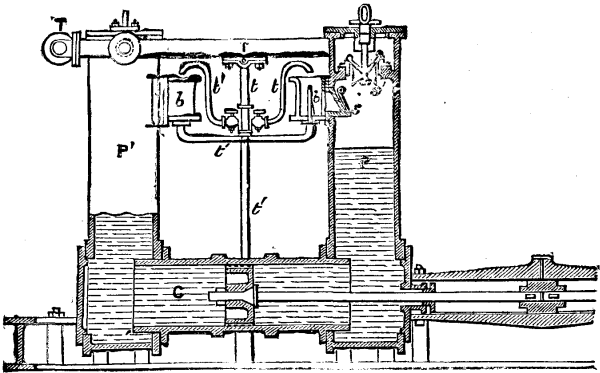
FIG. 18.—HYDRAULIC AIR COMPRESSOR.
The illustration shows the general type of this compressor, though it has been subject to much modification in different places. In America, a plunger is used instead of a piston, and as it always moves in water the result is more satisfactory. The piston, or plunger, moves horizontally in the lower part of a U shaped cylinder. Water at all times surrounds the piston, and fills alternately the upper chambers. The free air is admitted through a valve on the side of each column and is discharged through the top. The movement of the piston causes the water to rise on one side and fall on the other. As the water falls the space is occupied by free air, which is compressed when the motion of the piston is reversed, and the water column raised. The discharge valve is so proportioned that some of the water is carried out after the air has been discharged. Hence there are no clearance losses.
This hydraulic compressor seems to have a certain charm about it, which has resulted in its adoption in Germany, France and Belgium, and by one of the largest mines in the United States. Its advantages are purely theoretical, and without certain adjuncts which have been in some cases applied to it, even the theory is a very bad one.
The chief claim for this water piston compressor is that its piston is also its cooling device, and that the heat of compression is absorbed by the water. So much confidence seems to be placed in the isothermal features of this machine that usually no water jacket or spray pump is applied. Mr. Darlington, who is one of the stanch defenders of this class of compressors, has found it necessary to introduce "spray jets of water immediately under the outlet valves," the object of which is to absorb a larger amount of heat than would otherwise be effected by the simple contact of the air with the water-compressing column. Without such spray connections, it is safe to say that this compressor has scarcely any cooling advantages at all, so far as air cooling is concerned. Water is not a good conductor of heat. In this case only one side of a large body of air is exposed to a water surface, and as water is a bad conductor, the result is that a thin film of water gets hot in the early stage of the stroke and little or no cooling takes place thereafter. The compressed air is doubtless cooled before it gets even as far as the receiver, because so much water is tumbled over into the pipes with it, but to produce economical results the cooling should take place during compression.
Water and cast iron have about the same relative capacity for heat at equal volumes. In this water piston compressor we have only one cooling surface, which soon gets hot, while with a dry compressor, with water jacketed cylinders and heads, there are several cold metallic surfaces exposed on one side to the heat of compression, and on the other to a moving body of cold water.
But the water piston fraternity promptly brings forward the question of speed. They say that, admitting that the cooling surfaces are equal, we have in one case more time to absorb the heat than in the other. This is true, and here we come to an important class division in air compressing machinery—high speed and short stroke as against slow speed and long stroke. Hydraulic piston compressors are subject to the laws that govern piston pumps, and are, therefore, limited to a piston speed of about 100 feet per minute. It is quite out of the question to run them at much higher speed than this without shock to the engine and fluctuations of air pressure due to agitation of the water piston. The quantity of heat produced, that is, the degree of temperature reached, depends entirely upon the conditions in the air itself, as to density, temperature and moisture, and is entirely independent of speed. We have seen that it is possible to lose 21.3 per cent. of work when compressing air to five atmospheres without any cooling arrangements. With the best compressors of the dry system one-half of this loss is saved by water jacket absorption, so that we are left with about 11 per cent., which the slow moving compressor seeks to erase. We are quite safe in saying that the element of time alone in the stroke of an air compressor could not possibly effect a saving of more than half of this, or 5½ per cent. Now, in order to get this 5½ per cent. saving, we reduce the speed of an air-compressing engine from 350 feet per minute to 100 feet per minute. We must, therefore, in one case have a piston area three and one-half times that of the other in order to get the same capacity of air, and in doing this we build an engine of enormous proportions with heavy moving parts. We load it down with a large mass of water, which it must move back and forth during its work, and thus we produce a percentage of friction loss alone equal to twice or even three times the 5½ per cent. heat loss which is responsible for all this expense in first cost and in maintenance, but which really is not saved after all unless water injection in the form of spray also forms a part of the system.
It is obvious that cost of construction and maintenance have much to do with the commercial value of an air compressor. The hydraulic piston machine not only costs a great deal more in proportion to the power it produces, but it costs more to maintain it, and it costs more to run it. It is not an uncommon thing to hear engineers speak of the hydraulic piston compressor as the "most economical" machine for the purpose, but that it is so "expensive" and takes up so much room, and requires such expensive foundations that, unless persons are "willing to spend so much money," they had better take the next best thing, a high speed machine. We hear of "magnificent air-compressing engines, the largest in the country," and pilgrimages are made to see these artificial wonders when, not unlike the old pyramids, they represent a pile of inert matter—a monument to moneyed kings.
The hydraulic piston compressor has one solitary advantage, and that is, it has no dead spaces. It was conceived at a time when dead spaces were very serious conditions—were positive specters! Valves and other mechanism connected with the cylinder of an air compressor were once of such crude construction that it was impossible to reduce the clearance spaces to a reasonable point, and, furthermore, the valves were heavy and so complicated that anything like a high speed would either break them or wear them out rapidly, or derange them so that leakages would occur. But we have now reduced inlet and discharge valves and all other moving parts connected with an air cylinder to a point of extreme simplicity. Clearance space is in some cases destroyed altogether by what is, as it were, an elastic air head which is brought into direct contact with the piston. All this reduces clearance to so small a point that it has no influence of any consequence. The moving parts are made extremely simple, even arriving at a point where inlet valves are opened and closed by their natural inertia. Mr. Sturgeon, of England, has applied a most ingenious and successful inlet valve, which is opened and closed by the friction of the air piston rod through the gland. We have, therefore, reached a point at which high speed is made possible.
Long-stroke air compressors are evidently objectionable on the basis of greater expense of construction. All the parts must be larger and heavier. The fly wheels are increased enormously in diameter and weight, and the strength of bearings must be enlarged in proportion. It is difficult to equalize power and resistance in air compressors with long strokes. The speed will be jerky, and when slow, the fly wheel rather retards than assists in the work of compression. This action tends to derange the parts and makes large bearings a necessity. The piston in a long-stroke compressor travels through considerable space before the pressure reaches a point where the discharge valve opens, and after reaching that point it has to go on still further against a prolonged uniform resistance. This makes rotative speed difficult. During the early part of the stroke, the energy of the steam piston must be stored up in the moving parts, to be given out when the steam pressure has been reduced through an early cut-off. With a short stroke and a large diameter of steam cylinder we are able to get steam economy or early cut-off and expansion without the complications of compounding.
[Continued from SUPPLEMENT, No. 793, page 12677.]
The natural flow of water in a current is probably one of the oldest and cheapest of the methods for obtaining power, or the lifting of water within moderate elevations, for a supply for irrigation and domestic purposes; and we propose, apart from the current wheel, to treat only of self-water-raising devices in this chapter.
Water wheels of various forms for this purpose have been used from time immemorial in Europe, Asia and Egypt, where the record gives examples of wheels of the noria class from 30 to 90 feet in diameter; the term noria having been applied to water wheels carrying buckets for raising water; the Spanish noria having buckets on an endless chain.
Records of a Chinese noria, of 30 feet diameter, made of bamboo, show a lifting capacity of 300 tons of water per day to a height of ¾ of the diameter of the wheel—velocity of current not stated.
For less quantity and greater elevation, these forms of wheel may have pumps attached to the shaft, by crank, that will give a fair duty for a high water supply.
For power purposes, as in the plain current wheel, Fig. 23, there are two principal factors in the problem of power—the velocity of the current and the area of the buckets or blades.
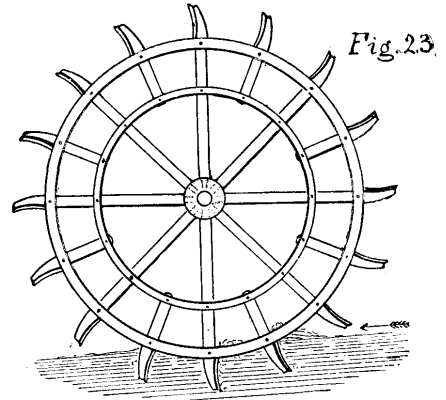
Fig. 23
Their efficiency is very low, from 25 to 36 per cent., according to their lightness of make and form of buckets. A slightly curved plate iron bucket gives the highest efficiency, thus ( to the current, and an additional value may also be given by slightly shrouding the ends of the buckets.
The relative velocity of the periphery of the wheel to the velocity of the current should be 50 per cent. with curved blades for best effect.
The most useful and convenient sizes for power purposes are from 10 to 20 feet, and from 2 to 20 feet wide, although, as before stated, there is scarcely a limit under 100 feet diameter for special purposes.
In designing this class of wheels special attention should be given to the concentration and increase of the velocity of the current by wing dams or by the narrowing of shallow streams; always bearing in mind that any increase in the velocity of the current is economy in increased power, as well as in the size and cost of a wheel for a given power.
The blades in the smaller size wheels should be 1/4 of the radius in width, and for the larger sizes up to 20 feet, 1/5 to 1/6 of the radius in width and spaced equal to from 1/4 to 1/3 of the radius.
They should be completely submerged at the lowest point.
For obtaining the horse power of a current wheel, the formula is
Area of 1 blade × velocity of the current in ft. per sec.
----------------------------------------------------------
400
× by the square of difference of velocities of current and wheel periphery = the horse power; or
in which A equals the area of blade in square feet, V and v velocities of current and wheel periphery respectively, in feet per second. Thus, for example, a wheel 10 feet in diameter with blades 6 feet long and 1 foot in width, running in a stream of 5 feet per second—assuming the wheel to be giving as much power as will reduce its velocity to one half that of the stream—the figures will be
horse power of the wheel.
The total power of the stream due to the area of the blade equals the
Square of the velocity of the stream
------------------------------------ ×
Twice gravity (64.33)
volume of water in cubic feet per second × 62.5 (weight of 1 C') = the value or gross effect in pounds falling 1 foot per second. This sum divided by 550 = horse power. Thus, as per last example,

due to the area of the blades of the water wheel.
For the efficiency of this class of wheel, with slightly curved and thin blades, divide the horse power of the wheel by the horse power of the current area, equals the percentage of efficiency.
As in the last case,
0.468 / 1.32 = 0.35½
per cent. efficiency of the water wheel.
With higher velocities of stream and wheel the efficiency will be from 2 to 3 per cent. less, although the horse power will increase nearly with the increase in velocity of the current.
For details of application of various forms of current wheels for power purposes see illustrated description Yagn's and Roman's floating motors in SCIENTIFIC AMERICAN SUPPLEMENT, No. 463.
