
Title: The Knack of Managing
Author: Lewis K. Urquhart
Herbert Watson
Release date: May 22, 2012 [eBook #39761]
Language: English
Other information and formats: www.gutenberg.org/ebooks/39761
Credits: E-text prepared by Juliet Sutherland and the Online Distributed Proofreading Team
E-text prepared by Juliet Sutherland
and the Online Distributed Proofreading Team
(http://www.pgdp.net)
Published by
FACTORY MANAGEMENT AND MAINTENANCE
330 West 42nd Street
New York City, N. Y.
330 West 42nd Street
New York City, N. Y.
Someone once said—probably it was Mr. Schwab—that given the right organization it was no harder to manage the U. S. Steel Corporation than to operate a peanut stand.
And Mr. Schwab ought to know, although no life-sized portrait of him all dressed up like a peanut vendor has ever been brought to our attention.
However that may be, his statement is interesting—especially interesting because his appraisal of the job of managing very nearly approaches ours. In "The Knack of Managing," you see, much of the emphasis will be on the fact that the fundamental PRINCIPLES OF MANAGEMENT apply to every business alike. And if we may start out with the premise that managing[2] Mr. Schwab's Bethlehem Steel Company is not such a far cry from operating a pretzel plant or a furniture factory, our battle is already half won.
THE PRINCIPLES OF MANAGEMENT vary not at all, however different may be the MECHANICS OF APPLICATION.
How often the editor, how often the equipment salesman, listens to that time-worn tale of woe: "My business is different. So-and-so can do that sort of thing. But I make gadgets—and your conveyors, your air conditioners or whatever it is you write about or sell, won't do me a bit of good."
Of course his business is different—different in its individual characteristics, its financial, sales, production, labor problems. But they are only the CLOTHES the business wears. They may differ from the clothes of another enterprise as widely as the frilly importation from the Rue de la Paix differs from the sleazy issue of the East Side sweat shop. But underneath the[3] clothes the artist knows there is the human body—and a study of anatomy is necessary before he can paint the picture. Beneath the "clothes" of the business are the principles of management—The ANATOMY OF MANAGEMENT—the framework upon which the completed structure is built.
Doesn't it all boil down to something like the Colonel's lady and Judy O'Grady? One, presumably, wore a brief peignoir with a Paris label; the other, a substantial bungalow apron from a department store basement. But weren't they "sisters under the skin"?
Stripped of all the furbelows—the details of operation, of tools, of materials—the objectives of our steel master, our peanut vendor, our pretzel maker, our furniture manufacturer, are one and the same thing. Their every-day job, in short, is to get something well done with maximum dispatch and at minimum expense.
That's management's job. It goes for every type of enterprise; whether it in[4]volves the use of a million dollars' capital, or only ten cents' carfare—or a few minutes of a man's time. The "clothes" matter not at all. Beneath them the fundamental steps in managing are identical. The basic KNACK OF MANAGING is the same.
Consider one of the simplest forms of business enterprise—the delivery of a message. The errand boy—if he's worth his salt and is really managing his job—does in principle exactly what the general manager of the glass plant, the automobile factory, the textile mill, does when he comes face to face with his problems. In principle, mind you.
FIRST—this is the errand boy managing his job—he settles in his mind exactly where he has to go. Not just over to Federal Street—but to 63 Federal. In a word, he ANALYZES THE BUSINESS or the job to be done. ANALYSIS, then, is the first step.
SECOND—he figures out the shortest, most economical way to go there. In other[5] words, he PLANS THE DOING OF THE JOB for the least expenditure. PLANNING is the second step.
THIRD—shall he walk or shall he ride? Shall he do the work himself? Or shall he hire someone else to do it for him? His third step, you see, is ORGANIZATION. He organizes the handling of his work. The "right organization," said Mr. Schwab——
FOURTH—he must get service. There are other errand boys. There are elevator men, office boys to meet and get along with if he is to execute his errand with the greatest dispatch. Now, you see, he's HANDLING THE HELP. The manager of the piano plant, the agent of the cotton mill, would call that phase of his job INDUSTRIAL RELATIONS.
FIFTH—All the time he's planning, going and doing, he never loses sight of the final object of his errand. He never forgets he has a message, perhaps a bunch of securities, to deliver. He keeps his eye on[6] the parcel he's carrying. He gets a receipt before he lets go of it. In other words, he SUPERVISES AND CARES for his business. The manager of the shoe shop, of the furniture factory, never forgets the final objective. After all, it's PROFIT.

Now look at the chart. It pictures THE ANATOMY OF MANAGEMENT. The Chinese say a picture is worth ten thousand words. And it would take a heap of writing to tell the story more completely, more simply than this picture.
Try hanging the "clothes" of your machine shop, your woodworking plant, your paper mill, on it. THEY FIT, don't they?
True, the chart is drawn from one of the most primitive tasks of management—the simple delivery of a message. But suppose the boy doesn't deliver the message himself, but has an assistant. Won't it be necessary to go through exactly the same motions? Suppose, instead of one message, there are fifty. Fifty assistants will be nec[8]essary. Will the job of managing vary a jot—or even a tittle?
Now substitute fifty boxes for fifty messages. The boxes have to be shipped. The same processes of thought, the same principles of management, apply.
If, instead of fifty boxes to be shipped, fifty machines are to be manufactured—or if instead of fifty machines it's fifty thousand, and a thousand men and a million dollars of capital are to be employed, every one of the five principles shown on the chart will be used. And every essential point in the management of the business could be covered by those five fundamentals.
Now substitute ships or shoes or breakfast food for the machines we have been talking about, and it becomes clearer than ever that this BUSINESS OF MANAGING recognizes no industrial fences. Learn to manage a peanut stand and, in principle, you are well on the road to know[9]ing how to handle the affairs of the U. S. Steel Corporation.
Five steps there are: (1) Analyze; (2) Plan; (3) Organize; (4) Handle; (5) Supervise. Tackle any job on this basis and follow through. The chances that success will crown your efforts far outweigh the possibilities of failure. At least, approaching a job from these five successive angles should limit the causes of failure to circumstances quite beyond your control.
FIVE PRINCIPLES OF MANAGEMENT, then. Their skillful application to a business or to a job is the KNACK OF MANAGING.
To do a real bang-up job of managing, whether carrying a message or directing a million-dollar business, the first step is: Don't make a single move until you've found out exactly what needs to be done.
But our first Do turned out to be a Don't. So let's restate it. Find out ex[10]actly what has to be done before you make a single move.
You've heard that before? And it doesn't mean a thing?
Neither did it mean a thing to a bright young man who was taken on as production manager in a shoe factory. The shoes were good. Prices were right. Business was booming. The factory was full of orders.
But somehow or other shoes weren't getting shipped on time—or anything like on time. Three to four weeks late came to be the customary thing. And customers were, needless to say, kicking like steers.
So the bright young man was taken on to get things ironed out.
He pitched in with vim and vigor.
The first morning's mail brought a dozen complaints of slow deliveries. People were practically barefoot out in Kansas and Ohio. They were waiting for those shoes.
"Ha!" said the new production manager, "Nous verrons." Which means, even in[11] English, "Now, for what we are about to see, make us truly thankful." And he went away from there to see why those orders weren't out the door.
He was out to prove something. And Providence—Rhode Island—had supplied him with enough ammunition to shoot a manufacturing organization full of holes.
Each order was traced. One was in the shipping room.
"What's holding this up?" he asked the shipping clerk.
"Haven't had time to ship it. And we got other shoes that have been waiting longer than those. It's a feast or a famine down here. Some days we just can't get 'em out."
"You're working short-handed. Get a couple more packers. You've got to get those shoes out. The customers are hollering like hell. Get 'em out!"
He found another order up in the cutting room. But why report the conversation? It varied only in the number of[12] cusswords used. It was always the old story.
"Can't be done."
"Put more people on then. Will two be enough? Or had we better make it three?"
All down the line it went. More people. Costs went up. And did orders get out? Oh, yes, some did. But they got out at the expense of others. There was more congestion than ever. Complaints increased.
Then the big boss called him in—and down—pointed out the increasing costs and asked how come. So the new production manager went back over his trail demanding retrenchment.
"Put 'em on" was changed to "take 'em off."
The big boss tells the rest of the story.
"He had simply jumped in without finding out what it was he had to do. Maybe it was my fault for giving him too much rope.
"Anyway, he hanged himself—or rather we had to fire him. Then we took on a[13] quiet lad who had served his apprenticeship with a large electrical supply house.
"He didn't know a twelve-iron sole from a three-quarter foxing. But he knew plenty about managing, as it turned out.
"I watched him. Things were in a bad way, you see, and getting no better fast. He did nothing much for several days but read his mail. Sat around his office. Didn't make a move to boss anyone. Stuck his nose in here and there to find out what this clerk or that clerk was up to.
"But no action. No tearing his shirt. No nothing. And the complaints were coming in with every mail. They never fazed him. One day I ran across him up in the fitting room. Another time I bumped into him he was picking lasts out of the bins. Again I saw him pushing empty racks into the heeling room elevator.
"Apparently I had picked another lemon. Looked like the best thing he did was sit around and tap his teeth with a pencil.
"He fooled me, though. One afternoon[14] he dropped into my office with a map. He'd drawn it between taps. It was a good map with dotted lines to show just exactly what happened to an order—any order—every order. That map showed when it went into the works, where it went from there. And so on until it went out the shipping room door. That's what he'd been up to the day I saw him picking out lasts. And I tell you I never had any idea how many things could happen to an order. I never realized how shoes halted and stumbled and staggered around that factory of ours.
"There were red lines, too. They showed the changes he proposed making. Here he would stop backtracking. Here was unnecessary travel. Here was an old bottle neck and here was how he was going to crack it open. And look at those lasts lying idle with shoes upstairs waiting to be made on them!
"That wasn't half. It was actually taking four days to get orders through the of[15]fice routine. He showed me how certain necessary records that took time to make could be made after the shoes were in work. Other short cuts would wipe whole days off our schedules.
"There was nothing to it—when you saw it in red ink. In fact there's nothing half so convincing as red ink. There's been none on our books for the past five years—and during that time the shoe business has been no bed of roses.
"What he proposed was simple as pie—if only someone had stopped to think. We'd simply got into bad habits. We were handling the work the same way we'd handled it back in the days when grandfather started the business. And this fellow had been smart enough to wait and wonder why. Not wonder why either. He went and found out how come.
"In thirty days we were back on earth. We were getting shoes out on time—many many days sooner than we'd even been able to before. And all because a smart young[16] man, who didn't know a thing about shoes but a whole lot about managing, sat and tapped his teeth and drew a few pictures.—All because he had been in no hurry to act until he had found out just what had to be done."
It is so easy to jump to conclusions! If you look about a bit, you will see plenty of men who don't stop to find out what needs to be done before they start trying to do it. They're like the shortstop who hurries his play and tries to throw the runner out at first before he really gets his hands on the ball. An error is more often than not the result.
MANAGING, such men will tell you, is putting "pep" and "punch" into your work. Pep and punch were once good words. But their good qualities have been so often extolled that most of us have lost sight of the fact that all the "drive" in the world is so much wasted energy when it isn't di[17]rected along the right lines. And when it isn't so directed, it comes pretty close to being the lowest form of human endeavor. Witness the "go-getter" who really doesn't know what it's all about, but often succeeds in covering up a world of defects under a cloak of ill-directed energy.
Other men think they are finding out what needs to be done when actually they aren't even getting close to the root of the matter. With the best intentions in the world, they are grasping at the first straw the wind blows their way. Eureka! they shout when they haven't found it at all, but are merely jumping all the way over the facts to conclusions! Actually to know your business or your job demands ANALYSIS.
You have a right to duck. It's another of those words that work overtime and have suffered as a result. A certain type of superficial business executive has done analysis no good. To him the impressiveness of the word suffices—to the complete[18] exclusion of the simplicity of the act itself. And so analysis to you and you and YOU has come to mean involved, complex research—running around a lot in circles and getting exactly nowhere. Analysis has become for you an A1 example of the phrase-maker's art.
REAL ANALYSIS of any problem in business can, however, be simple—in fact, it can be nothing else but simple.
Analysis, says Noah Webster, is "a resolution of anything, whether an object of the senses or the intellect, into constituent parts or elements; an examination of component parts, separately or in their relation to the whole."
Whooee! all that when he might have said "TAKING TO PIECES." For analysis is literally that—taking a thing to pieces to see what makes the wheels go round. Not, however, with the destructive intent of the small boy who strews his watch all over the floor, but with the avowed purpose of getting right down to[19] the sort of brass tacks which make it possible to see the composition of the whole clearly and plainly.
Analysis which befogs the issue is not analysis at all. It's—in the vernacular—a lot of "hooey."
But the RIGHT KIND OF ANALYSIS "breaks down" the problem into its component parts—without losing sight of each part's relation to the whole. There may be only two parts to a job of managing. The messenger who analyzes his business correctly will find exactly two: where to go and what to do after he gets there—the simplest kind of problem and the simplest type of business analysis. But if the analysis consisted of twenty pieces instead of two, it would be no harder; it would only be longer.
The production manager in the shoe factory analyzed his job correctly when he mapped out the route of an order. All he did was take the manufacturing process to[20] pieces so that he could put the pieces together again to form a more efficient whole.
So whether there are two or twenty or two hundred pieces, the act of ANALYZING—of TAKING TO PIECES—differs only in the amount of territory it covers. Naturally it will be a somewhat more lengthy process to analyze the job of managing a steel mill than to separate a peanut stand and its operation into a few component parts. But the approach is always the same.
And no matter how good you may be with the woods, how the approach does affect the final score!
Consider for the moment that you have a house built of blocks and want to take it to pieces. A quick and easy way of separating it into its component parts would be a swift kick aimed down around the foundations.
A quick method. But comes nothing.[21] There are all your blocks lying on the floor, but so far as knowing what they're all about, you're worse off than ever you were before you kicked your house down.
The other way of taking your house of blocks to pieces is to start with the roof and WORK BACKWARDS. The very thought, then, of "taking to pieces" suggests the correct way to undertake the analysis of a business or of a job.
And a study of the methods of successful managers will convince the doubtingest Thomas that starting at the top and working down to the cellar is the method they follow in the analysis of any business problem they have to tackle.
Once a busy ceramic manufacturer found himself in the restaurant business. He knew about all there was to know about dinnerware up to the point where it left his customers' counters. What went on after that was pretty much Greek to him if you know what we mean.
And then he became a restaurateur. All[22] because his brother-in-law got into him for several thousand dollars and then couldn't quite seem to make the darned thing pay a profit.
Brother-in-law knew the game. Oh, yes. He had worked for a number of years as assistant manager in a similar enterprise. With his "knowledge of the business," he should have made a success of this cafeteria of his.
He knew how to handle the help, how to buy, how to run the kitchen, and so on. The operating details were as an open book to him. Judged from every outward appearance, the cafeteria was up to standard. It should have climbed out of the red in short order.
He had been taught to buy carefully and to manage economically. "Well bought," he announced, "is half sold." He'd read it in a book and he thought he was being a good salesman. Still the business stayed in the red.
Our ceramic friend was faced with kiss[23]ing his investment goodbye—and probably with making a job in the pottery for a good restaurant man—with throwing good money after bad, or with getting into the cafeteria business.
He figured this business ought to pay. Somewhere, he knew, his brother-in-law had gone wrong. Just where, he believed he could find out.
So he took over the business. Brother-in-law stayed on, leaving the new owner free to observe.
And he did nothing but observe for a solid week.
Each night he made a list of the points in managing which had come up in the course of the day's work.
In a week's time he had an accurate list of all the actual jobs of managing, as all bills except for gas and light and rent were paid and a profit and loss statement was taken each week.
Then he arranged the list in order of natural importance.[24]
It began with marketing and checking bills with deliveries, and ended with counting the money and depositing it in the bank.
"Hold on," he thought, "this isn't such a long way from running a pottery. What am I in this business for?"
"Because," he answered, "I want to leave as much of that money in the bank as possible, and mark it down as profit."
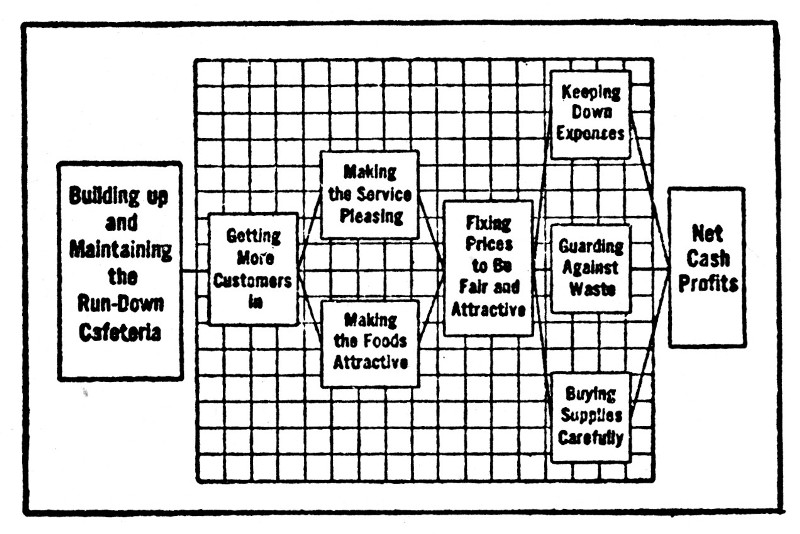
So right away he started to draw pictures. The chart on this page is the result after he had worked it over and polished it up.[25]
Note how it works backward from his final objective—"Net Profits."
"Now," questioned his alter ego, "how do I determine how much of that money stays in the bank as profit, and how much has to be checked out right away for expenses?"
And from his handy list of managerial functions it was plain that it depended on three things—buying right, selling with as little waste as possible, and keeping expenses down.
"Now we're getting somewhere," he said to himself. "Those things lead me right into my next job—which is to fix prices fairly. For what's the use of buying right, handling supplies carefully and keeping expenses right down to the bone unless my selling prices cover costs, yield a profit, and still look reasonable to the public?"
Yes, and the most attractive prices, backed up by careful buying and all the rest, wouldn't keep the dollars clinking merrily over the counter unless the food[26] was so good and the service so excellent that customers bought liberally and came back for more.
By this time, you'll note, on taking another peek at the chart, he had worked right back to his "Number 1" job—getting more customers in.
Thus, by ANALYSIS, he found out definitely what had to be done—and what had to be done first. Brother-in-law thought he knew, but he had begun at the wrong end. He had been looking after expenditures first and receipts last. He was trying to squeeze a little margin out of his receipts before he did anything about getting the receipts.
