Title: Jacquard Machines: Instruction Paper
Author: H. William Nelson
Release date: November 22, 2015 [eBook #50532]
Most recently updated: October 22, 2024
Language: English
Other information and formats: www.gutenberg.org/ebooks/50532
Credits: Produced by Sharon Joiner, Sam W. and the Online Distributed
Proofreading Team at http://www.pgdp.net (This file was
produced from images generously made available by The
Internet Archive/American Libraries.)
Transcriber’s Note
The cover image was created by the transcriber for the convenience of the reader, and it is placed in the public domain.
AMERICAN SCHOOL OF CORRESPONDENCE
CHICAGO ILLINOIS
U. S. A.
Copyright 1909 by
American School of Correspondence
——
Entered at Stationers’ Hall, London
All Rights Reserved
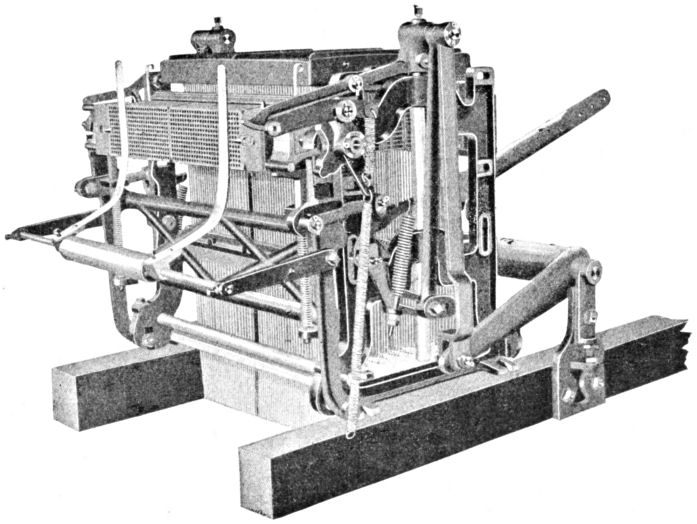
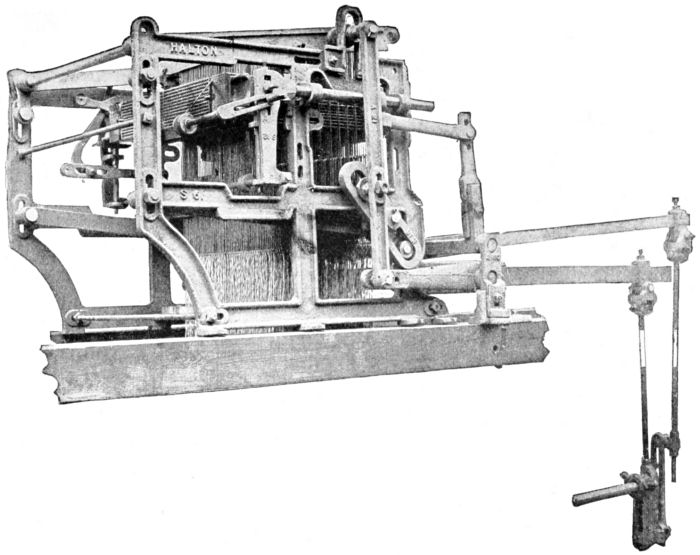
CROSS BORDER DOUBLE-LIFT JACQUARD MACHINE
Thomas Halton’s Sons
The term Jacquard Weaving may be applied to all harness weaving that is above the range of harness shafts, so that a jacquard machine is simply a shedding motion whereby a large variety of sheds may be formed. The greater the number of lifting hooks contained in a machine, the greater will be the range of patterns that may be woven. Jacquard machines range from 100 to 2600 hooks.
Since its introduction the jacquard machine has undergone many changes in regard to the methods of operating the different parts of the machine, but the principles remain the same.
Jacquard machines may be classed under four heads, as follows: First, Single Action Machines, meaning single cylinder machines; second, Double-Lift Single Cylinder Machines; third, Double Action Machines, meaning double-lift and two cylinders; and fourth, Rise and Fall Machines, which have a close-shed motion. There are also special machines.
When speaking of a jacquard, all the parts comprising the machine and the harnesses are included. These may be classified as follows:
(a) A number of wire hooks placed vertically in the frame of the machine.
(b) A number of wire needles placed horizontally between the wire hooks.
(c) A number of springs at one end of the needles.
(d) Tail cords or neck bands attached to the bottom of the wire hooks.
(e) Harness threads which are attached to a coupling that passes through the comber board.
(f) The coupling, which is usually composed of three or four parts as follows:
A lingo, usually made of various weights of wire and which is at the extreme end of the coupling; a double thread, commonly [Pg 2] termed a hanger, which attaches the lingo to a mail eye; and the mail eye, through which the warp yarn is passed. When there are four parts, a double thread termed the mid-piece or sleeper is attached to the top of the eyelet and is then fixed to the harness threads mentioned at e.
(g) The cylinder and its working parts.
(h) The griffe levers.
(i) The griffe.
Hooks. A description of the great variety of hooks and needles which have been used and which combine different ideas as to their relative values and adaption for the various machines in which they were or are used, will be both interesting and instructive.
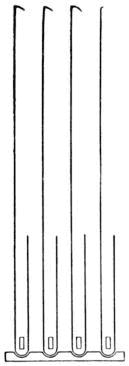
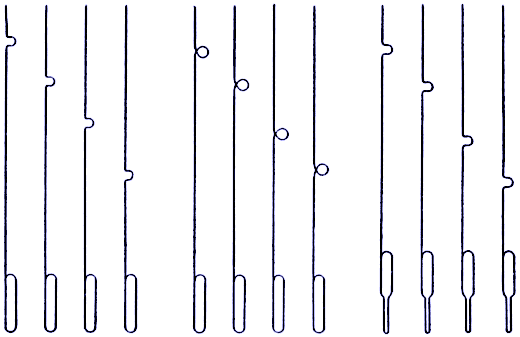
In the old jacquard machine the hooks rested on a perforated board, through which the neck cord passed, and the bottom of the hook was bent up about five inches, as shown in Fig. 1. Bars were passed through the turned up portion, as shown in the illustration, to prevent the hooks from turning. The bars formed a frame which was lifted when the griffe was raised.
