Anmerkungen zur Transkription
Der vorliegende Text wurde anhand der 1902 erschienenen
Buchausgabe so weit wie möglich originalgetreu wiedergegeben.
Typographische Fehler wurden stillschweigend korrigiert. Ungewöhnliche
und heute nicht mehr gebräuchliche Schreibweisen bleiben gegenüber
dem Original unverändert; fremdsprachliche Passagen wurden nicht
korrigiert.
Nicht alle Punkte des Inhaltsverzeichnisses entsprechen einem
eigenständigen Abschnitt im Text. Entsprechende Verweise wurden vom
Bearbeiter sinngemäß zugeordnet.
Einige besonders breite Tabellen im Original
wurden der Übersichtlichkeit halber geteilt bzw. umgestellt;
insbesondere im Anhang erschien dies aber nicht
immer sinnvoll, so dass diese Tabellen u. U. im Querformat bzw. mit
einer kleineren Schriftart betrachtet werden sollten. Abhängig von der
im jeweiligen Lesegerät installierten Schriftart können die im Original
gesperrt gedruckten Passagen gesperrt, in serifenloser Schrift, oder
aber sowohl serifenlos als auch gesperrt erscheinen.
Papierprüfung.
Eine Anleitung zum Untersuchen von Papier.
Von
Wilhelm Herzberg,
Professor, Vorsteher der Abteilung für Papierprüfung an der Königlichen
Versuchsanstalt zu Charlottenburg.
Zweite, vollständig neubearbeitete Auflage.
Mit 65 Textfiguren und 16 Tafeln.
Berlin.
Verlag von Julius Springer.
1902.
Alle Rechte,
insbesondere das Recht der Übersetzung in fremde Sprachen,
vorbehalten.
Druck von Oscar Brandstetter,
Leipzig.
[S. v]
Vorwort zur zweiten
Auflage.
Seit dem Erscheinen der ersten Auflage der „Papierprüfung“
ist an vielen Stellen für die Vervollkommnung und Ausgestaltung der
Versuchsverfahren mit Erfolg gearbeitet worden. Die Fachpresse hat über
die jeweiligen Fortschritte berichtet, in der vorliegenden zweiten
Auflage sollen sie den Fachkreisen im Zusammenhang unterbreitet werden.
Bei der Bearbeitung handelte es sich nicht um eine bloße Ergänzung der
einzelnen Abschnitte der ersten Auflage; die meisten Abschnitte mußten
vielmehr gänzlich umgearbeitet, neue hinzugefügt werden. Wenn hierbei
der eine oder der andere der im Laufe der Jahre gemachten Vorschläge
nicht berücksichtigt worden ist, so geschah es im Interesse der Sache,
denn nicht immer war das Vorgeschlagene besser als das Vorhandene.
Das Interesse für die Papierprüfung und die Erkenntnis ihrer Bedeutung
für die Industrie ist in den beteiligten Kreisen von Jahr zu Jahr
gewachsen. Unmittelbar nach dem Erscheinen der ersten Auflage des
vorliegenden Werkes wurde diese ins Englische, Französische und
Italienische übersetzt, ein Beweis, daß auch das Ausland die Bedeutung
dieses Sondergebietes der Materialprüfung anerkannte und seine
Entwicklung auf der von Hartig und Hoyer geschaffenen
Grundlage mit Interesse verfolgte.
Die Einrichtung verschiedener Papierprüfungsstellen im In- und Auslande
ist ein weiteres Zeugnis für das Bestreben, das auf diesem Gebiet
Geschaffene für die beteiligten Kreise nutzbringend zu gestalten.
Über den Wert der Papierprüfung hat sich der Verein Deutscher
Papierfabrikanten im Jahre 1900 in einem an das Preußische
Kultusministerium gerichteten Schreiben wie folgt geäußert:
„Die Deutsche Papier-Industrie hat seit Errichtung der Königlichen
mechanisch-technischen Versuchsanstalt in Char[S. vi]lottenburg den
Arbeiten derselben das lebhafteste Interesse entgegengebracht.
War es ihr auch im Anfang nicht immer bequem, in der zu gleicher
Zeit geschaffenen Abteilung für Papierprüfung einen strengen
Richter über sich zu haben, so hat sie doch nie mit dem Bekenntnis
zurückgehalten, daß sie in dieser Papierprüfung einen mächtigen
Faktor für die Förderung ihrer Bedeutung, ihres Wohles und ihres
Ruhmes gegenüber dem Auslande sieht.“
Diese Anerkennung wird alle diejenigen mit Genugtuung erfüllen, die
sich um die Begründung und Entwickelung der Abteilung verdient gemacht
haben, in erster Linie die Herren Geheimer Regierungsrat Carl
Hofmann und Geheimer Regierungsrat Professor A. Martens.
Meinen Kollegen, G. Dalén und Dr. Wisbar, spreche ich
auch an dieser Stelle meinen Dank für die Unterstützung aus, die sie
mir bei Herausgabe der neuen Auflage bereitwilligst haben zu Teil
werden lassen.
Charlottenburg, Juli 1902.
Der Verfasser.
|
Seite
|
|
Bestimmung der Festigkeitseigenschaften
|
|
|
Absolute Festigkeit und Dehnung
|
|
|
Bestimmung der Maschinenrichtung
|
|
|
Schoppers Festigkeitsprüfer
|
|
|
Wendlers Festigkeitsprüfer
|
|
|
Festigkeitsprüfer nach Hartig-Reusch
|
|
|
Leuners Festigkeitsprüfer
|
|
|
Berechnung der Reißlänge
|
|
|
Rehses Papierprüfer
|
|
|
Tabelle zur Bestimmung der Feinheitsnummer
|
|
|
Widerstand gegen Zerknittern
|
|
|
Kirchners Kniffrolle
|
|
|
Pfuhls Knitterer
|
|
|
Schoppers Falzer
|
|
|
Bestimmung des Quadratmetergewichtes
und der Dicke
|
|
|
Schoppers Dickenmesser
|
|
|
Rehses Dickenmesser
|
|
|
Bestimmung des Aschengehaltes
|
|
|
Aschengehalt verschiedener Rohstoffe
|
|
|
Die Postsche Aschenwage
|
|
|
Reimanns Aschenwage
|
|
|
Mikroskopische Untersuchung
|
|
|
Vorbereitung des Papiers
|
|
|
Herstellung der Präparate
|
|
|
Untersuchung des durch Kochen erhaltenen Breies
|
|
|
Verholzte Fasern
|
|
|
Holzschliff
|
|
|
Jute
|
|
|
Strohstoff
|
|
|
Zellstoffe
|
|
|
Nadelholzzellstoff
|
|
|
Birkenholzzellstoff
|
|
|
Pappelholzzellstoff
|
|
|
Strohzellstoff
|
|
|
Alfa-(Esparto-)Zellstoff
|
|
|
Jutezellstoff
|
|
|
Manilazellstoff
|
|
|
Adansoniazellstoff
|
|
|
[S. viii]
Beurteilung des Verholzungsgrades der Zellstoffe
|
|
|
Verfahren nach Dr. Klemm
|
|
|
Verfahren nach Behrens
|
|
|
Lumpenfasern
|
|
|
Baumwolle
|
|
|
Leinen
|
|
|
Hanf
|
|
|
Wolle
|
|
|
Seltener vorkommende Fasern
|
|
|
Verschiedene Mahlungszustände von Papierfasern
|
|
|
Feststellung der Mengenverhältnisse der Fasern
|
|
|
Nachweis von Holzschliff und anderen verholzten Fasern
|
|
|
Die Reaktion mit schwefelsaurem Anilin
|
|
|
Die Phloroglucin-Reaktion
|
|
|
Dr. Wursters Reaktion
mit Dimethyl-paraphenylen-diamin
|
|
|
Bestimmung der Menge des Holzschliffes
|
|
|
Bestimmung der Art der Leimung
|
|
|
Tierische Leimung
|
|
|
Kaseinleim
|
|
|
Harzleimung
|
|
|
Stärke
|
|
|
Leimfestigkeit
|
|
|
Nachweis von freiem Chlor und freier Säure
|
|
|
Vergilbung
|
|
|
Bestimmung der Saugfähigkeit von Löschpapier
|
|
|
Prüfung von Filtrierpapier
|
|
|
Anhang
|
|
|
Vorschriften für die Lieferung und Prüfung von
Papier zu amtlichen Zwecken
|
|
|
Auszug aus den Vorschriften für die Benutzung der
Versuchsanstalt zu Charlottenburg
|
|
|
Auszug aus den Vorschriften für Frachtbriefpapiere
|
|
|
„ „ „ „ „ Quittungskarten-Karton
|
|
|
„ „ „ „
über die Herstellung von Beitragsmarken zur Invaliditätsversicherung
|
|
|
Vorschriften für das Papier zu Standesregistern und Registerauszügen
|
|
|
Ausbildung im Papierprüfen
|
|
|
Literatur
|
|
[S. 1]
Bestimmung
der Festigkeitseigenschaften.
Absolute Festigkeit und
Dehnung.
Die absolute Festigkeit eines Papiers wird bei seiner Benutzung als
Schriftstück, Drucksache o. a. nur zum kleinen Teil in Anspruch
genommen. Trotzdem wird man von einem Papier, das lange aufbewahrt
und viel benutzt werden soll, aus zwei Gründen eine nicht zu geringe
Festigkeit verlangen müssen. Einmal zeigt jeder organische Körper im
Laufe der Zeit eine Abnahme seiner Festigkeit, und ferner gewährleisten
gute Festigkeitseigenschaften sorgfältige Herstellung des Papiers und
Verwendung guter Rohstoffe.
Von diesem Gesichtspunkt aus betrachtet wird man die Forderung hoher
Festigkeitswerte für Papiere, die wichtigen Zwecken dienen sollen, als
gerechtfertigt anerkennen müssen.
Die Festigkeit eines Papiers, d. h. der Widerstand, den es dem
Zerreißen entgegensetzt, gibt an sich kein Mittel an die Hand, die Güte
des Papiers ohne weiteres zu beurteilen, da sie beeinflußt wird von der
Dicke und Breite des Probestreifens; wir werden jedoch später sehen,
wie die mit Hilfe von Zerreißmaschinen gewonnenen Festigkeitswerte
unabhängig von diesen beiden Einflüssen zur Beurteilung der Güte von
Papier herangezogen werden können.
Die Festigkeit eines Papiers ist nicht nach allen Richtungen gleich
groß. Maschinenpapier hat in der Richtung des Maschinenlaufes seine
größte, in der Richtung senkrecht hierzu seine geringste Festigkeit.
