Title: The Boy's Book of Industrial Information
Author: Elisha Noyce
Release date: July 19, 2015 [eBook #49489]
Most recently updated: October 24, 2024
Language: English
Other information and formats: www.gutenberg.org/ebooks/49489
Credits: Produced by Chris Curnow, Richard Hulse and the Online
Distributed Proofreading Team at http://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)
Transcriber’s Notes
Punctuation has been standardized.
This book was written in a period when many words had not become standardized in their spelling. Words may have multiple spelling variations or inconsistent hyphenation in the text. These have been left unchanged unless indicated with a Transcriber’s Note.
The symbol ‡ indicates the description in parenthesis has been added to an illustration. This may be needed if there is no caption or if the caption does not describe the image adequately.
Transcriber Notes are used when making corrections to the text or to provide additional information for the modern reader. These notes are not identified in the text, but have been accumulated in a single section at the end of the book.
NEARLY READY,
Cloth Gilt, Price Five Shillings, Elaborately and Profusely Illustrated by The BROTHERS DALZIEL, uniform with the Boy’s Book of Industrial Information.
OUTLINES OF CREATION. By Elisha Noyce.
The object of the Author is to give a simple, clear, and lucid description of the Universe under the following divisions:—
| The Sky. | The Earth. | The Vegetable Kingdom. |
| The Air. | The Waters. | The Animal Kingdom. |
London: Ward & Lock, 158, Fleet Street.
BY
ELISHA NOYCE.
ILLUSTRATED
WITH THREE HUNDRED AND SIXTY-FIVE ENGRAVINGS,
BY
THE BROTHERS DALZIEL.
LONDON:
WARD & LOCK, 158, FLEET STREET.
1858.
In putting this work before the public, the Author has endeavoured to supply a clear and brief description of the materials, processes, and apparatus made use of in the various examples of industry and skill constantly before our eyes, so that the reader may acquire a knowledge of such things, and an interest in those, who, by their hard work and patient ingenuity, supply them; for every article and process can be made to have a value and an interest, in proportion to the amount of knowledge we possess respecting them.
There is no attempt in this work to describe every article and process, but such only as are most interesting and instructive. All the mere trades and handicrafts—the results of which are so various, and depend so completely upon the skill of the artisan, that any description of their particulars would scarcely be profitable or interesting to the reader—have been avoided. The illustrations of this work have been prepared with the greatest care, and drawn from reality. By the kind permission of Lord Panmure, the artists were allowed to make whatever drawings were necessary in the Arsenal at Woolwich; and thanks are due to many of our eminent manufacturers for similar favours with respect to their several factories and machinery.
In the first division of this work have been placed all those materials which exist in nature, either isolated or combined, and which have merely to be extracted or separated, as the earths, metals, &c. Under the second division, “Manufactured Products,” such results of manufacture as are known by the common designation “stuff,” and are of an uniform and particular quality, as soap, soda, &c., not existing in Nature as such. In the third division, individual articles, the result of skilled labour, each compounded and made up of several substances, or of particular forms. In the fourth section are the processes made use of in the production of the various necessaries or elegancies of life. Some of these might have been placed under the second and third divisions, but the Author thought proper to place them here, on account of the processes being more readily described than their results. The fifth division is devoted to the most usual forms of Apparatus and Machinery of general application, avoiding all mere tools and machines for specific purposes. The last division is a mere outline of those important engineering works which of late have acquired an increased interest from the addition of railways and electric telegraphs to their number.
The inquiring mind uses all its senses to obtain some new idea, and to apply it to some useful purpose; it is this spirit of research that has led to all the great results in Art and in the mechanical and chemical sciences, which we now enjoy and admire; but it is only by very slow degrees, and by great perseverance, that such results are obtained, although the accumulation of a few years makes an enormous aggregate. Look back a generation or two—where was then the steam engine, where the tall stalks which indicate the sites of complicated and ingenious manufactures? the blacksmith then worked at his anvil, and wrought out with his hands what he required in iron; but what is now done with this treasure of the mine? behold the Leviathan and the Britannia Bridge,—count their thousands of tons of plate iron rolled out by machinery, and think of the work of their removal, the millions of rivets to fix them together, the elevation of the one, and the launching of the other. Could this be done without that machinery which has become gradually perfected by thought and perseverance? Visit the iron works and see the powerful “steam hammer” moulding into form a mass of red-hot iron, many tons in weight; see the powerful and beautiful contrivances for rolling into plates, drawing into bars and wire, or cutting up this stubborn metal, and call it stubborn no more! See the powerful “locomotive” carrying along the trams hundreds of tons of goods at a rate that can hardly be equalled by the bird that flies through the air on its light pinions; and the huge steam ships which cut their rapid way across the seas, holding in contempt those very winds upon which alone the mariner used to depend! See with what rapidity and accuracy almost every kind of “textile” material is produced by the steam-worked loom, and remember that these have all arisen, with hundreds more, from small beginnings, and step by step.
Nor does the mechanical genius bound the works of civilisation. From studying the various properties of the elements of nature, and the results of their combination in various proportions and under various conditions, the chemist arrives, not only at their uses and applications, but obtains results before quite unthought of! Instance the electric telegraph, and think how it conveys one’s thoughts half round the globe before you can express an exclamation of surprise that such things can be! See also the wonderful results of the photographic art, copying the most elaborate picture, machine, or portrait, in a few seconds, and see the results of electro-deposition, which by an invisible agent, coats with pure gold or silver any article subjected to its action, or produces in a mould the article itself of the most elaborate form or pattern, and in solid metal, extracted by this all-powerful agent from liquids which the uninformed would never believe could contain any metal at all. Think of the beautiful colours of our carpets, draperies, silks, &c.—the chemist has devised the dyes with which they are stained; and in our chemical factories, what tons of vitriol, soda, bleaching powder, and scores of other chemical agents are daily produced. All this is the result of study and perseverance. Neither have the Fine Arts been behind in contributing to civilisation, as may be seen in the structure and decoration of our houses, churches, and public buildings; in our glass and pottery ware; paper hangings, and other artistic designs; in engraving and the copious illustration of our books, saving a long and tedious description, and often presenting to the eye forms that words could not express. And now let us consider one by one the “materials” and processes from which all these results arise.
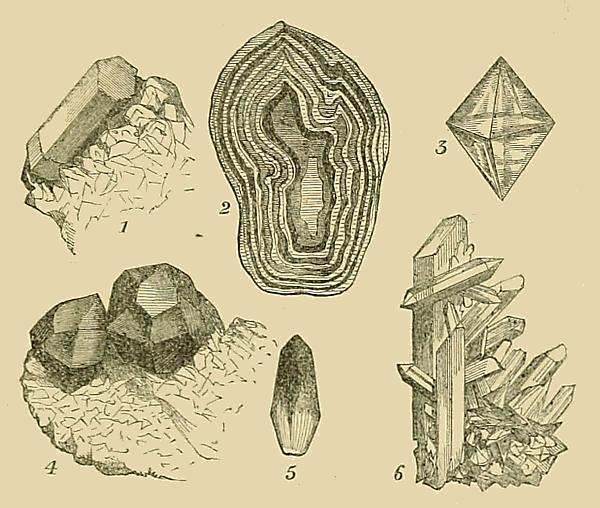
| 1. EMERALD. | 2. GARNET. | 3. FORTIFICATION AGATE. |
| 4. RUBY. | 5. DIAMOND. | 6. ROCK CRYSTAL. |
All earths are metals in combination with oxygen: that is to say, they can all be separated into a metal and oxygen. The chief earths used are Alumina, found as clay or slate; Lime, found as chalk or limestone; and Silica, found as sand, flint, or rock-crystal. These, in various proportions, combined with some few other matters, form, by far, the greatest portion of the earth we dwell on. The earths, when pure, are all white substances, not very heavy, and having scarcely any of the properties of the metals from which they are derived. The next frequent of the earths are Baryta and Strontia; but these may be said to be useless when compared with the three former. Alumina, in its various forms of clay, is used for brick and tile-making, and for pottery; hardened into the form of slate, it is much used for roofing and for making cisterns. Lime, in the form of carbonate, constitutes the best building stones, including marble, so valuable for ornamental carving and decoration, and when burnt, to separate the carbonic acid, forms lime itself, which is invaluable as a cement when mixed with sand; lime, in union with another acid (sulphuric) forms plaster of Paris, also a most useful article in the arts, &c. Silica, in the form of sand, is very extensively used for glass making, and, in the form of flint, it is ground and used for pottery: all such stones as quartz, rock-crystal, Scotch pebble, agate, cornelian, &c. are but various forms of Silica, either crystallized or deposited in layers. Most of the precious stones are composed of the earths in a crystalline state and colored by some foreign ingredient, such are the emerald, ruby, garnet, &c. The diamond is not an earth but composed of pure carbon.
Metals may be known from all other substances by certain properties: they have that peculiar brilliancy, called, for that reason, the “metallic” lustre; they are rapidly heated, and as rapidly cool, hence they are said to be good conductors of heat; they are all opaque, and most of them very heavy; some indeed, as gold and platinum, are the heaviest substances known, being about twenty times heavier than water; they have, moreover, other valuable properties such as the capability of being melted, of being drawn out into wire, of being beaten into thin plates, &c.
All metals are simple bodies; that is to say, they cannot be made out of other substances, although two or more metals may be combined and be again separated, or they may be combined with numerous other substances, as oxygen, and also again separated. There are upwards of fifty metals known to chemists, yet but few are used to any extent in the arts or manufactures. All the metals in use for the very many purposes to which they are applied are not simple metals, but are what are called “alloys,” that is to say, compounds of two or more metals. The chief metals in use are—
| IRON, | MERCURY, |
| COPPER, | NICKEL, |
| LEAD, | GOLD, |
| TIN, | SILVER, |
| ZINC, | PLATINUM. |
But in the state of oxide many are used which are seldom seen in the metallic state, such are the earths and alkalies; and for colors, and several other purposes, many other preparations are in use. The chief alloys, or compound metals in use, are, brass, made of copper and zinc; pewter, made of lead and tin; bell metal and gun metal, made of copper and tin; and solder, which is a kind of pewter, and made of the same metals; the silvering for looking-glasses is made of mercury and tin; the gold and silver used for coin are not pure metals, but alloyed with two parts of silver or copper to every twenty-two of the pure metal, and this forms the “standard” gold or silver. The gold used by jewellers has often a much greater proportion of alloy—for this name is given both to a compound metal and the cheaper metal made to combine with the more precious. The object gained by thus alloying the coinage, is that of rendering the metals harder, so that they shall not suffer much loss in wearing; thus a small quantity of copper mixed with either gold or silver, renders them both harder, although itself softer than either. The combination of certain metals forming alloys, is often not exactly the mean of their respective qualities, for instance, a small quantity of silver is sometimes fused with cast steel for penknife blades, and although the silver is itself much softer than the steel, yet the combination is found to be both closer in the grain and harder; it is known as silver-steel in commerce. Bismuth, although itself not very fusible, increases the fusibility of other metals; a combination of 2 parts tin, 3 lead, and 5 bismuth, forms a metal fusible by boiling water.
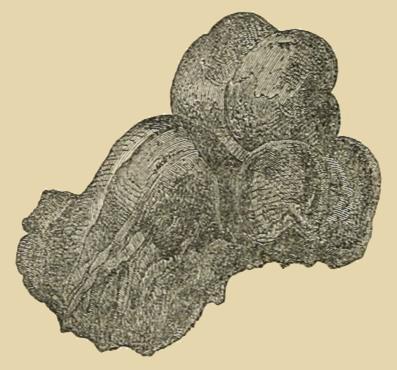
NATIVE OXIDE OF IRON.
Iron stands first in usefulness of all the metals, for railways, bridges, ships, and a thousand other purposes; it can be both cast and wrought, having that peculiar property, the capability of being “welded,” that is to say, of softening while hot to such an extent that when two pieces are made white hot and laid together, a few blows of the hammer will cause them to unite into one piece, and it is by means of this most useful quality that large masses of wrought iron are produced, such, for instance, as anchors and cranks for steam-boats. This property of welding, and the abundance of the ores of iron, render it one of the most useful materials supplied by nature for the various purposes of manufacture. In combination with carbon it forms that hardly less useful article known by the name of steel.
Cast Iron has scarcely any of the metallic lustre, and is only fitted for solid work; it is brittle, like steel, without its elasticity, and is too soft and too porous to be made into any of the numerous tools and instruments for which steel is so eminently suitable. Cast iron contains many impurities, the chief of which are carbon, sulphur, and silica, got from the coke whilst being smelted in contact with it, and from the fluxes used in the process; it is coarse in grain, and much more fusible than wrought iron, which is iron in a nearly pure state and can be fused only by the very highest heat capable of being produced. Cast iron is converted into wrought or malleable iron by being re-melted and stirred for a long time in contact with the air, this process is called “puddling,” its object is to get rid of all the impurities (chiefly carbon and sulphur) which, by being brought into contact with the air at a high temperature, are said to be burnt out, that is to say, they combine with oxygen and form carbonic and sulphurous acids. After puddling, the iron is rolled or hammered out, folded up, and again extended, and as a general rule it may be said, the more this is continued the purer and softer is the iron.
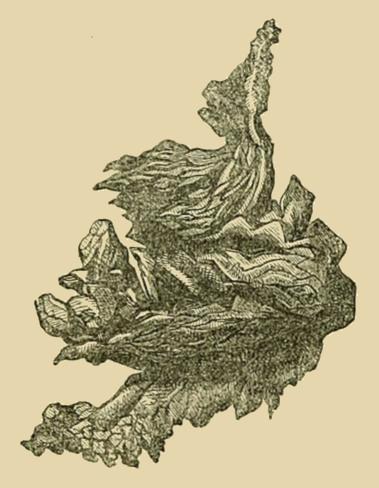
NATIVE COPPER.
Copper is a reddish-coloured heavy metal, much used for sheathing the under part of ships, for making boilers, &c. It is about eight-and-a-half times heavier than water, and is too valuable to be used for many purposes where either iron, tinned iron, or zinc are applied, but for which purposes its great durability would fit it, as it is easily rolled out or beaten into plates, and is not quickly acted on by the weather. It is used as coin in pence, halfpence, and farthings; all vessels for cooking purposes, when made of copper, are tinned inside to prevent the food becoming poisonous from verdigris, which is the rust of copper, and is very injurious. Copper is found chiefly combined with sulphur, forming “native sulphuret of copper.” Copper melts at a full red heat.
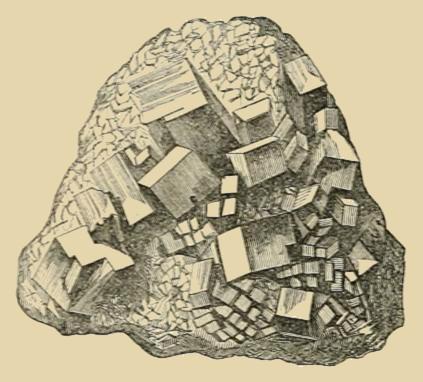
SULPHURET OF LEAD.
Lead is a heavy metal, of a dull blueish tint, and very soft; it is extensively used for covering roofs, for cisterns, and for pipes for conveying water, as it is easily bent and joined, and is not acted on by the water which passes through it. Lead melts at a heat below that of redness, and, in combination with oxygen and carbonic acid, forms the “white lead” of commerce so largely used as a paint. Oxide of lead, called “litharge,” enters into the composition of flint glass, and in combination with a larger quantity of oxygen forms “red lead,” a substance much used in painting. Lead is found in many parts of England, especially Cornwall, where many lead mines exist; it is got from the sulphuret called “galena,” which is lead in union with sulphur. What is called “black-lead” is not lead at all, but is an ore of iron, being iron in combination with carbon. Lead is about eleven-and-a-half times heavier than water.

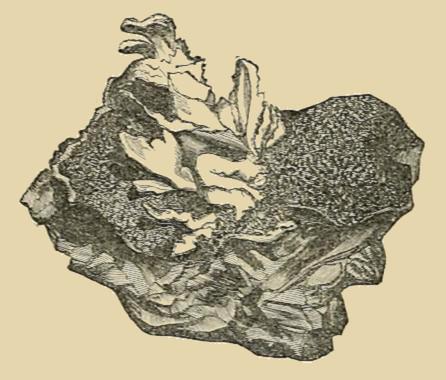
OXIDE OF TIN.
Tin is a white metal, almost as white as silver, it is found chiefly in Cornwall. It is a light, soft metal, and, like lead, is easily melted; it is used chiefly for coating vessels of harder metal, such as iron and copper. It is used to mix with copper to produce bronze, bell metal, and gun metal, and with lead to produce pewter, which used to be so extensively used as table-ware before the manufacture of earthenware became general for that purpose. Tin does not easily tarnish or rust by exposure to the air, hence the use of tinned iron-plate. Tin, united with mercury, forms the silvering for looking-glasses. Tin is about seven-and-a-half times heavier than water.

SULPHURET OF ZINC.
Until the last quarter of a century, zinc was but little used, but of late it has taken the place for many useful purposes where lead was formerly used, principally owing to its cheapness and lightness. Zinc is a hard metal of a grayish colour, not easily bent but rather brittle, but when made nearly red hot, it is capable both of being rolled out into sheets and being beaten into form by the hammer. Zinc is about six-and-three-quarter times heavier than water. Like many other metals, zinc is volatile, that is to say, when heated to a certain extent it passes off into vapour, and there is no doubt, the reason that zinc was not known or used of old was that it was chiefly lost in “smelting,” or getting it from its ores. Zinc is now obtained by a sort of distillation; the ores are mixed with the flux, &c., in a large earthen crucible or pot, from which an iron tube passes into a vessel of water, the lid is securely fastened on, and as the heat is urged the zinc is driven off in vapour, passes down the tube and condenses in the water. The zinc of commerce is obtained chiefly from the ore known by the name of “calamine stone,” which is zinc in combination with oxygen and carbonic acid. A substance called “zinc white” has been lately introduced as a substitute for white lead, and would certainly supersede it, but the zinc is found to be deficient in “body,” which means, the power of covering anything over which it is laid-on in a thin layer, but as zinc white does not blacken in foul air, and white lead does, it has a great advantage, and it is to be hoped that some improvement in its manufacture may improve its “body.” Zinc is chiefly used for roofs, gutters, water-pipes, cisterns, and various vessels for holding water, as it does not rust so easily as iron. What is called “galvanised iron,” is iron dipped into melted Zinc in the same way that tin-plate is.
Mercury, or quicksilver, is known from all other metals by being fluid at the ordinary temperature of the air. This is only owing to its extreme fusibility, for at 72 degrees below the freezing point of water, it also becomes solid, and may be hammered out or cut by a knife; it is very heavy, being about fifteen-and-a-half times that of water, so that most of the metals will float on its surface; it has a bright lustre and is almost as white as silver. It is found both in the fluid metallic state, and in combination with sulphur, in which last state it is called “cinnabar;” this is a heavy mass of a deep red color, and when ground to powder, of a most magnificent red, and is the vermillion so well known as a pigment; this vermillion is, however, most frequently manufactured by combining the mercury and sulphur, both first purified, in this way a more brilliant color is produced than can be got from the cinnabar. The metal is extracted by heating the cinnabar with iron-filings or lime in a retort, by which means the mercury distils over and the sulphur is left behind united with the iron or lime.
Mercury is used for many purposes in the arts and sciences, for barometers, thermometers, compensating pendulums for clocks, &c., and also in the processes of water-gilding, looking glass silvering, and in the Daguerreotype process. The combinations of mercury with other metals are called “amalgams.”
GOLD.
Gold is the heaviest of the metals with the exception of Platinum, being rather more than nineteen times heavier than water; it is of a bright yellow color, and is not tarnished by exposure to the air or moisture, hence its usefulness in ornamenting frames, cornices, &c. Gold is chiefly used, in the form of coin, as the medium of exchange; for ornamental purposes, such as jewellery; for gilding, and for staining glass, to which it gives a beautiful ruby-red color. Gold coin contains about one twelfth part, by weight, of copper, this is added to give it hardness and consequently cause it to lose less by wear in use. Gold is not dissolved by any of the pure acids, but a mixture of hydrochloric and nitric acids will dissolve it in consequence of giving out chlorine, an element which freely dissolves gold.
Gold is capable of being beaten out into leaves of extreme thinness, and also of being drawn into wire of such thinness that five hundred feet of it weigh but one grain.
SILVER.
Silver is the whitest of the metals; it is about ten-and-a-half times heavier than water; it does not easily tarnish by the air, and is not converted into dross by heat continued for any length of time, or, in chemical language, it is not oxydised; it is chiefly used for coin and for ornamental purposes where its cleanliness and beauty are strong qualities to recommend it. Many kinds of lead ore contain silver, and when this is in sufficiently large proportion to pay for its extraction, the reduced lead is subjected to the flame of a furnace which is blown on to it with a strong blast, the flame melts the lead and converts it into an oxide called “litharge,” which is in the form of reddish scales, and as these are formed the blast blows them off; in this way the lead is gradually consumed, leaving the silver with but a small quantity of lead, this is put on to a cup made of bone ashes called a “cupel,” hence this operation is called “cupellation,” the heat is then raised, and the lead which remains with the silver, forming a liquid glass with the bone ashes, sinks into them, leaving the silver bright and pure. Silver in some districts is extracted from its ores by what is called “amalgamation;” the finely powdered ore is mixed with water, some cuttings of iron and quicksilver, and turned round in a barrel for a considerable time, when the quicksilver is drawn off through a small hole, and is found to contain all the silver in the ore, together with some other metals. The quicksilver is got rid of, first by pressing and then by distillation; so that it is all recovered for a second operation. What remains is separated from the other metals, which it may have been mixed with by different processes, according to the nature of these metals.
The standard silver of the Mint is what is called 22 carats fine (nearly), that is to say, 22 parts in 24, the two parts being copper; this is done to harden it. The silvering of looking-glasses is made of a compound of tin and mercury, but a process for really silvering looking-glasses has been patented by Mr. Drayton; it consists of precipitating silver from its solution by means of the oil of Cassia, or some other volatile oil: the process is far too expensive for general use or for large plates. Silver leaf is made and used in the same way that gold leaf is.
Platinum is a metal of a white color, and is the heaviest substance known, being more than twenty-one times heavier than water. It is capable of being welded and wrought out by the hammer like iron; it is not acted on by any of the acids, but, like Gold, is dissolved by chlorine or a mixture of hydrochloric and nitric acid; it does not tarnish by exposure to air, and is extremely difficult to melt, requiring the very highest heat that can be produced; these qualities render it one of the most useful of the metals to the chemist, furnishing him with retorts, crucibles, and evaporating dishes suitable for many purposes; its high price, however, renders it not so generally used as it would otherwise be.
This metal is of a white color and very difficult to melt, it is about eight times heavier than water and is chiefly obtained from the ore known as kupfer-nickel, found very plentifully in Germany; this kupfer-nickel is a native arseniuret of nickel, that is, nickel in chemical combination with arsenic. It is very difficult to separate these two metals, but an effectual and cheap process has lately been devised to do so.
Nickel is attracted by the magnet similar to iron but in an inferior degree. Till lately nickel was but little used, but it now forms the basis of those compound metals known as nickel-silver, German-silver, and British-plate, all which varieties are generally employed as an economical substitute for silver; it is also used largely as a foundation on which to deposit pure silver by the electro-plating process, for which purpose it is most admirably suited being very superior to copper in consequence of its color, as the silver always wears off unequally and exposes the ground work of metal beneath. German-silver is composed of copper, nickel, and zinc, in various proportions. Nickel always forms one of the constituents of meteoric iron, those mysterious masses called aerolites, which sometimes fall to the earth.
MINERALS.
This, the richest product of the mine, the well-known fuel used in almost every branch of industry as well as for warming our houses, is got from the depths of the earth, where it exists in certain localities forming what are called “coal fields” or “basins.” It is the result of changes produced during many ages upon vegetable matter buried during the various convulsions which the earth has undergone, and pressed into layers or strata of various thicknesses. To raise this valuable fuel, powerful machinery is used and deep shafts are sunk at an enormous expense.
Coal exists in various forms: the following are the most easily recognised:—
1.—Cubical coal; shining and easily broken into squarish fragments. It burns brightly.
2.—Slate coal; dull in color, splits like slate. Burns well.
3.—Cannel coal; dull color, breaks like resin, and somewhat resembles jet. Burns brilliantly, and splits with a crackling noise when in the fire. It affords the best gas.
4.—Glance, or Kilkenny coal; steel-grey color and metallic lustre. Burns without flame or smoke, somewhat like charcoal.
5.—Lignite, or brown coal; is an imperfectly formed coal.
The quantity of coal used is rapidly increasing owing to the extensive number of steam engines used, especially for navigation and railway transit; and it is a problem, not yet determined, how long the coal existing in Great Britain is likely to last; the lowest statements make it but little below a thousand years.
Sulphur, also called Brimstone, is a natural production, and is found either pure, or combined with metals forming ores, for the most part called “pyrites,” as, iron pyrites, copper pyrites, &c. In chemical language these compounds are called “sulphurets” or “sulphides.” Sulphur is one of the elements; that is to say, it is a simple body, or one neither capable of being made nor separated into other ingredients. It is crystalline, of a bright yellow color, very inflammable and volatile, burns with a blue flame and gives off pungent fumes of sulphurous acid. It is got pure by distillation from various substances containing it, and in Sicily is found nearly pure as a volcanic product. Sulphur is chiefly used for the manufacture of sulphuric acid and gunpowder, and was also largely used for making matches, but phosphorus (a still more inflammable substance) has almost superseded it in the manufacture of this necessary article.
Plaster of Paris is sulphate of lime—a combination of lime and sulphuric acid; and exists abundantly in various degrees of purity; it occurs plentifully in the locality of Paris, and is brought here in masses of a greenish, pink, or brown color. To prepare the gypsum it is first made red hot, to separate the water which it contains, and then ground to powder of various degrees of fineness. Plaster of Paris has the peculiar property of uniting with a certain quantity of water and forming a solid compound with it; upon this property all its usefulness depends. If a portion of Plaster of Paris be mixed with sufficient water to form a liquid of the consistence of cream, in a few minutes it will harden and become quite set, and as it dries, it will harden still more, till it is of a hardness almost equal to stone: this useful property causes it to be much used for casting figures and ornaments; cheap plaster figures, &c., are generally cast hollow, to save the plaster; this is done by pouring into the mould a certain quantity of the plaster mixed with water, and quickly turning the mould about so that it shall adhere and form a layer on all the inside of the mould; when set hard, the mould is taken to pieces and the figure finished by scraping off the marks where the mould was joined. Plaster of Paris, combined with whiting, forms what is called by plasterers “putty,” and is much used for ceilings, and similar purposes.
Salt is one of the most widely spread and plentiful minerals which the earth gives for the use of man; all the water of the ocean derives its saline taste from salt; many springs are completely saturated and are hence called “brine springs,” and it also exists crystallized in beds within the earth of immense thickness and extending for miles each way. The salt mines of Cheshire are the finest and most extensive in England, and in some places the stratum or layer of salt is more than one hundred feet thick, perfectly white and crystallized. Salt is not a simple body, but is composed of two simple bodies or elements, chlorine and sodium, hence it is called by chemists the chloride of sodium, it can be formed by putting carbonate of soda into hydro-chloric acid (sometimes called muriatic acid,) until no more effervescence takes place, the result will taste salt and yield pure salt on evaporation. The waters of the sea are in some places evaporated by the heat of the sun in shallow hollows dug out in the beach, this is called “bay salt” and is very impure; but the chief part of the salt of commerce is procured by evaporating the waters of brine springs; this water is pumped up into large iron cisterns placed beneath slight sheds to keep the rain off, and having flues running beneath them, the first impurities are thrown away, and as evaporation goes on, the salt crystallizes and falls to the bottom of the cistern in a fine white powder; this is taken out with wooden shovels and placed in conical vessels with a hole in their lower part to drain off all the moisture; it is then dried by stoves and is fit for use; when no more salt falls down, the impure liquor, called “bittern,” is drawn off and used to procure Epsom salts from, by mixing it with sulphuric acid. The bittern contains chloride of magnesium, and the sulphuric acid changes it into sulphate of magnesia, which, when purified, forms the Epsom salts sold by druggists.
About half a million tons of salt are made in England every year. Salt, besides its general use as a condiment, and in preserving food for storing ships, &c., is also used for several manufacturing purposes. By adding sulphuric acid and heating it, the acid called “hydrochloric” is given off, which is largely used for many purposes; but the chief use made of salt by the manufacturing chemist is to prepare soda for cleansing and soap making.
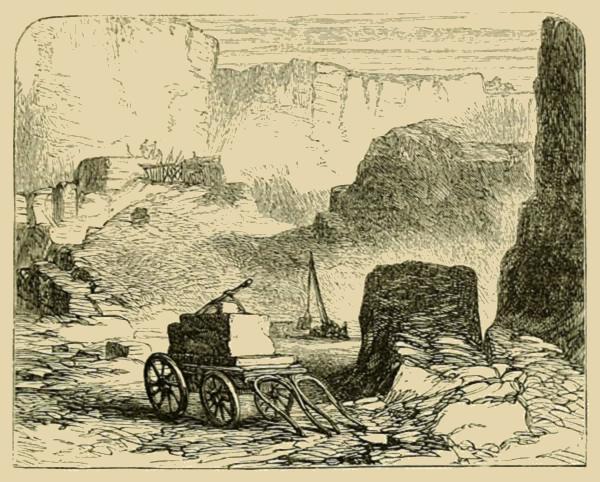
STONE QUARRY.
Stone for building is chiefly of four kinds:—lime-stone, sand-stone, granite, and marble. Slate is never used for building, but is very suitable for roofing. The most common stone is limestone, and that brought from Portland Island is especially good for building-stone; it is called Portland stone, and it is of this stone that St. Paul’s Cathedral is built, and most of the other public buildings of London: it is rather soft when first dug from the quarry, but hardens with age. Sandstone is a very coarse kind of stone, and is only used where not much exposed to the weather; it consists of grains of sand adhering so firmly together as to form a stone of considerable hardness. Granite is a very hard stone, and very durable; so hard that it cannot well be carved, and is therefore only used where durability and plain solidity are required; London Bridge and the Euston Square Terminus of the Birmingham Railway are built of granite. Marble is a very fine heavy kind of limestone, sometimes quite white, and generally partly transparent; the white kind is very expensive, and is used for statuary, that is to say, for carving into figures, vases, &c.; it is very durable, but is too expensive for general use. Chimney-pieces, slabs for washing-stands, and other articles of that description, are also made of it.
Limestone, marble, and also chalk (a soft kind of limestone), all become changed into lime if made red hot, hence the name, limestone, is often applied to all three.
Stone quarries are those places where stone exists of a quality suitable for building purposes, and in a situation admitting of its easy removal. All stone, with the exception of granite and marble, exists in layers or strata as they are called, so that the stone can be easily split in the direction of these strata or seams. When a large piece of stone has to be removed, wedges are driven in a row into these seams, and when the stone has started, it is notched at the sides and back, so that in general a square piece is thus removed; if it be not so, it is generally made into a somewhat square before leaving the quarry, hence the name, derived from the French “quarre.” Granite having none of the lines of cleavage, as they are called, is broken by a row of wedges driven till a crack forms from one to the other. Slate is a clay-stone found in layers like limestone, but much more perfect; so much so, indeed, that it can be split into slices a quarter of an inch thick and one or two feet square; these, when sorted into sizes, form the slates for roofing houses. It has been much used of late in thick slabs, cut by circular saws, for making cisterns, a purpose for which it is well adapted.
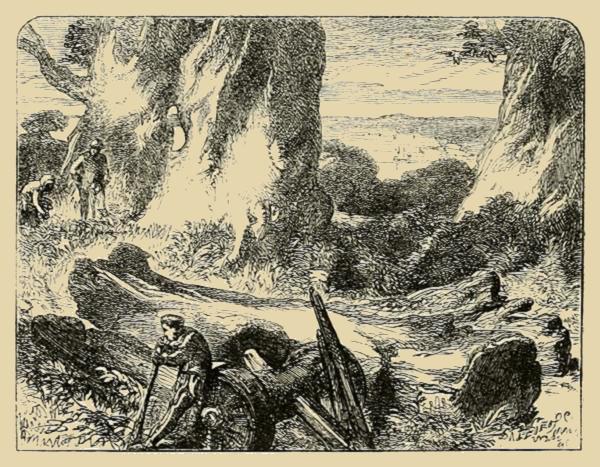
Wood is an article of universal application; its lightness, strength, and the facility with which it can be worked, render it almost invaluable; although in ship-building and many of its applications to house-building iron has to some extent superseded it, yet there are so many other ways in which it is indispensable, that it may be looked upon as one of the greatest boons to mankind. There is scarcely a use to which wood may not be applied, whether as fuel for fires, timber for building, furniture both useful and ornamental, various parts of machinery, vessels to contain wine and other fluids, handles to instruments, (for in cold climates and cold weather metal cannot be handled with impunity), and indeed for all uses in which lightness, dryness, warmth, and variety of form are desirable, wood serves as an excellent material. The kind of trees that produce wood fit for building and other useful purposes are those called by the botanists exogenous. Amongst which the pine tribe, oak, ash, elm, and beech, stand pre-eminent; while mahogany, walnut, and rosewood are chiefly used for ornamental purposes; box-tree wood is also very useful on account of its closeness and evenness of grain; it is the wood used by engravers.
Wood when first cut is wet and heavy, but, by being exposed to the air, it shrinks and the sap dries up in it, it is therefore liable to swell and become damp in moist situations this is detrimental to its usefulness; most woods therefore are improved by being soaked a long time in water, this cleanses it from saline and extractive matters which keeps the wood damp, but which, when separated, allow the wood to shrink and harden permanently, this process is called seasoning, the same effect may be produced by exposure to the air and rain, it is generally resorted to when the timber is cut up into smaller pieces. The structure of wood is porous, hence its lightness, it has also a grain which runs the whole length of the wood in circles round its centre to the surface, one of these circles is produced every year while the tree is growing; wood is therefore capable of being cleft in the direction of the grain by a wedge, in this way builder’s laths are made. Wood cannot be cleft across the grain, but must be cut by sawing or otherwise. The pine or fir tribe produce the largest and straightest timber, but it is not so strong nor so durable as oak and many other woods.
Some specimens of the Araucaria Excelsa or Norfolk Island pine, have stems upwards of three hundred feet high, and in the Crystal Palace is the bark of another gigantic tree the Wellingtonia Gigantea.
COTTON.
Cotton consists of the fine long hairs which grow from the seeds of several varieties of Gossypium, a plant belonging to the natural order of Malvaceæ. These hairs are so long and numerous that they completely fill the pod or seed vessel; they are very delicate, and of the same size throughout, and but seldom jointed, they are each separate from the other.
The cotton plant is chiefly cultivated in America and India. In India, and some of the islands in the Indian Ocean, cotton has been cultivated, spun, and woven into textures from time immemorial. Cotton fabrics were in use in Mexico before its conquest by the Spaniards, and have been used in China for many hundred years; its chief source now is America, where more than two hundred times the quantity is grown at present than was grown there half-a-century ago; but the internal communication brought about by railways in India, may, in all probability, revive the cultivation of cotton in that country; the cost of conveyance from the interior having been one of the greatest drawbacks to its exportation.
Cotton is not only cheaper than linen (which is woven from flax), but has several advantages over it: it takes dyes much better, and produces brighter colors; the improvements made in the machinery for spinning and weaving cotton, have not only enabled us to match the spinners and weavers of India, which, for a long time supplied nearly the whole of Europe, but at the present time, cotton cloths of English manufacture are exported to India for the purpose of clothing the natives of that country.

FLAX.
Flax is obtained from the stalks of the flax plant Linum Usitatissimum, it is supposed to have been originally brought from Egypt, where linens have been woven from its fibres from time immemorial. It is now found growing wild in this country, and is cultivated in most parts of Europe, either for its stalks to make flax, or for its seed (linseed), which is used for fattening cattle, and yields an oil (linseed oil) much used in the making of paint. The plant grows to two or three feet in height, bears a blue flower in July, and has a great hollow stem; when gathered, it is pulled up by the roots. The fibres of flax are very long and even; it is the inner part which yields the best fibres.

SILK.
Silk is by far the strongest of the textile fabrics, being nearly three times as strong as flax; it consists of the filaments spun by the silk-worm, Phalœna Bombyx Anori. These filaments are always double, proceeding from two holes in the head of the worm, and are united by a sort of varnish which is moist and clammy when the threads proceed from the insect, and causes them to adhere together. The silk-worm in spinning, moves the head backwards and forwards, attaching the threads on alternate sides and all around till it is completely covered in with a ball of silk; in this state it is called a “coccoon.” The silk-worm, like others of its class, undergoes four changes or metamorphoses—the Egg, the Grub or Worm, the Chrysalis, and the Imago or perfect insect, which, in this case, is a moth. The worm spins the coccoon to defend itself from injury and cold, but man, taking advantage of the useful qualities possessed by these fine filaments, spins them into his most gorgeous apparel. The coccoons are unwound by placing them in a basin of warm water, which dissolves the varnish, and they are then slowly wound off; formerly this was done by hand, but now machinery is chiefly employed which winds off the silk from a bowl full of coccoons at the same time. The silk is coiled into hanks or skeins, and in this form is imported into this country; from these hanks it is wound off on to large six-sided wheels called “swifts,” and from these on to bobbins or reels; it is then wound off from two or three of these bobbins on to one other bobbin, the threads of silk being laid side by side, and in this process a twist is given to it in one direction and two of these wound on to another receiving a twist in an opposite direction, this forms a fine cord called “organzine,” which is used by the silk weaver in the same way that yarn is by the cotton weaver. The short and broken pieces are carded and spun like cotton, and is called floss silk. The raw silk is of a bright buff or golden yellow color, but there are some kinds which are white.
India-rubber or Caoutchouc which was, a short time back, used only for the very insignificant purpose of rubbing out pencil marks, is now used for almost innumerable purposes. India-rubber is the solidified juice of several trees, such as the Siphonia, Jatropha Elastica, Ficus Elastica, &c., the juice is got by making incisions in the trunk of the trees during winter and collecting the juice, which is caoutchouc combined with water, in the form of a milky thick fluid, the water is then allowed to evaporate and the India-rubber remains. It is brought here in all sorts of shapes, and is purified before it is fit for commercial use by washing in warm water or steaming; it is then cut into pieces and put into a kneading machine which cuts and works it together with such rapidity that it becomes quite hot and the pieces join into one mass. After having undergone every kind of torture that can be well imagined in the form of cutting, tearing, and squeezing, it is finally compressed in a square cast iron mould, where it is kept for a time, and then is fit for any use it has to be applied to. What is called vulcanized India-rubber is produced by incorporating it with powdered sulphur, or some substance containing it, as sulphuret of antimony, or the vapour of sulphur is kneaded into the mass; this vulcanized rubber is very elastic and does not harden by cold. Waterproof fabrics are made by stretching the stuff to be waterproofed on a frame, at one end of which is a partition having a slit in it, through which it is drawn, after having been smeared with a solution of India-rubber in naptha; the slit is so narrow that it scrapes off all superfluous caoutchouc, it is then dried in the air.
Gutta-percha is a substance possessing many useful and valuable properties; it was unknown in Europe until within a very recent date, though it is said to have been in common use, for a long period previous to our discovery of its utility, amongst the natives of the Indian Archipelago, chiefly for making axe-handles. It is the concrete juice of a large tree, supposed to be the Isonandra Gutta, and is brought to Europe in irregular masses of a brown color, and contains various impurities which are easily got rid of by working it in hot water. Gutta-percha possesses the desirable properties of being solid, slightly elastic, not brittle, and very tough, capable of being melted at the heat of boiling water, and being drawn out or moulded into almost any form; it resists the action of water and spirits, unless very strong, oils, alkalies, and weak acids, but spirits of turpentine, chloroform, and naptha, each dissolve it. A substance which has so many valuable properties as these, of course enters into a multiplicity of forms and uses.
This useful substance is produced by bees for the purpose of building their comb, which consists of hexagonal cells made of wax; which substance they secrete in scales, between the sections of the abdomen, and draw out for building their beautiful cells. When the honey is drained off from the comb, this is washed and melted, it then constitutes the yellow wax of commerce, commonly called “bee’s-wax.” To make this into the white wax it is boiled in water, spread out into thin layers, and exposed to the light and air; this is repeated until all the color has gone and the wax remains pure and white. Pure wax is a soft-feeling substance, harder than tallow, and not greasy to the touch; it is easily melted, and burns with a clear white flame, hence its most general use—namely, that of making candles; it is not soluble in water, but unites with oils and fats.
This substance, known also in commerce by the name of saltpetre, is brought to this country from India, where in certain places, it forms a sort of efflorescence on the soil; this is taken off together with the surface of the soil, and mixed with water, which, after all the earth has subsided holds the nitre in solution. The water is then evaporated and the nitre crystallizes in six sided prisms.
On most parts of the continent nitre is manufactured from what are called nitre beds, these consist of old mortar and other matters containing lime, as the dry rubbish from old building, &c., together with manure and other animal refuse. These beds are packed up and kept from the rain for a certain time, when a small part of the lime is found to be converted into nitrate of lime, this is the white substance frequently seen to exude from newly built walls in the form of crystals like snow. The whole mass of the nitre bed is next washed; the water used for the first portions being poured over the next, and so on till it is pretty rich in nitrate of lime, this is then mixed with carbonate of potash, which decomposes the nitrate of lime forming nitrate of potash, (nitre), and carbonate of lime, (chalk); this last settles down and leaves the solution of nitre clear, which is evaporated, and the nitre got pure.
Nitre is used for making gunpowder and fireworks of different kinds, also for curing meat, especially pork and beef, to which it imparts a red color; it is also used for making nitric acid, in the manufacture of sulphuric acid, and as a medicine.
This substance, called by mineralogists “plumbago” and “graphite,” is found in small quantities in various districts, and in a very pure state in Cumberland. It is almost pure carbon, having but a very slight admixture of iron; it is used to make blacklead pencils; for coating the surface of iron, giving it a bright appearance and preventing it from rusting; it is also used to prevent friction in wooden machinery, and, mixed with tallow, as a lubricate for iron machinery; blacklead, mixed with clay, is also used to make crucibles for various purposes, these are especially adapted for melting glasses and enamels, and are known in the trade as blue pots.
This substance is obtained from the oily matter contained in the head of the spermaceti whale, Phyceter Macrocephales, which consists of sperm oil and spermaceti. The latter crystallizes as the mass cools, and is afterwards purified. It is white and crystalline, is used chiefly for candles, or mixed with oil and wax, it forms an ointment.
Sugar, like starch, exists naturally formed in many vegetables, and has to be separated from the various foreign matters with which it is combined; the sugar used in this country is all extracted from the juice of the sugar-cane, Arundo Saccharifera, but in France a great portion is extracted from beet-root.
The raw, or Muscovado sugar as it is called, is a brownish compound of small crystals of sugar held together by molasses or treacle, which gives the sugar its color and peculiar moistness; when pure, sugar is quite white and capable of crystallization, as may be seen in sugar candy, which is crystallized sugar; sugar, if heated, becomes converted into a dark brown liquid called burnt sugar or “caramel,” this has an intensely rich color, but scarcely any sweetness; it is used to color wines and spirits. The tendency of sugar to be converted into caramel is very great, and the whole difficulty of sugar refining depends upon this fact, for a solution of sugar heated is constantly changing into this substance.
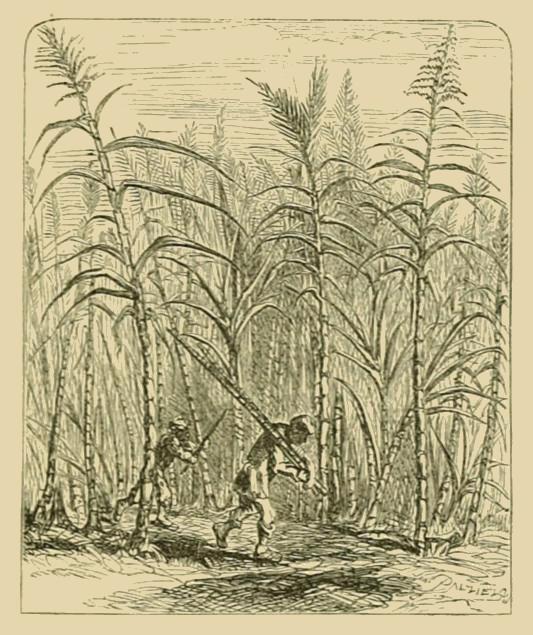
To obtain the sugar from the sugar cane, it is first crushed between powerful rollers, by which all the juice is pressed out, this is immediately clarified by boiling it strongly with a small quantity of slaked lime, or it would speedily ferment, it is then put into evaporating pans, in which it is evaporated till it is ready to crystallize or granulate; from these pans it is ladled out into a cooler, and from thence into wooden boxes where it granulates; the next process is called “curing” this consists of draining the sugar of its molasses, for this purpose hogsheads or large broad barrels are arranged on a sloping floor, and having several holes at their lower part with a piece of plantain leaf put into them; through these holes the molasses runs out and is collected in a vessel for the purpose. The best kinds of sugar are partly purified by a process called “claying;” this consists in putting the sugar into conical earthen jars, with a hole at the point which is turned downwards; the top is piled up with a mass of wet clay, the moisture from which slowly sinks down, carrying with it most of the coloring matter of the sugar; the cone of sugar is afterwards dried, broken up, and each part ground up separately, as they form sugars of different value, the point being the brownest and the base of the cone the whitest.
Sugar is made from the beet root in the same way as from the cane, the roots being rasped up into a pulp by a wheel with a notched edge acting against them. Beet-root sugar crystallizes better than cane sugar; otherwise it is exactly like it, and purifies as well.
Alcohol, commonly called spirits of wine, is procured from any liquid which has undergone the vinous fermentation, such as wine and beer. The spirit used in England is procured from a wash made by pouring boiling water upon ground malt, as for making beer; this, when fermented and distilled, produces a colorless spirit, which, by being again distilled at a gentle heat, called rectifying, produces a very strong spirit; but even this contains some considerable quantity of water, and to get rid of this, for certain chemical purposes, it is necessary to add carbonate of potash, quick lime, or some other ingredient greedy of water, and again distil it. Brandy, rum, and whiskey, are but various forms of spirit colored and flavored with different substances. Brandy is distilled from wine; rum from the molasses, a sort of treacle produced in sugar making; and whiskey from malt. The strongest brandy does not contain more than one half of its bulk of pure spirit.
Alcohol, when pure, is a very limpid, colorless fluid, lighter than water, in the proportion that 792 bears to 1000. It is very volatile, boiling at 172 deg. of Fahrenheit, and highly inflammable, it dissolves resins and volatile oils, and is, therefore, used largely in perfumery. The well known lavender water and eau de Cologne, are solutions of volatile oils of various kinds in pretty strong alcohol, and what are called spirit-varnishes, are most of them solutions of various kinds of resin in strong alcohol, although some of them, as mastic varnish, are made with spirit of turpentine, a volatile oil, in place of alcohol.
Starch exists naturally in various kinds of grain, as wheat and barley, and in the roots and tubers of many plants, as potatoes. The process of extracting the starch, and separating it from the other constituents of the seed or root, consists, essentially, of crushing it, and wishing out the starch with cold water; the liquid resulting from this mode of treatment is of a milky whiteness, and deposits starch by sediment. This liquid is passed through five sieves to separate the husks and skins, and when the starch has settled, and the liquid fermented and become sour, it is drawn off; it is allowed to become sour as the gluten of the grain is more completely separated by so doing. The starch is repeatedly stirred, allowed to settle, and the water drawn off, till it is quite pure; the top of the starch is scraped to separate any slime adhering, and the pure starch dug out with wooden shovels and put in a box lined with linen, in which the moisture drains off; the cakes taken from these boxes are cut up into squares, put upon bricks, and dried by a gentle heat; the squares are then scraped clean and packed in paper for sale, in these packages it breaks up into pieces, so that when they are opened, the starch has that peculiar appearance so familiar, and almost resembling six-sided columns. Arrow-root is the starch obtained from a West Indian plant called Maranta Arundinacea.
Cassava and Tapioca are starches from the manioc, and Sago, from the sago palm. Starch, under the microscope, appears in the form of minute globules, and is quite insoluble in cold water, in which it falls to the bottom, leaving the water at the upper part quite clear; but water that is nearly boiling (that is to say at 160 deg. of Fahrenheit’s thermometer, or above), breaks or dissolves the granules, and the starch forms with it a sort of paste, this is the liquid used for stiffening linen and other articles in domestic laundry.
The starch sold in this country is colored blueish by smalt or indigo; but on the continent is used of its natural white color. If starch be baked in an oven at the temperature of about 300 deg. it becomes, to a great extent, soluble in cold water, forming what is called “British gum,” this is largely used for calico printing and other purposes; if boiled in water under great pressure, so that the temperature can be raised to the same degree, it is also changed into an adhesive sort of gum—this is the substance made use of by the government authorities to spread over the backs of postage and receipt stamps to make them adhere. The starch of grain during germination, or growth, becomes converted into sugar; the same effect can be produced by heating starch with diluted sulphuric acid.
CUTTING SOAP.

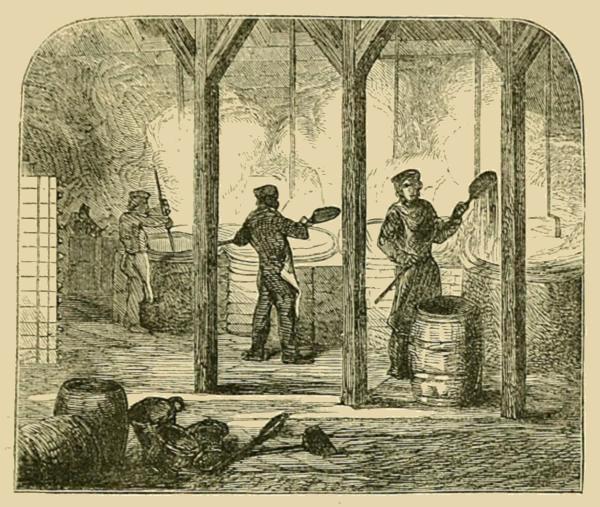
COPPERS FOR THE MIXING PROCESS.
This very useful article is produced by a combination of tallow or oil with soda or potash; with soda, hard soap is formed; with potash, soft soap. The yellow soap of commerce has also an addition of resin or turpentine, and often palm oil, these give it its yellow color and peculiar smell; pure white soap is made by boiling a solution of soda with tallow or olive oil; ordinary soaps are generally made by mixing a solution of the soda of commerce, (carbonate of soda) with quick lime, this takes away the carbonic acid and makes the soda what is called “caustic;” this solution is drawn off, and kitchen stuff, tallow, turpentine, and sometimes palm oil, are added and boiled together, until all is converted into soap, but a large quantity of water remaining, it is necessary to separate the soap from this, for this purpose salt is added until the water becomes so heavy that the soap rises to the surface, whence it is removed into moulds or frames and allowed to cool, when it is cut into bars for sale.

FILLING YELLOW SOAP.
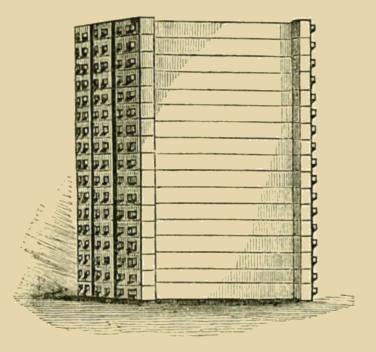
MOTTLED SOAP FRAMES.
Soft soap is made in the same way, using potash instead of soda, and, generally, a large quantity of train-oil. Castile soap is pure soda soap, and the blueish or red mottled appearance is produced by stirring in some sulphate of iron (green vitriol); when new it is of a blueish color, but gets red by exposure to the air.
Oils and fats combine with the oxides of several of the metals, and a combination of oxide of lead with olive oil forms a firm solid substance, or plaister, which, with the addition of a little resin, is used in surgery, and when spread upon linen or calico, forms the common adhesive plaister.
Oils and fats all consist of a combination of organic acids, (stearic, oleic, and margaric), with glycerine. When these fats are boiled with soda, potash, or metallic oxides, a combination of the oxide and fatty acid takes place, and this constitutes soap. The glycerine is then set free, and, when purified, forms a sweet, oily, colorless fluid, very similar to syrup, but not so sweet; it has lately been used for several purposes, especially as a remedy for chapped hands; a soap called “glycerine soap,” has lately been used for the same purpose; it is a soap made without separating the glycerine.