The next hook, as shown in Fig. 2, was flat. This also rested on a perforated board, and, to assist in keeping the hook in position, [Pg 3] the needle was twisted around the hook. This kind of hook and needle required too much time and labor when one had to be replaced.
The illustration, Fig. 3, shows the next form of hook that was used, and which is used at the present time in many French machines. This also rested on a perforated board. The chief object of this hook was to remove the necessity of having springs to force back the needles. At the point marked A, a rod passed through the hooks from one side of the machine to the other, which kept the hooks quite firm. Near the top of the hook at positions B and B¹, two more rods were placed, one being at the back of the hook and the other at the front, the bottom of the hook being held firmly, while the rod B pressing against the back portion of the hook caused a certain amount of spring.
[Pg 4] The rod B¹ was to prevent the hook from swinging under the blades of the griffe when the latter was descending. The needles used with this hook had an elbow which pressed against the front of the hook as shown at C.
What we shall term the ordinary shaped hook, but which formerly was much thicker, was next used. This is illustrated in Fig. 4. The lower portion of these hooks passes through a grate, each hook passing through a single slot. When first used, these hooks were often bent or “crowned” under the griffe as it descended. In some cases the trouble was due to the wire from which the hook was made, but more often it was due to there being too great a distance between the point where the needle was in contact with the hook, and the griffe, causing the hook to swing or vibrate. To overcome this defect, deep griffe blades (shown in Fig. 5) were introduced.
[Pg 5] The use of these deep blades made it difficult for the fixer to replace broken hooks, in addition to adding weight to the machine, so another change was made, deep and shallow blades being fixed alternately; using hooks shown in Fig. 6. In this arrangement the long hooks had a tendency to swing back under the short blade owing to the great length of the hook, when the loom was run at a high speed.
The hook illustrated in Fig. 7 was then introduced. It will be noted the wire extends some distance beyond the point when the wire was bent to catch on the blade of the griffe. While they were new, these hooks overcame the difficulty to a certain extent, but as soon as they became worn, the top portion of the wire would bend and break, falling into the machine.
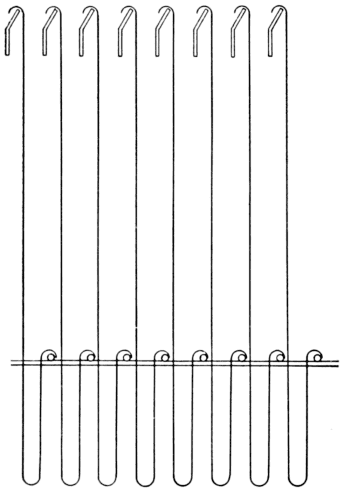
In most of the jacquard machines used at the present time, the griffe has been lowered to within approximately one inch of the top of the needles and the hooks have been made of stronger [Pg 7] material (shown in Fig. 8), enabling a more compact machine to be made.
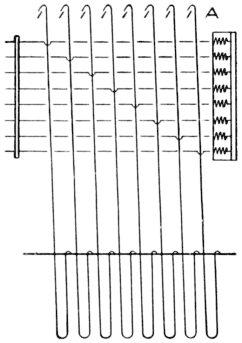
The illustration, Fig. 9, shows a jacquard known as the Single Action Machine. The chief feature of this machine is that the same griffe lifts the hooks for every shed, so the griffe must descend before the next shed can be lifted. This allows all the yarn to be lifted from the bottom shed. The single action machine is convenient and well adapted to work when a [Pg 8] high speed is not required; ninety to one hundred thirty picks per minute being the most suitable speeds.
In the silk industry the single action machine is extensively used as there is no danger of the cards becoming crossed. This is a very valuable feature as wrong picks are often placed in the cloth by a double cylinder machine through the skipping of the cards.
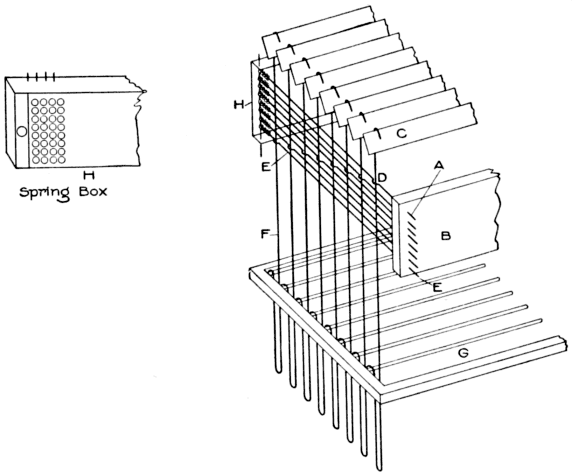
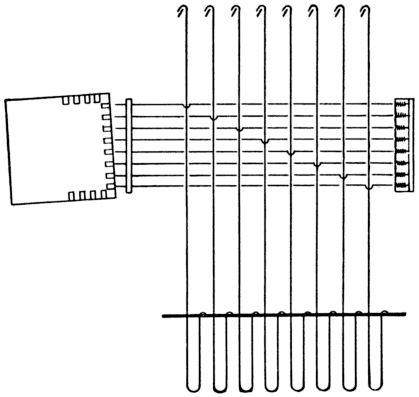
Construction. The single action is the original idea and is the simplest machine. Fig. 10 shows a sectional view of a 400-hook single machine. The meaning of the term 400-hook is as follows: There are four hundred hooks and four hundred needles in the machine which are in rows of eight hooks and eight needles. It also means that there are four hundred harness threads to one repeat of the maximum pattern that can be woven by the machine. Nearly all machines have a few extra hooks (from 16 to 26) which are often classed with the regular number of hooks, but are chiefly used for extra work, such as selvedge, extra harnesses, etc. A pattern of less than four hundred to a repeat can be woven, by casting out some of the hooks.
Referring to Fig. 10, B is the needle board or plate, through which the points of the needles E protrude three-eighths or one-half inch. C is the griffe which is composed of eight blades; H is the spring box, containing four hundred brass springs which are placed against the back or loop ends of the needles, one spring for each needle. G is the grate through which the hooks F pass.