How different the new owner's viewpoint! His brother-in-law, he found, was thoroughly competent. He'd simply got off on the wrong foot. In the kitchen and the storeroom, he was a good operator. But the new owner's place was "out front."
His job was to "get more customers, get them to spend more—and to give them[27] such good food and service that they would come back and bring their friends."
He began by spending money. Took out the gas pipe at the entrance. Replaced it with a brass rail. Provided a small lounging room where customers could wait for their friends. Put in upholstered chairs so they could be comfortable while waiting. Put attractive uniforms on attractive serving girls.
There was an air of good taste about the place when he got through.
Then he changed the arrangement of the counters. But you know all about that—how the desserts came first so they would catch your eye before your tray was too heavily loaded with the heavier part of the meal. Staples which offered a small margin of profit were relegated to places in the rear. Dishes that made the best profit got the positions up front. Each day he offered a low-priced "special." Thus he planned to increase customers' purchases.
And the business began to grow.[28]
That's all there is. There isn't any more. Today he doesn't own a chain of cafeterias extending into many cities and feeding many thousands of people every day at a good profit.
He's still a very successful ceramic manufacturer—and a cafeteria proprietor.
"I flew in the face of tradition," he says. "'First watch your kitchen' is the cry of the restaurant man. But I started with what I wanted—net profits—and WORKED BACKWARD to make conditions that would provide net profits.
"VOLUME OF BUSINESS had to come first. I had to get it before I could get a margin of profit.
"No doubt I could go out in the kitchen today and save some money. If I went to market myself, maybe I could save a cent a pound on my meats. But I can't give up my attention to the 'front' in order to watch the 'back.' As soon as I do that I'm going to be right back where I started."
It would sound like heresy, wouldn't it,[29] if we hadn't sat in and watched him begin with his final objective and work back through the means which make the objective possible. Only by careful analysis would he have had courage enough to FOLLOW HIS PLAN THROUGH to its successful conclusion.
And here's the amusing sequel. Today, as he still dabbles at feeding people, he will admit that he's a better ceramic manufacturer as a result of his cafeteria experience. His pottery had always yielded a nice profit. When he sat down with his sheet of coordinate paper and analyzed it, he found his job of management differed not at all in its fundamentals.
His first job he found was "out front" getting more customers in. A better knowledge of markets, a better job of selling, a better product—those were the ways to get the customers in and make them come back for more.
And his need for a better product led him out into the plant where he found that[30] tunnel kilns with exact temperature control would more than treble the production of the old periodic kilns—and would produce better ware.
But that's another story. The important thing, anyway, is not what he found had to be done in the cafeteria and in the pottery, but HOW he found it.
He took his business to pieces—BACKWARDS.
He began with the objective he wanted to get—MONEY. It was a simple matter to find that to get money from the business he had to get customers to come in and spend money; that to get customers to come in he must make his place look like a good place to come to; that to make his place look attractive he must spend money on equipment and thought on the arrangement and display of food.
And there he had his big job cut out for him, with the other jobs following along in natural sequence. It altered the whole METHOD OF MANAGEMENT.[31]
How this METHOD OF MANAGEMENT is applied to your job is shown in the chart which follows. It's a skeleton of what the cafeteria man did.
Indeed, it's more than that. For it shows what every manager—whether he manages a steel mill, a punch-press department or a time-study job—must do if he is to get an honest-to-goodness PERSPECTIVE OF HIS WORK.
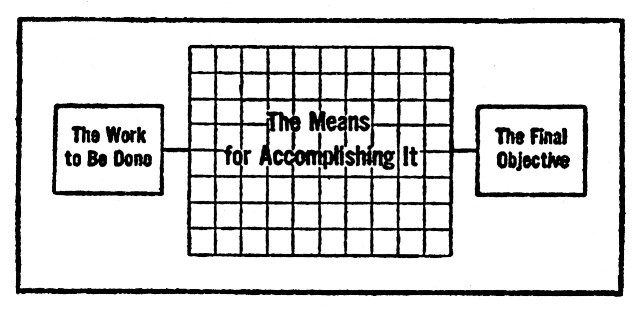
It can be done very simply. Just a sheet of paper ruled in small squares—you can buy it at any stationer's—on which to fill in the steps you must take in between what you have to do and what you seek to accomplish by it—and some careful thought[32] as to just what your job is and why it is to be done, will develop a true ANALYSIS of your problems which will beat reams and reams of typewritten words.
Remember the words of the Chinese philosopher: "A picture is worth ten thousand words"—and reflect how clever these Chinese are!
The MEANS FOR ACCOMPLISHING the final objective may be many or few. You have seen the cafeteria-manager's problems on the chart on page 24. Now turn to page 35 and see what a file clerk does beside powder her nose from nine to five.
A bright young lady fresh out of high school went to work in an editorial office. There wasn't enough filing to do to keep her happy from nine to five, so she filled in with a bit of typing here and a trifle of routine clerical work there. Thursdays she hopped over to the neighboring bookstore and collected Saturday Posts for the editors—now she'll have to do that on Tuesday.[33] And Fridays she distributed The New Yorkers to avid readers.
Filing, though, was her main job. When she first came, the managing editor said "Here it is" or words to that effect, and she went to work.
Those files had always been more or less of a sore point. An editor's mail is nothing if not voluminous. And every day Flossie the fascinating file clerk got a mass of data which she had to stick away. Her great trouble was finding it again after she'd stuck it away.
Often she couldn't find it. And pretty soon she discovered that she got the blame no matter what was missing—whether an important inquiry from Peter B. Stilb or the editor's pipe cleaners.
She couldn't do a thing about the pipe cleaners, but she made up her mind that since she was held responsible when a letter got lost, she would also have the responsibility of changing the filing system. The system, she felt sure, was to blame.[34]
One day when she was "on her lunch" and the editors didn't need cigarettes from the corner drugstore, she sat down and made an ANALYSIS of her problem. Curiously enough, she started at the end and WORKED BACKWARDS.
She WORKED BACKWARDS, not because someone told her that was the right way to analyze her job, but probably because she was only a file clerk and no one ever told her anything.
"Why," she asked herself, "do I file these old papers anyway?"
"So I can find them again, quickly and surely, when they're wanted," seemed to be the only answer to that.
"What's the right way to file these letters and papers and data so I can find them quickly?" was her next question.
"Arrange them like words in the dictionary—ONE PLACE, and ONLY ONE PLACE, where each can be," was only common sense.
In the filing system which she had in[35]herited, there were a dozen places for each set of data. There was a file on "Industries" with sub-files for "Automobiles" and all the rest; a file for data on "Railroads," with two or three sub-files. The file clerk had to use judgment and discretion in selecting the heading under which each letter or piece of data was filed. And she wasn't hired for judgment and discretion. Sometimes, too, the editors erred in their descriptions of the material they wanted.
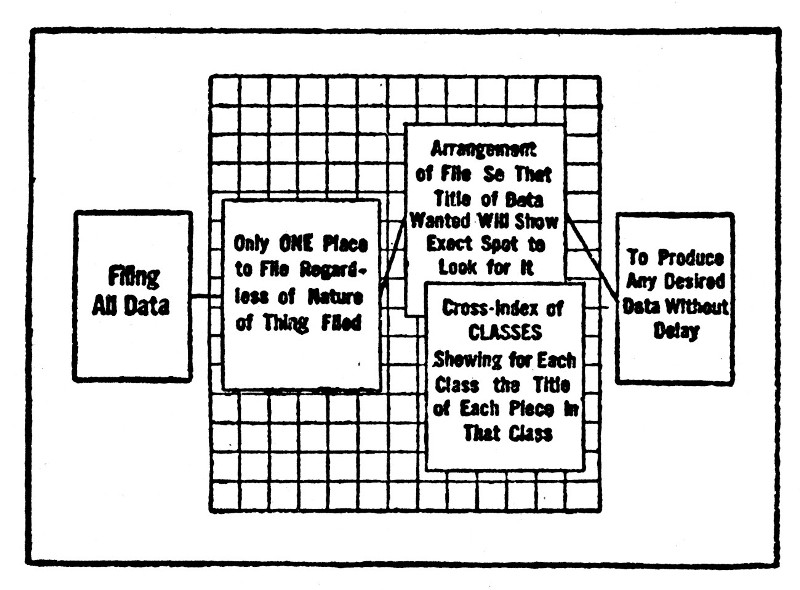
One file, arranged alphabetically—ONE[36] PLACE TO LOOK, regardless of the thing looked for—was the logical conclusion, viewed from the standpoint of finding.
The managing editor was horrified. Mix "railroads" with "public service," and "manufacturing" with "agriculture"?
"Why," asked the file clerk, looking back at her analysis, "why care how things are kept so long as they can be found quickly? When you send me for Camels, do you care, so long as you get them quickly, whether they're kept next to Chesterfields, or right beside the chewing gum? When the chief asks for data on 'C.P.R.' does he care, if he gets it right away, whether it was filed next to data on 'Coal' or beside facts about other railroads?"
"All right," objected the managing editor, "suppose someone asks for all the data we have on railroads?"
Not a bad question. It was from a finding standpoint.
"Have a separate cross-index by classes," was the answer. "That is, under 'Railroads'[37] have a card showing the name of every——"
"But look at the extra work."
Back to her ANALYSIS went the file clerk. "Why file at all, except to make it easy to find what we file? If we were to set up a system for easiest filing, we'd simply put everything in boxes just as it comes to us. Our main objective is to make information easy to find, and anything that increases the work of filing but lessens the work of finding, is profitable."
The result was a filing system that has made a great mass of data as accessible as the words in the dictionary. And it has taken the human equation out of the job. No longer does the file clerk have to stop and use her judgment as to where she shall file Mr. Stilb's letter. There is ONE PLACE AND JUST ONE PLACE.
And the basis of the plan was the simple process of ANALYZING—of starting with the final objective and WORKING BACK[38]WARD—not forward from the work to be done.
In hundreds of business offices—in countless industrial plants—time, labor and money are being wasted today in outmoded methods which, like Topsy, "just grew." The manager who started them didn't stop to reason out first exactly what had to be done—or if he did, he failed to WORK BACKWARD from the final objective.
One way is as bad as the other.
In fact, it may even be better not to reason at all than fail to get to the very bottom and reason out the absolute right of what has to be done. At least it takes less time.
A sure way, incidentally, to avoid making mistakes in your analysis is to do it on paper. A professor of mathematics in one of the large universities always tells his students that no problem should be performed in the head that can be done on paper. "Make pencil and paper do as much as you can, for your brain has enough to do to supervise the work."[39]
Until your mind is trained to the habit of QUICK, ACCURATE ANALYSIS, you'll find it helps to do the work on paper. Keep on hand a small supply of blank charts like the one on page 31, on which to sketch an analysis of new work or of important decisions. The constant performance of this detail will of itself train your mind to look at problems more analytically, and automatically to sift and classify them more logically.
Perhaps you can improve on the chart shown on page 31. Surely you can adapt it better to your own needs. But force yourself to some such method. It will help you to cultivate the instinct of SHREWD, RAPID ANALYSIS—and at the same time it cannot help giving you a KEENER, SURER INSIGHT into the particular problem, no matter how complex or how simple it may be.
Sometimes it is the apparently simple problems that need analysis most. For example—[40]—
Did you ever hear of a sales organization that didn't have a stenographic problem?
The New York office of a Western factory was no exception. The manager was broadminded—even liberal—with his salesmen. But when it came to stenographers, he was decidedly Scotch. Valuable men sat around the office mornings and evenings waiting for a chance to dictate to a staff of girls which was measured to fit the average load of the day, but not the rush load of the two hours a day when the salesmen were inside.
Dictating machines seemed to be the answer. The sales manager figured they would not only solve the dictation problem, but would further reduce stenographic costs.
They were installed. At the same time the stenographic force was cut to insure keeping all the girls busy all the day.
Good. The salesmen were able to dictate when they felt like it. But often the[41] letters dictated were a day or two late in being transcribed.
Complaints increased. And the manager lost his temper: "What's the matter with this cursed letter-writing business?" he demanded. "Why the Sam Hill do we have typists and stenographers?"
Well, why? He calmed down a bit, seized a sheet of paper and mapped out his problem.
This is what he wrote:
1. Salesmen's letters are to save salesmen's time and to give prompt service to customers.
2. I don't begrudge half a day's time of a $20-a-day salesman to call on a customer. Then it's still profitable to waste half of the time of a $4-a-day stenographer in order to save a long trip for a salesman, or to get a quick answer to a question.
3. What we need is enough typists to transcribe every letter of every salesman promptly, even if part of them have to be idle half the day.[42]
The increased use of sales letters, the greater freedom salesmen feel in their dictation, the number of selling details now promptly handled by mail without an expensive call—all are directly traceable to the manager's ANALYSIS which he made by using the final objective as a starting point.
He's a convert to the pencil and paper method. Sales problems are part of his daily exercise. He goes to the bottom of them instinctively. But any problems that arise concerning office work, he settles only after analyzing from front to back—on paper.
His method of charting his ANALYSIS differs in appearance from the chart on page 31, but it is identical in PRINCIPLE AND EFFECT. It works from final objective BACKWARD.
One more application of the same KNACK OF ANALYSIS—and we are done. It is that of an Ohio manufacturer who recently put up a new building.[43]
Plans prepared by the architect called for four stories and a basement. When it came time to discuss arrangement of space, it was found that one department would have to go in the basement. There were objections from all sides.
The manufacturer ended up by taking the problem home with him to TAKE TO PIECES and put together again.
He began—fortunately—with the final objective. "What's this new building for?" Obviously, to provide more space for enlarged operations.
"How much space is needed?"
He went over the figures and plans and found the four main floors weren't enough.
"Then why not a fifth floor?"
As long as a bigger building was to be built, why not make it big enough? Why not another full story instead of a basement?
Why not, indeed! Come to find out, no one knew just why a basement had been considered. The old building had one, and[44] apparently that was the only reason for proposing one for the new building. A full story would give all the general storage space of a basement and also give regular working quarters for the department crowded out of the four upper floors.
And when the architect was consulted, it was found that with the extras for excavation, waterproofing and the like, the cost of a basement was considerably more than the cost of another full story.
Yet, but for the manufacturer's analysis of the building problem from the point of final objective, the basement would have gone in—simply because NO ONE HAD STOPPED TO THINK, and think clearly and logically.
Logical thinking is a trait that can be cultivated. Every problem thought through by means of some such simple help as we have suggested, makes the mind more ready to tackle the next problem.
Some men's minds grow so keen by practising that sort of thinking that they[45] AUTOMATICALLY TAKE THINGS TO PIECES as they listen. Before you finish talking to them, they have already analyzed your statement and are planning on its execution—or are ready to reject it. Sometimes it's intuition. But rarely. Usually, it is nothing more than cultivated KNACK.
Cultivate ACCURACY first. SPEED OF ANALYSIS will come of itself.
Don't start until you know exactly where you're going.
There is no task so trifling, no business so large, that its management does not need to ANALYZE EXACTLY WHAT THERE IS TO DO.
In the preceding chapter we have been busily engaged in taking things to pieces. Now we've got to put them together again. Our house of blocks has been resolved into its component parts, not by aiming a swift kick at its midriff, but by starting at the top and working backwards. Now to REBUILD.
Our first care, at this stage of the game, is to remember that ANALYSIS IS NEVER AN END but simply the MEANS TO AN END.
The immediate end, this time, is to rearrange the pieces so that the job to be done can be done in the most effective way—the way that saves the most effort, the most time, the most money—the way[47] which, in your business—and in yours and YOURS—leads to NET PROFITS.
Again it should be emphasized that NET PROFIT, in any job of managing, is the ultimate goal.
Our danger, then, is that we may find ourselves down on the floor surrounded by our blocks—and with never a trace of a PLAN for rebuilding the house, and rebuilding it in the simplest, most economical way.
In short, we must be sure we are taking things to pieces, not for the sake of taking them to pieces, but purely and simply to find out what has to be done.
Like the golfer who played golf so much in order to keep fit for golf, we have here a good old-fashioned beneficent circle. ANALYSIS without a PLAN isn't worth a whoop in Hades. It's time kissed goodbye. Wasted effort. And, in like manner, a PLAN without an ANALYSIS isn't worth the paper it's typed on.[48]
Psmith in your office is a great "planner". He always has something on the fire. But somehow or other he never quite puts things over. His plans don't get across. Why not? Oh, just because he doesn't bother to analyze his problem—because he sets out to do what has to be done even before he knows what has to be done. He doesn't base his plan upon an actual need.
Pbrown, on the other hand, is a keen analytical thinker. A student. He's a shark at taking things to pieces and finding out what has to be done. But when he's done that, he's all done. He lacks the initiative that starts things moving. He hasn't that divine spark of something or other that gets things done. A stick of dynamite wouldn't do a bit of good. He simply hasn't the knack of building a plan. He knows what has to be done. He doesn't know how to do it.
Psmith and Pbrown—or Pbrown and Psmith—would make a fast team. But Psmith without Pbrown's analytical ability,[49] or Pbrown without Psmith's capacity for planning how to get things done, isn't worth his weight in gold to any business enterprise.
A manufacturer friend tells an amusing yarn about a Pbrown he hired as sales manager.
"He went around analyzing everything from soup to nuts—the gadgets in our line, our markets, our competition, our salesmen.
"He was an analyzer de luxe. And all I ever got out of all his analyses was a distinct feeling that something was wrong with every gadget we made, that our markets were saturated, that our competitors had us backed off the map, and that our salesmen were a bunch of ribbon clerks.
"So," he continues, "I did a little analyzing all my own. And analyzed him out of his job. Today he's managing a filling station where they drive in for the most part and take it away from him. But in his place I got a man who found out what was wrong with gadgets, markets, salesmen[50]—and right away he built a plan which sold goods."
Thus the futility of ANALYSIS without PLANNING.
There's the danger, too, of getting away from the SIMPLICITY OF TRUE ANALYSIS.
A job undertaken by an advertising agency for a rubber manufacturer supplies a case in point. Stripped of all the details, the task was to find out whether or not the manufacturer might profitably engage in the making of hard rubber tires for industrial trucks and trailers. If names are changed and products substituted, think nothing of it. The principle's the thing.
The agency began by analyzing the business to a fare-you-well. Everyone and everything got cross-examined.
It took three months. And when the analysis was done it told the manufacturer everything from where the rubber grew to where the money went to and came from. The trouble was, he knew all that before[51]—or as much of it as he wanted to know. The report, in the words of a Chicago columnist, was just "64 dam pages." It didn't tell him one blessed thing he wanted to know. Or rather it was so full of plunder that he couldn't make head nor tail of it.
