Title: Animal Proteins
Author: Hugh Garner Bennett
Release date: October 26, 2012 [eBook #41192]
Most recently updated: October 23, 2024
Language: English
Other information and formats: www.gutenberg.org/ebooks/41192
Credits: Produced by Juliet Sutherland, Joanna Johnston and the
Online Distributed Proofreading Team at http://www.pgdp.net
(This file was produced from images generously made
available by The Internet Archive/Million Book Project)
MEMBER OF THE SOCIETY OF LEATHER TRADES' CHEMISTS; FORMERLY
ASSISTANT LECTURER AND DEMONSTRATOR AT THE LEATHER
INDUSTRIES DEPARTMENT OF THE UNIVERSITY OF LEEDS
AUTHOR OF "THE MANUFACTURE OF LEATHER"
LONDON
BAILLIÈRE, TINDALL AND COX
8 HENRIETTA STREET, COVENT GARDEN
1921
The rapid development of Applied Chemistry in recent years has brought about a revolution in all branches of technology. This growth has been accelerated during the war, and the British Empire has now an opportunity of increasing its industrial output by the application of this knowledge to the raw materials available in the different parts of the world. The subject in this series of handbooks will be treated from the chemical rather than the engineering standpoint. The industrial aspect will also be more prominent than that of the laboratory. Each volume will be complete in itself, and will give a general survey of the industry, showing how chemical principles have been applied and have affected manufacture. The influence of new inventions on the development of the industry will be shown, as also the effect of industrial requirements in stimulating invention. Historical notes will be a feature in dealing with the different branches of the subject, but they will be kept within moderate limits. Present tendencies and possible future developments will have attention, and some space will be devoted to a comparison of industrial methods and progress in the chief producing countries. There will be a general bibliography, and also a select bibliography to follow each section. Statistical information will only be introduced in so far as it serves to illustrate the line of argument.
Each book will be divided into sections instead of chapters, and the sections will deal with separate branches of the subject in the manner of a special article or monograph. An attempt will, in fact, be made to [Pg vi] get away from the orthodox textbook manner, not only to make the treatment original, but also to appeal to the very large class of readers already possessing good textbooks, of which there are quite sufficient. The books should also be found useful by men of affairs having no special technical knowledge, but who may require from time to time to refer to technical matters in a book of moderate compass, with references to the large standard works for fuller details on special points if required.
To the advanced student the books should be especially valuable. His mind is often crammed with the hard facts and details of his subject which crowd out the power of realizing the industry as a whole. These books are intended to remedy such a state of affairs. While recapitulating the essential basic facts, they will aim at presenting the reality of the living industry. It has long been a drawback of our technical education that the college graduate, on commencing his industrial career, is positively handicapped by his academic knowledge because of his lack of information on current industrial conditions. A book giving a comprehensive survey of the industry can be of very material assistance to the student as an adjunct to his ordinary textbooks, and this is one of the chief objects of the present series. Those actually engaged in the industry who have specialized in rather narrow limits will probably find these books more readable than the larger textbooks when they wish to refresh their memories in regard to branches of the subject with which they are not immediately concerned.
The volume will also serve as a guide to the standard literature of the subject, and prove of value to the consultant, so that, having obtained a comprehensive view of the whole industry, he can go at once to the proper authorities for more elaborate information on special points, and thus save a couple of days spent in hunting through the libraries of scientific societies.
As far as this country is concerned, it is believed that the general scheme of this series of handbooks is unique, and it is confidently [Pg vii] hoped that it will supply mental munitions for the coming industrial war. I have been fortunate in securing writers for the different volumes who are specially connected with the several departments of Industrial Chemistry, and trust that the whole series will contribute to the further development of applied chemistry throughout the Empire.
SAMUEL RIDEAL.
It has been the author's chief concern that this volume should fulfil
its own part in the programme set forth in Dr. Rideal's General Preface.
The leather, glue, and kindred trades have been for many years recognized as chemical industries, but the great development of colloid chemistry in the last few years has given these trades a more definite status as such, and they can now be placed in the category of applied physical chemistry. The time is probably not far distant when some knowledge of pure physical chemistry will be a first essential to students, chemists, chemical engineers, and to all engaged in these industries in supervision, administration, or control. It is hoped that this volume will stimulate the study of these industries from that standpoint.
As the author has previously written upon one of the industries involved herein ("The Manufacture of Leather": Constable & Co.), he has, rather inevitably, found it difficult to avoid altogether his own phraseology. The changes of a decade, however, together with the wider field and newer view-point, have made possible a radical difference of treatment.
The author desires to acknowledge the help he has received from the many books, essays, and researches which are mentioned in the references at the end of each section, especially to Procter's "Principles of Leather Manufacture," and also to thank Dr. Rideal for many useful suggestions. The author would like also to acknowledge here his indebtedness (as well as that of the trade generally) to the work of Dr. J. Gordon Parker, who, [Pg x] through his researches, lectures, and teaching work, has done more than any other man to disseminate a knowledge of practical methods of tanning.
The author's thanks are also due to his brother, Mr. W. Gordon Bennett, M.Sc., A.I.C., M.C., for assistance in proof revision, and to his father, Rev. John Bennett, for some literary criticism.
H. GARNER BENNETT.
Beverly,
June, 1921.
| PAGE | |
| GENERAL PREFACE | v |
| AUTHOR'S PREFACE | ix |
| CONTENTS | xi |
| INTRODUCTION | 1 |
| PART I. | |
| HIDES FOR HEAVY LEATHERS. | |
| Section | |
| 1. THE RAW MATERIAL OF HEAVY LEATHERS. | 7 |
| 2. THE PREPARATION OF PELT. | 16 |
| 3. VEGETABLE TANNAGE. | 27 |
| 4. FINISHING PROCESS. | 49 |
| 5. SOLE LEATHER. | 55 |
| 6. BELTING LEATHER. | 65 |
| 7. HARNESS LEATHER. | 71 |
| 8. UPPER LEATHERS. | 76 |
| 9. BAG LEATHER. | 86 |
| 10. PICKING BAND BUTTS. | 90 |
| PART II. | |
| SKINS FOR LIGHT LEATHERS. | |
| 1. PRINCIPLES AND GENERAL METHODS OF LIGHT LEATHER MANUFACTURE. | 92 [Pg xii] |
| 2. GOATSKINS. | 99 |
| 3. SEALSKINS. | 106 |
| 4. SHEEPSKINS. | 110 |
| 5. CALFSKINS. | 120 |
| 6. JAPANNED AND ENAMELLED LEATHERS. | 123 |
| PART III. | |
| CHROME LEATHERS. | |
| 1. THE NATURE OF CHROME LEATHERS. | 127 |
| 2. GENERAL METHODS OF CHROME LEATHER MANUFACTURE. | 139 |
| 3. CHROME CALF. | 156 |
| 4. CHROME GOAT AND SHEEP. | 163 |
| 5. HEAVY CHROME LEATHERS. | 170 |
| PART IV. | |
| MISCELLANEOUS TANNAGES. | |
| 1. ALUM TANNAGES. | 127 |
| 2. FAT TANNAGES. | 178 |
| 3. OIL TANNAGES. | 181 |
| 4. FORMALDEHYDE TANNAGE. | 185 |
| 5. SYNTHETIC TANNING MATERIALS. | 187 |
| 6. COMBINATION TANNAGES. | 191 |
| 7. THE EVOLUTION OF THE LEATHER INDUSTRY. | 194 |
| PART V. | |
| GELATINE AND GLUE. | |
| 1. PROPERTIES OF GELATINE AND GLUE. | 200 |
| 2. RAW MATERIALS AND PRELIMINARY TREATMENT. | 220 [Pg xiii] |
| 3. EXTRACTION. | 230 |
| 4. CLARIFICATION AND DECOLORIZATION. | 234 |
| 5. BLEACHING. | 241 |
| 6. EVAPORATION. | 248 |
| 7. COOLING AND DRYING. | 255 |
| 8. USES OF GELATINE AND GLUE. | 260 |
| 9. THE EVOLUTION OF THE GELATINE AND GLUE INDUSTRY. | 265 |
| PART VI. | |
| MISCELLANEOUS PROTEINS AND BYE-PRODUCTS. | |
| 1. BYE-PRODUCTS OF THE LEATHER TRADES. | 268 |
| 2. BYE-PRODUCTS OF THE GELATINE AND GLUE TRADES. | 272 |
| 3. FOOD PROTEINS. | 274 |
| 4. MISCELLANEOUS ANIMAL PROTEINS. | 279 |
| INDEX. | 283 |
Proteins are organic compounds of natural origin, being found in plants and in animals, though much more plentifully in the latter. They are compounds of great complexity of composition, and of very high molecular weight. The constitution of none of them is fully understood, but although there are a great number of different individual proteids, they present typical resemblances and divergences which serve to differentiate them from other groups of organic bodies, and also from one another.
Proteins resemble one another in both proximate and ultimate analysis. They contain the usual elements in organic compounds, but in proportions which do not vary over very wide limits. This range of variation is given approximately below:—
| Element. | Per cent. | ||
| Carbon | 49 | to | 55 |
| Hydrogen | 6.4 | to | 7.3 |
| Oxygen | 17 | to | 26 |
| Nitrogen | 13 | to | 19 |
| Sulphur | 0.3 | to | 3.0 |
The most characteristic feature of the protein group is the amount of
nitrogen usually present. This is generally nearer the higher limit,
seldom falling below 15 per cent. This range for the nitrogen content is
determined largely by the nature of constituent groups which go to form
the proteid molecule. Roughly speaking, proteins consist of chains of
amido-acids and acid amides with smaller proportions of aromatic groups,
carbohydrate groups and thio compounds attached. In these chains an acid
[Pg 2]
radical may combine with the amido group of another amido acid, the acid
group of the latter combining with an amido group of another amido acid,
and so on. Hydrogen may be substituted in these chains by alkyl or
aromatic groups. There is obviously infinite possibility of variation in
constitution for compounds of this character, the general nature of
which varies very little. Practically all of the proteins are found in
the colloid state, and this makes them very difficult to purify and
renders the ultimate analysis in many cases doubtful. It is, for
example, often difficult to ascertain their moisture content, for many
are easily hydrolyzed with water only, and many part easily with the
elements of water, whilst on the other hand many are lyophile colloids
and practically cannot be dehydrated or dried. A few, such as gelatin
and some albumins, have been crystallized.
The constituent groups have been investigated chiefly by hydrolytic methods. The chains of amido acids are split up during hydrolysis, and individual amido acids may thus be separated. The hydrolysis may be assisted either by acids, alkalies or ferments, but follows a different course according to the nature of the assistant. Under approximately constant conditions of hydrolysis, the products obtained are in approximately constant proportions, and this fact has been utilized by Van Slyke in devising a method of proximate analysis. It is not possible in this volume to enter deeply into the constitution of the different proteids. Reference must be made to works on pure chemistry, especially to those on advanced organic chemistry. It will be interesting, however, to mention some of the amido acids and groups commonly occurring in proteids. These comprise ornithine (1:4 diamido valeric acid), lysine (1:5 diamido-caproic acid), arginine (1 amido, 4 guanidine valeric acid), histidine, glycine (amidoacetic acid), alanine (amido propionic acid), amido-valeric acid (amido-iso-caproic acid), liacine, pyrollidine carboxylic acid, aspartic acid, glutamic acid (amido-glutaric acid), phenyl-alanine, serine (hydroxy-amido propionic acid), purine derivatives (e.g. guanine), indol derivatives (e.g. tryptophane and skatol [Pg 3] acetic acid), cystine (a thioserine anhydride), glucosamine, and urea.
There are a few general reactions which are typical of all proteins, and which can usually be traced to definite groupings in the molecule. Amongst these is the biuret reaction: a pink colour obtained by adding a trace of copper sulphate and an excess of caustic soda. This is caused by the biuret, NH(CONH2)2 radical or by similar diacidamide groups, e.g. malonamide, oxamide, glycine amide. Another general reaction is with "Millon's reagent," a solution of mercuric nitrate containing nitrous fumes. On warming the proteid with this reagent, a curdy pink precipitate or a red colour is obtained. This reaction is caused by the tyrosine group (p. oxy α amido phenyl-propionic acid). Another general reaction is to boil the protein with 1:2 nitric acid for some days. A yellow flocculent precipitate of "xanthoproteic acid" is obtained, and this dissolves in ammonia and caustic alkalies with a brown or orange-red colour. Another characteristic of proteins is that on dry distillation they yield mixtures of pyridine C5H5N, pyrrol C4H5N, and their derivatives.
On the subdivision, classification and nomenclature of the proteins much ink has been spilled, and it is impossible in this volume to go into the various systems which have been suggested. It should be noted, however, that some writers habitually use the terms "proteid" or "albuminoid" as synonyms for protein. The classification of proteins adopted in this work is used because it is the most suitable for a volume on industrial chemistry and has the additional merits that it is simple and is already used in several standard works on industrial chemistry. It is based upon the behaviour of the proteins towards water, a matter of obvious moment in manufacturing processes. On this basis proteins may be divided into albumins, keratins and gelatins.
Cold water dissolves the albumins, does not affect the keratins, and only swells the gelatins. The behaviour in hot water confirms and elaborates the classification. When heated in water, the albumins coagulate at temperatures of 70°-75° C., the gelatins (if swollen) [Pg 4] dissolve readily, whilst the keratins only dissolve at temperatures above 100° C. Albumins and keratins may be distinguished also from gelatins by adding acetic acid and potassium ferrocyanide to their aqueous solutions. Albumins and keratins give a precipitate, gelatins do not. Another distinguishing reaction is to boil with alcohol, wash with ether, and heat with hydrochloric acid (S.G. 1.2). Albumins give a violet colour, keratins and gelatins do not.
Albumins may be first discussed. They are typified by the casein of milk and by white of egg. Their solutions in water are faintly alkaline, optically active, and lævorotatory. They are coagulated by heat and also by mineral acids, alcohol, and by many poisons. The temperature of coagulation (usually about 72° C.) is affected by mineral salts, the effect being in lyotrope order (see Part V., Section I.). The coagulated albumin behaves in most respects like a keratin. Some of the albumins (globulins) are, strictly speaking, not soluble in cold water, but readily dissolve in weak solutions of salt. The albumins are coagulated from these solutions, as usual, when heated. Into this special class fall myosin (of the muscles), fibrinogen (of the blood) and vitellin (of egg yolk). By a gentle or limited hydrolysis of the albumins with dilute acids in the cold, a group of compounds called albuminates are obtained. They dissolve in either acids or alkalies, and are precipitated by exact neutralization. They may also be "salted" out by adding sodium chloride or magnesium sulphate. They are not coagulated by heat. After further hydrolysis with either acids, alkalies or ferments, very soluble compounds are obtained called albumin peptones or albumoses. These are soluble in alkalies, acids and water, and are readily hydrolyzed further into amido acids and acid amides. They are very similar to the peptones obtained from keratins and gelatins. They are not coagulated by heat.
Keratins are typified by the hair of animals. They soften somewhat in cold water and even more in hot water, but are not dissolved until digested for some time at temperatures exceeding 100° C. With some keratins, however, [Pg 5] the cystine group is to some extent easily split off by warm water, and on boiling with water hydrogen sulphide is evolved. The sulphur content of keratins is often greater than the average for proteids. All keratins are dissolved with great readiness by solutions containing sulphydrates and hydrates, e.g. a solution of sodium sulphide. In solutions of the hydrates of the alkali and alkaline earth metals, keratins behave differently. Some dissolve with great ease, some with difficulty, some only on heating and some not even if digested with hot caustic soda. They are dissolved (with hydrolysis) by heating with mineral acids, yielding peptones and eventually amido acids, acid amides, etc. Many keratins have a comparatively low content of nitrogen.
Gelatins are very difficult to distinguish from one another, their behaviour being closely similar to reagents. They are also very readily hydrolyzed even with water, and the products of hydrolysis are even more similar. The gelatins are known together, commercially, under the general name of gelatine. Gelatins of different origin, however, have undoubtedly a different composition, the nitrogen content being variable. If the gelatins are not bleached whilst they are being manufactured into commercial gelatine, they are called "glue." Gelatine is colourless, transparent, devoid of taste and smell. It is usually brittle. Its S.G. is about 1.42, and it melts at 140° C. and decomposes. It is insoluble in organic solvents. When swelling in cold water it may absorb up to 12 times its own weight of water. The swollen product is called a "jelly." Jellies easily melt on heating and a colloidal solution of gelatine is obtained. This "sets" again to a jelly on cooling, even if only 1 per cent. gelatin (or less) be present. The solution is optically active and lævorotatory, but with very variable specific rotation. Some observers have thought that the different gelatins have different specific rotations and may so be distinguished. Gelatins are precipitated from solutions by many reagents, such as alcohol, formalin, quinone, metaphosphoric acid, tannins, and many salt solutions, e.g. those of aluminium, chromium and iron, and of [Pg 6] mercuric chloride, zinc sulphate, ammonium sulphate, potassium carbonate, acidified brine. Many of these precipitations have analogies in leather manufacture (see Parts I. to IV.). The gelatin peptones or gelatoses are formed by hydrolysis with acids, alkalies, ferment or even by digestion with hot water only. A more detailed description of the properties of gelatine is given in Part V., Section I. Gelatine is sometimes called "glutin" and "ossein."
Animals are much the most important source of proteins, especially of those which are of importance in industrial chemistry. Proteins occur in nearly every part of all animals, and the "protoplasm" of the living cell is itself a protein. The keratins include the horny tissues of animals: the epidermis proper, the hair, horns, hoofs, nails, claws, the sebaceous and sudoriferous glands and ducts, and also the elastic fibres. The gelatins are obtained from the collagen of the skin fibres, the bones, tendons, ligaments, cartilages, etc. Fish bladders yield a strong gelatin. The albumins are obtained from the ova, blood, lymph, muscles and other internal organs of animals.
The classification of proteins herein adopted fits in well with the scope and purpose of this volume. The keratins are of little importance in chemical industry, but are of immense importance in mechanical industry, e.g. the woollen trade, which is based upon the keratin comprised by sheep wool. The collagen of the hide and skin fibres is of vast importance to chemical industry, and is the basis of the extensive leather trades discussed in Parts I. to IV. The waste pieces of these trades, together with bones, form the raw material of the manufacture of gelatin and glue, as discussed in Part V. The proteids of animals' flesh and blood, milk and eggs form the source of the food proteins discussed in Part VI. The food proteins embrace chiefly albumins, but gelatins and even keratins are involved to some extent.
The term "hide" possesses several shades of meaning. In its widest sense it applies to the external covering of all animals, and is sometimes used derogatively for human skin. In this wide sense, it is almost synonymous with the term "skin." The term "hide," however, has a narrower meaning, in which it applies only to the outer covering of the larger animals, and in this sense is used rather in contrast with the term "skin." Thus we speak of horse hides, cow hides, camel hides, and buffalo hides. It is used in this sense in the title of Part I. of this volume. As such hides are from large animals, the leather which is manufactured therefrom is thick and in large pieces, and is therefore commercially designated as "heavy leather." From the standpoint of chemical industry hides are amongst the most important of animal proteins, and their transformation into leather for boots, shoes, belting, straps, harness, and bags comprises the "heavy leather trade," which is one of the largest and most vital industries of the country. The heavy leather trade predominates over other branches of leather manufacture, not only because of the comparatively large weight and value of the material handled, but also because the resulting products have a more essential utility. There is also a still narrower use of the term "hide," in which it applies only to the domesticated cattle—the ox, heifer, bull and cow—which use arises from the fact that the hides of these are both the largest and most valuable portion of the raw material of the heavy leather industries. In a very narrow sense the [Pg 8] term is also sometimes applied only to ox hides, which for most heavy leathers are the ideal raw material.
The Home Supply of hides forms a large important proportion of the total raw material. Its importance, moreover, is rapidly increasing, for the excellence and abundance of the home supply determines the extent to which it is necessary for the industry to purchase its raw material abroad. The position of our national finances makes this an increasingly serious matter, for hides are comparatively a very expensive material.
The quality of our home supply of hides is very valuable, being determined by the conditions of the animal's life, its precise breed, and by other factors such as age and sex. The best hides are usually obtained from animals which have been most exposed to extremes of wind and cold, as such conditions tend naturally to develop a thicker and more compact covering. Broadly speaking, these include the hides from cattle of the northern and hilly districts. The age of the animal when killed is also a dominating factor. Calf skins are very soft, fine grained and compact, the state of rapid growth favouring the existence of much interfibrillar substance. The youngest animals supply suitable raw material for various light leathers (see Part II., Section V., p. 120), and are also very suitable for chrome work (see Part III., Section III., p. 156). Bull and cow hides, on the other hand, are from animals whose growth is complete, and show in consequence a lack of interfibrillar substance, coarse fibres and a rough and often wrinkled grain. The resulting leather tends consequently to be spongy, thin, empty and non-waterproof. Intermediate between these extremes are the hides of the ox and heifer, large, yet of good texture, and well supplied with interfibrillar substance. These hides are much the best for sole leather, a firm, smooth-grained and well-filled leather being needed. The term "kip" is often applied to small hides and to hides from large calves. In the trade, however, "kip" is sometimes used also for [Pg 9] larger hides, as a verbal enhancement of value; just as a man with a few old fowls is said to keep "chickens." Cow hides tend to be "spready," i.e. to have a large area per unit weight, and are therefore more suitable for dressing leather. Bull hides are thicker in the neck and belly, and thinner in the back, which characteristics reduce their commercial value.
Market hides are sold by weight, and are therefore classified chiefly by their weight, which is marked on near the tail by a system of knife-cuts. The animals are flayed after cutting the hide down the belly and on the inside of the legs.
Of the various breeds, "Shorthorns" yield a large supply of useful hides. The name, however, covers a variety of similar breeds, and the hides therefrom are rather variable in texture and quality. They tend to be greasy owing to high feeding. The "Herefords," obtained from Midland markets, are generally excellent hides for sole and harness leathers. They give a good yield of butt pelt, a stout and smooth shoulder, and are not often greasy. "Devons" yield a good-textured and well-grown hide, but are often badly warbled (see p. 10). The "Sussex" cross-breeds yield somewhat larger hides. "Suffolk Red Polls," common in East Anglia, yield a good butt, and the cow hides make good dressing leather. "Channel Island" cattle yield very thin hides, but with a fine undamaged grain. Scotch hides possess deservedly the very highest reputation. The climatic conditions favour the production of a hardy race of cattle with thick well-grown hides, yielding a large proportion of butt. These hides are amongst the best obtainable for heavy leather, and particularly for sole leather. "Highlanders," "Aberdeen Angus," "Galloways" are typical breeds, with short neck, legs and straight backs. Cross-breeds are also excellent (e.g. "Scotch Shorthorns"). The natural value of these hides is further enhanced by the usual care in flaying. "Ayrshires" yield good milch cows and consequently yield often a more spready hide. The Welsh [Pg 10] breeds for rather similar reasons also yield valuable hides. The Irish "Kerrys" are small but stout, and yield hides suitable for light sole leather. Irish cross-breeds, Shorthorns, have a rather bad reputation, and are often ill flayed.
All the varieties of the home supply are subject to various defects, which influence seriously their commercial value. One of these defects is warble holes or marks, caused by the Ox Warble fly (Hypoderma bovis). This is a two-winged fly about half an inch long. The larva of this fly, the "Warble maggot," lives and thrives in the skin of cattle, and causes a sore and swelling. The life-history of this insect is still in dispute, but it is generally thought that the eggs are laid in the hair on the animal's back, and the young larva eats its way through the hide until just below the dermis, and there feeds until mature. It then creeps out of this "warble hole," falls to the ground, pupates for a month, after which the imago or perfect insect emerges from the chrysalis. Hides which have been thus infected have, in consequence, often quite a number of holes through the most valuable part of the hide, thereby rendering it unsuitable for many kinds of leather. Even old "warbles" which have more or less healed up are a weakness, and warbled hides and leather fetch a decidedly lower price than undamaged. Another of these defects is bad flaying. Clearly the hide should be as little cut as possible, but many of our market hides are abominably gashed and often cut right through. This, of course, often reduces seriously the commercial value of the hide. Careless treatment after flaying also results in another common defect, viz. taint. As the term implies, the hide is partly putrefied, sometimes only in patches, but sometimes also so extensively as to render the hide quite rotten and quite incapable of being made into leather at all. Hides are of course putrescible, and dirt, blood, dung and warm weather encourage rapid putrefaction. As market hides are usually uncured, this defect is constantly appearing, and is a cause of considerable loss. Other defects are due to injuries to the animal before it is killed, e.g. brands, [Pg 11] scratches due to hedges and barbed wire, old scabs, goad and tar marks. All these reduce the value of the hide.
All the defects in hides involve a very serious loss to the community, and the time is rapidly approaching when their continuance is insufferable. The loss is not usually very considerable to any individual, though very large in the aggregate. The hide is a minor part of the beast's value, and a somewhat damaged hide does not involve a very serious loss to the farmer. Some with typical stupidity regard a few warbles as "the sign of a healthy beast." These defects involve practically no loss to the hide merchant, tanner or currier, as each pays less for damaged material. The loss falls upon the community, and the time is ripe for the community to insist upon the elimination of these defects. The national resources will be for some years strained to their uttermost, and preventable damage must be considered intolerable. The principal defects in hides are preventable, and ought to be prevented. The warble fly could, by a united effort, be rendered before long practically extinct, a task which is facilitated by the fact that it is not migrative. Bad flaying and careless treatment of hides resulting in putrefaction are still more easily remedied. The communal slaughter-house is long overdue from the standpoint of public health, and would, under conditions of cleanliness and skilled workmanship and oversight, also solve the problem of ill-flayed and tainted hides.
The question of the raw material is of first importance to the leather trades. There was, before the commencement of the European War, a steadily increasing scarcity of hides, causing a constant increase in their price. This was due partly to the fact that cattle were increasing at a less rate than the population, partly to the growth of civilization, and more extensive use of leather in proportion to the world's population, and partly to the constant discovery of new uses for leather, e.g. for motor cars, aeronautics, etc. The question of raw material was under these conditions serious enough. The terrific [Pg 12] slaughter, necessary at the same time to provide the belligerents with food and the army with leather, is bound to result in a serious crisis for the leather industries; and in conjunction with the country's financial condition, will make it absolutely necessary that all care should be taken with the raw material of one of our most important industries. The farmer who pays no heed to the warble fly, the man who gashes the hide in flaying and who allows the hide to putrefy, are equally criminal with the man who throws bread crusts into the dustbin.
It is impossible to foresee, as yet, anything in the nature of a satisfactory solution to the problem of raw material, especially in respect to heavy leather production, for the food question will rank first in the popular mind, and the earlier slaughter enjoined for the more economical production of meat will scarcely tend to increase the proportion of heavy hides.
The Foreign Supply of hides is also of great importance and value. In the case of imported hides precautions to prevent putrefaction are essential, and some method of "curing" is always used.
Salting the hides is one of the most satisfactory methods for temporary preservation. The action of salt is hygroscopic, and mildly antiseptic. Moisture is withdrawn from the hides, which are then under conditions no longer favouring the growth of bacteria. Well-salted hides will keep for years, especially if quite clean. A light salting is also useful for a short preservation, and is becoming common in hide markets and tanneries during the summer and autumn months. Salting is a method used extensively in the United States. The "packer hides" of the stockyards are carefully and systematically salted with about 25 per cent. of salt and stored in cool cellars. The hides are so piled up in heaps, that brine easily drains away. The great disadvantage of salting is the so-called "salt stains." These stains have been ascribed to the iron in the salt, to the iron in the blood, to calcium sulphate in the salt, and also to chromogenic bacteria, whose development is favoured by [Pg 13] salting. The relative importance of these factors is not yet satisfactorily determined, but cleanliness and pure salt tend to eliminate the trouble.
Drying the hides is a less satisfactory cure. The principle is similar, viz. removal of moisture. Dried hides are, however, much drier than salted, and are quite hard and horny, hence the name "flint hides." The hides also lose much weight, a considerable advantage in reducing freight. Tropical hides are often flint-dry, and where preservatives are expensive or unprocurable, it is often the only practicable method of cure. Nevertheless, the method has many serious disadvantages, and is difficult to execute. If dried too slowly the hides putrefy partially; if too quickly they dry on the outside, and the interior is left to putrefy. The fact that hides are of uneven thickness, and the climate often hot, increases the difficulty, and often results in partial destruction of the fibrous structure of the hide. When dried, moreover, the hides are still subject to the attacks of insect larvæ, for the prevention of which the usual sprinkling of naphthalene or arsenic is only an imperfect remedy. This method of cure is also a nuisance to the tanner, who has to employ labour, pits and time in attempting to restore the hides to their original condition, and often loses up to ten per cent. of the goods in so doing. Dried hides are also subject to the presence of anthrax.
Dry Salting the hides is an excellent method of curing. As the name implies, it combines methods of drying and salting which are used alternatively. The method is used extensively in South America. A modified form of it is also used for preserving the "E.I. kips," which are cured, however, not with common salt, but with earth containing up to 70 per cent. of sodium sulphate. Dry-salted hides are largely free from the defects of dried hides, but of course are more trouble to the tanner in the process of soaking (see Section II., p. 16) than the wet-salted goods.
Freezing the hides is now a commercial process. On the whole the process is satisfactory, but the expansion of water after freezing may tend to damage the hide fibres.
[Pg 14] Sterilizing the hides has been frequently suggested, but no method has yet been advocated which does not interfere either with the tanning processes or with the quality of the finished leather.
Hides from the European Continent, usually wet salted and well flayed, exhibit much the same variable quality as the home supply, those from highland districts tending to be thick, yet even, well grown, tight textured and smooth grained, whilst those from lowland regions are less satisfactory. Thus hides from the Swiss Alps and Scandinavia have ranked high, whilst the spready Dutch cows are typical of a lowland hide. In the hides which once came from Germany the same features appear. Bavarian highland hides had an excellent reputation, whilst those from Berlin, Cologne, etc., tended to be long in shank and not well grown. French hides are often ill flayed, and Spanish and Portuguese are often subject to scratches. Italian hides have a very good name, being small but stout in butt.
The American supply is important. South America yields an excellent class of hide, salted or dry-salted. They are from an excellent breed of animals, slaughtered and flayed with every care, and efficiently cured. A most serious defect in this class of hide is the "brand," which is both deep and large and in the most valuable part of the hide. One side, however, is usually unbranded, so that each hide yields one good "bend." These hides, e.g. "Frigorifics," have recently been much more extensively tanned in Britain because of the shortage in the home supply of market hides caused by the European War. South America also yields good horse hides. North American hides are usually wet-salted (e.g. packer hides). They are usually good. Central America yields mostly dried hides exhibiting usual defects.
The Asiatic supply comprises the frozen China hides, which are clean but small, with flaying of uncertain quality. There are the buffalo hides from Asia and East Europe, which are suitable for cheap and sole and strap leather, and also the dry-salted "E.I. kips," obtained from a small [Pg 15] breed of Indian cattle, and extensively made into upper leather. The Asiatic humped cattle also provide a limited supply. The African supply is of increasing importance. The tropical parts yield dried hides of uncertain quality, but the more temperate parts of South Africa yield a growing supply of good quality.
REFERENCES.
"The Manufacture of Leather" (Bennett), pp. 27-37.
"Principles of Leather Manufacture" (Procter), pp. 33-56.
"The Ox Warble or Bot Fly" (E. Ormerod).
"The Making of Leather" (Procter), pp. 2-22.
Before hides are tanned it is necessary for them to pass through a series of preparatory processes. The object of these processes is to obtain from the hide the true hide substance in a pure and suitable condition. Each class of leather has its own appropriate processes, the adjustment of which largely determines the quality of the finished article. So prominent is the influence of these preparatory methods that the paradox "good leather is made before tanning" is in trade circles almost a platitude. These processes, sometimes lumped together under the general name of "Wetwork," comprise soaking, liming, beam house work and deliming. These will be discussed in turn.
The term applied to the hide after these processes, but before tannage, is "pelt."
Soaking has for its object the cleansing and softening of the hides, chiefly by means of water. It aims at the removal of dirt, blood, dung, and curing materials by washing. The process is usually simple, and is much the same for all classes of leather. The ideal to be aimed at is to restore the hide to its condition when it left the animal's back. Cleanliness in leather manufacture is as essential at the commencement as anywhere, for the hide is in its most putrescible state. The soluble proteids (blood, lymph, part of dung, etc.) which always adhere to hides encourage the rapid growth of putrefactive bacteria, and cannot be washed away too soon. Dung is often difficult to remove, being caked on the butt end amongst the hair. Soaking only softens it, and mechanical removal is usually necessary. If such substances are not removed, they go forward with the goods into the lime liquors, causing stains, [Pg 17] loss of hide substance, and counteracting plumping.
The detailed method and time of soaking are determined mainly by the nature of the cure. One of the purposes of the soak liquors is to dissolve the salt used in curing hides and to rehydrate the hide and make it again soft and pliable. As a 10-per-cent. salt solution exerts a solvent effect on hide substance, it is necessary soon to change the first soak liquor of salted goods.
Market hides, which are uncured, require the least soaking, the cleansing effect being most needed. The hides are inserted into pits ("water dykes") of water for a few hours, and the water changed once or twice. The soaking should not be prolonged as the hides are so putrescible, and where it is customary to leave the goods in a soak liquor overnight, it is advantageous to add a little slaked lime to the water before inserting the goods. This not only softens hard water, but is mildly antiseptic and plumping, and forms a suitable introduction to the liming proper. Each pit contains a "pack" of 30-50 hides, according to its capacity, which varies in different tanneries from 1000 to 2000 gallons. Tainted goods, which are indicated by a characteristic white colour on the flesh side and by loose hair, need a preliminary washing either in a "drum," "tumbler" or in a "paddle." This ensures a rapid change of liquor and the removal of most of the putrefactive agencies. Bad cases may need the application of antiseptics, such as immersion in 0.1 per cent. carbolic acid; but if possible these should be avoided, as they lengthen the time required for liming. After drumming or paddling, tainted goods should be placed directly into a lime liquor.
Salted hides need very similar treatment to uncured hides, but the soaking is longer, because of the dehydration caused by salting. Hence they receive also a greater number of changes of water, three or four usually, but often more. As much loose salt as possible should be shaken from the hides before insertion into any liquor. The employment of drum or paddle before pit soaking is extremely useful to effect the rapid [Pg 18] removal of superficial salt, and is also useful after pit soaking to remove the last traces.
Dried and dry-salted goods need a soaking still more prolonged, up to one week if water alone be used. With the assistance of caustic soda, however, the process can be shortened to about two days. The first soak liquor should consist of a 0.1 per cent. solution of caustic soda, and after the goods have been inserted twenty-four hours, they will be materially improved by a few hours' drumming or paddling. Another caustic soda soak will complete the process. Sodium sulphide crystals may replace caustic soda, but about three times the weight will be needed. Carbonate of soda and caustic lime also are a convenient commercial substitute for caustic soda. For 10 lbs. caustic soda, use 36 lbs. carbonate and 7 lbs. lime. Extra lime should be added in all cases when the water is hard. Acid liquors will also soften dried and dry-salted goods, but such processes do not fit in so well with the subsequent liming. The use of putrid soaks and stocks may be now considered out of date.
Liming follows soaking, and consists essentially in immersing the hides for 7-10 days in milk of lime. The chief object in view is to loosen the hair and prepare for its mechanical removal. Liming takes place in pits, the tops of which are level with the limeyard floor. The lime is slaked completely and mixed well with water in the pit, being particularly well plunged just before the insertion of a pack of goods. Saturated limewater is only a 0.13-per-cent. solution. The goods are occasionally "handled" i.e. hauled out of the pit and reinserted after plunging ("hauling" and "setting"). This is necessary to keep the liquor saturated with lime. The hides are inserted one by one, each being "poked down" to ensure its contact with the liquor. The goods are invariably immersed first in a previously used lime liquor. Most tanneries now carry this out in a systematic way, so as to ensure regularity in the process. As the goods are large and heavy it is less [Pg 19] laborious to carry out the whole process in one pit. In this "one-pit system" the goods are inserted for (say) four days in an old used lime liquor, with occasional handling; this liquor is then run to the drain and a new liquor made up in the same pit, into which the goods are inserted for (say) five days. They are then hauled and sent to the unhairers. Each pack thus gets two liquors, old and new.
A better method is the "three-pit system." In this case each pack receives three liquors and has (say) three days in each, first an "old lime," then a "medium lime," and finally a "new lime." This system ensures a greater regularity of treatment, and is deservedly the most popular method for liming hides for sole leather. After being used once as a "new lime," a liquor then becomes a "medium lime," and after being thus used becomes the "old lime" which receives the green hides from the soaks. The system involves the goods being shifted twice to another pit, which is more laborious than reinsertion into the old pit, but if the limeyard be arranged in "sets" or "rounds" of three pits, the shift is usually only to the adjacent pit. One special advantage of this system is that the top hides in one pit become the bottom hides in the next pit, and vice versâ. Rounds of more than three pits are sometimes used.
Many factories have now adopted systems in which there is no handling at all. The hides are suspended in lime liquors which are agitated by mechanical contrivances (e.g. Tilston-Melbourne process), or by jets of compressed air (e.g. Forsare process). The goods are soaked and limed "mellow to fresh" by changing the liquors by means of pumps, air ejectors, etc. Thus the hides need no labour from first being inserted until drawn for depilation.
In liming, the whole of the epidermis as well as the hair is loosened, and is subsequently removed in depilation. The corium or true hide substance becomes much more swollen by imbibation of water, and when taken out of the new lime is "plumped" to very firm jelly. This plumping is a matter of prime importance to the tanner. The coarser fibres are thereby split up into the finer constituent fibrils, which fact assists [Pg 20] very materially in obtaining a quick and complete tannage, good weight, and a firm leather. During the liming, the natural grease of the hide is saponified or emulsified, which prepares for its removal in scudding. Liming is thus a complex process: the hair is loosened, the hide is plumped, and the grease is "killed." All these results may be hastened by the use of other alkalies in addition, and most heavy leather yards assist the liming by adding also sodium sulphide or caustic soda or both. Sodium sulphide is a powerful depilatant, and will alone unhair hides easily in strong solutions even in a few hours. As in solution it forms caustic soda by hydrolysis, it possesses also the powerful plumping and saponifying powers characteristic of the latter. The addition of arsenic sulphide (As2S2) (realgar) to the lime when slaking causes the presence of calcium sulphydrate in the lime liquors thus made. This is also a powerful depilatant, but not much used for heavy leather.
The function of the lime in depilating is complex and has occasioned much discussion. Its main purpose, however, is that of a partial antiseptic. When hides putrefy, one of the first results is that the hair is loosened. In America depilation by "sweating" is carried out commercially by such a mild putrefaction, the lime liquor permits a similar fermentation at a slower rate, and all tannery lime liquors are swarming with putrefactive bacteria. Liming is thus a safer method than sweating, which may be easily carried too far. Various workers have isolated specific organisms—Wood a bacillus, Schmitz-Dumont a streptococcus—but it seems highly probable that the limeyard bacteria are just the common organisms of putrefaction sorted out or selected by the exact nature of the liquor and the method of working the limes. Many putrefactive bacteria are very adaptable and could easily accommodate themselves in this way. It is known that the exact nature of the culture medium has a great influence on the rate of development of such organisms, and which particular species thrive and obtain predominance in any limeyard will depend upon the amount and nature of the dissolved [Pg 21] organic matter available as food, and upon the exact alkalinity and the concentration of other apparently inert substances, such as common salt and sodium, calcium and arsenic salts. Hence no two lime liquors operate alike, and approximate regularity is only assured by systematic method. In handling and shifting, the organisms are subjected to further selection, and the most adaptable survive. It is probable that different species may act symbiotically. The depilating organisms of lime liquors are probably mostly anærobes, but some may be anærobic by adaptation. It is probable that ærobic ferments commence the depilation, but this will be done before the goods are put into work, or at any rate before they reach the limes. More strictly, it is the enzymes secreted by bacteria which are directly responsible for the hydrolytic work; these enzymes are chiefly proteolytic (proteid splitting), but the lipolytic (fat splitting) enzymes have also a place.
The lime, however, not only limits and selects the course of the putrefaction, but also affords more positive assistance. Lime plays its own hydrolytic part and assists the depilation by purely chemical action. Lime will unhair without the assistance of bacteria, but its action is slow and forms a minor part of the operation in the average limeyard. This action is due chiefly to its progressive formation of calcium sulphydrate from the cystine group of the softer keratins. Lime also plays an essential part in assisting the putrefactive fermentation. It softens the keratins and thus assists the bacterial attack, it hydrolyzes other proteids and provides the bacteria with food in solution, the calcium ion increases the proteolytic action of certain enzymes, and finally the apparently inert excess of undissolved lime has an accelerating effect on the bacterial activity.
In the average limeyard these various functions are inextricably mixed up, and it is impossible to assign any definite proportion of the total depilatory effect to any of the factors at work. Lime alone will unhair, bacteria alone will unhair, and sulphides will also unhair without lime [Pg 22] or bacteria, but in the limeyard all three agencies are at work. Putrefactive fermentation, however, obtains a good start. Ærobic fermentation commences with the slaughter of the animal, and the anærobic organisms soon commence their part, and are at work in the hide house and soaks. On entering the limes, the purely chemical hydrolytic action of lime is added to that of the bacterial enzymes as well as the action of lime as bacterial assistant, and the three continue to operate side by side. Each gives rise to the formation of calcium sulphydrate, whose own special solvent effect is superadded. If sulphydrates be deliberately added to the liquors there is yet another factor assisting. Speaking broadly, the bacterial enzymes have their maximum activity in the old limes, and the chemical action of sulphydrate formed from the keratin cystine is also at a maximum in these liquors. The chemical action of added sulphide, and the simple hydrolytic action of calcium hydrate have their maximum activity in the new limes. Most observers would agree that in practice the bacteria shoulder the greater part of the work.
From the limeyard is taken about the only waste bye-products of the tannery, viz. the residues from the soak and lime pits. These consist mainly of lime and chalk, with some hair and dung, and possibly a little sulphide. The sludge possesses some value as a manure, especially if from the soak pits on account of the greater nitrogen content. (Part VI., Section I.)
The Beam House Work consists in the mechanical removal of those parts of the hide not wanted for leather manufacture. Unhairing removes the hair and the epidermis made loose in liming. The hides are placed over a sloping "beam" with a convex surface, and the hair scraped off with a blunt concave and double-handled knife. The hides are then thrown into a pit of water. The hair is carefully collected, washed well with water, preferably centrifuged, and then dried out by a current of warm air. It forms a valuable bye-product. White hair is usually kept [Pg 23] separate and fetches a higher price. Fleshing is the next process. The hides are again placed over a beam, with the flesh side (i.e. the side nearest the flesh) uppermost. Skilled workmen then cut off, with a sharp convex knife, the fat, flesh and connective tissue left in flaying. Rounding is usually the next process. The unhaired and fleshed hide is spread out flat and cut up into butt, shoulder and a pair of bellies. These parts have different commercial values, and may afterwards be tanned by different methods for very different purposes—for dressing leather, and sometimes even for sole leather. Scudding is the last piece of beam work. The fleshed hides (whether rounded or not) are washed, or at least rinsed, with water, and again placed on the beam grain side up. They are then scraped with a rather sharp concave knife, to remove "scud," which consists of hair roots and sheaths, lime soaps, fat, pigment and other dirt. Short hair is shaved off by a very sharp hand knife.
The beam work demands a certain amount of skill from the workmen, especially from the flesher, whose sharp knife may prove very wasteful in incompetent hands. Hand labour was slowly but surely being replaced by machinery before the war, and war-time conditions have greatly accelerated the rate of transition. Beam house machinery is rapidly becoming universal. The machines are cumbrous and expensive in cost and in power, but machine work is quicker, less laborious, and needs much fewer workmen. Many types of machine have been suggested, but the most useful are those in which the hides pass over rollers and are simultaneously acted upon by a rapidly revolving cylindrical knife with spiral blades, one half being a left-handed and the other a right-handed spiral, so that the hide is scraped outwards as well as in the direction of motion. The part of the hide being acted upon rests on a pneumatic roller. By changing the type of spiral knife cylinder the machine will unhair, flesh or scud.
Deliming is a general name covering a number of similar operations whose primary object is the neutralization and removal of the caustic lime and soda in the plumped pelt, or at any rate on the surface of the [Pg 24] hide. This is a preparation for the tan liquors. All the tannins and many associated substances darken rapidly with oxidation when in alkaline solution, so that to place the fully limed hide in a tan liquor would give a dark-coloured leather. A short insertion in a bath of weak acid would secure the elimination of surface lime and the disappearance of this difficulty, but there are other purposes in deliming. The more completely lime is removed the more the plumped pelt "falls" into a soft, pliable, unswollen and relaxed condition, and this change assists very materially in the production of a soft dressing leather, suitable for boot uppers, bags, etc. For such leathers, therefore, the deliming must be much more complete than for sole leather, in which the object is to obtain a firm and plump leather.
In the case of the softer dressing leathers, experience indicates the advisability of allowing some further bacterial action on the interfibrillar substance in order to produce the requisite pliability and softness. This is secured by "bating" the hides. This process consists in immersing the goods into a cold fermenting infusion of hen or pigeon dung. The infusion is made in a special tub or pit with warm water and allowed to stand for a day or two until the fermentation has commenced, and then run into the bating pit through a coarse filter such as sacking. The hides are immersed for some days, but are handled frequently to ensure an even effect. The bate is always slightly alkaline. The caustic alkalinity increases rapidly at first owing to the diffusion of caustic lime, then at a slower rate, afterwards slowly declining. This is explained by the production of organic acids, and their salts with weak bases from the dung infusion by the action of bacteria. The total alkalinity of the bate liquor increases rapidly at first owing to the diffusion of lime and its liberation of organic bases, then very slowly, but towards the end of the operation the total alkalinity increases very rapidly indeed, owing probably to the commencement of a violent anærobic fermentation which produces ammonia and other organic bases, and which heralds the approach of a [Pg 25] putrefactive action, which if allowed to continue for even a short time will ruin the hides. Bating is consequently a risky process, and needs experienced oversight. For goods which need only a mild bating, there is the alternative of giving a longer liming in older limes. This of course involves more bacterial hydrolysis, and perhaps does it in a safer, more economical and certainly in a less offensive manner. Bating is often followed by a further deliming by acids. Boric, lactic, acetic, formic and butyric acids are all used, and with care even hydrochloric and sulphuric acids may be employed. Innumerable "artificial" bates have been put on the market, but most are merely weak acids, acid salts or salts of strong acids with weak bases. An American "bacterial bate" consists of a lactic fermentation of glucose in the presence of glue.
Closely similar to bating is "puering," investigated by Wood (see p. 94).
Drenching is another fermentive deliming process. In this the goods are inserted into an infusion of bran. This is made by scalding the bran with hot water, and allowing it to stand until it is about 70°-90° F. The infusion is then "inoculated" with a few gallons of old drench liquor, and the goods are immersed. This fermentation has been examined carefully by J. T. Wood. First the enzyme cerealin converts bran starch into glucose, which is then fermented by the drench bacteria with the production of lactic acid, some acetic acid and small amounts of formic and butyric acids. The butyric fermentation is liable to become too violent. These acids, as they are formed, neutralize the lime in the hides and plump the pelt slightly (see pp. 107-109).
Various gases (carbon dioxide, hydrogen, nitrogen, methane and sulphuretted hydrogen) are involved, and the proportion produced in the pelt itself has a peculiar opening effect on the hide fibres. The activity of the drench can be decreased by dilution and by using a less starchy bran, and can be increased by adding pea meal or rye meal. [Pg 26] Drenching usually follows bating. Scudding sometimes follows deliming.
The theory of the volume and elasticity changes of pelt during preparation will be better understood after considering the behaviour of gelatine gels (pp. 200-219). The determining factors are the nett charge of hydroxyl ions on the disperse phase, resulting from ionic adsorptions, and the lyotrope influence of dissolved substances on the continuous phase.
In softening dried hides the swelling may be due to either influence, but the latter tends to loss of hide substance and the production of soft leather.
In liming, the nett adsorption of hydroxyl ions is the principal factor, but the lyotrope influence of the alkali cations and of the impurities is important. Plump pelts are those in which the contained water is in a relatively greater average state of compression. Few substances can assist plumping, but many can hinder it. In plumping all lyotrope influence is objectionable, and "sharp" (pure) alkali solutions are required. Mellow limes reduce elasticity and plumpness by lyotrope influence.
In bating and puering the essential change is that before the process the swelling is due chiefly to adsorption of hydroxyl ions, whereas afterwards it is due chiefly to a composite lyotrope influence.
REFERENCES.
"Principles of Leather Manufacture," Procter, pp. 108-184.
"The Manufacture of Leather," Bennett, pp. 49-113.
"Lyotrope Influence and Adsorption in the Theory of Wetwork,"
Bennett, J.S.L.T.C., 1920, pp. 75-86.
"Analytical Examination of Bating," Bennett, Leather Trades Review,
1911, p. 972, and 1912, p. 28.
"The Bating, Puering and Drenching of Skins," by J. T. Wood.
All tannages have for their object the conversion of the readily putrescible hide tissue of the corium (the pelt) into an imputrescible, insoluble and permanent material called "leather" which, possessing considerable strength and pliability, is capable of application to a variety of useful purposes. The conditions necessary for this transformation have been clearly stated by Procter. [1] For the production of leather from pelt "it is not only necessary to dry the fibres in a separate and non-adherent condition, but so to coat them or alter their chemical character that they are no longer capable of being swelled or rendered sticky by water." Whatever substance will secure this permanent dehydration of the hide fibres in a separate condition is called a "tanning material." The change from pelt to leather is known as "tannage," the process is termed "tanning," and those who undertake it are "tanners."
[1] "Principles of Leather Manufacture," p. 184.
In "vegetable tannage" the tanning materials are of vegetable origin, and contain a group of organic compounds called "tannins" which are extracted by the infusion of these materials with water. Pelt, when immersed in these infusions, is converted into leather, rather slowly; but a gelatin solution gives an immediate precipitate of "amorphous leather," even if the tannin infusion be exceedingly dilute. The tannins are aromatic compounds of phenolic character, and contain carbon, hydrogen and oxygen only, but our knowledge of their chemical constitution is exceedingly small owing to their instability and colloid nature, which make impossible their preparation in a pure state. They are all, however, derived from either catechol or pyrogallol, and yield these substances if carefully heated to about 200° C. The tannins are [Pg 28] soluble in water, alcohol, acetone, ethyl acetate and acetic acid, but insoluble in benzene, chloroform, carbon disulphide, petroleum ether, dilute sulphuric acid and pure ethyl ether. The aqueous infusions of the tannins are in reality colloidal solutions; i.e. heterogeneous systems of two phases. The systems are lyophile, or, more particularly, hydrophile, i.e. there is an affinity between the two phases. As usual with lyophile systems the two phases may be considered as both liquid, and an aqueous infusion of tannin forms an emulsoid sol, which therefore is subject to the phenomenon of adsorption. The tannins are all precipitated by solutions of basic lead acetate and copper acetate, and many of them with varying completeness by solutions of many other metallic salts and hydroxides, of basic dyestuffs and of alkaloids. They give dark colorations with ferric salts.
The tannins are widely distributed in plant-life, but only in a limited number of cases do the plants contain sufficient tannin to render them of commercial importance. Tannin is found in all parts of plants, but usually in greatest amount in the bark or fruit. The tannins are classified into "pyrogallol tans" and "catechol tans," according to the parent phenol. This classification is confirmed by their chemical, analytical and practical behaviour, and the vegetable tanning materials may be classified into the same two groups, for, although even the same plant contains both pyrogallol and catechol tans, it is usual to find in any one part of the plant that one group is predominant.
Pyrogallol tans, which are oftenest obtained from fruit or leaves, contain usually about 52 per cent. of carbon. Used alone they produce a rather soft and porous leather. Associated with them—in many cases probably as decomposition products—are certain other substances of well-known properties and constitution. These substances are not only typical of the group, but also form the most valuable clue to the chemical constitution of the group and the key to their chemical behaviour. One of these substances is gallic acid (3:4:5 [Pg 29] trihydroxy-benzoic acid C6H2(OH)3COOH), which possesses properties very similar to the tannins, but does not precipitate gelatin and will not itself make leather. Another of these substances is ellagic acid C14H6O8, a double lactone of a hexa-hydroxy-diphenyldicarboxylic acid. This is deposited as an insoluble yellow powder from infusions of many pyrogallol tans, by boiling with dilute acids only, allowing them to stand for a few days. In practice the deposit is found as mud at the bottom of the tan pits, and also upon the leather, to which it strongly adheres. It is technically known as "bloom." It is insoluble in acids and cold alcohol, but soluble in alkalies. It is a feeble dye-stuff. The pyrogallol tans yield very different amounts of bloom. Other associated substances are the sugars. In practice these sugars ferment to lactic, acetic, and other acids which cause "sour" liquors. Such liquors plump the hides and tend to give firm, thick leather. These acids also probably cause increase of adsorption of tannin by the hide and therefore assist in giving "good weight." Solutions of pyrogallol tans all give a blue-black colour with a dilute solution of ferric alum. If a solution of sodium arsenate be added to an infusion of pyrogallol tan diluted until no longer distinctly coloured, and the mixture allowed to stand for about two hours, a green colour develops at the surface of the liquid. The reaction is due to gallic acid or a similar grouping, and is, in the author's experience, the most satisfactory qualitative test for the group. Another test is to mix equal volumes of a 0.4 per cent. infusion of tan and a 10 per cent. solution of sodium bisulphite; a few drops of 10 per cent. potassium chromate are added, and either a transient blood-red colour or a more permanent deep purple is obtained. The former colour is due to gallic acid. If a tannin infusion be largely diluted with hard water and a little iodine solution added, the pyrogallol tans yield either a purple-red or a dark blue colour, the former being a reaction of gallic acid. Pyrogallol tans yield no precipitate with bromine water. They yield a yellow or brown colour when one drop of infusion is added to concentrated sulphuric acid.
[Pg 30] Myrabolans is one of the most important of the pyrogallol tanning materials. It is a name given to the dried fruit of Terminalia chebula and other species of Indian trees. The nuts resemble an elongated walnut. They are dried and exported from many parts of India to all parts of the world, but largely to this country. The varieties of commerce are named according to origin and quality: thus we have "J1's," i.e. Jubbelpore, No. 1 quality, "R1's" (Rajpore, No. 1), "B1's" (Bhimley, No. 1), etc. The little difference in tannin strength (about 32 per cent.) in these varieties is usually compensated by corresponding differences in price. The quality of myrabolans cannot be safely judged by appearance. Much bloom is deposited by myrabolans liquors, especially by "J's." Myrabolans are amongst the most sugary of tanning materials, containing up to 5½ per cent. It is therefore one of the best materials for giving a plump leather. Broadly speaking, those varieties which yield most sugar yield least bloom, and vice versâ. Myrabolans tannin has a small affinity for hide substance and penetrates the hide very slowly. It gives a "mellow" tannage, but a bright, good colour, which characteristics are imparted to the leather when the material is blended with other materials containing dark or astringent tannins. When used alone it yields a rather spongy leather, and it is not considered a good weight-giving material, though its acid-producing powers are very helpful to other more astringent tannins.