Needle Plate. In some cases the needle plate is made of wood and in others it is made of metal, but the former is undoubtedly the more economical from every standpoint. Particularly is this shown in the single cylinder machines where the cylinder travels at a faster rate of speed than a double cylinder machine, consequently there is more movement and a larger amount of friction between the needle and needle board or plate, which results in rapidly wearing out the points of the needles if a metal plate is used. Worn needle points cause a large amount of trouble, for in single cylinder machines the cylinder has a tendency to half-turn when the lay is pushed back by hand, and when the cylinder returns to the needle points the corner of the cylinder presses against them and invariably bends a number of the points [Pg 9] down on to the plate. This prevents some of the hooks which ought to be lifted from being lifted, and causes some hooks to be lifted which ought to be down.
A composition of powdered black lead and French chalk was used to prevent the needle points from wearing out, but it was discarded because the dust was constantly dropping into the harnesses and yarn, and also was very disagreeable for the weaver.
A needle board or plate for a 400-machine, has 416 holes, arranged in 52 rows with 8 holes in a row. The rows are divided by a groove into 26 rows on each side. There are also grooves at each end of the needle board. The grooves are for the lacings which hold the cards together.
The lacing naturally makes the card occupy more space at the ends and center, because it passes along the upper and under sides of the card, and if there were no grooves in the needle board, the needles would have to be made longer so as to allow the points to protrude farther out from the needle board; or when the card [Pg 10] was in contact with the needle points, the hooks would not be pressed back far enough to prevent them from being lifted. The grooves are also a great saving on the lacing of the cards, for if it came in close contact with the needle board every time the cylinder was drawn in, the lacing would soon be cut, and this often causes the breakage of cards.
The reason for the extra rows of needles, is to allow the selvedge to be worked by that row of hooks; also because a jacquard sometimes has patterns added that require additional harness at the front and back of the comber board, and the extra needles are used for the working of the extra harness.
A spring box is seldom used on American machines to hold the springs that press back the needles, but where the spring box is dispensed with, a longer loop is made on the back end of the needle (see Fig. 11) and the spring is placed on the loop, with the cotter, which holds the needles. The spring box, however, is most certainly of value if it is made to fit squarely in the framework of the machine. The springs are kept cleaner and consequently will give good results; and if a spring should break, it can be replaced more readily in a spring box than if it were on the end of a needle.
[Pg 11] There is, however, one disadvantage in using the spring box, for when the hole, through which the bolt, which holds the box in position, passes, has become worn, some of the needles will be pressing against the edge of the spring instead of the center, unless care is taken in fixing on the box. This causes the needles to stick in the box, preventing the hooks from working as they ought to do.
When placing hooks and needles in a machine, one row of eight needles is placed in first; that is, the needles are passed through the bars that extend across the machine from side to side, and into the holes in the needle board. On the bars the loop of the needle rests, the bars keeping each 52 needles separate. The first needle is the one that has the half circle, through which the hook passes, nearest the needle board at the top (see Fig. 10), and the others are graded down until the eighth is placed in. This will be the bottom needle with the half circle nearest the spring box H.
When the cotter has been placed through the loop of the needles, the hooks are placed in among the needles. The first hook is pressed through the half circle of the needle and passes on the outside of the others, which keeps the hook in position. The second is placed through the half circle of the second needle, but [Pg 12] passes on the outside of the first needle and on the outside of the lower needles. This rule is followed out until the eighth hook is placed in position.
The grate through which the hooks pass is sometimes made with extra rows of holes, and is also made so that it can be moved around to help in the setting of the hooks. For this reason, it is best, after placing in one row of hooks, to notice if they are straight in the grate. If they are not straight, and cannot be made straight by moving the grate, the next row of holes must be used. If the hooks are not straight, even though they may work freely, the needles, hooks and grate will be worn out in a very short time.
The hook that passes through the first needle is considered the first thread in the pattern, although when standing in front of a single action machine, it is the last thread. In a machine that has the needle board divided into twenty-six rows at one side of the middle, and twenty-five at the other side, the twenty-six rows are always at the left-hand side of the machine, looking at the point of the needles. (So that the number end of the cards will be at the left hand side of the machine, looking at the top needle board.)
[Pg 13] When all the needles and hooks have been placed in the machine, the frame, in which the bars that support the top of the needle are fixed, must be made perfectly straight with the needle board. If they are not straight with each other, there is endless trouble with the machine. In the first place, the loop of the needle presses down the spring when the needle is forced back by the card, instead of pressing the spring back straight in the box. This will cause the springs to wear out sooner and they will often stick, preventing the hooks from being lifted.
In the second place, the needle points will not be straight in the needle board. This causes the hole in the board to be worn crooked, also, the dust and oil that get into the back portion of the board has a greater tendency to bind the needles when they are not straight. The holes in the needle board at the back are counter sunk, which allows the needles to be placed in more readily when the machine is being fixed up, or when a broken needle has to be replaced.
When the hooks and needles have been fixed, the grate, needle board and needle frame adjusted, the spring box is attached and every needle is tested and made to work freely. After this is done, the griffe is placed in the machine. It is absolutely necessary that the griffe be made to lift straight, and each blade or knife must be in exact position relative to the hooks, or there will be a number of the hooks either “crowned” or not lifted when they ought to be. The griffe is made so that each side can be moved either forward or backward, but it is sometimes necessary to bend one or two blades of the griffe so as to have them straight with the hooks. Figs. 12, 13 and 14 show crooked hooks and needles.
When the griffe is set, the top of the blade ought to be just touching the hook. If the hook is pressing too hard against the blade, either the needle point must extend farther out from the needle board, or the cylinder has to press hard against the needle board when the hooks have to be pressed off the griffe. Either case is detrimental to the machine. In the first instance, the cylinder requires to pass farther out from the needle board, to [Pg 14] allow the cards to clear the needle points when the cylinder is being turned, or there is a possibility of the edge of the card catching on the needle points, preventing the cylinder from turning, and causing misspicks. In the second instance, if the cylinder presses too hard against the needle board, the lacing is often cut, and the needles have a tendency to pierce the card where it is blank.
[Pg 15] Having set all the inner parts of the machine, the next in order is the tying on of the neck cords. Carelessness in the setting of the inner parts so far mentioned cannot afterwards be rectified, and means the loss of years of work from the machine besides having endless trouble during the time it is working.
The Outer Workings of the Machine. There are five distinct methods of operating the movable parts of the machine: First, top or overhead lever lift and independent batten or swing cylinder motion; second, overhead lever and spindle cylinder motion; third, overhead lever and independent slide cylinder motion; fourth, bottom or cradle lever lift, and independent spindle cylinder motion; and fifth, bottom or cradle lever lift and spindle cylinder motion.