It wasn't SIMPLE. And because it wasn't SIMPLE, it was a far, far cry from TRUE ANALYSIS.
Well, well, the rubber manufacturer went out in the byways and got him a young man who was told to find out, if he could, whether or not there was any market for hard rubber tires on gas and electric industrial trucks, tractors and trailers, and allied equipment.
He found, for example, that there were 40,000 trucks and tractors in service; that annual sales were about 3,200 units. He discovered that, of trailers and hand lift trucks, 125,000 each were in service; annual sales were 12,000 and 10,000 units respectively. But when he came to floor[52] and hand trucks, conservative estimates showed 8,000,000 in use, while annual sales were in the neighborhood of 250,000!
Next he found out, as accurately as possible, how many hard rubber tires were sold as original equipment. The 3,200 trucks and tractors had 12,300 wheels. But 95 per cent of them were equipped with rubber tires at the factory. On the other hand, only 7 per cent of the floor and hand trucks were thus equipped!
Outside of the truck and tractor people, he found the equipment makers opposed to hard rubber tires. Let's not go into the reasons. Yet representative manufacturers in a dozen different lines stated, when he asked them: "All future equipment purchased by us will be equipped with rubber tires."
The whole report wasn't twelve pages long. And three tables, carefully compiled from available facts and figures, told the manufacturer everything he wanted to know.[53]
In short, upon this SIMPLE ANALYSIS, he was able to build a plan for manufacturing and merchandising solid rubber tires. Much good, though, it would have done him had he done his planning first and then found out there weren't enough wheels to wear the tires after he had made them!
So much for our "beneficent circle." Let us look into this thing called PLANNING and find out if there isn't some way of developing a knack of planning which will help us over the second major hurdle in our road to managing.
There is, we shall find, a single problem with which the planner, the constructive manager, deals. Again, it doesn't make a particle of difference whether it's Mr. Schwab and Bethlehem Steel or Tonio and his peanut stand. No business is so "different" that the principles of management fail to apply.[54]
All right, then. The problem of every planner is first to determine what is the PRIMARY MOVING FORCE—the "initiative"—behind his job, and then to find the EASIEST PLACE TO APPLY THAT FORCE in order to set up the required MOTION or ACTIVITY with the LEAST AMOUNT OF EFFORT THAT WILL GET THE BEST RESULTS.
A long sentence. Go over it again and you will find it is divided into four distinct parts:
1. Deciding on the PRIMARY MOVING FORCE with which to set the wheels in motion.
2. Applying this FORCE at the PROPER PLACE TO GET EASIEST ACTION.
3. Directing this action along lines which either offer LEAST RESISTANCE or assure GREATEST ACCOMPLISHMENT.
4. Bringing the activities to a focus at[55] the place or time that will best carry the work to a SUCCESSFUL CONCLUSION.
The PRIMARY MOVING FORCE may be the selection of media in an advertising plan; it may be the pushing of a button in the White House which opens a dam in Arizona, a Century of Progress in Chicago, or the Annual Convention of Whammit Manufacturers at Atlantic City; or it may be the memo from the big boss which gives the research department carte blanche on a development project.
To apply this initiative to a place where it will get QUICK ACTION may be to suggest an idea in the headline of an advertisement that will set the reader to thinking of salmon fishing at Mooselookmeguntic, or of the time the ice cubes gave out just when they shouldn't. Or it may be to classify the output of a factory before shipping so that freight cars can be packed to best advantage or so that lowest freight rates may be secured. Or it may be a simple[56] method of sorting mail so that subordinates get the jobs they can handle and only the important business is brought to the president's attention.
Directing this ACTIVITY along the lines that ASSURE GREATEST ACCOMPLISHMENT may be—in the advertisement—the presentation of facts or advantages which will persuade the reader that the fishing tackle you manufacture is desirable. Again, it may be the dovetailing of a thousand elements in a huge project like the Russian Five-Year Plan so that an adequate supply of ore will be available when the blast furnaces roar into operation; so that the steel will be on hand when production in the Cheliabinsk tractor works is stepped up to meet the requirements of the new agricultural regime. Or it may involve the simple sweeping of a floor in a manner which raises a minimum of dust.
And bringing the activities to a SUCCESSFUL CONCLUSION may mean working up the arguments of the advertise[57]ment to the psychological closing of a sale—to the point where the ardent member of the Isaak Walton League figures he can live no longer without your fishing tackle and sets out gaily in the general direction of Abercrombie and Fitch's. Or it may be coordinating the entire production of a factory so that the Diesel generator set ordered by the Santa Fé can be delivered at the exact date specified in the original order. Or it may be handling the day's correspondence on the credit man's desk so that letters which must "make the Century" are ready to go at 11:45—so that the rest of the day's work is ready to sign, stamp and mail before the 5 o'clock whistle blows.
FOUR ELEMENTS, then, in any job which is to be PLANNED. Every plan, if practicable, will follow them.
There is, by way of further illustration, the story of the factory manager of a food manufacturing plant who laid out a PLAN for an operation no more intricate than the[58] scrubbing of the floors at night. Now it can be told.
And for two good reasons. First, because it was a practical plan which, even on such a lowly operation, saved quite a bit of money. Second, because in its construction the plan is, from the point of view of our four elements, what has sometimes been called a "natural."
One night, it seems, the manager and his wife went to the movies. The town didn't have daylight time, so it was quite dark. They passed the plant, a large six-story building.
"Why, Ed!" exclaimed the wife, "you didn't tell me the factory was working nights."
Ed, like most husbands, was in the habit of telling friend wife 'most everything. For once he was at a loss. Sure enough, the lights were going full tilt on all floors. Hitting on all six, you might say.
Then he laughed. It all came to him—"It's just the scrubwomen at work."[59]
One feature picture, one newsreel and one animated cartoon later, they walked past the plant again.
"Look, the factory's still lit up," remarked the wife who turned off the living room lights religiously when she went out to get supper ready.
This time Ed didn't laugh.
In days like these one doesn't. Not, at any rate, at the thought of mounting electricity bills.
The very next evening he was on the job. Time somebody found out what was what. In came the cleaners. They switched on the office lights—all of them—and two of the crew went to work. A couple of others went up to the second floor, switched on all the lights and pitched in with a vim. And so ad infinitum—or at least to the sixth story.
And all the while the electric meter went round and round!
Twenty-four hours later the janitor had a new plan of work.[60]
First the manager thought he'd start the whole crew at the top and work down. On second thought, a better plan was born—like the goddess of wisdom who sprang full grown from her papa's forehead. If I must go at this cleaning job, he thought, I might just as well make a first-class job of it and save not only on light, but on cleaners, too.
We shall pass lightly over that part of his plan which had to do with releasing scrubwomen for other productive work, for in days like these—or in any other day—we just can't figure out that sort of thing. But goodness gracious, sometimes it's necessary.
The emphasis, then, shall be on the electric current saved. The plan called for the entire crew's working together on one floor at a time—on the well-founded theory, of course, that teamwork would accomplish more in less time. Besides, since it was necessary to turn on all the lights on the floor, why not get the full benefit from them by having the entire gang at work?[61]
So far, so good. The surprise comes when you learn that he didn't have them start at the top and work down. He started them at the bottom and worked them up.
"And I'll tell you why," explained the manager, "they have to climb six floors anyway, so they might as well work up as walk up. Besides, by leaving the stairs till the last, they can work their way down as well as up."
In other words, they went to work right where they came in. And when they had finished, they were right back where they started—back where they went out on their way home.
Simple, isn't it? An immediate reduction in lighting bills was noticeable. Even the amateur mathematician among you can figure that with one floor out of six lighted at a time, five-sixths of the light was saved. Besides, the work was done in less time—it wasn't long before two cleaners were reading the want ads. But why go into that?[62]
We aren't, for that matter, interested so much in the savings made, because it is exceedingly doubtful if many of us pass our factories or our offices on the way to the movies. We may never have an opportunity to put this particular plan to work.
What we are interested in, though, is the fact that this cleaning plan utilizes the four basic elements which we've said must be present in every job of PLANNING.
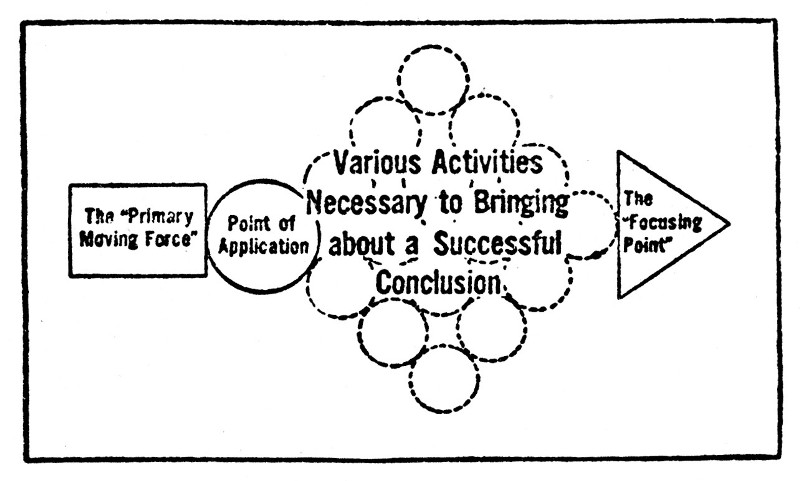
Look at the chart. It shows the movement of energy in the manager's plan for handling his crew. Starting the scrubbers on the ground floor—they had to begin there anyway, no matter when they began to scrub—was nothing but applying the primary force at the best point to get the easiest action.
Working them up floor by floor was simply directing the activity along both the lines of least resistance and greatest accomplishment. And doing the stairs on the way down was just focusing the activity at the right point for making a successful[63] conclusion—that is, winding up the job at the exit.

Turn back now to the FOUR ELEMENTS OF SUCCESSFUL PLANNING as we set them down on page 54. Try them out on any successful plan and assure yourself that not a point has been stretched. By using them we shall learn the constructive, creative KNACK OF PLANNING.
Stripped of the "clothes" which every plan wears—it's only in the clothing that plans differ—this KNACK OF PLANNING may be quite simply visualized by some such chart as the one shown on the opposite page.
There you see the PRIMARY FORCE—the INITIATIVE that sets the PLAN in action. Second, the POINT OF APPLICATION—where you must hit if you're going to win. Third, the various activities which bring about the SUCCESSFUL CONCLUSION. And fourth, all these[65] activities headed up at the FOCUSING POINT.
It's just like the sailor off the whaler who picks up the wooden mallet, hits the plunger a resounding crack, sends the weight hurtling up the pole, rings the bell—and gets a good 5-cent cigar. Or like the golfer who, putter in hand, strokes the ball firmly "in the direction of least resistance and greatest accomplishment," sees it hit the back of the cup and drop in for a par four.
Watch these four essentials. Knowing them and using them continually will en[66]able you to break down every job of PLANNING into its component parts—will enable you to develop that important side of your managing faculties—whether your work is merely the carrying out of a job or shouldering the responsibilities of a huge business.
Remember the production manager in the shoe factory? Rather sketchy was the story of the ANALYSIS he made. Let's go a bit more into the details of the PLAN which was based on the ANALYSIS. And, at the same time, examine it to see if it checks with our FOUR ELEMENTS.
You remember he was hired to find out why the so-and-so shoes didn't move out the door on time. And you'll remember that instead of clanking up and down from one department to another, he was seen one day picking out lasts from a bin in the assembly room. He had crept up quietly[67] on the POINT OF APPLICATION. The INITIATIVE, you see, or the PRIMARY MOVING FORCE, was the boss's order to get shoes to moving.
Here (in the lasting room) was his POINT OF APPLICATION. The biggest factor in slowing up shoes, he found, was failure to have lasts ready the instant the uppers came down cut and stitched from the fitting room.
The shoes were entered into work with almost entire disregard of this vital point. Oh, yes, they knew they once bought so many pairs of lasts on this style or that in such and such sizes. And in a vague sort of way they tried to regulate the number of pairs sent to the cutting room with the number of lasts which they thought should be available the day the shoes reached the assembly department where uppers, insoles, bottoms and lasts met together—or should have.
A single missing size could hold up a 36[68]-pair lot which included a run of sizes all the way, say, from 7½ to 12.
Today it's all so different. A running inventory is kept of every active last. Each day the lasts which are released as shoes leave the finishing room are added to the supply on hand; at the same time, the lasts which are to be used that day in lasting incoming lots are subtracted.
A job? No, a good girl of moderate intelligence simply added it to a dozen other office chores which she finds time to do daily.
The running inventory, you see, is one of the various activities which, aimed at the focusing point—the moving of shoes out the door—are necessary to bring about a successful conclusion—the successful conclusion, in this particular instance, probably being the saving of the young man's scalp—for the boss was certainly out to get it the day he saw the young production manager pawing over the chunks of maple in the lasting room.[69]
Other activities might be mentioned. Plenty of them. An automatic conveyor which brought back empty racks to the point where they were needed. Semi-automatic elevators which made possible the rapid moving of shoes from floor to floor. Twelve-pair lots which simplified the handling problem, made the job of picking out lasts an easier one—and all in all did much to take the weight off management's shoulders. All these and more are the activities which were needed to bring about a successful conclusion. They were all part of the PLAN.
Today, in that shoe factory, the production manager sits down for an hour in the forenoon and an hour in the afternoon and schedules the next half-day's work which will go to the cutting room. Two girls have been moderately busy getting him the information he needs. Sales have been brought up to date within half a day. He knows how many kid shoes he can cut, how[70] many calf. He knows which patterns can be cut by machine, which must be cut by hand. He knows that certain patterns take longer to go through the fitting room. There's extra stitching or fancy perforations. He must lay off those. And last of all, he knows what he can count on in the way of lasts when the shoes hit the lasting room.
With his two girls, the young production manager does all the work of scheduling.
Actually, there isn't much work. Management, you see, has done an awfully nice job of PLANNING.
Picture now the manufacturer of small electrical appliances who sought to lay out new avenues of growth. His was pretty much a seasonal business. Electric fans constituted most of his bread-and-butter production. Early in the year and well on into the spring his plant ran full blast getting out merchandise for sale during the[71] warm, muggy days when Sirius is in the ascendant.
And then along in the summer and fall his production curves went into a serious decline.
To level them out would have meant carrying a load of finished inventory which he could ill afford. Other appliances, such as hair curlers and driers which might conceivably find a ready sale during the holiday season, helped considerably—but not enough. The rough places were by no means made plane.
Why not, thought he, a line of toys which would enable him to utilize his present production set-up profitably during the slack summer and fall? Why not, indeed?
So he set out to chart a plan of action beginning, as you will see from the figure, with the furnishing of amusement as the PRIMARY FORCE. His POINT OF ATTACK was through the 15,000,000 American boys who love to build something. On he went to the various ways of[72] getting parents interested as the ACTIVITIES WHICH SHOULD LEAD TO A SUCCESSFUL CONCLUSION—to the linking up of those activities with the retail store as the job of FOCUSING THEM on the final achievement—SALES.
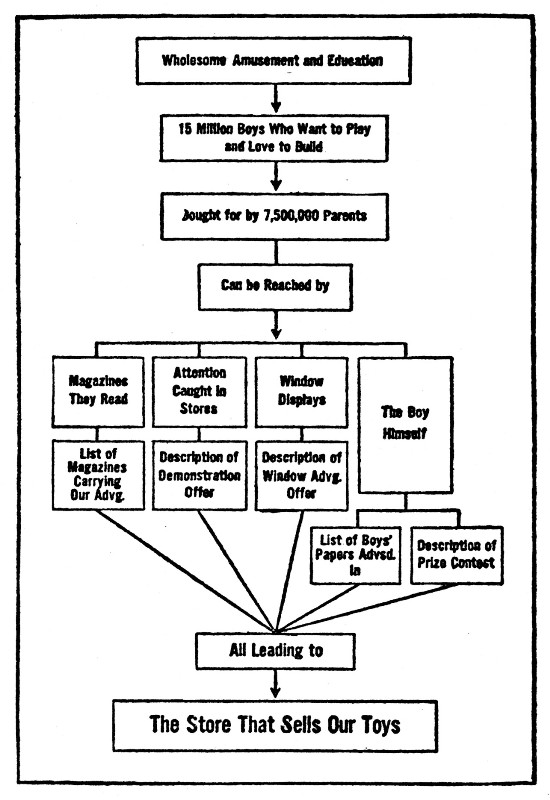
Only the bare headings on the plan are shown in the chart. Nevertheless it shows clearly the same knack of using the FOUR ELEMENTS which we have been at such pains to discuss.
The chart proved helpful, not only in guiding the management in its efforts to enlarge the scope of manufacturing activities, but also in giving the office and the sales force a true picture of the business. So helpful, indeed, did it prove that it was blueprinted. And today every salesman has one pasted in his selling portfolio. It's the first thing the dealer sees. And it has gone far in arousing the latter's interest and confidence.
If you were a dealer, would you buy[74] from a factory that was run by guess and by gob when you could give your business to a concern which you knew was functioning in accordance with a sound, well-formulated plan?
There, if you please, lies the answer.
It is not within the purpose of this chapter, incidentally, to play any favorites. Time must be taken out at this point, therefore, to return to the messenger boy who, when we left him, had just finished analyzing his job.
Let's see now how his plan of action is based upon what the analysis taught him. Let's examine this elementary job of managing, not because it may make better messengers of us, but because the examination will show how universal this thing called management is—because it will afford one more proof of our general axiom that the principles of management are ever the same, no matter what particular parapher[75]nalia of business may be used to cover up its old bones.
Did, then, the messenger boy work out his plan in accordance with our FOUR BASIC ELEMENTS? He did, if he was really managing his job—and from the careful analysis he made, we may assume he was.
If his trip meant riding a street car, then going to the cashier for carfare is his primary force. If he can walk, then the primary force is simply getting under way. Hastening as directly as possible to the car line is applying the force at the easiest place to get results. Perhaps he might have to choose between a slow street car which would carry him right to his destination for seven cents, and a fast elevated which, for a dime, would make better time but leave several blocks to walk at the other end. Deciding between the two is directing the activities along lines of greatest accomplishment. And getting his transfer, leaving the car, and going straight to[76] the address on the message, are nothing more nor less than focusing his activities at the POINT OF ACHIEVEMENT.
You see? The Colonel's lady in her Parisian peignoir and Judy O'Grady in her sleazy slip were sisters under the skin. So, if we may stretch a physiological point, are our messenger boy and the man who made the toys.
The plans of both were built on the same foundation.
Or take the plan by which the new general manager of a tap and die concern rehabilitated his company's business.