Dieser Unterschied findet seine Erklärung in der vorzugsweisen Lagerung
der Fasern in der Richtung des Maschinenlaufes und in der Beeinflussung
der Festigkeitswerte durch die Arbeit auf der Papiermaschine. Das
Verhältnis der geringeren Festigkeit zur[S. 2] größeren schwankt zwar,
hält sich aber meist zwischen den Grenzen 60 : 100 bis 75 : 100; jedoch
kommen auch Fälle vor, in denen die Festigkeitswerte in der Längs-
und Querrichtung wesentlich mehr, und andere, in denen sie wesentlich
weniger voneinander abweichen, wie nachfolgende Zusammenstellung an
einigen Beispielen zeigt.
|
Laufende
Nr.
|
Art des Papiers
|
|
Verhältnis
von
Querrichtung
zu Längsrichtung
|
Bruchdehnung
|
Verhältnis
von
Querrichtung
zu Längsrichtung
|
|
Quer-
richtung
km
|
Längs-
richtung
km
|
Quer-
richtung
%
|
Längs-
richtung
%
|
|
1
|
Schreibpapier
|
1,57
|
4,73
|
33 : 100
|
1,7
|
1,5
|
113 : 100
|
|
2
|
„
|
2,21
|
5,46
|
39 : 100
|
2,4
|
1,9
|
126 : 100
|
|
3
|
Packpapier
|
3,76
|
9,76
|
39 : 100
|
4,6
|
2,1
|
219 : 100
|
|
4
|
„
|
4,25
|
9,06
|
47 : 100
|
6,7
|
2,8
|
239 : 100
|
|
5
|
Konzeptpapier
|
3,57
|
7,01
|
51 : 100
|
4,1
|
1,4
|
293 : 100
|
|
6
|
Schreibpapier
|
4,06
|
4,79
|
85 : 100
|
4,5
|
3,3
|
136 : 100
|
|
7
|
„
|
4,22
|
4,80
|
88 : 100
|
3,2
|
2,0
|
160 : 100
|
|
8
|
Urkundenpapier
|
6,05
|
6,76
|
90 : 100
|
6,4
|
4,9
|
131 : 100
|
|
9
|
Schreibpapier
|
4,22
|
4,69
|
90 : 100
|
3,0
|
2,0
|
150 : 100
|
|
10
|
Kanzleipapier
|
4,05
|
4,44
|
91 : 100
|
4,6
|
3,2
|
156 : 100
|
|
11
|
Schreibpapier
|
4,37
|
4,60
|
95 : 100
|
6,3
|
3,3
|
191 : 100
|
|
12
|
„
|
4,11
|
4,17
|
99 : 100
|
4,1
|
2,4
|
171 : 100
|
|
Laufende
Nr.
|
Art des Papiers
|
|
Verhältnis
von
Querrichtung
zu Längsrichtung
|
|
Quer-
richtung
km
|
Längs-
richtung
km
|
|
1
|
Schreibpapier
|
1,57
|
4,73
|
33 : 100
|
|
2
|
„
|
2,21
|
5,46
|
39 : 100
|
|
3
|
Packpapier
|
3,76
|
9,76
|
39 : 100
|
|
4
|
„
|
4,25
|
9,06
|
47 : 100
|
|
5
|
Konzeptpapier
|
3,57
|
7,01
|
51 : 100
|
|
6
|
Schreibpapier
|
4,16
|
4,79
|
85 : 100
|
|
7
|
„
|
4,22
|
4,80
|
88 : 100
|
|
8
|
Urkundenpapier
|
6,05
|
6,76
|
90 : 100
|
|
9
|
Schreibpapier
|
4,22
|
4,69
|
90 : 100
|
|
10
|
Kanzleipapier
|
4,05
|
4,44
|
91 : 100
|
|
11
|
Schreibpapier
|
4,37
|
4,60
|
95 : 100
|
|
12
|
„
|
4,11
|
4,17
|
99 : 100
|
|
Laufende
Nr.
|
Art des Papiers
|
Bruchdehnung
|
Verhältnis
von
Querrichtung
zu Längsrichtung
|
|
Quer-
richtung
%
|
Längs-
richtung
%
|
|
1
|
Schreibpapier
|
1,7
|
1,5
|
113 : 100
|
|
2
|
„
|
2,4
|
1,9
|
126 : 100
|
|
3
|
Packpapier
|
4,6
|
2,1
|
219 : 100
|
|
4
|
„
|
6,7
|
2,8
|
239 : 100
|
|
5
|
Konzeptpapier
|
4,1
|
1,4
|
293 : 100
|
|
6
|
Schreibpapier
|
4,5
|
3,3
|
136 : 100
|
|
7
|
„
|
3,2
|
2,0
|
160 : 100
|
|
8
|
Urkundenpapier
|
6,4
|
4,9
|
131 : 100
|
|
9
|
Schreibpapier
|
3,0
|
2,0
|
150 : 100
|
|
10
|
Kanzleipapier
|
4,6
|
3,2
|
156 : 100
|
|
11
|
Schreibpapier
|
6,3
|
3,3
|
191 : 100
|
|
12
|
„
|
4,1
|
2,4
|
171 : 100
|
Ebenso wie die Festigkeit ist auch die Dehnung des Papiers in den
beiden Richtungen verschieden groß; das Verhältnis ist aber hier
umgekehrt, indem die Maschinenrichtung die kleinste, die Querrichtung
die größte Dehnung aufweist.
Auch bei geschöpftem Papier treten, wenn auch nicht in dem Maße
wie beim Maschinenpapier, Verschiedenheiten in der Festigkeit und
Dehnung in verschiedenen Richtungen auf.[2] Da die Ansicht, daß beim
Handpapier die Festigkeit und Dehnbarkeit nach allen Richtungen gleich
groß sei, ziemlich verbreitet ist, so mag nachfolgend (Seite 3) eine
kleine Zusammenstellung einiger bei Prüfung von geschöpften Papieren
gewonnenen Ergebnisse folgen.
Bei der Bestimmung der Festigkeitswerte einer Papiersorte wird
Maschinenrichtung und Querrichtung gesondert geprüft und aus den
erhaltenen Werten das Mittel gebildet. Dieses ist für die Einreihung in
eine der sechs Festigkeitsklassen[3] maßgebend.
[S. 3]
|
Laufende
Nr.
|
Art des Papiers
|
Reißlänge
|
Verhältnis
der
schwachen
Richtung
zur starken
|
Bruchdehnung
|
Verhältnis
der
schwachen
Richtung
zur starken
|
|
Schwache
Richtung
km
|
Starke
Richtung
km
|
Schwache
Richtung
%
|
Starke
Richtung
%
|
|
1
|

|
Urkunden-
papier
(hand-
geschöpft)
|
3,68
|
4,93
|
74 : 100
|
4,6
|
3,8
|
121 : 100
|
|
2
|
3,81
|
4,97
|
77 : 100
|
4,2
|
3,5
|
120 : 100
|
|
3
|
4,20
|
5,30
|
79 : 100
|
4,4
|
3,9
|
113 : 100
|
|
4
|
4,28
|
5,45
|
79 : 100
|
5,9
|
4,7
|
125 : 100
|
|
5
|
3,89
|
4,64
|
84 : 100
|
4,4
|
4,2
|
(105 : 100)
|
|
6
|
3,26
|
3,63
|
|
4,3
|
3,4
|
126 : 100
|
|
7
|
|
Akten-
deckel
(hand-
geschöpft)
|
2,82
|
4,12
|
68 : 100
|
4,6
|
4,2
|
(110 : 100)
|
|
8
|
2,62
|
3,84
|
70 : 100
|
4,0
|
3,7
|
(108 : 100)
|
|
9
|
2,16
|
2,98
|
72 : 100
|
4,8
|
4,1
|
117 : 100
|
|
10
|
2,61
|
3,53
|
74 : 100
|
3,9
|
3,4
|
114 : 100
|
|
11
|
2,74
|
3,04
|
(90 : 100)
|
3,7
|
3,6
|
(101 : 100)
|
|
12
|
2,56
|
2,84
|
(90 : 100)
|
4,0
|
3,0
|
133 : 100
|
|
Laufende
Nr.
|
Art des Papiers
|
Reißlänge
|
Verhältnis
der
schwachen
Richtung
zur starken
|
|
Schwache
Richtung
km
|
Starke
Richtung
km
|
|
1
|
|
Urkunden-
papier
(hand-
geschöpft)
|
3,68
|
4,93
|
74 : 100
|
|
2
|
3,81
|
4,97
|
77 : 100
|
|
3
|
4,20
|
5,30
|
79 : 100
|
|
4
|
4,28
|
5,45
|
79 : 100
|
|
5
|
3,89
|
4,64
|
84 : 100
|
|
6
|
3,26
|
3,63
|
|
|
7
|
|
Akten-
deckel
(hand-
geschöpft)
|
2,82
|
4,12
|
68 : 100
|
|
8
|
2,62
|
3,84
|
70 : 100
|
|
9
|
2,16
|
2,98
|
72 : 100
|
|
10
|
2,61
|
3,53
|
74 : 100
|
|
11
|
2,74
|
3,04
|
(90 : 100)
|
|
12
|
2,56
|
2,84
|
(90 : 100)
|
|
Laufende
Nr.
|
Art des Papiers
|
Bruchdehnung
|
Verhältnis
der
schwachen
Richtung
zur starken
|
|
Schwache
Richtung
%
|
Starke
Richtung
%
|
|
1
|
|
Urkunden-
papier
(hand-
geschöpft)
|
4,6
|
3,8
|
121 : 100
|
|
2
|
4,2
|
3,5
|
120 : 100
|
|
3
|
4,4
|
3,9
|
113 : 100
|
|
4
|
5,9
|
4,7
|
125 : 100
|
|
5
|
4,4
|
4,2
|
(105 : 100)
|
|
6
|
4,3
|
3,4
|
126 : 100
|
|
7
|
|
Akten-
deckel
(hand-
geschöpft)
|
4,6
|
4,2
|
(110 : 100)
|
|
8
|
4,0
|
3,7
|
(108 : 100)
|
|
9
|
4,8
|
4,1
|
117 : 100
|
|
10
|
3,9
|
3,4
|
114 : 100
|
|
11
|
3,7
|
3,6
|
(101 : 100)
|
|
12
|
4,0
|
3,0
|
133 : 100
|
Da die Maschinenpapiere im allgemeinen parallel und senkrecht zur
Maschinenrichtung geschnitten werden, so entnimmt man die Probestreifen
in der später zu besprechenden Anzahl und Art zunächst parallel zu
einer beliebigen Kante des Bogens und darauf parallel zu der hierauf
senkrecht stehenden.
Beim Handpapier verfährt man in derselben Weise.
Hat man Veranlassung, die Maschinenrichtung vorher zu bestimmen,
entweder weil man nur diese prüfen will, oder weil die beiden
Richtungen nicht mit Sicherheit zu erkennen sind, so verfährt man in
folgender Weise:
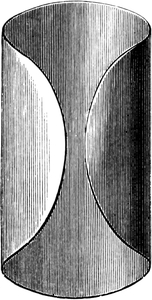
Man schneidet aus dem in Frage kommenden Material ein kreisförmiges
Stück von ungefähr 10 cm Durchmesser heraus und läßt dies wenige
Sekunden auf Wasser schwimmen; nimmt man es dann heraus und legt
es vorsichtig auf die flache Hand, wobei man zu verhindern hat,
daß es sich fest an die Handfläche schmiegt, so krümmen sich die
Ränder nach oben (Fig. 1a) und zwar schließlich so stark, daß sie
übereinandergreifen, wie es Fig. 1b darstellt.
Der nicht gekrümmte Durchmesser ab liegt in der Maschinenrichtung.
[S. 4]
Hat man denselben Versuch mit ungeleimtem oder schwach geleimtem Papier
vorzunehmen, so ist dies zunächst gegen das Durchdringen von Wasser
zu schützen; man löst zu diesem Zweck entweder Harz in Alkohol oder
tierischen Leim in Wasser, zieht das zu prüfende Papier durch eine
dieser Lösungen und läßt es trocknen. Das Papier hat nunmehr seine
Saugfähigkeit verloren und kann ohne Schwierigkeit dem angeführten
Versuch unterworfen werden. Zur Erklärung des Krümmens diene folgendes.
a
b
Fig. 1a.
a
b
Fig. 1b.
Bestimmung der Maschinenrichtung im Papier.
Die untere Seite des Papiers saugt, während sie mit dem Wasser in
Berührung ist, Feuchtigkeit auf und die Fasern quellen; nun legen sich
die Fasern, wie schon erwähnt, auf dem Siebe vorzugsweise parallel zur
Richtung des Maschinenlaufes, und da die einzelne Faser quer zu ihrer
Längsachse die größte Quellungsfähigkeit besitzt, so wird das Bestreben
der unteren Faserschicht sich auszudehnen, quer zur Maschinenrichtung
größer sein als in der Längsrichtung, und dies dürfte die Ursache des
Aufrollens der Ränder sein.
Die vorzugsweise Lagerung der Fasern in der Richtung des
Maschinenlaufes ist übrigens bei vielen Papieren mit bloßem Auge zu
erkennen, wenn man den Bogen schräg gegen das Licht hält, und ein
geübter Beobachter kann oft schon auf diese Weise erkennen, wie das
Papier auf der Maschine gelaufen ist.
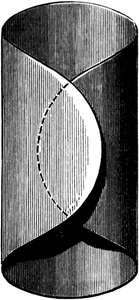
Eine noch einfachere Methode zur Bestimmung der Maschinenrichtung ist
von Nickel vorgeschlagen worden und besteht darin, daß[S. 5] man zwei
Streifen von gleichen Abmessungen aus den beiden in Frage kommenden
Richtungen so aufeinanderlegt, daß sie sich decken. Faßt man sie nun an
dem einen Ende mit Daumen und Zeigefinger und läßt das andere Ende frei
herunterhängen, so werden sie entweder aufeinanderliegen (Fig. 2a),
oder auseinanderklaffen (Fig. 2b). Im ersten Fall ist der untere, im
zweiten der obere Streifen der aus der Maschinenrichtung.