The first method is illustrated by Fig. 15. It consists of a lever at the top of the machine, or in some instances suspended from the beam that supports the ceiling. The inner end of the lever is connected by a link to the crossbar of the griffe. This must be fixed exactly in the center of the crossbar so as to give a straight lift to the griffe. To the outer end of the lever, a long driving rod is attached. The bottom end of the driving rod is placed on a stud attached to the hand wheel, which is fixed on the crank shaft of the boom when the machine is a single lift. The overhead lever is from thirty-six to forty inches long, according to the width of the loom. On the thirty-six inch lever the inner end, which is attached to the crossbar from the link to the supporting stud, fixed in the bracket attached to the framework of the machine, is about ten and one-half inches long, and the longer end, which is attached to the lifting rod, is twenty-four to twenty-five and two-thirds inches long. The throw from the center of shaft to the stud fixed to the hand wheel is four inches. This gives an eight inch stroke on the hand wheel.
10½ × 8 = 3⅓ inches
25
Allowing for the fall of the griffe below the bend of the hook the movement will give about a three-inch shed in the harnesses.
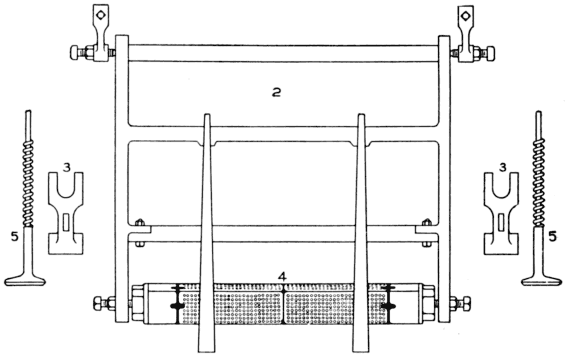
[Pg 16] The batten or swing cylinder movement is shown in detail in Fig. 16. It is composed of five distinct parts as follows:
(a) Two small arms are fixed at the top of the machine, one at each side. Two pointed set screws with lock nuts are set in the arms and the batten or swing is supported on these points.
(b) The batten, which is in the form of a square iron frame.
(c) Two cups set in the batten frame, which support the cylinder. The cups are made of iron or brass and are held in place by a bolt with thumb screw on the outside of the frame of the batten. Set into the bottom of the batten frame and pressing upwards against the cups, are two set screws whose purpose is to raise or lower the cylinder.
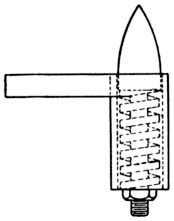
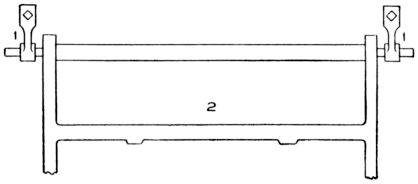
(d) The cylinder. This is a square prism with a number of holes bored on each side to correspond with the needles in the machine. On each of the four sides of the cylinder and near each end there is a small brass peg (shown in Fig. 17) for the purpose of holding the card in the correct position on the cylinder. (The perforations in the cards should be over the holes in the cylinder). The pegs are set so they can be adjusted to the right or left. At the ends of the cylinder square iron castings with rounded edges are fixed.
[Pg 17] (e) A spring hammer, the flat end of which rests on the casting on the end of the cylinder. What might be termed the handle of the hammer passes through the lower cross rail of the bottom frames and through the top frame. A spring is placed between the two rails and around the handle of the hammer. The object of the hammer is to keep the cylinder perfectly level so that the cylinder will strike the board level.
Flat springs also are attached to the inside of the batten, the lower end of the spring pressing the card to the cylinder. It is impossible to overestimate the value of these springs, especially on single cylinder machines, for it would be almost impossible to work without them. Their great value is shown when the cylinder is leaving the needle board by preventing the card from swinging on to the points of the needles, and also preventing the cards from slipping off the pegs as the cylinder is drawn over by the catch.
[Pg 18] The catch is fixed to the framework of the machine, and rests on the square casting fixed to the end of the cylinder. As the cylinder moves out, the catch comes in contact with the rounded edges of the square and in this manner the cylinder is turned. There is also another catch fixed underneath, but it is not in contact with the cylinder, and is adjusted so that it can be raised up in contact and the top catch raised from contact with the cylinder. This permits the cylinder to be turned back when a lost pick has to be found.
At each side of the batten frame toward the lower end, an arm is fixed. To these arms rods that extend downward are attached, and each rod is fixed to an arm that is set-screwed on a shaft supported by brackets fixed to the arch of the loom. At the end of this shaft another arm is fixed and is connected to the eccentric rod that is attached to the clamp that encircles the cam or eccentric. The cam is for the purpose of imparting motion to the batten. The cam generally used to operate the batten is about three and one-half inches from center of movement to extreme outside length of cam. The cylinder is moved out from the needle board from two to three inches.
For the saving of cards, a great deal depends upon the movement that is imparted to the cylinder. The less movement that can be given to the cylinder, the better; that is, of course, when obtaining the results required. The cylinder ought to be about one-quarter inch from the needle points when commencing to turn. Sometimes it is necessary to have the cylinder a little farther out, especially when the cards have been stored in a damp place and become warped so that they do not lie flat on the cylinder. In [Pg 19] this case, unless the cylinder is a little farther out from the needle points when commencing to turn, the edge of the card will catch on the needle points. This will throw the cards off the pegs and cause a pick-out. If the distance traveled by the cylinder is too short, it causes too sharp a turning of the cylinder, which has a tendency to jump the cards from the pegs; and if the cylinder moves out too far, there is too much friction on the working parts, as the larger distance has to be traveled in the same space of time as the shorter distance.
When setting the batten frame by either the set screws or the arms to which the set screws are attached, the principal point is that the cylinder must be flat against the needle board, both at the top and bottom of the board, and have the needle points as near the center of the holes in the cylinder as possible. It is particularly desirable that all points be square and straight with the batten motion, because the batten, moving from a top connection, performs an arc movement, and if the cylinder does not lie flat against the needle board, some of the hooks will not be pressed far enough off the griffe, or the points of the needles will come in contact with the sides or bottom of the holes in the cylinder and in that case, hooks will be down when they ought to be lifted. Fig. 18 shows the cylinder set crooked with the needle board.