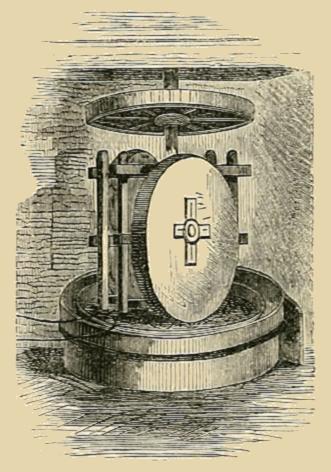
MACHINE FOR CUTTING SOAP IN BARS.
The above illustration represents an ingenious contrivance for the purpose of cutting soap.
The Stearine Candles, so much in use of late, are made of what chemists call “stearic acid.” It is extracted from tallow by the following process:—The fat is first melted, then boiled with water and quick lime; the lime forms a solid insoluble soap with the stearic acid of the fat. This, when cold, is dug out of the cistern and separated from the watery parts; it is then melted in a wooden cistern by means of perforated iron pipes, through which steam passes; the steam not only melts it, but condenses and runs to the bottom, thoroughly washing it; it is again allowed to cool, separated when it is mixed, stirred well with sulphuric acid and a large quantity of water, and allowed to settle. This separates all the lime, which settles to the bottom, leaving the stearine floating on the top, from whence, when cold, it is taken and again well washed with steam. The mass, after cooling, is cut into shavings by a machine consisting of a wheel, having knives attached to its edge; the shavings are put into hair-cloth bags and subjected to the most powerful pressure by means of the hydraulic press; each hair-cloth bag having a warm iron plate interposed between it and the next bag. The oily parts of the mass are, by these means, all pressed out; the remainder is again cut up and a second time pressed, leaving the pure stearine, white and crystalline like spermaceti.
The Soda of commerce is a carbonate of soda, and it is made from sea salt. It is used in large quantities for the general purposes of washing and cleansing, and very extensively in bleaching and soap making. Soda occurs in two forms—soda ash and in crystals; the first is the crude soda before crystallization. To make soda, oil of vitriol (sulphuric acid) is poured, by degrees, on a layer of sea salt, in a sort of funnel connected with a tall chimney; on the addition of the vitriol, copious fumes of the hydrochloric acid are given off; this is the acid formerly called spirit of salt. When the furnace is heated and all the acid driven off, the dried residue is taken out, it is sulphate of soda. It was formerly the custom to allow the hydrochloric acid to pass up a very tall chimney so that it may be dispersed in the air; but such an injurious effect was produced on the surrounding vegetation that this could no longer be allowed; the plan adopted was, to cause the acid to be condensed by filling the chimney with coke, and causing water to trickle through it; the acid vapours, coming into contact with this porous wet surface, is condensed into a liquid, which runs down into a cistern placed to receive it. The sulphate of soda, when taken from the furnace and cooled, is next ground in a mill with rather more than its weight of chalk, and about half its weight of coal. This mixture is placed in a furnace and raised to a sufficient heat to partly fuse it, during which time it is stirred about; the black mass which results is called by the workmen “black ball.” It is taken out and put into a cistern; water is then poured over it, and after stirring, it is drained off and evaporated to a dry mass; this is impure soda. It is mixed with coal-dust, again burnt, again washed and evaporated, by this second process the soda ash is produced, which, being dissolved, filtered and evaporated, produces large crystals of soda. The large quantity of hydrochloric acid produced in the first part of the process, is used in the of making chloric of lime. A few years back, soda was got from the ashes of the plant called “salsola soda,” and sold in the form of an impure carbonate called “barilla.”

WINE MAKING.
Wine is made from the juice of grapes. When the grapes are ripe, they are gathered and at once put into a press, by which all the juice is squeezed out, and the skins, stalks, and seeds left in the press. This juice, which is called “must,” is allowed to ferment, which it does of its own accord, in the countries where grapes most abound, and at the season of the year when they are gathered, without the addition of yeast or other ferment; in a few days nearly all the sugary matter contained in the “must” becomes converted into spirit, and it has now the pungent taste of wine; (if the wine is allowed to ferment too long, it is very apt to become sour), the wine is now put into casks and kept for a time, during which a slow fermentation goes on, and that substance, which is called “tartar,” is deposited in the form of a thick crust of an acidulus taste and brown color; when purified till it is quite white, it forms the cream of tartar of the druggists’ shop. The color of wine depends upon the color of the grapes used, whether white or black.
Wine, at a general average, contains about 20 per cent. of spirit or alcohol; when port wine is put into bottles, a slow fermentation continues to go on, and a crust of tartar is deposited similar to that described above, and it is the separation of this tartar which causes port wine to improve by age.
What are called British wines, are liquids mostly made by fermenting the juice of the fruits whose name they bear, as currant wine, gooseberry wine, &c.; but as the climate of this country is not favorable to the growth of grapes, or the spontaneous fermentation of their juice, the grape wine of England is very inferior to the foreign. The juice of any fruit required to make wine of, has to be fermented artificially; this is generally done by making it slightly warm, and floating on the surface a piece of bread soaked with yeast; the wines thus produced are very apt to become sour, and it is generally necessary to add brandy to preserve them. Many of the British wines sold in London are made of an impure weak spirit called “faints,” sweetened and flavored with various substances, as ginger, orange-peel, &c. and sell for ginger or orange wine.
Vinegar is produced by fermenting and exposing to the air any liquor which contains sugar, such as wine, infusion of malt, cyder, &c.; by the addition of yeast, this sets up a fermentation, by means of which the sugar in any of these liquors is converted, first into spirit, and afterwards into vinegar; this contains a certain quantity of acetic acid, which makes the vinegar sour. In warm countries, vinegar is made by simply exposing the poorer kinds of wine to the sun’s rays, when they ferment and become sour. In England, all the vinegar produced is made by fermenting wort made of malt, this is fermented for three or four days, and is then put into casks, with the bunghole left open for several weeks, or until it is thoroughly sour. In ordinary vinegar, there is about five or six parts only in the hundred of real acetic acid, but this acid, when pure, is so strong as to blister the skin when dropped on it; it is often extracted from vinegar for chemical purposes, and to smell too; for when scented, it constitutes aromatic vinegar. Vinegar, besides acid and water, contains a little unchanged spirit, much coloring matter, and some mucilage.
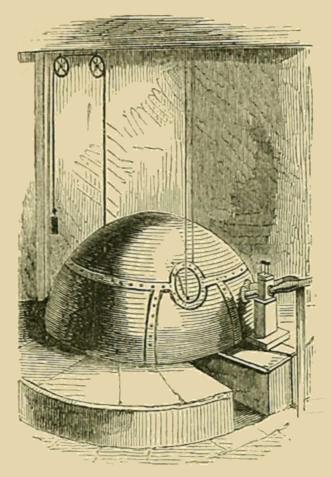
BOILER OR COPPER.
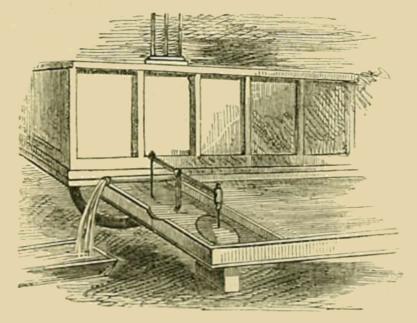
COOLING APPARATUS.
Vinegar is chiefly used as a condiment, and for making pickles, and has considerable powers of preserving vegetable or animal substances; if common vinegar be distilled, a weak colorless acid comes over, commonly known as white or distilled vinegar. It is a common thing to sprinkle a sick room with vinegar, under the impression that it has disinfecting properties, but this is an error; although the odour is very refreshing. Vinegar has, of late, been made by means of the vinegar plant, which is a fungus, causing a species of slow fermentation, and converting the sugar or treacle used into acetic acid.

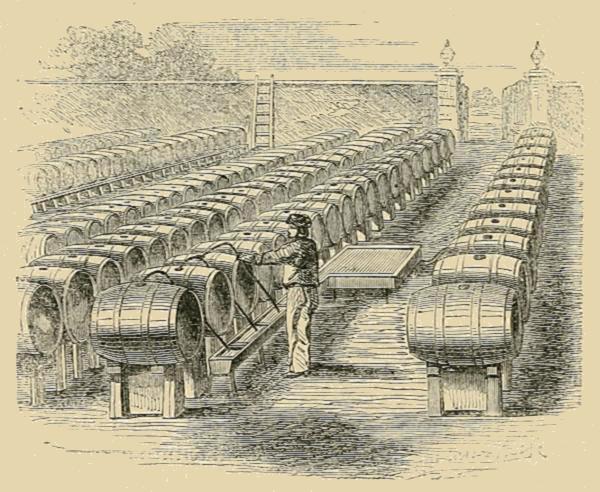
FILLING CASKS.
The heading of this section gives a good idea of the large scale on which vinegar is made; being an accurate representation of the extensive works of Messrs. Beaufoy & Co. at Lambeth.

SECTION OF RETORT.

FIG. 2.
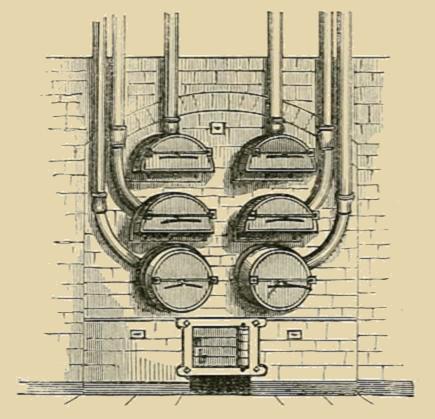
FIG. 1.
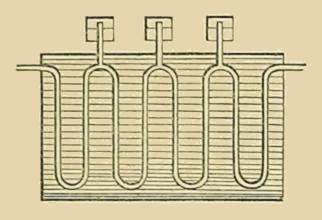
FIG. 3.
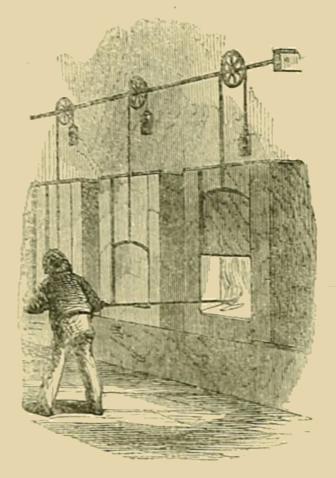
Gas, for lighting, is made from coal, by subjecting it to heat in iron tubes and collecting and purifying the gas which is produced; the following is a summary of the process:—The vessels in which the coal is put are called “retorts,” they are six or seven feet long, one-and-a-half broad, and one high, generally fitted up six to a furnace, in such a way that the flame may entirely surround them (see fig. 1); from each retort an iron tube passes, and these all dip into a large horizontal tube, reaching nearly to its bottom (fig. 2), this is the receiver for all the gas from the retorts; it is connected with a pit for tar and ammonical liquor, which copiously condenses from the hot newly-formed gas. The object of causing the tubes to dip nearly to the bottom of the receiver is, that the fluid in it may close the end of each tube, and so prevent the gas returning when any of the retorts are opened for a fresh supply of coal; from the receiver, the gas passes by tubes bent up and down inside of a great cistern of water (fig. 3) kept cold by a constant change of its contents; this is the condenser, it causes the separation of all the tar and ammonia that remain; but the gas is still contaminated with sulphur, and this is got rid of by causing it to pass into a broad iron cylinder perforated with holes and dipping into a reservoir of lime and water mixed together and stirred about with a machine contrived for the purpose; the gas enters this lime mixture in hundreds of bubbles through the holes, and the sulphur the gas contains is attracted by the lime with which it unites. The gas now rises to the top of this reservoir, which is, of course, air tight, and from thence passes for use to the gasometer; this is the store-house where the gas is kept to supply the service pipes b, c, under the streets.
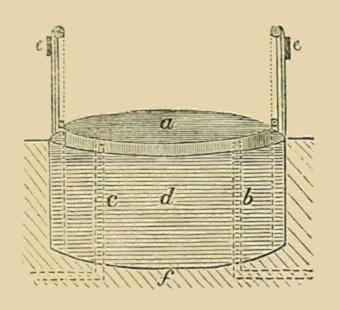
FIG. 4.
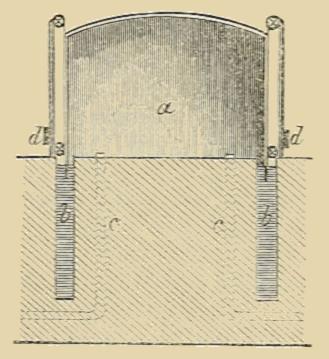
FIG. 5.
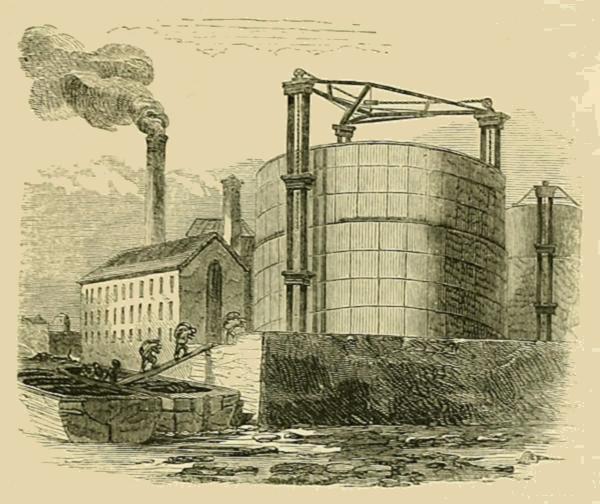
The gasometer is made of plates of iron rivetted together. The lower part of this cylinder (see figs. 4 and 5) is received into a circular deep channel cut in the ground (b b, fig. 5) and filled with water, so that the gasometer d, which is suspended and balanced by means of the chains and weights e e, may be raised or depressed at pleasure. When the gasometer is quite down, the inside of its top, a, rests on the ground; when the gas enters, it raises it up till the lower edge is but a few inches below the water, and is prevented from rising higher by frames which support it; when some of the weights, d d, are removed, the huge cylinder, a, slowly sinks down and forces the gas through the tubes, c c, to be burnt by thousands of consumers. About four cubic feet of gas is produced from every pound of coal used; the gas is lighter than air in the proportion of 650 to 1000, and it is owing to this lightness that balloons ascend when filled with it, not from any peculiar power it has of ascending, but because the air, being heavier, presses downwards and forces it up. When gas is mixed with air it becomes very explosive, and when any escape is suspected in a room, the windows of the room should be opened at the top, and the door also opened, before any light is introduced; a few minutes will then suffice to ensure safety.
One ton of good coal produces—
| 1 | Chaldron of Coke, | weighing | 1494 | lbs. |
| 12 | Gallons of Tar | ” | 135 | ” |
| 12 | Gallons Ammoniacal liquor | 100 | ” | |
| 9500 | Cubic feet of Gas, | weighing | 291 | ” |
| Loss (chiefly water) | ” | 220 | ” | |
| 2240 | lbs. | |||
| A cubic foot of gas weighs 514 and a-half grains. | ||||
Tar is one of the results left in the distillation both of wood and coal; in places where wood is plentiful and tar in request, it is produced by burning the wood for that purpose; and in some of the pits in which charcoal is produced, an arrangement is made to collect the tar also. Coal-tar and wood-tar are different in some respects, and are both distilled to procure the napthas which bear the respective names. From wood-tar, creasöte is also extracted, and it is this substance which gives the peculiar tarry flavor to provisions cured or preserved by being smoked over wood fires, such as ham, bacon, or herrings. Tar is used as a sort of paint for covering wood-work and cordage, when much exposed to wet, which it resists better than anything else at the same price; but the tar chiefly used for these purposes, is that produced by burning fir or deal wood and condensing the tar in a pit below the stack of wood, it is called Stockholm tar, as it comes chiefly from that place.
Acetic acid forms a considerable article of commerce. It is not only used in medicine and the culinary art, but is extensively employed in forming acetate of iron for dyeing and calico printing. To prepare it, large iron cylinders, about eight feet long and three in diameter, are embedded in brickwork in a row, and in such a manner that furnaces placed below may heat them red-hot; these cylinders have a tube leading from each into a main tube, where the liquid products from each cylinder are received for condensation; the other end of the cylinder has a plate of iron fitting closely to it. The cylinders are filled with logs of wood, either oak, beech, birch, or ash, the door is closely fastened and the joints smeared with clay; the fires are now lighted and kept up all day, till the cylinders are red-hot; at night they are allowed to cool. About seven or eight hundred weight of wood is put into each cylinder. In the morning, the charcoal, into which the wood is now converted, is withdrawn, and a fresh charge supplied; from this charge of wood about thirty or forty gallons of liquid is condensed in the main tube from each cylinder, the remainder being charcoal and gases which pass off; the liquid is acid, brown, and very offensive, and contains acetic acid, tar, and several other ingredients, among which may be named creasote; it is from this source all the creasote, so famous for the cure of toothache, is obtained. The next process is to purify this liquid; it is first distilled, and this separates much tar, it is then mixed with lime, evaporated to dryness, and heated to expel the remaining tar and other impurities; it is next mixed with sulphate of soda and water and the whole stirred together, the soda, now in unison with the acetic acid, is washed out from the lime and strained quite clear; it is afterwards evaporated till it crystallizes, and vitriol (sulphuric acid) then added; finally, the acetic acid is distilled over, and the acid left in unison with the soda, forming sulphate of soda, to be used in a similar process for the next batch of acid; the acetic acid is now quite colorless, transparent, and very sour, possessing a fragrant and agreeable smell. This acid is not pure acetic acid, but contains a considerable quantity of water. The acetic acid of commerce, mixed with seven times its bulk of water, forms an acid of about the strength of malt vinegar, perfectly wholesome, and, to many, more agreeable as a condiment.
Pure acetic acid may be made by mixing dry acetate of potash with oil of vitriol in a retort, and distilling the acetic acid into a very cold receiver; this, when flavored with various volatile oils, forms the aromatic vinegar sold by druggists. It is a very strong acid, and if applied to the skin will quickly blister it.
Varnishes are solutions of various resinous substances that will dry with a bright surface on exposure to the air. They are used to protect different substances from the action of the atmosphere, and to give them an elegant bright surface; woods and painted work are the chief things varnished; metals are coated with a kind of varnish called “lacquer,” this is to prevent the bright surface of the metal from being dulled by the air or damp, and to give an artificial appearance to some metals; tin, for instance, if lacquered with yellow lacquer, acquires somewhat the appearance of brass. Mastic varnish is the varnish generally used for paper and pictures; it is made by dissolving gum mastic in oil of turpentine. Copal varnish is that most generally used for carriages and wood, it is made by adding boiled linseed oil to melted copal, and afterwards thinning it with oil of turpentine. A common varnish, fit for many purposes, may be made by adding common resin to oil of turpentine, and warming it till dissolved. Lacquers are made by dissolving shellac and various other gums in strong spirits of wine, and in some cases coloring it, either yellow, by means of gamboge, or red, by dragon’s blood (a kind of resin). French polish is nearly the same as lacquer, but the mode of applying it is different; the grain of the wood is first filled up by means of drying oil and chalk rubbed in, when this becomes thoroughly dry, a rubber of flannel is covered by a piece or two of clean old linen, and some of the polish put on it, just enough to moisten it, and then a little oil, this is slowly rubbed round and round, the varnish adhering to the wood, and the oil preventing the rubber sticking to it, and at the same time, polishing the surface of the varnish as it dries. This process requires a good deal of art to produce a perfect surface. Old work, before being varnished with any varnish that contains oil (as copal varnish), should be thoroughly freed from grease or greasy matter, or the varnish will never dry. Good varnish should dry in twenty-four hours so that dust will not adhere to it.
PRESSING LINSEED FOR OIL.
Oils, whether animal or vegetable, have pretty much the same properties. The vegetable oils are got by crushing and pressing certain seeds, as linseed; the animal oils are obtained chiefly from the whale and seal tribe, or from fish, as the cod and sturgeon. They are viscid and of a pale yellow color, lighter than water, and therefore float upon it, and are very combustible. Oils are used for a multiplicity of purposes: for burning in lamps, for making paints and varnishes, preventing the friction of machinery, in making soap, and numerous other processes. Oils are generally divided into fixed and volatile oils; as an example of the first, linseed oil may be selected; of the last, oil of lavender.
Some of the fixed oils are called drying oils, and it is this kind that are used for varnish making; as linseed oil possesses the properties of this class very perfectly, it may serve as a description of all. Linseed oil has the power of drying when spread out in a thin layer, becoming of a resinous consistence like varnish, and upon this quality depends the drying powers of paint, for the other non-drying oils, as olive oil, may be exposed to the air for months without drying at all; the drying powers of linseed oil are greatly increased by boiling it with litharge (oxide of lead). This forms the drying or boiled oil used in painting, and is employed in making varnishes, printers’ ink, and for other purposes. Oiled silk is formed by brushing silk over with this oil and exposing it to the air till it is dry; this oiled silk is the same that is used for sponge-bags and bathing-caps. Of the non-drying oils, the chief are those used for burning in lamps, as sperm oil. Salad oil is expressed from the olive, and is called olive oil. Of the volatile oils, the most useful is oil of turpentine, commonly called spirit of turpentine; it is got by distilling common turpentine (the concrete juice of trees of the fir and pine tribe), it has a strong odour, is very inflammable, and is volatile, that is to say, if spread out, will evaporate, leaving nothing behind; this oil is capable of mixing with drying oils, and it not only increases their drying powers, but, by thinning them, makes them more applicable to many purposes. Oil of turpentine dissolves resin and many resinous substances, and forms useful varnishes with them. Mastic varnish is mastic dissolved in oil of turpentine; it is the varnish always used for varnishing pictures. Many of the volatile oils are used as perfumes, and the odour of plants and flowers depends upon the volatile oil which evaporates from them, as lavender, cloves, and others. Peppermint water, dill water, and cinnamon water are produced by distilling water mixed with the substances, and is simply water containing a small quantity of the volatile oil of these substances in solution; but eau-de-Cologne and lavender water, although called “waters,” are mixtures of volatile oils and spirit of wine, and contain no more water than is comprehended in the spirit used.
Inks are fluids of various kinds suitable for writing with pens. The chief inks in use are black, blue, and red writing inks, and indelible or marking ink, intended for marking linen which has to be washed. Indian ink is not used as an ink, properly so called. All the black inks in use are composed of green vitriol (sulphate of iron), in union with some astringent vegetable matter, the best is the gall-nut, although, for cheapness, logwood and oak bark have each been used. An excellent black ink may be made by putting into a gallon stone bottle twelve ounces of bruised galls, six ounces of green vitriol, and six of common gum, and filling up the bottle with rain water, this should be kept three or four weeks before using, shaking the bottle from time to time. Blue ink has lately been much used, it is made by dissolving newly-formed Prussian blue in a solution of oxalic acid. To make it, dissolve some yellow prussiate of potash in water in one vessel, and some sulphate of iron in another, adding a few drops of nitric acid to the sulphate of iron; now mix the two liquids, and a magnificent blue color will appear in the form of a light sediment; this is to be put upon a paper filter, and well washed by pouring over it warm water and allowing it to run through; a warm solution of oxalic acid should now be mixed with it, and the Prussian blue will dissolve into a bright blue ink.
Red ink is made by boiling chips or raspings of Brazil wood in vinegar, and adding a little alum and gum; it keeps well, and is of a good color. A red ink of more beautiful appearance, but not so durable, may be made by dissolving a few grains of carmine in two or three tea-spoonfuls of spirit of hartshorn.
Marking ink is made by dissolving nitrate of silver in water, and then adding some solution of ammonia, a little gum water, and some Indian ink to color it. Printers’ ink is made by grinding drying oil with lamp-black.
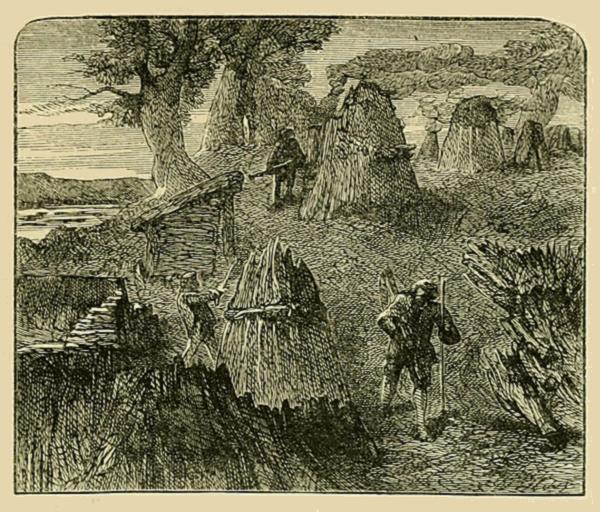
Charcoal is made by burning wood in such a manner that but little air shall be admitted during the operation, that is to say, only sufficient to keep up the combustion of the more easily destroyed parts of the wood, leaving a black residue called charcoal. The best charcoal is made when the wood is quite excluded from the air, as in making acetic acid, but where large quantities of charcoal are used for common fuel, as in France, of course this process is too expensive. The usual way is to pile up billets of wood and cover the whole with turf; when fired, the wood consumes gradually and the charcoal is left behind. Charcoal is light and porous, and of a shining black color; it weighs about one quarter as much as the wood used, and burns without flame or smoke, giving out a strong heat. When charcoal burns, it combines with part of the air, and is converted into a gas called carbonic acid, which, although invisible, is much heavier than air, and is a deadly poison; it is therefore necessary, where charcoal is burning, to always have some opening at the bottom of the room. Many fatal accidents have arisen from people sleeping in a small room with a pot of burning charcoal, and no outlet for the poisonous vapour but the chimney, up which it will not pass on account of its weight. Charcoal enters into the composition of gunpowder, and is used for several other purposes. It is an excellent sweetener of foul water, and a few pieces should always be kept in the top of the filter when the water has any bad odour, or in the cistern or butt, where a filter is not used; powdered charcoal has also the power of taking away the color of many liquids, as well as the bad smell; vinegar, if warmed with powdered charcoal, and then strained, will be almost colorless. Water butts are sometimes burnt or charred inside, that the water may be the better preserved in them.
Chemically considered, charcoal consists of carbon with a certain amount of earthy matter (the ashes or earthy part of the wood from which it was made), but these ashes may be easily removed by maceration in an acid; the charcoal then remains unaltered in appearance and consists of carbon, but its structure is exceedingly porous.
In various processes, cements of different descriptions are required for a variety of purposes. The common cement used in building, which is called mortar, is made of sand and quicklime mixed with water. Roman and Portland cements consist of certain kinds of clay burnt and ground. Plaster of Paris forms a useful cement, it is to be mixed with water to the consistence of cream, and it hardens in a few minutes. Glue is an invaluable cement for wood and many other purposes, it also joins any kind of broken glass or china that will not have to be subjected to much wetting. Shellac dissolved in spirit is a useful cement; and isinglass, dissolved in weak spirit, and having some gum ammonicum added to it, forms the “diamond cement” for uniting china. China and glass which require to be much wetted, are best united by being made very hot and having the broken edges rubbed with a piece of shellac, this melts on them, and forms, while hot, a sort of cement; if they be immediately applied and pressed firmly and accurately together, and then permitted slowly to cool, they will unite so as to be almost as strong as before breaking.
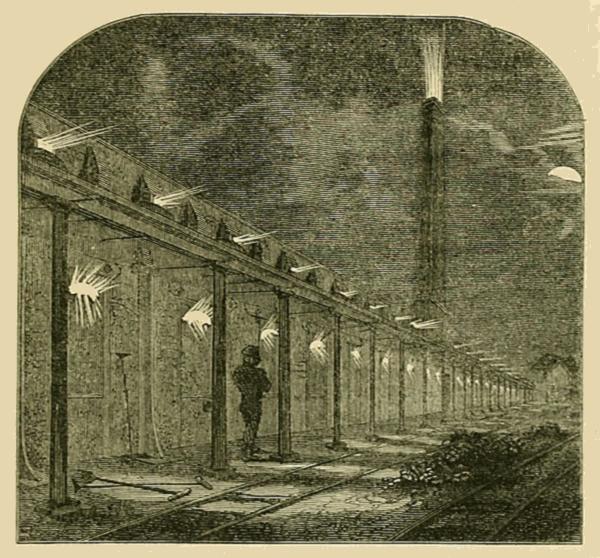
Coke is produced by the partial burning of coal, in the same way that charcoal is from wood. The great source of coke is the gas manufactory, where it is sold in large quantities, being the result left in the retorts after the gas has all been driven off; but the consumption of coke by locomotive engines, &c., where coal would not be admissible on account of the smoke produced, has become so great that it is necessary to burn coals for its production; this is done by a range of ovens fitted up for that purpose, having iron doors which can be closed to any extent required so as to regulate the draught of air. Dr. Ure gives the following in his account of the coke ovens belonging to the London and North Western Railway Company:—“An excellent range of furnaces for making a superior article of coke for the service of the locomotive engines of the London and Birmingham Railway Company, has been erected at the Camden Town Station, consisting of eighteen ovens, in two lines, the whole discharging their products of combustion into a horizontal flue which terminates in a chimney-stalk one hundred and fifteen feet high. Each alternate oven is charged, between eight and ten o’clock every morning, with three-and-a-hall tons of good coals, a wisp of straw is thrown in on the top of the heap, which takes fire by the radiation from the dome, which is in a state of dull ignition from the preceding operation, and inflames the smoke then rising from the surface by the reaction of the hot sides and bottom upon the body of the fuel, in this way the smoke is consumed at the very commencement of the process, when it would otherwise be most abundant. The coke being perfectly freed from all fuliginous and volatile matters by a calcination of upwards of forty hours, is cooled down to moderate ignition by sliding in the dampers and sliding up the doors, which had been partially closed during the latter part of the process. It is now observed to form prismatic concretions, somewhat like a columnar mass of basalt. These are loosened by means of iron bars, lifted out upon shovels furnished with long iron shanks, which are poised upon swung chains with hooked ends, and the lumps are thrown upon the pavement, to be extinguished by sprinkling water upon them from the rose of a watering can, or they may be transferred into a large chest of sheet iron set on wheels, and then covered up. Good coals, thus treated, yield eighty per cent. of an excellent, compact, glistening coke, weighing fourteen cwt. per chaldron.”
Coke burns without smoke, and not so rapidly by far as charcoal, it is, moreover, considerably cheaper than that article is.
Gunpowder is a mixture of nitre, sulphur, and charcoal, and the more completely they are mixed, the more finely ground, and the purer they are, the more perfect will be the gunpowder. The proportions used of these ingredients differ slightly in different powder mills; but the average is about seventy-four parts nitre, ten sulphur, and fourteen charcoal, by weight; the sulphur and nitre can easily be completely purified, but the charcoal differs very much in almost every specimen, and charcoal that has been burnt long ago and exposed to the air and moisture is almost unfit for the purpose, that charcoal which has the least ash when burnt is found to be the best, and the charcoal which has been made in iron cylinders, is better than that made in the usual way, when each of the ingredients are separately powdered and sifted through a kind of sieve of silk called a bolting machine (such as is used in dressing flour), they are mixed in the proper proportions and taken to the mill, where they are moistened with water and ground to a smooth paste, this is pressed hard and then broken up into pieces which are put into a copper sieve, the bottom of which is perforated with small hole; a flat wooden ball is put into each sieve with the pieces of damp powder, and the sieves are all put into a circular motion by machinery, this causes the wooden ball to turn round in the sieve and so rub the damp powder through the little holes; it is collected below in small grains or “corns,” this process is called “corning,” this is now dried, and then put into a “reel” (a sort of barrel which turns round) and the grains, by rubbing against each other, become smoothed on the surface; the dust is now removed by a sieve, too fine to let the grains through; the powder is now fit for use.
Gunpowder was first known in England about five hundred years ago. It is not only used to discharge firearms, but in the more peaceful occupations of quarrying stone, mining, and to get rid of rocks both below and above water; these processes are called “blasting.”
To prepare gun cotton, make a mixture of three parts sulphuric acid and one part nitric acid; when this has cooled (for it becomes hot on mixing), put into it some cotton wool, and let it be stirred about with a glass rod, then taken out, and all the superfluous acid strained from it; it is then to be covered up for an hour or so. It should now be thoroughly washed in cold water, so that all the acid be removed; to ensure this completely, let it be afterwards washed in a very weak solution of potash, and then dried by a very gentle heat, produced by either steam or hot water; when dry, soak it in a solution of nitre and dry it again. It is now so explosive that great care is required in its management, being about three times as explosive as gunpowder.
This substance, since the general use of lucifer-matches, has become an important article of manufacture; whereas, but a few years ago, it was a mere chemical curiosity. It is prepared by mixing bone ashes with sulphuric acid, straining off the liquid part, and evaporating it to a syrupy consistence; with this, about a quarter of its weight of powdered charcoal is mixed, and the whole stirred and evaporated to a dry powder; this is put into earthenware retorts, which are connected by copper tubes to receivers filled with water; the retorts are raised to a white heat and maintained at this high temperature as long as any phosphorous passes into the receivers, the water in which is kept warm, so that the phosphorous melts and runs to the bottom, from whence it is taken and strained through chamois leather bags, under warm water, and then cast in glass tubes into sticks. Phosphorous is of a whitish color, like wax, is easily melted, readily takes fire even by slight friction, and, in the air, gives off fumes which in the dark appear luminous. It is chiefly used in the manufacture of lucifer matches, and, mixed with flour, butter, or sugar, is used to poison rats, mice, and other vermin, under the name of “phosphorous paste.” Phosphorous is poison, and most dangerous stuff to handle, minute particles often getting under the nails and causing painful sores.

WHITE LEAD BED.
FIG. 1.
White Lead is used in very large quantities by painters, not only as white paint, but to mix with and qualify every shade of color, and to give body to them. It is prepared by different processes, and several patents have been taken out for improvements in its manufacture; but the most usual, and, perhaps, the best process, is as follows:—A layer of spent tan (from the tanner’s pits) is spread out three or four feet thick, and in it a number of earthen pots are arranged in rows, each partly filled with a mixture of vinegar, water, and treacle, or some other acid fermenting liquid, each of these pots is covered with a piece of lead made in the form of a grating (fig. 1), and over all these a flooring of boards, and then again a layer of tan, pots covered with lead, and boards, two or three times repeated; this is called a white lead bed, and is left for several weeks; the tan ferments and gets warm, causing the acid vapours to rise and corrode the lead, at the same time giving off carbonic acid. At the end of about three months the leaden covers are found to have become completely changed into a white shining substance (carbonate and oxide of lead), this is washed from impurities and ground in a mill, under water, to a fine powder. It is the white lead of commerce; but what is familiarly called white lead, is this substance ground up with linseed oil into a thick paste so as to be ready for the use of painters.
White lead is a very poisonous substance, and produces the disease called painters’ colic, when taken into the system in minute quantities and for a long time, so that all who have much to do with this dangerous substance, as house-painters and artists, should be extremely careful that their hands are well washed frequently, and especially before going to meals. Cisterns of lead, used for containing water, very soon become coated inside with a thin film of sulphate of lead, this prevents the water from acting further on the lead, and the water from such cisterns is never found to be poisonous; but, if distilled water were used, it would act rapidly on the lead, corroding it, and causing a deposit in the water of white lead, which would render such water dangerous in the extreme.
This beautiful blue color is made by mixing solutions of sulphate of iron (green vitriol) and prussiate of potash together, when the Prussian blue falls in the form of a precipitate, or moist powder, of a pale greenish color, but which, by exposure to the air and the addition of a little nitric acid, becomes intensely blue; but the Prussian blue of commerce is never pure, for the solution of prussiate of potash is used as it comes from the factory, before being crystallized, and contains carbonate of potash, to get rid of which, alum is added, and the result is, the formation of a considerable amount of alumina, which is a white earth produced from the alum, and which falls down in the precipitate mixed with the Prussian blue, which is thereby increased in bulk and but little injured in color; when a larger quantity of this alumina is purposely produced, the result is a blue of a rather less intense color, called “Antwerp blue.” The chemical name for pure Prussian blue is percyanide of iron. Chinese blue is this substance in its purest state.
Prussiate of potash is the commercial name given to what chemists call “ferrocyanide of potassium,” it is used largely for the production of Prussian blue, and also in the art of electro-plating, which, of late, has greatly increased the demand for its manufacture, and many patents have been taken out for various modifications in the form of production, the result, however, is the same, and it occurs in commerce in magnificent crystals of a square form, with bevelled edges, and of a yellow color; there is, however, another kind called the “red prussiate,” which is much used in the process of calico printing. Prussiate of potash is made by heating together carbonate of potash, scraps of iron, and any kind of animal refuse, as blood, horns and hoofs, clippings of skin or old woollen rags; these are stirred together, and the heat raised, till they form a sort of paste of a black color, which, when cold, is thrown into water and all the soluble parts washed out; this fluid is filtered till quite clear, evaporated, and set aside that crystals may form; these are dissolved and again crystallized. The red prussiate is made by passing chlorine over the yellow prussiate in powder dissolving and crystallizing.
The most deadly of all poisons, prussic or hydrocyanic acid, is obtained from the ferrocyanide of potassium, or prussiate of potash, by adding diluted sulphuric acid and distilling the vapour into an ice-cold receiver. This experiment should never be made by any but those well conversant with such matters.
Also called “Green Vitriol” and “Green Copperas,” is a combination of sulphuric acid and oxide of iron, and may be made by putting iron filings or pieces of iron into a mixture of sulphuric acid and water, and when all action has ceased evaporating the liquid, and setting it by till crystals form—these are of a pale green color. The sulphate of iron of commerce is formed by exposing the iron pyrites found in the coal districts to the air till it falls to powder; water is then poured over this substance, and the fluid collected and evaporated. Sulphate of iron is used chiefly to form the black dye so much in demand to dye cloth, and also in making writing ink.
This substance is also known by the names, “Blue Vitriol” and “Blue Stone.” It is a combination of sulphuric acid with oxide of copper, and may be made by uniting those substances; but what is used on a large scale for commercial purposes is obtained from the waters which flow into copper mines where “copper pyrites” abound; this water is evaporated, and the sulphate of copper crystallizes. Sulphate of copper has of late been in great demand for the electro-deposition of copper.
Chloride of lime or “bleaching-powder” is made for the purposes of bleaching calicoes, linens, &c., and also for purifying foul air, which it does by giving out chlorine, a gas capable of uniting with and changing the injurious properties of foul air (which generally contains some combination of sulphur and hydrogen). Chloride of lime is made on the large scale by mixing hydrochloric acid with black oxide of manganese. This mixture gives off chlorine. This is made to pass over a layer of slaked lime, which absorbs it greedily, and becomes converted into the bleaching powder. The hydrochloric acid used is a product resulting from the manufacture of soda, and was formerly wasted; it is now used in large quantities for the process above described. “Burnett’s Disinfecting Fluid” is a solution of chloride of zinc. It is made by dissolving scraps of zinc in hydrochloric acid; hydrogen gas is given off, with effervescence, and the liquid remaining is the solution of chloride of zinc, which acts like chloride of lime, by giving off chlorine; for the chloride is slowly decomposed by the air, the oxygen of which takes the place of the chlorine, uniting with the zinc to form oxide of zinc, while the chlorine is set free.
This was formerly called “Oil of Vitriol,” because it has an oily consistence, and was originally distilled from green vitriol. Sulphuric acid is one of the most useful chemical agents known; scarcely a process in chemical manufacture can be performed without its assistance. Sulphuric acid is colorless, and very heavy, being nearly double that of water (the proportion is 1·842, while water is 1,000); it is powerfully acid, even when largely diluted with water, and during this mixture with water gives out great heat, a mixture of equal parts will become hotter than boiling water; if it be mixed, however, with snow instead of water, it becomes extremely cold (below zero).
Sulphuric acid is made by burning sulphur in a furnace, and causing the vapours to pass into a large chamber lined with lead, and having some water at the bottom; into this chamber the vapours arising from nitre mixed with sulphuric acid are also admitted, together with air and a jet of steam. These arrangements require to be properly and nicely regulated, and it was only by study of the complicated changes which take place between these gases (sulphurous acid, nitric oxide, and atmospheric air), that this arrangement has been devised and adopted, a great part of the product having been formerly wasted in a more clumsy mode of preparation. The sulphuric acid condensed in the water at the bottom of the leaden chamber is too weak for use, and is concentrated by evaporating the water from it; for this purpose it is placed in shallow leaden pans placed on the bars of a furnace, and finally distilled in glass retorts, or retorts of iron lined with platinum. Sulphuric acid has such a powerful attraction for water, that an open vessel half-full of strong acid placed in a damp situation will attract enough water from the atmosphere to cause it to be quite full before long. This power of attracting water has been taken advantage of to procure ice in those places where it is not to be had naturally, as India, &c. If a vessel of water be placed under the receiver of an air-pump, and the receiver exhausted of air, the vapour of the water will speedily fill it, taking the place of the air, and so stop any further evaporation; but if another vessel containing some sulphuric acid be placed also in the receiver, the acid will absorb the vapour of water as fast as it is formed, and this rapid evaporation continuing produces such cold, that the remaining water is shortly frozen. Iron and zinc dissolve rapidly in diluted sulphuric acid, giving off abundance of hydrogen gas, and this was the way this gas was formerly produced for the inflation of balloons, but the common coal-gas being easily obtainable in almost any quantity in all towns, it is now used for that purpose instead of hydrogen gas. Sulphuric acid (chemically considered) consists of 1 equivalent of sulphur with 3 of oxygen, and 1 of water. Pure sulphuric acid (without water) is in the form of fine crystals, much resembling snow, which, on exposure to air containing the slightest quantity of moisture, absorbs it, and becomes converted into the ordinary sulphuric acid.
If this acid (even when greatly diluted) be spilt on cotton or linen it destroys it, producing a hole; this is owing to the acid converting the fibre into sugar. A proposition was once made to produce sugar from this source, but linen and cotton rags are in too great demand for paper-making to allow of its being done.
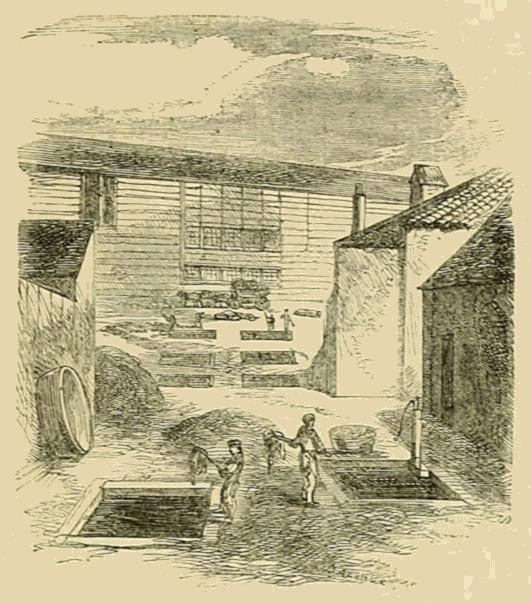
TAN-YARD AND PITS.
Tanning is the name given to the process for converting the skins of animals into leather, by combining them with a substance called “Tannin.” This tannin exists in many vegetable substances, such as oak-bark, gall-nuts, catechu, sumach, &c.: all of these, and many more, are used for tanning, but, on account of its cheapness, oak-bark is the usual substance employed. It is tannin which gives the quality of astringency to many vegetables, and this very taste of astringency is produced by a partial combination of the tannin with the surface of the mouth.

UNHAIRING THE SKIN.
The skins (called “hides” or “pelts”) are first freed from all loose pieces of flesh, fat, or skin; the hair is then removed by soaking them in lime and water. The skins are then laid in the “tan-pit” between layers of crushed oak-bark until the pit is nearly full; water is then pumped in, and the whole is allowed to remain for several weeks or months (according to the thickness of the skin), during which time, however, the skins are changed in position by removing them from one pit to another with fresh bark in it, so that those taken from the top of the first are placed at the bottom of the next; and this is done from time to time, in order that all may receive the same pressure and strength of tan-liquor. Very thick hides take a year to tan perfectly in this way, and consequently many processes have been tried to quicken the operation; but the leather made most slowly seems to wear the best, and consequently fetches the higher prices.

DRYING ROOMS.
Skins which are thin, and to be used for fancy work, and for book-binding and glove-making, are either tanned with “sumach,” or with alum and salt made into a paste with flour and yolk of eggs; this is put into a tub, and the mixture and skins worked together with the hands till they are thoroughly united.

SUMACH TAN TUBS.
Besides boots and shoes, leather is used for the harness of horses, covers for seats, gloves, and innumerable other purposes.
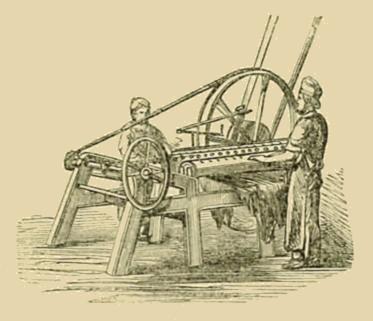
SPLITTING MACHINE.
For some purposes the leather is required to be very thin, and of exactly one thickness. This is obtained by the process of splitting, for which a machine is used whose exactness is such, that one slice is taken from the inner part of the whole skin, reducing it in thickness without cutting a hole in any part. The skin is stretched tightly round a roller, which slowly revolves against a straight knife-edge, fixed at a certain distance from it, according to the thickness of the skin, and which is passed by the machine backwards and forwards, cutting the skin a little further each time.
Glue is made from the clippings of hides or any other refuse of skins, horn shavings, bones, &c. All these substances are piled up in a boiler having a second bottom within, perforated with holes, and kept from the true bottom by short feet; this arrangement is to prevent the substances boiled from burning at the bottom of the boiler. After many hours’ boiling the liquid is tested, and if it “sets” into a sort of jelly readily, the liquor is drawn off into another boiler, where it is kept warm, that it may not set till used. From this boiler it is strained through flannel into square wooden boxes, having ridges at the bottom dividing them into squares (to direct the workmen where to cut the glue when cold); these boxes are set apart, and when the contents have become cold and set into a firm jelly, a knife is passed between the sides of the box and its contents, and the glue turned out in a large solid square. This is now cut by means of a wire with a handle at each end into squares of about eight inches each way and an inch thick; these are now placed on nets made of cord fixed in frames one above another in a “drying-room,” which is open to the air at the sides, and able to be closed up in case of wet weather. In this room the glue dries up, shrinks, and hardens, until it is quite brittle; the marks of the net can be seen on every square of glue.
Size is the same as glue, but instead of being dried it is put into small barrels. Two qualities of size are made, single and double size. It is much used by whitewashers, paper-hangers, and others, but for any purpose requiring good size, it may be made by soaking isinglass or gelatine in cold water till it is softened, and then standing the vessel in boiling water till it is dissolved; this produces a jelly nearly pure. A cheaper kind of size, almost as pure, may be made by boiling clippings of clean parchment till they are dissolved, and straining off the solution. Gelatine is the same as glue, but made of materials that are clean and fresh. Isinglass is the “sound” or swimming-bladder of the sturgeon, cleaned, dried, and cut up into fine shreds.
Parchment is prepared from the skins of sheep, goats, calves, and asses. Sheep-skins furnish by far the greater part of all parchment prepared, indeed all that which is used for deeds and law purposes. From whatever skin prepared, it is first soaked in lime and water to remove the hair and greasiness, and then stretched tightly on a frame, and the surface rubbed smooth with pumice-stone, after which the skin is allowed to dry. Parchment is used for deeds, which require to be very durable and not easily torn, both of which qualities it possesses much more than any kind of paper; it is also used for book-binding, drum-heads, and many other purposes. Clippings of parchment boiled for some time, and the liquid strained off, forms an excellent colorless size. Vellum is a thick kind of parchment, made chiefly of calf-skin.
What is called catgut is made from the inner or lining membrane of the intestines of sheep. These are washed, soaked, scraped, and otherwise prepared, to render them even and clear; they are then soaked in a solution of pearlash to clear them from grease, twisted, exposed to the vapour of sulphur, polished by rubbing, and afterwards stretched and dried. Catgut is used not only for the strings of violins and other musical instruments, but also for what is called “clock-makers’ cord,” that is to say, for the bow by which the drill is turned, and for several other purposes. It is very strong, and does not easily get ragged, as would any hempen cord.
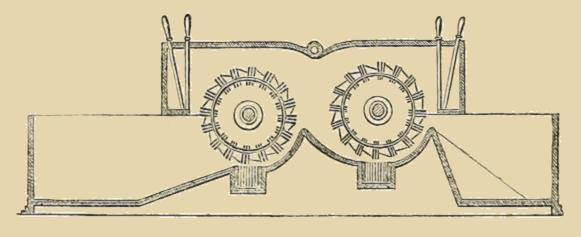
FIG. 1. SECTION OF RAG ENGINE, WITH DOUBLE ROLLER.
This important article of civilisation is made from rags of various descriptions and qualities, according to the kind of paper to be made, the finest white paper being made of old clean linen rags, while brown paper is made of all sorts of old rope-yarns, sacking, &c., and some kinds of paper have a considerable amount of straw bleached and worked up in them. The rags are first sorted and cut up into small pieces; they are then beaten on a wire screen to separate all dust, and afterwards put into the washing-machine, through which a stream of water runs, and in which they are kneaded and torn by a broad wheel having iron wedges or knives fastened to its edge (fig. 1) or surface, which work as it is turned against knives of a similar description fastened to the bottom of the cistern. When the rags are thoroughly washed, and at the same time torn to a coarse pulp, it constitutes what the workmen call “half-stuff.” This is mixed with chloride of lime, and the machine again set in motion; this is for the purpose of bleaching the pulp; after this has been effected, more water is turned on, as in the first washing, and all the chloride of lime washed thoroughly away. The pulp is now either put into another machine of the same description which cuts sharper and finer, or else the same machine used at first is so screwed up as to cause the knives to come more closely together; in either case the rate of turning is greatly increased, so that the wheel turns at about 150 revolutions per minute, and completely grinds up the pulp till it is perfectly smooth: at this part of the process some “indigo” or “smalt” is added if the paper is to be of a blueish tint, as in “foolscap” paper. The “stuff” is now run off into a cistern ready for use. Paper is now nearly all made by machinery, in pieces of a certain width, but of an indefinite length, and is cut up into sheets afterwards by a “cutting machine.”

FIG. 2. PAPER-MAKING MACHINE.
These machines (fig. 2) consist essentially of a vat, A, for the pulp, which flows out on to a bed of wire gauze, B B B, covered with felt, and bounded on each side by straps or deckles, and forming a circle or endless band by being stretched over a succession of rollers, C D E F G, which, by turning round continually, move its upper surface onwards and between other cylinders, which press out the superfluous moisture; it is then carried forward till it arrives at several pairs of large hollow cylinders, H H H, heated by means of steam which is passed through them, and which compress and at the same time thoroughly dry the paper, which comes from them as paper perfectly formed, and of any length that may be required. It is then glazed on the surface by the rollers I, and coiled on the cylinder L. Any name, device, or water-mark can be worked in the bed on to which the pulp flows, and which, being repeated at definite distances, appears on each sheet into which the paper is afterwards cut. The apparatus marked K is to conduct to the earth the electricity developed by the friction of the paper against the rollers. Beneath the bed of wire gauze, on which the pulp is laid is a cavity from which the air is pumped, and which causes the air to press upon the surface of the pulp, and force out a great deal of its moisture.

FIG. 3. SIZING MACHINE.
If the paper has to be sized (which is the case in all “hard” papers) it has to pass through a process, the machinery of which is shown in fig. 3. A is a reservoir for size, B a trough for the paper to dip into, C the reel of paper to be sized, D rollers to press out all superfluous size, E a pulley to keep the paper on the stretch, F F F a succession of hollow “drums,” to prolong the passage of the paper through the air of the drying-room, which is heated by the furnace G and the tubes I I. H H are openings to admit fresh air, and K openings to allow the exit of the steam from the paper as it dries. L is a series of rollers to glaze it.

FIG. 4. CUTTING MACHINE.
The “cutting-machine” before referred to is represented at fig. 4. A is a wheel upon which is fixed a plate with projections and screws for fixing the position of the arm attached to the link B; B link connecting the wheel A with the lever-arm G, and capable of adjustment by means of the plate attached to the wheel A, and the screw D; D a screw regulating the position of the rod B; E the drum by whose motion the web of the paper is carried forward.

