
Title: Scientific American Supplement, No. 561, October 2, 1886
Author: Various
Release date: July 27, 2005 [eBook #16360]
Most recently updated: December 12, 2020
Language: English
Other information and formats: www.gutenberg.org/ebooks/16360
Credits: Produced by Juliet Sutherland, Jeannie Howse, Victoria
Woosley and the Online Distributed Proofreading Team at
www.pgdp.net
In a hydraulic packing press, the work done by the ram during one stroke may be roughly divided into two periods, in the first of which the resistance, although gradually increasing, may be called light, while in the second the resistance is heavy. The former of these two periods embraces the greater part of the stroke, and it is only a small proportion at the end which requires the exercise of the full power of the press to bring the material to the determined degree of consolidation. Consequently, if a hydraulic press is to be worked so as to waste no time, it requires to be provided with means by which its table may be made to rise rapidly during the portion of the stroke when the resistance is small, and afterward more slowly when the entire power of the pumps is being expended upon the final squeeze. Many methods of obtaining this end have been devised, and are in common use both here and abroad. It is, however, more particularly in the packing of raw material that such appliances are useful, since the goods pressed into bales in this country are not usually of a very yielding nature, and consequently do not require a long stroke to bring them to a high state of compression. In India and Egypt, from whence cotton is sent in bales, presses must have a long stroke; and unless they can be worked rapidly, a very considerable amount of plant is required to get through a moderate quantity of work. To meet the necessities of these countries, Mr. Watson has devised several forms of press in which not only is the table made to rise rapidly through the greater part of its stroke, but the rams are kept almost constantly in motion, so that the time occupied in filling the box with raw cotton and in placing the ties round the bales is not lost.

COMPOUND HYDRAULIC PRESS. FIGS. 1 and 2.
We illustrate four forms of Mr. Watson's presses, Fig. 1 being an earlier construction, which, although very rapid at the date at which it was brought out, has been far surpassed in celerity by the arrangements shown in Figs. 3 to 8. It was introduced in 1873, and forty-three presses according to this design were sent to India by the makers, Messrs. Fawcett, Preston & Co., of Phœnix Foundry, Liverpool, between that year and 1880. Four presses of this kind are worked by one engine, having a cylinder 20 in. by 3 ft. stroke, and driving eighteen to twenty pumps of varying diameter and short stroke. The press has two long-stroke rams, LL, of small diameter, to compress the loose material, and two short-stroke rams, FF, of large diameter, to give the final squeeze. These two pairs of rams act alternately, the one pair being idle while the other is in operation. The lashing of the bale takes place while the larger rams are in action, the bale being supported on the grid, B, which is pushed under it through grooves formed in the press-head, S (Fig. 1). When the grid is in place the press-head can be lowered, and the box be filled, while the bale is receiving its final squeeze from the inverted rams above.
In Figs. 1 and 2 the press is shown in the position it would occupy if the bale, M, were just completed and ready to be pushed out, and the box, N, were full of material. The filling doors, CC, are shown turned back level with the floor, the main doors, AA, are open, as are also the end doors, KK, to admit the men to fasten up the bale. If water be admitted to the subsidiary cylinder, H, the head, G, and two rams, FF, will be raised, and then the bale, M, can be thrown out finished. All the doors are now closed and water admitted to the rams, LL. These immediately rise, pushing the contents of the box, N, before them, and compressing them until the table, S, reaches the level of the grid, B. At this moment the tappet rod, D, shuts off the water, and withdraws the bolt of the doors, AA, which fly open. The grid, B (Fig. 2), is then run through the grooves in the press-head, S, and the rams, LL, are allowed to descend ready for a baling cloth to be inserted through the doors, EE, and for the box, N, to be refilled. At the same time the head, G, comes down on to the bale and compresses it still further, while the men are at work lashing it. When the material is in hanks, like jute, the rams, LL, are lowered slowly, while a man standing inside the box, at about the level of the floor, packs the material neatly on the table.
These presses can be worked with great rapidity, the average output during a day varying from 21 to 28 bales an hour. The consumption of coal per bale is 9 lb. of Bengal coal, in value about ¾d. The density of the cotton bales produced is about 45 lb. per cubic foot, 400 lb. measuring a little under 9 cubic feet for shipment. In the case of jute or jute roots, the same weight occupies 10 cubic feet on an average. But rapid as this press is in action, the necessities of recent business in India have called for still more expeditious working, and to meet this demand Mr. Watson produced his compound press, in which the economy of time is carried to its utmost development. By the addition of a second pair of long-stroke rams the output of the press has been trebled, being raised to 80 bales per hour. To effect this, there is one pair of powerful rams, as in the press just described, but two pairs of the long-stroke rams. Further, each pair of the small-diameter rams is fitted with two boxes, one of which is always being filled while the other is being pressed. The rams in rising compress the material into a small cell or box, situated above the box in which raw cotton is thrown. On the top of the ram head there is a loose lashing plate, which, at the finish of the action of the rams, is locked in the cell by bolts actuated by a suitable locking gear. While in this cell the bale has the lashing ropes put round it, and then it is placed under the large rams for the final squeeze, during which the ties or ropes are permanently secured. Thus neither of the small presses has even to wait while its box is being filled, or while the previously pressed bale is being lashed. Even in the large press, when the ties are finally fastened, the time occupied does not exceed three-quarters of a minute, and is often much less.

COMPOUND HYDRAULIC PRESS. FIGS. 3 and 4.
This press is shown in Figs. 3 and 4. The small rams are arranged at either side of the large ones, which, in this case, are not inverted. To each of the smaller presses there is a pair of boxes mounted on a vertical column, around which they can revolve to bring either box over the rain head. When the left hand rams rise, the material is delivered into the cell, D, which previously has had its doors (Fig. 4) closed. To permit of the cell, D, being moved out of the way, it is mounted so that it can revolve on one of the columns of the main press, first into the position shown at B (Fig. 4), and afterward to C (Fig. 3). While at D, the bale in the cell (called from its construction a revolver) is partly lashed, the ties or ropes being put into position. It is then rotated until it comes over the large rams, where the bale is still more compressed and secured.
It must be admitted that this press provides for the greatest possible economy of time, and for the largest output, for the capital employed, which can be attained. The rams and the men are constantly in action, and not a single moment is lost. For filling each box 78 seconds are allowed, and there is ample time for the preliminary lashing.
COMPOUND HYDRAULIC PRESS. FIGS. 5 and 6.
Figs. 5 and 6 show a modification of this press, designed to turn out sixty bales per hour. It has only one set of long-stroke rams, with three revolvers. The bale receives its preliminary lashing while in the position, B (Fig. 6). Fifty-three seconds are available for filling the box, and the same time for the preliminary lashing. It is found, however, that three-quarters of a minute is sufficient for the complete hooping of a bale.

COMPOUND HYDRAULIC PRESS. FIGS. 7 and 8.
Figs. 7 and 8 show a similar press intended for jute pressing. This has only one box, which is fixed, as the material has to be packed in an orderly manner. Its speed is sixty bales an hour.—Engineering.
Certain mechanical devices appear to exercise a remarkable influence on some minds, and engineers are blamed for not adopting them, in no very measured terms in some cases. It is not in any way necessary that these devices should have been invented by the men who advocate their adoption, in order to secure that advocacy. The intrinsic attractions of the scheme suffice to evoke eulogy; and engineers sometimes find it very difficult to make those who believe in such devices understand that there are valid reasons standing in the way of their adoption. One such device is hydraulic propulsion. A correspondent in a recent impression suggested its immediate and extended use in yachts at all events, and we willingly published his letter, because the system does no doubt lend itself very freely to adoption for a particular class of yachts, namely, those provided with auxiliary power only. But because this is the case it must not be assumed that the jet propeller is better than screw or paddle-wheel propulsion; and it is just as well, before, correspondence extends further, that we should explain why and in what way it is not satisfactory. The arguments to be urged in favor of hydraulic propulsion are many and cogent; but it will not fail to strike our readers, we think, that all these arguments refer, not to the efficiency of the system, but to its convenience. A ship with a hydraulic propeller can sail without let or hindrance; a powerful pump is provided, which will deal with an enormous leak, and so on. If all the good things which hydraulic propulsion promises could be had combined with a fair efficiency, then the days of the screw propeller and the paddle wheel would be numbered; but the efficiency of the hydraulic propeller is very low, and we hope to make the reason why it is low intelligible to readers who are ignorant of mathematics. Those who are not ignorant of them will find no difficulty in applying them to what we have to say, and arriving at similar conclusions in a different way.
Professor Greenhill has advanced in our pages a new theory of the screw propeller. As the series of papers in which he puts forward his theory is not complete, we shall not in any way criticise it; but we must point out that the view he takes is not that taken by other writers and reasoners on the subject, and in any case it will not apply to hydraulic propulsion. For these reasons we shall adhere in what we are about to advance to the propositions laid down by Professor Rankine, as the exponent of the hitherto received theory of the whole subject. When a screw or paddle wheel is put in motion, a body of water is driven astern and the ship is driven ahead. Water, from its excessive mobility, is incapable of giving any resistance to the screw or paddle save that due to its inertia. If, for example, we conceive of the existence of a sea without any inertia, then we can readily understand that the water composing such a sea would offer no resistance to being pushed astern by paddle or screw. When a gun is fired, the weapon moves in one direction—this is called its recoil—while the shot moves in another direction. The same principal—pace Professor Greenhill—operates to cause the movement of a ship. The water is driven in one direction, the ship in another. Now, Professor Rankine has laid down the proposition that, other things being equal, that propeller must be most efficient which sends the largest quantity of water astern at the slowest speed. This is a very important proposition, and it should be fully grasped and understood in all its bearings. The reason why of it is very simple. Returning for a moment to our gun, we see that a certain amount of work is done on it in causing it to recoil; but the whole of the work done by the powder is, other things being equal, a constant quantity. The sum of the work done on the shot and on the gun in causing their motions is equal to the energy expended by the powder, consequently the more work we do on the gun, the less is available for the shot. It can be shown that, if the gun weighed no more than the shot, when the charge was ignited the gun and the shot would proceed in opposite directions at similar velocities—very much less than that which the shot would have had had the gun been held fast, and very much greater than the gun would have had if its weight were, as is usually the case, much in excess of that of the shot. In like manner, part of the work of a steam engine is done in driving the ship ahead, and part in pushing the water astern. An increase in the weight of water is equivalent to an augmentation in the weight of our gun and its carriage—of all that, in short, takes part in the recoil.
But, it will be urged, it is just the same thing to drive a large body of water astern at a slow speed as a small body at a high speed. This is the favorite fallacy of the advocates of hydraulic propulsion. The turbine or centrifugal pump put into the ship drives astern through the nozzles at each side a comparatively small body of water at a very high velocity. In some early experiments we believe that a velocity of 88 ft. per second, or 60 miles an hour, was maintained. A screw propeller operating with an enormously larger blade area than any pump can have, drives astern at very slow speed a vast weight of water at every revolution; therefore, unless it can be shown that the result is the same whether we use high speed and small quantities or low speed and large quantities, the case of the hydraulic propeller is hopeless. But this cannot be done. It is a fact, on the contrary, that the work wasted on the water increases in a very rapid ratio with its speed. The work stored up in the moving water is expressed in foot pounds by the formula
W v²
2g
where W stands for the weight of the water, and v for its velocity. But the work stored in the water must have been derived from the engine; consequently the waste of engine power augments, not in the ratio of the speed of the water, but in the ratio of the square of its speed. Thus if a screw sends 100 tons of water astern at a speed of 10 ft. per second per second, the work wasted will be 156 foot tons per second in round numbers. If a hydraulic propeller sent 10 tons astern at 100 ft. per second per second, the work done on it would be 1,562 foot tons per second, or ten times as much. But the reaction effort, or thrust on the ship, would be the same in both cases. The waste of energy would, under such circumstances, be ten times as great with the hydraulic propeller as with the screw. In other words, the slip would be magnified in that proportion. Of course, it will be understood that we are not taking into account resistances, and defects proper to the screw, from which hydraulic propulsion is free, nor are we considering certain drawbacks to the efficiency of the hydraulic propeller, from which the screw is exempt; all that we are dealing with is the waste of power in the shape of work done in moving water astern which we do not want to move, but cannot help moving. If our readers have followed us so far, they will now understand the bearing of Rankine's proposition, that that propeller is best which moves the greatest quantity of water astern at the slowest speed. The weight of water moved is one factor of the thrust, and consequently the greater that weight, other things being equal, the greater the propelling force brought to bear on the ship.
It may be urged, and with propriety, that the results obtained in practice with the jet propeller are more favorable than our reasoning would indicate as possible; but it will be seen that we have taken no notice of conditions which seriously affect the performance of a screw. There is no doubt that it puts water in motion not astern. It twists it up in a rope, so to speak. Its skin frictional resistance is very great. In a word, in comparing the hydraulic system with the normal system, we are comparing two very imperfect things together; but the fact remains, and applies up to a certain point, that the hydraulic propeller must be very inefficient, because it, of all propellers, drives the smallest quantity of water astern at the highest velocity.
There is, moreover, another and a very serious defect in the hydraulic propeller as usually made, which is that every ton of water passed through it has the velocity of the ship herself suddenly imparted to it. That is to say, the ship has to drag water with her. To illustrate our meaning, let us suppose that a canal boat passes below a stage or platform a mile long, on which are arranged a series of sacks of corn. Let it further be supposed that as the canal boat passes along the platform, at a speed of say five miles an hour, one sack shall be dropped into the boat and another dropped overboard continuously. It is evident that each sack, while it remains in the boat, will have a speed the same as that of the boat, though it had none before. Work consequently is done on each sack, in overcoming its inertia by imparting a velocity of five miles an hour to it, and all this work must be done by the horse towing on the bank. In like manner the hydraulic propeller boat is continually taking in tons of water, imparting her own velocity to them, and then throwing them overboard. The loss of efficiency from this source may become enormous. So great, indeed, is the resistance due to this cause that it precludes the notion of anything like high speeds being attained. We do not mean to assert that a moderate degree of efficiency may not be got from hydraulic propulsion, but it can only be had by making the quantity of water sent astern as great as possible and its velocity as small as possible. That is to say, very large nozzles must be employed. Again, provision will have to be made for sending the water through the propeller in such a way that it shall have as little as possible of the motion of the ship imparted to it. But as soon as we begin to reduce these principles to practice, it will be seen that we get something very like a paddle wheel hung in the middle of the boat and working through an aperture in her hull, or else a screw propeller put into a tube traversing her from stem to stern.
We may sum up by saying that the hydraulic propeller is less efficient than the screw, because it does more work on the water and less on the boat; and that the boat in turn does more work on the water than does one propelled by a screw, because she has to take in thousands of tons per hour and impart to them a velocity equal to her own. Part of this work is got back again in a way sufficiently obvious, but not all. If it were all wasted, the efficiency of the hydraulic propeller would be so low that nothing would be heard about it, and we certainly should not have written this article.—The Engineer.
The cut we give is from a photograph taken shortly after the recent firings. The carriage upon which it is mounted is the one designed by the Department and manufactured by the West Point Foundry, about six months since. It was designed as a proof carriage for this gun and also for the 10 inch steel gun in course of construction. It is adapted to the larger gun by introducing two steel bushing rings fitted into the cheeks of carriage to secure the trunnion of the gun.
The gun represented is an 8 inch, all steel, breech-loading rifle, manufactured by the West Point Foundry, upon designs from the Army Ordnance Bureau. The tube and jacket were obtained from Whitworth, and the hoops and the breech mechanism forgings from the Midvale Steel Company. The total weight of the gun is 13 tons; total length, including breech mechanism, 271 inches; length of bore in front of gas check, 30 calibers; powder space in chamber, 3,109 cubic inches; charge, 100 pounds. The tube extends back to breech recess from muzzle, in one solid piece. The breech block is carried in the jacket, the thread cut in the rear portion of the jacket. The jacket extends forward and is shrunk over the tube about 87½ inches. The re-enforce is strengthened by two rows of steel hoops; the trunnion hoops form one of the outer layers. In front of the jacket a single row of hoops is shrunk on the tube and extends toward the muzzle, leaving 91 inches of the muzzle end of the tube unhooped. The second row of hoops is shrunk on forward of the trunnion hoops for a length of 38 inches to strengthen the gun, and the hoop portion forms three conical frustums. The elastic resistance of the gun to tangential rupture over the powder chamber is computed by Claverino and kindred formulas to be 54,000 lb. per square inch.
THE ARMY 8 INCH STEEL GUN WITH CARRIAGE.
The breech mechanism is modeled after the De Bange system. The block has three smooth and three threaded sectors, and is locked in place by one-sixth of a turn of a block, and secured by the eccentric end of a heavy lever, which revolves into a cut made in the rear breech of the gun. The gas check consists of a pad made of two steel plates or cups, between which is a pad of asbestos and mutton suet formed under heavy pressure. The rifling consists of narrow grooves and bands, 45 of each. The depth of the groove is six one-hundredths of an inch.
Although the gun is designed for a charge of 100 pounds, it is believed that it can be increased to 105 pounds without giving dangerous pressure, and the intention is to increase the charge to that amount when the new powder is received from Du Pont.
The following is a very full synopsis of the official report of the preliminary firings—13 rounds—with this gun:
The first seven rounds were fired with German cocoa powder, which was received from Watervliet Arsenal. There were two kinds of cartridges, one kind weighing 85 pounds, and having 30 grains in each layer, the other weighing 100 lb., and having 27 grains in each layer. In two of the first seven rounds the weight of the charge was 65 pounds, the projectiles weighing 182 and 286 pounds; in the next two rounds charges of 85 pounds were fired, the projectiles, as before, weighing 182 and 286 pounds, while in the last three of the rounds fired with cocoa powder the charge was 100 lb., while the weight of the projectile was 182, 235, and 286 pounds. At the seventh round was fired the normal charge, 100 lb. of powder and a projectile weighing 286 pounds, for which the gun was designed. The mean pressure for this round, determined by two crusher gauges, was 32,800 pounds, and the velocity at 150 feet was 1,787 feet.
Two kinds of Du Pont's brown prismatic powder, marked P.A. and P.I., were then fired. With the normal charge of P.A. powder (round 12 of the record), the mean pressure was 35,450 pounds, the velocity at 150 feet was 1,812 feet. For P.I. powder (round 13 of the record), the pressure was 26,925 pounds, the velocity was 1,702 feet, and a considerable amount of unconsumed powder was ejected, showing that the P.I. powder is not a suitable one for this piece. The highest pressure indicated with the normal charge of P.A. powder was 36,200 pounds, exceeding by 1,200 pounds the provisional limit of pressure.
At the fifth round the breech block opened with some difficulty, and an examination showed that the resistance resulted from the diametral enlargement of the rear plate. Directions have been given to correct this defect. The star gauge records show that no material change took place in the diameter of the chamber or the bore. From 30 inches to 54 inches (measured from base of the breech), there was a diminution in diameter of from 0.001 in. to 0.002 in.; in rear of 30 inches there was no change. No enlargement in the shot chamber exceeded 0.001 in. From the bottom of the bore (the beginning of the rifling) to the muzzle the average enlargements were as follows: in. to 6 in., 0.005 in.; 7 in. to 14 in., 0.003 in.; 15 in. to 29 in., 0.002 in.; 30 in. to muzzle, 0.002 to 0.001 in.
After the third round the joint between the D. and D. rings opened slightly on the top, and measured after the 13th round showed that the opening was about 0.004 in. wide. It cannot at present be stated whether or not this opening increased during firing, but the defect has been noted and will be carefully observed. Enough cocoa powder remains to allow a comparison to be made with such brown prismatic powder as may be adopted finally. No firing has been done as yet to test the best position for the bands, but it will take place as soon as enough of some standard powder is obtained to fire ten consecutive rounds.—Army and Navy Journal.
Mr. Chairman and gentlemen: I was rash enough some time ago to promise to prepare a paper for this occasion, the fulfillment of which prior engagements have absolutely prevented.
I would greatly prefer to be let off altogether, but I do not like to break down when expected to do anything; and if you have the patience to listen for a few minutes to the reflections of an "outsider," I will endeavor to put what I have to say in as concise form as I can, in such manner as will do no harm, even if it does no good.
For many years I was connected with steam engineering. I was once with the Corliss Steam Engine Company, and afterward was the agent of Mr. Joseph Harrison, of Russian fame, for the introduction of his safety boilers.
That brought me into contact with the heavy manufacturers throughout the Eastern States, and during that long experience I was particularly impressed with a peculiarity common to the mill owners, which, I believe it may be said with truth, is equally common to those interested in locomotive engineering, namely, how much we overlook common, every-day facts. For instance, we burn coal; that is, we think we do, and boilers are put into mills and upon railroads, and we suppose we are burning coal under them, when in reality we are only partially doing so. We think that because coal is consumed it necessarily is burned, but such is frequently very far from the fact.
I wish upon the present occasion to make merely a sort of general statement of what I conceive to be combustion, and what I conceive to be a boiler, and then to try to make a useful application of these ideas to the locomotive.
Treating first the subject of combustion, let us take the top of the grate-bars as our starting point. When we shovel coal upon the grate bars and ignite it, what happens first? We separate the two constituents of coal, the carbon from the hydrogen. We make a gas works. Carbon by itself will burn no more than a stone; neither will hydrogen. It requires a given number of equivalents of oxygen to mix with so many equivalents of carbon, and a given number of equivalents of oxygen to mix with so many of hydrogen to form that union which is necessary to produce heat. This requires time, space, and air, and one thing more, viz., heat.
I presume that most of you have read Charles Williams' treatise upon "Combustion," which was published many years ago, and which until recently was often quoted as an absolute authority upon the art of burning fuel under boilers. Mr. Williams in his treatise accurately describes the chemistry of combustion, but he has misled the world for fifty years by an error in reasoning and the failure to discuss a certain mechanical fact connected with the combination of gases in the process of combustion. He said: "What is the use of heating the air put into a furnace? If you take a cubic foot of air, it contains just so many atoms of oxygen, neither more nor less. If the air be heated, you cause it to assume double its volume, but you have not added a single atom of oxygen, and you will require twice the space for its passage between the grate bars, and twice the space in the furnace, which is a nuisance; but if the air could be frozen, it would be condensed, and more atoms of oxygen could be crowded into the cubic foot, and the fire would receive a corresponding advantage." Mr. Williams proceeded upon this theory, and died without solving the perplexing mystery of as frequent failure as success which attended his experiments with steamship boilers. The only successes which he obtained were misleading, because they were made with boilers so badly proportioned for their work that almost any change would produce benefit.
Successful combustion requires something more than the necessary chemical elements of carbon, hydrogen, and oxygen, for it requires something to cook the elements, so to speak, and that is heat, and for this reason: When the coal is volatilized in the furnace, what would be a cubic foot of gas, if cold, is itself heated and its volume increased to double its normal proportion. It is thin and attenuated. The cold air which is introduced to the furnace is denser than the gas. With dampers wide open in the chimney, and the gases and air passing into the flues with a velocity of 40 feet per second, they strike the colder surface of the tubes, and are cooled below the point of combustion before they have had time to become assimilated; and although an opponent in a debate upon steam boiler tests once stated that his thermometer in the chimney showed only 250 degrees, and indicated that all the value that was practical had been obtained from the coal, I took the liberty to maintain that a chemist might have analyzed the gases and shown there were dollars in them; and that if the thermometer had been removed from the chimney and placed in the pile of coal outside the boiler, it would have gone still lower; but it would not have proved the value to have been extracted from the coal, for it was not the complete test to apply.