The set screw support for the batten frame is a very objectional feature as will readily be seen, for the frame resting and working on two points is a great strain and some part of the [Pg 20] screw soon becomes worn. This, of course, lowers the cylinder. When the cylinder is adjusted by turning the set screw, the frame is not only raised higher but is moved to the right or left, which throws the cylinder out of place, thus making double the amount of work to adjust it.
The method of supporting a batten frame on an iron bar is by far the best, as by this arrangement, the cylinder can be directly adjusted. The illustration given in Fig. 19, shows this method of supporting the cylinder.
In the second method of operating the movable parts (see Fig. 20) the top motion remains the same as in the first, but the method of operating the cylinder is different. Fixed to each side of the square iron frame that supports the cylinder, is an iron spindle, which passes through two brackets which act as slides for the spindle and are fixed to the frame of the machine. Attached to this cylinder spindle is a two-inch cranked slotted arm. Attached to the spindle of the griffe is a small extension on which an iron roller is placed. This iron roller sets in the slot of the cranked arm; the slot arm being about seven inches long. The seven inches is divided into three parts, the top and lower portions being perpendicular, to allow a rest for the cylinder when it is out from the needle board, and also when it is in contact with the needle board. As the griffe is lifted, the roller passing up the slot of the cranked arm forces out the cylinder. The distance the cylinder is moved cannot be changed to any great extent, neither can the time of the cylinder be changed, so that when a warped set of cards is being used, there is always the tendency for the cards to catch on the needle points.
In the third movement (see Fig. 21), the top motion is the same as the first and second, but the cylinder movement is distinct. A flat, iron casting which acts as a slide, is placed on each side of the machine. These slides are supported by small iron rollers, which are placed in brackets fixed to the frame of the machine. At the end of the slide, a brass cup for the cylinder and the spring hammer is fixed. A stud is attached to the slide. The rod connected to the clamp of the cam (or what is called the eccentric rod) extends upwards and is attached to an arm that is set-screwed on a shaft, but extends upwards. This movement is [Pg 21] one of the best. The brackets that support the rollers are adjustable but seldom in the life of a harness do they require adjusting, for if the rollers are well oiled they last many years, because the friction is at the lowest possible point.
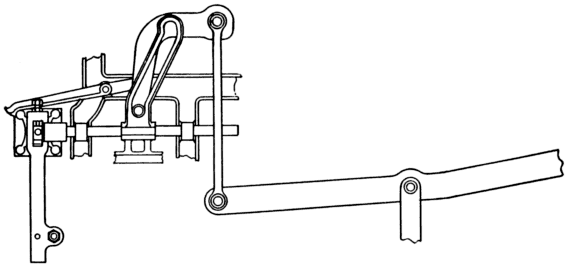
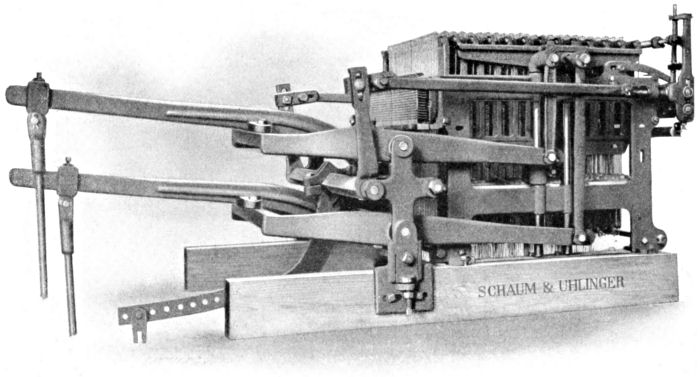
In the fourth movement a square cradle lever is placed in brackets near the feet of the machine, and connected to the top of the griffe spindle by means of an arm attached to the end of the cradle lever. This is shown in the double-lift machine, Fig. 22. There is an arm at each side of the machine that is connected to the cradle lever. To the outer end of the lever the long lifting rod is attached. The length of the square lever is generally twenty-eight inches from fulcrum to connection of long lifting rod, and ten inches on the shorter end. This gives about a four-inch lift to the griffe. The cylinder is driven by an independent spindle motion. An iron spindle is attached to the frame that supports the cylinder. The spindle passes through two slide brackets fixed to the sides of the machine. Between the two [Pg 22] brackets and set-screwed on the spindle is an extension with a stud attached to the top of it. On this stud, the connecting arm from the lever is placed. The lever is supported at the top of the same bracket that supports the square lifting lever. To the outer end of the lever the eccentric rod is attached, but instead of using a cam to give motion to the cylinder, one part of a double crank is used, the other portion is used for lifting the griffe.
The fifth method is the same as the fourth with the exception that the cylinder is operated by the slotted crank arm same as in the second method.
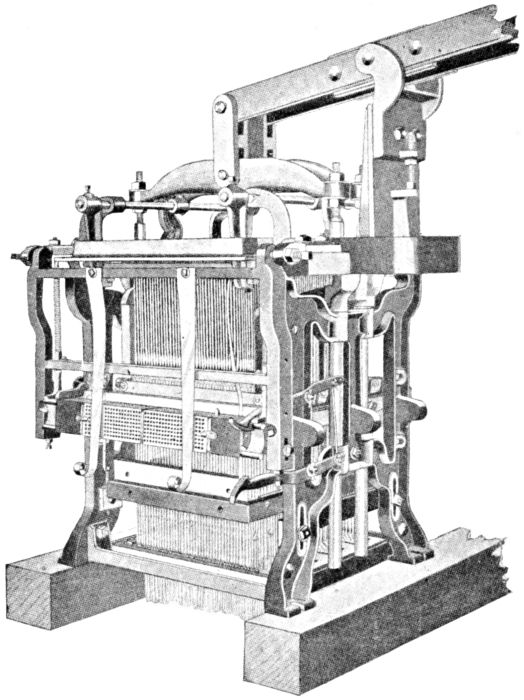
The illustration, Fig. 22, shows a machine of this type. The same methods are used to operate this kind of machine as are used with the single action with this exception that there must be two lifting levers, either overhead or cradle levers. The reason for using this kind of machine is to have an open shed motion, and to gain a little extra speed; but this naturally drives the cylinder faster, consequently there is a greater damage done to the cards unless great care is taken with them and additional appliances used to prevent them from jumping off the pegs.