Die Erklärung dieser Erscheinung dürfte auch hier durch die Lagerung
der Fasern gegeben sein; bei dem aus der Maschinenrichtung herrührenden
Streifen liegen mehr Fasern mit ihrer Längsachse parallel zum Streifen
als bei dem Streifen aus der Querrichtung; die Folge davon wird sein,
daß sich ersterer beim Überhängen weniger durchbiegt als der letztere.
Fig. 2a.

Fig. 2b.
Bestimmung der Maschinenrichtung im Papier.
Die Frage der bequemen Bestimmung der Maschinenrichtung kann außer
in den oben erwähnten Fällen noch verschiedentlich von praktischer
Bedeutung sein. Beim Kniffen von Aktendeckeln, Kartons u. s. w. wird
es nicht gleichgiltig sein, ob der Kniff in der Maschinenrichtung
oder Querrichtung liegt; bei der Herstellung von Büchern, besonders
von großen und dicken Geschäftsbüchern, ist es von Wert zu wissen, ob
alle Lagen in gleicher Weise gefalzt sind, weil sich sonst infolge
verschiedener Dehnung unscharfe Ränder zeigen. Diesen Umständen hat
man, wie es scheint, bisher nicht die nötige Beachtung geschenkt.
Nachdem man so auf die eine oder andere Weise die beiden
Hauptrichtungen im Papier, nach welchen die Entnahme der Probe[S. 6]streifen
zu erfolgen hat, bestimmt hat, fragt es sich, wie lang und wie breit
diese zu wählen sind.
Martens hat sich mit dieser Frage eingehend beschäftigt und
nachgewiesen, daß die Breite des Probestreifens auf das Ergebnis für
Reißlänge und Bruchdehnung keinen Einfluß ausübt; die Bequemlichkeit
und Sicherheit des Arbeitens indessen, sowie der mit zunehmender Breite
wachsende Widerstand beim Zerreißen legt bei der Wahl der Streifen
einige Beschränkung auf. Die Breite von 15 mm hat sich als sehr
praktisch erwiesen, und sie wird in der Versuchsanstalt ausschließlich
angewendet, wenn nicht etwa das zu prüfende Material, wie es
beispielsweise bei den in der Telegraphie benutzten Papierstreifen der
Fall ist, schon an und für sich schmäler ist als 15 mm.
In der Praxis wird man auch in den Fällen schmälere Streifen verwenden
müssen, in denen die gewöhnlichen Festigkeitsprüfer zum Zerreißen eines
15 mm breiten Streifens nicht ausreichen, wie es z. B. beim Prüfen von
Quittungskarten-Kartons, Preßspänen, Aktendeckeln, Pappen u. s. w.
vorkommen kann.
Bei der Länge der Probestreifen liegen die Verhältnisse, soweit es
sich um die Dehnung ausgedrückt in Prozenten der ursprünglichen Länge
handelt, anders; die Dehnungsprozente sind nahezu dieselben bei
Streifenlängen von 180 mm an aufwärts; mit abnehmender Länge aber
wächst die Dehnung. Deshalb ist aus praktischen Gründen die Länge
von 180 mm als Normallänge angenommen worden; dies geschah
namentlich auch deshalb, weil diese Länge in beiden Richtungen aus
dem einmal geknifften Bogen des Reichsformates (33 × 42 cm) bequem
entnommen werden kann, und in diesem Zustand dürften wohl die
meisten Papiere zur Untersuchung gelangen. Es kann im Interesse der
Einheitlichkeit und der Vergleichbarkeit der Versuchsergebnisse nur
geraten werden, diese Länge allgemein zu Grunde zu legen. Soweit
bekannt geworden ist, ist dies auch an allen Stellen, welche sich in
größerem Maßstabe mit Papieruntersuchungen befassen, geschehen.
Stehen nun von dem zu prüfenden Material nur kleine Bogen zur
Verfügung, aus denen diese Normalstreifen nicht entnommen werden
können, so darf man nicht außer acht lassen, daß die Dehnungsprozente
etwas höher ausfallen als bei Verwendung eines Streifens von 180 mm
Länge; auf die Festigkeit ist die Länge der Probestreifen ohne Einfluß,
wenn nicht gar zu kurze Streifen angewendet werden, die schwer gerade
einzuspannen sind.
Das Ergebnis der Prüfung wird nun im allgemeinen um so wertvoller
sein, je mehr Streifen beim Versuch Verwendung ge[S. 7]funden haben;
nimmt man fünf Streifen aus jeder Richtung, so kann man sicher sein,
gute Durchschnittswerte zu erhalten, wenn man bei der Probenentnahme
zweckmäßig zu Werke geht.
Bei Prüfung eines größeren Postens Papier tut man gut, aus fünf
verschiedenen Paketen je einen Bogen zu entnehmen und dann aus jedem
Bogen je einen Längs- und Querstreifen.
Steht auch nur wenig Material zur Verfügung, so verfolge man doch immer
den Grundsatz, die Streifen an verschiedenen Stellen zu entnehmen und
unmittelbar nebeneinander nur dann, wenn es anders nicht möglich ist.
Die Entnahme der Streifen geschieht bei den Prüfungen in der
Versuchsanstalt in folgender Weise. Von den zehn meist in einmal
geknifftem Zustand eingeschickten Probebogen werden zunächst fünf für
die Festigkeitsprüfung ausgewählt, welche äußerlich keine fehlerhaften
Stellen zeigen. Aus jedem dieser fünf Bogen wird je ein Streifen aus
der Längs- und Querrichtung entnommen, wie es Fig. 3 veranschaulicht.

Fig. 3.
Entnahme der Probestreifen.
Zerreißt nun beim Versuch ein Streifen an der Einspannstelle, oder ist
er von vornherein infolge eines erkennbaren Fehlers zu verwerfen, oder
liefert ein Streifen Werte, die von denen der anderen in auffälliger
Weise abweichen, so daß ein Irrtum vermutet werden kann, so kann man
unmittelbar neben dem ersten Streifen immer noch einige Ersatzstreifen
zur weiteren Prüfung herausnehmen.
Auf das Schneiden der Streifen ist große Sorgfalt zu verwenden,
da die geringste Beschädigung, namentlich an den Rändern, den
Versuch ungünstig beeinflussen kann. Hat man nur hin und wieder
Festigkeitsversuche vorzunehmen, so wird man davon absehen können,
sich eine besondere Schneidevorrichtung zu beschaffen, wenn nicht dem
Festigkeitsapparat, wie es jetzt vielfach geschieht, schon eine solche
beigegeben ist. In Ermangelung einer besonderen Vorrichtung schneidet
man mit Hilfe eines eisernen Lineals und eines scharfen Messers, wobei
man auf eine möglichst parallele Führung des letzteren bedacht sein
muß. Als Unterlage bedient man sich beim[S. 8] Schneiden zweckmäßig eines
Zinkbleches oder einer Glasplatte, weil weichere Materialien, wie Holz,
Pappe etc., Eindrücken des Papiers beim Schneiden zulassen und auf
diese Weise die Ränder des Streifens nach unten umgebogen werden. Hat
man indessen täglich Festigkeitsprüfungen vorzunehmen, so ist diese Art
der Probeentnahme zu umständlich und zeitraubend und man wird sich dann
zweckmäßig eine Vorrichtung beschaffen, die schneller arbeitet.[5] —
Fig. 4 zeigt die in der Versuchsanstalt in Gebrauch befindliche Scheere
zum Schneiden der Streifen.
An der Holzplatte P ist ein Messer S2 fest angeschraubt, während
ein zweites S1, welches in Verbindung mit S2 den Schnitt des
Papiers bewirkt, mit Hilfe des Handgriffes H auf- und niedergeführt
werden kann. Eine Holzleiste Lst ist so angebracht, daß sie parallel
der Schneide S2 liegt und von dieser in einem Abstand von 15 mm
festgestellt werden kann. Unter der Leiste Lst befindet sich ein
Kasten K, in welchen die abgeschnittenen Streifen fallen. Auf dem
Brett P ist noch eine scharf gezeichnete Linie L angebracht, die
senkrecht zu S2 verläuft. Sie dient als Anlegezeichen, um zunächst
den ersten Schnitt genau senkrecht zu einer Bogenkante zu führen; die
Streifen werden dann beim Anlegen der ersten Schnittkante gegen die
Leiste Lst ohne weiteres parallel und von 15 mm Breite geschnitten.
Die in den Handel gebrachten Schneidevorrichtungen mit doppeltem Messer
haben sich nicht bewährt, weil beim Schneiden in den meisten Fällen
eins der Messer versagt.
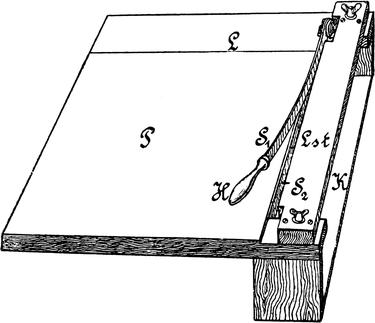
Fig. 4.
Vorrichtung zum Schneiden der Streifen.
Bevor man die Streifen in Gebrauch nimmt, überzeugt man sich, ob
ihre Ränder glatt sind und genau parallel verlaufen. Das letztere
sieht man am besten, wenn man die beiden Enden eines jeden Streifens
aufeinanderlegt; die zwei Hälften der Streifen müssen sich dann decken.
[S. 9]
Beim Zerreißen der Streifen ist auf die Feuchtigkeit der Luft im
Versuchsraum besonders zu achten, da sie auf die Festigkeits- und
Dehnungswerte von großem Einfluß ist.
Der Einfluß der Feuchtigkeit äußert sich in zweierlei Weise.
Einmal nimmt das Papier, je nach dem Feuchtigkeitsgehalt der Luft,
verschiedene Mengen Wasser in sich auf und ändert hierdurch sein
Gewicht; zweitens ändert das aufgenommene Wasser die Festigkeit und
Dehnbarkeit der im Papier vorhandenen Fasern.
Zur Erläuterung mögen nachfolgend die Versuchsergebnisse, welche bei
Prüfung eines aus Lumpen hergestellten, mit Harzleim geleimten, guten
Schreibpapiers bei verschiedener Luftfeuchtigkeit gewonnen wurden,
wiedergegeben werden.