A very good example of a floating motor of the propeller class is Nossian's fluviatile motor, illustrated and described in SCIENTIFIC AMERICAN SUPPLEMENT, No. 656.
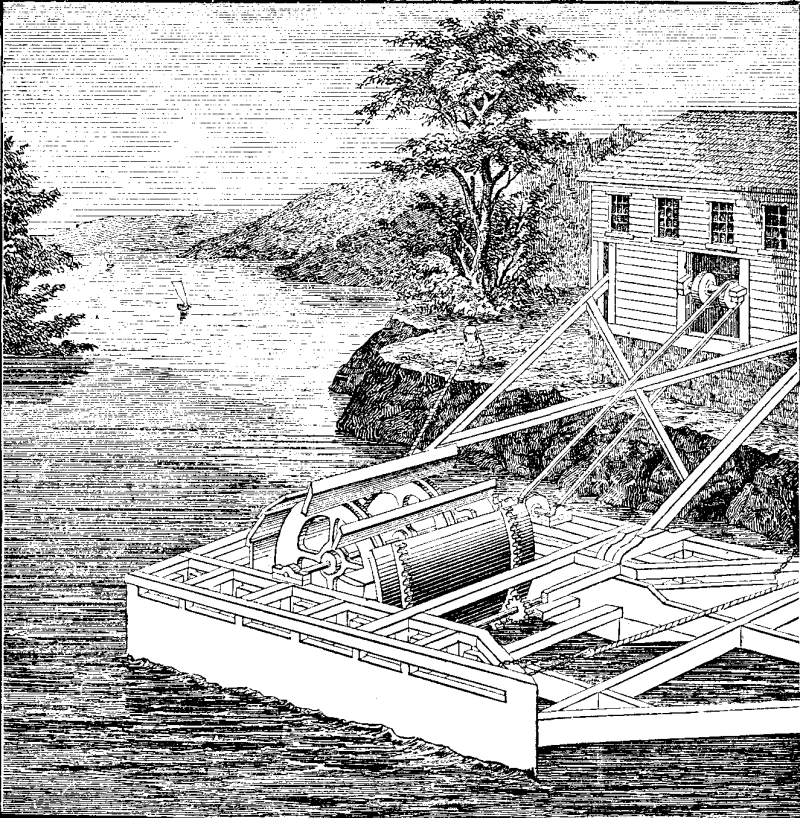
Fig. 24.
Fig. 24 represents a very complete floating motor, in which the floats are wedge shaped at the stem, for the purpose of increasing the current between them, the wheel being an ordinary current wheel, as shown in Fig. 23, with a curved shield or gate in front, which can be moved around the periphery of the wheel for the purpose of regulating its speed or stopping its motion by cutting off the stream from the buckets.
The float, rising and falling with the stream, is held in position by a braced frame swinging on anchorages within the mill on shore, and parallel with a swiveled shaft.
Tide wheels and tidal current wheels have been in use for more than 800 years, and were largely in use in Europe and the United States during the first half of the present century. No less than three were running in the immediate vicinity of New York, in 1840, for milling purposes.
Their day seems to be past, except in some special localities. We will also pass them, and illustrate some of the
The tympanum derives its name from its similarity to a drum as made by the Romans, but its origin was Egyptian. It is a current wheel with frame like Fig. 23, to the outside of which a set of chambers or tubes are fixed, radiating spirally, so as to lead the water to the shaft as the wheel revolves, as shown in Fig. 25. It has a lift of a little less than half its diameter, and answers an excellent purpose for the irrigation of rice and cranberry fields, or on streams running through low lands in arid districts. It is still one of the Nile irrigating wheels.
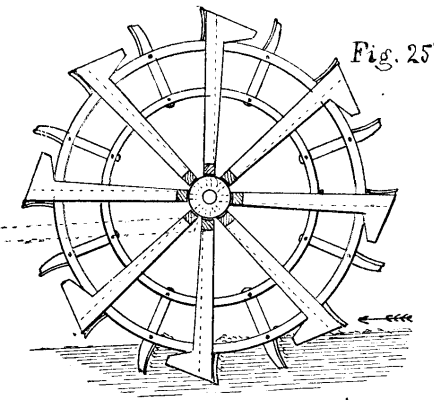
Fig. 25
The building of these wheels is within the scope of the carpenter and the tinsmith. A short wooden shaft made square or octagonal, as convenient, with gudgeons in the ends and arms of wood bolted across each of the sides of the shaft, or as shown in the cut, will form a frame work upon which a rim may be fastened, to which the blades and tubular buckets can be attached.
The directions in regard to the current wheel, Fig. 23, may be followed as to number and form of blades, which must be made in length and width proportional to the velocity of the stream and the quantity of water to be lifted by each tubular arm. The tubes may be made of galvanized sheet iron and attached to the outside of the wheel, as shown in Fig. 25.
This is a simple current wheel with pot buckets, rigid or swinging, arranged on the rim of the wheel, to carry up and discharge the water nearly at the top of the wheel, and through the long ages that it has been in use for irrigation, village water supply, and even for private establishments, has assumed a variety of forms in detail of construction ranging from the bamboo wheels of the Chinese to the light iron wheels of modern construction.
We illustrate the most simple of these forms in Figs. 26 and 27, in which the first is a series of boxes or chambers in the rim of the wheel with side openings in the forward part of the box as the wheel revolves, and a lip extending from the inner edge of the opening to direct the outflow into the trough.
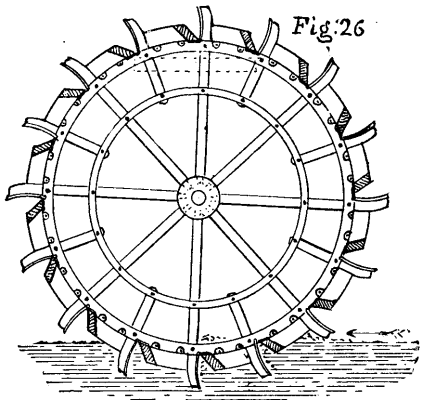
Fig. 26.
Another form, Fig. 27, is arranged with swing buckets or pots, pivoted just above their centers, and with the catch trough so fixed as to tip the buckets at the highest point, thus giving this wheel the greatest possible advantage as to height of discharge for a given diameter.
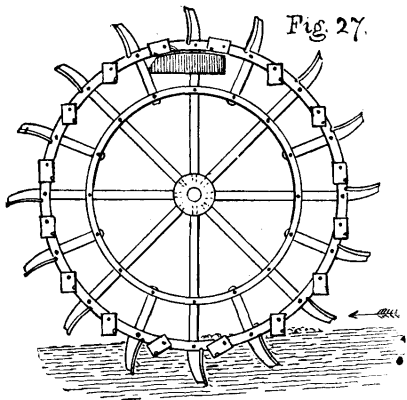
Fig. 27.
The power value of these wheels for raising water is a matter of computation as nearly reliable as for other devices for the same purpose, when the velocity of the current is known at the point of contact with the blades.
The horse power of the wheel may be computed as for the current wheel, Fig. 23, and, as the horse power is equal to 33,000 pounds raised one foot high per minute, we may assume a construction of wheel that will allow of discharging at 8 feet above the stream; then 33,000 / 8 = 4,125 pounds of water discharged at 8 feet elevation per horse power per minute. As the net power of the wheel in the last example, for Fig. 23, was 0.468 of a horse power, then 4,125 × 0.468 = 1,930 pounds of water raised 8 ft. per minute by the size of bucket and velocity of current in that case. From this a deduction of 20 per cent. should be made for loss by spill and imperfect construction, so that 1,500 pounds or 176 gallons per minute would be the probable output—over 253,000 gallons per day; or, for irrigating purposes, equal to a rainfall of over 1¼ inches in depth on 50 acres in one week.
The proportion of capacity of the lifting buckets for such a wheel becomes of as great importance as its efficiency.
If the buckets are too large, the wheel will stall, and if too small, the wheel will not give its full duty.
For obtaining the approximate capacity of the lifting buckets, assuming the example as above computed, a 10 foot wheel with the velocity at periphery of 2½ feet per second is 150 feet per minute, or five revolutions per minute, nearly. Then 1,930 lb. per m. / 5 revolutions = 386 pounds water capacity for all of the buckets on the wheel.
If such a wheel is constructed with 16 blades and 16 buckets, one between each blade, then 386 / 16 = 24 pounds for each bucket, or 38 / 100 of a cubic foot.
The spill from this capacity of bucket being sufficient to compensate for the friction of the shaft journals.
The lifting buckets of the noria class, Figs. 26 and 27, can be made of positive dimensions to suit the computations as above; but those of the tympanum class, Fig. 25, should be made of dimensions to conform with the required capacity at the moment of leaving the water, as the water at this point flows into the arm.
(To be continued.)
To remove paint and varnishes, which resist the action of strong lye, Dr. Stockmeier recommends a mixture of water of ammonia, two parts, and turpentine, one part; this applied to the surface to be cleaned will, after a few minutes' action, enable the paint to be removed by use of cotton waste or similar material.— (Bayr. Gen. Ztg.), Rundschau.
M. Witz, says the Gas World, has been conducting a series of experiments on the Delamare-Deboutteville and Malindin gas engine, driven by Dowson gas, and in which the gas generator takes the place of the ordinary steam boiler. The engine was a one-cylinder motor in the establishment of Messrs. Matter & Co., Rouen. Its power was 100 horse indicated; the cylinder was 23 inches in diameter, the stroke 38 inches, and the normal speed 100 revolutions. The engine is of the Simplex type; the kindling is electric; the cycle of operations is fourfold, with powerful compression. The Dowson generator is 30 inches inside diameter and 76 inches in height from the bars to the top. Air is blown in by steam driven in under the hearth. There is a siphon, a coke scrubber 110 inches high, a sawdust purifier, and a gasholder of 750 cubic feet capacity, and a pipe to the engine 5.2 inches in diameter. The total area occupied by this apparatus is 140 square yards, of which two-thirds are built on. The anthracite employed was from Swansea, containing 5.4 per cent. of ash. The observations made with a string friction brake were continued for 68 hours, everything used being carefully weighed and measured. One day the machine was worked for 15¼ hours on end; the other days it was worked with an interval of half an hour every 12 hours to clear the hearth, poke the fire and lubricate the machine; and it was clearly established that with a big enough generator it would be quite possible to work continuously for several days.
The following were the data for a day of 24 hours, with an interval of half an hour: 8:55 P.M. one day to 8:55 P.M. the next, interval 8:30 to 9 A.M. Anthracite used, 18.4 cwt.; coke used, 3.42 cwt.; water used for steam injection, 217.3 gallons; water used in scrubber, 4,106 gallons; water used in cooling the cylinder, 20,000 gallons; oil used in cylinder, 14.84 pounds; grease, 1.8 pounds; revolutions of machine, 142,157, or 100.8 per minute; effective work, 75.86 French horse power, or 77.4 British; gas used, 6,742 cubic feet per hour, at 772 mm. pressure and 70.7° F., or 83.7 cubic feet per effective horse power; efficiency, 69 per cent.