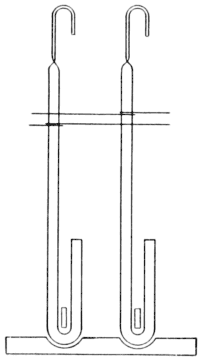
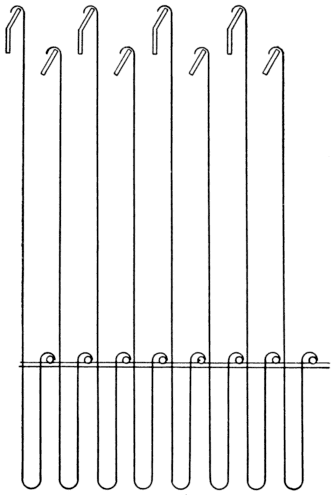
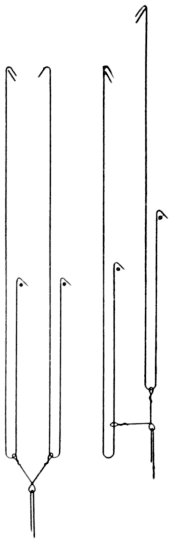
The needles and hooks used in this kind of machine are shown in Fig. 23. Each needle has two eyes or curves. The reason for two eyes is as follows: There is but one cylinder and two griffes, one of which is descending while the other is ascending. The cylinder has to pass in for every pick; that is, for each lift of the griffe, which necessitates the use of double the number of hooks; so that in a 400-machine, there are 800 hooks, without the extra ones. The top bend of every hook is turned in the same direction, that is, toward the needle board.
The hook that is used on this machine requires a deep bend at the top so as to have a firm grip on the griffe blade. This is necessitated by the method of controlling two hooks with one needle, for it sometimes happens that one hook is lifted while the other is pressed back by the cylinder, so that the same thread will not be lifted for the next pick.
The bottom of the hook is made in the form of a capital letter V. The reason for this is that it saves a considerable amount [Pg 23] of friction by allowing the bottom of the hook that is lifted to move back a little as the “partner” hook is being pressed by the needle. This shape of hook saves the grate through which the bottom of the hook passes. Fig. 23 shows the position occupied by the hooks when one hook is lifted and the other hook (which passes through the same needle) is pressed off. The dotted lines show the original positions of the hooks.
In addition to the added friction on the needles and hooks, it takes considerably more time to replace a worn needle than it does in machines where single needles are used, for a rod has to be temporarily inserted that will press to one side the two hooks around which the needle has to go, and it is often necessary to take out the hooks until the needle has been replaced, particularly if the machine is an old one, or if deep blades are used in the griffe.
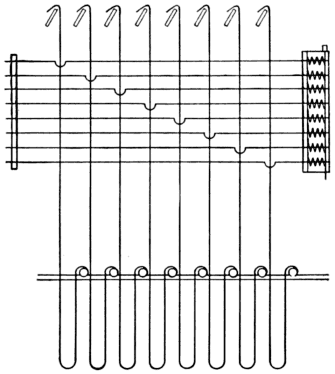
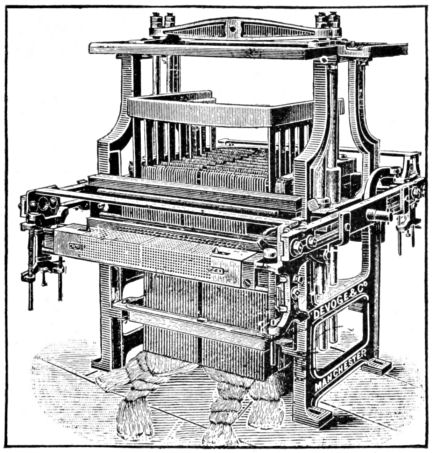
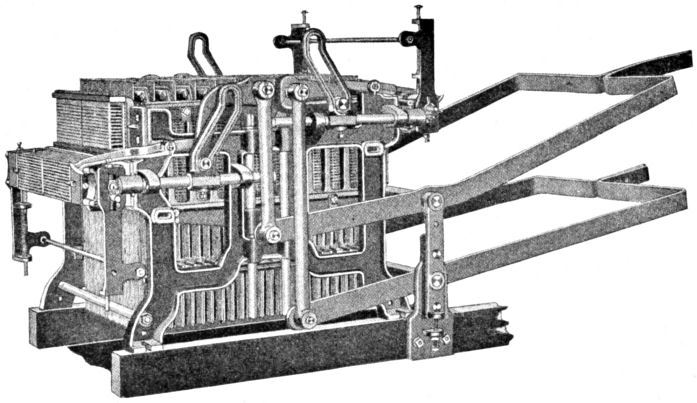
This means that there are two griffes and two cylinders. The same methods are used to operate the moving parts, as are used on the single action machines, but the lever and arms are used in a compound manner. This machine is undoubtedly the best, where large reproduction is aimed at, for it can be run 170 or 180 picks per minute. The illustration, Fig. 24, shows a double action machine.
The shedding motion is obtained by means of a double crank fixed on the end of the pick cam shaft, and to which the long lifting [Pg 25] rods are attached. This is shown in Fig. 25. Cams have been used to take the place of the double crank, so as to allow a dwell for the shed while the shuttle is passing through. It is particularly desirable in a broad loom to have the shed full open for a longer period in order to give clearance for the shuttle, but the cam motion was proven to be somewhat detrimental, owing to the quick rise and fall of the harnesses, which causes the lingoes to jump and to be constantly breaking off. The neck cords also were constantly breaking. The cam movement could be used successfully with a jacquard that had not many harness threads attached [Pg 26] to the neck cords, and had heavier lingoes fixed to the harnesses, but for general use, the double crank is best, as it gives a more even movement. There is also a short dwell while passing around the extended part of the crank.
The time to set the crank is to have it level, that is, the two extreme points horizontal, when the crank shaft is a little ahead of the bottom center, or to have the reed about 1½ inches from the cloth when the shed is level.