FIG. 5. HAND PROCESS.
But the process, as conducted by hand (fig. 5), will give a much better notion of how paper is formed from the pulp. A reservoir, A, is filled with pulp, which is supplied by a wheel in the box B, to a strainer C, and passed to a vat D, and a man, E, takes in his hands a mould consisting of a shallow frame of wood of the size the sheet of paper is to be, having a bottom of fine wires laid side by side, and having wires crossing at intervals to keep them firm (the marks of these may be seen in any sheet of laid foolscap paper held up to the light); he dips this mould edgewise into the reservoir, and brings it up horizontally full of pulp; this he gently shakes, to make the pulp lie level and allow all superfluous water to drain through the wires. It is then handed to another man H, who has a sheet of flannel or felt spread out on a table F G, on which the mould is inverted, and the sheet of pulp left on the flannel, which sucks up more of its moisture; over this is placed another piece of flannel, and then another sheet of pulp on it, and so on to the number of five or six dozen F, then the whole is put into a powerful press, and screwed down till all the water is squeezed out, when they are pretty firm, and are lifted out and hung on lines to dry, after which they are immersed in a cistern filled with thin size made by boiling clippings of skin in water (see “Glue and Size”), and having some alum dissolved in it—they are once more pressed and dried. What is called “hot-pressed” paper is pressed between smooth sheets of pasteboard, having a hot iron plate placed between every three or four dozen sheets of paper; this gives a smooth surface to the paper. The names, dates, and other marks seen on hand-made paper are formed by wires worked into the bottom of the mould, which, projecting, make the pulp thinner in those places. The water-mark of Bank-notes is made in the same way. More than half-a-million sterling is paid annually for duty upon paper—so vast is the consumption!
Barley is the grain generally chosen for producing malt, although others may be used. It is first soaked in cold water till it is softened; it is then spread out about two feet thick on the floor of the malt-house, where it begins to germinate, in the same manner as if sown in the earth; this is allowed to go on so far only till the first part of the root and stem make their appearance, in the form of a little bud and a fibre. During germination the malt gives out a poisonous gas called “carbonic acid,” and becomes warm, in fact it would become too warm and be injured, but it is kept stirred by means of wooden shovels from time to time, and the temperature ascertained by means of a thermometer. As the process of germination goes on, all the starchy matter naturally contained in the grain becomes changed into sugar, and the malt, when made, has a sweetish taste. As soon as the germination has proceeded to a certain extent it is stopped by drying; for this purpose the malt is put into a kiln and heated almost to scorching—if but slightly, it is called pale malt or “amber,” if more, “brown malt” or roasted malt. Malt, if kept dry, will remain a long time unchanged. It is used for producing beer and vinegar, and for “wash,” from which all the raw spirit used in England is distilled. Whiskey is also distilled in Scotland and Ireland from malt.
Malt has the property of converting the starch of barley unmalted into sugar while in contact with it. For example, if barley were ground and boiling water poured on it, it would form a thick sort of paste, which is because it contains starch only; while malt treated in the same way, sinks to the bottom, and leaves a clear limpid “wort,” which can be strained off, because the starch is changed into sugar, which is soluble. Now, if equal parts of malt and ground barley be also treated in the same way, the malt very shortly converts the starch of the barley into sugar, and the result is the same as if all had been malt. This was once a matter of great importance to the brewers, who thereby saved the heavy duty imposed upon malt.
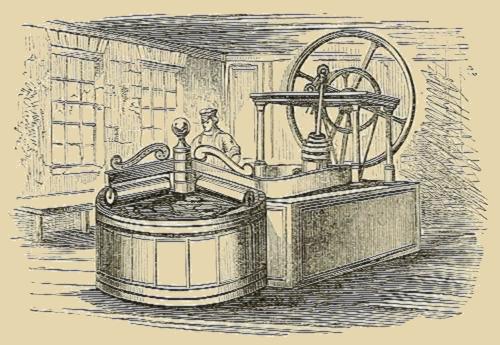
CHOCOLATE CRUSHING MACHINE.
Chocolate and cocoa are made from the seeds or beans of the Theobroma Cacao. The fruit of this plant somewhat resembles a cucumber, and contains from twenty to thirty seeds; these are dried and packed for the market. They come to this country from the West Indies (Berbice and Demerara). The beans are roasted in an iron cylinder with holes to let out the vapour, &c.; when cool they are deprived of their husks, and then crushed by means of rollers turning on a flat slab, kept warm by stoves or steam. The seeds when crushed on the warm slab become almost liquid, owing to a kind of butter or concrete oil which they contain, and which melts by a gentle heat. When the seeds are rolled by the machine into a smooth paste, this is either put into a mould of tin and formed into squares and various other forms, or left rough as it is scraped from the slab (this is called “rock” cocoa). For chocolate it is mixed with sugar, and either dried and powdered, or made, as the cocoa, into paste. On the Continent it is flavoured with “vanilla.”
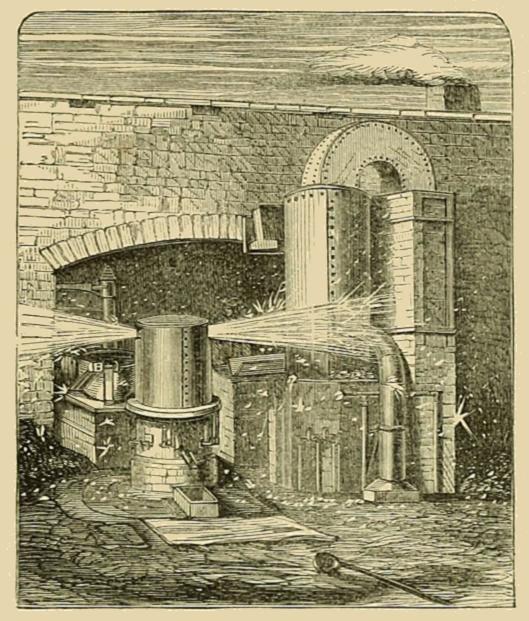
BESSEMER’S PROCESS.
Steel is usually made by a process called “cementation.” Bars of the best Swedish or Russian iron, about six feet long, are placed in an iron box, the bottom of which is covered with a layer of charcoal powder; over the first row of iron bars some more charcoal is put, and then another row of iron bars, and so on till the box is full, when it is carefully closed and kept at a white heat for four or five days. When cold, the bars are found to be converted into steel, and, being rough and blistered on the surface, are called “blistered steel;” this is broken up, and the bars laid side by side and made hot in a forge, where they are welded together by the blows of a heavy hammer, and drawn or rolled out by machinery into bars of “fine steel.” Steel differs from iron in the closeness of its grain, in being very much “tougher,” and in having that very useful and peculiar property called “temper,” which is the power of hardening when suddenly cooled while red-hot. If a bar of steel as soft as iron be made of a bright red heat, and then suddenly plunged into cold water, it will be found to have become harder than any other metal (so hard, indeed, that it will scratch glass), and is as brittle and readily broken as flint or glass. If now a gentle heat be applied to it, this extreme hardness of temper gives way. For instance, if a piece of bright hard steel is held for a moment in the hollow of a clear fire, a pale straw color appears on its surface, it is now still very hard (but not so hard as before), and is fit for razors, surgeons’ instruments, &c; but if held in the fire a moment or two longer, it becomes of a bright golden yellow, and is fit for penknives, and other cutting instruments; held longer still, it becomes bright blue, and is fit for watch-springs, swords, and other purposes requiring great elasticity but no great hardness; if the heat be carried still further a brown tinge is seen, and it is now rather soft, but greatly harder than iron, and is still elastic; saws, coach-springs, and many other articles are made from steel at this temper. If the heat be carried on to redness, the steel would be quite soft when it had slowly cooled, but if suddenly cooled (as by being plunged into water) the original hard temper comes back again.
Steel, like iron, may be cast, and cast-steel is one of its most useful forms, and much resembles “fine steel.” The mode of preparing cast-steel is to melt the “blistered steel” in a crucible, or earthen pot, and then run it into a mould: this forms an “ingot” of steel, which may be afterwards rolled or welded as the case may require.
Steel may be drawn into very fine wire, or wrought into the most minute articles, as the springs and other parts of watches. It bears a very fine and bright polish, and does not rust or tarnish so easily as iron. It has lately been proposed to make heavy cannon of cast-steel, which is much tougher than either cast-iron or gun-metal.
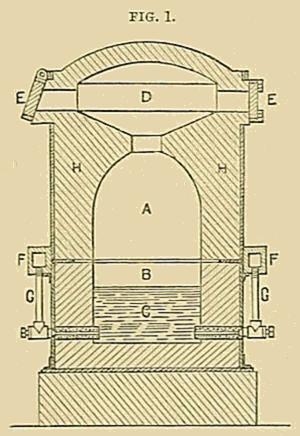
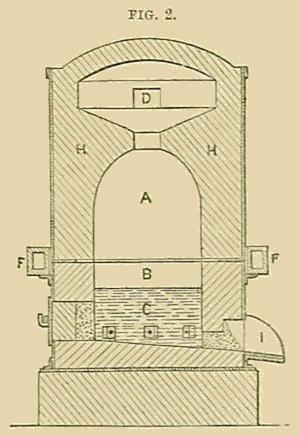
PERPENDICULAR SECTIONS OF CONVERTING VESSEL.

FIG. 3.
OUTSIDE VIEW OF CONVERTING VESSEL.
A process has lately been invented by Bessemer to supersede the long and laborious process of “puddling.” It consists essentially of transferring the melted iron into a vessel in which there are tubes inserted at the lower part, and through which air is forced at a great pressure, which bubbles up in streams through the melted metal, and, as it does so, unites with the carbon and sulphur of the iron, converting them into carbonic and sulphurous acids, and at the same time producing an increased heat, which is quite necessary to the success of the process, for as the iron becomes purer it also becomes more difficultly fusible, and would set into a solid mass, but that this greatly increased temperature keeps it fluid. This rising of temperature is similar to what takes place upon blowing a common fire with bellows; for the more air that is admitted to carbon raised to a very high temperature, the more rapidly does it combine with its oxygen, or, in other words, the more rapidly does it burn. So that, in this process of Bessemer’s contriving, the carbon of the iron acts as fuel to keep up the heat necessary to maintain its fusion, and at the same time, by being converted into carbonic acid, escapes in bubbles (like the bubbles which escape from soda-water), and this rapid production of gas in every part of the fused iron also assists in bringing about a thorough stirring-up and mixing together of all its parts. Reference to the accompanying diagrams will illustrate the working of the process. In figs. 1 and 2, A B are lower chambers, C is the melted iron, D is an upper chamber for melting scrap-iron, &c., E in fig. 1 and D in fig. 2 are openings for the escape of gas and flame, F F is an air-passage running all round and communicating by G with the tuyere-holes shown at E in fig. 4, H is the fire-brick lining to the furnace, and I the tapping-hole through which the fluid iron is discharged. In fig. 3, I is the tapping-hole, K the main air-tube leading from the blast-engine, L L perpendicular tubes (marked G in figs. 1 and 2) leading from circular air-passage to tuyere-holes, M is an opening for the insertion of iron into the upper chamber, opposite to opening D in fig. 2, and N the tap for regulating the blast; O indicates the outer casing of wrought iron.
When the process is carried only to a certain point, the result is a sort of semi-steel, which the inventor of the process expects will be a very useful article of commerce.
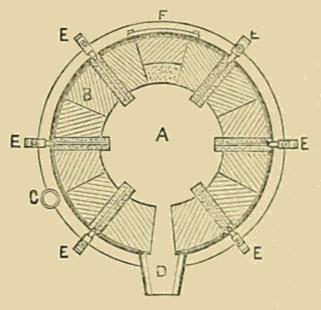
FIG. 4. HORIZONTAL SECTION OR PLAN OF CONVERTING VESSEL.
During the bubbling up of the whole mass of iron and the extreme elevation of temperature caused by the union of the carbon of the impure iron with the oxygen of the air, the oxide of iron as fast as it forms fuses into a sort of glass, and this unites with the earthy matters of the impure iron and floats on the upper part as a flux, thus ridding the cast-iron of all its impurities, with no other fuel than that contained in the iron itself and the air.
The accompanying illustration represents a horizontal section or plan of the converting vessel; A the central chamber, B a lining of fire-bricks, C the main air-tube, D the tapping-hole, E the tuyere-holes through which the air is forced into the melted iron to be purified, F is the outside casing of wrought-iron.
What is usually called tin is, in fact, sheet-iron coated with tin, and of this tin-plate, kettles, saucepans, &c., are made. The art of coating iron plates with tin has been practised in England hardly more than one hundred years. The very best soft iron is used for the purpose of being tinned. It is rolled out into thin plates, which are cut by shears into squares of usually thirteen inches long and ten broad, these plates are dipped into weak acid to clean their surfaces, then rubbed with sand, and finally washed; they are next dipped into melted tallow, which preserves their surfaces bright till they can be used. They are then immersed in melted tin, which has its surface covered with melted tallow, to keep it from being converted into oxide. When the plates have remained for a short time in the tin, they are removed, and the superfluous tin is wiped from the lower edge with a brush made of hemp, and then cleaned from the grease with dry bran. The objects gained by coating iron with tin are, increased beauty of appearance (for when tinned ware is kept bright, it has almost the color of silver), and a protection to keep the surface from rusting, and consequently being corroded into holes.
Copper and brass vessels are tinned inside, to prevent the formation of that poisonous substance called verdigris. The mode of tinning them is as follows:—They are cleaned inside by means of vitriol, and then made hot, fine grain-tin and a little rosin being put into them, and turned about and brushed over the surface with a ball of tow: by this means, the tin is equally spread over the inner surface of the vessel.
Tin-tacks, buckles, and other small articles, receive a coating of tin by being put into an earthen pot together with some grain-tin and a substance called “sal ammoniac,” and the pot being heated over a fire sufficiently to melt the tin, is then shaken up till the articles inside have received a coating of tin.
Iron plates have lately been coated with melted zinc instead of tin, and the surface thus covered enables them to be used for various purposes and in situations where they are exposed to the action of the weather, as on housetops, &c. The plates, thus treated, are called “galvanised iron,” and they are generally used in a corrugated form. They withstand the action of the weather very much better than simple iron plates would, for the latter would be very soon eaten into holes from rusting.
This most useful and elegant material—now an article of almost universal application, in various forms—is made on a very large scale by fusing together sea-sand and alkali (either potash, soda, or lime), and, in the case of “crystal,” or “flint-glass,” oxide of lead. The following is about the composition of the chief kinds of glass in use:—
| FLINT GLASS. | PARTS. | PLATE GLASS. | PARTS. | |
|---|---|---|---|---|
| Pure white sea-sand | 52 | Pure white sand | 55 | |
| Potash | 14 | Soda | 35 | |
| Oxide of lead | 34 | Nitre | 8 | |
| Lime | 2 | |||
| 100 | 100 | |||
| CROWN GLASS. | PARTS. | GREEN BOTTLE GLASS. | PARTS. | |
| Fine white sand | 63 | Sea-sand | 80 | |
| Chalk | 7 | Salt | 10 | |
| Soda | 30 | Lime | 10 | |
| 100 | 100 |
Flint-glass or “crystal” is very heavy, moderately soft (being easily cut with a file), and very bright and white. It is used for all table-glass, as decanters, wine-glasses, &c., and for the drops or lustres of chandeliers. Plate-glass is that kind of glass now in such general use for shop-windows, looking-glasses, &c. It is cast on flat iron tables, and rolled out to the sizes required, then cut and polished by machinery. In the rough state it is called “rough plate,” and is the substance used in the Crystal Palace, and has of late become almost a substitute for ground glass, which is simply ordinary glass ground or roughened on the surface by means of sand, so that it will admit light and yet not allow objects to be seen through it. Crown-glass is the ordinary “window-glass.” It is made in great circular pieces (see “Glass-blowing”), and cut up into the sizes required. Crown or window-glass made some years back, had a disagreeable tinge of green, which has been removed in modern glass by the addition of a minute quantity of oxide of manganese.
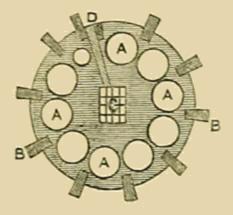
FIG. 1.
The ingredients to be made into glass (of whatever kind it may be) are thoroughly mixed together and thrown a little at a time into large crucibles or melting-pots placed in a circle (A A, fig. 1) in a furnace resting on buttresses (B B, fig. 1), and heated to whiteness by means of a fire in the centre, C, blown by a blowing machine, the tube of which is seen at D. This furnace is shown in perspective in fig. 2. The ingredients melt and sink down into a clear fluid, throwing up a scum, which is removed from time to time. This clear glass in the fused state is now kept at a white heat till all air-bubbles have disappeared; the heat is then lowered to a bright redness, when the glass assumes a consistence and ductility suitable to the purposes of the glass blower.
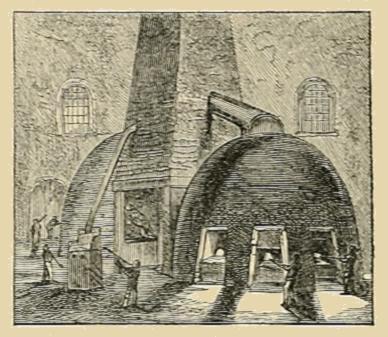
FIG. 2.
Artificial gems are all but varieties of glass. What is called “paste,” “French diamonds,” &c., are glasses of peculiar brilliancy, well cut and polished. Garnets, emeralds, and other precious stones are imitated by coloring the “paste” with various substances, chiefly metallic oxides, as oxide of cobalt, which produces a blue color, oxide of copper a red, and oxide of chromium a green color, &c.
Glass is used for a variety of purposes besides the one great purpose of admitting light to houses while air and damp are excluded. It furnishes an immense variety of beautiful and useful articles in the form of drinking-vessels, vases, chandeliers, &c., and to the chemist and manufacturer generally, it is invaluable, for vessels of glass thoroughly resist the action of all acids (with the exception of the hydrofluoric) and nearly every other substance. It stands a considerable heat, and if made equal in substance and rather thin, will not easily crack by sudden alterations of temperature. Without glass, microscopes, telescopes, cameras, barometers and thermometers—upon which some of our best and most useful knowledge and some very beautiful results of chemical action depend—could hardly have been constructed.
Soda-water was formerly prepared by the ordinary chemist, but since it has become so general a beverage has been made a separate branch of chemical manufacture. Soda-water consists of a very weak solution of carbonate of soda, holding a large quantity of carbonic acid in solution, for water has the property of absorbing a certain quantity of carbonic acid, and this quantity is increased in proportion to the pressure exerted on the water. This pressure is secured in the first place by machinery, and afterwards maintained by the bottle being closely corked and the cork fastened in by means of wire.
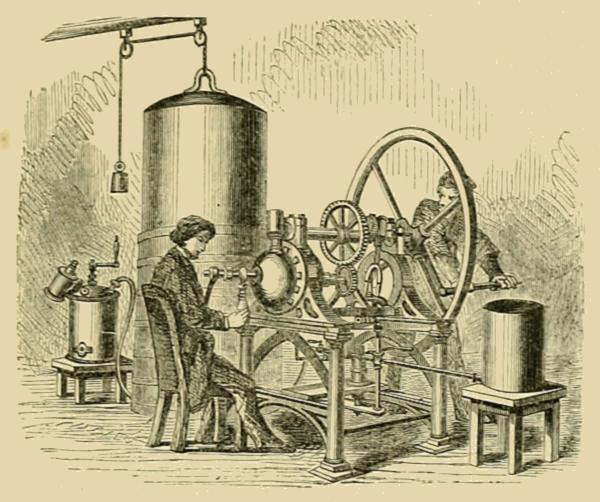
FIG. 1. SODA-WATER APPARATUS.
In fig. 1 there is an illustration of the machinery used. It consists of a small vessel holding sulphuric acid, attached to another vessel containing chalk and water kept constantly stirred by a small windlass passing through a hole in the top, and working air-tight. When some of the sulphuric acid is allowed to run into the vessel holding the chalk an effervescence takes place, and a rapid extrication of carbonic acid; this is conducted by a tube to a gas-holder as a store. A tube leads from this gas-holder into a sort of air-pump, and a man, by turning a windlass, not only works this and thereby forces a certain quantity of gas into another vessel of copper (plated with silver inside), but turns this vessel itself rapidly round. In this vessel the solution of carbonate of soda is placed, and is agitated under pressure with the carbonic acid thus forced into it, and which it rapidly absorbs. From this vessel it is drawn off into bottles, which are adroitly corked before much of the carbonic acid can escape, and then wired down, a fresh supply of solution of soda and carbonic acid being constantly introduced. Potash-water and Carrara water are made in the same way, using potash in the former, and chalk in the latter, instead of soda.

FIG. 2.
The form of a soda-water bottle is shown in fig. 2; it is made of very thick glass, that it may resist the outward pressure of the carbonic acid, and so formed that it cannot stand on its bottom, and when laid on its side the bubble of air shall rise up to the middle of the bottle and not to the cork, or else it would escape through the cork before long, however nicely it may be fitted.
FIG. 3.
Fig. 3 is a convenient vessel for holding about a quart of soda-water or any other effervescing drink, all of which is not at once required. A tube passes from the top to nearly the bottom of the vessel, and when this is filled with aerated water, the expansive power of the carbonic acid forces the water up this tube and out of the spout when the handle is depressed and the tap opened, and when sufficient is obtained, the tap can be immediately closed.
A very convenient apparatus called a “Gasogene” has lately been constructed. It consists of a double vessel, into the upper part of which a solution of any kind—wine and water, or even plain water—is put, to be saturated with carbonic acid or “aerated,” and into the lower one some carbonate of soda and tartaric acid. A tube leads from this lower to the top of the upper vessel, which screws on and off. By shaking the apparatus when thus charged and screwed together, some of the liquid descends through the tube into the lower vessel and moistens the soda and acid, which therefore act on each other, and cause carbonic acid to be disengaged; this, rising up through the tube (which is perforated with small holes at the upper part), disperses itself through the liquid in small bubbles, and causes sufficient pressure to enable the liquid to absorb it, which therefore effervesces when drawn off by the tap and this pressure removed.
This is distilled from the coal-tar produced at the gas-house, the residuum being pitch, and it has a very offensive smell. It is in demand as a solvent for India-rubber, and also for use in lamps so constructed as to require no wick, for naptha is very volatile, and the vapour is burnt as it rises.
This is often called wood spirit, and is procured from the tar resulting from the distillation of wood for wood vinegar or pyroligneous acid. It is colorless, without the disagreeable odour of coal-tar naptha, and very inflammable, burning without smoke, very much in the manner of spirits of wine. It is used in varnish-making, and also for burning in lamps where heat and not light is required.
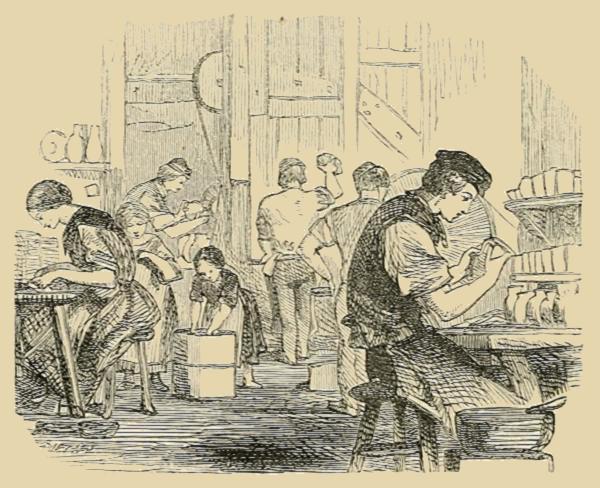
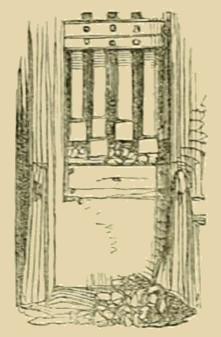
STAMPERS.

FLINT MILL.
The art of making vessels of earth is one of the oldest of all arts; the “potter’s wheel” is frequently named in Scripture, and pottery is found in all the remains of ancient nations. Earthenware is made from a mixture of clay and powdered flints; the clay is freed from all its coarser parts by being stirred with water and drawn off after the gross matters have settled; the fluid is then allowed at leisure to let fall the pure clay which was mixed with it, and is then fit for use. The flints are made red-hot, and in that state thrown into cold water, which makes them so brittle that they can be easily broken up by the “stampers,” which are perpendicular pieces of iron made to rise and fall with great force; the flints are then ground in a mill to a powder, which is treated in the same way that the clay was. When these two earths are mixed in proper proportions, and beaten together while moist, they form a substance of the consistence of putty, a lump of which is thrown into the centre of a piece of board turned by means of a wheel and treadle; while turning round, it is moulded by the hands into a rough outline of the vessel required, and afterwards put aside to dry till it becomes of such hardness, that it can be easily turned in a common lathe, and formed into the cup, jug or whatever else it may be intended for. This is then baked in a “kiln” or oven so contrived that it shall make it red-hot, and keep it so for about two days. If it has to be ornamented with a design-such, for instance, as the “willow pattern”—a number of prints on tissue paper of the subject required are kept ready, and one of these is stuck on to the vessel with the printed side next to the clay, and rubbed smoothly on to it; after a little time the paper is washed off with water, and the pattern is left on the vessel. The next process is that of glazing; this is done by dipping the vessel into a mixture generally made of ground flints and oxide of lead made into a thin fluid with water; when the glazing is dry the vessel is once more put into the kiln, and made red-hot, when the glazing-mixture on the surface melts into a smooth glass. Different colours are given to the pattern by mixing certain metallic substances with the ink used in printing. The handles, spouts, and other projecting parts are fixed on after turning, and before the ware is put into the kiln. Many kinds of pottery are not turned at all, but made in a mould by being squeezed forcibly into it; this is the case when the article to be produced is octagonal, or possessed of any form not round, and therefore not to be produced by turning, and when the surface has a pattern or figures standing out in relief. Some of these are made by filling shallow moulds with the clay, and, while moist, affixing them to the surface, but the handles of common ware are made by forcing some of the clay through a hole of the required form, so that it comes out in long strips or ribands, which are cut up into lengths, bent into the proper form, and stuck on to the ware, some softer clay being smeared round the joint—the whole, when baked in the kiln, becoming hard and strong.
Earthenware is often made to possess some color throughout, as drab, yellow, brown, or black. These tints are produced by admixture of different kinds of clay and oxides in various proportions, oxide of iron generally giving a red or chocolate color, and oxide of manganese a drab, brown, or black color, according to the proportion used.
Figures, busts, and many other articles, both for ornament and utility, are made of porcelain by casting, and are produced by filling hollow casts of plaster of Paris with the materials for porcelain, mixed with water to the consistence of cream—this is called “slip,”—and when the hollow cast is filled the porous plaster absorbs most of the moisture from the portion of liquid “slip” next to it, so that, after a time, what remains fluid being poured out, there is found a coating or lining of porcelain mixture of considerable thickness adhering to the interior of the mould too solid to be poured out; the whole is then set in a warm place to dry, and as the porcelain shrinks as it dries, it separates itself from the mould—which, being made of several pieces fastened together, is taken apart without injuring the cast; after it has thoroughly dried it is baked in a kiln or furnace. This is called “Biscuit porcelain.”

PUG MILL.
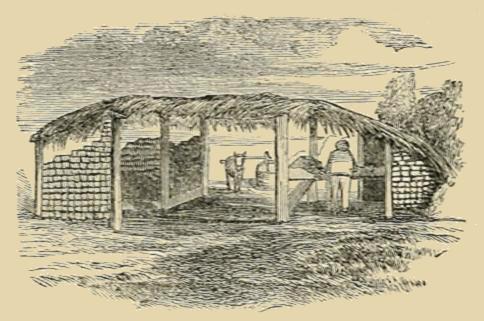
STOOL, OR WORKING SHED.
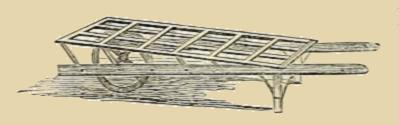
BARROW FOR WET BRICKS.
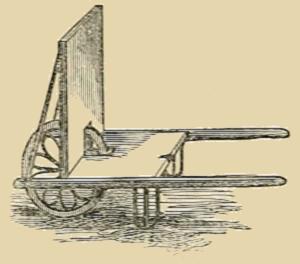
BARROW FOR DRY BRICKS.
Bricks are made of clay mixed with sand or ashes. The brick-field is first covered with either of these to the depth of an inch or two, and is well dug in and turned about during several weeks; when the bricks are to be made, the mixture is put into a “pug mill;” this is a large tub having an upright iron bar passing up from the bottom, and having several broad iron blades fixed to its sides at the part which is in the tub; at the top there is a cross-bar of wood, to which a horse is harnessed; the horse, when driven round in a circle, turns the upright iron bar and consequently the iron blades. Into this tub the clay and ashes are now put, a little at a time, and as the horse goes round they are thoroughly mixed together; a man takes pieces of this clay of the proper size, and hands them to another who stands before a table in the shed, and has a mould before him; this consists of a piece of wood with sides of the size of the brick, which is always ten inches long, five broad, and three thick, before burning. The sides of this mould can be turned up and down; they are now put up, and the piece of clay forced into the mould and scraped off even at the top, the sides are put down, and the brick placed carefully on a barrow, which when filled is wheeled off by another man, and its contents arranged on the ground in long lines having a small space between each brick, that they may not stick together and the air may dry them. Long rows of these bricks are formed one on the top of the other, for four or five deep, and are changed in their position from time to time till they are quite dry and hard; they are now ready to be burnt. This is done made by placing the bricks in long rows, with narrow spaces between each row which are filled with straw or twigs of wood and cinders (these cinders are got from the ashes when they are sifted before mixing with the clay); the spaces being filled they are covered with other bricks, and then the straw, &c., is lighted. Layer after layer of bricks are next built up around the fire, so that the heat shall be well kept in, and in this way the bricks are gradually baked till they are quite hard and fit for use.

BURNING BRICKS.
Tiles are the same as bricks, but of a different form, being flat, and having two holes in them to receive nails. These are used to form the roofs of houses, and are nailed on to the rafters, each layer overlapping the one below it, so that the rain falling on the sloping roof shall run from the top to the bottom without coming through.
Bricks have lately been made with perforations through them, which is done by having a mould with a number of iron rods projecting from its bottom, so that when the clay is forced on them they pass right through it, and leave holes. The objects gained by this are two; in the first place, the bricks are much lighter, a great advantage in building, and in the second place they do not get so much out of form in burning, as there is no great substance between the holes, and therefore the shrinking takes place more evenly. Most of these bricks are of a light straw color, and are used for facing. They are mixed with a quantity of chalk, which is worked up with the clay, and are not baked at such a heat as would burn it into lime.

MIXING CHALK.
Tobacco-pipes are made of a fine white clay, found chiefly in the island of Purbeck, and called, from its use, pipe-clay. Dr. Ure gives the following account of the manufacture of tobacco-pipes:—“A child fashions a ball of clay from the heap, rolls it out into a slender cylinder upon a plank, with the palms of his hands, in order to form the stem of the pipe. He sticks a lump at the end of the cylinder, for forming the bowl; which, having done, he lays the piece aside for a day or two to get more consistence. In proportion as he makes these rough figures, he arranges them by dozens on a board, and hands them to the pipe-maker. The pipe is finished by means of a folding brass or iron mould, channelled inside of the shape of the stem and the bowl, and capable of being opened at the two ends. It is formed of two pieces, each hollowed out like a half pipe cut as it were lengthwise, and these two jaws when brought together constitute the exact space for making one pipe; there are small pins in one side of the mould, corresponding to holes in the other, which serve as guides for applying the two together with precision. The workman takes a long iron wire, with its end oiled, and pushes it through the soft clay in the direction of the stem, to form the bore, and he directs the wire by feeling with his left hand the progress of the point. He lays the pipe in the groove of one of the jaws of the mould, with the wire sticking in it, applies the other jaw, brings them smartly together, and unites them by a clamp or vice, which produces the external form; a lever is now brought down, which presses an oiled stopper into the bowl of the pipe while it is in the mould, forcing it sufficiently down to form the cavity, the wire in the meanwhile being thrust backwards and forwards, so as to pierce the tube completely through; the wire must become visible at the bottom of the bowl, otherwise the pipe will be imperfect. The wire is now withdrawn, the jaws of the mould opened, the pipe taken out, and the redundant clay removed with a knife; after drying for a day or two, the pipes are scraped, polished with a piece of hard wood, and, the stems being bent into the desired form, they are carried to the baking kiln, which is capable of firing fifty gross in from eight to twelve hours. A workman and a child can easily make five gross of pipes in a day.”
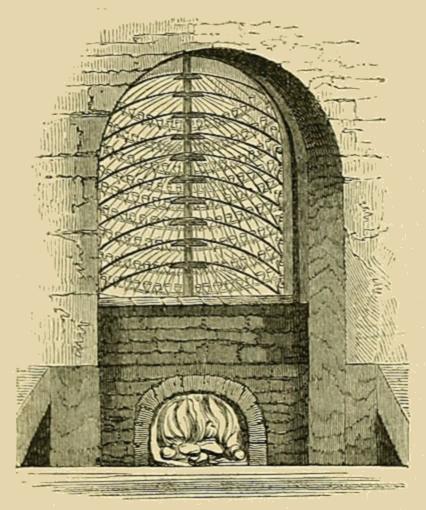
FURNACE.
The pipes known as “meerschaum” are cut and shaped out of a natural earth or mineral, found chiefly in the island of Samos; it is not a clay, but consists of silica, magnesia, and lime, and is therefore a kind of magnesian limestone. It is nearly white, very light and porous, is easily cut with a knife, and bears a beautiful polish when saturated with the oil of the tobacco, which at the same time gives to the pipes a rich dark-brown color.
The meerschaum pipes sold in London are saturated with wax or grease, to cause them to color more easily, and many are not meerschaum at all, but are made of the dust produced in the cutting and boring of the real meerschaum pipes, mixed up with size; these fictitious pipes are heavier and less porous than the true meerschaum pipes, and neither color so readily nor bear so beautiful a polish; they are, moreover, much more easily broken.
For the purpose of gilding very thin leaves of gold are required, so thin, that although gold is expensive, yet gilded articles (as picture-frames) are very far from being so. To produce this gold-leaf is the business of the gold-beater. He first obtains the gold in a state of purity from the refiner, in the form of small grains, which, mixed with a small quantity of borax and alloy, are put into an earthen pot called a crucible (coated beforehand with clay to keep it from cracking), and then placed in a furnace which is raised to a white heat. The gold, when melted, is poured into an iron mould made warm and greased in the inside; this when cold forms an “ingot,” which weighs two ounces, and is three-quarters of an inch square and not quite half-an-inch thick. This ingot is now sent to the “flattening mills,” where it is passed between sets of steel rollers until it is rolled out into a sort of riband an inch wide and about twelve feet long (at this degree of thinness a square inch will weigh six-and-a-half grains). It is now cut into 150 pieces, each an inch square, which are packed between pieces of vellum, four inches each way, and surrounded by a sort of bag of the same material, the whole being then subjected to the blows of a heavy iron hammer (weighing about fourteen pounds) upon a block of solid stone, till the plates of gold are beaten out nearly as large as the vellum, when they are taken out and each cut into four pieces. These quarters are treated as before, using gold-beater’s “skin” instead of vellum (this skin is prepared from the intestines of the ox, and a set of these, consisting of several hundreds, is called a “mould”), and the gold again extended under the hammer to the size of the mould. The process is repeated in the same manner a third time, after which the leaves of gold are taken out, cut square on a cushion of leather, lifted carefully by means of a sort of tongs made of wood, and placed in the book. They are now between 600 and 700 times thinner than before the beating commenced, and it would take about 280,000 of these leaves to make the thickness of an inch. The leaves are from three to three-and-a-half inches square, and are packed in books of paper having the surface of the leaves rubbed with red chalk, to prevent them from adhering to the gold; each book contains twenty-five leaves of gold.
The different colors of gold-leaf, such as “pale gold,” “deep gold,” or “red gold,” are produced by a small alloy of copper or silver, the former giving a deeper and the latter a paler tinge to the pure gold. A certain amount of alloy is always mixed with the pure metal, otherwise it would adhere to the mould, and would not work so well.
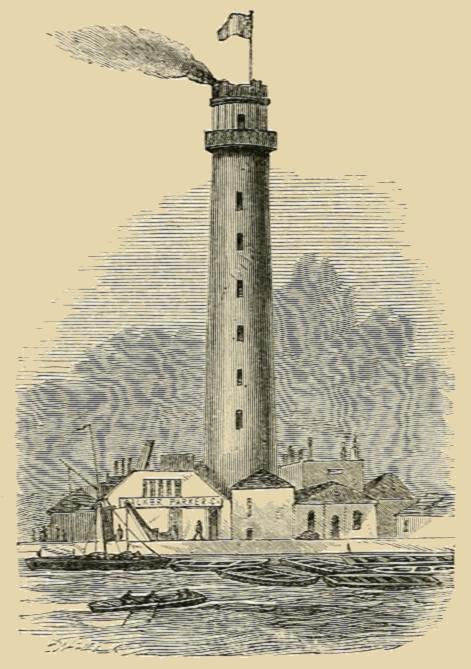
SHOT TOWER.

SECTION OF SHOT-TOWER.
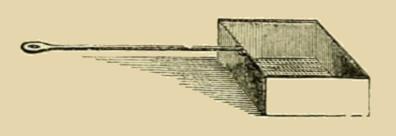
SIEVE FOR MAKING SHOT.
Shot are made either of iron or lead. All shot for great guns or cannon are made of iron, but for small-arms leaden balls are used, which are cast to fit the bore of the weapon. For sporting purposes small shot are made, of different sizes; they consist of globules of lead with a small proportion of arsenic mixed with it—the object of mixing arsenic is to make the shot divide better, as it has been found by experience that lead alone does not divide so well—this mixture, while in a fluid state, is poured through a colander or sieve made of iron and having the bottom perforated with small holes, to suit the size of the shot to be made. These colanders are placed at the top of a high building like a tower, and the melted metal runs through the perforations in fine streams and separates into single drops as it falls. At the bottom of the building the shots are received in vessels of water, to cool them. In these vessels all the little globules are not exactly of the same size, although the holes in the colanders regulate this to a certain extent, moreover they are not all round; they have, therefore, to be sorted, which is done by placing the shot by handfuls upon a board slightly tilted, so that the round ones roll to the bottom and are received in a box, those that are crooked, &c., lag behind on the board, and are put aside to be re-melted. The shot in the box have next to be sorted as to size; this is done by means of two sieves; the holes of one sieve are a little larger than the size of the shot required, and this retains therefore all that are too large, the next has holes a little less than the shot, and this retains the right size and lets all the shot that are too small pass through; by these simple means the shot are separated into many sizes, which are numbered. The shot have now to be finished, which is done by turning them, mixed with a little black-lead, in a sort of barrel, which gives them a beautiful black shining surface, and rubs off any roughness.
FILE CUTTING.
Files are among the most useful of tools for those who work in metals, and in many other substances, as ivory, or hard woods. A file consists of a bar of steel of various shapes, such as flat, square, three-cornered, round, and half-round; on the surface of this bar of steel small furrows are formed, with rough projections between them, and these are again, in most kinds of files, crossed with others. The mode of making a file is as follows:—A bar of wrought or cast steel is cut off of the requisite length and of the proper figure, and forged on an anvil to the required shape—that is to say, rather tapering at the top and brought to a point (called the “tang”) at the bottom, so that it may be driven into a wooden handle. The file has now to be cut. To do this requires great manual dexterity. A man sits before a bench, and passes a strap over each end of the file so as to steady it, and these are kept down with the feet. A small chisel of hard steel is held in the left hand between the thumb and finger and struck with a short-handled heavy hammer, the effect is to cut a notch, with an elevation at each side called a “burr;” the small chisel is slipped up to this “burr,” and struck again, and so on till the whole file is cut, and this with such rapidity that the eye can scarcely follow it. When the file is thus notched from end to end, it has to be hardened, which is done by making it red-hot and suddenly plunging it into cold water, which makes it so hard that it will scratch glass and cut away any other metal.

FILE.

RASP.
For softer substances, such as wood, a kind of file is often used called a “rasp,” which, instead of having furrows cut on it, is struck into little dints by means of a three-cornered piece of hard steel, which, as it enters the file, throws up a projection also.
For filing bone and ivory, a kind of file is used with very large notches, not crossed by others, the edge of each of which acts like a plane-iron or chisel, and takes off shavings from the bone.

TYPE CASTING.
The casting of types for printing is for the most part done by hand, and singly, and it is one of those arts in which extreme dexterity (only to be acquired by incessant practice) enables the founder to accomplish an amount of labour which would seem to any one not witnessing the process impossible. To cast each piece of type it is necessary to dip a little ladle into a pot of melted metal, to fill the mould, give it a sudden jerk with the left hand so as to make the melted metal go well into the little mould, open the mould and take the type out, shut up the mould and fasten it, and yet a skilful workman can perform these operations five hundred times in an hour—that is to say, rather more than eight times in a minute—producing a type each time; this has afterwards to be finished off by others. The metal of which type is made consists of lead and antimony—the antimony hardens it and makes it take a sharper impression. The letters are first cut in steel, and from these “dies” the moulds are made in brass, by stamping, and in these the types are cast.
Stereotype consists of plates of metal taken, by casting, from a forme of type set up for the purpose; an impression in plaster of Paris is first taken, and from this the metal impression is cast, so that the original forme of type may be “distributed” or taken to pieces, and again used, while the stereotyped impression can be preserved for any future printing.
FILLING THE BOXES.
These convenient matches, which have completely superseded the old apparatus of flint, steel, and tinder-box, may be looked upon as one of the improvements derived from chemistry, for phosphorus—the necessary ingredient—till lately sold at half-a-crown an ounce; such a price would, of course, prevent its being used for so general a purpose as match-making. But when chemistry devised means of preparing it on a large scale, and at a low price, then its application was soon perceived.

CUTTING THE MATCHES.

FRAME.
Some years ago a kind of match was used, made of chlorate of potash and sulphuret of antimony, and ignited by drawing through a folded piece of glass-paper. Another sort was also for a time in use called “Prometheans,” but far too expensive for general use. They consisted of strips of paper rolled up, with a little glass cylinder full of sulphuric acid sealed up in the end of each, surrounded by chlorate of potash in powder; the end of the match had to be crushed by a small pair of nippers, and the glass being broken, the sulphuric acid came in contact with the chlorate of potash, causing it to take fire.
FILLING THE FRAME.
DIPPING THE MATCHES.
For making lucifer-matches the wood is sometimes split by hand, and sometimes by machinery. For those the wood of which is rounded, a peculiar apparatus is used; it consists of a plate having small steel cylinders let into it, so that their cutting edges are raised above the plate, and the wood is struck upon this, and not only divided, but each piece forced through the cylinders and so rounded. When cut, the wood is dipped in bundles into melted sulphur, and afterwards into a composition variously made, but usually consisting of phosphorus ground up with gum arabic and water, colored either with red-lead or Prussian blue, and in some cases chlorate of potash is added.This composition is spread out on a board to about the tenth of an inch in thickness, and the matches which have been dipped in sulphur are packed into a frame to the number of about 3000, and dipped by pressing them on the board spread with the composition, so that a little is attached to the ends of each match. This is a most unwholesome and dangerous employment, and water is always at hand, in case of fire, which is chiefly to be feared in the process of separating them and filling the boxes when the composition has dried.

CANDLE MANUFACTORY.

CUTTING THE WICKS.
Candles are made of either wax, spermaceti, stearine, or tallow, or some compound or modification of these; but of whatever they may be made, they are formed either by dipping or casting, and hence the names “dips” and “moulds.”
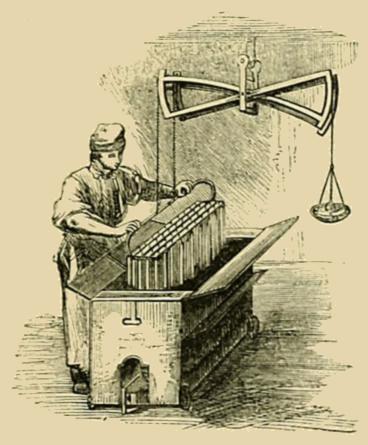
HORSE’S HEAD.
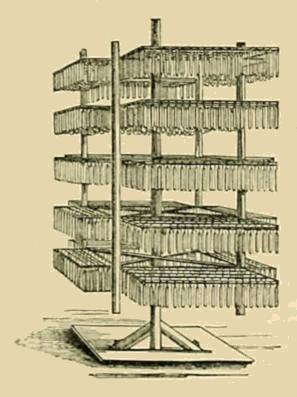
COOLING FRAME.
When dips are to be made, a quantity of wicks of spun cotton are prepared by a machine, and doubled so as to form a loop at the top, through which a stick is passed. A number of wicks are arranged in a line on each stick, and several sticks placed side by side on a frame, which is attached to one end of a balance beam (called by the workmen the “Horse’s Head”), with weights at the other end, according to the weight of the candles to be made. The frame, with the wicks upon it, is suspended over a cistern of melted tallow (kept warm by a small fire or flue), into which it is lowered, so that the wicks dip into the tallow; this is repeated two or three times, till a coating of tallow is formed on the wicks, which are then placed aside to cool while others are served in the same way, and so on, over and over again, till each frame weighs enough to exactly counterpoise the weight at the other end of the beam.
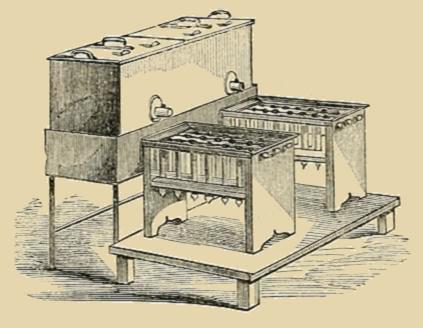
CANDLE-MOULDS.
Mould candles are made by pouring melted tallow into a wooden trough in the bottom of which pewter moulds, of the size of the candles required, are fixed in such a way that they open into the trough by the ends which correspond to the bottoms of the candles to be cast in them. The other end of the mould is brought to a point, with a small hole in it, through which the wick is passed and fastened to a stick running along the moulds; and as the moulds are placed in two lines, two sticks are sufficient for the trough. Melted tallow or spermaceti is poured into the trough, and when cold the superfluous quantity removed, and the candles drawn out of the moulds.
Wax candles are made by pouring melted wax down the wick till sufficient has adhered to it, then rolling the candle on a marble slab till it is even, and afterwards polishing with a cloth.
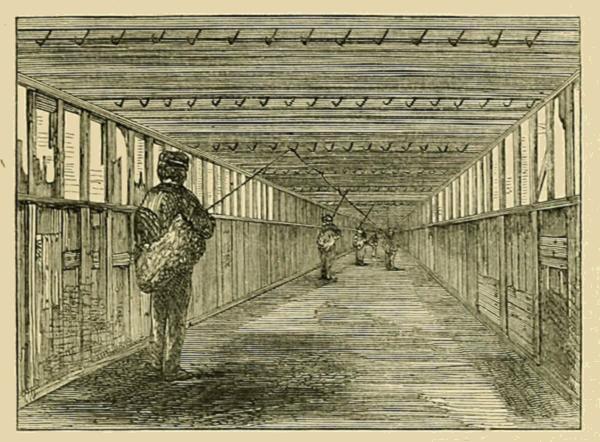
SPINNING THE YARN.

SPINNING-WHEEL.
Is a combination of the fibres of hemp or other material, so arranged as to form a tenacious cord or band, retaining, as far as possible, their collective strength. The first process in rope-making consists in twisting the hemp into thick threads, called rope-yarns. This, which resembles ordinary spinning, is commonly performed by hand, in a rope-ground or rope-walk, an enclosed level piece of ground, about six hundred feet in length, at one end of which a spinning-wheel is set up, that gives motion by a band to several small rollers or “whirls,” each of them furnished with a hook on the end of its axis next the walk. The rope spinner carries a bundle of hemp about three feet long round his waist, with the fibres all laid even, and having their ends in front of him, and from these he pulls out sufficient for the thickness of the “yarn” he is spinning, and after slightly twisting it with his fingers, attaches it to the hook of a “whirl,” which is set in motion by the wheel, and as the fibres are twisted he walks backward, gradually adding more and more, a little at a time, so as to keep the yarn of the same thickness throughout. When the spinner has traversed the whole length of the rope-walk, he stops, and another spinner detaches the yarn from the whirl, and it is then wound on a reel or bobbin. The yarns being spun, they are next “tarred” (if they are to be much exposed to wet, as for the rigging of ships), which is done by drawing them through a kettle full of melted tar, being wound off from one reel on to another, and the superfluous tar wiped away by means of tow (rough hemp) fixed in a hole through which they are drawn.

HAWSER-LAID ROPE.

CABLE-LAID ROPE.
What is called “laying” the rope consists in twisting a certain number of yarns together, so as to form a strand, and these strands into a rope. Large ropes are chiefly of two kinds, called respectively “hawser-laid” and “cable-laid,” the latter including only the very largest ropes. “Hawser-laid” ropes consist of a certain number of yarns (according to the size of the rope) twisted into a strand, and then three of these strands twisted together. The “cable-laid” rope is composed of nine strands, that is to say, three strands each composed of three others, and these composed of yarns, so that three “hawser-laid” ropes, twisted together, would make one “cable-laid” rope.

ROPE-MAKING BY MACHINERY.
Laying the ropes and twisting the yarns into strands are both accomplished by the same process. The yarns are attached—in sufficient quantity for the strands—to three hooks, each turning in the same direction, while the other ends are collected together and turned in the opposite direction; the three hooks twist the yarns into strands, and a hook at the other end twists the strands into rope.
Of course, machinery of various descriptions has been applied to rope-making, and ropes are frequently made entirely by machinery with great rapidity. The annexed cut represents one mode of rope-making by machinery, in which the yarn is shown being twisted into cord or rope from the reels or bobbins on which it was wound after spinning.
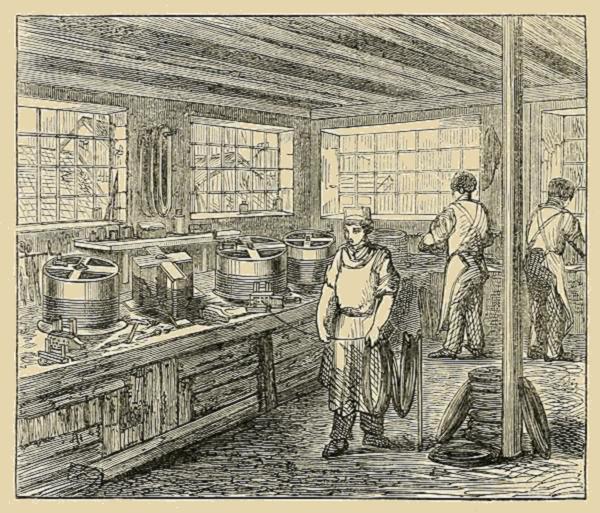
COARSE WIRE DRAWING.
FIG. 1.
FIG. 2.
FIG. 3.
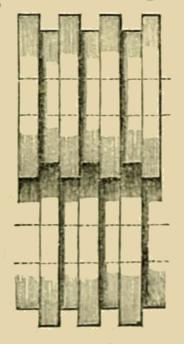
FIG. 4.
In the manufacture of wire, the metal from which it is to be made is first cast or wrought into an ingot (A, fig. 1); it is then passed between rollers (fig. 2) which flatten it into a sheet (B, fig. 1), which is next carried between other rollers (fig. 3) having their surfaces so cut that the projections on one of them fit into the hollows of the other, forming so many cutting edges or shears (fig. 4), from which the sheet of metal comes forth at A, fig. 3, cut into strips or square rods (C, fig. 1). These rods are then drawn with great force through a plate of hardened steel having a series of holes, gradually diminishing in size, bored through it, which is called the “draw-plate;” the wire (of whatever metal it be) has to be heated red-hot from time to time, to soften or “anneal” it, for the compression produced by the drawing so hardens it that it becomes brittle. A pair of nippers holds the end of the wire, and these are moved along a sort of bench by a “rack and pinion” (fig. 5). When all has passed the first hole, it is drawn through the second, and so on to the size required. When the wire is pretty fine, it is attached to a “cylinder,” which on turning round winds off the wire and at the same time draws it through the plate, as shown in the engraving, the wire being made to pass over a small charcoal fire previous to entering the draw-plate.

FIG. 5.
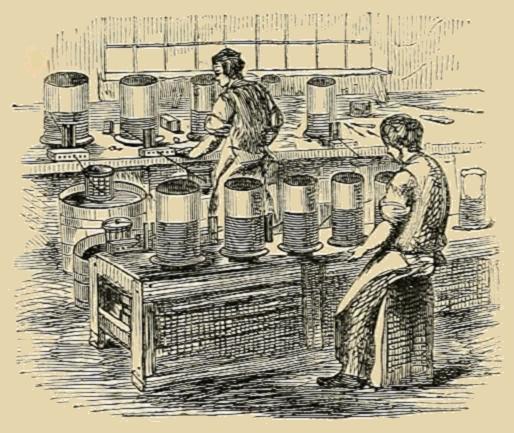
FINE WIRE DRAWING.
Different metals have different powers of “ductility,” that is to say, some can be drawn much finer than others. Dr. Turner says, “The only metals remarkable in this respect are gold, silver, platinum, iron, and copper. Walliston devised a method by which gold wire may be obtained so fine that its diameter shall be only the 5000th part of an inch, and 550 feet of it are required to weigh one grain; he obtained a platinum wire so small that its diameter did not exceed the 30,000th of an inch. It is singular that the ductility and malleability of the same metal are not always in proportion to each other. Iron, for example, cannot be made into thin leaves, but it may be drawn into very small wires.”
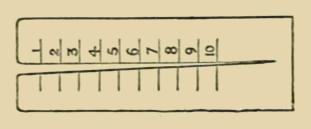
FIG. 6.
The sizes of wires are ascertained by a small instrument called a “gauge,” which is a plate of steel with an opening diminishing to a point in it, and marks on the sides corresponding to the distance the wire will pass down the notch (fig. 6).
FIG. 1.
Table cutlery is made in the following way. The blade is first rudely fashioned from a flat bar of steel by the hammer and anvil, and this is then welded to a bar of soft iron half-an-inch square, and cut off, leaving sufficient to form the “shoulder” or “bolster,” A, and the “tang,” B, fig. 1, which is first made by the hammer and then beaten into a sort of mould or die. The blade is finished as far as can be done with the hammer, made red-hot, and thrown into cold water, which hardens the steel, and then “tempered” to a full blue color (see “Steel”) after which it is fit for grinding. Razors and penknife-blades are made of fine steel, and are forged and hardened as above, but the tempering is effected by arranging them in rows with their backs downwards on a plate of hot iron till the color appears on their surface indicating the temper they have received, which for razors is a pale straw color.
Cutlery is ground upon stones of different sizes, according to the kind of article; for saws, and table-knives, which are to be ground to a flat surface, very large stones are used, while razors, which have a curved surface, and penknives, whose blades are very narrow, are ground upon very small stones. These stones are driven by machinery with great rapidity, and are arranged over a trough of water, so that their lower parts dip into it, by which plan the stone is kept wet; if it were used dry, the steel would get too hot to hold, and the temper of it be injured. The article to be ground is held at the top of the stone. When ground, the goods are “glazed” by means of a wooden wheel the edge of which is smeared with emery-powder, and finally, if they are to be polished (which is only in the case of the finest steel instruments), they are held to the edge of a wooden wheel covered with buff-leather, and charged with “crocus”—this crocus is a red oxide of iron much used for polishing all sorts of things, as it is both fine, free from grit, and sufficiently hard.