"Why," he said, reaching for a pad of paper and roughly sketching something that looked like a funnel and must have been because he said it was, "our manufacturing plan looked about like this. Up here at the top we poured in a lot of orders and hoped to high heaven some of them would finally trickle through at the bottom.
"Some of them did drop through. Others dropped because we poked sticks up the[77] flue. That is to say, an army of stock chasers did their level best to keep everyone happy.
"It was bedlam around the shop. It took three months on an average to complete an order.
"I found much of the delay was due to certain Victorian notions about set-up time. The prevailing idea was to give an operator a good big job to minimize that item of expense.
"Sometimes the job was so big it took 60 days to run it through a single operation.
"Oh, me! oh, my! the inventories of finished goods that piled up. The tote boxes full of work in process that cluttered up the scenery.
"And the complaints from customers who were waiting for orders!
"Funny thing about our business, you can't get a customer to accept a couple of ¼-in. taps in place of the ½-in. one he's ordered.
"So I had to revamp the whole shooting[78] match. First on the program was to find out what was made and what was making. Then we withdrew from the shop all work in process except what actually applied on orders in the house or what was needed to fill out our stock on an item on which we had no order, but on which past experience had taught us we'd get one in the course of the next 30 days.
"You should have seen the pile of tote boxes we stuck under the boilers.
"Well, the next job was to figure out the most economical lots to send through the works. That figure was arrived at simply by choosing such a size that no single operation could possibly take more than a day. In a word, I made sure that every single lot would move every single day.
"Do you get the picture? A steady flow of manufacturing. No funnel. No poking around with sticks. Today there aren't any stock chasers. None is needed. Work reaches the stockroom on time. Orders are filled complete the same day they come in.[79] Inventories are lower. Oh, heck, need I go on?"
No, he needn't. For already he has shown us how the motive force was applied at the right point to get results. Take this plan apart—or any other plan that really works—and you will see that it is built upon the FOUR ELEMENTS OF PLANNING.
They make the PLANNING wheels go round.
Now it's time to take your own job of planning to pieces and see if it, too, does not meet the test.
Here, again, as when the ANALYSIS was made, it helps to set things down on paper. In charting, you will find that by painstaking application of our four principles along the lines diagrammed in the figure on page 65, you can LAY OUT A WORKING PLAN depending for its approach to perfection only upon the amount of thought[80] put into it, and upon the degree of accuracy with which the analysis of the job was made.
The chart you make may be only a guide to the complete plan. Some plans require details which utterly preclude any form of expression so simple as a chart. Other plans can be laid out on the actual chart shown.
In any event, the very attempt to put your plan into diagrammatic form will develop PRACTICABILITY AND ACCURACY OF ARRANGEMENT. The very necessity of having to indicate and to select the primary force back of your job or business; having to trace that force through the various activities necessary to completed work; and then having visibly and physically to concentrate all these activities at one point—those very acts which making a chart compels you to perform, enforce a mastery of the essential details of your business and a grasp of their relations which every manager should have.[81]
Perhaps the plan you have isn't as hot as you think it is.
An office manager friend of ours was pretty proud of his system until one day he charted it.
His company was famous for the quality of work turned out. But the service it gave was wretched. Special instructions were often ignored. Delivery dates were overlooked. All that sort of thing.
The system looked good enough. The office manager said the mistakes were due to carelessness. And it looked as if he were right. So when something went wrong, the nearest employee got a handsome bawling out.
At last the sales force jumped on him with both feet. Too many promises had been broken.
So the office manager was forced to do something about it. And, quite by accident, made a chart of the ACTUAL PLAN OF WORK.
Hello, what was this? Half a dozen[82] responsibilities were standing around absolutely unchaperoned, you might say. Someone might come along and pick them up, or then again——
For example, if a customer on the West Coast ordered a bill of goods, and then, while the order was in work, decided he wanted half the goods shipped by boat through the canal and the other half by fast freight, maybe he'd get his shipments that way and maybe he wouldn't. Under the prevailing "plan" that particular sort of job didn't fall inside any one man's bailiwick. No one man was responsible for seeing that such orders were executed. No "machinery" had therefore been provided for taking care of them.
That's only a sample of some of the duties which landed—in his diagrammatic representation of the actual plan of work—somewhere off the map. For all the action they got, they might as well have been painted ships upon a painted ocean.
Methods in general, you see, were pretty[83] much all right. But there was no recognized initiative back of the plan. Activities were set in motion more or less spontaneously. As a result, certain parts of the business were left without managerial supervision.
Nothing is surer to expose such a condition than actually to chart a plan. In this instance, it was simple to recognize "following customers' instructions"—no matter when, why, or how they came—as the logical primary force. Then the whole trouble was taken care of by centering the responsibility upon the chief of the order department. From then on, all instructions regarding any order cleared through him.
Thus it will be seen that the idea back of charting a plan is not to get something you can work to as an ideal in carrying on a job, but rather to get a PRACTICAL FRAMEWORK on which the work can actually be done. Then it is at once evident whether the "clothes" of the business are hanging on the right limb or whether[84] they have been hung up somewhere on the ground where, like as not, nobody will bother to pick them up.
Too often the plan turns out to be a "sketch."
The builder waits until the architect's first sketch has become a plan.
In business it's like that, too.
When finally you know, from ANALYSIS, what you want to accomplish, it is not difficult to plan the procedure if you start right and forget nothing. You start right if you take time to figure out the primary initiative. You forget nothing if you take the trouble to set things down in black and white.
And finding the motive force and figuring out where to hit with it, is nothing more nor less than charting the moves of the game until you find a succession of activities moving along without back-tracking, without duplication, without wasted effort or supervision.
Thus cultivating the KNACK OF[85] PLANNING is a long step in the direction of becoming a good manager. If you were going to try to tell someone else how to cultivate the knack of planning, the story of the two men shaving in the Pullman washroom serves to illustrate the point.
Both men seemed to be in a hurry. The first hustled over to one of the wash basins, scrubbed his face and hands, dried them on a towel. Then he began to shave. That finished, he washed the lather from his face, dried himself again on another towel, and put away his razor. Next came his teeth. He brushed them, washed away the traces of tooth paste, and dried himself on a third towel.
All this time the other fellow was going through the same motions—but in a much different order.
He began with his teeth. After he had brushed them, he lathered his face. After he had shaved, a single wash was enough and a single towel did the drying job. He had finished his canteloupe and was well[86] along with his eggs before his companion reached the diner. Number two didn't do a better job of brushing his teeth, of shaving, of washing. But he did do a better job of PLANNING.
He started where each operation would lead directly and naturally into the next, performing each at the proper time.
After all, isn't that precisely what you do in planning any part of your business?
Remember Psmith and Pbrown? One could analyze, but didn't know what to do with his analysis after he got it. The other was an expert planner, but alas! his plans were never based upon the solid foundation of actual necessity. He planned to do something before he knew what had to be done.
Psmith and Pbrown, together, looked like a grand pair when we introduced them in the chapter on PLANNING. Now, after taking particular pains to give that impression, we shall have to break right down and confess in open meeting that they are but two numbers of the MANAGEMENT TEAM. Probinson is the third.
Probinson ORGANIZES THE WORK. Psmith may analyze to a fare-you-well;[88] Pbrown may plan till he's blue in the face—their best efforts are as of nothing worth unless Probinson is on hand to organize the work of the business. For as surely as there is a knack of analyzing and a knack of planning, just so surely is there a knack of organizing the work.
Thus we approach the third phase of the job of managing.
So far we have seen how the successful manager starts from the top, working backward, to chart his job—and then, having found out what has to be done, builds his plan for doing it. Analysis and planning, however, will carry him just so far. Unless he acquires the knack of organization, he will never make a howling success of his job—he will fall just short of being an outstanding manager.
The office manager for an Eastern concern affords the needed illustration.
P. C.—those aren't his initials—knew office management from A to Izzard. First to arrive in the morning, last to leave at[89] night, he had a tremendous capacity for hard labor. But he never seemed to make a hole in the pile of work on his desk. It grew no smaller fast. Why? Because he never, in all his years of managing, learned to arrange the division of his work. He never learned to deputize it. When his mind should have been free for the more or less important decisions which crop out now and then even in an office manager's life, it was all bound around in the necessity of performing some silly little routine job which any girl of moderate intelligence could have done.
His idea of organizing his job was to try to do everything himself. And within his physical limitations he was a valuable man to the company. But how much more he'd have been worth had he, at some time in his career, acquired the KNACK OF ORGANIZATION!
Don't jump to the conclusion, now, that the successful organizer is one who merely divides up his work and parcels it out[90] among a flock of assistants. Don't think for a moment that it is nothing but deputization.
Effective organization is far more than that.
It is the distribution of work, according to its character or urgency, among the facilities at hand for doing it according to their capacities or cost. And it makes no difference whether those facilities happen to be men, money, or machines—or simply your own available time.
You deputize work when you use an adding machine instead of your head to total last month's sales—when you turn the job of packaging breakfast food over to an automatic machine—when you jot down in your notebook information which would otherwise tax your memory—when you telephone the purchasing agent instead of making your legs take you to his office—when, instead of using your own funds, you do something on borrowed capital.
Deputization may be any one of these[91] just as easily as it may be asking your assistant to find out why So-and-so's order for boys' pants wasn't shipped on time, or making him responsible for working out a new prospect list.
The office manager of a shoe concern found, right after the war, that much of his day was spent telling dealers in Kalamazoo and Keokuk to be patient, please, and they'd get their shoes.
Those were the halcyon days, you'll remember, when salesmen went out twice a year and told their customers how many shoes or ships or sewing machines they could have—and when they could have them.
As a result, this particular shoe factory was loaded to the guards with orders. Orders were shipped when, as and if they struggled from cutting room to fitting room—and from then on down to the packing department.[92]
Complaints were numerous. They weren't exactly complaints, either. Queries, rather. Where are my shoes? Can't you ship March 15 instead of April 1? And so on—until, as we started to say, the sales manager was spending a great part of his time dictating replies to his stenographer. And she didn't have time for any of her other duties.
Analysis proved that the letters were, in the main, of three types. Three letters were therefore prepared, and each day the sales manager went through the inquiries and indicated which letter should go to which customer. In that way the latter got a prompt and courteous reply, as well as certain vague information explaining why he'd have to wait another month for his shoes.
And he was moderately happy. Personal attention from the sales manager could have accomplished no more. Thus a certain part of an executive's and his[93] stenographer's time was deputized to a system.
Could the sales manager have gone a step further and had his letter mimeographed, he would have been DEPUTIZING TO A MACHINE the same amount of his own and a much larger part of the stenographer's time. But, while the customers accepted plausible excuses in place of shoes, it is doubtful whether the cleverest imitation would have taken the place of a real typewritten letter.
With the manufacturer of a proprietary medicine, however, things are different. Women from every part of the country write in describing their ailments. It is not difficult to classify these letters into a dozen groups. And form letters, done in skillful imitation of real typing, do the trick quite nicely.
That is DEPUTIZING—just as it is DEPUTIZING when the "big boss" calls in his assistant and says: "You run this[94] shebang from now on. I've got to see if I can't get the K. C. plant out of the red."
And it's DEPUTIZING when a manufacturer, forced to increase the size of his plant, goes to a real estate operator and gets him to buy a piece of land, put up a building and rent it to him at a certain figure, while he uses his own capital to equip and operate the new plant, because he can make 15 per cent, say, on his capital himself, whereas he has to pay out as rent only an amount equal to 8 per cent of what land, building, insurance, and so on, would tie up.
Fundamentally, then, DEPUTIZING is taking something away from the "principal" of the job or business and assigning it to a "deputy." Principal and deputy may be a manager and his stenographer, a department head and a filing system, or a corporation's capital and a bond issue.
The first stumbling step toward organization, therefore, is to RECOGNIZE and[95] DEFINE the PRINCIPAL and the DEPUTIES in a given task.
A good manager, though, can't simply go and deputize every detail of his job. That might be nothing more than the trick of a lazy man.
Yet a rising young executive (on our list of casual acquaintances) has done exactly that. He has carried it to such a fine point that he is able to spend three afternoons a week with Col. Bogie. He is still rising, although some of us have abiding faith in the old adage that what goes up must come down. In other words, he's rising to a fall.
No, organizing is not deputizing in that sense of the word.
In EFFECTIVE ORGANIZING, it will be noted from the examples cited, work is deputized only when the "principal" is left free to do something else more important or more profitable.
The "big boss" didn't hand the plant over to his assistant until he knew his undivided attention was needed elsewhere[96]—until he knew he could spend his time more profitably in another phase of the business.
Analyze the conditions under which the sales manager delegated part of his dictation to a system, and part of his stenographer's typing to a duplicating machine. You will see that the work deputized fulfilled two conditions:
It was work the system and the machine could do to advantage—
And work which he and his stenographer could do only at the expense of more important work.
Wherever there is delegation of responsibility in any true job of managing, the same two fundamentals will be seen.
Too often a manager says: "Never do anything your subordinate can do for you." But it is not good management when turning a job over to a subordinate leaves the manager idle and unproductive—with nothing on his mind except his hat.
The good manager, whatever may be his particular job of managing, follows two[97] rules when he deputizes or distributes work to man, money or machine. Such work, he knows, should be:
1. Work which that other person or other thing can do to good advantage.
2. Work which the manager would do himself only at the expense of something more important.
Deputizing your work so that your days are free for golfing or yachting is far from the spirit of true organization. When a Schwab deputizes, another job profits by the increased time he is able to give to it. Every time he passes on a bit more responsibility, the whole enterprise profits through his greater freedom for the big sweep of the business. And when a manager fails because he has never learned to share responsibilities, we shudder at his folly—never stopping to think that the sole reason it was folly was because there was a bigger job for him to do. Deputizing his work would have left him free to exercise[98] big, broad judgment in a way that only leisure and calmness could afford.
A few years ago, two young men went into business in a small Illinois town. They were honest, industrious, well liked. Austin was a born salesman; Black was a shrewd buyer. It looked like a good combination and the local banker gave them a line of credit.
One year went by. Two years. Austin and Black were just skinning by. A fair living was all they were getting out of the business. Volume—which was what they needed—was increasing, oh, so slowly.
A salesman came along about that time and told them some things they didn't know. A little more skill in watching the stock; cutting out lines which weren't paying; trimming purchases on slow-moving stocks; pushing specialties before they went bad on their hands—those were some of the methods which meant added profits.[99]
It certainly looked like good business to hire another clerk so that the partners' time would be free for these new phases of the business.
The clerk was taken on—and things began to hum. Soon Austin and Black saw other steps they ought to take. More attention must be given to advertising. That meant another clerk. Next came a bookkeeper, an assistant bookkeeper.
Trade was increasing, you see, and net profits were increasing. Extra clerks were needed all right, but the proprietors went the whole hog and put on so many that they themselves no longer had to stand behind a counter. They were both badly bitten by the bug of supervision.
Finally the tide turned. It usually does.
And when Austin and Black went to the bank one day to get an extension of credit, the shrewd old retired farmer on the other side of the desk laid down the law.
They got the extension—but only on certain conditions.[100]
The chief condition was that they do LESS MANAGING and MORE MERCHANDISING.
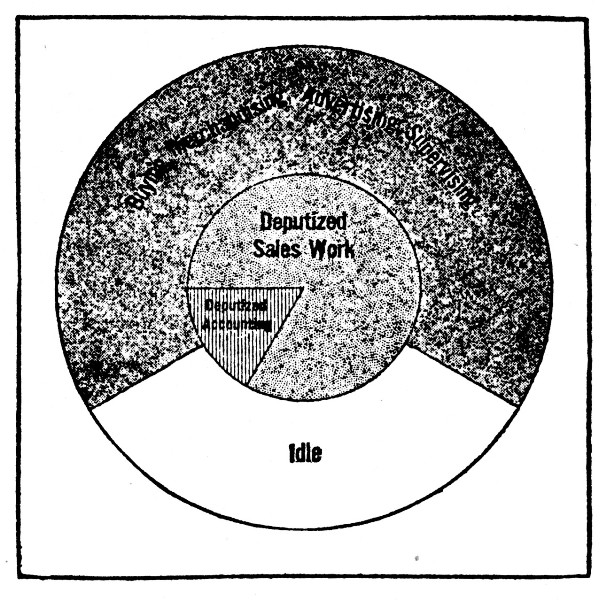
And that's what they are doing today.
There were two managers who organized their work, increased their profits. Up to a certain point, every time they deputized[101] their work, it was an advantage, because it left them more time for better merchandising.
But they weren't ORGANIZING according to our TWO FUNDAMENTALS. Literally, they were deputizing all the work that others could do—and not confining the work deputized to work they themselves could do only at the expense of something more important.
How well the chart tells the story! The great big white piece of pie marked "IDLE" shows exactly where Austin and Black went wrong. The worst thing that ever happened to them was the day they went home from Chicago and tried to run their business the way they thought Mr. James W. Simpson runs his large retail emporium.
Somewhere along the line they tripped over the point of vanishing returns and kept right on going.
And thus we come to the Scylla and Charybdis of our job of ORGANIZING.[102] Remember we are not interested in the mere knack of getting someone else to take over every last responsibility that can be borne by another. Perhaps that may be good management for a Schwab—in so far, at least, as it leaves his mind free for the exercise of the broad judgment we mentioned a while ago. Nor are we interested in the sheer industry and application involved in doing without assistance everything that can possibly be so done, although doing it may be equally good management for, say, a file clerk. Rather is our interest in the KNACK OF SENSING THE DIVIDING LINE between WORK to PERFORM and WORK to DEPUTIZE. It is that ability which is the mark of the successful manager.
Where is this DIVIDING LINE? How shall we know where to DEPUTIZE and when to PERFORM? What kind of work shall we turn over to subor[103]dinates? What shall we reserve for ourselves?
Again, whatever the job or business we are engaged in organizing, there are simple rules to follow.
But first an illustration which will help to make the point.
Consider the credit man for a large concern which sold machines on a monthly payment plan.
He was always in a jam with the sales department. It took too long, complained the sales manager, to get credit rulings. It was no fun to put a whole lot of work into selling the customer, only to have the order turned down by the house because of poor credit. Why couldn't the credit man give them a ruling before they attempted to close a sale? Sometimes it took so long to get an O.K. that the prospect got all cold and went somewhere else.
The treasurer of the company was drawn into the picture when the sales manager openly declared he'd "get" the credit man.[104]
And it certainly looked as if the sales manager had a good case.
"But," protested the credit man, "I've made mighty few mistakes. As for delays—well, I don't know how I could work any harder."
"Maybe you work too hard," the treasurer ventured.
"Hm, if I didn't do what I do, I don't know who would."