|
Relative
Feuchtig-
keit
%
|
Feuchtigkeits-
gehalt der
zerrissenen
Streifen
%
|
Bruchbelastung
|
Bruchdehnung
|
Reißlänge
|
|
Maschinen-
Richtung
kg
|
Quer-
Richtung
kg
|
Mittel
kg
|
Maschinen-
Richtung
%
|
Quer-
Richtung
%
|
Mittel
%
|
Maschinen-
Richtung
km
|
Quer-
Richtung
km
|
Mittel
km
|
|
100
|
15,2
|
2,34
|
1,75
|
2,05
|
3,2
|
6,3
|
4,8
|
1,68
|
1,23
|
1,46
|
|
90
|
11,3
|
3,41
|
2,30
|
2,86
|
2,8
|
5,8
|
4,3
|
2,40
|
1,64
|
2,02
|
|
80
|
6,5
|
5,57
|
4,03
|
4,30
|
2,5
|
4,7
|
3,6
|
4,06
|
3,00
|
3,53
|
|
70
|
6,2
|
5,74
|
4,14
|
4,94
|
2,1
|
4,3
|
3,2
|
4,25
|
3,09
|
3,67
|
|
60
|
5,5
|
6,15
|
4,49
|
5,32
|
1,9
|
3,9
|
2,9
|
4,50
|
3,33
|
3,92
|
|
50
|
4,6
|
6,59
|
4,71
|
5,65
|
1,7
|
3,4
|
2,6
|
4,76
|
3,43
|
4,20
|
|
40
|
3,8
|
6,74
|
4,93
|
5,84
|
1,6
|
3,3
|
2,5
|
4,91
|
3,61
|
4,26
|
|
30
|
2,3
|
7,21
|
5,05
|
6,13
|
1,5
|
2,6
|
2,1
|
5,39
|
3,80
|
4,60
|
|
Relative
Feuchtig-
keit
%
|
Feuchtigkeits-
gehalt der
zerrissenen
Streifen
%
|
Bruchbelastung
|
|
Maschinen-
Richtung
kg
|
Quer-
Richtung
kg
|
Mittel
kg
|
|
100
|
15,2
|
2,34
|
1,75
|
2,05
|
|
90
|
11,3
|
3,41
|
2,30
|
2,86
|
|
80
|
6,5
|
5,57
|
4,03
|
4,30
|
|
70
|
6,2
|
5,74
|
4,14
|
4,94
|
|
60
|
5,5
|
6,15
|
4,49
|
5,32
|
|
50
|
4,6
|
6,59
|
4,71
|
5,65
|
|
40
|
3,8
|
6,74
|
4,93
|
5,84
|
|
30
|
2,3
|
7,21
|
5,05
|
6,13
|
|
Relative
Feuchtig-
keit
%
|
Feuchtigkeits-
gehalt der
zerrissenen
Streifen
%
|
Bruchdehnung
|
|
Maschinen-
Richtung
%
|
Quer-
Richtung
%
|
Mittel
%
|
|
100
|
15,2
|
3,2
|
6,3
|
4,8
|
|
90
|
11,3
|
2,8
|
5,8
|
4,3
|
|
80
|
6,5
|
2,5
|
4,7
|
3,6
|
|
70
|
6,2
|
2,1
|
4,3
|
3,2
|
|
60
|
5,5
|
1,9
|
3,9
|
2,9
|
|
50
|
4,6
|
1,7
|
3,4
|
2,6
|
|
40
|
3,8
|
1,6
|
3,3
|
2,5
|
|
30
|
2,3
|
1,5
|
2,6
|
2,1
|
|
Relative
Feuchtig-
keit
%
|
Feuchtigkeits-
gehalt der
zerrissenen
Streifen
%
|
Reißlänge
|
|
Maschinen-
Richtung
km
|
Quer-
Richtung
km
|
Mittel
km
|
|
100
|
15,2
|
1,68
|
1,23
|
1,46
|
|
90
|
11,3
|
2,40
|
1,64
|
2,02
|
|
80
|
6,5
|
4,06
|
3,00
|
3,53
|
|
70
|
6,2
|
4,25
|
3,09
|
3,67
|
|
60
|
5,5
|
4,50
|
3,33
|
3,92
|
|
50
|
4,6
|
4,76
|
3,43
|
4,20
|
|
40
|
3,8
|
4,91
|
3,61
|
4,26
|
|
30
|
2,3
|
5,39
|
3,80
|
4,60
|
Wie die Zusammenstellung zeigt, nimmt die Dehnung mit abnehmender
Feuchtigkeit ab, während die Festigkeit wächst. Es leuchtet somit ohne
weiteres ein, daß Ergebnisse von Festigkeitsprüfungen mit Papier nur
dann unmittelbar vergleichbar sind, wenn sie bei derselben relativen
Luftfeuchtigkeit ermittelt wurden.
Die Versuchsanstalt hat denn auch bereits seit Jahren Vorkehrungen
getroffen, um die Festigkeitsprüfungen bei stets gleichem
Feuchtigkeitsgehalt ausführen zu können, und zwar ist hierfür
eine relative Luftfeuchtigkeit von 65% gewählt worden.[6] Da die
Luftfeuchtigkeit nun während des größten Teils des Jahres namentlich
im Winter geringer ist als 65%, so sind in dem Versuchsraum
Wasserzerstäuber aufgestellt, welche es ermöglichen, bei trockener[S. 10]
Luft den Feuchtigkeitsgehalt in kurzer Zeit auf die gewünschte Höhe zu
bringen.
Den mit geringeren Hilfsmitteln ausgestatteten Versuchsräumen der
Praxis kann die fehlende Feuchtigkeit am einfachsten durch Sprengen
des Fußbodens, Aufhängen nasser Tücher, Kochen von Wasser u. s. w.
zugeführt werden.
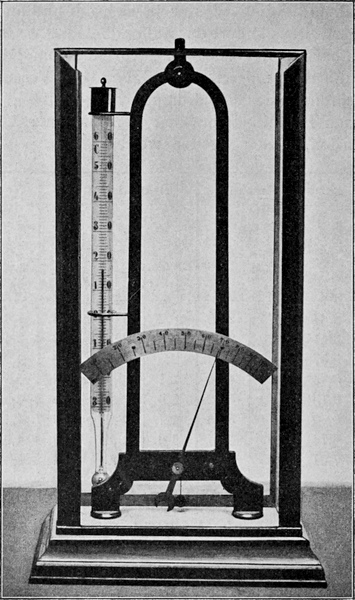
Fig. 5.
Haarhygrometer.
Zur Messung der Feuchtigkeit der Luft werden Koppe-Saussuresche
Prozenthaarhygrometer mit Einstellvorrichtung benutzt, welche
wöchentlich zweimal mit einem Aßmannschen Psychrometer
kontrolliert werden.
Dieses Hygrometer besteht aus einem gut entfetteten Haar,[S. 11] welches am
oberen Ende befestigt und am unteren um eine kleine Rolle geschlungen
ist, deren Achse einen Zeiger trägt (Fig. 5). Es wird durch ein
angehängtes Gewichtchen von 0,5 g gespannt. Bei trockener Luft verkürzt
sich das Haar und dreht den Zeiger nach links, beim Feuchtwerden
verlängert es sich, und das Gewicht bewirkt eine Bewegung des Zeigers
nach rechts. Bei vollkommener Sättigung der Luft mit Wasserdampf muß
der Zeiger auf den Punkt 100 rücken und dort stehen bleiben.
Ein besonderer Vorzug dieses Feuchtigkeitsmessers gegenüber anderen
Haarhygrometern ist der, daß er zu jeder Zeit leicht auf die
Richtigkeit seiner Angaben geprüft werden kann; zu diesem Zweck wird
das dem Apparat beigegebene, mit Mousselin überzogene Rähmchen in
Wasser getaucht und auf der Rückseite des Instrumentes in eine hierfür
angebrachte Nute geschoben. Hierauf wird der Apparat vorn durch eine
Glasscheibe, hinten durch den Schieber geschlossen. Der abgeschlossene
Raum füllt sich nun in verhältnismäßig kurzer Zeit mit Feuchtigkeit,
das Haar sättigt sich, und der Zeiger rückt auf 100 vor.
Sollte infolge von Veränderungen des Instrumentes durch äußere
Einflüsse dies nicht der Fall sein, so hat man nur den Schlüssel
durch das oben in der Glasscheibe befindliche Loch auf den Vierkant
aufzusetzen und durch Drehen den Zeiger genau auf 100 einzustellen.
Dabei ist es zweckmäßig, etwas auf das Kästchen zu klopfen, um die
Reibung des Zeigers zu überwinden.
Nun ist das Instrument eingestellt und wird, nachdem Schieber,
Rähmchen und Glas entfernt sind, etwa 24 Stunden später die relative
Feuchtigkeit des Versuchsraumes richtig angeben. Unmittelbar nach der
Prüfung darf es nicht benutzt werden, da dann die Feuchtigkeit der Luft
zu gering angegeben wird.
Man begegnet vielfach der irrigen Auffassung, daß das Haarhygrometer
zur Bestimmung der Luftfeuchtigkeit für wissenschaftliche Versuche
nicht geeignet sei. Prof. Dr. Galle, welcher über diesen
Gegenstand eine große Reihe eingehender Versuche angestellt hat,
bemerkt hierzu (Ergebnisse der meteorologischen Beobachtungen im Jahre
1882. Veröffentlicht vom königlichen meteorologischen Institut Berlin
1883): „Unterzieht man sich bei den Haarhygrometern alle 8–14 Tage der
geringen Mühe einer Bestimmung des Sättigungspunktes und sorgfältiger
Reinigung des Instrumentes, soweit dies nötig erscheint, so wird man
mit diesem Instrument die relative Feuchtigkeit mit mindestens ebenso
großer Genauigkeit und meist (namentlich im Winter) wohl noch
genauer ablesen können, und zwar ohne alle Rechnung, als mit dem
Psychrometer.“
[S. 12]
Es sei noch besonders bemerkt, daß das Hygrometer am besten neben dem
Zerreißapparat aufzustellen ist und daß die Versuchsstreifen neben
dem Hygrometer zur Aufnahme der nötigen Feuchtigkeit auszulegen sind,
da die Feuchtigkeit an verschiedenen Stellen des Versuchsraumes,
namentlich in verschiedenen Höhenlagen, verschieden ist.
In der Praxis ist es nun nicht immer möglich, die Prüfungen bei 65%
relativer Luftfeuchtigkeit vorzunehmen; man ist zuweilen gezwungen,
die Versuche bei einer anderen Feuchtigkeit auszuführen, wodurch die
Ergebnisse mehr oder weniger von den maßgebenden (bei 65% gewonnenen)
abweichen.
Durch eingehende Versuche hat Dalén[7] für Reißlänge und Dehnung
Faktoren ermittelt, mit Hilfe deren man in der Lage ist, die bei zu
hoher oder zu niedriger Feuchtigkeit ermittelten Werte umzurechnen. Die
Fehler, die man hierbei zu befürchten hat, sind um so größer, je mehr
die Luftfeuchtigkeit von 65% abweicht. Aus diesem Grunde dürfte es,
damit die berechneten Werte einigermaßen zuverlässig werden, angebracht
sein, die Umrechnungen auf den zwischen 40% und 80% relativer
Luftfeuchtigkeit liegenden Spielraum zu beschränken.
In nachstehender Tabelle sind innerhalb dieser Grenzen die Faktoren
zusammengestellt, mit denen man die gefundenen Werte für Reißlänge und
Dehnung multiplizieren muß, um annähernd Werte zu erhalten, die einer
Luftfeuchtigkeit von 65% entsprechen.
|
Relative Luftfeuchtigkeit
beim Zerreißen in %
|
Faktor für
|
|
Reißlänge
|
Dehnung
|
|
80
|
1,18
|
0,80
|
|
75
|
1,11
|
0,87
|
|
70
|
1,04
|
0,93
|
|
60
|
0,97
|
1,08
|
|
55
|
0,94
|
1,16
|
|
50
|
0,92
|
1,25
|
|
45
|
0,90
|
1,36
|
|
40
|
0,88
|
1,47
|
Mit Recht bemerkt aber Dalén am Schluß seiner Abhandlung, daß
man diese Umrechnung nur als Notbehelf ansehen soll, wenn es
ganz unmöglich ist, die Versuche bei 65% auszuführen.
Die Versuchsstreifen brauchen, um sich dem Feuchtigkeits[S. 13]zustand von
65% anzupassen, mindestens eine halbe Stunde. Damit sie der Luft
möglichst viel Oberfläche darbieten, bedient man sich zweckmäßig
eines Rahmens, wie ihn Fig. 6 darstellt. In diesem Rahmen stehen die
Streifen schwach gekrümmt auf der hohen Kante, gestatten somit der Luft
ungehinderten Zutritt und sind außerdem durch ihre geringe Anspannung
gegen das Fortwehen durch Zugluft geschützt.
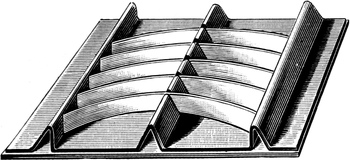
Fig. 6.
Vorrichtung zum Auslegen der Streifen.
Zum Zerreißen der Streifen bedient man sich verschiedener
Zerreißmaschinen, von denen hier die vier wichtigsten, die von
Schopper, Wendler, Hartig-Reusch und Leuner
beschrieben werden sollen.[8]
Schoppers Festigkeitsprüfer.
Die Kraftmessung erfolgt bei dem Schopperschen Festigkeitsprüfer
durch eine Neigungswage. Die Wirkungsweise des Apparates ist aus Fig. 7
ersichtlich.
Der Belastungshebel A bewegt sich zwischen zwei Kreissegmenten, von
denen das vordere B mit einer Teilung versehen ist, deren Bezifferung
die Kraftleistung in kg angibt. Das hintere Segment ist gezahnt und
dient zur Aufnahme der Sperrklinken, die nach dem Bruch des Streifens
das Zurückfallen des Hebels A verhindern.
Statt des zweiten Armes des Krafthebels ist ein Bogensegment C
angebracht, über welches eine Kette D läuft, die am unteren Ende die
eine Einspannklemme E1 trägt. Um die Einspannung des Streifens zu
erleichtern, kann diese Klemme während des Ein[S. 14]spannens durch einen
Haken F (oder einen Stift) an dem Segment C festgelegt werden.