FIG. 2.
What are called “balance-handle” table-knives are those which when laid on the table, will rest with the blade elevated so as not to touch the cloth (fig. 2). The object sought in this arrangement, is to keep the cloth from being soiled, and the manner of attaining it is simply by making the shoulder project a little and running a small quantity of lead into the hole of the handle before the “tang” of the knife is introduced. The blade and handle or “haft” are united by means of rosin, which is put in powder into the hollow of the handle, and the tang, being made hot, is forced in, melting the rosin, and fixing when cool.
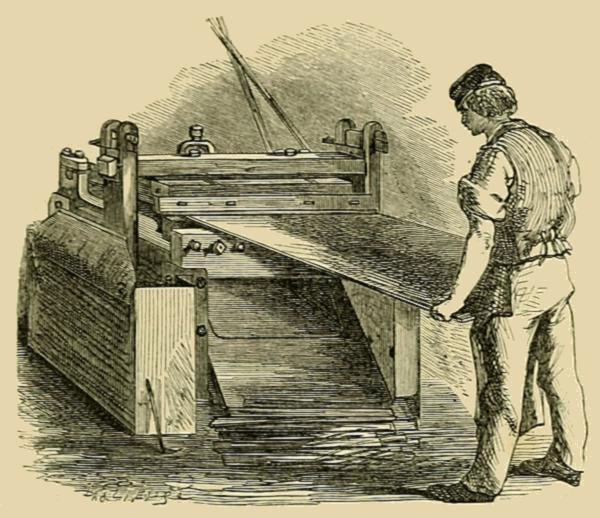
CUTTING THE METAL INTO SLIPS.

FIG. 1.
FIG. 5.

FIG. 2.

FIG. 3.
FIG. 4.
Nails are made both by hand and machinery, the former being called “wrought,” and the latter “cut” nails. For making nails by hand, a hammer and an anvil only are used. The “nailor,” having put several rods of iron of the required size into the fire to get hot, that he may use one after the other, and so lose no time, takes one out and with the hammer beats it to a point, leaving a little shoulder (fig. 1). He then places it (at the part where the dotted line is in the figure) on a wedge fixed to the anvil, and with a blow of the hammer divides it; it is taken up by tongs, dropped into a hole in the anvil, and the shoulder beaten flat; this is called a “tack” (fig. 2), for a “clasp nail” the head is made of a different form by a particular way of striking it (fig. 3), and the form of the hole in the anvil determines whether they shall be square or round; wrought “brads” have the form of fig. 4. These are the principal forms of nails, but many others are made by soldering shanks to cast heads, as coffin-nails, and some (chiefly used by gardeners and plasterers for driving into brickwork) are made of cast-iron. Machine-made nails are cut by compression from a sheet of iron. Brads are cut out, simply, as in fig. 5, which uses up the whole of the iron without any waste, and requires no finishing; but other forms of nails are cut first into simple wedges, and have the heads finished afterwards either by the blows of a hammer or by compression.

CUTTING BRADS.
Most nails are made flat or chisel-shaped at the point, that they may not split the wood. In driving a nail with a flat point, the length of the point should be placed across the grain of the wood, and then it will hardly ever split it, but if otherwise, the nail, acting as a wedge, opens the grain and splits the wood.

The screws used by carpenters, smiths, and others, for fastening wood or metal-work together, are generally made by machinery. A piece of wire of the required thickness and length is first cut off, which is then placed in a hole or mould, with its upper orifice “countersunk” as in the annexed cut, and the head of the screw is formed by beating the upper part of the piece of wire into the counter-sinking of the mould. It is then called a “blank,” and a number of these blanks are dropped into holes bored round the periphery of a wheel which revolves slowly against a small circular saw driven with great rapidity, and cutting a “thread” or slit in the head of each blank in turn as it comes into contact with it; the wheel continuing to revolve, each screw when it gets to the bottom drops out, so that the holes when they again arrive upwards are ready to receive fresh blanks. The worm, if cut by hand, is made by means of a die of hard steel, having a hollow screw cut in it, which is screwed slowly by a backward and forward movement on to the blank, cutting it into a “worm;” when this is done by machinery, the die is held fast while the screw is worked by a rotatory movement into it. The best screws for wood are slightly tapered, which enables them to be driven much more easily, while they hold equally fast. Large screws for mechanical purposes are cut by a “lathe,” the bar revolving whilst a cutter is held to it, and moved onwards by a pattern screw. Small screws for various purposes can be easily cut by means of a “screw-plate,” having holes of graduated sizes cut inside into hollow screws, which is placed on the end of the wire, and gently turned round till it is sufficiently cut.

PIN-MAKING MACHINE.

COIL FOR THE HEADS.
Pins are made from brass wire drawn out in the usual manner (see “Wire-drawing”). It is first straightened and then cut off into lengths sufficient for two pins; these are pointed at each end by holding them to a wheel, about two or three dozen at a time, turning them all round at once by means of the thumb and fingers. The wheel is not made of stone, but of steel, having the edge cut into fine notches like a file (see “File-cutting”). After the wires are pointed at each end, they are cut in the middle. The heads are made by coiling some brass wire round another piece of wire exactly the size of the pins for which they are intended, and with a sort of chisel cutting off two of these coils at a time. The accompanying figure represents the coil to be cut up into a string of heads, and one of them separate. These are fixed on to the pointed wires by a machine acting by means of a lever, by which they are compressed into the right shape and at the same time made to hold on tightly. The pins are then cleaned by boiling in some weak acid or a solution of tartar, and have next to be “tinned” or “whitened,” which is done by placing them in layers with grain-tin and cream of tartar, and boiling them for some time till they are coated with the tin; thus they are truly “electro-plated,” although at the time when this process was invented no knowledge of electro-plating existed, and the theory of the process was not understood. The pins are afterwards cleaned and brightened by shaking them in leather bags with bran, which is afterwards blown away by a blowing-machine; the pins are then placed in papers (folded by a sort of crimping-machine), which are put into a kind of vice, having a number of notches cut in it corresponding to the number of pins to be stuck in one row, and into these notches and through the paper ridges the pins are rapidly passed by children.
In some manufactories pins are made entirely by machinery, and these are the “solid-headed pins,” or pins which have the head formed out of the same piece of wire as the body, which is chiefly effected by compression, and in order that this may be readily done, the wires are previously softened by heat, which is one of the principal objections to their general use, as, in consequence of this softening, they bend too readily.
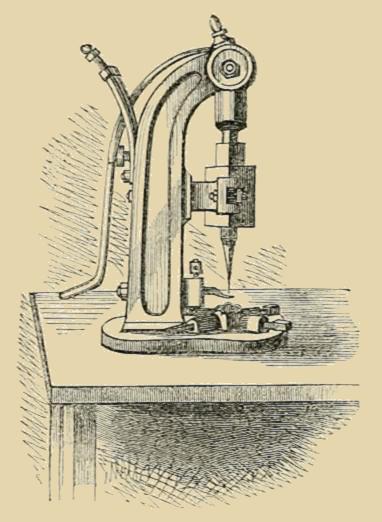
DRILLING THE EYES.
The manufacture of needles is one of those arts in which manual dexterity is acquired by minute subdivision of labour, each artisan performing only a small part of the process, but so often, that the most wonderful rapidity and accuracy are obtained, insomuch that although each needle has to pass through nearly 150 hands (together with expensive machinery) before finishing, yet they may be bought at an astonishingly low price.
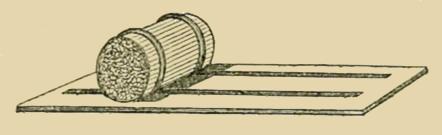
The following is an outline of the process of manufacture. The wire is first selected, of the best steel and of a proper size, then wound round a cylinder some fifty times, and the coil is cut in two places opposite to each other through all the wires. These wires are placed together in bundles several feet long, each containing about a hundred wires, which are then cut up into lengths sufficient for two needles by a pair of shears worked by powerful machinery. As the wires are crooked, they have to be straightened, which is done by packing them in bundles and enclosing them in two iron rings so that they may be rolled forcibly backwards and forwards between steel plates with grooves cut in them to receive the projecting rings, and this straightens them thoroughly. The wires are next ground to a point at each end by holding them, a dozen or two at a time, against a revolving stone, to which they are pressed with a piece of leather, at the same time turning or twirling them between the thumb and fingers; when pointed, they are cut in two by a gauge which divides them in the middle, and the blunt ends are spread out in the form of a fan on a small anvil by the thumb and finger of the left hand, several at one time, and flattened by the blow of a small hammer. This flattening makes the ends too hard for piercing, so that they have to be softened by being made red-hot and slowly cooled; they are then pierced by children, who lay each needle on a piece of lead and with a small punch and hammer strike out the eye, but in nearly all cases the eye is drilled, in which case the wire is held for an instant to the point of a small drill turned by machinery. The groove which leads to the eye is made either by the stroke of a small file or by compression, and the end is next rounded off. In some needles the eyes and grooves are made by punching two in the middle of a wire, which is afterwards divided. The needles are tempered, by placing some thousands of them on an iron plate which is made red-hot, and then throwing them suddenly into a vessel of cold water; they are by this means made too hard, and have again to be slightly heated to give the proper degree of temper and toughness (see “Steel”), which is done by putting them in boiling oil. They have next to be polished, and this is the most tedious part of their manufacture. The needles, to the number of about a hundred thousand, are packed, together with oil and emery-powder, in a strong sort of bag, so that they all lie side by side, and several of these bags or bundles are rolled backwards and forwards between wooden beams in such a way that every needle rubs against others, and the friction thus produced grinds them bright and smooth. After a time they are taken out, and the black paste formed by the emery-powder, oil, and steel, is cleaned off by putting them into saw-dust, and turning them in a barrel fixed in a frame for the purpose; the saw-dust and dirt are then blown away by a blowing-machine, and the needles again undergo the same process several times, using finer emery-powder each time, so as to polish them; after which they are scoured with soap and water and wiped dry by rolling them in dry wash-leather. They are now perfectly bright, every roughness rubbed off, and a finish being finally given to the points by hand on a hone which turns round, they are packed, twenty-five in each paper, for sale.
Tubes of lead and brass are cast in short and thick pieces, and then drawn through holes in a draw-plate, similarly to wire, but having a rod or “mandril” passed through the length of the tube to keep the hollow of the right calibre.

TUBE DRAWING.
Iron tubing for gas and water pipes, if more than about two inches in diameter, is cast; but smaller, or “service-pipes,” are made of wrought iron plate rolled on a mandril, and welded at the edges by being drawn at a white heat through a draw-plate.

SPLITTING THE PEN.
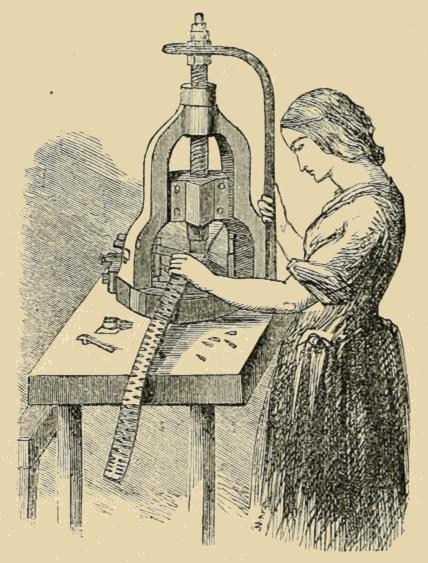
STAMPING THE PEN FROM THE STEEL.

BENDING THE PEN.
Steel pens, which have almost superseded quill pens, are made in great quantities, and, like needles and pins, can only be produced at a sufficiently low price to meet the requirements of the people, by those who have erected buildings and fitted up machinery so as to make the process sufficiently rapid to be cheap. The steel is first selected of the proper quality, and rolled out into sheets of the thickness required and of breadth sufficient for the length of the pens to be made; these are punched out of the proper shape by a punch worked by a screw, which cuts out a piece at every blow, and also the perforation which terminates the split. The maker’s name or any other device is stamped on this flat piece of steel, called a “blank,” which is then coiled up into the shape required (whether a “barrel” pen or a “nib”) by a sort of press, worked by a girl, as seen in the engraving, and the split made by a machine, also engraved. In both these machines the screw is worked with the left hand, while the right is engaged in placing the pens under it and pushing out the pen with the finger after it is bent or slit, these operations, from constant practice, being performed with great rapidity. The pens have next to be tempered, by being made red-hot and then thrown into water or oil, and are afterwards polished by putting them into a barrel with fine sand, which is turned round by a windlass for several hours. The nibs or points are then finished at a stone which turns round, and a varnish of a brown color—made by dissolving shellac and asphaltum in naptha—is given to the surface to keep them from rusting. Sometimes the surface is “blued,” which is done by heating the pens on an iron plate till the blue color appears (see “Steel”).
Pens are sometimes made of other metals besides steel, as brass, or zinc, and sometimes of gold. Those made of gold are, of course, too expensive for general use, but as they are never corroded by the ink, they last a very long time, and can always be cleaned by washing; and as the whole wear is at the point, this is tipped with an alloy which is exceedingly hard.
WOOD ENGRAVING.
Engraving consists principally of two kinds, that in which the design is made to project, and that in which it is cut in or indented; the first kind is used in wood engraving, and in engraving metallic or wooden blocks and cylinders for calico printing, the other is called “plate engraving,” and is used to produce copper, steel, and zinc plates for printing.
In wood engraving a block of box wood is used, or several pieces are screwed or tongued together in order to make a block of the required size, for the box wood must be cut across the grain, therefore large blocks are not easily procured. These blocks are about an inch in thickness, so that they may range with type and be printed with it, they are made perfectly smooth on the face, which is rubbed with a little flake-white and Bath brick, to give it a whitish and slightly roughened surface. On this prepared surface the design is drawn with a black-lead pencil, and the block is then put into the hands of the engraver, who cuts away—to the depth of about one-twentieth of an inch—all those parts which have not been blackened by the pencil, leaving every line and dot of the drawing projecting, and this serves as a sort of stamp or type, to print from. (See “Printing.”) In this way the illustrations to the present work are produced.
In plate engraving the design is copied from the original and cut into the plate in a manner quite opposite to that of engraving on wood; for every line intended to be printed, instead of projecting, is cut in with a sharp edge, so that they may be filled with ink, instead of being covered, as in wood engraving. When the design is formed entirely by lines, it is called “line engraving,” and when formed by dots, it is said to be “stippled,” and these two kinds are often combined in the same plate. There is a process for engraving plates, called “etching,” by which the lines or dots on the plate are not made by cutting, but are corroded or eaten in by the chemical action of nitric acid; and few plates are now produced by the graver alone, the design being first etched and afterwards finished off by the graver, but some are produced by etching alone, whence they are called “etchings.” The process of etching is as follows:—The surface of the plate is made smooth and bright, then heated, and afterwards coated with a mixture of asphaltum, wax, and mastic—called “etching-ground”—a ball of which is tied up in a piece of silk, rubbed over the hot plate, and dabbed with a dabber till a smooth layer or coating is formed all over it; it is “smoked” over the flame of a candle, to blacken it, and the result is a smooth black varnish, which covers the surface of the plate, and is capable of resisting the action of nitric acid. On this surface the design is drawn with an “etching-point,” a steel instrument which cuts or scratches quite through the etching-ground, exposing the surface of the copper at the bottom of each scratch. When the design is finished—in hues or dots, according to the style required—a ridge or border of wax is made all round the plate so as to form it into a sort of shallow tray, and into this the nitric acid, mixed with a little water, is poured, and carefully watched till in the judgment of the engraver it has bitten into the plate sufficiently for the fainter parts of the design. The acid is then poured off, and the plate washed and dried, after which the parts intended to remain most lightly etched are stopped out with varnish, and the acid again poured on, to corrode the lines left exposed to its action more deeply. This is repeated two or three times, according to the nature of the design, when the plate is again heated, to melt the etching-ground, and the whole is cleaned off with turpentine. The plate may now be used to print from, or it may be further finished by the “graver,” “burnisher,” or “dry point,” which is simply a point of steel used to make very fine and faint scratches instead of cuts, for the graver cuts out the piece of copper, while the dry point merely indents it.
There is another kind of plate engraving, called “mezzo-tinto.” This is done by first covering the whole plate with a rough granulated surface—called a “mezzo-tint ground,”—by means of a sort of notched chisel, called a “cradle” or “grounding-tool,” which is rocked to and fro over the surface in every possible direction, till the whole is covered with minute dots; so that if it were then used to print from, it would produce an even dark surface. On this ground the engraver works with a “scraper,” scraping gradually away all those parts which are to appear as lights in the finished picture, and the more the ground is scraped away the lighter will be the tint, till, finally, those parts which are to be quite white are scraped smooth and burnished, so that they shall hold no ink at all. In this way the engraver proceeds till his design is finished, trying the effect from time to time. This kind of engraving is often combined with etching, producing greater sharpness of outline than mezzo-tint alone.
LITHOGRAPHIC PRESS.
This is the art of producing designs upon stone in such a manner that impressions may be printed from them. It is often miscalled “engraving on stone;” properly speaking, it is not engraving, but a process depending on the want of affinity between watery and greasy matters, the design being made with a greasy substance, either in the form of ink or crayon called “lithographic chalk,” as follows. A close-grained stone called lithographic stone (a kind of magnesian limestone) is ground perfectly even on the surface, and (if for being written upon) polished with pumice-stone, or (if for being drawn upon with chalk) grained with fine sand; the design is drawn with chalk or ink, each of which is made up of greasy materials—wax, soap, and asphaltum, colored with lamp-black. When the design is made, the stone is etched—washed over with a weak mixture of nitric acid and water—which answers three purposes; it very slightly bites away the stone in all places except where it is covered with the ink or chalk, it smoothes the grain in the same places, and it converts the soap of the ink or chalk into grease. We have now the surface of the stone quite wet, except where the design is, which, being greasy, keeps quite dry. The stone, placed in a press, is rolled over with a roller smeared with greasy printing ink, which will not adhere to the wet stone, but it readily does to all parts of the design; a piece of paper is placed over the stone, and a flap of leather covers it; along this leather the scraper of the press is brought very forcibly when it is worked, and on removing the paper an impression is found to be transferred to it from the stone. This process is repeated again and again, many hundred times, without much injury to the original design.
Colored lithography, called chromo-lithography, is produced by using several stones consecutively (each transferring a separate color), so that the design shall be complete when the whole are printed.
The art of printing consists in producing impressions from a pattern or types—cut out and projecting, or engraved and indented—by smearing the projecting parts or filling up the indented markings with ink, so that impressions, to any number, and exactly resembling each other, may be taken from them. Printing is comparatively a modern invention, although impressing or taking impressions from seals is one of the very oldest. It is divided into two kinds, plate-printing and surface-printing. Printing from type or blocks having the marks to be impressed raised, is called surface-printing, while that in which the lines or marks are cut in, is called plate-printing.
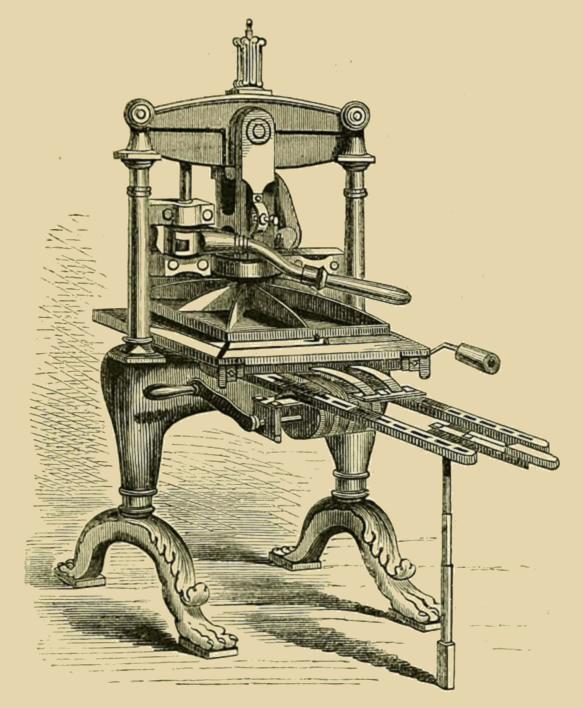
PRINTING-PRESS.
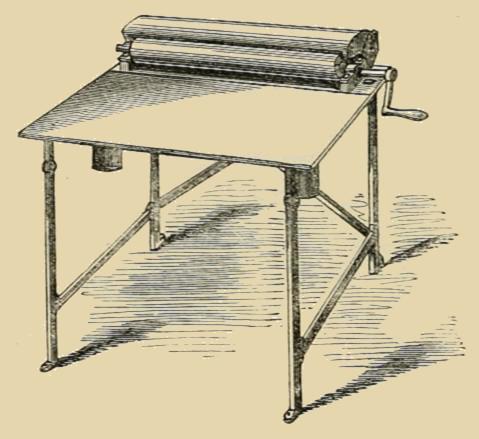
INKING-TABLE.
In surface-printing, when types are used, they are packed up closely into masses and wedged together in iron frames, so that they form, as it were, solid blocks; the types or wood-blocks when required to be printed from are placed in the press, and rolled over by a roller smeared with printing-ink—this roller is coated with an elastic substance made of glue and treacle, and resembling India-rubber. It is worked to and fro on the “inking-table” (a smooth iron slab fitted with a receptacle for ink), in order that the ink may be evenly distributed over its surface—a point to which great care and attention, and no little skill, on the part of the workman, is directed. The ink, being rolled over the type, covers and adheres to the surface of the projecting parts. The paper is placed on a frame turning upon a hinge, and is secured in its place by another frame brought down upon it. These frames, with the paper, are now turned down upon the blackened surface of the type, and the whole—paper and type—passed under the printing press, where, by the working of a handle, a piece of iron is caused to descend and press evenly and with great force upon them. On being withdrawn, and the frames opened, the paper is found to have received a perfect impression, in ink, of the type upon which it was impressed. This process, of course, can be repeated to any extent, and as many impressions produced as may be required.
In plate-printing, the plate is first warmed, and all the engraved parts are filled in with ink, the superfluous ink being wiped off, and the surface cleaned bright by using a little whiting (which is rubbed on the hands), leaving only the indented parts full of ink. The paper (in a damp state) is then laid on the plate, with a fold or two of flannel over it, and the whole is carried, by turning the handles of the press, between two rollers, which compress the plate and paper together so forcibly that, when removed, the ink is found to have left the plate and attached itself to the paper, forming an impression.
Printing is now in very many cases done by machinery, worked by steam power, so that a very large number of impressions can be produced in a very short time, as in the case of newspapers, the whole impression of which (amounting to many thousands) is printed in a few hours.
Printing in colors of various tints, so arranged as to form a picture, has lately been much resorted to. The usual method pursued is to print one color, and when that is dry, to print the next, and so on till the picture is complete; but a machine has been invented by which many colors may be printed at one time.

CAMERA FOR STEREOSCOPIC PICTURES.
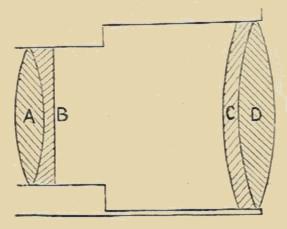
FIG. 2.
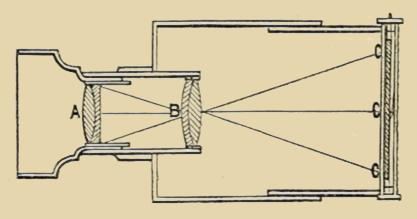
FIG. 3.
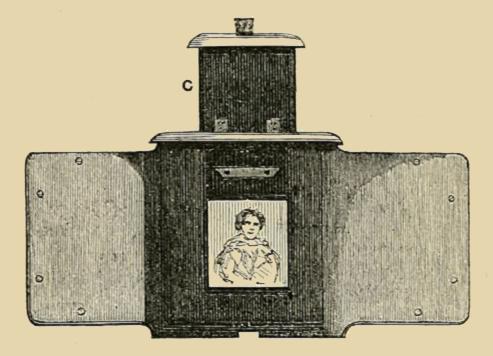
FIG. 1.
The principle of this art depends upon the property which certain chemical preparations (chiefly those of silver) possess of being blackened by exposure to light while in contact with organic matter, and that in so gradual a manner that every degree of shade may be represented. Now, as the various appearances of everything we see depend upon the effects of light and shadow (together with the peculiar color of the objects themselves), it follows that if these lights and shadows can be transcribed, we shall have a representation of the objects, minus their own proper colors—and this is what photography effects. For the purpose of bringing the objects to be taken within a small compass, and for increasing their vividness, an instrument is used called a camera, in which there is an achromatic arrangement of lenses (shown in figs. 2 and 3), which produces a picture on the paper or glass to be affected by the light, in the same way that a common magnifying glass will, if held at a proper distance from a piece of paper, but much more perfectly (fig. 1). The effect of this camera-picture on the paper or glass when properly prepared and subjected to its influence, is to darken the paper in all those parts which in the camera-picture are the brightest, and to leave unaffected those parts which are the darkest, thus producing what is called a “negative picture,” having the lights represented by shadows and the shadows by lights. This is used to form the true or “positive” picture, which is done by placing the negative on a piece of prepared paper, and exposing it to the light. The negative having been made partly transparent by wax (as will be further explained), and the parts of the picture which are to be dark being left transparent, the light passes through them and blackens those parts of the prepared paper behind, while those which are to be light, being dark in the negative, exclude the light and thus preserve the paper at the back from being darkened; the paper is thus affected in the contrary way to the negative, and is therefore a true picture of the lights and shadows of the object copied. This is the principle of all photographic pictures, but with numberless variations in its practice; it would therefore be impossible here to describe the particulars of each process, beyond the most simple.
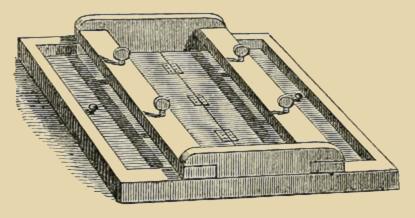
FIG. 4.
Perhaps of all the various arts discovered by man, this is the most beautiful, producing a perfect likeness of any being or object in a few moments, and with a truth not to be equalled by years of study and practice in other ways. One of the earliest discovered and simplest modes of forming a sun picture consists in using the object itself (where this is possible) to form the negative. This can only be done when the object is flat, as a manuscript, a picture, a leaf, or a piece of lace-work; a piece of paper washed over with a solution of common salt, dried, and again washed over with a solution of nitrate of silver, will answer for this purpose; it should be prepared by candle-light, as daylight blackens it, and it should be kept from the light till the moment for use. If this paper, having the object to be copied placed on it and kept flat by a piece of glass pressed firmly on by a contrivance shown in fig. 4, be exposed to the sunshine, it will be blackened in all places but those kept from the light by the darker parts of the object, and the lights and shadows will vary accordingly as the various parts of the object itself are more or less transparent. When the effect has been produced to a sufficient degree, the paper should be removed and at once washed in a solution of hyposulphite of soda, which removes all the superfluous silver (which otherwise would be darkened by the light); when removed from the hyposulphite of soda it should be well soaked in clean water. This when finished is a true negative picture of the object, and can be used to produce the positive. The negative should first be made partly transparent by brushing it over with some melted white wax, then placing it between folds of blotting paper and passing a hot iron over it, the blotting paper will absorb all the superfluous wax, and the negative will be fit for use. A piece of paper prepared like the first with salt and nitrate of silver, should be placed against the front of the negative, kept smooth by a piece of glass, and exposed to the sunshine for a quarter of an hour or more, taking care that the back of the negative is exposed to the light and the prepared paper behind; a positive picture will be produced, which is to be at once treated with a solution of hyposulphite of soda and washed with clean water, as was the negative. Any number of positive impressions may thus be produced.
The “Calotype” or “Talbotype” process may be performed as follows, recollecting that all these processes must be conducted by candlelight, or in a room having the window covered with yellow silk, or some other substance excluding white light. Select a piece of paper of an even surface and structure, such as Whatman’s paper, brush it over with a solution of nitrate of silver—about sixteen grains to an ounce of water—and let it dry, then fold up the edge of the paper all round and dip the surface to which the solution of nitrate of silver has been applied into a solution of iodide of potassium—an ounce to a pint of water—contained in a shallow vessel, and let it partly dry; float it for a quarter of an hour in a vessel of clean water, moving it gently about so as to remove all soluble matter, and hang it up by a corner to dry, taking care to let nothing touch the surface. When about to be used, this paper must be brushed over (using a soft camel-hair brush) with a mixture, in equal quantities, of a solution of nitrate of silver—fifty grains to an ounce of water—and a saturated solution of gallic acid, forming what is called the “gallo-nitrate” of silver. Leave this solution on the surface for ten minutes, and again immerse the paper in two or three successive portions of pure water, moving it to and fro; this, when nearly dry, is in a fit state to place in the camera, and is an exceedingly sensitive paper, which in a good light will be affected in a few seconds. When the image has been impressed by the camera, the paper should again be brushed over with the gallo-nitrate of silver, and held either near a fire or a plate of hot iron, so as to receive a gentle warmth; the impression will now come out, of a deep rich colour. Dip it into warm water for a few minutes, and put it into the hyposulphite of soda bath—an ounce to a quart of water—from which it is finally removed and placed in a large vessel of pure water for several hours. When dry, it is complete, forming a good negative, which, when waxed, may be used to print positives as before described.
The “Collodion” process is conducted as follows. Having selected a plate of glass of the required size and of good quality (patent plate answers well), clean it thoroughly with rottenstone and spirits of wine, and polish it with a clean dry linen cloth; then hold it on the tips of the fingers and thumb in a horizontal position, pour upon it a small quantity of the “iodized collodion,” and so incline it from side to side, that all the surface shall be covered with the collodion, that which is superfluous being returned to the bottle by pouring it from one corner of the glass. In a few minutes the coating of collodion will be dry, and should form a perfectly even surface, without air spots or uneven markings. The iodized collodion is made by dissolving gun-cotton in ether, and adding spirit of wine and iodide of ammonia. The glass plate coated with collodion is now dipped into a solution of nitrate of silver—thirty grains to an ounce of water—and allowed to remain two or three minutes; when all the superfluous fluid has drained off, the plate is ready for use, and is extremely sensitive to light. When the impression has been produced by the camera, a solution of pyro-gallic acid, mixed with a little acetic acid, is poured over the surface, which brings up the image; when this is developed to a proper extent, the surface must be washed with clean water and afterwards with a solution of hyposulphite of soda, which dissolves out all the silver from those parts not darkened by the light in the camera, leaving the glass in those parts quite transparent. A negative is thus obtained fit to print from in the usual way, but glass being more transparent than the waxed paper, it produces a more perfect positive. The surface thus prepared should be coated with a varnish, made by dissolving amber in chloroform, which is done by pouring it on and decanting the superfluous varnish similarly to the mode of coating with collodion; this varnish dries in a few minutes, and preserves the surface from injury. Sometimes these negatives are converted into positives, instead of being used to print from; in these cases the surface is coated with black japan, and the collodion, having a whitish surface, owing to reduced silver, shows up in comparison with the black varnish which is seen through the transparent parts. These positives are extremely sharp and well defined.
The “Daguerreotype” process consists in forming the image on the surface of a metallic plate (copper coated with silver), which is first polished to a perfect surface like a looking-glass, then exposed to the vapour of iodine in a properly-constructed box, afterwards to the vapour of chloride of bromine, and again to the vapour of iodine; this produces a thin film of a mixture of bromide and iodide of silver, which covers the surface of the plate, and is very sensitive to light, which reduces the iodide and bromide to the metallic state in a few seconds. The plate is then exposed to the action of the light in the camera, and when sufficiently affected, exposed to the vapour of mercury, the mercury being put into a box, and heated by a spirit lamp; the mercurial vapour adheres to all the parts of the silver reduced by the light, and forms a light-coloured amalgam, corresponding to the lights of the objects represented. The plate is then washed with a solution of hyposulphite of soda, which removes all the bromide and iodide of silver not reduced by the light, and exposes the highly-polished surface of the silver, which forms the shadows of the picture; this is now “fixed” with a very weak solution of chloride of gold and hyposulphite of soda, which is poured over the surface and heated while there by applying the flame of the spirit lamp to the back of the plate for a minute or two; the solution is then poured off, and the picture when washed with water is complete.
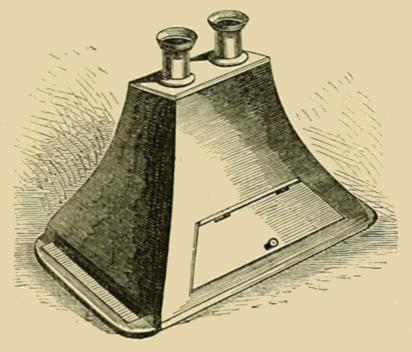
FIG. 5.
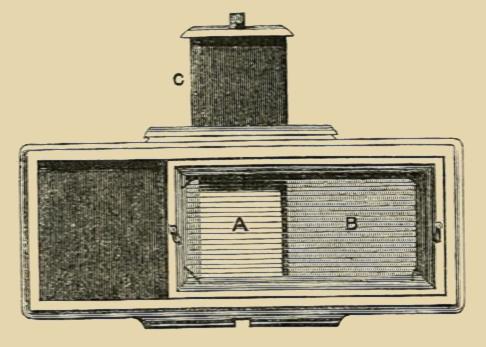
FIG. 6.
Many photographic pictures, whether Talbotype or Daguerreotype, are taken double for the “stereoscope” (fig. 5). This is an instrument having two lenses (one for each eye), through which the two views may be seen. The principle is this:—Every object is seen by each eye in a slightly different view; for instance, if you look at the edge of a print—placing the printed part towards your right hand, and bringing the edge in front of the lace between the two eyes—by closing the right eye, the left will see the back of the print only, but by closing the left eye the front of the print may be seen, and the front only. The stereoscope presents both of these views to the eyes at once, as when we look with both eyes, and the objects have therefore the appearance of projecting, as do read objects. To take these views, the slide after one view is taken is moved about four inches on one side, and then the other is taken; the distance moved corresponds to the distance between the eyes, and therefore produces the correct view for each. The box for the stereoscopic slide is shown at fig. 6, in which A is the first view to be taken, while the other half of the glass is kept dark, at B, and C is the shutter for A.
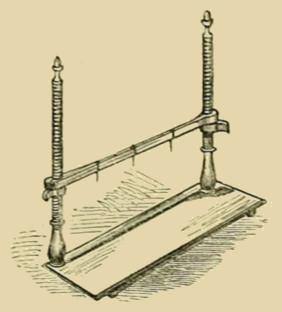
FIG. 1.
The sheets of which a book is to be made, when properly folded (into half for folio, quarter for quarto, &c.) are pressed flat in a press and then placed, one or more at a time, on a board behind a frame called a “sewing-press” (fig. 1), which has pieces of string or cord (called bands) tied in an upright position, and against these the folded edge of the sheet is brought in such a manner that the bands may be sewn on to the back of the sheet by a thread being passed from the inner part of the folded sheet to one side of the string, then in again on the other, and so on for each cord till they are fastened on to the first sheet, when another is placed on the top of the first and sewed in the same way.
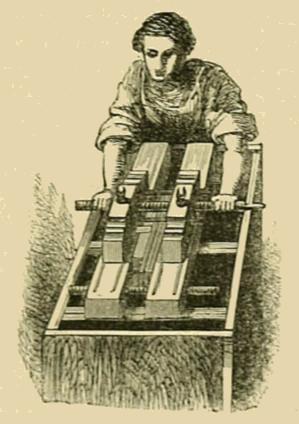
FIG. 2.
When all are sewn, the back is glued thickly over, and the book is fixed between two boards in a press and the back beaten till it is curved; the sides and front are then cut smooth with an instrument called a plough (fig. 2), which works in the grooves of a press where the book is fixed, and a knife (which forms part of the plough) being passed backwards and forwards, cuts through the edges of the book and makes them smooth.
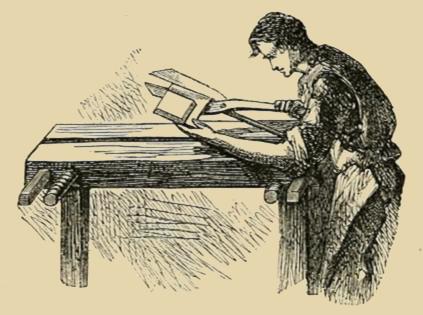
FIG. 3.
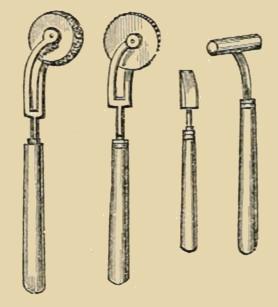
FIG. 4.
The covers—made of a thick pasteboard called “millboard,” and cut to the right size by shears (fig. 3)—are fitted to the sides of the book, the ends of the string-bands are then passed through holes in the sides of the boards, and are beaten flat and glued down. The book is then covered with cloth, vellum, paper, or leather, as desired, and finally pressed in a powerful press to make the leaves smooth. Ornaments, such as gilt bands or corner decorations, are produced by gold-leaf put on and stamped by means of tools engraved at their ends, or, where the margin is to have a pattern or line on it, by means of wheels with engraved edges (fig. 4). Leather-backed books are glazed on the outside with white of eggs, which forms a kind of varnish when dry.
FIG. 6.
FIG. 7.
FIG. 5.
Books have lately been bound without any sewing, by “Hancock’s Patent” process. This consists in having all the sheets folded into double leaves, and the folded parts all brought evenly to a curved form for the back of the book by means of a mould or hollow cut in the edges of two upright boards (fig. 5); they are then removed to a press which holds the book tightly together, leaving this curved back just projecting in front of the press-boards. The back is smeared with India-rubber dissolved in naptha, which when dry is several times repeated, till a coating of sufficient thickness is produced, when it is covered with cloth or linen and the book is ready to be finished in the usual way; thus the sewing is quite dispensed with, for the folded edge of each sheet is held to the next one by a thin coating of India-rubber. This plan allows great freedom in opening, and for thick books produces a level surface much superior to those bound in the old way (figs. 6 and 7).
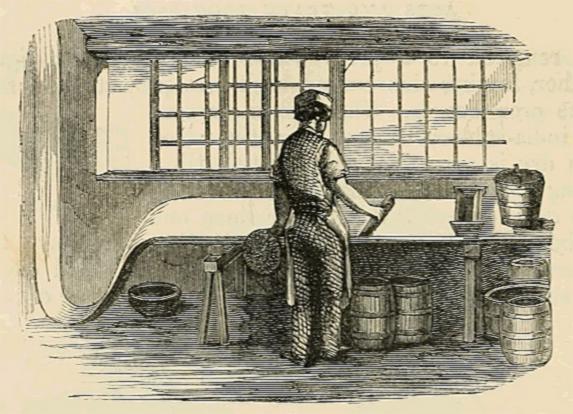
“GROUNDING” THE PAPER.
This name is given to the process for making paper-hangings for the decoration of the walls of apartments. The colors used in this process are all what are called body-colors, or those which are not transparent, but mixed with whiting or prepared chalk and a small quantity of size to the required tint. The colors are applied by means of wooden blocks having their surfaces so engraved that the pattern shall project; all the pattern is not engraved on one block, but only that part of it which is to be of one color, and the number of blocks required depends upon the number of colors in the pattern—usually three or four. The paper is printed in pieces of about twelve yards in length; these are first “grounded,” that is, colored all over with the color intended to form the ground of the pattern, and hung on poles to dry. The blocks are applied to a sort of sieve, with a leather bottom, on which some color is spread with a brush, and when the block is taken up sufficient of the color adheres to give a good impression on the paper. Each block has a register, which produces a little mark at the edge of the paper, and serves as a guide in applying the succeeding blocks, so that when printed they fit into and correspond with each other.

PRINTING THE PATTERN.
“Flock” paper is produced by printing part of the pattern in a varnish of boiled oil and whiting, and laying the paper so printed in a trough or tray over which the flock is sprinkled. The flock is made by grinding shreds of cloth of the required color in a mill. This rough surface gives a very rich and velvety appearance to the paper.
Flax, before being spun into “yarn” for weaving linens, undergoes several processes, to separate its fibres sufficiently, and to rid them of all short and uneven portions. The first operation consists in a kind of fermentation called “retting,” the stalks of the flax being packed up in bundles and steeped in water, or exposed to damp air, spread out, till they soften and become fit for the next process, called “breaking.” This is done by contrivances which beat and bruise or give it several sharp bends, the object being to break off the outer part, called the “boon,” and leave the inner fibres or “harl” free; this, which is the part to be used, is thus in a great measure freed from the outer part, but to do so completely it is scraped with a blunt kind of knife till all the “boon” is gone. The next process is called “heckling,” a sort of combing, in which the flax is dragged through brushes of fine iron spikes, used closer and closer till the flax is combed out quite fine and perfectly free from knots or uneven pieces, being beaten from time to time to break or separate the fibres. During this process much of the short and uneven fibres collect in the “heckle,” and is called “tow,” which has to be separated and the fibres arranged similarly to “carding” cotton (see “Cotton Manufacture”). The flax has now to be drawn out, doubled, and drawn out again into “slivers,” also in the same way that is described for drawing out cotton, and these slivers are finally twisted into yarn, being previously wetted to take off their stillness. The yarn is then wound upon bobbins, forming the material from which linens, muslins, and other goods are woven.
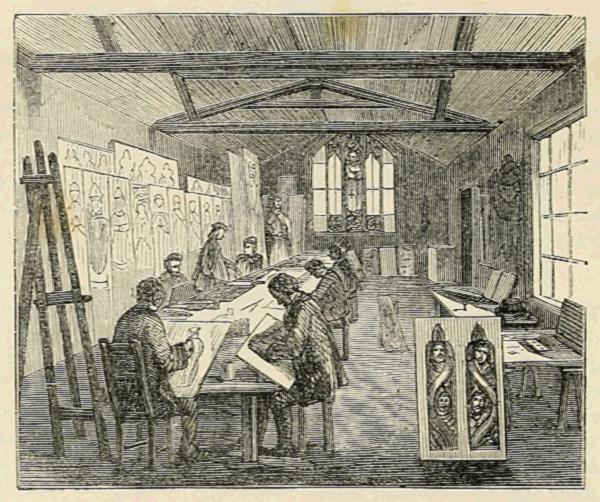
CARTOON, OR DESIGNING ROOM.

PAINTING.
Of glass-painting there are two kinds, the one being known as “painted,” and the other as “stained glass.” In the former the design and coloring are produced by the application, to the surface of colorless glass, of transparent pigments of various colors, which, under the action of the furnace, become vitrified and incorporated with the body of the glass. In this manner of glass-painting—which is capable of none of the powerful and rich effects of color peculiar to stained glass—it will be understood that the process much resembles the practice of the picture painter. In the one case canvasses are used, and in the other sheets of colorless glass; the picture-painter using colors mixed with oils and varnishes, the glass-painter colors made of earths and metals, and mixed with a flux, which, under the action of fire, vitrifies his work. It is quite possible to produce a large composition, containing many figures and a great variety of colors, on but few pieces of glass. Indeed, one of the necessities of making a window of “painted glass” in several pieces, is simply to avoid the danger of breakage, in using sheets of too large a size. The various pieces are joined together with lead work of precisely similar nature to that which is used in the diamond “quarry-glass” seen in the windows of country cottages.
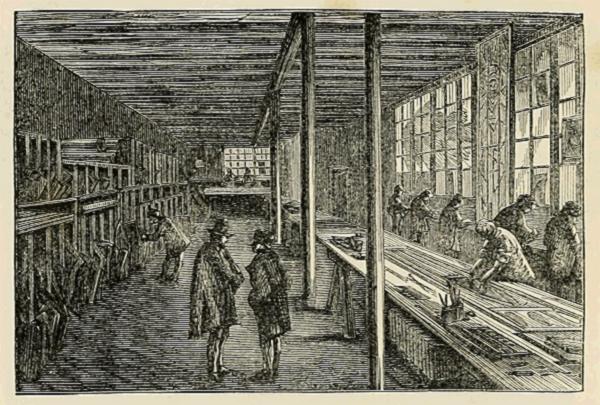
CUTTING ROOM.
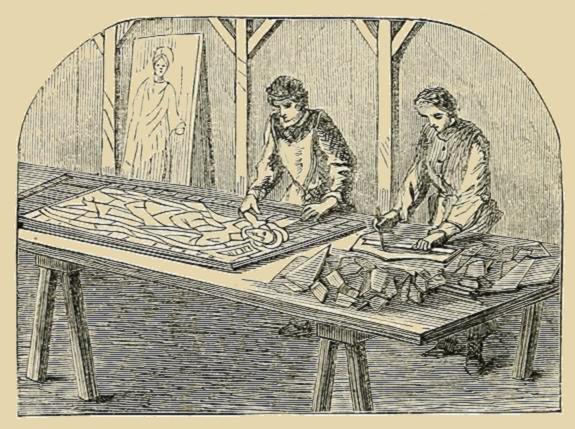
GLAZING THE WORK UP.

FURNACE.
“Stained glass” differs from glass-painting in very many particulars. In this case the colors, instead of being laid on with a brush as in painted glass, are formed in the substance of the glass itself. This necessitates the use of separate pieces of glass for every color or tint required, and thus the process in some degree resembles that of mosaic work, a term, indeed, which is often applied to this kind of glass-painting. The first process in producing a stained glass window is the making of the design, colored or otherwise. This office is, of course, that of the artist, who is at the head of his establishment. From his design, which is always made to a small scale, the full-sized drawings or cartoons are made, by the artist and his assistants. When finished, with all details and colors determined, they are placed in the hands of the glazier, who cuts with his diamond the glass of the required shapes and colors, respectively, so that when his task is complete, the window, as laid out on the “cutting-board,” much resembles a child’s puzzle—each piece of glass, although often of the most complicated form and minute size, fitting with accuracy to the other pieces by which it is surrounded. This process completed, the next course is for the painter to produce on the blank piece of colored glass prepared for him by the glazier the various outlines and shadings, as represented in the cartoon, it being his business to take such means as will ensure the production of a faithful copy. This outlining and shading is produced by the use of a brownish or warm grey tint, which is generally used a little over all the colors represented in the work. There are some slight gradations of these brown tints used occasionally, principally when it is desired to paint the flesh shadows with some separate tint, but generally it may be understood that the office of the painter in stained glass is not to produce the colors, but by his brown shadowing to bring out the design and forms of the composition. When the glass, thus shaded and outlined, has passed through the furnace—where the shadows are vitrified—and been allowed gradually to cool, the glazier fits it together with lead-work, soldering in all the pieces, then the whole is made weather-tight, and the stained glass window is complete.
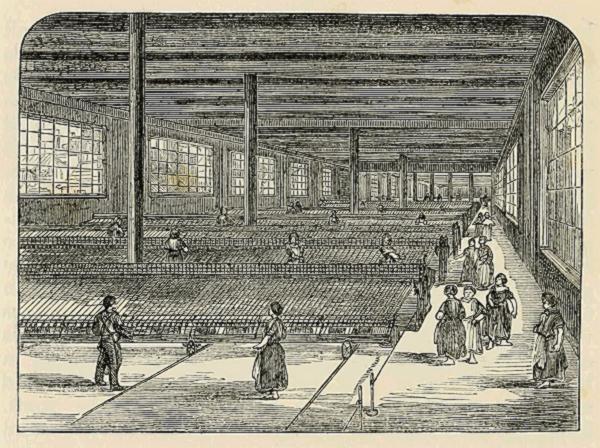
MULE FRAMES.
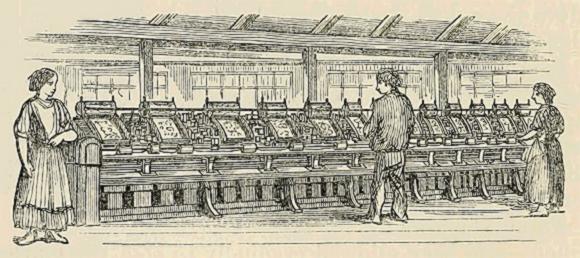
FRENCH COMBING-MACHINE.
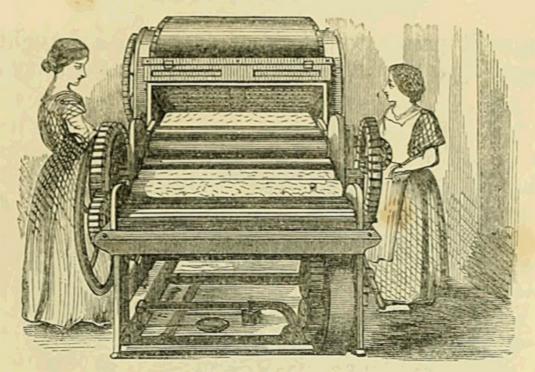
“SCOTCHING” OR BLOWING MACHINE.
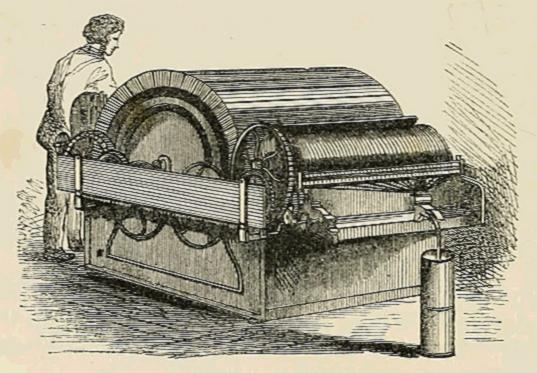
CARDING MACHINE.
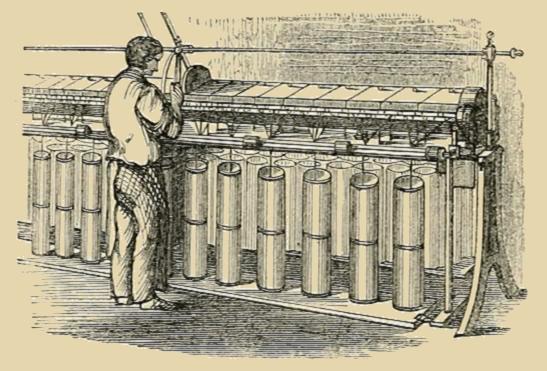
DRAWING MACHINE.