"Hold on, now, let's get this thing straight. You're valuable to the company because of your long experience and good judgment on credits. When you have all the dope on a man, I'll bet my last dollar on your decision. The only mistakes you ever make are when you hurry your decisions.
"But—and here's the point—you aren't any better at digging out the facts than either of your two assistants. Yet here's what you do. You divide salesmen's requests for credit rulings into two groups. You take those that run over $500; your[105] assistants get the others. Each of you does his own investigating and digging—and except in puzzling cases, you practically let your two men make their own decisions.
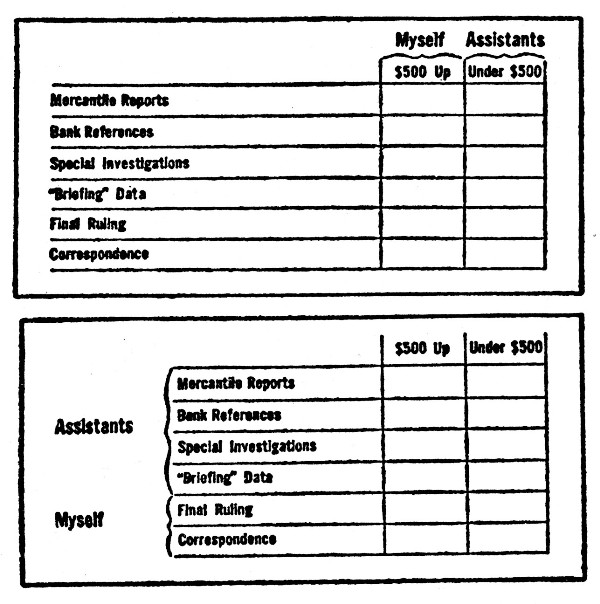
"Why, listen. You, the best man we have on decisions, spend more than half your time digging, while your assistants[106] spend much of their time making decisions. What's the result? Delay, the department in a jam, some decisions made in a hurry, some by your assistants.
"The trouble with you is, you haven't organized your department right." And the treasurer sketched the diagram reproduced in the upper chart on page 105.
"Why, man, your job is to keep all bad credits off the books—not just the big ones. A bad risk—whether it's $5 or $5000—is a mistake. You're an expert credit man—but as a MANAGER, you're a WASHOUT.
"This," he added, "is the way you ought to set up your department. Then you, the best man on decisions, will do all the deciding. Your two assistants, who are just as good as you are at digging, will spend all their time getting you the facts." And as he spoke he sketched in the lower chart.
The credit man had erred in the other direction from the two retail merchants. He wasn't doing enough managing. He was[107] keeping too much work for himself. And he was deputizing the wrong kind of work.
The merchants were deputizing work they should have done themselves—the general supervision of stocks, advertising and sales did not require their undivided attention—and the volume and profits of the business wouldn't stand so much unproductive expense.
Our credit man, on the other hand, was doing work which others could very well do for him—the time he spent on such work should have been devoted to other and more important responsibilities.
In the story of the credit man, however, another fundamental of good organization comes to light. Remember how the treasurer classified the character of the work to be done? Not only was the credit man trying to do too much work, but even when he did assign work to his assistants, he assigned the wrong kind. He deputized, true enough—but he erred in regard to the KIND OF WORK HE DEPUTIZED. He[108] thought he could deputize small credits. It didn't take the treasurer long to show him that the amount made no difference—it was the character of the work that required consideration.
Plenty of managers make that same mistake. They judge the importance of the task by its physical bigness—or by the amount of money involved—instead of deciding according to the character of the work.
Before work can be safely deputized, then, it must be MORE INTELLIGENTLY CLASSIFIED. And the key to better classification is found by dividing the job or business into two elements.
One is ENTERPRISE. The other is ROUTINE.
Enterprise is an arbitrary term which we shall choose to indicate those factors of work which involve the use of judgment, initiative, experiment or speculation.
Routine we shall apply to those factors which follow settled precedents or rules or[109] come within the range of known ability to perform.
Analyze your own job with these two terms in mind. The various duties you perform will fall readily into one or the other of the two classifications.
The things which come under the head of routine you have a right to deputize if, when you chart both classifications—in as accurate a proportion as possible to the capacities of the "principal" and the "deputies"—you find you are not overloading the business with unproductive management. A simple rule of thumb works here about as well as anything: Base the division of work on how much or how little of the routine the principal can afford to carry.
You may safely deputize only so long as, by so doing, you leave yourself free for the more important, more profitable decisions.
Don't forget for a moment, then—if you[110] would organize effectively—that there is a tremendous difference between enterprise and routine work. Don't waste energy on the one. DON'T DEPUTIZE THE OTHER—unless you can effectively organize a deputy's capacity for doing it, and then only if it pays.
Don't be like the manager who got a taste of the savings to be made through the application of mechanical handling equipment. He bought conveyors—and more conveyors. He was DEPUTIZING the handling job to machines. So far, so good. But the first thing you know he had a 50-ft. conveyor connecting two points in his shipping room. It took one man to load it, another to unload it. Previously one man with a hand truck had moved the packages very nicely, and had a lot of time left over for other duties. And here he needed an extra man—and owned a costly piece of equipment to boot. Under such circumstances the conveyor became very expensive scenery—not nearly so nice to look at[111] as Yellowstone Park or the Riviera—and the money invested in it would have bought a trip to either.
Thus all savings through deputization don't pay. Many a machine will save time and labor, but the interest on the investment, and upkeep and the depreciation will more than eat up the saving—UNLESS THE TIME AND LABOR SAVED CAN BE PROFITABLY TURNED TO SOMETHING ELSE.
No attempted exposition of the KNACK OF ORGANIZING can be complete without something more than passing mention of a phase which may be all too easily slid over or completed.
When work is deputized, the responsibility of the manager does not end with the act of deputization. It is the manager's responsibility to see that the work is done in the simplest and most effective manner.
A sales executive had allowed a bunch of[112] call reports to accumulate. There were several hundred of them. So he called in a stenographer whose time was hanging fairly heavily on her hands, and asked her to put them into alphabetical order preparatory to filing.
Fifteen minutes later he happened by and was startled to see that she had covered two desks with the call reports and seemed to be making haste very slowly indeed.
She had made a pile for every last letter in the alphabet. And every time she picked up a report, she had to hunt for the proper pile to put it in.
So he showed her how to sort first in five major piles—A, B, C, D in one pile and so on. And then to sort each pile again into five piles, one for each letter—and finally to sort each individual pile alphabetically.
It sounded like more handling. And perhaps it was. But the job of classification was greatly simplified. There was no more[113] hunting for the missing pile. The work proceeded quickly and accurately.
A rough illustration. He might have gone a step further and deputized part of the girl's task to a machine instead of to the primitive system described. That is to say, he might have seen that she was provided with one of the preliminary filing baskets which file clerks often use. Then the task of sorting alphabetically could have been done in a single handling of each report.
But whatever the method he made available for the girl's use, the illustration still serves to indicate that the manager's responsibility does not end when he turns a job over to a subordinate. It remains his care to see that the job is done by the most effective method—not necessarily the speediest, but the one which gets the best results for the effort involved.
To find this "one best" method, industry has evolved a complete technique of time and motion study. And merely to hint at[114] what may be accomplished by breaking down an operation into its elementary operations and observing the time required to perform them, becomes part of our task in setting down the ways and means of organizing.
First we shall find that any job, simple or complex, may be divided into three parts: make ready, do and put away.
Shaving, for example. First we get everything ready—razor, brush, shaving cream, hot water. Then comes the actual operation of shaving. And last, cleaning up—rinsing the brush, wiping the razor, and putting things back where they belong.
Perhaps you're in the same boat as the old farmer who, approached by the subscription salesman of an agricultural magazine, allowed he wa'nt farmin' now half as good as he knew how.
Or perhaps you already hold speed records at giving your face the once-over. But, you see, the whole point in studying the job is not aimed at faster shaving, but[115] at simplifying the "make ready" and "put away" phases of the operation.
For example, the next time you shave, try picking up the tube of shaving cream with one hand and unscrewing the cap while you're wetting your brush with the other. It will be awkward as the dickens the first time you try it. But try it again and again and again. It won't be long before you'll be an expert at doing the job that way. Finish up that part of the operation by screwing the cap back on while you are lathering your face with the right hand. Does it require a stop watch to point out the saving in time that you've made? Oh, it won't be easy the first few times, but before you know it, you'll have taught yourself good work habits.
Take a simple job like the assembly of a license bracket in an automobile factory. An analysis of this operation (see "Micromotion Technique," by F. J. Van Poppelen, Factory and Industrial Management, Nov., 1930) showed that the right hand was busy[116] all the time, while the left did nothing most of the time except hold the piece.
At the risk of getting too technical—for after all we are interested, not so much in the details, as in certain broad principles of organizing the work—let us see how the operation was performed.
First the operator assembled a number of screws and leather washers by picking up a screw with the left hand, a washer with the right, putting them together and laying the assembly aside. Then he picked up a bracket with the left hand and a screw and washer assembly with the right, placing the screw through a slot in the bracket—continuing to hold assembled pieces in his left hand while the right was picking up a flat washer and assembling it to the screw; picking up lock washer, assembling it to the screw; picking up acorn nut and starting it on the screw; and finally picking up an open-end wrench and tightening the nut. Then he assembled screw, washers and nut to the other side of the bracket,[117] whereupon wrench and bracket were laid aside, completing the cycle.
An analysis of these motions, by right and left hands, is given in the table on page 120. It illustrates the important point that the right hand was busy all the time, but for a considerable part of the time the left was doing nothing but holding the piece.
On pages 118 and 119 are shown drawings of the old and the new assembly methods. Likewise, the lower table on page 120 analyzes, by right and left hands, the motions required by the new method. Note first that fewer elements—17 as against 26—are required. And note that both hands are productively employed with shorter distances to travel for stock and with decreased effort.
 Analysis of this assembly job shows ...
Analysis of this assembly job shows ...
 ... that the right hand was busy all the time....
... that the right hand was busy all the time....
 Comparison with the old method
Comparison with the old method
 ... shows both hands productively employed....
... shows both hands productively employed....

| LEFT HAND | RIGHT HAND | ||
| 1. | Pick up screw | Pick up leather washer | |
| 2. | Assemble | Assemble | |
| 3. | Idle | Lay aside | |
| 4. | Pick up bracket | Pick up screw and washer assembled | |
| 5. | Hold bracket | Assemble | |
| 6. | " | " | Pick up flat washer |
| 7. | " | " | Assemble |
| 8. | " | " | Pick up lock washer |
| 9. | " | " | Assemble |
| 10. | " | " | Pick up nut |
| 11. | " | " | Start on thread |
| 12. | " | " | Pick up wrench |
| 13. | " | " | Tighten nut |
| 14. | " | " | Lay wrench aside |
| 15. | " | " | Pick up screw and washer assembled |
| 16. | " | " | Assemble to other side of bracket |
| 17. | " | " | Pick up flat washer |
| 18. | " | " | Assemble |
| 19. | " | " | Pick up lock washer |
| 20. | " | " | Assemble |
| 21. | " | " | Pick up nut |
| 22. | " | " | Start on thread |
| 23. | " | " | Pick up wrench |
| 24. | " | " | Tighten nut |
| 25. | " | " | Lay wrench aside |
| 26. | Idle | Lay bracket aside | |
| LEFT HAND | RIGHT HAND | |
| 1. | Pick up screw and transport | Same |
| 2. | Position on block | Same |
| 3. | Pick up leather washer and transport | Same |
| 4. | Position on screw | Same |
| 5. | Pick up new bracket and transport | Pick up assembled bracket; lay aside |
| 6. | Position bracket on block | Same |
| 7. | Pick up flat washer and transport | Same |
| 8. | Position on screw | Same |
| 9. | Pick up lock washer and transport | Same |
| 10. | Position on screw | Same |
| 11. | Pick up nut and transport | Same |
| 12. | Start nut on screw | Same |
| 13. | Position driver | Same |
| 14. | Tighten nut | Same |
| 15. | Position driver to 2nd nut | Same |
| 16. | Tighten nut | Same |
| 17. | Release driver and move assembled bracket 2 in. forward on block | Same |
The new set-up consists of a hardwood block, shaped to fit one side of the bracket when assembled, and nailed to the bench. The open-end wrench was replaced by a screw-driver with a socket wrench to fit the [121] acorn nut, suspended on a spring in front of the operator. The miscellaneous containers for holding the small parts were replaced by a supply of sheet-metal duplicate trays, so that the various parts could be located in the most convenient position. (This arrangement was not used in the accompanying illustrations because it obscured the view.)
In a word, then, the number of elements was decreased by one-third—and practically all of the elements in the new method require less time than the similar or corresponding element in the old method. The distance of travel for stock has been shortened, parts are grasped more easily, better and faster tools are provided, effort is decreased, and both hands are productively employed.
Need the imagination be stretched to the breaking point to see how a job involving the work not of one man, but of several, may be similarly organized and similarly improved?[122]
A second illustration will serve to show the application to group work (see "Motion Study Applied to Group Work," by J. A. Piacitelli, Factory and Industrial Management, April, 1931, page 626).
The operation studied here involved cycles of approximately eleven seconds' duration, performed by a group of seven men. The material handled consisted of rolls of roofing weighing about 50 lbs. each. Many of the elements in the cycle were obviously fatiguing. The rolls had to be lifted, during transfers from one worker to another, and rolled along a horizontal runway. The trucker lifted the completed roll and placed it on his truck. While the rate of production was limited by process and speed of equipment, the chance to cut cost and fatigue prompted the study.
Examine the equipment layout before the study was made (it is shown on page 124), and follow the operation. A roll of roofing paper approximately 8 in. in diameter and 36 in. long was wound about the[123] mandrel of a winding machine by one of the workers. The roll was taken off and passed to another worker who wrapped a sheet of paper about it and pasted it in place. When the roll was wrapped, he had to lift the roll, turn and deposit it on the runway. The next man inserted a bag of nails, a can of cement and an instruction sheet into the core of the roll. To do this, he was forced to turn and bend almost to floor level to get his supplies.
Next the roll was passed along to two men who, from opposite sides of the runway, placed protectors and muslin caps on the ends of the roll. It was then rolled along to another man who placed gummed paper bands about the ends and pushed the roll to the end of the runway where the trucker placed it on a truck and wheeled it into storage.

The movie camera, which is gradually finding wider industrial use in the search for the "one best" method, was used to record the work of this group. It supplied [125] not only a photographic record of the working place and surrounding conditions, but also a simultaneous record of time and method employed by each worker regardless of speed. It was then possible to study overlapping cycles and to analyze the methods to the desired degree of accuracy—and thus to transfer parts of the cycle of one operator to that of another, thus effecting a better distribution of work and shortening the cycle of the person on whom the production of the group depends—thereby increasing the productivity of the entire group.
These analyses showed immediately an unequal distribution of work. Again, from the equipment layout made after the study, let us follow through and see what changes were effected.
First the wrapper was freed from turning and lifting the roll from his table by the introduction of an elevator which lifted the roll to an inclined runway. The roll then moved from place to place by gravity when[126] released by foot-operated trips. The pasting problem was solved by using a trough the length of the paper, open on the bottom and equipped with squeegee lips like the mucilage bottle on your desk. A pile of wrapping paper with the far edges of the sheets inserted under the trough supplied a pasted sheet every time one was drawn toward the operator. The trough was covered with a hinged plate which permitted the roll to pass over it to the elevator. It was found, by eliminating the fatiguing elements in this man's work and simplifying his cycle of motions, that the time would be so reduced that he could easily take over the work of the man who placed the cement and nails in the core of the roll. The instruction sheet was placed in the roll by the winder, who had ample time for this additional task. The pile of sheets was placed at his right under a date stamp so that he could date each sheet and slip it into the roll just before it stopped.
Simplifying the cycle of the men who[127] placed the caps on the ends of the roll enabled them to take over with ease the work of the man who had placed the gummed-paper bands around the ends. Thus each man capped and banded his own end, whereas formerly the bander had had to assume an awkward and fatiguing position to reach the far end. And last, by placing a redesigned truck at the end of the incline, the completed rolls landed in the truck, and the trucker was able to care for two machines.
The method finally established was recorded on instruction sheets, and the existing premium was modified to provide additional incentive. Although, as stated at the outset, the rate of production was limited by the machine, substantial savings resulted from the study. Production has been maintained with 4½ men instead of 7; fatigue has been greatly lessened; cost has been reduced about 26 per cent; average earnings of the group have increased about 19 per cent.[128]
Thus the search for the "one best" method becomes an important factor in organizing the work.
We might go on and show how this group work was organized in accordance with our two fundamentals, but the purpose of introducing this illustration and the one preceding it was, after all, to show that the principal's responsibility, after deputizing work, ends only when he has shown the deputy the most effective method of doing it.
Besides, we must hasten on to the task of handling the "help." We have seen that the entire FABRIC OF MANAGING rests upon the knack of ORGANIZING; that organizing the work must be preceded by PLANNING; and that planning must be based upon ANALYSIS. And now, having organized, we must learn how to handle the "help"—which is a task met in every job involving managing.
And what job, big or small, does not involve MANAGING?
There used to be a good old golden rule of thumb that was plenty good enough for the good old rule-of-thumb days. It was: If you would be fair, treat all your men alike.
As a matter of fact it wasn't a bad rule in those halcyon days for man wanted then but little here below.
And he got it.
Those were the days when a certain plant of a certain electrical concern was known affectionately among the employees as "Siberia."
With good reason, too, for it was the dreariest, bleakest place in winter you can imagine. And a transfer to it was like nothing so much as a sentence to Siberia.
Well, well, their plant today is as com[130]fortable a place to work in as you'll find anywhere in the country; that concern today sets a high standard of employer-employee relationships; those same workers who, thirty years ago, shivered at the bare thought of pulling on their pants and trekking over the barren wastes to "Siberia," are today comfortably retired on modest pensions which don't do a thing but help keep the wolf from the door.
Yet the management, in those days beyond recall, would have shown you that all men were treated alike.
Perhaps that was the trouble. Anyway, if you asked the management today how to handle "help," dollars to doughnuts the answer would come closer to being: To be fair, TREAT EVERY MAN DIFFERENTLY.
A suggestive statement—significant because it is indicative of tremendous change in the relationships of capital and labor, of employer and employee.[131]
Fifteen years ago a lad graduated from an Eastern university. His folks were poor but proud—as Mr. Alger used to say—but managed to see Phil through. Phil had made a good record in school—and some good friends. Through one of them he got a letter to Mr. H—, the head of an old established firm of stockbrokers—and the letter got him a job.
The job paid $5 a week. Even in those days there wasn't much left over after carfare and lunches had been deducted.