The condition of things in the furnace may be illustrated thus: If we should mingle a quart of molasses and a gallon of water, it would require considerable manipulation and some time to cause them to unite. Why? Because one element is so much denser than the other; but if we should mix a quart of the gallon of water with the quart of molasses, and render their densities somewhere near the density of the remaining water, and then pour the masses together, there would be a more speedy commingling of the two. And so with the furnace. I have always maintained that every furnace should be lined with fire-brick, in order that it shall be so intensely hot when the air enters that the air shall instantly be heated to the same degree of tenuity as the hot gases themselves, and the two will then unite like a flash—and that is heat. And here is the solution of the Wye Williams mystery of failure when cold air was introduced upon the top of a fire to aid combustion. The proof of the necessity for heat to aid the chemical assimilation of the volatilized coal elements is seen in starting a fire in a common stove. At first there is only a blue flame, in which the hand may be held; but wait until the lining becomes white hot, and then throw on a little coal, and you will find a totally different result. It is also seen in the Siemens gas furnace, with which you are doubtless familiar. There is the introduction of gas with its necessary complement of air. Until the furnace and retorts become heated, the air and gas flutter through only partially united, and do little good; but as soon as the retorts and furnace become thoroughly hot, the same gas and air will melt a fire-brick.
These are common phenomena, which are familiar, but apt to be unnoticed; but they logically point to the truth that no furnaces should present a cooling medium in contact with fuel which is undergoing this process of digestion, so to speak. It will be very evident, I think, from these facts that water-legs in direct contact with a fire are a mistake. They tend to check a fire as far as their influence extends, as a thin sheet of ice upon the stomach after dinner would check digestion, and for the same reason, namely, the abstraction of heat from a chemical process. If fire-brick could be laid around a locomotive furnace, and the grate, of course, kept of the same area as before, it is my belief that a very important advantage would be at once apparent. An old-fashioned cast iron heater always produced a treacherous fire. It would grow dead around the outside next to the cold iron; but put a fire-clay lining into it, and it was as good as any other stove.
If I have now made clear what I mean by making heat, we will next consider the steam boiler. What is a steam boiler? It is a thing to absorb heat. The bottom line of this science is the bottom of a pot over a fire, which is the best boiler surface in the world; there is water upon one side of a piece of iron and heat against the other. One square foot of the iron will transmit through it a given number of units of heat into the water at a given temperature in a given time; two square feet twice as many, and three, three times as many, and so on. Put a cover upon the pot, and seal it tight, leave an orifice for the steam, and that is a steam boiler with all its mysteries.
The old-fashioned, plain cylinder boiler is a plain cylindrical pot over the fire. If enough plain cylinder boilers presenting the requisite number of square feet of absorbing surface are put into a cotton mill, experience has shown that they will make a yard of cotton cloth about as cheaply as tubular boilers. If this is so, why do not all put them in? Because it is the crudest and most expensive form of boiler when its enormous area of ground, brickwork, and its fittings are considered. Not all have the money or the room for them. To produce space, the area is drawn in sidewise and lengthwise, but we must have the necessary amount of square feet of absorbing surface, consequently the boiler is doubled up, so to speak, and we have a "flue boiler." We draw in sidewise and lengthwise once more and double up the surface again, and that is a "tubular boiler." That includes all the "mystery" on that subject.
Now, we find among the mills, just as I imagine we should upon the railroads, that the almost universal tendency is to put in too small boilers and furnaces. To skimp at boilers is to spend at the coal yard. Small boilers mean heavy and over-deep fires, and rapid destruction of apparatus. In sugar houses you will see this frequently illustrated, and will find 16 inch fires upon their grates.
We have found that, as we could persuade mill owners to put in more boilers and extend their furnaces, so that coal could be burned moderately and time for combustion afforded, we often saved as high as 1,000 tons in a yearly consumption of 4,000.
Now, when the ordinary locomotive sends particles of coal into the cars in which I am riding, I do not think it would be unfair criticism to say that the process of combustion was not properly carried out. When we see dense volumes of gas emitted from the stack, it is evident that a portion of the hard dollars which were paid for the coal are being uselessly thrown into the air; and it will be well to remember that only a little of the unburnt gas is visible to the eye.
One point I wish to make is this: We find, as I have said, that as we spread out with boilers and furnaces in the mills, so that we can take matters deliberately, we save money.
Now, coming again to locomotives. I think, if we examine the subject carefully, the fact will strike us a little curiously. The first locomotive built in Philadelphia weighed about 14 tons. Judging from the cut I have seen, I should think her furnace might have been 30 inches square. We have gone from that little 14 ton engine to machines of 50 and 60 tons—perhaps more. The engines have been increased over four times, but I will ask you if the furnace areas have been increased (applause) in proportion? Some of the furnaces of the engines are six feet by three, but that is an increase of less than 3 to 1 of furnace, as against 4 to 1 of weight of engine.
When my attention was first called to this matter, I had supposed, as most people do who are outside of the railway profession, that there was something subtile and mysterious about railway engineering that none but those brought up to the business could understand. Possibly it is so, and I am merely making suggestions for what they are worth, but I think the position I have taken in this matter was established by some experiments of three weeks' duration, which I conducted between Milan and Como, in Italy, for the Italian government, in pulling freight trains up grades of 100 feet to the mile. The experiments were made with an engine built by the Reading Railroad.
We competed with English, French, Belgian, and Austrian engines. These machines required the best of fuel to perform the mountain service, and could use coal dust only when it was pressed into brick. We used in the Reading Railroad machine different fuels upon different days, making the road trip of 120 miles each day with one kind of fuel. We used coal dust scraped up in the yards, also the best Cardiff coal, anthracite, and five kinds of Italian lignite, the best of which possesses about half the combustible value of coal.
The results in drawing heavy freight trains were equally good with each fuel, the engine having at all times an abundance of steam on heavy grades, no smoke nor cinders, and no collection of cinders in the forward part of the engine.
The fireman arranged his fires at a station, and did little or nothing except to smoke his pipe and enjoy the scenery until he reached the next station. An incident occurred to prove that we were not playing with the machine. They told me one morning that we should be given a load of 25 per cent less than the maximum load of an engine of her class (30 tons). We started up the 100 foot grade, and found we could barely crawl, and our engineer got furious over it. He thought they were repeating a trick already attempted by screwing down a brake in ascending a grade. We detected it, however, and found a pair of wheels nearly red hot. Upon this occasion we found nothing amiss, except full cars where they had reported only a light load. We pulled to the top of the hill, the steam blowing off furiously all the time.
This was a new experience to the Italians, and might surprise some Americans. When we arrived at the station, the inspector-general and his corps of engineers were evidently amazed, and it was evident we had captured them. He said to me, "I can congratulate you, signor, on possession of a superb machine."
Afterward one of the engineers said to me: "Do not let it be known that I told you what you have hauled or I shall lose my place, but you have drawn 50 per cent more than the maximum load of one of our 40 ton engines." I said: "You attempted to 'stall' us, and when you try it again, be fair enough to give me a flat of pig iron, and as you pack cars on one end I will pack pig iron upon the engine until she will stick to the track, but rest assured that you will not be able to get that steam down." The experience with that engine proves conclusively to my mind that the general principles of steam making are the same for both stationary and locomotive practice. The grand secret of the success of that Wootten engine was the enormous area of the grate surface, being, if I remember correctly, 7 by 9 feet, permitting thin fires to be carried and complete combustion to be obtained before the gases reached the boiler tubes. An enormous crown sheet was presented, and that is where the bulk of the work of any boiler is done.
Thin fires accomplish this. As already stated, a given amount of coal generates a given amount of gas, and this gas requires a given amount of air or oxygen. This air must be supplied through the grate bars and then pass through the interstices of the mass of heated coal. It requires about 10 cubic feet of air to consume one cubic foot of gas. In stationary boilers we find that if we use "pea" and "dust" coal, an extremely thin layer must be used, or the 10 feet of air per foot of gas cannot pass through it; if "chestnut" coal be used, the thickness may be increased somewhat; "stove size" allows a thickness of six inches, and "lump" much thicker, if any wise man could be found who would use that coarse, uneconomical size. Of course, I am speaking of anthracite coal. Opinions differ about "soft coal," but the same general principle applies as regards an unobstructed passage of air through the hot bed of coal.
Now, it will be agreed that the locomotive of the future must be improved to keep up with the times. Fierce competition requires increased efficiency and reduced expenses. I am told by you railroad gentlemen that the freight business of the country doubles every ten years. Trains follow close upon each other. What are you going to do? Are you to double, treble, or quadruple your tracks?
It seems to me much remains yet to be done with the locomotive. We must burn a great deal less coal for the steam we make, and after we have made steam we must use that steam up more thoroughly. In the short cylinder required by locomotive service, the steam, entering at the initial pressure pushes the piston to the opposite end, and it then rushes out of the exhaust strong enough to drive another piston. Of every four dollars' worth of coal consumed, at least two dollars worth is absolutely thrown away. Or, of every ten thousand dollars spent for fuel, five thousand dollars are absolutely wasted. How can we save this? It would seem obvious that if steam rushes from the exhaust of an engine strong enough to drive another engine, the common sense of the thing would be to put another engine alongside and let the steam drive it, and we should get just so much more out of our four dollars' worth of coal. It seems evident that we must follow the lead of the steamship men, and compound the locomotive engine, as they have done with the marine engine.
Next we must attack the extravagant furnace, and increase its area and reduce the depth of the bed of coal. The difficulty of making this change seemed to me to be removed, on examining an engine on the Providence & Bristol Railroad, the other day. The machine was made at the Mason Works, of Taunton. It was an engine and tender combined, the truck being at the rear end of the tender, and the driver placed well in advance of the fire-box, so that the maximum weight of both engine and tender rested upon the drivers. In thus removing the drivers from the proximity of the fire-box, abundant facility is afforded for widening the fire-box, so as to obtain a grate area as large as that of the Wootten engine or of a stationary boiler. It seems to me the increase of grate area can be obtained only by widening; for a length of more than six or seven feet is very hard upon the fireman. You certainly cannot get more power by deepening present fire-boxes, except by an enormously increased waste of fuel, which all will concede is already sufficiently extravagant.
In arriving at the conclusion of these hasty and I fear somewhat incoherent remarks, I would say that the object aimed at for the improvement of the locomotive would be reached, first, by making steam economically, by employing such increased grate area as will permit running thin fires and moderate or comparatively slow draught; and, secondly, in economically using the steam which has been economically made by compounding the engine.
I have given you merely the views of an "outsider," who has had a somewhat extensive experience in stationary engineering, and who has observed locomotive practice in many parts of the world. These views are offered for what they are worth, as suggestions for future thought in designing engines, and as a sort of refresher upon rudimentary points which long familiarity with every-day phenomena causes us at times to overlook. I trust that your deliberations may aid in the speedy reduction of the expenses of transporting freight and passengers, for the benefit of the railroad companies and, in their turn, the advantage of the people at large.
Address before the June Convention of the Master Mechanics' Association.

Fig. 1—CITY OF ROME.
The author said that he hoped to bring before the meeting impartially certain facts which might be of interest, and which, when recorded in the pages of the "Transactions," might be found of some use as data for future reference. In dealing with passenger steamers, he would do so principally from a shipbuilder's point of view; but the moment he commenced to think over Atlantic passenger ships as a shipbuilder, he was met by the question whether the present tendency toward divorcing the passenger and cargo trade from each other is likely to continue or not. If the answer is yes, then it seems to become an important question, for the present at least, how to build, on moderately small dimensions, the fastest, safest, and most economical passenger steamer, using all the most modern improvements to make her commodious and luxurious, and an easy sea boat into the bargain. If cargo is still to be carried in the passenger ships of the future, a moderate speed only will be aimed at in the immediate future, and every effort will be devoted to economy of fuel, comfort, and safety, with a fair carrying capacity. This latter policy is one which may possibly prevail at least for a time, as it has powerful supporters in Liverpool; but he could not help thinking that very high speeds—higher than we have yet attained—must eventually gain the day. He also thought that they were on the eve of important movements, which will indicate what the next step in the passenger trade is to be; for it must be remembered, among other things, that none of our present English transatlantic liners, even the latest, have yet been fitted with the latest modern improvements for economy of fuel or quick combustion, such as triple expansion engines or forced draught. They must, therefore, be at some disadvantage, other things being equal, compared with the ships of the future possessing them. The Great Eastern steaming up Milford Haven about twenty-five years ago between two lines of the channel fleet of old—two and three decked wooden line-of-battle ships—the whole fleet saluting with yards manned, was a sight to be remembered. More than this, that ship, with all her mournful career, has been a useful lesson and a useful warning to all naval architects who seriously study their profession—a lesson of what can be done in the safe construction of huge floating structures, and a warning that the highest flights of constructive genius may prove abortive if not strictly subordinated to the practical conditions and commercial requirements of the times. The Sirius and Great Western crossed the Atlantic in 1838, and in 1840 the first ship of the since celebrated Cunard Company made her first voyage. This was the Britannia, which, with her sister ships, the Arcadia, Caledonia, and Columbia, kept up the mail service regularly at a speed of about 8½ knots an hour. The Britannia was 207 ft. in length between perpendiculars, and 34 ft. 4 in. extreme breadth, 22 ft. 6 in. depth of hold, 423 horse power—nominal—and 1,153 tons burden, built of wood, and propelled by paddles. In 1860 the Collins Line started in opposition to the Cunard, and, after a series of disasters, collapsed in 1858. This was three years after the Persia, the first Cunarder built of iron, had been completed. In 1850, also, the Inman Line was started with the City of Glasgow, of 1,600 tons builders' measurement, and 350 horse power. She was built of iron, and was the first screw steamer sent across the Atlantic from Liverpool with passengers, and was the pioneer of the great emigrant trade which Mr. Inman, above all others, did so much to develop and make cheap and comfortable for the emigrants themselves, as well as profitable to his company. That the builders of the celebrated old Great Britain, in 1843, and Mr. Inman, in 1850, should have pronounced so decisively in favor of the screw propeller in preference to the paddle for ocean steaming is a proof of their true practical judgment, which time and practical experience have made abundantly clear. While the Cunard Company went on developing its fleet from the early wood paddle steamer Britannia of 1,130 tons in 1840 to the iron paddle steamers Persia, etc., in 1858, the iron screw steamer China of 1862, to the still more important screw steamers Bothnia and Scythia, vessels of 4,335 tons, in 1874, the Inman and other lines were as rapidly developing in speed and size, if not in numbers. The year 1874 is memorable, for it saw the White Star steamers Britannic and Germanic put into the water, as well as the Inman steamer City of Berlin and the two before mentioned Cunard steamers, Bothnia and Scythia. By the addition of these two ships to their fleet the White Star Line, although started only in 1870, reached a front rank position in the New York passenger trade. The author gave in separate tables the logs of several of these ships, some from published documents and some kindly furnished by the owners. The Great Western had crossed the Atlantic from Bristol to New York in 15 days as early as 1838. The first Cunard steamer, the Britannic, was about the same speed, from 8¼ to 8½ knots an hour. The average duration of the Cunard voyages in the year 1856 was 12.67 days from Liverpool to New York, and 11.03 days from New York to Liverpool. The Bothnia, in 1874, reduced the passage to about nine days. The White Star Britannic, in 1876, averaged 7 days 18 hours 26 minutes outward from Queenstown to New York, and 9 days 6 hours 44 minutes homeward, and has averaged for the last ten years 8 days 9 hours 36 minutes outward, and 8 days 1 hour 48 minutes homeward. The City of Berlin, of the Inman Line, also built in 1874, 8 days 10 hours 56 minutes, and homeward 8 days 2 hours 37 minutes; and for the nine years from 1875 to 1883 inclusive, averaged outward 8 days 19 hours 56 seconds, and inward 8 days 8 hours 34 seconds; or, putting it into rounder figures, the Britannic had reduced the average passage between the two points to 8¼ days, and the City of Berlin to 8½ days. From the year 1874 on to 1879 no further advance was made in Atlantic steaming, but in that year the Arizona was added to the Guion Line, and it soon became evident that another important stride had been made in the Atlantic passenger trade, which would lead to most important results. The results, as we all know, have been sufficiently startling. The Guion Line, which had started in 1866 with the Manhattan, had now the fastest passenger ship on the Atlantic. In spite of burning some fifty per cent. more coal than the Britannic, the ship was an obvious commercial success. The spirited policy which brought her into existence was appreciated by the public, and the other lines had to move forward. Then followed a period of rivalry, the Cunard Company building the Gallia and Servia, the Inman Company the City of Rome, and the Guion Line the Alaska, all of which were completed in 1881, and afterward the Oregon for the Guion Line—1883—the Aurania the same year for the Cunard Company, and, later still, the America for the National Line, and the Umbria and Etruria for the Cunard Company in 1885.

Frames from outer edge of Tank to Upper Deck, 7 ×
3½ × 8/16 for 250 ft. Amidships, for 60 ft. before and abaft these
Points 6½ × 3½ × 6/16 at end of Vessel 5 × 3½ × 7/16, all spaced 24
in. apart and all carried to Upper Deck, double from Bilge to Bilge in
way of Engines.—Frames in Tank on Lattice and Solid Floors, 5 × 3½ ×
8/16, Intermediate Frames, 8 × 4 × 9/16—Rev: Frames, 4½ × 3½ × 8/16,
carried to Upper and Main Deck alternately double, 4½ × 4½ × 8/16 from
Bilge to Bilge in E and B space.
Fig. 2—SERVIA.
Since the completion of the Etruria, for various reasons there has been a pause in the tremendous strides made since 1879, and we may briefly review the results. Taking the Britannic as a standard with her ten years' average of 8¼ days across, and her quickest passage of 7 days 10 hours 53 seconds, we have now the following steamers of higher speeds. Taking them in the order of their absolutely fastest passage out or home, they stand thus:
TABLE I.
| Days. | Hours. | Mins. | ||
|---|---|---|---|---|
| 1 | Etruria. | 6 | 5 | 31 |
| 2 | Umbria (sister ship). | slightly longer. | ||
| 3 | Oregon. | 6 | 10 | 35 |
| 4 | America. | 6 | 13 | 44 |
| 5 | City of Rome. | 6 | 18 | 0 |
| 6 | Alaska. | 6 | 18 | 37 |
| 7 | Servia. | 6 | 23 | 55 |
| 8 | Aurania. | 7 | 1 | 1 |
It will thus be seen that from the 15 days' passage or thereabout, of the earliest Atlantic steamers, we had got down in the days of the Scotia to about 9 days; in the Britannic to 8¼ days, and, at the present time, we have got to 6¼ days, with seven ships afloat that have done the passage under seven days, and capable of making their average passages range between 6½ and 7¼ days.
Ranged in order of gross tonnage, these eight vessels stand as follows:
TABLE II.
| 1. City of Rome. | 8,144 |
| 2. Oregon. | 7,375 |
| 3. Aurania. | 7,269 |
| 4. Servia. | 7,212 |
| 5. Umbria. | 7,129 |
| 6. Etruria. | 7,100 |
| 7. Alaska. | 6,586 |
| 8. America. | 5,528 |
Here the America shows to advantage, for while being eighth in size she is fourth in point of speed, and from what the author can learn, although he had no authenticated details on the subject, he believed she is economical in coal consumption. He might perhaps be permitted to say that one of the most difficult subjects in connection with the propulsion of ships on which to get absolutely accurate data is that of coal consumption. The records of six to eight hours' trials for the purpose of ascertaining the coal consumption are absolutely worthless, as all shipbuilders and engineers know, and so far as English ships are concerned they are never attempted. Foreign owners frequently stipulate for such trials in their contracts with English shipbuilders, and get wonderfully economical results on paper, but the fact that the trials only extend over a few hours renders them valueless, however carefully the coal may be weighed during that period. An authentic record of the absolute quantity of coal consumed, say by each of the eight fastest Atlantic liners, together with their average indicated horse power on the voyage, for a series of voyages, would be extremely valuable.
He gave, in Table III., the consumption per indicated horse power per hour for a number of ships. This table affords valuable data, for it gives, in addition to the dimensions, the moulded draught of water, the midship area, the displacement, the indicated horse power, the speed on trial, the coefficients for the lines both from the block or parallelopipedon, and also from the midship section prism, together with the length and angle of entrance obtained by Kirk's rule, the Admiralty displacement coefficient, together with the coal consumption per day and per indicated horse power per hour.
Fig. 3—OREGON.
This table, as will be seen, contains some of the most important of the Atlantic liners, and also a number of other typical ships, which will add a variety to its interest and a value to it. The coefficient, which is contained in the thirteenth column of the table, viz.:
| Dis 2/3 × speed³ | |
| —————————— | |
| I.H.P. × | √(entrance.) 10 |
generally comes out for ships of similar type more nearly a constant in the true sense of the word than the corresponding Admiralty constant. As an example, we have the curves of resistance and horse power for the City of Rome and the Normandie, a large vessel of 6,000 tons, which the Barrow Company built for the Compagnie Generale Transatlantique, in which the coefficient of fineness and the form of the lines pretty closely resemble each other below water; and if we take from the curves the corresponding speeds and horse powers, and work out the constants by the two systems, we have at 14 knots the Admiralty constant for the City of Rome 322.2, and for the Normandie 304.8; and taking for a modified form of constant, the City of Rome gives 253.7 and the Normandie 251.9, which, as will be seen, are much closer together. Similarly, at 15 knots the Admiralty constant for the City of Rome is 310, and for the Normandie 295.2, while a modified constant comes out for the former at 245, and for the latter 244, again agreeing almost identically. The same at 16 knots, for the City of Rome the Admiralty constant comes out 297.6, and for the Normandie 282.8, while a modified constant comes out for the two ships 234.4 and 233.7 respectively, again showing marked agreement. It may be mentioned that in these two ships the engines are of a similar type, being three-crank tandem engines, and the propellers have in both pitch and surface practically the same proportions to the power and speed. The value of these modified constants will probably be found to increase as the speeds increase up to the limit and beyond that point at which wave resistance becomes an important factor.