Durch die Kette D wird erreicht, daß sich die obere Klemme immer
senkrecht über der unteren E2 befindet und so eine zwanglose
Beweglichkeit während des Versuches behält.
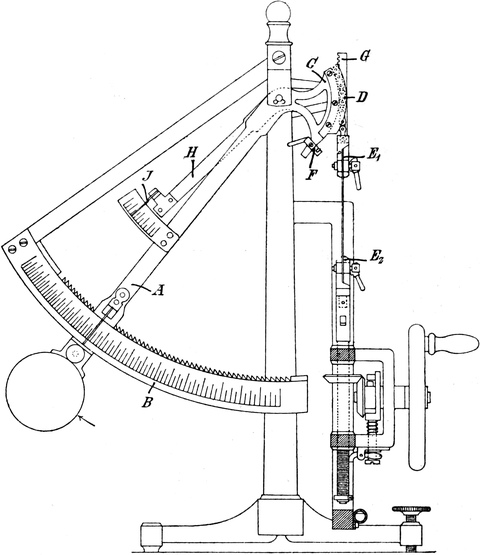
Fig. 7.
Schoppers Festigkeitsprüfer für Papier.
Die Messung der Dehnung erfolgt durch die Feststellung der
gegenseitigen Verschiebung der beiden Einspannklemmen E1 und
E2. Um diese Verschiebung zu bestimmen, wird die Bewegung der
unteren Klemme mittels der Zahnstange G auf den Dehnungshebel H
übertragen, der statt des oberen Armes ein Zahnsegment trägt. An
diesem Hebel H, welcher sich um den Zapfen des Gewichtshebels A
drehen kann, ist ein Zeiger J angebracht, welcher sich über zwei am
Krafthebel befindliche Bogenteilungen bewegt. Die eine dieser Teilungen
gibt die Verlängerung des Streifens, welche mit der Verschiebung der
Klemmen gegeneinander gleichbedeutend ist, in mm, die andere, bei einer
Streifenlänge von 180 mm, direkt in Prozenten an.
[S. 15]
Das untere Ende der Zahnstange G ist an einer Hülse befestigt,
welche sich auf einer mit der Antriebspindel parallelen Gleitstange
bewegen kann und während des Versuches von einem an der Antriebspindel
befestigten Mitnehmer bewegt wird.
Diese Zahnstange, welche sich in einer festen Führung bewegt,
wird durch eine Bremsfeder fest gegen das gezahnte Segment des
Dehnungshebels gedrückt, so daß toter Gang ausgeschlossen ist. Die
hierdurch entstehende Zahnreibung wird vom Antrieb aufgenommen, ist
daher auf die Kraftmessung ohne Einfluß.
An den Einspannklemmen sind Exzenterhebel zum Zusammendrücken der
Backen angebracht, wodurch eine einfache, bequeme und sichere
Einspannung des Streifens ermöglicht wird.
An der Antriebsvorrichtung befindet sich eine Sperrvorrichtung, welche
für eine bestimmte Streifenlänge das richtige Einstellen der unteren
Klemme in der Nulllage sichert.
Die Versuchsausführung geht nun in folgender Weise vor sich.
Nachdem man den Belastungshebel mit Hilfe des hierfür bestimmten
Stiftes in der Nulllage festgestellt hat, legt man die obere
Einspannklemme mit Hilfe des hierzu angebrachten Hakens fest; dann
wird die Antriebspindel durch Drehen des Handrades in die Höchstlage
gebracht, die untere Klemme angehoben und mit der unter dem Nasenhebel
befindlichen Schraube festgestellt. Durch völliges Hochschieben der
Zugstangenhülse bringt man den Dehnungshebel in seine Nullstellung.
Nunmehr wird der Streifen eingespannt.
Nach erfolgter Einspannung befreit man die obere Klemme aus dem Haken,
löst den Gewichtshebel durch Entfernung des Haltestiftes aus, legt die
Sperrklinken ein und setzt den Apparat durch Drehen des Handrades in
Tätigkeit.
Sobald der Streifen mit etwa ½ kg belastet ist, löst man, ohne mit
dem Drehen aufzuhören, die Schraube, welche die untere Klemme hochhält,
damit letztere beim Reißen des Streifens herunterfallen und den
Dehnungshebel auslösen kann.
Nach dem Reißen des Streifens stehen, auch bei fortgesetztem Drehen des
Handrades, die Hebel für Belastung und Dehnung still und gestatten so
eine ruhige und sichere Ablesung.
Fig. 8 zeigt den Apparat nach der Beendigung des Zerreißversuches.
Je nach dem Verwendungszweck werden die Schopperschen Prüfer
mehr oder weniger stark gebaut und mit einem mehr oder minder schweren
Belastungsgewicht versehen. Der für Papierprüfungen meist verwendete
Apparat ist für 30 kg höchste Kraft[S. 16]leistung
bestimmt (Fig. 8). Für
schwache Papiere bedient man sich zweckmäßiger eines Apparates von
10 kg Höchstleistung, weil in diesen Fällen der Ausschlag bei dem
30 kg Apparat zu klein sein würde. Handelt es sich um die Prüfung
von Papieren mit sehr geringer Festigkeit, wie Seiden-, Kopier-,
Zigarettenpapier u. s. w., so entfernt man das Belastungsgewicht vom
Krafthebel; hierdurch wird die Empfindlichkeit des Prüfers erhöht und
der Ausschlag des Hebels größer. Natürlich muß man für solche Fälle den
Wert der Teilung des Kraftmaßstabes besonders feststellen.
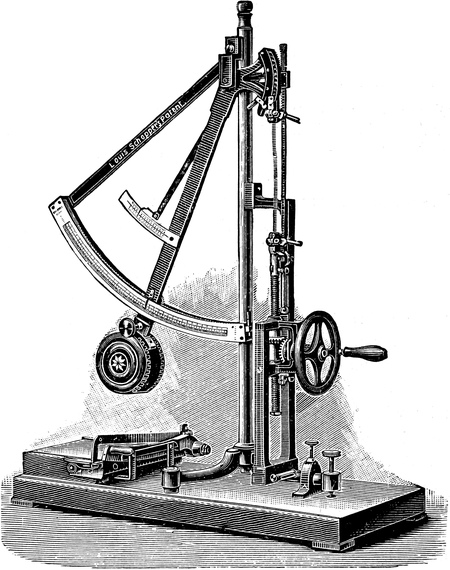
Fig. 8.
Schoppers Festigkeitsprüfer für Papier.
Für noch genauere Messungen der Festigkeit schwacher Körper hat die
Firma kürzlich einen Apparat gebaut (Fig. 9), bei dem der Krafthebel
und die obere Klemme auf Schneiden gelagert sind; hierdurch ist eine
sehr große Empfindlichkeit gewährleistet, und der[S. 17] Apparat kann zum
Prüfen von Woll- und Baumwollhaaren, Bastbündeln u. s. w. benützt
werden.[9]
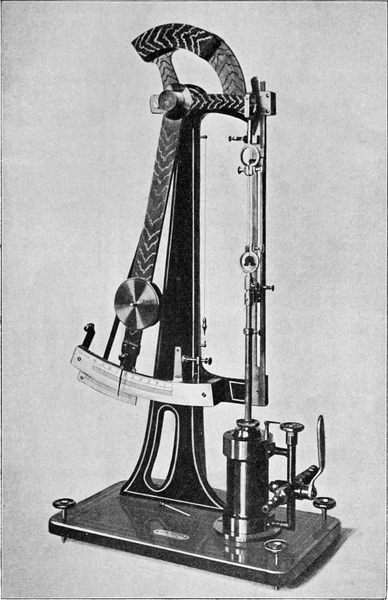
Fig. 9.
Schoppers Festigkeitsprüfer für Pflanzen- und Tierhaare,
Elementarfasern, Bastbündel u. s. w.
[S. 18]
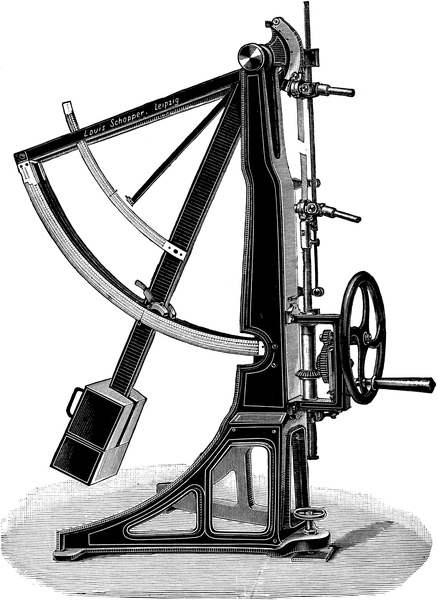
Fig. 10.
Schoppers 50 und 100 kg Festigkeitsprüfer für Pappe, starke
Aktendeckel, Stoffe u. s. w.
Zur Prüfung von Pappe, starken Aktendeckeln u. s. w. dient ein Apparat
bis zu 100 kg Kraftleistung[10]
(Fig. 10). Bei diesem[S. 19] Apparat sind
für die Kraftmessung 2 Teilungen vorgesehen, eine für das Arbeiten mit
dem Hebel ohne Gewicht (Kraftleistung bis 50 kg) und eine zweite für
den mit dem Gewicht belasteten Hebel (Kraftleistung bis 100 kg). Die
Klemmen sind 50 mm breit. Im Übrigen ist dieser Prüfer so gebaut wie
der oben beschriebene.
Der Antrieb der Apparate erfolgt mit der Hand; zur Erzielung größerer
Gleichmäßigkeit bei der Versuchsausführung können sie aber auch für
Wasserantrieb eingerichtet werden. Erforderlich hierfür ist ein
Wasserleitungsdruck von 3–4 Atm.
Beim Aufstellen der Schopperschen Prüfer ist darauf zu achten,
daß der Zeiger des unbelasteten Krafthebels auf Null und die Luftblase
der am Gestell angebrachten Wasserwage in der Mitte einspielt.
Die Reibung des Krafthebels in der Nähe des Nullpunktes ist nur
unbedeutend, das Einspielen auf Null daher sehr befriedigend.
Die Gesamtreibung im Apparat ist sehr gering. In der Versuchsanstalt
ist bereits eine ganze Anzahl geprüft worden, der Reibungsfehler war
selbst im ungünstigsten Falle kleiner als 1% der Gesamtbelastung. Der
Fehler verschwindet aber noch zum größten Teil, weil sich der Apparat
während des Versuches niemals in absoluter Ruhe befindet, er ist daher
für praktische Versuche ohne wesentliche Bedeutung.
Die Vorteile, die der Schoppersche Apparat gegenüber anderen
hat, liegen, abgesehen von der soliden und kräftigen Ausführung, in
dem Vermeiden von Spiralfedern, in der besseren Ablesung von Bruchlast
und Bruchdehnung infolge der großen Maßstäbe und in der senkrechten
Anordnung.
Durch das Vermeiden von Spiralfedern ist eine wiederholte Prüfung des
Apparates auf die Zuverlässigkeit seiner Angaben nicht erforderlich;
ist er vor der Benutzung geprüft und dann gut aufgestellt, so hat man
nur darauf zu achten, daß er nicht durch Stoß oder Schlag beschädigt
und daß er stets in sauberem Zustande gehalten wird.
Diese Umstände machen den Apparat für praktische Bedürfnisse besonders
geeignet.
Wendlers
Festigkeitsprüfer.[11]
Unter Hinweis auf Fig. 11–12 sei über den Bau und die Wirkungsweise des
Prüfers folgendes gesagt:
Der Antrieb erfolgt durch ein Handrad a, welches bei vielen
Apparaten auf Wunsch durch Schneckenrad und Schraube s ersetzt[S. 20]
worden ist. Der Zapfen dieses Rades dreht sich in dem Lager l,
welches mit dem Bett d aus einem Stück hergestellt ist. In diesem
Zapfen, welcher ausgebohrt ist, wird die Schraube b, welche mit dem
Schlitten c fest verbunden ist und mit deren Hilfe die Fortbewegung
des Schlittens ermöglicht wird, geführt. Am Handrade befindet sich eine
Mutter, bestehend aus der Hülse p und zwei Gewindebacken, welche
durch einen Kurvenschub geöffnet beziehungsweise geschlossen werden
können, je nachdem die Bewegung des Schlittens direkt mit der Hand oder
mit Hilfe des Handrades bewirkt werden soll.