Now, with regard to the comparison between the large gas motors and steam engines of the same size, M. Witz goes on to remark that the gas engine is by no means, as was formerly thought on high authority, necessarily restricted to the domain of smaller work and sizes. Even in early times it was seen that the gas engine belonged to a type in which there were possibilities of improvement greater than those available in the steam engine, because the difference of temperature between the working substance in its hotter and its cooler condition was greater than in the steam engine; and consumptions of 5,250 cubic feet per horse power per hour soon descended step by step as far as 2,060, while the power went up, past 4, 8 and 12, to 25 or 50 horse power; and in the exhibition of 1889 there were gas engines seen in which the explosion chamber had a diameter of as much as 23 inches.
But the price of coal gas seemed to be too high for use in these large engines, in which sizes steam is comparatively cheap; and so poorer gas, which, though possessing only about 28 per cent. of the heating power, is still cheaper in proportion than coal gas, when it is made on the spot, was introduced to tide over the difficulty. Difficulties have been successively overcome, with the result which we have just seen, namely, 1.37 pounds of anthracite per effective horse power, or about half the carbon which a steam engine of the same power of excellent design, and well kept up, would consume. A 50 horse simplex at Marseilles, in Barataud's flour mill, is said to have run for the last 2 years on 1.12 pounds of English anthracite per effective horse power; and thus M. Witz says his predictions of 10 years ago, that the gas producer would some day replace the boiler, are being verified in such a way as to surprise even himself.
But the objection is stated, and it is a serious one: the weight of fuel is not the only thing to be considered. The steam engine uses coal, the producer requires English anthracite, which is dearer; the gas motor uses a great deal of water and a great deal of oil, which cost money; and gas motors are dear, while gas producers and their adjuncts cost a tidy bit of money, and wear out pretty fast. Is not steam, after all, more economical in the long run? Besides, producers are bulky and take up a great deal of space; the weight of fuel is only one element in a complicated problem.
In order to study the grounds of this objection, M. Witz has instituted a comparison between the actual cost of large steam engines and that of gas motors of similar size.
Take a good Galloway or multitubular boiler; for 75 horse power effective the heating surface must be at least 74 square feet. Using good Cardiff coal, with 4 per cent. of ash, and a heating power of 15,660 Fahr. units; the steam raised will be 8 to 9 pounds per pound of coal, so that 9,400 to 10,577 Fahr. units are utilized in raising steam, or 68 to 76 per cent., which is an excellent result. Take an engine of 16 inch cylinder diameter, 40 inch stroke, and 66 revolutions, etc.; it will use 22.4 pounds of steam per horse power effective, which represents 2.47 to 2.8 pounds of coal under the boiler. These 10 pounds of steam carry 11,752 Fahr. units of heat, and produce work equal to 75 horse, or 1,143 Fahr. units of heat; which corresponds to an efficiency of 9.7 per cent. In a gas motor, on the other hand, we find the materials employed, as per the above data, to contain 8,958 Fahr. units of heat, and to make gaseous fuel in which 6,343 units are available; a return of 70.6 per cent, in the producer. The motor receives these 6,343, and converts 1,143 of them into work; an efficiency of 18 per cent. In order to be equivalent from the heat point of view, a steam engine ought to produce a horse power effective per 9.72 pounds of steam at 5 atmospheres; but no such steam engine exists.
M. Witz goes on with comparative estimates. For a Corliss engine and boiler, with chimney, etc., complete, and putting these up, he allows £1,280; for a Simplex gas motor and Dowson producer complete, including putting up, he allows £1,290, which he explains to be average actual prices; but these prices do not cover cost of transport, and M. Witz does not go into cost of masonry for buildings, apart from foundations, etc., for the apparatus and machinery.
As to water, the gas motor takes 215 cubic feet per horse power effective. A condensing steam engine uses five times as much.
The lubricating oil used at Rouen was a mixture of Russian oil at 430 fr. per ton, and Ferry and Heduit F.H. oil at 900 fr.; the average was 650 fr. per ton, or 2.8d. per pound. Wanner grease, at 6.4d. per pound, was used for the moving parts. A steam engine requires less oil for the cylinder, but the same quantity for the moving parts.
The attendance on the gas motor is too much for one man, not enough to occupy two; reckon it at 4s. 9½d. a day.
These elements enable us to calculate the daily cost of the gas motor, of 75 actual horse power, in comparison with a steam engine of the same size.
Steam Engine.
s. d.
Upkeep, interest and sinking fund at 15 per
cent, on £1,292 = £193.8 = per day. 12 11
Cardiff coal, 2.643 pounds per actual horse
power per hour; 2.643 × 10 × 75 = in 10
hours 1,982 pounds coal at 22s. a ton. 19 5½
Oil, 3.36 pounds per day at 2.8d. per pound. 0 9½
Grease, 0.67 pound at 6.4d. 0 4½
Wages. 4 9½
---------
£1 18 4
Gas Engine.
s. d.
Upkeep, interest and sinking fund at 15 per
cent. on £1,292 is, per day. 12 11
Anthracite, 1.156 pound per actual horse
power per hour = for 750 horse-hours, at
25s. 6d. 9 10
Coke, 0.215 pound × 10 × 75 = 161¼ pounds
at 28s. 2 0
Oil, 0.0084 pound per actual horse power per
hour, or 0.0084 × 10 × 75 = 6.28 pounds at
2.8d. 1 5½
Grease, 0.754 pound per day at 6.4d. 0 5
Electric kindling, on cost. 0 3½
Wages. 4 9½
---------
£1 11 8
The big gas engine making its own poor gas, and running 10 hours a day, has thus the best of it in the comparison with the steam engine of equal power.
The luminous projection apparatus illustrated herewith, when adapted to a balance of precision, permits of effecting weighings very rapidly. For the same approximation, the velocity of oscillation becomes five or six times greater, and, by the method employed, the last centigrammes and the milligrammes and their fractions are estimated directly, with immediate verification. As the apparatus is independent of the parts of the balance, it can be placed on all the existing laboratory balances of precision.
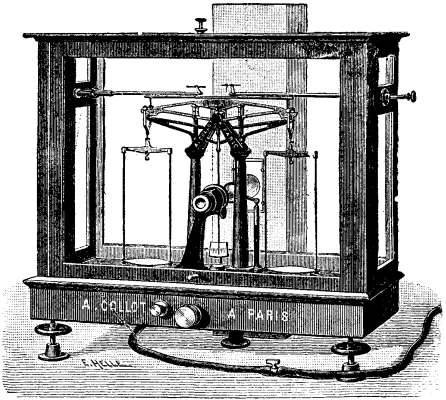
PROJECTING APPARATUS FOR BALANCES
OF PRECISION.
The modification introduced into the balance consists in the displacing of the center of gravity of the beam in such a way as to diminish the sensitiveness, and consequently to obtain a much greater velocity, and then, by optical means, to considerably increase the amplitude of the oscillations.
Instead of the oscillations being observed through the microscope, they are projected upon a divided screen forming a dial, the division of which is seen by transmitted light.
The apparatus consists of a small achromatic objective placed at the extremity of the tube of a microscope, in which there is a divided screen that receives the enlarged image of the reticule fixed upon the needle. Upon this reticule are projected the rays (condensed by a powerful lens) that come from a luminous source placed behind the balance. The focusing is done by means of a rack and pinion.
The luminous source employed is a gas burner with reflector. This is placed in a walnut box in order to prevent any projection of heat upon the balance. This burner, thus isolated, is lighted for but one or two minutes at a maximum, at the end of each weighing. So, on fixing a thermometer in the cage, we find that no variation, ever so slight, occurs in the temperature. In order to effect a weighing, the gas being turned down to a taper, we proceed as with an ordinary balance until the extremity of the needle no longer emerges from the lower dial. Then we count the difference of the number of the divisions made by the needle to the right and left of zero. This difference, multiplied by the approximate value, in milligrammes, of each division of this dial (value given by the instrument) immediately gives the number of centigrammes and milligrammes that must be added to the weights already placed upon the pan of the balance in order to obtain an equilibrium, to about a half division of the lower dial.
The value of each division of this dial varies from 3 to 10 milligrammes according as the balance shows 0.1 or 0.5 milligramme. As the dial has 10 divisions on each side of the central mark, we thus estimate, without tentatives, the three last centigrammes or the last decigramme, according to the sensitiveness.
At this moment the doors of the cage are closed, in order to prevent draughts of air, the gas is turned on by means of a regulating cock, and the balance is manipulated by first lowering the beam and then bringing the pans to a standstill. We then read the difference of the divisions traversed to the left and right upon the luminous dial through the image of the reticule. The images are reversed upon the dial, but practice soon causes this petty difficulty to disappear. This number of divisions indicates the number of milligrammes and fractions of a milligramme by which it is necessary to shift the counterpoise on its arm in order to obtain a perfect equilibrium, which latter is verified by a simple reading. Every half division of the dial corresponds, as to weight, to the sensitiveness indicated for the instrument.
With a little practice a weighing effected as above described takes but a quarter or a fifth of the time that it does with an ordinary balance.—Revue Industrielle.
The starches have been classified by Dr. Muter, according to the appearance they give under the microscope, into five groups:
Class I.—Hilum and concentric rings visible. All the granules, oval or ovate. Tous-le-mois, potato, arrowroot, etc.
Class II.—The concentric rings are all but invisible, the hilum is stellate. Maize, pea, bean, etc.
Class III.—The concentric rings are all but invisible, also the hilum in the majority of granules. Wheat, barley, rye, chestnut, etc.
Class IV.—All the granules truncated at one end. Sago, tapioca, etc.
Class V.—All the granules angular in form. Rice, tacca, arrowroot, oats, etc.
The principal starches used for finishing cotton fabrics are potato (farina), wheat, Indian corn (maize), rice, tapioca, arrowroot, sago; the last three not so often as those previously named.
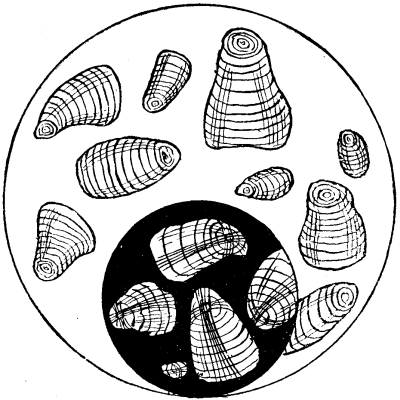
POTATO STARCH.
ARROWROOT STARCH.