TABLE III.
| Name | Length | Breadth | Moulded draught | Midship area | Dist. | Indicated H.P. | Speed | Block coefficient | Midship section coefficient | Prismatic midship section coefficient |
|
|
Kirk's system | Coal consumption | Cylinders | Boilers | Working Pressure | ||||||||||
| Length of entrance | Angle | Per day | Per I.H.P. | Diameter | Stroke | Heating surface | Bar surface | ||||||||||||||||||||
| ft. in. | ft. in. | ft. in. | Ins. | Ins. | Lbs. | ||||||||||||||||||||||
| City of Rome | 542 6 | 52 0 | 21 5½ | 1031 | 11,230 | 11,890 | 18.235 | .649 | .925 | .702 | 255 | 201.3 | 161.27 | 8° 29' | 185 | 2.2 | {3 @ 46 } {3 @ 86 } |
72 | 29,286 | 1398 | 90 | ||||||
| Normandie | 459 4 | 49 11 | 19 9¾ | 892 | 7,975 | 6,959 | 16.66 | .614 | .901 | .681 | 265 | 219.5 | 146.41 | 8° 44' | 148 | 2 | {3 @ 35 7/16} {3 @ 74 7/8} |
67 | 21,404 | 756 | 85.2 | ||||||
| Furnessia | 445 0 | 44 6 | 22 2½ | 893 | 8,578 | 4,045 | 1 14 | .682 | .903 | .755 | 284 | 273 | 108.7 | 10° 28' | 97 | 2.2 | 49-100 | 66 | 10,396 | 440 | 90 | ||||||
| Arizona | 450 0 | 45 1½ | 18 9 | 758 | 6,415 | 6,300 | 17 | .589 | .895 | .658 | 269.2 | 217 | 153.79 | 7° 30' | — | — | {1 @ 62 } {2 @ 90 } |
66 | — | — | 90 | ||||||
| Orient | 445 0 | 46 0 | 21 4½ | 904 | 7,770 | 5,433 | 15.538 | .621 | .919 | .676 | 270.8 | 225 | 144.17 | 8° 21' | — | — | {1 @ 60 } {2 @ 85 } |
60 | — | — | 75 | ||||||
| Stirling Castle | 420 0 | 50 0 | 22 3 | 990 | 7,600 | 8,396 | 18.4 | .569 | .889 | .639 | 286.8 | 233.7 | 151.3 | 8° 22' | — | — | {1 @ 62 } {2 @ 90 } |
66 | 21,161 | 787 | 100 | ||||||
| Elbe | 420 0 | 44 9 | 20 0 | 807 | 6,350 | 5,665 | 16.571 | .591 | .901 | .655 | 275.5 | 229 | 144.6 | 7° 56' | — | — | {1 @ 60 } {2 @ 85 } |
60 | — | — | — | ||||||
| Pembroke Castle | 400 0 | 42 0 | 17 0 | 648 | 5,130 | 2,435.8 | 13.25 | .623 | .623 | .692 | 284 | 258 | 122.9 | 8° 49' | 44 | 1.7 | 43 and 86 | 57 | 7,896 | 288 | 99 | ||||||
| Umbria and Etruria | 500 0 | 57 0 | 22 6 | 1090 | 9,860 | 14,321 | 20.18 | .538 | .896 | .637 | 260 | 191.8 | 184 | 6° 52' | 315 | 2.1 | {1 @ 71 } {2 @ 105 } |
72 | 38,817 | 1606 | 110 | ||||||
| Aurania | 470 0 | 57 0 | 20 0 | 1020 | 8,800 | 8,500 | 1 17.5 | .575 | .942 | .632 | 266 | 204.6 | 170 | 8° 38' | 215 | 2.2 | {1 @ 68 } {2 @ 91 } |
72 | 23,284 | 1001 | — | ||||||
| America | 441 8 | 51 3 | — | — | 6,500 | — | 1 17.8 | — | — | — | — | — | — | — | 185 | — | {1 @ 63 } {2 @ 91 } |
66 | — | 882 | — | ||||||
| Oregon | 501 0 | 54 2 | 23 8 | 1150 | 11,000 | 13,300 | 18.3 | .599 | .849 | .67 | 227.9 | 190 | 164.3 | 9° 39' | 310 | 2.2 | {1 @ 70 } {2 @ 104 } |
72 | 38,047 | 1428 | 110 | ||||||
| Servia | 515 0 | 52 0 | 23 3½ | 1046 | 10,960 | 10,300 | 1 16.9 | .610 | .862 | .71 | 231 | 192 | 145.3 | 10° 42' | 205 | 2 | {1 @ 72 } {2 @ 100 } |
78 | 27,483 | 1014 | — | ||||||
| Scotia, P.S. | 369 0 | 47 6 | 19 9 | 867 | 6,000 | 4,632 | 1 14.31 | .605 | .92 | .65 | 208.9 | 186 | 126.8 | 13° 21' | 168 | 3.4 | — | — | — | — | |||||||
| Alaska | 500 0 | 50 0 | 21 0 | 949 | 9,210 | — | — | .614 | .904 | .679 | — | — | 160.23 | 8° 2' | — | — | {1 @ 68 } {2 @ 100 } |
72 | — | — | 100 | ||||||
| Aller | 438 0 | 48 0 | 21 0 | 907 | 7,447 | 7,974 | 17.9 | .590 | .899 | .656 | 277 | 225 | 150.6 | 8° 10' | — | — | {1 @ 44 } {1 @ 70} {1 @ 100 } |
72 | 22,630 | 799 | 150 | ||||||
| Ems | 430 0 | 46 10 | 20 7½ | 877 | 7,030 | 7,251 | 17.55 | .593 | .907 | .652 | 273 | 223 | 149.4 | 8° 40' | — | — | {1 @ 62 } {2 @ 86 } |
60 | 19,700 | 780 | 100 | ||||||
1 Mean speed of a voyage across the Atlantic Ocean.
The author next considered the strains to which a ship is exposed, and stated that he had before him the calculations for three of the largest vessels, two of them of iron and the other of steel; and he found, in the case of the iron, the maximum tension on the gunwale during the greatest hogging strains likely to be endured at sea would not exceed about six tons per square inch, while in the case of the steel ship it is only about 6½ tons. These strains are well within the limits of safety, and a comparison of the scantlings of these with the others justifies the assertion as to their general safety from a structural point of view. The sections of these three ships are shown in Figs. 1, 2, and 3, with their principal scantlings. It will be seen from these sections that the three ships differ materially in their mode of construction. In the case of Fig. 1, which represents the City of Rome, the largest of the three, it will be seen that the main framing of the vessel is entirely transverse, with very heavy keelsons in the bottom, and large partial bulkheads or web frames, and the outside plating arranged on what is termed the edge to edge principle, with a great portion of it double. In the next section, Fig. 2, the Servia, which is built of steel, on the other hand, the bottom is built on the longitudinal cellular system, the first application, he believed, of this system to an Atlantic liner. The plating of the Servia is of the usual alternate outer and inner strake system, partly double; while the third section, the Oregon, approaches more nearly to the ordinary system of framing and plating usually adopted, but it will be seen that she was well tied in the bottom by very heavy intercostal and plate keelsons, as well as in the top by heavy stringers and sheer strakes, with much of her plating doubled, and heavy web frames inside. The author next considered the question of stability, and went on to deal with the subject of twin screws, and stated that the Barrow Shipbuilding Company has done more in the way of planning and designing for the adoption of twin screws lately than for any other mode of propulsion, and this chiefly for passenger steamers. He did not attach much importance to the particular form of the blade either in single or twin screws, as he believed so long as the disk area, the surface, and pitch were properly adjusted to the speed of the vessel, and to enable the engines to use, at the maximum speed, just the full quantity of steam that the boilers can make, we have got pretty nearly as far as we can get. To fix these dimensions of the propeller accurately at the present time, and without further knowledge of the action of the screw on the water, was, he thought, impossible. All the rules and formulæ are empirical. The best one he knew is given in Table IV., due to Mr. Thom, the head of the Barrow Company's engineering drawing office, and at present acting manager, who has used it for some years in practice. These formulæ are based upon the assumption that the area of propeller disk should be proportional to the indicated horse power, divided by the cube of the speed, and the same with the projected area of the propeller and also the surface.
TABLE IV.
Particulars of Propellers and Constants.
| Ship. | Length of ship. | Disk constant. | Proj. surf. constant | Feet per minute. Speed of tips. |
|---|---|---|---|---|
| City of Rome. | 542 | 220 | 69 | 4,715 |
| Normandie | 459 | 250 | 66 | 4,099 |
| Furnessia | 445 | 223 | 69 | 3,654 |
| Eden | 300 | 211 | 64 | 3,080 |
| Yorouba | 270 | 213 | 63 | 3,202 |
| Taygete | 260 | 238 | 56 | 3,166 |
| Kow-shing | 250 | 171 | 69 | 3,369 |
| S.Y. Monarch | 152 | 221 | 65 | 4,040 |
| S.Y. Aries | 138 | 179 | 56 | 2,986 |
| Twin screw Fenella | 200 | 244 | 64 | 2,890 |
| Twin screw H.M.S. Fearless1 | 220 | 277 | 67 | 5,022 |
| Twin screw H.M.S. Iris | — | 4545 | 1355 | —— |
| Twin screw H.M.S. Iris2 | 300 | 412 | 221 | —— |
| Twin screw H.M.S. Iris3 | 300 | 346 | 99 | 4,961 |
| Twin screw H.M.S. Iris4 | 300 | 439 | 82 | 5,309 |
1 Estimated with a speed of 17.5 knots and 3,370 I.H.P.
2 With the first propeller at the estimated speed of 17.5 knots and 7,000 I.H.P.
3 With four bladed modified Griffith's on actual trial.
4 With two bladed modified Griffith's on actual trial.
5 Constants obtained from first propeller calculated from a speed of 18.5 knots and 7,500 I.H.P.
| Disk constant = | Area of propeller disk × speed of ship in knots.³ I.H.P. |
| Projected area of constants | Projected area of propeller × speed of ships in knots.³ I.H.P. |
Expanded area constants may be obtained and used in the same way.
The discussion which followed was opened by Mr. Holt. He said that if they were to have greater speed on the Atlantic, there was one point which was not alluded to in the paper, and that was the total abolition of cargo on board the great passenger steamers. If vessels were built solely for passenger traffic, they would be able to insure greater speed by reason of the greater slightness in build and the additional space at the command of the designer. The existing Atlantic express steamer was far too heavy, and might, if cargo was dispensed with, be made with finer lines and more yacht-like. He looked on the proposition to fit such vessels with longitudinal bulkheads with great fear. If a collision took place—such, for example, as that which sunk the Oregon—water would get access to one side only of the ship, and it was not at all improbable that if a sea was on, she would turn right over. At all events, very serious risk would be involved.
Mr. W.H. White, Chief Constructor to the Admiralty, said the question of twin screw propulsion was one of special interest to himself, and had been so for many years. In 1878 he dealt with it as fully as he then could on the basis of the Admiralty data, and he then ventured to say everything in favor of twin screws that Mr. John had said in his paper. If greater power than that now used in such a ship as the Etruria, for example, were demanded, two screws must be used. Good as are the results obtained with the Etruria, it was by no means certain that still better might not be had. If she had been fitted with two screws instead of one, very great advantage would be gained by the greater submergence of the twin screws, as thus racing would be almost wholly prevented.
Mr. Calvert urged that more attention should be devoted to studying the relative values of different portions of the propeller.
The sitting was then suspended. In the afternoon, as we have already stated, the members visited the steamship Germanic on the invitation of Messrs. Ismay, Imrie & Co., subsequently proceeding to Messrs. Cope Brothers' tobacco works, and thence to the exhibition, where the dinner of the Institution took place in the evening.
On Friday morning no paper was read; some official business was transacted, and this being done, the discussion on Mr. John's paper was resumed.
Mr. Biles remarked that there were many advantages in the use of twin screws which had not been sufficiently taken into account. When a ship with twin screws was being handled in dock there was greater maneuvering power, and therefore less liability for the ship to come in contact with the walls, although, if she did so, there would be greater probability of damage to the propellers. He thought means could be easily devised of protecting the screws when the ship was in dock. Another of the incidental advantages connected with twin screws was that smaller engines and smaller propellers were required, and therefore they might run them at a higher speed. They would also get lighter machinery with twin screws, and there would be less liability to have bad castings and forgings in the smaller engines, and of course the cost would be less.
With respect to the question of the middle line bulkheads, he could not quite agree with Mr. John as to the great advantages of them in a big passenger steamer. He thought there would be greater difficulty in managing a ship so built if she was in danger of sinking. Increased subdivision in a longitudinal direction was a very desirable thing, and almost necessary for a condition of immunity from sinking. In future Atlantic steamers longitudinal bulkheads should be placed not in the middle line, but nearer the sides of the ships, and they should recognize the fact that they had engines and boilers in different compartments, and make arrangements whereby the ship would still float, although the doors in these compartments were kept open. The proper way to arrive at that was to have a ship with great beam, and to have two longitudinal bulkheads at considerable distances from the sides of the ship, subdivided as completely as possible, both under and above water, so that, even supposing they got water into the space between one bulkhead and the side of the ship, they would have sufficient buoyancy in the other parts of the ship to keep her afloat. Broad ships must necessarily mean deep ships, in order to have comfort at sea. They were limited in length, and first came the question how many passengers they wanted to carry. The experience of a ship like the America—which was only 400 ft. in length—showed it was not necessary to go to great length to have great speed. A ship of 400 ft. to 430 ft. in length, 65 ft. of beam, and with a depth of 45 ft., would be a ship of proper dimensions for the Atlantic trade, and he believed it quite possible to build a vessel of special construction of about 7,000 tons gross register which should steam with less consumption of coal than the Umbria and Etruria at a rate of 22 knots, crossing the Atlantic from Liverpool to New York in six days. He thought that was likely to be the vessel of the future, and that it would be quite as commercially successful as the Umbria or Etruria.
Mr. J. Campbell remarked that at present the great American liners had only the ordinary compound engines, and he thought that, instead of converting them to triple expansion, they should take a step further at once, and adopt quadruple expansion engines. This class of engines was being very successfully built in various parts of the country. He should recommend the adoption of a three-crank six-cylinder engine.
Mr. Hamilton did not think it had been demonstrated that greater efficiency had been got out of twin screws than out of single screws; but there was no doubt they would tend to additional safety.
Mr. Martell said that when they had got satisfactory data, twin screws would be adopted for ships requiring great speed; but they had not got that data at present.
Admiral Sir John Hay, referring to twin screws as applying to sea-going steamers which might be employed for imperial defense, said it was quite certain that the defense of their extended commerce would always require to be assisted by ships such as the Oregon and other magnificent vessels which had been used for that purpose on a recent occasion. He believed that for war purposes the twin screw was recognized by all naval men as having very many advantages. If that were so, it was quite evident that it would be a great advantage, under such conditions as occurred at the loss of the Oregon, if the compartments could be made completely water-tight; and the twin screw, with the separation of the ship longitudinally, gave them the very greatest possible protection. They could not trust to bulkheads that were only closed occasionally by doors. What was required for war purposes was the entire and complete isolation of different parts of the ship, having always practically closed communications between them.
Mr. John then replied on the general discussion. He was pleased to find that they had faith in the future of the twin screw and of subdivision. The public had a right to demand greater safety than they at present had on the Atlantic, or could have with a single screw.
A paper recently read before the Institution of Naval Architects.
The following is a copy of the last examination paper given to candidates who are desirous of employment in the constructive departments of the municipality of New York:
N.B.—In case candidate does not remember formula or method of solving any problem submitted to him, let him name any work upon the subject where such formula or method may be found.
/ (6-2/7 - 4-5/9) × 8-7/16 × 67873.367 ,
\/ 4-4/12
and show your work.a + / a² - x² = x b \/ x² b
The wave of pleasure and enjoyment which flooded everything has passed. Heidelberg, usually so quiet, assumed the role of a city of the world, and all was bustle and excitement in the streets, which were hung with flags and other decorations. The trains constantly brought new accessions to the crowd, and gayety and mirth reigned supreme.
The dedication of the renovated Aula of the University served as a prelude to the festivities of the week. On this occasion a splendid flag, embroidered by order of the wives of the faculty of the Academy, an equally costly cover for the scepter, and a silver inkstand were added to the treasures of the University. Conspicuous among the numerous presents received were a richly carved set of furniture—the gift of former students from Switzerland—and all the publications of certain book dealers.
On the afternoon of August 2, the Grand Duke and Duchess arrived in Heidelberg, where they were received with much enthusiasm. They remained at the modest palace during the time of the jubilee, and whenever they appeared they were greeted with expressions of patriotism and love. On the evening of the 2d, the Oberburgermeister, Dr. Wilckens, extended a hearty welcome to the guests who had gathered in the over crowded hall. Vincenz Lachner conducted the musical part of the entertainment, which was charming. The German Crown Prince arrived early on the 3d, so as to accompany his royal cousins to the service in the beautifully decorated Heiliggeistkirche, on which occasion Prof. Bassermann spoke with great effect. At 11 o'clock, the Court appeared in the Aula, where the Grand Duke presided, in virtue of his office of "Rector Magnificentissimus." His address was followed by those of the Crown Prince; the Prorector Geheimrath, Dr. Bekker; Edward Zeller, of Berlin; Jules Zeller, of Paris; and others. In the evening the citizens and strangers were attracted to the Jettenbühel by the festival at the castle; from 7:30 until 10 o'clock the nobility held court in the Bandhause. The scene was like fairyland, all the outlines of the castle were marked by thousands of small lights, and the court was lighted by great candelabra. In the ever-increasing crowd it was difficult to find a place and to obtain refreshments, which were given out in immense quantities by the State.
On the morning of the 4th the people thronged again to the Heiliggeistkirche to listen to the address of the Geheimrath, Dr. Kuno Fischer, on the fate of the Palatinate and Heidelberg, which was preceded and followed by music. After this the participants in the festival were brought together by a dinner in the Museum Hall, and seldom have speeches so inspired an audience as did those of the Grand Duke and the Crown Prince. Never has Heidelberg seen such a torch-light procession as that formed by the students in honor of their Rector; 3,000 torches lighted him to the City Hall. He thanked them, and proposed cheers for the Crown Prince.
On the morning of the 5th there was the presentation of degrees. In the afternoon a special train carried four hundred people to Karlsruhe, where the royal party held a great reception. The capital was decorated with flags, the city parks were lighted with Bengal lights, there was music, and a song by the patriotic bard Vierordt was sung.
All the splendor and interest shrank into insignificance before the grand historical procession on the morning of the 6th, which made a lasting impression on the minds of all. The throng of 100,000 people watched quietly while the whole history of the Palatinate passed in review before them. The procession illustrated this history much better than it could have been told by any professor or any book. There was not a vacant space to be found, extra trains having brought more spectators, and yet everything passed off quietly and without accident. In the evening there was a heavy shower, which freshened everything, leaving no ill effects to be seen the next morning, which was more than could be said of many of those who attended the imposing Commerse of the Heidelberg students. As a former student, the Grand Duke appeared among the 6,000 visitors at the Commerse, where he presided and spoke enthusiastically of the Emperor. Other speeches followed, until the conversation became so animated that even Von Treitschke, who was received with an ovation, could not be heard. At midnight the court retired and the Fidelitas succeeded to their rights.
On the 7th the time was spent in excursions and carousing until the illumination of the castle began. I never saw an illumination of the ruins which could compare in beauty with that of the 7th. The night was favorable for fireworks, until finally they were rivaled by the moon, numerous boats trimmed with colored lanterns passed along the river, there were fire-wheels on the bridge, water fireworks on the river, and the quiet was disturbed alternately by the rockets and music, and when the names of the Grand Duke and Duchess, crowned with brilliant fire, appeared over the water, there was an involuntary outburst of enthusiasm. If the old Elector and Electoress could have been present at the closing entertainment of the jubilee, on the evening of the 8th, they would have rejoiced to see the new life brought to the ruins by their successor.—Illustrirte Zeitung.
From this extensive paper it appears that the matters chiefly used in tanning are the bark of the oak, containing from 6.04 to 4.37 per cent. of tannin according to the season, that of willows, of the elm, and the birch. The leaves of the arbutus, employed in the governments of Kasan, Viatka, and Perm, contain about 16 per cent. of tannin, while the root of wild sorrel (Rumex acetosella) contains 12 per cent. For removing the hair from hides, a lye made from wood ashes is still employed. The softening of the leather is effected by means of the excrement of dogs, which acts on the leather by means of the biliary acid present, which forms with soda a kind of soap. After tanning, white Russia leather is coated with a mixture of tar and seal oil. Black Russia leather is dyed with alum, extract of sanders, and ferrous sulphate. Horse hides are tanned to a great extent for sole leather.—M. Ryloff.
[Table referred to in a paper read before the Birmingham Photographic Society by G.M. JONES, M.P.S.]
| SUBSTANCE. | IMPURITIES POSSIBLY PRESENT. | TESTS. |
|---|---|---|
| Ammonia, NH3 Molec. Wt. 17 |
Carbonic acid | Renders lime-water milky. |
| Dissolved solid matter | Residue left on evaporation. | |
| Chlorides | After acidulating with nitric acid, it gives a precipitate with silver nitrate, which after washing is readily soluble in ammonia and reprecipitated by nitric acid. | |
| Sulphates | After acidulating with nitric acid, it gives a precipitate with barium nitrate. | |
| Lime | A white precipitate with oxalate of ammonium. | |
| Lead is often present, derived from the action upon flint glass bottles | Black precipitate with sulphureted hydrogen. | |
| Nitric acid, H, NO3 Molec. Wt. 63 |
Traces of sulphuric acid | After dilution it gives a precipitate with barium nitrate. |
| Chlorides | After dilution it gives a precipitate with silver nitrate. | |
| Peroxide of nitrogen | The acid is yellow. | |
| Iodine may be present if the acid be prepared from sodium nitrate. | After dilution and cooling it gives a blue color with starch, paste, or mucilage. | |
| Hydrochloric acid, HCl Molec. Wt. 36.5 |
Free chlorine | Liberates iodine from solution of potassium iodide. See also "Chlorides," nitric acid. |
| Sulphuric acid | As above for nitric acid. | |
| Perchloride of iron | Yellow color. Brown precipitate with ammonia added till it smells slightly. | |
| Sulphuric acid, H2SO4 Molec. Wt. 98 |
Bisulphate of potassium | Residue on evaporation. |
| Sulphate of lead | Milkiness on dilution. May be completely freed from lead by diluting with three or four times as much water, and allowing to settle. | |
| Acetic acid (glacial), H C2H3O2 Molec. Wt. 60 |
Water | Does not solidify when cooled to 17° C. (53º F.) |
| Sulphurous and hydrochloric acids | White precipitates with silver nitrate. | |
| Aldehyde, or volatile tarry matter | Blackens in the light after adding silver nitrate. | |
| Organic sulphuric acid | Smell of garlic. | |
| Citric acid, H3C6 H5O7H2O Molec. Wt. 210 |
Tartaric acid | Strong solution of potassium. Acetate added to a strong solution of the acid will deposit white crystalline bitartrate. |
| Pyrogallic acid, (C6H3)HO3 Molec. Wt. 126 |
Metagallic acid | Black residue, insoluble in water. |
| Silver nitrate, AgNO3 Molec. Wt. 170 |
Free nitric acid | Reddens litmus paper. (Neutral silver nitrate does not affect litmus.) |
| Potassium carbonate, K2CO3 Molec. Wt. 138 |
Chlorides and sulphates | Same as for ammonia. |
| Potassium iodide, KI Molec. Wt. 166 |
Potassium carbonate | A strong solution is alkaline to test paper. |
| Sulphates and chlorides | Same as for ammonia. | |
| Potassium iodate | A pretty strong solution becomes yellow from liberation of iodine on addition of dilute sulphuric acid or, better, a strong solution of citric acid. | |
| Potassium bromide, KBr Molec. Wt. 119 |
Similar to potassium iodide | See potassium iodide. |
| Sodium carbonate, Na2CO3 Molec. Wt. 106 |
Chlorides and sulphates | Same as for ammonia. |
| Sodium chloride, NaCl Molec. Wt. 58.5 |
Chloride of calcium Chloride of magnesium |
Oxalate of ammonium (after addition of a little acetic acid) gives a milkiness, or precipitate, indicating calcium; filter this out and add ammonia, chloride of ammonium, and phosphate of sodium (clear solutions). A precipitate indicates magnesium. Both the above cause dampness in wet weather. |
| Sodium sulphate | As for "sulphates" in ammonia. | |
| Potassium cyanide, KCN Molec. Wt. 65, and hydrate, KHO Molec. Wt. 56 |
Potassium carbonate nearly always present | Effervescence with dilute acids, giving off a gas carbonic anhydride, which renders lime-water turbid. |
| Kaolin | Chalk | Effervescence with dilute acids. |
| Water, H2O Molec. Wt. 18 |
Sulphates and chlorides | Same as for ammonia. |
| Calcium carbonate, temporary hardness | Deposited by boiling. Test as for calcium chloride. See sodium chloride. | |
| Ammonia, almost always present in distilled and rain water | Brown coloration, or precipitate with Nessler's reagent. | |
| Gelatine | Alum | Ash, sometimes as much as ten per cent. |
| Fatty matter | Separated by precipitation with alcohol. Dissolved out by ether or benzine, and left as a residue on evaporation of the solvent. | |
| Ammonium bromide (NH4)Br Molec. Wt. 98 |
Potassium bromide or other non-volatile bodies | Leaves a residue when heated. |
| Ammonium chloride | Same as for chlorides in ammonia. | |
| Pyrogallic acid | Powdered glass | Left behind on solution. |
| Potassium iodide | Potassium bromide | The crystals of bromide are usually more transparent than those of iodide, but no reliance can be placed on this. |
| Silver nitrate | Potassium nitrate, sometimes present in the fused sticks—not in the crystals | Will not yield the full quantity of chloride on precipitation with HCl. Gives a purple color to flame. |
| Sulphuric acid | When vended as pure, it invariably contains a trace of iron. Common acid is also liable to contain arsenic, selenium, thalium, and many other substances. | No easy test can be given, as the substances are so numerous some of them volatile, and most require separation from the acid before detection. |
| Organic matter, as a piece of straw in a carboy of acid | Gives a brown color to the acid. | |
| Hydrochloric acid | Arsenic | Marsh's test. |
| Some yellow samples contain no iron, but an organic salt, and give an alkaline ash on ignition of the residue after evaporation | Reinsh's test; a small piece of copper foil becomes coated on boiling in dilute acid. | |
| Calcium chloride | Calcium hydrate | The clear filtered solution made with distilled water is alkaline to test paper, and gives a precipitate on breathing into it through a tube. |
| Pure (?) chemicals generally | Broken glass, bits of straw, wood, paper, etc. | These impurities either float or sink on solution, and may easily be seen. |
G.M. JONES, M.P.S.