Bei einer Rechtsdrehung der Hülse wird die Verbindung geschlossen,
d. h. das Gewinde der Backen greift in die Vertiefungen der Schraube;
umgekehrt wird bei einer Linksdrehung die Verbindung geöffnet.
Die Einspannvorrichtung besteht aus 2 Klemmen k und k1,
von denen die erstere am Wagen w, die letztere am Schlitten c
befestigt ist. Zwischen den Backen dieser Klemmen wird der zu
untersuchende Papierstreifen eingespannt. Die Backen sind senkrecht
zur Zugachse wellenförmig ausgearbeitet, um ein Rutschen des Streifens
in den Klemmen zu verhindern. Die Backen selbst werden durch Schrauben
s1 und s2 zusammengepreßt.[12]
Die Kraftmessung geschieht mittels Schraubenfedern, deren der
Apparat zwei von 9 und 20 kg Höchstkraftleistung besitzt. Die Feder
wird an einem Ende durch die Hülse i gehalten, welche mit dem Bett
d fest verbunden ist, am anderen durch den[S. 21] Wagen w. Die Zahnstange
f ist mit dem Wagen w verbunden und wird durch die Hülse i
geführt. Mit dem Bett durch Schrauben verbunden sind die Sperrklinken
g, welche in die Zähne der Zahnstange greifen und, sobald das Papier
gerissen, die Feder am Zurückschnellen hindern.
Der Wagen schiebt mit Hilfe des Hebels h den Schleppzeiger z vor
sich her über den Kraftmaßstab r. Der Schleppzeiger besitzt eine
Nullmarke, unter welcher man nach dem Zerreißen des Papiers auf dem
Maßstab die Bruchbelastung in Kilogramm abliest.
Die Dehnung wird bestimmt durch die gegenseitige Verschiebung
des Schleppzeigers, auf welchem der Dehnungsmaßstab O, geteilt nach
den Prozenten einer normalen Streifenlänge von 180 mm, angebracht ist,
und der Nullmarke des Schlittens. Man liest nach dem Zerreißen des zu
untersuchenden Streifens die Dehnung direkt in Prozenten ab.
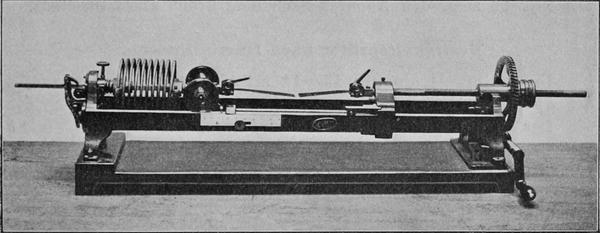
Fig. 12.
Wendlers Festigkeitsprüfer.
Um ein Papier mit diesem Apparate zu prüfen, hebt man zunächst die
Sperrklinken auf, versetzt die Feder in Schwingungen und schiebt dann
den Schleppzeiger behutsam an den Hebel heran; man sieht nun zu, ob die
Nullmarke des Zeigers mit der des Maßstabes übereinstimmt; ist dies
nicht der Fall, so verschiebt man letzteren so lange, bis die Marken
sich decken. Man stellt jetzt die Feder vermittelst der Schraube t
fest und verschiebt den Schlitten c, bis die beiden Nullmarken des
Dehnungsmaßstabes und des Schlittens übereinstimmen. Jetzt nimmt man
einen Streifen von dem zu untersuchenden Papier in den früher für die
Normalstreifen angegebenen Größenverhältnissen, klemmt denselben ein,
löst die Schraube t, legt die Sperrklinken ein und kann jetzt mit der
Unter[S. 22]suchung beginnen, indem man das Rad in möglichst gleichmäßige und
langsame Umdrehungen versetzt.
Nach dem Zerreißen des Streifens liest man Belastung sowie Dehnung ab,
entlastet dann die Feder, indem man den Wagen mit der Hand festhält,
die Sperrklinken auslöst und nun den Wagen mit der Feder langsam
zurückgleiten läßt.
Um eine andere Feder einzusetzen, nimmt man den Wagen, drückt die Feder
etwas zusammen, dreht sie um 90° und zieht den Wagen mit der Zahnstange
heraus.
In der Versuchsanstalt werden vier dieser Wendlerschen Apparate
elektrisch angetrieben; auf diese Weise wird ein sehr gleichmäßiger
Gang erzielt.
Die von Martens entworfene Ausrückvorrichtung[13] setzt die
Apparate im Augenblick des Streifenbruches außer Tätigkeit.
Fig. 12 zeigt den Apparat nach dem Bruch eines Streifens.
Festigkeitsprüfer nach
Hartig-Reusch.
Unter Hinweis auf Fig. 13–14 sei hier das zum Verständnis des Apparates
Nötige gesagt.
Der zu untersuchende Streifen wird durch die Klemmen a und b
festgelegt, deren wellenförmig eingeschnittene Backen das Herausziehen
des Streifens während des Versuchs verhindern sollen. Die eine der
Klemmen b ist mit der Vorrichtung der Kraftübertragung verbunden,
während die andere sich an einem beweglichen Bock A befindet, der
an jeder Stelle durch eine Schraube fest mit dem Grundbett verbunden
werden kann. Der Bock trägt ferner eine mit einer Marke versehene
Messingscheibe, welche auf einer im Bett eingelegten Meterteilung in
jeder Stellung die Entfernung der Vorderkanten der beiden Klemmen a
und b voneinander angibt.
Die zweite Klemme b ist durch den Wagen B mit der Schraubenfeder
F, welche zum Zerreißen des Probestreifens dient, verbunden. F muß
sich also beim Versuch soweit elastisch ausdehnen, als dem Widerstande,
welchen der Papierstreifen dem Zerreißen entgegensetzt, entspricht.
Gleichzeitig folgt jedoch der Wagen dem Zuge der Feder um soviel, als
das Papier sich bis zum Bruche dehnt. Diese beiden Bewegungen, die
Ausdehnung der Feder und die Verschiebung des Wagens, werden auf den
Zeichenstift G übertragen, welcher die Versuchslinien auf dem hierfür
angebrachten Papier verzeichnet.
[S. 23]
Die senkrechten Ordinaten entsprechen den Federausdehnungen und
somit den zum Zerreißen erforderlich gewesenen Zugkräften und die
wagerechten Ordinaten den diesen Zugkräften entsprechenden Dehnungen
der Probestreifen.
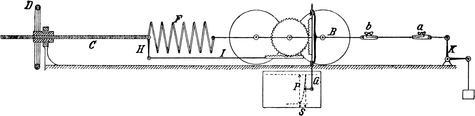
Fig. 14.
Schematische Darstellung des Hartig-Reuschschen Prüfers.
Die Tafel (Fig. 14), welche das Papier für die Schaulinien trägt, läßt
sich wagerecht verschieben, so daß es auf diese Weise möglich ist,
mehrere Kurven nebeneinander zu zeichnen.
Zu jedem Apparat gehören 3 verschiedene Federn, je eine von 4, 9 und 18
kg Zugkraft; zu jeder derselben gehört ein Maßstab, welcher bei jeder
Ausdehnung der Feder die hierfür aufzuwendende Kraft in kg angibt. Man
halte bei allen Versuchen den Grundsatz fest, die schwächste Feder
anzuwenden und nicht etwa ein Papier mit der 18 kg Feder zu prüfen,
welches schon bei einer Belastung von 7 kg zerreißt, denn je stärker
die Feder ist, um so größer sind die Ablesungsfehler am Maßstab. Es
kann sogar vorkommen, daß man bei Prüfung einer Papiersorte
mit Vorteil zwei verschiedene Federn anwendet, wenn zum Zerreißen der
Querrichtung eine schwächere Feder genügt als für die Maschinenrichtung.
Nachdem so kurz das Wichtigste über den Bau des Apparates
auseinandergesetzt ist, mag zur Beschreibung der Ausführung des
Versuchs selbst übergegangen werden.
Der Bock A wird so festgelegt, daß die vorhin erwähnte Marke mit
dem Teilstrich 0,18 m der Meterteilung zusammenfällt; der Wagen B
wird durch einen Stift O festgehalten. Der Streifen wird so zwischen
die Klemmen a und b gelegt, daß er keine Durchbiegung zeigt, und
nun werden die Schrauben mit Hilfe des hierfür gefertigten Schlüssels
schwach angezogen. Man löst alsdann den Bock A wieder, verschiebt
ihn ein wenig in der Richtung nach B zu und zieht die Klemmschrauben
fest an; würde man das stärkere Anziehen bei straff gespanntem Streifen
vornehmen, so liefe man Gefahr, ihn einzureißen.
Man bringt nunmehr den Zeichenstift G aus seiner Ruhelage, so daß
er sich gegen das auf der Schreibtafel aufgespannte Papier legt,
und zieht die Feder an; dadurch wird auf dem Papier die senkrechte
Nulllinie aufgezeichnet, die für die spätere Auszeichnung der einzelnen
Schaulinien von Wichtigkeit ist. Eine wagerechte Nulllinie zu zeichnen,
ist nicht ratsam, da der Stift nicht in allen Stellungen des Wagens
B sich in gleicher Höhe befindet. Aus diesem Grunde muß man darauf
achten, daß sich der Streifen bei Beginn eines jeden Versuchs nicht in
gespanntem Zustand befindet, damit der Zeichenstift erst eine kurze
Strecke horizontal vorgehen kann, ehe er durch die Spannung der Feder
nach unten getrieben wird. So befindet sich an jedem einzelnen Diagramm
die für die Bestimmung nötige horizontale Nulllinie.
Nachdem man den Bock A nun ungefähr auf eine Entfernung von 0,17 m
festgeschraubt hat, so daß der Streifen schlaff zwischen[S. 25] den Klemmen
hängt, entfernt man den Stift O, legt die Sperrhaken ein, welche
beim Bruch des Streifens das Zusammenschnellen der Feder verhindern,
und schließt die Schraubenmutter E, welche mit dem Handrad D
verbunden ist. Durch langsames und gleichmäßiges Drehen des Rades, bei
welchem man jede Unterbrechung und jedes stoßweise Vorgehen sorgfältig
zu vermeiden hat, wird nunmehr der Apparat in Tätigkeit gesetzt. Je
langsamer und gleichmäßiger die Versuche ausgeführt werden, um so
besser werden die einzelnen Resultate untereinander übereinstimmen.
Ist die Spannung der Feder so groß geworden, daß sie gleich dem
Widerstand ist, welchen der Papierstreifen leistet, so zerreißt der
letztere, und der Versuch ist als beendigt anzusehen; der Stift wird
vom Diagramm abgehoben, die Schraubenmutter E geöffnet, der Wagen
verschoben, bis der Stift O eingesetzt werden kann und dann die Feder
ausgelöst.
Der Streifen wird darauf unmittelbar an den Klemmen abgerissen und
der Apparat kann nun zum Zerreißen des zweiten Streifens benutzt
werden. Erfolgt der Bruch des Streifens nicht mindestens 1 cm von
der Einspannvorrichtung entfernt, so ist es geraten, den Versuch als
ungiltig zu betrachten, weil die Vermutung nahe liegt, daß der Streifen
schief eingespannt war.
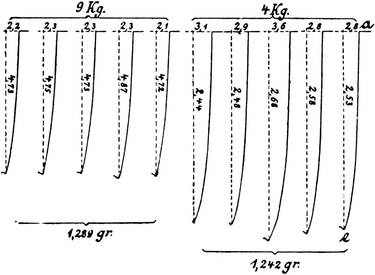
Fig. 15.
Versuchsschaubild.
Sind auf oben angegebene Weise aus der Maschinenrichtung und
Querrichtung je 5 Streifen zerrissen worden, so wird deren Gewicht,
jede Richtung für sich, bestimmt, und es kann nunmehr an die
Auszeichnung und Ausmessung des Schaubildes gegangen werden.
Fig. 15 zeigt 10 Schaulinien, wie sie bei Prüfung eines Konzeptpapiers
erhalten wurden. Die Querrichtung konnte mit Hilfe der 4 kg Feder
zerrissen werden, während für die Maschinenrichtung die nächst stärkere
Feder angewendet werden mußte. Bei der Ausmessung ist zu empfehlen,
die Anfangs- und Endpunkte a und e durch feine Nadelstiche
hervorzuheben und dann erst die Anfangspunkte horizontal und die
Endpunkte vertikal zu projizieren. Die Entfernung vom Schnittpunkt
dieser beiden Linien bis zum Punkt a gibt die Dehnung des Streifens
an, die Entfernung des[S. 26]selben Punktes vom Punkte e die Ausdehnung der
Feder und somit das Maß für die zum Zerreißen des Streifens notwendig
gewesene Kraft. Beide Längen werden mit den für sie bestimmten
Maßstäben ausgemessen, wobei es genügt, wenn die Bruchdehnung auf eine
und die Bruchbelastung auf zwei Dezimalstellen bestimmt wird.