WHEAT STARCH
RICE STARCH
SAGO STARCH
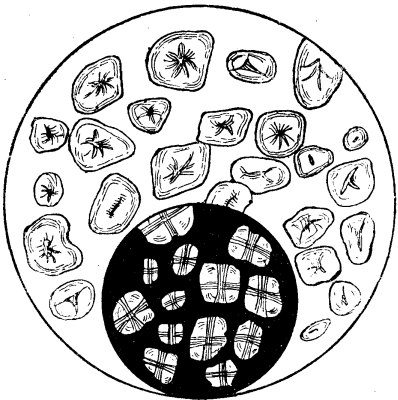
INDIAN CORN STARCH
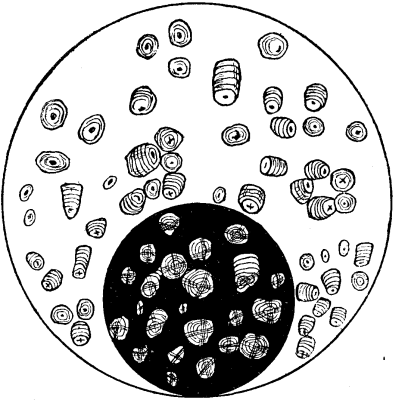
TAPIOCA STARCH
I do not propose to enter into any historical details as to the first and subsequent application of mosaics. In a general sense we understand mosaic as a combination of various more or less imperishable materials—fixed together by cement or other adhesive substances—and laid over walls, floors, etc., with a view to permanent decorative effect. The substance of the tesseræ is of many kinds, namely, glass, cheap and precious marbles, hard stone, and burnt clay, these mentioned being mainly in use for architectural purposes. For decorative schemes we collect as many gradations of color as are obtainable in such durable materials in their natural or manufactured state, and thus form a color palette which we regard in the same sense as a painter would his pigments.
Of course, the first proceeding is to prepare a design on a small scale, which shall embrace your notions of color only. Then follows a full-sized cartoon, which I need hardly add shall embrace your best efforts in drawing. A tracing is made of the latter and transferred to sheets of cardboard. This cardboard is cut to the size of certain sections of your design, and, for convenience, should not be more than, say, 20 in. square. Of course, it will not always be square, but will bear the same relation to your complete cartoon as a map of the counties would to that of all England. Now, working from the small design (of color), the tesseræ are cut to the forms required, laid face downward, and glued on to the cardboard sections containing your enlarged cartoon. When the design is all worked out on these sections they are ready for fixing on walls or floor by laying them home on a float of cement. When the cement sets, the cardboard sticking to the face is washed off, and the joints of tesseræ flushed over with cement and cleaned off, leaving all joints filled up level.
There are other processes used for the same end. The technical processes need not occupy our attention at present. There is one process that may appeal to you, and that is executing the work in situ by floating on a limited expanse of cement, and sticking on the tesseræ at once. It has the advantage of enabling the artist or architect to see the effect of his efforts under the fixed conditions of light and height.
I shall confine myself to vitreous or glass mosaic, which for durability, extended scales of primary colors and their numerous semi-transparent gradations is unequaled by any substance yet used for wall or floor decoration. I am surprised, having all these fine qualities, it is not more used by architects. If you require proofs of its triumphs, go to St. Mark's, of Venice, and stand under its mellow golden roof. There you will find its domes and vaulted aisles, nave and transepts entirely overlaid with gold mosaic, into which ground is worked—in the deepest and richest colors and their gradations that contemporary manufacturers could produce—subjects selected from the creation down to the life of Christ, in addition containing a complete alphabet of early Christian symbolism. The roof surfaces being one succession of over-arching curves become receptive of innumerable waves of light and broad unities of soft shadows, giving the whole an incomparable quality of tone and low juicy color.
Never use your gold but on curved or undulating surfaces. Flat planes of gold only give the effect of a monotonous metallic yellow, and can never be beautiful, owing to the absence of the variations that come with waves of shadow. By letting out the reins of imagination we might feel that in this a tenth century Giorgione has given off the mental impressions of all the golden autumn of his life. His material gave him an advantage over his great followers of the fifteenth and sixteenth centuries, insomuch that glass has a living and glowing quality of light not existing in the somewhat clouded purity of oil or fresco.
In St. Mark's we have an example of the superb treatment in deepest and most Titianesque scales applied to curved forms, but to find a similarly complete example of the use of lighter tones and on flat surfaces, we must turn to Ravenna. I can give you no adequate description of the wall mosaics of Ravenna. In the sense of delicate color they remind me of some of the subtile harmonies of many of the finest works of the modern French school—of the Impressionists and others who combine that quality with a true instinct for design. In standing before them you feel that the Dagnan Bouverets, the Mersons, the Cazins, the Puvis de Chavannes, etc., of the fifth century have had a hand in the conception and realization of the beautiful compositions to be found on the nave walls of the two churches of St. Appollinare Nuovo and St. Appollinare in Classe. Here all the scales are of delicate degrees of light tones, supreme in their beauty, completeness, and, most important to us, their true decorative instinct. In the Baptistery we find what I may term a third essay in color, by weaving in rich, dark, and glowing colors on figures and bold sinuous forms of ornament in such a skillful and judicious manner that the whole dome seems to be alive with harmonies, although they are mostly primaries.
As you know, rules for the disposition of color are futile, yet some details that struck me as eminently satisfactory may interest you. In all cases the tesseræ are of small dimensions, about a quarter of an inch square. The stucco joints are large and open, surfaces far from level, but undulating considerably. The tesseræ stick up in parts, brilliant edges showing. Absence of flatness gives play to the light. The gray of the stucco joints brings the whole composition together, serving as cool grays in a picture to give tender unity. Gold, apart from backgrounds and large surfaces, is used very cleverly in small pieces in borders of garments, and more especially in thin outlines to make out the drawing and certain flowing forms of ornament. Brilliant pieces of glass actually moulded at the kiln into forms of jewels add brilliancy to crowns, borders, etc. These stick boldly out from the surface. I noticed in the Baptistery below the springing of the dome a frieze about 2 ft. 6 in. deep, having the ground entirely in black, through which was woven in thin gold lines a delicate foliated design. This, in conjunction with the upper surfaces in dark, rich color, had a most delightful effect.
We, as students, can learn most from the Ravenna examples, for great are the needs of light and silvery color in this country, where gray and gloomy days far outnumber those in which the sun gives liberally of his light. I may say, in passing, as our subject is really a matter of decoration, that our nineteenth century efforts in this direction are all of a somewhat gloomy tendency. We fill our rooms with imitations of somber Spanish leather, stain and paint our woodwork in leathery and muddy tones, to arrive at what is now a sort of decorator's god. Quaintness is the name of that god. Many are the sins for which he has to answer. Had we not better worship a deity called beauty, whose place is a little higher up Parnassus? Why should we not in our endeavors attempt in some measure to transfix the brilliant harmonies that follow the sun in his liberal and gracious course? This muddy quaintness is certainly pleasant for brief periods, when lamps are low and fire light gilds and deepens its parts. Turn the sunlight on these so-called triumphs of the modern decorator's art, and then you feel the lack of many a phase of color that might have been borrowed from the thousand and one examples that in nature he vivifies and makes brilliant.
Referring again to the Ravenna mosaics, I can only add that at the present day an extended palette of colored glass is available. The technical difficulties are not great, and there is no question as to the fine qualities of design and color that are to be obtained in this material. The great point in this, as in all other schemes of decoration, is the art, the mental quality of conception, and the sense of color and fitness. If we hold the precious heritage of an artist's mind—that divine and rare something which gives form, color, and completeness to a story, a dream or a vision—then very little difficulty follows in making vitreous mosaic a valued servant in the realization of a fine creation.
It is the function of architects to design suitable spaces for color decoration, so bound in by dignified mouldings and other details of his constructive art, in such a manner that the addition of decorative color shall in no way mar the scheme of his complete work, but shall (under these well ordered distributions) have set on them the seal and crown of color which is inseparable from a perfect piece of architecture. In such spaces he may dream his dreams, tell his stories, and stamp on them for centuries his subtilest and divinest thoughts. May I not urge that to such spaces must be given the best that is in you? for once placed so shall they remain unchanged through generations, time being powerless to add any mellow garment of tone or softening quality whatever.
I mistook the title of the subject in thinking that it was mosaic only, and at the last moment found it was marble and mosaic. However, the same dominant principles shall underlie the treatment of marble. It is a question of the finer instincts for form and color.
In recent years the demand for choice decorative materials has been the means of opening out many marble quarries all over the world. Transit being easy, a large scale of varieties is available. One fine addition is the Mexican onyx. My feeling is that the most beautiful marbles are those where the soft and sinuous veins melt and die into the general body, comparatively sharp markings dying right away at the edges into innumerable gradations. Marbles having strong and hardly marked veins present great difficulties in distribution. If they are near, they offend you with their coarseness; and, placed at a distance, the hard vein lines have very little decorative value. I should say use these in narrow slips, with very little moulded profile or as parts of intazzio.
Mouldings should be specially designed for different marbles. I should say mainly on the principle of sudden contrasts; that is, large members with very little curve bound with members very small in detail, thus obtaining sharp lines, having little surface to be influenced or distorted by the veined markings, and serving to sharpen up and give form to the broader members (which show the color qualities of the marble), much as you sharpen up an ink drawing by underlining. These small members serve the architect's purpose for the expression of vertical and horizontal lines, and where decisive and cutting shadows are required in the composition of his work.
If delicate carving forms part of your design, I should say statuary is the best, as you have no veins to distort your detail. I need hardly add that economy should be studied in using precious marbles, without injuring the durability of the work. Contours may be built up in thin sections.
Intazzio is a beautiful form of treating marble on an inexpensive ground. Gem-like effects may be obtained by inlaying with smaller pieces, following such ornamental forms as your inventive brains shall dictate. Perhaps the pockets of your clients will be the chief dictator.
Heraldic emblazonings, inlaid in marble, are highly effective. The conditions of the heraldry necessitate the use of many varieties, but in such small quantities that on a large simple field they are rarely out of harmony. In addition they map out a large and interesting variety that will save the worry of creation of designs coming entirely from your own brain, and you know the worry of an architect's life makes him hail with pleasure at times a rest from the strain of creation. This heraldic work may be seen to perfection in the chapel of the tombs of the Medici at Florence.
At the Pitti Palace are some tables which you may know where marble intazzio can no further go. Alabaster does not appeal to me, it is somewhat sugary in results. If you are fortunate enough to have a sculptor who is a sort of nineteenth century Donatello, let him work his will on statuary or such restful marble.
The celebrated monument in the church of S. Giovanni Paulo, at Venice, which Ruskin says is the finest monument in the world, if my recollection serves me correctly, is in white marble, and its beauty comes entirely from the sculptor's art. Such monuments give you much better than any words of mine ample suggestions for marble treatment. I may quote such names as Nicolo Pisano and Verocchio.
Photos of some of their work I have brought. Note Pisano's beautiful white altar at Bologna, and Mina de Fiesole's work in Florence. They all show the sculptor as supreme. Why should not we encourage individual young sculptors more? Give them portions of your work in which they can put all the fervor and enthusiasm of young manhood. Their powers may not be ripe, but they possess a verve and intensity that may have forever fled when in later years the imagination is less enthusiastic and the pulses slower. I am sure there are many young sculptors now wanting commissions who have been trained at the academy, and better still, in the best French schools. I maintain that the contemporary French school of sculpture is in its line equal to any school of sculpture that has ever existed, not excepting that of Phidias or that of the Italian Renaissance of the fifteenth and sixteenth centuries. I believe history will confirm this. Why not give these men an opportunity, and help on the movement to found a truly English school of sculpture, rather than give all such work to trading firms of carvers, who will do you any number of superficial feet, properly priced and scheduled, and in the bills of quantities, of any style you please, from prehistoric to Victorian Gothic? Of course, this is our British way of founding a great school.