Valonia has been the other staple tanning material of the heavy leather trade. It is the acorn cup of oaks common in Asia Minor and Greece, chiefly the Turkish oak (Quercus ægilops). The fruit is gathered when ripe and dried in layers of about one foot deep until the acorn drops out, Smyrna is the great export centre. Greek valonia is obtained from many parts of the Archipelago and mainland. It is gathered in a more immature condition and includes the acorn. It is considered slightly inferior in strength and colour to the Smyrna valonia. The exterior of the acorn cup is covered with rather scaly protuberances known as [Pg 31] "beard," which contains usually about 40 per cent. of tannin. The cup alone contains usually about 25 per cent. tannin, and the whole about 30 per cent. The valonia tannin has been thought to contain two chemical individuals, only one of which produces bloom. Parker and Leach [2] found that the tannin of the cup produces more bloom than that of the beard, and that Smyrna valonia yields more bloom than Greek. The more bloom is deposited, the less acid will be produced. Under all conditions the yield of bloom is large, and its deposition in and on the leather assists materially in giving the weight and water-resisting powers associated with sole leather which has been largely tanned with valonia. The valonia tannins have only a moderate affinity for hide, which, like myrabolans, they penetrate very slowly. When used alone the leather is less yellow than that from myrabolans, and is also duller. After most of its bloom has been deposited valonia makes a very suitable tannage for dressing leather, and in conjunction with gambier has been largely thus used. Since the outbreak of war the Turkish product has, of course, not been available for importation.
[2] J.S.S.I., 1903, 1184.
Sumach[3] is the other pyrogallol tan of commercial importance. It consists of the leaves and small twigs of the Sicilian sumach (Rhus coriaria) cultivated in Italy extensively for export. The leaves are hand picked, dried and often ground to powder. It contains 26-28 per cent. of a tannin which yields little or no bloom, but much gallic acid. It is an unstable tannin, and its infusion rapidly ferments. Sumach is a very valuable tanning material, and when used alone gives an exceedingly durable leather of excellent light colour. It gives a soft mellow tannage, and is therefore most suitable for light leather tanning, and is extensively used for this purpose. It is used, nevertheless, in large quantities by the heavy leather tanners for finishing purposes, for it contains some organic reducing agent which exerts a powerful bleaching [Pg 32] action on other tannages, and which assists to brighten as well as lighten the rather dull appearance of leathers largely tanned with valonia. It is rather an expensive tannin, but most manufacturers find that its results are worth its cost.
[3] Also spelt Sumac and Shumac, and always pronounced like the latter.
Other pyrogallol tans are also used to a limited extent. Algarobilla and divi-divi are the fruit pods of several species of American cæsalpina. They are strong in tan (45 per cent.) and yield a light-coloured and bright leather, but are unstable tans, yielding much bloom. Babla is a small pod yielding a mellow tannage and much gallic acid. Celavinia is another pod containing no colouring matter and giving an almost white leather. The tannin is closely similar to that of oak galls. These last were once extensively used for tanning in Austria. Willow bark is used for tanning in Russia and Denmark. Valuable pyrogallol tannins are obtained from oak wood and chestnut wood, but the woods are not used in tanning as the percentage of tan is so small.
Catechol tans, often obtained from barks, contain usually about 60 per cent. of carbon. They are seldom used alone, for they usually have little or no sugar associated, and hence their liquors do not either "sour" or "plump." They can be used alone if artificially acidified, but without acidifying or blending would give a rather flat leather, though possibly firm. They yield no bloom or gallic acid, but have associated with this other characteristic substances. Of these the catechins are the most typical, and have been considered as the parent substances of the catechol tans.
The catechins are white crystalline substances, apparently isomers with the general formula C15H14O6. They have different melting-points, and varying amounts of water of crystallization, but are otherwise exceedingly similar in properties. They are sparingly soluble in cold water, but freely in hot, and in alcohol and ether. They are precipitated by lead acetate, mercuric chloride and albumin, but not by gelatin, tartar emetic or alkaloids. In gambier liquors they are especially strong, and sometimes crystallize on the side of the pits, [Pg 33] being thus known as "whites." The phlobaphenes or "reds" are also typical of catechol tans from which grow catechins; they can be formed by boiling with dilute mineral acids. They are considered to be anhydrides of the catechol tans. They are difficultly soluble in cold water, but freely in hot, and in cold alcohol and dilute alkalies. They are true tannins and alone are capable of making a red leather, but in practice are often found as mud in the tan liquors owing to their limited solubility. They naturally influence the colour of leather made with catechol tans, which is usually distinctly redder than the leather made from pyrogallol tans. Infusions of catechol (cp. catechin) give a green-black colour with iron alum. The sodium arsenate test gives a red colour due to catechin. The chromate and iodine tests mentioned for pyrogallol tans give negative results with the catechol tans, but bromine water gives a precipitate, and sulphuric acid a crimson colour.
Mimosa bark is one of the most important catechol tans. It is usually obtained in this country from Natal ("Natal bark"); but the tree (Sydney green wattle, Acacia mollissima) is a native of Australia. It is being cultivated now extensively in South Africa, and forms a most valuable portion of the Empire's stock of tanning material. Its more extensive use has been long recommended by the author[4], but its gradually increasing employment in British tanneries has been greatly accelerated by the war, which has prevented its delivery in Germany and has cut off Turkish valonia from Britain. It yields about 30 per cent. of a stable and excellent tannin, and will produce a firm, durable leather, with a colour much less red than that obtained from many other catechol tans. It is an astringent tan, and if carelessly used yields a harsh or even "drawn" grain. Most of the tannin is easily extracted, yielding a clear infusion which penetrates fairly quickly and gives good weight. It contains less than 1 per cent. of sugar, which unfortunately rapidly ferments to carbonic acid, so that it is not a good plumping material. [Pg 34] It makes in all respects an excellent blend with myrabolans. Like all catechol tans, the resulting leather darkens on exposure to sunlight.
[4] J.S.C.I., 1908, 1193.
Oak bark, from Quercus robur, is the ancient tanning material of Britain, and is still used to a limited extent. It contains about 13 per cent. of tannin and is mainly a catechol tan, but also contains a pyrogallol derivative. It yields catechin, and gives a red colour with the sodium arsenate test, but also will yield some bloom and gallic acid, and gives a blue-black with ferric salts. The tannin itself is exceedingly similar to that of mimosa bark, but the material contains about 2½ per cent. of sugar, which makes it possible to employ oak bark alone for making sole leather. It is noted for yielding a sound, durable leather of good typical tan colour. Its tannin combines well with hide and penetrates quickly. The fatal disadvantage of oak bark is its weakness in tannin strength compared with other materials. This results in heavy freight and heavy cost per unit tannin, bulky storage, expensive handling in the factory, comparatively large bulk of spent tan, after relatively greater trouble in extracting, and the impossibility of making the strong liquors so necessary in these days to produce good weight in a short time. No satisfactory extract has yet been made from it.
Pine bark, from Pinas abies, is one of the staple materials of the Continent. It contains up to 14 per cent. of a catechol tan, and, unlike most of this group, contains a high proportion of sugar and will give good results alone. Hemlock bark has been the staple tanning material of North America. It is obtained from the hemlock, or Pinus canadensis. It contains up to 11 per cent. of tan and much phlobaphene, and yields a characteristic red leather of good quality, but which rapidly darkens with sunlight. It contains some sugar, but is usually employed in conjunction with sulphuric acid or with sugary materials. Mallet bark yields another catechol tan similar to that of mimosa, but somewhat less astringent and more yellow in colour. Quebracho wood and mangrove bark [Pg 35] have been used, but are now made into extracts (pp. 38 and 41).
Leaching.—Whatever class of leather is being made, and whatever blend of tanning materials is being employed, the tannins must be efficiently extracted by water in order to make the tanning liquors. This process is called "leaching." The tanning materials, after being ground, crushed or shredded, are placed in large pits arranged in "rounds," "sets," or "batteries" of 6, 8 or 10 units, through which water is percolated systematically, so as to secure a continuous extraction. Water itself is added to only one of the pits of material. The liquor produced is passed on to the next pit, and then to the next, and is continually gathering strength. After passing thus through the series, the liquor becomes the source of the strong extracted tan liquors which are used in the tannery proper. With this system the stronger leach liquors are being acted upon by fresh material, and the nearly "spent" material is being acted on by the weakest liquors, and finally by water, thus ensuring a complete extraction. In the press leach system, which is now practically universal, the bottom of one pit communicates with the top of the next, and the liquor presses round by gravity flow caused by a few inches "fall." Liquor is thus constantly percolating downward through the material in each pit. The "head leach" and "tail leach" are always adjacent in a double row of pits, and when the material in the latter is quite spent, it is "cast," and the pit is filled with fresh material. The liquor is then pressed round into this pit by adding water to the tail leach. Hot water is used to secure better diffusion. At least two such sets of leaches ("taps" and "spenders") are necessary to spend the material of the average tannery and to obtain liquors of the necessary strength.
The Manufacture of Extracts.—In addition to the use of the natural tanning materials described above, modern leather manufacturers employ also a variety of "tanning extracts," i.e. vegetable tanning materials in which the tannin has been already extracted, and which are supplied [Pg 36] in form of a solid or concentrated liquid. Such extracts only need to be dissolved in warm water in order to make a tan liquor, and the cost and trouble of leaching is avoided. They are a great convenience as making strong liquors of definite strength. Many vegetable tanning materials are too weak in tan for the tanner to leach, and indeed to justify the cost of importation have been made available by manufacturing an extract at the source of the material. With such weak materials the extract manufacturer has had to secure a much more complete extraction than in ordinary leaching, and to concentrate his infusions by means of steam-heated vacuum pans. With such experience he has naturally begun to make extracts also from the stronger materials, such as myrabolans and mimosa bark, and it is now possible to have a tannery without any leaches at all. Tanners also have begun to realize the advantages not only of more rapid and complete extraction, but also of doing the work for themselves, and extract factories are beginning to appear as an adjunct to the larger tanneries. The more complete extraction of tan also involves a greater extraction of unwanted colouring matters, hence decolorization is a feature of extract manufacture.
Chestnut Extract is from the wood of the Spanish chestnut (Castanea vesca), which contains 3-6 per cent. of a valuable pyrogallol tan very similar to that of valonia. Its weight-giving and water-resisting powers are as good as valonia, and its penetrating power is even better, so that it forms an exceedingly suitable material for the modern short tannage, and also for drum tannages. The extract is manufactured extensively in France. The wood is stripped of bark and usually piled for some months to dry and to allow the resins to become insoluble. Some factories, however, use the green wood direct. There are two methods of extraction, viz. in open vats and in closed vats under pressure. The two methods yield extracts which differ in composition and properties. In either case the vats have a capacity of up to 3000 gallons, and hold up to 6½ tons of wood. They are arranged in series, as in leaching, and [Pg 37] the liquor passes in succession through all the vats over wood less and less spent. The temperature is highest in the vat containing the fresh water and nearly spent wood. In open vats of wood or copper the temperature is near boiling-point, whilst in the closed autoclaves (copper or bronze) the pressure reaches about two atmospheres and the temperature about 130° C. (266° F.). The series may contain 5, 7, 9 or even 12 vats, and the liquor obtained has a strength of 3° to 4½° Beaumé (22° to 33° Bkr.).
After extraction the liquor is allowed to stand, and much insoluble matter settles out—resins, wood, fibre, etc. The clarified and settled liquor is then passed through a cooler up to about 55° C., and then run into the decolorizing plant, a deep vat fitted with a copper steam coil and mechanical stirrer attached to power. The best decolorizer is bullock's blood, which is run into the vat and well mixed. The temperature is next raised to about 70° C., causing the blood albumin to coagulate. It carries down with it a little tannin, but much colouring matter. After standing a few hours the settled liquor is run off direct to the evaporator. A multiple-effect evaporator is usually employed, and the concentrated liquor, which has a strength of about 25° Beaumé, is run into suitable oak casks. The extracts contain 27-32 per cent. tannin. An extract made with open vats has about 7 per cent. soluble non-tanning matters, whilst a "pressure extract" may contain up to 12 per cent. of these "non-tans." Pressure extracts obtain also a better yield of tannin, which more than compensates for the slightly lower price. Open extraction yields, however, the purer product and an extract with better penetrating powers, and is consequently the more suitable for drum tannages. Chestnut extract is extensively used by the heavy leather tanners.
Oakwood Extract is manufactured from the wood of the common oak (Quercus robur). The centre of the industry has been the oak forest of Slavonia. The wood contains 2-4 per cent. of a tannin very similar to that of chestnut wood, but somewhat more astringent.
[Pg 38] The manufacture is also similar to that of chestnut extract, but decolorization is often omitted, and greater care has to be taken and in other ways to keep the colour within limits. One of these is to strip the wood more completely of bark. Another is to operate at as low a temperature as possible, about 110° C. The extraction is made in large circular vats about 14 feet high and holding about two tons material. A battery is composed of about eight vats or extractors. Open extraction is used, and the liquor is passed forward after 2-3 hours' boiling, so that the material is spent in about 24 hours. A liquor of about 5° Be (36 Bkr.) is obtained, and the strength of the material reduced from 4 to ¼ per cent. of tannin. Getting rid of insoluble matter is a difficulty, and is attained by settling, by rapidly cooling, and then passing through a filter press of wood. For evaporation a double-effect vacuum pan is preferred, which operates first at about 113° F., and afterwards at 140° F. with a higher vacuum. The liquor is concentrated from 5° to 25° Beaumé (s.g. 1.036 and 1.210 respectively).
The extract has a much higher colour than chestnut, and is not used now as much as some years ago. As the principal supply was German, it has been unavailable.
Quebracho Extract is made from the wood of the South American tree Loxopteryngium Lorenzii, which contains about 20 per cent. of a typical catechol tan. It is associated with a little catechin, much phlobaphene, but practically no sugar. The tannin is very astringent, penetrates quickly and gives a firm red leather which darkens on exposure to light. It is not noted for weight-giving powers. The wood itself, as chips or shavings, has been used in British tanneries, to a limited extent, but the great bulk of the material is made into extract chiefly in South America. The crude "extract," made by evaporating aqueous infusions of the wood, is largely exported for refinement in Europe. It is also refined on the spot to a large extent and converted into solid extract containing 60 per cent. of tannin.
The great difficulty with quebracho has been the disposal of the [Pg 39] phlobaphenes, and a great variety of quebracho extracts are now available which deal with this problem in different ways. In some the more soluble reds are simply left in the extract under the idea that they are really tannins and may be of some use in some part of the tanning process; in others they have been removed by settling and filtration at appropriate temperatures and concentrations; in most, however, they have been solubilized by treatment with alkalies, in the presence of reducing agents, notably by heating with sodium bisulphite in closed vats. The base combines with the phlobaphenes, which are made completely soluble and available for tanning. Sulphurous acid is evolved, and its reducing powers assist materially in retaining and promoting a good colour in the product. Such "sulphited extracts" are now extensively manufactured in this country from the imported "crude" extract, and sold as liquid extracts containing 30, 35 or 40 per cent. of tan according to the requirements of the buyer; "mixed extracts" which are solubilized quebracho blended with about 15 per cent. of myrabolans, are also used.
By solubilizing quebracho with excess of bisulphite an extract is obtained which possesses considerable bleaching powers, and such extracts are also extensively manufactured for the "vatting" or bleaching of heavy leather after tannage. The excess of sulphurous acid not only bleaches the leather, but also swells it up and thus permits a further absorption of strong tan liquor, which is conducive to good weight. These bleaching extracts are usually of 36-38 per cent. strength in tan.
Gambier is an extract of the leaves and twigs of the eastern shrub Nauclea gambier. It is a catechol tan of peculiarly mellow quality and great practical value. It contains much catechin, but little phlobaphene, and yields a beautifully soft leather, but without weight. It is an exceedingly suitable material for the early stages of tanning, and is much liked for tanning leathers that have to be curried, and is widely used in the manufacture of upper leather. It is, however, an exceedingly expensive tannin, and the extract is made in a very crude way by Chinese and Malays without much supervision. Hence its strength [Pg 40] in tan and general quality is extremely variable. The plant is cultivated for the purpose of extract manufacture, and prunings are taken in the plant's third year. They are bruised and boiled with water in the open. The infusion is strained, concentrated, and poured into cooling vessels in which it sets to a paste. Two varieties of gambier are well known, "cube gambier" and "block gambier." In the latter the extract remains as a paste containing 25 to 40 per cent. of tannin. It is sold in oblong blocks of 1 or 2 cwt., either wrapped in cocoanut matting or in wooden boxes. Cube gambier is made by running the concentrated syrup into trays 2 inches deep and drying in the sun. When partly dry, it is cut up into 1½-in. cubes and dried further on cocoanut matting. The rough "cubes" as imported contain 40-50 per cent. of tannin.
Myrabolans Extract is now largely manufactured in this country. A liquid extract of 25, 30 or even 35 per cent. strength is made for home consumption, and a solid extract for export. The light colour, high strength and easy extraction of the natural material have all facilitated the task of the manufacturer.
The material is extracted in open vats or stills of copper, which take one ton or more of nuts. A battery of 4, 6 or 8 of such stills is usually employed, and the temperature is kept well below boiling-point except in the vats containing the nearly spent material. The liquors move forward quickly, and the material is quite spent in 24 hours. The material when cast contains less than ½ per cent. of tannin. The liquor obtained is 40°-50° Bkr. (6-7½ per cent. tan), and after settling is concentrated at 40°-50° F. in a single effect vacuum pan, which though more costly in steam is quicker than the multiple effects, and gives the low temperature required. For solid extract the more concentrated liquor is run direct into tarred bags, in which it soon solidifies.
Hemlock Extract is manufactured from the North American pines and imported into this country to some extent. It gives a very red colour.
[Pg 41] Mangrove Extract is made from the bark of Rhizophona Mangle and other species of mangrove which grow freely in the tropical swamps of West Africa, Borneo, etc. Much solid and liquid extract has been made from this material, but is not very popular on account of its harsh tannage and dark red colour.
Pine Bark Extract (Larch extract) is made in Sweden from the Norway spruce (Pinus abies). It is slightly sulphited and gives a good colour. It is a liquid extract of about 30 per cent. strength, and is sometimes used as a chestnut substitute. It should not be confused with the so-called "spruce" or "pine wood" extract, which is a paper trade bye-product and contains ligneous matters rather than tannin.
American Chestnut Extract, made from the chestnut oak, is either a liquid or a solid extract in powder form. It gives a wretched brown-black colour, which is quite unsuited to the usual British needs.
Vegetable tannage is a phenomenon of colloid chemistry. The old arguments as to whether tanning was a chemical or a physical process have been rendered obsolete by the advent of a new set of explanations, which, though shedding light on many obscure points, have enormously increased the complexity of the problem. In vegetable tannage an emulsoid gel (pelt) is immersed in a complex emulsoid sol (tan liquor), which immersion results, not in simple reaction or change, but in a series of changes.
One of these changes is adsorption. Pelt is a gel which possesses a great development of surface. It not only exhibits like gelatine the phenomenon of imbibition and dehydration to a very marked extent, but also possesses a very fine fibrous structure due to its organic origin; thus pelt possesses an enormous specific surface, further intensified by the preparation processes previously discussed, which split up the hide fibres into smaller bundles and into much finer constituent fibrils. [Pg 42] Tannins, on the other hand, are hydrophile colloids which in water form emulsoid sols, and which may thus be expected to exhibit the phenomenon of adsorption. A tan liquor usually contains several tannins in addition to other closely similar substances, also in colloidal solution, and is therefore a sol of considerable complexity. The immersion of pelt into a tan liquor results in an adsorption, which consists essentially in an inequality of concentration in the sol, the greater concentration being at the interface. This inequality between the surface concentration and the volume concentration of the sol, is due primarily to considerations of surface tension and surface energy, and exists before the immersion of the pelt. The surface layer having excess over the volume concentration, any considerable extension of surface in a fixed volume of sol must produce a very considerable decrease in the volume concentration. This is what occurs when pelt is immersed in a tan liquor, the immersion being the considerable extension of surface. It should be especially remembered that the inequality of concentration is in the sol, on the liquid side of the interface. In adsorption, the substance adsorbed, i.e. the excess at the surface, is too frequently regarded as bound to the solid immersed. This is because the excess is in the layer which wets the solid and remains wetting it when the solid is removed. Thus the immersion of pelt produces primarily only a change in the distribution of the tannins in the liquor. It follows from this that the adsorption is an equilibrium, and that if the sol be diluted, the equilibrium will become the same as it would have been by immersing the pelt directly into the dilute solution. Thus, if pelt be first immersed in one tan liquor and then into a weaker one it will yield tan to the latter solution.
The chief object in heavy leather tanning is to obtain the maximum possible adsorption in the minimum possible time, or in other words, to obtain good weight quickly. The amount adsorbed is proportional to the actual extension of surface, i.e. the adsorption is a function of the specific surface of the adsorbent. Hence, to obtain good weight it is [Pg 43] necessary to develop in the pelt its maximum possible specific surface. This is one of the objects of "plumping," which splits up the fibres. It is attained also by the solution of interfibrillar substance in limes and bates.
The amount adsorbed is also a function of the volume concentration in the sol after equilibrium is reached. Hence the better weights are obtained with stronger liquors.
The adsorption law is
y/m = ac1/n
where y is weight adsorbed by the weight m of adsorbent, and c the
volume concentration after adsorption; a and n are numeral constants.
Hence weight is determined by the strength of the liquor which the goods
finally leave. The commencement of tannage is necessarily in weak
infusions, in order to secure the maximum diffusion into interior of the
fibres before they become heavily coated on the exterior. As the
equilibrium is being established in such liquors the volume
concentration diminishes, and thus makes it less likely that good weight
will be attained; hence it is necessary in practice to move the goods
constantly into fresh liquors of gradually increasing strength, and so
maintain the rate of adsorption and save time. A further consequence of
the adsorption isotherm is that as y varies as c1/n and n is > 1, y
is increased appreciably only by a relatively large increase in c.
Hence, though stronger liquors give better weight, there is a limit
beyond which any further gain in weight is not justified by the enormous
increase in the concentration necessary to attain it. Such great
increase in c is impracticable not only on the ground of expense, but
also on account of the great viscosity of the sol.
The amount of adsorption depends also upon the exact nature of the sol. It has been previously pointed out that the tannins differ largely in their penetrating and weight-giving powers. Some are readily adsorbable and are deposited in great concentration at the surface of the fibre, [Pg 44] but for good weight it is necessary to use also the less adsorbable and more diffusible tans, which penetrate the fibre itself. Hence it is necessary for good weight to use a blend of materials, and so supply many grades of liability to adsorption. It is particularly advantageous to blend judiciously the two main types of material, the pyrogallol and catechol tans. It is also necessary for good weight to present to the pelt the more diffusible and less adsorbable tannins first, in order to secure the maximum diffusion into the interior of the fibre before the exterior of the fibre is heavily coated with the heavily adsorbable and astringent tans. The least adsorbable materials are therefore used in the early stages of tanning, and the most adsorbable materials at the end of the tanning process. Thus gambier is added to the early liquors (suspenders), solubilized quebracho to the later liquors (handlers), and mimosa bark extract to the final liquors (layers). There is also another excellent way of ensuring this progressive astringency of the liquors; this consists in leaching the required blend of materials together (or mixing them in the case of extracts) and presenting the mixed infusion to the nearly tanned goods, which adsorb chiefly the more astringent tannins. The liquor is then used for goods at a less advanced stage of tanning, which again take the most adsorbable constituents. This is repeated until the stage is reached when the fresh pelt is inserted into the nearly exhausted liquor, which naturally contains only the least adsorbable substances. This system is almost universal, and in practice is known as "working the liquors down the yard." It has the additional advantage of being a systematic method of economically exhausting ("spending") the tan liquors. When free acid is present in the tan liquors, it tends to distend the fibres composing the pelt by a strong and rapid adsorption. Thus distended or plumped the fibres present a still greater surface for adsorptive operation, but the distension naturally leaves less space between the fibres for the diffusion of the sol. Hence acid or "sour" tan liquors give in the long run more weight, [Pg 45] but tan more slowly. Pelt tanned whilst thus plumped forms naturally a thicker and less pliable leather. This occurs in tanning sole leather, to a less extent with heavy dressing leather, and to a very small extent in the case of softer dressing leathers.
In addition to adsorption, there is another phenomenon of colloid chemistry in operation, viz. the mutual precipitation of the sols in the liquid by the gels in the hide. In most sols the disperse phase is electrically charged. The sol therefore possesses electric conductivity, and migration occurs in the electric field to the cathode or anode according to the nature of the charge. Oppositely charged sols precipitate one another, the precipitate containing both colloids. The maximum precipitation occurs when the + charge of one sol exactly equals and neutralizes the-charge of the other. There is thus an electrical equivalence; an amount of sol which is equivalent to a given amount of the other. This is not a chemical equivalence, however, and the precipitate is not a chemical compound in spite of its fairly constant composition. The composition of the precipitate, indeed, is not quite constant, for the optimum precipitation may not correspond exactly with the electrical equivalence, being influenced by the number of particles required, their size (dispersity), the rate of mixture, and the relative concentrations of the sols. This mutual precipitation is exhibited by emulsoids as well as suspensoids, but the charge (+ or-) on an emulsoid is in many instances largely an accidental matter, being determined by the medium in which it happens to be, its normal condition being electrical neutrality. Gelatin and pelt are such emulsoids, and a positively charged gelatin sol has been observed to precipitate a negatively charged gelatin sol. It is thought, however, that gelatin is primarily a positive sol. Pelt (whether delimed or not) is rapidly acidified by the quickly penetrating and strongly adsorbed organic acids of the old tan liquors and becomes positively charged before the tannins are adsorbed. The positive charge increases with the acidity of the [Pg 46] liquor. Other emulsoids are not electrically neutral, but are electrically charged and exhibit considerable conductivity. Into this class fall the tannins, and in tanning it is thought that there is a mutual precipitation of the negative tannin sol with the positive hide gel, the precipitation of the negative sol being favoured by the acid condition of the liquor. The effect of increasing acidity soon falls off, however, as a saturation limit is soon reached. This mutual precipitation of colloids in tanning is in reality but an extension of the adsorption theory, which explains the predominant effect of H+, and OH-on the electric charge by stating that these ions are more readily adsorbed than other ions, and that as OH-is more readily adsorbed than H+ most sols are negative to water.
In addition to the adsorption phenomena described, there are in vegetable tannage secondary changes which are slow and "irreversible." These changes are obscure and are difficult to investigate. Oxidation, dehydration and polymerization have all been suggested, but there is little direct evidence. Certain it is, however, that time renders the tannage more permanent. It perhaps should be pointed out that in the very strongest tan liquors the viscosity of the tannin sol is so great that adhesion would be a better term than adsorption. There is no abrupt division between the two phenomena.
In the theory of vegetable tannage there is another factor the importance of which has been strongly emphasized by the author, viz., lyotrope influence. This has been most conveniently discussed in connection with gelatin gels (pp. 200-219), but its effect on hide gels is analogous. It has also an effect upon the diffusion and gelation of the tannin and non-tannin sols (cp. pp. 129 and 174).
Mechanical Operations.—In the tanyard the liquors are almost invariably divided up into sections, called "rounds" or "sets," in which the mechanical operations are different in aim and method. In the first pits entered by the goods there is rapid adsorption in spite of the low concentration and small astringency, and the great aim is to obtain evenness of action and a good level colour. It is also necessary to [Pg 47] maintain the rate of adsorption. All the aims are attained by frequently moving the goods. Heavy leather is suspended vertically in the pits of tan liquor and handled up and down as well as forward from pit to pit. Such pits are termed "suspenders." In the earliest suspenders it is indeed advantageous to have the goods in constant motion. This is done by suspending on wooden frames which are rocked gently by mechanical power; such pits are termed "rockers." For dressing leather in which firmness and smooth grain are not so essential, the goods may be paddled in the first liquors. This is occasionally done with stronger liquors for the express purpose of working up the "grain" pattern. The goods after passing through the suspenders are usually passed to "handler" rounds, in which they are moved less frequently. In these pits the goods are laid horizontally one above the other. One advantage of handlers is that the goods flatten thoroughly and straighten one another by their own weight; another is that more goods can be placed in one pit than in suspenders. They are not so convenient to work, however, as suspenders, and the goods do not feed so rapidly. Hence the tendency is now to tan more in suspension, and to economize labour by an extension of the rockers. The handling of the goods is also saved by pumping the liquors and by working rounds of suspenders or rockers like the press leach system, with the difference that the stronger liquor is pumped in to the head pit, and the liquor passes upwards through the goods.
Finally the goods are placed in "layers" or "layaways," in which they remain undisturbed for a decidedly longer time. These pits contain the strongest liquors of the yard, and their principal function is to complete the tannage and give weight and firmness by the adsorption of bloom, reds, etc., in the interior of the hide. The goods are placed in horizontally, and are dusted in between with fresh tanning material which maintains the local strength of the liquor and keeps the goods somewhat apart. Drum tanning attains a more rapid penetration of the pelt by giving constant motion in stronger infusions. It is of course [Pg 48] liable to result in an under-tannage of the interior of the fibre. After the goods have been "struck through" in the ordinary way, however, drumming in extract is increasingly used as a substitute for much labour in handling, and also to save the time spent in the early layers.
REFERENCES.
Procter, "Principles of Leather Manufacture," pp. 220-350.
Bennett, "Manufacture of Leather," pp. 113-179.
Bennett, "Celavinia and Babla," L.T.R., 1914, 122.
Dumesny and Noyer, "Manufacture of Tanning Extracts."
Theory:—
Meunier and Seyewetz, Collegium, 1908, 195.
Stiasny, Collegium, 1908, 117-159, 289, 294, 337.
Procter and Wilson, Collegium (London), 1917, 3.
Wilson, Collegium (London), 1917, 97, 100, 105.
Moeller, Collegium (London), 1917, 13, 38, 46, 103; and
J.S.L.T.C., 1917, 22, 56, 92.
Bennett, J.S.L.T.C., 1917, 130-133, 169-182; 1918, 40; 1920,
75-86; S.L.R., 1916, March.
After the tannage is complete, leather is hung up to dry. In the case of heavy leather this drying must be very carefully carried out in order to obtain a product of satisfactory appearance and saleable qualities. Associated with the drying are many mechanical operations (scouring and rolling) which assist very materially in imparting the desired qualities. After tanning, however, the quality of the final product is most strongly influenced by the amount of grease added in finishing. Some grease is always used in finishing, partly because even sole leather requires some measure of pliability and partly because a coating of oil over the leather during drying prevents the loose tannin from being drawn to the surface of the leather by capillarity, thereby causing dark and uneven patches and a "cracky" grain. The added grease is also a contribution to the "weight" of the finished article—a primary consideration for heavy leather, which is usually sold by weight. The finishing processes, indeed, tend to be dominated by this consideration, and become a series of efforts to retain as much tannin and add as much grease as are consistent with the requirements of the class of leather being manufactured. Sole leather does not contain more than about 2 per cent. grease, or its firmness is impaired. Belting leather, in which considerable pliability is needed, may contain about 9 per cent., whilst harness leather, which must be exceedingly tough and durable, may contain up to 13 per cent. of fatty matters. Upper leathers, which need to be soft and pliable as well as waterproof and durable, are very heavily "stuffed" and often contain up to 30-40 per cent. of grease. Sole leather is thus rather distinct from the rest, which are called "curried," "stuffed," or "dressed" leathers. The actual [Pg 50] drying out before, after and between the various mechanical operations, each have an appropriate degree of wetness. In this country the drying is usually under the prevailing atmospheric conditions and is known as "weather drying." The goods are suspended by hooks or strings or by laying over poles in special sheds fitted with louvre boards by which the rate of drying can be roughly controlled. Weather drying is cheap, but exceedingly slow, and in unfavourable weather is very unreliable. The goods, moreover, need constant attention to obtain an even result. Steam pipes are usually laid along the shed floors, and are used in winter and damp weather to accelerate the drying, and also in the final shed stove to remove the last traces of moisture. Wet weather, however, will not stand a high temperature, and steam drying is better avoided when possible. Air-dried leather still contains about 14 per cent. of moisture. Many systems of shed ventilation have been suggested to hasten the drying and to secure a better control of the process. In one system a screw fan is fitted at one end of a shed (without louvre boards) and sucks air through the goods from an inlet at the other end. The air can be heated by a steam coil near the inlet. In another system a centrifugal fan blows air through an arrangement of pipes which distributes it to the drying sheds, and discharges it close to the floor by various branch pipes. The outlets are near the roof. A system of dampers permits hot air, warm air and the used wet air to be blended in the desired proportions. In America turret drying has been used. The sheds are vertically above one another and have latticed floors. Heated air is admitted at the bottom and rises through the goods up the building just as in a chimney. For many of the finishing operations it is important to obtain the leather in a uniformly half dry or "sammed" condition. This may be done by careful drying, and wetting back the parts that have become too dry with tepid water or weak sumac liquor, and then leaving the goods "in pile" until of uniform humidity. It may also be done by "wetting back" leather which has been completely dried [Pg 51] out. There are also "samming machines" which by means of rollers squeeze out the excess liquor. Sole leather is dried out and finished immediately after tanning, but dressing leather is often "rough dried" out of tan liquors and wet back for finishing when required. Dressing leather is often treated in different factories; tanners selling it as rough leather and "curriers" finishing it.
Scouring is one of the first operations in finishing leather. The grain side is wet and worked with brushes and stones until the bloom and loose tannin are removed. This process aims at producing a good even colour and level surface, but is liable to cause a loss of weight. Dressing leather is often scoured on both grain and flesh, and weak soap or borax solutions are used to assist the process. In this operation hand labour has been now quite superseded by machine work. A great variety of machines have been devised. The mechanical working of leather takes place in various parts of finishing. These operations, known as "striking," "setting," "pinning," "jacking," may be carried out often by the same machine as used for scouring, but with a change of tool. The object of these operations is to get rid of wrinkles and creases, to produce softness, pliability and area, and to remove superfluous moisture, grease, dirt. The tools are of steel, brass, slate or vulcanite. Scouring is often effected by putting the goods into rotating drums together with extract and sumach. The bloom is removed by friction, the colour is improved by the sumach, whilst the extract keeps up the weight.
In finishing sole leather firmness is enhanced by "rolling." A brass roller passes to and fro over the goods with the exertion of considerable pressure. The operation is carried out by machinery.
Shaving is an important operation in the case of many dressing leathers. Its object is to produce a uniform thickness of the leather and an even surface on the flesh side. The sammed goods are laid over suitable beams and shaved with special sharp knives which possess a turned edge. This [Pg 52] hand process, which demanded considerable skill, is fast becoming extinct, and machine shaving is already almost universal on account of its greater speed. The machines consist essentially of two rollers, one of which is smooth, whilst the other is a spiral knife-blade cylinder (cp. Section II., p. 23). The sammed goods are held in the hands and placed over the smooth roller, which is raised to the cutting roller by a foot treadle. A number of similar operations ("flatting," "whitening," "buffing") are carried out by a suitable change of tool. In all these operations good samming is important.
Splitting is another important operation on tanned leather. In this process the leather is cut parallel to its grain surface, thus yielding two pieces with the same area as the original, the "grain" and the "flesh split." It is essentially a machine operation, and is carried out by presenting the carefully sammed leather to a sharp knife-edge, towards which it must be constantly pressed. The "band-knife" machine is the most popular arrangement. The knife is an endless belt, which continually revolves round two pulley wheels of equal size. In between these the knife is horizontal, and is then used for splitting. The sammed leather is pushed towards the blade by two feed rollers, and the grain passes above the knife on to a small platform, whilst the flesh or "split" passes below and falls to the ground. Emery grinders and thick felt cleaners in the lower part of the machine keep the knife in good condition. The adjustment of the machine is delicate and requires considerable experience. With care splits may be obtained down to 1/16" thick, and sometimes as many as 6 or 7 splits are obtained from one hide.
Oiling is still usually done by hand, and cod oil is still preferred for many classes of goods. Of recent years there has been a great extension of the use of sulphonated oils, which have the valuable property of forming an emulsion with water or tan liquor. With these materials it is easier to ensure the goods being completely covered with oil. The penetration of the oil into the leather is also quicker and more [Pg 53] complete. These oils have often the disadvantage of leaving solid fats on the exterior of the leather, which gives it an ugly smeared appearance.
Stuffing the dressing leathers is carried out in a variety of ways and with a variety of materials. The old process of hand stuffing employs a mixture of tallow and cod oil called "dubbin." This is made by melting the ingredients together and allowing them to cool with constant stirring to a nearly homogeneous salve. The dubbin is brushed thickly on to the flesh side of the sammed leather, which is then hung up to dry. As the moisture dries out the oils and soft fats penetrate the leather and leave the more solid fats on the outside. The proportions of tallow and oil are varied with the time of year and with the method of drying, for if the dubbin be too soft it will run off the leather, and if too hard will not penetrate it so well.
Drum stuffing is a more modern development in which a higher temperature is employed, about 140° F. The drum is heated up by steam or by hot air, and the sammed goods are then inserted and drummed for a few minutes until they are warmed. The drum is fitted with a heated funnel containing the melted grease, which is run in through the hollow axle. After a half to three-quarters of an hour's drumming the grease is completely absorbed by the leather. The drumming is continued for a while until the goods have cooled. Whilst still warm they are "set out" to remove creases and superfluous grease. Drum stuffing is not only quicker than hand stuffing, but also makes it possible to use the hard fats, and so make a leather which carries more grease without appearing greasy. Thus in drum stuffing, paraffin wax and wool fat are used, and their penetration assisted by small proportions of cod oil or dégras. If the leather be too wet the grease is not absorbed, whilst if it be drier than usual the leather will take more grease, but the resulting colour is not so good. There is also another method of stuffing which originates from the Continent. It is known as "burning in" and involves the use of still higher temperatures (195° to 212° F.). Wet leather will, of course, not stand this temperature, so that it is first [Pg 54] necessary to make the leather absolutely dry. This is effected by drying in stoves at temperatures up to 110°-115° F. There are two ways in which the grease is applied. In one method the melted grease is poured by a ladle on to the flesh side and brushed over until evenly distributed. A second application of grease is made to the thicker parts. The hides are then put into warm water (120° F.) for about a quarter of an hour, and then drummed for half an hour. In the other method the goods are completely immersed in the melted fats for a few minutes in a steam-jacketer tank at a temperature of 195° F. After softening in water at 120° F. the goods are drummed. "Burning in" is used for the heavier dressing leathers such as belting and harness. It does not give good colour, but permits the employment of still more hard fats.
REFERENCES.
Procter, "Principles of Leather Manufacture," pp. 223, 378.
Bennett, "Manufacture of Leather," pp. 251-312.
Bennett, "Principles of Leather Stuffing," Leather Trades Review,
1911, 186.
Leather for the soles of boots and shoes is a matter of essential interest to all, and forms one of the best appreciated applications of animal proteids to useful purposes. Methods for its manufacture are as numerous as the factories producing it, hence all that can be done is to describe broadly the general method which is typical of our time, to classify the many varieties into types, and to indicate the recent changes and present tendencies.
Sole leather is mainly manufactured from butt pelt, and the great aim is to produce a firm, thick, waterproof and smooth grained leather which will bend without cracking. It must have a light tan colour to be saleable, and contain as much weight as possible to be profitable.
The modern mixed tannage of "sole butts" or "scoured bends" generally utilizes ox-hides of the Scotch and English markets, though salted Continentals and South Americans are also employed. After the usual soaking a short and sharp liming is given. The special aim in liming sole hides is to obtain the maximum plumping effect with the minimum loss of hide substance. Both these achievements are necessary to obtain good weight. The limes should be kept as clean as possible, which is best obtained by putting clean hides into work. This reduces bacterial activity and loss of hide substance. The "shortness" of the process is attained by the use of sodium sulphide (from 2 to 16 ozs. per hide of sulphide crystals), by which depilation may be accomplished easily in about nine days. The amount of sulphide should be increased somewhat in the short-hair season and in cold weather. Some factories take up to about 12 days using less sulphide, whilst others will lime in about a week by using the larger quantities. The amount of lime used varies [Pg 56] enormously, and is invariably in great excess of the actual requirements. "Probably 2-3 per cent. on the green weight of the hides is all that can be really utilized, the remainder being wasted." [5] This amounts to about 2½ lbs. lime per hide, but in practice it is more frequent to find 7, 8, 9 or even 10 lbs. per hide being used. The excess is innocuous, owing to the limited solubility of lime. Some excess is desirable, to replace in the liquor the lime adsorbed by the goods in plumping, to assist bacterial activity (p. 21), and also because in sharp lime liquors the undissolved portions do not remain so long in suspension. The use of sulphide and other alkalies does not "make it possible" to reduce the amount of lime used, it merely renders the excess more superfluous. The use of sulphide not only shortens the process, but also sharpens it, on account of the caustic soda produced by hydrolysis. Usually for sole leather, however, it hardly sharpens it sufficiently, and it is very common to add also caustic soda (or carbonate of soda) to the limes. About 2 ozs. caustic soda (or its equivalent in carbonate) is used per hide. The hides are limed generally by the three-pit system, giving about three days in each pit. They should be handled each day in the first pit (old lime) and once in the other pits.
[5] Procter, "Principles of Leather Manufacture," p. 129.
Unhairing and fleshing by hand labour is still common, in order to avoid great pressure on the plumped hide. Scudding should be very light, and in some yards is entirely omitted. Only the lime on the surface of the hide should be removed by deliming, and this immediately prior to the insertion of the butts into the tan liquor. This is to ensure good colour and yet keep the butts plump. Boric acid is the best for this purpose, using 10-15 lbs. per 100 butts. The goods are inserted (and preferably rocked) in a dilute solution for a few hours only. About the same quantity of commercial lactic acid may be substituted for the boracic. This deliming can also be accomplished by adding the acid to the worst suspender in the tanyard.
To obtain firmness and plumping it is necessary that the early liquors [Pg 57] in tanning should be more acid than for other leathers. With old methods of tanning one could trust to the natural sourness of the liquors to complete the deliming and replump the goods with acid. In such cases any deliming was also unnecessary. In the modern yard, however, we get "sweet" liquors coming down the yard, partly on account of the greater proportion of extract used and partly because the liquors themselves are not so old. Hence it is now practically always necessary to acidify artificially the tan liquors. This may be done by adding a few gallons of lactic, acetic, formic, or butyric acid to the handlers and suspenders, especially in the winter and spring. It is now increasingly common to place sole butts in a special acid bath after they have been in tan liquor for about a week. This bath is often made from sulphuric acid, and may be 1 or 2 or even 4 per cent. in strength.
The actual tanning of sole butts lasts three to four months, and just prior to the war the tannage consisted often of about one-third myrabs, one-third valonia, and one-third extract. The myrabs and valonia were leached together, and the extract added to the best leach to make layer liquors of the required strength. Some mimosa bark was generally used also, and now it is extensively employed to replace the valonia. The most widely preferred extract is chestnut, but quebracho, myrabs extract and mixtures have also a prominent place, and mimosa bark extract an increasing importance. It is recognized that this tannage is if anything too mellow, and that if only a smooth grain and plump butt can be ensured in the first weeks of tanning, it is much better for sole leather to employ the most astringent tans possible and the sharpest liquors (i.e. liquors with a small relative proportion of soluble non-tannin matters). Hence there is the tendency in sole-leather tanning to employ fresh clear liquors for the butts and use up the more mellow liquors on the "offal" (shoulders and bellies).
Four types of sole butt tannage will now be described, all of which illustrate the methods employed in a modern mixed tannage.
[Pg 58] 1. The first type consists in a four-months tannage, in which the liquors are worked down the yard.
The butts pass first through the suspenders (20°-40° Bkr.) in about a week, and are rocked in the first liquors. They next enter the handlers (40°-55°) rounds of eight pits, six floaters and two dusters. Myrabs, or a mixture with algarobilla is used as dusting material. The goods remain in this set for two weeks, and should then be struck through. The suspender handlers (55°-65°) are next entered, in which they remain up to three weeks in suspension, being shifted forward on alternate days. The goods now enter the layers, of which four are given: first 70° for one week; second 75° for two weeks; third 80° for three weeks; and fourth 90° for a month. The goods thus take sixteen weeks to tan, of which ten weeks (62½ per cent.) are in layers.
The system of working the liquors is expensive, and is only possible if the butt liquors can be spent out by the offal. The best or fourth layer, 90°, is made from the best leach liquor, 65°, and extract (chestnut with some oakwood or mimosa bark). After use it becomes the second layer, 75°. The third layer, 80°, is also made from fresh leach liquor and extract (chestnut with some myrabs or mixed extract). After being used thus it is used for the first layer, 70°. The used first and second layers are mixed together and used partly to form the belly layers, and partly to make a sharp liquor for the handlers (55°-40°) by diluting with 40° leach liquor and adding quebracho extract. The old handler liquor is run to the suspenders (40°-20°), and finally used for colouring off the offal in drum or paddle 18°. The suspender handlers (65°-55°) are made from fresh leach liquor and chestnut extract. They are afterwards used to make shoulder layers. The course of the liquors is shown on p. 59.
It will be seen that fresh leach liquor and fresh material are used to each set except the suspenders, which must have some mellowness to ensure plumping and smooth grain. Layer liquors are used twice only, and then (when only five weeks old) pass to the handlers. These are further sharpened by fresh leach liquor and fresh extract and dry materials. [Pg 59] The forward handlers are fresh liquors with fresh extract. This tannage is fairly typical of high-class sole leather, in which the liquors are worked down the yard, but worked towards the offal, which thus receives liquors with relatively greater proportions of mellow tans and soluble non-tans.
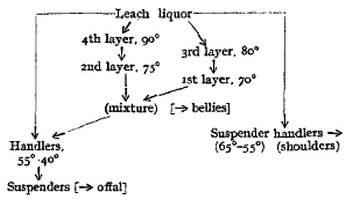
2. The second type consists in a tannage of about four months, in which
the liquors are not worked down the butt yard. In this method also there
is an attempt to save much of the labour in handling, first by
shortening the time in the handlers by one week (as compared with the
above), and second by fusing the two progressive handler sets into two
sets of equal strength, through which the goods pass more slowly and
with less disturbance.
The goods go through the suspenders (10°-25°) in about a week, rocking in the early liquors, and then into large rounds of handlers (30°-45°) for one month. The handlers consist of floaters and several dusters, in which the butts are laid away with 1-3 cwt. myrabs. The goods next enter the layers, of the same strength as in Type 1, and in which they remain the same time. The total tannage is thus 15 weeks, of which 10 weeks (nearly 67 per cent.) are in layers.
The best or fourth layer is made up from leach liquor and extract, and is then used successively as a third, second and first layer, and then passes to the offal layers. The handler liquor is made entirely from [Pg 60] fresh leach liquor and quebracho extract, and is a sharp liquor of greater strength than its Bkr. strength would indicate. The old handler liquor is run to the butt suspenders. The course is represented thus:—
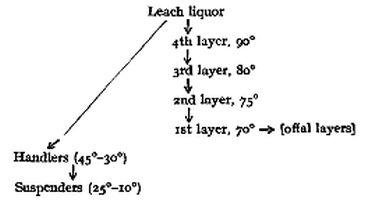
3. The third type consists of a short three-month's tannage in which the
liquors are worked straight down the yard. To compensate for the short
time it is necessary to have stronger layer liquors in which the goods
spend a still greater proportion of their total time. The stronger
liquors involve a greater proportion of extract, particularly of
quebracho, which fact causes the whole of the liquors to be sharper than
their Bkr. strength indicates, and justifies them being worked straight
down the yard.
The goods go through suspenders (20°-40°) as usual one week, and then pass into suspender-handlers (40°-60°) for two weeks, and thence to the layers. In the first two of these (65° and 70°) they are actually in suspension, a week in each liquor. They are then dusted down for ten to eleven days, first in 85° and then in a 95° liquor, and finally for a month in a liquor of 110°. The total tannage is thus twelve weeks, of which nine weeks (75 per cent.) are in layers. There is considerably less handling than in Type 2, and it is more convenient, the goods being in suspension.
4. The fourth type is also a three-month's tannage. In this it is attempted to obtain even greater weight with still less labour. The layer liquors are kept much stronger by the more extensive use of [Pg 61] extract, and this makes it impracticable as well as too costly to run these liquors down the yard. They are therefore repeatedly strengthened with extract and used again.
The goods go through suspenders (20°-40°) as usual one week, and then through a round of suspender-handlers (40°-55°) consisting of fresh sharp liquor from the leaches together with quebracho extract. They are in this set two weeks, and then are laid away. They receive three layers: first, 105° for 2 weeks; second, 110° for three weeks; and finally, 120° for a month. Of the twelve weeks, therefore, nine weeks (75 per cent.) are spent in layers. In this method the goods are immersed in 3 per cent. sulphuric acid after passing through the suspenders.
There is possible, of course, a tremendous number of variants of the above types. The number of handler rounds is determined by the number of butts being dealt with. With a large number it is more easily possible to arrange for them to be in progressive strength as in Type 1. There are also many systems of working the layers, of which the most notable is to make the second or third layer from fresh leach liquor and extract, and strengthen it with extract for the succeeding layers. It is then used as a first layer and worked down the yard.
The bellies and shoulders often go through separate sets of liquors, but it is common to put them through suspenders, and even handlers together. They receive, of course, a distinctly shorter tannage, and are often drummed with extract before laying away or after the first layer. By way of illustration, the course of the offal and their liquors may be given in the case of Type 1. The shoulders and bellies are coloured off in a paddle or drum with old butt suspender liquor, which is then quite exhausted. They then pass through suspenders (18°-40°) together in 4-5 days, and go through a handler round (40°-55°) for 3 weeks, including one duster. The bellies are removed after 2 weeks, and given three layers (60°, 70°, 80°) of a week each. They receive, therefore, nearly 6 weeks in all. The shoulders also have three layers (60°, 65° and 80°) [Pg 62] of 2, 3 and 4 weeks respectively.
The course of the liquors is shown thus:—
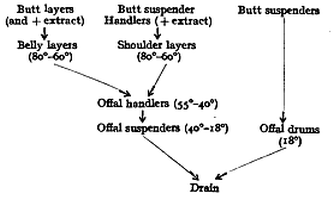
The tanned butts are piled for 2-3 days, sometimes rinsed to remove
dusting material, and then scoured either by machine or by drumming with
sumac and extract. This removes bloom, but causes some loss of weight.
"Vatting" or "bleaching" now follows, in which it is attempted not only
to bleach the colour of the leather, but also to impart as much weight
as possible. The vat liquor is made several degrees stronger than the
last layer by means of quebracho bleaching extract and good coloured
chestnut or myrabs extract. The liquor is kept warm by a steam coil, at
about 100° F., but not much more without risk. The goods remain in the
bleach liquor 2-3 days and are then horsed or suspended to drain. Sumach
is sometimes used in the vats. A new vat liquor must be made up after
some weeks' use. The goods are sometimes rinsed in weak sumac liquor
before vatting to get good penetration, and sometimes after to ensure
good colour.
The butts are next oiled and hung up in a dark shed and allowed to dry slowly and evenly to an "india-rubbery" consistency and rather slimy feel. They are then "struck out" by machine, wiped, re-oiled and again hung up to dry, preferably with sulphonated oil. After a short drying [Pg 63] to a suitable and even condition they are "rolled on," and, possibly after further drying, "rolled off" with greater pressure, and then dried for a day or two with the help of a little steam. Finally they are machine brushed and sent to the warehouse, where they are weighed and classified.
The offal is often drum oiled. It needs more striking and is more difficult to obtain in suitable condition for striking, rolling. It is treated similarly to butts, but often also goes for dressing leather, and may be split. It is of some interest to compare the above processes with that once very popular manufacture of "bloomed butts" in the West of England from South American salted hides. These receive a liming from 12-14 days, using 12-16 lbs. of lime per hide. They receive then a tannage of about 9 months, comprising 3 weeks in suspenders (20°-40°)—very sour and mellow liquors—4 weeks in handlers (40°-55°), 4 weeks in dusters (60°), 4 weeks in round made from hemlock extract (60°), and 20 weeks in six layers (60°-90°) in which they were dusted heavily with valonia. Oakwood extract was used for the layers, which took 57 per cent. of the total time. The butts were scoured in a much-dried condition, so that only the loose and surface bloom was removed. No bleaching was given in the modern sense.
In the old oak-bark tannage of sole leather up to 12 months were taken for tanning, two-thirds to four-fifths of which time the goods were in layers. The strongest liquor rarely exceeded 50° even where valonia and gambier were also used, and rather more than 30° if not.
It will be understood from the above that the tendency for many years has been to shorten the time and the labour required for tanning. Drum tanning is obviously the next stage in shortening the time. In one such process the butts are put through suspenders (25°-40°) for 2 weeks, drummed for 12 hours in an 80° extract liquor, and finally in a neat extract 200° for 36 hours. Drum tanned sole leather, however, is not as yet of good quality; the grain is not smooth, and the heavy weight finish (striking and rolling) needed to counteract this tendency is [Pg 64] liable to cause poor "substance." The leather, too, readily wets and goes out of shape. Possibly some drumming may be adopted to save time in the early layers, but the most serious rival to the 3 months' tannage is the waterproof chrome sole leather (Part III., Section V., p. 173).
REFERENCES.
Parker, J.S.C.I., 1902, 839.
Procter, "Principles of Leather Manufacture," p. 220.
Bennett, "Manufacture of Leather," pp. 179, 259.
Bennett, J.S.C.I., 1909, 1193.
The manufacture of belting leather is well illustrated by the tanning and finishing of "strap butts." In general, the tannage presents many points of great similarity with the tannage of sole leather; indeed, the resemblance is so close that in some factories there is little difference observed, and the currying and finishing operations are relied on to produce the desired difference in final results. Nevertheless, there is considerable difference in the type and ideal of the two leathers, which may be expressed in trade parlance as a greater "mellowness" for the belting leather, and in the best methods of manufacture this fact is in evidence throughout the whole process of manufacture.
In liming, there need be little difference between sole and belting hides, and a sharp treatment of 9-10 days, by the three-pit system, with a day or two extra in the coldest weather, would meet ordinary needs. For the conservation of hide substance and for the saving of time a shorter liming is sometimes given, in which more sulphide is employed than is usual for sole leather. Even the very short processes of liming, 1 to 3 days, which involve the use of strong solutions of sodium sulphide, have been successfully employed for belting leather. The tendency to harsh grain with such processes is not so serious a defect with belting as with sole leather, and can be minimized by careful deliming. American and Continental factories tend to favour the use of those quick processes which employ warm water in addition to sulphide. The hides after a short liming in sulphide limes are immersed in warm water, which greatly accelerates both the chemical and bacterial actions. For example, after about 3 days' liming, in which both old and new limes are used as usual, the hides may be thrown into water from [Pg 66] 100°-105° F., and will be ready for depilation in 7 or 8 hours.
Even a stronger liming may be given, especially if the soaking is unusually prolonged. Such processes undoubtedly save hide substance, and the pelt is obtained more free from lime, but they have the disadvantage that the natural grease of the hide is only imperfectly "killed" (i.e. saponified or emulsified), and may interfere with the normal course of the tannage. The plumping is also apt to be insufficient. On the other hand, liming processes are also used in which a mellower liming or a longer liming is preferred in order to produce the desired degree of softness and pliability in the finished leather. Belting must not be too soft, of course, and it will be clear that the required difference from sole leather can be produced either in liming or tanning or partly in both. These considerations also decide whether bating is to be omitted or not. A hard astringent tannage in sour liquors after a sharp liming might make bating essential, but in these days it is usual to avoid it and produce the effect in other ways. A light bating of a few hours is sometimes given, but it is more unusual to delime the grain thoroughly with boric acid, using up to 20 lbs. per 100 butts. Crackiness is a fatal defect in strap butts, so that a sound grain must always be obtained. Generally speaking, therefore, strap butts receive more washing in water, and rather more deliming than sole leather, even when they are not bated. It is also usual to scud much more thoroughly, and to round a larger proportion of butt, especially in length.