The Chancelade quarries near Perigneux, which caved in Oct. 22, 1885, under circumstances that are still fresh in the minds of all, have gained a celebrity that renders it unnecessary for us to revert to the details of the catastrophe. It will suffice to recall the fact that after the accident a private committee was formed for the purpose of making an attempt to save the five victims who had been surprised in the drifts, and who happened to be in the bottom levels.
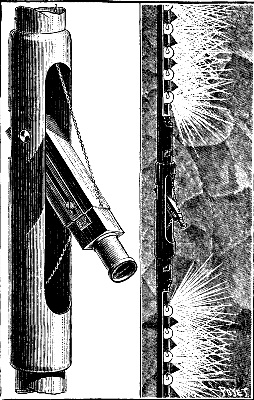
FIG. 1.—PHOTOGRAPHIC EXPLORING APPARATUS.
The Lippmann establishment at once offered to make a boring by means of which it would be possible to communicate with the galleries in which the men were imprisoned, but, despite the most active efforts, success was found impossible. In order to satisfy public opinion, the committee resolved to bore a well 12 inches in diameter to a depth of 23 feet, that should permit of reaching the gallery; but this did not render the latter accessible. How was it to be seen what had occurred, how was it to be made certain that the men were dead, and that all hope of rescue must be abandoned? To Mr. Langlois, a Parisian photographer, was confided an order to construct a special apparatus which might be let down to the bottom of the well by a cord, and which, being capable of operating from a distance, should furnish the required information through sensitized plates. As may be seen, this operation presented peculiar difficulties, although Mr. Langlois was enabled to overcome these with much skill.
The photographic apparatus that the ingenious operator constructed was contained in a metallic case that could be let down into the bore hole. The upper and lower parts of the contrivance were provided with incandescent lamps, that could be lighted or extinguished from a distance, by means of conductors. The photographic apparatus, properly so called, formed of an objective and camera with its sensitized plate, was inclosed in a cylinder 3½ inches in diameter. By means of a cord drawn at the mouth of the well, the apparatus could be made to issue from its vertical sheath, and to pivot around its axis so as take views in different directions (Fig. 1).
The entire affair was suspended by twelve-foot iron rods, connected with each other end for end.
In using the apparatus, the operating was done in a shanty, which served as a dark room. The device was let down into the bore well until it touched bottom. At this moment a cord was pulled so as to raise the camera, and then a few moments were allowed to elapse in order that the apparatus might become immovable. As the objective was all the time in the dark, it had neither cap nor shutter, but was unmasked from the beginning of the operation.
In order to form an impression on the plate, it was only necessary to give light; this being easily done by passing an electric current by means of a commutator, so as to light the incandescent lamps. At the end of the exposure, the lamps were extinguished and the entire apparatus was immersed in darkness. The mean time of exposure was from four to five minutes. The apparatus was then hauled up, and the negative developed.
The experiments could be renewed as often as necessary, and the apparatus be pointed in all directions by turning it a certain number of degrees by means of a lever attached to the upper rod. In this way were obtained various views of the inaccessible gallery in different planes.

FIGS. 2 AND 3.—REPRODUCTION OF PHOTOGRAPHS TAKEN IN THE INACCESSIBLE GALLERIES.
We reproduce herewith two of Mr. Langlois' most interesting photographs. One of these shows the head of the corpse of a young miner whose face stands out in relief against the side of the gallery (Fig. 2) the other shows a wheel and a lot of debris heaped up pell-mell (Fig. 3).
The series of proofs obtained from small negatives, two inches square, gave the completest sort of information in regard to the aspect of the subterranean gallery.
The exact place where the boring had been done and the entire and broken pillars were recognized, as was also the presence of two corpses, thus showing that it was indeed here that it would have been necessary to act in order to render aid to the unfortunates.
FIG. 4.—FAULT THAT CAUSED THE ACCIDENT.
In Fig. 4 is shown the appearance of the great fault that caused the accident at Chancelade. It seems to us that this method of photographing inaccessible subterranean galleries ought to receive numerous applications in the future.—La Nature.
With the object of effecting a very intimate mixture of gas and air, and of causing this mixture to reach the point of ignition at as high a temperature as possible, M. Leon Somzee, of Brussels, has designed several new forms of gas burner, which we now proceed to describe and illustrate, from particulars and by drawings kindly supplied by an esteemed Brussels correspondent.
The high-power burner shown in Fig. 1 effects perfect combustion of the heated mixture of air and gas, which is introduced by the draught determined by the arrangement. What chiefly distinguishes this burner from others of its class is the fact that it is perfectly suited to domestic lighting—that is to say, it may be arranged for a comparatively small consumption of gas, while giving an increase of 250 per cent. of light.
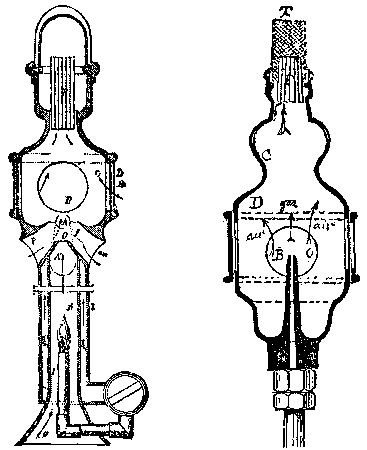
FIG. 1. and FIG. 2.
INCANDESCENT AND HIGH-POWER BURNERS.
The burner proper is a cage or basket of specially prepared magnesia, which yields a warmer tone of light than any obtained hitherto, while not requiring so high a temperature before combustion. The cap, made of a fire-resisting substance, fits on to a tubular arrangement, R, fixed in the upper portion of the body of the burner. The latter is supplied by air entering at the cone, O, which terminates the inner chamber, K, of the heater, and also by that drawn in by the rising column of gas, passing before the orifices, D, which may be regulated at will. The small burner, I, which is kept constantly alight, heats the central compartment, K, the sides of which transmit heat to the gas circulating in the annular casing, L, of the compartment. The heated gas passes, by the passage, AA¹, into the space, C, where it becomes intimately mixed with the air entering at OP, and also with the outer air arriving by the lateral apertures, D.
The vis viva of the jet is diffused through this mixture, which thus becomes very intimate, when it penetrates into the tubular arrangement, R; combustion now taking place at the top, while the refractory cap emits a bright orange light of great steadiness. As it is not the flow of gas which determines the entrance of the outer air, the former may be used at any pressure—an advantageous arrangement in all respects.
When the small burner, I, in the lower chamber is lighted, the products of combustion issue by the orifice, O, of the compartment, terminating in a needle like that of the steam injector; and the jet draws along the air entering the apertures, PP, above the cone. The gas from the pipe, arriving from the annular space, L, fills the two lateral pockets shown in dotted lines, and passes through the orifices, AA¹, which communicate with the upper chamber of the burner. The manner in which it is conveyed thence to the tubular arrangement has already been described.
Fig. 2 shows a more simple method of carrying out the same principle, and of effecting a considerable saving in gas for a given intensity of light. In this form, a wick, T, impregnated with an alkaline earthy solution, a few seconds after lighting, affords a focus of white light remarkable for its steadiness and brilliancy. A draught of air is created by a jet of gas issuing from the hollow needle, B, and passing through the vessel, D, which is provided with orifices, O, for the entrance of air. The air and gas pass from D into C, whence (after their intimate mixture is effected) they pass into the tubular arrangement, F, at the top of which combustion takes place.
To regulate the proportions in which the air and gas should mingle, in order that the combination should be as intimate as possible, the air inlet is made variable by a perforated collar, which permits of the orifices, O, being more or less covered. The other proportions of the burner—that is to say, the relative capacity of the two compartments and the length of the hollow needle—are determined by the sectional area of the supply-pipe for the gas, which is admitted under moderate pressure. Instead of a wire-gauze cap, impregnated with a solution of metals or of salts, two fine platinum wires may be used—one bent into the form of a semicircle of about an inch radius, and the other (of slightly larger diameter) rolled spirally round the former. When both ends of the two wires are connected with the upper portion of the tubular arrangement (which in this case is flattened), and the gas is ignited at the burner, the metallic arc becomes red hot, and then brightly incandescent, emitting a light, less brilliant indeed than with magnesia, but of remarkable steadiness.
In this case the production of light is chiefly due to the fact that calorific condensation, caused by the use of the helicoidal coil surrounding the curved wire, prevents loss of heat in this conductor. In these forms of high-power burner, in which the gas is used directly for the production of light, the difficulty generally encountered of heating the air (present in a larger volume than the gas) has been successfully overcome.
Fig. 3 shows the straight and outspread flame burner with a special heater. In this arrangement the gas and air are heated before combustion, in the compartment, G, directly exposed to the action of a small Bunsen burner, R, which is placed (in an opaque glass) in the middle of a lyre-shaped figure formed by the two gas-pipes, AA. The burner proper consists of two fine annular passages meeting above, and emitting a thin annular sheet of gas over the guide, T, made of a white refractory substance placed between the two annular jets. The object of this guide is to stretch the incandescent sheet of flame, composed of several jets, and interpose friction, so as to prevent a too rapid ascent of hot gases.
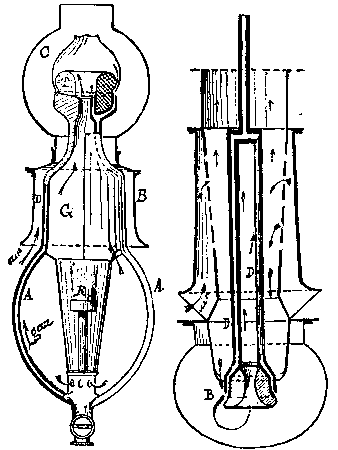
FIG. 3 and FIG. 4
REGENERATIVE BURNERS WITH INVERTED FLAMES.
The luminous focus is placed within a glass globe, C, mounted on the bell, B, of the heater; and the external air enters this bell, mingling with the products of combustion of the heating burner, R. The portion, D, of the annular passage, B, being made of a highly conductive metal, the gas becomes heated in passing to the burner, so that both gas and air are raised to the same temperature by the time they reach the orifices of the burner. Instead of prolonging the gas-pipe to the point of bifurcation, a chamber may be arranged immediately below the guide, for the gas and air to become intimately mixed by passing through several perforations or wire gauze, receiving the excess of heat from the white porcelain guide. The admission of gas to both the main and heating burners is regulated by a double valve in the pipe; but this arrangement may be used without any previous heating of the gas and air.
Fig. 4 shows a similar arrangement to that above described, but reversed; the gas and air being previously heated by the products of combustion. The two pipes, D, lead the gas to the burner; and the incandescent sheet of flame is drawn over a white refractory substance, having in its center an orifice through which the hot gases rise to the upper portion of the burner. The luminous sheet is spread out all the better on account of this return of the flames, which also causes the mixture of air and gas to be more complete than when they rise directly. The gas escapes horizontally from the orifices of the annular burner, B, and mingles with the double current of hot air which rushes in above the flame inside the globe, and also below through the central portion of the burner.
This lamp throws its light vertically downward; and its illuminating power may be increased by providing, above the incandescent sheet, a reflector, which diverts into a useful direction the rays thrown toward the ceiling. In this arrangement of lamp the flame is excessively condensed by its being turned back over the refractory guide; and this condensation greatly favors the production of light. On the other hand, the combustion of the gas is very perfect, because the currents of hot air are thrown directly upon the two sides of the flame; and thus the reciprocal action becomes more intense. Lastly, the division of the gas into a large number of small jets, in contact with which the hot air forms an intimate mixture, causes a greater quantity of molecules to partake in the combinations; thus affording a proportionate increase of temperature in a given space and time.
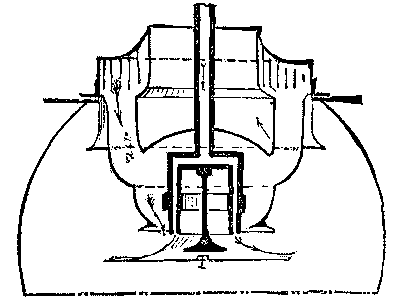
FIG. 5.
REGENERATIVE BURNER WITH FLAME DEFLECTED OUTWARD.
Owing to these various circumstances, the final effective duty of this burner is advantageous, so that it yields an illuminating power which may be put at from 200 to 250 per cent. above that of ordinary burners, and about 25 per cent. more than that of other regenerative burners. The flame is comparatively steady; the loss due to the friction over the white porcelain being almost eliminated, because the flame only presses upon the guide for a small portion of its surface, and is only spread out to the extent of its dark zone.
The contact between the incandescent sheet of flame and the guide may be made as short as desired, and the motion of the gaseous mass be directed by a simple button placed in the center of the burner; thus giving the form shown by Fig. 5, which, however, differs from the previous figure in the fact that the inverted flame is directed outward instead of inward.
In this arrangement the button, T, is fixed in the middle of the burner, which is made cylindrical and annular, or may consist of a ring of small tubes, to which the gas is led by a single pipe; leaving the whole "furnace" free for the circulation of air and the products of combustion. This is the most recent development of the principle patented by M. Somzee in 1882, viz., the formation of an illuminating sheet of flame, spread out laterally, while heating the gas and air by the products of combustion.
Figs. 6 and 7 show two forms of burner designed especially to give economical results with a small consumption of gas. The former is an ordinary Argand burner in which hot air is introduced into the upper portion of the flame, so as to increase the activity of combustion. The luminous sheet of flame is then spread out by a metal disk attached to the end of the tube, D, which introduces the air into the flame. The outer air becomes heated in its passage through the wire gauze, T, which absorbs the heat liberated in the interior of the apparatus, and also that which is radiated from the incandescent sheet and reflected by a metal shield, P, surrounding the dark part of the flame.
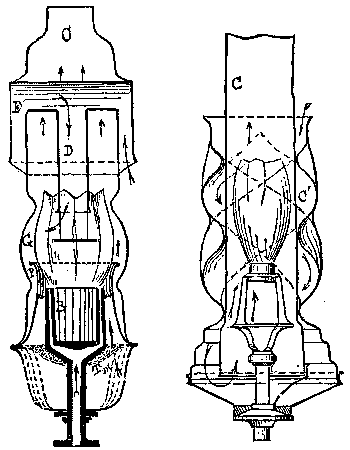
FIG. 6. and FIG. 7.
TYPES OF ECONOMICAL BURNERS.
It is the combustion of gas, without the production of useful luminous effect inside the shield, which supplies the reflected as well as radiated heat to the air. The temperature is still further increased by the heat transmitted to the metal portion of the burner, and absorbed by the wire gauze, between the close meshes of which the air from outside is forced to circulate. Air is admitted inside the flame by the chimney, D, placed above the focus, and in which it is raised to a high temperature by friction on the upper part of the lamp glass, at E, and afterward by its passage through the horizontal portion of the bent tube. This tube is impinged upon on the outside by the flames, and also by the products of combustion, so that it forms a veritable heater of the currents which traverse it.
The introduction of hot air into the central portion of the sheet of flame is advantageously supplemented by the spreading out of the flame by means of the metal disk, without any possibility of its being divided. In this way a more intense heat is obtained, and consequently the illuminating power is considerably increased, by the uncombined carbon being more readily set free, and being thus kept longer in the flame, F. This burner, which may be constructed for a moderate gas consumption, gives remarkable results as regards illuminating power and steadiness; the abstraction of heat in no way impairing the luminosity of the flame, which preserves all its brightness.
The Argand burner with double chimney, shown in Fig. 7, is also an economical one for a small consumption of gas. The air admitted to both the inside and the outside is raised to a high temperature by passing along the spirals of a second and transparent chimney, C¹, which surrounds the cylindrical glass, C. The gas itself is heated by passing through this hot chamber before reaching the outlet orifices; so that the mixture of air and gas takes place under the most favorable conditions for their perfect combustion.
The burner is an ordinary Argand, which may terminate below in a small chamber for the gas and air to mingle. But this is not necessary; and the usual arrangement for mixing the air and gas may be adopted. The outer air enters at the top of the central chimney, C and passes into the annular space between the two glasses; then descends by the two spiral passages, which surround the cylindrical glass and terminate in a portion hermetically sealed by a brass plate attached to the supply-pipe. All the parts of the burner are thus surrounded by a highly-heated atmosphere, especially at the bottom of the double chimney; and it will be readily understood that, if the branches which lead the gas to the burner are constructed of a highly conductive metal, the gas will become heated in its turn by passing through passages raised to a high temperature.
The elements are therefore dissociated or separated before their final combination; thereby raising the calorific and luminous effect to the highest possible degree. Such a burner can, of course, be made as small as may be required; thus lending itself admirably to the subdivision of illumination. The only precaution required is to properly proportion the sectional area of the hot-air passages to the radiant surface of the flame, so that the heat does not become too intense at the lower portion of the burner.
Fig. 8 shows a double flame burner on the principle of Mr. Heron's, but with admission of hot air into the angle formed by the flames. As exemplified by Mr. Heron, if two equal batswing burners separately give a certain amount of light, on the two flames being brought into contact, so as to form a single flame, the luminosity is considerably increased, owing to the condensation of heat which results from their meeting. The two incandescent sheets are, as it were, forced into one another, so as to be combined.
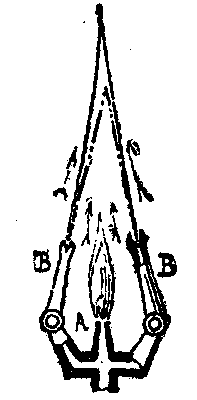
FIG. 8.
DOUBLE FLAT-FLAME BURNER
The high-power burners of Douglass, Coze, Mallet, and others were designed on this principle; but its application to uninclosed burners was not very satisfactory, because the great cooling down of the inner surface of the flames by the strong draught of cold air impaired their illuminating power. To counteract this difficulty, M. Somzee adopts a heating burner, A, which he places between the two batswing burners, B, so that the products of combustion rise in the angle made by the two lighting flames, as shown; thus greatly increasing their luminosity while maintaining a low consumption of gas.
M. Somzee also raises the illuminating power of an ordinary flat-flame burner by causing an obscure effluvium to traverse the dark portion of the flame. The effect of this is to increase the activity of decomposition in this portion, so that the particles of carbon are the more readily set free, and remain longer in suspension in the luminous zone. The obscure effluvium may be determined between two points by the electric current, or be caused by the heating of an imperfect conductor by the current; or, again, it may result from a metal conductor heated by the reactions produced in the middle of the flame, by separating the cone of matter in ignition. The effect may be compared with that obtained by the concentration of two sheets of flame; but in this case the sheets are formed by the constituent parts of one and the same flame, whence results a more complete utilization of the elements composing it. This system is, in fact, a simplification of the arrangement adopted in the double-flame burner seen in Fig. 8.
Fig. 9 shows a reflecting and regenerative burner with double glass. The crown, made of metal polished on both sides, has a circular groove, G, for receiving the end of the central chimney, C, and presenting an annular aperture by which the products of combustion enter. The second glass, C¹, is fastened to the collar of the burner carrier, and does not come into contact with the metal crown; so as to allow the air to enter from outside for supplying the burner. The gas enters by the pipe, T, provided with a cock. This pipe is continued to the top of the apparatus, and there spreads out into the form of a dome; thus dividing into two compartments the trunconic chamber, S¹ S², whence the hot gas returns to the body of the burner, B.
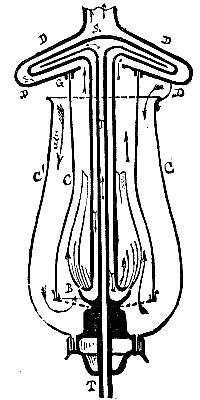
FIG 9.
REFLECTING AND REGENERATING BURNER.
On the burner being lighted from below, the products of combustion rise in the inner chimney, and enter the heater, which they traverse through its entire extent, while impinging against the outside of the gas reservoir, to which they give up a large portion of their heat. They then pass by the passage, D, into the atmosphere or into a chimney. The air necessary for combustion enters at the top of the outer globe, and becomes highly heated in its passage through the space comprised between the two glasses of the burner. In this way it reaches the burner, and forms an intimate mixture with the small jets of gas which compose the flame. The gas, on leaving the supply-pipe, T, fills one of the compartments, S¹ S², of the heater, and then returns by the second compartment, and again descends by the casing of the supply-pipe, having its temperature still further raised by contact with the internal radiation of the flame.
Under these conditions, all the parts of the burner are supplied by heated air, and the combustion becomes very active; thus increasing the intensity of the flame, and consequently that of the light afforded, while at the same time effecting a saving of 50 per cent. of gas. This burner may be made of any size, and for consumptions not exceeding that of an ordinary Argand. In fact, the gas is consumed at a low pressure, escaping with no greater force than that due to the heat of the products of combustion. It is sufficiently expanded on coming into contact with the current of hot air, the activity of which is regulated by the height of the apparatus, that is to say, by that of its two chimneys. The mixture is made in such proportion as to obtain from the gas and air as great a degree of luminosity as possible. The high temperature of the gas, and the independent means of heating the air and gas, constitute the essential principles of this burner.—Journal of Gas Lighting.