There is one method of treatment that appeals to me very strongly, and that is the application of colored metals to marble, more especially bronze and copper. I may quote as a successful example near the Wellington Memorial at St. Paul's. Another suggestion—although it is not used in combination with marble, but it nevertheless suggests what might be done in the way of bronze panels—that is, the Fawcett Memorial, by Gilbert, in the west chapel at Westminster Abbey.
The St. Lawrence State Hospital at Ogdensburg, N.Y., is a center of public, professional, philanthropic, and legislative interest. Though projected in advance of the adoption of the system of State care for the insane, it was opened at a time to make it come under close observation in relation to the question of State care, and the friends of this departure from the inefficient, often almost barbarous provisions of county house confinement could have no better example to point the excellence of their theories than this new and progressively planned State hospital. The members of the State Lunacy Commission and Miss Schuyler and her colleagues of the State Charities Aid Society, who fought the State care bills through the Legislature this winter and in 1890, would be repaid for all of their trouble by contrasting the condition of the inmates of the St. Lawrence State Hospital with the state they were in under their former custodians, the county officers of the northern New York counties. At the best, even when these officials realized the responsibility of their charge and were actuated by humane impulses, the county houses offered no chance of remedial treatment. Custody and maintenance, the former mainly a reliance on force, the later often of scant provision, were the sum total of what was deemed necessary for the lunatics. In their new environment they find everything as different in accommodations and treatment as the word hospital in the title of the institution is different in sound and significance from the hope-dispelling, soul-chilling names of "asylum," "mad house," and "bedlam" formerly given to all retreats for the mentally afflicted. They find, and it is an encouraging feature of the plan that so many of them quickly see and appreciate it, that they are considered as sufferers from disease and not from demoniacal possession. The remarkable range of classification provided for, the adaptability of construction to the different classifications, the reliance on occupation, the dependence on treatment, and the subordination of the custodial feature, except where a wise conservatism demands its retention, are apparent alike to inmates and visitors.
This hospital is complete as to plans, and as to the power plant, drainage, and subway construction necessary for the 1,500 patients, that the legislature has provided for in its law establishing the institution. Buildings are already finished and occupied that accommodate 200 inmates, and the contractors have nearly finished part of the central group that will bring that number up to nearly 1,300. The appropriation asked for this year by the managers will be scaled down considerably by Mr. McClelland, the very economical chairman of the Ways and Means Committee of the Democratic Assembly. But, unless he has miscalculated, there will be money enough to carry on the work of construction to advantage for the year. An appropriation sufficient to complete the buildings at once was thought by many to be the wisest economy, but big figures in an appropriation bill have very little chance this year. The bill establishing the State Hospital district and providing for the building of the institution fixed the per capita cost of construction, including the purchase of land, at $1,150, and the plans have been made on that basis for 1,500 patients. But if the needs of the district should require it, the capacity could be increased by an almost indefinite extension of the system of outlying colony groups at a very small per capita cost, as the central group is by far the most expensive in construction.
The administration group in part, and one outlying group, with the general kitchen, bakery, workshop, laundry, employes' dwelling house, power house, and pumping station, are already erected, and have added a feature of architectural beauty to Point Airy. This point, of itself of picturesque and romantic beauty, juts into the St. Lawrence River at the head of the Galoup Rapids, three miles below Ogdensburg. It is a part of the hospital farm of 950 acres, which includes woodland, meadow, farm land, and a market garden tract of the $100 an acre grade. The location of the institution in these particulars and in reference to salubrity, sewerage facilities and abundance and excellence of water supply, is wonderfully advantageous.
In planning the hospital Dr. P.M. Wise, who has since become its medical superintendent, aimed to take the utmost advantage of the scenic and hygienic capabilities of the site, and to improve on all previous combinations of the two general divisions of a mixed asylum—a hospital department for the concentration of professional treatment, and a maintenance department for the separate care of the chronic insane. He was anxious to secure as much as possible of the compactness and ease of administration of the linear plan of construction, with wings on either side of the executive building of long corridors occupied as day rooms, with sleeping rooms opening out of them on both sides. But he wanted to avoid the depressing influence of this monotonous structure, as the better results of variety and increased opportunities of subdivision and classification are well recognized. He was not, however, prepared to accept wholly that abrupt departure from the linear plan known as the "cottage plan," which in some institutions has been carried to the extreme of erecting a detached building for every ward. The climate of St. Lawrence county forbade this. Her winters are as vigorous as those of her Canadian neighbors, even as her people are almost as ebullient in their politics as the vigorous warring liberals and conservatives across the river. And there are features of the linear plan that can only be left out of our asylum structure at the expense of efficiency. Other rules that he formulated from his experience were that a building for the insane should never exceed two stories in height; that fire proof construction and at least two stairways from the upper floors should be provided; that day rooms should be on the first and sleeping rooms on the second floor; that all buildings for the insane who suffer from sluggish and enfeebled circulation of the blood should be capable of being warmed to 70° in the coldest weather; that ample cubic space and ventilation should be provided; and that, as far as possible, without too great increase of the cost of maintenance or sacrificing essential provisions for treatment and necessary restraint, asylums should aim to reproduce the conditions of domestic life.
THE ST. LAWRENCE HOSPITAL FOR THE INSANE.
State Architect Isaac G. Perry planned the St. Lawrence State Hospital buildings on ideas suggested by medical experience, with a breadth of comprehension and a technical skill in combining adaptability, utility, and beauty that have accomplished wonders. The buildings are satisfactory in every particular to every one who has seen them, and even the most casual observer is impressed with the effect of beauty. This was accomplished without elaboration of material, expressive carving or finish. The ornamentation is purely structural and is obtained by a handling of the materials of construction which also yielded the largest promise of strength and durability.
The central hospital group, of which an idea is given in the cut, now consists of five buildings. The picture shows three, the center one and two of the flanking cottages on one side. They are matched on the other side. The central or administration building is a three story structure of Gouverneur marble, and, like all of the stone used, a native St. Lawrence county stone. The marble's bluish gray is relieved by sparkling crystallizations, and its unwrought blocks are handled with an ornamental effect in the piers, lintels, and arches, and well set off by a simple high-pitched slate roof, with terra-cotta hiprolls, crestings, and finials. The open porches are both ornamental and useful, taking the place of piazzas. The tower is embellished with a terra-cotta frieze. All accommodations for an executive staff for the 1,500 patients may be provided in this building.
Behind it on the south is a one story building whose ground plan is the segment of a circle. It contains sun rooms, medical offices, general library, laboratory and dispensary, and the corridor connecting the reception cottages, one for women, on one side, and one for men on the other, with the administration building. As this one story structure is 171 feet by 41, the buildings known as cottages of the central group are more than nominally separated. All the advantages of segregation and congregation are combined.
The reception cottages are of pale red Potsdam sandstone. Their simple construction is pleasing. The ground plan is in the form of a cross; the angles of the projections being flanked by heavy piers between which are recessed circular bays carried up to the attic and arched over in the gables. The cross plan affords abundant light to all the rooms, and as much of the irregular outline as possible is utilized with piazzas. With still another recourse to the combination corridor plan, the observation cottages are joined to the reception cottages on each side. The other utilization of the corridor in this case is for conservatories. The observation cottages are irregular in plan and vary from each other and from the other buildings in the group. Unwrought native bluestone is the building material. These cottages contain a preponderance of single rooms, the purpose being to keep patients separate until their classification is decided upon.
The buildings planned but not yet constructed of the central group include two cottages for convalescents and two one-story retreats for noisy and disturbed patients. In both cases the plans are the most complete and progressive ever made. In the first the degree of construction is reduced to the minimum. Convalescents are to have freedom from the irritations of hospital life that often retard recovery. Great reliance is placed upon that important element in treatment, the rousing of a hopeful feeling in the mind of the patient.
The retreat wards, with accommodations in each wing for eighteen patients, show in this particular how little the old method of strict confinement is to be employed in the new institution. That proportion of the total insane population of 1,500 is regarded as all that it is necessary to sequester to prevent the disturbance of the rest. Hollow walls, sleeping room windows opening into small areas, and corridor space between the several divisions are features which make the per capita cost of the construction comparatively large for these two cottages, but which, it is believed, will prove to be wise ones.
All of these buildings are as complete from a hospital standpoint as can possibly be devised. Outer walls wind and moisture proof, and inner walls of brick, with an absolutely protected air space between, insure strength and warmth. An interior wall finish of the hardest and most non-absorbent materials known for such uses is a valuable hygienic provision, and both safety and salubrity are further conserved by an absence of any hollow spaces between floors and ceilings, or in stud partitions. No vermin retreats, no harbors for rodents, no channels for flame exist. Heating is accomplished by indirect radiation with the steam supply from the power house, but there are many open fireplaces to add to the complete stack and flue system of ventilation.
Attached to the central group and completed are the kitchen building, the laundry building and a dwelling house for employes, which are so disposed in the rear of the group as to make a courtyard of value for the resort of patients, as the main buildings protect and shelter it. These buildings are ample for their work when the institution's full capacity is attained. The kitchen building is a particularly interesting one. All of the cooking is to be done there, and a system of subways, with tracks on which food cars are run, connects it with all of the groups. An idea of the magnitude of kitchen plans for such an institution may be got from one single fact. The pantry is a lofty room, 20x32 feet.
The calculation that 80 per cent. of the insane of the district would be in the chronic stages of the disease explains the provision in detached cottage groups for this proportion of the patients. A great proportion of these are feeble and helpless, requiring constant attendance night and day, but attendance that can be given cheaply and efficiently in associate day rooms, dining rooms and large dormitories. Detached group No. 1, which is completed, is an infirmary group for patients of both sexes of this class. It is chiefly one story in height, and the plan permits an abundance of sunlight and air for every room.
Detached group No. 2 is intended for 185 men of the chronic insane class, who require more than ordinary care and observation. Detached group No. 3 is composed of two-story buildings for 322 women. It has several large work-shops. Occupation is one of the main reliances of the planners of the institution as a part of the treatment there.
Detached group No. 4 is designed for both men and women, and will accommodate 150. A wholly different classification is here provided for, the actively industrious classes being intended for this group. Those who are able to do outdoor work, and for whom some diverting employment will be beneficial in making them contented and physically healthy, will live here. There is complete separation of day rooms, but the two sexes will dine together in an associate hall.
An amusement hall to harmonize with the central group, and to be built adjacent to it, is planned, and will be built this year if the appropriation will permit. It is a valuable and necessary adjunct to the other provisions for the care of a population of 1,500. Accommodations for entertainments, chapel exercises, dancing and a bathing establishment are included in the plans in a way that gives great results with great economy of construction.