The tannage is usually carried out with a blend which includes a much greater proportion of the fruit tans, and correspondingly less of extract.
Distinctly more myrabs are used than in sole leather tannages, in the dry material, and amongst the extracts chestnut is preferred to quebracho, and myrabs to mimosa bark, though all these may be used in some degree. In the past the most favoured extract has been undoubtedly [Pg 67] gambier, which gives a tannage which is easily curried and imparts the required mellowness to the uncurried leather. The great expense of this material, however, together with the advent of drum stuffing and shorter tannages in stronger liquors, have tended to cause a considerable reduction in the proportion used for strap butts, and to limit its employment to the earlier stages of tanning.
The same tendencies for reducing the time taken to tan, employing stronger liquors, and securing economy of labour in handling, have been evidenced in the tannage of strap butts as in sole butts. It is nevertheless true that, broadly speaking, strap butts receive rather more handling and rather weaker liquors than sole butts. A greater amount of mechanical assistance is also employed with early stages (paddling, drumming, rocking). This is less objectionable for curried leather than for sole butts. The handling is more usually in suspension. The liquors are usually worked straight down the yard as a greater mellowness is needed in the early liquors than for sole butts. The offal is given a separate tannage and often used for different purposes, e.g. the shoulders for welting and the bellies for fancy goods. Plumping with sulphuric acid is generally considered inadmissible for strap butts. It has been shown that leather containing sulphuric acid tends to perish after the lapse of a number of years. Sole leather will be worn up before this effect is observed, but belting is an article which is intended to last much longer, and the use of sulphuric acid is consequently inadvisable. Plumping must be obtained, to a considerable extent, but must be achieved by the organic acids (lactic, acetic, formic and butyric acids). A few gallons of such acids are consequently added to the handlers, especially in the winter and spring. Less may be used in the autumn, when the layer liquors which fermented in the summer months have worked down to the suspenders. A mixture of these acids is usually better than any one alone, for they not only differ very considerably in price, but also have different powers of neutralizing lime and plumping the goods. Lactic acid (M.W. 90), Acetic acid (M.W. 60), and formic acid (M.W. 46) are each monobasic acids; consequently 3 [Pg 68] lbs. formic will neutralize as much lime as 4 lbs. acetic or 6 lbs. lactic. Their plumping powers are somewhat influenced by the anion. In determining what quantities to take, the commercial strength of the acids must also be considered. Formic is often 80-90 per cent. pure, acetic 60-80 per cent., and lactic 40-60, but may be as low as 25 per cent. The blend must be adjusted accordingly. As strap butts do not need the firmness of sole leather, less of these acids may be used than for sole butts.
The exact nature of the tannage and the strength of the liquors is largely influenced by commercial considerations. If the manufacturer is both tanner and currier, he need not go to such great expense in strong liquors and in time in layers, for he can obtain some of this weight in currying. If, however, the tanner sells the butts rough dried, he must naturally aim at obtaining greater weight in tanning.
The actual details of the tanning processes are as usual very varied, but may be classified according to type, just as in the case of sole butts.
Illustrations will now be given.
Type 1, which may be compared with Type 1 for sole butts, is a tannage of about 5 months. The goods pass through suspenders (8°-30°) in 2½ weeks, and then pass to the handlers (30°-50°), in which they remain a month; they are then put into suspension again and pass through the suspender handlers (40°-55°), which takes 2½ weeks. In this round much gambier is added, and the goods are frequently handled. Four layers are usually given, viz. first layer 55°, one week; second layer 60°, two weeks; third layer 65°, four weeks; and fourth layer 75°, four weeks. The tannage is thus 20 weeks, of which 11 weeks (55 per cent.) are in layers. Extra layers may be given to heavier goods, using stronger liquors made up with extract. All liquors work straight down the yard.
The tannage consists of 35 per cent. myrabs, 35 per cent. valonia, 10 per cent. Natal bark, and 20 per cent. extract, chiefly gambier, though [Pg 69] some chestnut and quebracho are used.
Type 2 represents the modern tendency to use stronger liquors and a shorter time. The strap butts pass through the suspenders (22°-50°) in 1½ weeks, during about a third of which time they are rocked. They next pass through two sets of suspender-handlers (50°-67° and 67°-80°), which takes a month, and thence to the layers. Three layers are given (85°, 90° and 100°), in which the goods remain one, three and four weeks respectively. The tannage is thus 13½ weeks, of which 8 weeks (nearly 60 per cent.) are in layers. The liquors work down the yard. Longer time may be given to heavier goods. The tannage consists of 40 per cent. myrabs, 35 per cent. valonia or Natal bark, and 25 per cent. extract, chiefly chestnut, though some gambier may be added to the suspenders.
However tanned, strap butts are first dried out rough over poles. This assists in making the tannage permanent, on account of secondary changes discussed in Section III., p. 46. They are next wet back for currying by soaking in water or sumach liquor for a few hours and piling to become soft and even. The first operation is "skiving," which is a light shaving on the flesh side, carried out by a sharp slicker with a turned edge. The butts are next scoured thoroughly by machine on both flesh and grain, and sumached in a vat for several hours at 100° F., after which they are slicked out and hung up in a cool shed to samm for stuffing. Hand stuffing is often still preferred, with tallow and cod oil. The butts are next set out, and it is important that this should be thoroughly done. Machines are now generally used, and the goods are often reset after further drying. After drying out completely they are given a light coating of tallow and laid away till wanted for cutting up into straps, which is now done by machinery.
A Continental method for making belting leather is to give 6 weeks in a suspender set (70°-24°) of twelve pits arranged on the press system, running two fresh liquors a week, and to give them two layers (24° and 28°) of 6 and 8 weeks. The material is chiefly pine bark, but some oak [Pg 70] bark, valonia, myrabs and quebracho are also used. The goods are stuffed by "burning in," molten fat being poured on the flesh side.
REFERENCE.
Bennett, "Manufacture of Leather," pp 194, 295.
When discussing the question of oak bark (Section III.), reasons were advanced for its decreased use and popularity. These were quickly appreciated in the sole leather trade, but the obsolescence of oak bark in the dressing-leather section was much more prolonged, partly because there was less pressing need to obtain good weight in the actual tanning, and partly because in some branches of dressing leather, such as belting and harness, a leather was required of great durability and toughness, for which qualities oak bark tannage had a deservedly high reputation. Hence harness leather manufacture affords a good illustration of the transition between the methods of the late nineteenth and those of the twentieth century. With the use of oak bark lingered the old methods of liming, bating and tanning in weak liquors for a long time with plenty of gambier. Hence in this section it will be necessary to observe a gradual transition of method, both in wet work and tanning. It should be pointed out that this transition has not been and is not going on in all factories at the same rate. Many factories remain in which the old methods are still preferred at some stages of the manufacture, and some remain in which many of the changes indicated below have not taken place at all. The leather trade has always been considered conservative in its methods, but it should be realized that much of the prejudice in favour of old methods is due to the public, and that after all tanners and curriers, like other business men, have to suit their customers. The march of industry is not like a regiment in line; it is rather more like nature, a survival of the most adaptable.
Hides for harness leather are limed in various ways, of which the following are types.
[Pg 72] 1. A rather mellow liming of 10-15 days (longer than for sole leather), in which nothing but lime is used, and a certain amount of old liquor used in making up the new limes. The liming was carried out by the one-pit system, but the goods and liquors were kept clean by a good soaking process. Hence the loss of hide substances was not very great; goods so treated were bated before tanning.
2. A shorter liming than the above by the three-pit system. This saved time (taking 9-10 days), saved hide substance, and ensured greater regularity of treatment. The limes were about as mellow, but a little sulphide (2-4 ozs. per hide) was used to assist the depilation, especially during the short-hair season. These goods were also bated.
3. A distinctly longer liming, 15-16 days, in mellower limes. This differed from Type 1 also in the respect that greater regularity was ensured by the three-pit system; a foot or two of old liquor was used in making up the new lime. More hide substance was lost than in either of the above processes, but this was deliberate, the object being to dispense with bating, which is always light for harness hides. Thus a longer and mellower but systematic liming was used as a substitute for shorter liming and bating. No sulphide was used in this process.
4. A short liming of 6-7 days, using up to 12 ozs. of sulphide per hide. The object here is to save time and hide substance. The three-pit system is preferred. Bating again becomes necessary, but the pigeon-dung bate is replaced by artificial bates, less objectionable, quicker, and more scientific in management.
5. A still shorter process of about five days, using still more sulphide (about 16-20 ozs. per hide), together with some calcium chloride to reduce harshness. In such a method there is a tendency to revert to the one-pit system, which involves rather less labour. The three-pit system shows to a great advantage in the longer processes of liming when the process is reduced to five days; there is little difference between the two, for a one-pit system is a two-liquor method. Hence again an artificial bate is used.
[Pg 73] The various methods of liming, together with analogous variations in tannage, have resulted in great variety in bating. Sometimes up to three days' bating has been given at 70° F., but more often the goods are merely immersed overnight, and then delimed with boric acid, but with sulphide processes it is an advantage to use some of the commercial bates of the ammonium chloride type, and finish off with boric acid. Scudding is always more thorough than for sole or belting, the hides are rounded into long butts which include most of the shoulder "harness backs." The goods are sometimes bate shaved.
A few tannages will now be outlined, in order of historic type.
Type 1 may be taken to represent the so-called "high-class" process in which oak bark myrabs and valonia are the staple materials. A good deal of gambier is also used, and a little myrabs and chestnut extract are helpful in attaining the desired strength of liquor. The "backs" go first through suspenders (8°-30°), which takes up to three weeks, and then in to handlers (30°-40°) for four weeks, consisting of rounds of clear liquor. They next go through a duster round, in which they are put for a week with oak bark and myrabs into a liquor of 45°. Four layers are given (50°, 55°, 60° and 65°), in which the goods remain for two, three, four and five weeks respectively, oak bark being the chief dusting material. The tannage is thus for twenty weeks. Light backs receive less time in the layers (only 11 weeks). If the tanner is also the currier, the fourth layers are omitted. He then saves five weeks and gets the weight in the stuffing.
Type 2 is a tannage in which oak bark and valonia are replaced by myrabs, mimosa bark and chestnut extract. It is therefore considerably cheaper and probably no less durable. Expense is also curtailed in handling. The harness backs go through suspenders (16°-30°) in two weeks, handlers (30°-45°) in four weeks, and then receive four layers of the same strength as in Type 1, but only one, two, three and four weeks respectively. The last layer is omitted for light harness, and an extra [Pg 74] layer of 75° is given if the tanner is not the currier also. Thus the usual tannage is 16-20 weeks, of which 10-14 weeks (63-73 per cent.) are in layers.
Type 3 is a tannage which may consist of myrabs (55 per cent.), valonia or mimosa bark 25 per cent., and extract (26 per cent.). The extract is chiefly quebracho, though some chestnut may be used. More valonia and less myrabs may be used if desired (and when possible), and myrabs extract will then replace quebracho and chestnut. The goods are coloured off in drums or paddles, and then pass through two sets of suspenders handlers (20°-55° and 55°-75°). They are handled up and down very frequently in the first set and rapidly pass into stronger liquors. The backs then receive three floaters at 80°, in each of which they remain one week. The tannage is completed by three layers: first, 85° for one week; second, 90° for one week; third, 95° for two weeks. The tannage is thus 11 weeks, of which 7 weeks involve little labour. If the tanner is not the currier, still stronger liquors may be used.
In all these tannages little or no acid is used for plumping, as the natural acids of the liquors are sufficient to ensure what is necessary in this direction for this class of leather. A little organic acid or even boric acid may be used in the earliest liquors for deliming purposes, when necessary. After tanning the goods are dried out and sorted in the rough state. Harness is a somewhat broad term, and there is scope for considerable variety in classification. The hides are sometimes not rounded until after tanning. The finished article may be any grade between heavy harness for artillery and leather for ordinary bridles.
In currying heavy black harness, the backs are soaked and sammed for shaving. Lighter goods may be machine shaved, but the heaviest are shaved lightly by hand over the beam or merely "skived" with the shaving slickers. The neck needs most attention, and it is often advisable to stone by machine and split. The scouring should be thorough, on flesh and grain. This is done by machine, and not only cleans the goods from bloom, dirt and superfluous tan, but also assists in setting out. [Pg 75] Sumaching may be for several days, merely overnight or even only for a few hours, being stoned after wetting back to temper. Hand-stuffed goods get a coat of cod oil first, and during the drying are often well set out. Drum-stuffed goods are well set out by machine, and after some drying, stoned and reset by hand. It is now usual to buff the grain, i.e. remove the coarser parts by light shaving. This prevents cracking in the finished article. The goods are blacked with logwood, iron and ammonia, thinly dubbined again, again well set out and tallowed. Setting out, indeed, may be done at any convenient opportunity. The superfluous grease is removed by slicking, scraping, brushing with a stiff brush, and finally with a soft brush.
For brown harness the goods are more carefully selected, more thoroughly scoured and sumached, and bleached frequently with oxalic acid. They are hand stuffed, stained twice, and after the usual setting out, glassing and brushing, are finally rubbed with flannel.
For bridle leather the goods are carefully shaved but are not stuffed, being merely oiled with cod oil on flesh and grain. They are dried out before scouring, and then sized, set out, stained and resized. The goods are heavily glassed during the finishing.
REFERENCE.
Bennett, "Manufacture of Leather," pp. 195, 297.
The manufacture of leather for the uppers of boots and shoes embraces a bewildering variety of goods, suitable for anything between a baby's shoe and a man's shooting boot. Almost all degrees of lightness, softness, and waterproofness are in demand. A great variety of finish is also involved, determined by the ingenuity of the currier and the ever-changing fancy of the public. Even greater is the variety of methods by which all these results are obtained by methods which superficially seem quite different; the desired qualities being imparted in one case largely by the tannage and in another case almost entirely by the currying. Under such circumstances the selection of types becomes a problem.
The variety, moreover, commences from the earliest stages, the selection of the raw material. Upper leather may be made from light calfskins, heavy calfskins, kips (home and foreign), light dressing hides and heavy dressing hides, which last may replace any of the former after splitting to the required substance. In this section it will be necessary to take kips as typical of the rest, and to use it in a rather broad sense, including heavy calf and light dressing hides.
Speaking quite generally, kips for upper leather receive usually a long and mellow liming, a thorough bating and a sweet and very mellow tannage in weak liquors. In currying they are well scoured and set out, heavily stuffed and stained black, being sometimes finished on the grain and sometimes on the flesh. These outstanding features of upper-leather methods will be further illustrated by a brief account of the tanning [Pg 77] of kips (light hide and heavy calf), and outlining the best known types of finish for butt, shoulder and belly.
The goods receive usually a long and mellow liming of 14-16 days, using only lime as a rule. In some factories lime liquors are used repeatedly for successive packs to an almost indefinite extent. Dissolved hide substance, ammonia, mud and dust, and bacteria accumulate for months and sometimes for years. It is obvious that in such liquors "putrefaction" is a more correct term than "liming" for the depilation. Such methods have been used even in recent years, but there has now been a tendency for some time to make the liming more methodical. Such old limes make a leather which is empty, loose, and dull grained, but the defects are minimized by the system of stuffing heavily and finishing the flesh, and hence the ancient lime remained with surprising tenacity. Even so late as 1903 we find that Procter with characteristic caution could write, "Probably no lime ought to be allowed to go for more than three months at the outside limit without at least a partial change of liquor." It is within the writer's experience to find an upper leather factory with limes which had never been emptied for over three years. In other factories, however, there has been a revulsion of feeling with regard to such processes, and it has been found advantageous to adopt a more scientific routine, in which the lime pits are cleaned out at regular intervals. There is little doubt that a mellow liming is desirable, but this can be secured by blending some old lime liquors with fresh lime liquor in a systematic manner. Similar considerations apply to the question of working the various packs through the limes. It is clear that with a mellow liming a one-pit system is quite possibly satisfactory, but the revulsion of feeling against a lack of method produced a method of liming more elaborate than usual, and it is now not uncommon to find kips limed in a "round" of 6-8 pits, the goods passing through each pit. They remain in one pit about two days, and are shifted forward. In the green or old limes the goods are handled up and down. [Pg 78] The old limes are, of course, mellower than the new and exert the desired softening effect. The working is quite analogous to that of a round of handlers. Unhairing is sometimes assisted by the use of arsenic sulphide. E.I. kips need a thorough soaking before any liming; several days are usually needed. The old methods involving putrid soaks and stocks may be considered out of date, and it is usual to soften back in caustic soda or sulphide soaks with some assistance by drumming. A little sulphide is sometimes added to the older limes to continue the treatment.
The goods are next thoroughly bated and delimed. The hen or pigeon dung bate is still usual, and probably gives the best results, though closer approximations have been made of recent years on artificial lines. Some bating with solution of hide substance seems necessary for these goods. The lighter goods are often drenched also to complete the deliming, using 6 per cent. bran on the weight of pelt. The heavier goods are more often treated with boric acid after bating, which not only delimes completely and gives a soft relaxed felt, but also acts as antiseptic and stops the action of the bate, a matter of some importance (see Section II.). Lactic acid may substitute boric, in which case about 2 per cent. on the pelt weight of 50 per cent. acid may be required. It is important to avoid a strong solution and local excess, hence lactic acid must be added gradually so that the liquor is never stronger than 0.2 per cent. Drumming and paddling is an advantage in deliming.
The tannage is light in most cases, partly because some of the finished goods are sold by area, but partly also because even if sold by weight, the weight is obtained quicker and more easily by stuffing, which course is also often preferable to obtain the desired mellow feel, waterproofness and durability. Hence it is seldom that strong liquors are employed. The tannage is also mellow, on account of the softness and pliability required; no acids are consequently employed, and no material which is liable to yield sour liquors. Gambier is easily the first [Pg 79] favourite amongst the tanning materials, whilst oak bark comes second. It should be observed, however, that a hypothetical tannage of equal weights of cube gambier and oak bark is in reality a tannage by four-fifths gambier and one-fifth oak bark, on account of the relatively greater strength of the former. This observation is so apposite with respect to some tannages that it is nearly correct to say that the tannage is gambier and the oak bark an excuse for having leaches through which the gambier liquors may be run occasionally to clear and to sharpen slightly. No serious theoretical objection to such a method is possible if the liquors are weak and the system of working the liquors is scientific and the process carefully regulated. Upper-leather tannages, however, have scarcely merited scientific praise. It is often a case, not of poor methods, but of no method at all. The same lack of system, principle, and regularity observed with regard to the limeyard has been equally obvious in the tanyard, when perhaps the need was even greater. Even a mellow tannage has varying degrees of mellowness possible to it; there still remains the question of the soluble non-tans. However, method in the upper-leather tanyard has often been conspicuously absent. There has been many a factory where any one tan liquor was as good as any other in the yard. In the writer's experience are two such cases: in one the liquors were all 25° Bkr., in the other they were all 0° Bkr. In such cases, handling the goods from pit to pit is somewhat futile, and handling forward from set to set still more so. Hence it is possible to find dressing leather tanned by putting it slowly through one round of handlers, adding a few buckets of gambier where it apparently is necessary. It is, from one point of view, surprising to see what serviceable and excellent-looking upper leather can be manufactured by such happy-go-lucky processes. It is, however, also possible to see how this may occur. Gambier is a stable tan, and no souring and little decomposition take place in gambier liquors. It is also extremely mild and non-astringent, and is always used in weak [Pg 80] liquors. The hides, moreover, are completely delimed, and there is little danger of bad or uneven colour. Tanning under these conditions is at its easiest; it is almost more difficult to spoil the goods than make them right. Under such conditions tanning deteriorated rather than improved in method. When neglecting it made little difference to the finished leather, it was neglected.
This state of affairs, however, was embarrassing whenever a tanner wished to try any other tanning material. The expense of gambier and oak bark made valonia and mimosa bark into obviously desirable alternatives and substitutes. Methods which would tan with gambier, however, would not work with Natal bark or valonia, and many a tanner has had to revise his method of tanning from end to end. The use of myrabs also raised the problem of souring, and it has become evident that "working the liquors down the yard" is as desirable a method for dressing leather as after all other tannages. It will be clear from the above that types of upper-leather tannages are less typical than for other leathers, but nevertheless the more progressive manufacturers have for some years now been working on sounder lines, economically and scientifically. In such cases it is now usual to pass the goods through at least two sets of handlers, and through liquors of gradually increasing strength. Occasionally dusters or layers are given, especially for the heavier goods. The tannage is nearly always commenced now by paddling the goods in the oldest liquor. This paddling may be anything from half an hour up to twenty-four hours. It is sometimes desired to work up a "grain," and the old liquor is then often sharpened by the addition of fresh gambier or leach liquor.
The same tendency to save labour in handling is to be observed in upper leather tannages as in sole and other dressing leather factories. There is also a tendency to obtain rather more weight in tanning by using stronger liquors, and in the heavier goods to shorten somewhat the time taken. The following methods may be taken to illustrate modern processes, [Pg 81] in order of evolution. They all last about seven weeks.
Type 1.—In this process the kips are first paddled in an old liquor (3°), and passed to the first handlers (3°-30°) for three weeks. After working through this set they pass through the second handlers (20°-30°), in which they are not handled quite so frequently. They are in this set also three weeks. Heavy goods may then receive a floater (30°) for another week.
Type 2.—In this process the goods are paddled, and then enter a large handler round (8°-30°), through which they pass in five weeks. The goods are handled frequently in the early stages. The tannage is completed by one layer of two weeks (30°). The layer is made by the ancient method of putting the goods and dust alternately into an empty pit, and then filling up with liquor from the best leach. Oak bark, valonia and myrabs are used as dust, though sumach and gambler have been used.
Type 3.—In this process an attempt is made to save handling and obtain more complete tannage. The goods are paddled for three to five hours in a rather sharp liquor of 10°, and are then handled well for a week in the first handlers (5°-20°). The goods then go through the second handlers (20°-45°) in six weeks, and heavy goods may then receive an extra floater (45°) for one week.
In type 1 the leaching material is two-thirds oak bark and one-third valonia; in type 2 it is half oak bark and half mimosa bark; in type 3 it is one-third oak bark, one-third valonia or Natal bark, and one-third myrabolans. In all cases the strongest handler is obtained from the leaches, and made up to the required with strong infusion of gambier. When the liquor has passed through the forward handlers, it is returned to the leaches to clear and sharpen, and then run to the green handlers. After passing through this round it is returned to the paddle, from which it passes to the drain. The rest of the paddle liquor may be from [Pg 82] the forward handlers. It is often customary to obtain the best liquor from the second leach, and allow the best leach to stand for a few days. This allows the bloom to deposit in the leaches. The system secures the result desired, but the deposition of bloom involves a loss of tannin, which waste makes the system expensive.
Heavier dressing hides are tanned by methods similar to the above, but with floaters, dusters and occasionally layers added after they have passed through two sets of handlers. Thus they may have first handlers (8°-18°) two weeks; second handlers (40°-45°) for six weeks, making twelve weeks in all. Lighter goods may receive two rounds, being two weeks in each.
After tanning, the kips are rounded usually into butts, shoulders and bellies, to which different finishes are given. The currying may be illustrated by selecting types, but it must be borne in mind that there is much elasticity in this matter. Thus kips may be made into waxed butts, satin shoulders and lining bellies, but also may be cut down the back in "sides," both of which are finished limings.
Waxed kip butts are a type of many similar upper leathers (waxed shoe butts, waxed calf, waxed splits, etc.). The finish is on the flesh side. The kip butts are soaked carefully, and shaved by machine. They are then drummed in sumach for an hour or two, slicked out and sammed for stuffing. The sumaching is also the scouring unless the goods be too heavily bloomed. The samming is often done by machine. Drum stuffing follows, wool fat and stearin being staple greases, with varying amounts of degras and cod oil, and of tallow and cod oil. A little paraffin wax and resin are also used sometimes. The goods are well slicked out and dried. They may be now dubbined and laid away to mellow for whitening, which consists of a careful shaving of the flesh by a turned-edge slicker or by machine. The grain is stoned, set out and "starched," and the butts grained by boarding the flesh. In the waxing, one of two [Pg 83] courses may be adopted. The butts may be blacked with lampblack and oil, "bottom sized" with glue, soap and logwood, and then "top sized" with glue, dubbin, beeswax and turpentine; or they may be given a "soap-blacking" of soap and logwood and lampblack, applied by machine, and sized once only.
Dressing hide butts may also be given a grain finish, such as the "memel butts" for heavy uppers. The butts are soaked, shaved or split, sumached in drum, and preferably thoroughly scoured on flesh and grain. They are then sammed and heavily stuffed in the drum. The grain is buffed and stained black with logwood, ammonia and iron solution (curriers' ink). The butts are then dried, set out, thinly sized and slowly dried.
When dry on the face they are printed or embossed by machine to give the characteristic memel pattern and dried out completely. They are then grained four ways. The grain is finished by a coating of linseed oil containing resin, and the flesh is whitened, French chalked and glassed.
Shoulders for "satin" receive a currying which strongly resembles the "waxed" finishes, but the smooth finish is on the grain side. The grain is buffed, and blacked, dubbined, set and reset, with intermediate drying, and is sized and finished by compositions similar to those used for waxed leathers. The flesh is whitened. Satin hide and satin calf are dressed similarly.
Shoulders may also be finished for "levant." After soaking, splitting, and shaving to substance, they are drum-sumached, machine sammed, and oiled up to dry. They are stained with logwood on the grain, and at once printed with the typical "levant grain," blacked and dried out. They are then softened by machine, seasoned with logwood and albumen, glazed, grained and oiled lightly with mineral oil. It will be observed that stuffing is omitted.
Bellies may be dressed for linings. After soaking and splitting to the [Pg 84] required substance, they are bleached in a weak and warm solution of oxalic acid, and drum-sumached at 110° F. After slicking well out they are hand-stuffed on the grain with dubbin and water, or merely oiled, and hung up to samm. They are then set-out flesh and grain. If the grain be coarse, it is buffed and reset. After drying out the flesh is fluffed and the grain dusted with French chalk.
In this section may be conveniently discussed the manufacture of legging leather. Whilst in many respects a typical dressing leather there are some rather important differences from the average upper leather. Broadly speaking, the differences are that legging leather needs a smooth grain, greater firmness and more thorough tannage on account of the absence of stuffing.
The liming and bating are somewhat similar to dressing leather, though a shorter liming with sulphides and a milder bating would be in order. The tannage is mellow, but not so much as is usual for upper leather. Thus gambier is used, but more valonia and myrabs are employed, and the liquors may be strengthened with chestnut and quebracho extracts. The hides are rounded before tanning into long butts or backs, and the tannage is commenced in suspenders (18°-40°), which are kept acid by the addition of lactic or acetic acid, in order to obtain the required firmness; the goods are three weeks in these liquors. The backs next go through rounds of dusters (40°-50°), in which they are put down with oak bark and Natal bark. They are six weeks in this section, and then pass to the layers. Three layers are given, first 50° for one week; second 55° for two weeks; and third 60° for two weeks. The tannage thus takes fourteen weeks.
In finishing, the goods are soaked and split, and then scoured flesh and grain. They are heavily sumached, slicked out thoroughly, oiled up with linseed oil and dried out. They are then next damped back, stoned and flatted. After further wetting and tempering they are dressed with Irish moss and tallow on the flesh, and with gum tragacanth on the grain. [Pg 85] They are glassed whilst drying out, and then stained twice and glassed again. They are again brushed, seasoned and glassed by machine.
REFERENCE.
Bennett, "Manufacture of Leather," pp. 197-201 and 301-308.
Hides to be tanned for bag leather receive a treatment which is little different in fundamental principle from that of dressing hides for upper leather, except that the tannage is usually shorter. Hides for bags and portmanteaux represent a type of dressing leather in which the outstanding features are that the goods are split but not rounded. The splitting is done at all stages, according to the requirements of the tanner. Some tanners split "green," i.e. split the pelt itself. The advantage of this is that the fleshes may then be treated in quite a different way, e.g. pickled or given a much cheaper tannage. Other manufacturers split after tanning, the advantage being that there is much less material to handle. The general opinion, however, favours a middle course in which the hides are split after being in the tan liquors for a short time. The advantage of this course is that the hides are easiest to split under these conditions—a great consideration—being coloured through with tan, just a little plumped, but not hard. A smoother flesh is obtained together with more even substance. Here again, however, are differences; some tanners prefer to split after two days, others after two weeks in tan. Much depends upon the nature of the tan and the strength of the liquors.
For this class of work, flat, spready and evenly grown cowhides are obviously the most suitable material, and are invariably used. It is important, however, that the grain be good, and free from scratches and similar defects. The tannage must be sweet and mellow, i.e. contain no acid and little astringent tan. Hence myrabolans and gambier have always been the favourite tanning materials. A soft and mellow tannage is the more important, inasmuch as the leather is not heavily stuffed with grease in finishing. These types of method for tanning split hides will [Pg 87] now be outlined, and the nature of the currying then indicated.
Type 1.—In this a long mellow liming of 15-16 days is given, much like that described for harness leather in Section III., p. 72, Type 3. Only lime is used, but the liquors are not allowed to get dirty. The three-pit system is much the best. The hides are trimmed at the rounding tables, and then bated in hen or pigeon dung for three days at 75°-85° F. The deliming is commenced by washing in tepid water before bating, and is completed by a bath of boric acid, using up to 30 lbs. acid per 100 hides as necessary. In this and other processes for split hides it is essential to obtain all the lime out, but to do no plumping with acid. Lactic acid may also be used, but it is not so convenient to hit the neutral point with it.
The tannage consists of oak bark and myrabs together with gambier. These may be partly replaced by Natal bark, valonia, and quebracho respectively. It is sometimes desired to have a smooth finish, but sometimes to work up a "grain." In the latter case the hides are first put through colouring pits containing fresh leach liquor. In these they are constantly handled for a few hours. A little experience indicates which leach liquor will serve the purpose. The hides then go through the "green handlers" (8°-20°) in two weeks. The liquor is the old forward handler liquor made up with gambier. The hides may be sammed and split up at this stage, but the heavier goods may be tanned further. These heavies and the grains of the split hides now go through the "forward handlers" (20°-40°) for four weeks, and the heaviest goods given two layers (40°) of two weeks each, and making ten in all.
Type 2.—In this a shorter liming of 8-9 days is given with the help of sulphide. No dung bate is used, but the goods are washed with water and bated with ammonium chloride and boric acid. The tannage is chiefly of myrabs, but some valonia or Natal bark may be used together with chestnut extract and some quebracho. Gambier is used in the early liquors. The goods are coloured off in drum or paddle and tanned in [Pg 88] several sets of handlers, viz. green handlers (15°-35°) three or four days; second handlers (35°-60°) two weeks; forward handlers (60°-80°) 1½ weeks; and floaters (80°-90°) for three weeks. The tannage is thus 6½ weeks in all. The arrangement of pits is a matter of local convenience, and the number of sets of equal strength is determined by the number of hides being tanned. The hides are split green or after passing through the green set. After tanning they are oiled with cod oil and dried out.
Type 3 is illustrated by American methods. The goods are tacked on laths or racks with copper nails in order to ensure smooth grain. They are then suspended in tan liquors. The tannage is largely with gambier and in weak liquors, which also help to give smooth grain. The tendency is to employ handler rounds involving a rather large number of pits, and to work these on the press system. Handling is also saved by plumping the liquors instead of shifting the goods forward, and by rocking the suspenders instead of handling up and down. The hides are split after about a month, and the heavier grains laid away in hemlock liquors.
Type 4.—This is a rapid process throughout. The hides are limed in 6-7 days with the help of sulphide, and "bated" by washing in warm water and then in cold to which hydrochloric acid is gradually added, finishing off again in tepid water. The hides are now coloured off in paddles, put through a small handler round (11°-20°) for half a week, and then split. The grains are drum tanned in a mixture of chestnut and quebracho extract, over a period of about three days in which the liquor is strengthened gradually from 30° to 50°. The fleshes are drum tanned with the old grain liquors after strengthening with quebracho.
The split hide grains for bag work, after tanning, are drummed in sumach, rinsed, drained, and oiled up to dry out, with some setting out. After wetting back they are shaved if necessary, hand scoured, and heavily sumached again to get a light even colour. The goods are slicked out, oiled up to samm, reset and dried out. They are next stained, [Pg 89] sammed, printed by machine, dubbined or tallowed, "grained" (see Part II., Section I., p. 97), brushed and rubbed with flannel.
REFERENCE.
Bennett, "Manufacture of Leather," pp. 202, 308.
It is the paradox of vegetable tannage that the less the pelt is tanned the stronger is the leather produced. The manufacture of butts for picking bands affords a good illustration. What is required is a leather of maximum toughness, pliability and durability. Any factor reducing the tensile strength of the leather is fatal. Hence, compared with most other tannages, picking band butts are under-tanned. To ensure the desired softness and pliability, moreover, it is necessary to have a mellow liming, rather heavy bating, and a soft mellow tannage in sweet and weak liquors. The required durability and the necessity for weak liquors both point to oak bark as the most suitable tanning material, assisted by some gambier in the early stages.
A good quality hide is chosen, and given a long and mellow liming of about 15-16 days. The one-pit system may be used, and the hides are put into an old lime for about five days with frequent handling and then placed in a new lime which is made up in a pit containing about a foot depth of the old liquor. After about twelve days another ⅓ cwt. of lime may be added.
After unhairing and fleshing the goods are bated in pigeon dung for four days at a temperature of about 78° F., handling twice on the first and last days. The bating is stopped and the deliming completed by paddling with boric acid (15 lbs. per 100 butts).
The tannage is commenced by paddling in a spent handler liquor (4°) to which a little gambier has been added. The butts then go through the first handlers (5°-15°), which are rounds of ten pits in which the goods are handled every day in the first week, and alternate days in the second week, and are shifted forward twice a week in the next pit. The goods are therefore in this set for five weeks. Gambier is added to [Pg 91] these liquors as needed. The butts next pass to duster rounds of four pits, in which they are dusted down in a liquor of 20° for four weeks with 1-2 cwt. of oak bark. The liquor is obtained from the leaches, and afterwards run alternately to the leaches and to the first handlers. As many as six layers are now given of 20°-25° strength, in which the butts are dusted down with 2-3 cwt. oak bark for three weeks. The layer liquors are received from and returned to the leaches, which are made from the "fishings" from the layers. The tannage lasts, therefore, 27 weeks, of which 18 weeks (two-thirds) are in layers.
Shorter tannages are now often given, using stronger liquors, much as in ordinary dressing leather.
The tanned butts are rough dried, and then wet in for shaving. They are thoroughly scoured, flesh and grain. They are next drummed for three-quarters of an hour in sumach, struck out and hung up to samm. Hand stuffing is best, to avoid any tendering owing to high temperature, but drum stuffing is also used. After setting out and stoning on the grain they are stuffed with warm cod oil and laid away in grease for several weeks, re-oiling occasionally. They may be stained before stuffing.
REFERENCE.
Bennett, "Manufacture of Leather," pp. 203, 310.
The term "skin," like the term "hide," in its widest sense applies to the natural covering for the body of any animal, but is generally used with a narrower meaning in which it applies only to the covering of the smaller animals. Thus we speak of sheep skins, goat skins, seal skins, pig skins, deer skins, and porpoise skins. It is in this sense that it will be used in this volume. The treatment of such skins to fit them for useful purposes comprises the light leather trade. Whilst this branch of the leather industry is certainly utilitarian, the artistic element is a great deal more prominent in it than in the heavy leather branch. Thus the light leathers are often dyed and artistically finished, and their final purposes (such as fancy goods, upholstery, bookbinding, slippers, etc.) have rather more of the element of luxury than of essential utility. The total weight and value of the skins prepared, and of the materials used in their preparation, are naturally considerably smaller than those of the heavy leather trade. In the latter, moreover, one has to consider the purpose in view from the very commencement of manufacture and vary the process accordingly, but in light leather manufacture one aims rather, in the factory, at a type of leather such as morocco leather, and only after manufacture is it fitted to such purposes as may be particularly suited to the actual result. These results depend very largely upon the "grain pattern" which is natural to the skin of any one species of animals. Hence in Part II. of this volume it has been found most convenient to deal with the different classes of [Pg 93] skins in different sections. Just as the hides of ox and heifer were much the most numerous and important of hides, so also naturally are sheepskins the most prominent section of the raw material of the light leather trade. This is the more true because the skin is valued for its wool as well as for its pelt; indeed, the wool is often considered of primary importance, and receives first consideration in fellmongering. Unfortunately for the light leather trade, sheepskins, though most numerous, do not give the best class of light leather, the quality being easily surpassed in strength, beauty and durability by the leather from goat or seal skins.
In the wet work for the preparation of skins for tannage much the same general principles and methods are embodied as in the case of hides, but with appropriate modifications. As soft leathers are chiefly wanted, a mellow liming is quite the usual requirement for all skins. It is also usual to have a long liming, for some skins (like those of sheep and seal) have much natural fat which needs the saponifying influence of lime and lipolytic action of the enzymes of the lime liquors; whilst other skins (like those of goat and calf) are very close textured and need the plumping action of the lime and a certain solution of interfibrillar substance. In consequence of the long mellow liming, sulphides are not usually necessary, and indeed sodium sulphide is not usually desirable, on account of its tendency to make the grain harsh. It is used, however, for unwoolling sheepskins, in such a manner that the grain is not touched. Similarly caustic soda is seldom required, and the yield of pelt by weight is usually a small consideration. Systems of liming show some variety. The one-pit system is very common, and is less objectionable for a long mellow liming, but rounds of several pits are also used, and in some cases even more than one round. This is obviously conducive to regularity of treatment, and as the work involved in shifting the goods is much less laborious than in the case of heavy ox hides, it would seem a preferable alternative. The depilation of sheepskins involves very special methods of treatment (sweating and [Pg 94] painting) on account of the importance and value of the wool, the quality and value of which would be impaired by putting the skins through ordinary lime liquors. The pelts, however, are limed after unwoolling.
In deliming light leathers the process of puering is widely used (see p. 25). This consists in immersing the skins after depilation in a warm fermenting infusion of dog-dung. In principle this disgusting process presents a close analogy with bating, and indeed the two terms are both used somewhat loosely, but there are nevertheless several points in which the two processes are radically different. The dog-dung puer is a process carried out at a higher temperature than the fowl-dung bate; it is also a much quicker process, and the infusion employed is generally more concentrated. Whilst the fowl-dung bate is always slightly alkaline to phenolphthalein the dog-dung puer is always acid to this indicator, and the course of the puering may be conveniently followed by testing the pelts with it. The mechanism of the two processes is also probably somewhat different. The mechanism of the dog-dung puer has been largely made clear by the researches of Wood and others, and been found due partly to a deliming action by the amine salts of weak organic acids and partly to the action of enzymes from a bacillus of the coli class, which received the name of B. erodiens, and which effects a solvent action on the interfibrillar substance. As we have noted (Part I., Section II., p. 24), the fowl-dung bate involves two fermentations, in each of which (ærobic and anærobic) several species of bacteria are probably active. Wood found the bacteria of the bate to be chiefly cocci, and ascribed part of the difference in mechanism by the nature of the media, which in the bate includes also the urinary products. In the dog-dung puer, also, a lipolytic action is probably an essential part of the total effect. The puer gives a much more complete deliming and a much softer and more relaxed pelt than the bate, it is therefore particularly suited to the needs of light leather manufacture. The puering action has been imitated [Pg 95] fairly successfully by artificial methods. "Erodin" (Wood, Popp and Becker) involves the use of B. erodiens and a suitable culture medium including organic deliming salts: "Oropon," "Pancreol" and others involve the use of ammonium chloride and trypsin, together with some inert matter.
Light-leather goods are usually drenched after puering. They are also often split green after the wet work. Sheepskins thus yield "skivers" (the grain split), whilst the flesh split is often given an oil tannage (see Part IV., Section III.). The greasy nature of sheep and seal skins necessitates the processes of "degreasing." In the case of sealskins this is done largely before liming, but with sheepskins either after being struck through with tan, or after tannage is complete. Sheepskins are often preserved in the pelt by pickling with sulphuric acid and salt, which process forms a temporary leather. The fibres of the pelt are dried in a separate condition, but the adsorption is easily reversible and the pelts may be "depickled" by weak alkalies and afterwards given an ordinary vegetable tannage.
In the vegetable tannage of skins for light leathers, the same theoretical considerations have force as in the heavy-leather section, but the former has its own rather special requirements and aims. Generally speaking, a softer and more flexible leather is required, but these qualities must not be imparted by stuffing with grease as in the currying of dressing leather, because a bright and grease-free result is usually required. Hence it is important that a sweet mellow tannage be given. The durability of the leather is also a primary consideration for goods intended for bookbinding, upholstery, etc., and the tannage must be arranged to impart this quality and avoid anything tending to cause the perishing of the fibre. Thus oak bark is a popular tanning material, and sulphuric acid very definitely avoided. The tannage must be fast, and take the dyestuffs well, and for the production of light shades of colour in dyeing must be a light-coloured tannage. All these qualities are imparted by sumach, which also fits in excellently with the other general requirements, such as softness, brightness and durability. [Pg 96] Hence sumach is the principal light-leather tanning material, but the tendency is to employ other materials—oak bark, myrabs, and chestnut extract—to do much of the intermediate tanning, so that the expensive and useful sumach may be used for setting the colour and grain at the commencement, and for brightening, bleaching and mordanting the leather at the end of the tanning process. Weight is generally no consideration, but area is often a definite aim, partly because some goods are sold by area and partly because the striking out, setting out and similar operations improve the quality of the leather by giving evenness of finish. Leather well struck out, moreover, is less liable to go out of shape. As the grain pattern is so important in the finished leather, appropriate care must be taken during tannage. If a smooth or a fine grain finish is wanted, for example, the goods must not be allowed to get wrinkled, creased, doubled or unduly bent to and fro during the tanning. For such goods, suspension, careful handling and even the "bag tannage" may be desirable, whilst for coarser and larger grains paddles or drums may be more extensively used.
Amongst the finishing processes dyeing holds an important position. The nature of the process has many points of similarity with that of tanning. The great specific surface of pelt is probably more enhanced than otherwise during tannage, at any rate with light leathers, owing to the isolation of fibres, and consequently leather is as liable as pelt to exhibit adsorption. The dyestuffs, on the other hand, are substances very easily adsorbed. Some (like eosin and methylene blue) are crystalloids, some (like fuchsin and methyl violet) are semi-colloids, whilst others (like Congo red and night blue) are undoubted colloids forming sols (usually emulsoid) with water as dispersion medium. The crystalloids and semi-colloids may also be obtained in colloidal solution, sometimes being so changed on the mere addition of salts to the solution. In addition, the pelt has been mordanted with tannin. If, however, leather has been kept long in the rough-tanned or "crust" [Pg 97] state, this may not be so effective, owing probably to the secondary changes in tanning (Part I., Section III., p. 46), but such leathers are usually "retanned" or prepared for dyeing by sumaching (which process also incidentally bleaches). The tannin mordant assists materially in the fixation of the dyes. In the case of basic dyestuffs, lakes also are formed, i.e. there is a mutual precipitation of oppositely charged colloids (+dye,-tannin). The dyeing of leather is thus a case of colloid reactions even more complicated than that of tanning.
Another finishing operation typical of the light leathers is "graining" or "boarding." In this the skins after dyeing and drying are worked by a board which is covered by cork, rubber, perforated tin or other material, and so grips or "bites" the leather. The object of "graining" is to work up the grain pattern by pushing or pulling a fold on the skin with the board. The nature of the grain varies with the thickness and the hardness of the skin, with the amount of pressure applied, with the nature of the board, with the direction of the boarding and with the total number of directions boarded. There is thus infinite scope for variety of finish, and hence arise bold grain, fine grain, hard grain, straight grain, cross grain, long grain, etc. The operation requires considerable skill and experience. In the case of skins with little natural grain (such as sheepskin) embossing and printing machines impress the desired pattern.
In seasoning, a dressing is applied containing essentially albumins and emulsified fats, e.g. egg albumin and milk. Colouring matters are also often added to intensify or modify the shade. After seasoning the goods are usually "glazed" by a machine which rubs the seasoned grain with considerable pressure, by a glass or hardwood tool, and so produces a high gloss, for which the seasoning is very largely a preparation. Light leathers are very lightly oiled with linseed or mineral oil. [Pg 98]
REFERENCES.
Procter, "Principles of Leather Manufacture," pp. 220, 394.
Bennett, "Manufacture of Leather," pp. 36-41, 55, 85-90, 92-112, 312, 332.
Wood, "Puering, Bating and Drenching of Skins."
Lamb, "Leather Dyeing and Finishing."
Goatskins are amongst the most valued raw material for the manufacture of light leather. The leather obtained from them is of the very finest quality in respect to durability and adaptability to the principal purposes in view. The texture of the fibres in goatskin is exceedingly compact and very strong, whilst the grain exhibits naturally a characteristic pattern which renders it most suitable for a grained finish. Hence for purposes like upholstery, bookbinding, slippers, it forms almost an ideal material. The tanning and finishing of goatskins into "morocco leather" may indeed be taken as a quite typical example of light leather manufacture.
The skins are obtained from all quarters of the globe where goats exist, and the excellent quality of the leather produced has created a demand which is greater than the supply. This is due not only to the demand for morocco leather, but also to the popularity of the goatskin chrome upper leathers such as "glacé kid" (see Part III., Section IV.). The large American trade in the latter has produced the saying that wherever there is a goat there is an American waiting for it to die! The European supply of skins is somewhat limited. They are obtained from the Balkans and Bavaria, in which case they are small, fine-grained and plump skins. The Swiss goatskins are larger, and have also a fine grain; they are well grown and well flayed. Scandinavian skins have a poor reputation, being very flat. The African supply is important; Abyssinian skins are exceedingly compact and tough, and are very suitable for "bold grain" finishes. The Cape skins are particularly large, strong and thick, but their quality is often impaired by the cure, the skins being flint-dry, and, like hides so cured, prone to unsoundness. Large quantities of [Pg 100] goatskins also come from the East. Many of these are imported in a tanned state (E.I. Goat). These skins are tanned with turwar bark, which contains a catechol tannin. They are also heavily oiled with sesame oil, and need degreasing. The tannage is also stripped as far as practicable, and the skins retanned with sumach before finishing. They make good morocco leathers for many purposes, but the primary catechol tannage renders them ineligible for finishing under the specifications of the Committee of the Society of Arts. The skins have a Persian or Indian origin. India also supplies a large number of raw dried goatskins which are small and of variable quality. These, however, are more extensively used for chrome uppers.
Goatskins are imported in either a salted or a dried condition. The great aim of soaking is to obtain the skins in a thoroughly soft condition. Hence the soaking is prolonged, and some mechanical treatment is desirable in addition to various steepings in water. To be certain of softness it is desirable to avoid the use of alkalies in the soak waters, for although they cause hydration of the fibres by imbibition, they also have a plumping effect which is not wanted at this stage. Salted goatskins are first immersed in water and left until the following day. This dissolves the salt. They are then stretched and given a fresh soak liquor of water only to soften further, clean, and remove the rest of the salt. This second water lasts only a few hours, and the goods are then drummed well in running water. This not only cleans quickly, but has an excellent softening effect. They are again returned to a soak liquor, then softened mechanically by working them over a beam. This treatment must be repeated, drumming again if necessary, until the skins are perfectly relaxed and thoroughly softened. If the treatment be very prolonged it becomes advisable to use antiseptics in the soak waters after the first drumming. Solubilized (or emulsified) cresols of the "Jeyes fluid" type are the most suitable antiseptics, but too much must not be used or the sterilization affects the liming, in which bacterial action is needed. Flint-dry skins are [Pg 101] left longer in the first soak, which should be of water only. They are then given a fresh soak liquor containing 0.2 per cent. of sodium sulphide. Sometimes a 1.0 per cent. solution of borax is used instead; it softens excellently, is antiseptic, and avoids the plumping effect, but is rather expensive. The goods are next drummed well, and resoaked and worked as for salted skins. In either case the soaking takes about a week.
The liming of goatskins presents some points of contrast with the methods used for other skins. These differences are due to the exceedingly tight and compact nature of the skin fibres. This compactness of texture makes it quite necessary to dissolve the interfibrillar substance to a greater extent than usual, and also to plump the fibres and split them into the constituent fibrils. These effects are essential to obtain a rapid and complete tannage and a soft leather. Too much bacterial action should be avoided, however, or the brightness and soundness of the grain may be impaired, which would be a fatal defect in such a leather. Hence the liming is long rather than mellow, and sharp limes rather similar to those required for sole leather are often used. Another result of the tight texture of goatskin is that depilation is not easily effected. This feature is rather intensified by the deepness of the hair-root. Hence it is usual to employ sulphides to assist the depilation. In one method two rounds of five pits are used. The skins are given about two days in each pit, so that the liming lasts approximately three weeks. In the first round, which consists of rather mellow limes, arsenic sulphide is used to assist depilation. Up to 6 per cent. on the weight of lime is added during slaking. This is a comparatively large amount of arsenic sulphide, and the depilation is considerably hastened; the skins indeed are unhaired after passing through this round, i.e. after about 10 days' liming. In the next round the object is plumping, and caustic soda (or carbonate) is added to the lime liquors in quantities comparable to those suggested for sole leather (Part I., Section V., pp. 55, 56). In [Pg 102] this round the goods stay also for about 10 days. An alternative to the above process is to hasten the earlier part of the liming by employing sodium sulphide instead of realgar. More sulphydrate may be obtained in solution in this way, and the unhairing may be in about half the time. The sulphide of soda also commences the plumping action which follows in the next round, but this alternative has the disadvantage that the skins are unhaired whilst the pelt is swollen with sulphide, which renders the grain both harsh and tender and consequently more liable to damage by the unhairer's knife.
Deliming is by puering and drenching, and is often associated with a further mechanical working of the goods. The skins are inserted into a puer liquor at 85° F. and thoroughly pulled down. The caustic alkalies should be completely neutralized. A slight cut into a thick part at the butt end should develop no pink colour with phenolphthalein. The skins should be thoroughly relaxed, and the swelling so much eliminated that they are quite soft, weak and "fallen." The resilience and elasticity of the plumped skins should have quite disappeared, and the impressions of hand or thumb should be readily retained by the pelt. The grain should appear white and possess a soft and silky feel. In this condition they are again worked over the beam to soften further if possible. They are then rinsed and again worked over the beam. Drenching follows with 10 per cent. of bran on the pelt weight, the operation commencing at 85° to 95° F., and lasting till next morning. The skins are next scudded thoroughly to remove all dirt, but carefully so as not to damage the grain.
In tanning, sumach and oak bark are the staple materials. Sumach gives a much lighter colour, and hence it is used alone for goods that are to be dyed the lighter shades, but oak bark is a "faster" tannage and more preferable for dyeing in those cases where blacks and very dark shades are wanted. For ordinary purposes a blend is usually employed. A feature of oak bark, also, is that it tends to make a firmer leather, so that the proportion used must be adjusted with this fact in mind as well as [Pg 103] the question of colour. For firmer moroccos the skins may pass through a handler round of oak-bark liquors (10°-20°) in which a certain amount of sumach is added to the liquors. The sumach is leached and assists both in tanning and bleaching as the liquor works through the round. The old liquor is run to a paddle, and the tannage is commenced by paddling the drenched skins in this liquor. It is advantageous both for the tannage and for the efficient "spending" of the sumach if this liquor be slightly warmed. In the early pit liquors the goods are very frequently handled. There is, however, the usual tendency of the times to save labour in this direction, and hence it is common to have several paddles with liquors of gradually increasing strength, followed by a shorter round of handlers in which the handling is more infrequent. Instead of paddles latticed drums may be inserted into pits containing liquors. These, however, are not quite so convenient. In some tanneries, especially where sumach only is employed, the tannage is in paddles throughout. A new liquor is made up with fresh sumach and is used repeatedly until exhausted. A three-paddle system sometimes obtains, in which case the operation closely resembles the three-pit system of liming (Part I., Section II., p. 19), and the skins pass through an "old" liquor, a "medium" liquor and a "fresh" liquor. The goods need not be paddled the whole day through, and indeed in the later stages this is undesirable. The packs remain several days in each liquor and take up to 14 days to tan. Two to three bags of sumach are needed for about 20 dozen goatskins. This method of tanning is efficient and convenient for bold-grain finishes, on account of the constant tumbling and bending of the skins which tends to work up a grain. For very soft leathers and fine-grain finishes, however, the "bag-tannage" or "bottle tannage" is favoured. In this method the pelt is stitched up by machine to form a bag, grain outwards, leaving a "neck" in the hind shank. The bag is nearly filled with a fairly strong infusion of sumach, inflated with air and tied up at the neck. The bags are then placed into a vat of warm [Pg 104] sumach liquor, in which they just float. The bags are pushed down and the liquor stirred up, so that the goods are in constant motion. After a few hours they are piled on a rack, and the tan liquor of the interior is caused to diffuse through the skins by the pressure due to the weight of the pile. The bags are refilled with fresh and stronger sumach liquor and the process is repeated. The skins are thus lightly but effectively tanned in about 24 hours, and the leather has very fine grain and soft feel. However tanned the skins are dried out after tanning, and sorted in the "crust" according to size and colour. The larger skins are preferred for upholstery and the smaller for fancy goods and bookbinding.
To illustrate the course of finishing operations, the case of hard-grain morocco for bookbinding may be given as typical. The goods are wet back with warm water and drummed for 1-2 hours in warm sumac to prepare for dyeing. They are then struck out by machine, sammed and shaved. Dyeing follows, with acid colours, in a drum. The goods are run first in a little water and the dyestuff added very gradually through a hollow axle. The acid required (preferably formic) is added later to develop the full shade. Warm solutions are used, and the dye bath is practically exhausted. The goods are next placed in cold water to wash off superfluous liquor and free the skins from acid. They are then horsed to drain, struck out and hung up to samm. They are seasoned with milk and water and piled to temper. They are "tooth rolled" in the glazing machine two ways: right-hand shank to left fore shank and vice versâ, and piled again. After wetting back again they are "wet grained" by hand with a cork board in four directions: belly to belly, shank to shank, and across as before, and finally from neck to butt. They are immediately hung up in a warm shed to dry, and to fix the grain. They are then softened by "breaking down" with a rubber board, top seasoned, piled to temper and dry, brushed lightly, piled again, brushed more heavily, and dried out. They are finally softened by graining in three [Pg 105] directions: shank to shank and across, and neck to butt. They are then brushed again. If these skins are wanted for upholstery they are shaved after dyeing, and nailed on boards to samm. They are also dried out in a cooler shed or "stove," to ensure softness.
REFERENCE.
Bennett, "Manufacture of Leather," pp. 39, 55, 89, 111, 204, 344, 396.
A special class of morocco leather is manufactured from the skins of seals. This should not be confused with the "sealskin" of popular parlance, which is manufactured from the skin of a different animal. All the fin-footed mammals (Pinnipedia), except the walrus, are termed seals, but they are divided into two families. The Otariidæ are known by their possession of small but distinct external ears: into this class fall the fur-seals whose skin is dressed with the fur on, for women's jackets, muffs and caps. The Phocidæ are that family without external ears: the skins of many species (Phoce Greenlandica, Phoco barbata, etc.) of this family are unhaired and given a vegetable tannage, thus forming the raw material of sealskin morocco leather. It is with the latter that this section will deal.