Die Ergebnisse, die der Apparat liefert, sind bei richtiger und
gewissenhafter Handhabung recht zuverlässig.
Von Wert ist, daß das Schaubild als Versuchsurkunde aufbewahrt und
jederzeit zur Kontrolle der Prüfung herangezogen werden kann.
Anders liegen die Verhältnisse, wenn man den Apparat vom Standpunkte
des Praktikers aus beurteilt; für diesen, dem es darauf ankommt,
möglichst schnell über die Festigkeit eines Papiers Aufschluß zu
erhalten, ist das Auszeichnen und Ausmessen der Schaulinie eine
zeitraubende Arbeit; deshalb ist der Apparat für die Praxis weniger
geeignet als die vorstehend beschriebenen, die direkte Ablesung von
Bruchbelastung und Bruchdehnung gestatten.
Leuners Festigkeitsprüfer.
Der Hartig-Reuschsche Apparat wird in der oben beschriebenen
Ausführung nicht mehr angefertigt.[14] Der Erbauer, Mechaniker
Leuner in Dresden, hat ihm, unter Beibehaltung des
Grundgedankens, eine etwas andere Gestalt gegeben (Fig. 16). Der
wesentlichste Unterschied gegenüber dem alten Apparat liegt in der
Änderung der Schreibvorrichtung und in dem kräftigeren Ausbau der
einzelnen Teile.
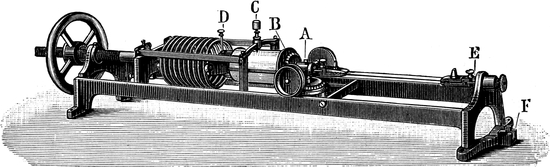
Fig. 16.
Leuners Festigkeitsprüfer.
[S. 27]
Die Vorrichtung zum Aufzeichnen der Bruchlast und Dehnung besteht
aus dem Zeichenstift C und der Zeichenwalze B. Letztere ist auf
die Zugstange des Wagens A drehbar aufgesteckt und durch zwei
Kegelräder und Stahlbändchen mit dem Gestell derart verbunden, daß
jede Verschiebung des Wagens A eine Drehung der Zeichenwalze B
herbeiführt.
Zum Antrieb dient ein im Gestell gelagertes Handrad, welches beim
Drehen unter Vermittelung einer Schraube eine Schraubenfeder spannt.
Die Federspannung wird durch die Achse der Zeichenwalze B auf den
Wagen A und somit auf den eingespannten Probestreifen übertragen.
Der Zeichenstift C wird dabei, der Federspannung entsprechend, in
der Richtung der Achse der Zeichenwalze verschoben; gleichzeitig folgt
der Wagen A dem Zuge der Feder um soviel, als der Probestreifen
sich bis zum Bruche dehnt. Diese Verschiebung des Wagens A hat eine
Drehung der Zeichenwalze B zur Folge, so daß eine Kurve aufgezeichnet
wird, deren Ordinate der Festigkeit und deren Abscisse der Dehnung des
Probestreifens entspricht.
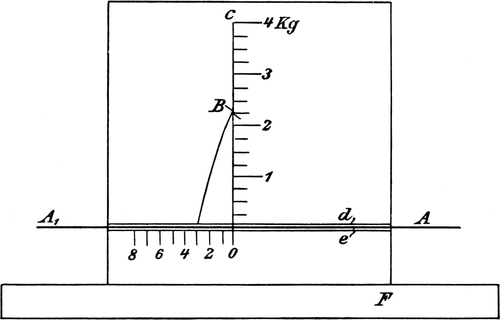
Fig. 17.
Die Zeichenwalze B ist verstellbar eingerichtet, so daß es möglich
ist, mehrere Schaulinien nebeneinander zu zeichnen.
Nach dem Bruch des Probestreifens hindern zwei Sperrklinken das
Zurückschnellen der Feder. Bei geringer Spannung kann die Auslösung
der Feder mit der Hand geschehen, indem man den Wagen A soweit nach
rechts zieht, daß die Sperrklinken aufgehoben und nach links umgelegt
werden können; hierauf läßt man den Wagen nach links gleiten, bis die
Feder in ihre Ruhelage gekommen ist. Bei größerer Spannung dagegen
muß die[S. 28] Auslösung mit Hilfe der Schraubenmutter und des Handrades
vollführt werden. Der Wagen wird mittels der angebrachten Haken mit dem
Gestell verbunden, dann werden die Sperrklinken nach dem Drehen des
Handrades nach links gelegt, und die Feder wird durch Rückwärtsdrehen
des Handrades in ihre Ruhelage gebracht.
Das Ausmessen der gezeichneten Linien geschieht in folgender Weise.
Auf einer Glasplatte (Fig. 17) befinden sich zwei parallele Linien d
und e und eine hierzu senkrechte oc; der Kraftmaßstab ist entlang
dieser Senkrechten und der Dehnungsmaßstab entlang der unteren Linie
e angebracht; beide Maßstäbe haben den Nullpunkt gemeinschaftlich bei
o. Man legt die Glasplatte mit der geteilten Seite derart auf die
Schaulinien, daß sich die Abscisse AA1 (Nulllinie) zwischen den
Linien de befindet. Nunmehr bringt man ein Lineal F an die untere
Kante dieser Glasplatte, hält das Lineal fest und verschiebt die Platte
an letzterem soweit, bis die Senkrechte oc die Bruchstelle bei B
schneidet. In dieser Stellung der Glasplatte liest man die Bruchlast
bei B und die Dehnung am Prozentmaßstab ab. Da alle Schaulinien eine
gemeinschaftliche Nulllinie haben, so kann man die Glasplatte, indem
man sie ohne weiteres dem Lineal entlang verschiebt, über jede einzelne
Schaulinie bringen und die Werte ablesen. (Die Teilungen sind auf der
unteren, dem Papier zugekehrten Seite der Glasplatte eingraviert, man
liest deshalb die Werte ohne parallaktischen Fehler ab.)
Jedem Prüfer werden zwei Schraubenfedern von 10 und 20 kg höchster
Kraftleistung beigegeben.
Berechnung der Reisslänge.
Während die beim Zerreißen von Papier gefundene Bruchdehnung
unmittelbar zur Beurteilung herangezogen werden kann, ist dies bei
der Bruchlast ausgeschlossen, da sie mit der Breite und Dicke des
Probestreifens wechselt. Eine Verteilung der Bruchlast auf den
Querschnitt würde mit großen Fehlern behaftet sein.
Man hat deshalb, um von dem Einfluß der Breite und Dicke des
Streifens unabhängig zu werden, nach Hartigs Vorschlag den von
Reuleaux geschaffenen Begriff der Reißlänge eingeführt.
Man versteht unter Reißlänge diejenige Länge eines Papierstreifens von
beliebiger (aber gleichbleibender) Breite und Dicke, bei welcher er,
an einem Ende aufgehängt gedacht, infolge seines eigenen Gewichtes am
Aufhängepunkt abreißen würde. Diese Länge kann aus der ermittelten
Bruchlast abgeleitet werden. Ist z. B. G das Gewicht eines 0,18
m langen Streifens in g, welcher bei einer Belastung von K kg
zer[S. 29]reißt, so muß berechnet werden, wie lang der Streifen sein muß,
um K kg schwer zu sein; d. h. wenn man diese gesuchte Länge mit x
bezeichnet:
0,18G =
xK
oder x =
0,18G · K
Die schließliche Angabe der Reißlänge erfolgt dann meist in m, während
die Berechnung der kleineren Zahlen wegen in km erfolgt.
Aus dieser Hartigschen Formel ist ohne weiteres ersichtlich, daß
die Breite des Streifens keinen Einfluß auf die Reißlänge ausüben kann;
bei Verdoppelung der Breite würde z. B. zwar eine Verdoppelung von
K eintreten, aber auch gleichzeitig eine solche von G, so daß das
Verhältnis wieder dasselbe wäre.
Die Hoyersche Formel zur Berechnung der Reißlänge lautet:
R =
pg b 1000 m.
(R = Reißlänge in Metern, p = Bruchlast in Grammen, b = Breite
des zerrissenen Streifens in Millimetern, g = Gewicht eines
Quadratmeters des untersuchten Papiers). Diese Formel zu benützen, wird
sich besonders in Fabriken empfehlen, da hier das Quadratmetergewicht
bekannt ist; man kann dann das Auswiegen der Streifen sparen.
Der weiteren Besprechung über die Berechnung der Reißlänge mögen die
bei Prüfung eines Normalpapiers 3a ermittelten Werte zu Grunde gelegt
werden.
Versuchs-Ergebnisse.
|
Maschinenrichtung
|
Querrichtung
|
|
Streifen
aus dem
Bogen
Nr.
|
Bruch-
be-
lastung
kg
|
Bruch-
dehnung
%
|
Gewicht der
fünf Streifen
|
Streifen
aus dem
Bogen
Nr.
|
Bruch-
be-
lastung
kg
|
Bruch-
dehnung
%
|
Gewicht der
fünf Streifen
|
|
luft-
trocken
g
|
bei 100° C
getrocknet
g
|
luft-
trocken
g
|
bei 100° C
getrocknet
g
|
|
1
|
7,46
|
2,4
|
|
|
1
|
3,85
|
5,4
|
|
|
|
2
|
6,84
|
2,3
|
|
|
2
|
3,80
|
5,3
|
|
|
|
3
|
7,38
|
2,4
|
|
|
3
|
4,04
|
4,5
|
|
|
|
4
|
6,49
|
2,4
|
|
|
4
|
4,20
|
5,0
|
|
|
|
5
|
6,31
|
2,5
|
|
|
5
|
3,97
|
5,1
|
|
|
|
Summe
|
34,48
|
12,0
|
1,220
|
1,128
|
Summe
|
19,86
|
25,3
|
1,233
|
1,140
|
|
Mittel
|
6,90
|
2,4
|
|
0,226
|
Mittel
|
3,97
|
5,1
|
|
0,228
|
|
Maschinenrichtung
|
|
Streifen
aus dem
Bogen
Nr.
|
Bruch-
be-
lastung
kg
|
Bruch-
dehnung
%
|
Gewicht der
fünf Streifen
|
|
luft-
trocken
g
|
bei 100° C
getrocknet
g
|
|
1
|
7,46
|
2,4
|
|
|
|
2
|
6,84
|
2,3
|
|
|
|
3
|
7,38
|
2,4
|
|
|
|
4
|
6,49
|
2,4
|
|
|
|
5
|
6,31
|
2,5
|
|
|
|
Summe
|
34,48
|
12,0
|
1,220
|
1,128
|
|
Mittel
|
6,90
|
2,4
|
|
0,226
|
|
Querrichtung
|
|
Streifen
aus dem
Bogen
Nr.
|
Bruch-
be-
lastung
kg
|
Bruch-
dehnung
%
|
Gewicht der
fünf Streifen
|
|
luft-
trocken
g
|
bei 100° C
getrocknet
g
|
|
1
|
3,85
|
5,4
|
|
|
|
2
|
3,80
|
5,3
|
|
|
|
3
|
4,04
|
4,5
|
|
|
|
4
|
4,20
|
5,0
|
|
|
|
5
|
3,97
|
5,1
|
|
|
|
Summe
|
19,86
|
25,3
|
1,233
|
1,140
|
|
Mittel
|
3,97
|
5,1
|
|
0,228
|
[S. 30]
Aus dem Unterschied in dem Gewicht der Streifen bei Zimmerwärme und bei
100° C. getrocknet ergibt sich zunächst für das Papier ein mittlerer
Feuchtigkeitsgehalt von 7,5%.
Nach der oben angeführten Formel für die Reißlänge ergibt sich ferner
für die Maschinenrichtung eine Reißlänge von rund 5,5 km = 5500 m, für
die Querrichtung eine solche von 3,15 km = 3150 m, im Mittel also 4325
m.
Als mittlere Bruchdehnung ergibt sich ohne weiteres 3,8%.