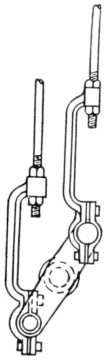
Owing to the general formation of the double action machine, that is, the use of two hooks for one set of harness threads, there is a somewhat uneven movement to the harnesses. When a griffe is descending and some of the hooks that are on the griffe are to be lifted for the next shed, and the hooks are passing each other at the center of movement, the angle of the harness threads is changed, for as one hook is lifted from the top shed, the neck cord attached to the hook that is at the bottom is slack. When this hook is raised for the next pick, at the point when all the slack cord is taken up, the uneven movement is caused, the harnesses swinging over into the line with the lifting hook. The results from this movement are not so harmful if the jacquard is tied up proportionally and run at the right speed; but when the machine is run too fast and the lingoes are too light, also when the neck cord is too short, a large amount of trouble is caused. Instead of connecting the harnesses to the hooks, by means of two neck cords, one is used as shown in Fig. 26. The link answers the purpose for which it is intended, that is, to take away the slack [Pg 27] neck cord. It also reduced the uneven movement. However, unless the hooks are kept perfectly straight, the link will not work, and it is common for a hook to be bent a little underneath the grate.
When one neck cord breaks on the ordinary double action machine, the defect is not readily seen, because the harness cord will be lifted by the other hook, unless it is a pattern where that particular hook from which the cord has broken is lifted very often. When the link is used, all the harness threads that are attached to the link will fall, owing to the use of only one neck cord; this also occurs on the single action machine.
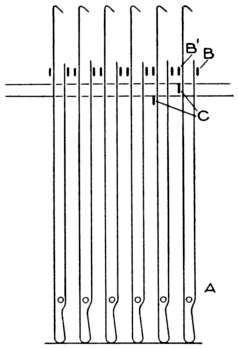
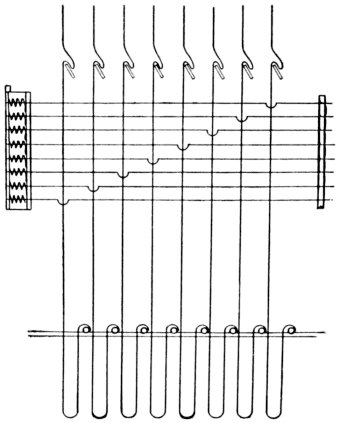
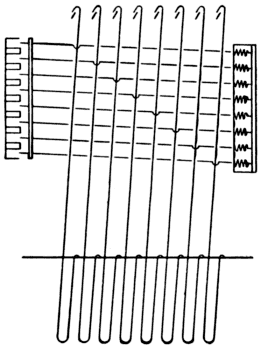
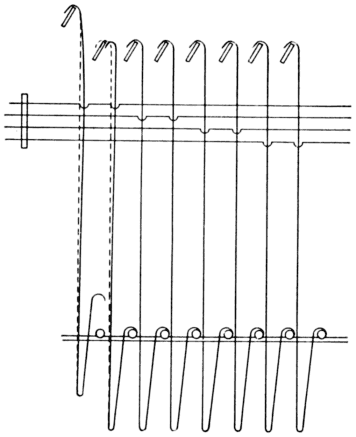
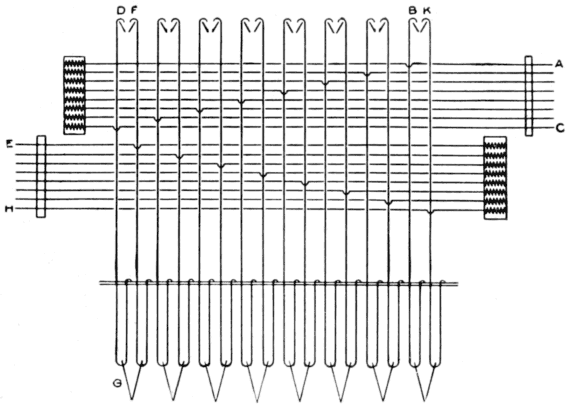
Needles. The illustration Fig. 27 shows the arrangement of needles in a double action machine. The first needle at the top marked A, controls the hook B, passing down in regular order until the bottom needle in the right hand needle board, marked C, controls the hook D. The first needle in the left hand or bottom needle board, marked E, controls the hook F, which is the partner to D, that is, F and D control the same harness threads, as will be noticed by the connection at the bottom G. The eighth needle in [Pg 28] the bottom needle board, marked H, controls the hook K, which is the partner hook to B. The bottom set of needles is exactly like the top set. They are placed in the same relative position, but work from the opposite direction.
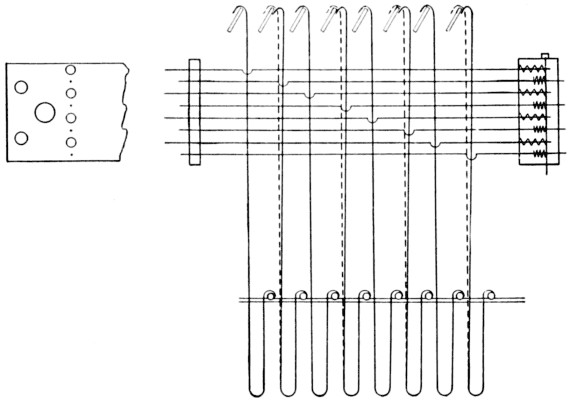
There being two cylinders on this type of machine, one passes in as the other is going out. Both cylinders turn toward the machine as indicated by the arrows, and a glance at the two cards A and B with holes marked 1 and 2, and needles marked the same will show the two hooks F and D control the same harness threads.
It will be noticed that one hook has the top bend bent backward, while the other bends forward in the same direction as the lower bend of the hook. The reason for this latter is that it would require more space in the grate and the needles would have to be longer, which would make a broader machine if the same shape of hook were used; so that by the use of these hooks, considerable space is gained.
When cutting cards for a double action machine, each card is cut from the design singly, just the same as if cutting cards for a single action machine. After the cards are cut, they are divided, the odd numbers from the even numbers, so that when laced they form, as it were, two sets of cards, one set being placed at one side of the machine and the other set at the other side of the machine.
A double action machine is composed of double the number of working parts that are on a single action machine, but they are [Pg 29] placed so as to work in different directions, with the exception that with an independent cylinder motion only one eccentric rod is used, and the eccentric is placed on the pick cam shaft. But if the cylinders are operated by a spindle motion, a slotted crank arm is attached to the lifting rod of each griffe and the cylinder is moved out as the griffe to which it is attached is raised, one cylinder moving out from contact with the needle board as the griffe, that comes in contact with the hook controlled by the needles of that board, is raised, at the same time the other cylinder is passing in towards the needle board while the second griffe is descending.