As the seal is a marine animal and is partial to the colder seas, its skin is very oily. The skins are imported in a salted condition from both the Arctic and Antarctic regions. North Europe, North America and Newfoundland supply many skins, and the southern material is supplied chiefly through the Cape. Sealskin shares with goatskin the properties of compact texture, strength of fibre, and great durability, all of which fit it for the manufacture of moroccos for upholstery, bookbinding, etc. It is, however, readily distinguishable from goatskin by its characteristic grain pattern.
In soaking sealskins the object is not only to soften thoroughly, but also to effect the recovery of as much seal oil as possible before the liming commences. This is desired because the oil is in itself a valuable bye-product, and because its removal is essential to a satisfactory liming and tannage. The removal of the oil is materially assisted by raising its temperature, so that the soaking of sealskins [Pg 107] is often done with warm water (85°-88° F.), after which treatment they are laid over the beam and scraped with a blunt knife on both flesh and grain. The oil flows away into a special receptacle. This treatment is repeated until the bulk of loose oil is removed. The process is known as "blubbering" or "brushing over." After some soaking the skins are drummed to ensure softness. The skins are then fleshed. More oil may be obtained from the fleshings.
By fleshing before liming a more regular action of the lime is obtained. This is necessary to "kill" the grease still remaining in the skin. A long and mellow liming is given for the same reason. Fully three weeks are given, and old limes are much preferred, partly to obtain the maximum lipolytic action and partly to avoid the intense ribbing of the pelt which new limes so easily impart to the older animals. These ribs are very difficult to eliminate in the subsequent work. Some factories find it necessary to finish up in new limes, however, in order to plump and split the compact fibre bundles into their component fibrils. The plumped pelt is also easier to split green. No sulphides are usually employed. Sweating (see Section IV., p. 113) is sometimes used for depilation, and in this case the ribbing of the pelt does not take place.
The puering is unusually thorough with sealskins. This is to obtain the maximum softness and take full advantage of the lipolytic action. The puer liquor is fully 95° F., and the skins are paddled for about three hours, or until fully pulled down and completely delimed. Scudding follows, now usually by machine. The skins are then well drenched. The action is intensified by the use of peameal in addition to the bran. About 10 per cent. of the mixture on the weight of pelt is used. It is customary, however, to drench at a lower temperature (68°-70°) than in the case of goatskins (Section II., p. 102), but the goods are left in the drench overnight only, as is usual in drenching. It is quite possible that drenches worked differently may have also a somewhat different fermentation and be due to other organisms than the symbiotic [Pg 108] bacteria discovered by Wood. It is equally possible that the acids produced are also different, in relative proportion, if not in nature, and that consequently there is a real difference in the practical effect. In the Author's opinion, the great probability is that in the drench are several fermentations, and that if the action be reduced by lowering the temperature, but intensified by adding peameal to the bran, some of these fermentations are encouraged at the expense of others.
The tannage of sealskins depends upon the size of the skins, the purpose for which they are intended, and whether they have been split or not in the limed state. The largest and coarsest skins intended for boot uppers, and those which have been heavily scratched on the grain and are only suitable for enamels, are given a tannage which may last about 5 weeks. The liquors are made from oak bark and mimosa bark, and are made up to 35° with gambier and possibly myrabolans extract. For fancy work also heavy skins are used, but a softer tannage is needed. If for blacks the tannage is with gambier and chestnut extract. Two sets of handlers are given (10°-15° and 15°-20°), using only gambier in the green sets. They are well sumached after tanning to bleach and to mordant. If for colours, only sumach and oak bark are employed. The skins are first paddled for 3-4 days in sumach liquors, in which they are coloured through. The liquors may be warmed; this quickens the tannage and also leaches the sumach. The skins are then split, and the grains pass through a handler set with liquors made from oak bark (8°-24°). The skins are in this set for 3 weeks, in the first half of which they are very frequently handled. They are finished off by paddling for 1 or 2 days in a fresh liquor containing much sumach, which mordants the skins and bleaches the bark tannage. The flesh splits are given a drum tannage in chestnut and quebracho extracts. If small skins are being tanned for bookbinding purposes, sumach only is employed, and usually the tannage is entirely in paddles.
In finishing many types of grain may be obtained, in blacks and in [Pg 109] colours. The finishing of "black levant" may, however, be selected as a typical case. The skins are soaked back, tempered, and either split or shaved, according to their substance and the size of grain wanted. The thin skins of course give the fine grains. Mixed tannages need scouring and possibly sumaching. The skins are then oiled up with linseed oil, sammed, set out and blacked. In this last operation the grain is brushed over with a solution of logwood and ammonia, and afterwards with the iron mordant which often contains glue. They are next hung up for a while and then "wet grained" in four directions—belly to belly, shank to shank, across, and neck to butt. After hanging up in a hot stove to set the grain, they are cooled, fluffed on the flesh, and seasoned on the grain with a solution of milk and blood. A little black dyestuff may be added to the season. The season is well brushed in, the skins dried somewhat, and then glazed. They are then grained four ways again as above, dried out in the stove, and lightly oiled with warm linseed oil on the grain.
REFERENCE.
Bennett, "Manufacture of Leather," 40, 56, 90, 112, 206, 251, 312, 346, 383.
The most numerous class of skins for light leathers is from the common sheep. These skins have particular value inasmuch as they include the wool as well as the pelt. This wool, which is actually the most valuable part of the sheep's skin, is the raw material of our woollen industries, and is one of the most important of animal proteids. We have, therefore, in this section to consider this dual value of sheepskins, the proteid of the epidermis (wool), and the proteid of the dermis (pelt); one the raw material of the woollen industry, the other the principal raw material of the light leather trade. The first problem is to separate the two proteids. With other skins and hides the ordinary liming processes were sufficient and appropriate, but in the case of sheepskins the method is unsuitable, because the exposure of the wool to the action of caustic lime and possibly other alkalies would seriously impair its quality and reduce its commercial value. Hence this separation of wool from pelt is usually quite a separate business, viz. that of the "fellmonger," whose occupation it is to collect the sheepskins from butchers and farmers, to separate the two important constituent proteids, and to hand the wool in one direction to the "wool stapler," who sorts it according to quality, and to hand the pelt in another direction to the light leather tanner, who tans and finishes the pelt to fit it for light upper work, fancy goods, etc.
In the first instance, therefore, we have to consider the work of the fellmonger, the separation of wool and pelt. In this work the wool receives first consideration, and the raw material of the fellmonger is usually classified accordingly into "long wools," "short wools," and "mountain breeds." The skins vary very largely in quality of wool and in quality of pelt, being influenced very strongly by the conditions under [Pg 111] which the sheep lived, and by the precise breed of animal from which the skin has been taken. As in the case of hides (Part I., Section I., p. 8), animals exposed to extremes of weather develop the best pelts, whereas those sheep which have been carefully bred and reared for the sake of their wool yield a thin and poor class of pelt. In Britain, and more especially in England, are reared the finest and most valuable sheep. This is evident from the prices paid for them by foreigners and colonial breeders when seeking new blood for their flocks and fresh stock for their lands. As much as 1000 guineas have been paid by an Argentine firm for a single Lincoln ram.
Long wools are obtained from some of the best and most extensively bred animals. The "Cotswolds" are the largest, and probably the original breed of England are still found on the Cotswold Hills. They have long wool, white fleeces, white faces, and white legs, and have no horns. The wool is fine, but the pelts are particularly greasy, especially along the back. A later breed originating in the Midlands was called the "Leicester" long wool. This breed gives a great cut of wool and much coarse mutton. It is very extensively distributed in the North of England and has been much crossed, so that many sub-breeds are now well known, e.g. the "Border Leicester"—the general utility sheep of Scotland—and the "Yorkshire Leicester" or "Mashams," much bred in Wensleydale. "Lincolns" are another long wool found only on the Lincolnshire Wolds. They also have white faces and shanks and yield a large pelt with fine grain. They give a big crop of wool. "Devons" are a smaller breed common in Somerset, Devon and Cornwall. They yield a fairly long wool of great strength, but not quite white. Romney Marsh sheep ("Kents") are also long wools. They have white legs, white faces, a tuft of wool on the head, and no horns. The pelt is large and good. "Roscommons" are an Irish cross-breed with much Leicester blood. They yield a long wool and a spready pelt.
Short wools are typified by the "Down" sheep. These sheep are [Pg 112] extensively bred on the chalk lands which comprise a very large percentage of the southern counties of England. The "South Downs" are the best and most important, the breed being the general utility sheep of England. They are small but well-shaped animals with grey faces, no horns and fine close wool. The pelt is only fair, but the mutton is excellent and provides the meat sold in our best shops. This breed has largely stocked New Zealand. The "South Down" is a somewhat delicate animal, and has therefore been largely crossed with Cotswolds and other breeds. Many well-known cross-breeds are found in the eastern and southern counties. The "Suffolks," for example, are found in the eastern counties. They have black heads, faces and legs. "Oxfords" and "Hampshires" are similar, but larger. "Shropshires" are another hardy cross-breed, which yield a heavier fleece. All the cross-breeds are larger than the South Down and yield bigger pelts.
Mountain breeds yield wool of varying quality but give the best pelts. The "Cheviots"—much favoured by the Scotch farmers—have a wool of medium length but with much hair in it. They have white faces and legs and no horns, and yield excellent pelts. The "Black-faced Mountain Sheep" have longer wool but coarse, and yield good pelts. They are kept in the hilly parts of North England and in the Scottish Highlands. "Lonks" yield a large and good pelt, but very coarse wool. The mutton is good. They are a very large breed with much curved horns and black faces. There are also some small breeds, "soft wools," "Shetlands," and "Welsh Mountain Sheep." The wool of the last two is poor, but the Welsh pelts are valued for their fine grain. There are large numbers of sheepskins also imported, from South and Central America, and from Australia, New Zealand and the Cape. The colonies, however, have often done their own fellmongering, and we have imported pickled pelts. They now tan the skins also, and many tanned sheepskins are now imported. There are also many Indian skins imported after tannage with turwash bark (cp. E.I. Goat, Section II., p. 100).
[Pg 113] The depilation is brought about by "sweating" (or "staling") and by "painting." The immediate object of both these types of method is to avoid using any thing which will affect the wool. The sweating process is the most ancient method of unhairing and is used in America for hides as well as sheepskins. It consists of a more or less regulated putrefaction. The loosening of hair or wool has long been accepted as evidence that putrefaction had commenced in a hide or skin, and it is the aim of the sweating process to stop the action at that stage, before any damage has been done to the pelt. This aim is achieved rather imperfectly by suspending the goods in closed chambers and regulating the temperature and humidity by means of steam and water. Such chambers are known as "sweat pits" or "tainting stoves". In the case of sheepskins the "warm-sweat" system is generally used, and the operation is carried out at 75°-80° F. A satisfactory yield of wool is obtained in good condition, but the pelt is very liable to suffer bacterial damage and show "weak grain." The skins are first cleaned by a few "soaks" in clean fresh water, with intermediate help from a "burring machine" which presents a rapidly revolving set of spiral blades to the wool, and in the presence of a good stream of water quickly removes all dirt from the wool. The skins then enter the tainting stove, and the operation is commenced by a slight injection of live steam. In summer, about a week is sufficient to loosen the hair, but in winter up to two weeks may be necessary. Little control of the process is possible, and all that can be done is to watch the goods carefully near the end of the operation. In one variety of this method of unwoolling the skins are painted on the flesh side with a creamy mixture of lime and water and piled for a day or two until the pelt is distinctly plumped. They are then washed with fresh water to remove the excess of lime, drained, and then enter the tainting stove. By this method the pelts are obtained in better condition and are less liable to damage by local excess of putrefaction. In unwoolling the skins are placed over a beam and the true wool is pulled out by hand. The wool is graded as it is pulled and different [Pg 114] qualities kept separate: ewe wool, lamb wool, hog wool, etc. The hair is next removed from face and shanks by means of a blunt "rubbing knife," and the pelt then immersed in water.
In the other method of depilation, by painting, advantage is taken of the loose texture of the sheepskin fibre and of the fact that the wool root is nearly halfway through the skin. The flesh side of the clean skin is painted with a creamy mixture of lime in a strong solution of sodium sulphide (14°-24° Beaumé). Care is taken to keep the depilatant off the wool. The skins are folded flesh to flesh and left for a few hours or until next day before unwoolling, according to the strength of the sulphide solution. The depilatory action is entirely chemical, being due to the solvent action of the sulphide on the hair root. The lime is sometimes omitted. After pulling, the skins are opened up and washed in fresh water.
The various classes of wool are sold to the wool-stapler and so to the woollen industry. As this is a mechanical rather than chemical industry, its discussion is beyond the scope of this volume. However unwoolled, the pelt still needs further treatment by the fellmonger. It needs liming and unhairing. This is done in the ordinary way in pits of milk of lime, through which the goods pass from old to new limes in the course of about a week. This plumps the fibres, separates the fibrils and kills the grease. Paddles are used also to save handling. Shearlings are sometimes limed 9-14 days and unwoolled without sweating or painting. After liming the skins are unhaired and fleshed, and placed in clean strong limes until sold to the tanner.
Sheepskin pelts are sometimes preserved by pickling. This consists in placing them first in a solution of sulphuric acid (about ¾ per cent.) together with some common salt. The pelts swell up and imbibe the acid solution. They are then placed in saturated brine, which causes a very complete repression of the swelling, the pelts being apparently leathered. In this condition or partly dried out they may be kept for [Pg 115] years. The forces at work in this phenomenon are somewhat complex (see Part V., Section I., p. 200). The skins may be depickled by paddling in a 10 per cent. salt solution to which weak alkalies such as borax, whitening, carbonate and bicarbonate of soda, etc., have been added.
The leather manufacturer classifies sheepskins according to the size of the pelts. The large skins are tanned for light upper leathers and similar work. These are called "basils." Many large skins are also split green into "skivers" which after vegetable tannage are finished for fancy goods, bookbinding, etc. The fleshes are often oil-tanned for chamois leather (Part IV., Section III., p. 181). Medium-sized skins such as are obtained from the Down sheep are tanned for "roans," and finished as a kind of morocco leather. Small skins are mostly "tawed" (Part IV., Section I., p. 174) for glove leathers, but some are made into roller leather by vegetable tannage.
Basils, which represent the heaviest sheepskin work, are tanned and finished in the following manner. The limed pelts are first bated lightly at about 80° F. for two days, scudded and drenched. They are sometimes puered, but more often merely delimed with organic acids. In this last case they are first paddled in warm water to remove excess of lime, and a mixture of organic acids is very slowly added at definite intervals. When nearly free from caustic alkali the skins are removed and drenched overnight. There are two types of tannage. The West of England tannage is similar to those noted for sealskins when oak bark and sumach are employed (Section III., p. 108). There is also the tendency to paddle more and handle less, and to use the stronger tanning materials such as myrabs, gambier and other extracts. After about 12 hours' tannage in paddles they are coloured through, and are then degreased by hydraulic pressure. The skins are piled in the press with layers of sawdust or bran between them, and the pressure applied very slowly. Much grease runs out, for the natural sheepskin contains up to 15 per cent. of oil and fat. Degreasing may be postponed till tannage is [Pg 116] complete, and the grease can then be extracted by solvents (benzene, acetone, etc.). Degreasing after part tannage is usually considered preferable, and the skins may be tanned out in pit or paddle in about a week. The Scotch tannage is with larch bark from Pinus larix, which contains up to 13 per cent. of a rather mellow catechol tan. This material has also some sugars and yields sour and plumping liquors. The basils are paddled in weak liquors (8°-11°) for about 2 days, and when struck through are degreased by hydraulic pressure. They are then soaked back and tanned out in stronger liquors (11°-20°), which takes up to one week. They are then dried out and sorted in the crust. The finishing depends of course upon the purpose in view. If for linings they are soaked, shaved, sumached, struck out well, nailed on boards and dried right out. They are next stained with a solution of starch, milk and red dyestuff. After drying they are glazed by machine and softened with a hand board. For fancy slippers the crust skins are starched and stained directly, then "staked" (see Part III., Section II., p. 155), fluffed, seasoned and glazed. If intended for leggings and gaiters a flesh finish is given. The skins are soaked, stretched, shaved and sumached. They are then rinsed, drained, sammed and stained. A brown stain mixed with linseed jelly is usual. This is spread evenly over the flesh and glassed in. The skins are dried out, restained if necessary, and staked to raise a nap. Basils for gaiters are dyed in paddle and fluffed over the emery wheel.
Skivers are split in the limed state and sometimes immediately degreased. They are next puered at 85° F. for about 3 hours in a paddle, and scudded. They are drenched at a low temperature (68°-70° F.), but often 2 or 3 days. They are again scudded and then rinsed and sent to tan. The skivers are tanned in a few days by sumach liquors working the goods up from mellow to fresh as usual. The liquors are warmed. Care must be taken that the goods do not tear. A great variety of finish is possible, but the "paste grain skiver" for fancy goods and the plain finish for hat leathers are sufficiently typical. For paste grains they [Pg 117] are soaked and "cleared" for dyeing by immersion in very weak sulphuric acid, excess of which is carefully washed out with water. Paddle-dyeing follows, and is preferred to drum dyeing as the skins are so liable to tear. After being struck out they are "pasted," by spreading on to the flesh a glue jelly, using first the hand, then a stiff brush and finally a cloth. The goods are then dried out. They are then seasoned, partly dried and printed cross grain. They are next grained two ways lightly; shank to shank, and across, lightly tooth-rolled and glazed. They are regrained two ways as before, dried out, and finally softened with a graining board. They are sometimes sized on the grain to fix the pattern and give a gloss. For hat leathers the skins are first soaked, sumached and struck out. If for white or cream finishes they are now lead-bleached. This consists of pigment dyeing with lead sulphate. They are immersed alternately in lead acetate and in sulphuric acid solutions until precipitation is sufficient. They are then dyed to shade. If for browns it is common to mordant with titanium and use basic dyestuffs, paddling afterwards in sumach to fix the dye. After dyeing the goods are struck out again, starched, and dried out on boards. They are again starched and rolled to give the plain finish.
Roans are not split. They are degreased, puered, scudded and drenched overnight at 95° F. They are tanned with sumach usually in pits, and take rather longer than usual to tan. They are finished in much the same style as goatskins for morocco leather, but as the sheepskin has little natural grain it needs embossing or printing according to the type required. If for "hard grains," the skins are soaked, sumached, seasoned, dried, glazed and damped back for printing. This is done by the "hard grain" roller, and the goods are dried out to fix the pattern. They are damped back, sammed, and grained in four directions (cp. Section II., p. 104), dried out and boarded to soften. If for straight grains they are printed with a straight-grain roller, or grained neck to butt. After tooth rolling they are boarded, dried and glazed. They are [Pg 118] softened down and "aired off" in a cool store.
Roller leather is a special class of sheepskin leather which is used to cover the rollers used in cotton spinning. The essential requirements are that a smooth plain finish should be given, and the leather must not stretch or be greasy. For this purpose small sheepskins with a fine small grain are chosen, such as those obtained from the Welsh mountain sheep. The pelts are machine fleshed, short haired and often puered, but the deliming is also brought about by organic acids also. The pelts are drenched in pits fitted with paddles, which are used to stir up the infusion occasionally. A thorough scudding is given. For the smooth-grain finish it is necessary to tan in weak liquors, and to give plenty of time so as to ensure complete penetration. An oak-bark tannage is preferred, but a little extract is usual to assist. The goods are coloured through in paddle, like basils, and are then degreased by hydraulic pressure. This should be as complete as possible, and a little heat is used to assist the escape of grease. The pressed skins, moreover, must be quite freed from creases, and this is attained first by paddling in warm water to remove sawdust, and then by drumming in fairly hot water, in which they are left overnight. The skins are tanned out in suspenders, taking about 3 weeks. The crust skins need careful sorting, and are soaked and hand shaved. They are sumached in drum, rinsed, struck out, sammed and set. The striking and setting should be thorough, in order to get rid of stretch. They are next "filled" by coating with linseed jelly or similar material, and dried out on boards in a thoroughly stretched condition. They are then trimmed, seasoned and rolled with a steel roller. They are then staked or perched, fluffed, re-seasoned, dried and glazed. They are carefully short-haired, glazed again and finally ironed.
E.I. sheepskins are imported in a tanned condition. These are soaked back and the turwar bark tannage "stripped" as far as possible by drumming with soda for 20-30 minutes at 95° F.; after washing they are [Pg 119] "soured" in weak (½ per cent.) sulphuric acid solution, and retanned with sumach paste for an hour, drumming at 100° F. They may then be finished for basils, moroccos or roller leather as described above, but are often finished as imitation glacé kid. In this case they are drum dyed, lightly fat liquored (see Part III., Section IV., p. 163), struck out and dried. They are staked by machine, fluffed, seasoned and glazed. They may be re-staked and reglazed if desired.
REFERENCES.
A. Seymour Jones, "The Sheep and its Skin."
Bennett, "Manufacture of Leather," pp. 30, 85, 107, 208, 349-354, 385.
Calfskins are the raw material for many classes of leather. The term itself is rather broad. A calfskin may be obtained from a very young animal and weigh only a very few pounds, or it may be anything just short of a kip. Goat, seal, and sheep skins are obtained from adult animals, but calfskins from the young of a large animal. Thus there are many grades of quality, according to age, and the material must be chosen with regard to the purpose in view. Some of these purposes have already been discussed. Heavy calf is treated much like kip as a curried leather for upper work. Even lighter skins are given the "waxed calf" and "satin calf" finishes, and make upper leather of excellent quality. To produce such leathers the treatment is much the same as described in Part I., Section VIII., p. 76. Calfskins were also used for very light upper work, in which they were not so heavily greased in finishing, but rather dyed and finished as a light leather. In this direction, however, the vegetable tannage has been almost completely superseded by the mineral tannages, first by "calf kid," an alumed leather (Part IV., Section I., pp. 174-177), and afterwards by the now popular chrome tannage of "box calf," "willow calf," "glacé calf," "dull calf," etc. (Part III., Section III., p. 156). In this section, therefore, we have only to consider calfskins as used to make a vegetable-tanned light leather, such as may be employed in bookbinding and in the manufacture of fancy goods. For these purposes the skins receive a mellow liming of 2½-3 weeks. No sulphide need be employed, as the goods are soon fit to unhair. In such a mellow liming it is important that the bacterial activity is not too prominent, and hence it becomes advantageous to work the liming systematically in the form of a round of pits. To avoid [Pg 121] over-plumping in the newest limes some old liquor is used in making up a new pit, and its bacterial activity is reduced by adding it to the new caustic lime whilst slaking. Thus for a pack of 200-250 skins, 14-16 stone of lime may be slaked with about 30 gallons of old lime, and the pit filled up with water. If it be necessary to shorten the process and to use sulphide, this should be added only to the tail liquors of the round, and with it should be added, if possible, some calcium chloride to reduce the harshness of the soda. The skins should be puered thoroughly to obtain the necessary softness, bate-shaved if desirable, and drenched with 8 per cent. of bran overnight.
In tanning for fancy work and for dark colours, the goods are coloured off and evenly struck through with sumach liquors, and then tanned further with liquors made from oak bark, myrabolans or chestnut extract. The methods are very closely similar to those used for goatskins and sealskins (Part II., Sections II. and III.), and need not be described in further detail. The tannage is finished off in sumach. For bookbinding work, however, a pure sumach tannage is given, using liquor slightly warm (70° F.). Paddle tannages are common, but for bookbinding the bag or bottle tannage is often preferred. The skins are sewn together in pairs, grain outwards, and nearly filled with warm sumach infusion, just as described for goatskins. They are then handled in old sumach liquors for about 3 days, and piled to drain and press. At this stage the bag is cut open, the goods worked on the flesh, and the tannage is completed with separated skins in newer sumach liquors, handling at least once a day for 4-5 days, as necessary.
In finishing there is the usual variety, but a plain ungrained finish is most typical, as the smooth and fine grain of the young animal lends itself to this type of finish better than the skins of goat and seal, and gives a better quality leather than those from the sheep. The crust skins are wet back with water at about 110° F., and, if necessary, sammed and shaved. Sumaching follows, the operation being carried out in a drum for 1-2 hours. The skins are then well struck out. Striking and [Pg 122] setting should always be thorough for a plain finish, and this case forms no exception. Dyeing follows next, the paddle being often preferred to the drum, which is liable to work up a grain. The dyed skins are placed in cold water for a while and again well struck out. They are often nailed on boards to samm, and are then set out, lightly oiled with linseed oil and dried out in a cool shed. Seasoning follows, with milk and water only. The operation may be done with either brush or sponge, after which the goods are piled grain to grain and flesh to flesh to regulate. They may be next perched to soften and fluffed if desired. After top seasoning with milk, water and albumin the skins are hung up for a while, piled to regulate and brushed, first lightly and then more vigorously. They may be then oiled very lightly and dried out in a cool stove to ensure a soft leather.
REFERENCE.
Bennett, "Manufacture of Leather," pp. 55, 84, 105, 201, 207, 303.
The leathers which receive a japanned or enamelled finish are usually vegetable tannages, and so may be discussed at this stage. They are popularly known as "patent" leather, but for no obvious reason. The chief object is to obtain a leather with an exceedingly bright and permanent gloss or polish, and this is attained by coating the leather several times with suitable varnishes. The great difficulties are to prevent the varnish cracking when the leather is bent or in use, and to prevent it peeling off from the leather. Almost all classes of vegetable tannage are japanned and enamelled. Hides are split and enamelled for carriage, motor car and upholstery leathers, and enamelled calf, seal and sheep skins are used for boot uppers, toe caps, dress shoes, slippers, ladies' and children's belts, hat leathers, and so on. Broadly speaking, a japanned leather is a smooth finish and is usually black, whilst an enamelled leather is a grain finish with a grain pattern worked up, and more often in colours. Hence japanned leathers are often made from flesh splits or leathers with a damaged grain. It is in any case advantageous to buff the grain lightly, for this permits the varnishes to sink rather deeper and get a firmer grip, and avoids the too sudden transition from phase to phase which is one cause of stripping or peeling. Many flesh splits, however, are printed or embossed to give an artificial grain and are then enamelled, which tends to fix the embossed pattern.
Almost any method of preparing dressing hides for upper or bag work will yield a suitable leather for enamelling and japanning (see Part I., [Pg 124] Section VIII., p. 76; and Section IX., p. 86). If anything the liming should be somewhat longer and mellower in order to eliminate grease, as the natural grease of the hide causes the stripping of some varnishes. In finishing it is important to obtain even substance, or the varnish is liable to crack. Hides are soaked and sammed in, and often split. Sometimes they are split twice, giving grain, middle and flesh, the two former being enamelled and the last japanned. Other goods are shaved very smooth. The goods should be next thoroughly scoured and stoned to get as much "stretch" as possible removed. They are often sumached, washed in warm water, slicked out again and sammed. They are then lightly buffed on the grain, and after oiling lightly are thoroughly set out and dried. Embossing or printing for enamels is done before the goods are quite dry. Considerable difference of opinion obtains as to the best oil to use in the above oiling. Linseed oil is widely preferred as being most likely to agree with varnishes made from linseed oil. Some manufacturers of japans do not dislike the use of mineral oil, but strongly object to cod oil, tallow or other stuffing greases as tending to cause the varnish to strip or peel. Other manufacturers, on the other hand, will not have leather with mineral oil in it, and indicate that nothing but cod oil should be used. In all probability these various preferences are determined by the nature of the varnish, which differs widely in various parts of the globe.
In this country the varnishes are made largely from linseed oil by boiling it with "driers." This oil contains much triglyceride of an unsaturated relative of stearic acid. The double bonds are very susceptible to oxidation with the production of resinous bodies of unknown constitution. This phenomenon is known as "drying the oil," and has been extensively used in the manufacture of linoleums. The driers are either oxidizing agents or oxygen carriers, such as litharge, Prussian blue, raw umber, manganese dioxide, manganese borate, and "resinate." Prussian blue is most preferred for British japans, as it always materially assists the attainment of the desired black colour. [Pg 125] The exact details of the boiling, and the manufacture of the varnishes is still largely the trade secret of the master japanners, and differs indeed for the various stages of japanning. The varnish for the earlier coats is boiled longer, and the drying carried further, than in the case of the later coats. This is partly to obtain a product of such stiffness that it will not penetrate the leather. The driers and the pigments should be finely powdered and thoroughly mixed in. The boiling takes several days when at a low temperature, but if done in 24 hours the temperature may be up to 570° F. In the later coats driers are often not used, and the product is often mixed with copal varnish, pyroxylin varnish, etc., which greatly help in obtaining smoothness and gloss. Turpentine, petroleum spirit and other solvents are also used to thin the varnishes. Before boiling, the oil is often purified by a preliminary heating with nitric acid, rose spirit and other oxidizing agents, which precipitate impurities and thereby assist in obtaining a bright gloss.
Before the application of the varnishes, the leather is first dried thoroughly in a stretched condition. This is accomplished by nailing down on boards which fit like movable shelves into a "stove," a closed chamber heated by steam pipes. The temperature of the stove varies widely in different factories, from 140°-200° F., according to the nature of the varnishes. The first coat of warm and rather stiff japan is laid over the hot leather in a warm room, being spread over first by hand, then by a serrated slicker, and then again smoothed by hand. The goods are then put into the stove for several hours to dry. When dry the surface is pumiced and brushed and a second coat applied in a similar manner, but with increased care. This is repeated with finer japans until the desired result is obtained. Brushes are used to apply the later coats. Up to seven coats may be applied for the production of a smooth japan—three coats of ground japan, two coats of thinner japan, and two coats of finishing varnish.
[Pg 126] After the stoving is complete, the product is given a few days under ordinary atmospheric conditions to permit the reabsorption of moisture to the usual extent. Enamelled leathers are then grained to develop the pattern.
REFERENCE.
Bennett, "Manufacture of Leather," p. 380.
In these days the manufacture of chrome leather has attained a position hardly less in importance than that occupied by the ancient method of tanning by means of the vegetable tanning materials, and large quantities of hides and skins are now "chrome-tanned" after preparatory processes analogous to those described in connection with vegetable tannages (Part II., Section II.; and Part II., Section I.).
Chrome leathers are made by tanning pelts with the salts of chromium, and are typical of what are known as "mineral tannages," in which inorganic salts are the tanning agents. Tannage with alum and salt (see Part IV., Section I.) is one of the earliest mineral tannages, but is now of relatively minor importance. Chrome tanning was first investigated by Knapp (1858), who experimented with chromic chloride made "basic" by adding alkali, but his conclusions were unfavourable to the process. A patent was taken out later by Cavallin in which skins were to be tanned by treating with potassium dichromate and then with ferrous sulphate which reduced the former to chromic salts, being itself converted into ferric salt. The product, which was a combination of iron-chrome tannage, did not yield a satisfactory commercial leather. Another patent, taken out in 1879 by Heinzerling, specified the use of potassium dichromate and alum. This in effect was a combination chrome-alumina tannage. The alum had its own tanning action and the dichromate was reduced to chromic salts by the organic matter of the [Pg 128] skin itself and by the greases employed in dressing. The process, however, was not a commercial success. In 1881 patents were obtained by Eitner, an Austrian, whose process was a combination chrome and fat tannage. The chrome was employed as "basic chromium sulphate" made by adding common soda to a solution of chrome alum until a salt corresponding to the formula Cr(OH)SO4 was obtained. Such a solution is now known to be perfectly satisfactory, but at first it proved difficult to devise satisfactory finishing processes, and to supplement the chrome tannage with the fat tannage.
The first undoubted commercial success in chrome tanning was obtained by the process of Augustas Schultz, whose patent was the now widely known "two-bath process," in which the skins are treated successively with a chromic acid solution and with an acidified solution of "hypo" (sodium thiosulphate). The first bath was made up commercially of potassium dichromate and hydrochloric acid, so that, strictly speaking, it contained potassium chloride also. The second bath contained, in effect, sulphurous acid, which reduced the chromic acid in the skin fibres to the tanning chrome salts. Free sulphur is also formed in this bath and in the skin, and contributes to the characteristic product obtained by this process of tanning. Many minor deviations from the original process of Schultz have been introduced, but the main features have been unchanged, and this method of tanning is widely employed at the present time for both light and heavy chrome leather. In 1893 tanning by basic chromic salts was revived and the use of the basic chloride was patented by Martin Dennis, who offered such a tanning solution for sale. The validity of the patent has always been doubtful on account of the previous work of Knapp and others, but the process itself was commercially satisfactory, and the many variants of this and of the basic sulphate tannages are now generally known as the "one-bath process" in contradistinction to the variants of the Schultz process, [Pg 129] and are widely used for all classes of chrome leather. A one-bath process which deserves special mention was published in 1897 by Prof. H. R. Procter. In this the tanning liquor was made by reducing potassium dichromate in the presence of a limited amount of hydrochloric or sulphuric acid by adding glucose. Although a basic chrome salt is the chief tanning agent thus produced, there is little doubt that the organic oxidation products play an essential part in producing the fullness and mellowness of the leather thus tanned, but their nature and mode of action has not yet been fully made clear though lyotrope influence is probable.
More recently Balderston has suggested the suitability of sulphurous acid as reducing agent. A stream of sulphur dioxide gas is passed through a solution of sodium dichromate until reduction is complete. The resulting chrome liquor has been favourably reported upon by some chrome tanners. Bisulphite of soda has also often been used as the reducing agent. Other organic substances are also often used, instead of glucose, to reduce the dichromate.
Theory of Chrome Tannage.—As to the theory of chrome tanning there is still considerable difference of opinion and much room for experiment. Some leather chemists regard the tannage as differing essentially from the vegetable tannages. Mr. J. A. Wilson has even suggested that the proteid molecule is in time partly hydrolyzed with the formation of a chromic salt with the acid groups. The author, however, strongly favours the view that in chrome tanning changes take place which are closely analogous to those which occur in vegetable tannage, the differences being mainly of degree. Thus the hide gel is immersed into a lyophile sol—the chrome liquor—and there follows lyotrope influence, adsorption, gelation of the tanning sol, as well as diffusion into the gel, and finally also, probably, precipitation of the tanning sol at this interface (see pp. 41-47 and 200-219).
In chrome tannage the lyotrope influence is much more prominent than in vegetable tannage, but the effect is in the same sense, viz., to reduce [Pg 130] the imbibition of the hide gel. Thus the potassium sulphate in a chrome alum liquor has its own specific action of this kind and contributes to the leather formation. Unhydrolyzed chromium sulphate and the sodium sulphate formed in "making basic" act also in the same sense.
The tanning sol is probably chromium hydrate, formed by the hydrolysis of chromium sulphate: it is a lyophile or emulsoid sol and is in consequence very strongly adsorbed by the hide gel. This adsorption, involving a concentration of lyophile sol, is the first stage in gelation, which occupies a relatively more prominent place in chrome than in vegetable tannage. Some diffusion into the gel also occurs, and both the gelation and diffusion of the sol are affected by lyotrope influence, but to a greater extent than in the vegetable tannage. Thus far the analogy is almost complete.
There remains the question of the precipitation of the tanning colloid at the interface. This is a point which has not yet been thoroughly investigated, and which offers considerable difficulty to a clear understanding, but the matter may be probably summarized thus: the adsorbed chromium hydrate is precipitated at the interface of gel and sol to some extent, chiefly through the neutralization of its charge by the oppositely charged ions of the electrolytes present, but possibly also—in the last stages of manufacture by the mutual precipitation of oppositely charged gel and sol.
To illustrate the matter, the case of a basic chrome alum liquor will be considered. The chromium hydrate sol is primarily a positive sol, just like ferric and aluminium hydrate sols: i.e. in water they are somewhat exceptional in that they adsorb H+ rather than OH-. To cause precipitation therefore it is necessary to make the sol less positive and more negative. The positive charge of the sol, however, is greater than in water, because of the free acid formed in the hydrolysis, which results in the adsorption of more hydrions by the sol. Hence to ensure precipitation steps must be taken to reduce the adsorption of hydrions by the chromium hydrate sol. In practice such steps are taken, and to [Pg 131] such an extent that there can be little doubt that the chrome sol is not far from its isoelectric point. Amongst these "steps" are (1) making the liquor "basic," i.e. adding alkali to neutralize much of the free acid, which involves a considerable reduction in the stabilizing effect of the hydrions; (2) the adsorption of hydrions by the hide gel when first immersed in approximately neutral condition; (3) the operation of the "valency rule" that the predominant ionic effect in discharging is due to the multivalent anions. In this case the divalent SO4--ions assist materially in discharging the positive charge on the chrome sol; (4) the final process of neutralization in which still more alkali is added. The operation of the valency rule is the most complex of these factors, for there is also to be considered the stabilizing effect of the kations, especially of the trivalent kation Cr+++ from the unhydrolyzed chromium sulphate. It is quite possible also that in the last stages of chrome tanning there are "zones of non-precipitation" due to the total effect of multivalent ions, and it is quite conceivable that the chrome sol may change its sign, i.e. become a negative sol and thus give also a mutual precipitation with the hide-gel. This is particularly probable where a local excess of alkali occurs in neutralization. However that may be, it is probable that most of the tannage is accomplished by chromium hydrate in acid solution, and it is therefore legitimate to conclude that adsorption and gelation have a relatively greater part in chrome tannage. The operation of the valency rule makes it easy to understand why basic chlorides do not tan so well as sulphates; the precipitating anion is only monovalent (Cl-) and chromic chloride contains no substance analogous to the potassium sulphate of chrome alum and hence contains a less concentration of the precipitating anion. Hence also the stabilizing influence of common salt added to a basic alum liquor, the effect being to replace partially the divalent SO4--by the monovalent Cl-. Lyotrope influence, however, may be here at work.
It is possible to make out a rather weak case that the tanning sol is [Pg 132] not chromium hydrate at all, but a basic salt of chrome also in colloidal solution, and to contend that this salt, like most substances, forms a negative sol, but in practice not negative enough, hence the desirability of alkali, divalent anions, etc. From this point of view the analogy with vegetable tannage becomes more complete and the stabilizing effect of the soda salts of organic acids becomes easy to understand.
It is highly probable that the electrical properties of the chrome sol need closer investigation on account of the complexity due to the prominent effect of multivalent ions. It is desirable to bear in mind the remarkable phenomenon observed by Burton (Phil. Mag., 1905, vi, 12, 472), who added various concentrations of aluminium sulphate to a silver sol (negative). He observed (1) a zone of non-precipitation due to protection; (2) a zone of precipitation due to the trivalent kation; (3) a second zone of non-precipitation due to protection after the sol has passed through the isoelectric point and become a positive sol; (4) a second zone of precipitation due to the precipitating effect of the anion on the now positive sol. It seems to the writer that similar phenomena may possibly occur in chrome tanning, for whatever the sol actually is, it is not far from the isoelectric point.
A few observations on the vegetable-chrome combination tannages will not be out of place at this stage. Wilson refers to the well-known practical fact that chrome leather can take up about as much vegetable tan as if it were unchromed pelt, and considers this evidence that the two tannages are of fundamentally different nature. "In mineral-tanned leathers the metal is combined with carboxyl groups, while in vegetable-tanned leather the tannin is combined with the amino groups. This strongly suggests the possibility that the two methods of tanning are to some extent independent of one another, and that a piece of leather tanned by one method may remain as capable of being tanned by the other method as though it were still raw pelt" (Collegium (London), 1917, 110-111). To the writer, however, it seems that the [Pg 133] facts are evidence for the contrary proposition, that the tannages are fundamentally of the same nature. On the adsorption theory, one would expect chrome leather to adsorb as much tan as pelt; the readily adsorbable tan is the same, and the chrome leather is an adsorbent of very much the same order of specific surface as pelt. The adsorption theory would find it difficult to account for chrome leather not adsorbing as much tan as pelt. It is quite conceivable that a chrome leather could adsorb more tan than pelt, owing to the more complete isolation of the fibrils by the chrome tannage and to their being coated over by a more adsorbent gel. Adsorption is often deliberately increased by a preparatory adsorption. Thus sumach-tanned goatskins are wet back from the crust and "retanned" in sumach before dyeing, to coat the fibres with a fresh and more adsorbent gel and so ensure the even and thorough adsorption of the dyestuff. Mordanting fabrics has a similar object,—the adsorption of colloidogenic substances which give rise to an adsorbent gel on the fibre. Unless vegetable-tanned leather is so much loaded with tan that its specific surface is effectively reduced, one would similarly expect that vegetable-tanned leather would adsorb the chrome sol. This, of course, is exactly the case of semi-chrome leather. If, on the "chemical combination" theory, the vegetable tan combines with the amino groups and the chrome with carboxyl groups, it is natural to inquire which groups the dyestuffs combine with. As either tannage does not interfere with the adsorption of dye, are we to conclude similarly that tanning and dyeing are fundamentally different processes?
Those who favour this chemical combination theory, and who offer equations for the formation of vegetable and of chrome leather, should likewise suggest an equation for the formation of leather from pelt by the action of dyestuffs—a practical though hardly an economic process.
The remarks made earlier in this volume (Part I., Section III.) as to the occurrence of what have been called "irreversible changes" [Pg 134] subsequent to the mutual precipitation of oppositely charged gel and sol, are equally applicable to the chrome tannages. Chrome tannage was once thought to embrace such irreversible changes, but the process can now be "reversed" with ease. The reversibility of the chrome tannage is an easier proposition than that of vegetable tannage, partly because the leather is comparatively much less tanned, and partly because the acidity or alkalinity of the stripping agent may be adjusted, as desired, without the oxidation trouble. In approaching this question from the theoretical side one must consider mainly whether to solate the tanning agent to a positive or to a negative sol. Our imperfect knowledge of the electrical forces in operation in the chrome tannage is thus a serious drawback, but the evidence on the whole points to the precipitation being effected by a negative sol near its isoelectric point but in faintly acid solution. Hence, we should theoretically expect that reversion should take place into a negative sol in nearly neutral or even faintly alkaline solution. Thus, suitable stripping agents for chrome leather would be the alkali salts of organic acids (especially if multivalent). Now, Procter and Wilson have recently accomplished this stripping of chrome leather by the use of such salts. They approached the question from an empirical and practical point of view and found that Rochelle salt, sodium citrate, and sodium lactate would strip the chrome tannage with ease. This important and very creditable achievement will have great practical and commercial importance. Procter and Wilson have deliberately and carefully refrained from offering an exact explanation of this reversible action, but point out that all their stripping agents are salts of hydroxy-acids, and strongly insist that these form soluble complexes with the chrome. Whilst not denying this in the least, the present author would point out that according to the views advanced in this book, the salts of organic acids which do not contain hydroxyl groups should, when combined with a monacid base, also strip the chrome tannage. This he has found to be [Pg 135] the case. Thus the chrome tannage is reversible in solutions of ammonium or potassium oxalate and of ammonium acetate. With these salts the full effect of multivalent anions is not attained, so that somewhat strong solutions are necessary. A 10 per cent. solution of ammonium acetate shows some stripping effect after a few days, but a 40 per cent. solution after a few hours. Saturated ammonium oxalate is only a 4.2 per cent. solution, but shows a stripping effect in 2-3 days. Potassium oxalate (33 per cent.) shows distinct stripping in 24 hours. Potassium acetate and sodium acetate show only slight action, because the solution is too alkaline, but strip if acetic acid be added until litmus is just reddened. It is noteworthy from a theoretical point of view that a 40 per cent. solution of ammonium acetate is distinctly acid, and indeed smells of acetic acid. There can be little doubt that such stripping actions are also connected with the solubility of the stripping agent in the gel, for the liquid must pass through the walls of the gel to dilute the liquid in the interior. This view fits in with the facts that hydroxy acids and ammonium salts are particularly efficient, for the tendency of chrome to form ammonia-complexes as well as hydroxy complexes is well known. From this point of view we should not expect a stripping action from a salt such as disodium phosphate, which would form an insoluble substance. Actually sodium phosphate does not strip, and indeed reduces the stripping power of ammonium acetate. Similarly, we might expect some stripping action by ammonia and ammonium chloride, with the formation of chrome ammonia complexes. This actually occurs, a pink solution being obtained. Sodium sulphite does not strip, possibly partly on account of its too great alkalinity, but is interesting theoretically to observe that sodium sulphite as well as Rochelle salt will strip salt stains (see Yocum's patent, Collegium (London), 1917, 6; also Procter and Wilson, loc. cit.). This points to the formation of a negative sol, and suggests many other substances for removing salt stains.
[Pg 136] Special Qualities of Chrome Leather.—A few words on the special peculiarities of the leather formed by chroming will not be out of place at this stage. One of the greatest disadvantages of the chrome tannage has been the absence of what is known as the "crust" or "rough leather" stage. In chrome tanning, the finishing operations have had to follow on immediately after the tannage. Chrome leather, after tanning, may be dried out like other leathers, but if thoroughly dried, or if kept in a dried condition for any time, it will not "wet back" again with water. Various suggestions have been made to overcome this difficulty but none yet have found much favour in practice. The discovery of the reversibility of the tannage, however, ought to solve this difficulty, and the author would suggest that any of the substances used for "dechroming" might also be suitable for "wetting in" chrome leather which has been well dried out. A piece of chrome leather, dried out well after neutralizing, and kept in a warm place for four years, wetted back easily in ammonium acetate, in the author's laboratory.
Another peculiarity of the chrome tannage is that any defects in the raw material always seem more obvious in chrome than in vegetable leather. This often necessitates the use of a better quality hide or skin. Weak grain or loose grain becomes very obvious. The presence of short hair which both unhairing and scudding have failed to remove also is usually more evident.
A more serious disadvantage of chrome leather is its tendency to stretch. In the case of belting leather this feature is an obvious nuisance, and has inevitably led manufacturers to use powerful stretching machines upon the goods before they are marketed. In chrome sole leather also there is a tendency to spread and throw the boot out of shape.
Further disadvantages arise from the fact that the chrome tannage is an "empty" tannage. Compared with the vegetable tannage, very little of the tanning agent is adsorbed. Hence there is little matter of any kind between the hide fibres isolated during tannage. The inevitable effect [Pg 137] of this is that the leather has not the same solidity and firmness, and needs filling out with other materials. A commercial consequence is also that it is impossible to obtain the same yield of leather from any given quantity of raw material. In trade parlance chrome tannage does not give good "weight." Another consequence is that (even when well filled with greases in finishing) chrome leather tends to be "woolly" on the flesh side or at cut edges.
On the other hand, chrome tanning has very many advantages over the older process. The most obvious of these is the great saving in time. Many chrome tannages involve only a day or two, and none more than a week or two. A chrome leather factory therefore needs less capital on account of the quicker turnover. If, moreover, the market be unfavourable, a chrome tanner can stop or reduce his output in a very short time, whereas a vegetable tanner is committed to many weeks' supply of the goods he is manufacturing. Another notable advantage of chrome leather is its durability. In the finishing processes more grease is usually employed than in vegetable tannage, and this has a preservative effect upon leathers which often get wet. Chrome sole leather and hydraulic leathers are cases in point. Chrome leather will also stand changes of temperature and friction much better than vegetable tannages. The light chrome tannage results, further, in yielding a leather which has great tensile strength, and it is not surprising to find that chrome harness and chrome picking bands are highly thought of. The empty nature of the tannage necessitates the use of stuffing greases, but such large proportions of these may be used that chrome tannage becomes obviously suitable if one wishes to produce a waterproof leather. Hence the popularity of chrome tannage for waterproof soling and hydraulic leathers.
The advantages of the chrome process are very real, and very obviously such as will appeal to manufacturers. Chrome leathers have now been for some time in the forefront as far as boot uppers are concerned, especially for the best quality goods, in which the popular "box calf" [Pg 138] and "glacé kid" are so largely employed. There seems little doubt that this will continue to be the case. It is an unfortunate fact that in this important branch of tanning, British manufacturers have not quite risen to the occasion. Their products have in the past been faced with very serious competition from Continental and American manufacturers of chrome uppers, and there can be no doubt that these competitors produced a better article, and produced it more economically. The disorganization of the Continental factories owing to the war should give British manufacturers a valuable opportunity of putting such businesses on a better basis. For sole leather also the chrome tannage makes constant headway, and the relative proportion of it becomes gradually greater. A great impetus to chrome sole leather has been given by the war conditions of Britain. Owing to the submarine campaigns of Germany the tonnage question became all-important, and the bulky imports of vegetable tanning materials became a serious item. British tanners were therefore encouraged to make more chrome sole and less vegetable sole. The urgent need of leather for our armies also assisted in the same sense. The production of chrome sole progressed therefore enormously during 1917 and 1918, and although some reaction will doubtless occur, there seems little doubt that chrome sole leather has taken a definite and permanent leap forward. Once the general public fully appreciate its qualities of waterproofness and durability its future will be assured.
On the whole the position and prospects of chrome tanning are good. The chrome tannages are making headway in all directions, and undoubtedly threaten the existence of many of the older processes of vegetable tanning.
REFERENCES.
Procter, "Principles of Leather Manufacture," pp. 198-220.
Bennett, "Manufacture of Leather," pp. 210, 355.
Bennett, J.S.L.T.C., 1917, 176.
Stiasny, Collegium, 1908, 117.
It has been previously pointed out that the chrome tannage is an "empty" one; the primary principle in the wet work of goods for chrome leather is to avoid anything which will make this feature more obvious. In the vegetable tannages relatively larger amounts of the tanning agents are used, and these fill the interfibrillar spaces; indeed, as we have seen (Part I., Sections III., V. and VI.), effort is made to increase these spaces and to fill them to their maximum capacity, thus yielding a leather of which 50 per cent. is the tanning agent. In chrome tanning, however, the tanning agent may only be approximately 5 per cent. of the finished leather, so that any trouble taken to split the hide fibres or to dissolve hide substance is usually not only superfluous, but also calculated to enhance the "emptiness." The governing principle of all the preparatory processes for chrome tannage is therefore the conservation of hide substance, and this principle determines the modifications of the processes of soaking, liming, and deliming, which are in vogue. Now, in most of these processes there is usually some loss of hide substance, and it is the particular problem of chrome tanning to reduce this loss to a minimum in each stage. Whether the loss of hide substance be due to alkaline or fermentive hydrolysis, or to solation of the hide gel, the effect is increased by swelling, and in the wet-work for chrome, therefore, any variations in the degree of swelling are objectionable. The preparatory processes should be carried out with as little change as possible in the volume and elasticity of the pelt. [Pg 140] Whether also the loss of hide be due to hydrolysis or solation, it is increased by time, hence short processes are (other things being equal) much to be preferred. Fermentive hydrolysis is minimized by cleanliness, alkaline hydrolysis by avoiding strongly alkaline liquors, and solation of collagen is reduced by both, and also by avoiding, as far as possible, the presence of calcium and ammonium salts.
Soaking should be quick and clean. The use of the paddle or drum gives the greatest efficiency and also assists in procuring the softness so essential to the bulk of chrome leathers.
Liming chrome leather satisfactorily is almost an impossible ideal. Every conceivable arrangement has some objection to it. The time of the process may be shortened either by the use of sulphide or by the use of mellow or old limes. To shorten time by the use of sodium sulphide unfortunately involves the employment of more alkali than is desirable, with a consequent plumping effect and tendency to harshness. If sufficient sulphide be used to make the liming very short, then the grease is not "killed" (saponified or emulsified). If the harshness and alkalinity be removed by using also an excess of calcium chloride, then the lyotrope influence of this substance enhances the solation of the hide gel. On the other hand the use of old lime liquors avoids the plumping effect, but increases considerably the bacterial activity, and the bacterial enzymes produce both hydrolysis and solation of the pelt. In practice what is generally done is to shorten time by both methods and so to admit both disadvantages to a limited extent. This is theoretically more sound than would appear, for in mellow limes sulphide has less plumping power but is just as strong a depilatant; whilst, on the other hand, a mellow liming shortened by sulphide is less objectionable as there is some evidence that bacterial activity is relatively less in the first few days. Hence a mellow sulphide liming of 7-10 days is very common in practice, but sometimes a 3-4 days' process [Pg 141] with more sulphide is also found satisfactory.
It would seem probable that the real solution of the problem would be found by a different process altogether. In this connection it is interesting to note that a Continental proposal to unhair by enzyme action only has been found most practicable with goods for chrome, and, in the author's opinion, some development on these lines, in which a lipolytic enzyme is used in addition to a proteolytic, might solve the difficulty, and give a rapid depilation which dispenses with liming, plumping and deliming with the consequent loss of valuable hide substance.
In the usual short, mellow, sulphide liming it is clear that there is not much advantage in a "round" or "set" of pits. Hence the one-pit system is popular on account of the less labour involved.
The above remarks are less applicable in the case of chrome sole leather. In this case weight is a great consideration and plumping is necessary. In such leather the chrome tannage is supplemented by the use of waxes, which fill up the spaces between the fibres and give solidity and waterproofness to the finished article. With this leather an ordinary sole leather liming in sharp liquors is not unsuitable, handling the goods from "mellow to fresh," but there is, on the whole, a tendency to shorten the process to about a week by using more sulphide.
Processes for deliming pelt for chrome leather should also be chosen by our guiding principle of hide substance conservation. Here again short processes involving little change in swelling should be preferred. Now, the ordinary bating and puering processes give (1) neutralization of lime by organic acids combined with weak bases; (2) the solation of some hide substance; and (3) a "pulling down" effect on the swollen pelt. Now, neutralization is quite superfluous, as the acids of the chrome liquor (one-bath or two-bath) can quite well accomplish this; the solvent effect is undesirable altogether; and the "pulling down" effect is also unnecessary if the goods are not plumped up. With any method of [Pg 142] liming, however, some plumping is obtained, and this creates a problem of practical importance. In the huge quantities of pelt which go for chrome upper leathers, a primary consideration is the soft, "kind," or mellow feel of the grain in the finished leather. This is obtained only by tanning the pelt when the grain at least is in a thoroughly deplumped and inelastic condition. It is essential to delime not only so that the alkaline plumping effect is completely removed, but also so that no acid plumping effect succeeds it. The practical problem is to decide whether, in any particular instance, dung puers and bates are necessary to obtain this result. Bating is clearly not very desirable, on account of the length of the process, during which hide substance would be lost unnecessarily, and also because there will usually be a slight alkaline swelling. Puering with dog-dung infusions is preferable; it is not such a long process, the liquor is just acid to phenolphthalein, and the action is more intense, and by puering for a short time only the loss of hide may be confined to the grain and flesh only, whilst the desired inelasticity of grain-pelt is soon obtained. Many large firms have admittedly found themselves unable to dispense with puering, but others have succeeded in substituting for it the use of non-swelling deliming and lyotrope agents like ammonium chloride and boric acid. In all cases it is futile to delime or puer the grain and then allow the goods to stand until the centre lime has diffused outwards. The goods must pass into the chrome liquors when in the correct condition. For heavy chrome leather a surface deliming with boric acid is all that is necessary. Even that is superfluous when the goods are to be pickled before tanning.
Types of Two-bath Chrome-Tannage.—Although the original process of the Schultz patent is quite a practicable one, many modifications have been introduced. These modifications have been made to suit the class of goods under treatment, to suit the particular mode of application which is available or suitable, and to effect economies of chrome and other [Pg 143] material, and of time, and also to combine with the tannage a pickling effect or a partial alum tannage. Other modifications arise from the precise acid, neutral, or alkaline condition of the pelt, being for example obviously necessary when pickled stock replace neutral pelts. The many two-bath processes which have been found useful have been classified previously by the author [6] into three types: (1) The "Schultz type," in which such quantities of dichromate and acid are used that there is no excess of free acid (other than chromic), but an excess of unaltered dichromate; (2) the "Acid type," in which the chromic acid is completely free and the liquor contains also some excess of mineral acid also; and (3) the "Neutral type," in which neither of these main constituents is in excess, just sufficient mineral acid having been used to liberate all the chromic acid from the dichromate.
[6] "Types of Two-bath Chrome Tannage," Leather, 1909, 227-259.