But Phil was "learning the bond business." He wouldn't be worth even $5 a week the first six months. After that, maybe.
He stuck. Graduated from "running the street" to a stool in the stock clerk's cage. Came the New Year and Phil found an extra dollar in his pay envelope. He asked the cashier if there wasn't some mistake. There wasn't.
Two days later he got a job in a factory near his home at $12 a week. Told Mr.[132] H— he was leaving. Was offered $15 to stay. Wouldn't.
Mr. H— confessed later that he had let the most promising prospect in years slip through his fingers. All—if you ask us—because it was a fixed policy of the house to treat all alike.
For years it had been doing just exactly that. Each June it took on a new crop of young men to "learn the business." Each young man got $5 a week. No favorites. But nine out of every ten came from prosperous, even wealthy families. That $5 bill was nothing in their young lives. Their families were glad to have them work for nothing, for they were getting an insight into the investment business—and some day, whether they became bond salesmen or just plain manufacturers and solid bankers, that knowledge would be worth its weight in gold.
Phil was the tenth man. Mr. H— knew well enough that he couldn't get by on $5[133] a week. But there was the rule. It couldn't be broken.
No, we can't wind up by telling how Phil did well in the pants factory, married the boss's daughter and owns the business today. That would be wandering far from the truth. He couldn't "see" the boss' daughter for one thing—and besides the pants factory wasn't such a much.
No, you'll find Phil today doing a bang-up job in an Ohio plant. It says "General Manager" on his door. And as far as he is concerned, it was the best thing that ever happened when Mr. H— treated him like all the rest.
Mr. H—, though, is still taking them on, still paying them $5 a week—or maybe it's $10—still treating them all alike. He gets a lot of bright young fellows into the business. But every so often he passes up a chance to get an exceptionally promising boy—because he is fair and treats them all alike. What's a rule for, anyway, except[134] to break? Mr. H— will never know that it's the exception that proves the rule—particularly when you are dealing with human values.
But more later of the newer viewpoint. For the moment we are talking about handling the "help"—and making it sound as though it were solely the problem of the big employer.
Not so. It is a problem with every one of you in business—unless you do nothing but sit in one spot and do one job from nine to five, five days—we hope—a week.
The editor who wants a manuscript typed; the salesman who must get long distance; the man at the machine who has to get tools from the toolroom; the errand boy with his bundle to carry—all have the same problem. To all of them it is just as important in relation to their own scale of things as it is to the manager of a business with ten or a hundred or a thousand em[135]ployees. It is the eternal problem of GETTING OTHERS TO COOPERATE.
Some men are good at it; others are total failures.
Many a man on the bench or at the machine has the ability, knowledge and experience which qualify him for a job as foreman or even superintendent. But he can't hold down a foreman's job because he hasn't the knack of getting hearty, whole-souled cooperation from others.
Foremen, too, have changed, you see. Today the successful foreman is less often the hard-boiled driver, more often the student of his job, of his men, of himself. He has learned that, to be fair, he must treat every man differently.
Often we hear of Bill's losing his job as a mechanic, not because he didn't know his job, not because he couldn't run every lathe in the shop, but because he "couldn't get along" with the other men. And we think, Poor Bill! it's too bad he's so quick-tempered.[136]
Generally we blame it on "temperament." Yet some of the very best handlers of men are the crabbiest, crankiest gents in seven states. Others are as cold as steel. And like as not the warm-hearted, generous man is a monumental failure at handling his "help."
No, when you check specific methods of handling people—methods which are successful for the most part—something much more fundamental than temperament will be found.
Mrs. Thompson was in charge of the information desk and switchboard in a medium-sized New England factory. A well-bred Englishwoman in her late thirties, the boss liked her for her pleasant voice over the phone, for her unfailingly courteous treatment of visitors.
But if the boss liked her, almost no one else did. Salesmen particularly complained of her crankiness and of the unsatisfactory[137] service they got. Young Bacon was an exception, though. He always got what he wanted.
One day the office manager asked him how on earth he did it.
Bacon thought he was being taken for a ride, but finally answered: "Why, that's a cinch. I take Mrs. Thompson's job seriously."
Pressed for details, he supplied them.
"I never try to kid her. I never bawl her out. When I want a number I treat her as though the switchboard were her own particular business and I a customer. Just as if she had something to sell, and I something to buy. When I ask for some special service, she gives it to me. Or she tells me why she can't."
Afterwards the office manager took the trouble to look into the situation. The switchboard job was a life saver to that woman of 38. She needed the money in the first place. And besides the job gave her a sense of responsibility. She was[138] proud of her job, proud to know that the men in the business depended upon her for certain important services. She couldn't understand, then, when a salesman picked up his telephone and barked a command at her as though she were a piece of office furniture, or patronized her as if she were a child, or kidded her as if she were a 20-year-old flapper. It made her cranky to be treated like that. And when someone like Bacon came along with his method of treating her work as a responsible piece of business, it put her on her mettle.
The solution was obvious. The office manager talked Mrs. Thompson and Mrs. Thompson's job over with the salesmen. It wasn't long before they changed their tactics, with resultant improvement in the quality of the telephone service they got.
Sounds like a case of knowing the foibles of the person involved, doesn't it?
It's more than that.
Edna is a switchboard operator, too. She[139] is pretty and agreeable. And you couldn't blame the boys for liking to hang around.
No one thought much about that until some of the more serious-minded men discovered they couldn't get a thing out of Edna. She was too busy listening to Joe's latest exploit with one hand, and plugging Jack in with the other. She played favorites in putting through long distance calls, took advantage of the friendly feeling everyone had toward her. The telephone service in that office just folded up and died. There wasn't any.
The obvious remedy was to fire Edna. But the manager was a cagey old codger. Beneath a rough exterior beat a heart of gold, and somehow he felt that maybe it wasn't all Edna's fault. Why, blast it, she'd been treated like a pretty, petulant girl. Why shouldn't she act like one?
A memo was the result. It announced the creation of a new department. "Telephone Service" was its name—and Edna Blank was its head. It was just as much[140] a part of the business as the accounting department, or any other.
He had sense enough to PUT DEFINITE RESPONSIBILITIES UPON EDNA'S SHOULDERS. He did it not only to instill in her a sense of duty, but also to impress her with his confidence in her ability to perform those duties. Then, under the rose, he instructed the men to treat her just as they treated the capable woman in charge of the accounting end of the business. They did. And Edna rose to the occasion, took pride in her work, discouraged the hangers-on, played no favorites in putting through calls, and became as good an operator as ever you'd hope to see.
Now, then, scratch the surface and what do you find? Not that it was simply a case of understanding Mrs. Thompson's and Edna's foibles. Not at all. Mrs. Thompson stopped being cranky and became accommodating, Edna dropped her irresponsible ways and became an alert, at[141]tentive operator WHEN THEY GOT THE FEELING OUT OF THEIR WORK THAT THEY WERE TRANSACTING BUSINESS FOR THEMSELVES.
And need we look for further proof of our postulate that TO BE FAIR, YOU MUST TREAT ALL YOUR ASSISTANTS DIFFERENTLY? You must know them, know yourself, if you would get whole-hearted cooperation. That is fundamental in any attempt to acquire the KNACK OF HANDLING THE "HELP."
For there is a KNACK of handling the help. It can be acquired. This we say despite the difficulty of analyzing the relations of one person to another, despite the seeming impossibility of setting down a rule which will work universally.
Take a man running a peanut stand, a hosiery mill, or a steel plant. There are three things he wants for himself: (1) to build up and hold a good trade; (2) to[142] please his customers; (3) to get a fair profit.
Remember these three wants when you're dealing with your help.
Get your "help"—it may be the switchboard operator or it may be a thousand automobile workmen—in the position of wanting those same three things. The help's job is his "trade," you are his customer; and his compensation is his profit.
When you do that, you have an employee or helper who is going to give you the hearty cooperation you're looking for—just so long as you are a good customer, and his compensation for helping you is a fair profit.
Next time you go into a store, try to keep that thought fixed in your mind. Everyone working in a business, you see, is selling his services—and when you use those services you are the buyer. Perhaps you pay in money for the services rendered—perhaps you simply repay him by mak[143]ing his day's work easier. In either event, treat your requests for service as though you and he were transacting a business that is mutually, but individually, profitable, and the cooperation which is otherwise usually begrudged will be automatically forthcoming.
But that, you say, is PERSONALITY. Then how do you account for this?
A. is a big, breezy salesman. He busts into a hotel, calls the "greeter" behind the desk by name, asks for 1209 "same as last time"—and gets all kinds of real service from porters, bell-hops and waiters.
It looks as though it might be personality.
Yet right behind him walks B. He's a horse-faced bird who never smiles—wiry, monosyllabic—asks brusquely for a $4 room—gets it. And gets everything else he asks for—just as promptly as A. does.
No, it can't be personality. For there's C. and there's D. C. is A's twin—and B.[144] and D. were cast in the same mold. Their tips are no smaller; their demands no more unreasonable. Yet C. gets the poorest sample room in the house. And D's trunk is always the last one the porter brings up.
These aren't exaggerated cases. Hotel men will tell you they happen every day.
Why, then, did A. and B. rate such good service while their fellow knights of the road got none? Because when A. and B. asked for something, there was about the transaction a well-defined air of "you've something you can do for me—I've something I want done—what say we trade?" Whereas, when C. and D. came along, regardless of the personal manners involved, there was created the atmosphere of a one-sided business deal. C's breeziness had in it a touch of condescension, or D's brusqueness was the brusqueness of assumed superiority.
Thus is it seen, when we forget all about personality and study effects, that coop[145]eration is gained by trading with the "help" according to the "help's" business.
Trade with an elevator man as though running an elevator were his own business—trade with the chief chemist as though the laboratory were his store—and they'll trade with you and be eager to make a satisfactory deal of it.
Under this fixed policy—or rule—the proper attitude to take towards this or that class of "help" becomes a matter of automatic selection.
And that is how we begin to acquire the KNACK OF HANDLING THE HELP. Thus do we step high, wide and handsome on our road to the KNACK OF MANAGING.
Now enters the business of COMPENSATION. There must be compensation in a trade if all hands are to be satisfied.
Everyone is in business because he wants[146] something. Everything that will help him to get what he wants, he will like to do; everything that hinders him, he will dislike to do.
When you get ready to "trade" with someone, therefore, consider what the other man wants—that is, if you want to get the most help or cooperation out of the transaction. Then consider what you can give in return—balancing his wants.
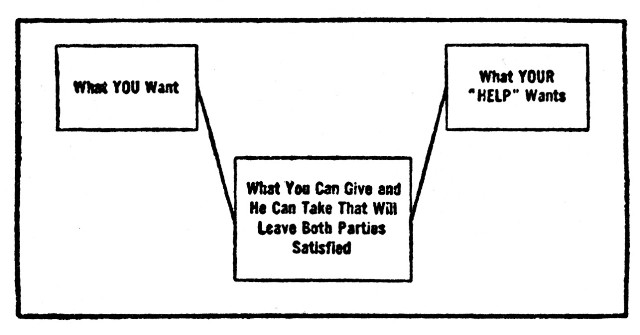
There must be that balance in every satisfactory deal.
Examine the chart on this page. It will save a lot of paper and ink because it shows diagrammatically what must happen if[147] there are to be satisfactory arrangements between you and your "help".
A word or two by way of interpretation may serve to show how it works out.
When the "help" is in your employ, the compensation—what you can give and he can take, leaving both parties satisfied—is his monthly pay check or his weekly envelope. Or it is the rate of commission. And bearing upon it are such things as local living conditions, and so on. When the "help" is someone not in your direct employ, then the compensation is regulated by the effect which performing the service you require, has on the success of the "help's" regular day's work.
For the moment, let's us return to the messenger boy whom we left in Chapter III just as he was about to deliver a message.
Or, at least, let's talk about another messenger boy whose task of managing his job differs in no wise from the first's—or, for[148] that matter, from any other job of management.
This boy worked in a large Chicago building and his job was carting light but bulky packages back and forth between his company's quarters and its customers'. There were a dozen other boys, and most of them complained of having trouble getting up and down in the elevators. It seemed that the starter took delight in making the boys wait for the freight elevator—even when there was plenty of room in the others.
But this particular boy—an impudent youngster with a "fresh" way about him—had no trouble at all. So the office manager was anxious to know "how come."
He posted himself where he could observe without being seen. And sure enough, in came the fresh messenger boy with a bundle almost as big as himself. Down he set it, favored the starter with an impudent military salute and leaned[149] nonchalantly up against the wall—well out of the way.
"Hello, feller," said he breezily; "lemme know when there's room. And don't keep me waiting too long, or I'll be out on my ear."
Picture the manager's astonishment when the starter replied:
"Git in here, then, and git in quick," and let him in the first car going up.
Somewhere, somehow, that impudent youngster had struck a responsive chord. Instinctively—or else because of past experience with elevator starters—he had put the problem of that particular starter's service on a business basis. He had put it in the starter's power to perform his own work without trouble, and to feel at the same time that he was "a man of affairs."
He was able to show his authority without taking it out on the boy.
Analyze this "trade" with the "compensation" chart in mind. Do you not see the[150] "balance" of interests? Do you not see the starter's feeling that the service he rendered was his own business, that the boy was one of his customers, that the avoidance of trouble was his compensation or profit?
Is there not in this very unimportant transaction the BALANCE OF INTERESTS suggested by our little chart?
At this stage of our approach to the KNACK OF MANAGEMENT, a ready objection comes to mind. We are now dealing in human values and relationships—and you can't chart them. Analysis, planning, organization—certain rules may be set down which will enable one to attain some degree of effectiveness in carrying them out.
But human nature? You can't deal with it by rule.
The objection is well founded. You[151] can't chart human nature—but you can study the approaches to it and chart the laws that appeal to it.
Our chart on page 146 is based upon what successful managers have learned about finding the wants of the human element when it works, and is constructed to supply a method of supplying those wants with as much productiveness and as little friction as possible.
When you buy a new car and "put it to work," your first care is to find out its wants—how much you must give to get what it has to "sell"—what parts need oil and grease and so on.
So, IF YOU WANT TO GET WORK OUT OF A HUMAN BEING, your best bet is to find out what that human being needs and must get in return for the work he performs or the service he gives.
Some men seem to be born with an instinct for finding this out. But if you aren't built that way, there is no reason[152] why you can't drill yourself to the same end by deliberately studying each case.
See, for example, how a study of this sort gets the most out of men in a large New England plant where modern management methods are making serious inroads into the old rule-of-thumb ways of doing things.
This concern was confronted with the very serious problem of maintaining a steady flow of product from one manufacturing department to another. Because of the nature of the product, skids and power trucks had been chosen as the equipment best suited for the job.
Skids and lift trucks are effective handling units. No argument about that. Their introduction into any factory which has been using more primitive handling methods should automatically cut costs. But they save precious little time and money when they aren't working, or when they are being worked uneconomically.[153]
The problem, then, as this concern saw it, was how to be sure that Big Ed hadn't shipped off for a quiet smoke far from the maddening crowd—or that Little Joe wasn't arranging his work so that there'd be a handful of skids left over at closing time—moves that called for overtime pay.
In other words, to get 100 per cent efficiency out of very efficient handling equipment, the management realized that it must take out some sort of insurance which would guarantee Little Joe's and Big Ed's and all the other truckers' being engaged in gainful occupation eight hours—count 'em—each and every day.
The best insurance seemed to be a central dispatching system. No need to go into the details of its operation. Suffice it to say that it went a long way toward directing the efforts of the truckers along gainful lines. There came to be an orderliness which had never existed before. When a foreman put in a call for a trucker, he knew that the move would be made[154] without unnecessary delay. In fact, orders were placed into the truckers' hands within three minutes of the time the foreman picked up his telephone to call the central dispatching department.
BUT—no attempt had been made to sell this system to the truckers. It met with some little resistance, just as anything new does. And there are ways, as who does not know, of beating any "game" designed to get more work out of human beings.
So the management—after many a huddle over this particular situation—decided upon a bonus plan.
And they set about selling it to the truckers—somewhat in the fashion about to be narrated.
"See here, men," said the manager in effect, "I'm going to put this plan right up to you and let you decide for yourselves. We've looked into it carefully. You men average 30 moves a day. So we've chosen 40 moves as the starting point. We're sure you can make 40 moves[155] a day without tearing your shirts—and from there on, you begin to collect. For the next five trips you get a bonus of a nickel over and above your day rate; for the next five trips your bonus is 6 cents; and so on.
"So, if a man makes 50 trips, his day's pay is not $4.50, but $5.05 because he has earned 55 cents in bonus. Do you get it?"
"Yeah, we get it all right, all right. We do twice as much work for 50 or 60 cents more a day. How come? Why don't we get paid extra for all the moves we make over 30?"
"Because we're just like you. The company wants to make more money. We've shown you how it can be done and we'll split pretty much 50-50. But we won't give you all the extra profit any more than we'd think of keeping it ourselves. Now think it over tonight and if you want to make $5 or $5.50 a day instead of $4.50, come 'round in the morning and we'll talk some more about it."[156]
Came only the dawn.
The truckers were pretty sure that they were being had, although they couldn't figure out just how. 'Tis ever thus when the old order yields place to new.
There was nothing left to do but try a new tack. So the manager talked to his fifteen or eighteen truckers again. And this time he proposed taking two of them and putting them on the new plan. After a little conversation to assure themselves that there was no skullduggery afoot, the truckers consented. And Little Ed and Big Joe (sic!) were nominated.
Little Ed made 62 moves the very first day and was as fresh as a daisy when the 5 o'clock whistle blew. Big Joe made 56 trips and looked none the worse for it. Ed's bonus was $1.98; Joe's was $1.28. If you check up, we're sure you'll find those figures are wrong. But cheer up, we aren't nearly so much interested in the exact amounts of Ed's and Joe's earning as we[157] are in the ultimate results and in the principles involved.
We may pass quickly over the former. Of course the men were convinced. And Big Ed would have beaten any trucker to a gentle pulp who wouldn't have been convinced. In a week's time, those truckers were making nearly twice as many trips a day—and their earnings had increased by something like 35 per cent.
If you don't believe it, look at the figure on page 158. See what happened to production? Yes, that pretty dotted line—the one with the big dip in it—marks labor costs per trip.
The manager, you see—and now we come to the principle involved—had MADE HIS HELP SEE THAT THE BONUS PLAN AMOUNTED TO GIVING THEM WHAT THEY WANTED. And of course, that was more pay. At the same time it got the company what it wanted—more production.