LAP FRAME.
After the cotton is sorted, and the grosser impurities picked from it by hand, it is dressed by the “combing machine,” or subjected to a machine (called a “willow,” as it was originally a sort of basket) contrived to open out and mix the cotton well together, at the same time blowing off all dust and allowing the heavier impurities to fall through a grating. The next process is called “scotching,” and the machine is sometimes called a “blowing machine.” From this the cotton is passed in a “lap” or thin layer, which is beaten as it passes, to get rid of dust, and a draught of air produced by a blowing apparatus assists in the same object; it is thus entirely freed from all impurities. The cotton is then carried to the “carding machine,” for the purpose of having its fibres all laid parallel with each other; this machine is, in fact, a sort of comb, and consists of cylinders having fine wires projecting from their surfaces acting in different directions, so as to draw out the fibres till they all lie in one direction, forming a kind of “fillet,” called a “card,” which is carried by rollers into a tin can and then subjected to a process called “drawing and doubling.” As the “card ends” are not yet sufficiently parallel in their fibres, they have to be passed between three sets of rollers, the undermost of which are fluted on their surfaces, the upper ones being covered with flannel. These rollers act in a peculiar manner; the first pair pass the cotton at a certain rate on to the second pair, which would pass it on to the third unchanged if they revolved at the same rate as the first pair, but they are turned a little faster, and therefore stretch the fillet of cotton at an even and regular rate, and in such a manner that it is not broken; the third pair, going faster than the second, again stretch the fillet. After the fillet has passed through it is doubled, passed through again and again, till it is quite uniform in its structure, and drawn out by these stretchings very fine, it is then called a “sliver.” When it is drawn as fine as the kind of cotton admits, the first twist is given to it by the “roving” machine, which twists it into a soft card, delivers it wound on “bobbins,” and it is finally twisted into yarn by the “winding machine.”
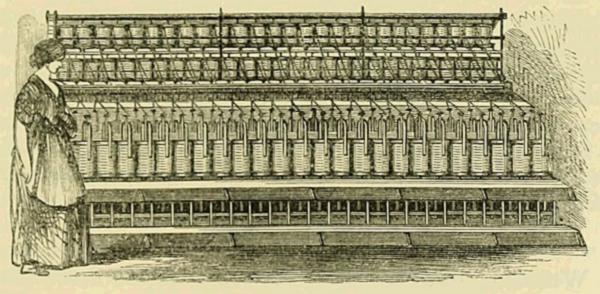
BOBBIN FRAME.
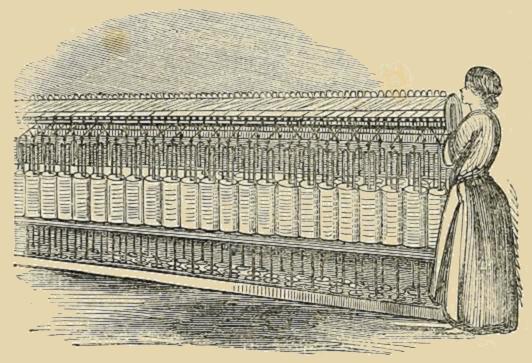
WINDING MACHINE.
These processes are carried on with great precision and rapidity, and, by the aid of these machines, one man is able in a day to produce as much yarn as the most expert spinner by hand could furnish in a year! Cotton, until about 1760, was all spun by hand. A little later, James Hargreaves invented the “spinning-jenny,” and Arkwright afterwards improved the “carding machine;” the “mule-jenny” (see Heading), invented by Crompton, was a still further improvement.
The cotton, when spun, is called yarn, which is used for weaving into calicoes and other cotton goods. Cotton thread is made by twisting (by machinery) two or more yarns into one, which are afterwards dressed with starch, and wound on reels or into balls.
Wool is almost exclusively derived from the fleece of the sheep, goats’ wool being only occasionally used. Wool differs from hair in possessing a notched surface, giving it the very useful quality of “felting,” and enabling the fibres to adhere into a mass when pressed and beaten together, the notches catching into each other. Woollen articles are chiefly of two kinds, “woollens,” or those partly felted and made from “short” or “clothing” wools, called “cloths,” and those made without felting from “combing” or “long” wools, as “merinos,” “stuffs,” &c. Wool undergoes a numerous succession of processes before it is complete in its manufacture. It is first sorted according to the quality required, next scoured and washed in a warm solution of soap, and then rinsed in cold water, to get rid of the “yelk” or grease with which the wool is naturally coated. It is then passed between rollers to dry it, next dyed, and then “willowed” (this last process is to disentangle the fibres and at the same time get rid of any dust which may have been mixed with it); afterwards it is spread out and sprinkled with a small quantity of olive oil being thoroughly beaten with rods, to spread the oil over the surface of every fibre. It next undergoes a process called “scribbling,” which is effected by a machine which combs out the fibres and lays them in layers, in a parallel direction; the wheels which effect this are armed on their surfaces with wires and the wool passes from one set to another, finer and finer, till at last it passes out in threads or “cards” and these are spun by the “slubbing machine” into “yarns” for weaving. After being woven, the oil is again washed out with warm soap and water, and the fabric is then stretched by means of “tenter-hooks” stuck in a margin or “list” of coarser worsted, left on each side of the cloth for that purpose, and it is allowed to dry in this position.
The material is now fit for “felting,” or “fulling,” as it is called, which is done in the “fulling mill.” The process consists in thoroughly beating the cloth with heavy wooden mallets or “stocks” for ten or twelve hours, it being at the same time wetted with soap and water, and folded into a mass of many layers. This beating causes the fibres to interlace and adhere together till the cross-bar pattern made by the warp and weft in weaving is obliterated, and the cloth has the appearance of a felted surface, which, however, is rugged and uneven. It is next “teazled,” a process formerly performed by means of a bundle of thistle-heads—called “teazles”—which were dragged over the cloth, so as to raise the ends of the woollen fibres perpendicular to the surface; but this is now performed by machinery, the teazles being fixed round a roller turning one way, while the cloth is moved in an opposite direction. In some machines wire brushes are used instead of teazles. The cloth is next “milled,” or “sheared,” which is done by stretching it out on a perfectly level surface, where a pair of circular knives fixed to a wheel work over it and “shear” off the fibres, leaving the surface perfectly even. It is now wetted, brushed, and finally dried and packed in a finished state.
The art of weaving threads of various descriptions is one of the oldest, and is frequently mentioned in the Scriptures and other ancient records. It consists in so crossing or interlacing the fibres that they shall form fabrics fitted for the various requirements to which they are applied.
Weaving, as now performed by machinery, for the production of what are called “textile fabrics,” is far too complicated to be here described in detail, the machines which are used being amongst the most complicated contrivances of men’s hands. Dr. Ure says of the weaving of “bobbin-net,”—“It may be said to surpass every other branch of human industry in the complex ingenuity of its machinery; one of ‘Fisher’s spotting-frames’ being as much beyond the most curious chronometer as that is beyond a common roasting-jack.” The principle is, however, nearly the same, whether performed by hand or by machinery, but some of the more complex fabrics could only be produced by hand, and by those few who may have devoted great talents and years of application to the acquirement of the requisite skill, whereas a machine once made can be imitated by ordinary workmen, and itself worked by unskilled mechanics.
FIG. 1.
FIG. 2.

THE JACQUARD LOOM.
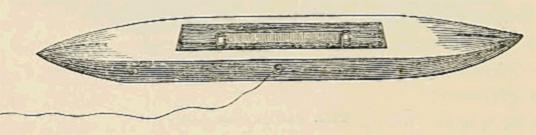
FIG. 3.

FIG. 4.
In plain weaving, as in fig. 1, of which linen or calico may be the examples, the yarn or threads simply cross each other, going alternately above and below. The thread which runs from end to end of the cloth is called the “warp,” and that from side to side the “weft” or “woof.” In nearly all wearing the weft is the same, but in “figured” or “twilled” fabrics the warp is so arranged that a pattern shall be formed, as is seen on towels, table-cloths, &c. In plain weaving, the threads are first wound off, of the required quantity and length, on a frame called a “warping frame;” they are then wound on a roller, side by side, and attached to the “loom,” or machine for weaving, through which they run, also side by side. Near the end they are attached to what are called heddles, which consist of threads stretched in an upright frame, having loops near their centres; a pair of these is used in plain weaving, one half of the warp threads being attached to the loops of one, and the rest to those of the other heddle, alternately, thus—first a thread through a loop of one heddle, then another through a loop of the other heddle, and so on. These heddles can be raised alternately by a pulley attached to treadles worked by the weaver’s feet, and it follows, that when one of the heddles is raised, every alternate thread of the warp is raised also, a space of a triangular form being left (fig. 2). Through this space the weaver throws the “shuttle” (fig. 3), which is a piece of wood pointed at each end, bearing a reel of “weft” in its centre, which weft-thread unwinds as it is thrown through. The other heddle is then raised, and the shuttle thrown back again, each time leaving a line of weft behind it. In this way the crossings of all plain fabrics are produced, a contrivance being used between each throw to press the weft close to the former one. If instead of one half of the warp-threads being up and the other half down at the time the shuttle is thrown, one only is raised at every fifth thread, the intervening four being down, and the one that is raised differing at each throw of the shuttle, a kind of structure is produced called “tweeled” or “twilled,” such as satin, bombazine, &c.; fig. 4 shows the appearance of the edge of such a structure. If the warp consists of alternate threads of different colors, white and blue for example, it is clear that either color will predominate where the warp thread of that particular color is most seen. In fig. 5, a a a a represent white, and b b b b blue threads, and this will show how the pattern on any structure, although the same on both sides, is blue on the one side where it is white on the other, as in damasks, or raised on one side where it is sunk on the other, as in dimity, or diaper.

FIG. 5.

BLEACHING WORKS.
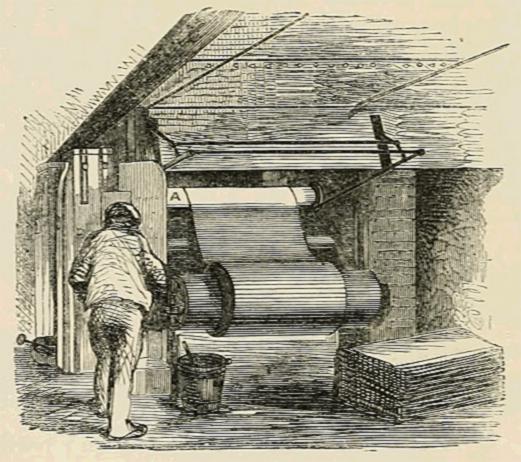
SINGEING APPARATUS.
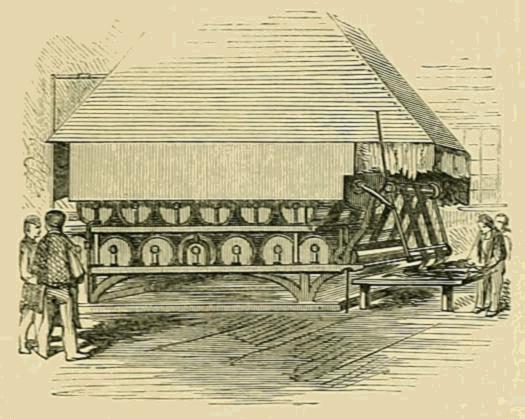
DRYING APPARATUS.
The chief object of bleaching is to get rid of the natural coloring matter which always tinges cotton, silk, &c., as produced from the raw material, and also to get rid of any greasy matters, or stains from accidental causes. Cotton is not only required to be bleached when intended to remain white, but also before dyeing or printing, the colors being thereby rendered more uniform and brilliant. The oldest method of bleaching consisted in simply exposing the goods, moistened with water, to the action of light and air, by spreading them out on the grass, and hence the term “grass-bleached;” but this is by far too tedious a process for the present day, when the manufacture is so great and the consumption so rapid.
The process of bleaching cotton goods consists in boiling them first in water, then in a mixture of lime and water, and then in a solution of soda, soaking them in a solution of chloride of lime, afterwards in water acidulated with sulphuric acid, and finally in pure water. Linens are chiefly bleached by repeated boilings in solutions of potash or pearlash, and afterwards in chloride of lime; wool by soaking in warm water, exposing it to the vapour of sulphur, and finally washing in a solution of soft soap.
Before being printed, it is necessary that all the loose fibres should be removed from the surface of the goods. This is effected by “singeing,” which is done by causing the goods to pass over a red-hot roller, setting fire to the fine fibres projecting from the surface only, but with a motion too rapid to allow the fabric to be scorched. This process, and also the apparatus by which the articles are dried after bleaching, are shown in the accompanying illustrations. The latter consists of a series of hollow rollers heated by steam, over which the goods to be dried are passed, a current of air being admitted to carry off the vapour.

CALICO-PRINTING WORKS.
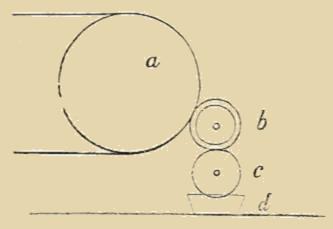
FIG. 1.
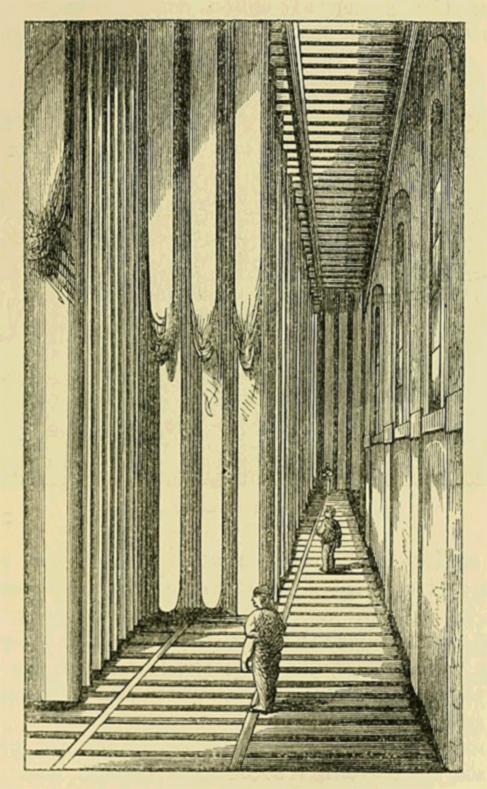
AGEING PROCESS.
Calico-printing is executed either by hand (with wooden blocks having the pattern engraved—projecting—on their surfaces) or by means of machinery. Printing by hand-blocks is a tedious operation, and is now almost superseded by the cylinder. The hand process is very similar to that made use of in paper-staining (which see). Cylinder-printing is a much more rapid process, conducted by means of a brass cylinder with the pattern engraved on its surface, which is made to revolve against another cylinder covered with flannel, and charged with color from a trough into which its lower part is dipped. The calico is passed over a large cylinder made to revolve in contact with that on which the pattern is engraved, and which is charged with color from the one below it. Fig. 1 shows this arrangement, a being the large cylinder with the calico round it, b the engraved cylinder, c the color cylinder, and d the color trough. As the engraved cylinder revolves, it prints the pattern at each revolution, and this is repeated again and again, to the whole length of the piece of calico. In some machines there are several engraved cylinders, each printing its own color, and so arranged that the colors shall fit into the parts of the design requiring them, the whole making up the complete pattern.
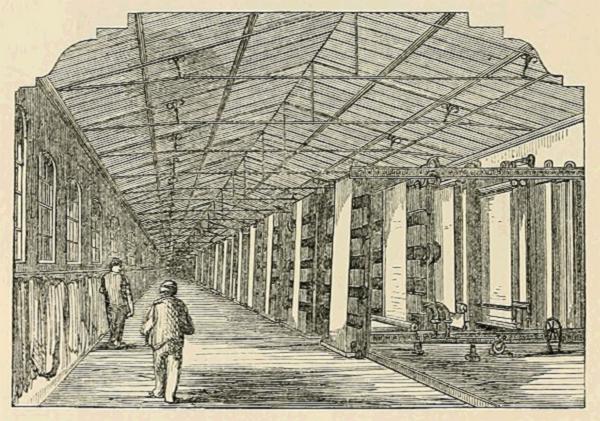
DRYING ROOM.
Before being printed, the calico is prepared by being passed through a preparation, called a mordant, capable of fixing the colors, and preventing them being washed out, and several of these are used, according to the colors required. The colors are thickened with paste, so as to prevent them from running into each other when printed. Muslins, chintzes, &c., are printed in a similar manner to calicoes.
When the pieces of calico come from the printing cylinders, they are made to pass upwards through holes in the ceiling to a room above, where they pass over surfaces of iron heated by steam, so as to thoroughly dry them; they then descend through the floor into the printing room, where they are packed. The process called “ageing” consists in exposing the calicoes to the air for a certain time, to take off the harshness and stiffness peculiar to new goods.
In some cases the colors themselves are not printed on the goods, the mordants being used instead, and the whole piece is then boiled in a vat of dye-stuff, which, however, only adheres to the parts printed with the mordant, all the rest being easily got rid of by simple washing.
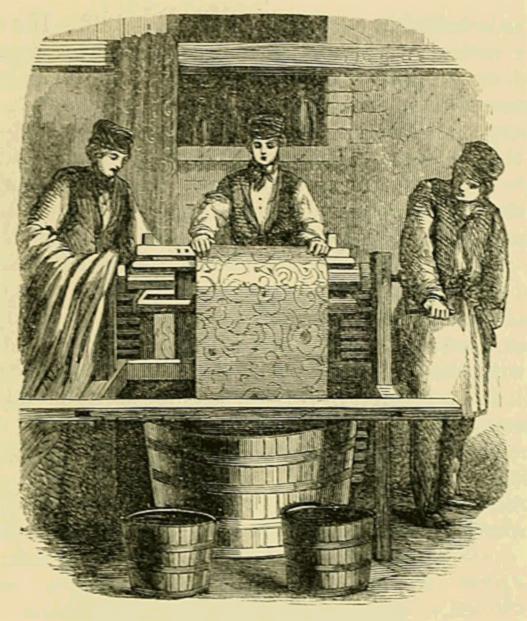
The art of dyeing does not simply consist in coloring the different substances; if this were the case, the color would be washed out as easily as imparted. Nearly all the colors used in dyeing being of vegetable origin, it is necessary to apply some substances to the fabrics to be dyed which shall fix the colors in the grain. Of these (called “mordants”) the chief are acetate of alumina, acetate of iron, and chloride of tin (substances well known to chemists), which have the property of making the coloring matter insoluble, so that it cannot be washed out.
There are various ways of dyeing. If the fabric has to be dyed all one color, it is dipped in the mordant, dried, and afterwards boiled in a solution of the dye-stuff. If a colored ground with white figures is required, then the figures are printed on it with what is called a “resist,” that is, some substance thickened with gum, paste, or pipe-clay, which will resist the action of the mordant and dye-stuff, so that when the fabric is afterwards rinsed these figures remain white. If the ground is to be white and the pattern dyed on it, then this is printed with the mordant and the color adheres only to the parts printed, although the whole be boiled with the dye-stuff, what little may adhere to the ground being easily washed out in the rinsing. Sometimes the kind of mordant used determines the color of the dye; for instance, madder will dye red with the chloride of tin, and black with the acetate of iron. If we now suppose a piece of cloth to be printed in lines of acetate of iron, and figures of chloride of tin, when the whole is boiled in the madder vat, the cloth comes out with black lines and red figures on a white ground.
Another point to be considered is the kind of stuff to be dyed, whether cotton, silk, or woollen, or a mixture of either, for what will take one kind of dye will not always take another, and advantage is taken of this to dye two colors at once, or part white and part colored. A table-cover, for instance, woven with worsted and cotton, can be boiled in various kinds of dye, and produce white and blue, or white and red, for that dye is selected which will attach itself only to one kind of fabric, and leave the other.

SCOURING.
Many other chemical qualities of the substances used as dyes, and of the substances to be dyed, are also taken into consideration. One of the chief of these is shown in dyeing with indigo. This substance (a vegetable extract) as brought to England is quite insoluble in water and unfit for use as a dye; but it is made soluble, and at the same time almost colorless, by mixing with lime, sulphate of iron, and water. These substances deprive it of its oxygen, and the straw-colored solution is then used for dyeing, the substances boiled in it attaining—as the indigo regains its oxygen on exposure to the air—a deep blue color.
With dyeing is often associated the art of “scouring,” for a knowledge of the properties of the dye-stuffs used enables the workman to discriminate between what will brighten and what would injure the goods to be cleaned.
The process of calendering is resorted to for producing a fine smooth surface on calicoes and other goods, and for rendering them sufficiently even to be printed upon (see “Calico-printing”). The calendering machine consists of a set of five rollers, constructed to revolve at unequal rates, so that the one which turns upon the face of the calico not only rolls it between itself and its fellow, but—turning faster—rubs it and gives a gloss to the surface similar to the effect which would be produced if the goods were laid on a table, and the roller rubbed over them instead of being rolled. These rollers are very curiously constructed. They are made by packing many hundreds of round pieces of pasteboard—having each a square hole in the centre, and several smaller circular ones in the margin—on to a central bar of iron, with similar bars through the smaller holes, until a sufficient number have been added to produce the length of roller required. Nuts are then fitted to the ends of the smaller iron bars, and these being screwed tightly, compress the whole into so solid a mass, that it can be turned in a lathe to a perfectly smooth surface, which is (unlike wood) not liable to crack, and, being slightly elastic, does not crush the goods, as metal rollers would.
This process is much the same whatever kind of meal or flour may be used, whether wheaten, barley, &c. A certain portion of the flour is mixed with warm water (in which a little salt is generally dissolved), some yeast or “barm” (the froth from the fermentation of beer) is added, and the whole worked together to a pasty consistence, this is put into a pan to keep warm, and is called “the sponge;” besides flour and water nearly every baker mixes his sponge with a certain proportion of potatoes boiled to a “squash,” and passed through a sieve to separate the rinds. In an hour or so it swells up to double its original size, from the fermentation which is going on producing a kind of gas called “carbonic acid,” which being formed in every part of the “sponge,” inflates it to a great extent. After a time it sinks down (most of the gas escaping), and begins to rise again; it is then mixed with the remainder of the flour (and some water if necessary), and the whole thoroughly kneaded together with the hands till it is all of an equal consistence—this should be neither too stiff, nor so soft as to stick to the hands. It is now to be cut up and weighed out into pieces to form each loaf. The oven in which the bread is baked is made of “fire-brick,” and so embedded in earth or brickwork that when heated it shall not readily cool; this is heated with coal or wood till it is nearly red-hot and the loaves are put in and left till baked.
When brown or raw sugar is refined it forms the white crystalline product known as loaf sugar. The process involves many ingenious arrangements in its detail, but the essential object to be obtained is the separation of all coloring matter from the raw material without producing any more by the process, which is a greater difficulty than would at first appear, for all solutions of sugar evaporated in the open air become to a great extent colored, and the longer the exposure, and the higher the temperature, the worse the product; a substance forming called “caramel,” which discolors it.
FIG. 1.
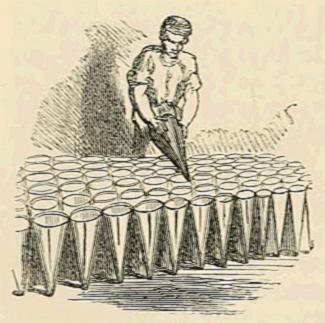
FIG. 2.
The brown sugar is first mixed with a very small quantity of boiling water, just sufficient to form a thick pasty mass, which is put into conical pots (figs. 1 and 2), and allowed to drain, the small quantity of water washes out only the brown part, and leaves the crystals pretty white; they are then dissolved in water, mixed with some bone-black and bullock’s blood; the bone-black is the charcoal from burnt bones, and has the power of taking away the color of most vegetable solutions, the bullock’s blood is used as affording a cheap kind of albumen, which when the solution of sugar is boiled coagulates and entangles all the floating matters so that they may be removed by filtration.
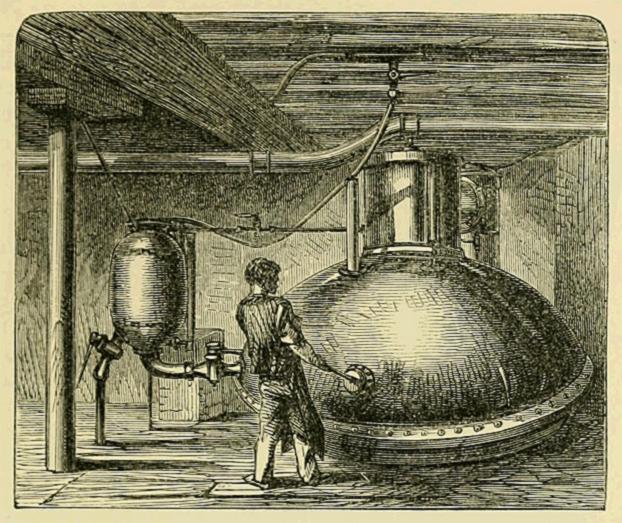
VACUUM-PAN.
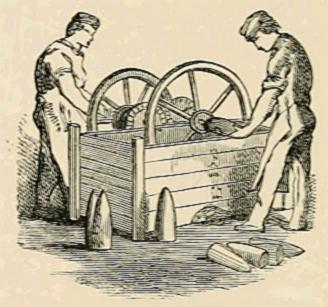
FIG. 3.
The liquid is boiled for a time, and then put into a cistern excluded from the light, having holes at the bottom into which long tubes of thick twilled cotton are fastened, through which the solution runs as bright as water; they all hang down into another cistern below, also kept from the light, from which it is pumped up into the evaporating apparatus—a copper vessel entirely air-tight, heated by steam and having a powerful air-pump attached to it by which all the vapour and air are removed as the syrup becomes hot; this is called a “vacuum pan” (see engraving), and by this the syrup is condensed to the proper consistence, and is put into moulds of the shape the loaf is to be, having holes at the lower part which are plugged up, the syrup as it cools forming a solid mass of crystals; these moulds are arranged in rows over a channel leading to a proper receptacle, the plugs are taken out from the holes at the bottom of each and some pure concentrated syrup is poured on to the upper part; this slowly descending filters through the sugar, carrying with it any “caramel” that may have formed, finally escapes at the hole, and runs into the cistern; this completely whitens the sugar, and gives it a brighter and coarser grain. The loaves are then taken from the moulds, dried in an oven at a gentle heat, and finally packed in paper for sale. If the pointed ends are discolored or ragged the loaf is put into a lathe (fig. 3) and the end turned to a proper figure or cut off.
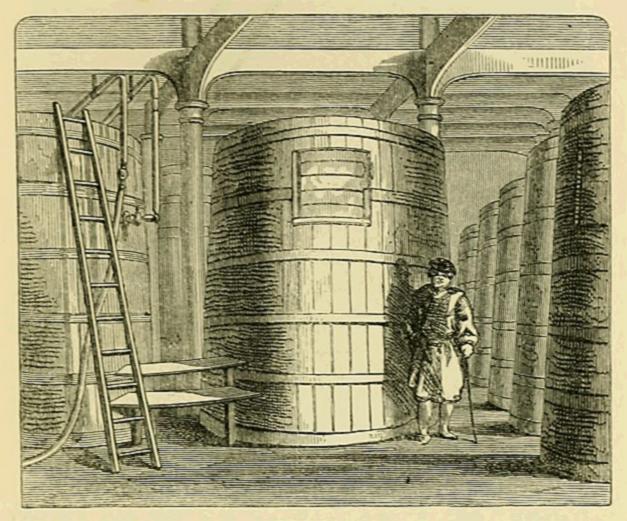
THE VATS.
Beer is made by pouring boiling water upon ground malt, and after a time drawing it off, which is repeated until all its soluble parts are removed and dissolved in the water; the liquor resulting is called “sweet wort,” which is then boiled with a certain proportion of hops (the dried “stobules” or flowers of the hop plant), and the liquor allowed to cool.

FERMENTING ROOM.

ENGINE ROOM.
It is then mixed with a small quantity of “yest,” which is the scum thrown off by a former brewing, and the whole is allowed to ferment till nearly all the sweet sugary matter which was got from the malt is converted into spirit, it is then put into casks and allowed to ferment slowly, in which process it throws off more yest, which is collected, as seen in the cut, for the next brewing. It is then bunged up in the barrels and kept for a time, when it is fit for use.
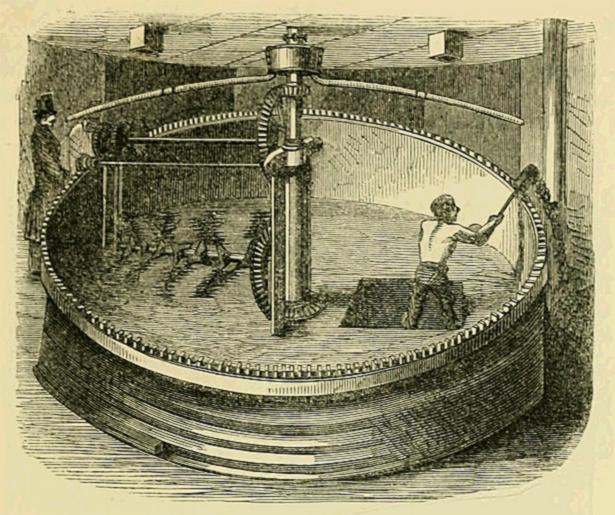
MASH TUN.

BOILER.
In large breweries machinery of various kinds is employed, such as pumps for pumping up water, taps for drawing it off machinery for stirring up the mash in the “mash tun,” and also the hops in the boiler, to prevent them burning at the bottom of it. The “cooling floor” is a contrivance for cooling the wort, consisting of a series of pipes which pass in a serpentine manner through it, and through which cold water is made to flow. The kind of beer, whether ale or porter, chiefly depends upon the kind of malt used; for ale, very pale malt, called “amber,” while for porter, burnt malt is employed, and hence the color of these two descriptions of beer. If the fermentation is not carried far enough the beer will be too sweet, and if too far it will be sour.
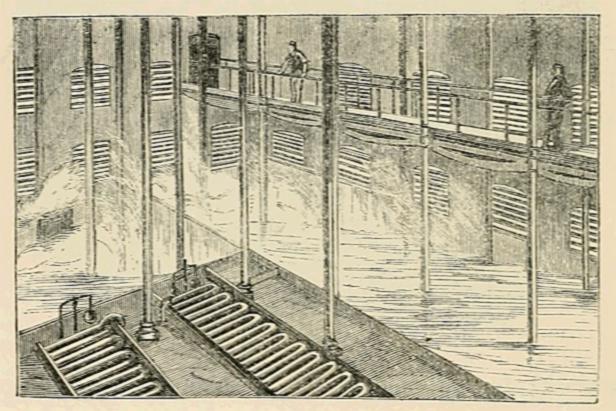
COOLING FLOOR.
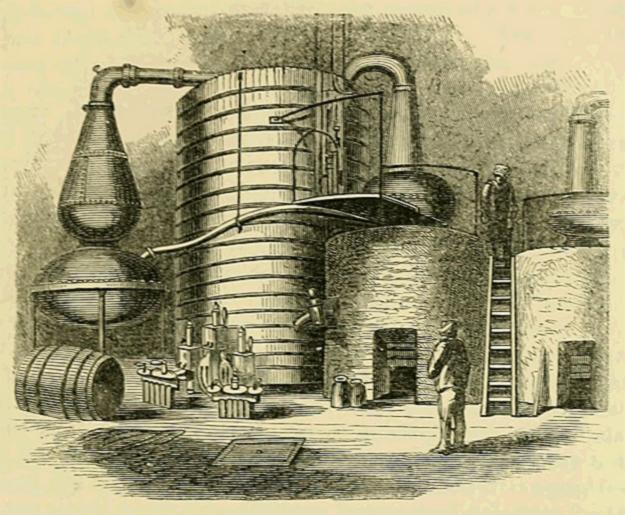
The process of distilling consists in converting the fluid to be distilled into vapour, and condensing it into a fluid in another vessel. By this process the more volatile parts of any fluid are separated from the rest; for example, if brandy be distilled, the spirit or alcohol it contains will be converted into vapour and will condense in the receiver comparatively pure (see “Alcohol”), leaving behind in the still the water, coloring matter, &c., so that the spirit is colorless, although the brandy may have been quite brown. Also, if common water be distilled, pure water will pass over, and the earthy matters which the water had contained will be left behind (for all ordinary water contains considerable quantities of earthy matters, dissolved out from the earth over which it flows). The vessels used for distilling are very various in their forms, to suit the different fluids, both as to quantity and quality (see “Still”). There is a contrivance lately used for distilling spirit from the fermented wash containing it, by which it is allowed to flow into an apartment full of double floors, a few inches above each other, the upper ones being made of thin copper perforated all over with minute holes, and on which the wash is allowed to flow to the depth of about an inch. Into the space between the upper and lower parts of each floor steam is admitted, which, rising through the little holes, is condensed by the wash, giving out its heat to the spirit contained therein, and causing it to be converted into vapour, which passes off from the spaces between the floors to a condensing apparatus with which they all communicate.
Gilding consists in covering the surfaces of various articles with a thin layer of gold, and may be divided into two kinds, quite different processes and practised by different artisans. The first is “oil-gilding,” which is a mechanical application of gold-leaf to some adhesive surface, the second is “water-gilding,” and is a chemical process.
In oil-gilding, where frames, &c., are to be covered with gold-leaf, the first thing necessary is to obtain a smooth even surface on which it will lie, but as carved frames are expensive, ornaments of a kind of putty are fixed to the frame, and coated with whiting and size. The gold-leaf is made to adhere easily to this clammy surface, by simply damping it, and pressing the gold on by means of a piece of cotton wool, afterwards gently brushing it into all the markings. Wood and other articles to be gilt are coated with “gold-size,”—a sort of varnish—and when this is nearly dried, so as to be what is called “tackey,” it will hold the gold in the same way. When lettering is to be done in gold, the painted or varnished surface is first brushed over with whiting, which prevents the gold adhering where it is not wanted, the writing is then executed in gold-size, and the gold-leaf applied by pressing the book on to the surface, and finishing off with cotton wool, which rubs off all the superfluous gold-leaf and smooths it on the surface.
Water-gilding (a process, however, in which no water is used) consists in covering the surface of metal with a thin coating of gold; the best metal for water-gilding is either brass, or a mixture of brass and copper. A mixture of gold and mercury, in the proportion of one part of gold to eight of mercury, is made hot over a fire till they have united; it is then put into a bag of chamois-leather, and the superfluous mercury pressed out. What remains is called an “amalgam;” it is soft, and of a greasy nature, so that it can be smeared over any surface with the fingers. The articles to be gilt are made perfectly clean on the surface, and a liquid made by dissolving mercury in nitric acid (aqua-fortis) is brushed over them by means of a brush made of fine brass wire, called a “scratch-brush.” The mercury immediately adheres to the surface of the metal, making it look like silver, when this is done, a little of the amalgam is rubbed on, and the article evenly covered with it. It is now heated in a charcoal fire till all the mercury evaporates, and the brass is left with a coating of gold, which is very dull but may be burnished with a steel burnisher and made bright if necessary. In former times articles were inlaid with thin plates of gold, which were placed in hollows made with a graver and melted in, a little borax being applied between.
When a solution of “chloride of gold” is mixed with ether, the ether takes the gold away from the solution, and may be poured off the top charged with it. This solution, if applied to polished steel by means of a camel-hair pencil, rapidly evaporates, leaving a film of gold adhering to the steel, which, when burnished with any hard substance, has a very elegant appearance. In this way any ornamental design in gold may be produced, but it is not very durable. The gilt ornaments, scrolls, and mottoes on sword-blades, &c., are sometimes done in this way.
“Gilding refined gold” would appear a great absurdity, but something very like it is often practised in the process called “coloring,” used by jewellers. This is however never applied to “refined gold” but to gold that is not quite so good in color as it should be. It is boiled in a liquid containing chemical substances capable of dissolving the alloy from the surface of the article and depositing a thin coating of pure gold, giving it the appearance of being made of better gold than it really is. This is in truth a species of electro-plating, but was in use very many years before the electro-depositing process had been discovered.
Although this process is called “silvering,” yet no silver is used; the substance at the back of the glass is a mixture of tin and mercury, called an “amalgam,”—indeed, the term “amalgam” applies to all mixtures of mercury with other metals. The process is as follows:—A sheet of “tin-foil” (tin rolled out to about the thickness of paper) the size of the glass to be silvered is placed on a perfectly level table, covered with cloth; upon the tin-foil some mercury is poured, and spread evenly and quickly over the surface with a hare’s foot. The plate of glass is in the meanwhile to be made perfectly clean and dry—not the slightest speck or smear must remain. A sheet of tissue paper, also clean and dry, is laid over the surface of the mercury, the plate of glass is placed on the paper and made to correspond with the mercurialised tin-foil beneath. Weights are now placed on the plate of glass to keep it firmly down, and the sheet of paper is drawn out steadily and slowly; as it passes over the surface of the mercury it brings away all film or dust, and the surface being left perfectly bright, adheres so firmly to the dry glass that it is not easily removed. A great difficulty is to prevent air-bubbles from finding their way between the glass and mercury. The table is now raised slightly at one end, and the superfluous mercury allowed to drain off. After a few hours the tin-foil will be found to be completely united all through with the mercury, and will be so brittle that it can be scraped off in powder from the glass. Great care and practice are required to silver large plates, but any one by a few trials may succeed perfectly with a piece of glass a few inches square. Glass globes are silvered inside by shaking in them a mixture of mercury and tin filings until it adheres to the surface of the glass, which must first be made perfectly dry and warm.
Plated goods consist of metallic articles coated with a thin plate of silver; the metal is made of a mixture of brass and copper, which is cast into flat slabs or ingots about an inch-and-a-half thick, the surface on one or both sides is filed flat and smooth, and a plate of silver of about the thirtieth part of an inch thick, but a little smaller than the metal, is applied smoothly to it, the edges are covered all round with borax ground fine with water and the plates tied tightly together with wire. The whole is then put into a furnace and closely watched till the silver begins to melt, when it is at once taken out and allowed to cool; by this mode of treatment the silver adheres so firmly to the metal that they become as one piece. It is then passed between steel rollers and rolled out to the required substance, the silver and metal both becoming thinner in about the same proportion, so that on a plate of metal, of whatever thickness, the silver is somewhere about a fortieth or forty-fifth part of its thickness; these plates of metal coated with silver are worked by stamping, punching, or passing between rollers the edges of which have mouldings, curves, &c., cut on them, and the parts of each article when moulded are afterwards soldered together so as to form what is intended. Wires of various forms are plated in the same way and afterwards drawn out by means of draw-plates (see “Wire-drawing”). Electro-plating has to a great extent superseded this process (see “Electro-plating”).
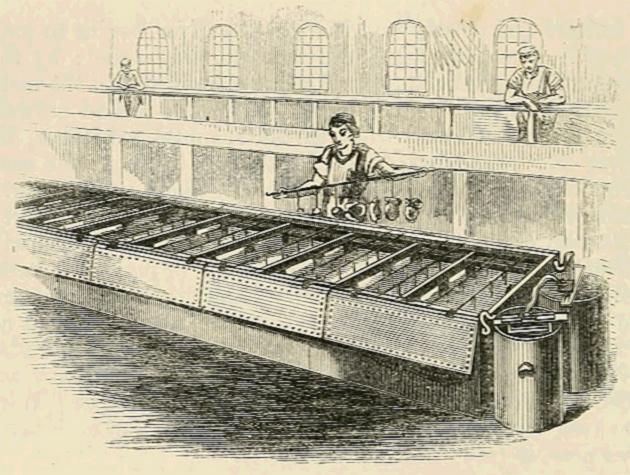
This art has for its objects the coating of metallic articles with other metals of more value, beauty, or durability, such as gold, silver, or copper, by means of electricity, and the formation (by the same means) of other articles by the deposition of metals, from liquids containing them, upon moulds or engraved surfaces capable of modelling them. When the deposit forms a coating intended to be permanent, and which adheres to the article so as to be incapable of removal, it is called “electro-plating,” but when a fac-simile of any surface is required, or a cast of a mould which may be removed, forms the object to be produced, it is called “electrotyping” or “electro-depositing.”
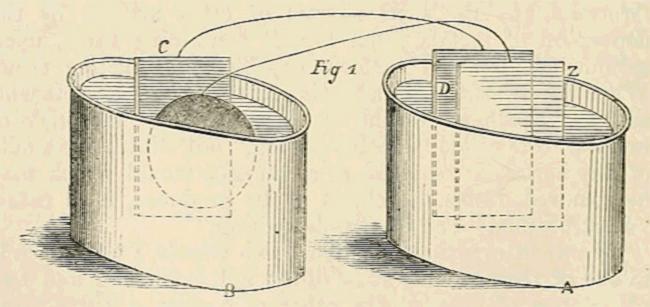
FIG. 1.
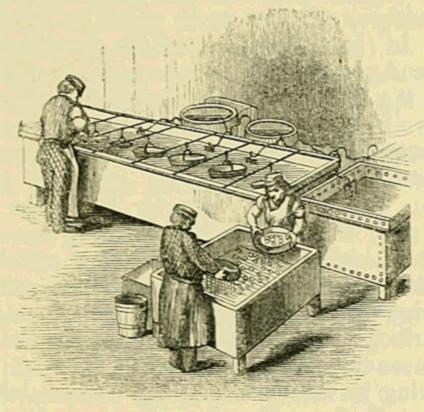
GILDING RINGS.
By way of experiment, procure two vessels, A and B, fig. 1, in one of them, A, put some dilute sulphuric acid and two plates, one of zinc, Z, the other of copper, c, these must not touch each other, but may be separated about half an inch by two or three pieces of wood or cork, and bound round with string; each of these plates must have a piece of wire fastened by soldering to their upper parts. In the vessel B put some solution of sulphate of copper and a small quantity of dilute sulphuric acid, and attach another copper plate to the wire which comes from the copper plate in the acid; this second copper plate is to be immersed in the solution of sulphate of copper, and to the wire from the zinc plate is to be fixed the object to be coated with copper. If a medallion or other object is plaster, it should be soaked in very hot wax and then brushed over with blacklead until the surface is perfectly blackened and bright; the wire should be bound all round the margin and soldered (as it were) with melted wax to the medallion, taking care that this wax also is well coated with blacklead. If the object be now immersed in the sulphate of copper solution and kept at a short distance from the plate (it must not touch it), a coating of copper will soon cover the surface and form a perfect cast, which when of sufficient thickness may be removed by filing the edge all round (if instead of the plaster cast a copper coin or other copper object be used, the blackleading is not required, but the surface must be first made clean and bright). With the same arrangement, but using instead of the sulphate of copper a solution made by dissolving cyanide of silver in a solution of cyanide of potassium, a coating of silver will be deposited, and the same of gold (if cyanide of gold be used), but these coatings will not adhere. If it be intended that the coatings shall adhere, to plate the article with silver or gold, it should be first thoroughly cleaned, then brushed over with a solution of nitrate of mercury, washed in clean water, and put into the gold or silver solution; the nitrate of mercury will cover the copper article with a thin coating of mercury, which will be taken up as the gold or silver is deposited, and this coating will adhere, the article being thus “electro plated.” As in using the solution of sulphate of copper, a copper plate was immersed in the solution and united by the wire to the copper plate in the vessel A, so in using the solution of cyanide of silver, a silver plate must be used, and in the gold solution a gold plate, these plates being dissolved as the metal is deposited, the liquid remaining pretty much the same and serving for future operations. The gold and silver thus deposited are dull, but may be burnished with a steel burnisher, all over or in parts as the design may require. In manufacturing, these processes are much modified, and powerful galvanic batteries or electro-magnets used; in the latter case the electro-magnetic machine is often driven by a steam-engine and the troughs of depositing liquids contain often many dozens of articles, which are all receiving a coating at once.
The art of uniting metals by another metal or alloy, is called soldering (which includes “hard and soft soldering,” and “brazing”). If any metal be applied in a melted state to the surface of a piece of cold metal, under ordinary circumstances it will not adhere, but runs off in globules, this is owing to the surface being covered with “oxide” or rust, but if the surface be scraped or filed bright and some substance applied which will defend it from the air, and at the same time become fluid at the heat of the melted metal, then it will adhere. For this purpose borax is used in hard soldering and brazing, that is in soldering with metals which require a considerable amount of heat to melt them; and sal ammoniac, rosin, oil, &c., in cases of soldering with “soft solder,” or solder that will readily melt. This soft solder is made of a mixture of lead and tin, and if required to melt very easily (as in soldering pewter), then some “bismuth” is added. Bismuth itself does not melt more readily than lead, but it has the property of causing other metals to melt more readily.
If the edges of two pieces of tin, for example, have to be soldered together, an iron with a wooden handle and a piece of copper joined to the other end is used. This is made red-hot, and the pieces of tin being placed smoothly together and their edges sprinkled with rosin or sal ammoniac, the hot iron (first touched on a piece of rosin to clean it) is then applied to the joint, a piece of soft solder being applied at the same time, and as this melts it is drawn in a melted state by means of the hot iron (to which it adheres) down the joint. An excellent substance for soldering: all sorts of small work, such as pieces of brass, copper, or tin, is chloride of zinc-this may easily be made by putting pieces of zinc into spirit of salt, (hydrochloric acid), and allowing them to remain as long as any effervescence continues; this solution may be kept in a bottle and applied to any edge to be soldered, by means of a small brush or feather. When iron and copper have to be “brazed,” the joints are made bright, and then coated with borax ground into a paste with water. A mixture of brass and zinc (called spelter) in small grains is sprinkled on the joint and it is then put into the hollow of a bright fire which is urged by bellows till the spelter melts. Silver is joined by hard or “silver” solder, which is a mixture of silver, zinc, and copper, and the fusion is generally effected by a blow-pipe, (see “Blow-pipe”); gold is soldered by a mixture of gold and copper. Leaden pipes are joined by having the ends to be united scraped bright and introduced a short way one within the other, some melted solder is then poured from a small iron ladle on the joint at the same time that it is rubbed round with a piece of folded cloth greased on the surface. Joints in cisterns, etc., are generally made by scraping the edges clean with a steel scraper, and applying some lamp-black and size by means of a brush to the parts beyond, leaving a bright space of an inch or so on each side of the joint, a ladle of melted solder is then gradually poured on the joint and rubbed down with a piece of greased cloth, the lamp-black and size preventing the solder adhering to any part but that left bright, and in this way a straight neat joint is produced.
All metals are got from the earth where they exist in the form of “ores” (in reality metals combined with other matters), and “smelting” is the process of getting rid of these other matters, the chief of which are sulphur and oxygen. The ores when dug from the mine are generally stamped into powder, then “roasted,” that is, made hot and kept so for some time to drive off water, sulphur, or arsenic, which would prevent the “fluxes” acting properly. The fluxes are substances which will mix with, melt, and separate the matters to be got rid of, the chief being charcoal, coke, and limestone. The ore is then mixed with the flux and the whole raised to a great heat; as the metal is separated it melts, runs to the bottom of the “smelting furnace” and is drawn off into moulds made of sand; it is thus cast into short thick bars called “pigs,” so we hear of pig-iron, pig-lead, &c. Iron is smelted from “ironstone,” which is mixed with coke and limestone. The heat required to smelt iron is so very great, that a steam-engine is now always employed to blow the furnace (before the invention of the steam-engine, water-mills were used for the same purpose). The smelting is conducted in what is called a blast furnace. When the metal has all been “reduced” or smelted, and run down to the bottom of the furnace, a hole is made, out of which it runs into the moulds; this is called “tapping the furnace.”
Smelting is often confounded with melting, as the names are somewhat alike, but the processes are entirely different; in melting, the metal is simply liquified, in smelting the metal has to be produced from ores which often have no appearance of containing any, as in the case of iron-stone, which looks like brown clay. By way of experiment let the reader take a small portion of “litharge,” which is a reddish powder, mix it with a drop of oil into a thick paste and place it on the end of a flat piece of charcoal or wood, and direct the flame of a candle upon it by means of a blow-pipe; a slight hissing noise will be heard, and in a moment or two a small, bright globule of lead will make its appearance.
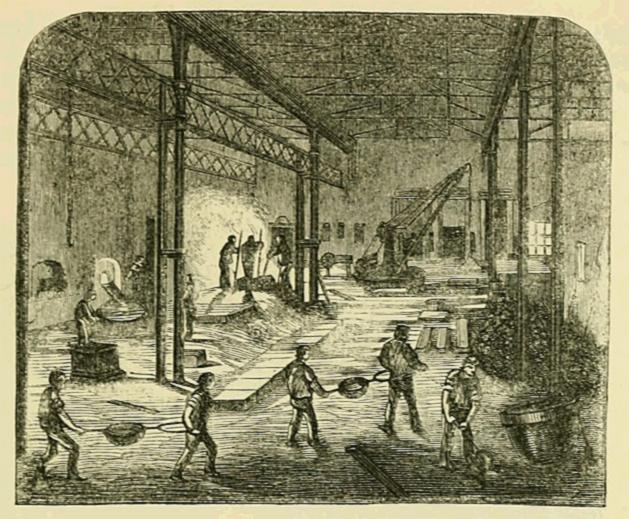
GENERAL FOUNDRY, WOOLWICH ARSENAL.
Founding is the art of casting metals into various forms by means of moulds. The products of smelting are of a coarse kind, and have to be remelted before the process of casting or founding begins. Before any article can be cast in metal, a pattern must be formed in wood, clay, or other suitable substance. The floor of the foundry is made up of sand and powdered charcoal to the depth of several feet, serving to imbed the moulds which are used, and in several places deep pits full of the same material are formed for large castings; an iron frame, corresponding to another like it, and capable of being united to it by pins and sockets, is used to contain the moulding sand and pattern.

GUN FOUNDRY, WOOLWICH ARSENAL.
Let it be supposed, for simplicity, that a cannon ball has to be cast, one of the frames is filled with moulding sand moist enough to bear a good impression, and a cannon ball pressed half-way in; the surface is now dusted over with red ochre (to keep the upper half from sticking to it), and the other frame applied and united with the lower one, this is now filled with the sand and beaten or trodden down firmly. On separating the two and removing the pattern, there is an impression of half a ball in each half of the mould, and when these are again put together there is a hollow corresponding to the pattern used. There are, however, two things more to be attended to, one is to have an opening for the melted metal to be poured in, the other an opening for the air to escape, and this is effected by attaching to the pattern two pieces of wood or iron which project upwards through the upper half of the mould, and when this is carefully lifted up two holes appear which on being united to the lower half lead into the round hollow. When the moulds are ready they are put into a room heated by means of stoves, and thoroughly dried. They are then buried in the floor of the foundry, leaving the holes for pouring the metal exposed, channels being formed in the sand, so that when the furnace is “tapped” the melted metal may flow down these and fill the moulds. Some forms are so complicated that the moulds have to be made in several pieces, and the ingenuity of the founder is taxed to the utmost to produce those required.
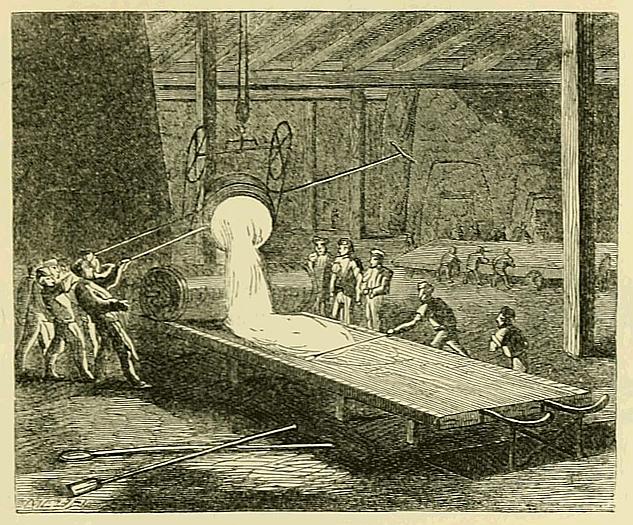
CASTING PLATE GLASS.
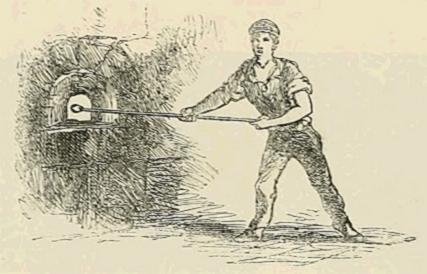
FIG. 1.
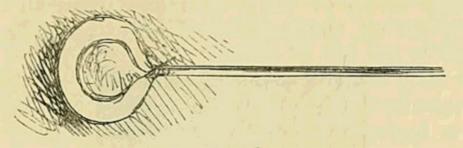
FIG. 3.
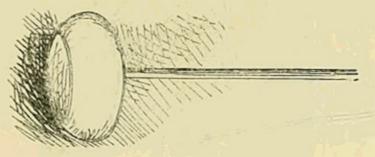
FIG. 4.

FIG. 2.
Glass-blowing requires great practice and manual dexterity, for the material used being red-hot cannot be touched with the hands, and has to be very rapidly worked, or it becomes cooled and hard; to any one unused to work with it, it is the most unmanageable material conceivable, but by practice the glass-blower contrives to produce almost any form required, and of a size quite astonishing—as, for instance, the globular bottles seen in druggists’ windows, which often hold twelve gallons, also glass shades, which are of an uniform thickness, and two or three feet high. This is all done by means of a hollow rod of iron called a “puntil,” on the one end of which a mass of molten glass is collected (fig. 1), and the workman blows into the other, at the same time turning the tube rapidly round in his hands (fig. 2). When the kind of glass called “crown-glass” has to be made, the end of the iron tube is put into the pot of melted glass, and turned round till a ball of it is collected about the size of one’s head, the workman then blows in at the other end, still turning the rod in his hands; it has now the appearance presented at fig. 3. An iron rod is stuck on to the side of the globe opposite to the “puntil,” which is then pulled suddenly away, leaving a round hole. The globe of glass is again made red-hot, and spun round rapidly, the hole increasing in size until it resembles fig. 4. By continuing the rapid twirling of the rod, the hole opens wider and wider till at last one broad sheet is produced; it is then separated from the rod by putting a drop of cold water at its junction with the glass, which causes it to crack across at that part. It is now about six feet in diameter, perfectly round and flat, and when cold it is cut into halves and packed with straw in a “crate” for carriage. The knot of glass often seen in kitchen or stable windows, is the part in the centre of the glass where the iron rod has joined it, and is called the “punty.”
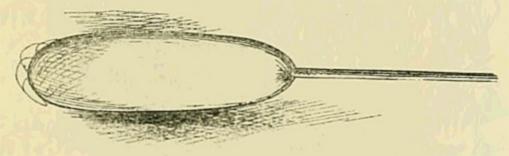
FIG. 5.
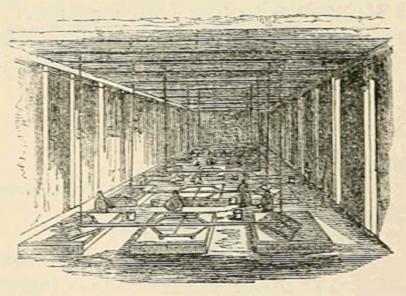
FIG. 6.
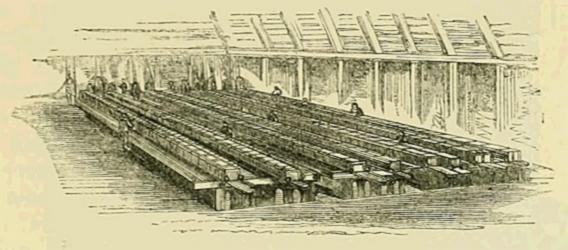
FIG. 7.
Sheet-glass is commenced in the same way as crown, but instead of a hole being made the blowing is continued till a great round ball is formed, the rod and this ball are then swung round at arm’s length—a hole being sunk in the ground for the purpose—which causes the globe to become elongated, as in fig. 5. It is then laid upon an iron table, and rapidly slit up, the compressed air escaping from within opening it out into a broad sheet, which is instantly cut square while yet soft.
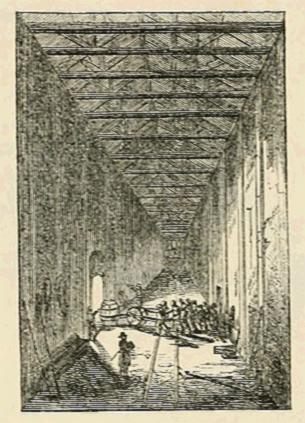
PLATE GLASS CASTING.
BRINGING OUT THE POT.