Now:—
K2Cr2O7
+ 2 HCl = 2 KCl + 2 CrO3 + H2O
204
73
Taking the commercial hydrochloric acid as a 30 per cent. solution, 73
parts will be obtained in about 250 parts of commercial acid. Hence 294
parts dichromate need 250 parts commercial hydrochloric acid for the
above reaction;[7]
in other words, 5 per cent. dichromate needs 4¼
per cent. commercial acid. Similarly 6 per cent. and 4 per cent. of
dichromate need 5.1 per cent. and 3.4 per cent. respectively of
commercial acid. If therefore such quantities be used we have the
so-called "Neutral type" of chroming bath. If less quantities of acid be
used we have the "Schultz type," and if greater quantities of acid be
used we have the "Acid type." The original Schultz patent used 5 per
cent. dichromate and 2½ per cent. hydrochloric acid, and well
exemplifies its type, for there is much undecomposed dichromate. The
composition of some chroming baths in common use on a practical scale
[Pg 144]
are given below under the heading of their type:—
| Type. | Dichromate. | Hydrochloric Acid. | Salt. | Aluminum Sulphate. |
| Schultz | 5 | 2½ | — | — |
| 5 | 2½ | — | 3 | |
| 5 | 2½ | 5 | — | |
| 5 | 2½ | 10 | — | |
| 6 | 3 | — | — | |
| Acid | 4 | 4 | — | — |
| 4 | 4 | 5 | — | |
| 5 | 5 | 5 | 3 | |
| 5 | 5 | 10 | — | |
| 6 | 6 | 15 | — | |
| 3 | 3 | 15 | 4 | |
| 2 | 4 | 10 | — | |
| 4 | 15 | 24 | — | |
| Neutral | 5 | 4¼ | 5 | — |
| 5 | 4 | — | 2½ | |
| Chromic acid | ||||
| 5 | — | 5 | — | |
| 6 | — | 8 | — | |
| 4 | — | 10 | — |
[7]
Commercial acids of course vary in strength, and the amount needed varies
accordingly.
All the figures are percentages of the weight of pelt. As K2Cr2O7 has a molecular weight of 294, and Na2Cr2O7 · 2H2O a molecular weight of 298, in practice they may be considered as interchangeable, weight for weight. The sodium salt is cheaper and more often used. The corresponding amount of chromic acid, 2CrO3, has an equivalent weight of 200, hence any weight of dichromate may in practice be substituted by two-thirds the weight of commercial chromic acid. Equivalent weights of commercial sulphuric acid are sometimes used in place of hydrochloric. The quantity depends upon the strength of the sulphuric acid used. Aluminium sulphate, Al2(SO4)3 · 18H2O (mol. wt. 666), may be replaced by ordinary potash alum, K2SO4 · Al2(SO4)3 · 24H2O (mol. wt. 948). In practice 7 parts of the former and 10 parts of the latter may be considered equivalent. It should be remembered that both these salts are hydrolyzed in solution, and therefore increase slightly the amount of free acid present. Their presence decreases the amount of chrome taken up, and as little or no alumina is found in the leather, [Pg 145] there is usually small advantage in their employment. The use of salt is common but often unnecessary. It is considered desirable in baths of the acid type to prevent swelling by the excess of acid, and in baths made up from commercial chromic acid to replace correspondingly that normally formed from the reaction of dichromate and acid. It is used also in all baths which are intended to treat pickled goods. Like all electrolytes its presence decreases the adsorption of chromic acid.
All these conceivable modifications will make good leather, and the choice of a process often depends largely upon market prices. On the whole the tendency is to prefer the neutral or acid type, on account of the greater ease and completeness with which the bath may be exhausted. Pickled stock may be depickled before tanning, by a bath of salt, mixed with borax, whitening, or basic alum solutions. It may also be placed direct in the chroming bath, but the amount of acid thus added with the goods must be determined and allowed for when making up the bath. No allowance is usually necessary, however, if the "pickle" consist only of alum and salt.
The chroming operation is carried out usually in drums or paddles. Drums are preferable because more concentrated baths may be used; these solutions penetrate quicker and are easier to exhaust economically. They are also preferable for hides and heavy skins. Paddles are preferable where grain is important, and for light skins in which little time is needed. Small variations in the ratio of chrome to pelt, or in concentration of liquor, have little influence upon the resulting leather.
The analytical investigation and control of chroming baths is usually
simple. A suitable volume of liquor is titrated with N/10 thiosulphate
after acidifying with hydrochloric acid and adding potassium iodide. The
operation should be conducted in a stoppered bottle, and the liquor
allowed to stand for 10-15 minutes after adding the iodide and before
titrating. A little fresh starch infusion should be added towards the
end of the reaction. Each c.c. N/10 thiosulphate corresponds to 0.0033
gram CrO3 or 0.0049 gram K2Cr2O7. The same volume of liquor
should also be titrated with N/10 caustic soda and phenolphthalein.
Potassium chromate is neutral to this indicator, i.e. chromic acid
acts as a dibasic acid. Any excess of hydrochloric acid is also
titrated. More indicator should be added towards the end of the
titration, as it is often oxidized. Each c.c. N/10 soda corresponds to
[Pg 146]
0.005 gram CrO3, 0.01 gram "half-bound" CrO3 (i.e. present as
dichromate), 0.0147 gram K2Cr2O7, or 0.00365 gram HCl. If a
c.c. N/10 thiosulphate and b c.c. N/10 soda be needed the type of
chroming bath may be seen at a glance—
| If | The type is | The bath contains |
| b is greater than ⅓ a but is less than ⅔ a | Schultz | potassium dichromate and chromic acid |
| b is greater than ⅔ a | Acid | chromic acid and free hydrochloric acid |
| b equals ⅓ a | Neutral | chromic acid only |
If 10 c.c. chrome liquor require a and b c.c. of thiosulphate and
soda respectively—
| I. | 10 c.c. of a Schultz bath contain (b-⅓×a) × 0.01 gram CrO3and { (a×0.0033)-[(b-⅓×a)×0.01] } × 1.47 grams K2Cr2O7 |
| II. | 10 c.c. of an acid bath contain (a×0.0033) grams CrO3 and {(b-⅔×a)×0.00365} grams HCl |
| III. 10 c.c. of a neutral bath (a×0.0033) grams | } | CrO3 |
| or (b×0.005) grams |
The second bath of the two-bath chrome tannage consists of a solution of
sodium thiosulphate acidified with hydrochloric acid. The reactions in
this bath are somewhat complicated, several occurring simultaneously.
Broadly speaking, the final result is due to (1) the reduction of the
chromic acid to a chromic salt by the sulphurous acid; (2) the
[Pg 147]
formation of a basic chromic salt owing to the excess of thiosulphate;
(3) the reaction of the added acid and thiosulphate to give free
sulphur, which is deposited in and on the leather. The relative
intensity of these effects is variable, according to the conditions of
operation, e.g. the amounts of chemicals used, their concentration,
the nature and condition of the goods, the time of application, the
manner of application, etc. In practice the most favourable conditions
are usually discovered empirically, but, broadly speaking, the goods are
usually added soon after the thiosulphate and acid are well mixed. There
is some evidence that the reduction is in steps, intermediate products
such as sodium tetrathionate and chromium dioxide are known to be
formed. The goods change from yellow to dark brown, then to green, and
finally to the familiar blue. The sulphur makes the final colour a
lighter blue than in the case of a one-bath tannage, hence the two-bath
process is often preferred for "colours."
On account of the empirical character of this "hypo bath," it is impossible to fix any exact relation between the quantities of material used in the chroming bath, and the quantities of "hypo" and acid used in the reducing bath. The following rules, therefore, must be understood as rough approximations for practical use, and though they have been empirically discovered their theoretical significance is often fairly obvious.
1. The amount of hypo necessary is almost directly proportional to the amount of dichromate used. In chroming with baths of the acid or neutral type, the percentage of hypo should be about three times the percentage of dichromate used. Thus 4 per cent. dichromate needs 12 per cent. hypo; and 6 per cent. dichromate needs 18 per cent. hypo on the pelt weight. In baths of the Schultz type a less proportion of hypo may suffice, but the 10 per cent. hypo for 5 per cent. dichromate, recommended by the Schultz patent, is generally considered rather insufficient.
[Pg 148] 2. The proportion of hypo is increased somewhat for the heavier classes of goods, and may even reach 20 per cent. of the pelt weight.
3. An increase in the proportion of hypo is usual with an increase in the amount of free acid in an acid chroming bath.
4. The percentage of hydrochloric acid in the reducing bath is roughly half that of the hypo, but is the most variable factor. The quantity varies with the rate and mode of addition, the class of goods under treatment, and the composition of the chroming bath.
5. In baths of the Schultz and neutral type it is better to add some acid to the hypo bath before adding the goods, but this is less essential for goods from an acid chroming bath.
6. In the case of goods from acid chroming baths, the amount of acid
used in the reducing bath is an inverse function of the excess of acid
in the first bath, e.g. take the following two processes:—
| Chroming bath. | Hypo bath. | ||
| Dichromate. | Hydrochloric acid. | Hypo. | Hydrochloric acid. |
| 4 | 4 | 12 | 5 |
| 4 | 15 | 15 | 1 |
7. There should be some excess of hypo at the end of the process. This
acts as a feeble alkali, and commences the neutralization.
The process can be carried out in paddles or in drums as preferred, for reasons similar to those applicable in the case of the first bath. On the whole, however, drums are less popular for the second bath, for the dilute solutions of the paddle effect some economy of sulphurous acid, which is apt to escape into the air. A preliminary "hypo dip" is sometimes used to prevent the "bleeding" of the chromic acid. The use of many other reducing agents has been suggested as substitutes for hypo. [Pg 149] Sulphides, sulphuretted hydrogen, polysulphides, sulphites, bisulphites, hydrogen peroxide, nitrous acid, lactic acid, etc., have been used, but none are so easy to manipulate as thiosulphate.
Types of One-bath Chrome Tannage.—The one-bath process is simpler than the two-bath process inasmuch as only one kind of liquor is involved, viz. one in which the chromium is in the chromic state. Hence the variants of the one-bath process consist mainly of variations in the composition of this liquor. The chief point of variation is in the readiness with which chromium hydrate is adsorbed. This is determined by the extent to which the chromic salt is hydrolyzed to form the tanning sol and free acid, and by the concentration and nature of this free acid as well as of other substances. It is difficult unfortunately to express these factors in terms which are comparable under general conditions. Chromic salts are usually hydrolyzed to some extent, but this extent is very different even in water, according to the nature of the acid radicle. The degree of hydrolysis is also largely affected by the extent to which the solution has been "made basic" by the addition of alkalies. By the neutralization of the free acid in this way there is further hydrolysis, the extent of which is again influenced by the nature of the acid radicle involved and other dissolved substances, especially of organic matters. Again, the hydrolysis is largely affected by the concentration of the solution even when the proportions of the ingredients are constant, and this is practically important on account of the necessity for exhausting the chrome liquors economically. Nor is the matter entirely one of degree of hydrolysis, for (as we have noted in the preceding section) the electrical condition of the chroming sol is of great importance owing to the operation of the valency rule and the possibility of zones of non-precipitation. The alkaline, neutral or acid condition of the goods when first introduced has also its influence on all these points.
[Pg 150] It will be readily understood, therefore, that there is some difficulty in expressing the tanning power of a chrome liquor. As near as can be yet said this is determined by (1) the concentration of the actual tanning sol, and (2) its nearness to the isoelectric point. Now, these points are not readily determined by analytical methods, and the best that can yet be done is to determine the conditions which have large influence upon these points. Thus the degree to which the liquor is "made basic" by adding alkali is known, and can be expressed in formulæ by assuming that the acid neutralized by this alkali is replaced in the chrome salt by hydroxy groups. Chromic chloride, Cr2Cl6, with the addition of soda to correspond to half the acid formed upon complete hydrolysis, would be considered then to be a solution of the salt, Cr2(OH)3Cl3. This has given rise to the conception of the "basicity" of a chrome liquor, which may be expressed in many ways, the most common of which in practice is the number of grams SO4 still combined with 52 grams Cr. Thus the salt corresponding to the composition Cr(OH)SO4 is said to have a basicity of 96. The practical importance of such determinations of basicity has been much exaggerated, for they are but a rough guide to the degree of hydrolysis of the chrome and to the extent to which the sol is positive. Thus if the chrome salt be actually a sulphate, a liquor of basicity 96 has about the same practical value as a chloride liquor of basicity 72, and in each case the figures are of little significance if many organic substances be present. If, however, as is usual in practice, there be approximately the same acid radicles throughout the tannage and about the same relative proportion of organic matters or of inorganic salts, then these determinations have some practical value for comparative purposes. The determination is itself simple: a portion of liquor is titrated direct with caustic soda. The titration is at boiling-point, and is continued until a permanent pink is obtained with phenolphthalein. The amount of [Pg 151] SO4 corresponding to the soda required is then relative to the amount of Cr in the same volume of liquor. A chromium estimation is therefore also necessary and is most readily done by evaporating a portion of liquor to dryness, igniting the residue and oxidizing the chrome to chromate by heating in a muffle furnace with magnesia and sodium carbonate in equal parts, or fusing in a blowpipe with sodium and potassium carbonates in equal parts. The oxidized residue is dissolved in hydrochloric acid and titrated with thiosulphate as described for the two-bath process.
Another attempt to determine the practical value of a chrome liquor is the empirical test suggested by McCandlish, in which 10 c.c. of the liquor is titrated with standard alkali until the precipitation point is reached and a turbidity appears. The figure thus indicates approximately the degree of nearness to the precipitation point and the amount of free acid in the liquor. The author has found this a useful test taken in conjunction with the basicity determination. It is best expressed in the same units, e.g. grams SO4 per 52 grams Cr.
Another method is the determination of the hydrion concentration of the liquor. This has useful possibilities for research work, but is usually too laborious for rapid commercial control. The results, moreover, are not less empirical, for the hydrion concentration of the liquor indicates but imperfectly the electrical condition of the particles of the tanning sol.
In classifying one-bath liquors into types, it is best to take together those in which the usual "basicity" and "acidity" determinations have at any rate approximate comparative value, and this is determined in the main by the method by which the liquor is manufactured. Broadly speaking, there are three types of chrome liquor: (1) those made from chromic salts by adding suitable amounts of alkali; (2) those made from sodium dichromate by reduction with organic matter; and (3) those made from sodium dichromate by reduction with sulphurous acid or its salts.
[Pg 152] Of the first type the most common is that in which chrome alum (a bye-product of the dyeing industry) is the starting-point. To a solution of this a solution of washing soda is gradually added, with constant stirring, until the salt corresponding with the formula Cr(OH)SO4 is obtained.
Now:—
| K2SO4Cr2(SO4)3 · 24 H2O3 + Na2SO4 | + | Na2CO3 · 10H2O |
| 998 | 286 |
= 2 Cr(OH)SO4 + K2SO4
+ CO2 + 33 H2O
Hence, in practice, for every ten parts of chrome alum 2.86 parts of soda crystals (or 1.06 parts anhydrous soda) are used. A convenient "stock solution" is of 10 per cent. strength. Thus 10 lbs. of chrome alum is dissolved, made basic, and made up to 10 gallons. To dissolve the alum a mechanical stirrer is necessary, for the water must not be more than warm. The disadvantage of this liquor is the limited solubility of chrome alum and the need for its solution in the cold. Liquors may be also made by dissolving chromium hydrate in hydrochloric acid, and making basic to correspond to the formula Cr2(OH)3Cl3. Many preparations are on the market containing both chlorides and sulphates with appropriate basicity. Chrome alum liquors have been less often used in Britain of recent years owing to the high price of chrome alum, caused in part by the presence in the salt of potassium, all the salts of which have been scarce and dear under war conditions.
Of the second type Procter's "glucose liquor" is a good example. Use 5 lbs. sulphuric acid, 6 lbs. sodium dichromate, and 7 lbs. of glucose, or quantities in similar proportion. The dichromate is first dissolved, and the acid added gradually. The glucose is then added cautiously on account of the brisk effervescence of carbon dioxide. A glucose of good quality is necessary, and the proportion to be used is not quite definite, for sufficient only is needed to effect the reduction, and this amount is influenced by the rate of addition and temperature of the mixture. The reduction should be careful and regular, or the oxidation [Pg 153] products will be irregular and have a varying effect upon the tanning. Molasses can be substituted for glucose, in amounts varying with its strength.
Of the third type the most common is that in which the dichromate is reduced by sulphuric acid and sodium bisulphite. Solid bisulphite may be used, but it is usually dear, and solutions are more commonly employed. Into this type fall also the liquors formed by passing sulphur dioxide gas into dichromate solution. Stock liquors of this type have the advantage that strong solutions may be made (up to 18 per cent. Cr2O3); they have the disadvantage that they are liable to contain excess of free sulphurous acid.
The method of application of chrome liquors is usually by paddling or drumming the goods in solutions of appropriate strength—broadly speaking, paddles used for lighter goods and plain finishes, and slowly revolving drums for heavier hides and grained finishes. Heavy chrome leather is often tanned in pits by suspension just as in vegetable tanning. In such instances rockers may be usefully employed.
In any case, the goods are successively brought into contact with liquors of increasing strength, as in vegetable tannage, and the liquors are thus most conveniently exhausted economically. The green goods thus receive first nearly spent liquor and finish out of fresh strong liquor. The goods may be, of course, handled from drum to drum, or from pit to pit, but the modern tendency is to save labour by moving the liquors instead. Thus in drum tanning the liquor is run out and pumped into the next drum. In pits air ejectors have proved suitable, not only as lift pumps, but also as agitators of the liquor in which goods are suspended. The press system is also used.
Finishing Operations.—In nearly all cases the chrome leather has to be "neutralized" after tanning. This consists in removing the acid "reversibly adsorbed". This removal is necessary to the finishing processes, as well as to bring the tanning sol into condition for more [Pg 154] permanent tannage. Neutralization gets rid of soluble chrome salts as well as free mineral acid, and is the final stage in rendering the tanning sol less positive, and perhaps even negative. It is brought about by the use of weak alkalies, of which borax is the easiest and safest, but not the cheapest. Sodium silicate, phosphate, carbonate, and bicarbonate have been also used, and a mixture of soda and an ammonium salt has been suggested by Stiasny. Whitening has also been tried, but is very slow-acting. Considerable economy in alkali may be effected by a thorough washing of the leather before using the alkali. If the water be hard, so much the better, and if warm water be available the process is hastened. For most leathers it is necessary to remove excess of alkali just as much as excess of acid, so that a thorough washing in water generally follows the treatment with alkali. Anything from ¼ to 3 per cent. borax (or its equivalent) on the pelt weight may be used, and, generally speaking, it is better to use solutions as dilute as practicable in order to avoid local over-neutralization and tender leather.
Fat liquoring is a process which is very largely typical of chrome leather manufacture; it consists in drumming the goods with an oil emulsion, the grease of which is entirely taken up by the leather. It thus strongly resembles drum stuffing (Part I., Section IV., p. 53) in method, but the "fat liquor" is such that it mixes easily with water, and usually contains soap in order to assist in this sense, and may sometimes indeed consist of soap only. Mineral oil is also used frequently in fat liquors. The object of fat liquoring is to give softness, pliability, or waterproofness, and to feed the "empty" chrome tannage. It is also used as a preparation for more complete impregnation of grease, e.g. as in "stuffing" chrome harness, and in "dipping" chrome sole leather. Fat liquors are usually made by dissolving the soap in boiling water and gradually adding the oil with constant agitation. Perfect emulsification is essential, and this is assisted by the use of casein, albumen, gelatine, starch, egg yolk in addition to soap and [Pg 155] oil. Soda and borax also assist, and degras and sod oil are also useful and are admissible where the leather is to receive a dull finish. The operation of fat liquoring is greatly assisted by heat, and temperatures of about 110° to 130° F. are usual. Chrome leather may be dyed before or after fat liquoring: if before, the fat liquor sometimes tends to alter the shade; if after, the dyeing tends to be uneven. Logwood extract and iron salts are largely used for blacks. It is common to mordant chrome leather with vegetable tanning before dyeing. Sumach and gambier are often used for this purpose, and the usual "fixing agents" (tartar emetic, titanium salts, etc.) may also be used.
Of the mechanical finishing operations staking is the most characteristic. It is now done entirely by machines, and the primary purpose is to soften the leather, which otherwise dries out in a non-pliant and stiff condition. In the staking machine, the "blade" is fixed between two rollers, which are however on the other side of the leather. The leather is held by the operator, and the machine "head" pulls a fold of the leather over the blade. Seasoning and glazing are also common for many chrome leathers.
REFERENCES.
Procter, "Principles of Leather Manufacture," pp. 198-220.
Bennett, "Manufacture of Leather," pp. 210, 312, 355, 375.
Bennett, "Types of Two-bath Chrome Tannage," Leather, 1909, Aug.
and Sept.
The tannage of calfskins by the chrome processes for the manufacture of upper leathers is one of the most extensive branches of leather manufacture. The deservedly popular box calf is typical of these leathers, and the observations of this section are primarily applicable to it. A chrome-tanned calf skin, fat liquored and blacked, provides as suitable an upper leather as could be desired for ordinary boots. It is at once supple and durable. It is also sufficiently waterproof, but can be given a bright glazed finish.
In regard to the wet work for chrome calf, the general principles and methods discussed in the previous section are much to the point. It is essential to avoid undue plumping and the loss of hide substance. The skins should be washed clean as soon as possible. Three fresh waters are desirable, the goods remaining only a short time in each. Salted skins need more time, but the liquors must be kept sweet. Drumming the skins in running water is very suitable for the first and last stages of soaking.
The liming should be short but not "sharp," i.e. mellow sulphide limes are suitable, depilation being carried out after about 7 days. The one-pit system is usual, but two liquors may be given, the green goods being first inserted into a used liquor, and after handling re-inserted into the same pit with a new lime liquor made up with lime, sulphide and a proportion of the old liquor. Scudding should be carefully done, as hair on the finished leather is very objectionable.
In deliming it is essential to have the grain of the skins thoroughly relaxed and pulled down. The finished box calf should have a characteristic soft and silky feel, and this is only attained by procuring the inelastic pelt. It is not surprising that a light puering [Pg 157] is a popular method for attaining this, but there is also a tendency to use artificial bates such as are made from ammonium chloride and pancreatin, together with organic acids, or non-swelling acids like boric acid. Drenching is also common after a preliminary deliming with acid. The skins may be half or two-thirds delimed with lactic acid, rinsed and drenched over night at 85° F. with 6 per cent. bran on the pelt weight. Less acid may be also used, in tepid water, and the drench made up with 10 per cent. bran and a little pea meal. It is very common to pickle the skins in 5 per cent. alum and 5 to 10 per cent. salt before tanning. This is often of doubtful advantage, but sometimes prevents drawn grain when the goods are moved rapidly into strong chrome liquors. This pickling is said to give fullness to the leather.
The tannage of box calf is usually by the one-bath process, though the two-bath process gives quite as good a result and is sometimes used. Again, drum tannages are the most popular on account of their speed and the economy of chrome. The practical problem is to use up all the chrome, and to tan quickly without "drawing" the goods. It is, in any case, usual to commence the tannage in a used and nearly spent liquor and finish in a fresh liquor. The most appropriate way depends largely upon local convenience, the number of drums available, supply of labour, etc. In a one-drum system the goods may be started in an old liquor, which is run off when exhausted by the green goods. Fresh stock solution is then added at intervals of an hour or two and the drumming continued till tannage is complete, which is usually in less than 24 hours. The remaining liquor is used to commence the tannage of the next pack.
In another system the operation is similar except that the liquors are weaker, and the goods are then removed and finished in another drum. A three-liquor system, however, is often combined with a one-drum method; the goods are thus not handled. The liquors are run off and pumped to [Pg 158] other drums, the once-used liquor to a drum containing goods already treated with a twice-used liquor; the twice-used liquor to a drum containing green goods, and the thrice-used liquor pumped to the drain.
In any of these methods the chrome alum liquor is suitable, using 10 per cent. alum and 3 per cent. soda on the pelt weight. The glucose liquor has also proved very suitable for chrome calf, and the liquors made with sulphurous acid or its salts have increasing popularity on account of lower costs. Many tanners use bought liquors—"chrome extracts" which are supposed to be specially devised to suit the tannage of chrome calf. When thoroughly tanned through, as can be readily judged from a sectional cut of the leather, and also by the strength of the liquor remaining, the goods are horsed in pelt overnight, and are then ready for finishing.
In finishing box calf the neutralization should be thorough, or the acid may cause trouble in dyeing and fat liquoring. Imperfect removal of excess chrome salts may cause the formation of "chrome soaps" which are very difficult to remove; the goods should therefore be well washed. There are two general types of treatment before blacking. In one, the skins are first well washed with water at 110° F., neutralized with about 3 per cent. borax, and well washed again. Striking follows and is usually very thorough, partly because it assists in producing evenly the characteristic box grain, and partly because the finished leather is sold by the square foot. Machine striking is now almost universal, and may be done several times at different stages in the drying. When half dry ("sammed") the skins are shaved by machine and, at this stage usually, weighed. Dyeing and fat liquoring then follows. In the other type, the goods are merely washed, and then struck out, sammed, shaved and weighed. The skins are then neutralized, washed and immediately dyed and fat liquored. The advantages of this latter course are that the goods remain in the drum for the last four processes, which is economical of labour, and also that by neutralizing immediately before [Pg 159] dyeing and fat liquoring there is less danger of a further diffusion of acid.
In dyeing logwood extract is largely used, occasionally a little fustic is used also, and by using a "striker" of iron and copper sulphates a good black is obtained. Logwood is often used also in conjunction with coal-tar dyestuffs. The goods are first warmed in the drum up to 140° F., and the dyestuff solution gradually run into the drum whilst it is revolving. Up to ¾ hour may be necessary to exhaust the bath, the goods being constantly drummed. The fat liquor is then run in similarly, and the drumming continued until the grease is all absorbed by the leather, which may take another hour. The skins are horsed till next day, during which time the grease penetrates more completely.
The skins are now dried out, sometimes by suspending from the hind shanks and sometimes by nailing on boards or wooden frames. They are damped back for staking by leaving for 1½ to 2 days in moist sawdust. After staking they are dried strained in a "stove" at about 105° F.
In finishing off, the grain is "cleared" by sponging with 10 per cent. lactic acid, and seasoned with a mixture of milk, blood and black dyestuff. When dry on the surface the skins are glazed by machine, and grained two ways—neck to butt and belly to belly. They are usually re-seasoned, dried out, reglazed, regrained, lightly oiled with mineral oil, and finally trimmed. These various operations are fairly typical, but there is obviously ample scope for divergence. Thus one may fat liquor before dyeing, and the skins may be staked before drying out, and may be re-staked after glazing.
Much so-called "box calf" is not made from calf skins. A very close approximation, however, is obtained from rather older animals, and "box-kip" is largely manufactured by similar methods. Light hides are also widely used, being similarly treated except that they are split [Pg 160] and also cut into two along the spine. The finished article is sold as "box-sides." To yield the characteristic grain pattern, the goods are frequently printed and embossed. Even the flesh splits are sometimes made into box calf imitations, some filling material being used and an artificial grain pattern embossed.
Willow calf typifies the chrome calf which is finished in colours. The soaking, liming and deliming processes are the same as for box calf. The tannage, however, is generally by the two-bath process on account of the lighter colour thereby obtained. This colour is largely due to the deposition of sulphur in and on the leather in the second bath.
In one tanning process the skins are first pickled in 2 per cent. hydrochloric acid and 10 per cent. salt. They are then drummed in solution containing 2 per cent. dichromate (strength 1 in 60) for about half an hour. A solution containing 4 per cent. dichromate, 3½ per cent. hydrochloric acid, and 5 per cent. salt is gradually added, and the skins drummed until well struck through. They are then horsed overnight and struck out and passed through a "hypo dip,"—a 2 per cent. solution of thiosulphate,—and then into the reducing bath, which contains 10 per cent. of thiosulphate, to which 5 per cent. hydrochloric acid is added.
Another process employs paddles instead of drums. The chroming liquor is made up with 4½ per cent. chromic acid and 10 per cent. salt. The bath is exhausted by commencing the tannage of a succeeding pack. The skins are reduced as in the last process.
In another process the "acid" type of chroming bath is used. The skins are paddled with a solution containing 5 per cent. dichromate, 5 per cent. hydrochloric acid, 2 per cent. aluminium sulphate, and 10 per cent. salt. In the reducing bath 14 per cent. hypo and 4 per cent. hydrochloric acid are used.
In yet another process the skins are pickled first in 5 per cent. aluminium sulphate, 7½ per cent. salt, and 3 per cent. sulphuric [Pg 161] acid, and are then dried out and sorted. The tannage proper is in the drum, using 6 per cent. dichromate, 5 per cent. hydrochloric acid, and 5 per cent. salt. In the reducing drum 15 per cent. hypo is used and 4½ per cent. hydrochloric acid.
Whichever process of tanning has been used, the skins are neutralized and washed thoroughly, as for box calf, sammed and shaved. In dyeing, the skins are first mordanted with a filtered infusion of leaf sumach, used at 110° F. for half an hour. As fixing agent, 4 oz. tartar emetic per dozen skins is then added and the drumming continued for half an hour. The goods are washed, struck out and drum dyed at 140° F. with basic colours, and immediately fat liquored. In the fat liquors olive oil and castor oil, with the corresponding soaps, have been popular, but substitutes are now used on economical grounds. The skins are next horsed a while, well struck out again and dried strained. They are now finished off as for box calf, except that it is usual to grain only one way—neck to butt—and the season should consist of milk, water and albumin only, though sometimes other mucilagenous matters are added. As with box calf, the finishing may be varied in many ways. The skins may be dyed with acid colours after fat liquoring. For pale shades direct dyes are used without a mordant. For darker shades of brown and red, the dyewoods are used both as mordants and ground colours, and titanium salts are useful as fixing agents.
Both the "box" and "willow" finish are largely a matter of public taste, and the fashion varies from time to time on such points as to whether the grain should be one way or two ways, and whether it should be faint or bold. There are also other common finishes besides the typical box grain. Glacé calf is made much in the same way as box calf, but there is no graining at all. The goods are usually seasoned and glazed three times. Small skins are preferred for this finish. Dull calf is also a plain finish. The leather contains more grease, and the fat liquor is [Pg 162] made up with greater proportions of degras. The goods are not seasoned or glazed, but ironed, "sized" with gum, oil, soap and logwood, and after brushing are dried and rolled. In both these plain finishes a one-bath paddle or pit tannage is common, in order to ensure the smooth finish.
REFERENCES.
Procter, "Principles of Leather Manufacture," p. 198.
Bennett, "Manufacture of Leather," pp. 55, 84, 105, 227, 360-363, 375.
Bennett, "Theory and Practice in Wetwork of Chrome Calf," Shoe and
Leather Reporter, Sept., 1909.
Immense quantities of goat and sheep skins are chrome tanned for upper leathers. Most of them are manufactured into the well-known and popular Glacé kid, to the manufacture of which this section is chiefly devoted. To be quite strict, glacé kid should be made from kid skins, but actually comparatively few of such skins are used, they being reserved rather for glove leathers. The popular upper leather is made from goatskins.
Chrome goat is deservedly popular; it is an ideal upper leather for shoes and light boots. As compared with chrome calf (thickness and other factors being equal), it is not only softer and more pliant, but also more durable. It is usually, however, not quite so thick, and perhaps therefore not quite so warm and waterproof. The popularity of glacé is probably enhanced by the brighter and more glassy finish than is usual with box.
As the supply of goatskins is unfortunately too limited, an even more widely used glacé upper leather is made from sheepskins, and often sold as glacé kid. From what has been previously said as to the quality of goat and sheepskin leathers (Part II., Sections II. and IV.), it will be readily understood that glacé sheep is by no means so good a leather as glacé goat. It is perhaps as soft, but is more spongy and loose textured, and is neither so waterproof nor so durable as chrome goat. The ubiquitous sheep, however, provides an immense supply of raw material, and the resulting leather, which should strictly be regarded as a glacé kid imitation, finds a ready sale. When well finished it is indeed a good imitation in respect of appearance, and this fact, together with its comparatively low cost, causes it to meet an undoubted public need.
The production of glacé goat will first be considered. The soaking [Pg 164] process is quite similar to that before described for the production of goatskin moroccos (q.v.) and need not be here repeated. The liming is similar in many respects also, but from what was said in Section II. about the undesirability of excessive plumping of pelt for chrome leather, it will be clear that caustic soda should be omitted from the limes. The liming should also be shorter for glacé than for moroccos, and this is attained both by using a greater proportion of sulphide and by using mellower lime liquors, preferably the latter, as soft pelts are better ensured. Calcium chloride has sometimes been added to the limes: this reacts with the soda from the sulphide, yielding salt and probably precipitating lime, and has its own lyotrope influence, thus reducing the plumping effect possibly in two ways. To obtain either effect it is necessary to use considerable amounts of calcium chloride. As goatskins are so tight fibred, a longer liming and a greater loss of collagen is permissible than with most pelts for chrome. The deliming operations should be exceedingly thorough in order to obtain the desired softness and the smooth grain. Puering is largely used to the full extent, i.e. the goods are thoroughly pulled down at 85°-90° F., and are carefully delimed in the puer liquor. After puering it is common to give a low temperature drench (60°-65° F.), which of course acts slowly over a day or two. The skins must be well scudded after puering or after drenching; sometimes after both. The drenching is often substituted for purely deliming processes, of which may be mentioned the use of boric acid and also the use of warm solutions of the commercial organic acids (lactic, formic, acetic, butyric, etc.), together with calcium chloride. In place of the chloride, a salt of the acid may be employed, and the deliming bath may be regenerated by oxalic acid and used repeatedly. Sometimes puering is omitted and the desired result obtained by washing in warm water, nearly deliming with warm solutions of organic acid, washing again and drenching. Skins are also washed often after drenching.
[Pg 165] In tanning chrome goat for glacé the two-bath process is mostly preferred. This is partly because the sulphur deposited in the reducing bath assists materially in producing the mellowness and fullness which are so essential, and partly because a large proportion of skins are finished in colours. The two-bath process also lends itself to a paddle tannage, which is necessary for the smooth grain finish. One or two illustrative processes may be given.
One process presents many points of resemblance to the first process suggested for willow calf in Section III. (q.v.). The skins are first pickled in a paddle with 2 per cent. hydrochloric acid and 10 per cent. salt, and then pass into the chroming paddle, which contains at first only 2 per cent. dichromate. Subsequently 4 per cent. dichromate, 3½ per cent. hydrochloric acid, and 5 per cent. salt are added to the paddle liquor, and the skins paddled until well struck through. After being horsed overnight the skins are struck out by machine, passed through a hypo dip if desired, and reduced with 12 per cent. of thiosulphate and about 5 per cent. of acid. The skins may be left overnight in the hypo paddle, and the excess of thiosulphate, which is a feeble alkali, commences the neutralization.
In another process the chroming bath is made up of 5½ per cent. chromic acid and 6½ per cent. of salt, and to this paddle liquor 2 or 3 per cent. of aluminium sulphate may be added if desired. The reduction is with 14 per cent. hypo and 7 per cent. hydrochloric acid. A little of the acid is added to the reducing bath; when the liquor turns milky, the skins are rapidly inserted, and the rest of the acid gradually added.
In the finishing processes the mechanical operation of "striking" is very prominent, on account of the necessity of obtaining area and smooth grain. The skin of goats has rather a tendency to bold grain, and this enhances the need of striking. Most manufacturers lay great stress upon thorough neutralization and washing. An important point also is that the staking should be carried out at the proper condition of dryness. If either too damp or too dry, the requisite mellow feel is not obtained. [Pg 166] There is, of course, ample scope for variation and ingenuity, and the following processes for blacks and colours must be taken as broadly typical.
The skins from the reducing bath are first machine struck, and then immediately neutralized with one per cent. borax until this is thoroughly used up, and the skins are then paddled for many hours in running water. They are again struck out and lightly shaved, possibly after a little drying. There is a tendency to save time by using a stronger borax solution, and by using warm or tepid water, and some factories save borax by washing well first in warm water. If for blacks a common plan is to dye grain and flesh a violet-blue and then black the grain only with logwood and iron. The skins are drum dyed blue with a coal-tar dyestuff, drumming half an hour in the solution at 110° F., and again struck out. They are then paired or pleated, and rapidly passed successively through three vats containing respectively cold weak ammonia, a logwood and fustic infusion at 120° F., and a solution of ferrous sulphate containing a little copper sulphate. The skins must be immediately washed well to remove excess of iron. Instead of this process the skins may be passed through vats containing coal-tar blacks. Instead of blue backing the skins may be drum-dyed black on flesh and grain with either coal-tar blacks or with logwood and iron. In the latter case the skins must be drummed in water for an hour to remove excess of iron. However dyed, the skins are often struck out again after dyeing, and sammed slightly for fat liquoring. Neatsfoot oil is a popular ingredient of the fat liquor. The skins are drummed dry for a few minutes in a hot drum, and the fat liquor added at 130° F., and the drumming continued after the grease has been taken up in order that it may be thoroughly distributed. The skins are struck out again, rapidly dried out, and wet back for staking in damp sawdust. The staking should be thorough, and, if necessary, repeated when the goods are rather drier.
[Pg 167] In finishing off the skins may be fluffed if desired, and are then "cleared" by sponging with 10 per cent. lactic or acetic acid. They are then seasoned and glazed after some drying. This is repeated until the required gloss has been obtained. They are finally oiled lightly with a mixture of linseed and mineral oils. On finishing dull kid a heavier fat liquor is given, in which degras is used, and the skins are not seasoned and glazed, but are ironed and oiled. In finishing for coloured glacé, the skins are mordanted before dyeing by the use of dyewood extracts, antimony and titanium salts being used as fixing agents. The fat liquor should contain less soap and more egg yolk, and for fancy shades even egg yolk only is sometimes used.
The production of chrome glacé sheep follows the same general lines as glacé goat. There is less difficulty in obtaining smooth grain, so that "striking" is perhaps less prominent, and drum tannages are preferred, whether one bath or two bath. The skins are received after fellmongering (see Part II., Section IV.) and need thorough puering to remove scud, and may be then rinsed through boric acid. Pickling is very common with these goods. In the pickled state they are often sorted out before tanning. The pickling is usually a one-bath process in which vitriol and salt or else alum and salt are used, but sometimes all three substances. The skins may indeed be received in a pickled state. They may be depickled by paddling with salt and borax, bicarbonate, or basic alum solution. They may also be tanned without depickling if the composition of the pickle be allowed for in the first chroming liquor. A commonly used pickle consists of 3 per cent. aluminium sulphate and 9 per cent. salt. If these goods are to be dried out, flour also may be used with the pickle, which thus becomes practically a light preliminary alum tannage (see Part IV., Section I.). A commonly used acid pickle is of 5 per cent. commercial sulphuric acid and 25 per cent. salt.
The delimed or depickled stock may be tanned as now described. The two-bath process may be used with drums. The chroming bath contains 5 [Pg 168] per cent. dichromate, 5 per cent. hydrochloric acid, and 10 per cent. salt. After the skins are thoroughly penetrated they are horsed overnight and reduced with 20 per cent. thiosulphate, up to 7 per cent. of hydrochloric acid being added after half an hour in thiosulphate only.
Alum pickled or tawed skins are wet back by drumming for about an hour in water, and are then tanned by the one-bath process in drums. Only a few hours are needed. Towards the end of the operation about ½ per cent. of bicarbonate of soda may be added to the chrome liquor. Acid pickled skins may be wet back with 10 per cent. salt, and depickled by adding a basic alum solution and the chrome tannage superimposed after about half an hour without handling the goods. The basic chrome alum liquor is suitable for this purpose.
In finishing glacé sheep much the same methods are used as in the case of glacé goat. Sheepskins are perhaps more lightly fat liquored, being naturally soft and porous. Degreasing is often necessary to obtain an even finish. As sheep gives an empty pelt and chrome an empty tannage, a slight retannage is often given in gambier, especially for blacks, in which case the skins are well mordanted. This retannage makes the leather less stretchy. Logwood and iron blacks are usual. For colours, fustic or sumach are the usual mordants, with tartar emetic to fix. If for glove leathers, skins pickled in alum and salt or tawed should be preferred, and flour may be used in the fat liquor.
Sheepskin splits are sometimes given a chrome tannage and finished as chrome chamois. This leather may be used for linings, but not for polishing silver on account of the sulphur originating from the reduction bath. The splits are puered heavily, and pickled in 6 per cent. vitriol and 24 per cent. salt. They are paddled in this pickle liquor, and 4 per cent. dichromate added in successive portions. The fleshes are horsed overnight and reduced in 15 per cent. thiosulphate, to which a little hydrochloric acid is added if needed.
[Pg 169] In finishing the splits are washed in warm water, neutralized in weak soda, and washed again. They are sammed by machine striking, and fat liquored, using much soap. They are then horsed, struck and dried out. They are staked several times after damping back, drying out again between stakings. They are finally fluffed.
REFERENCES.
Procter, "Principles of Leather Manufacture," p. 198.
Bennett, "Manufacture of Leather," pp. 55, 84, 105, 230, 364.
Bennett, "Theory and Practice in Wetwork of Chrome Goat," Shoe and
Leather Reporter, Sept., 1910
The term "heavy chrome leather" is taken to include chrome sole leather, chrome strap and harness butts, waterproof chrome upper leathers, motor butts and picking band butts. These will be discussed in turn.
Chrome sole leather, as stated in Section I., has made headway in Britain during the European War, the Army authorities having recognized its great advantages in durability and waterproofness. At the time of writing, however, its manufacture has received a set back, and many factories are reducing their output. The primary cause of this is that the Army purchases have largely ceased, whilst the general public have not yet been educated to its value. Men who take chrome uppers for granted talk of chrome sole as a "leather substitute" with an implication that it is of inferior value. It must be recognized, too, that there is some interested opposition to its development. Cobblers and bootmakers complain that it ruins their tools, being so hard to cut. Now, it is manifestly impossible for it to be soft to cut and hard to wear out; the complaint is therefore an excellent testimonial. There is also a stupid fear that an article which lasts twice as long will reduce repairs and retail sales by 50 per cent. Even the manufacturer has sometimes a suspicion that a demand reduced in proportion to durability will not be balanced by an extended export trade. These points of view will become minor considerations when the public realize its relative economy, and when the community as a whole grasp that a durable article is a natural asset. Meanwhile credit is due to those firms who persevere in their pioneering work of educating the public.
The manufacture of chrome sole leather presents many analogies with the vegetable tannages. The soaking and liming should be about identical, [Pg 171] but the hides for chrome are generally given more sulphide and the depilation is reduced to about a week. The methods used for deliming differ widely in different factories. Some delime completely with mineral acids, some even pickle in acid and salt, whilst others merely delime the grain with boric acid. The last is really quite sufficient. Again, in tanning one finds similar divergences of method. Drum tanning is practised, but tannage in pits by suspension is more usual, though, as this last involves more dilute liquors, it involves also greater time to tan. In drum tannages a few days only are sufficient. In pit tanning at least a week is given, but sometimes up to a month, according to the strength of the final liquor and the rate of progress of the goods into stronger liquors. Liquors containing over 1 per cent. of chromium may easily be spent out so as to contain only 0.01 per cent. Labour and time are saved in pit tanning by the use of rockers. The press system of avoiding handling, however, so complicates the analytical control that its advantage is doubtful, a better way being to shift the liquors by an air ejector, which may also be used as an agitator of the liquor and thus abolish the need for rockers ("Forsare" patent). Chrome butts are tanned out in suspension. No floats or layers are used. The neutralization need not be so thorough as for light chrome uppers, as dyeing is not practised and trouble does not arise with emulsions made from sulphonated oils. Thorough washing is advisable, and the butts are usually then cut into bends and may be oiled before drying if desired. The bends are dried strained, to obtain flatness and smooth grain, for no machines, such as strikers and rollers, are usually employed. It is necessary to dry very thoroughly, for the bends are waterproofed by dipping the dry leather into molten waxes. The most commonly used wax and the cheapest is paraffin wax with a m.p. of about 127° F. It is rather a brittle wax, however, and as the finished leather consists of up to one-third of the wax, it is better to use at least some proportion of hard fat, Japan wax or ceresin wax, to obtain a stuffing material [Pg 172] with less crystalline texture. The use of 10-30 per cent. rosin in the stuffing grease is also usual. This prevents the leather from being so slippery when in wear. The stuffing should take place at temperatures from 150°-195° F., according to the melting-point of the grease employed. The bends are taken out and laid in pile to cool and set in a flat condition, and are then finished.
The chrome tannage of butts for strapping and harness backs, and for motor butts and picking bands may be similar to that for chrome sole, but drum tannages are more common and the two-bath process is often used. In the latter case the acid chroming bath is preferred, using 6 per cent. of dichromate and of acid, with up to 15 per cent. of salt, and reducing with 15 per cent. thiosulphate and acid as needed. This process assists in the production of the light colour which is preferred in the case of some of these leathers.
Strap butts after tanning are very thoroughly washed with cold water in pits, and repeatedly struck out by machine between the washings. They are then oiled with heavy mineral oil, and stretched by powerful machines. They are dried and curried during the stretching. Degras, wool fat and vaseline are greases used, and the drying and stretching finished off at 120° F. They are then fluffed on the flesh, French-chalked and heavily rolled.
Harness backs are neutralized, machine sammed, and lightly fat liquored with 4½ per cent. soap. They are then struck and oiled with heavy mineral oil and dried for stuffing. Hand stuffing, drum stuffing, and "burning in" are all used (see Part I., Section IV.). Stearin, paraffin wax, ceresin wax, wool fat, sod oil and mineral oil are the greases employed. The butts are blacked after stuffing with lamp black and oil, glassed well and buck-tallowed on the grain.
Motor butts are fat liquored lightly, using soap only. They have to be softened, therefore, during the drying by being mechanically worked. A boarding machine is repeatedly used during the drying. They are [Pg 173] finished off with French chalk on flesh and grain.
Picking band butts are neutralized by using warm water and then borax solution, and are then sammed by machine and very heavily fat liquored with cod oil and tallow and hard soap, to which degras may also be added. Up to 20 per cent. of greases (on the pelt weight) may be used. They are well drummed in this, struck out, French chalked, and dried out. They are softened finally by machine.
Waterproof chrome upper leathers are manufactured usually from hides tanned by the two-bath process, which is said to give a mellower leather. The neutral type of chroming bath is common. The butts are neutralized, machine sammed and struck, and then fat liquored with 2 per cent. each of neatsfoot oil and soft soap. They are then sammed, shaved and blacked on the grain with logwood and iron, and dried further. They are stuffed then by brushing with an abundant amount of concentrated fat liquor. This gives the waterproofness. They are staked after drying further, and often grained three ways. A further waterproof finish is given consisting of a fat liquor containing beeswax. They are finally brushed and re-oiled with linseed oil, to which some mineral oil may be added. This leather is much the most durable type for a shooting boot, or where waterproof uppers are desirable.
REFERENCES.
Procter, "Principles of Leather Manufacture," p. 198.
Bennett, "Manufacture of Leather," pp. 234, 368.
The use of alum for making pelt into leather is several centuries old. It was the first case of what are called "mineral tannages." The tannage is closely analogous in theory to the chrome tannages discussed in Part III., and if soda be added to ordinary potash alum in solution, a basic alum liquor is obtained which is quite capable of yielding a satisfactory leather, and which is thus a strict analogy of the basic chrome alum liquor described in Part III., Section II. The range of basicity which is practicable is very limited, however, and it is much more usual to use common salt with the alum instead of soda. The alum is, of course, hydrolyzed and free sulphuric acid is quickly adsorbed, whilst the colloidal solution of alumina is adsorbed also but more slowly. The adsorbed acid tends to swell the pelt and to cause it to take up the alumina less readily. The function of the salt is to repress the swelling by a pickling action. The actual result is thus partly due to the alum tannage and partly due to the temporary tannage given by the pickle. Hence such tannages are not firmly "fixed," nor is the result water-resisting, for much of the tanning material may be washed out. If, however, such leathers be stored for a time in a dry condition, the alumina becomes much more firmly fixed, owing probably to a further dehydration of the alumina gel deposited upon the fibres. The tannage is thus relatively more "irreversible," and such storage is practised in commerce for this purpose, being known as the "ageing" of the leather. It will be understood that it is possible to use too great a proportion [Pg 175] of salt, the hygroscopic nature of which would keep the leather moist and thus interfere with a glossy finish. About one-third the weight of the alum used is usually sufficient.
All that has been said in Part III. as to the empty nature of the chrome tannage is equally applicable to the alum tannages. It is as necessary therefore to employ filling agents. A fat liquor is quite satisfactory for many purposes, but is too dark coloured and greasy for glove leather. Egg yolk is the favourite emulsion in these cases. It contains about 30 per cent. of an oil very similar to olein and in very perfect emulsion. Olive oil is also largely olein and is also used, being emulsified by the egg yolk and effectively reducing the proportion required of this expensive material. Flour is also used as a filling agent. It acts also as a whitening agent and as an emulsifier. Its use enables the tanner to obtain the required fullness without so much greasiness. Thus softness and fullness may be obtained, and yet a glossy finish be possible. It will be clear that the more flour is used, the more oil may also be used.
The materials mentioned, viz. alum, salt, flour, egg yolk and olive oil, are all mixed together into a paste with some amount of water. The goods are drummed in this paste and then dried out. This operation is known as "tawing." The goods are then "aged" for several weeks and finished as required.
The manufacture of "glove kid" from lambskins and kid skins is the most typical example of alum tannage. Lambskins are unwoolled very usually by painting the flesh with a mixture of lime and sodium sulphide. There must not be too much of the latter on account of its tendency to give harshness, a fatal defect in glove kid. The addition of calcium chloride is desirable, and the skins, which should be pulled as soon as possible, should be quickly placed in soft water or weak lime. For kidskins a set of lime liquors may be used, and in preference to sodium sulphide red arsenic is employed. About one per cent. realgar on the weight of the lime is used, but more often larger quantities are preferred, even up to 6 per cent. The liming is thus shortened to 4 or 5 days. Fresh lime [Pg 176] liquors are sometimes used without any sulphides. Another method is to place the skins in a paste of lime to which realgar has been added in slaking. In any method it is necessary to saponify or emulsify the grease on the grain, or difficulties occur in dyeing and finishing.
Skins which are to be tawed for glove kid are both puered and drenched. They are heavily puered at 70° F. for 3 hours, or even longer for the heavier skins. After scudding they are drenched with 10 per cent. bran and some pea meal at 95° F. for a few hours only.
In preparing the tawing paste, the flour should be mixed with tepid water; the egg yolk should also be diluted with tepid water slightly, and strained if necessary, and then added to the flour. The oil is then carefully mixed in. The alum and salt are dissolved separately at 110° F. and added to the flour and oil. The tawing paste should be used at about 105° F. For every hundred medium-sized lambskins there will be required: 10 lbs. flour in 2½ gallons water, 1 quart preserved egg yolk, 3¾ lbs. alum and 1¼ lbs. salt. The skins are drummed in this for an hour or so and dried out on poles rapidly, but not with great heat. This is essential to get "stretch." They are next wet back, staked, dried and staked again. They are then "aged."
To wet back for dyeing and finishing the skins are drawn through warm water and then drummed in water at 95° F. for 15 minutes to wet evenly and thoroughly. This liquor, which contains much of the tawing material, is run off and replaced by the dye solution, e.g. fustic or turmeric, with which the goods are drummed for half an hour. Iron, chrome or copper salts may be used for saddening. After this "bottom" colour is obtained, a coal tar colour is added for "topping" and the drumming continued until the required shade is obtained. The excess liquor is now run off, and the materials lost in soaking are replaced by drumming further with egg yolk and salt for 15 minutes. This is known as "re-egging." Blacks are obtained with logwood and iron. After [Pg 177] re-egging, the skins are dried out and staked. They are "seasoned" with a weak emulsion of soap and oil, dried, oiled lightly with linseed oil, ironed, re-oiled and finally brushed. Whites are undyed, and 10 lbs. French chalk per 100 skins is used in re-egging.
"Calf kid" is a once popular but now obsolete upper leather made by tawing calfskins. The skins were well plumped in limes, delimed by washing and drenching, tawed much as for glove kid, split, dried out rapidly, staked and aged. They were finished dull and black with soap and wax.
The various white leathers used for belts, laces, whip lashes, aprons, covers for stoppered bottles, etc., are very usually made with an alum tannage. Alum, salt and flour only are used. Whitening is also mixed in and acts as neutralizing agent as well as pigment dye.
Wool rugs are manufactured from suitable sheepskins by an alum tannage. They are first well cleaned, using soap on wool and flesh. They are next degreased by painting with fuller's earth paste and drying. They are tawed by painting the flesh with a strong solution of alum and salt, or even by rubbing on the solid salts. They are dried out, aged and sorted for suitable colours. The dyeing is rather difficult, as many artificial dyestuffs are of no use. It is usual to bleach the skins first in a weak solution of bleaching powder, and afterwards to dye with infusions of the dyewoods, e.g. logwood, fustic, sandalwood, terra japonica, quercitron bark, turmeric, indigo, etc. Vat dyeing is usual. After dyeing, retanning with alum and salt is necessary, on account of the loss of these in bleaching and dyeing. Rugs are usually finished black, white, grey, brown, walnut, crimson, blue or green.
REFERENCES.
Procter, "Principles of Leather Manufacture," pp. 184, 236.
Bennett, "Manufacture of Leather," pp. 239, 371.
For the manufacture of a permanent leather the essential requirements are that the fibres of the hide or skins gel should be dried in a separate condition, and that they should be coated by some waterproof or insoluble material. Many substances fulfil the first but not the second of these conditions. For example, the dehydration only may be accomplished more or less by salt (as in curing hides), still better by salt if a little mineral acid be used (as in pickling), and by other salts such as potassium carbonate and ammonium sulphate, and dehydrating agents such as alcohol. Such "temporary leathers," however, are not water-resisting, as the second requirement has not been fulfilled, viz. the coating of the fibres with some more or less waterproof material. Thus if pelts dehydrated with alcohol be treated with an alcoholic solution of stearic acid, the second condition is fulfilled and a permanent leather is obtained.
Now, many tanning agents accomplish these two requirements only imperfectly. As we have noted in the preceding section, the alum-tanned leathers are not very water resisting, and much of the tannage will wash out. Leathers made by the vegetable tannages usually contain some excess of vegetable tanning matters which are soluble in and removed by water, though much tannin can no longer be thus removed, owing to the mutual precipitation of the oppositely charged tannin sol and hide gel. The necessity for fulfilling the second requirement mentioned is one reason for the practice of following these tannages by applications of oil, fat or of both. In this way the isolated fibres are not only dried separately, but are coated with a typical water-resisting material.
In the fat tannages an attempt is made to fulfil this second requirement without the use of any specific "tanning agent" for producing the first requirements; i.e. an [Pg 179] attempt is made to dry the fibres separately in an "untanned" condition, and to coat them simultaneously with fat so that a permanent leather is obtained. It is only possible to do this, if the pelt is constantly during drying subjected to mechanical working, e.g. by twisting, folding, bending, drumming, staking, etc. The resulting leather is often called "rawhide leather," and presents a real advantage over other leathers in its great tensile strength. Where toughness is an essential quality, there is much to be said for the fat tannages. It is also possible, of course, to effect compromises between ordinary tannages and the straight fat tannages; thus picking band butts, which must be tough, are often very lightly tanned with oak bark or chrome, and then given what is practically a heavy fat tannage. In the most typical of fat tannages, moreover, it is often common to "colour" the goods by a brief immersion in a weak vegetable tan liquor. Further, the employment of fats in the currying of dressing leather is in effect a fat tannage superimposed upon the vegetable tannage. (See Combination Tannages, Section VI.)