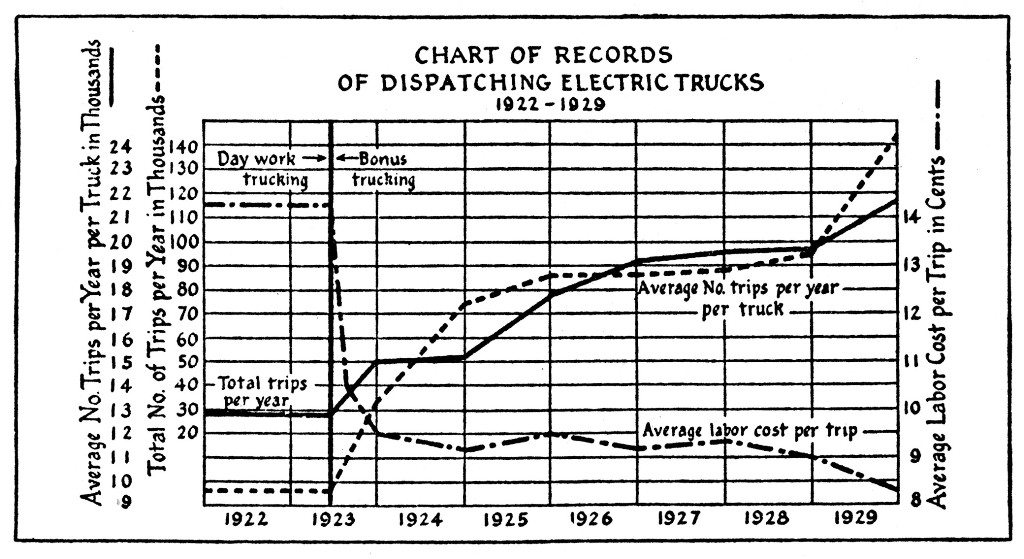 CHART OF RECORDS
OF DISPATCHING ELECTRIC TRUCKS
CHART OF RECORDS
OF DISPATCHING ELECTRIC TRUCKSFundamentally, the manager's system[159] was precisely like the messenger boy's. And you can prove that in a trice by charting it on the same old basis.
Try it. It won't take you more than a couple of minutes.
This might go on for a long, long time. Innumerable examples might be introduced into this text to illustrate this balancing of wants and its importance to the successful conduct of this business of MANAGING—to illustrate that your own personal method of seeking cooperation or service is more a matter of reason than innate ability to "size up the other fellow."
There is, in a word, method back of this "KNACK OF HANDLING THE HELP."
The method is this. Ask yourself each time this simple question: What does your "helper" want?
Does your stenographer want to leave promptly at five so she can get ready for an evening of whoopee? Or does she have[160] to catch a particular train in order not to find a cold supper waiting for her at home? Then why not fix things so she can work during the hours she is paid to work—and so she can leave at the hour when pay stops?
Can your truckers live in the style to which they are accustomed on $4.50 a day? Or will $5.50 enable them to put away a bit for a rainy season? Then why not arrange a wage payment method which will help them to do it?
And above all, tell them WHY.
To do such things is not philanthropy. Successful managers will tell you IT IS NOTHING MORE NOR LESS THAN GOOD BUSINESS. Strip from their methods the individual characteristics required by the individual conditions involved. What do you find? EVERY LAST ONE OF THEM IS BASED ON OUR PRIMARY RULE. That, you remember, is to find out what you want from your "help" and what your "help" wants[161] from you; then a way to make the two meet on a ground of mutual satisfaction—the compensation you can give and the compensation they can take—and BOTH OF YOU GET WHAT YOU WANT.
Don't you see, to grasp the real KNACK OF HANDLING "HELP," the necessity for making what you want from them balance with what they want from you? If there isn't that balance, there won't be whole-souled COOPERATION. To paraphrase what Henry Ford once said—or what one of his collaborators made him say: "See that each man in doing the best he can for you is also doing the best he can for himself."
Thus, by digging in and finding out what everybody involved in the situation wants, it is possible to get the utmost in cooperation and loyalty. Where one man does so instinctively, another gets equally good results by making a deliberate study along the lines we have pointed out.
Hundreds of jobs don't get done[162] promptly and enthusiastically for no other reason than that they aren't interesting. They can be made interesting if you get the right line on what your work requires, what your "help" wants, and then make a common meeting ground.
Mark Twain knew all about the KNACK OF MAKING WORK INTERESTING AND ATTRACTIVE.
Remember his description of Tom Sawyer's whitewashing the fence? Even if you do, it won't hurt to read it again.
Poor Tom. It was on a summer's morn just made for swimming or fishing—and he had to work.
Along comes Ben, one of his cronies. Tom begins to do some tall thinking. But let's not try to improve the original:
"He took up his brush and went tranquilly to work....
"Ben said: 'Hello, old chap, you got to work, hey?'
"Tom wheeled suddenly and said: 'Why, it's you, Ben! I warn't noticing.'[163]
"'Say—I'm going in a-swimming, I am. Don't you wish you could? But of course you'd ruther work—wouldn't you? Course you would!'
"Tom contemplated the boy a bit, and said: 'What do you call work?'
"'Why, ain't that work?'
"Tom resumed his whitewashing, and answered carelessly: 'Well, maybe it is, and maybe it ain't. All I know is, it suits Tom Sawyer.'
"'Oh come, now, you don't mean to let on you like it?'
"The brush continued to move.
"'Like it? Well, I don't see why I oughtn't to like it. Does a boy get a chance to whitewash a fence every day?'
"That put the thing in a new light. Ben stopped nibbling his apple. Tom swept his brush daintily back and forth—stepped back to note the effect—added a touch here and there—criticized the effect again—Ben watching every move and getting more and more interested, more and more absorbed.[164]
"Presently he said: 'Say, Tom, let me whitewash a little.'
"Tom considered, was about to consent; but he altered his mind. 'No, no—I reckon it wouldn't hardly do, Ben. You see, Aunt Polly's awful particular about this fence—right here on the street—you know—but if it was the back fence I wouldn't mind and she wouldn't. Yes, she's awful particular about this fence; it's got to be done very careful; I reckon there ain't one boy in a thousand, mebbe two thousand, that can do it the way it's got to be done.'
"'No—is that so? Oh, come now—lemme just try. Only just a little—I'd let you, if you was me, Tom.'
"'Ben, I'd like to, honest Injun; but Aunt Polly—well, Jim wanted to do it, but she wouldn't let him; Sid wanted to do it, and she wouldn't let Sid. Now don't you see how I'm fixed? If you was to tackle this fence and anything was to happen to it——'
"'Oh, shucks, I'll be just as careful.[165] Now lemme try. Say—I'll give you the core of my apple.'
"'Well, here—no, Ben, now don't. I'm afeard——'
"'I'll give you all of it!'
"Tom gave up the brush with reluctance in his face, but alacrity in his heart. And while the late Steamer Big Missouri worked and sweated in the sun, the retired artist sat on a barrel in the shade close by, dangled his legs, munched his apple, and planned the slaughter of more innocents. There was no lack of material; boys happened along every little while; they came to jeer, but remained to whitewash. By the time Ben was fagged out, Tom had traded the next chance to Billy Fisher for a kite, in good repair; and when he played out, Johnny Miller bought in for a dead rat and a string to swing it with—and so on, and so on, hour after hour. And when the middle of the afternoon came, from being a poor poverty-stricken boy in the morning, Tom was literally rolling in[166] wealth. He had, besides the things before mentioned, twelve marbles, part of a jew's-harp, a piece of blue bottle glass to look through, a spool cannon, a key that wouldn't unlock anything, a fragment of chalk, a glass stopper of a decanter, a tin soldier, a couple of tadpoles, six firecrackers, a kitten with only one eye, a brass doorknob, a dog collar—but no dog—the handle of a knife, four pieces of orange peel and a dilapidated old window sash.
"He had a nice, good, idle time all the while—plenty of company—and the fence had three coats of whitewash on it! If he hadn't run out of whitewash, he would have bankrupted every boy in the village."
Mark Twain didn't have the worker on the modern assembly line in mind—nor the stenographer tapping her typewriter—but he did see that THE WORK MEN CAN DO BEST IS THE WORK THAT IS MADE ATTRACTIVE TO THEM—either through the money in it or the sheer success in doing it. Find out what's wanted[167] to make your work attractive, then find out what you can give that will meet those wants. Then you get not only good work, but loyalty in it and enthusiasm for it.
But you can't fool your "help"—at least not for long. If you play upon the desire for responsibility, you must give it up to capacity. If it is promotion you hold out as a reward, you must give it when it is deserved. If you play upon the desire for good pay, you must give it as far as the job will allow.
And the nearer you come to giving all you can afford for the service received, in as nearly as possible the form that is wanted, whether in courtesy or in coin, in reasonable hours or in rapid advancement, in self-respect or in reciprocal service, THE MORE COOPERATION YOU MAY EXPECT.
Now for the last lap. Our journey has run four-fifths of its course. We have passed through the successive stages of analysis, planning, organization and handling the "help." They have all been child's play compared with the most important part of the manager's work—the task of GUARDING THE WELFARE OF A BUSINESS OR A JOB. All other managerial cares fade into insignificance before the necessity of conserving the general good of the business.
A business rises. A business falls. Its life must be protected. And, as has been said so often, "the bigger they are, the harder they fall."
A certain concern in New York State had been enjoying prosperity for lo! these[169] many years. Established 'way back in the "Roaring Forties," it had passed through three generations of the same family.
Each morning at nine the president was at his desk opening the mail into three piles—taking great care that no checks fell into the waste basket—as might easily have happened had the task been delegated to the office manager or to his assistant.
It was unfortunate, of course, that no orders reached the stockroom until ten o'clock. But a president must earn his salt. Besides, is there a better way to keep one's finger on the pulse of the business than to know what's in the mail?
Let's take a look at those three piles, though. Here is the daily "take"—a fat pile of checks—with the big one from San Francisco laid carefully aside so that it can be admired a couple of extra times before being placed on the top of the heap.
Reverently the president carries the receipts to his head bookkeeper. With slow and majestic tread, almost.[170]
And over here are the orders.
It's a fat pile, too.
The president casts one last lingering glance at the ½ doz. of something or other ordered by a famous name—and, secure in the knowledge that Fifth Avenue shoppers are still clamoring for his product, hands the sheaf to his office manager who has been pretty fidgety for the past hour and a half because he knows the stock department is going to have a heck of a time making the afternoon express.
Ho, hum! It's a busy life, this being the president of a successful concern doing over a million a year. Why, when grandfather started in, he didn't have a——
But that's another story, and there's that third pile.
A slim little pile scarcely demanding a president's attention—or a sales manager's. A few complaints. A retailer out in Butte. That San Antonio jobber Winchester had such a hard time landing. What's this? Didn't get the buttons he ordered? Stuff[171] and nonsense—well, Henry will write nice, consoling letters and those will be those.
Now Henry is a good kid. Just out of school. Learning the business. Writes a bang-up letter.
But the San Antonio jobber doesn't want nice, consoling letters. He wants to know how come his pants came without the special buttons he ordered. And those special buttons are so important in his life that he has written to the head of the firm—whom he'd met at the Atlantic City convention—and he expects the head of the firm to tell him what he wants to know.
"Come, come," the president would have said to him, had he walked into the inner sanctum, "you know I can't give my time to such petty details—I've got department heads who attend to such matters. When you want an extra thirty days—or want to talk over handling our goods exclusively in the Southwest—why, those are the things for you and me to spend our time on."
But the San Antonio jobber, had he been[172] there, and had he been asked, would have rejoined:
"I, too, have my department heads. I, too, leave many of the trivial details to them. But if a customer came to me with a complaint, I wouldn't care a rap what it was about. It wouldn't be that particular complaint which would interest me. It would be the mere fact that he had a complaint at all. A dissatisfied customer is a dissatisfied customer, and there isn't anything in my business that would get quicker and more personal attention from me."
Well, well, businesses come and businesses go. Our imaginary conversation will never take place between the president and the San Antonio jobber. The San Antonio jobber took his business elsewhere some five years ago. The president still comes in at nine and opens the mail. He never drops a check in the wastebasket. There are still three piles in front of him. Three slim piles. Even the pile of complaints is slim.[173] There isn't enough business left to produce many complaints.
Henry? Oh, he got to writing letters to an heiress who was wintering on the Riviera. And when her daddy died, he wrote such a nice, consoling letter——
But we wander far afield. We're out in the rough somewhere, and it's going to take a real recovery to get us back on the fairway if we don't watch out.
For one thing and for instance: Is the customer always right?
A one-time shoe salesman reports the following incident in a Chicago department store. He was talking with the head buyer in the middle of the sales floor when up marched a thoroughly angry woman with the shoe adjuster tagging on behind.
"These shoes," she pointed to a pair of satin pumps in the adjuster's hands, "are too small."
"And she wants a new pair after having worn them half a dozen times," added the adjuster.[174]
"Who sold them?" asked the buyer.
"Jones."
"Go get him."
Came Jones. "But, madam," he protested, "don't you remember I warned you that you needed a 5½? And don't you remember that I also suggested an A instead of a double A? And when you felt certain you wanted the 5AA, didn't I suggest that you try them again at home before having the cut-steel buckles sewn on?"
Well, yes, that was all quite true. But it didn't offset the fact that the shoes were too small and she couldn't wear them.
Two guesses as to what she got. And if each guess is a satin pump you may step quickly and quietly to the head of the class. She got a new pair of shoes.
"Well," sighed the buyer, when peace and quiet had been once more restored, "they tell me upstairs the customer is always right. Certainly it's true that one dissatisfied woman has more effect on our business than four or five satisfied cus[175]tomers. Oh, no, she won't go and tell her friends about the fair treatment she got here, but oh, man, if we'd let her get away! What a story that would have been—in spite of admitting she was wrong!"
Innumerable examples of that sort of thing might be introduced. There is the story of the North Shore matron who had an expensive rug sent out, kept it three months and then decided she didn't like the color. In its place she wanted a certain oriental, but oh, dear, it was just a bit too big for her purpose.
Of course the rug was cut to fit. And when she decided a week later that it, too, wouldn't do and went and bought another rug somewhere else, the management thanked her kindly and credited her account with the full amount. It knew that the life of the business had to be protected, and every now and then found it distinctly worth while to take time out to LOOK AFTER THE WELFARE OF THE ENTERPRISE.[176]
And here we face another question: "Must the manager occupy his time with every minor complaint, just because it happens to be one which comes from a good customer?"
To answer it, we must go back to our New York State manufacturer and strip the scenery from his particular enterprise.
His is a business of few customers. Except for a half-dozen famous retailers whose accounts cost more than they earn, but to whose stores he may point the finger of gesticulating pride as being among his outlets (it would be better for him if they were among his souvenirs), his business is handled through thirty or forty jobbers. Naturally each of his customers is a very important unit in the business.
The loss of one account is serious.
So a customer to him is an outlet for business greater than the trade a big department store gets from a hundred good customers. One customer to him is as a[177] score of customers to the manufacturer who sells to the retail trade.
To him, then, a complaint from a San Antonio jobber that the buttons on his pants aren't right has all the importance that the same complaint, echoed by a hundred different customers, would have to the retail merchant. Looked at in this light, is it not logical that any complaint—no matter how trifling its nature—should have his prompt, personal attention? Had he but known it, the letters he turned over to Henry were danger signals. They warned of the need for GUARDING THE WELFARE OF THE BUSINESS—LOOKING AFTER ITS GENERAL GOOD HEALTH.
And that task, as we have said, overshadows in importance every other task which the successful manager, in his daily business of managing, may have to perform.
The maintenance foreman in a New England mill walked into the agent's office[178] one day—why the manager of a mill is called an agent is just one of those things—and said:
"Something's got to be done about that freight elevator over in Building C, Mr. Dearle. I've monkeyed with it and monkeyed with it. It's just worn out, and one of these fine days, it's going to drop a couple of floors and pile up in the basement."
And one fine day it did. You see, the manager was all tied up in a labor controversy. Labor squabbles aren't any fun. And presumably their speedy settlement is far more important to the business than the matter of what to do about a tired freight elevator which has seen far better days.
So Frank the maintenance man had to run along and sell his papers. And the elevator kept on working.
The day it quit, Henry Fitts was aboard. And when the elevator man picked himself up off the cellar floor, Henry couldn't.
But why go into that? Henry's broken[179] leg and Henry's lost time cost the company more than a new elevator. And Henry was one of the company's best technical men. Lots of bum sheets and pillow cases got made and shipped and returned while Henry was laid up. The damage done by that falling elevator could hardly be measured in dollars.
Now, then, settling the differences of capital and labor was a big job to the mill agent. Saying "No" to Frank was merely postponing a trifling detail. Yet what a heap of difference a "Yes" would have made. That defective elevator, because it endangered lives, overshadowed all else in importance, had the agent viewed his job from the standpoint of CARING FOR THE BUSINESS. THE KNACK OF SAFEGUARDING ITS WELFARE lies not merely in doing tasks that preserve the safety of the business or job, but also in the ability to discern when such tasks are really mere trifles, and when, because of[180] their potential effect, they are details vital to the life of the business.
How is a manager to know when he shall devote his entire attention to settling wage rates, and when listen to the maintenance man's song? How can the president of a million-dollar concern tell when it is good business to drop a tremendously important managerial task and listen to a customer's tale of woe about pants buttons—and personally set the complaint right?
How, on the other hand, are you to know when to lay off such tasks?
Some few men—seventh sons of seventh sons—may be born with that instinct or knowledge. The rest of us must cultivate a true knack of conserving the business—a knack which carries with it the finest sense of discrimination and the best of business judgment.
And not until we have acquired this important knack and added to it all the other knacks we've been talking about, can we consider ourselves successful managers.[181] Not until then shall we have acquired THE TRUE KNACK OF MANAGING.
"I've learned how to pick out the tasks that are vital to the business and make them my own special responsibilities," a successful newspaper publisher once said, "by setting up a sort of yardstick to judge every job that comes along.
"My paper was in the 'red' when I bought it. It was a weak sister. It carried the least advertising, had the least circulation and exercised the least influence. Today its lineage is nearly one-third more than its nearest competitor's—and circulation has more than doubled in four years, so now it tops all the rest.
"I analyzed my job something like this: I bought the paper because I thought I could make money with it. To make money, I must carry a large volume of advertising. To get advertising, I must show results to advertisers. To show results, I[182] must make my paper a real "home" paper—a paper really read and appreciated—not merely a paper with which people are only satisfied. To get that kind of circulation, I must put into the paper what people who read a paper at home wouldn't 'miss for anything.'
"What did this analysis show me? Simply this: That while more advertising and more circulation meant more profits, the attitude of my readers toward their paper meant even more—it meant business life or death.