Probably the feature in the scheme of the St. Lawrence State Hospital of the greatest popular and professional interest is Dr. Wise's plan to have there an Americanized and improved Gheel. The original Gheel in Belgium is a colony where for many years lunatics have been sent for domiciliary care. Its inhabitants, mostly of the peasant class, have grown accustomed to the presence and care of patients with disordered minds. The system is the outgrowth of a superstition founded in the presumed miraculous cure of a lunatic whose reason was restored by the shock of the sight of the killing of a beautiful girl by her pursuing father, whose fury had been roused by her choice of a husband. A monument to this unfortunate graces Gheel, and as St. Dymphna she is supposed to be in benign control of the lunatic-sheltering colony. Some of the features of the Gheel system of care are also distinctively known as the Scotch system. There the placing of patients in family care is common. Massachusetts has also adopted it to a considerable extent. But there are many objections to family care in isolated domiciles, as practiced in Massachusetts. Special medical attention and official visits are made expensive and inconvenient. Dr. Wise plans to get all the advantages of such a mode of life for patients whose condition retrogrades under institutional influence. Not the least of these advantages is that of economy in relieving the State from the per capita cost of construction for at least one-fourth of the insane of the district. He would utilize the families in the settlement which always grows up in the vicinity of a large hospital. It is composed of the households of employes, many of which are the result of marriages among the attendants and employes. On Point Airy, by the use of the buildings that were on the different plots bought by the State to make up the hospital farm, such a settlement can be easily made up. Its inhabitants would pay rent to the State. They would be particularly fit and proper persons to board and care for patients whose condition was suitable for that sort of a life, and the patients could have many privileges and benefits not possible in the hospital. Point Airy's little Gheel on such a plan would be a most interesting and valuable extension of the beneficent rule of St. Dymphna.
The St. Lawrence State Hospital was built and is operated under the supervision of a board of managers, whose fidelity to it is described as phenomenal by the people of Ogdensburg. The members of the executive committee, Chairman William L. Proctor, Secretary A.E. Smith, John Hannan and George Hall, especially Mr. Proctor and Mr. Smith, have given as much time and attention to it as most men would to a matter in which they had a business interest. The result has been a performance of contract obligations in which the State got its money's worth. The people of Ogdensburg, too, have taken a great interest in the institution. Such men as Mayor Edgar A. Newell, ex-Collector of the Port of New York Daniel Magone, Postmaster A.A. Smith, Assemblyman George R. Malby, and his predecessor, Gen. N.M. Curtis, who was the legislative father of the hospital scheme; Frank Tallman and Amasa Thornton take as much pride in the institution that the State has set down at the gates of their city as they do in their cherished and admired city hall, which combines a tidy little opera house with the quarters necessary for all public and department uses.
The executive staff of the hospital consists of Dr. P.M. Wise, medical superintendent; Dr. J. Montgomery Mosher, assistant: Dr. J.A. Barnette and Steward W.C. Hall.—N.Y. Sun.
The term sewage many years ago was rightly applied to the excremental refuse of towns, but it is a most difficult matter to define the liquid that teems into our rivers under the name of sewage to-day; in most towns "chemical refuse" is the best name for the complex fluid running from the sewers.
It is now more than ten years since I first commenced a series of experiments with a view of thoroughly testing various methods of purifying sewage and water contaminated with putrefying organic matter. It was while investigating the action of iron salts upon organic matter in solution and splitting up the chlorides present by means of electrolysis, that I first became aware of the importance of precipitating the soluble organic matter in such manner that no chemical solution should take the place of the precipitated organic matter. If chemical matter is substituted for the organic compounds, the cure is worse than the disease, as the resulting solution in most cases sets up after precipitation in the river into which it flows.
My first electrolytical experiments were conducted with non-oxidizable plates of platinum and carbon, but the cost of the first and the impossibility of obtaining carbon plates that would stand long-continued action of nascent chlorine and oxygen made it desirable that some modification should be tried. I next tried the effect of electrolytic action when iron salts were present, but did not think of using iron electrodes until after trying aluminum. I found that the action of non-oxidizable electrodes was most efficacious after the temperature of the fluid acted upon rose 4° or 5°; but the cost of working made it impossible on a large scale.
After a long series of experiments, iron plates were used as electrodes, with remarkable results, for the compounds of iron formed not only deodorized the samples of sewage acted on, but produced complete precipitation of the matters in suspension, and also of the soluble organic matter; the resulting effluents remaining perfectly free from putrefaction. The first part of the process is well illustrated by the small experiments now shown; the organic matter in suspension and in solution separates into flocculent particles, which rise to the top of the liquid and remain until the bubbles of hydrogen which have carried them up escape, when the solid matter will precipitate. In the arrangement adopted on a working scale, the separated particles precipitate readily. As an illustration of the action upon organic matter in solution I take a small quantity of dye, mix it with water, and placing the connected iron electrodes in the mixture, the dye in solution separates into flocculent particles. The electrolytical action is of course easily understood, but the chemical changes that take place need an explanation. At the positive pole, hypochlorite of iron seems to be formed at first, but this is quickly changed into a protochloride, and as at the negative pole an alkaline reaction takes place, the iron salt is precipitated in the form of the ferrous hydrated oxide, together with the organic matters in suspension and solution. Owing to the carbonates that are always present in sewage, ferrous carbonate is also formed.
The success of these laboratory experiments led me to a trial of the process on a larger scale, for hitherto only a gallon at any one time had been treated.
Small brick tanks were erected at my wharf at Peckham and iron electrodes fitted to them.
Wrought iron plates were fixed about an inch apart, and connected in parallel in the tanks, forming one big cell. Sewage to the amount of about 200 gallons was run into the electrode tank and then treated, the results being so satisfactory that larger works were erected, when a supply of sewage equal to 20,000 gallons an hour could be obtained.
After a number of experiments had been carried out it was decided to run the sewage as rapidly as possible through electrodes, six cells or two rows in series fixed in a long channel or shoot, for experience showed that the motion of the liquid acted on reduced the back E.M.F. and hastened the formation of the precipitate.
A channel is kept at the bottom of the electrodes for the silt to collect, with a culvert at side to flush it into, so as to prevent any block occurring; the advantage of this is obvious. The plates in each section may be from half an inch to an inch thick, and can be of any length up to 6 ft. It may possibly be objected that a large number of plates is required. This may be so, but the larger the number of plates, the less the engine power required, and the longer they last. In each section the electrodes are in parallel, and any one section is in series with the other, the arrangement being exactly like that of a series of primary battery cells.
By actual experience I have been able to prove that at least 25 sections of electrodes should be in series and across any one of these sections the potential difference need not be greater than 1.8 volts, the current being of any desired amount, according to the surface of plates used.
The electrical measurements taken by Dr. John Hopkinson during these experiments for the Electrical Purification Association, to whom I had sold my patents, entirely corroborated my contentions as to E.H.P. used, and agreed with the measurements of the managing electrician, Mr. Octavius March.
The process was then thoroughly investigated by Sir Henry Roscoe, who had control of the works for one month. He reports as follows:
"The reduction of organic matter in solution is the crucial test of the value of a purifying agent, for unless the organic matter is reduced, the effluent will putrefy and rapidly become offensive.
"I have not observed in any of the unfiltered effluents from this process which I have examined any signs of putrefaction, but, on the contrary, a tendency to oxidize. The absence of sulphureted hydrogen in samples of unfiltered effluent, which have been kept for about six weeks in stoppered bottles, is also a fact of importance. The settled sewage was not in this condition, as it rapidly underwent putrefaction, even in contact with air, in two or three days.
"The results of this chemical investigation show that the chief advantages of this system of putrefaction are:
"First.—The active agent, hydrated ferrous oxide, is prepared within the sewage itself as a flocculent precipitate. (It is scarcely necessary to add that the inorganic salts in solution are not increased, as in the case where chemicals in solution are added to the sewage.) Not only does it act as a mechanical precipitant, but it possesses the property of combining chemically with some of the soluble organic matter and carrying it down in an insoluble form.
"Second.—Hydrated ferrous oxide is a deodorizer.
"Third.—By this process the soluble organic matter is reduced to a condition favorable to the further and complete purification by natural agencies.
"Fourth.—The effluent is not liable to secondary putrefaction."
Mr. Alfred E. Fletcher also investigated the process subsequently, and reports as follows:
"The treatment causes a reduction in the oxidizable matter in the sewage, varying from 60 to 80 per cent. The practical result of the process is a very rapid and complete clarification of the sewage, which enables the sludge to separate freely.
"It was noticed that while the raw sewage filters very slowly, so that 500 c.c. required 96 hours to pass through a paper filter, the electrically treated sewage settled well and filtered rapidly.
"Samples of the raw sewage, having but little smell when fresh, stank strongly on the third day. The treated samples, however, had no smell originally, and remain sweet, without putrefactive change.
"In producing this result two agencies are at work, there is the action of electrolysis and the formation of a hydrated oxide of iron. It is not possible, perhaps, to define the exact action, but as the formation of an iron oxide is part of it, it seemed desirable to ascertain whether the simple addition of a salt of iron with lime sufficient to neutralize the acid of the salt would produce results similar to those attained by Webster's process.
"In order to make these experiments, samples of fresh raw sewage were taken at Crossness at intervals of one hour during the day. As much as 10 grains of different salts of iron were added per gallon, plus 15.7 grains of lime in some cases and 125 grains of lime in another, and the treated sewage was allowed to settle twenty-four hours; the results obtained were not nearly as good as the electrical method."
During the present year a very searching investigation of the merits of various processes of sewage treatment has been made by the corporation of Salford; among others of my electrical process. As the matter is at present under discussion by the council, I am not in a position to give extracts from the reports of the engineers and chemists under whose supervision and control the work was done, but I may go so far as to say that the results of my system of electrical treatment have proved its efficiency and applicability to sewages of even such a foul nature as that of Salford and Pendleton. The system was controlled continuously for the corporation by Mr. A. Jacob, B.A., C.E., the borough engineer; Mr. J. Carter Bell, F.I.C., etc., county analyst; Messrs John Newton & Sons, engineers, Manchester; Mr. Giles, of Messrs. Mather & Pratt, electrical engineers, Manchester; Dr. Charles A. Burghardt, lecturer in mineralogy at Owens College.
I would also refer you to a paper recently read before the Manchester Section of this Society by Mr Carter Bell, the borough analyst for Salford, in whose remarks Dr. Burghardt, an independent authority, permits me to add that he concurs. He cannot give details until his report has gone in, which will be very shortly.
Mr. Carter Bell's report has gone in, and although he is precluded also from giving full details, he has kindly put at my disposal samples sealed by him of the effluents produced by the electrical treatment, which I now submit, together with the analyses in the table.
The samples are taken at random.
Whether the process will or will not be adopted by the Salford authorities I am of course unable to say, but I think I may safely say that the electrical process has now absolutely proved its case in regard to the solution of the sewage problem. It is simple, efficient and, I am sure, more economical than any other known process where duration is taken into account.
In regard to the Salford trials it may be interesting to give the following particulars:
______________________________________________________________________
|
| Parts in 100,000.
|________________________________________________
| | | |
| May 15. | June 7. | June 30. | July 25.
|_____________|___________|___________|__________
|Not filtered.| | |
Total solids. | 109 | 125 | 141 | 132
Loss on ignition. | 33 | 21 | 29 | 23
Chlorine. | 32 | 44 | 42 | 43
Oxygen required | | | |
for 15 minutes. | 2.56 | 0.76 | 0.27 | 0.79
Oxygen required | | | |
for three hours. | 4.27 | 0.79 | 0.50 | 1.00
Free ammonia. | 2.20 | 0.88 | 0.50 | 0.92
Albuminoid am- | | | |
monia. | 0.32 | 0.17 | 0.092 | 0.19
_____________________|_____________|___________|___________|__________
The electrical shoot was built in brick and contained 28 cells arranged in series.