The fat tannage is undoubtedly one of the earliest methods for making leather. Prehistoric man discovered that the skins of animals killed in hunting could, by alternately rubbing with fats and then drying slightly, be eventually converted into a useful leather, whereas without the fat it was stiff and horny. Even yet similar methods are in use, thongs of raw hide being continually twisted during drying, with intermittent application of fats.
In the modern fat tannages drums are used to give the necessary mechanical working to the goods. The raw hide leather produced in the U.S.A. is made by drumming the nearly delimed goods with tallow and neatsfoot oil. In this country the fat tannages have been typified by the "Crown" and "Helvetia" leathers. The hides are thoroughly limed in mellow limes, and after the beam work are delimed by drenching, scudded, and sometimes fleshed again, and then coloured off in tan liquor. After partial drying, they are drummed warm for some hours to ensure isolation of the fibres. After further drying they are coated with the tanning [Pg 180] paste, which consists essentially of soft fats and flour to produce partial emulsification. Equal parts of soft fats and of flour may be used, to which may be added smaller proportions of degras, cod oil, mutton tallow, salt, together with about 25 per cent. water. The goods are coated with this mixture, drummed, and dried further, and this routine repeated as often as necessary to fill the interstices thoroughly with fat. The temperature in the drum may reach 95° F. In finishing an attempt is made to stuff further with grease. The goods are thoroughly set out, dried a little, and coated again, flesh and grain, with a mixture of tallow, cod oil, glycerine and degras, and dried further. The excess grease is slicked off and the goods again set out and grained. They are then dried out.
REFERENCES.
Bennett, "Manufacture of Leather," pp. 245, 246 and 376.
Procter, "Principles of Leather Manufacture," p. 378.
There are very obvious analogies between the fat tannages discussed in Section II. and the oil tannages now to be dealt with, but there is nevertheless a distinct departure in principle involved. In the oil tannages the mechanical treatment is generally more vigorous, and the "drying" process is conducted at a much higher temperature, with the result that there is a vigorous oxidation of the oil. This results in the formation of insoluble oxidation products which coat the fibre and play an essential part in the production of a permanent leather. Pungent vapours are evolved in the drying operations, amongst which is acrolein and probably also other aldehydes, and it is thought by Procter that these aldehydes also are essential tanning agents and typical of the process (cf. Section IV.). Fahrion considers that the tanning action is due solely to unsaturated fatty acids with more than one double linkage. Garelli and Apostolo, however, believe that the tannage is due to a coating of fatty acid whether saturated or not. These observers made leather with stearic and palmatic acids in colloidal aqueous solution.
The manufacture of chamois leather from the flesh splits of sheepskins comprises the largest and most typical branch of the oil tannages. The sheep pelts are split in the limed state, and the fleshes are given another sharp liming which may last up to a fortnight. They are next "frized," i.e. scraped over the beam with a sharp two-handled knife, to remove roughness and loose fat. The goods are next thoroughly washed in running water and drenched. A paddle drench is often preferred, and if not used the handling should be frequent. Paddling drenching reduces the time required from about 16 hours to about 6 hours. An hour or more [Pg 182] in a hydraulic press removes superfluous liquor and some more grease. The fleshes are separated, cooled and then stocked for 30 minutes to equalize the moisture in them. After removing from the stocks they are sprinkled on both sides with cod oil and thrown back into the stocks for a few hours. They are then dried cold for a day or two. The stocks used are similar to those once popular for softening dried hides during soaking, and consist of two heavy hammers which fall alternately upon the goods which are contained in a curved box below. The result is a mechanical kneading action. The fleshes are again sprinkled with cod oil, restocked for a few hours and dried again, this time at 100° F. They are then repeatedly sprinkled, stocked and dried, the last operation being conducted always at an increasing temperature until finally the final "heater" is even up to 160° F. As the operation proceeds it is advantageous to hang the splits also nearer one another, and in the final "heater" they are quite close. The next stage is to pack the goods quickly into suitable boxes and allow them to "heat," i.e. to oxidize further. This is a rather critical stage in the process, and to prevent overheating ("burns") it is often necessary to open out and repack into another box, with possibly some little intermediate cooling. They are turned over thus repeatedly until the oxidation is complete, and then spread out to cool.
The fleshes are now a dark brown colour, and are next treated to remove excess of oxidized oil products. The goods are dipped through water at 110° F. and then subjected to hydraulic pressure. The grease and water which exude are allowed to separate by settling, and the thick yellow oil so obtained, known as "degras," forms a valuable material for leather dressing, as it more readily emulsifies with water than many oils, and impart this quality to other greases mixed with it. A further quantity of a similar oil is obtained by paddling the goods with a weak soda solution. The liquor obtained is treated with sulphuric acid to neutralize the alkali, and the grease recovered is known as "sod oil." The fleshes are now well washed with hot water (140° F.), fat liquored [Pg 183] with cod oil and soft soap, machine sammed, either by a wringer or a centrifuge, and then dried out.
Much chamois leather is also made in France by closely similar methods. The skins are usually oiled on tables and folded up before stocking. Other marine oils (seal, whale, etc.) replace cod oil. Generally speaking the oxidation is more moderate, and the grease from the hydraulic press (moellon) is mixed with other fish oils to form commercial degras. An inferior quality of degras is obtained by subsequent treatment with soda.
The crust chamois obtained as above has only to be thoroughly staked to soften, "grounded" and "fluffed" to raise the nap, and then trimmed, and the ordinary wash-leather is obtained.
If intended for glove leathers superior skins are selected. These are fluffed carefully upon emery wheels, using first a coarse surface and eventually a fine surface so that a fine velvet effect is attained. The skins are next bleached.
In the "sun bleach" or "grass bleach" the goods are soaked in a 1½ per cent. soft soap solution and exposed to sunlight after being wrung. They are bleached in about 3 days in summer, but nearly a fortnight may be necessary in winter.
In the permanganate bleach, which is less tedious, the skins are first degreased by soaking in a warm ¾ per cent. solution of soda crystals and then drumming for 30 minutes in water at 95° F. They are then paddled in a ⅛ per cent. solution of commercial permanganate for an hour at the same temperature, rinsed through water, and the brown manganese dioxide is then removed by paddling or drumming the goods in a 3 per cent. solution of sodium bisulphite to which hydrochloric acid is added as required. The goods are well washed in warm water, and are then "tucked," i.e. placed in a vat of boiling water containing a little soft soap, just for a few seconds. The goods shrink and curl up, and they are then dried out at 120°-140° F. to fix the tuck. They are then staked, fluffed, and dyed.
In dyeing with coal tar colours the alizarin colours may be used after [Pg 184] mordanting with chrome alum. Direct dyes, natural dyestuffs and pigment dyes are also used. The goods are struck out after dyeing, lightly fat liquored with commercial egg yolk, dried out at 110° to 120° F., staked and fluffed on the face side.
Buff leather is a similar leather made from hides. They are limed mellow for a fortnight, unhaired, fleshed, and then limed again for another week in sharp limes. The grain is then split off, and the goods rinsed and scudded, slightly delimed and hung up to dry. They are then treated in much the same way as fleshes for chamois, but lime is often added to the cod oil used in stocking.
Buck leather is a similar product obtained from deerskins, but much mock buck is made from cheaper raw material.
REFERENCES.
Bennett, "Manufacture of Leather," pp. 247-250 and 376-379.
Procter, "Principles of Leather Manufacture," p. 378.
The use of formalin for hardening gelatin has long been known, but it was left for Payne and Pullman to devise a commercial process for tanning pelt into leather by means of formaldehyde (H·CHO) solutions. Their process, which was patented, specified the use of alkalies in conjunction with formaldehyde or other aldehydes. The function of the alkalies is not very obvious, for it has been shown that formaldehyde will tan also in neutral and in acid solution. The precise action of the aldehydes is also as yet somewhat obscure, but it is noteworthy that very small proportions of formalin will give a complete tannage. It is probable that the action of formaldehyde is not perfectly analogous with that of its homologues, for it is a most reactive substance, and will certainly with proteids undergo reactions which are not analogous to those with other aldehydes. The leather obtained by tanning with formalin is quite white and resembles buff leather, but has advantages over the latter in that no bleaching is necessary.
According to the patent specifications the pelt should be drummed in water and the tanning liquor—a solution of formalin and sodium carbonate—added gradually at 15-minute intervals. Up to 6 hours for light skins, and up to 48 hours for heavy hides, are required for complete tannage. The temperature is raised during the process from 100° to 118° F. The tanning liquor may be made from 16 lbs. of commercial formalin (36 per cent. formaldehyde) and 32 lbs. soda (80 per cent. Na2CO3) in 10-15 gallons of water. This should be added, one gallon at a time, to 4 cwt. pelt in 100-120 gallons of water. After tannage is complete the goods should be paddled with a 1½ per cent. solution of ammonium sulphate to remove the soda, and "nourished" in a solution of soft soap and salt, about 2¼ per cent. of each on the [Pg 186] weight of pelt. The goods are then dried out, and may be finished like chamois, buff, and buck leathers (Section III.).
REFERENCES.
Payne and Pullman, English Patent 1898, 2872.
Bennett, "Manufacture of Leather," pp. 250 and 379.
In spite of much valuable work on the constitution of the vegetable tannins and the compounds usually associated with them, such as that of E. Fischer, K. Freudenberg and their collaborators on gallo-tannic acid, and that of A.G. Perkin on ellagic acid and catechin, we are still in the dark with respect to the constitution of the tannins which are of commercial importance, and any synthetic production of these materials is thus out of the question as yet. Attempts, however, have been made to produce artificially substances which possess similar properties to the tannins and which may be used for converting pelt into leather. Into this category fall some of the earlier attempts to synthesize gallo-tannic acid by heating gallic acid with condensing reagents.
The first commercial success in this direction was attained by Stiasny, who produced condensation products of the phenolsulphonic acids, to which products he gave the general name of "syntans" (synthetic tannins). The Badische Co. placed one of these products on the market as "Neradol D," and later took out subsidiary patents for the manufacture of similar products by slightly differing methods of productions. Since the outbreak of the European War such patent rights have been suspended, and several British firms have been manufacturing synthetic tanning materials by similar methods, but doubtless with developments and improvements of their own discovery. These products (e.g. Cresyntan, Maxyntan, Paradol, Syntan, etc.) are now in use in many factories, and assist rather than substitute the vegetable tannins in producing leather of the desired colour and quality.
These synthetic tanning materials resemble the vegetable tannins in the following respects. They are organic acids containing phenolic groups. [Pg 188] They are semi-colloidal, passing slowly through semipermeable membranes. They precipitate gelatin, basic dyestuffs and lead acetate, give a violet-blue colour with ferric salts, and convert hide into an undoubted leather. They differ from the vegetable tannins in that they contain sulphur and sulphonic acid groups, but they agree in that both are aromatic derivatives. In each case the tanning effect is diminished by alkalies, but the synthetic materials are the more sensitive.
Methods of Manufacture.—There are, broadly speaking, three types of method by which these condensation products are produced, viz., condensation by formaldehyde, condensation by phosphorus trichloride or similar reagents, and condensation by heat alone. Illustrative methods will now be given.
Condensation by formaldehyde was the first method used. The procedure is given by the Austrian patent 58,405. A phenol, e.g. crude cresylic acid, is heated with the equivalent amount of sulphuric acid for a few hours to 100°-210° C., cooled, and formaldehyde added slowly whilst cooling and stirring, in the proportion of one molecule of formaldehyde to 2 molecules of phenol. The free mineral acid is neutralized, and the resulting product is the syntan "Neradol." By this procedure only water-soluble products are obtained, but an alternative process is to heat the phenols in slightly acid solution, and then to render soluble the resinous products obtained by treating with sulphuric acid. The proportion of formaldehyde to phenol used led Steasny to conclude that the resulting products were diphenyl-methane derivatives which polymerize to form molecules of considerable size. The formaldehyde supplies the "carbon bridge." This view was criticized by A. G. Green as too simple, and he suggested the alternative theory that polymerization does not take place at all, but that more advanced or higher condensation products are formed; he thought that o-hydroxy-benzyl alcohols were first produced, that these condensed with another molecule, and afterwards the process was repeated. The result was a "colourless dyestuff." This view receives some support from the other [Pg 189] types of method of manufacture.
With the use of other condensing reagents the procedure may be as in the process of the B.A.S.F. (Fr. pat. 451,875-6), thus: 225 parts of o-cresol-sulphonic acid are heated to 60° C. for 4 hours with 262.5 parts of phosphorus oxychloride. The excess of oxychloride is removed by distillation under reduced pressure and the residue washed with dilute hydrochloric acid.
Condensation by heat alone is illustrated by the method given in the same patents, thus: phenol-p-sulphonic acid is heated to 130° C. for 24 hours under a pressure of 20 mm. or in a current of dry air at atmospheric pressure. The product may be used direct or may be purified by dissolving in water, neutralizing with caustic soda, filtering and evaporating to dryness. A white powder is obtained which tans when its solution is acidified. An alternative is to mix phenol with sulphuric acid and heat the mixture to 140° C. for 72 hours under 20 mm. pressure and purify as before.
Methods of Use.—The synthetic tanning materials may be put to many uses. When well manufactured they make practically a white leather, and this fact makes a valuable opening for their use in connection with light leather tannages and the dressing of rugs. It is also claimed that they improve the colour usually obtained in the ordinary vegetable tannages. If used in the suspenders to the extent of 5-10 per cent. they are said to brighten the colour throughout the tannage. If used in bleaching and finishing they are said to lighten the colour of the finished leather. About 5 per cent. on the weight of the goods may be added to the bleach or vat liquors; they may be also mixed with sumac during finishing, and in effect act as a sumac substitute; solutions are also brushed over the grain before oiling, with a view to obtaining good colour. It is also claimed that their use prevents vegetable-tanned leather from becoming red under the action of sunlight. The syntans are also used to lighten the colour of chrome leather, even of chrome sole leather after it has been dipped.
[Pg 190] It is claimed also that syntans produce a tough leather, and if used for heavy leather in the early stages they give a tough grain and assist in avoiding a cracky grain. On this account they are also recommended for re-tanning E.I. tanned kips. When used in heavy leather suspenders they are said to get rid of lime blast (CaCO3) and to quicken the tannage, i.e. to enable the same weight to be obtained in less time. Procter suggests that a tannage of commercial value might be obtained by blending them with wood pulp extract.
If used alone for tanning a series of pits containing liquors of 4° to 37° Bkr. may be used, but drum tannages may be given using liquors of 14°-29° Bkr., the goods being tanned in 6-8 hours. About 30 per cent. of syntans are said to be necessary for complete tannage.
REFERENCES.
E. Stiasny, "A New Synthetic Tannin," Collegium, 1913, 142-145.
(See also J.S.C.I., Abs. 1913, 500.)
E. Stiasny, "Syntans—New Artificial Tanning Materials," J.S.C.I.,
1913, 775.
Patents:—
Austrian 58,405.
German 262,558, Sept. 12, 1911.
French 451,875, Dec. 13, 1912; 451,876, Dec. 13, 1912;
451,877, Dec. 13, 1912.
The formation of leather being due to the adsorption of colloidogenic substances at the interface of the tanning liquor and the hide gel, there is the obvious possibility that several such substances may be used simultaneously, and that the resulting leather may be due to the combined effect of these substances. Indeed, the average vegetable tannage consists of such a combination tannage, each tanning material contributing its own individual tannin and characteristic astringent non-tannins. There is evidently also the possibility that the different types of tannage discussed above might be used either simultaneously or successively, and that a leather might be obtained which combines to some extent the qualities of each of the types in combination. It is such a case that is generally called a "combination tannage." There are many conceivable combinations, and in this section will be chiefly discussed a few which have demonstrated some commercial possibilities. Some of these have already received notice in the preceding sections. The manufacture of curried dressing leathers is a combination of vegetable and fat tannages. The manufacture of waterproof chrome uppers illustrates a combination of chrome and fat tannages. The use of "syntans" in conjunction with vegetable tanning materials is also a combination tannage. The case of chamois leather is possibly a combination of aldehyde tannage with fatty acid tannage. Two-bath chrome leather is a combination of chrome, sulphur and fat tannage. Formaldehyde and vegetable tannage is also a known possibility. It is clear that there are possibilities of endless complexity, and that what normally may appear as a simple tannage is in reality a very complex combination tannage. From this standpoint one might instructively consider the successive adsorptions involved in a goatskin tanned first with syntans, then with oak bark, "retanned" in sumac, mordanted with [Pg 192] chrome, dyed with coal-tar dyestuffs and finally oiled with linseed oil. It will be easily seen that in a very strict sense nearly all tannages are combinations.
Usually, however, the term "combination tannage" is confined to those cases where the main tanning agents not only differ in type, but where none are in predominant quantity. A typical case is that of "semichrome leather," in which a vegetable tannage is succeeded by a chrome tannage. E.I. tanned sheep and goat skins are rather heavily "stripped" of their vegetable tannage and heavy oiling, by drumming with warm soda solutions, and after washing with water are chromed with the one-bath process; they are neutralized, dyed, fat liquored and finished for glacé upper leather.
In a precisely similar way kips and split hides which have received vegetable tannage are stripped and retanned in chrome and finished as for box calf, of which they are a good imitation. Such vegetable-chrome combination tannages possess many of the properties of chrome leather.
To chrome the pelt first and afterwards to subject it to vegetable tannage is also an obvious possibility, but has not yet been made a commercial success in this country, but has been increasingly used in the U.S.A. during the War.
Another typical case of combination tannage is the dongola leather produced by the use of gambier and of alum and salt. This is a vegetable-alum combination, and yields a good quality leather for light uppers, gloves, etc. Goatskins for "glazed dongola" are paddled tanned in gambier liquors, and alum and salt are subsequently added. They are tanned in 24 hours, well washed, and are fat liquored without ageing. The E.I. tanned skins may also be stripped with soda, and retanned in alum and salt, using flour also if desired. Dull dongola are first tawed and then retanned in gambier liquor. "Suède" and "velvet calf" are also tawed and retanned with gambier.
Yet another case of combination tannage is that of sheepskins for glacé uppers, which are first tawed thoroughly with alum, salt and flour and [Pg 193] dried out for sorting, and are then retanned in chrome by the one-bath process, and finished as usual. Closely related to this is the method of "pickling" in alum and salt and then chrome tanning.
Another case is the combined one-bath, two-bath method of chrome tanning. The goods are chromed by a one-bath liquor containing dichromate (say 2 per cent.), and then pass into a reducing bath. There is not much advantage in such procedure, however.
From a strictly commercial point of view the "dongola" and "semichrome" leathers have proved the most successful combination tannages, but there seem to be possibilities in combinations of the vegetable tannins with synthetic tanning materials.
Many other substances are known to tan, e.g. iron salts, cerium salts, sulphur, quinones, fatty acids, the halogens, etc., etc.; hence there is always the possibility that new useful combination tannages may be discovered.
REFERENCES.
Bennett, "Manufacture of Leather," pp. 243, 374-5.
Procter, "Principles of Leather Manufacture," p. 236.
The leather trades are amongst the oldest of all industries, but their evolution has been much more rapid during the last two or three decades than at any other period of their history. The European War, moreover, has caused the commencement of another period of rapid development, and it is the aim of this section to point out some of the principal lines of change which have already become apparent.
Many of these lines of evolution in the methods of manufacture have been previously discussed in their appropriate sections. They may all be summarized as attempts at more economical production. Prominent amongst them is the persistent effort to attain quicker processes. During the last twenty-five years the time necessary to produce the heavy leathers has been reduced from 12 months to as many weeks. The tendency is to reduce the time further still, but this is of course increasingly difficult to accomplish. On the other hand, it is more urgent to strive in this direction than ever, because a needless week involves more capital lying idle than ever before. Moreover, as most leather factories are now large works, a saving even of 24 hours has become a serious item in economic production. Hence in liming, bating, tanning, drying and in warehousing there are increased efforts to make a quicker turnover.
A good illustration of this "speeding up" in modern tanneries is the adoption by all large factories of much more rapid methods of extracting tannin. On the old press-leach system liquors may be percolating through the material for possibly a fortnight. The extract manufacturer reduces this operation to about two days. Steam generated from the spent bark is used to heat the extracting vats, and to work a vacuum pan or evaporator whereby more water can be used and a more complete as well as a more rapid extraction obtained. The evaporator also makes easy the preparation [Pg 195] of the strong liquors used in modern tanning.
Hand-in-hand with quicker production and manipulation are the attempts to obtain a larger turnover. It is realized that the big business attains cheap production. Even before the war the smaller factories were disappearing. A small tannery must now either extend or close down. This has been better realized in the heavy than in the light leather trades. In the sole leather tanneries very often many thousand hides per week are put into work, but in the glacé kid factories there is nothing yet to correspond to the output of American glacé factories, which sometimes reaches three or four thousand dozen a day.
Another very prominent feature of factory evolution is the increased use of labour-saving machinery. This practice has been in operation for a considerable time, but with marked acceleration during the last few years owing to the labour shortage occasioned by military service. This development of machine work has largely dispensed with that labour which involved any skill or training. The journeyman currier is now practically extinct. In the beam house, too, fleshing, unhairing and scudding are rapidly becoming machine instead of hand operations. Many devices are now being adopted also which reduce the quantity of unskilled labour needed. Instead of "handling" the goods from pit to pit, modern tanneries aim at moving the liquors. Thus in the "Forsare" and "Tilston" systems of liming, hides are placed in a pit and lie undisturbed until ready for depilation, the soak liquors and lime liquors being supplied and run off just as required, whilst these liquors are agitated as often as desired by means of a current of compressed air. This agitation replaces the "handling" up and down once practised. In the tanyard proper the same tendency is at work, "rockers" are increasingly preferred to "handlers," and an inversion of the press leach system permits the exhaustion of tan liquors by a gravity flow, and so avoids the handling forward from pit to pit. There is also a tendency to install lifts, overhead runways, trucks on lines, motor lorries, etc., to replace carrying, barrowing, carting, etc., and so to [Pg 196] arrange the tannery that the minimum transport is needed.
All these lines of evolution involve more intensive production, and necessitate much more careful supervision. It is not surprising, therefore, that the industry now feels that scientific oversight and administration are essential. A dozen years ago the trade chemists were largely unqualified men, whose work lay solely in the laboratory, and consisted mainly in the analysis of materials bought. To-day all large tanneries have qualified chemists, and it is realized that they are the practical tanners. Their function is so to control the manufacturing processes that all waste is avoided, and so to correlate and co-ordinate the manufacturing results with the analytical and experimental records of the laboratory, that constant improvements are made in the methods of production. The extended use of machinery, and the necessity for economy in coal and power, give the engineer also very large scope for useful work. Modern business conditions, moreover, have made necessary more skilful clerical work and accountancy in the large offices of a modern tannery.
In the creation of cordial relationships between capital and labour in the leather trades, there has been unfortunately little progress. The leather trade is not a sweated industry. Its workers have always enjoyed reasonable hours of work. In most factories an approximate 48-hour working week (involving no night work) has long been in operation. The industry, however, is not one in which high wages obtain. The average tannery worker receives a wage which is never much above the level of subsistence. This is mostly due to the fact that he is usually a quite unskilled labourer, and is therefore on the bottom rung of the labour ladder. In addition to this the work itself is often distressingly monotonous, and makes little demand upon the intelligence of the worker. The trade consequently offers little attraction to the intelligent labourer. The old system of apprenticeship is now quite obsolete, partly owing to the rapidity of the changes in the methods of manufacture, partly to the specialization of labour which results from the development of large factories, and partly also, because to understand [Pg 197] modern tanning involves a better general education than most workmen receive. It is indeed frequently difficult to find competent under-foremen for the different departments of the modern leather factory. Until recently leather workers have been either unorganized or badly organized, and their views and complaints have been confused and sporadic, but during the war period there has been a very rapid extension of trade union movements, and consequently a more articulate expression of the demands for "democratization" as well as "a greater share in the fruits" of the industry. In the leather trades, however, the gulf between the unskilled labourers and the wealthy employers is perhaps unusually wide, and there is little disposition on the part of capital to recognize the equity of either of the above demands of labour. Generally speaking, the leather trade firms are not public but private companies. There is absolutely no trace of "co-partnership" or "profit-sharing" schemes, or of co-operative production. There is little recognition that the trades' prosperity should be shared in any way by the workpeople, and still less recognition of any right to a voice in industrial conditions. This condition of affairs has an ominous reaction upon the attitude of labour, which believes that it is producing great wealth but not obtaining much more than subsistence. It is not the function of this volume to pronounce a verdict upon the wages question or upon the democratization of the leather trades, but one may be permitted earnestly to hope that if such be the future lines of development, there will be also, as an absolutely essential part of any such schemes, a much higher standard of education amongst the workers, for this is the only satisfactory guarantee that the voice of labour in council will have any practical value, or that higher wages will be at all wisely used by the recipients.
In his instructive and valuable volume on "The Evolution of Industry," Prof. MacGregor points out that modern industry has evolved three outstanding types, viz. the Co-operative Movement, the Trusts, and the methods of Public Trading. He also suggests that these types tend to blend. In the leather industry co-operative and municipal production [Pg 198] are unheard of, but the industry has certainly developed along the lines of the large trusts. Large businesses have replaced small, and later still have formed local federations, which in turn have combined to form the "United Tanners' Federation." War conditions have certainly stimulated evolution towards the trust type. The United Tanners' Federation has become possessed of powers which were not originally contemplated, such as the purchase and distribution to its members of hides, bark, extract, sulphide and other materials. How far some of these arrangements will be permanent is problematical, but one beneficial result is that the allied trades have certainly realized more thoroughly their unity of interests. This is shown by the much freer collaboration of the tanners, and by the encouragement now given to similar collaboration between their chemists. More evidence is found in the proposals for combined research.
There is also considerable reason to believe that there is some movement in the direction of partial State control. There is little doubt that evolution along trust lines will make this less difficult and possibly more desirable. The country cannot afford the spectacle of a Leather Trust permanently at war with a Labourers' Union. The public has realized that the well-being of the leather industry is vital to the national safety. It has realized that the leather trades are great producers of national wealth, and that increased production with the development of the export trade will materially assist to restore the country's financial position. It has realized also its own right to protection from bad leather and from exorbitant prices. On all these grounds it is probable, though there may be some reaction from the present position, that the State, which has already got its fingers in the pie, will refuse to draw them out altogether. The Imperial aspect of the question affords some further justification for this attitude. The leather trades operate very largely upon imported material, and it is clearly desirable that there should be close co-operation between the home industry and the colonial supplies of material. Here too the war has also given a great stimulus in this direction. Indian myrabolans has long been a staple tanning material. South African wattle bark has [Pg 199] during the last few years replaced almost completely, and probably to a large extent permanently, Turkish valonia. There has also been great increase in the imports of Indian kips and of South African hides, and it is not at all an impossible proposition to maintain a self-contained Imperial Leather Trade, should this be necessary. French chestnut extract, and quebracho extract, however, are much too valuable tanning materials to exclude for merely sentimental reasons. These instances indicate possible advantages in Imperial co-operation, but also show the need for caution in the elaboration of such schemes.
Although a partial, and indeed increasing, measure of State Control is probable, there has been as yet no serious proposal to nationalize the leather industry. Such a proposition, indeed, is hardly ripe even for discussion. Until the nationalization of transport and of mines is a proved success, and until the merely distributive undertakings of the municipalities (e.g. of coal and of milk and other foods) are past the experimental stage, any proposition to nationalize the leather trades seems premature. It is noteworthy, however, that in Queensland, Australia, the Government have the right to commence and to administer State Tanneries.
Any progress in the direction either of democratization or of nationalization, has been certainly postponed by the sudden and unprecedented trade slump which commenced in the earlier part of 1920. This depression, in spite of heavy falls in the prices of raw materials, has made economic production a much more difficult problem. It has undoubtedly given a further stimulus to evolution towards the trust type, and created a further tendency towards the closing of the smaller factories, and the employment of labour-saving devices. When the general fall in prices has made an appreciable fall in the cost of living, some reduction in the leather workers' wages, together with more efficient work, will also contribute to the solution of the difficulty. It is chiefly to be desired, however, that the export trade should be restored. The realization of this hope depends largely upon the establishment of peace and prosperity abroad, and the consequent stabilization of the various foreign exchanges.
Many of the chemical properties of gelatine, especially those which distinguish it from other proteins, have been described in the Introduction to this volume, and need no further comment. In this section its colloid nature and behaviour will chiefly be considered, for these points have greatest importance from the standpoint of industrial chemistry.
It is hoped, moreover, that this section will be of interest not only to the chemist concerned in the manufacture of gelatine and glue, but that it will be of value also to those concerned in leather manufacture. The difference between the "collagen" which composes the hide fibre and the high-grade gelatines is so small that for many practical purposes it may be considered negligible. Thus the description of the behaviour of a gelatine gel is very largely applicable to a hide gel also.
Gelatine has been crystallized by von Weimarn by evaporating a dilute solution in aqueous alcohol whilst in a desiccator containing potassium carbonate, the temperature being maintained at 60°-70° C. The carbonate takes up water only, and the concentration of the alcohol therefore slowly increases until the gelatine is no longer soluble. Gelatine is usually found and known in the colloid state, however, and its behaviour in this state only is of practical importance.
The fundamental idea of modern colloid chemistry is that colloids are heterogeneous systems, usually two-phased, in which one phase is liquid and the other phase either liquid or solid. The latter phase, which is divided into small separate volumes, is known as the "disperse phase," [Pg 201] whilst the other is the "continuous phase" or "dispersion medium." The "dispersity" is the degree to which the reduction of the dimensions of the disperse phase has been carried, and is best expressed numerically in terms of "specific surface," i.e. surface area divided by volume, but it is also often expressed as the thickness or diameter of a film or particle. When the dispersity is not high, we have ordinary "suspensions" and "emulsions," which with increasing dispersity merge into the typical colloids. By analogy, colloids have been divided into "suspensoids" and "emulsoids," when the disperse phase is solid and liquid respectively. The classification, however, has not been found satisfactory, for some systems in which the disperse phase is undoubtedly liquid, exhibit characteristic properties of suspensoids, and vice versâ. A more satisfactory division, therefore, is found in the presence or absence of affinity between the two phases, the systems being termed "lyophile" and "lyophobe" respectively. If water be the continuous phase the terms "hydrophile" and "hydrophobe" are often used. Broadly speaking, the lyophile colloids correspond to the emulsoids, and the lyophobe colloids to the suspensoids. Gelatine is a typical hydrophile colloid.
Another fundamental idea of colloid chemistry is that the great extension of surface involved in a high dispersity causes the surface energy to be no longer a negligible fraction of the total energy of the system, and that the recent advances in knowledge respecting surface phenomena may be called in to assist in the explanation of the special properties of the colloid state. Particles which exhibit the Brownian movement, about 10-5 cm. diameter, down to the limit of microscopic visibility (10-3 cm.) are termed microns. Particles less than this, but just visible in the ultra-microscope (5×10-7 cm.) are termed submicrons. Particles still less, approximately 10-7 cm., have been shown to exist, and are termed amicrons. The dimensions of molecules such as may exist in true solutions are of the order of 10-8 cm. A colloid sol may contain particles of various sizes. Thus a gelatine sol [Pg 202] (like other lyophile systems) contains chiefly amicrons, but submicrons are also observable.
Owing to the contractile force of surface tension, it is concluded that the surface layer of a liquid is under very great pressure, much greater than the bulk of the liquid. Any extension of the surface of the liquid naturally causes a corresponding extension of the proportion of liquid which is thus compressed. If in a beaker of water there be placed a porous substance, such as animal charcoal, there is a great extension of the surface of the water, and a corresponding increase in the amount of compressed water. If instead there be substituted a large number of very small particles of a substance, a still further increase in the amount of compressed water is involved. As the specific surface of the substance inserted is increased, and its amount, the proportion of compressed and denser water increases also, until it is a practically appreciable percentage of the total volume. It is clear also that the extent of the zone of compression will be determined also by the nature of the substance with which the water is in contact at its surface, i.e. by the extent to which it is hydrophile, and this indeed may be the more important factor.
Now in a gelatine sol we have the necessary conditions for a system in which the compressed water bears an unusually large ratio to the total, owing to the enormous surface developed by the minute particles of the disperse phase (amicrons) and to the unusually wide zone of compression surrounding each particle caused by the strongly hydrophile nature of gelatine. It should be pointed out that these zones of compression do not involve any abrupt transition from the zone of non-compression, the layer nearest the particle is under the greatest pressure, and the concentric layers under less and less pressures, the actual compression being thus an inverse function of the distance from the particle. Now if there be a gradual increase in the concentration of the sol, the time will come when these zones of compression begin to come in contact, and [Pg 203] the system will then show a considerably increased viscosity. With further increase in concentration the zones of compression will overlap throughout the system, and when the layers under considerable pressure are thus continuous, the whole system will acquire a rigidity much greater than water and approaching that of a solid body. This is a gelatine gel, or "jelly." With increasing concentration the jelly becomes increasingly rigid, and if it be eventually dried out under suitable conditions it forms what is practically solid body—gelatine—which, however, still contains from 12 to 18 per cent. of water.
It will be clear that, in the case of gelatine jellies (e.g. of 3-10 per cent. strength), an increase in temperature will cause an increase in the kinetic energy of the particles and effectively reduce the zones of compression. Indeed, they may be reduced to such an extent that they are no longer in contact, and the rigidity due to the continuous contact of the layers of great compression will then disappear; as we say usually, the jelly melts. On cooling, the decreased kinetic energy of the water molecules results in the return of the state of compression, with rapidly increasing viscosity and eventual gelation; as we say usually, the jelly sets. Neither of these changes takes place at a definite temperature (like a melting-point), and in "melting" (solation) or in "setting" (gelation) the temperature-viscosity curve is quite continuous. By various arbitrary devices, however, approximate melting and setting points may approximately be determined. The results also vary somewhat with the concentration of the gel or sol. Gels between 5 and 15 per cent. strong melt about 26°-30° C. and set at 18°-26° C.
On this view, we must regard a gelatine gel as a continuous network of water under great compression, and in this network are zones of still greater compression, which surround the particles of the disperse phase—the gelatine itself, and zones of less compression which in a weak gel, at any rate, have a compression equal to or much the same as the normal state of compression in water.
One consequence of this system is, that when a piece of gelatine [Pg 204] swells, there is a considerable enlargement in the zones of compression; in other words, some, at least, of the imbibed water is compressed. Now the compression of water means that work is done, and when gelatine swells, therefore, we expect—and actually find—that heat is liberated (5.7 cal per g. gel). Hence also by the Le Chatelier theorem, we expect—and find—that gelatine swells best in cold water. Further, the compression of water involves a decrease in volume, and we therefore expect—and actually find—that the volume of the swollen jelly is appreciably less than the volume of gelatine plus the volume of water imbibed.
Another consequence of such a compressed system is that a gelatine jelly, even in water, will have a surface tension towards water just as the water itself has such a tension to the water vapour above the liquid. This interfacial tension of the jelly will of course have a contractile effect, and will tend to resist swelling and to limit it as far as it possibly can. This force, tending to contract the jelly and resist imbibition is therefore one of the main influences at work in the swelling of gelatine, and is one of the two principal factors which determine the extent of the maximum swelling when equilibrium is established. The force tending to resist swelling is, in the ultimate, just surface tension. Its actual magnitude depends, of course, mainly upon the extent of compression in the dispersion medium of the gel, and will be a resultant which is a function of this compression. The magnitude will thus vary with the average compression in the continuous network of compressed water. It will be obvious that as the jelly swells the power of resisting the swelling will decrease, and the interfacial tension with the external water will tend to disappear. If the force tending to swell were great enough the swelling would continue until the zones of compression were no longer in contact and the gel would become sol.
As suggested above, it is probable that the extent of the zones of compression is determined by another factor in addition to the great development of surface. That factor is connected if not identical with that power which makes the system lyophile, and is evidently connected [Pg 205] also with the solubility of the disperse phase, and may indeed be electrochemical forces tending to form a series of hydrates, or at least to cause an orientation or definite arrangements of the water molecules in the zone of compression. This idea receives some support from the hydrate theory of solution, and the zones of compression and orientation are the colloid analogue of the hydrates supposed to exist in solutions of electrolytes. The extension of such zones on cooling are then analogous with the series of hydrates formed, for instance, by manganese chloride with 2, 4, 6, 11, or 12 molecules of water when crystallized at temperatures of 20°, 15°,-21°,-30°, and-48° C. respectively, the idea being that the salts most hydrated in solution crystallize with most water.
As the compression is the result of two factors, one of which depends upon the nature of the disperse phase, we expect—and find—in other lyophile systems a considerable variation in their power of gelation. Some indeed, though very viscous, e.g. egg albumin, never quite set like gelatine, and others (e.g. agar-agar) set to a stiff gel from a much weaker sol than gelatine. When the zones of compression are large, as in gelatine, the magnitude of the compressing force on the outermost part of the zone is relatively small, and it is not surprising that time is necessary for the victory of this force over the kinetic energy of the water molecules. Hence we find a 5 per cent. jelly sets readily on cooling, but its elasticity increases steadily for many hours after it has set. This phenomenon, known as hysteresis, we should expect—and find—to be much more marked in a case where the zone of compression is unusually large (e.g. an agar gel). We should also expect—and find—that hysteresis is more marked in a high-grade gelatine than in a low-grade gelatine where both eventually form gels of equal elasticity. We should expect too—and we find—that hysteresis is more prominent in weak gels than in strong. These points are of obvious importance in testing gelatine by its elasticity, e.g. the well-known "finger test."
[Pg 206] There are also other facts and considerations which have an important bearing upon the point under discussion. It is necessary ultimately to regard true solutions of electrolytes and other bodies as heterogeneous, though perhaps of a rather different order. From this point of view molecules and ions existing in an aqueous solution will present a surface and have associated zones of compression analogous with those suggested for the minute particles of gelatine.
Now recent investigations have shown that the essential physical properties of water are affected by dissolved substances in a definite manner and to a fixed extent, and that these substances exhibit a sequence in order of their effect. This sequence is also exhibited in the essential properties of water as solvent and as dispersion medium for colloid sols. The sequence is known as the "lyotrope series." Thus the numerical value of the compressibility of aqueous solutions is reduced below that of water by salts which, with the same kation, exhibit an effect in the following order:—
CO3 > SO4 > Cl > Br > NO3 > I
This same order is observed, in the effect on the increased values for the surface tension, density and viscosity of these solutions. On the other hand, the kations have a similar sequence of effects,
Mg < NH4 < Li < K < Na < Rb < Cs
which appears when salts of the same anion are chosen. It is not surprising to find that this lyotrope series exhibit an analogous influence on the chemical reactions of water, e.g. the hydrolysis of esters. In the hydrolysis by acids SO4 retards the action, the other anions and the kations accelerate it, in the lyotrope order. In the hydrolysis by bases the series is reversed. Similarly the lyotrope series exert the same order of effect upon the inversion of cane sugar and other reactions.
This lyotrope influence has also been shown to exert considerable effect in the behaviour of lyophile sols. With the lyophobe sols the addition of foreign substances apparently affects the disperse phase only, but with the lyophile sols the effect on the continuous phase is also important, [Pg 207] and may overshadow the other. Now, in gelatine and in hide gels and tanning sols we are dealing with lyophile systems, and there are many points of behaviour in which lyotrope influences become prominent. Similar effects are observed upon other lyophile sols (e.g. albumin, agar-agar, etc.) which differ widely in chemical nature. Thus the salting out of albumin (reversible precipitation) is influenced by sodium salts in lyotropic sequence as follows. The anions hinder precipitation; in order of precipitating power they are:
citrate > tartrate > SO4 > acetate > Cl > NO3 > ClO3 > I > CNS
The sulphates illustrate the kation effect, which is independent and which favours precipitation:
Li > K > Na > NH4 > Mg
If the experiments be carried out in faintly acid solution this order of effect is exactly reversed, iodide and thiocyanate having the greatest effect and citrates the least. The coagulation temperature of albumin and the coagulation by other organic substances are similarly influenced by the lyotrope series.
Lyotrope influence also exerts a powerful effect on the behaviour of gelatine sols and gels. The gelation temperature is influenced thus:—
raised by: SO4 > citrate > tartrate > acetate
lowered by: Cl < ClO3 < NO3 < Br < I
The kation effect (small) is Na > K > NH4 > Mg
Other lyotrope substances raise or lower the temperature thus:—
glucose > glycerol—(H2O)—alcohol < urea
The effect on gelation is also illustrated by the change of viscosity of the sol with time. The same lyotrope order is found.
In the salting out or precipitating of gelatine with salts, the order of anions is lyotrope:
SO4 > citrate > tartrate > acetate > Cl
[Pg 208] Also the osmotic pressure of gelatine sols is markedly lowered by neutral electrolytes in lyotrope sequence:
Cl > SO4 > NO3 > Br > I > CNS
Similarly lyotrope influences are shown in the modulus of elasticity: substances which favour gelation increase elasticity, whilst substances which favour solation decrease elasticity. The order is again lyotrope.
The permeability of the gel is affected by lyotrope influences; alcohol and glycerol reduce diffusion through gelatine (or agar); and urea, chloride and iodide increase it. (Similarly the diffusion of sols through "semipermeable" membranes is affected by lyotrope influence.) The lyotrope series also influence the optical activity of gelatine sols and the double refraction of strained gels.
The swelling of gelatine (and other gels) is very strongly influenced by the lyotrope substances and merits more attention than it has received. Hence this lyotrope influence exerts a profound effect in the manufacture of gelatin, and perhaps even greater in the manufacture of leather. This is only to be expected. If a gel comprise a continuous network of compressed water, as suggested above, the presence of other substances in the gel which cause increases or decreases in the compression must modify accordingly the properties which depend upon this state of compression, such as the viscosity of the melted gel, the rate of gelation, the elasticity of the gel, and the rate and extent of its imbibition. This indeed we find to be the case. Now the substances which affect the compressibility, surface tension, etc., of water least, i.e. the substances producing little or no compression of water, are just those which reduce the compression of water in a gelatine jelly, and cause a decreased viscosity, elasticity, surface tension, etc., and which therefore naturally allow the gel to swell more than in pure water. Conversely, the substances which cause the greatest compression of water, the greatest increase in its surface tension and viscosity, are also the substances which increase the compression, viscosity, elasticity, and surface tension of gels, and which therefore [Pg 209] hinder imbibition. The effect on swelling is as follows:—
Sodium-sulphate > tartrate > citrate > acetate; > alcohol > glucose > cane sugar; (water) chlorides-potassium < sodium < ammonium; < sodium-chlorate < nitrate < bromide < iodide < thiocyanate < urea.
As the amount of compression will depend upon the amount of substance, we expect—and find—that the effect is usually additive, and that suitable mixtures of substances having an effect in the opposite sense will produce no change.
The interpretation of lyotrope influence is of course somewhat speculative, but considered as a surface phenomenon, the surface specific of the molecules and ions of the lyotrope substance must be one of the factors involved. One naturally also connects the effect with solubility and the tendency to form hydrates in solution, the zones of compression being zones of orientation and of electrochemical attraction. The hydrate theory of solution again affords an instructive commentary. The fact that, broadly speaking, the polyvalent anions and the monovalent anions also group themselves together, suggests that electrical forces are at work, and the order of effect of monovalent anions almost suggests that what are called "residual valencies" are in operation. It is difficult to resist the conclusion that in the lyotrope influence, in the crystallizing of salts, and in the formation of a gel, we have zones of compression and orientation which are manifestations of the same forces—surface and electrical; the chief differences in the case of gelatine being that the zones are larger and that the electrical effect is perhaps of less definite magnitude.
However these things may be, the fact of water compression determines the rigidity of the gel, and the changes in this compression of the continuous phase determine the surface tension resultant which hinders swelling, and which is one of the two main factors fixing both the rate at which gelatine swells in water, and the final volume attained by the gel.
[Pg 210] Before leaving this point, it is desirable to note the effect on the swelling of gelatine of the extremes of this lyotrope influence. Substances like iodides, thiocyanates and urea prevent a gelatine sol from setting to a gel at all, and a piece of gelatine in such solutions swells rapidly until it solates. On the other hand, sulphates, tartrates, etc., make a stiffer gel on account of the enhanced compression. Gelatine in such solutions may swell, but at a much slower rate than in water and with a decreased maximum extent. A gelatine gel may in such solutions not only fail to swell at all, but actually contract and in some cases, indeed, be practically dehydrated. If a gel be in a very concentrated solution of such a substance, it may be that the lyotrope compression in the external solution is greater than the compression in the dispersion medium of the gel; in which case the surface tension effect is reversed, and the external solution tends to increase in volume and the gel to contract. Hence we find that the saturated solutions of such substances as ammonium sulphate and potassium carbonate will dehydrate a gel almost completely, and will also, by a similar action on pelt, make a kind of white leather. It is important to remember this contractile effect of strong solutions of salts, because it is very easy to confuse this effect with a similar result produced in another manner, viz., by a reduction of the force tending to swell.
A very important feature of the colloid state is that the particles of the disperse phase appear to possess an electric charge, and if this charge be removed a colloid sol no longer remains such, but precipitates, flocculates, coagulates, etc. As to the origin of this charge several theories have been advanced, but the most generally accepted is that it is a result of the adsorption of electrically charged ions by the particles of the disperse phase. The enormous specific surface possessed by this phase renders it particularly liable to such adsorption. This view harmonizes well also with the general behaviour, of colloid sols and gels, in endosmosis, kataphoresis, [Pg 211] precipitation, etc. According to this point of view the particles of the disperse phase are surrounded by a surface layer in which these ions are in much greater concentration than in the volume concentration of the dispersion medium. The hydrion and hydroxyl ion are particularly liable to such adsorption. In the case of a lyophile colloid, like gelatine, the charge may be either positive or negative, according to the nature of the predominant ions in the dispersion medium, and the amount of adsorption is determined by the concentration of these ions in accordance with the adsorption law.
In effect, therefore, the particles of the disperse phase each carry an electric charge of the same nature, and as similarly charged bodies repel one another, the particles of the disperse phase will tend to separate and to occupy a bigger volume. It is the author's opinion that this repulsion of similarly charged particles is the cause of the swelling of gelatine. The amount of charge and force—tending to swell—is due possibly to several ionic adsorptions, which may be considered to operate independently, and the power of repulsion is determined by the nett charge, which in the case of a "positive colloid" is positive, and in the case of a "negative colloid" is negative. As ions possess different electric charges, the charge on the disperse phase is subject to the valency rule.
Now the repulsive force between two similar and similarly charged bodies is proportional to the amount of charge and is inversely proportional to the square of the distance between them. The amount of charge on a colloid particle will be determined by the dispersity—best signified by the specific surface (s)—and by the operation of the adsorption law y = mac1/n. The distance between the particles varies with the degree of swelling, and is determined by the cube root of the volume of the gel (v). Hence if F be the force tending to make the gelatine swell, we may write
F = Q⁄d2 = sy⁄v2/3
[Pg 212] Now with all electrolytes, even with water, we have both positively and negatively charged ions, and y is consequently determined by the difference in the amounts adsorbed. Hence in the case of an electrolyte with an equal number of oppositely charged ions y = ma1c(1/n1)-ma2c(1/n2), where a1, a2, and n1, n2, are the appropriate constants for the particular ions concerned. Hence at constant temperature, pressure, etc., we may write
| F = | sm (a1c (1/n1) — a2c (1/n2)) |
| v2/3 |
The force tending to make a piece of gelatine swell is proportional to its mass, which is perhaps fairly obvious. The swelling force is also an inverse function of the volume of the gel, and as swelling proceeds therefore the force tending to swell further decreases. The force tending to swell is proportional to the specific surface of the disperse phase, other factors being constant. To illustrate this one has only to imagine that one particle of the disperse phase be split into two particles each carrying half the original charge. It is clear that a new repulsive force becomes operative, which did not before influence the swelling, and that the distance between the particles is halved. In the swelling of gelatine, however, we may consider the dispersity constant for constant temperature, and if we consider unit mass we see that the force causing swelling depends upon the operation of the adsorption law and upon the degree to which the gel is already swollen.
In the swelling of (say) one gram of gelatine to its maximum, both the contractile force of surface tension and the expanding force of electrical repulsion are in operation. At the commencement the latter is much the greater force—hence the rapid imbibition. Both these forces decrease in magnitude as the swelling proceeds, but the force tending to swell decreases at a more rapid rate, and the time comes when it has decreased to the precise value of the force tending to resist swelling. At this point equilibrium is established and the maximum swelling attained. Obviously this maximum will in many cases be determined [Pg 213] largely by the value of a1c(1/n1)-a2c(1/n2). This factor, therefore, demands particular consideration.
Now, unfortunately, the adsorption law constants for the different ions have not yet been numerically determined, so that we are still somewhat in the dark as to the operation of ionic adsorptions. It is possible, however, to form conclusions of a qualitative or relative order, and these are such as to throw much light upon the question at issue. In the first place, we know that in general the various ions are not usually very widely different in the extent to which they are liable to be adsorbed. If this were otherwise, the valency rule would hardly operate so well in endosmosis, kataphoresis, and precipitation. In consequence we must expect the differences between the ions to appear in small rather than in large concentrations, the amounts adsorbed being under those conditions more affected by changes in the volume concentration. At the larger concentrations, therefore, the value of a1c(1/n1)-a2c(1/n2), is small, and the force causing swelling often tends to zero.
There are, however, noticeable differences at lower concentrations. Thus
we know that if a substance be primarily a positive colloid, it will
absorb kations more readily than anions. As gelatine falls into this
class, we may therefore conclude that usually a1 > a2. Further,
it often happens that very adsorbable substances are less affected by
concentration changes, and in the case under consideration, therefore,
we should expect that n1 > n2. Moreover, we know that the hydrion
and hydroxyl ion are much more readily adsorbed than other ions, i.e.
have a large value for a. Hence in the case of gelatine we expect that
a1c(1/n1)-a2c(1/n2)
will have a comparatively large value when one of the ions is H+ or OH-.
Also we know that organic anions are usually much more strongly adsorbed
than inorganic anions, and hence that in such cases a1 is more nearly
approached by the
[Pg 214]
value of a2. It should be emphasized perhaps, at this point, that
these various considerations are not based upon any facts relating to
the phenomena of imbibition in gels, or in gelatine in particular, but
are based upon the behaviour of colloids in endosmosis, kataphoresis,
electrolytic precipitation, adsorption, etc.
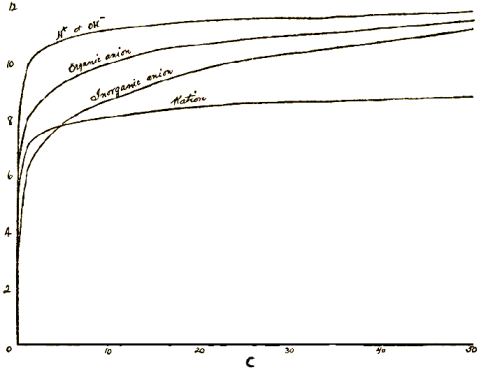
Fig. 1.
Now if we select a few simple figures which are in accord with the above
considerations, we can examine the value of the factor
a1c(1/n1)-a2c(1/n2)
in a purely illustrative and
typical way, and at any rate form some idea as to the manner in which it
is likely to vary. The figures might be:—
| Ion. | n. | a. |
| Hydrion or hydroxylion | 20 | 10 |
| Kation of a metal | 15 | 7 |
| Organic anion | 10 | 8 |
| Inorganic anion | 6 | 6 |
For the sake of simplicity we can assume that these ions are all
monovalent. The ions adsorbed by unit mass will then be 10c(1/20),
etc. If these hypothetical adsorption isotherms be plotted as usual we
[Pg 215]
get the fairly typical curves shown in Fig. 1.
Now in practice there are always two of these ions, each giving its own
specific effect in opposite senses, and the difference
(a1c(1/n1)-a2c(1/n2))
represents the nett charge adsorbed. Hence we have the following combinations:—
| Inorganic acid | 10c(1/20)-6c(1/6) |
| Organic acid | 10c(1/20)-8c(1/10) |
| Alkali | 10c(1/20)-7c(1/15) |
| Inorganic salt | 7c(1/15)-6c(1/6) |
If we plot these values of nett adsorption against the concentration we
obtain the curves shown in Fig. 2.
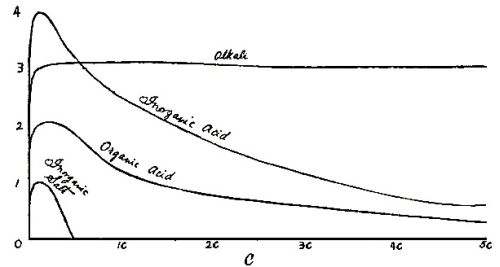
Fig. 2.
On the assumption that the nett charge adsorbed is the dominant factor
in determining the maximum swelling at equilibrium, one must therefore
regard the curves of Fig. 2 as representing the changes in volume of the
swollen gel as the concentration is increased. Now in type these
curves correspond to those obtained by experiment from hydrochloric
acid, acetic acid, caustic soda, and common salt. The maximum swelling
with hydrochloric acid increases rapidly with the concentration at first
and then rapidly decreases, though not at such a great rate. The
swelling with acetic acid increases less rapidly and to a less maximum,
[Pg 216]
but decreases more slowly. With common salt there is a slight swelling
followed by contraction. Caustic soda gives a rapid increase in volume
at first, afterwards much less so, and finally yields an exceedingly
slow decrease. The correspondence of these facts with the type-curves
inevitably suggests that the phenomenon of swelling might be accounted
for, in part at least, along these lines.
Of course it is not likely that the simple figures selected for the illustration of the argument are either relatively or absolutely correct. Thus we know that the adsorption curve for hydrions and hydroxylions are not likely to be quite identical, as assumed above. As gelatin is primarily slightly positive, it is probable that the values of a and of n for hydrion adsorption will be relatively slightly greater. The relative values supposed, however, are near enough to illustrate the contention that the type of the maximum volume curve can be explained on this assumption of different adsorption isotherms for each of the ions.
If the remarks on the compression of the continuous phase be recalled, it will be obvious that in the present paragraphs we have been giving the question of equilibrium-volume a rather one-sided consideration. The volume of the gel when equilibrium is established may be determined in type by the nett charge adsorbed by the disperse phase, but it will be modified also by the lyotrope influence of the particular substance on the continuous phase. When gelatine swells in solutions the influences on both phases are always in operation, and either upon occasion may become predominant. In the case of neutral organic substances, such as cane sugar, the lyotrope influence is the determining factor. In the case of neutral salts the predominant influence is decided by the place occupied by the salts in the lyotrope series. If at either end of the series the lyotrope influence is uppermost and the effect of ionic adsorptions is practically swamped. Thus sodium sulphate and sodium iodide hinder and promote imbibition respectively as could be expected from their strong lyotrope power. On the other hand, in the case of sodium chloride, which has comparatively feeble lyotrope influence, the [Pg 217] relatively different adsorptions of its ions comes to the fore. With acids and alkalies the relatively large adsorption of the hydrion and hydroxylion causes this to be the predominant influence, but we must concede the possibility that purely lyotrope influences may be at work in some cases, and especially at the greater concentrations. Indeed, it is sometimes a difficult problem to decide whether an increase or decrease in swelling is due to lyotrope or adsorptive influence, but, broadly speaking, we can expect strong lyotrope effects at either end of the series and also at large concentrations, and we can expect strong adsorptive effects in dilute solutions, in the middle of the lyotrope series and in the case of alkalies and acids.