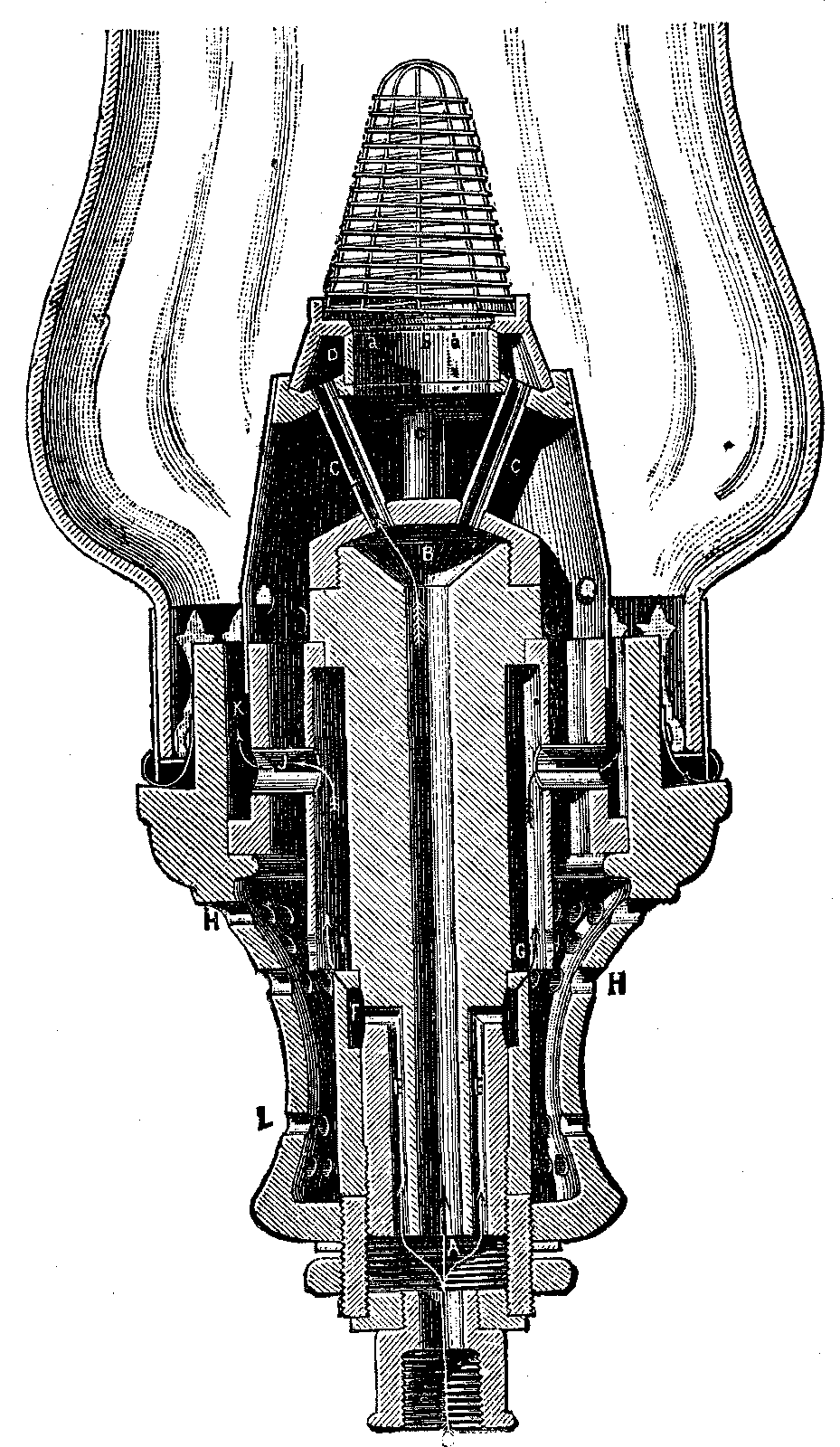
THE CLAMOND GAS BURNER.
In this burner, which is a French invention, the light is produced by burning ordinary coal gas within a basket of magnesia, which is thereby brought to a high state of incandescence, and from which a white, steady light is radiated. It may be said to consist of three different parts. The first and inner part is a central column, B, of fireproof material. The second part consists of two concentric cylinders placed round the inner column and communicating one with the other through the cross cuts, J. The third part is a china cup inclosing the other parts, and perforated with a number of holes. The gas burns in two different places. From A it passes directly through B, at the top of which it branches off through tubes to an annular chamber, D, from which it escapes through the openings, a, a, a, where combustion takes place. The other combustion occurs within the circular space, G, I, between the column and the inner of the two surrounding cylinders, through two channels, E E, in the lower part of the central column. The gas passes into a circular chamber, F F, and escapes through small holes in the upper partition of this chamber, where it burns. The product of this combustion passes put into K, through the cross cuts, J. The air entering through the holes, H L, of the outer china cup passes along the inner of the two concentric cylinders, which is heated to redness, and rises highly heated toward the upper annular burner, where the gas burns at a, a, a, in small separate flames, each entirely surrounded by the hot air. This insures perfect combustion of the gas within the basket of magnesia placed above, and which is thus brought to a state of incandescence. It will be seen from this description how simple and practical the arrangement is. It is claimed for the light produced that it will stand comparison with the electric light. Like that, it shows colors perfectly true, and will enable an observer to distinguish between the most delicate shades, allowing of the finest work being executed as by daylight. It is, moreover, stated to be perfectly steady. As the Clamond burner can be fixed to any gas bracket or lamp now in use, its adoption causes no other expense than the cost of the burner itself. There is no expensive installation, and when used in combination with the electric light, it is claimed that a uniform lighting will be obtainable instead of the unpleasant contrast between gas and electricity. Another important advantage obtained by the Clamond burner is the saving effected in the consumption of gas as compared with the same power of light obtained from ordinary burners.
In the thermo-regulators which have been constructed heretofore, the heat has been regulated by the variation in the inflow of gas to the heating flame. The apparatus described below, and shown in the accompanying cut, taken from the Zeitschrift fur Instrumentenkunde, operates on an entirely different principle. The distillation and condensation process of a fluid heated to the boiling point in the vessel, A, is as follows:
The steam passes first through the pipes, a and c, into the serpentine tube, where it is condensed, and then flows through the tubes, d and b, back into the vessel, A, if the cock, r, is closed, but if the said cock is open, it flows into the receptacle, K. When the liquid begins to boil the steam passes freely through the tubes, d and b, part passing through the tube, f, out into the air, and the other part passing through the open cock, r, to the receptacle, K; but the condensed liquid soon closes these passages to the steam. At h is an opening for a thermometer, t, and through this opening the liquid can be poured into the vessel, A. If the cock, r, is kept closed, the volume of liquid in the vessel, A, cannot be diminished, and the bath, B, must take the constant and uniform temperature of the steam in the vessel, A, as the vessel, B, is heated evenly on all sides.
This apparatus can also be used as an air bath, in which case the vessel, B, is left empty and closed by a suitable stopper.
The accompanying engraving represents a simple apparatus, which any person accustomed to working glass can make for himself, and which permits of quickly, and with close approximation, estimating the density of a liquid. In addition, it has the advantage of requiring but a very small quantity of the liquid.
It consists simply of a straight pipette, A B, to which is affixed laterally, at the upper part, a small U-shaped water gauge.
The two branches of the gauge, as well as the pipette itself, are graduated into equal divisions. If need be, the graduating may be done by simply pasting on the glass strips of paper, upon which a graduated scale has been drawn. The zero of the pipette's graduation is exactly at the lower extremity, B. The graduation of the two gauge tubes extends in both directions from a zero situated near the center. The zeros of the two branches must correspond as exactly as possible, so that they shall be in the same horizontal plane when the apparatus is fixed upon a support. To render the apparatus complete, it only remains to adapt, at A, a rubber tube provided with a wire clamp, and terminating in a short glass tube for sucking through with the mouth.
PIPETTE FOR TAKING THE DENSITY OF LIQUIDS.
For taking the density of a liquid, we plunge the end, B, into it, and then suck, and afterward close the rubber tube with the clamp. It is essential that this latter shall hold well, so that the levels may remain constant.
We now do the reading. Suppose, for example, we read 250.3 mm. on the pipette, and 147.7 mm. and 152 mm. on the branches of the gauge. Having these data, we loosen the clamp, and allow the liquid to flow. On account of capillarity, there remains a drop in B; and of this we read the height, say 6 mm. A height 250.5 mm - 6 = 244.5 mm. of liquid raised is, then, balanced by a column of water of 147.5 + 152 = 299 mm.
Now the heights of these two liquids is in the inverse ratio of their densities:
| d 1 | = | 299.5 244.5 |
, whence d = 1.22. |
We obtain d by a simple division.
When the instrument has been carefully graduated, and has been constructed by an expert, the accuracy of the first two decimals may be relied upon. With a little practice in estimating the last drop, we may, in trying to estimate the density of water, even reach a closer approximation. In order to measure the height of the drop accurately, one should read the maximum height to which the liquid rises between the fall of two drops at the moment when the last ones are falling, since at that moment, and only at that, can it be ascertained that the lower level of the bubble is plane. The error in such reading does not reach half a millimeter, and, as a suitable height of the apparatus permits of having columns that vary between 13 and 30 centimeters, an error of this kind is but 1-300. This is the limit of precision of the method.
The clamp might be advantageously replaced by a glass cock, or, better still, A might terminate in a rubber bulb; and a lateral tubulure might be fixed to the pipette, and be closed with a rubber stopper.
This little apparatus is more easily maneuvered than any of those that have hitherto been devised upon the same principle. It is capable also of replacing areometers in ordinary determinations, since it permits of correcting the error in capillarity that is neglected in instruments; and, moreover, one can, when he desires to, easily verify for himself the accuracy of the graduation.—La Nature.
Since the papers on "Boot and Shoemaking," in vol. i. of Amateur Work, illustrated, I think nothing relating to the leather trades has appeared in it; and as there must be many among the readers of this magazine who have a desire to dive deeper into the art of manipulating leather into the various articles of utility made from that material, I will endeavor in the series of articles of which this is the commencement to furnish them with the necessary instructions which will enable them to do for themselves many things which now are left undone, or else have to be conveyed miles to some town where the particular business, or something akin to it, is carried on. To the colonist and those who live in out-of-the-way districts, it must be a matter of great regret to observe articles of use, where the material is in good condition, rapidly becoming useless owing to the inability of the possessor to do the necessary repairs. Again, it may be that the article is completely worn out, and the old proverb that "a stitch in time saves nine," will not be advantageously applied if carried out. In that case a knowledge of making new what we require, whether in order to replace something already worn out or as an addition to our store, must prove beneficial to the thrifty amateur. My object in writing these articles is not to deprive the mechanic of any portion of his legitimate occupation, but to assist those who live at a distance too great to be able to employ him, and who necessarily prefer any makeshift to the inconvenience of sending miles, and being without for days, an article which might possibly be set right in an hour or two.
The old-fashioned carpet bag (Fig. 1) is still unsurpassed by any, where rough wear is the principal thing to be studied. Such a bag, if constructed of good Brussels carpeting and unquestionable workmanship, will last a lifetime, provided always that a substantial frame is used.
FIG 1.—THE CARPET BAG.
Next in order comes the brief bag (Fig. 2), more extensively used than any other. For business purposes it is in great favor with bag users, being made in a variety of shapes, but all belonging to the same class. Here we have the shallow brief, deep brief, eclipse wide mouth, imperial wide mouth, excelsior, courier, and many others; but to know how to make one will be sufficient for all, the only difference being in the cut or style in which they are constructed.
FIG. 2.—THE BRIEF BAG.
The cricket bat bag (represented in Fig. 3) is made on the same principle throughout as the carpet bag.
FIG. 3.—THE CRICKET BAT BAG.
Frames and all necessary fittings required in making bags may be purchased of dealers.
Care must be observed in choosing all the pieces necessary for a bag from the same pattern carpet, otherwise it will present an unsightly appearance when completed. There may be some who would prefer American cloth; this is thoroughly waterproof, and has a good appearance for some time, but, like all articles of imitation, it has only cheapness to recommend it. If cloth is to be used (I mean American cloth), let it be the best that can be bought, that which is called "double-twill duck," if possible. As the making is the same whether cloth or carpet be used, it will be understood that the instructions for making apply to both.
The following tools, which are few and inexpensive, will be required: A pair of clams (Fig. 4), cost 1s. 6d.; knife (Fig. 5), 6d.; half dozen awl blades, ½d. each; three or four boxwood handles, 1½d. each; 3 foot rule, 1s.; hammer, 1s.; a packet of harness needles, size 4, cost 2½d. (these have blunt points); a bone (Fig. 6) will also be required for rubbing the stiffening into place, cost about 3d.; and a ball each of hemp and wax for making the sewing threads—hemp 2½d., wax ½d. For making holes in the bottom where the nails or studs are fixed, a large sewing-awl will be required; this will probably have to be bought at a saddler's; the other tools can all be obtained at any grindery and leather seller's.
FIG. 4—Pair of Clams. FIG. 5—Knife. FIG. 6—Bone
Rubber. FIG. 7—Method of Measuring Registered Frame: A to A, Top of
Sides; A to B, Top of Gussets. FIG. 8—Pattern of Bottom, Showing
Place of Nails. FIG. 9—Side Pattern Folded. FIG. 10—Gusset Pattern
Folded. FIG. 11—Pattern for Gusset Stiffening. FIG. 12—Handle,
Showing Distance of Rings.
The awl blades mentioned above are of two kinds, and either may be used for this work. Those generally used are of a straight diagonal shape, making a perforation the shape of a diamond, <> ; the others are perfectly round, tapering gradually to a fine point. To fix them in the boxwood handles, place the blade in a vise, leaving the unpolished part above the jaws; hold the handle above this, and commence driving it down, taking care that the blade is penetrating the middle of the handle. Continue tapping the handle until the ferrule reaches the polished part of the blade; it will then be in far enough.
A good serviceable pair of clams may be made by taking two staves of a good-sized barrel, and cutting about 10 inches off the end of each. Screw together with three screws (as in Fig. 4), and shape the uppermost ends so that the outsides meet in a sharp ridge along the top; this will give a flat surface within the mouth, by which a hold of the work may be obtained. A two-inch screw will be long enough for the bottom, which must be turned in as tightly as possible; the others must not be less than 3 inches, as there will be a space of 1½ or two inches between the staves at the part where they are inserted. Screw these just tight enough to give a good sharp spring to the mouth of the clams when they are pressed open; this will insure the work being held firmly while being sewn. Sandpaper them over to give a smooth appearance, and these will be found as useful as bought ones.
A piece of basil leather will be required for the bottom and welts of the bag. This may be purchased at a leather seller's with the tools. Cut out the bottom first; the welts may be cut from any narrow pieces. These must be cut seven-eighths of an inch wide, then folded over, and lightly hammered down. This brings the two edges together, and when placed in position, they should lie evenly between the edges of the material. A piece of string may be laid in the welt to give it a fuller appearance if the leather is very thin.
The following dimensions of bags when made up will enable the maker to choose the most useful size:
No. 1, 16 by 14 inches; No. 2, 19 by 16 inches;
No. 3, 21 by 17 inches; No. 4, 24 by 18 inches.
The sizes of frames and parts when cut will be as follows:
| Frame. | Sides. | Bottom. | Gussets. |
| No. 1, 15 inches | 16½ by 15½ | 16½ by 5½ | 15½ by 5½ |
| No. 2, 18 inches | 19½ by 17½ | 19½ by 6 | 17 by 6 |
| No. 3, 20 inches | 21½ by 18½ | 21½ by 6½ | 18½ by 6½ |
| No. 4, 23 inches | 24½ by 19½ | 24½ by 6½ | 19½ by 6½ |
Taking No. 1, 16½ inches will be the length of sides and 15½ inches the depth. The gussets are also 15½ deep, the width being 5½, the same as the bottom. Take 1½ inches from the depth of these to allow for covering the frame, and ½ inch from the length to allow for the seams, and we have a bag 16 inches long by 14 inches deep.
And now to commence. Arrange the pieces of carpet on the board, and mark off the size of each part required with a piece of chalk or pipeclay. By cutting with the carpet, laying the right side up, we shall be able to see that the pattern of it will be in the same direction on both sides of the bag when made up. We next take the ball of hemp, and by pushing the finger through the hole in the center of it, drive out the end. To use the hemp from the inside is much the best way, because the ball will stand perfectly still, whereas, if started from the outside, it will be darting in all directions about the floor of the workroom, and entwining itself around any obstacle which lies there, unless it is placed securely in a box and drawn out through a hole in the center of lid.
A hook must be fixed in some convenient place to make the waxends on, or, as they are called in the trade, "threads," which term it will be as well to call them by here; thus a four-cord thread means a thread or waxend containing four strands of hemp, a six-cord contains six strands, and so on. One of the greatest difficulties for the amateur is to produce a well-formed thread. He generally finds it thicker a few inches from the point than at any other part. These are known in the trade as bull-necked threads; and as the mechanic finds it difficult to use them when his employer starts a new apprentice and gives him this job for the men, I must impress on the worker here the necessity of making them as perfect as possible. It would be as well if a little practice was given at breaking the hemp in the way which produces good points. Better waste a few yards of hemp than be compelled to abandon a thread after making only a few stitches with it.
Gripe the hemp firmly between the thumb and forefinger of the left hand, leaving about eight or nine inches hanging loosely down; lay this over the thigh of the right leg, and with the right hand rub it in a downward direction, which will cause the twisted strand to loosen. One good stroke should be sufficient; if not, it must be repeated until the fibers forming the strand are quite loosened. By holding it close to the end with the right hand, and giving it a jerk with the left, the fibers will break, and the ends of the strands formed in this way are placed at a little distance one above another, which, when twisted, form a smooth, tapering point.
To cast off a thread the proper way is to stand at a distance of about three feet from the hook previously mentioned, and by holding the end of the hemp in the left hand, pass it over the hook and bring it down with the right, then holding with the left and breaking as above. When sufficient strands to form the thread have been broken off, carefully examine the points to see that they taper properly, and have no lumps in them. Rub the wax up and down a few times, so that the thread may be properly waxed on that portion which will be inside when twisted. Hold the two ends in the left hand, and with the right roll each end separately down the right leg a sufficient number of times to twist the thread throughout. Judgment will be required in this operation, or the thread will be a constant source of trouble if it is over-twisted. Wax it again, and then it is ready for use. See that the points are well waxed, then take a needle and pass the point of the thread through the eye until it nearly reaches that part which would stop its progress.
It must now be turned down on to the thicker portion and carefully twisted. Smooth it down, then take the other end of thread and another needle, and fasten it on in the same way. In selecting the awl to be used, do not take a very large one. The hole should be just large enough for the thread to require a slight pull to get it through.
To commence sewing take one side and a gusset and place them evenly together, the right side of the material being inside, and fix them in the clams. Slip the welt as previously described between the edges, and pass the awl through the lot. Drive it perfectly straight, as upon this chiefly depends a nice seam when turned. Draw out the awl, and by following the point, pass up the bottom needle with the left hand. This should be taken by the thumb and forefinger of the right hand and the thread pulled through half its length, so forming a thread of equal length on each side. Make another hole with the awl about one-third of an inch from the first. This gives the length of stitch. Pass up the bottom needle as before into the right hand, the top needle descending to the bottom immediately after. Take hold of this with the left hand and pull through the threads simultaneously top and bottom, until the extremity on each side lies on and forms the stitch. Be careful that in pulling in the latter part each thread closes at the same time, thereby preventing a crooked seam. Repeat until the seam is finished, then take the other gusset and place in position. Sew this, then take the other side of bag and sew to the gussets. You will then have something in the shape of a bag, minus the bottom. Take this next, and fix each corner to one of the seams previously made, and stitch it carefully round, placing a welt in as before. At the end of each seam a stitch or two back should be taken or the thread tied over to prevent it opening.
The outside of the bag being inward, it must now be turned previous to stiffening and framing. The turning is done by placing the bag over the left arm, and with the right hand commence pushing in one of the corners, then the opposite one until that end is reversed. Then serve the other end in a similar manner, and smooth each seam along.
We now take a piece of stout millboard (an old ledger book cover will do if large enough), or, if purchased with the frame, ask for a two pound board: this will cost about 4d., and be sufficient for several bags. Cut it quarter of an inch less than the bottom all round, and see that it fits before gluing it in. To do this, place one end within the seams at one end of the bag, and by lifting it in the middle press in the other, when the stiffening will lie within the four seams at the bottom. Having fitted it satisfactorily, take it out again and glue it well with some good hot glue. This must be neither too thick nor too thin. The best way to prepare it is to lay some glue in cold water for twelve hours. It will absorb sufficient water in that time, and can be boiled up without any further preparation. The quicker it is fixed after the glue is put on the better. A brush similar to a paint brush will be the best to apply it with, and need not cost more than 6d. After the gluing, lay it aside for a few hours to allow it to thoroughly set, during which time the making of the handles can be proceeded with. On some bought bags these are very common, and seldom last more than a few months; the usual plan being to take a piece of rope about the size of a clothes line and roll a piece of brown paper round it, covering it afterward with a piece of basil leather.
Procure two pieces of brown harness leather—the shoulder of the hide is most suitable—from a saddler, 11 inches long by 1-1/8 inches wide, round the four ends, and make a compass mark 1/8 of an inch from the edge all round for the stitching. Take a piece of line as above, and place within the leather, which most likely will have to be damped to make it draw round easier. Leave 1½ inches from each end for sewing to the bag, the line also being so much less than the full length of the handles. Having sewn them, flatten the ends and bend the handles into a semicircular shape, and leave them to dry.
By this time the glue holding the stiffening to the bottom of the bag will be set, so the next move will be to put in the studs or nails. Take the largest size awl and make five punctures through the bottom, about three-quarters of an inch from each corner and one in the center, as in Fig 8; push the nails through and turn down each of the two claws in an opposite direction, tap them with a hammer to make them lie closer, and also to prevent them from becoming loose. This done, we next take the frame and remove the key-plate from it.
Fold the sides of the bag well over the frame, so that the stitching will get a good hold of the part that goes inside. Put a stitch through at each corner to hold it, and see that it sets perfectly true on the frame. A space is left between the two plates of iron forming the frame, which allows of the bag being sewn through it. Fix the key-plate by riveting inside. Sew the bag from one corner of frame to the other corner on each side, leaving the gussets unstitched. It is now ready for the lining. Let this be good, as it will greatly add to the durability of the bag if strong. Coarse linen at 8d. to 10d. per yard is the best material for this purpose. The sides and bottom may be cut in one piece; the length of this will be twice the depth of one side of carpet (less the part which folds over the frame) and the width of the bottom. The width of this piece throughout to be a half inch less than the outsides were cut. The gusset lining will want to be the same width as the gusset, but an inch less in length will do. The seams of the lining may be stitched with an ordinary household sewing machine if good thread is used. When made, place the lining inside the bag, see that it is well down at the bottom, turn in the top edge all round to the required size, and fix in as follows: Take a long carpet needle and a length of thread, pass the needle through the lining at the folded ridge and bring it up again through the same at a distance of an inch or so. This forms a stitch within the lining; pass the needle through one of the stitches made in sewing in the frame and repeat as before, carefully observing that the lining falls into its proper place as it is being sewn in. Continue in this way until the two sides are done, leaving only the gussets and gusset lining to be united. This is done by folding the edges inward and sewing them together, the frame joints moving freely between the gussets and lining. We have now only the handles to put on and it is complete. Sew these on with a five cord thread well waxed. To protect the lock against being unduly strained when filled, a strap and buckle may be put on between the handles and each end of the frame, as in Fig. 3.
Next in order is the cricket bat bag, which should always be comprised in the outfit of the amateur cricketer, as well as of the professional. In making this we follow the instructions given for the carpet bag. It may be made either of carpet, tan-canvas, or leather, the latter, of course, being the strongest and most expensive. Carpet will not require to be described, but a brief description of tan-canvas and leather may be of service to the amateur in assisting him to choose something for himself.