Each cell contained 13 cast iron plates 4 in. × 2 ft. 8 in. × ½ in. thick connected in parallel.
The available electrode surface in each cell was 256 sq. ft.
The ampere hour treatment required for Salford was found to be about 0.37 ampere hours per gallon, and the I.H.P. per million gallons based on these figures would be 37.
NOTE.—In estimating for the plant necessary for treating the whole of the Salford sewage, a margin was allowed on above figures. The A.H.T. was taken at 0.4 and the I.H.P. per million at 39 to 39.5.
Mr. Octavius March, electrical engineer, who has followed the process from the commencement, and who superintended the electrical details both at Crossness and Salford, will give you on the blackboard a rough sketch of the above trial plant.
The Salford tanks are admirably adapted to the application of the electrical or in fact any process of precipitation. They are 12 in number, and it is proposed to take two end tanks for the electrical channels, in which the iron electrodes would be placed.
The total I.H.P. required for treating the whole of the Salford and Pendleton sewage, taken at 10,000,000 gallons per 24 hours, is calculated at 400 I.H.P., based on the actual work done during the trial. The electrical plant would consist of four engines and dynamos, any three of which could do the whole work, and three boilers, each of 200 I.H.P.
The total cost of plant, including alterations, is estimated at £16,000, to which must be added the cost of about 5,000 tons of iron plates—ordinary cast iron—at say £4 per ton. These plates would last for several years.
If filtration were required, there would be an extra expenditure for this, but it will be remarked that as the treated sewage is practically purified when it leaves the electrical channels, these filters would be only required for complete clarification, which for most places would not be a necessity.
The filtering material used could be gradually prepared from the sludge obtained after electrical treatment, unless it could be more profitably sold as a manure, and I am not a believer in the value of sewage sludge in large quantities. This sludge, a waste product, is converted into magnetic oxide of iron, of which I have here two small samples. This magnetic oxide is a good filtering material, but, like every other filtering material, it would of course require renewal. There would, however, always be a supply of the waste product—sewage sludge—on the spot, and the spent magnetic oxide recarbonized could be used indefinitely.
The annual cost for dealing with the Salford sewage is estimated at in round figures £2,500 for coal, labor, maintenance of engines, boilers and dynamos. To this must be added the consumption of iron and its replacement, which would have to be written off capital expenditure.
If a colorless effluent were required, absolutely free from suspended matter, the additional cost is estimated at from £1,200 to £1,500.
Lavender—technically Lavandula. This name is generally considered to be derived from the word lavando, gerund of the verb lavare, "to wash" or "to bathe," and to originate from the ancient Roman custom of perfuming baths with the flowers of this plant.
The general aspect of the various species which compose this genus of labiate plants, although presenting very characteristic differences, merges gradually from one species to another; all are, in their native habitat, small ligneous undershrubs of from one to two feet in height, with a thin bark, which detaches itself in scales; the leaves are linear, persistent, and covered with numerous hairs, which give the plant a hoary appearance.
The flowers, which are produced on the young shoots, approximate into terminal simple spikes, which are, in vigorous young plants, branched at the base and usually naked under the spikes.
As a rule, lavender is a native of the countries bordering on the great basin of the Mediterranean—at least eight out of twelve species are there found to be indigenous on mountain slopes.
The most commonly known species are L. vera, L. spica and L stæchas. Commercially the L. vera is the most valuable by reason of the superior delicacy of its perfume; it is found on the sterile hills and stony declivities at the foot of the Alps of Provence, the lower Alps of Dauphiné and Cevannes (growing in some places at an altitude of 4,500 feet above the sea level), also northward, in exposed situations, as far as Monton, near Lyons, but not beyond the 46th degree of latitude; in Piedmont as far as Tarantaise, and in Switzerland, in Lower Vallais, near Nyon, in the canton of Vaud, and at Vuilly. It has been gathered between Nice and Cosni, in the neighborhood of Limoné, on the elevated slopes of the mountains of western Liguria, and in Etruria on hills near the sea. The L. spica, which is the only species besides L. vera hardy in this country, was formerly considered only a variety of L. vera; it is distinguished by its lower habit, much whiter color, the leaves more congested at the base of the branches, the spikes denser and shorter, the floral leaves lanceolate or linear, and the presence of linear and subulate bractes.
It yields by distillation an oil termed "oil of spike," or, to distinguish it from oil of L. stæchas, "true oil of spike." It is darker in color than the oil of L. vera, and much less grateful in odor, reminding one of turpentine and rancid coker nut oil. It is used by painters on porcelain, and in the manufacture of varnishes. It is often largely admixed with essence of turpentine.
L. Stæchas (Stichas) was discovered prior to the year 50 A.D. in the Stæchades Islands (now the Islands of Hyères), hence the name. At present it is found wild in the South of Europe and North of Africa, also at Teneriffe. The leaves are oblong linear, about half an inch long (sometimes an inch long when cultivated), with revolute edges and clothed with hoary tomentum on both surfaces; the spike is tetragonal, compact, with a tuft of purple leaves at the top; the calyces are ovate and slightly shorter than the tube of the corolla. The whole plant has a strong aromatic and agreeable flavor. There is a variety of this species (L. macrostàchya) native of Corsica, Sicily, and Naples, which has broader leaves and thicker octagonal spikes.
L. stæchas is known in Spain as "Romero Santo" (sacred rosemary). Its essential oil (also that of L. dentata) is there obtained for household use by suspending the fresh flowering stalks, flowers downward, in closed bottles and exposing them for some time in the sun's rays; a mixture of water and essential oil collects at the bottom, which is used as a hæmostatic and for cleansing wounds.
The specific gravity of Spanish oil of L. stæchas is 0.942 at 15° C. It boils between 180° and 245°. The odor of this oil is not at all suggestive of that of lavender, but resembles more that of oil of rosemary, possessing also the camphoraceous odor of that oil. In India this oil is much prized as an expectorant and antispasmodic.

LAVANDULA VERA. LAVANDULA SPICA.
(From photographs of the plants. Natural size.)
The other species which are distinctly characterized are L. pedunculata, L. viridis, L. dentata, L. heterophylla, L. pyrenaica, L. pinnata, L. coronopifolia, L. abrotonoides, L. Lawii, and L. multifida.
The L. multifida is synonymous with L. Burmanii. In Spain the therapeutic properties of L. dentata are alleged to be even more marked than in the oils of any of the other species of lavender. It is said to promote the healing of sluggish wounds, and when used in the form of inhalation to have given good results in cases of severe catarrh, and even in cases of diphtheria. In odor this oil strongly suggests rosemary and camphor. Its specific gravity is 0.926 at 15° C. It distills almost completely between 170° and 200°.
The specific gravity of the oil of L. vera (according to Flückiger and Hanbury, Pharmacographia) ranges between 0.87 and 0.94. The same authorities state that in a tube of 50 millimeters the plane of polarization is diverted 4.2° to the left.
Dr. Gladstone found (Jnl. Ch. Soc., xviii., 3) that a sample of pure oil of L. vera, obtained from Dr. S. Piesse, indicated a specific gravity of 0.8903 at 15° C., and that its power of rotating the plane of polarization (observed with a tube ten inches long) was -20°. Compared with these results he found the sp. gr. of oil of turpentine to be 0.8727, and the rotatory power -79°.
Although L. stæchas was well known to the ancients, no allusion unquestionably referring to L. vera has been found in the writings of classical authors, the earliest mention of this latter plant being in the twelfth century, by the Abbess Hildegard, who lived near Bergen-on-the-Rhine. Under the name of Llafant or Llafantly, it was known to the Welsh physicians as a medicinal plant in the thirteenth century. The best variety of L. vera—and there are several, although unnamed—improved by cultivation in England, presents the appearance of an evergreen undershrub of about two feet in height, with grayish green linear leaves, rolled under at the edges, when young; the branches are erect and give a bushy appearance to the plant; the flowers are borne on a terminal spike, at the summit of along naked stalk, the spike being composed of six to ten verticillasters, more widely separated toward the base of the spike; in young plants two or four sub-spikes will branch alternately in pairs from the main stalk; this indicates great vigor in the plant, and occurs rarely after the second year of the plant's growth. The floral leaves are rhomboidal, acuminate, and membraneous, the upper ones being shorter than the calyces, bracteas obovate; the calyces are bluish, nearly cylindrical, contracted toward the mouth, and ribbed with many veins. The corolla is of a pale bluish violet, of a deeper tint on the inner surface than the outer, tubular, two-lipped, the upper lip with two and the lower with three lobes. Both the corolla and calyx are covered with stellate hairs, among which are embedded shining oil glands, to which the fragrance of the plant is due. The L. vera was identified in 1541, and introduced into England in 1568, flourishing remarkably well under cultivation, and yielding an oil far superior in delicacy of fragrance to that obtained from the wild plant, or to that obtained from the same plant cultivated in any other country.
When it is remembered that north of the 50th degree of latitude the vine yields little but garlands of leaves, and that we should attempt in vain to cultivate the olive north of the 44th degree, it may seem strange that the Lavandula vera, which is a native of about the same climate as these, should resist, unprotected, the vigorous frosts of this country. Even at Upsala, latitude 59° 51' N., in the Botanic Garden, it merely requires the shelter of a few branches to protect it in the winter; but this hardiness may be accounted for by several physiological reasons. Like all fruticulose labiates which have a hard compact tissue and contain much oily matter, the lavender absorbs less moisture than herbs which are soft and spongy, and, as it always prefers a dry calcareous, even stony, soil, the northern cultivators find that by selecting such localities the tissues of the plant take up so little water that the frost does not injure them.
In a northern climate the length of the days in summer, and the natural dryness of the air, compensate in some measure the reduction of temperature, and mature the plant only to the extent sufficient for the purpose for which it is grown. Perhaps the suspension of vital action during winter, which must be more complete in northern latitudes, as our frosts are more severe, tends to preserve certain plants, native of the south, for it is observed that all plants are more sensitive to cold when vegetation is active than when it is at rest. The vine is an instance of this. On the other hand, when the plant is cultivated further south than its natural boundary, the same causes seem to exert their influence, but in the reverse sense. Lavender is cultivated on the mountains of Yemen, in Arabia; the humidity, increasing inversely to the latitude, compensates the exhaling force of the sun's rays, and the elevation of the locality the effects of the heat.
Thus is confirmed, both in north and south, the law of vegetable physiology observed by De Candolle, in the temperate climates of France, and published in his "Essai de Geographie Botanique," that "plants can best resist the effects of cold in a dry atmosphere, and the effects of heat in a humid atmosphere." A mild, damp winter, like the one of 1889-1890, does more harm than a hard, seasonable frost, as the plants are apt to make green shoots prematurely, and the late frosts nip off these tender portions, each of which would otherwise have produced a flower spike.
The very severe winter of 1890-1891 did not kill so many plants as the one of 1889-1890. The stems and branches of lavender being ligneous and strong are able to resist the force of the wind, and the plant thrives best in a perfectly open locality, where the air circulates freely; the oil and resin which it contains in abundance enable it to resist the parching action of the wind and sun. Thus, on the most arid and sterile ground on the mountain sides in the south, and especially in Spain, plants of this genus flourish with more vigor in the season when most other vegetation is scorched up by the ardent rays of the sun, and the Lavandula vera seems to have a predilection for such spots.