For much of the above explanation of the nature and behaviour of gelatine, the author must himself take responsibility, and in this section he has freely quoted from his own papers upon the subject (see References). He claims that his view of a gelatine gel as involving a network of compressed water, liable to modification by lyotrope influence upon the continuous phase and by ionic adsorptions of the disperse phase, is most in harmony with the recent advances in our knowledge of colloids; that much of the theory is a necessary corollary of those discoveries; and also that he has found this view to be a sound guide in practice, both in tanning and in gelatine manufacture.
Many other theories have been advanced, but most are generalizations over too limited a field, and from experiments with only a few substances, and show little or no correlation with the wider facts of colloid behaviour. That of Procter, for example, discards altogether the idea of a two-phased structure of the gel as an "unproved and rather gratuitous assumption," dismisses surface tension considerations as "more complicated and less verified," and adsorption as "wholly empirical," whilst it ignores lyotrope influence and the analogy with agar gels completely. Procter's theory applies mainly to the swelling of gelatine by acids, which swelling he considers to be due to the osmotic pressure of the anion of a highly ionizable salt formed by the chemical [Pg 218] combination of the acid with gelatine. On this assumption, mathematical considerations show that the electric charge on the gelatine is given by the expression z = √(4ex + e2), where z = the amount of ion taken up, x the concentration of the surrounding solution, and e the excess concentration of diffusible ions in the jelly.
The property of gelatine and glue which is chiefly used in classifying them into grades of different commercial value, is the strength of the jelly obtained as compared with any arbitrary standard gelatine. An enormous number of other physical tests have been devised, but none are nearly so simple or so reliable. Gelatine is unfortunately very liable to hydrolysis even by water, and long before any amido-acids, etc., have appeared there is a change to a not greatly hydrolyzed product (sometimes called β gelatine) which has lost the power of setting to an elastic gel. It is thus the lyophile nature which has been altered, and the fall in elasticity corresponds to the fall in power of compressing water, which is proportional to the concentration of α gelatine. Now the elasticity of a gelatine gel varies as the square of the concentration. Hence if one so arranges the concentrations of standard and unknown samples that gels of equal elasticity are obtained, the concentration of α gelatine is the same in both gels, and the relative amounts of α gelatine in the original samples are inversely proportional to the weights used to give gels of equal elasticity. The "strength" of a gelatine or glue is therefore usually stated as the number of grams of a standard gelatine which will yield a gel with elasticity equal to that from 100 grams of the gelatine or glue being tested. Elasticity is matched by lightly pressing with the finger-tips.
It is also possible to grade samples of gelatine and glue by the estimation of "peptones," whose amount indicates the degree of hydrolysis. Nitrogen is estimated by Kjeldahl's method in the sample and in the precipitate obtained by saturating a solution with zinc sulphate. The difference is calculated as peptones by multiplying by 5.33. Trotman and Hackford say that the results are in the same sequence as those of [Pg 219] the finger test. The method, however, is much more laborious than the "finger test."
Gelatine is also graded according to the results of bleaching and clarifying, but with quite arbitrary standards, largely determined by the fancy of the customer.
Chemical analyses, involving estimations of ash, lime, fat, acid, water, insoluble matter, and poisonous metals, e.g. arsenic, copper, zinc and lead, are of value for special cases according to the destiny of the goods. Special physical tests, such as "breaking strain" and "foam test," are also of some little value in special cases.
REFERENCES.
"The Chemistry of Colloids," W. W. Taylor. 1915.
"Handbook of Colloid Chemistry," W. Ostwald. 1919.
"Chemistry of Colloids," Zsigmondy and Spear. 1918.
"Introduction to the Chemistry and Physics of Colloids," E. Hatschek.
"Surface Tension and Surface Energy," Willows and Hatschek.
"Chemistry of Colloids," V. Pöschl.
"Grundzüge d. Dispersoid Chemie," von Weimarn.
"The Lyotrope Series and the Theory of Tanning," Bennett, J.S.L.T.C.,
1917, p. 130.
"The Swelling of Gelatine," Bennett, J.S.L.T.C, 1918, p. 40.
"The Swelling of Gelatine," Procter, J.C.S. Trans., 1914, 105, 313;
and Koll. Chem. Beihefts, 1911, 2, 234.
"The Swelling of Gelatinous Tissues," Procter, J.S.C.I., April 16, 1916.
"Summary of Procter's Views, and Bibliography," Collegium (London), p.
3, 1917.
"Lyotrope Influence and Adsorption in the theory of wet work," Bennett,
J.S.T.C., 1920, p. 75.
For the "finger test," see—
"Glue and Glue Testing," Rideal, 2nd ed., p. 158.
"Leather Trades' Chemistry," Trotman, p. 241.
The raw materials for the manufacture of gelatine and glue may be classified according to their origin. The preliminary treatment, which comprises chiefly purifying and cleansing operations, is varied according to type of manufacturing process for which it is a preparation.
In the case of hide or skin gelatine, the raw material is a bye-product of the leather industry. After the hides or skins have passed through the preparatory processes which convert them into "pelt" (see Part I., Section II.), they are so trimmed that all that is left will make a useful leather. These "trimmings" or "roundings" include ears and noses, the udders of cows and heifers, and also include parts from the butt, belly and shanks which are collectively termed "pieces." The operation of fleshing (Part I., Section II., p. 22), in which fat and flesh are cut from that side of the hides and skins which was next the flesh, also involves cutting into the collagen to some extent, and these "fleshings" comprise another very large class of raw material. The fleshings obtained by hand labour contain distinctly more hide substances than those obtained by machine work, and their commercial value to the gelatine manufacturer is of course proportionate to the collagen content. Some hides and skins are split in the pelt (Part I., Section IX.; Part II., Sections II., III. and IV.), and the "flesh split," though sometimes made into leather, is also used in making gelatine, a high quality being obtained from such material. Minor sources of material are tendons and cartilages, and also hides and skins which have been too much damaged by partial putrefaction or by accidents to make sound leather. Of course the material from the hides for heavy leathers form the greater bulk of raw material for skin gelatine which is thus [Pg 221] derived principally from ox hides but sheep and goat skin pieces have also an important place. The skins of other animals, such as dogs, cats, hares and rabbits not usually made into leather can also be depilated and used for making skin gelatine and glue. Horse hide fleshings and pieces are sometimes used, but are notorious for the poor quality of their product. They seem to contain less α gelatin. All these materials are of course readily putrescible and must be put "into work" without much loss of time. When it is impossible to convey them from the tannery to the gelatine factory quickly enough, e.g. foreign material, the "glue stock" is dried out completely and sold in that condition. In the manufacture of pickers from limed pelt there is some superfluous material, and this is cut into shavings and dried. This "picker waste" also forms a useful source of raw material. Skin gelatine material is not very strong in gelatine-substance. The fleshings, pieces, etc., contain much water, even up to 80 per cent. This, however, is very variable, and only a practical test or a hide substance determination can indicate the commercial value of any particular material. This value, moreover, is determined not only by the yield and quality of the gelatine which can be obtained, but also by the yield of grease, the valuable bye-product.
The preliminary treatment of material for skin gelatine consists essentially of liming and of washing. The object of each process is to purify. Liming has much the same action on hide pieces, etc., as on hides, and indeed the liming treatment is somewhat superfluous on cuttings from well-limed hides. The material is plumped up and the partially hydrolyzed products are taken into solution. Lime also acts as mild antiseptic, stops any putrefaction and liberates ammonia formed by fermentation in transit to the factory. When plumping is particularly wanted (as in wetting in dry stock) caustic soda is sometimes used as an assistant (cf. dried hides, p. 18). Sodium sulphide has also been used for this purpose. The liming is in brick pits, an excess of undissolved lime being always used. It is advantageous frequently to disturb or [Pg 222] agitate the goods in the lime pits. Up to ten weeks liming has sometimes been given, but about three weeks is now generally considered sufficient, and the tendency is to shorten the time. The lime and soda have also a detergent action on soiled stock, and they probably assist in hydrolyzing the pigments of the hair roots and sheaths. They also saponify and emulsify the grease, and it is obvious, therefore, that liming can be carried too far. Slaked lime, of course, must always be used.
After liming the soaked, softened and plumped stock is washed as thoroughly as possible. To do this it is necessary to supply repeated batches of clean cold water. Some manufacturers, however, use the warm water from the evaporators. Wooden vats or brick pits with arrangements for agitation, for draining off and for inspection, are used for this purpose. The agitation may be carried out by means of revolving shafts or drums with projecting curved spokes or vanes. An American patent (Hoeveler's glue stock washer) involves the use of a paddle wheel. It is combined with a settling tank to gather particles of stock. In the washing the chalk, excess lime, dirt, etc., are quickly removed and a slow deliming process is commenced. The sediment from the washers and wash waters has some value in making fertilizers. Deliming cannot be carried on further than certain limits by water alone. Hence acid is often added to finish off the process. Hydrochloric acid has the advantage of forming soluble salts, but if they are not removed completely their lyotrope influence is to weaken the gelatine. Sulphuric and sulphurous acids are even cheaper, and the lyotrope influence of their salts is in the opposite sense. The latter also has the advantage of destroying sulphides, an important advantage for food gelatines. Whatever acid is used, however, it is evident that an abundance of pure cold water is the fundamental requirement of a pure product. It is a sound maxim in gelatine manufacture to avoid, if at all possible, the addition of any soluble substance, for it is always present in a more concentrated state in the finished article. Thus if its solubility be even moderate, one is likely to attain supersaturation in the "cake" [Pg 223] and consequently a dull product. Further, lyotrope influences can never strengthen a gel very much, but may and often do weaken it very considerably. Hence the aim of most manufacturers in the preliminary treatment is so to delime that a nearly neutral and salt-free product is obtained. An exception is the case of skin gelatine in which excess of sulphurous acid is used. This process has for its object not only deliming and purifying, but also a bleaching action.
In the case of bone gelatine, the raw material is such that there are
much longer and more elaborate preparatory processes. This arises from
the fact that about half the bones of animals consists of mineral
matter, chiefly calcium phosphate. Bones, of course, vary in composition
to some extent, and those from younger animals contain distinctly less
of the mineral constituents. Approximately speaking, bones have the
following average composition:—
| Gelatinous matter | 21½ | per cent. |
| Fat | 12½ | " " |
| Calcium phosphate | 48 | " " |
| Calcium carbonate | 3 | " " |
| Alkali salts, silica, etc. | 2½ | " " |
| Water | 12½ | " " |
| 100 | " " |
It will be seen, therefore, that the manufacture of bone gelatine and of
a comparatively large proportion of phosphate involves the recovery and
purification of much fatty matter. The manufacturing processes are
naturally subject to considerable variation. One respect in which they
differ is the stage in which grease is removed. Sometimes this is simply
done as the need and occasion arise, and it is skimmed out in the acid
or water extractions, but it is now more usual to have a special
"degreasing" process. There are, moreover, two quite distinct types of
manufacture. In one of these (the boiling process) the routine bears
some resemblance to that for skin gelatine. In this process the bones
are washed and cleansed and then immediately subjected to extraction
[Pg 224]
with water. This removes the gelatinous matter and leaves the phosphate
and earthy matters behind. Grease may be removed before the water
extraction, but is also sometimes removed by skimming off during the
extraction, as is usual in the case of skin gelatine. This procedure is
now not much favoured unless only a low-grade glue is required. In the
other type of manufacture (the acid process) the material is first
degreased, and then the mineral matter is extracted or dissolved by
acids, leaving the gelatinous matter behind for subsequent refinement
and solution. The acid process has long been preferred for high-class
bone gelatine, and hence needs further discussion.
The degreasing operation was once brought about by steaming only, but is now accomplished with the assistance of fat solvents.
The object of cleansing is not only to remove dirt, but also fleshy matter which often adheres to the bones. This may contain a little gelatine, but consists mainly of other proteins and insoluble fibre, neither of which are wanted in the water extraction. The mill consists of a large cylinder of stout wire gauze. This revolves round the axis of the cylinder, and the bones are fed in at one end by a hopper and are discharged at the other. The revolution of the mill causes the friction which polishes off the fleshy matter. The dirt and flesh fall through the gauze and are sent to the fertilizer factory. The polishings are sometimes further separated by a similar machine. Raw bones may thus yield nearly 60 per cent. of degreased bones, and about 56 per cent. cleansed bones ready for extraction, and 3 or 4 per cent. "bone meal."
The next stage is the extraction of the mineral matters by acid, for which purpose hydrochloric acid has proved very suitable, as both phosphate and carbonate of lime are dissolved by it. The usual counter-current system of extraction is used [cp. Leaching and extract manufacture, Part I., Section III., p. 35]. The process is methodical and regular, the acid liquor passing successively through a battery [Pg 225] of six vats in such a manner that the liquor richest in lime salts comes into contact with the bones most recently charged; the fresh acid thus acts upon the nearly extracted bones. The hydrochloric acid used is of 8 to 10 per cent. strength (5° to 7° Bé.). Stronger acid is apt to hydrolyze ("rot") the gelatine, whilst weaker acid takes longer time. The process takes 8 to 10 days, though up to 14 days is sometimes given, and, on the other hand, the process has been occasionally reduced to 4 days. The gelatinous matter undissolved has the shape of the original bone, but is much swollen. When the acid liquor is saturated with lime salt, the liquor is drawn off from below the vats and sent to the phosphate precipitation tanks. The phosphate is usually precipitated by adding just sufficient milk of lime to neutralize the hydrochloric acid. The precipitated phosphate is then well washed by decantation to remove calcium chloride. It is then drained, and dried at a low temperature. As a large bulk of phosphate is obtained it is often filter-pressed and dried quickly in long revolving chambers through which a current of air is passed. The phosphate is sometimes also precipitated by ammonia. It is then more easily washed and dried, and the ammonium chloride is recovered and may be used to regenerate ammonia, or be sold as a valuable bye-product. Sometimes the acid liquor is not used for making precipitated phosphate, but is evaporated with animal charcoal and silica and then distilled to make phosphorus.
The next stage is the purification by washing of the gelatinous matter which remains. The vat is filled up with pure cold water and the material allowed to steep for six or seven hours. The acid and salts remaining diffuse outwards into the water. This is drained off and replaced by fresh water, and the procedure repeated half a dozen times or as often as necessary. The end is said to be determined by the absence of a precipitate on adding silver nitrate to the wash water, or by the absence of any action on blue litmus paper. It will be seen, however, that there are two actions involved, one being the removal of calcium chloride and the other the removal of excess acid. The former [Pg 226] is the easier, and is almost necessarily brought about by the latter. Hence in some factories the neutralization is brought about, therefore, by the addition of a certain quantity of soda, or more usually by lime, and the material is sometimes submitted to a veritable liming by which it remains in milk of lime for about three weeks, the lime liquor being renewed several times. The product is finally washed again to remove excess lime. This is carried out in a rotating vessel through which passes a continuous stream of water. If a slightly acid gelatine is required, however, the lime and liming are both superfluous, and the procedure is simply to wash as thoroughly as possible and then to immerse the material in a 1 per cent. sulphurous acid solution for 3 hours to bleach, and then to proceed with the water extraction or solution of the gelatine. The hydrochloric acid used for these processes should be as pure as possible, and the degreasing as thorough as possible, for, if not, a gelatine with a bad odour is liable to be obtained.
Instead of using hydrochloric acid for the solution of mineral matter, sulphurous acid is sometimes employed, and has the advantages that its bleaching effect is thereby obtained throughout the process, and that it is recoverable for subsequent use. The Bergmann process, most generally favoured, is described very concisely by Rideal thus: "A sulphurous acid solution is made to circulate over the bones in a series of closed tanks, the solution being continually enriched with sulphurous acid from a cylinder of the liquefied gas. The resulting liquor, containing an acid calcium phosphate and calcium bisulphite, is heated by steam in a leaden digestor, when the excess of sulphurous acid is liberated and passes back to the tanks, while neutral calcium phosphate and sulphite are precipitated. The latter is decomposed by an equivalent of hydrochloric acid, setting free the remaining sulphurous acid, which is returned to the tanks, leaving calcium chloride in solution, and neutral calcium phosphate in suspension." Not more than 5 per cent. of sulphurous acid is said to be lost in this process, and the gelatine is [Pg 227] more thoroughly bleached. It is subsequently well washed before extraction.
Recovery and Purification of Grease.—The degreasing operation, which is applied usually to bones (p. 224) and to skin glue scutch, was once brought about by steaming only, but is now accomplished with the assistance of fat solvents, though in the latter case steaming together with mechanical centrifugal force has proved sufficiently successful. On the Continent carbon disulphide was once largely used as solvent, and in this country benzene has been employed, but their low volatility and high inflammability, as well as their expense, make both these substances somewhat unsuitable, and it is now usual to make use of petroleum oils, whether Scotch, American or Russian. A fraction which boils about the same temperature as water is usually employed, and all of it must be volatile under 280° F. Before the actual grease extraction the bones should be sorted over and unsuitable substances (horns, gravel, iron, etc.) removed. They are also usually put through a mill and roughly crushed or broken. The actual grease extraction plant consists of large copper vessels which will each take 5 tons of bones. These extractors are arranged in sets so that the degreasing is proceeding in some whilst the others are being emptied and recharged. The doors for charging and emptying must be securely fastened. When the extractor is charged the solvent is run in and heated by a steam coil which eventually causes it to distil. After some hours the remainder, which has dissolved much grease, is run off, and a fresh lot of solvent is added and heated up. After four such extractions only about ¼ per cent. of grease remains in the bones. To remove the remainder of the solvent high-pressure steam (80 lbs.) is blown through the bones. The extractor is then opened and the degreased and somewhat dried bones are mechanically conveyed to the cleansing mill. The grease solutions obtained are subjected again to steam with a view to removing the solvent and obtaining it for repeated use in this sense. The efficient distillation and recovery of the solvent is indeed an essential element [Pg 228] in the success of the process.
The greases obtained, whether by the use of fat solvents or by skimming off during extraction, or in any other way, are mixed together as is appropriate to their origin and purity, and subjected to further purification, the object of which is to remove gelatinous and albuminous matters, and to decompose lime or soda soaps. The precise methods of purification are, of course, dependent mainly upon the impurities known to be present, but the readiest method is to give the grease further steaming or boiling with water, and so effect by washing and by solvent action the elimination of non-fatty matters. In many cases it is found advantageous to employ mineral acids or oxidizing agents to assist the process. The process may be repeated as often as is desired.
The recovered and purified greases are often of a high standard of purity, and the best are quite fit for edible purposes. The large extension of the margarine industry in this country has indeed caused a larger proportion than ever of this bye-product to be so used. In some cases it is found commercially advantageous to submit the grease to action of the filter press, and so to separate it into solid and liquid portions, the former containing a much larger proportion of stearin, and the latter of olein. Much of the grease from the gelatine trade is also found suitable for soap manufacture, and is therefore a valuable source of glycerine.
Other Raw Materials.—Whilst hide pieces and fleshings, and animal bones, comprise the principal raw material for the manufacture of gelatine and glue, there are also minor sources of raw material which, though often not suitable for gelatine manufacture, will yield a satisfactory glue. Thus the skins, bladders and bones of fish form the source of "fish glue." Sole skins, indeed, when deodorized by chlorine and decolorized by animal charcoal, are made into gelatine. The bladders of some fish (e.g. the sturgeon) are washed, purified and dried with rolling to make "isinglass," a form of natural gelatine in which the [Pg 229] original fibrous structure is retained. There is a limited demand for this material for clarifying purposes by brewers, wine merchants and cooks.
Leather waste may sometimes be used to make a low-grade glue. Vegetable-tanned leather offers much difficulty unless very lightly and recently tanned. The tannage must be stripped by drumming with weak alkalies, e.g. borax, sodium sulphite, or weak soda. Chrome leather may be stripped easily and completely by Rochelle salt and other salts of hydroxy acids (Procter and Wilson), and also by ammonia acetate, oxalate and similar salts (Bennett), also by certain organic acids (Lamb). Processes are patented by which chrome leather is digested with lime to make glue, the chromium hydrate being insolubilized. Viscous and tenacious substances are also obtained from some vegetable matters and are called "glue."
REFERENCES.
"Glue and Glue Testing," S. Rideal, D.Sc., 2nd ed.; Skin Gelatine and
Glue, pp. 25-48; Bone Gelatine and Glue, pp. 59-66.
"Gelatine, Glue and their Allied Products," T. Lambert, pp. 11-52.
"Encyclopedie chimique," Fremy, tome x.
The term "extraction" is applied to that essential process by which the gelatinous matter from whatever raw material is used, is actually dissolved in water and removed from the rest of the material. Extraction is often termed "boiling" or "cooking." Whether one is treating hide fleshings and pieces or whether one is dealing with raw or acidulated bones, the general principles of extraction are much the same, and most of this section is equally applicable to any class of material.
The chief principle of extraction is so to arrange the process that both the material and the extracted liquor are maintained at high temperatures for the shortest possible time. As we have observed, gelatine is readily hydrolyzed by hot water, and as hot water is needed for its extraction or solution, care must be taken to remove the solution as soon as possible from the source of heat. In practice this can only be done somewhat imperfectly, as it is necessary to obtain a gelatine sol of several per cent. strength before removing it from the extraction vessel. The stronger this sol is made before removal, the less the time, trouble and expense is incurred in evaporation subsequently, but the more is the exposure to heat with consequent weakening of the gelatine. Hence in practice it is necessary to compromise. The matter is complicated further by the necessity of obtaining a clear sol, for which it is desirable that the sol obtained in extraction should not be too concentrated, as impurities settle and filter much more readily from weaker and less viscous sols.
It will be understood, therefore, that whatever material is being extracted, the most favoured procedure is to extract in fractions. The [Pg 231] first fraction, which is least exposed to hydrolytic decomposition, produces the highest quality products, and the subsequent fractions (nearly always two more, and sometimes several) yield products which gradually become of inferior quality owing to the number of times the raw material has been re-heated.
Within limits, the precise temperature of extraction does not have the importance one would expect. Lambert suggests the temperature of 185° F. as suitable for both skin and bone gelatine, and most manufacturers would, on the whole, endorse this. If, however, a higher temperature be preferred, the hydrolytic action is increased in intensity but decreased in its time of operation, whilst if a lower temperature be adopted the decomposition is retarded in speed, but is increased in totality because of the longer time needed to obtain a suitable strength of liquor. Thus, with care, much the same result is obtained by extraction at near boiling-point for a short time as by extraction at 160° F. for a long time. The higher temperatures have the definite advantage of speed, whilst the lower temperatures have the advantage that one may choose to be satisfied with a weaker extract, and so gain a little in the strength of the gel, by throwing more work on the evaporator. One other point should, however, be borne in mind in this connection, viz. that a gelatine sol kept at temperatures above 185° F. begins to deteriorate in colour. Whilst, therefore, much depends upon the precise class of material, it is broadly true to say that the higher temperatures are advantageous for glue, whilst the lower temperatures are preferable for the highest quality gelatine.
Extraction in open vats is used both for skin and bone gelatine. It is usually preferred when it is intended to extract at the lower temperatures, and it is usually adopted also when the material is such that the extraction is comparatively rapid, as for example in the case of skin gelatine and bones by the acid process. The vats themselves are often constructed of wood, in which case they are heated by a copper (or brass) steam coil. They may be constructed also of iron, cast or [Pg 232] wrought, the former being cheaper, less liable to corrosion, but more liable to fracture. In the case of iron vessels the heating may also be done by a steam coil beneath a false bottom, but it is sometimes arranged that iron vats are heated by a steam jacket, and even by a hot-water jacket. Heating in either wood or iron vessels has been brought about by direct application of raw steam, but the results are both uncertain and unsatisfactory owing to local overheating. Whatever appliances are used agitation of the material or liquor is advantageous.
Extraction in closed vats is also used. This is generally associated with extraction at higher temperatures, and more often also with the manufacture of glue than of gelatine. It has been used on the Continent for skin glue, and in this country for bone gelatine and glue by the "boiling" process. In this system of working the vessels are usually made of ⅜inch steel plates, and will take a charge of 3 to 5 tons of material. It is claimed for the system that there is a lessened steam consumption as well as lesser manipulation, that strong liquors are more easily and quickly obtained, and that the material may be more thoroughly exhausted. Extraction is sometimes made by steam and water playing alternately on the material, but many manufacturers prefer the use of direct steam, keeping the pressure at 15 lbs. for about 2 hours. The pressure is then reduced considerably and the process finished off by spraying the material with water. From such a procedure a 20 per cent. glue sol may be obtained. It is common to work such extractors in couples or in batteries of four to six. It will be readily understood that the process is suitable for making bone glue when the phosphate has not been dissolved. The high temperature is in this case almost necessary to ensure thorough extraction. It will be equally clear that the process is not so suitable in the manufacture of a strong gel.
As alternatives to the systems of fractional extraction, several processes have been devised in which the extraction is continuous.
Amongst these is the tower system, in which the material is placed upon [Pg 233] a series of perforated shelves arranged inside a steam-tight cylinder or tower. Water is admitted from the top and trickles down over the material whilst steam is admitted from the bottom. Superheated steam is sometimes used. The material may thus be digested with a minimum amount of water, and the sol passes out of the apparatus and from the action of heat soon after it is formed. From bones the sol obtained is of good colour, but is somewhat dull. Several variants of this process have been patented.
Another continuous system of extraction is that involving the use of the Archimedean screw. The material is fed into one end of a cylinder carried along and discharged at the other end by the screw. The cylinder is of metal gauze and is steam jacketed. (Lehmann's patent, 1912.)
Continuous systems, involving a battery of digestors connected by pipes, have also been devised. Arrangements are made of course for admitting water and steam as required.
REFERENCES.
"Glue and Glue Testing," by S. Rideal, D.Sc., 2nd ed., pp. 47-56 and 61.
"Gelatine, Glue and their Allied Products," by T. Lambert, pp. 21-24,
40, 42-44, 49 and 51.
"Encyclopedie chimique," Fremy, tome x., p. 83.
PATENTS.
Edison: U.S.A. patent, 1902, 703204.
Bertram: English patent, 1892, 951.
Dorenburg: German patent, 1911, 239676.
Lehmann: French patent, 1912, 441548.
After the raw material has been appropriately prepared and an aqueous extract or gelatine sol obtained therefrom, there are certain refinements necessary before the weak sol is evaporated. These purifying processes include (1) clarification, (2) decolorization, and (3) bleaching. Whilst most manufacturers have more or less successfully solved the problems involved in these processes, the practical methods that are in common use have been evolved and elaborated in a purely empirical way, and the underlying principles have been very imperfectly recognized, and indeed often confused and misunderstood. Hence it is even yet not uncommon to find these terms rather loosely used, and it is one aim of this section to define and distinguish these various operations in principle as well as in practice.
Clarification consists essentially in the removal of suspended matters, with the consequent production of a sol or gel which is bright, clear, and apparently homogeneous. Bleaching consists essentially in destroying the colouring matters of the sol by chemical action, such as oxidation or reduction. Decolorization involves the removal rather than the destruction of colouring matters, and does not therefore imply a chemical action in the ordinary sense.
Clarification may be now considered more particularly. It is necessary in this connection to consider what is meant by "suspended matter." The modern view is that the difference between a true solution and a muddy liquor or an emulsion is one chiefly of degree. If the particles of matter in suspension or emulsion (the disperse phase) be reduced in [Pg 235] size they eventually merge into colloidal sols which are sometimes analogously named "suspensoids" and "emulsoids," if further reduced in size into "suspensides" and "emulsides," and with further reduction into true solutions. On this view not only suspensions and emulsions, but also sols, solutides and solutions are all heterogeneous. Now in practice the clarifying of a gelatine sol involves only the removal of the particles which are evident to sight. What is needed is that the product should make a sol or gel which to the naked eye appears to be optically clear both to reflected and to transmitted light. If desired, the limit could be expressed in terms of dispersity or specific surface. Now it is a comparatively easy matter to remove the coarser substances which often pass into the sol, e.g. undissolved portions of raw material or the insoluble portions, such as the hair, the grain (hyaline layer), and the elastic fibres of skin gelatine material, and the fibres which even remain in extracting acidulated bones. A more difficult proposition is the removal of still finer particles which may be almost said to be in colloidal solution, but which at any rate are so large that they cause a visible opalescence or even a turbidity of the gelatine sol. A more difficult task also is the removal of minute particles of grease, which are an exceedingly common cause of turbidity and which are often very effectively emulsified in the sol.
Now at this stage it is necessary to point out that besides the difference in the size of the particles of the disperse phase, there is another important difference involved, viz. that the particles of a colloid sol carry an electric charge owing to the adsorption of electrically charged ions of the electrolytes (salts, acids or alkalies) present. If this charge be removed the colloid is precipitated (coagulated, flocculated) and is then filtered off with comparative ease. This precipitation can be brought about by a reduction or elimination of the potential difference between the disperse phase and the continuous phase. The electric charge given by the adsorbed ions may be reduced by dilution, for dilution causes a lessened adsorption of the charging ions. Hence the well-known practical fact that it is more [Pg 236] satisfactory to filter a dilute gelatine sol. Further, the electric charge may be reduced also by causing the adsorption of an ion of opposite charge. This is the principle underlying the precipitation (of any colloid) by adding electrolytes. It is essential here to consider which ions are most likely to be adsorbed, and also to bear in mind what charge they carry. Now the hydrion (H+) of acids and the hydroxyl ion (OH-) of alkalies are most strongly adsorbed, so that to precipitate a negative sol, acid is very effective, whilst with a positive sol an alkali is an appropriate precipitant. Further, it is known that organic ions are usually more strongly adsorbed, hence when precipitating from an alkaline sol (negative sol), one should preferably select an inorganic or mineral acid rather than an organic acid. Thus in clarifying an alkaline gelatine sol, hydrochloric or sulphuric acid is to be preferred to acetic or lactic acid. Again, it is necessary to remember that a divalent ion carries twice the charge of a univalent ion, hence the precipitating power of an electrolyte depends upon the valency of the ion whose electric charge is opposite to that on the sol (Hardy's valency rule). Thus a negative sol is most easily precipitated by a monobasic acid. Thus hydrochloric acid is better than sulphuric, on account of the stabilizing effect of the divalent SO4— ion on a negative sol. In such a sol, also, the valency rule indicates that the multivalent kations, e.g. iron, Fe+++; chromium, Cr+++; and aluminium, Al+++, should have great precipitating and clarifying effect. This of course is known to be the case, aluminium salts having long been used. The rule indicates, also, that aluminium chloride would be better than the sulphate or than potash alum. Another feature of precipitation worthy of mention is the phenomenon of "acclimatization." This describes the fact that when the precipitating reagent is added very slowly, or a little at a time, a larger amount must be used, and the slower the addition the greater the excess required. Hence in precipitating matters from an alkaline gelatine sol the acid, if practicable, should be added all at once. In any case it is clear that one should aim at filtering a [Pg 237] gelatine sol when it is near the iso-electric point, which is stable enough for gelatine itself, but a point of instability for many undesired impurities. Yet another phenomenon of colloid chemistry is concerned, viz. "protection." The particles it is desired to precipitate not only adsorb ions of electrolytes, but also the gelatine sol itself, and the particles, thus covered by a layer of a stable emulsoid sol, attain much of the stability of this gelatine sol. Unfortunately for gelatine manufacturers, gelatine possesses very great powers as "protective colloid," and this no doubt greatly enhances the practical difficulty of obtaining a clear and bright sol or gel. Here again dilution of the sol reduces the adsorption and correspondingly reduces, to some extent, the difficulty.
With regard to the turbidity or opalescence in a gelatine sol due to minute globules of grease, the case presents some analogy to the coarser colloid solutions, but the analogy has its limits, for an emulsion of grease is not an emulsoid sol. Doubtless the grease globules exhibit adsorptive phenomena, in which case the valency rule comes into force; the gelatine, also, by lowering interfacial tension, assists in protecting the emulsion; but grease emulsions are certainly stabilized in alkaline media (hence the detergent effect of soap, soda, borax, etc.), and it is undoubtedly easier to separate the emulsion by making the medium acid. Hence the practical fact that an acid sol is more easily clarified from grease than an alkaline or even than a neutral one.
The next stage in clarification is the separation of precipitated matters and of the coalesced particles of grease. This may be attained by the two processes usual in such a problem of chemical engineering, viz. sedimentation and filtration. After precipitation, therefore, the sol should be allowed to stand for some hours, during which time the precipitate not only flocculates but also settles to the bottom, and the globules of grease coalesce further and rise to the top, from which they may be skimmed off. Sedimentation alone is both too slow and too incomplete to be sufficient for proper clarification, and in these days it is always supplemented by the use of the filter-press. This [Pg 238] well-known appliance can easily be adapted to the local requirements of the manufacturer. As speed of working is an essential requirement it is necessary to have a large filtering surface, and this may be done either by increasing the number of plates in the press or by increasing the area of the plates used. The large plates, however, are often cumbrous and inconvenient, and if of metal are very heavy. The plates may be constructed of well-seasoned wood, or in the case of alkaline gelatine and glues, even of iron. The framework is in any case usually iron. Acid gelatines and glues may have wooden plates, but "acid-proof" alloys are sometimes used to make them. Where it is essential to filter quickly two presses may be arranged in parallel, thus doubling the active filtering surface. When it is essential to obtain the highest possible clarity, two presses may be worked in series, which, in effect, means that the sol is filtered twice. In using the filter press for gelatine and glue it is most necessary to observe the most scrupulous cleanliness, and the plates must be frequently washed and sterilized. Rideal recommends weak chlorine water or bleaching powder solution for this purpose.
The process of decolorization, by which colouring matters are removed without being chemically altered or destroyed, usually precedes or takes place concurrently with the filtration. The underlying principle of this operation is adsorption. The colouring matters are usually in colloidal solution and most frequently are emulsoids, hence they are substances which are known to be exceedingly susceptible to positive adsorption. It is probable, also, that in a gelatine sol are particles which cause turbidity, though not coloured, and which are capable of being adsorbed. Hence the adsorption of colouring matters not only makes the sol more colourless, but in all probability makes it brighter and clearer. Further, decolorization by adsorption probably also involves the removal of the last traces of emulsified grease. It will be clear, therefore, that in the improvement in brightness and colour of a gelatine sol, adsorption fulfils a triple usefulness. The ordinary processes of [Pg 239] dyeing fabrics or leather are adsorption processes, and the decolorization of gelatine sols consists essentially of the same process, except that the concentration of the dyestuff is much less, and the liquor remaining, instead of the adsorbent, is the primary consideration.
Decolorization of gelatine sols may be effected by any substance with a large specific surface (see p. 201). Indeed, a great variety of adsorbents are actually used in practice, and each factory has its favourite material or mixture, and its favourite mode, place, and time of application, determined partly by the nature of the adsorbent and partly by the precise form of apparatus used. Amongst the adsorbents which have received special favour are sand, kieselguhr, asbestos, animal charcoal, wood pulp fibre, albumin and alumina. Sand is very effective, but a comparatively large weight is needed, and its cleansing for repeated use is troublesome. On the other hand, it may be completely renovated by ignition. Kieselguhr is a very powerful adsorbent, and only a little will do much good; it is, however, hardly sufficient alone. Animal charcoal has great specific surface, but its pores are very small for viscous liquors, and its use is less suitable in the case of gelatine than in the decolorization of liquors which may be boiled. Wood pulp fibre is a very popular decolorizing material, not only in gelatine but also in other trades. Its short, woolly fibres give a clarifying as well as a decolorizing effect. It may thus act as a mechanical filter for suspended matter and grease, as well as an adsorbent for colouring matters present as sols. Its two functions, however, are often confused. It may be regenerated for repeated use by careful washing, and special pulp-washing machines are manufactured and sold for the purpose. Detergents are usually employed in the wash waters. Asbestos is also a good adsorbent, and its long fibres make it much less liable to non-operating "channels" and "bursts." It also has the advantage that, if desired, it may be regenerated by ignition. It forms a very useful mixture with pulp fibre.
[Pg 240] All the above decolorizing materials are insoluble and hydrophobe, and act in virtue of their finely divided conditions, which causes them to have a large specific surface; but there is another type or branch of substances, whose effect is due to surface action of rather a different type. These are the hydrophile gels. In a gelatine sol the colloid particles have largely adsorbed the colouring matters which it is desired to remove. This adsorption, which is after all only an equilibrium, is reduced by introducing another very strong adsorbent. This latter, by adsorption from the continuous phase, reduces the adsorption of colouring matters by the gelatine particles. In the case under discussion another lyophile colloid is introduced, and after bringing about such an action is removed by appropriate means. The use of albumin has long been known for such a purpose, its special advantage being that after its admixture and adsorptive action, it may easily be removed by raising the temperature above 70° C., when coagulation takes place, and by subsequent mechanical filtration. The coagulated albumin takes down the adsorbed colouring matters. Albumin has been used in this way not only for gelatine and glue liquors, but also for tanning extracts (Part I., Section III., p. 37) and other commercial preparations. Into this class of decolorizing agents fall the insoluble inorganic gels which have been advocated by W. Gordon Bennett, e.g. alumina cream. Freshly precipitated alumina hydrate is a colloid gel with very considerable adsorptive powers. It has also the advantage that it is quite insoluble, easily removed in filtration, and has a powerful adsorptive action upon other objectionable impurities, especially the poisonous metals, arsenic, copper, zinc and lead. Its use is an undoubted advantage when in addition to the other clarifying agents and adsorbents. It is conceivable, in some cases, that when alum is employed as clarifying agent in an alkaline gelatine liquor, some alumina may be formed, and as such contribute to the total effect.
The adsorption law indicates that however much colouring matter is removed from the volume concentration (continuous phase) there must always be some left. After all that the decolorization processes can do, there still remains much colour that can only be removed by a chemical action of the ordinary sense. The amount of colouring matter of this kind is not large, but it is a deep red-brown, and when the gelatine sol has been evaporated and dried out the final product, if untreated, possesses this typical colour, and is known as glue. If, before gelation, a chemical bleaching action is applied to destroy this pigment, the product may be then dried out in a nearly colourless condition and is known as gelatine. Gelatine, therefore, is simply bleached glue. Many other definitions have been given, and many elaborate distinctions drawn, but the fact of bleaching is the essential difference. In these days when gelatine is so valuable, the higher-grade products are nearly always bleached, and the term "glue" is consequently more often applied to a lower-grade product, and is sometimes used in a sense implying this fact.
If it be desired to manufacture gelatine, it is fairly obvious that the task is lightened by observing the axiom that prevention is better than cure. If steps are taken to prevent the presence or development of such colouring matter, a great advantage is attained, for not only is the problem of bleaching easier, but also quicker and less expensive in chemicals. The nature of the colouring matters is but imperfectly investigated, but in the case of skin gelatine the pigment of the hair roots and epidermis is doubtless one factor. A long liming is said to [Pg 242] assist in its destruction, possibly because this completes the loosening of epithelial structures and possibly because the alkali causes some hydrolysis of the pigment. In both skin and bone gelatine sols, however, there is a considerable tendency to develop the brown colouring matter typical of glue. This tendency is enhanced by an increase in temperature and also by the presence of acid or alkali. These facts seem to indicate that its development is associated with a partial hydrolysis of the gelatine in some direction. Rideal says this colouring matter is allied to caramel. In harmony with this is the experience that its development is greatest in products which have been "burnt," i.e. subjected to unusually high temperature. The practical maxims which arise from these considerations are fairly obvious and widely known, viz. to conduct the extraction and evaporation at as low a temperature as possible and in as neutral a condition as practicable. The temperature is particularly important during evaporation (see Section VI., p. 249).
Fortunately for manufacturers of gelatine, the colouring matter to be attacked is very susceptible both to reduction and to oxidation, and both types of bleach are widely used in practice. It is somewhat curious that the same colouring matter should be destructible both by reduction and by oxidation, but there is no doubt that each type gives a perfectly satisfactory bleaching action and can result in a practically colourless gelatine. On the other hand, the reduction is the more unstable reaction, for the glue colour slowly develops again in the gelatine on keeping it, even in a dried condition. Gelatine bleached by oxidation, however, retains its colour quite well, and even tends to improve with keeping. It is quite possible that quite different reactions are involved in the two processes, but in the light of the above facts it is somewhat surprising to observe Rideal's statement that reduction followed by oxidation has been successful in practice.
Although there is a wide choice of reducing and of oxidizing agents, those which are suitable for application to gelatine cover a very [Pg 243] limited field. This limitation arises not so much from the ineffectiveness of the bleach, as from the other effects of these substances upon the purity of the product and upon the elasticity of the gel which it can yield. Especially important is the lyotrope influence of the bleaching agent. Many reactive substances are ruled out simply because they either insolubilize the gelatine or weaken the gel it makes. Others are inadmissible on account of their poisonous nature. It must never be forgotten that whatever is used in bleaching is, like the gelatine itself, much concentrated during evaporation and drying. Its possible percentage in the finished product should be considered, and also the possibility that in these finishing operations what is present may not remain in solution, owing to supersaturation.
Bleaching by Reduction.—Of all the reducing agents suggested, sulphurous acid has proved to be much the most suitable and successful. It has been used with equal success both for bone and for skin gelatine, but on the whole has proved more suitable for the former.
Sulphurous acid can fulfil in this instance a double function, viz. that of acid solvent for the bone phosphate, and that of bleaching agent also. As it penetrates the bone material, dissolving the phosphate, it also exercises its bleaching influence on the gelatinous part of the material. Changes of liquor tend to complete both actions, so that a counter-current system is found most convenient. The "acid process" for the manufacture of bone gelatine has been previously described (Section II., pp. 224-227), and the use of sulphurous acid in this connection is typified in the Bergmann process (p. 227). In this process bleaching is in effect merely a continued treatment.
In the case of skin gelatine, also, sulphurous acid may fulfil a double function, viz. that of deliming agent as well as of bleaching agent. In such instance it is necessary to use excess of bleaching acid, some acting as deliming material and the remainder as bleaching agent. As it is desirable to get rid of the lime and soda salts, several changes of [Pg 244] liquor are given to the goods, possibly with intermediate washing. Here again approximation to a counter-current system is of advantage, as the employment of used bleach liquors for deliming purposes effects considerable economy of sulphurous acid. Indeed, there need be no waste acid at all.
Whether the material be for bone or skin gelatine, however, it will be seen that the extraction is conducted in an acid condition and the resulting sol is also acid. Most usually the decolorization and filtration processes are also conducted with such an acid sol. From what has been said (Section IV., p. 235) of the value of dibasic inorganic acids as clarifying agents, it will be understood that the presence of sulphurous acid at this stage is of great advantage in the production of a clear and bright gelatine. Indeed, it is well known in trade circles that sulphurous acid gelatines are usually of exceptional clarity and brightness.
The disadvantage of sulphurous acid processes is also found in the same fact that both sol, gel and cake are in an acid condition. To complete the bleach it is sometimes necessary to add sulphurous acid to the sol after extraction, or even after evaporation, but this is to be avoided if possible. Usually the ideal attempted is that the bleaching action should be as much as possible before extraction; the excess of sulphurous acid is then washed off just before the extraction, as far as practicable, and the rest is boiled off during extraction. The ideal is practically never attained, for the acid is strongly adsorbed, and the result is that the finished article is always an acid gelatine, and sometimes indeed very decidedly such. The acid condition is objectionable in the case of some forms of filter press on account of the solvent action on the metals, and is objectionable in evaporation for similar reasons. Acid gelatines are also objectionable for many purposes for which gelatine is usually sold, and this limits the commercial possibilities of the product thus obtained.
Sulphurous acid is itself, of course, a gas, and whilst the gas itself has been used for treating the material (e.g. bones), it has been [Pg 245] found not only more convenient but also more effective to use an aqueous solution. This is mainly because it is possible to attain a greater adsorption in a liquor. Unfortunately, however, sulphurous acid is not a very soluble gas, and although 8-10 per cent. solutions may be, with great care, obtained, they are really supersaturated and readily yield the gas, even with slight mechanical agitation. Solutions even of 2 to 3 per cent. strength are also liable to this, and the general experience is that 1 to 2 per cent. solutions are most economical and convenient for practical purposes. As the freight on weak solutions is prohibitive, the manufacturer using sulphurous acid is faced with the necessity either of purchasing cylinders of sulphur dioxide liquefied by pressure or making the gas and solution himself. The former is the most convenient course when only small amounts are required, but the latter preferable for a gelatine factory of any size. Sulphurous acid is easily manufactured by burning sulphur and leading the fumes by induced draught up a scrubber down which water slowly trickles. Forced draught may also be used, as in the Sachsenburg plant.
Of the other reducing agents which have been used, sodium hydrosulphite (Na2SO2) deserves mention. It is a very powerful reducing agent, and has been found most useful when employed as an assistant to sulphurous acid. This reagent is usually added to the sol, after evaporation and before gelation. It is sold as a white powder, usually under trade names. Sometimes a mixture of bisulphite and powdered zinc replaces it, but this is objectionable for pure food gelatines. Its use also involves an impurity in the finished article, and a greater amount of "inorganic ash."
Bleaching by Oxidation.—Many oxidizing agents have been suggested for bleaching gelatine, but most of them have some practical disadvantage. Most of them contradict the maxim (previously noted, pp. 222-223) that it is desirable to avoid adding any soluble substance, as this involves a permanent impurity, possibly concentrated to supersaturation in the finishing processes, and possibly involving a disadvantageous lyotrope [Pg 246] influence. There is another objection to oxidizing agents also; whilst their bleaching action on the pigments is undoubted, some of them have also a special action upon the gelatine itself which is in reality akin to tanning, and may indeed involve an insolubilization of the gelatine. Thus, chlorine gas (which Meunier patented for tanning) has been used for bleaching gelatine, but the conditions of success have not yet been thoroughly elucidated, and it is problematical indeed whether the process is consistent with best results. Hypochlorites and bleaching powder have also a similar action, which has been utilized with some success in practice. Rideal suggests that a suitable concentration for these reagents is 1:2000, and emphasizes the care necessary. An advantage of all these chlorinations is the formation of the strongly antiseptic chloramines, which preserve the gelatine from putrefaction. Ozone has also been tried as an oxidation bleach for gelatine, but not successfully, partly on account of difficulties in controlling the quantity used. Peroxide of soda has also been used, but it is not only alkaline, but liable to contain sodium hydrate and carbonate as impurities, and this involves neutralization either before use or in the gelatine sol, and the consequent presence of sodium salts in the finished article. Peroxide of calcium is open to the same objections, except that calcium is more easily removed from the sol than sodium. Rideal's suggestion for removing this lime, viz. precipitation by a current of carbonic acid, merits attention in this and in other directions also. Rideal also states that in the case of an acid bone gelatine, a good peroxide of lime is almost an ideal reagent for bleaching, inasmuch as "the lime carries down phosphate, several impurities and colouring matters." It thus acts as bleach, as neutralizing agent, and as precipitant, and the precipitate itself is a strong adsorbent. On account of its freedom from bases, and because its residue is simply water, peroxide of hydrogen has been found of great service in practice, and in most factories it has shown itself superior not only to the other peroxides, but also to all other oxidizing [Pg 247] agents. Its application is simple, a concentrated solution being added to the gelatine sol before or after evaporation. It is the most "fool-proof" of all the oxidizing agents used in bleaching, and it yields the purest product. Its bleaching action is perfectly satisfactory, but only in a non-acid sol. Hydrogen peroxide is moderately stable in acid solution, and its bleaching action is best in slightly alkaline solution. An acid sol bleaches too slowly, or not at all; an alkaline sol induces evolution of oxygen and consequent waste. The great disadvantage of peroxide of hydrogen is its great expense, which is enhanced by an increasing demand for it in other industries. A minor disadvantage is its instability, which leads to loss in transit and storage. It is sold usually in strengths indicated by the volume of oxygen obtained from unit volume of the solution, when treated with permanganate in a nitrometer (e.g. "15 vols. peroxide").
It is a fortunate feature of both the oxidizing and reducing agents usually employed in bleaching, that they have considerable antiseptic power. This assists materially in preserving the gelatine from putrefaction during the critical period between extraction and concentration.
REFERENCES.
"Glue and Glue Testing," S. Rideal, D.Sc., 2nd ed., pp. 61-66, 78-82.
"Gelatine, Glue, and Allied Products," T. Lambert, pp. 29, 30, 49, 51.
"Chemical Engineering," J.R. San. Inst., No. 2, 1910. S. Rideal.
On adsorption phenomena:
1. "Chemistry of Colloids," Dr. W. W. Taylor.
2. "Chemistry of Colloids," V. Pöschl.
3. "Chemistry of Colloids," Zsigmondy and Spear.
4. "Chemistry and Physics of Colloids," E. Halschek.
5. "Surface Tension and Surface Energy," Willows and Hatschek.
The evaporation of the weak gelatine sols (3-9 per cent.) obtained by the processes described in previous sections into sols of such concentration (20-55 per cent.) that they readily set to a stiff gel on cooling, is now an essential feature of gelatine manufacture, and is one of the most important processes.
In the early days of this industry, manufacturers aimed at obtaining a concentrated sol, as this saved time in drying, and so reduced the possibilities of putrefaction. The advent of evaporation has reduced these possibilities to a minimum, and has also enormously reduced the space required and the capital outlay needed in the drying sheds. It has, in addition, given the practical advantages involved in dealing up to the last minute with a much less viscous liquor. As the liquors extracted are weaker, the extraction is more complete and the decolorization more easily effected.
The earliest attempts at evaporation were not very successful, partly on account of the prolonged "stewing" which ruined the setting power, and partly because of the poor economy of heat. Thus in the open evaporators the sol was maintained at a high temperature for a long period, and this process only proved suitable for low-grade products.
A great stride forward was made by Howard's invention of the Vacuum Pan. This made it possible to undertake concentration at much lower temperatures, a most important improvement in the case of gelatine and other organic matters easily damaged by heat. The process, however, was still slow, and the sol exposed to heat for a long time, as must be the case when evaporation takes place in bulk. These disadvantages were [Pg 249] still fatal to the production of the highest-grade gelatine. There were also the practical difficulties of entrainment ("blowing over"), in which parts of the sol were carried away by the escaping vapour, and also of "incrustation" which so rapidly reduces the heating efficiency and evaporative capacity of the machine. The vacuum pan, however, presented two decided advantages—evaporation at a low temperature, and, as a corollary, the possibility of utilizing exhaust steam to attain this temperature.
Whilst the vacuum pan was a satisfactory machine for many branches of chemical engineering, the problem of evaporation was still unsolved for gelatine liquor because of the "stewing" involved, until the advent of the "film evaporator," which dealt with the liquor not in bulk, but in a continuous stream. In this way the product was only exposed to heat for a comparatively short time. Many evaporators of this type came into being, and rapid improvement was made in the constructional details. The film evaporators retained usually the advantage of evaporation in vacuo, so that it was now possible to evaporate gelatine sols by exposure for a short time to a comparatively low temperature. Of this type of evaporator, the Lillie, Yaryan, Schwager, Claassen, Greiner, Blair Campbell, and the Kestner machines are well-known examples.
A further advance in solving this problem was the application of the
principle of multiple-effect evaporation. The vapour driven off during
evaporation possesses of course many heat units, and is of very
considerable volume. In multiple-effect evaporators this vapour is used
to work a similar evaporator, and the evaporated liquor passes
immediately into what is practically a second machine, and is further
evaporated by the heat from the vapour just driven from it. Such an
arrangement would be termed a double-effect evaporator. The vapour from
the second effect may of course be similarly used to operate a third
effect, and the vapour from this to work a fourth effect, and so on.
Thus, we may have triple effect, quadruple effect, etc., even up to
[Pg 250]
octuple effect. The great advantage of multiple-effect evaporation is in
the saving of costly steam. Reavell gives the following figures to
illustrate the economy thus obtained:—
WATER EVAPORATED PER 100 UNITS STEAM.
| Single. | Double. | Triple. | Quadruple. |
| 95 | 150 | 220 | 300 |
There is naturally a limit beyond which the capital cost of the machine
neutralizes the advantage of steam economy, and it is seldom that
octuple effects are used. There are probably more triple effects in use
than any other machine.
An essential and important part of the modern evaporator is the "condenser," in which the vapour from the last effect is conducted into water (jet condensers) or over cooled surfaces (surface condensers), with a view to producing and maintaining the vacuum.
A lasting vacuum cannot be maintained without an air-pump, as air is often introduced (1) with the steam, having entered the boiler dissolved in the feed water; (2) by leakage from the atmosphere into the condenser and the connected vacuous spaces; and (3) in jet condensers, in solution with the circulating condenser water. That from the first two sources may be reduced, but the third is beyond control: hence if high vacua are necessary, surface condensers are to be preferred. Dissolved air is usually 5-20 per cent. of the water volume, and is least for sea-water. It should be noted that water leaving a surface condenser is in a very air-free state, and therefore particularly suitable for boiler supply. Apart from the capital cost of a condenser the chief cost of maintaining a vacuum is in pumping the circulating water, of which up to 70 lbs. is usual per lb. of steam condensed.
If : W = weight of steam condensed (lbs. per hour);
Q = weight of cooling water circulated (lbs. per hour);
Ti = inlet temperature (°F.) of cooling water;
To = outlet temperature (°F.) of cooling water;
then
To = Ti + 1050 (W/Q)
[Pg 251] It will be understood that for high vacua, low temperature of cooling water (Ti) is more important than copious supply (Q/W). It is advantageous, however, to choose a site yielding plenty of cold water, such as a river or canal side. Otherwise it is often necessary to use cooling towers or spray nozzles. The cooling is by evaporation (= 60 to 80 per cent. of W), cold water replacing that evaporated, and yielding water 75° to 80° F. If Ti = 80° F. and Q/W = 70°, a vacuum of 28.34" is possible, but the 0.34" should be allowed for the partial pressure of the air, determined exactly by the air entering and by the displacement of the air-pump.
Another feature of the modern evaporator is the "heater" or "calorifier," by which the liquor to be evaporated is led in a continuous rapid stream through heated tubes immediately prior to its entry into the first effect. It is the aim of the heater to raise the temperature of the liquor to the temperature of evaporation, and so to avoid this being necessary in the first effect. The heater thus further avoids stewing, ensures steady running, and effectively increases the capacity of a machine.
It is noteworthy that superheated steam is not desirable for working an evaporator. The principle of evaporation by steam is not merely that the temperature of the liquor is raised to boiling point; it is that in the condensation of the heating steam its latent heat is yielded to the liquor being evaporated. To evaporate quickly, therefore, the heating steam must condense rapidly. Hence, as superheated steam has a rate of condensation 20-30 times slower than saturated steam, the latter is much to be preferred. A slight superheating, however, may be justifiable where the steam has any distance to travel before use. It is the fact that it is the latent heat of steam which is mainly utilized which gives steam its great practical advantage over hot non-condensable gases. Steam in condensing yields an enormously greater number of heat units per lb. than hot waste gases. Steam has also the advantage of more constant temperature.
[Pg 252] The capacity and efficiency of an evaporator depends upon a good many factors, some of which are worthy of discussion at this point.