Tan-canvas, as used for bags and portmanteaux, is a strong, coarse material of a brown color; it wears well, and has one advantage over carpet—it is thoroughly waterproof.
Leather is, of course, superior to carpet or canvas, but there are a few tricks in its manufacture which it may not be out of place here to mention as a caution to the amateur that the old saying, "There's nothing like leather," is a thing of the past where the general appearance of an article is meant. The genius of the inventor has produced machinery which gives to paper, linen, and other stuffs the appearance of the genuine article, whereas it does not contain one particle of it. At one time, when a hide of leather was required to be of the same thickness all over it, the currier would work at the flesh of the skin with a shaving knife, gradually scraping the thick parts away until it was reduced to the required substance. Now it is done in a few minutes. The hide is passed whole between the rollers of a splitting machine against the sharp edge of a knife, which reaches from one side of the machine to the other, a distance of 10 or 12 feet. This knife is so gauged that any thickness can be taken off at one operation, the part taken off resembling the hide in size and shape. The top or grain of the hide is then dressed and finished off brown, if for brown hides; or, if to be used for enameled hides, they are dyed and japanned. These are called either brown or enameled cow-hides, according as they are finished off, and are used for all the best class of Gladstone, brief, and other bags. The bottom or fleshing of the hide is also dyed and japanned, and when finished, exactly resembles in appearance the hide itself, and is very difficult for the novice to tell when made up into bags or any other article. These are called splits, and having had the best part of the skin taken from them, do not wear one-fourth the time the grain will. The black enamel soon chips off, which gives them a worn-out appearance.
To make a bag 36 inches by 12 inches by 8 inches requires a frame 36 inches long, the sides 36½ inches by 14 inches, gussets 14 inches by 8½ inches, bottom 36½ inches by 8 inches. The lining will be 36 inches by 12 inches for the sides, gussets 13 inches by 8 inches, bottom 36 inches by 8 inches. For the handles two pieces of leather 12 inches by 2 inches. The straps and chapes are sewn on quite close to the frame, straps 10 inches long by 1 inch, chapes 4½ inches by 1 inch. Cut a slit in the middle of the chape for the buckle tongue to go through, and pare the under side at the end so that it is not too lumpy when sewn on to the bag. Cut two loops 3 inches long by ¾ inch wide for the points of straps to go through.
The brief bag must be made of leather, and as there is the same amount of work in making it, whether it be of split or hide, it will be sure to give greater satisfaction if the latter is chosen. The manufacture of this bag differs considerably from the others. The sides and gussets in the carpet bag are cut straight from top to bottom, but in the brief bag they must be shaped to fit the frame, and give it a more comely appearance. The frame, as before described, is quite different. The way to commence with this bag is to open the frame as in Fig. 7, so that it will lie perfectly flat upon the bench. With the rule measure it carefully between the corners, A, A, and again at A, B. The distance between A and B being less when the frame is open than when closed, an additional ½ inch must be added to allow the gusset to bend freely round the hinge. Having correctly taken these measurements, get a sheet of brown paper and fold it in the middle; the reason for this is to allow of each side of the pattern taking the same curve at the swelled part. Cut the pattern for the sides first by ascertaining half the distance, A, A, and marking it on to the edge of the paper, measuring from the folded edge toward the ends. Next mark on the folded edge the depth you intend the bag to be, allowing in this, as in the carpet bag, 1½ inches for covering the frame. The depths of brief bags vary so much that I will give these only as a guide, leaving my readers to add or reduce as their fancy guides them; but if they should strictly adhere to these given below, I am certain they will find them very useful sizes.
For a 12 inch frame cut the sides and gussets 10½ inches in depth; when made up, these will be 9 inches from the frame to the bottom. For a 14 inch frame add 1 inch, and for a 16 inch add 2 inches. This will make these 10 inches and 11 inches in depth respectively when made up, and either of these will be found a very useful bag for many purposes. The width of the bottoms to be cut 5 inches, 5½ inches, and 6 inches, the 5 inch, of course, for the 12 inch bag, the 5½ inch for the 14 inch, and the 6 inch for the 16 inch. The depth having been decided upon, and marked on the folded edge of the paper, make another mark the same distance from the edge at the first mark, H. The bottom of the sides being 1 inch longer than the top, add ½ inch to the measurement of the top of pattern when the bottom part is marked off at J L. Draw a curved line between H L, as in Fig. 9, and cut through the two thicknesses of paper at one time, keeping them well together to insure them being alike. The gusset pattern may be cut in the same way, D to D, Fig. 10, being half the distance of A B, Fig. 7, and the ½ inch added for going round the joint; E E, the swelled part, which bends into the bag when the frame is closed, and also allows it to open perfectly square; F F is half the width of the bottom of gusset. A pattern for the bottom of the bag may be made by folding a piece of paper each way to get the length and width; make a small hole through the four thicknesses, open it and mark it from hole to hole, using the rule as a guide. This will be found to be perfectly accurate.
To cut out the bag, lay the leather on the bench, enameled side downward, and see that the patterns lie on it so the creases will run from the top to bottom of the bag when made. The sides must be taken first, and as they are more exposed than any other part, they should be taken from the best part of the hide. Take the gussets next, then the bottom. The welts are taken from the cuttings which are left. To make the handle, glue a lot of odd pieces together about 6½ inches long, ½ inch wide, and the same thickness, and when dry pare the edges away until it is perfectly round and slightly tapering toward each end. It is then divided and glued top and bottom to a strip of good leather cut to shape, Fig. 12, which is passed through the rings at each end, and turned back to form a shape. Put a few stitches through close to the rings before the fittings are glued on, and cover with a piece of cow-hide long enough to go through the two rings and along the under side, then stitch it. Trim and dye the edges, rubbing them afterward with a piece of cloth to produce a polish. Before making the handle, the plates must be on the rings, or it will prove a difficult job to get them on afterward.
The stiffening for the bottom will be cut as if for a carpet bag. Fig. 11 represents the stiffening for the gussets, and is cut from a board half the thickness of that used for the bottom.
The linings may be cut from the outside patterns by reducing them the 1½ inches, allowed for covering the frame, and 1/8 inch for each welt. A lining of scarlet or blue roan greatly adds to the appearance and durability of a bag. A skin large enough for a 14 inch or 16 inch will cost about 3s.
Cow-hide for the outside is sold at 1s. 8d. per square foot, but the leather sellers frequently have pieces large enough for making a bag which they will sell at a slight reduction, and which answers this purpose as well as cutting a hide. In seaming the bag, take care not to wrinkle it in the clams. The welts in this must reach only to the frame, the same as in the carpet bag; the rest of the seam must be neatly closed and rubbed down, so that it will not be lumpy on the frame. Before turning the bag warm it before the fire, especially if it is cold weather. Glue in the bottom stiffening first, and then the gussets, rubbing them well down with the bone. When these are set, prepare for the operation of framing. Fold one of the sides to get the middle of it, cut a hole for the lock barrel about 1¼ inches from the edge, and press it over. Be careful not to cut it too large or the hole will show. Pierce a hole through the leather for the lock plate, press this tightly on the frame, and clinch the clams underneath, to hold it securely. Make holes for the handle plates and fasten them on in a similar manner. Two slits must be cut near the middle of the other side of bag, about ¾ inch from the edge, for the hasp to go through. This bag must be sewn to the frame all round, and care must be taken that a sufficient fullness is allowed in the middle of the gusset to enable it to close easily round the joints of the frame. A thumbpiece must be sewn on the bag at the hasp to open it by. The lining of this bag is sewn through the frame all round in the same manner as the side linings of the carpet bag.
I hope my readers will not think that I have gone too much into details. It is in small things that so many failures take place. As it is much easier to do anything when you are shown than when so much has to be guessed, it is my desire to make the road for beginners as smooth as possible, which must be my excuse if any is required. It is as well that those who intend to turn their attention to working in leather should begin by making a bag; the experience gained in cutting, fitting, putting together, and finishing will be useful when larger and more difficult pieces of work are undertaken.—Amateur Mechanics.
The New England Grocer says that the manufacture of molasses is really the manufacture of sugar up to a certain stage, for molasses is the uncrystallized sirup produced in the making of sugar. The methods of manufacture in the West Indies vary very considerably. In the interior and on the smaller plantations it is made by a very primitive process, while on the larger plantations all the appliances of modern science and ingenuity are brought to bear. Each planter makes his own sugar. It is then carried to the sea coast and sold to the exporters, by whom it is shipped to this country. The quality and grade of the molasses varies with each plantation. Two plantations side by side may produce entirely different grades. This is owing to the soil, which in Porto Rico and other localities in the West Indies seems to change with almost every acre. The cane from which the sugar and molasses is made is planted by laying several pieces of it in holes or trenches. The pieces are then covered with earth to the depth of two or three inches. In about two weeks sprouts appear above the surface. Then more earth is put in, and as the sprouts grow, earth is added until in three or four months the holes are filled up. The planting is done from August to November, and the cutting progresses throughout the greater part of the year. The cane grows to a height of seven or eight feet, in joints each about a foot long.
When the cane is in proper condition for cutting, as shown by its appearance, an army of workmen take possession of the field. Each is armed with a long, broad knife, like a butcher's cleaver. They move down the lines of cane like an army, and while the cutting is going on the fields present an interesting sight, the sword-like knives flashing in the sun, the 300 or 400 laborers, the carpet of cut cane, the long line of moving carts, and the sea of standing cane, sometimes extending for miles and miles, stirred by the breeze into waves of undulating green. The laborers employed on these plantations are largely negroes and Chinese coolies. When the cane is ripe, they proceed to the field, each armed with a matchet. Spreading over the plantation, they commence the cutting of the cane, first by one cut at the top, which takes off the long leaves and that part which is worthless, except as fodder for the cattle. A second cut is then given as near the root as possible, as the nearer the ground the richer the cane is in juice. The cut cane is allowed to fall carelessly to the ground.
Other workmen come with carts, pick it up, tie it in bundles and carry it to the mill. The cutting of the cane is so adjusted as to keep pace with the action of the mill, so that both are always at work. Two gangs of men are frequently employed, and work goes on far into the night during the season, which lasts the greater part of the year.
As before stated, some of the methods of manufacture are very simple. In the simplest form, the sugar cane is crushed in a mortar. The juice thus extracted is boiled in common open pans. After boiling a certain length of time, it becomes a dark colored, soft, viscid mass. The uncrystallized sirup is expressed by putting the whole into cloth bags and subjecting them to pressure. This is molasses in a crude state. It is further purified by reboiling it with an addition of an alkaline solution and a quantity of milk. When this has continued until scum no longer arises, it is evaporated and then transferred to earthen jars. After it has been left for a few days to granulate, holes in the bottom of the jars are unstopped, and the molasses drains off into vessels placed to receive it. Another process of extracting molasses is as follows: By various processes of boiling and straining, the juice is brought to a state where it is a soft mass of crystals, embedded in a thick, but uncrystallized, fluid. The separation of this fluid is the next process, and is perfected in the curing house, so called. This is a large building, with a cellar which forms the molasses reservoir. Over this reservoir is an open framework of joists, upon which stands a number of empty potting casks. Each of these has eight or ten holes bored through the bottom, and in each hole is placed the stalk of a plantain leaf. The soft, concrete mass of sugar is removed from the cooling pans in which it has been brought from the boilers and placed in the casks. The molasses then gradually drains from the crystallized portion into the reservoir below, percolating through the spongy plantain stalks.
On the larger plantations, machinery of very elaborate description is used, and the most advanced processes known to science are employed in the manufacture. The principle is, however, the same as has been seen in the account of the simpler processes. On these larger plantations there are extensive buildings, quarters for workmen, steam engines, and all the necessary adjuncts of advanced manufacturing science. In the sugar mills the cut cane is carried in carts to the mill. It is then thrown by hand upon an endless flexible conductor which carries the cane between heavy crushers. The great jaws of the crushers press the cane into pulp, when it is thrown aside automatically to be carted away and used as a fertilizer. The juice runs off in the channels of the conductor into huge pans. The juice is now of a dull gray color and of a sweet, pleasant taste, and is known as guarapo. It must be clarified at once, for it is of so fermentable a nature that in the climate of Porto Rico it will run into fermentation inside of half an hour if the process of clarifying is not commenced. The pans into which the juice is conducted are pierced like a colander. The liquor runs through, leaving the refuse matter behind. It is then forced into tanks by a pump and run to the clarifiers, which are large kettles heated by steam. Lime is used to assist the clarification. It is then filtered into vats filled with bone black. The filtering is repeated until the juice changes color, when it is conveyed to the vacuum pans. It has now become a thick sirup. It is then pumped into the sirup clarifiers, skimmed, and again run through bone black, and finally is conducted into another kettle, where it is allowed to crystallize. The sirup that fails to crystallize is molasses, and it is here that we catch up with what we started after. To extract the molasses from the crystallized mass of sugar, we must go to the purging house. This is similar to the building spoken of in connection with the simpler process. It is of two stories. The upper floor is merely a series of strong frames with apertures for funnel-shaped cylinders. The sugar is brought into the purging house in great pans, which are placed over the funnels. The pans are pierced with holes through which the molasses drains off into troughs which are underneath the floor, all running to a main trough. From thence the molasses runs into vats, called bocoyes, each of which holds from 1,200 to 1,500 gallons. The hogsheads in which the molasses is brought to this country are manufactured principally in Philadelphia and taken to the West Indies. They are placed in the hold of the vessel and the molasses pumped into them. The government standard for molasses is 56 degrees polarization. When not above that test, the duty is four cents per gallon. Above it the duty is eight cents. This tends to keep molasses pure, as the addition of glucose increases the quantity of sugar and therefore of the polarization, and would make necessary the payment of increased duties. The adulteration of molasses is therefore largely if not wholly done after it is out of bond and in the hands of the jobber.
We are indebted for the illustrations and the particulars to Dr. Percy's invaluable book on iron and steel (probably it is not saying too much to describe it as the best work on the subject ever written).
SECTION OF INDIAN BLAST FURNACE AND BLOWING
MACHINE.
Fig. 1 shows a sectional elevation, and Fig. 2 shows a plan of furnace and bellows and tuyeres, indeed, an entire ironworks plant used in India, not only now, but, so far as we can gather, from time immemorial. The two figures give a sufficiently clear idea of the form of furnace used in Lower Bengal, in which portion of our Indian empire there are entire villages exclusively inhabited by iron smelters, who, sad to relate, are distinguished from the agricultural villages surrounding them by their filth, poverty, and generally degraded condition. There are whole tribes in India who have no other occupation than iron smelting. They, of course, sink no shafts and open no mines, and are not permanent in any place. They simply remain in one place so long as plentiful supplies of ore and wood are obtainable in the immediate vicinity. In many cases the villages formerly inhabited by them have passed out of existence, but the waste, or rather wasted products, of their operations remain.
The furnace shown in Figs. 1 and 2 is built of the sandy soil of the district, moistened and kneaded and generally strengthened by a sort of skeleton of strips of flexible wood. In form it varies from a cylinder, more or less circular, diverging into a tolerably acute cone, the walls being about 3 in. thick. The height is generally about 3 ft. and the mean internal diameter about 1 ft., but all these dimensions vary with different workmen and in different localities. There are two apertures at the base of the furnace; one in front, about 1 ft. in height, and rather less in width than the internal diameter of the furnace, through which, when the smelting of one charge is finished, the resulting mass of spongy iron is extracted, and which during the smelting is well plastered up, the small conical tuyere being inserted at the bottom. This tuyere is usually made of the same material as the furnace—namely, of a sandy soil; worked by hand into the required form and sun-dried; but sometimes no other tuyere is employed than a lump of moist clay with a hole in it, into which the bamboo pipes communicating with the bellows are inserted. The other aperture is smaller, and placed at one side of the furnace, and chiefly below the ground, forming a communication between the bottom of the furnace chamber and a small trench into which the slag flows and filters out through a small pile of charcoal. It is this slag being found in places where iron is not now made that shows that iron smelting was an occupation there, perhaps many centuries before.
The inclined tray shown at the top of the furnace on Fig. 1 is made of the same material as the furnace itself, and when kneaded into shape is supported on a wooden framework. On it is piled a supply of charcoal, which is raked into the furnace when required.
The blowing apparatus is singularly ingenious, and is certainly as economical of manual labor as a blowing arrangement depending on manual labor well can be. A section of the bellows forms the portion to the right of Fig. 1, showing tuyere forming the connection between bellows and furnace. It consists of a circular segment of hard wood, rudely hollowed, and having a piece of buffalo hide with a small hole in its center tied over the top. Into this hole a strong cord is passed, with a small piece of wood attached to the end to keep it inside the bellows, while the other end is attached to a bent bamboo firmly fixed into the ground close by. This bamboo acts as a spring, drawing up the string, and consequently the leather cover of the bellows, to its utmost stretch, while air enters through the central hole. When thus filled, a man places his foot on the hide, closing the central hole with his heel, and then throwing the whole weight of his body on to that foot, he depresses the hide, and drives the air out through a bamboo tube inserted in the side and communicating with the furnace. At the same time he pulls down the bamboo with the arm of that side. Two such bellows are placed side by side, a thin bamboo tube attached to each, and both entering the one tuyere; and so by jumping on each bellows alternately, the workman keeps up a continuous blast.
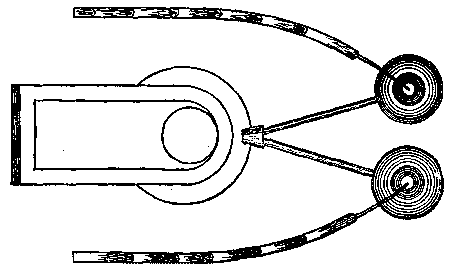
Fig. 2.—PLAN OF INDIAN BLAST FURNACE AND BLOWING MACHINE.
The Figs. 1 and 2 are taken from sketches, and the description from particulars, by Mr. Blandford, who was for some years on the Geological Survey of India, and had exceptional opportunities in his journeyings of observing the customs and occupations of the Indian iron smelters. The blowing machine is an especially wonderful and effective machine, and was first described and illustrated by Mr. Robert Rose, in a Calcutta publication, more than half a century ago. He also had seen it used in iron making in India.—Colliery Guardian.
Wood oil is now made on a large scale in Sweden from the refuse of timber cuttings and forest clearings, and from stumps and roots. Although it cannot well be burned in common lamps, on account of the heavy proportion of carbon it contains, it is said to furnish a satisfactory light in lamps specially made for it; and in its natural state it is the cheapest illuminating oil. There are some thirty factories engaged in its production, and they turn out about 40,000 liters of the oil daily. Turpentine, creosote, acetic acid, charcoal, coal-tar oils, etc., are also obtained from the same materials as the wood oil.
Although the use of soap dates from a rather remote period, the chemist is still living, at an advanced age, to whom we are indebted for a knowledge of its composition and mode of formation. Considerably more than a generation has elapsed since Chevreul announced these facts, but a full appreciation of the principles involved is scarcely realized outside of the circle of professional chemists. Learned medical and physiological writers often speak of glycerin as the "sweet principle of fats," or term fats compounds of fatty acids and glycerin. Indeed, there is little doubt that the great popularity of glycerin as an emollient arose from the view that it represented the essential base of the fats. With regard to soap, also, much erroneous and indistinct impression prevails. Its detergent action is sometimes supposed to be due to the free alkali, whereas a well-made soap is practically neutral.
A desire to secure either an increased detergent, cleansing, or other local effect has led in recent years to the introduction into soaps of a large number of substances, some of which have been chosen without much regard to their chemical relations to the soap itself. The result has been the enrichment of the materia medica with a collection of articles of which some are useful, and others worse than useless. The extension of the list of disinfectant and antiseptic agents and the increased importance of the agents, in surgery, have naturally suggested the plan of incorporating them with soaps, in which form they will be most convenient for application. Accordingly, the circulars of the manufacturing pharmacists have prominently displayed the advantages of various disinfecting soaps.
Among these is a so-called corrosive sublimate soap, of which several brands are on sale. One of these, containing one per cent. of corrosive sublimate, is put on the market in cakes weighing about sixteen hundred grains, and each cake, therefore, contains sixteen grains of the drug—a rather large quantity, perhaps, when it is remembered that four grains is a fatal dose. Fortunately, however, for the prevention of accidents, but unfortunately for the therapeutic value of the soap, a decomposition of the sublimate occurs as soon as it is incorporated in the soap mass, by which an insoluble mercurial soap is formed. This change takes place independently of the alkali used in the soap; in fact, as mentioned above, a well-made soap contains no appreciable amount of free alkali, but is due to the action of the fat acids. Corrosive sublimate is incompatible with any ordinary soap mass, and this incompatibility includes not only other soluble mercurial salts, but also almost all the mineral antiseptics, such as zinc chloride, copper sulphate, iron salts. Some of the preparations of arsenic may, however, be incorporated with soap without decomposition.
Such being the chemical facts, we must admit that no reliance can be placed in corrosive sublimate soaps as germicide agents. It must not be supposed that this incompatibility interferes with the use of these soaps for general therapeutic purposes. It is only the specific germicide value which is destroyed. Since the fats used in soap manufacture yield oleic acid, we will have a certain amount of mercuric oleates formed together with stearate and other salts, and for purposes of inunction these salts might be efficient. Still the physician would prefer, doubtless, to use the specially prepared mercurial.
In producing, therefore, a disinfecting soap, being debarred from using the metallic germicides, we are fortunate in the possession of a number of efficient agents, organic in character, which may be used without interference in soaps.
Among these are thymol, naphthol, oil of eucalyptus, carbolates, and salicylates. There is no chemical incompatibility of these with soap, and as they are somewhat less active, weight for weight, than corrosive sublimate, they are capable of use in larger quantities with less danger, and can thus be made equally efficacious.
It is in this direction, therefore, that we must look for the production of a safe and reliable antiseptic soap.
There is not much exact knowledge as to the usefulness of such additions to soap as borax and glycerin. They are frequently added, and highly spoken of in advertisements. Borax is a mild alkaline body, and as a detergent is probably equivalent to a slight excess of caustic soda. Glycerin, although originally considered an emollient, probably on account of its source and physical properties, is in reality, to some skins at least, a slight irritant. It is, in fact, an alcohol, not a fat. It does not pre-exist in fats, but is formed when the fat is decomposed by alkali or steam.
In ordinary cases, soap owes its detergent effect to a decomposition which occurs when it is put in water.
A perfectly neutral soap, that is, one which contains the exact proportion of alkali and fat acid, will, when placed in cold water, decompose into two portions, one containing an excess of the acid, the other an excess of alkali. The latter dissolves, and gives a slightly alkaline solution; the former precipitates, and gives the peculiar turbidity constituting "suds." These reactions must be kept in mind in determining the effect of the addition of any special substance to the soap.—The Polyclinic.
I wish to call attention to a few mistakes that are quite commonly made by microscopists and writers in stating the result of their optical tests of microscope objectives.
If the image of an object as seen in the microscope appears to be unusually distorted and indistinct toward the edge of the field, and satisfactory definition is limited to a small portion of the center, the cause is often attributed to the spherical aberration of the objective, while really this phenomenon has nothing to do with that optical defect of the objective, if any exists, but is caused by a lack of optical symmetry. If a perfectly symmetrical microscope objective could be constructed, then, with any good eye-piece, it would make no difference to the definition of the object were it placed either in the center or at the edge of the field, even if the objective had considerable spherical aberration. But, unfortunately, our most symmetrical objectives, the low powers, leave much to be desired in this respect, while our wide angle, high powers are very far from symmetrical perfection.