FIG. 8.
Plate glass is cast by pouring it from a large pot on to a flat iron table with a ridge all round it, and on which an iron roller is so placed that when the molten glass flows on the table it passes over and flattens it out to the required thinness, which is regulated by elevating or depressing the ridges at the sides of the table, made moveable for that purpose (the process is illustrated by the cut at the head of this article). When cold, the surface of the plate is ground perfectly flat and even by means of emery-powder (fig. 6), and then polished with a cloth rubber charged with a fine red oxide of iron called “crocus” (fig. 7). The grinding and polishing are both performed by steam machinery.
Bottles, and such like articles are either simply blown into the form required, or into moulds made to close upon the ball of soft glass, and again open when the required form has been given (fig. 8).
Many articles of glass are cast, or “struck-up” by compression in a mould, and are often made to resemble cut-glass articles, but they are much inferior in appearance. The best articles of glass are first blown, and afterwards cut and polished (see “Glass-cutting”). Of whatever kind the article of glass may be, it is so brittle that the slightest blow would break it, a bad quality which is got rid of by a process called “annealing.” This consists in placing it while quite hot on the floor of an oven, which is allowed to cool very gradually indeed. This slow cooling takes off the brittleness; and articles of glass well annealed, will scarcely break with boiling water, and are very much tougher than others.
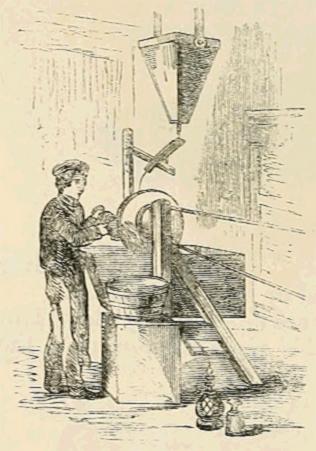
GLASS-CUTTING.
The kind of glass generally used for ornamental cutting is flint-glass. Decanters, wine-glasses, &c., are also made of it; it is very bright, white, and easily cut. Glass is cut by means of wheels of different sizes and materials, turned by a treadle, as in a common lathe; some are made of fine sandstone, some of iron, others of tin or copper; the edges of some are square, some round, and some are sharp. They are used with sand and water, or emery and water, but stone wheels are used with water only. The glass-cutter also uses rods of copper with knobs at their ends, for making round indentations; these turn on their axis, so that the end cuts a round hollow in the glass. The work is at first cut roughly, afterwards smoothed off with the sandstone or tin wheel (the latter has to be smeared with emery and water), and finally polished by a wooden wheel with finely-powdered pumice-stone applied to its edge, and moistened with water. The glasses for spectacles and optical instruments are cut by concave or convex moulds of brass moistened with emery and water, and polished by means of a mould of pitch wetted with crocus and water. Great art and accuracy are required to grind the glasses for optical instruments, especially very large or very small ones, as for microscopes, the various “powers” of which constitute their chief expense—one of the sixteenth of an inch in diameter costing about twelve pounds.

BRICKLAYING.
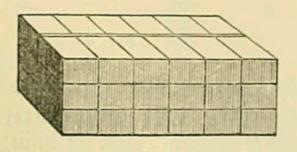
FIG. 1.
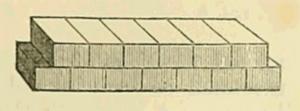
FIG. 2.
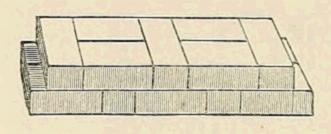
FIG. 3.
FIG. 4.

FIG. 5.
FIG. 6.
Nearly all houses are built of bricks, as they are less expensive than stone, and more durable than wood, besides being less liable to be burnt. Walls of brick may be formed of any required thickness, and as the length of a brick is twice its breadth, they admit of being so laid that the wall shall not part in pieces, which would be the case if laid as in fig. 1, as the seams of mortar run continuously through the wall, which in bricklaying is always avoided, by different methods. Formerly bricks were laid in what was called “English bond” (fig. 2), but this is not now used, “Flemish bond” (fig. 3) having superseded it. The mortar with which bricks are laid is made of lime and sand, mixed with water to a convenient consistence; it sets quickly, hardens with age, and resists the action of rain and time. The ordinary mode of laying bricks is to stretch a line from end to end of the course on which they are to be laid; the surface of the under course is spread for a short distance with mortar, and the bricks intended to form the outer surface of the wall are laid first, in an exact line with the cord, the “plumb” (fig. 4) being frequently used to ascertain if they are perpendicular. The “plumb” is a piece of board with a notch at the centre of the top, and a hole, also in the centre, near the bottom; a piece of cord is passed through the notch, with a leaden ball attached, which swings in the hole as the plumb is placed at the side of the wall. The ball of lead just falls in the hole if the wall is upright, and in this way a wall may be built to any height, exactly perpendicular. The corner of brickwork where windows occur, is called the “arris,” and has to be made upright both in front and at the side. When very thick walls are to be made (as in railway cuttings), the outer surface and back of the walls are laid in the usual way, the space between is filled with a layer of bricks, and thin liquid mortar is poured on and scraped about with a sort of hoe till the spaces between the bricks are all filled up and the surface left level, when another course is laid in the same manner. Fig. 5 is a trowel, or instrument used to take up and spread out the mortar, and fig. 6 is the hod, in which the labourer carries supplies of bricks or mortar to the spot where the bricklayer is working.
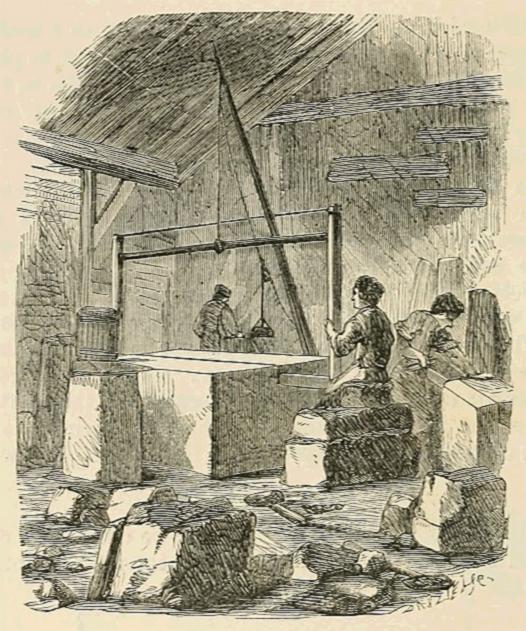
STONE-CUTTING.
FIG. 1.
FIG. 2.
Some stones, as “Bath stone” can be cut with a common toothed saw, and are but little harder than chalk; others, as marble, Portland stone, &c., require to be cut with a flat blade of iron stretched in a frame and having a supply of sand and water. A man sits in a shed having this heavy saw suspended from two poles, and balanced by a piece of stone swung over a pulley; he alternately pushes and pulls the frame, allowing the water to trickle into the seam as it forms, the sand being rubbed between the edge of the saw and the stone as the saw is moved backwards and forwards, slowly cutting the stone (see illustration). By this slow and tedious process building stones are cut into squares, slices, slabs, or any other form required. Granite is too hard for even this slow process, and after the pieces are chosen as nearly as can be got of the size and shape required, they are worked with a heavy iron pick (fig. 1), which at each blow strikes off a little piece not bigger than a pea, by which method the stone is shaped into the form required. Smaller cuttings of stone for building purposes, such as carvings, &c., are formed by the mallet and chisel (fig. 2), the work being finished with a rasp or steel scraper.

BEAM OF STEAM ENGINE, WOOLWICH ARSENAL.
The great improvements in machinery—whether for looms, locomotive engines, or steam-ships, for forging anchors, boring cannon, rolling out and rivetting iron plates together for tubular bridges and boilers, or any other kind of work—are chiefly owing to the wonderful ease with which these machines can be driven by the power of steam. It matters not whether the object to be wrought is the head of a pin, or the crank of a steam-ship, it is done with both delicacy of touch and power of arm, a hundredfold beyond what could be effected by hand in the same time. The motive power of steam is derived from the property which water has of being expanded into vapour when heated to a certain degree, and of again resuming the form of water when cooled; this moreover takes place in the most easily manageable manner, and either by degrees or suddenly, according as the heat and pressure balance each other; moreover water, being easily obtained, and in sufficient quantity for the purpose, in all places where machinery is required, can always be applied. Before the use of steam, wind, water, horse, and hand power were chiefly in use; water-mills were, of course, only erected in those situations where a good supply of water could be obtained, and this even often failed in dry weather; windmills also depended on that uncertain element. Horse and hand powers are limited in their extent, and are moreover very expensive. The first attempts at a steam-engine were those in which the steam was only used that by its condensation a vacuum might be formed in a cylinder under a piston, so that the weight of the air should cause this to descend with considerable force—15 lbs. on the square inch. The piston was balanced by a weight, so that the steam might raise it with scarcely any pressure; the steam beneath the piston being condensed by a stream of cold water, the weight of the air again forced down the piston into the vacuum. This therefore was not a steam but an air-engine, as all the power exerted was derived from the weight of the air, and the steam merely used to procure a vacuum. After this came the low-pressure or condensing engine, and then the high-pressure or non-condensing engine, both of which are now used, the former in marine engines and the latter in locomotives.

FIG. 2. BOILERS, WOOLWICH ARSENAL.
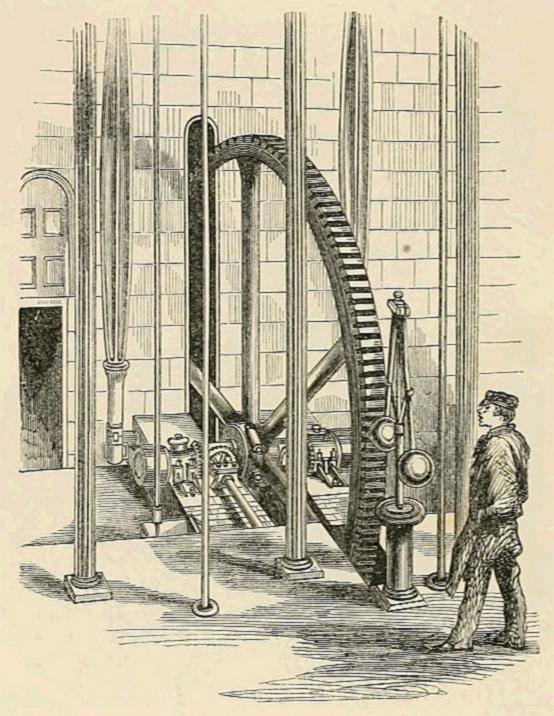
FLY-WHEEL, WOOLWICH ARSENAL.

FIG. 1. BOILERS, WOOLWICH ARSENAL.
The steam-engine consists essentially of a boiler or steam-generator, with a furnace adapted to it, connected by a steam-pipe to a cylinder having a piston working accurately in it, and valves so contrived that the steam shall enter alternately above and below the piston. In the condensing engine, each compartment, above and below the piston, communicates with the condenser—the vessel in which the steam is suddenly condensed by cold water—and the valves are so arranged that when the steam enters above the piston, the space below is opened to the condenser, and is therefore a partial vacuum; by the time the piston is driven down by the force of the steam above it, the space is shut off from the condenser and opened to the steam-pipe, while the space above is shut off from the steam-pipe and opened to the condenser. In this way one side of the piston is alternately pressed by the steam while there is a vacuum on the other side. In the non-condensing engine the space above and below the piston is alternately pressed by steam at a great degree of tension; while at the opposite side of the piston, the space is opened to the air by a valve. These valves are what are called “sliding valves,” being both in connection with the same action, which shuts one while it opens the other; that is, when the piston has nearly descended, it slides the valve which shuts off the steam from the space above and opens it to the air, the same action opening the steam-valve below the piston and shutting it from the air. In this kind of engine the piston is moved simply by the power of the steam, which first presses it down and then presses it up again, and as the steam escapes at each stroke of the piston, and has to be at a great tension or pressure, a large and rapidly-formed supply of steam is required. In the locomotive and other high-pressure engines this is effected by having a great number of tubes passing through the boiler leading from the fire-place to the flue, so that the fire and heated air shall pass through them before reaching the flue, and consequently, as these all pass through the water in the boiler, producing a very rapid generation of steam. Of the various forms of boilers, the most simple was that in which the heat was merely applied to the lower part (fig. 1); next may be named the wagon-head boiler, in which the flue passed all round; some were made with a cylindrical flue passing though the whole length, and some with two (fig. 2). Of whatever form the boiler may be, it should be strong enough to well resist the pressure of the steam, but to make this sure, a contrivance called a safety-valve is always used; this consists of a valve held down by a weight, which would be raised by the steam if it should press so hard as to endanger the boiler in the least degree; when the safety-valve is forced up, the steam escapes and the pressure is taken off. Most steam engines require the up-and-down motion of the piston to be converted into a circular motion, and this is effected by means of a “crank,” (see “Cranks”); but this circular motion needs in most cases to be regulated by a fly-wheel which is so heavy, that upon being set in motion it continues to revolve for a time by its own weight, so that the intermitting pulls exerted by the piston-rod on the crank are blended into one continuous action (see cut); but in steam-ships, and locomotive engines, fly-wheels cannot be used. In these cases there are two cylinders and pistons, each fixed to a crank formed in one axle united to the two wheels, and these cranks are so arranged that the greatest power is exerted on one when the least is exerted on the other, and for this purpose they are placed so that when one crank is upright the other is horizontal. The stroke of the piston-rod is not always made to act directly on the crank, but has a “beam” interposed working on bearings in its centre, hence the term beam-engine (see cut). This beam moves the crank at the opposite end to that which is moved by the piston and at the same time works the air-pump, feed-pump, and cold-water-pump, by means of jointed rods.
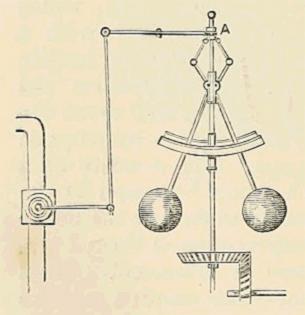
FIG. 3.
In those engines which have to perform unequal work, and in which sometimes a great drag is suddenly removed from the engine, some contrivance is necessary to prevent the too rapid motion which would ensue, to the great risk of damaging the engine; this is effected by what is called the “governor;” a contrivance by which a part of the steam is struck off when the action is too rapid, and again let on when it has diminished. This arrangement is shown in fig. 3; the two heavy iron balls swing round as the engine works, and the faster they revolve the more they tend to separate, from the natural tendency to fly off called “centrifugal force,” and in separating they bring the other ends of the rods to which they are attached nearer together, and so push up a collar, A, attached to the levers which turn off the steam-tap; and as the action subsides the balls sink down together and the collar also, the steam being thus turned on again. In order that the pressure of the steam in the boiler may be known, a “gauge” is used, which acts on the principle of the barometer, consisting of a column of mercury which is pressed up by the force of the steam, the height to which it rises indicating the pressure. With respect to the details of the steam-engine, they are too various and complicated to be enumerated or described here; but the motion—being regular, continuous, and powerful—can be applied to almost any sort of work by being adapted to the machine suitable for such work, and which receives its motion from the steam-engine, the same as though it were worked by water or by hand.
Boilers are vessels in which fluids are boiled or heated, and are almost of every form and size. Some boilers, such as those attached to steam-engines, are more strictly called “steam generators,” as they are constructed solely for the production of steam at the lowest possible expense of time and fuel, and also to resist the pressure which the steam exerts at high temperatures; these boilers are not only used to produce the steam for the motion of engines, but are extensively used in its production for heating evaporating-pans and boilers (in the strict sense of the word), and also for warming and ventilating buildings. They are more particularly noticed under the head “Steam Engines.”
Boilers for all purposes were formerly made of metal (usually copper or iron), and were exposed directly to the fire intended to heat their contents, but since the properties of steam have been more fully recognised, it is now very frequently employed for heating boilers—especially where a heat at or below the boiling point of water is required. There are great advantages arising from this plan, one of which consists in doing away with the risk of the materials in the boiler being burnt. Some boilers are now made of wood, having steam-pipes running through them, and in those cases in which the admixture of water is no detriment steam—in the form of jets—is thrown directly into the fluid to be heated, which very quickly raises it to the boiling point. Boilers of cast-iron, lined with platinum or enamel, are also used for various purposes, as the condensation of acid substances, &c., which would act on most metals. Glass and glazed pans, too, can be used with a steam apparatus, without any danger arising from breakage, which would frequently occur if they were directly applied to the fire.
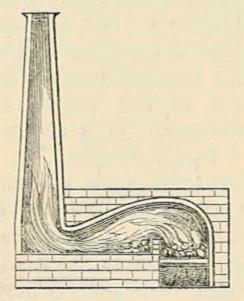
FIG. 1.
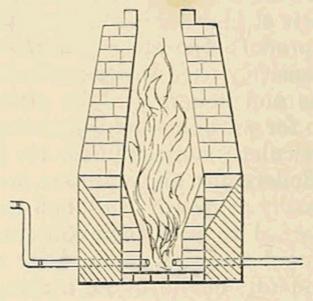
FIG. 2.
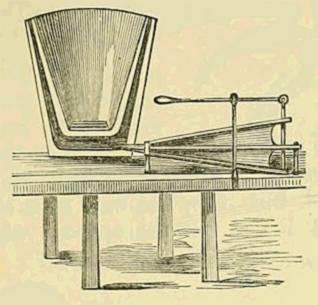
FIG. 3.
Furnaces are fire-places constructed to serve particular purposes, and are chiefly of two kinds, “Wind furnaces” and “Blast furnaces.” Of the first kind the common house grate is an instance, of the second the blacksmith’s forge. The fire in a wind furnace is more or less shut up, so that the draught of air entering it shall pass from the ash-pit right up into the fire, and through it into the flue or chimney—the latter being tall, and of certain proportions, so as to ensure the requisite draught. These furnaces are used where heat of the very highest degree is not required, as in glass-houses, pottery-kilns, &c. The “Reverberatory furnace” is a modification of the wind furnace, and is used to throw heat on to the surface of substances, as in roasting ores of metals, to drive off the sulphur, arsenic, &c., or in the making of soda, litharge, and other processes where the admission of hot air with the flame is either beneficial, or at least not detrimental; fig. 1 shows the construction of this kind of furnace. Blast furnaces are for the production of the very highest degrees of temperature, and in these the air is forced into the fire by blowing machines or bellows, often worked by steam-engines; such furnaces are used for the smelting and casting of iron, &c. (fig. 2). A good blast furnace for small purposes may be made by two crucibles—those made of coarse blacklead and clay, and called “Blue pots,” are the best—one placed inside the other, the outer one having a hole at the lower part for the nose of the bellows, the inner one having the bottom cut off and a grating of iron put in to lodge just above the lowest part; the space between the two should be filled with powdered fire-brick or broken-up crucibles (fig. 3).
FIG. 1.
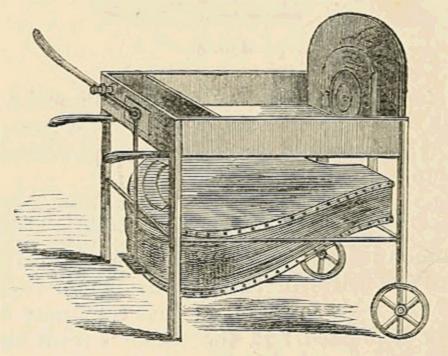
FIG. 2.
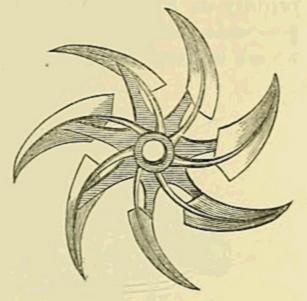
FIG. 3.
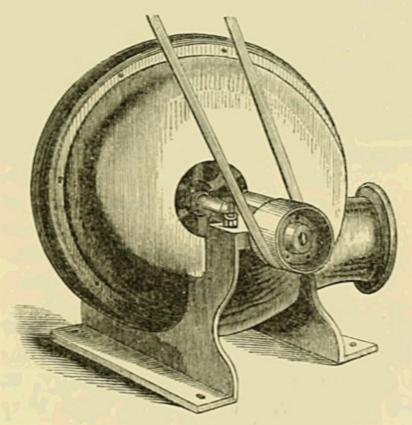
FIG. 4.
The common bellows is the most familiar form of blowing machine. It consists of two boards bound together with leather, having folds so arranged that the upper board may be raised or depressed, and the whole is made air-tight; in the lower board is a hole with a leather flap-valve opening inwards. When the upper board is raised, the air rushes in at the hole, pushing up the valve, and when the board is lowered the air presses the valve down, and so shuts it close, it has therefore no exit but at the nose of the bellows, from which it passes out. Blacksmiths’ bellows (fig. 1) are made double, for the purpose of keeping up a continuous stream of air, instead of the separate puffs produced by the common single bellows. The arrangement of the double bellows is as follows:—There are three boards bound together with leather folded as in the common house bellows; the board in the middle is fixed, and to this the nose is fastened, but it opens only into the space above; the upper and lower boards are united to the middle one by a hinge, and are capable of being moved up and down; the middle and lower ones have each holes and valves opening upwards as in the common bellows, and when the lower board is raised it presses the air in the space between it and the middle board through the hole in the latter, into the space between it and the upper one, and so raises it; this has a heavy iron weight placed on it which makes it sink down and force the air out through the nose. While this weight is sinking the lower board is pushed down, and is ready to force a fresh quantity of air into the upper space, so that one continuous stream of air issues at the nose of the bellows. The handle is fixed to the lower board, and generally has a cord uniting it to a wooden handle, which is worked like a pump-handle (fig. 2). For large furnaces, blowing machines of various kinds are used, generally consisting of a pair of large cylinders having pistons worked in them by steam power, and pumping air into a large air-chamber, from which it proceeds in three or four pipes to the furnace, or sometimes to numerous furnaces, each having a tube and stop-cock by which the “blast” may be turned on, similarly to gas or water, the air-chamber being always kept filled at a great pressure by the cylinders, and furnished with a safety-valve to prevent the pressure bursting it. There is another kind of blowing-machine, consisting of a fan wheel turning very rapidly in a round box (figs. 3 and 4), from which a tube proceeds, and having holes in the sides to admit the air, which is thrown forwards by the fans of the wheel.

SCREW STEAM-VESSEL.
FIG. 1. SCREW STEAM-VESSEL, SHOWING THE FAN.
FIG. 2.
These are instruments placed at the back part of steam-vessels for the purpose of propelling them through the water. Fig. 1 will show the position they occupy, and fig. 2 the shape of the propeller. When first used, they had one or two entire turns round the axis, but are now made with two blades, each forming about one-sixth part only of one turn, and this is found to give more power with less friction. The propeller is turned rapidly round in the water, from which it meets with resistance in a direction perpendicular to the surface of its blades, but as this is oblique to the direction of rotation the force is exerted in two directions, one directly opposes this rotation, and is overcome by the power of the steam-engine, the other is in a direction towards the ship, overcoming the inertia of the vessel and the friction and resistance of the water, so that the ship is moved along, and the propeller winds its way through the water in a spiral direction as an ordinary screw does through the hollow screw made to fit it, the vessel travelling at a speed proportionate to the screw’s revolutions.
FIG. 1.
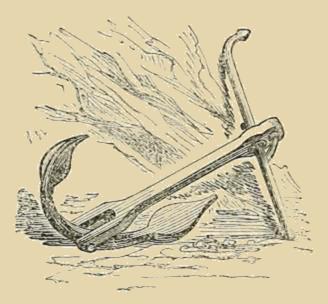
FIG. 2.
FIG. 3.
FIG. 4.
FIG. 5.
These ponderous instruments are used for the purpose of securing ships and other vessels, that they may not be driven onwards by the wind or tide. They are attached to a strong rope or chain, called the “cable,” and when not in use are kept swung at the fore-part or bow of a ship, the cable being wound round an apparatus called the capstan, which serves to let it out or draw it in. Anchors are made of iron, and are of the form delineated in fig. 1. The straight part from the ring to the bend is called the “shank,” the curved part is made up of the two “arms,” and the centre where it joins the shank is called the “crown.” At the end of each arm is a plate of iron of triangular form, called a “fluke,” and crossing the shank close to the ring is the “stock,” which is made of two pieces of oak bound together with iron bands; sometimes it is made wholly of iron, as in fig. 2, in which case it runs through a hole in the shank, and has one of its ends curved for the purpose of packing more closely and saving space (fig. 3). The anchor, when let fall from the ship, carries the cable with it, and generally falls on the crown, then tilts over so that the stock lies flat on the bottom and one of the flukes sinks in to a considerable depth by its great weight; when the ship drags at the cable it lifts up the stock and throws the whole weight of the anchor on the fluke, and makes it sink completely; any further pull must bring up a large piece of the earth before it can be moved. In “weighing” anchor, that is in pulling it up from the bottom to bring it on board again, the cable is slowly wound up by the capstan, and as the cable is shortened the ship is drawn along to a point nearly over where the anchor rests, when—the pull at the cable continuing—the shank is raised into an upright position, and the fluke and arm, instead of dragging up a great piece of earth, remove but a small portion, as may be seen by the dotted lines in figs. 4 and 5, which show the earth to be removed before the anchor can be drawn from its hold.
Large vessels carry four anchors, the “best bower,” the “small bower,” the “sheet,” and the “spare” anchors, their size depending on the size of the ship, the rule in the Royal Navy being a hundred-weight for each gun; so that an eighty-gun ship carries anchors of four tons each, or eighty hundredweight. Anchors are made of the best and toughest wrought iron, and the greatest care is necessary in forging them in order that there may be no flaw in the welding, for a ship may be lost by an anchor breaking.

FIG. 1.
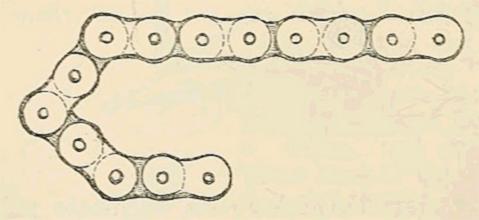
FIG. 2.

FIG. 3.
FIG. 4.
Chains are made up of separate links of rigid metal which having no flexibility in themselves are yet so united that each shall move freely on the next links to it, and thus produce a flexible whole. For ornamental purposes there is almost an endless variety of patterns, as may be seen in jewellery-work—but for the purposes of business and machinery there are chiefly but two, the ordinary, as fig. 1, and that which will only bend in one plane, as in fig. 2—this is chiefly made use of in passing round wheels, as in clocks. Chains are used where rough wear is required, in which case rope would be rapidly worn through. Cables of chain are now much more generally used than hempen ones, as they are more to be depended on, take up less room, and are not so liable to be cut or worn by rough rocks at the bottom. In chain cables a “stay” is placed in every link (fig. 3), which greatly increases its strength, but the best form of chain cable is shown at fig. 4; in this the links are somewhat angular, and the stays longer. Chains are chiefly made by machinery; the rods are first drawn out of the proper size, pieces of the required length are then cut off and bent to the right form, and the stay and this link are then both made white hot, placed in their right position, and welded together by pressure.
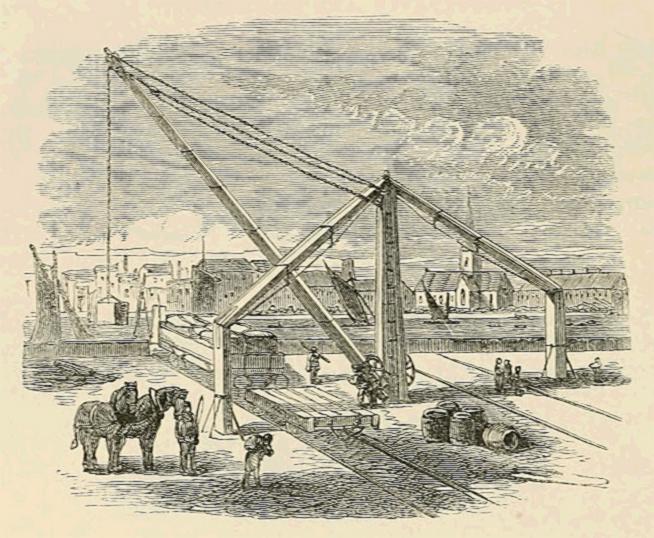
FIG. 1.

FIG. 2.
FIG. 4.
FIG. 3.
FIG. 5.
FIG. 6.
These machines are used for raising heavy bodies in a perpendicular direction. They are of various forms suitable for almost every purpose, and to most of them are adapted two or more wheels with teeth, one small and one large, for the purpose of obtaining power at the expense of time (fig. 1); the small wheel is turned by a windlass, and turns the larger one very slowly but with great power. The common warehouse or cellar crane is generally an iron frame with two pulleys, and the arrangement shown at fig. 1. which is usually inside the warehouse, while the crane is outside to raise goods from carts, &c., into the floors above (fig. 2). Cranes at the sides of canals or rivers for landing goods are sometimes made as figs. 3 and 4; in the last there is a heavy stone placed to balance the weight at the end of the crane. What is called the “jib crane” is often “rigged” up on shipboard for shipping and unshipping goods (fig. 5). Cranes for very heavy purposes have been made upon the tubular principle and consist of iron plates rivetted together so as to form a hollow curved crane, similar to the hollow girders used in bridges. Where goods have to be brought from one particular spot to another, as in fig. 6, the swing crane is used. Amongst cranes may be named the hydraulic lift; this is exactly similar to the hydraulic press, only applied in a different manner, and is used to lift very heavy weights but short distances, as for raising heavy goods on to railway trucks, &c.
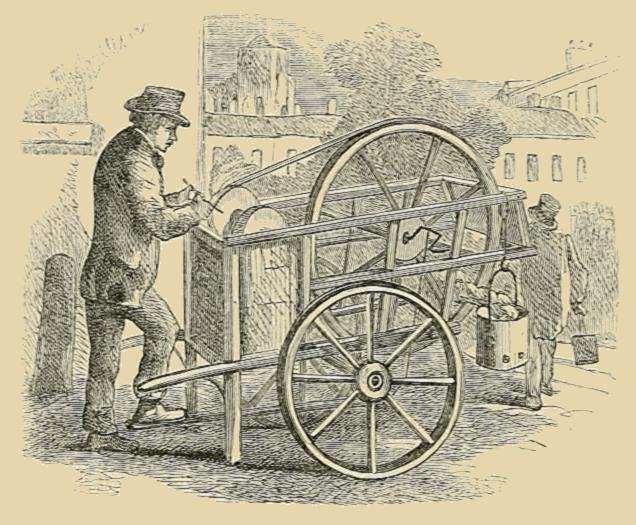
Cranks are bends in the axle of any part of a machine by which an up-and-down motion is converted into a circular or rotatory one, as in the common knife grinder’s machine; in this arrangement a fly-wheel is necessary to continue by its momentum (tendency to go on) the motion begun by the upward and downward action of the treadle, piston-rod, &c., as the case may be. The cranks of steam-vessels are among the heaviest pieces of forging that are wrought by Nasmyth’s steam hammer, cast-iron being too brittle to be used for the purpose.
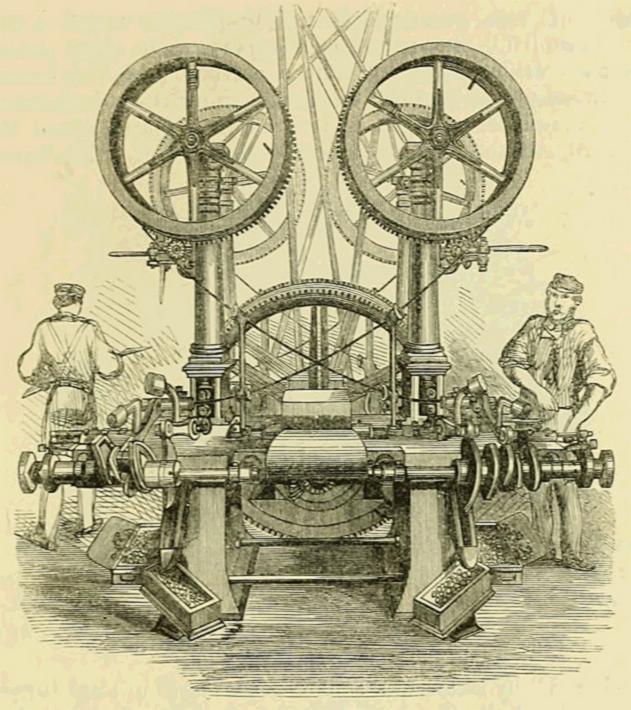
FIG. 11. MACHINE FOR MAKING MINIÉ RIFLE BULLETS.

FIG. 1. MUSKET BORING.
FIG. 2. RIFLING PROCESS.

FIG. 5.
In the manufacture of fire-arms the chief parts consist of the metal tube from which the projectiles are to be expelled, the stock of the musket and the carriages of great guns or cannon being only varieties of the same thing, namely a convenient platform from which to fire the tube, which is the real instrument. In the manufacture of muskets, pistols, and cheap fowling-pieces, the barrel is made from a sheet of soft iron rolled up lengthwise round a rod or “mandril,” the edges overlapping each other, which are then welded together; but in the best guns the barrels are twisted, that is, a slip or fillet of iron half-an-inch broad and of sufficient length is twisted in a spiral round the mandril, and then the whole is welded together. The barrel is “bored” by means of a square-headed drill of steel turned in a kind of lathe (fig. 1), and the interior afterwards polished with oil and emery-powder until it is perfectly bright and even; the breech is then made separately, and screwed in. The best iron for gun-barrels is called “stubb iron,” consisting of old horse-shoe nails welded together, and is very soft and even in its grain. The barrel is made red-hot and suffered to cool very slowly; this is called “annealing,” and it prevents any part being brittle, and therefore liable to burst with the charge in firing. Rifled barrels are those which have one or more grooves cut in the inside of the barrel from the muzzle to the breech in a spiral direction, each making one turn before it completes the length of the barrel (fig. 2).
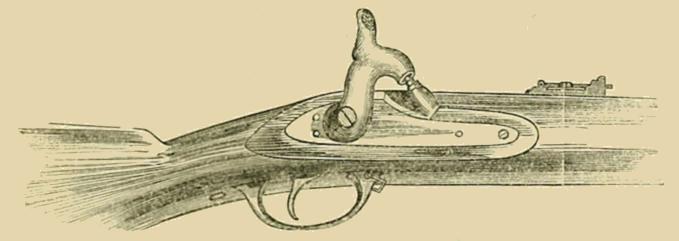
FIG. 3.
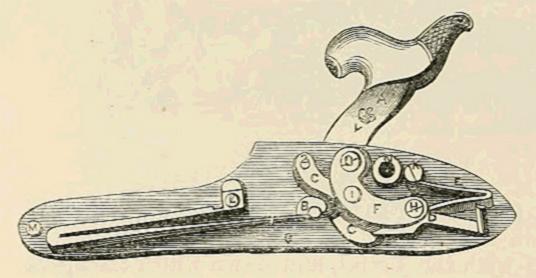
FIG. 4.
The old “flint” lock has now quite gone out of use, having been superseded by the “percussion.” This is a contrivance to cause that part of the lock called the cock or hammer to strike the percussion cap with great force, and so discharge it (figs. 3 and 4). The cap is put on to a small projection called the “nipple,” which has a hole at the top communicating with the barrel, and down which the spark from the percussion cap passes.
In rifled guns, of late, the use of conical balls has been introduced, for the effect of the charge in propelling a ball rapidly out of a barrel with spiral grooves is to turn it as it passes out of the barrel, and consequently to “spin” it with great velocity in one direction, like a top; the effect of this is to balance every part of the ball in the air and so cause it to take a true direction, for if the merest notch or hollow existed in a spherical ball, that part being lightest and having the least momentum would not maintain its rate so long, and by lagging behind cause the ball to describe a part of a circle in its course. It is thus that the balls from common muskets, although rightly directed, often fall extremely wide of the mark. Military muskets and rifles are fitted with bayonets, that they may act both as lances and fire-arms (fig. 5).

GUN-BORING MACHINE.

GUN-MOULD.
“Ordnance,” or great guns are made of cast-iron or of gun-metal (a mixture of copper and tin), but experiments have lately been made with wrought-iron and cast-steel, with the view of obtaining a tougher and more durable material. They are cast solid, and afterwards bored with a machine. The following account of gun-casting at Woolwich Arsenal appeared in the “Times” of January 22, 1858:—“As the plug was drawn the glowing mass leapt out like a stream of silver, filling up the moulds for two twelve-pounder howitzers that were to be cast, and leaving a bright, hungry-looking flame playing over them, making everything red-hot which it approached. In this workshop about twenty men and boys produce twelve brass guns per week, as well as tangent-scales for ships’ guns, lock-covers, brass fittings for machinery, &c., and iron castings. Each gun cast requires two days to cool, when it is removed to the turnery to be bored; and it was to this workshop that the royal party next proceeded, and saw the guns in all their stages of trimming, finishing, and boring. Three-quarters of an hour suffice to cut a gun to its proper length and remove the rough sand which adheres to it after casting. It is then turned over to another man and another machine, and the whole of its outside shaping and marking is completely finished in two days, when it is again turned over to a fresh machine, and bored and drilled ready for service in a day-and-a-half more. With the present machinery the turnery at Woolwich could finish thirty brass guns in a week, though at this time it never completes more than ten or twelve.”
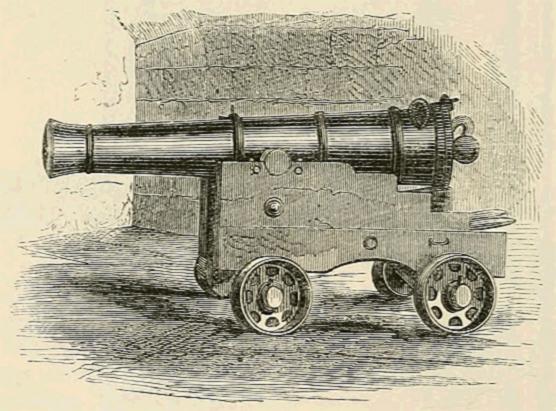
FIG. 6.
The ordinary form of “gun” is shown by fig. 6. The knob at the right-hand side of the cut is called the “button,” the next division the “vent field,” beyond this to the rim the “first reinforce,” further on, the “second reinforce,” from which a cylindrical bar projects on each side for attaching the gun to the carriage, called “trunnions.” Beyond this to the next rim is called the “chace,” and beyond this again to the end the “muzzle.” Guns are chiefly used to throw solid round shot of cast-iron, accurately turned to a sphere, and the weight of these determines the character of the gun, as a thirty-two pounder, &c., the words “heavy” and “light” designating the thickness and consequent weight of the metal composing it. There is a smaller and shorter kind of gun, called a “carronade,” which is held to the carriage by a projection underneath, having a hole for a bolt to secure it, instead of trunnions. Another kind of gun, called a “howitzer,” is of shorter proportions than the ordinary gun and larger in the bore; it is chiefly intended to throw shells at a slight elevation. The mortar is still shorter, and of much thicker metal; it is held to a sort of platform by trunnions at its extreme end, and is intended to throw shells to great distances, and at a great elevation.

BULLET-CASTING, WOOLWICH ARSENAL.
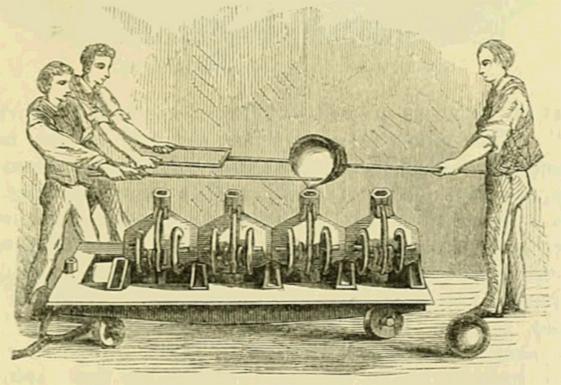
FIG. 7. SHELL CASTING.
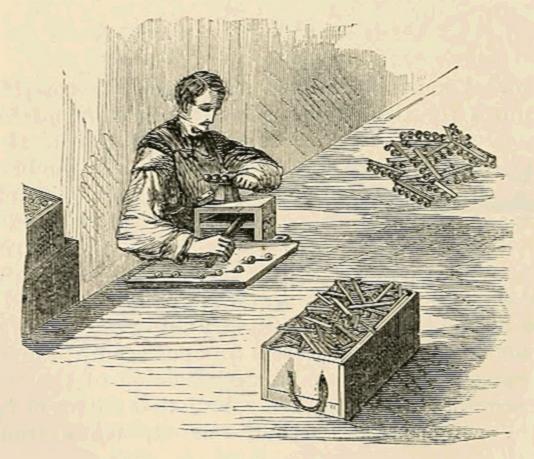
FIG. 10.
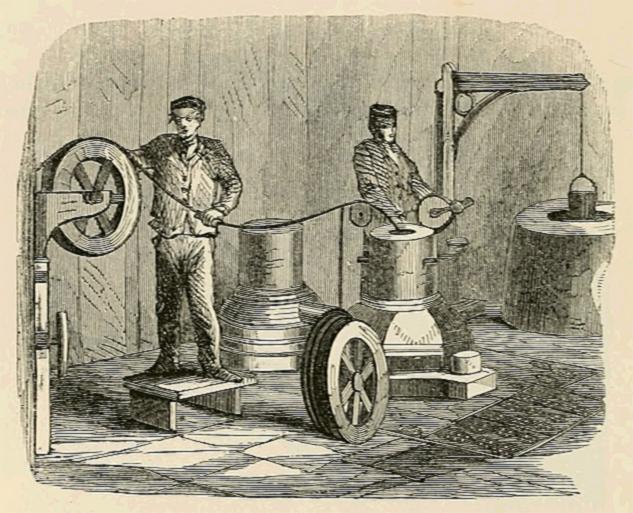
PREPARING LEAD FOR BULLETS.
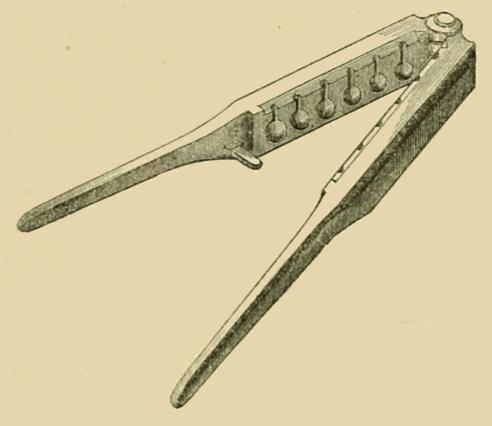
FIG. 8.
FIG. 9.
The sizes of howitzers and mortars are expressed by the diameter of the shell they are intended to throw; the largest of which at present in general use is the “thirteen-inch.” This immense shell when charged weighs nearly 200 pounds. These shells or “bombs” as they were formerly called, are cast hollow (fig. 7), with a small opening into which a “fuze” or wooden tube filled with combustible matter is inserted; they are charged with gunpowder, which on being ignited by the fuze burning down to it, explodes and bursts the shell into fragments, which fly about with terrible force. What are called “shrapnel-shells,” are those shells which are filled with both gunpowder and leaden bullets, to be scattered about by the explosion. Case-shot is a name given to a packet of bullets inclosed in a tin canister and used as a projectile, the case bursts and the bullets are scattered. Grape-shot is the name given to a collection of nine iron balls packed up so as to be used as one. Hand-grenades are small shells of about three pounds’ weight, to be cast by hand. Bullets for the ordinary musket are simple balls of lead, in some cases cast six at a time in moulds (fig. 8), and coming out in one piece as seen at fig. 9, which are afterwards separated and finished off by a sort of nippers as seen in fig. 10; but for the most part musket and rifle bullets are formed by compression. The bullets for the Minié rifle are made by machinery; they are of a conical form, with a hollow at the base into which a small plug of box wood is fitted, this end being towards the powder receives the whole force of the explosion, the effect of which is to drive in the plug and open out the bullet, thus fitting it tightly into the grooves of the rifle and preventing any loss of power by the escape of the gases resulting from the combustion of the powder. The machine for making these bullets is shown at fig. 11. The following is an account of it, taken from the “Times”:—
“Like all the machines here, these are perfectly automatic. Coils of solid leaden piping are hung in it, which it unwinds, cuts to the required length, stamps with steel dies into the form of a Minié bullet, and then conveys away into boxes. Each machine has four dies, which cut, stamp, and pass into boxes thirty-six bullets per minute, giving for each machine an average of 7,000 per hour. There are four of such machines, which thus each day turn out 300,000 Minié bullets; but, of course, as they never tire, the number produced can at any time be doubled by leaving them to work all night. They are so simple in their construction that one man could easily attend to them all. It was a curious contrast to the silent rapidity with which these deadly messengers were formed, to watch a number of men and boys working near them casting round musket-balls for Shrapnel shells, in the old style of hand work. By this method two persons can only rough-cast seven cwt. of bullets per day, or about 12,500, which it takes two persons another day to trim. Thus, four hands, with a great consumption of fuel to keep the lead always melted can only produce 6,000 bullets per day or 1,000 less than each machine produces in one hour.”
The machines for making the box wood plugs are also described:—
“Each of these was managed by a child, who kept it properly fed with small sticks of box, which the machine converted into plugs at the rate of 15,000 in nine hours, or nearly 300,000 per day for them all.”
Rockets, as used for projectiles, are similar to those in ordinary use, but that they have iron cases and are made to start from an iron tube, down which the stick passes, and which directs the course of their flight. They are made of various weights, the largest being thirty-two pounds. These enormous rockets pass to a very great distance and are made either to explode like shells, or burn fiercely for several minutes, like what are called “carcases,” thus setting fire to houses, &c., against which they may be directed; but hitherto their course has been but little under control, and therefore not much to be depended on. They cause great confusion in masses of troops, when directed against them.

PERCUSSION CAP MACHINE, WOOLWICH ARSENAL.
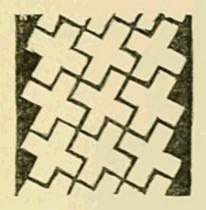
FIG. 1.
FIG. 2.
FIG. 3.
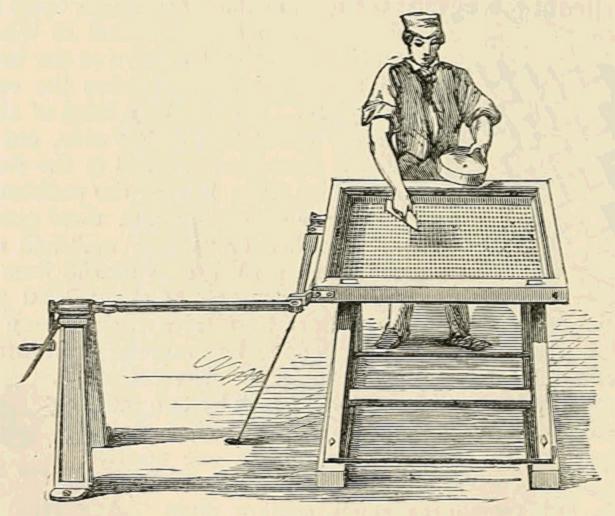
FIG. 4.
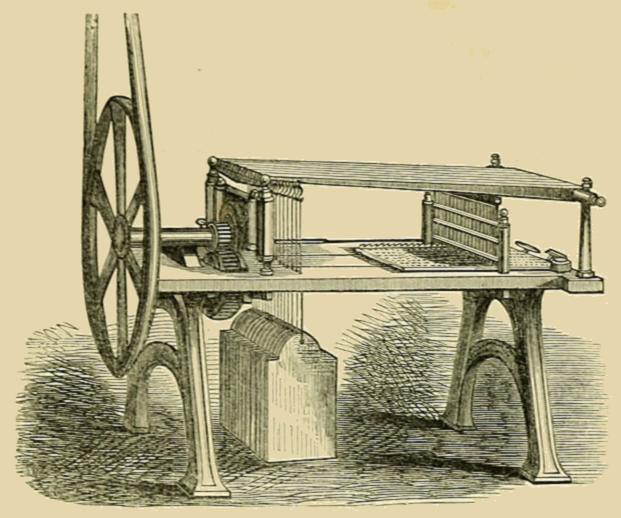
FIG. 5.
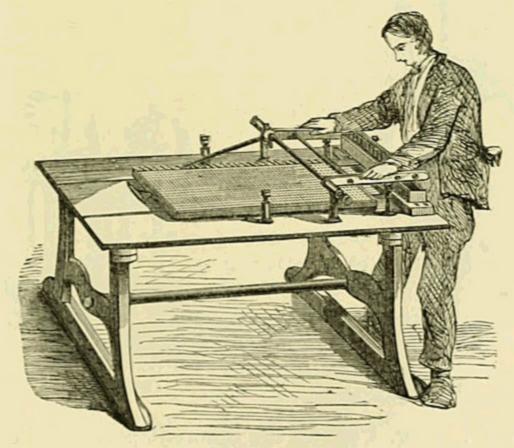
FIG. 6.
These are little hollow cups of copper having a fulminating substance at the bottom, so that when put on to the “nipple” of the gun and struck by the “hammer,” the fulminating powder explodes, and the spark passing down the hole in the nipple discharges the gun. To prepare the fulminating powder for these caps, let 100 grains of mercury be dissolved in a measured ounce-and-a-half of nitric acid, and when cold let two ounces of spirits of wine be added, and the whole put into a Florence-oil flask made perfectly clean, and let it be placed in the open air; copious fumes will pass off and a violent action take place, during which a white crystalline powder will be deposited; as soon as all action has ceased and the liquid cooled, pour the whole on a filter of blotting paper, and let the fluid pass through, wash the powder which remains on the filter with a little water, and let it dry, without heat. This is fulminating mercury, which is a highly dangerous compound, and should be kept in a bottle with a cork, and not a stopper, as the friction of this against the neck of the bottle might cause an explosion. At the Arsenal at Woolwich is a machine (shown at the head of this article) which makes the caps complete. It is fed by a band of thin copper about two inches wide, out of which pieces are punched in the form of a thick cross, leaving the perforated copper as shown in fig. 1; these pieces are punched or “struck up,” and expelled as perfect caps of the form of fig. 2, at the rate of about 1000 per minute. The caps have next to receive their charge of fulminating powder, which is done by dropping them into a perforated plate (fig. 3), capable of receiving many hundreds; this is covered over by two other plates, each perforated to correspond, but the upper one made to shift, so that in one position the holes correspond, and in the other they do not, but remain as small shallow dints. A portion of the fulminating powder is put on this plate and scraped all over it by means of a piece of paste-board (fig. 4), so as to fill all the little dints; the plate is then shifted and the holes made to correspond, when the powder falls through into the percussion caps, each one of which thus receives a definite charge. The next process is to press it down into the cap, so as to prevent it falling out. For this purpose the plate full of caps is removed to a machine (fig. 5), having a row of little stoppers, which are moved rapidly up and down, the pressure being exactly regulated by flat leaden weights, suspended so as to give only so much pressure as will consolidate the powder, without exploding it. They are next removed to a third machine called the “varnishing machine” (fig. 6). This has a trough of varnish, made by dissolving shellac in spirits of wine, into which a row of wires dip, and by a turn of the hand convey the minute portion of varnish on their points into the caps, row after row. This varnish dries in a few minutes, and causes the fulminating powder to adhere; the caps are now complete. The old form of caps was a simple short cylinder, but it is found better to allow the four little flaps to remain on, that the right end may be distinguished and instantly placed on the nipple the proper side downwards, which cannot otherwise so readily be done in the dark, and when the hands are benumbed with cold.
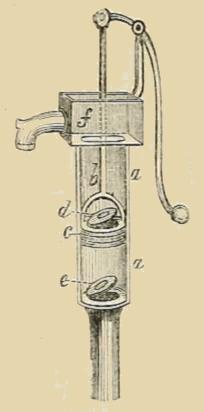
FIG. 1.
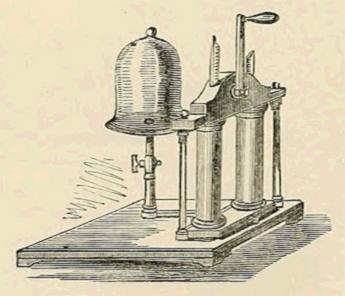
FIG. 2.
Pumps are used for lifting fluids above their level into some higher situation, such as from the hold of a ship or from a well. Fig. 1 shows the different parts of a common “lifting pump;” a a is a cylinder, b a piston rod or “plunge,” c the sucker made of leather to fit nicely the cylinder, d a valve in the sucker to open upwards, e a valve fixed to the cylinder, also to open upwards, f a box with a spout.
The piston being raised by lowering the handle of the pump, a partial vacuum is formed below the upper valve, which shuts down directly the piston is raised by the pressure of the air; this vacuum causes the external air to force the water some way up the tube g. On the piston descending, the lower valve is forced down and the upper one opened, this keeps the water where it is and allows the piston to descend without forcing the water down again, and on its being raised a second time the upper valve shuts and the lower one opens, the water being drawn up still higher, and this takes place till the box at the top is full to the spout, when it runs out. The air-pump is on the same principle, and is generally made with two cylinders worked by means of a “rack” and wheel (fig. 2); this is only to save time, instead of pumping water it pumps out air from any vessel called a “receiver,” because it receives any object to be placed in a “vacuum,” that is to say a partial vacuum, for the air-pump cannot produce a vacuum, as the air is only partly removed by each stroke of the piston, leaving the air more rarefied inside; and although each stroke of the piston increases the rarefaction, yet it cannot get all, as it merely takes part, and always leaves part.
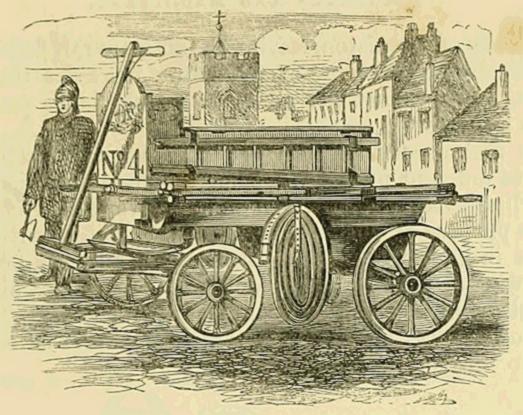
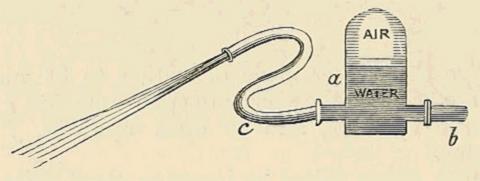
FIG. 3.
Fire and garden engines are only applications of the pump to different purposes. The fire-engine has generally two cylinders and pistons, and has moreover an air-chamber for the purpose of making the stream of water continuous. It acts in this way:—The water is forced by the power of those who are pumping the engine into a vessel air-tight and full of air, having an opening which joins the “hose” at its lower part; the result is, that as the water is forced in faster than it can well escape, the air above it—becoming greatly compressed, and by its expansion between each stroke of the pistons—forces the water out, and so continues the stream or jet. Fig. 3 shows this air-chamber; a joins to the hose c, and b is in union with the forcing-pumps of the engine. The air is represented as it would be compressed to about half its bulk, for it at first filled all the air-chamber down to the openings.
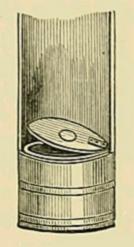
FIG. 1.
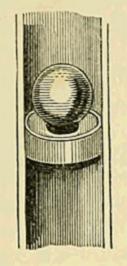
FIG. 2.
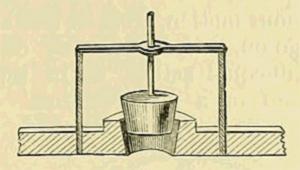
FIG. 3.
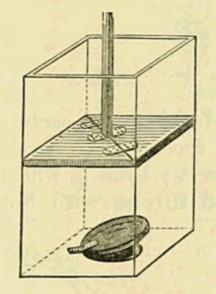
FIG. 4.
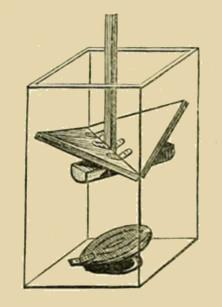
FIG. 5.
Valves are contrivances to admit the passage of fluids or gases by their own pressure in one direction, and in such a manner that the same pressure shall of itself prevent their return or passage in the opposite direction, as in fig. 1, which is the piston of a common pump. There are almost innumerable varieties of valves, one consists of a ball of metal fitting into a cup which has a hole at the bottom (fig. 2). Another (fig. 3), is a plug of a conical shape fitting in the same way, and having a rod affixed to the top which passes through a hole in a piece of metal so as to guide it in its ascent and descent; this is the kind of valve used as a “safety-valve” in steam boilers, but having the pressure regulated by a spring or weights. Figs. 4 and 5 are representations of a kind of valve which forms the piston itself, and is very useful as a piston for a square wooden tube for temporary purposes, as on board ship, where any number may be fitted up at little trouble, time, or expense. There are many other valves besides these, as the sliding valves of steam-engines, &c.
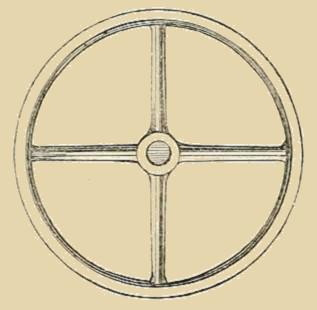
FIG. 1.
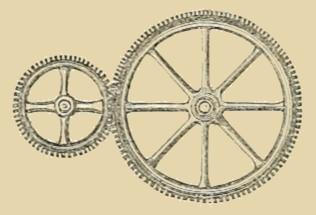
FIG. 2.
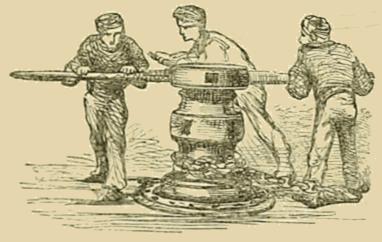
FIG. 6.
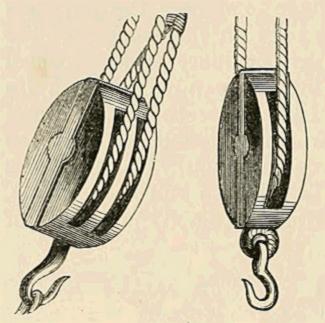
FIG. 7.
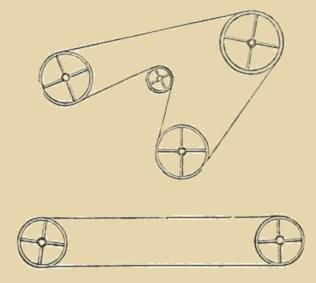
FIG. 8.