When using the cradle lever on a double action machine, it is necessary to have two different sizes of lifting cranks to allow extra lift for the difference in length of the levers, owing to one of the levers working on the inside of the other. The length of levers used is about 30 inches for the longer end, from fulcrum to connection of lifting rod, and 13 inches for the shortest end on the longer lever. Fulcrum to connection of lifting arm on the shorter lever is 25 inches, and 10 inches on the shorter end. The double [Pg 30] crank is made so that the one with the 12-inch stroke is attached to the shorter lever, and the 10-inch stroke operates the longer lever.
The cradle lever lift is used only on machines that have the harnesses attached to them by the cross tie system, because by the straight tie system the machine is turned in the opposite direction; that is, one set of cards would be over the cloth in the loom, and the other set over the warp; and in the cross tie system the cards are over the sides of the loom or over shuttle boxes.
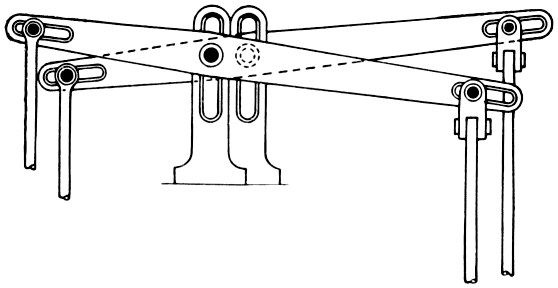
The top lever lift is considered by many to be the best method of operating the griffes, and this method can be used whether the harnesses are attached by the straight tie or the cross tie system. All that is required to be changed is that where as in the straight tie both the levers are on the same stud, and fixed to one support, the levers for the cross tie are placed on separate studs with separate supports. The reason for using separate supports and studs is to meet the different positions of the griffe bar. (See Fig. 28.)
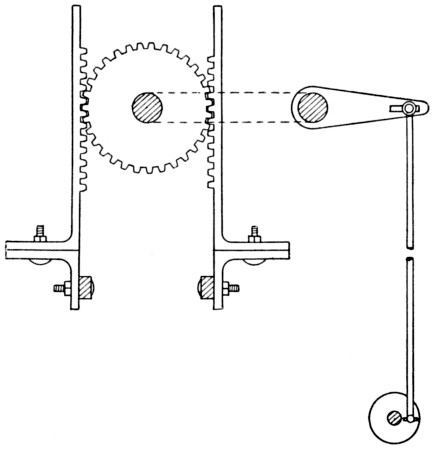
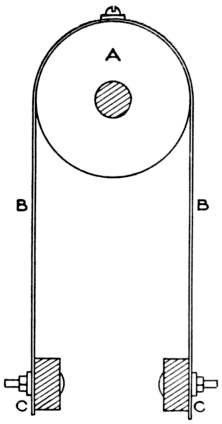
Other lifting methods have been successfully tried on double action machines; one being a rack movement shown in Fig. 29 and another a pulley and belt lift shown in Fig. 30.
The rack movement is as follows: A 1½-inch iron shaft is supported in bearings fixed to the top of the machine. This shaft extends over the end of the machine. The supports are bolted to the cross rail of the griffe, and on these supports the racks are fixed. The shaft passes between the two racks, and the gear is fixed on the shaft in contact with the rack. An arm is set-screwed on the outer end of the shaft, and to this arm a long lifting rod is attached. The bottom of the rod is placed on a stud attached to the face of a round iron plate that is set-screwed on the pick cam shaft.
In Fig. 30 the pulley A is supported on a shaft in the same position as the gear for the rack motion, and to the pulley a strip of belting B is attached, each end being fixed to the cross rail of the griffe at C. The belt motion is a simple arrangement, but the griffe must act freely and perfectly straight or the griffe will not descend low enough to allow the hooks to be pressed off by the cylinder.
The illustration, Fig. 31, shows a machine of this type. Its purpose is to have all the harnesses level at the center movement. The same working parts are used on this machine as are used on the single action, the distinctive difference being that cranked levers are attached to the usual lifting levers so that the grate through which the hooks pass can be raised and lowered, and so that the griffe is raised only half the usual distance.
After the cylinder has pressed off the hooks that are not to be lifted, the grate descends with these hooks, and at the same time the griffe raises the hooks that are to be lifted.
On some rise and fall machines, a batten cylinder motion is used, but is fixed in the opposite position from the usual batten motion; that is, the batten swings from the bottom instead of from the top of the machine, the set screws that hold it in position being placed in brackets fixed near the feet of the machine.
These machines cannot be run at a high speed, 130 being considered average, but faster speed is obtained when the pattern is equally balanced so that about the same number of ends are raised, as are falling. This style of machine is now extensively used for weaving table cloths, silk goods, etc.
JACQUARD MACHINES
Read carefully: Place your name and full address at the head of the paper. Any cheap, light paper like the sample previously sent you may be used. Do not crowd your work, but arrange it neatly and legibly. Do not copy the answers from the Instruction Paper; use your own words, so that we may be sure that you understand the subject.
1. To what may the term “Jacquard Weaving” be applied?
2. What are the classifications of Jacquard machines?
3. What are the chief features of the single action machine?
4. In what industry is the single action machine most extensively used?
5. What is the use of the extra row of needles in the single action machine?
6. How many methods are there for operating the movable parts of a machine, and what are they?
7. What are the reasons for using “double-lift” and “single cylinder” machines?
8. Why do the needles of double-lift and single cylinder machines have two eyes?
9. Why does the hook on a double-lift and single cylinder machine require a deep band at the top?
10. Why is the bottom of the hook made like the capital letter V?
11. Describe in detail a double action machine.
12. Why are two different sizes of lifting cranks necessary in using a cradle lever on a double action machine?
13. What is the “rack” movement?
14. Describe the rise and fall machine.
15. Describe fully the working of the Jacquard machine.
16. How are the cords handled in a Jacquard machine?
After completing the work, add and sign the following statement:
I hereby certify that the above work is entirely my own.
(Signed)
Transcriber’s Note
Minor punctuation errors have been corrected. Hyphenation has been made consistent.
The following amendment has been made:
Page 20—extention amended to extension—... is a small extention on which an iron roller is placed.
The frontispiece illustration has been moved to follow the title page. Other illustrations have been moved where necessary so that they are not in the middle of a paragraph.