There are two causes of this defect in the latter objectives, one being the extreme wideness of their angular apertures, and the other the great difference in the distances of the object and the image from the optical center of the objectives.
Another mistake is often made in regard to the cause of certain prismatic colors that are sometimes, in a striking degree, produced by otherwise good objectives. According to the nature of these colors, whether yellow or blue, green or indigo, they are generally regarded as evidences of either chromatic over or under correction of the objective. Of course the presence of either of these defects is certainly and correctly indicated by the appearance of one or the other of the colors, under certain circumstances; but the simple visibility of prismatic color is by no means a reliable indication of over or under correction of color, and, indeed, to the honor of our opticians, it may be stated that very few objectives are made that cannot justly be called achromatic in the general sense of the term. By far the most common causes of prismatic color, in otherwise carefully constructed objectives, are the so-called chromatic aberrations of second or higher order. Every achromatic lens which is, as it should be, at its best at about two-thirds of its aperture, is inside of this ring or zone, toward the center slightly under and outside, toward the edge, slightly over corrected. This defect is the greater, the less the difference of the dispersive powers of the two glasses used in the construction of the lens, for a given proportion of their refractive indexes, and therefore the degree of visibility of the colors of the aberrations of the second order depends greatly on the nature of the glass employed in the construction of the lens.
This defect may be corrected by a suitable combination of two or more lenses, though not without again having similarly, as in the correction of the first color, some faint remnants of color, the aberrations of third or still higher order. But even the correction of the third or still higher order may, if the angular aperture is very wide, leave quite visible and disturbing remnants of color.
Another and not uncommon explanation of the cause of this unwelcome color, though not so serious and damaging a charge to the maker of the objectives, is its attribution to the so-called "secondary spectrum." This error, like that previously mentioned, is certainly indicated by the appearance of certain colors under certain conditions, but being, as a rule, one of the least defects of even our best objectives in most cases, it is probably not the true source of the disturbance.
The secondary spectrum is very commonly confounded with the chromatic aberration of higher order. While the latter is produced by imperfections in the form of the lens, the former is due to an imperfection of the optical qualities of the material from which the lens is constructed, the crown and flint glass.
A glass prism of any angle will project upon a white surface a spectrum of any length, according to the arrangement of the light source, the screen, and the prism. So with two prisms of the same kind of glass, but of different angles, two spectra can be produced of exactly equal length, so that if one is brought over the other, with the corresponding colors in line, they will appear as one spectrum. But if one of the prisms is made of crown and the other of flint glass, then their spectra cannot be arranged so that all their corresponding colors would be in line, for the proportional distances of the different colors differ in the two spectra. If two colors of the spectra are, by suitable arrangement, brought exactly in line, then the others will be out. The two spectra do not coincide, and the result, if an achromatic lens be made of these glasses, must be a remnant of color which cannot be neutralized. This remnant is the secondary spectrum.
Although this peculiar disharmony in the dispersive powers of the two glasses, crown and flint, was discovered almost immediately after achromatism was invented, it was only recently that the first successful attempts were made to produce different glasses, which, possessing the other requirements for achromatic objectives, would produce coincident spectra, or nearer so than the ordinary crown and flint glass do. It was about twelve years ago, if my memory serves me, when I learned that a well-known English firm, engaged in the manufacture of optical glass, had brought out some new glass possessed of the desired qualities, and a little later I received a circular describing the glass. But at the same time I learned that the new glass was very soft and difficult to polish, and also that it had to be protected from the atmosphere, and further, that an English optician had failed to construct an improved telescope objective from it. I had ordered some samples of the glass, but never received any.
A few months ago, news from Europe reached this country that another and seemingly more successful attempt had been made to produce glass that would leave no secondary spectrum, and that Dr. Zeiss, the famous Jena optician, had constructed some new improved objectives from it. But the somewhat meager description of these objectives, as given by an English microscopist, did not seem fit to excite much enthusiasm here as to their superiority over what had already been done in this country. Besides this, the report said that the new objectives were five system, and also that extra eye-pieces had to be used with them. I confess I am much inclined to attribute the optical improvement, which, according to Dr. Abbe's own remark, is very little, more to the fact that the objectives are five system than to the new glass used in their construction.
After a close study of a descriptive list of the new glass, received a week or two ago from the manufacturers, I find, to my great regret, that this new glass seems to suffer from a similar weakness to that made by the English firm twelve years ago; as all the numbers of the list pointed out by the makers as having a greatly reduced secondary spectrum are accompanied with the special remark "to be protected." Furthermore, from a comparison of the dispersive and refractive powers of these glasses, as given in the list, I find that objectives constructed from them will leave so great aberrations of higher order, both spherical and chromatic, that the gain by the reduction of the secondary spectrum would be greatly overbalanced.
In conclusion, I wish to say that while I would beware of underestimating the great scientific and practical value of the endeavor of the new German glass makers to produce improved optical glass, and the great benefit accruing to opticians and all others interested in the use of optical instruments, I think it wise not to overestimate the real value of the defects of the common crown and flint glass, which I have sought to explain in this paper. And, for myself, I prefer to fight the more serious defects first, and when its time has come I will see what can be done with the secondary spectrum.
Read before the American Association, Buffalo, August, 1886.
In a former memoir1 we showed that it was possible to decompose anhydrous hydrofluoric acid by the action of an electric current. At the negative pole hydrogen collects; at the positive pole a gaseous body is disengaged, having novel properties. The experiment was performed in a platinum U tube, closed by stoppers of fluorite, and having at the upper part of each branch a small delivery tube, also of platinum. Through the stopper passes a platinum rod, which acts as electrode. The metal employed for the positive pole is an alloy containing 10 per cent. of iridium.
To obtain pure anhydrous hydrofluoric acid, we begin by preparing fluorhydrate of fluoride of potassium, taking all the precautions pointed out by M. Fremy. When the salt is obtained pure, it is dried on a water bath at 100°, and the platinum capsule containing it is then placed in a vacuum in the presence of concentrated sulphuric acid, and two or three sticks of potash fused in a silver crucible. The acid and potash are renewed every morning for a fortnight, and the vacuum is kept at 2 cm. of mercury. Care must be taken during this desiccation to pulverize the salt every day in an iron mortar, so as to renew the surface. When the fluorhydrate contains no more water it falls to powder, and is then fit to serve for the preparation of fluoric acid; the fluorhydrate of fluoride of potassium, if well prepared, is much less deliquescent than the fluoride.
When the fluoride is quite dry, it is quickly introduced into a platinum alembic, which has just been dried by heating it to redness. The whole is kept at a gentle temperature for an hour or an hour and a half, so as to allow the decomposition to commence very slowly; the first portions of acid which come over are rejected as they carry with them traces of water remaining in the salt. The platinum receiver is then attached, and the heat increased, allowing the decomposition to proceed with a certain degree of slowness. The receiver is then surrounded with a mixture of ice and salt, and from this moment all the hydrofluoric acid is condensed as a limpid liquid, boiling at 19.5°, very hygroscopic, and, as is well known, giving abundant fumes in presence of the atmospheric moisture.
During this operation the platinum U tube, dried with the greatest care, has been fixed with a cork in a cylindrical glass vessel surrounded with chloride of methyl. Up to the moment of introducing the hydrofluoric acid, the leading tubes are attached to drying tubes containing fused caustic potash. To introduce the hydrochloric acid into the apparatus, it may be absorbed through one of the lateral tubes in the receiver in which it is condensed.
In some experiments we have directly condensed the hydrofluoric acid in the U tube surrounded with chloride of methyl; but in this case care must be taken that the tubes are not clogged up by small quantities of fluoride carried over, which would infallibly lead to an explosion and projections, which are always dangerous with so corrosive a liquid.
When we have introduced in advance in the small platinum apparatus a determined amount of hydrofluoric acid cooled with chloride of methyl, in tranquil ebullition at a temperature of -23°, the current of 20 cells of Bunsen large size, arranged in series, is passed through by means of the electrodes. An amperemeter in the circuit admits of the intensity of the current being observed.
If the hydrofluoric acid contains a small quantity of water, either by accident or design, there is always disengaged at the positive pole ozone, which has no action on crystallized silicium. In proportion as the water contained in the acid is thus decomposed, it is seen by the amperemeter that the conductivity of the liquid rapidly decreases. With absolutely anhydrous hydrofluoric acid the current will no longer pass. In many of our experiments we have succeeded in obtaining an acid so anhydrous that a current of 25 amperes was entirely arrested.
To render the liquid conducting, we have added before each experiment a small quantity of dried and fused fluorhydrate of fluoride of potassium. In this case, decomposition proceeds in a continuous manner; we obtain at the negative pole hydrogen, and at the positive pole a regular disengagement of a colorless gas in which crystallized silicium in the cold burns with great brilliancy, becoming fluoride of silicium. This latter gas has been collected over mercury, and accurately characterized.
Deville's adamantine boron burns in the same manner, but with more difficulty, becoming fluoride or boron. The small quantity of carbon and aluminum which it contains impedes the combination. Arsenic and antimony in powder combine with this gaseous body with incandescence. Sulphur takes fire in it, and iodine combines with a pale flame, losing its color. We have already remarked that it decomposes cold water, producing ozone and hydrofluoric acid.
The metals are attacked with much less energy. This is due, we think, to the small quantity of metallic fluoride formed preventing the action being very deep. Iron and manganese in powder, slightly heated, burn with sparks. Organic bodies are violently attacked. A piece of cork placed near the end of the platinum tube, where the gas is evolved, immediately carbonizes and inflames. Alcohol, ether, benzol, spirit of turpentine, and petroleum take fire on contact.
The gas evolved at the negative pole is hydrogen, burning with a pale flame, and producing none of these reactions.
When the experiment has lasted several hours, and there is not enough hydrofluoric acid left at the bottom of the tube to separate the two gases, they recombine in the apparatus in the cold, with violent detonation.
We have satisfied ourselves, by direct experiment, that a mixture of ozone and hydrofluoric acid produces none of the reactions described above.
It is the same with gaseous hydrofluoric acid. Finally we may add that the hydrofluoric acid employed, as well as the hydrofluorate of fluoride, were absolutely free from chlorine.
The gas obtained in our experiments is therefore either fluorine or a perfluoride of hydrogen.
New experiments are necessary to settle this last point. We hope soon to lay the results before the Academy.—Comptes Mendus, vol. ciii., p. 202, July 19, 1886; Chem. News.
Comptes Rendus, vol. cii., p. 1543, and Chemical News, vol. liv., p. 36.
It is customary to regard cohesion as the force which binds together molecules of the same substance, and in virtue of which the particles of solids and liquids are kept together, and also to speak of the attraction exerted between particles of two different bodies as adhesion. The distinction between cohesion and adhesion is a conventional one. The similarity, if not identity, of the two forces is demonstrated by the fact that while cohesion is exerted between particles of the same body, adhesion is exerted with most force between particles of allied bodies. Generally speaking, organic bodies require organic solvents; inorganic bodies, inorganic solvents. For example, common salt is highly soluble in water, but not in ether, and many fats are soluble in ether, but not in water. So many cases like these will suggest themselves to the chemist that I am justified in making the following generalization: A body will dissolve in a solvent to which it is allied more readily than in one to which it in highly dissimilar. Exceptions to the law undoubtedly exist, but none so striking as the following in support of it, viz., that the metal mercury is the only known true solvent for many metals at the normal temperature.
From this standpoint the whole subject of solution is deserving of fresh attention, as it appears highly probable that, just as Prof. Carnelley has shown by the use of my meta-chromatic scale, the colors of chemical compounds come under definite laws, which he has discovered and formulated in connection with Mendeleeff and Newlaud's periodic law,2 so, likewise, may the solubility of an allied group of compounds, in regard to any given solvent under constant conditions of temperature, conform to similar laws; that, e.g., the chlorides of H, Na, Cu, and Ag, in Mendeleeff's Group I., may vary in their solubility in water from an extreme of high solubility in the case of hydrogen chloride to the opposite extreme of comparative insolubility in the case of silver chloride. In this natural series of compounds, hydrogen chloride is the body nearest akin to water, and silver chloride the most remote in kinship.
It is in virtue of cohesion that a freely suspended drop of liquid assumes the spherical form. If such a sphere be dropped on to the surface of a liquid of higher specific gravity at rest, one obtains what is called the cohesion figure of the substance of the drop. A drop of oil, e.g., spreads out on the surface of water until it is a circular thin film of concentric rings of different degrees of thickness, each displaying the characteristic colors of thin plates. The tenuity of the film increases; its cohesion is overcome; lakelets are formed, and they merge into each other. The disintegrated portions of the film now thicken, the colors vanish, and only islets of oil remain. Some liquid drops of the same or higher sp. gr. than water do not spread out in this fashion, but descend below the surface of the liquid, and, in descending, assume a ring shape, which gradually spreads out and breaks up into lesser rings. Such figures have been termed submergence cohesion figures; they are vortex rings. I have solidified such vortex rings in their first stage of formation. If drops of melted sulphur, at a temperature above that of the viscous state, be let fall into water, the drops will be solidified in the effort to form the ring, and the circular button, thick in the rim and thin in the center, may be regarded as a solidified vortex ring of plastic sulphur.
It may be shown that the conditions of the formation of a submergence cohesion figure are those which exist in the formation of an aerial vortex. Those conditions in their greatest perfection are (1) a spherical envelope of a different nature from the medium in which the rings are produced; (2) a circular orifice opening into the medium; and (3) a percussive impact on the part of the sphere opposite the orifice. In the production of vortex rings of phosphorus pentoxide in the making of phosphoreted hydrogen, the spherical envelope is water, the orifice the portion of the bubble which opens into the air immediately it rises to the surface, and the impact is furnished by gravity. So, also, in the case of a submergence cohesion figure, the spherical envelope is the air surrounding the drop, the orifice the portion of it which first comes in contact with the liquid at rest; and here again the impact is due to gravity more directly than in the former case. These conditions are somewhat imperfectly copied in the ordinary vortex box, which is usually cubical in form, with a circular orifice in one side, and a covering of canvas on the opposite one, which is hit with the fist.
Notes from a lecture given to the Halifax Scientific Society, July 19, 1886.
Philosophical Magazine, August, 1884.
The method which we propose consists in the conversion of the nitric acid into nitric oxide; the absorption of the latter in a measured, but excessive, quantity of a standard solution of permanganate of potassium; and the subsequent determination of the excess of the permanganate by means of a standard solution of oxalic acid or sulphate of manganese.
A is an apparatus for the generation of carbon dioxide free from air, which will be explained hereafter.
B is a flask, having a capacity of 125 or 150 c.c., in which the nitrate is decomposed in the usual manner by means of ferrous chloride and hydrochloric acid.
C is a small tube for the condensation of the aqueous hydrochloric acid which distills over from B.
D is a Geissler bulb, containing a concentrated solution of potassium carbonate, to arrest any acid vapors coming from C.
E, E are two pieces of ordinary combustion tubing, having a length of about 650 or 700 mm., in which is placed the permanganate solution employed for the absorption of the nitric oxide. Their open ends are provided with lips in order to facilitate the pouring of liquids from them, care being taken not to so distort the ends that rubber stoppers cannot be made to fit them tightly. They are placed in a nearly horizontal position in order to diminish the pressure required to force the gases through the apparatus and thus lessen the danger of leakage through the rubber joints.
a is a tube through which the ferrous chloride and hydrochloric acid are introduced into B, as in the method of Tiemann-Schulze.
b serves for the introduction of carbon dioxide to expel the air before the decomposition of the nitrate, and the nitric oxide afterward.
c is an unbroken tube ending at the lower surface of the stopper in B, and at the bottom of C.
The rubber joint, d, is furnished with a Mohr and also a screw pinch cock. The joints, e and f, are furnished with Mohr pinch cocks. The rubber tubing upon these should be of the best quality, and must be carefully tied.
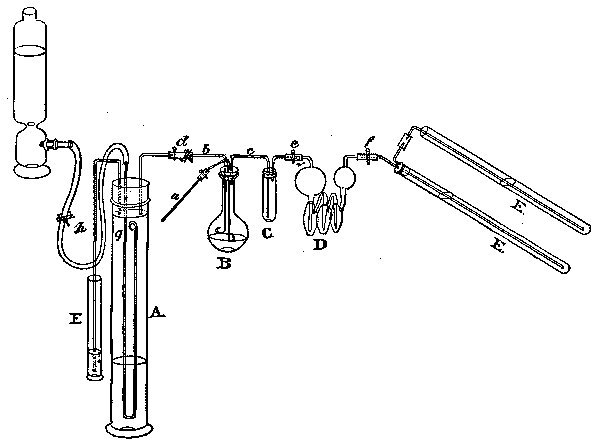
DETERMINATION OF NITRIC ACID.
In consequence of the large volume of the permanganate solution required for the complete absorption of the nitric oxide, we have found it advantageous to use three solutions instead of two.
1. A solution of permanganate such that one c.c. is equivalent to about fifteen milligrammes of nitrate of potassium, according to the reaction:
KMnO4 + NO = KNO3 + MnO2.
This solution is employed for the absorption of the nitric oxide. Its strength need not be exactly known. There is no objection to a more concentrated solution, except that which pertains to all strong standard solutions, namely, that a small error in measurement would then give a larger error in the results. 100 c.c. of this solution are required for each determination, and the measurement is always made in one and the same 100 c.c. measuring flask, which, if necessary, should be labeled to distinguish it from that used for solution No. 2.
2. A solution of oxalic acid which is very slightly stronger than that of the permanganate just described—that is, a solution such that one c.c. of it will somewhat more than decompose one c.c. of the permanganate, according to the reaction:
2KMnO4 + 3H2SO4 + 5C2H2O4.2H2O =
K2SO4 + 2MnSO4 + 18H2O + 10CO2.
The exact strength of this solution need not be known, since we only require the difference in value between it and solution No. 1, which is determined by means of solution No. 3. 100 c.c. of this solution are also required for each determination, and the measurement, as in the preceding case, is always made in the same 100 c.c. measuring flask.
3. A dilute, carefully standardized solution of permanganate of potassium.
The method of using these solutions is as follows: 100 c.c. of No. 1 and No. 2 are measured off (each solution in its own measuring flask), brought together in a covered beaker glass, and acidified with dilute sulphuric acid. The excess of oxalic acid is then determined by means of solution No. 3.
When it is desired to make a determination of nitric acid, 100 c.c. of solution No. 1 are measured off, and as much of it as may be convenient is poured into the tubes, E, E, together with about a gramme of zinc sulphate for each tube, which substance appears to considerably facilitate the absorption of the nitric oxide by the permanganate. When the operation is over, the contents of E, E are poured into a beaker glass. 100 c.c. of solution No. 2 are then measured off, and a portion, together with a little sulphuric acid, poured into E, E, to dissolve the oxide of manganese which has separated during the absorption of the nitric oxide. The oxide having been dissolved, the liquid in E, E, and the rinsings of the tubes, also the residues of permanganate and oxalic acid left in the measuring flasks, and the rinsings from these, are all brought together in the same beaker glass. Finally, the amount of solution No. 3 required to decompose the excess of oxalic acid is determined. If we subtract from the amount thus found the quantity of permanganate required to equalize solutions Nos. 1 and 2 (previously ascertained), we shall have the amount of permanganate actually reduced by the nitric oxide, according to the reaction:
6KMnO4 + 10NO = 3K2O + 6MnO + 5N2O5;
in other words, on the basis that one molecule of potassium permanganate will oxidize one and two-thirds molecules of nitric oxide:
(KMnO4 = 1-2/3 NO).
The method of using the apparatus is simple. The nitrate is placed in B, and the joints made tight, except that at f, which is left open. A current of carbon dioxide is passed through the apparatus until all of the air has been displaced. Connection is then made at f, and soon afterward the current of carbon dioxide is shut off at d.
The flask, B, is now heated as long as may be necessary in order to produce, on cooling, the diminished pressure required for the introduction of the ferrous chloride and hydrochloric acid. Before removing the flame, the joint at f is closed to prevent the return of the permanganate solution.
As soon as the flask, B, has become sufficiently cool, the ferrous chloride and hydrochloric acid are introduced through the tube, a (which has been full of water from the first), in the same manner and quantities as in the well-known Tiemann-Schulze method.
The pinch cock at d is then opened, and the apparatus allowed to fill with carbon dioxide. When the pressure has become sufficient to force the gas through the solution of permanganate, the pinch cock at f is removed. It should be opened only slightly and with great caution at first, unless one is certain that the pressure is sufficient. If the pressure is insufficient, the fact will be made apparent by a rise of the permanganate in the small internal tube.
The flow of carbon dioxide is now reduced to a very slow current, or entirely cut off. The contents of B are slowly heated, until the decomposition of the nitrate is complete and the greater part of the nitric oxide has been expelled, when the apparatus is again closed at f and d, and allowed to cool. The tube, a, is then washed out, by the introduction through it into B of a few cubic centimeters of strong hydrochloric acid.
The process of filling the apparatus with carbon dioxide, and of heating the contents of B, is repeated. When it becomes apparent, from the light color of the liquid in B, that all of the nitric oxide has been expelled from it, the current of carbon dioxide is increased and the heating discontinued. Care must be taken, however, not to admit too strong a current of carbon dioxide, lest some of the nitric oxide should be forced unabsorbed through the permanganate solution. It is also necessary, for the same reason, to avoid too rapid heating during the decomposition of the nitrate.
When all of the nitric oxide has been forced into the solution of permanganate, the determination is made in the manner already described.
To test the method, nine determinations were made with quantities of pure nitrate of potassium varying from 100 to 200 milligrammes. The maximum difference between the volumes of permanganate actually used and those calculated was 0.05 c.c., while the main difference was 0.036 c.c. The measurements of the permanganate were made from a burette which had been carefully calibrated. We also made a number of determinations, using a solution of manganous sulphate in the place of the oxalic acid. The advantage of this method lies in the fact that it is not necessary to dissolve the oxide which is precipitated upon the glass within the tubes, E, E, since, in the presence of an excess of permanganate, the reduction by nitric oxide extends only to the formation of MnO2; also in the fact that the solution of manganous sulphate is more stable than that of oxalic acid. A solution of the sulphate having been once carefully standardized, can be used for a long time to determine the value of permanganate solutions.
The details of the method are as follows: A solution of manganous sulphate slightly stronger than No. 1 is prepared.
The difference between 100 c.c. of it and 100 c.c. of No. 1 is ascertained, according to the method of Volhard, by means of solution No. 3.
The contents of E, E, together with the rinsings from the tubes, are poured into a capacious flask. 100 c.c. of the manganous sulphate and a few drops of nitric acid are then added, and the whole boiled. Finally, the excess of manganous sulphate is determined, in the manner described by Volhard, by means of solution No. 3. Subtracting from the total amount of permanganate thus used the quantity required to equalize the 100 c.c. of solution No. 1 and the 100 c.c. of the manganous sulphate, we shall have the quantity of permanganate reduced by the nitric oxide.
It must, however, be remembered that the value of solution No. 3 is now to be calculated on the basis of the equation KMnO2 + NO = KNO3 + MnO2. One molecule of permanganate equals one molecule of nitric oxide when manganous sulphate is used, since no part of the permanganate employed in this method is reduced below the superoxide condition. In other words, solution No. 3 now represents only three-fifths as much nitric acid as it does when oxalic acid is used.
The results obtained by this method were moderately satisfactory, but not quite so exact as those obtained when oxalic acid was used. A series of four determinations gave differences, between the volumes of permanganate calculated and used, of 0.05 to 0.15 c.c.