FIG. 3.
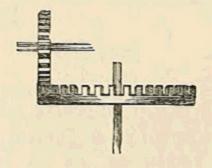
FIG. 4.
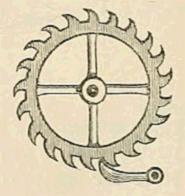
FIG. 5.
Scarcely any kind of machinery can be constructed without wheels of some kind—they serve almost numberless purposes. The fly-wheel (fig. 1) serves to produce a continuous motion, from its size and weight giving it a tendency to go on, and in this way causing it to fill up the intervals of unequal action, as in the ascent and descent of the piston in a steam-engine. The toothed-wheel serves to give motion to other wheels, and this at a certain rate either greater or less than its own, according to its size, and consequently the number of its teeth; thus a wheel with a hundred “cogs” or teeth united to one with but fifty, causes this to go round twice while the larger one passes round but once; but a large wheel turned round by a small one, although it moves more slowly yet does so with increased power just in proportion to its slowness (fig. 2). The bevel-wheel (fig. 3) is used to change the direction of a shaft, and for all the other purposes of a toothed-wheel, from which it differs only in the position of the teeth or cogs. Wheels are sometimes made to answer the purposes of bevel wheels, by having the cogs on the surface of the one wheel, and the other as an ordinary toothed-wheel (fig. 4). The ratchet-wheel (fig. 5) is a wheel with its teeth pointing in one direction like the teeth of a saw, and into which a tongue of iron is made to fall, so that the wheel can only be turned in one direction. These wheels are used where the machinery is liable to run back if left, as in the “crane,” &c. The capstan (fig. 6) is a kind of ratchet wheel, and is so made that long spokes may be placed in the holes, to be moved round by men, and taken away when out of use; it is a very powerful piece of machinery, and is used for “weighing anchor” (see “Anchors”). The pulley (fig. 7) is a series of wheels used to increase power by diminishing the rate of movement; they are much used in the rigging of ships, and are then called “blocks.” There are different ways of connecting wheels so as to communicate the motion of one to another; they may be toothed as before described, or a “lathe-band” may be passed over them. This may be either round or cord-like, and made of cat-gut, or flat and made of leather or gutta-percha. This mode of producing motion is very useful where evenness and smoothness of action are required, or where the wheels are at a considerable distance apart; they have their ends united so as to form a ring, or endless band, and are sometimes used to communicate motion to a great many wheels, as seen in fig. 8. The eccentric-wheel has its axis out of the centre; it is used for the same purpose as a crank, but the action is more continuous and even. While the crank is most frequently used to produce a circular or rotatory motion from an up-and-down motion, the eccentric-wheel is more commonly used to produce an up-and-down motion from a rotatory one (fig. 9). Wheels take almost every variety of form, and are not, in some cases, even round; in winding yarn on to bobbins, where a motion is required of a constantly varying rate, two elliptical wheels are made to act on each other, the end of one being approximated to the centre of the long axis of the other, (fig. 10).

FIG. 9.
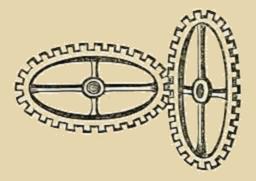
FIG. 10.
Wheels for carriages are used to diminish friction, by causing the “tire” or smooth outer edge to roll upon the surface instead of being rubbed; all the friction in wheels is in the centre or axle, which being turned smooth, and greased or oiled, works very easily. Carriage wheels are made to revolve upon a fixed axle, and each wheel revolves independently of the other, but in railway-carriages and engines, the wheels are united in pairs, and the axle revolves with them, the weight being borne outside of the wheel on a small part of the axle which projects. The various parts of a wheel are the box or “nave” which is the centre part, the “spokes” or those bars which connect it with the centre edge or felloes, and the “tire,” an iron band binding the whole together. Wheels for gun-carriages are made at Woolwich Arsenal by machinery. The following is a description of them, taken from the “Times” newspaper:—
“Here a few unskilled labourers superintending the machines produce forty complete gun-carriage wheels a day, though all their component parts are made of the hardest woods—viz., elm for the naves, oak for the spokes, and ash for the felloes. The novelty here was the new mode in which a wheel is fitted together. Instead of by hand, as formerly, the pieces are all laid together on the ground, and of course in a circle, around the outside of which are six small hydraulic rams, with the head of the piston of each curved so as to form a segment of a circle touching the outside portion of the wheel. One small steam-engine pumps the water into all these with an equal pressure, which, as it increases, forces the felloes into the spokes and the spokes into the nave of the wheel, with such force as to compress the whole, by a strain of 250 tons, into the solidity of one piece.”
Paddle-wheels are made to revolve with their lower part in water, and are furnished with a series of short boards fixed to the tire of the wheel, which is generally double, that they may be better held on; these boards or paddles take a great hold on the water and cause the resistance which is necessary to move the vessel. The wheel of a watermill is constructed in the same way.
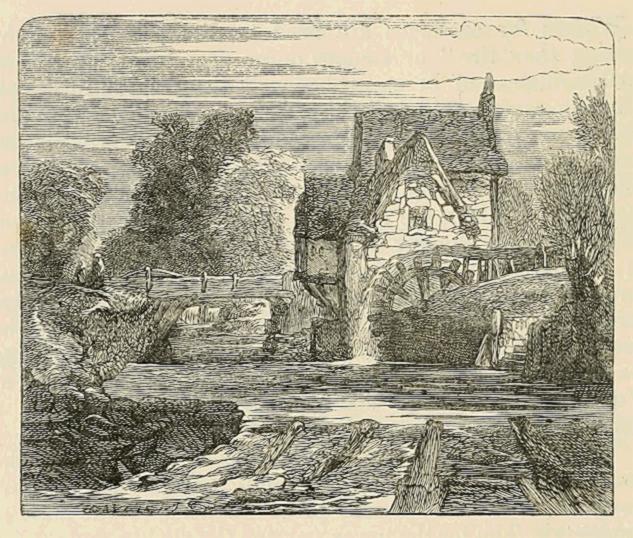
Watermills are those kind of mills, the motion of which is derived from the flow of a stream of water against the lower part of a large wheel, provided with paddle-boards similarly to the paddle-wheels of steam-vessels; or else by the weight of a stream of water falling against the upper part of the wheel from a spout or trough; the former of these is called the under-shot, and the latter the over-shot mill. The former is used where there is a large body of water flowing at a sufficiently rapid rate, and the latter kind where there is but a small supply, the whole of which is often used for driving the mill; but other circumstances, of position, &c., may determine which shall be used. The large wheel being thus driven round, any kind of machinery may of course be attached, according to the nature of the work to be done. Like windmills these watermills are for the greater part superseded by steam power; the locality, &c., must determine which can be used with most advantage.
These picturesque objects are buildings containing machinery, to be driven by the wind, for grinding corn, sawing wood, and any other purpose that may be required. They consist of a basement, generally of stone or brick, and a superstructure surmounted by a sort of dome capable of being turned round. From this dome projects the shaft of a wheel, and on this is fastened four fans or sails made of long bars of wood crossed by shorter ones; these being covered with canvass, form a surface to catch the wind. These sails are placed obliquely to the front of the cross, so that when the wind blows upon them right in front, they are at an angle with it, they are therefore turned round; for the wind which pushes them from the front, as they are oblique, tends also to push them on one side; when once in motion, being heavy, they form a sort of fly-wheel to the machinery. The dome has several small wheels attached to its lower border, to act as friction rollers and cause it to be easily turned round (which is often required), that the sails may be made to face the wind in whatever direction it may blow; this is sometimes done by ropes attached to the dome, but is more frequently effected by means of a small set of sails, shown in the cut, which are placed at right angles to the large set, so that when the wind acts on the large sails the small ones are not affected; but should the wind shift, these small ones begin to move, and they are connected with a toothed wheel acting upon a band which surrounds the dome; this is therefore caused to turn round whenever the small sails are turned, and as the dome turns, it brings with it the large sails until they are in the right position. These sails are generally fixed not quite upright, but inclined with their fronts looking a little upwards, which is found to be the best position to catch the wind.
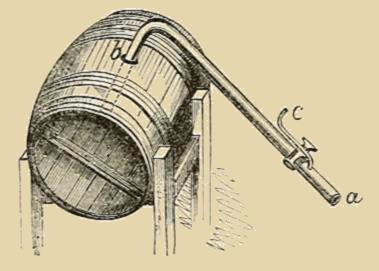
FIG. 1.
FIG. 2.
Syphons are bent tubes for drawing off liquids from cisterns, butts, &c., where there is no tap, and where it would be inconvenient to make any second opening. Fig. 1 gives the outline of the most usual form of syphon; these are only used for liquids that may be drawn into the mouth without injury, such as spirits from casks. The mode of using the syphon is this—the bottom of the longest leg a is stopped with the palm of the hand, the tap is then turned on and the mouth applied to the small tube c, the air is then drawn out by sucking; the liquid rises and fills both legs of the instrument, the tap is turned off, and the syphon is full. Now as the leg a is longer than the leg b, the fluid in it weighs more than that in b, and sinking down draws the fluid in b up, and so on till all is drawn from the cask. Syphons are generally made of copper, but gutta-percha would answer exceedingly well. Fig. 2 represents a contrivance for drawing off acids, &c., which would injure the mouth; the ball prevents the acid rising into it, as the mouth is removed directly it begins to fill, which as the instrument is of glass, can easily be seen.
FIG. 1.
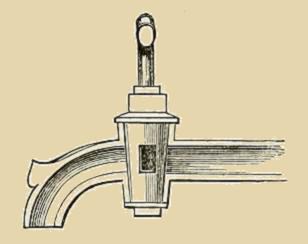
FIG. 4.
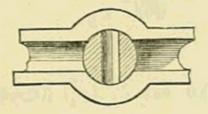
FIG. 2.
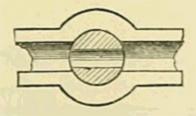
FIG. 3.
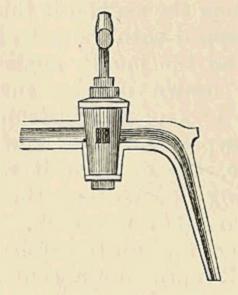
FIG. 5.
Taps are used for the purpose of letting off or stopping at pleasure the flow of liquids from vessels or through pipes. The forms of stop-cocks are very various, but the form shown at fig. 1 is by far the most general; it consists of a short curved tube, having an upright cylinder in the centre in which a plug with a handle turns; this plug is perforated in the direction of the length of the handle, so that when this is turned crosswise the communication is shut off (figs. 2, 3, and 4). The “nose” or end of the tap is sometimes prolonged into a spout, for filling bottles, &c., as in fig. 5.
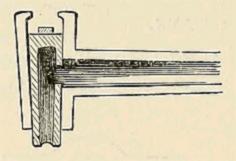
FIG. 6.
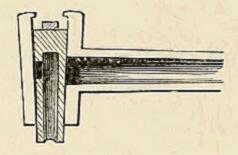
FIG. 7.
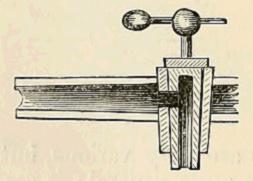
FIG. 8.
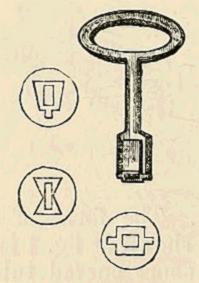
FIG. 9.
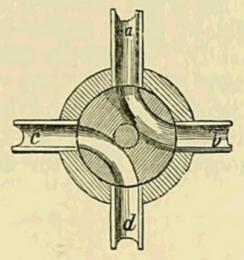
FIG. 10.
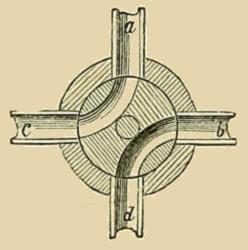
FIG. 11.
The safety tap differs somewhat from the ordinary tap, a section is seen in figs. 6 and 7; the plug is hollow and forms the nose or spout itself, this plug is only perforated on one side, so that it has to be turned round half-way instead of quarter-way as in the common tap. The upper part of the cylinder has an opening (of different shapes) leading to the top of the plug, &c., a key being made to fit it (fig. 9). The American wooden taps (fig. 8), are just like it, but have the handle united instead of a key. The four-way tap is a clever contrivance for uniting four passages in alternate pairs; figs. 10 and 11 indicate the different positions of the plug. This kind of tap was formerly an important part of the steam-engine, and allowed the steam alternately to enter above and below the piston.
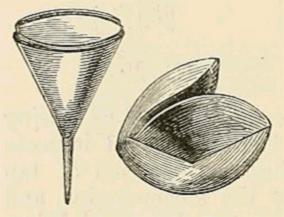
FIG. 1.
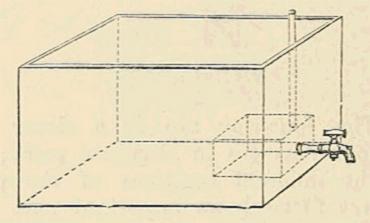
FIG. 2.
Filters are contrivances for separating substances from liquids which are not dissolved in them; but in the most common acceptation of the term, filters are vessels used for separating the impurities from water. Filters on the very large scale required by the water companies consist of sand or gravel so contrived that the water shall drain through them. This, indeed, is the natural way in which well or spring water is filtered; for the rain falling on the surface of the earth sinks down through such substances as gravel and sand, and lies in beds at the bottom, when it meets with stone or clay, through which it cannot sink (see “Artesian Wells”). This water when drawn up is in most cases very bright, as it has been strained through the sand or gravel in passing downwards. The best substance through which to filter water for household use is sponge pressed together with some force, and this is the usual plan adopted in all the earthenware filtering vessels sold; but there is usually a layer of sand or some other substance placed below, which is useless or worse, as it often becomes foul and taints the water. If the water has a bad odour, a few pieces of newly-burned charcoal placed in it above the sponge will purify it (see “Charcoal”). Filters for other purposes, and for any small quantity of liquid, may be made by cutting a piece of white blotting paper round, and then folding it into quarters and partially opening it (fig. 1); this if put into a funnel forms a convenient filter for any substance to be brightened, as water, vinegar, or wine. A particular kind of porous sandstone used to be hollowed out and used as a filter, but these filtering-stones are now but seldom used, except in the case of self-filtering cisterns, which are made by enclosing the inner opening for the tap in slabs of porous stone, so as to form a box within the cistern (fig. 2); by this contrivance, when the tap is turned, only that water escapes which has been filtered. It is necessary to have an air-tube to let the air in as the filtered water runs out, and to let the air out as the water filters in from the cistern. Even in these cisterns a box of slate or other substance having several holes with sponges pressed into them would answer much better, as these could be removed from time to time, washed, and returned. Filters, of course, can only separate mechanical impurities, such as dust, insects, &c., for if sugar or salt were put into the water, all the filtering that could be used would not separate them when dissolved, and thus it is that well and spring water, although perfectly bright, are still very impure, containing much lime and carbonic acid dissolved in them, together with other matters, as iron, &c., which are not separable by filtration; if it be desirable to separate them, distillation must be had recourse to (see “Distillation”). Some of these, however, as lime, may be separated by boiling the water for some time, which causes the lime to fall down in the form of chalk, and adhere to the bottom of the vessel—hence the “fur,” as it is called, in kettles. Water containing lime, although quite “hard” and unfit for washing purposes, is made sufficiently “soft” for use by boiling.
Presses are contrivances for compressing or squeezing together substances that may require to be so treated, as in the case of extracting the oil from seeds, &c. The earliest presses were simply heavy stones or pieces of metal, put on one after the other; but the great inconvenience and loss of time incurred in putting on and taking off these, soon led to the screw and lever, which form the usual screw press. The screw is fixed at one end in a socket and is turned round by a long bar of iron or wood, and as the “worm” works in a corresponding hollow screw which is fixed, it ascends or descends slowly but with great power. But by far the most powerful contrivance of this kind is the “hydraulic” press; this machine is not only used as a press, but also to raise great weights, and for many other purposes. The hydraulic press consists of a strong iron cylinder having a solid piston exactly fitting to it, this piston is raised by forcing water under it by means of a pump; the principle depends upon the peculiar property which water and every other fluid has, of exerting, when confined in a given space, an equal pressure upon every part of that space; thus if one pound pressure be made upon one square inch, the water will press with one pound power upon every square inch of surface that it comes into contact with; for example, suppose a cylinder, the piston of which is one foot measurement on the face—this foot contains 144 square inches—and from the bottom of the cylinder a tube should be made to rise a few feet above the piston, and that this tube should have an area of one inch; then one pound weight of water poured in at the top of this tube would raise 144 pounds weight placed on the piston, for these 144 pounds would press but one pound on each inch, and the pound of water would have the whole of its weight on the one inch of the tube, they would therefore balance each other. But instead of pouring in the water, let a piston be fitted to the tube; a man with his hand can easily exert 100 pounds pressure on this, and the result would be that he would raise 14,400 pounds or nearly six-and-a-half tons, and if to this small piston a handle and valves be fixed so as to make a pump of it he can easily pump in water at a pressure of two or three hundred pounds to the square inch; and if instead of the large piston containing one foot area it has three or four feet, then the weight raised would be very great; indeed there is no limit to the power of this instrument but the strength of the material used. It must however be observed that when the piston descends, say six inches, it does not raise the six-and-a-half tons six inches, but only a hundred-and-forty-fourth part of that distance, so that the piston would have to be raised and depressed six inches 144 times in order to raise the six-and-a-half tons six inches. But this is such a saving and concentration of labour that the application of the hydraulic press is becoming more in demand every day.
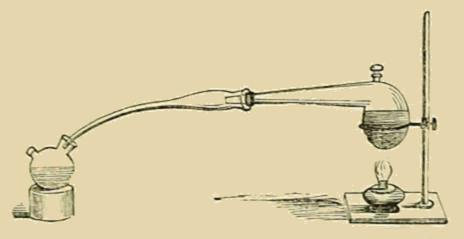
FIG. 1.
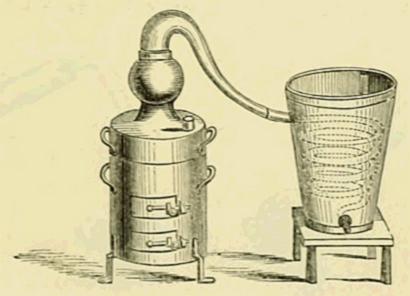
FIG. 2.
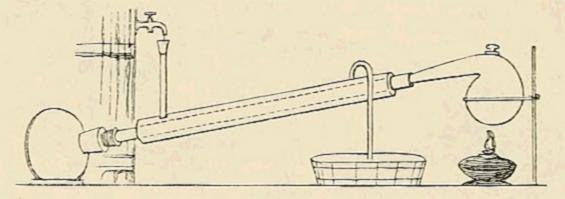
FIG. 3.
These are vessels of different kinds used in distilling, that is, when any volatile product has to be converted into vapour and afterwards condensed, for the purpose of separating it from various matters not otherwise separable. One of the oldest forms of still is that even yet used in most chemical operations, called the “retort” (fig. 1). It is blown out of glass in one piece, is easily made of all sizes, not exceeding a few gallons; it is chiefly used for distilling small quantities of fluids, and those which act on metals, as the acids. For some purposes, chiefly those requiring a very high temperature, earthenware retorts are used, and in other cases retorts made of platinum; the retort is often “tubulated,” a name given to those with an orifice in the upper part having a stopper fitted to it, this opening is useful to introduce any substance while the body of the retort is already partly filled with its contents, or to add more of anything from time to time as it distils over. An indispensable adjunct to the retort is a “receiver” for condensing the liquid distilled; this is generally of a globular form, with an opening to receive the spout of the retort, which is also frequently “tubulated” that it may be attached by a bent tube to a second or third receiver. The receiver is to be kept cool, and this is generally done by a stream of cold water being poured on it, or a cloth dipped in cold water being spread over it, &c. The stills properly so called, such as are used in the manufacture of large quantities of liquids, as, for example, in the distillation of spirit, are generally made of copper tinned inside to prevent the formation of verdigris, and consist of a body, a head, and a condenser, the common form of which is seen at fig. 2. The condenser consists of a long tube coiled up into a spiral and placed in a large tub of water, having a supply tube to let in cold water at the bottom, and one for the exit of the hot water at the top, for hot water being lighter than cold, rises up to the top of the tub. A very good form for a small portable condenser may be seen at fig. 3, in which a constant current of cold water is made to pass through the outer tube, and so keep the inner one cold.
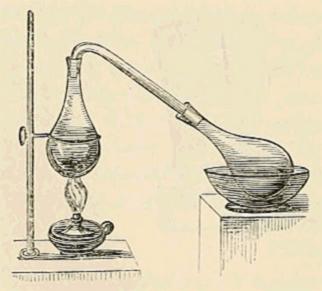
FIG. 4.
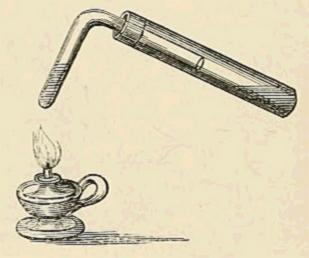
FIG. 5.
A distilling apparatus for experiments in chemistry can easily be made with flasks and bent glass tubes, fig. 4, or even by means of pieces of tube alone as in fig. 5, one being bent and the other straight; the tubes and flasks can be united by means of corks perforated by a round or keyhole file. Empty oil-flasks serve well for this purpose, they can readily be cleansed by putting a little oil of vitriol into them, shaking it well about, and then washing them out with clean water.
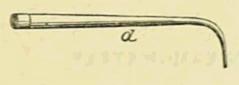
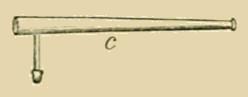

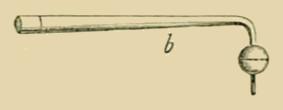
Blowpipes may be considered as miniature blast-furnaces. They are little instruments used to force—by means of air blown from the mouth—the flame of a lamp or candle into a jet of flame so fierce that the very highest heat can be produced by it. Various forms of blowpipes are shown in the figures; the common blowpipe, used by gas-fitters, tinmen, &c., is shown at a; better blowpipes have generally some reservoir to contain the condensed breath and so prevent it issuing into the jet; the bulb shown at b is for this purpose and also the conical part of c. Very good and cheap blowpipes may be made by bending a piece of glass tube into the form shown at d, adding a perforated cork and a small piece of bent glass tube fixed as in the figure. The end of the small tube, intended to produce the jet, should be held in the flame of a lamp or gas till it is red hot and turned round all the while; in this way the hole will gradually become smaller as the melted sides collapse, forming a neat round hole about the size to admit a fine needle; with this blowpipe a very great heat can be produced, and it can be easily repaired. The oxy-hydrogen blowpipe is a contrivance for forcing a jet of oxygen and hydrogen gases—mixed together in the proportions in which they form water—through a small orifice and setting fire to it; this produces the very highest heat. Almost any substance can be fused by it, but the experiment should not be made unless with a proper apparatus, as the flame will be sure to run down the tube and explode the mixed gases with dangerous violence. A common flame is merely a cone of vapour burning on the surface where it comes into contact with the air, and therefore gives out but little heat, but when air is forced into it, a small blue cone of solid flame is projected, which gives off more heat than the hollow cone.

FIG. 1.
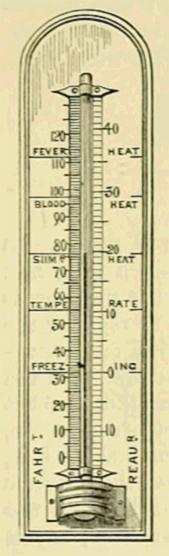
FIG. 2.
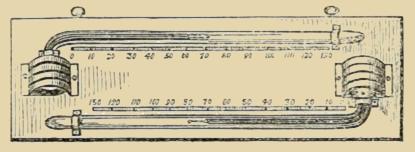
FIG. 3.
The thermometer is an instrument for determining the temperature of the air or any other fluid into which it may be introduced. The thermometers in general use contain mercury, but some contain colored spirit; yet, as mercury is most generally used, it will be only necessary to say of spirit thermometers, that they act on the same principle. A thermometer consists of a glass ball having a long thin hollow tube rising out of it and attached to a graduated scale—the bore or hollow of the tube is very small, scarcely sufficient to admit a piece of sewing cotton. The ball or bulb and part of the stalk are filled with mercury by holding a lamp to the ball till the air is nearly all expelled by its expansion—for heat expands air very greatly—and putting the end of the stalk into a vessel of the fluid. When the lamp is removed the air in the bulb cools and therefore contracts, by which means the mercury is forced up the fine tube, very nearly filling the bulb. The bulb is then held downwards and the mercury so heated that it expands, as did the air, till it fills the whole of the bulb and stalk up to the very top; the top is then melted with the blow-pipe (see “Blowpipes”), and the glass, running together, closes up the bore at the end. As the mercury cools it contracts, and consequently, occupying less space, falls down in the stalk pretty close to the bulb, the space above it is therefore empty, and forms a “vacuum.” Now, therefore, we have an instrument, consisting of a bulb and stalk half-filled with mercury (fig. 1). Upon any amount of heat being applied to the bulb, the mercury in it expands, and rises in the stalk in proportion to the amount of heat applied, or shrinks and sinks down again as it cools. The next thing to be done is to form a “scale” by which the height of the mercury in the stalk may indicate some known or recognised temperature. There are three scales in use, “Fahrenheit’s,” “Reaumur’s,” and the “centigrade.” The scale universally used in England is Fahrenheit’s, although both this and Reaumur’s are sometimes marked on the same thermometer (fig. 2). Fahrenheit’s scale is formed thus:—The bulb of the thermometer is placed in boiling water, and the height to which the mercury rises is marked by a scratch on the stalk; it is then put into snow or ice in the act of melting, and another scratch is made where the mercury has descended to. The space between these two marks is divided into 180 equal parts called degrees, and these divisions are carried upwards to nearly the end of the stalk and downwards to near the bulb; the upper scratch, indicating the heat of boiling water, is marked 212, and the lower one, which marks the freezing point of water, being 180 divisions lower, will be 32; and of course, 32 degrees lower will be 0, and is called “zero.” On the scale of Reaumur’s thermometer the zero or point marked 0, is at the freezing point of water, and the boiling point is marked 80 (fig. 2). The centigrade differs from Reaumur’s only in having the space between the boiling and freezing point of water divided into 100 parts instead of 80. What are called “register thermometers” have two bulbs, stalks, and scales, on the same instrument (fig. 3); one bulb is filled with mercury, and the other with colored spirit. In each stalk a piece of enamel, about half-an-inch long and fitting the cavity, is introduced; the one in the mercury is to register the highest, and that in the spirit to register the lowest degree of heat. They act in the following manner:—The spirit, being very liquid or thin in its nature, wets the enamel and passes by it when it rises in the stalk, so that the elevation of temperature does not affect its position, but when the spirit sinks down it drags the enamel with it, thus registering the lowest temperature, so that the distance the enamel is found down the stalk indicates how low the spirit may have descended in any particular time, say a night. With respect to the mercury, it is not of a nature to adhere to the enamel, and therefore instead of passing it pushes it up in the stalk as it rises, but on descending leaves it behind, the height at which the enamel is found up the stalk indicating the highest point to which the mercury had risen, and consequently the highest temperature. To adjust the instrument, a slight tap or shake will make the index in the spirit tube fall to the surface of the spirit, where it is held by the adhesive quality of the liquid, and by the same process that in the mercurial stalk will fall to the surface of the mercury, but will not penetrate it, owing to its great density.

FIG. 1.
FIG. 2.
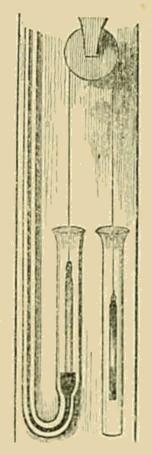
FIG. 3.
The barometer is designed to indicate the weight or pressure of the air on any surface, at any particular time or place; for the air, although invisible, is still of considerable weight, as there are many miles of it pressing from above downwards on all parts of everything upon the earth, and the barometer is for the purpose of ascertaining how much this pressure amounts to. It is formed as follows: a piece of glass tubing, about three feet long, is first closed at one end, then turned up at the other and expanded (fig. 1); when this tube is filled with mercury and held with the bulb downwards, the mercury sinks in the stalk to a certain height (say twenty-nine inches), and that height shows the weight or pressure of the air. The reason of this will be understood by supposing a piece of straight glass tubing, three feet long, to be closed at one end and then filled with mercury; if the finger be placed on the end not closed, and that end turned downwards and put into a basin of mercury (fig. 2) before the finger is withdrawn, the fluid, if the air exerted no pressure, would all sink down from the inside of the tube into that in the basin, leaving a “vacuum” or empty space in the hollow of the tube, but it is evident if the air exerted any pressure on the surface of the mercury in the basin, this pressure would force the mercury up the tube (for there is no opposing pressure in an empty space), and that the mercury would rise higher and higher the greater the the pressure. Well, then, the air really exerts this pressure, and to such an extent as to raise the mercury somewhere about thirty inches in height, and the pressure necessary to do this is found by calculation to be about fifteen pounds upon every square inch of surface. The barometer tube is divided into a scale of inches and fractions of inches. What are called weather glasses, are barometers having the lower part brought up by a curve, and a small weight resting on the mercury in it, which being attached to a corresponding weight by means of a cord running over a little wheel or pulley fixed to hands moving round a sort of dial, turns them as the mercury rises or sinks (fig. 3), for as the mercury falls in the stalk it must of course rise in the short stalk of the curve; the hands by these means are turned round, and the rise or fall of the fluid will cause them to point to “fair,” “rain,” &c., as the case may be, for these names are marked where a corresponding change of the weather may so influence the weight of the air, as to raise or depress the mercury, and so bring the hands in a position to point to them.
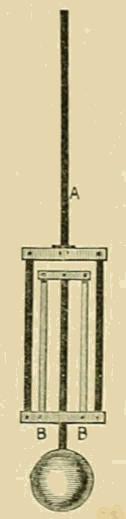
FIG. 1.
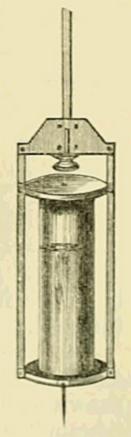
FIG. 2.
Any weight attached to a rod or wire so that it can swing freely may be called a “pendulum.” But for the purpose of time-keeping, a much more accurate instrument is required; the rate of vibration or oscillation of the pendulum, does not depend upon the weight of the ball or “bob” at the lower end, but upon the distance of this from the point at which the upper end turns, nor does the rate of oscillation depend upon the distance through which the weight traverses, for every pendulum will vibrate at the exact rate (with certain restrictions) at which it is set off, until it ceases, although the distance through which it traverses, decreases at every vibration; these facts are taken advantage of in adapting the pendulum to the purposes of regulating the time a clock shall keep—the longer the pendulum the slower the vibrations. Now, as everything in nature is expanded by heat and contracted by cold, so a pendulum is constantly varying in length by every change of temperature, and, as a consequence, the rate of the clock to which it is attached will also vary. Pendulums which have an arrangement to obviate this variation, are called “compensating” pendulums; the best in use are of two kinds, one called (from its appearance) the “gridiron,” the other the “mercurial,” this last is the most accurate, and is used in nearly all good astronomical clocks. The gridiron pendulum is made of iron and brass, or zinc, and is constructed as shown in fig. 1; the rod and outer frame, A, is made of iron, the two rods inside this of zinc or brass, B B. The principle of the instrument is this—brass or zinc contract and expand much more than iron does, and the short bars of these metals will expand or contract as much as the long bar of iron forming the rod of the pendulum, so that as this expands and lets the “bob” down, the short bars expand and draw it upwards so that it keeps its place at any temperature; this requires very accurate adjustment. The mercurial pendulum is shown at fig. 2; it is on the same principle, but is easier to regulate, and more manageable, the vessel in the centre being partly filled with mercury, and forming the weight itself, and thus as the mercury expands upwards it compensates for the elongation of the rod, the same as in the gridiron pendulum.
The nearer any pendulum is to the centre of the earth the more quickly does it vibrate; this has been used by scientific men, to determine by the difference of rate in one placed on a hill, and another at the bottom of a deep mine, the amount of matter which constitutes our globe; indeed by these trials the world may fairly be said to have been weighed!
Ploughs are instruments used to perform more rapidly what may be effected by the spade, namely, the cutting-up and turning-over the surface of the ground so as to destroy all grass and weeds growing in it, loosen, so as to expose it to the influence of the air, and render it fit to receive the seed.
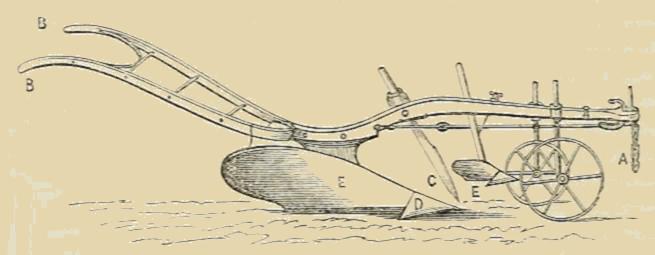
The plough has been in use from the very earliest ages, and has been but little altered for many centuries; it is drawn by horses attached to the chain A at the end of the “beam,” and guided by a man holding the “stilts” or handles B B, the coulter, C, cuts a perpendicular slice in the ground, and the “share” or “slade,” D, following, cuts horizontally, so as to separate a long piece of earth which the breast or mould-board E, placed obliquely, turns over on one side; the plough returning at regular distances, successive cuttings are thus laid side by side, forming narrow ridges; F is an additional coulter called the “skim-coulter,” for removing the surface of the earth, and is only occasionally used.
There are a great many kinds of ploughs, each suitable to the kind of soil to be ploughed, whether light and dry or heavy and moist.
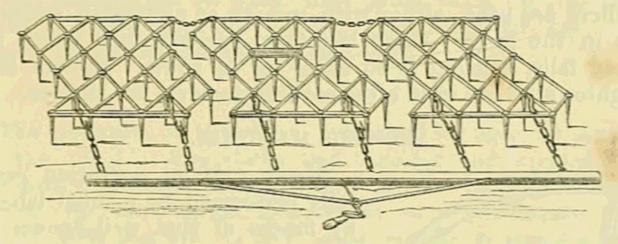
HARROW.
These instruments are used to stir up, pulverise, and mix together the earth, also to tear up any roots that may be left after ploughing, and to cover up the seed after sowing. The cut represents the usual form of harrow, having a number of iron spikes or teeth attached to frames of which two or more are united together by chains and attached to a bar, that the horses may drag them over the surface of the soil.
Bush-harrows consist of a bundle of brush-wood held together by a pair of frames, and drawn over the soil when it is very dry and light; they are used chiefly to cover up the seed after “drilling.”
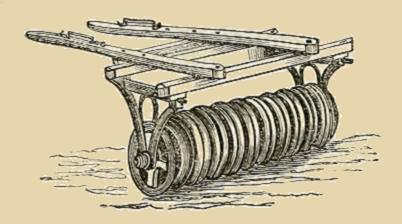
In clay and other heavy soils, it is necessary after ploughing to break up the large pieces by means of rollers, and in light soils to press it together; for these purposes rollers are used, either with smooth or undulated surfaces, as in the figure; these last form furrows into which the seed falls, causing it to come up in rows. Rollers of a lighter kind are used after mowing to level the surface.
FIG. 1.
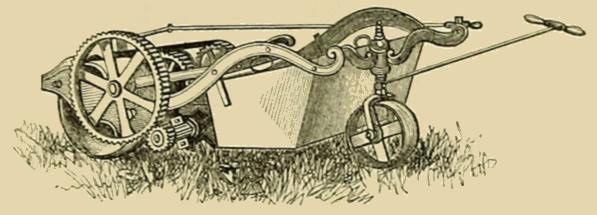
FIG. 2.
Mowing is an operation generally performed by manual labour, by means of that well-known instrument, the scythe (fig. 1), which is a long, flat, curved blade of steel attached to a handle having a peculiar bend, and with two short pieces of wood attached, by which the mower swings it round with a measured sweep, cutting off the grass almost close to the ground, walking gradually forward as he mows; but of late years machines of various kinds have been invented and used for this purpose. Fig. 2 represents one which not only mows, but at the same time rolls the grass, so as to make it smooth and level. It consists of a heavy iron roller turning a large wheel, which, being united to a small one, causes it to revolve very rapidly. In connection with the small wheel is a series of four spiral knives wound round a cylinder, which cut off the grass close to the ground, throwing it up into a box placed to receive it. There are several varieties, but this is the kind made by Dray & Co., London, for mowing short grass, as in gardens and lawns. Those used for cutting long grass for hay, are exactly similar to the reaping machines.
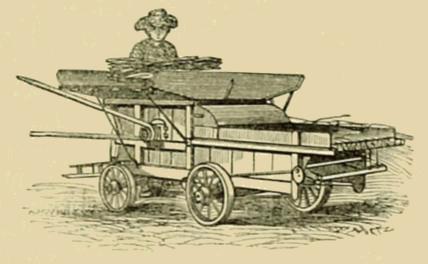
The operation of thrashing, performed for ages by means of the “flail”—two sticks tied together and wielded by the hands, inflicting heavy blows on the bundle of corn spread on the thrashing-floor, so as to separate the grains from the ear—is now being rapidly superseded by the thrashing-machine. It is a sort of box having a cylinder inside with an iron wheel at each end united by bars of iron; this wheel revolves by steam, causing the bars to fall upon the corn with a gliding motion, thrashing out the grain, which falls through and is received below.
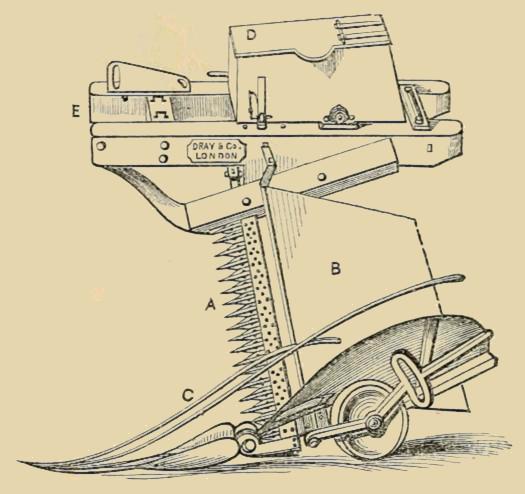
REAPING MACHINE.
SICKLE.
Machines have lately been produced to effect more rapidly, what has hitherto been done by hand, with the sickle, namely, the reaping of corn. These machines are of various kinds, but the one that seems most perfect has been patented by Messrs. Dray & Co.; it consists of a heavy wooden frame drawn by a horse, and having wheels attached, which on turning round set in motion a line of spear-headed knives; these knives are made sharp at each side, to cut both ways. The motion communicated to them is very rapid, and from side to side, so as to cause the knives to pass through long narrow openings made to fit them in a series of iron points which are placed one between each knife. This action causes the point and knife to act like the blades of a pair of scissors, only that the points are fixed and the blades move through them, cutting off the corn at any distance from the ground that may be required; at the side furthest from the horse is a point of iron, having two diverging pieces prolonged from it, and which pierces the corn and separates the portion to be cut from what is to be cut at the next return of the machine; for it is drawn up and down, cutting at each time a belt about four or five feet wide; when cut, the corn falls on a platform balanced on its centre, and capable of being turned so as to incline forwards or backwards. A man sits on the machine with a rake, and as the platform fills with cut corn, he pushes it with the rake, tilting the platform back and delivering the corn behind, where women attend to bind it up. These machines can reap ten or eleven acres in a day.
DRILL.
The drill is used when it is desirable to sow seed in rows at intervals from each other, so as to give room for the plants to grow, to free them from weeds and admit air, light, and moisture; it is a machine which contains the seed for sowing, and at the same time makes a series of furrows to receive it. There are a great many varieties of drills, but they act upon the same principle, namely, that of a cylinder, taking up and pouring small portions of the seed into funnels so arranged that they shall follow a set of small coulters forming furrows in the ground, into which the seed falls; the drill is generally followed by a bush-harrow which covers up the seed. Some drills have two compartments, one for containing manure, the other for seed; the manure must be dry and pulverised, such as ground bones, ashes, &c., which arrangement allows the seed and manure to be both drilled together, so that the manure shall only be applied where it is wanted. The cut represents this machine; A A are portions of the cylinders which are turned round by toothed wheels attached to the ordinary wheels of the machine, and which can be put in or out of gear at any time, so as to stop the action of the drill; B B represent the funnels into which the seed is poured, and C C the coulters which cut the furrows for the seed. These coulters are pressed into the ground by means of iron weights attached to the ends of levers joined to them, and which can be regulated by small chains.
The great advantage of railways over ordinary roads is the diminished friction, which is produced by the wheels passing over the smooth iron instead of rough stones. It was found when iron rails were first used, before the introduction of locomotives, that the horse-power requisite was diminished to one-fortieth; for instance, ten horses on a railway could do the work of four hundred on a common road, this being the case, and the great power of the locomotive engine being superadded, there can be no wonder that the difference of the rate of speed between the train and the wagon should be so great. When it has been settled what general direction the railway shall take, it is then to be determined whether or to what extent the elevations or depressions that may occur can be conveniently overcome, so that the line may take a straight course, or whether the road shall go out of the straight line, and how far to avoid them. The route it should therefore take ought to exactly balance the objections to each extreme, that is the expense, &c., of going straight on through hills and over valleys on the one side, and the increased distance and consequent loss of time which a winding track would cause to the transit on the other.

FIG. 1.