Certainly the plants then assume a more stunted appearance than in richer soil, but at the same time the perfume is stronger and sweeter. The calyces become charged with oil glands, and yield a greater abundance of volatile oil.
In a very moist soil the water penetrates too much into the tissues, detaches the bark, the plant blackens at the root, and a white fungus attaches to the main stem and lower branches; it becomes feeble, diseased, and dies. A rich soil furnishes too much nutriment, the plant grows very large and herbaceous, becomes overcharged with water relative to its assimilating and elaboratory power, especially if growing in a cold climate, and the equilibrium of the chemical proportions necessary for the formation of natural juices becomes deranged at the expense of quantity and quality of the volatile oil produced.
These facts, long ago pointed out by Linnæus, have been verified in England. Some years ago a disease manifested itself in most of the plantations, which, not being understood by the growers, was not remedied (in fact, is not generally understood and remedied at the present time), the acreage under cultivation decreased, and, partly owing to this and a scarcity occasioned by a failure in the crop, the price of the oil rapidly rose from 50s. to 200s. per lb. Consequently, with the continually increasing demand and the continued rise in price, manufacturers of lavender water and of compound perfumes in which oil of lavender is a necessary ingredient commenced to buy the French oil, and venders of the English oil commenced to adulterate largely the English with the French oil.
By degrees the French oil become almost entirely substituted in England for the English, and at present it is difficult to purchase true English lavender water of a quality equal to that vended twenty years ago, except at a few first class houses.
The exorbitant profits demanded by chemists and druggists, and the incomprehensible will of the public to buy anything cheap, however bad, have encouraged a marvelous increase in the figures of the imports of French (and German, which is worse) oil.
In 1880, when the price had reached 125s. per lb., it was pointed out by an eminent London firm that unless the cultivation in England were extended, the price would become prohibitive, inferior oils would be introduced into the market, and so destroy the popularity of this beautiful perfume.
The price still rising did, in fact, induce this importation, and to this day the bulk of chemists and perfumers continue to use these foreign oils, notwithstanding the fall in the price of the English oil.
The constant demand, however, in America (where people will have things good) will yet support the price of the genuine article—that is, of the English oil, which is the finest the world produces. Attempts were made by a French manufacturing perfumer to establish a plantation in the south of France of plants taken from parent stems grown in England.
The result was that the young plants deteriorated to their original condition—even there in their native habitat. The character of a plant and the character of its produce depend even on more than a similarity of soil and geographical position. It is asserted that a good judge can distinguish between the oils produced by two adjacent fields, and the difference in odor is very apparent between the oils produced in Hertfordshire and in Surrey. The oil produced in Sussex is different from both.—Chemist and Druggist.
The Johns Hopkins University Circular, No. 85, issued in February, contains Prof. Rowland's report of progress in spectrum work. The spectra of all known elements, with the exception of a few gaseous ones, or those too rare to be yet obtained, have been photographed in connection with the solar spectrum, from the extreme ultra-violet down to the D line, and eye observations have been made on many to the limit of the solar spectrum. A table of standard wave lengths of the impurities in the carbon poles extending to wave length 2,000 has been constructed to measure wave lengths beyond the limits of the solar spectrum. In addition to this, maps of the spectra of some of the elements have been drawn up on a large scale, ready for publication, and the greater part of the lines in the map of the solar spectrum have been identified. The following rough table of the solar elements has been constructed entirely according to Prof. Rowland's own observations, although, of course, most of them have been given by others:
Elements in the Sun, arranged according to Intensity and the Number of Lines in the Solar Spectrum.
According to intensity. According to number.
Calcium Zirconium Iron (2,000 or more) Magnesium (20 or more) Iron Molybdenum Nickel Sodium (11) Hydrogen Lanthanum Titanium Silicon Sodium Niobium Manganese Strontium Nickel Palladium Chromium Barium Magnesium Neodymium Cobalt Aluminum (4) Cobalt Copper Carbon (200 or more) Cadmium Silicon Zinc Vanadium Rhodium Aluminum Cadmium Zirconium Erbium Titanium Cerium Cerium Zinc Chromium Glucinum Calcium (75 or more) Copper (2) Manganese Germanium Scandium Silver (2) Strontium Rhodium Neodymium Glucinum (2) Vanadium Silver Lanthanum Germanium Barium Tin Yttrium Tin Carbon Lead Niobium Lead (1) Scandium Erbium Molybdenum Potassium (1) Yttrium Potassium Palladium
Doubtful Elements.
Iridium, osmium, platinum, ruthenium, tantalum, thorium, tungsten, uranium.
Not in Solar Spectrum.
Antimony, arsenic, bismuth, boron, nitrogen, cæsium, gold, indium, mercury, phosphorus, rubidium, selenium, sulphur, thallium, praseodymium.
With respect to these tables, Prof. Rowland adds: "The substances under the head of 'Not in the Solar Spectrum' are often placed there because the elements have few strong lines or none at all in the limit of the solar spectrum when the arc spectrum, which I have used, is employed. Thus, boron has only two strong lines at 2497. Again, the lines of bismuth are all compound, and so too diffuse to appear in the solar spectrum. Indeed, some good reason generally appears for their absence from the solar spectrum. Of course, there is but little evidence of their absence from the sun itself; were the whole earth heated to the temperature of the sun, its spectrum would probably resemble that of the sun very closely."
The powerful instrument used at Baltimore for photographing spectra, and the measuring engine constructed to fit the photographs so that its readings give the wave lengths of lines directly within 1/100 of a division on Angström's scale, give the foregoing results a weight superior to many others published.
Writing on some curious properties of metals and alloys, Mr. W.C. Roberts-Austen, says the Engineer, remarks that the importance of the isomeric and allotropic states has been much neglected in the case of metals. Joule and Lyon Playfair showed, in 1846, that metals in different allotropic states possess different atomic volumes, and Matthiessen, in 1860, was led to the view that in certain cases where metals are alloyed they pass into allotropic states, probably the most important generalization which has yet been made in connection with the molecular constitution of alloys. Instances of allotropy in pure metals are: Bolley's lead, which oxidizes readily in air; Schutzenberger's copper; Fritsche' tin, which falls to powder when exposed to exceptionally cold winter; Gore's antimony; Graham's palladium and allotropic nickel. Joule has also proved that, when iron is released from its amalgam by distilling away the mercury, the metallic iron takes fire on exposure to air, and is therefore clearly different from ordinary iron.
Contained in SCIENTIFIC AMERICAN SUPPLEMENT during the past ten years, sent free of charge to any address. MUNN & CO., 361 Broadway, New York.
This is a Special Edition of the SCIENTIFIC AMERICAN, issued monthly—on the first day of the month. Each number contains about forty large quarto pages, equal to about two hundred ordinary book pages, forming, practically, a large and splendid Magazine of Architecture, richly adorned with elegant plates in colors and with fine engravings, illustrating the most interesting examples of modern Architectural Construction and allied subjects.
A special feature is the presentation in each number of a variety of the latest and best plans for private residences, city and country, including those of very moderate cost as well as the more expensive. Drawings in perspective and in color are given, together with full Plans, Specifications, Costs, Bills of Estimate, and Sheets of Details.
No other building paper contains so many plans, details, and specifications regularly presented as the SCIENTIFIC AMERICAN. Hundreds of dwellings have already been erected on the various plans we have issued during the past year, and many others are in process of construction.
Architects, Builders, and Owners will find this work valuable in furnishing fresh and useful suggestions. All who contemplate building or improving homes, or erecting structures of any kind, have before them in this work an almost endless series of the latest and best examples from which to make selections, thus saving time and money.
Many other subjects, including Sewerage, Piping, Lighting, Warming, Ventilating, Decorating, Laying out of Grounds, etc., are illustrated. An extensive Compendium of Manufacturers' Announcements is also given, in which the most reliable and approved Building Materials, Goods, Machines, Tools, and Appliances are described and illustrated, with addresses of the makers, etc.
The fullness, richness, cheapness, and convenience of this work have won for it the Largest Circulation of any Architectural publication in the world.
A Catalogue of valuable books on Architecture, Building, Carpentry, Masonry, Heating, Warming, Lighting, Ventilation, and all branches of industry pertaining to the art of Building, is supplied free of charge, sent to any address.
MUNN& CO., Publishers,
361 Broadway, New York.
In connection with the publication of the BUILDING EDITION of the SCIENTIFIC AMERICAN, Messrs. Munn & Co. furnish plans and specifications for buildings of every kind, including Churches, Schools, Stores, Dwellings, Carriage Houses, Barns, etc.
In this work they are assisted by able and experienced architects. Full plans, details, and specifications for the various buildings illustrated in this paper can be supplied.
Those who contemplate building, or who wish to alter, improve, extend, or add to existing buildings, whether wings, porches, bay windows, or attic rooms, are invited to communicate with the undersigned. Our work extends to all parts of the country. Estimates, plans, and drawings promptly prepared. Terms moderate. Address
MUNN & CO., 361 BROADWAY, NEW YORK.
Terms of Subscription, $5 a Year.
Sent by mail, postage prepaid, to subscribers in any part of the United States or Canada. Six dollars a year, sent, prepaid, to any foreign country.
All the back numbers of THE SUPPLEMENT, from the commencement, January 1, 1876, can be had. Price, 10 cents each.
All the back volumes of THE SUPPLEMENT can likewise be supplied. Two volumes are issued yearly. Price of each volume, $2.50, stitched in paper, or $3.50, bound in stiff covers.
COMBINED RATES—One copy of SCIENTIFIC AMERICAN and one copy of SCIENTIFIC AMERICAN SUPPLEMENT, one year, postpaid, $7.00.
A liberal discount to booksellers, news agents, and canvassers.
MUNN & CO., Publishers,
361 Broadway, New York, N.Y.
Manufacturers, Agriculturists, Chemists, Engineers, Mechanics, Builders, men of leisure, and professional men, of all classes, need good books in the line of their respective callings. Our post office department permits the transmission of books through the mails at very small cost. A comprehensive catalogue of useful books by different authors, on more than fifty different subjects, has recently been published, for free circulation, at the office of this paper. Subjects classified with names of author. Persons desiring a copy have only to ask for it, and it will be mailed to them. Address,
MUNN & CO., 361 Broadway, New York.
In connection with the Scientific American, Messrs. MUNN & Co. are Solicitors of American and Foreign Patents, have had 42 years' experience, and now have the largest establishment in the world. Patents are obtained on the best terms.
A special notice is made in the Scientific American of all Inventions patented through this Agency, with the name and residence of the Patentee. By the immense circulation thus given, public attention is directed to the merits of the new patent, and sales or introduction often easily effected.
Any person who has made a new discovery or invention can ascertain, free of charge, whether a patent can probably be obtained, by writing to MUNN & Co.
We also send free our Hand Book about the Patent Laws, Patents, Caveats, Trade Marks, their costs, and how procured. Address
MUNN & CO., 361 Broadway, New York.
Branch Office, 622 and 624 F St., Washington, D.C.