"So my yardstick is never to let anything get by me that might change our standing with our readers. The toughest business problem is shoved aside when something comes up that means loss of respect among our public.
"I made it my first business to get to know our type of reader. Never was a good hand at guessing. So had to learn about human nature.
"After a lot of hiring and firing, picking[183] and sorting, coaching and drilling, I got me four women who could go out and get exactly the kind of information I had to have.
"Each of the four took a section of the city. Each section represented a distinct type of home-dweller—and it takes all kinds of people to run a world, you know—or to buy a newspaper.
"Every week those four women canvassed close to a thousand homes between them. Their method was to tell the housewife that we were going to deliver our paper free for a week—and hoped they'd take it in and read it. A week later they went back over the same ground, soliciting subscriptions, of course, but also gathering information for me.
"More important than getting a subscription was finding out why a woman subscribed—or why she wouldn't subscribe. They asked what the women thought about certain special features.
"I got a lot of good pointers. For instance, I'd been a bitter opponent of the[184] 'funnies.' But I put them back when I learned that people really wanted them. You see, I was getting a good cross section of the likes and dislikes of all my customers and my prospects.
"After the 'funnies' were in—and after various other changes had been made—I sent my four scouts back once more to tell of the improvements. Then we checked the new reports with the old ones. There was plenty of deadwood. I knew there would be. But there was enough good live stuff to furnish food for thought.
"Some needed changes couldn't be made right away. Many people preferred a competing paper because it carried more department store ads. Well, I couldn't do anything about that for the moment. But I could and did improve the sports page, put in more home-stuff for the women, more society news, funnier 'funnies' and so on. Those were things our readers wanted which I could gradually give them.
"Then it was time to tackle the adver[185]tising problem. I had my ammunition. Carried a bunch of reports around with me. Told the merchants frankly what I was up to. Showed them the reports from women who said they'd subscribe if we had more advertising as well as the reports from those who did subscribe for certain good reasons.
"And I quoted a rate on what we were worth at the time, not on what I knew we could do in the future. I didn't begrudge a full day spent in one small store, if that small store advertised the stuff I felt was wanted by the people I wanted for readers.
"Well, they came 'round one by one—the stores and the people. And I think the results prove that I was keeping busy on the right tasks—the tasks on which the welfare of my business depends—and not on the tasks that mean only increased volume.
"How does it affect my readers? That is my yardstick for measuring everything about my business. That is my guide to[186] whether or not I should worry. If a little error in last night's paper has the power to affect my readers' opinion of the paper, then it's my job to run it down to earth, find out how it happened—and see that it never happens again. But if there's a big advertising contract in the offing which won't affect the permanent standing of the paper in any way whatsoever—except to increase the number of dollars that come clinking into the coffers—I don't give thirty seconds of my time to it. I hire a sales manager to do that. That's his job. The other's mine.
"I'll spend a week with my managing editor trying to figure out a way to get our afternoon editions on the street a few minutes earlier. It may involve some minor change in the pressroom running into only a few hundred dollars—but it does affect our permanent place in the sun. On the other hand, the managing editor can go ahead and spend $5000 of my good money on something that has nothing to do with[187] our readers' interest, and all I'll do is okay the expenditure. He'll do the worrying this time."
You and I aren't interested in the way this publisher went about building up his newspaper. That is to say, we don't care anything about his female quartette who went around and sang the paper's praises. His methods were sound, of course, and merit attention. But our interest right now is in his division between the tasks he watched personally and the tasks he left his business manager or his managing editor to work out for themselves.
Strip off the publishing scenery—just as a moment ago we stripped off the individual characteristics of a totally different business—and you find that HIS DIVISION IS APPLICABLE NOT ONLY TO ANY BUSINESS, BUT TO ANY SINGLE JOB. Which means once more that that's the way the successful manager of a steel mill or of a[188] peanut stand will divide the tasks which confront him from nine to five every day.
Who are your "readers"?
Every business, every job has its "readers"—some element which, once injured or neglected, affects the welfare, the health, the profits, or the ultimate success of the business or job.
A file clerk may acquire tremendous speed in putting letters away in drawers, but if she can't get you the correspondence you need at a moment's notice, what good is all her speed? Your stenographer may keep up with you in your best and fastest moments of dictation, but if her finished letters don't say what you said, her facility isn't worth the proverbial thin dime. An accountant may work out a cost system that reflects conditions like a mirror, but what of it if his reports come out so late that they're ancient history by the time the plant manager gets them? A miller may produce a flour that contains more vitamins than any other flour on the market, but[189] if the dough won't rise properly, it isn't much use. A small-town banker may have splendid reserves and a strong cash position, but he's going to lose your business if he asks 6½ per cent interest and 3 per cent commission to extend your mortgage when the big-city bank offers you the same loan at 6 per cent interest and 2½ per cent commission. That messenger boy of ours—no chapter is complete without him—may run all the way from the Tribune Tower to State and Madison, but what if in his haste he loses the message?
There is, then, in every business or job a VITAL ELEMENT. And no one can do a good job of managing unless he finds out definitely what that element is, and then proceeds to guard it through all the hustle and bustle of cost cutting, labor saving and so on.
One manager put it pretty plainly to his billing clerk. The latter tried out some short cuts. They were splendid from the[190] billers' point of view. Saved time and money. But the customers weren't used to any of this new-fangled stuff and kicked like steers. They couldn't check the invoices. Or wouldn't.
"They just won't use their heads. It's all as simple as ABC," protested the billing clerk when the manager called him in on the carpet. "All they've got to do is check the numbers on the cartons against the numbers on the invoices. There's no need of all the description we've been giving them."
"Right you are, Johnson," replied the manager. "But sometimes you bump up against a stone wall when you try to educate the trade. Oftentimes life's too short. Your system saves us money. It's good up to a certain point. That point is where your labor saving and cost cutting begin to have an adverse effect on sales or sales satisfaction.
"I've seen you playing bridge at noon,"[191] he went on. "You score honors above the line, don't you? Below the line you keep your game score. If you hold 80 or 90 honors in your hand, it affects your play. But you can't give your entire attention to scoring above the line, for after all it's the score below which determines who wins games and rubbers.
"You can score your job in pretty much the same way. All this work you're doing along cost-cutting lines is fine. Those things determine the size of your department's profits. Sketch them out on a card and check them over and add to them. But below the line put down the main object of your work—to have your invoices correct and to have them so plain that no customer can fail to understand them. Keep plugging away above the line. Don't let me discourage any effort that will reduce costs. They're all-important. But at the same time keep your eye below the line and make sure your game score is piling up. That[192] sort of thinking and playing wins in business just as it does in bridge."
It's a long time since we've drawn any charts. Let's study the newspaper publisher's policy and see if he wasn't doing mentally just what the manager recommended that his billing clerk do on paper.
You remember he made it his business to find out all about the error in last night's paper and to prevent its occurring again. That was something which, to his way of thinking, affected the permanent standing of his paper. When the department store stood ready to start a big institutional campaign which meant nothing more to his business than a big increase in volume, he left the job of closing the contract to his hired help. But when, in another newspaper, the same department store advertised a new type of radio which he thought his readers ought to know about, once more he made it his own business to go out and[193] get a few lines for his own paper and his own readers.
Then, if we keep tally—and consider whether they "score" above the line as increased profits, or below the line as permanent success, our card will look something like the chart on this page.

The handling of the error in last night's paper is something that will score down where the success of the business lies—and to lose on it means losing a vital point.[194] In short, it affects the permanent standing of the business enterprise. So does the securing of the radio advertisement. It's business news and something his readers must know about. So after it he goes. On the other hand, the institutional advertising will add only to the revenue of the newspaper. Don't mistake the point. He wants that contract, too. It will add materially to his profits. But getting it or not getting it will in no way affect the standing of the paper with its customers. School will keep just the same. So that particular job is on the other side of the line. That's why he has a sales manager.
To illustrate once more, let's attempt to "score" the work of a credit man. What is the "vital element" in his work? What determines whether his work is worth doing, or whether it's worthless? Offhand, you might say: "Preventing losses on bad debts." But is it that? Surely not, when we analyze the job. The final objective of the credit department is to enable the[195] house to sell more goods by extending credit wherever it is justified. On that basis it is easy to see that the "vital element" in the credit man's job is "to not lose a good sale"—and we know we're splitting an infinitive to say it. If it weren't, why have a credit man at all? It would be far simpler not to extend credit to anyone who could not prove his worth.
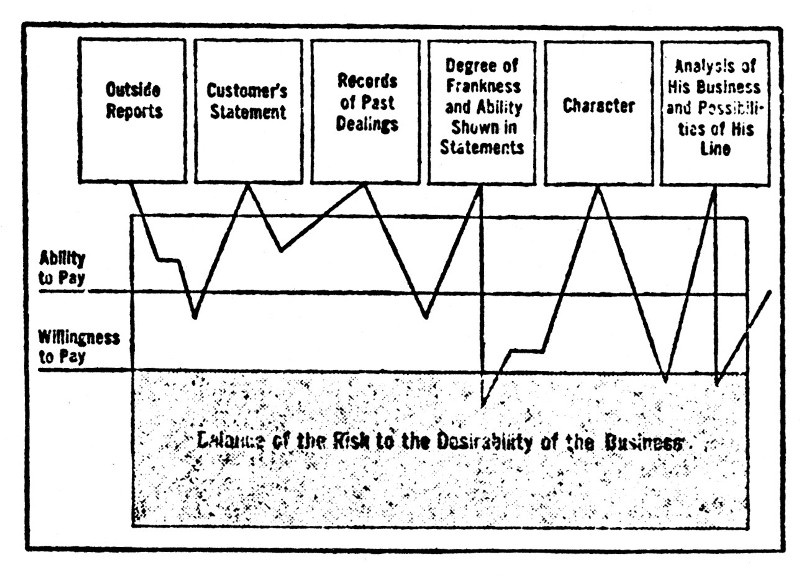
Now look at the credit man's score card. Such a chart might not help an old, ex[196]perienced hand, but would it not help a beginner to get a grip on what his job is all about? Would it not enable him to see his job from the angle of CONSERVING THE BUSINESS?
Hold on, though. Lining up the various jobs according to whether they score "above or below the line"—that is, whether they affect the essential well-being of the business or simply swell its profit—does not mean that he shall neglect all tasks above the line any more than give his constant attention to those that score below the line. The chief value of such an outline of your job or business is to KEEP ACTIVELY IN MIND A SENSE OF THE VITAL SPOTS TO GUARD—the spots to keep an eye on—the tasks for which you are always ready to plunge in and defend, once they are threatened.
Wherever you find a successful manager, whether running a big business or just handling a small job, you will see that he has a clear understanding of the elements[197] that mean the life of his work. And further observation will show that he is always protecting them.
The head miller in a small flour mill was smart and aggressive—a bit on the "go-getter" order, to be sure, but very, very competent none the less. It seems he had worked out some method of increasing the nutritive value of the mill's best grade of flour by adding something or other—it doesn't matter what.
Naturally he was enthusiastic.
Why not? He had persuaded the manager to have this new product analyzed by experts—and the analyses had proved extremely favorable.
He wanted to go ahead.
But the manager moved slowly. "It may make a good flour and the bread made from it may be good for the digestion," said he, "but will the bread taste as good?"
Finally, after trying out the flour in his[198] own home, he refused to go ahead with the project. The miller, knowing how good the bread would be for people, fired up his job, went into business for himself and put his trick flour on the market.
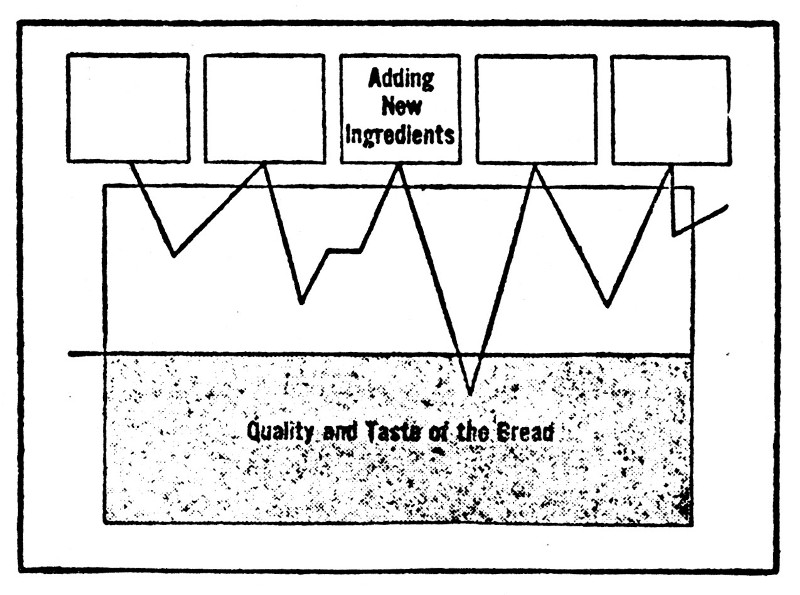
It never sold.
The bread baked from it didn't taste good.
The mill owner, you see, had kept his eye on what the miller had neglected—the big, vital element of the business—that[199] people bought flour to make bread, and that anything affecting the quality and taste of the bread must therefore be handled very carefully.
What the miller needed, to take the place of the boss's years of experience, was a chart like the one on the opposite page—a graphic outline in skeleton form of his work's vital element.
What a different aspect could be put on many an employee's work if the employer, instead of depending on the man's own-farsightedness in seeing the main items of value in his work, would graphically put them before him by some such chart as this one!
Right here, however, we must guard against one important characteristic of this vital element.
It CHANGES—or at least it may change as the business develops.
Ask the manager of the circularizing department of a certain mail-order house. He will tell you it's VOLUME. All his other[200] problems have been stabilized except the single job of getting out enough circulars every day to keep the required volume of orders flowing in. Again, go to the circularizing room of an Eastern financial house and the manager will tell you that the vital element in his work is QUALITY—quality addressing, quality folding and so on. Here the whole success of the department depends upon reflecting the dignity and prestige of the house. The danger point with this manager is therefore touched by anything that might affect the quality of the work.
Many a manufacturer starts with limited capital. For the first year or two the vital element in his business is finance. He may have to sacrifice attention to production and sales problems in order to guard the slender balance in the bank. Sometimes he may have to pay higher prices for materials because he must buy in small quantities; he may even have to check sales because he hasn't the capital with which to[201] finance them. Later, though, as a reserve is built up, or when better credit is established, he will find the vital element has shifted to manufacturing, buying, or maybe sales.
A certain shoe manufacturer—we seem to gravitate toward shoes every so often—found manufacturing the vital element of his business a scant dozen years ago. His big job was to see that shoes went out the door. He doubled the size of his plant. In the short space of three years his problem had shifted to one of sales—he was no longer getting enough volume to fill his plants. And today his greatest concern is his shrinking bank balance.
The same tendency toward change will be found in individual jobs.
The traffic manager of an electrical supply house deposes that the vital element in his department's work changed completely in less than two years.
"When I first came here," he declares, "the business had grown faster than our[202] manufacturing facilities. We were always working close up to the contract date for delivery. I was hired simply because I had a reputation for being able to speed up shipping, pick the shortest routes and rush things through at the last minute.
"Later on, we got in better shape in the factory. The goods began to come through to us further in advance of the promised delivery dates. I noticed this and changed my methods. Where I had previously watched after speed alone, slapping things into any old case to get them packed, hustling them out by any route which would save a day, regardless of rates, I now began to pack more carefully, to sort mixed shipments in order to get the lowest classification in freight rates, to pick the cheapest routes, and so on.
"One day the chief called me in and gave me a raise.
"'Warren,' said he, 'I thought I'd have to fire you when we got past the rush stage. I had you down as just a speed demon.[203] But you have been wise enough to change your methods as conditions changed. And I want you to know we appreciate it.'"
A similar shift is noted by the managing editor of a well-known business paper.
"When I took hold five years ago, it was a constant fight against time. We never had quite enough material on hand. There was always a mad scramble at the last moment to put the book to bed. Night after night I stuck around writing fillers—a column here, half a column there.
"Today it's quite a different story. We have a carefully selected inventory from which we make up our schedules at least 60 days ahead of publication. We have figured out close production dates—and we stick to 'em. There's no longer the problem of digging up enough eleventh-hour material to get out an issue. The job is one of selection. My biggest care is to find room for all the things I know our readers are interested in."
A constant check is the safest way to[204] note in time the conditions that govern the conservation of the welfare of your job or business. Check the POINTS ABOVE THE LINE and watch the POINTS BELOW THE LINE.
That constant effort to measure the importance of all the things that come up before him by their effects above and below THE DANGER LINE will do much to keep a manager practical. For summed up, the "practical" man is the one who combines with his progressiveness and vision the knack of never letting his progressive ideas puncture the vital element of his business and bleed it to death.
Make your score in any form that fits your needs or your tastes, but MAKE IT—WATCH IT—ACT ON IT. Some men can do the scoring in their heads. Most of us, even in so simple a procedure as keeping our golf scores, find it's better to carry it on paper.[205]
On paper? Can a man with real work to do, spend his time plotting curves and making pie charts? Does the Knack of Managing depend upon a man's ability to draw pictures?
Not at all. If that's the impression you have gained from reading this little book, go back to the beginning and start all over again.
If, from time to time, charts and diagrams have been suggested, it is only because the successful manager has somehow or other to go through precisely those same motions. His job—if he is to understand it and manage it successfully—must be analyzed somehow, sometime. We have merely suggested ways in which the ANALYSIS can be made more easily and intelligently by means of charts.
His operations must be planned—in his head or on paper—if he is to perform them with the least lost motion, lost time and lost money. The Knack of Managing has simply gathered from other men's methods[206] a form of chart by which PLANNING can be done more accurately.
Again, his work must be organized—if it is to be done in the simplest and best way. An attempt, then, has been made to sift the organization methods of successful managers and firms to develop a chart which at least indicates how to go about ORGANIZING THE WORK.
"HELP" MUST BE HANDLED. So, from the experiences of shrewd managers, we have dug out the gist of their ideas and put it in the form of a chart that gives a basis on which to work.
Above all, a business or job must be CONSERVED AND CARED FOR. The charting method suggested is but the method used by every successful manager—though he does not take the time to reduce his plans to paper.
And last, in our search to acquire THE KNACK OF MANAGING, have we not learned that the fundamental principles of management are universally applicable?[207]
More than anything else we have seen why the manager who has made a success in one business can step right into another and make the same brilliant record. His business, after all, is not ships or shoes or sewing machines. It's MANAGING. And that job, in its fundamental principles, is the same, whether it's running the U. S. Steel Corporation or operating a peanut stand.
That's our story—and we'll stick to it.