FIG. 2.
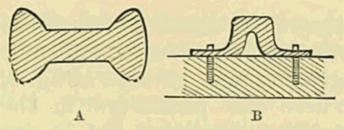
FIG. 3.
FIG. 4.
With respect to the “level” at which the line should be laid, a section of the route, showing all the elevations and depressions, is first made, then such a course is chosen that the material produced by cutting through the higher parts shall be just sufficient to form the embankments for filling up the lower parts; fig. 1 will give some idea of this arrangement. Of course a line perfectly level would be the best, just as would be one perfectly straight; but as the difficulties of the one must be balanced, so must those of the other, and a line as nearly level should be obtained as is consistent with expense. For instance, suppose A and B, fig. 2, to be towns to be connected by a line of railway, and the chief of the intermediate ground to be above their level; of course it would be very expensive to cut through the whole distance, as shown at the dotted line a, this level would therefore be too low; but if a higher level were taken, as at the dotted line b, then only the centre of the distance would have to be cut through, and the material (earth, &c.) produced by the cuttings would suffice to fill up the hollows at the ends. These considerations and many others must therefore determine the level at which the railway shall be constructed; but the line is seldom (if ever) on one level from end to end, nor at one continuous “gradient” or slope, for the course of the line is so arranged as to make as little cutting and filling up as is consistent with a road whose gradients shall never exceed a specified amount, which must be determined by local circumstances. The excavation and filling up being finished, the “trams” have to be laid; these are bars of wrought iron about fifteen feet long, of the form shown at A and B, fig. 3. The most usual form is that marked A. They are made of wrought-iron, passed while hot between rollers cut at their edges into the form required. These trams are laid upon bars of wood called “sleepers,” at about four feet apart, and united to them by what are called “chairs,” which are pieces of cast-iron of the form shown at fig. 4, fastened to the sleepers by iron spikes, and into these the trams, or “metals,” as they are called by the workmen are wedged. These bars of iron are laid very evenly and perfectly parallel at a certain distance apart, which must exactly correspond to the distance between each wheel of a pair belonging to the carriages and engines; this distance is called the “gauge,” the wide gauge (as on the Great Western) is seven feet, and that called the “narrow gauge,” is four feet eight-and-a-half inches, and the space between the lines is of sufficient width to prevent any danger of collision in the trains on passing each other; they are generally six feet apart.
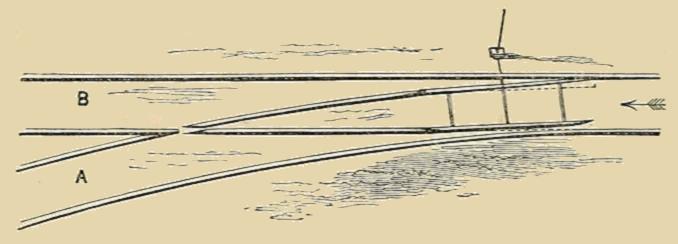
FIG. 5.
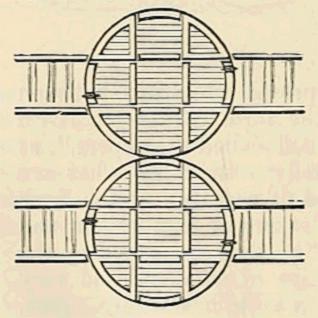
FIG. 6.
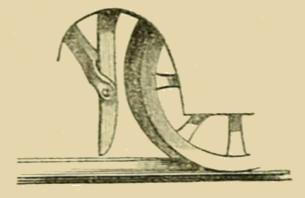
FIG. 8.
FIG. 7.
FIG. 9.
FIG. 10.
As it is necessary that trains should at certain places be “shunted” or shifted from one line of rails to another, particularly at stations where a great many tracks run side by side, and cross each other to branch off to different parts, there are arrangements called “points,” shifted by a lever or “switch,” so that they shall direct the course of the train, and cause it to leave the former track and enter upon a new one; this arrangement may be seen at fig. 5, where the points are in the position to direct the engine coming in the direction of the arrow on to the curved line A, and the dotted lines indicate the position into which they would be shifted, if necessary for the train to go straight on to the line B; this action is effected by moving a lever which shifts the two bars a few inches either way. When an engine or carriage has to be turned on to a track at right angles to the one on which it rests, or where there is not room for “shunting,” an apparatus called a “turn-table” is used, which is shown at figs. 6 and 7; it is a round platform of iron turning on its centre, and supported by friction rollers at the edge, having on its surface raised rails in two or more directions, so that it may be turned round half or quarter distance, according to the position required. The engines and carriages used to run on railways are of various constructions, but to a certain extent agree in their chief particulars; the wheels are fixed to their axles, so that each pair and the axle which joins them may be considered as one piece. The axle projects a little way beyond the wheel, and on this part it supports the engine or carriage, which is wider than the distance from one wheel to its fellow. They are therefore entirely underneath. They are of iron, made by machinery and have a projecting edge on the inside of the “tire” of each, which is called the “flange” (see fig. 8); this flange does not run on the rail but within it to prevent the wheels from slipping off. These flanges, when the pair of wheels and axle are united, exactly fit in between the rails, so as to touch the inside of each and form a sort of guide. Each carriage has two pairs (except in a few cases, where three pairs are used), the engines have usually three, and sometimes four pairs. The carriages rest upon powerful springs, and are moreover furnished with springs to diminish the concussion of one carriage against another; these last are acted on by a sort of piston-rod, one of which is placed at each corner of the carriage, and are called “buffers” (figs. 9 and 10); they all coincide with each other, and form a set of springs all along the train, which greatly reduces the shock which would otherwise be felt when it is stopped. Another set of springs is connected with the binding screws which unite each carriage, and these prevent the sudden jerk which would result from the starting off of a train quite inelastic in its length.
The engines used are of that class called high-pressure or non-condensing, and there are two cylinders and pistons, which have a stroke of about eighteen inches. The boiler is so contrived that a large quantity of steam shall be rapidly produced; for this purpose tubes of brass are made to pass side by side from the fireplace through the boiler, and through these tubes the flame and hot air must go before reaching the funnel, giving out in its course a great amount of heat to the water and converting it rapidly into steam. The steam from each cylinder passes at each stroke of the piston into the funnel, assisting to form a draught which draws the flame from the fire through the tubes and increases the fierceness of the combustion. The necessity for two cylinders and pistons is owing to the impossibility of having a fly-wheel, and as the driving wheels of the engine have to be turned at an equal rate, the axle has two cranks so placed that the greatest power of one piston is exerted where the other exerts the least (see “Steam-engine”).
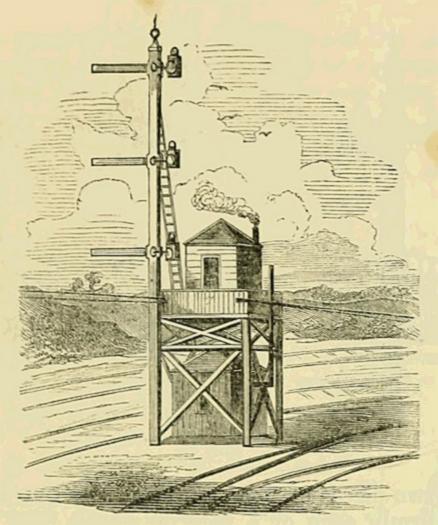
FIG. 11.
FIG. 12.
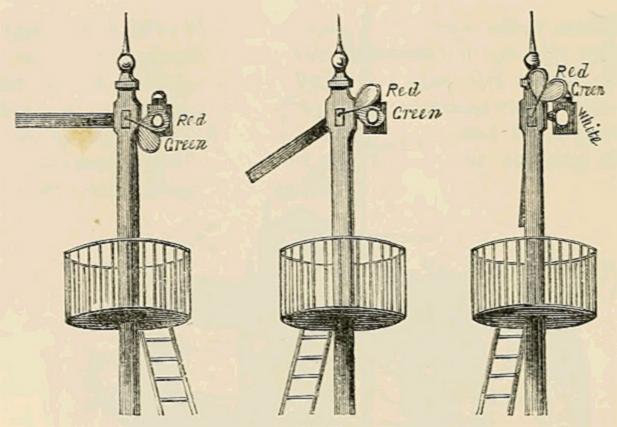
FIG. 13.
As the trains when going at a considerable speed cannot be suddenly stopped, it is necessary to have signals placed in certain conspicuous positions, that the engine driver may begin to stop the train (when necessary) in time; this he effects by what is called a “break,” a contrivance by which two pieces of wood are made (by turning a screw) to grasp firmly each of a pair of wheels, and so prevent them turning round, this produces so much friction against the trams that (after the steam is turned off) the onward motion of the train is soon stopped. The signals are of three kinds generally, a red flag to indicate danger, a green one to caution, and a white one to show that the way is clear; these are (on most occasions) held by a man and waved to and fro to attract attention, but there are however a great many occasions for fixed signals, as at stations and bends in the line where the engine driver can only see a short distance ahead; these fixed signals consist of tall posts placed where they can be seen at a considerable distance. These posts have an arrangement at the top consisting of a lamp with a “bull’s-eye” or lens at each side pointing up and down the line, and a pair of arms capable of being let down into the post, raised at right angles with it, or into a position midway between the post and a right angle (as shown in figs. 11 and 12). One side of each arm is painted red, the other white, one arm serving for a signal up the line and the other down; attached to the joint of each arm, close to the post, are two iron frames each holding a piece of colored glass, one red the other green, and so arranged that when the arm is at right angles to the post, the red glass is before the lamp and when the arm is let half way down the green glass comes in front of the lamp (fig. 13), thus the same action serves both for day and night signals. When the arm showing the red side projects in a horizontal direction, it indicates (in the day) “danger,” and so does the red light at night; when the arm is let down half way, it shows that caution is required, and the green glass then before the lamp shows the same signal at night; when the arm is let quite down out of sight, it shows safety, and so does the white light of the lamp thus freed from both screens of colored glass.
FIG. 14.
Each engine is provided with a whistle (fig. 14) blown by steam turned on from the boiler, which is used as a signal at any particular time, especially in tunnels or when there is a fog; there is also an arrangement by which each engine presses on a lever at the side of the tram as it passes, and causes a bell to ring at the station, to announce its approach, when about a quarter of a mile off. In some cases, as in foggy weather, when the usual signals cannot be seen, a packet of fulminating powder is placed on the rail, and this being exploded by the wheel of the engine as it passes over it, gives notice of its approach, &c. There are other signals, but these are the chief.
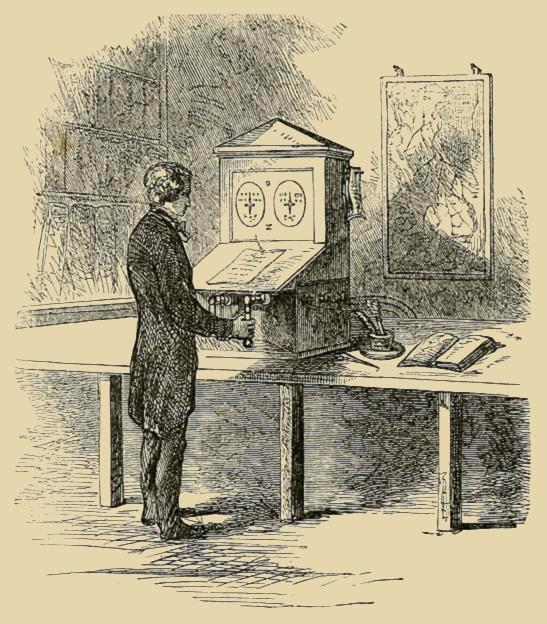
The power of transmitting messages to any distance or place to which a wire can be carried, and in a space of time too small to be reckoned, is without doubt one of the most wonderful inventions ever carried out by men’s hands. Although the signals are carried from place to place with a rapidity almost incredible, yet the electric fluid travels at a certain, although marvellously rapid rate. It is thought that light and the electric fluid both travel at the same rate, namely, 192,000 miles in a second, and if so, a message might be sent round the world (were it possible to carry on a wire) thrice in that small space of time.
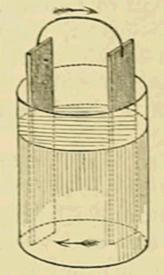
FIG. 1.
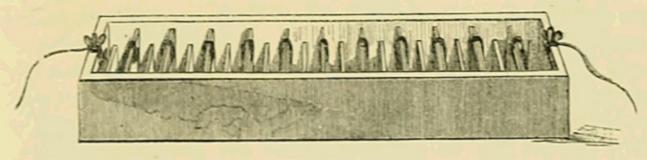
FIG. 2.
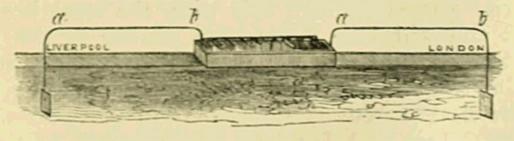
FIG. 3.
The construction of the electric telegraph is pretty much the same everywhere, only that modifications of the same agent are used in different countries, and different signals formed; but whether this agent or influence is obtained from magnetic or galvanic sources, the result is exactly the same. When a pair of metallic plates are immersed in a fluid which acts chemically more rapidly on the one than the other, and a wire connects the upper parts of these plates, this wonderful agency is set in motion, and circulates from the one plate to the other (fig. 1). This arrangement may be best shown by using one plate of zinc and the other of copper, and a dilute solution of sulphuric acid for the liquid; this, however, produces by far too little of the agent to be used on a telegraphic line, there are therefore combinations of such pairs of plates so arranged that the power of one pair shall be added to the next in such a way that at the end of the series (called a “battery”) there shall be a great increase of the power accumulated—this arrangement is shown in fig. 2. Now (if the power be sufficient) it does not signify what length of wire there may be between the two ends of this arrangement or “battery,” whether the ends be connected by a few feet of wire, or as many hundred miles—the electricity passes instantaneously from one end to the other; and furthermore, it has been found in practice, that this electrical influence can be transmitted through the earth in one direction if sent by a wire in the other; for instance, if a wire from one end of the battery be carried on from London to Liverpool; instead of having another from Liverpool to London, to connect the two ends of the battery, it is found to answer the same purpose if the end of the wire at Liverpool be fastened to a plate of metal buried beneath the surface of the earth and the other end of the battery at London, furnished with a similar plate also buried. In this arrangement, the electricity will pass beneath the surface of the earth from Liverpool to London, and through the wire from London to Liverpool, thus completing the circuit. The end from which the electricity passes is called the “positive electrode,” that to which it returns the “negative electrode.” Fig. 3 will show this arrangement.
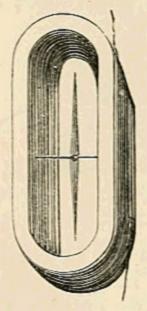
FIG. 4.
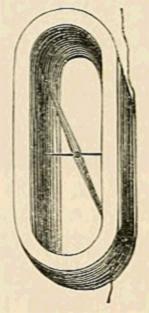
FIG. 5.
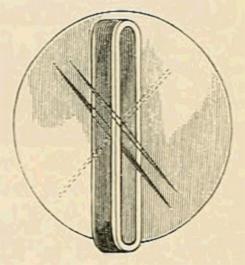
FIG. 6.
If a bar-magnet be suspended on a pivot so that it may turn freely, it will (as is well known) turn with one end to the north, which is owing to a current of natural electricity passing round the earth in the direction of east and west, the magnet crossing the current at a right angle; and if a coil of wire coated with silk (to keep one part of the coil from another) be placed round, above and below the long axis of a bar of steel as shown at fig. 4, and a current of electricity passed through this wire, the steel becomes a magnet and will take a direction similar to the natural magnet, more or less at right angles to this coil, as in fig. 5, according to the intensity of the current; and the instant this electrical current is stopped it will resume its former direction. This fact has been made use of to form the principal feature of all English telegraphs; in the telegraph such a needle is mounted in an upright position, and instead of its tendency to turn to the north, a tendency to maintain the upright position is given to it by having one of the arms of the magnet a little heavier than the other; such a magnet having a coil of wire surrounding it. When the electric current passes through the coil, it will turn out of the upright position to either one side or the other, according to the direction of the current, from its tendency to assume a position at an angle to the current (fig. 6); if the current be stopped even for an instant, then the needle or magnet will again assume its upright position. The pivot of this magnet is brought forward and has on its front part another needle, which being on the same pivot turns with it; this is visible on the outside of the apparatus, and is looked at to ascertain the movement of the one within. There is also an arrangement called a “commutator,” so contrived, that by moving a handle to the right or left, a connection shall be made with either end of the battery, and thereby cause the direction of the current and needle to be changed at pleasure; also by moving the handle into an upright position the current shall be stopped; and finally, by a third movement, a bell shall be rung. Now, as has already been explained, when the current goes in one direction, the magnetic needle is deflected in that direction; and when the current is reversed the position of the needle is also reversed, and when the current is cut off the needle will resume its perpendicular position. If two such needles and two such handles be at each station, when the handles at one station are moved, the needles at the other station will take on a similar movement; and when the handles at that station are moved, the needles at the first station will be moved to correspond. This constitutes the system of communication kept up by the electric telegraphs in England; but it remains to be shown how all the letters of the alphabet, the numerals, &c., can be represented by the movements of the two handles.
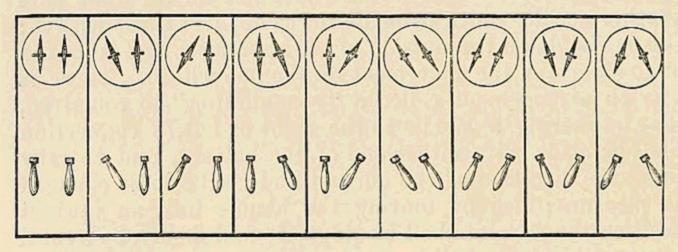
FIG. 7.
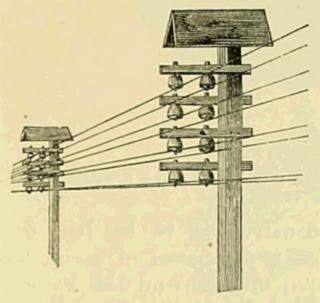
FIG. 8.
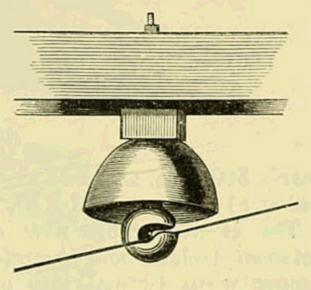
FIG. 9.
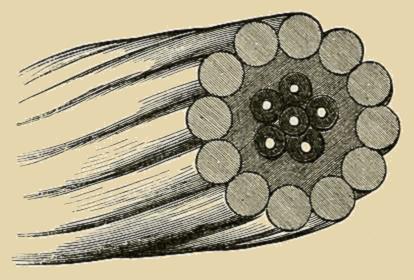
FIG. 10.
These handles can be placed in eight positions (besides the upright one) by a single movement of each hand, as may be seen in fig. 7; and these eight signals if repeated, or made twice in rapid succession will make eight more, and by being repeated three times will constitute a third eight, making twenty-four; finally, by a rapid motion right and left, they may be caused to signify a fourth eight, or thirty-two signals, which are found to be sufficient for every purpose, and by practice may be both produced and read off with facility. Before a message is about to be delivered the commutator is so placed as to ring a bell, which is done by the same arrangement as in a common alarm-clock, but the action is set in motion by a peculiar contrivance, which depends upon the property a bar of soft iron has of becoming magnetic when a wire is wound round it and a current of electricity passed through this wire; this magnetic property exists only as long as the current passes, and stops the instant it is cut off. The catch of the alarm is disengaged by the movement of a bar of iron being drawn to the magnet while the current passes, and forced back again by a spring when it is stopped, thus setting in action the mechanism of the alarm, or in some cases there is a simple contrivance for causing a rapid flow and stoppage of the electricity, so that the bar is alternately attracted by the magnet and released by the spring, and this motion of the bar rings the bell as long as it is continued. The bell is always rung to give notice that a message is about to be sent, and at the station where the bell rings, the bell at the former station is rung in return, to show that they are prepared to receive the message; the message is then spelt letter by letter, by moving the handles into the proper positions, and as the message is being sent, the eye is kept on the dials having the needles which will communicate any message in return from the station to which the message is being sent, such as “repeat,” “not understood,” &c., &c., for which certain single signs are made and recognised. The wires which convey the electricity from station to station, are made of galvanized iron (iron coated with zinc), and must be kept from all communication with the earth by some substance incapable of conducting it; they are therefore stretched between wooden poles (fig. 8), and rest upon sockets or supports of glass or glazed earthenware, which are both substances incapable of conducting the electricity to the earth (fig. 9). In certain localities, as in towns, the wires are coated with gutta percha (another non-conductor), and laid side by side in a tube under ground; this is also done in the longer tunnels. In the cables which conduct the electric power along the bottom of the sea as from Dover to Calais; the wires are first coated with gutta percha, then bound with yarn soaked in tar, and finally coated with galvanized iron wires wound round spirally like the strands of a rope (fig. 10), the whole forming a cable which is coiled up in the hold of a vessel, and let out as the vessel crosses from one side to the other; in this way the cable is deposited on the bed of the sea or channel, forming an electrical connection from country to country. These cables are made in one piece by machinery. That from Dover to Calais is twenty-five miles long, contains four copper conducting wires, and weighs about 175 tons; that from Dover to Ostend contains six conducting wires, is seventy miles long, weighs nearly 500 tons, and cost about £30,000; its structure (the real size) is shown at fig. 10.
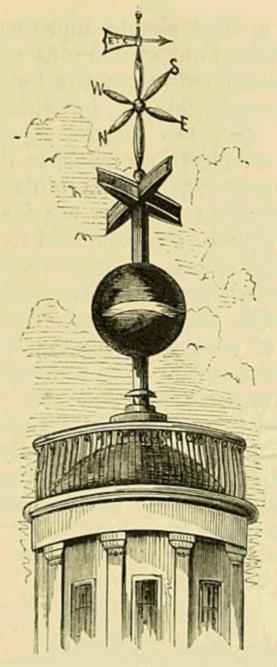
ELECTRIC TIME BALL, CHARING CROSS.
The electric cable now constructed to be laid down between Ireland and America, is composed of seven small copper wires twisted into one, and surrounded by gutta percha; this is then surrounded by eighteen small wire-ropes, each composed of seven small wires twisted together, the whole being in its section not larger than a four-penny-piece; 2000 miles of this cable are now ready to be laid down. A plan was some time ago put in practice by which the correct time could be kept at various places by electric communication with the time at Greenwich; a clock thus regulated, is situated at Charing Cross, and a ball placed at the top of the electric telegraph station there, is caused by the same means to fall exactly at one o’clock. A contrivance has of late been patented to work the electric telegraph by steam, and the following account of it is extracted from the “Times:”—
“A series of gutta percha bands, about six inches wide and a quarter of an inch thick, are coiled on wheels on drums arranged for the purpose. These bands are studded down both sides with a single row of holes at short intervals apart. When a message is to be sent the clerks wind off these bands, inserting in the holes small brass pins, which, according to their combinations in twos or threes (with blank holes between), represent certain words or letters. In this manner the message is, as it were, “set up” in the bands with great rapidity, and if the number of bands employed is sufficiently large—say as numerous as the compositors employed in a large printing-office—messages equal in length to five or six columns of this journal could be set up and ready for transmission in the course of a single hour. Of course this operation in no respect interferes with the telegraph wire itself, which continues free for use until the bands of messages are actually being despatched. The gutta percha bands when full are removed to the instrument-room, a most simple appliance preventing any derangement or falling out of the pins while being moved about. In the instrument-room the bands are connected with ordinary steam machinery, by which they are drawn in regular order with the utmost rapidity between the charged poles of an electrical machine in such a manner that, during the moment of each pin’s passing, it forms electrical communication between the instrument and the telegraph, and a signal is transmitted to the other end of the wire, where the spark perforates a paper and records the message. The only limit to the rapidity of the operation is the rate at which the bands can be drawn, since the electrical contact of each pin, even for the 200th part of a second, is more than sufficient to transmit a word or signal from London and register it in America. Of course, as the message is recorded (we will say in America) with the same rapidity as that with which it is transmitted from London, a number of reading clerks will be requisite in order to translate it, by dividing it into small portions, with almost as much facility as it has been sent.”
Roads, which were formerly of the utmost importance as the only means of communication between distant places, and on which an enormous amount of labour and capital have been expended, are now becoming rapidly subordinate to railways; however this may be, it is quite clear that roads can never be superseded by the latter. The numerous streets of great towns are so many short roads, and on some of them the amount of traffic is so very great, that the utmost skill of the engineer is required to resist the consequent wear and tear.
The Roman roads, which have been the means of civilisation to the greater part of Europe, were constructed in a very solid and durable manner, by first laying down a layer of rough stone set in cement, and upon this, stones either squared or nicely fitted together and also cemented; the whole formed a solid mass of masonry, not unlike the wall of an old castle laid horizontally. Basalt (a volcanic product) was the stone used for this purpose, where it could be procured. These roads were generally raised above the surrounding ground, but excavations, bridges, and tunnels were made where these were found necessary to continue the road in a direct course.
Roads are now generally made in a less careful manner, and the same observations as to course and levelling will apply to them, that are made on these subjects in the article “Railways,” only that less cutting and filling up are required, as the gradients on common roads are allowable of much greater steepness than on railways; one in twenty-five is however about the greatest declivity that should be made, although old roads exist with slopes much greater. The surface of a road should be slightly arched and a drain made on each side, that pools of water may not collect on its surface and soften it so that it will work into holes. Ordinary roads are made by laying down a stratum of broken granite or other hard stone a few inches deep, each piece being of about half a pound weight, when this first layer is worked in by traffic, a second is laid, and so on till the surface has become quite firm and level, but in the streets of towns more care is required. In the suburbs of London, the usual plan is, to lay a deep stratum of rubbish, consisting of broken bricks, pottery and oyster-shells (obtained from the dust-bins of London) nearly a foot in thickness, and on this, broken stone or shingle (consisting of pebble stones) is laid in repeated layers as it consolidates, but in the streets having more traffic the roadway is made by a foundation of “concrete,” consisting of coarse gravel and lime made into a sort of paste, which sets into a hard cement in a day or two; on this foundation (which is carefully smoothed on the surface) is laid a paving of squared granite blocks, placed carefully side by side either in lines at right angles to the road or else diagonally. When these are all laid down and rammed to a perfectly even surface, a mixture of quick lime and sand is made into a thin paste with water, poured on and swept all over the surface with brooms, so as to fill up the interstices and cement the blocks of granite firmly together. In London the roadways are always made arched, so that the centre is a few inches higher than the sides, and a gutter or drain is placed on either side between it and the pavements which run on each side, but in many towns in the country, and on the continent, the gutter is placed in the middle of the road and each side made to slope slightly towards it.
The earliest efforts of the civil engineer were in all probability directed to the construction of roads, but it would be evident that unless they could be made to cross rivers and water-courses, they could continue but a short distance in any required direction. Bridges of some sort must therefore be constructed; small brooks were doubtless bridged over with timber laid across them, and “fords” or shallow parts of rivers taken advantage of when the stream was too wide to be spanned in this way. That these fords were once very numerous in England, is shown by the constant recurrence of such names as Stratford, Brentford, &c., and indeed fords are now in use in many places where the stream is shallow, and the traffic too little to pay for constructing a bridge. The next improvement in all probability consisted in placing stones in the fords to enable passengers to step from one to the next, and cross the stream dry-footed, which were called “stepping stones;” but the earliest bridges properly so called, were probably stones piled upon each other and united by beams of timber.
VIADUCT.
The Chinese, Romans, and several other nations were acquainted with the use and proper mode of constructing bridges, many centuries ago, when no such works had been attempted in England. The materials chiefly now in use for bridges are stone, brick, iron, and wood, and by far the greatest number, till within the last half century, were constructed of stone, but iron seems to be rapidly taking its place, especially since the mode of constructing suspension bridges has been more perfected. There are several ways of forming the foundation for the piers, or those parts on which the bridge rests. Old London bridge and many others of considerable size were based upon “piles,” these piles consist of great pieces of timber pointed at one end and driven deep down into the bed of the river close together, so as to form a solid mass on the top of which the stones for the piers were laid; these piles have been found scarcely altered after several centuries of immersion in the mud, but at the parts exposed to the action of the water they soon become decayed and eaten away by its inhabitants. For many bridges, when there is good foundation, the stonework is laid at once on the bed of the river, but in order that this may be got at, a double ring of piles is driven close together around the part where the pier is to be built; these piles are of a flat form, and the two rows inclose a space of about a foot between them, which space is filled with clay, well rammed in, and the water within the barrier pumped out, this forms what is called a “coffer-dam,” and is an expensive proceeding. The bottom of the river thus exposed can be built upon in the usual way. Another way of forming a foundation for piers consists in lowering large wooden frames or boxes filled with concrete which hardens and forms a solid basis, these are called “cassons.” Wooden bridges are now seldom made of any great size, but are very numerous in country places for crossing narrow streams, on account of their cheapness and the facility with which they can be constructed. Bridges of brick are not much used, but “viaducts” of this material often occur in the lines of railways, and very handsome arches of brick-work are used to span streets in towns where railways pass. Iron girder bridges also, are frequently employed for this purpose; they are made with girders of wrought or cast iron which generally pass in a straight line over the roadway from pier to pier. Some of them are made of iron-plate rivetted together, while others are strong girders of cast iron having small arches of brick-work built on them, running the length of the girders and resting upon ridges in them, so as to fill up the space between each girder.
THE BRITANNIA TUBULAR BRIDGE.
Iron bridges are of almost every form and construction conceivable; some are tubes of iron-plate, as the Britannia Bridge, rivetted together; some of solid cast iron work as Southwark Bridge, others called suspension bridges are hung by rods of wrought iron, from large chains suspended from pier to pier, as Hungerford Bridge. In many places bridges of boats are used; the boats are moored to the river’s-bed and have timber-work connecting them. Another kind, which can hardly lay claim to the name of bridge, called the “floating-bridge,” is used for the conveyance of carts, horses, passengers, or merchandise, from one side of a river to the other. It consists of a sort of platform guided by chains laid down for the purpose, which pass over wheels or drums on the side of the bridge. The motive power necessary for turning these wheels, is supplied by a steam-engine within the structure itself.
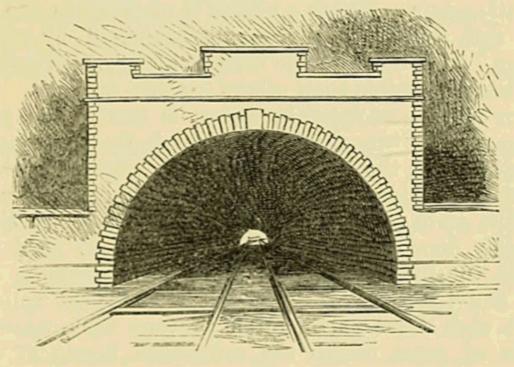
Tunnels are underground passages made for the purpose of continuing roads, railways, or canals through hills or elevated parts of the ground. In slight elevations “cuttings” are generally made, and it becomes a question of expediency for the engineer as to which of the two shall be chosen, as there will be a much greater quantity of earth to remove from a deep cutting than from a tunnel; in fact, the question is often at once determined by the demand for this material, for if it should so happen that the level of the road is such, that many or large embankments are required, the earth taken from the cuttings will be wanted to construct them. As a general rule, tunnels are only made where a hill has to be penetrated which is too high to be cut through; another object sought by tunnelling is to cause the road to pass beneath a canal, river, buildings, or roads, where the level of the road or railway is far below them. The Thames Tunnel is the most remarkable example of this kind of work.
Tunnels were constructed by the ancient Greeks and Romans, chiefly for the purpose of forming aqueducts, and for draining lakes. A few years back, tunnels were not very frequently undertaken, those that were made being chiefly on the lines of canals, but they are now far more numerous, on account of the great number of railways, on which they frequently occur. Before a tunnel is undertaken, the nature of the soil should be thoroughly examined by means of “borings,” sunk down to the intended level, some soils being much less favourable than others for this purpose. Quicksand, or sand percolated by water, is one of the greatest impediments to tunnelling, while rock (contrary to what would at first be thought) is one of the least, as in this case there is no occasion to line the tunnel with brickwork, which more than saves the extra expense of excavation, as that can be rapidly done by blasting, where it is too hard to dig, while in the former case the difficulty of draining off the water, and the cost of brickwork of sufficient solidity to support such loose earth, often prevent the undertaking. Tunnels of great length are sometimes begun at several different parts by means of shafts sunk down to the required level, and each made to unite into one, but this depends upon where the earth is to be deposited; on railways it is common that the “level” is so chosen that the earth from tunnels and cuttings is always wanted to fill up hollows in their immediate vicinity (see “Railways”), and when this is the case a series of “trucks” drawn by an engine on temporary tramways remove the earth from the tunnel as it progresses, to the next embankment, both works proceeding at the same time.
When a small portion of the tunnel is excavated, the casing of brickwork is begun from the mouth of it, and continued a small piece at a time, following closely the excavation. The brickwork is generally begun at each side, and carried up to the height at which the arch springs; an inverted arch is then constructed from one side to the other to form the floor, and “centreings” resting upon uprights are placed, to “turn” the arch upon. These centreings are only about two feet deep, and span the arch from side to side; the men work with their backs to the part being excavated, and are able to reach across the narrow centreing to lay the bricks. When completed all round, and the spaces between the brickwork of the arch and the surface of the excavation filled up with earth, the centreing is shifted further in and a fresh ring of brickwork commenced, the excavation going on at the same time. In many tunnels, large perpendicular shafts are sunk down for the purposes of ventilation and lighting.
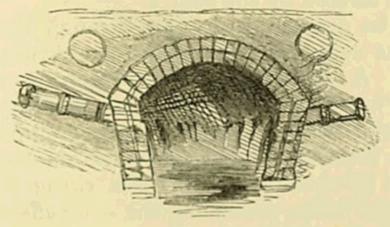
DRAIN.

DRAIN-PIPES AND TILES.
Drains are constructed for the purpose of carrying off from the surface of the ground all superfluous fluid, whether it may arise from want of a proper exit for the rain, from springs rising in the ground to be drained, or from water coming from some higher level. Drains are made in towns to carry off the rain from the surface, and all liquid refuse from the houses. When the surface of any portion of land has to be drained of its accumulated water, where the soil is of an impervious nature, like clay, it is usual to cut deep furrows from the higher to the lower parts and fill these up with gravel stones or brushwood; the moisture which collects in these is made to flow into the lowest part, and there form a pond, from which it evaporates as fast as the drains supply it; or if the quantity be too great, a main drain or ditch carries it onwards to some stream or river. The furrows before being filled up with any porous substance are often laid down with “drain-tiles;” tiles bent into the form of half a cylinder, and placed with two edges on a flat tile at the bottom of the drain, or pieces of tubing made of tile. The water finds its way readily into these through the crevices. In some cases, water can be kept from flowing over lands and forming marshes, by embankments. These are more especially useful in land lying below the level of rivers and lakes; immense tracts are thus preserved in Holland. When these embankments are very extensive, there is a constant filtration of the water through them; drains are therefore constructed to collect it into certain spots, and mills erected to pump it over the banks. These are usually small windmills, working a large wooden screw in a cylindrical barrel, causing the water to rise up the cylinder into a trough, from which it is poured over the embankment; these mills require little or no attention, and work at all times when the wind blows. When water accumulates in valleys lying above the sea, deep cuttings or even tunnels may be necessary to carry off the water; at Neufchâtel in Switzerland, very extensive tracts of land have been reclaimed, by boring a tunnel through the surrounding hills, and thus letting off the water from the lakes formed by the rain.
Sometimes land may be drained by boring through the clay or other impervious soil, down to a porous stratum, such as sand or gravel. A knowledge of the structure of the whole district is necessary to determine whether this is likely to be of service or not. By boring deep pits in the drains cut in peat mosses, the weight of the mosses will cause the water to be squeezed out, which rising in these holes flows off by the drain, producing the same effect as if it were cut to the depth of the pits. Drains are frequently made by means of narrow curved spades, but the draining plough effects the purpose more rapidly, and is very generally used.
The drainage of London and other large towns consists of small drains from each house, made of earthenware tubes leading to a sewer of brickwork, running along each street and uniting with larger ones. The question of effectually draining London is a very difficult one, schemes of various kinds being at this time propounded, which would cost several millions of pounds to put into practice; at present all the sewage runs into the river Thames, and it is a matter of serious importance to obviate this, by carrying it off to some other place.
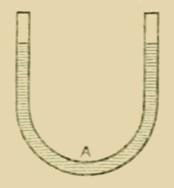
FIG. 1.
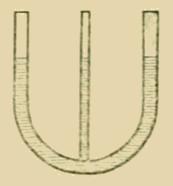
FIG. 2.

FIG. 3.
The construction of artesian wells depends upon the fact that water, being at liberty to flow, will always sink to a level; by which it is meant that the parts which are highest press upon those that are lower, and tend to raise them, the higher parts sinking in the same proportion that the lower parts are elevated; this continues until both are upon a level. Suppose a bent glass tube of the form of fig. 1, be partly filled with water, the surfaces of the water in both arms of the tube will each be upon a level with the other; suppose now another such tube to have a small hole at A, the water sinking in each arm will force out a jet of water, and if a tube be inserted into this hole it will represent an artesian well, and the water will rise in it till all three are on a level (fig. 2). Instead of these tubes there is a layer of some porous material, as gravel, at some distance beneath the surface of the earth, rising at each end and forming a sort of basin (fig. 3), which is bounded above and below by some impervious substance as clay or stone; the well being sunk at any part (as at a, b, or c) below the level of the gravel, where it forms the surface of the earth, must cut through the upper stratum of clay or stone, and thus form a tube into the porous gravel which holds the water; this water is obtained from the rain, which, falling on the surface of the earth, drains through the gravel and fills its lower part. The water will rise in the bore at a height according to circumstances, if the gravel at each side of the bore rises to higher ground, a jet of water will be forced out, if not so high, the well will only partly fill, and so on. Artesian wells are sunk or bored by means of instruments screwing on to the end of a set of iron rods each screwing into the end of the other as shown in fig. 4. The first piece is generally a sort of gouge (a) two or three inches wide, and so made as to bring up a cylindrical piece of earth when forced in and screwed round, the weight of the rods after a few pieces are added is sufficient to force the gouge into the earth, except in stony places, when a sort of “pick” is used.

FIG. 4.
The official report of General Desvaux on the artesian borings executed in the Desert of Zahara of the province of Constantine, in 1856-7, states, “that a spring affording 4010 quarts of water per minute, was the result of one of the borings, and that others affording 35, 120, and 4,300 quarts respectively were successively completed.” And he goes on to say: “When the shouts of the soldiers announced the gush, the Arabs sprang in crowds to the spot, laving themselves in the welcome abundance, into which mothers dipped their children; while the old Sheik fell upon his knees and wept, returning thanks to Allah and the French. At Oum Thiour a well sunk to the depth of 170 metres and yielding 180 quarts a minute was at once taken as the centre of a settlement by a portion of a previously nomadic tribe.... As soon as the water appeared they began the construction of a village, the plantation of 1,200 date trees, and entirely renounced their wandering existence.”
According to General Desvaux’s report, these artesian wells are likely to have a most important influence on Arab life, and greatly to subdue the roving propensities of many of the tribes.
Mines are excavations made in the earth for the purpose of raising the various minerals which exist below its surface, such as coal, rock-salt, and the various ores from which metals are extracted (see “Smelting”). Mines consist of those which contain minerals that lie in strata parallel (or nearly so) to the surface of the earth, as coal, rock-salt, or iron-stone, and those containing the ores and minerals which are imbedded in seams or fissures of the primitive rocks, and are nearly perpendicular to the surface. Of the former kind, coal-mines form the chief examples. When indications of coal are discovered, a “boring” is commenced to ascertain its existence, and the depth at which it is placed below the surface. Each piece of earth raised by the boring-tools is placed one beside the other, in the exact order in which they are raised, so as to show the kind of earth being bored through, and the thickness of each strata between the surface of the earth and the seam of coal; and it sometimes happens that the boring is stopped on arriving at certain kinds of rock—the old red sandstone, for example—for it would be useless to continue boring beyond this, no coal ever existing below it.
When coal is found, and its quality and the thickness of the seam ascertained to be such as to warrant further expense, a shaft is dug down of some eight or ten feet diameter, cased with brickwork or wood to prevent the falling-in of its sides, and in some cases powerful machinery has to be erected to pump out the water which flows in. On reaching the coal, galleries—called “gates,” or “bords”—are dug in it in opposite directions, forming one long straight passage, and from this other smaller ones, called “headways,” are dug, at right angles, to the depth of about twenty-four feet, and from these other “gates” are carried parallel with the first, forming a series of roadways joined by short passages, and having squares of coal between them; the height of all these passages is determined by the thickness of the seam of coal, usually from three to ten feet. The great masses of coal forming the squares between these passages are gradually dug away (as far as can be done with safety) and the gates continued onwards, but before long the ventilation becomes impeded, and the air foul and dangerous from “fire-damp” (carburetted hydrogen) or “choke-damp” (carbonic acid), gases which are given off from the fissures in the coal. It is therefore necessary to produce a continuous current of fresh air in every part of the mine, which is done by sinking another shaft at the furthest part of the mine and keeping a large fire burning at its mouth, over which a tall shaft is generally erected, from which a column of light air ascends, drawing fresh air down the other shaft and through every part of the mine, to supply this “up-cast” shaft, as it is called. This supply of fresh air is economised and regulated by doors or valves, so placed that any part requiring extra ventilation can obtain it at any moment by shutting these doors and letting the whole current go through that particular part.
The removal of coal is effected partly by digging with the “pick,” and partly by blasting with gunpowder; a large square mass is cut all round, and a charge of powder fired behind it, so as to bring down at once sixty or eighty tons of coal, which is brought along the gates on “trams” to the bottom of the shaft, where “corves” or baskets filled with it are drawn up to the “pit’s-mouth” by steam machinery, one corve ascending full while another is descending empty.
The mines from which most minerals, such as sulphuret of lead (galena) or of copper, are drawn, belong to the second class, or those whose shafts “cut” the vein of mineral at a very acute angle. When the existence of the required mineral and its “dip” or inclination is ascertained, a shaft is sunk so as to cut its upper surface, and then carried through it, cross-cuts being formed on to the vein, and “levels” or galleries right and left in the direction of the vein. From these levels “winzes” or small shafts are cut at intervals from one level to that below it, thus leaving square portions of the mineral vein to be explored, which is done by digging away the roof or upper part, so that the rubbish and ore falls down, when it is sorted and carried away.
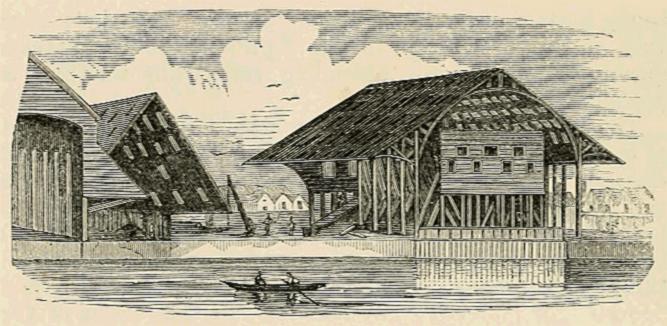
BUILDING SLIPS.
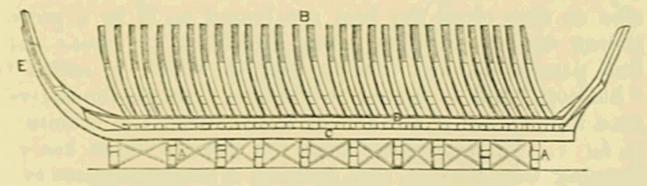
FIG. 1.

FIG. 2.
The first part of a ship “laid down” is the “keel;” this is the projection which runs along the whole length and forms the lowest part of the ship. The ship is built in what is called the “building slip,” which slopes towards the water; in this “slip” a row of oaken blocks are placed at a few feet apart, and about three feet high, on which the keel is laid; these blocks are for the purpose of allowing the workmen to cross from side to side below the keel and to form a foundation for the ship to rest on. In fig. 1, A is this arrangement of blocks, C the keel, at the hinder part of which is the “dead wood,” or the timbers filling up the space between the keel and the curved bottom of the ship, which is more curved than the keel, and very much so towards the “stern” or hindermost part. Across the keel are laid the “floor-timbers” or “ribs,” B, which are curved timbers laid at right angles to the keel and passing outwards and upwards in the exact curve which the sides of the ship are to assume; these are too curved and too long to be of one piece, others, therefore, are added, and joined end to end with the first by wooden bolts or “dowels;” these curved timbers are cut to a pattern, chalked on the floor of the “mould-loft.” The ribs as they cross the keel are bound to it by a piece of strong timber running along inside of or above them, but parallel to, and exactly over it, which is called the “keelson,” and is bolted to the keel through the centre of each lower piece of the ribs or floor-timbers; it is shown at D, fig. 1. In large ships there are three of these keelsons, running side by side, and forming a strong support to the masts, which rest upon them. At each end of the keel a bar of timber rises, the hindermost being called the “stern-post,” and that in front the “stem-post” (marked E and F in fig. 1). Across the ribs on the outside and parallel to the keel, are laid the “planks,” which are boards of oak of from two to six inches thick, laid close together and touching at their edges; these are fastened to the ribs by plugs of oak, called “treenails,” going right through the planks and ribs, and wedged at each end (fig. 2). In large ships, similar planks line the inner side of the ribs, and oblique or diagonal braces are also sometimes used, to strengthen the ship and keep it from curving or “arching” when in the water.
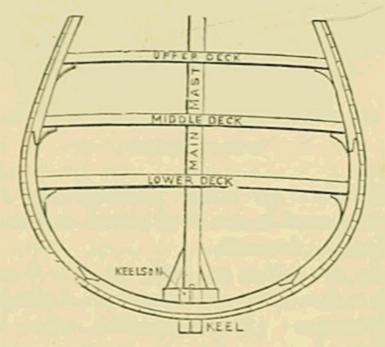
FIG. 3.
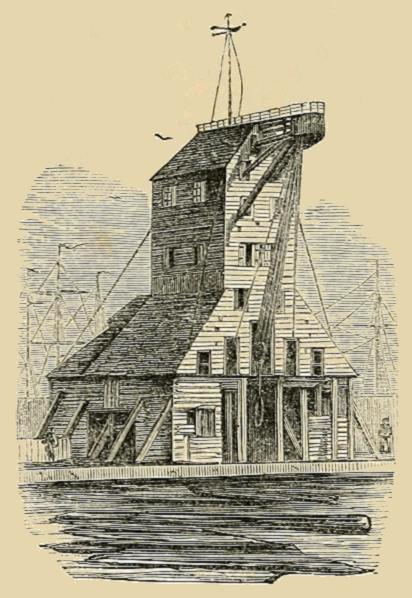
MAST HOUSE.
The masts of a “ship” are three in number, a “schooner” has two, and a “sloop” but one. These masts pass right down through the decks, and rest upon the keelson. In small vessels each division is made of one piece, but in larger ships they are made up of a central piece, with others fastened round it so as to enlarge and strengthen it. The first or lower division of the central mast is called the “main” mast, and that above it the “maintop” mast; the fore mast is divided into “fore” mast and “foretop” mast, and the after mast is called the “mizen” and “mizentop” mast, and the pieces above these the “foretop gallant” mast, “maintop gallant” mast, and “mizentop gallant” mast. These masts are made, and raised by cranes in a building called a mast-house, and placed in the right position in the ship floating beneath.
The outside of ships, as high as the “water-line,” is covered with a sheathing of copper to defend it from the action of the “worm” (Teredo navalis), which bores into and destroys the wood exposed to its ravages; the copper also presents a smooth surface to the water, and facilitates the motion of the vessel. At the stern of the ship is placed the “rudder,” a wooden construction turning like a door on fastenings, and which, by being moved on one side, presents a greater amount of resistance to the water, and consequently tends to turn the stern of the ship away from that side, thus altering its course. The decks of a ship are like the floors of a house, running across from side to side, and supported on strong beams bolted into the sides; they are slightly arched, to increase their strength, as they have in ships of war to support the weight of the guns, &c. A section of the decks and other parts of a ship is shown at fig. 3. where the general figure and the different parts described may be seen; the section is through the middle, from side to side. Most ships of any considerable size carry several boats with them, either on deck or suspended between the masts, to serve as a means of escape in case of fire, or any other accident requiring the crew to leave the ship, also as a means of keeping up communication with the shore. Ships of war are named according to the number of guns they carry, as a seventy-four, a hundred-and-twenty-gun ship, &c.
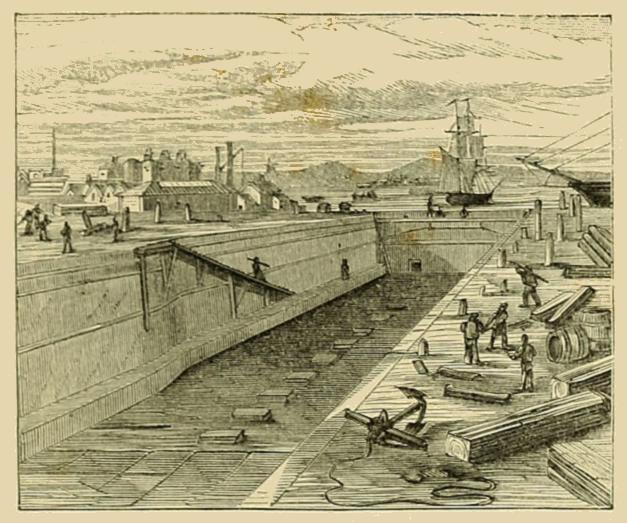
REPAIRING DOCK.
When ships have to be repaired they are brought into the repairing dock, which has a pair of gates shutting it off from the river; when they are closed (at low water) the water is pumped out from the dock, and the repairs done; when finished the water is let in, and the ship floats out. In small vessels it is sometimes sufficient to haul them on shore at high tide, so that when the tide is down they may be left high and dry and repaired, and when the tide is at the highest, hauled off again. Steam ships are constructed to be propelled either by paddle wheels having flat boards fixed to their circumferences, which on being turned round, take a great hold in the water, and so cause the motion of the ship; or by the screw-propeller, which has been described.

PADDLE AND SAILING SHIP.
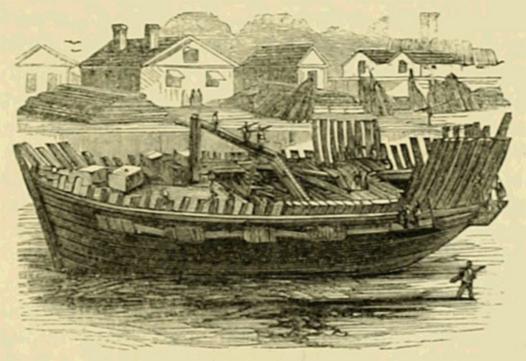
BREAKING UP.
The iron ships, which of late have almost superseded those of wood, are made of plates of wrought iron, rolled, while red hot, between rollers to the thickness required, which is generally half-an-inch; these plates have holes punched all round them by machinery, and are united by rivets placed in the holes red-hot and rivetted by heavy hammers. The most magnificent specimen of iron shipbuilding ever attempted is the Leviathan. This ship is 680 feet long, and is not made of one thickness or case of iron plates, but is upon a new principle called the “cellular,” consisting of an outer and inner casing of iron plates held together by partitions of iron so as to separate them into square compartments or “cells.” The objects gained by this arrangement are greater strength, and greater safety, for in case of injury to the outer portion, the water would enter only between the two in that compartment where the injury happened to be, and so fill only that small portion with water. The whole ship is also divided into compartments by means of double screens of iron, making it like a fire-proof box, and even if a fire should occur in one of these, the others would be preserved from its effects. The masts and yards of this great ship are also of hollow wrought iron plates rivetted together, and are both stronger and lighter than they would be of wood. A machine is placed at the lower part of each mast which by compressing, can crush it up, and cause it to break off and fall over the side of the vessel in case such a thing should be required, as in a very violent storm; and the standing rigging, which is of wire-rope, can be let loose in a few minutes so as to completely free the ship of the mast. This great ship is constructed to be propelled both by screw and paddles; the screw engines are four in number, and are each of 1,600 horse power, the paddle engines are also four, of 1000 horse power each, being 10,800 altogether. They will require about 180 tons of coal a day to work them; 12,000 tons of which are capable of being carried. The Leviathan will have six masts, and be able to spread 6,500 yards of sail, will accommodate 4000 passengers, and when ready to sail, with all on board, will weigh about 25,000 tons.
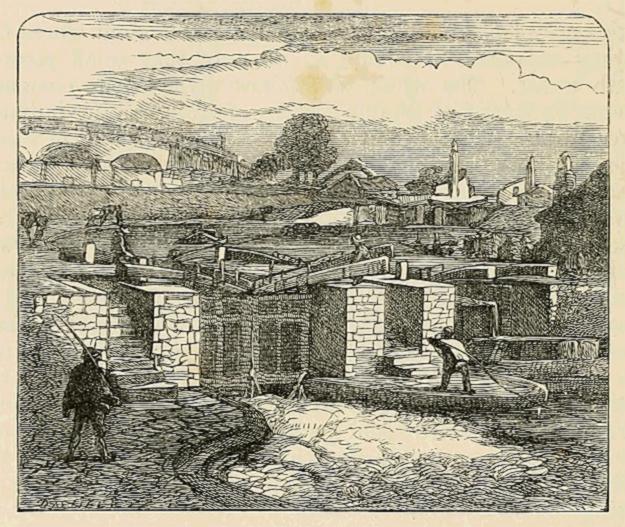
DOUBLE LOCK.
Canals are artificial water-courses, either for the purpose of connecting rivers, or for forming water communication for the conveyance of goods. There are about 2200 miles of canal-way in England, which is still in complete requisition, and but little affected by the enormous goods traffic of the railways. Canals afford a means of slow but cheap conveyance for heavy or bulky goods, not requiring a rapid transit, for the more rapid the pace the greater the resistance of the water. The usual rate of transit is somewhere about two-and-a-half miles an hour, at which pace a horse can draw about four times as much on water as he can on a railway, and about thirty times as much as on a level turnpike road; but if a greater speed were to be obtained, it is found that the resistance of the water would impede it so much, that at the rate of five miles an hour a horse could draw no more than he could on a railway, and at ten miles only a quarter as much.
In constructing canals, it is important to have a good supply of water, and this is generally secured by turning all the springs and streams in its course into it, or deriving its source at its highest level from a large river. The same works have often to be constructed on the line of canals that are required on railways, such as bridges, cuttings, embankments, tunnels, &c., and besides these, contrivances peculiar to canals, called “locks,” which are now to be described.
Locks are barriers or doors constructed so that these artificial rivers may be carried over rising ground and through valleys, without the labour and expense of cutting through the hills and filling up the hollows as would be required without them. Railways can be constructed on ground which is not quite level without any embankment or cutting, as it is not absolutely required that railways shall be perfectly level. But water always will be level, unless it is constantly flowing, as is the case with streams, and these only sink a few inches in a mile, or else they become so rapid, that if attempted to be imitated in canals, they would be useless; for it would require too much power to draw any vessel up the canal against such a stream, and would moreover require more water to supply them than can commonly be obtained. The means therefore adopted to overcome this difficulty are gates, or in other words, a pair of “locks.” The canal is constructed in such a manner that it shall be perfectly level for a certain distance, then sink down some ten or twelve feet at once, and again flow on a level and sink down. These sudden lowerings are effected as follows: two pairs of thick solid doors of wood are fitted to shut in the water, and another pair a short distance further on; behind these the bed of the canal is lowered the required distance. When a barge or other vessel has to pass down the canal the first pair of gates are opened, and the barge floated in between them and the second pair, the first pair are now closed, and the water beyond the second pair being lower, that between the gates in which the barge floats is let out by means of a valve worked by a rack and wheel; when this valve is raised the water flows out and sinks down to the level of the water beyond, carrying the barge with it; in a few minutes it is so low that, the second gates being opened, the barge is drawn out and continues on its way. But suppose the barge had to be brought up the canal, then it is floated into the space between the gates (as before), and the one behind the barge closed, the water beyond the gate in front being higher, is let into the space where the barge is by a valve, and this filling, lifts up the barge to the level of that in front, the front gates are then opened and the barge proceeds onwards. These gates are never made to shut level, but meet at an angle with the point towards the highest water, which is done that they may resist the great pressure which the water exerts, and for turning this to advantage, for this very pressure shuts the gates and keeps them close together. The canals which have much traffic on them have double locks, as in the engraving, that barges may go up and down at the same time without having to wait for each other. The barges and boats are generally “towed” or drawn by a horse attached to a rope, and walking on a “towing path” or road at the side of the canal.
THE END.
| The following corrections have been made in the text: | |
| 1 — |
‘sulphrous’ replaced with ‘sulphurous’ (fumes of sulphurous acid) |
| 2 — |
‘Llnun’ replaced with ‘Linum’ (the flax plant Linum Usitatissimum) |
| 3 — |
‘boddins’ replaced with ‘bobbins’ (on to bobbins or reels;) |
| 4 — |
‘earthern’ replaced with ‘earthen’ (into conical earthen jars,) |
| 5 — |
‘varnised’ replaced with ‘varnished’ (before being varnished) |
| 6 — |
‘earthern’ replaced with ‘earthen’ (a number of earthen pots) |
| 7 — |
‘extremly’ replaced with ‘extremely’ (should be extremely careful) |
| 8 — |
‘flim’ replaced with ‘film’ (a thin film of sulphate of lead) |
| 9 — |
‘is’ replaced with ‘in’ (sometimes done in this way) |
| 10 — |
‘in’ replaced with ‘is’ (or other object is plaster,) |
| 11 — |
‘MINIE’ replaced with ‘MINIÉ’ (MACHINE FOR MAKING MINIÉ RIFLE BULLETS.) |
| 12 — |
‘Woolwhich’ replaced with ‘Woolwich’ (At the Arsenal at Woolwich) |
| 13 — |
The ‘skim-coulter’ F is shown in the plough illustration as E. |
| 14 — |
‘waggon’ replaced with ‘wagon’ (the wagon should be so great.) |
| 15 — |
duplicate word ‘part’ removed (and on this part it supports) |
| 16 — |
‘effect’ replaced with ‘effects’ (this he effects by what) |
| 17 — |
‘commniucation’ replaced with ‘communication’ (from all communication with the earth) |
| 18 — |
FIG. 1. and FIG. 2. were reversed. |
| 19 — |
‘Artisian’ replaced with ‘Artesian’ (Artesian wells are sunk) |
| 20 — |
‘ncessary’ replaced with ‘necessary’ (It is therefore necessary) |
| 21 — |
‘F’ omitted from FIG. 1 |