The transference of heat and the amount of evaporation are directly proportional to the mean temperature difference between the heating steam and the liquor being evaporated. These temperatures, however, both vary somewhat, the steam losing part of its pressure and temperature as it passes along the heating surface; the liquid generally increases in temperature. The mean difference in temperature, moreover, is not the arithmetic mean between the smallest and largest temperature differences, but is given by the following expressions, which yield results not wide apart:—
If θa =
temperature difference at commencement;
θe = "
"
" end;
and θm = mean temperature difference;
then
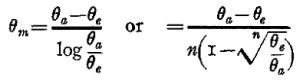
This mean temperature difference is in practice usually spoken of as the
"temperature head" or "heat drop." It will be clear that this
temperature head is increased by using steam at higher pressure
(temperature), and by evaporating under reduced pressure. Since most
liquids have their boiling points reduced about 40° C. by operating in
vacuo, the advantage of the vacuum is apparent. It should be remembered
that the temperature head has not the same value in any part of the
scale: it has more value higher up the scale, because the steam is
denser and more heat units come in contact with a given area in a given
time. It must also be remembered that whilst the pressure gauge is a
most useful indicator of steam temperature, it is not necessarily
accurate. The pressure in the hot space is the sum of the pressures of
air and steam, and since the temperature (the important condition) of
the hot space depends upon the pressure of the steam, and not on the
sum of the pressures, the temperature in a steam space is always rather
[Pg 253]
lower than would be supposed from the pressure indicated by the gauge.
The transference of heat is influenced by the velocity of both the heating fluid and the fluid being heated over the heating surface. The more rapidly each fluid moves, the more rapid is the transference of heat, because a greater number of particles of both fluids are brought to the heating surface in any given time. This is popularly known as the effect of "circulation," and is illustrated by the advantage of stirring a liquid being heated in bulk. In the film evaporators the circulation is through tubes at high speed (up to 2 miles a minute), and the maximum effect in this sense is thus obtained. The increase in heat transference is not directly proportional to the increase in velocity, but in a lower ratio, sometimes approximately the square root of the velocity. In such a case, if either velocity be quadrupled, the heat transference is doubled. Other advantages of high velocity are that the heating steam more readily sweeps away condensed steam from the heating surface, and the high-speed film similarly "scours" away "incrustations" on the interior of the tubes.
The transference of heat is also proportional to the conductivity of the metal forming the heating surface. For gelatine liquors, copper tubes are almost invariably employed, the advantage being great even when price is taken into consideration. The following conductivity coefficients illustrate this point (calories per hour through 1 sq. metre of metal 1 metre thick, with a temperature difference of 1° C.):—
| Copper | 330 |
| Tin | 54 |
| Iron | 56 |
| Zinc | 105 |
| Steel | 22-40 |
| Lead | 28 |
The coefficient of heat transmission decreases the more with increasing
thickness of wall, the worse conductor is the metal. For copper tubes,
however, this decrease is usually unimportant.
The transference of heat is also much influenced by the viscosity of [Pg 254] the liquor being evaporated; the greater the viscosity, the lower the coefficient of heat transmission. Unfortunately for this process of evaporation, gelatine sols are exceedingly viscous, and thus the difficulty in obtaining a concentrated sol is thus greatly enhanced.
The transference of heat is often greatly hindered by incrustations of the tubes, which incrustations generally conduct heat very badly. Thus the relative heat conductivities of copper and chalk are as 1000:5.
The amount of heat transferred is of course determined also by the area of the heating surface. The amount of evaporation needed thus determines the number of tubes (of standard size) in the evaporator, and thus the capacity of the machine. An evaporator should have its heating surface area chosen with a view to the duty required of it.
In practice the working of an evaporator is often not a very difficult matter, and large numbers of machines are operated by unskilled labour. Troubles generally arise from inconstant steam pressure, incrustation, leakages of air, which reduce the vacuum, the temperature head, and hinder heat transmission. For the evaporation of gelatine liquors the Yaryan, the Kestner, and the Blair-Campbell film evaporators are the most widely used. The velocity of the liquor through some of these machines is so great that occasionally no vacuum is used. The temperature obtained is high (200° F.), but the time is very short, if rapid cooling of the evaporated liquor is arranged.
REFERENCES.
"Evaporating, Condensing and Cooling Apparatus," by E. Hausbrand. Scott,
Greenwood & Son (1916 Ed.).
"Evaporation," by E. Kappeschaar. Norman Rodger (1914).
"Evaporation in the Chemical Industry," by J.A. Reavell, M.I.Mech.E.,
J.S.C.I., 1918, April 11th.
"Glue and Glue Testing," S. Rideal, D.Sc., pp. 56-59.
"Gelatine, Glue, and their Allied Products," T. Lambert, pp. 26-29.
"Notes on Condensing Plant," J.M. Newton, B.Sc., J. Junior Inst.
Engineers, Aug., 1912.
The conversion of a gelatine sol into cakes of gelatine has been much simplified by the advent of the evaporator. Before this machine was used much trouble was experienced with putrefaction, and in hot and thundery weather, especially on the Continent, it was often necessary to suspend operations. Evaporation has, however, materially contributed to the possibility of rapid and satisfactory cooling and drying.
From the time the weak sol is decolorized and bleached, the finishing processes consist essentially in the removal of water. This is now usually done partly by evaporation of the sol, and partly by the desiccation of the gel. There is an obvious elasticity in method, and factory practice does actually vary considerably in the relative proportions of these two alternatives. Some factories evaporate to a 20 per cent. sol, approximately, and rely upon drying sheds and lofts to complete the desiccation: other factories evaporate up to a 55 per cent. gelatine sol, and so can manage with less shed room. Something depends upon local conditions, but the main issue is between the cost of steam in evaporation and the cost of land and buildings required for sheds. On the whole the modern tendency is to evaporate more, for this course has the additional advantage of speed, involving both a quicker turnover and less liability of putrefaction. Lower-grade products need relatively greater evaporation to form a gel of equal rigidity.
After evaporation and bleaching, the concentrated sol is first cooled rapidly until it has set to a stiff gel, then cut up into cakes according to the size required, these being dried out on network frames [Pg 256] arranged in tiers, through which a draught of air is usually forced or induced. This general description is of course applicable to many factories with innumerable variations in detail, most of which variations originate in local convenience and are unessential parts of the manufacture.
An essential principle is that the cooling or gelation should be done rapidly, not only to avoid putrefaction but also to avoid the action of heat on the elasticity of the gel. A hot sol or gel is liable to hydrolysis and loss of setting power, and should have its temperature quickly reduced, but a warm sol or gel (say 100° F.) is most liable to putrefaction, so that the cooling should be continued quickly. On the other hand, the gel should not be frozen. For cooling purposes a copious supply of cold water is most usually employed, but some factories have installed refrigerators. These plants operate by the rapid evaporation of liquefied gases such as carbon dioxide, sulphur dioxide, or ammonia, so arranged as to cool a solution of common salt, which forms the circulating liquor and is returned after use to the refrigerator. Where such plants are used, it is natural that their use should be extended to the drying sheds to cool the air entering in the height of summer. In some factories the cooling is attained neither by cold water nor cooled brine, but merely by cold air.
The kind of vessel in which gelation is induced varies widely in different factories. For lower-grade products metal boxes are used, heavily galvanized iron being the most common material. If the liquor be muddy, deep boxes are preferred, but if clear, rapid cooling is best attained by having them long and shallow, and so exposing a relatively greater area to the cooling action. In either case the boxes may contain up to ½ cwt. of jelly. Lambert mentions boxes 24" × 6", which are 5" deep; Cavalier suggests rectangular moulds holding 30 litres. In place of galvanized sheet iron, boxes of sheet zinc or of wood lined with zinc are sometimes used. In any case the most scrupulous cleanliness should be observed in all cooling-house work, and in some factories the most [Pg 257] elaborate precautions are taken for cleansing vessels, tools, floors, etc., and even for their disinfection and sterilization. Iron, tinned iron, and copper cooling vessels are ruled out on account of their tendency to rust and tarnish, and the last is unjustifiably expensive. Many of these vessels are unsuitable for pure food gelatines in which traces of copper, zinc and arsenic are held to be very objectionable. For the best gelatines, therefore, a very shallow vessel (¼" to ½" deep) with a sheet glass bottom is preferred, and the concentrated sol is run on to this for gelation.
Glue (or gelatine) which has set in this way is sometimes called "cast glue." That which sets in metal boxes in blocks is termed "cut glue," because the blocks of jelly need subsequently to be cut into slabs of the desired size and shape. Jelly blocks may be cut by hand with the "wire knife" which yields a characteristic wavy appearance to the finished product. This may also be done by machinery, the block of gel being placed on a series of correctly spaced wires and forced through the network by hydraulic pressure. A cutting machine (Schneible) has also been used to cut up blocks of jelly into slices of the required thickness, but these machines have not made great headway in this country. It will be clear that cast glue is cooled more rapidly than glue in blocks; it is therefore not surprising to note Lambert's statement that the former comprises the larger proportion on the market.
The cut or cast cakes are next placed upon network frames, and a series of such frames are placed on a bogey. The bogey is run along tram lines into the drying tunnel, through which air is forced or induced by a fan. Many such bogeys are, of course, passed into each tunnel, and as many tunnels as required may be constructed. Care is necessary to expose the cakes evenly to the action of the air. It is mostly necessary to warm the air at the inlet by means of steam pipes and so increase its drying power. This is especially necessary in winter or wet weather. In summer, however, it is often arranged that the air is cooled before entering [Pg 258] the sheds. This is accomplished by passing the air through pipes from a refrigerator. When heated air is used, it is stated by Lambert that the maximum temperature should be 25.5° C. (78° F.); Rideal considers 21° C. (70° F.) should be the maximum. In all cases the drying power of the air is easily ascertained from a wet-and-dry bulb thermometer, and the amount of air passing along the shed from a wind gauge. Lambert states that drying normally occupies four to five days. The final product is still a gel, of course, and contains from 10 to 18 per cent. of water. It appears, however, very hard and solid. The dried cakes are removed from the frames and transferred to the warehouse, where they are sorted according to quality and packed in bags or tin-lined boxes. Some material is ground to powder.
The network of the drying frames has been made from many materials. Cotton or string netting is very common, but is liable to sag and to get dirty. It also has a short life. Ordinary galvanized iron soon loses its galvanizing cover, and the iron then is liable to rust. Attempts have been made to use sheet zinc and other alloys, which are cut or punched into nets with square or diamond-shaped holes. These were found to warp and break. Rideal's conclusion, which is confirmed by the general experience, is that the best material is a heavily galvanized iron wire netting. He suggests that it should have 15 to 25 per cent. of its weight of zinc, and that it should be strengthened by stiffer ribs arranged both longitudinally and transversely.
Many attempts have been made, and many patents taken out, with the object of making the cooling, cutting, and drying processes as continuous and as quick as possible, and with a view to saving labour, which is rather costly at this stage. These attempts, however, have only met with indifferent success. A common idea is that a continuous supply should fall upon a revolving appliance, and be instantly congealed in a thin state, which last lends itself to more rapid desiccation. Vacuum drying has also been attempted.
REFERENCES.
"Glue and Glue Testing," S. Rideal, D.Sc., pp. 68-74.
"Glue, Gelatine, and Allied Products," T. Lambert, pp. 30-35.
Chem. Zeit., 1911, 85, 17 (Cavalier).
PATENTS.
Eng. Patent (1894) 11,426 (Hewitt).
Eng. Patent (1898) 2,400 (Brauer).
Fr. Patent (1909) 398,598 (Lehmann), J.S.C.I., 1909, 897.
U.S. Patent (1912) 1,047,165 (American Glue Co.).
Gelatine and glue have both been put to an immense variety of uses, and the list is constantly extending. Indeed, no one who considers the following account of their applications can doubt that gelatine and glue have become a necessary part of our civilization.
Gelatine for edible purposes certainly forms a very considerable part of the total used, and great pains are now taken to obtain a pure product. Thus, a gelatine with more than 1.4 parts per million of arsenic, or more than 30 parts per million of copper, is not considered good enough for "pure food." The food value of gelatine, compared with other proteids, is exceedingly low; its use in this connection has no connection with the "calories" of heat energy it will yield. It is used almost entirely because of its property of forming a gel. Table jellies form, of course, one popular use of gelatin, but the manufacture of sweets makes also a great demand upon the gelatine trade. Culinary operations often require a little gelatine, especially is it used in pies and soups. An extension of the same idea is found in its employment for many manufactured foods, e.g. tinned meats, meat extracts, and the concentrated foods. The use of gelatine in connection with the first of these received a big impetus during the war period. In gelatine for any of these purposes, the presence of excess of sulphurous acid is objectionable, as its taste is easily noticed.
Gelatine for medicinal purposes finds an ever-growing number of applications. Gelatine capsules for holding greasy liquids and solutions of nauseous drugs are increasingly popular, for the dose may be swallowed without unpleasantness. In making these capsules some sugar [Pg 261] is also used, and the finished article is often protected from atmospheric moisture by treatment with a weak solution of alum. In a similar way pills are often coated with a 33 per cent. gelatine sol. Such pills are not only pleasanter to swallow, but are less liable, after being dried, to stick together in the box. Alcohol solutions of drugs (or essences, perfumes, etc.) may be suitably stored in gelatine instead of metal tubes. Medicated wines are detannated by gelatine before the addition of drugs which would have been precipitated by the tannin. The British Pharmacopœia specifies four kinds of "Lamellæ," which are small discs of gelatin and glycerin, each containing a minute but definite dose of some powerful alkaloid. Glycerin jelly is a mixture of gelatin glycerin with some water. It is used for chapped and rough hands; the mixture is also used for glycerin suppositories, and for mounting microscopic sections. The mixture also forms the basis of gelato-glycerin, used in nasal bougies, and of glyco-gelatin for medicated lozenges. Gelatine insolubilised by formalin (formo-gelatin) has been used for making tabloids, wound dressings, and artificial silk.
Gelatine is in constant demand for bacteriological work, for which purpose a high-grade product is desired. Nutrient media for the culture of bacteria are solidified by 10-15 per cent. of gelatin, and the growth of colonies of bacteria often show typical formations. By inoculating into a melted and sterile quantity and setting quickly in a flat dish after mixing, the number of bacteria in the volume introduced can be judged from the number of colonies which develop. Bacteria are also distinguished often as "liquefying" or "non-liquefying" according to their type of culture on nutrient gelatine media. Gelatine for such work should be neutral and of high clarity.
The gelatine required for photographic purposes is also a high-class product. It should be neutral, colourless, and free from chlorides and other mineral salts. Grease also is objectionable. Gelatine is used in the numerous carbon processes, in which the principle is that gelatine [Pg 262] is made insoluble in water by the action of potassium dichromate under the action of light. It is used also in Poiteoin process for copying engineering drawings, which is based upon the power of a ferric salt to render gelatine insoluble so long as it is not exposed to the actinic rays.
Gelatine is used in the manufacture of the "crystalline glass" used for decorative purposes. Advantage is taken of the immense contractile force it exerts on drying. When ground glass is coated with gelatine, and the latter dried, it tears away the surface of the glass itself, and leaves peculiar fern-like patterns. Inorganic salts dissolved in the sol influence the nature of the pattern obtained.
Gelatine is used also very largely in the textile trades, for finishing coloured yarns and threads, for sizing woollen and worsted warps, and for thickening the dyestuffs used in printing fabrics. It is also used for finishing white straw hats; as a size in the manufacture of high-class papers, and as a wax substitute for covering corks and bottle necks.
Glue is used instead of gelatine in all cases where colour is not a matter of much moment. The fact that it has not been bleached makes no difference to its suitability in such a case, and the cost is substantially reduced. Thus, for dark-coloured straw hats, textiles, sweets, papers, and in all suitable woolwork, glue is used in place of the more expensive article.
A very large quantity of glue is used in the manufacture of matches, where it functions as the material binding the "head" to the stem. A 15-50 per cent. sol is used, containing nitrate or chlorate of potash as oxidizing agent. The mixture is kept at 38° C. and the phosphorus cautiously added, and when this is emulsified, the friction ingredients (sand, glass, etc.) are also added. The glue acts also in preventing premature oxidation. Glue is also used in making the match-boxes, and similarly in making sand, emery, and glass papers and cloths.
There is a large consumption of glue by joiners, carpenters, cabinet-makers, and all kinds of woodwork and fancy work. It is used in [Pg 263] the manufacture of furniture of all kinds, of pianos, organs, billiard tables, panels, picture frames, and of toys and brushes. Mixed with white lead, chalk, and sawdust, it forms a composition used for mirror frames, rosettes, etc. Glue is used for veneering, for mosaics, plaques, trays, fingerplates, leather wall coverings, and for staining floors.
There is also a considerable sale for glue in bookbinding, for which a sweet, light-coloured, and strong product is required. It has been found particularly suitable for leather bindings where the grain has been artificially printed or embossed (see pp. 97 and 117), and in finishing and gilding.
The compositions used for printing rollers all contain gelatine or glue together with sugar or glycerin and possibly oil and soap. They are often hardened with formalin. Similar mixtures are used for the beds of hectographs.
Glue (together with waste leather) is used in the manufacture of imitation leather and leather substitutes. Cotton and wool fibres are often incorporated, and sometimes textile fabrics.
Much glue is converted into "size," which is a weak gel used as a filling rather than as an adhesive agent. A low-grade glue is often therefore preferred for such purposes, as having "body" rather than "strength." Size is often sold in cake, but sometimes in the form of the gel itself, in which case it may never have been evaporated. Indeed, size is often overboiled glue, made by crude and out-of-date methods. It is largely used in the paper trade, and for wallpapers, millboards, papier-mache, paper and cardboard boxes, etc. Mixed with logwood and iron, and possibly alum, it formed the "blue size" once largely used by bootmakers as a foundation for blacking, and is similarly used in currying (p. 82). Size is also used in making oil paints and varnishes. Distemper is a size with which is incorporated whiting or gypsum and coloured pigments. In all applications of size, it is common to use antiseptics. Salicylic acid has been widely used in this sense. Low-grade glue is used for the manufacture of cheap brushes and for fly-papers.
[Pg 264] Innumerable patents have been taken out and mixtures invented for the production of plastic materials, which frequently involve gelatine or glue. Thus, gelatine and glue are used in making plaster casts, and for imitation ivory, wood, stone, and rubber. Many of these inventions have been investigated by Rideal, who points out the features common to most of them. Usually a viscous sol is thickened by the addition of inert fibres and powders, and with the object of making the preparation more waterproof it is customary to incorporate oils, fats, waxes, tars, and resins before the gel is set. The surface is hardened by "tanning" with formalin or tannin solution, finally painted or varnished.
Equally innumerable are the inventions, recipes, and patents for making glues that shall remain liquid. The convenience of this ideal is obvious, but many of the suggestions are useless. It is quite easy to incorporate into a gel substances which keep it liquid—any soluble substances with a lyotrope influence of the iodide type will do this—but these also prevent the glue setting when used. Even in small quantity they will influence the tenacity of the joint. Other methods depend upon a partial hydrolysis of the protein. Amongst the most successful of these attempts are to dissolve 3 parts of glue either in 12-15 parts saccharate of lime, or in 9 parts of 33 per cent. acetic acid.
Many special glues and cements are made from commercial glue, according to the purpose required. "Marine glue" contains no glue; it is made from shellac and rubber mixed with benzene or naphtha. Its advantage is waterproofness.
REFERENCES.
"Glue and Glue Testing," S. Rideal, D.Sc., 2nd ed.
"Uses of Glue," chap. iii. p. 83.
"Uses of Gelatine," chap. iv. p. 100.
"Special Glues," p. 108.
"Liquid Glues," p. 119.
"Gelatine, Glue, and their Allied Products," T. Lambert.
"Uses of Glue and Gelatine," chap. ix. p. 80.
"Liquid Glues and Cements," chap. viii. p. 69.
The manufacture of gelatine and allied products has received a great stimulus in this country from the circumstances arising from the European War. The large restriction of continental—especially French and Belgian—supplies of gelatine, led to greater demands for the British-made product, and resulted not merely in a period of greater prosperity, but in a period in which much greater efforts were made to supply a high-grade article in larger quantities. Most manufacturers strove to make high-class gelatine rather than low-grade glue, great extensions were made, and many new businesses were established. The development of the leather trades, more particularly in respect of greater production, caused a bigger supply of raw material for skin gelatine, and the slaughter of home animals for food caused a more plentiful supply of bones. At the same time it was realized that greater production not only reduced working costs, but also that a bigger turnover in any one factory involved a proportionately less capital outlay. These facts tend to counterbalance the heavy freight on the raw materials. Production is thus not only on a larger scale but more intensive.
One of the greatest difficulties of this industry is to produce a regular or standard article, for the raw material is so exceedingly variable in quality; that for skin gelatine tends also to become less valuable. In such a case, as Rideal has truly remarked, to ensure that supplies to customers shall be always "up to sample," which is often a matter of contract—"exact and regular working, strict cleanliness, [Pg 266] observance of temperatures and other physical data, and scientific supervision", are clearly necessary. "Rule of thumb" is never quite certain to produce the same article twice. In past years British methods of manufacture have been far too empirical. As in other industries, "rule of thumb" must inevitably be replaced by scientific principle. The advances in colloid chemistry of this last decade or so have, in the author's opinion, supplied the clue to this line of development. In the preceding pages emphasis has been laid upon the importance of the adsorption law, the lyotrope series, and the valency rule. The manufacturer or supervisor who understands and can apply these generalizations will find his task vastly easier and his factory more efficient. Much remains to be learnt, however, and the industry would certainly benefit by research work, for which there is a fertile field.
There is also considerable room for improvement in the methods of chemical engineering usually employed. Whilst the heat engineers have certainly done much to solve the question of evaporation and drying, there is still great scope in the more economical application of heat in extraction, and the last word can hardly have been said on the problem of clarification and decolorization. There is indeed almost as much scope for research by the chemical engineer as by the colloid chemist.
The industry also exhibits, in common with the leather and many other trades, the same tendency to save labour, both by careful arrangement of the factory and by the installing of mechanical labour-saving devices. Thus, lifts, runaways, hoists, trucks are increasingly used to move the solids, and pipes and pumps to move the liquors. As ever, there is scope for the mechanical engineer.
If some of these problems are vigorously tackled during the present reconstruction period, there is little doubt that the gelatine and glue industry will be in a much better position to cope with all possible competition in the future.
From what has been said in Section VIII. as to the wide uses of [Pg 267] gelatine and glue, it will be seen that general prosperity in trade is conducive to better trade conditions in the gelatine and glue industry. It is similarly true that a general trade slump affects the glue trade adversely. The severe trade depression which commenced in 1920 has had this effect, and has made economic production much more difficult as well as more essential. As often is the case, the larger factories and firms can better face the difficulties, and there can be little doubt that if the depression be long continued there will be a tendency for the smaller factories to be closed down and for the larger firms to unite. As in the leather trade, both the War boom and the Peace slump have caused the gelatine and glue trade to develop along the lines of the great trusts. It may be reasonably expected, moreover, that these will be intimately connected with the leather trusts. This fact, together with the heavy freight charges on the raw material, tends also to make the skin glue factories gravitate towards the leather centres.
In the leather trades by far the most important and valuable bye-products are obtained from the hides and skins themselves, and all these are obtained before the tannage proper is commenced. The leather trades use only the dermis (corium) or true skin for the manufacture of leather, and as we have noted (Part I., Section II., p. 16) this prepared and purified dermis is called "pelt." The cuttings and trimmings from the pelt form the most valuable bye-product of the leather trades, and are the raw material of the gelatine and glue industries (Part V., Section II., p. 221). Many portions of the pelt, indeed, such as ears, noses, and cows' udders, are quite useless for any other purposes. Other portions, such as cheeks, faces, and even bellies, may be made either into glue or leather according to the state of trade. Hardly less important to the same industry are the cuttings of adipose tissue removed in "fleshing" the hides and skins. These, though yielding less protein, yield also, however, the valuable animal greases (Part V., Section II., p. 227). To obtain both these products in a purer condition the removal of "flesh" after "soaking," but before "liming" (Part I., Section II., p. 18), has been favoured by some, especially in America.
Amongst the epithelial structures of the hides and skins, we have several protein bye-products which have some commercial value. The [Pg 269] horns of cattle are now almost invariably removed before reaching the leather manufacturer, but have some little value. This part of the epidermis is not solid keratin. A "pith" is easily removed after boiling in water. The outer parts, too, are often coarse and somewhat damaged, but if removed by scraping reveal often a rather beautiful structure of varying colour. There is some opening for this product in the manufacture of small articles of horn, but much of it, together with hoofs, is roasted and crushed for making fertilizers. The hair of cattle, goat, etc., has also a commercial value. This is removed after liming, and needs subsequent purification (Part I., Section II., p. 22). The hair is well washed with water, using either repeated changes or a continuous supply, the operation being carried out in paddles or similar machines which stir up the hair in the water. When clean, the hair is transferred to a centrifugal machine or "spinner," in which much adhering water is removed. This is a great assistance in drying out, which is the next and final operation. In drying, the hair is laid upon steam-heated boxes or pipes, and a current of warmed air passed over or through it by means of a fan. It is better to have the hair "turned" occasionally. This ensures quicker as well as more even drying. The product is made up into large bales and sold for the manufacture of felts, mattresses, etc. White hair is usually kept separate and commands a larger price. The power consumed in driving the washing machinery, the centrifuges and the drying fan, together with the fuel required for the drying steam, and the labour involved throughout, make it doubtful whether this bye-product is worth either the capital outlay or the working costs necessitated. Many manufacturers avoid this treatment altogether, therefore, and the wet limed hair is sold direct to the fertilizer factory. A less price is obtained, but much expense is saved. Especially when the animals have only their short summer coats, this course is preferred.
In the case of the wool from sheepskins the product is much more valuable. The wool, indeed, is often the primary consideration. [Pg 270] Unfortunately this sometimes results in the neglect of the pelt. The removal of wool from sheepskins forms a special industry known as "fellmongering," which has been previously described (Part II., Section IV., p. 110). Pains are taken to clean the wool even before removal from the pelt, by the liberal use of water and the "burring machine." There is much variation in quality, and care is taken to keep the various grades separate, even during the "pulling" operation. From the fellmonger the wool passes to the "wool stapler," and forms the basis of one of our most important mechanical industries, the manufacture of woollen cloths. Wool is also removed from sheep by the periodic shearing, and in this case does not reach the fellmonger at all.
Apart from the raw material itself, there are few bye-products of the leather trades which are of commercial importance. The sludge from the pits of the limeyard contains, in addition to much lime and chalk, a certain proportion of protein matter. This is derived partly from the blood and dung associated with the hide, partly from the solution of the corium hide substance, partly from the solution of the softer keratins, and partly also undissolved and loose hair. This bye-product is rather difficult to deal with, as it will not easily dry. It is indeed sometimes a problem to dispose of it, except in rural districts, where the farmers appreciate its manurial value and will usually cart it away for a nominal fee. Where possible, it is better to let it drain and settle on land, and pile it up in heaps to dry further. Soak-pit sludge has a distinctly greater value as manure, on account of the greater proportion of dung proteins. As some lime is often used in these pits, the product is a really useful fertilizer.
The only other bye-product of the leather trades is waste leather itself. For small pieces of leather there is always some little opening in producing small articles, such as washers for taps, etc., and there is also the possibility of shredding or pulping and making an artificial leather. The best leather substitutes, indeed, are made from waste [Pg 271] leather. Nevertheless, there is always a certain amount of waste leather which only finds an outlet in the fertilizer factory. Such material is usually steamed or roasted to make it brittle, and then crushed in a disintegrator. It is then mixed in with other materials, but is sometimes solubilized by the action of sulphuric acid. Leather seldom contains less than 30 per cent. protein.
REFERENCES.
"Chemical Fertilizers and Parasiticides," S.H. Collins, M.S., F.I.C.
(Companion volume in this series on Industrial Chemistry.)
"Wool Wastes," Part II., Section V., p. 75.
"Hoofs, Horns, Leather," Part III., Section II., p. 115.
"Gelatine, Glue, and Allied Products," T. Lambert.
From the skin gelatine and glue trades the most valuable bye-product is the grease, which is obtained from the "fleshings" of the adipose tissue. These fleshings are themselves a bye-product of the leather trades. The recovery and purification of this grease has been dealt with previously (Part V., Section II., p. 227). In the skin glue trade the only other bye-product is the residue from the extraction process (Part V., Section III., p. 230). This residue is known usually as glue "scutch," and is composed of the proteins of the skin which are insoluble in hot water. These insoluble portions are obtained from all layers of the skin. There is much hair often in scutch, the hyaline or glassy layer (grain), and the elastic fibres of the corium are also insoluble, and a proportion is derived from the fibres of the adipose tissue on the flesh side. All these portions are fairly rich in nitrogen, and the scutch has, therefore, considerable value to makers of fertilizers. It is liable to contain also a percentage of grease, which is usually removed by steaming under hydraulic pressure. This process recovers a valuable bye-product and increases the manurial value of the scutch. There is always left in scutch some of the gelatinous skin substance which, strictly speaking, should have been removed during extraction. There is, however, a practical limit beyond which it does not pay to do this. When this limit is reached the cost of steam in extracting, and also in evaporating and drying, together with the loss of time and labour involved by occupation of the plant, is greater than the value of the possible product.
From the bone-glue industry, the grease is similarly a valuable [Pg 273] bye-product, but there is also another of equal importance, viz. the phosphate of lime, which comprises about half the raw material. As previously described in Part IV., Section II., p. 225, this is usually extracted after the grease, by solution in weak hydrochloric acid. The solution is neutralized in lead-lined vats with milk of lime, a precipitate of di-and tri-calcium phosphates being obtained. Calcium chloride is left in solution, and the precipitate should be, therefore, well washed if it be desired to have dry phosphate. The bone-glue industry is, generally speaking, much more intimately connected with the fertilizer trades than the skin-glue trades, indeed the extraction of the bones for glue is not always advisable, in which case the protein matter as well as the phosphatic matter of the bones are employed for making "bone manures." For details of this industry the reader is referred to a companion volume in this series on "Chemical Fertilizers."
REFERENCES.
"Chemical Fertilizers and Parasiticides," S.H. Collins, M.Sc.
"Bones," Part II., Section V., p. 72.
"Precipitated Bone Phosphate," Part III., Section III., p. 157.
"Bone Manures," Part III., Section V., p. 173.
"Gelatine, Glue, and Allied Products," T. Lambert.
Although there are those who consider that animal proteins are both undesirable and unnecessary as foods, it is nevertheless true that man is almost universally a carnivorous animal. The animal world provides mankind with one of its chief sources of food, and especially of protein foods. Protein foods are unquestionably essential, and animal protein foods differ chiefly from those of vegetable origin in the fact that they contain generally much more protein. Of the proteins noted in our Introduction, the keratins have no value as foods; the gelatins have some value as culinary material, but little actual food value; whilst the albumins comprise practically all the useful animal food proteins. Whilst the actual flesh of animals is the principal source of food proteins—both as to quantity and food value—other parts of animals, e.g. kidneys, liver, blood, brains, tongue, are used and relished. The most important sources of animal food proteins are from fish, fowl, sheep, cattle, and pigs, the meat from these being roughly in the same sequence as to digestibility. There are, however, many other animals of which the flesh is quite edible, but most of the above are specially farmed and propagated primarily for their food value.
As the animal food proteins are exceedingly putrescible, they are usually consumed within a short time of the animal being killed. It is perhaps natural, therefore, that many efforts have been made to discover means of preserving such foods. These efforts form the basis of some important industries, and though they can hardly be included as chemical industries, it will not be out of place in this volume to point out that these efforts present analogies with, as well as differences from the [Pg 275] methods used for preserving hides and skins (Part I., Section I., p. 12). The curing of hides and skins is a temporary preservation from putrefaction until the opportunity is convenient for the permanent preservation (i.e. tannage). The preservation of meats is analogous to curing inasmuch as more drastic treatment might indeed make them non-putrescible, but would also render them indigestible and unsuitable for food. Thus drying, salting, drying and salting, pickling and freezing, are just as suitable for preserving food proteins as for hide and skin proteins. Hence we have dried meats, salt bacon, pickled beef, frozen mutton, etc. To a limited extent smoking (fish, bacon, etc.) has been employed as a cure. When it has been applied to skins it is usually combined with a fat tannage. There is, however, one method of preservation of proteins, inapplicable to skins, which has been eminently successful and useful for food proteins, viz. sterilization by boiling. The food has been placed in tins, hermetically sealed, and thoroughly sterilized. Hence have appeared corned beef, tinned tongue, sardines, etc., which merely illustrate the immense possibilities involved. A noteworthy advantage of this method of preserving animal food proteins, is that the food is already cooked and prepared for immediate consumption.
Another line of effort is the preparation of concentrated foods. Just as animal foods are on the whole more concentrated in protein than vegetable foods, so these prepared animal foods are more concentrated than animal flesh, and generally also more soluble. Such preparations of animal protein are obviously useful when there is difficulty in swallowing and when journeys are necessary into regions of poor food supply. It is a little doubtful, one must say, whether the concentration is as great in some cases as is claimed.
Yet another industry based upon the animal proteins is the manufacture of meat extracts. These are not merely concentrated extracts of animal flesh, but contain especially the stimulative properties of animal food proteins. There is now little doubt of the value of these preparations [Pg 276] as stimulants, and it is claimed for them that they not only have food value, but also that they increase the food value of other foods used with them. Together with these products may be classed all the miscellaneous tonic foods, in which proteins are blended with carbohydrates and often also with drugs. These aim at the cure of specific disorders, such as nervous debility, sleeplessness, etc. Their claims are often extravagant. Amongst all the multitude of prepared foods, there deserve particular mention the partly predigested foods. In cases where the digestive functions are weak or disordered these products have been of real service.
One of the most useful and valuable of animal food proteins is obtained from hen eggs. The "white" of eggs is almost pure albumin, and there is much protein in the yolk also. Eggs are now produced and imported by the million, and form a most important item in the country's dietary, the protein being in a very easily digestible form.
It is also necessary to refer to the importance of cows' milk as a source of animal food protein. The amount of protein in milk (4-5 per cent.) is not large, but it is united with fats, carbohydrates, salts, and vitamines in such proportions, that milk is about the only article which may reasonably present a claim of being a complete food. Milk, moreover, forms the staple diet of infants and young children, so that its protein is certainly of great importance. As an infant food, cows' milk is not altogether ideal. Even when the proportions of fat, carbohydrate, and protein have been adjusted to resemble human milk, there remains the difficulty that some of the proteins of milk (especially the casein) are too indigestible for young infants. This difficulty has been only partly surmounted by those industries engaged in manufacturing infant foods. Some claim to remove the bulk of the casein; others to have rendered it digestible by treatment with enzymes; others, again, simply claim to supply concentrated cows' milk. Tinned milk, generally concentrated to some extent, now forms a useful addition [Pg 277] to animal food products. The casein of milk also finds some outlet for industrial purposes. When treated with formaldehyde it yields an artificial horn much used for the preparation of imitation tortoiseshell. Skim milk is treated with caustic soda or carbonate of soda, the casein precipitated by acid, pressed, impregnated with formaldehyde, and dried. The product is termed "galalith." It can be distinguished from real tortoiseshell by the action of fuming nitric acid (see J.C.S.I., 1909, 101).
The utilization of the blood of animals, which is very rich in protein, as a foodstuff has long been known, but has met with a good deal of prejudice in this country. This prejudice has arisen not merely from the objection to blood as food, but also from the fact that such foods have been particularly liable to putrefaction and hence to cause poisoning. The shortage of all foodstuffs occasioned by the European War did much to overcome this prejudice, and there were considerable developments in the manufacture of black pudding and similar preparations of animal blood. The same circumstances made it necessary to consider more seriously the possibilities of other butchers' offal as human food, and resulted in new preparations of tinned animal proteins being placed on the food market.
The author would like to record his opinion that by no means the last word has been said on the question of drying as a method for preserving animal food proteins. There is much to be said for this method on every ground in theory, and it is evidently an increasing success in practice. Dried milk has been followed by dried eggs, and in view of the success of the method when applied to fruits and vegetables, there seems a prospect of better success in respect of dried meats. After all, animal food proteins are chiefly lyophile colloids, and though desiccation presents some practical difficulties, the subsequent imbibition (assisted perhaps by lyotrope influences) seems to be the ideal method for restoring preserved protein to its original condition.
In conclusion, it will be interesting to note in the subjoined table,
the relative importance of the different sources of supply of both
[Pg 278]
animal and vegetable food protein. The figures are taken from the report
of a Committee of the Royal Society. They show the average quantities of
food materials (imported and home produced) available for the United
Kingdom during the five years 1909-1913 inclusive, together with the
amounts of protein, fat, and carbohydrate present and the energy value.
This information formed the basis of the Committee's recommendations as
to economy of protein during the war shortage. These recommendations
included the more economical production of meat by slaughtering cattle
younger and the saving of 55,000 metric tons of protein annually by
adopting cheese-making as a general practice in place of butter-making.
| Metric tons. | Energy value, millions of calories. | |||
| Protein. | Fat. | Carbohydrate. | ||
| Cereals | 549,000 | 63,000 | 3,628,000 | 17,712,000 |
| Meat | 356,000 | 799,000 | — | 8,890,000 |
| Poultry, eggs, game, and rabbits | 42,000 | 31,000 | — | 461,000 |
| Fish | 91,000 | 17,000 | — | 531,000 |
| Dairy produce, including lard and margarine | 199,000 | 686,000 | 258,000 | 8,253,000 |
| Fruit | 9,000 | 14,000 | 222,000 | 1,077,000 |
| Vegetables | 120,000 | 10,000 | 1,031,000 | 4,812,000 |
| Sugars (including cocoa, etc.) | 5,000 | 18,000 | 1,572,000 | 6,633,000 |
| Other cottage and farm produce | 67,000 | 13,000 | 551,000 | 2,655,000 |
The excreta of animals include animal proteins of great importance to agriculture and horticulture, forming the staple supplies of manure. The manure of animals should contain not only the solid waste material and undigested food, but also the urine, which contains much nitrogen, and hence makes considerable difference to the value of the product as a fertilizer. If the animals are fed on rich foods, the manure obtained is correspondingly richer, especially in its protein content.
The value of dung manures depends not merely upon the protein content, but also upon its content of phosphate and potash, as well as other organic matter. The protein breaks down into simpler nitrogenous compounds, and eventually, through ammonium carbonate, it becomes nitrate. Nitrogenous manures darken leaves and increase growth considerably. Dung manures are deficient in phosphates and potash and are of value partly as nitrogenous manures producing growth, and partly as dressings of organic matter for soil. From both points of view it is desirable that the manure should be well decayed. Fresh dung manures are both wasteful and injurious to soil, except perhaps to very stiff clays. They are wasteful inasmuch as much ammonia escapes, and injurious inasmuch as they cause the "denitrification" of the valuable nitrates already in the soil. When possible dung manures should be kept under cover. Free exposure to air and rain will sometimes reduce its value by one half. It should be stored until "sweet," and until the straw has rotted and become "short." This takes usually several months. A ton of [Pg 280] well-rotted farmyard manure contains very approximately 10-12 lbs. nitrogen, about the same amount of potash, and about half that quantity of phosphates. It is, however, very variable. Horse manure is rather richer than cow manure, but more liable to loss on storage. Pig manure is intermediate between them. Sheep manure is distinctly richer in protein, and has therefore greater value as nitrogenous fertilizers. Poultry droppings are richer still, perhaps partly because they include the urinary products. When fresh they contain 18-25 lbs. nitrogen, 12-24 lbs. phosphate, and 6-12 lbs. potash per ton. When dried they have about double the value. Pigeon manure is even richer, and the pigeon loft scrapings have a manurial value about double that of dry hen manure, and eight times that of farmyard manure. Guano is much decayed droppings of sea birds on the tropical coasts of Africa and America. The supplies are now quite exhausted, and the market guanos are chiefly artificial fertilizers.
There is one other animal protein which must be referred to before this volume is concluded, viz. silk. This is obtained from the cocoon of the "silkworm," which is the general name given to the larvæ of certain bombycid moths. These larvæ feed on the leaves of the mulberry, and when ready to pupate produce a considerable supply of a soft and delicate thread which is wound round about the larva itself. This is the raw silk, and it is unwound from the cocoon in a machine called the "silk-reel," and may then be wound into a thread. Two or more threads twisted together form "thrown-silk." Silk threads are also woven into cloth of characteristic texture and appearance. This protein thus forms the raw material of one of the most important textile industries.
From the fish trade there is much animal protein, which is useless for food purposes and which, to avoid nuisance, it is necessary to convert promptly in fertilizers. During the herring season there is the disposal in this way of the heads, tails, and the guts. Many fish are [Pg 281] incidentally caught which, being valueless as food, are yet useful as manure. After the extraction of oil from fish livers the residue is suitable for a similar purpose. These residues are steamed, dried, and ground up, forming fish manure, rich in nitrogen and often also in phosphate.
REFERENCES.
"Chemical Fertilizers and Parisiticides," S. H. Collins, M.Sc.
"Organic Nitrogen Fertilizers," Part III., Section II., p. 105.
"Fish Manure," p. 110.
| Acclimatization in colloid systems | 236 |
| Acid, ellagic | 29 |
| gallic | 29 |
| sulphurous | 227, 243 |
| Acid process for bone gelatine | 243 |
| Acids, for deliming | 23 |
| for pickling | 114 |
| in sour liquors | 29, 44 |
| Adsorption, law of | 43 |
| methods of clarification | 234 |
| nature of | 41 |
| of ions by gelatine | 211 |
| African hides | 15 |
| Albumins | 4, 240, 274, 277 |
| Algarobilla | 32 |
| Alum | 236, 240 |
| American hides | 14 |
| Animal excreta | 279 |
| Arsenic sulphide | 20 |
| Asiatic hides | 14 |
| Astringency of liquors | 44 |
| Bacteria in soaks | 16 |
| limes | 20 |
| bates | 24 |
| tan liquors | 29 |
| Bag leather | 86 |
| Band-knife splitting | 52 |
| Bark, hemlock | 34, 40 |
| mallet | 34 |
| mangrove | 35, 41 |
| mimosa | 33 |
| oak | 34 |
| pine | 34, 41 |
| willow | 32 |
| Basic dyestuffs | 97 |
| Basils | 115 |
| Bating | 24, 94 |
| Belting leather | 65 |
| Blair-Campbell evaporator | 249 |
| Bleaching leather | 62 |
| glue | 241 |
| Block Gambier | 40 |
| Bloom | 29 |
| Boiling process for glue | 223 |
| Bone gelatine | 223 |
| manure | 273 |
| meal | 224 |
| Bones | 223 |
| Bookbinding leather | 104, 106, 117, 120 |
| Boric acid | 23 |
| Bottle tannage | 103 |
| Box calf | 156 |
| Bridle leather | 71 |
| British hides | 8 |
| Brushing leather | 63 |
| Buck leather | 181 |
| Buff leather | 181 |
| Buffing | 52 |
| Burning in | 54 |
| Butt | 22 |
| Bye-products of the gelatine trade | 272 |
| of the leather trades | 268 |
| Calcium sulphydrate | 22 |
| Calf skins | 76, 120, 156 |
| Casein | 276 |
| Cast glue | 257 |
| Catechin | 32 |
| Catechol tans | 32 |
| Caustic soda | 18, 20 |
| Centrifugal fan | 50 |
| Chamois leather | 181 |
| Cheeks | 268 |
| Chemistry of colloids | 201 |
| Chestnut extract | 36 |
| Chlorine bleach for glue | 246 |
| Chrome calf | 156 |
| goat | 163 |
| hide | 170 |
| sheep | 163 |
| Chrome tannage | 127-174 |
| finishing operations | 153 |
| general methods | 139 |
| history of | 127 |
| one bath | 149 |
| special qualities of | 136 |
| theory of | 129 |
| two-bath process | 142 |
| Clarification of gelatine | 234 |
| Coefficient of conductivity | 253 |
| Colloid chemistry | 201 |
| Combination tannage | 191 |
| Concentrated foods | 275 |
| Condenser water | 251 |
| Conductivity coefficient | 253 |
| Continental hides | 14 |
| Crown leather | 178 |
| Cube gambier | 40 |
| Curing hides, drying | 13 |
| dry-salting | 13 |
| freezing | 13 |
| salting | 12 |
| sterilizing | 14 |
| Currying | 49 |
| Cut glue | 257 |
| Decolorization of glue | 238 |
| Deerskins | 92, 181 |
| Degreasing bones | 224, 227 |
| leather | 115 |
| Deliming | 23 |
| Depilation | 19 |
| Divi-divi | 32 |
| Dongola leather | 191 |
| Drenching | 25, 95 |
| Dressing leather | 24, 65-92 |
| Drum stuffing | 53 |
| tanning | 63 |
| Drying gelatine and glue | 255 |
| hides | 13 |
| leather | 50 |
| Dung bates | 24 |
| manures | 270 |
| puers | 94 |
| Dyeing leather | 96 |
| Ears | 220, 268 |
| Eggs | 276 |
| Elastic fibres | 6, 272 |
| Ellagic acid | 29 |
| Enamelled leather | 123 |
| Enzymes | 24, 25, 94, 95 |
| Erodin | 94 |
| Evaporation | 37, 248 |
| Evaporators, Blair Campbell | 249 |
| Kestner | 249 |
| Yaryan | 249 |
| Evolution of gelatine industry | 265 |
| of leather industry | 194 |
| Extraction of gelatine and glue | 230-233 |
| of grease | 115, 224, 227 |
| of phosphate | 224 |
| of tannin | 35 |
| Extracts of meat | 275 |
| of tanning material | 37-41 |
| Faces | 220, 268 |
| Fan drying gelatine | 257 |
| leather | 50 |
| Fat liquoring | 154 |
| tannages | 178 |
| Federation of Tanners | 108 |
| Fellmongering | 113 |
| Fermentation in bates and puers | 24, 94 |
| in drenches | 25 |
| in limes | 20, 21 |
| Fertilizers | 269, 279 |
| Filter press | 238 |
| Finger test | 218 |
| Finishing chrome leather | 153 |
| heavy leather | 49 |
| light leather | 96 |
| Fish glue | 228 |
| manure | 280 |
| Fleshing | 22 |
| Flocculation | 237 |
| Food proteins | 274 |
| Foods, concentrated | 275 |
| dried | 277 |
| Formaldehyde tannage | 185 |
| Fractional extraction of glue | 230 |
| Galalith | 277 |
| Gallic acid | 29 |
| Galls | 32 |
| Gambier | 40 |
| Gelatine, bleaching | 241 |
| clarification of | 234 |
| decolorization | 234 |
| drying of | 255 |
| evaporation of | 248 |
| extraction of | 230 |
| properties of | 200 |
| raw material for | 220 |
| uses of | 260 |
| Glacé calf | 156 |
| goat and sheep | 163 |
| Glazing | 97, 155 |
| Glove leather | 174 |
| Glue (see GELATINE) | |
| difference from gelatine | 241 |
| Goatskins | 99, 163 |
| Graining | 97 |
| Grease in bones and scutch | 224, 227 |
| in skins | 115 |
| Guano | 278 |
| Hair, removal of | 22 |
| Handlers | 47 |
| Hard-grain morocco | 117 |
| Harness leather | 71, 170 |
| Heavy leather | 7-92 |
| chrome leather | 170 [Pg 285] |
| Helvetia leather | 179 |
| Hemlock bark | 34 |
| Hides, American | 14 |
| African | 15 |
| Asiatic | 14 |
| British | 8 |
| Continental | 14 |
| dried | 13 |
| dry-salted | 13 |
| fresh | 8 |
| frozen | 13 |
| salted | 12 |
| Hoofs | 268 |
| Horns | 268 |
| Hyaline layer | 272 |
| Hydrophile colloids | 240 |
| Hydrophobe colloids | 240 |
| Hydrosulphite of soda | 245 |
| Hypo bath | 128, 147 |
| Imitation box calf | 159 |
| glacé kid | 163 |
| Imperial aspect of leather trade | 198 |
| Increase in strength of tan liquor | 44 |
| Incrustation | 254 |
| Influence of Lyotrope series | 206-209 |
| Intensive production | 194, 265 |
| Interfibrillar substance | 24 |
| Iron and logwood | 75, 83, 109 |
| Jacking leather | 51 |
| Japanned leather | 123 |
| Jelly | 203, 258 |
| Keratins | 4 |
| of epidermis | 272 |
| Kestner evaporator | 249 |
| Kid skins | 163, 174 |
| Kips | 8, 76, 159 |
| Lactic acid | 23 |
| Lambskins | 110, 163, 174 |
| Larch bark extract | 41 |
| Layaways | 47 |
| Layer, hyaline or glassy | 272 |
| Layers | 47 |
| Leaching | 35 |
| Leather, definition of | 27 |
| Legging leather | 76 |
| Levant grain | 109 |
| Lime, function of, in depilation | 20 |
| Liming for chrome leather | 127 |
| glue pieces | 220 |
| hides | 18 |
| leather | 83 |
| skins | 92 |
| Liquor, chrome | 127, 129, 143-153 |
| lime | 18-22 |
| tan | 35 |
| Logwood | 75, 83 , 109 |
| Lyophile colloids | 201 |
| Lyophobe colloids | 201 |
| Lyotrope series colloids | 206-209 |
| Machine fleshing | 23 |
| scudding | 23 |
| shaving | 52, 82 |
| Mallet bark | 34 |
| Mangrove bark extract | 41 |
| Mean temperature difference | 252 |
| Meat extracts | 275 |
| Mellow lime liquors | 18-21 |
| tan liquors | 44 |
| Memel butts | 83 |
| Milk | 276 |
| Mimosa bark | 33 |
| Miscellaneous proteins | 266, 279 |
| tannages | 174 |
| Mixed tannage of sole leather | 55 |
| Mordants | 96 |
| Morocco leather, calf | 120 |
| goat | 99 |
| seal | 106 |
| sheep | 110 |
| Motor butts | 170 |
| Multiple-effect evaporation | 249 |
| Myrabolans | 30 |
| Nature of chrome leather | 127 |
| of leather | 27 |
| Nett adsorption | 215 |
| Neutralization | 153 |
| Nitrogen in proteins | 1 |
| value of manures | 280 |
| Noses | 268 |
| Oak bark | 34 |
| Oakwood extract | 37 |
| Offal for sole leather | 63 |
| Oil tannage | 181 |
| One-bath chrome tannage | 149 |
| One-pit system of liming | 19 |
| Open-vat system of extraction | 231 |
| Oxidation method of bleaching | 245 |
| Paddles for washing, puering, dyeing, and tanning | 17, 94, 96, 103 |
| Parker, on valonia | 31 |
| Pelt, preparation of | 16, 92, 139 |
| Peroxides for bleaching | 246 |
| Phlobaphenes | 33 |
| Phosphate of lime | 223, 225, 273 |
| Picking band butts | 90 |
| Pickling foods | 275 |
| skins | 114 |
| Pigskins | 92 |
| Pine bark | 34 |
| Plumping | 19, 44 |
| Precipitation | 236 |
| Predigested foods | 276 |
| Preparation of pelt | 16, 92, 139 |
| Press leach | 35 |
| Principles of chrome tannage | 139 |
| clarification of gelatine | 234 |
| liming | 92 |
| vegetable tannage | 41 |
| Procter, definition of leather | 27 |
| glucose chrome liquor | 152 |
| on gelatine swelling | 217 |
| on pickling | 115 |
| Properties of chrome leather | 127 |
| gelatine and glue | 200 |
| Protective colloid | 237 |
| Proteins, classification | 3 |
| composition of | 1-3 |
| food | 274 |
| miscellaneous | 266, 279 |
| of dermis | 271 |
| of epidermis | 272 |
| Puering | 94 |
| Purification of grease | 227 |
| Putrid soaks | 18 |
| Pyrogallol tans | 28 |
| Qualities of chrome leather | 127 |
| gelatine and glue | 200 |
| Quebracho extract | 38 |
| Quercus ægilops | 30 |
| robur | 34 |
| Quick processes of evaporating | 248 |
| of tanning, etc. | 194 |
| Rabbit skins | 221 |
| Raw material for gelatine | 220 |
| heavy leather | 7 |
| light leather | 92 |
| Reds | 33 |
| Reduction bleaching of glue | 243 |
| Refrigerator | 258 |
| Roans | 117 |
| Rockers | 46 |
| Roller leather | 118 |
| Rolling leather | 51 |
| Round of pits | 19, 46 |
| Rounding pelt | 22 |
| Salted food proteins | 275 |
| hides | 12 |
| Samming | 50 |
| Satin leather | 76 |
| Schultz chrome tannage | 128 |
| Scouring | 51 |
| Scudding | 22 |
| Scutch | 271 |
| Sealskins | 106 |
| Seasoning | 97 |
| Semi-chrome | 191 |
| Sharp limes | 19 |
| Shaving | 51 |
| Shearlings | 114 |
| Shedwork on gelatine | 257 |
| on leather | 50 |
| Sheepskins | 110, 163, 174, 181 |
| Short processes | 47, 194 |
| Silk | 280 |
| Skins | 92 |
| Skivers | 116 |
| Sludge from lime pits | 270 |
| Smoked foods | 275 |
| Soaking hides | 16 |
| Soda | 18, 20 |
| Sodium sulphide | 18, 20 |
| Sole leather | 55 |
| Sour tan liquors | 44 |
| Split fleshes | 76, 181 |
| hides | 86 |
| Splitting | 52 |
| Staking | 155 |
| Stocks | 18 |
| Stoning | 51 |
| Stove drying | 105, 109 , 125 |
| Strap butts | 65 |
| Striking leather | 51 |
| Stuffing leather | 49, 53 |
| Substance, interfibrillar | 24 |
| Sulphide of arsenic | 20 |
| soda | 18, 20 |
| Sulphurous acid | 227, 243 |
| Sumach | 31 |
| use in dyeing | 104, 117 |
| use in finishing | 62, 84 |
| use in tanning | 102 |
| Suspenders | 46 |
| Sweating | 113 |
| Swelling of gelatine | 201-220 |
| of pelt | 19 |
| Syntans | 188 |
| Synthetic tanning materials | 187 |
| Tannage, alum | 174 |
| bag | 103 |
| bottle | 103 |
| chrome | 127, 139 |
| combination | 191 |
| drum | 47 [Pg 287] |
| Tannage, fat | 178 |
| formalin | 185 |
| oil | 181 |
| with synthetic materials | 187 |
| of bag leather | 86 |
| of bridle leather | 71 |
| of belting leather | 65 |
| of harness leather | 71 |
| of bookbinding leather | 99, 110, 120 |
| of morocco leather | 99, 106, 110, 120 |
| of picking band leather | 90 |
| of sole leather | 55 |
| of upper leather | 76 |
| of roller leather | 118 |
| Tannage, chrome, of calf | 156 |
| of goat and sheep | 163 |
| of hides | 170 |
| Tannage, vegetable, heavy hides | 55-90 |
| skins | 92-123 |
| Tanning, theory of | 41 |
| chrome, theory of | 129 |
| Tannins, catechol | 32 |
| classification of | 28 |
| properties of | 27 |
| pyrogallol | 28 |
| Three-paddle system of tanning skins | 103 |
| Three-pit system of liming | 19 |
| Tissue, adipose | 271 |
| Two-bath chrome tannage | 142 |
| Udders | 220 |
| Unhairing | 22, 23 |
| Upper leather | 76, 115, 120, 123 |
| Vacuum on condenser | 250 |
| pan | 248 |
| Valency rule | 131, 236 |
| Valonia | 30 |
| Vatting sole leather | 62 |
| Vegetable tannage | 41 |
| of hides | 55-90 |
| skins | 92-123 |
| tanning materials | 28 |
| Velocity effect on heat transference | 253 |
| War, effect on methods | 194, 265 |
| on supplies | 11-13, 33, 277 |
| Warble fly | 10 |
| Waste leather | 270 |
| Waxed leathers | 76-86 |
| Weather drying | 49 |
| Willow bark | 32 |
| calf | 156 |
| Wood, J.T., action of puer | 94 |
| Wool | 110, 269 |
| Yaryan evaporator | 249 |
| Zones of compressed water | 202-205 |