The principal objection to the method lies in the difficulty of determining, in the presence of the brown oxide of manganese, the exact point at which the oxidation is complete.
The carbon dioxide generator, A, was devised by us to take the place of the ordinary generators, in which marble is used. We have found that a submersion of twenty hours in boiling water does not suffice to completely remove the air which, as is well known, is contained in ordinary marble; hence some other substance must be employed as a source of the gas. In the apparatus which we are about to describe, the acid carbonate of sodium is used.
It consists of a long, narrow cylinder (450 x 60 mm.); a tightly fitting rubber stopper, through which three tubes pass, as shown in the figure; a small cylinder, F, containing mercury; and a sulphuric acid reservoir, G.
The tube, g, is drawn out to a fine point at the end and curved, so that the acid which is delivered into A falls upon and runs down the outside of the tube. The tube, h, dips under the mercury in F. G and g are connected by means of a long piece of rubber tubing which is supplied with a screw pinch cock.
The apparatus is made to give any required pressure by raising or lowering G and F; but the elevation of G, as compared with that of F, should always be such that the gas will force its way through h rather than g. The upper part of the cylinder, F, is filled with cotton wool to prevent loss of mercury by spattering.
The material placed in A consists of a saturated solution of acid carbonate of sodium, to which an excess of the solid salt has been added. The sulphuric acid is the ordinary dilute. The apparatus, if properly regulated, serves its purpose very well. The principal precaution to be observed in using it is to avoid a too sudden relieving of the pressure, which would, of course, result in the introduction of an unnecessarily large quantity of sulphuric acid into A.
When a hydrated salt is dissolved, does it retain its water of crystallization, or does this latter cease to be distinguishable from the solvent water? Both views have found advocates among chemists who have looked at the question of solution, and both have been supported by arguments more or less to the point. But among the possible means of solving this question there is one which has entirely escaped the notice of those interested in the subject. And those who hold that water of crystallization exists in solution have been entirely oblivious of the fact that, while they are ready to accept the results of the modern science of thermo-chemistry, and to employ them to support their views on hydration, yet these very results, if correct, prove without a shadow of a doubt that water of crystallization does not exist in solution.
The proof is so clear and self-evident when once one's attention is directed to it, that, though I intend to develop it more fully on another occasion, I feel that it is better to publish an outline of it at once.
Thomsen has found that the heat of neutralization of the soluble bases of the alkalies and alkaline earths with sulphuric acid has a mean value of 31.150 c. within very narrow limits. When hydrochloric or nitric acid is employed, the value is 27.640 c., also within very narrow limits. Now, this agreement of the six bases in their behavior with sulphuric acid, much more of the seven bases with both HNO3 and HCl, is so close that it cannot be regarded as accidental, but, in the words of Meyer, the heat of formation of a salt in aqueous solution is a quantity made up of two parts, one a constant for the base, the other for the acid. But of the twenty salts thus formed, some are anhydrous in the solid state, others have water of crystallization, up to ten molecules in the case of Na2SO4. If water of crystallization exists in solution, it will be necessary to suppose that this agreement is accidental, which is absurd, as a glance at the probabilities will show. Thomsen himself expressly states that he regards the dissolved state as one in which the conditions are comparable for all substances; this would be impossible if water of crystallization were present.
A still stronger proof is afforded by the "avidity" of Thomsen or the "affinity" of Ostwald; both have worked on the subject, taking no account of water of crystallization, and the results, e.g., for H2SO4 and HCl with NaHO, where water of crystallization may come in, are entirely confirmed by Ostwald's results on inversion and etherification, where there can be no water of crystallization.
The proof is complete, water of crystallization cannot be attached to the salt in solution, or if it is, no heat is evolved on union more than with solvent water. The alternative is to suppose that the whole of the above thermo-chemical results are coincidences.
Bagneres De Luchon, in the department of the Haute Garonne, is a gay town of some 5,000 inhabitants. A friend told me that he once suffered so much from the heat there in June, that he determined never to go to the Pyrenees again. We were there the second week in June, and we suffered more from rain and cold, and were very glad of a fire in the evening.
Except to the south, in the direction of the Porte de Venasque, one of the chief mule passes into Spain during summer, where there are fine snow-capped mountains, the scenery from the town is not grand, but it is within easy reach of the wildest parts of the Pyrenees.
It is the nearest town to the Maladetta, their highest point, in which the Garonne rises, and among whose rocks is one of the last strongholds of the ibex or bouquetin, the "wild goat" mentioned by Homer. Eagles and vultures are to be seen sailing about the sky near Luchon nearly every day, and bears, which in the Pyrenees are neither mythical nor formidable, descend to within a few miles of the town after wild strawberries, which abound there.
We heard of two female peasants lately gathering wild strawberries who were suddenly confronted with competitors for the spoil in the shape of a she bear and two cubs. It was doubtful whether man or beast was the more surprised. The cubs began to growl, but their dam gave both of them a box on the ears for their bad manners, and led them away. As for flowers, the neighborhood of Luchon has the reputation, perhaps not undeserved, of being the most flowery part of the Pyrenees.
We went the usual expeditions from the town, in spite of the weather, and I will try to remember what plants we noticed in each of them. The first trip was to the Vallee du Lys. In spite of the spelling, the name suggests lilies of the valley, but we are told that lys is an old word meaning water, and that the valley took its name from the number of cataracts, not from lilies, there.
However this may be, a lily grows there in great profusion, and was just coming into flower toward the middle of June. It is the Lis de St. Bruno (Anthericum liliastrum), a plant worthy of giving its name to a valley of which it is a characteristic feature. Still more conspicuous at the time when we were there were the Narcissus poeticus, abundant all round Luchon, but already past in the low meadows near the town, but higher up, at an elevation of about 4,000 ft., it was quite at its best, and whitened the ground over many acres.
I looked about for varieties, but failed to detect any special character by which it could be referred to any of the varietal names given in catalogues, and concluded that it was N. poeticus pure and simple. Pulmonarias were abundant along the road, as also in the whole region of the Pyrenees, the character of the leaves varying greatly, some being spotless, some full of irregular white patches, others with well defined round spots. They varied, too, from broad heart-shaped to narrow lanceolate, and I soon concluded that it was hopeless to attempt any division of the class founded upon the leaves.
Besides the beautiful flowers of Scabious mentioned before, a new feature in the meadows here was the abundance of Astrantia major. A pure white Hesperis matronalis was also common, but I saw no purple forms of it. Geranium phæum also grew everywhere in the fields, the color of the flower varying a good deal. Hepaticas were not so common by the roadside here as at Eaux Bonnes, but are generally distributed. Many of them have their leaves beautifully marbled, and I selected and brought away a few of the best, in hopes that they may keep this character. I was struck everywhere by the one-crowned appearance of the Hepaticas, as if in their second year from seed.
On the mountains, where they were still in flower, I did not find the colors mixed, but on one mountain they would be all white, on another all blue. I do not recollect to have seen any pink. Meconopsis cambrica is common in the Pyrenees. I observe that in Grenier's "French Flora" the color of the flower is given as "jaune orange," but I never saw it either in England or in France with orange flowers till I saw it covering a bank by the side of the road to the Vallee du Lys. I was too much struck by it to delay securing a plant or two, which was lucky, for when we returned every flower had been gathered by some rival admirers.
Another expedition from Luchon is to the Lac d'Oo. This, too, is famous for flowers; but especially so is a high valley called Val d'Esquierry, 2,000 ft. or 3,000 ft. above the village d'Oo, at which the carriage road ends. Botanists call this the garden of the Pyrenees, and, of course, I was most anxious to see it.
The landlord of our hotel was quite enthusiastic in his description of the treat in store for me, enumerating a long catalogue of colors, and indicating with his hand, palm downward, the height from the ground at which I was to expect to see each color. I was afterward told that he had never been to the famous valley, being by no means addicted to climbing mountains.
During the first part of the drive from Luchon we saw hanging from the rocks by the roadside large masses of Saponaria ocymoides, varying much in the shade of color of the flowers. This is a plant which I find it better to grow from cuttings than from seed. The best shades of color are in this way preserved, and the plants are more flowery and less straggling. As we got near the end of the carriage road, the meadows became more crowded with flowers known in England only in gardens.
Besides such plants as Geranium pyrenaicum growing everywhere on the banks, the fields were full of a light purple geranium—I think sylvaticum. Here, too, I noticed Meconopsis cambrica with orange flowers. Narcissus poeticus was also there, and so were some splendid thistles, large and rich in color. But the most remarkable part of the coloring in the meadows was produced by different shades of Viola cornuta carpeting the ground. We noticed this plant in many parts of the Pyrenees, but here especially.
From the end of the road I started with a guide for the promised garden of the Val d'Esquierry. By the side of the steep and winding path I noticed Ramondia pyrenaica—the only place I saw it in the Luchon district. Other notable plants were a quantity of Anemone alpina of dwarf growth and very large flowers, covering a green knoll near a stream. A little beyond, Aster alpinus was in flower, of a bright color, which I can never get it to show in gardens. These, with the exception of a few saxifrages and daffodils of the variety muticus, were about the last flowers I saw there.
GROUP OF ALPINE FLOWERS
Promise of flowers there was in abundance. Aconites, I suppose napellus, and also that form of A. lycoctonum with the large leaves known as pyrenaicum, were just enough grown to recognize. The large white Asphodel, called by French botanists A. albus, but better known in gardens as A. ramosus, which grows everywhere in the Pyrenees, and the coarse shoots of Gentiana lutea were just showing.
Further on the daffodils were only just putting their noses through the yellow dead grass, which the snow had hardly left and was again beginning to whiten, for the rain, which had been coming down in torrents ever since I left the carriage and had wet me through, had now changed to snow. Still I went on, in spite of the bitter cold, hoping that I should come to some hyperborean region where the flowers would be all bright; but my guide at last undeceived me, and convinced me that we were far too early, so we went down again, wiser and sadder, and I advise my friends who wish to see the Val d'Esquierry in its beauty not to visit it before July at the earliest.
I have still one mountain walk to describe, a far more successful one, but it must be deferred till another week.—C. Wolley Dod, in the Garden.
Turtle shells may be softened by hot water, and if compressed in this state by screws in iron or brass moulds, may be bent into any shape, the moulds being then plunged into cold water.
A huge agave, or century plant, is now blooming at Auburn, N.Y. A few days ago the great plant became tinged with a delicate yellowish-white color, as its 4,000 buds began to develop into the full-blown flowers, whose penetrating fragrance, not unlike that of the pond lily, now attracts swarms of bees and other insects. The plant was purchased in 1837 by the owner, and was then twelve years old. For half a century the agave has lain around his greenhouses in company with several others, and no special care has been taken of it, except to protect it somehow in winter, that it might be fresh for the next summer's growth. The plant has always been a hardy specimen, and required little care. Its whole life, now speedily approaching a termination in the fulfillment of the end of its existence—flowering—has been a sluggish course. Its growth has been steady and its development gradual. Occasionally it has thrust out a spiked leaf until, in size, it became greater than its fellow plants and took on the likeness of an enormous cabbage which had been arrested in its development and failed to attain perfection. Early last April its appearance began to undergo a decided change. Its resemblance to a cabbage lessened, and it began to look like a giant asparagus plant. On April 12, the great fleshy leaves, massed together so as to impress the imprint of their spines upon one another, began to unfold, and a thick, succulent bud burst up amid the leaves. Slowly the stalk developed from the bud and assumed gigantic proportions. Green scales appeared in regular arrangement about the stalk, marking the points from which lateral branches were to spring. The thick stalk, tender and brittle at first as new asparagus, became tough and hard enough to resist a knife, and its surface assumed the gritty character of the leaves of the plant. The low roof of the hothouse became an obstruction to further growth, and had to be removed. Lateral limbs were, at a later period, thrust out in great numbers, each of them bearing small branches, as do strawberry plants, on which hang sprays of buds in bunches of from three to ten, making in all many hundreds, all waiting for the completion and blooming of the topmost buds. The inflorescence of the century plant is peculiar, and the appearance of flowers on the lower branches may be simultaneous with, or consecutive to, the blossoming on the upper limbs. With the appearance of the lateral outshoots the great aloe lost its likeness to asparagus, and at present bears resemblance to an immense candelabra. The plant is now fully matured, and has a height of twenty-seven feet. There are thirty-three branches on the main stem, and, by actual count, one of the lateral limbs was found to bear 273 perfect buds, some of whose green sepals have spread, revealing the yellowish-white petals and essential parts of the plant. The ample panicles crowded with curious blossoms are, as, indeed, the Greek name of the plant—agave—signifies, wonderful.
There is a pathetic view to be taken of the great plant's present condition. For years it has been preparing to flower, and the shoot it has sent up is the dying effort. The blossoms carry in them the life of new plants, and the old plant dies in giving them birth. It is commonly supposed that this plant, the Agave Americana, or American aloe, blooms only at the end of 100 years, hence the common name century plant.
Only two plants are on record among the floriculturists as having bloomed in New York State. Thirty years ago, a century plant, of which the Casey aloe was a slip, flowered in the greenhouses of the Van Rensselaer family at Albany. In 1869, a second plant blossomed at Rochester. At present, two aloes, one at Albany, the other at Brooklyn, are reported as giving evidences of approaching maturity. They are pronounced not American aloes, or century plants, but Agave Virginica, a plant of the same family commonly found in sterile soil from Virginia to Illinois and south, and blossoming much more frequently. In Mexico the century plant is turned to practical account and made a profitable investment to its owners. After the scape has reached its full growth it is hewn down, and the sap, which fills the hollow at its base, is ladled out and converted by fermentation into "agave wine," or "pulque," the favorite drink of the Mexicans. This pulque, or octli, has an acid resembling that of cider, and a very disagreeable odor, but the taste is cooling and refreshing. A brandy distilled from pulque is called "aquardiente," or "mexical." The plant, by tapping, can be made to yield a quart of sap daily. The fibers of the leaves when dried furnish a coarse thread known as Pita flax, and when green are used in Mexico as fodder for cattle. Razor strops or hones are also made from the leaves, which contain an abundance of silica and give rise to a very sharp edge on a knife applied with friction across the surface of the dried leaf.
Time was when the advocate of a specific was laughed at by the scientific world, but since it is known that so many forms of disease are the direct result of some kind of germ life, it is no longer a misnomer to call a medicine which will certainly and always destroy the germ which produces so many forms of disease a specific.
In the light of this definition, founded upon the experience of forty years' successful practice in treating this form of disease with creosote, the writer is prepared to indorse the heading of this article. Having used all the different remedies ordinarily prescribed, they have long since been laid aside, and this one used in all forms of the disease exclusively, and with uniform success.
In 1863 it was the writer's fortune to spend several weeks in a military hospital in Memphis as a volunteer surgeon, under the direction of Dr. Lord. In conversation with him, the use of this article was mentioned, which appeared new to him, and a case was put under treatment with it, with such prompt favorable results as to elicit his hearty commendation, and, at his suggestion, Surgeon-General Hammond was informed of it.
All injuries, of whatever kind, have been treated with dressings of this remedy, and where this has been done from the first to last, in no instance has there been an attack of erysipelas.
The usual manner of application was in solution of six to twenty drops to the ounce of water, keeping the parts covered with cloths constantly wet with it. In ulcers or wounds it may be used in the form of a poultice, by stirring ground elm into the solution, the strength to be regulated according to the virulence of the attack. Ordinarily, ten drops to the ounce is strong enough for the cutaneous form of the disease and in dressings for wounds or recent injuries. If the inflammation threatens to spread rapidly, it should be increased to twenty or more drops to the ounce of water.
The antiseptic properties of this remedy render it of additional value, as it will certainly destroy the tendency to unhealthy suppuration, and thus prevent septicæmia.
In the treatment of hundreds of cases of erysipelas but one fatal case has occurred, and that one in an old and depraved system. In the less violent attacks no other remedy was used, but where constitutional treatment was indicated, the usual appropriate tonics were prescribed.
There is no question in my mind but that creosote is as much a specific in erysipelas as quinine is in intermittent fever, and may be used with as much confidence.—St. Louis Med. Jour.
The apparatus was devised by Mr. R.D. Gray (the inventor of the ingenious "vest camera" and other photographic improvements) and by myself. I described what was required and suggested various modifications and improvements, but the mechanical details were worked out exclusively by him. To test the rapidity of the camera, we photographed a "horse-timer" clock, with a dial marking quarter seconds, and succeeded in taking five distinct photographs in half a second with one lens, which has never before been accomplished excepting by Professor Marey,1 at the College de France, who has taken successive views of flying birds, falling balls, etc., with one lens at a very rapid rate. His camera was unknown to me until after mine was constructed, so that as a success in photography alone the work is interesting.
The camera consists of a circular brass box, 5½ inches in diameter and 1¼ inches deep, containing a circular vulcanite shutter with two apertures, behind which is placed a circular dry plate. Both plate and shutter are revolved in opposite directions to each other by a simple arrangement of four cogged wheels moved by a single crank. The box is perforated at one side by a circular opening, 1¾ inches in diameter, from the margin of which projects at a right angle a long brass tube (Fig. 1), which carries the lens. In Fig. 2 the lid of the box has been removed, and the bottom of the box, with the wheels, springs, and partially closed shutter, is presented. The lid is double—that is, it is a flat box in itself. It contains nothing but the dry plate, supported at its center upon a small brass disk, against which disk it is firmly pressed by a pivot attached to a spring fastened in the lid. The aperture in one side of this double lid, which corresponds with that seen in the floor of the box, may be closed by a slide, so that the lid containing the plate can be removed like an ordinary plate holder and carried to a dark room, where it is opened and the plate is changed. When the lid is replaced this slide is removed, and as the shutter is made to revolve, the light falls upon whatever portion of the dry plate happens to be opposite the opening.
By reference to Fig. 2, it will be seen that when the large wheel which projects outside of the box is revolved by a crank, it turns the small ratchet wheel, which bears an eccentric pawl. (The crank has been removed in Fig. 2; it is seen in Fig. 1.) The central wheel has only six cogs. The pawl is pressed into one of these cogs by a spring. It pushes the central wheel around one-sixth of its circumference, when it returns to be pressed into the next cog. While the pawl returns, it necessarily leaves the central wheel at rest, and whatever momentum this wheel carries is checked by a simple stop pressed by a spring upon the opposite side. The central wheel carries a square axle, which projects through a small hole in the center of the double lid and fits into the brass disk before alluded to, causing the disk to revolve with the axle. The disk is covered by rubber cloth; and as the dry plate is pressed firmly against the rubber surface by the spring in the lid, the plate adheres to the rubber and revolves with the disk. Thus every complete revolution of the central wheel in the floor of the box carries with it the dry plate, stops it, and moves it on again six times. The velocity of revolution of the plate is only limited by the rapidity with which one can turn the crank.
The shutter is revolved in the opposite direction by a wheel whose cogs are seen fitting into those of the little wheel carrying the eccentric pawl.

FIG. 1.—THE CAMERA MOUNTED.
The two apertures in the shutter are so placed that at the instant of exposure of the plate it is momentarily at rest, while the plate when moving is covered by the shutters. This arrangement prevents vibration of the plate and blurring of the image. The camera is mounted by two lateral axles with screw clamps upon two iron stands, such as are in common use in chemical laboratories. A brass rod attached to the tube steadies it, and allows it to be screwed fast at any angle corresponding to the angle at which the heart is placed. It is thus easy to put a manometer tube in the femoral artery of an animal, bend it up alongside of the exposed heart, and simultaneously photograph the cardiac contraction and the degree of rise of the fluid in the manometer(!). The tube is arranged like the draw tube of a microscope. It is made long, so as to admit of taking small hearts at life-size. The stand carries a support for the frog or other animal to be experimented upon, and a bottle of physiological salt solution kept warm by a spirit lamp beneath.
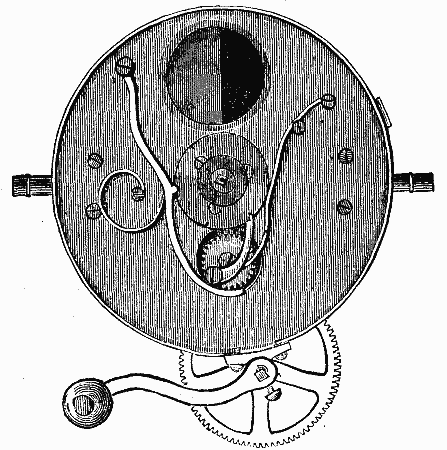
FIG. 2.—INTERIOR OF THE CAMERA.
The whole apparatus is readily packed in a small space. I have already taken a number of photographs of various hearts and intestines with it, and the contraction of the heart of the frog produced by Strophanthus hispidus, the new cardiac stimulant, is seen in Fig. 3, taken by this new instrument. The apparatus has the great advantage that six photographs of a single cardiac pulsation, or of any muscular contraction, may be easily taken in less than one second, or, by simply turning the crank slower, they may be taken at any desired rate to keep pace with the rhythm of the heart. The second hand of a watch may be placed in the field of view and simultaneously photographed with the heart, so that there can be no question about the series of photographs all belonging to one pulsation.
FIG. 3.—PHOTOGRAPHS OF THE HEART IN MOTION.
1, Normal diastole; 2, auricular systole; 3, ventricular systole. 1,
2, 3 were taken in a half second; 4, 5, 6, same as 1, 2, 3, after
injection of toxic dose of Strophanthus hispidus. 4, 5, 6 were taken
in a half second. The pulse rate was 74.
I have already called attention2 to the ease with which these photographs are enlarged for lecture room demonstration, either on paper or in a stereopticon, and the ease with which they may be reproduced in print to illustrate the action of drugs.
La Methode Graphique (Supplement), Paris, 1885.
Medical Record, loc. cit.; Recent Advances in Methods of Studying the Heart, Medical Press, Buffalo, March 1, 1886, p. 234; Instantaneous Photographs of the Heart, Johns Hopkins University Circulars, March, 1886, p. 60.
A CATALOGUE containing brief notices of many important scientific papers heretofore published in the SUPPLEMENT, may be had gratis at this office.
Terms of Subscription, $5 a year.
Sent by mail, postage prepaid, to subscribers in any part of the United States or Canada. Six dollars a year, sent, prepaid, to any foreign country.
All the back numbers of THE SUPPLEMENT, from the commencement, January 1, 1876, can be had. Price, 10 cents each.
All the back volumes of THE SUPPLEMENT can likewise be supplied. Two volumes are issued yearly. Price of each volume, $2.50 stitched in paper, or $3.50 bound in stiff covers.
COMBINED RATES.—One copy of SCIENTIFIC AMERICAN and one copy of SCIENTIFIC AMERICAN SUPPLEMENT, one year, postpaid, $7.00.
A liberal discount to booksellers, news agents, and canvassers.
MUNN& CO., Publishers,
361 Broadway, New York, N. Y.
In connection with the Scientific American, Messrs. MUNN & Co. are solicitors of American and Foreign Patents, have had 42 years' experience, and now have the largest establishment in the world. Patents are obtained on the best terms.
A special notice is made in the Scientific American of all inventions patented through this Agency, with the name and residence of the Patentee. By the immense circulation thus given, public attention is directed to the merits of the new patent, and sales or introduction often easily effected.
Any person who has made a new discovery or invention can ascertain, free of charge, whether a patent can probably be obtained, by writing to MUNN & Co.
We also send free our Hand Book about the Patent Laws, Patents Caveats, Trade Marks, their costs, and how procured. Address
Munn & Co., 361 Broadway, New York.
Branch Office, 622 and 624 F St., Washington, D.C.