Auf Grund dieser Mittelwerte[15] würde die Einreihung des Papiers in
eine der sechs Festigkeitsklassen erfolgen.
Den Bruch: Länge durch Gewicht des Streifens, mit welchem man, wie oben
gezeigt, die durch den Versuch gefundene Bruchbelastung multiplizieren
muß, um die Reißlänge zu erhalten, nennt man die Feinheitsnummer
des Papiers. Da sich diese bei gleicher Länge der Probestreifen für
unsere gewöhnlichen Schreib- und Druckpapiere innerhalb gewisser
Grenzen bewegt, so ist eine Tabelle aufgestellt worden, welche bei
einer Streifenlänge von 0,18 m für die am meisten vorkommenden Gewichte
(0,100 bis 0,419 g) die direkte Ablesung der Feinheitsnummer gestattet.
Mit Hilfe der Tabelle vereinfacht sich die Berechnung der Reißlänge
bedeutend, indem man nur die unter dem Werte für das mittlere
Trockengewicht der geprüften fünf Streifen stehende Zahl mit der
mittleren Bruchbelastung in kg und mit 1000 zu multiplizieren hat, um
die Reißlänge in Metern zu erhalten.
Auf die Berechnung des Arbeitsmoduls, der den Begriff der Reißlänge
und Dehnung in sich vereinigt, indem er den Arbeitsaufwand und zwar
in Meterkilogramm darstellt, bezogen auf einen Streifen von 1 m Länge
und 1 g Gewicht, soll nicht eingegangen werden, da von der Einreihung
des Arbeitsmoduls in die für die Normalpapiere aufgestellten Tabellen
Abstand genommen ist.[16] Wer sich eingehender hierüber unterrichten
will, findet nähere Angaben in der Originalarbeit von Prof.
Hartig in Dresden (Papier-Zeitung 1881).
Dieser Papierprüfer unterscheidet sich von den bisher besprochenen
zunächst dadurch, daß beim Prüfen nicht Streifen,[S. 31]
[S. 32] sondern
Blättchen von Papier zur Verwendung kommen. Die Kraft wird bei
diesem Apparat durch eine Feder ausgeübt, welche auf einen Stempel
drückt, der das fest gespannte Papier durchlochen soll (Fig. 18).
In einer Hülse a, auf welcher eine Millimeterteilung angebracht ist,
befindet sich eine Feder b, welche auf der einen Seite auf eine
Scheibe c drückt, an welcher ein kleiner Stempel d befestigt ist.
Von der anderen Seite der Scheibe c geht ein Stift e durch das
Innere der Feder b und berührt mit seinem Ende den Stift f,
welcher ebenfalls eine Millimeterteilung trägt und in einer Führung
g, an welcher ein Nonius angebracht ist, verschoben werden kann.
Diese Führung g, die als Fortsetzung eine Schraubenspindel h
besitzt, welche in die an der Hülse a befestigte Schraubenmutter i
hineingeschraubt werden kann, ist an einer Hülse k angebracht; diese
Hülse k, deren Umfang in 100 Teile geteilt ist, gleitet über Hülse
a weg.
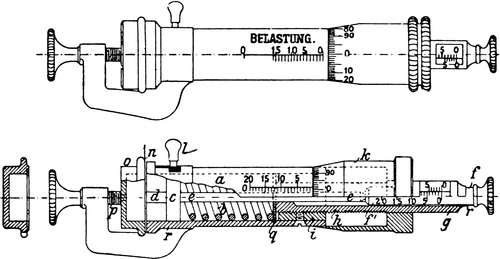
Fig. 18.
Rehses Papierprüfer.
Der Handgriff l an der Scheibe c, welcher in einen Schlitz
vorgeschoben werden kann, dient dazu, den Stempel d während des
Einspannens niederzudrücken. Das Einspannen des Papiers erfolgt bei
n, indem der Deckel o, welchen Fig. 18 auch im Durchschnitt
darstellt, durch die Schraube p gegen das Ende der Hülse a gedrückt
wird, und zwar paßt eine Erhöhung des Deckels o in eine Vertiefung
der Hülsenwand, so daß das Papier ganz gleichmäßig eingespannt wird.
Die Prüfung geschieht in folgender Weise.
Nachdem das Papier, welches man am besten in Blättchen von[S. 33] 3 qcm
schneidet, bei n eingespannt ist und beide Millimeterteilungen auf
Null eingestellt sind, wird durch Hülse k die Schraubenspindel h
vorwärts geschraubt, wodurch auf die Feder b ein Druck ausgeübt
wird. Um diesen Druck gleichmäßig auf die Feder b zu verteilen, ist
zwischen der Feder und der Schraubenspindel ein loses dünnes Scheibchen
q angebracht, welches im Mittelpunkt durchlocht ist und welchem der
Stift e als Führung dient. Der Druck der Feder überträgt sich nun auf
die mit dem Stempel d versehene Scheibe c, und der Stempel dehnt
das Papier, bis die Federspannung der Kraft, welche zum Durchlochen
des Papiers erforderlich ist, entspricht. Der Stift f wird von der
Führung g mitgenommen; er ist an der Drehung in der Hülse durch
die Nute und Feder r verhindert und gibt, da er mit e in steter
Berührung bleibt, in seiner Verschiebung gegen g die Bruchbelastung
an, während die Ablesung an der Hülse a die Summe von Bruchbelastung
und Dehnung anzeigt.
Zieht man also von der an der Hülse a abgelesenen Größe die an
dem Stift g abgelesene ab, so ergibt sich eine Größe, welche der
Durchbiegung des Papiers entspricht.
Im Papierlager zur schnellen Vergleichung verschiedener Papiersorten
kann dieser kleine Apparat vielleicht oft mit Vorteil verwendet werden.
Zur Ermittelung von Reißlänge und Dehnung ist er nicht geeignet.
Tabelle
zur Bestimmung der Feinheitsnummer.
Die starkgedruckten Zahlen beziehen sich auf das Gewicht
eines Streifens von 0,18 m Länge, die darunter stehenden
schwachgedruckten geben die zugehörigen Feinheitsnummern an.
|
0,100
|
0,120
|
0,140
|
0,160
|
0,180
|
0,200
|
0,220
|
0,240
|
0,260
|
0,280
|
0,300
|
0,320
|
0,340
|
0,360
|
0,380
|
0,400
|
|
1,800
|
1,500
|
1,286
|
1,125
|
1,000
|
0,900
|
0,818
|
0,750
|
0,692
|
0,643
|
0,600
|
0,563
|
0,529
|
0,500
|
0,474
|
0,450
|
|
0,101
|
0,121
|
0,141
|
0,161
|
0,181
|
0,201
|
0,221
|
0,241
|
0,261
|
0,281
|
0,301
|
0,321
|
0,341
|
0,361
|
0,381
|
0,401
|
|
1,782
|
1,488
|
1,277
|
1,118
|
0,994
|
0,896
|
0,814
|
0,747
|
0,690
|
0,641
|
0,598
|
0,561
|
0,528
|
0,499
|
0,472
|
0,449
|
|
0,102
|
0,122
|
0,142
|
0,162
|
0,182
|
0,202
|
0,222
|
0,242
|
0,262
|
0,282
|
0,302
|
0,322
|
0,342
|
0,362
|
0,382
|
0,402
|
|
1,765
|
1,475
|
1,268
|
1,111
|
0,989
|
0,891
|
0,811
|
0,744
|
0,687
|
0,638
|
0,596
|
0,559
|
0,526
|
0,497
|
0,471
|
0,448
|
|
0,103
|
0,123
|
0,143
|
0,163
|
0,183
|
0,203
|
0,223
|
0,243
|
0,263
|
0,283
|
0,303
|
0,323
|
0,343
|
0,363
|
0,383
|
0,403
|
|
1,748
|
1,463
|
1,259
|
1,104
|
0,984
|
0,887
|
0,807
|
0,741
|
0,684
|
0,636
|
0,594
|
0,557
|
0,525
|
0,496
|
0,470
|
0,447
|
|
0,104
|
0,124
|
0,144
|
0,164
|
0,184
|
0,204
|
0,224
|
0,244
|
0,264
|
0,284
|
0,304
|
0,324
|
0,344
|
0,364
|
0,384
|
0,404
|
|
1,731
|
1,452
|
1,250
|
1,098
|
0,978
|
0,882
|
0,804
|
0,738
|
0,682
|
0,634
|
0,592
|
0,556
|
0,523
|
0,495
|
0,469
|
0,446
|
|
0,105
|
0,125
|
0,145
|
0,165
|
0,185
|
0,205
|
0,225
|
0,245
|
0,265
|
0,285
|
0,305
|
0,325
|
0,345
|
0,365
|
0,385
|
0,405
|
|
1,714
|
1,440
|
1,241
|
1,091
|
0,973
|
0,878
|
0,800
|
0,735
|
0,679
|
0,632
|
0,590
|
0,554
|
0,522
|
0,493
|
0,468
|
0,444
|
|
0,106
|
0,126
|
0,146
|
0,166
|
0,186
|
0,206
|
0,226
|
0,246
|
0,266
|
0,286
|
0,306
|
0,326
|
0,346
|
0,366
|
0,386
|
0,406
|
|
1,698
|
1,429
|
1,233
|
1,084
|
0,968
|
0,874
|
0,796
|
0,732
|
0,677
|
0,629
|
0,588
|
0,552
|
0,520
|
0,492
|
0,466
|
0,443
|
|
0,107
|
0,127
|
0,147
|
0,167
|
0,187
|
0,207
|
0,227
|
0,247
|
0,267
|
0,287
|
0,307
|
0,327
|
0,347
|
0,367
|
0,387
|
0,407
|
|
1,682
|
1,417
|
1,224
|
1,078
|
0,963
|
0,870
|
0,793
|
0,729
|
0,674
|
0,627
|
0,586
|
0,550
|
0,519
|
0,490
|
0,465
|
0,442
|
|
0,108
|
0,128
|
0,148
|
0,168
|
0,188
|
0,208
|
0,228
|
0,248
|
0,268
|
0,288
|
0,308
|
0,328
|
0,348
|
0,368
|
0,388
|
0,408
|
|
1,667
|
1,406
|
1,216
|
1,071
|
0,957
|
0,863
|
0,789
|
0,726
|
0,672
|
0,625
|
0,584
|
0,549
|
0,517
|
0,489
|
0,464
|
0,441
|
|
0,109
|
0,129
|
0,149
|
0,169
|
0,189
|
0,209
|
0,229
|
0,249
|
0,269
|
0,289
|
0,309
|
0,329
|
0,349
|
0,369
|
0,389
|
0,409
|
|
1,651
|
1,395
|
1,208
|
1,065
|
0,952
|
0,861
|
0,786
|
0,723
|
0,669
|
0,623
|
0,583
|
0,547
|
0,516
|
0,488
|
0,463
|
0,440
|
|
0,110
|
0,130
|
0,150
|
0,170
|
0,190
|
0,210
|
0,230
|
0,250
|
0,270
|
0,290
|
0,310
|
0,330
|
0,350
|
0,370
|
0,390
|
0,410
|
|
1,636
|
1,385
|
1,200
|
1,059
|
0,947
|
0,857
|
0,783
|
0,720
|
0,667
|
0,621
|
0,581
|
0,545
|
0,514
|
0,486
|
0,462
|
0,439
|
|
0,111
|
0,131
|
0,151
|
0,171
|
0,191
|
0,211
|
0,231
|
0,251
|
0,271
|
0,291
|
0,311
|
0,331
|
0,351
|
0,371
|
0,391
|
0,411
|
|
1,622
|
1,374
|
1,192
|
1,053
|
0,942
|
0,853
|
0,779
|
0,717
|
0,664
|
0,619
|
0,579
|
0,544
|
0,513
|
0,485
|
0,460
|
0,438
|
|
0,112
|
0,132
|
0,152
|
0,172
|
0,192
|
0,212
|
0,232
|
0,252
|
0,272
|
0,292
|
0,312
|
0,332
|
0,352
|
0,372
|
0,392
|
0,412
|
|
1,607
|
1,364
|
1,184
|
1,047
|
0,937
|
0,849
|
0,776
|
0,714
|
0,662
|
0,616
|
0,577
|
0,542
|
0,511
|
0,484
|
0,459
|
0,437
|
|
0,113
|
0,133
|
0,153
|
0,173
|
0,193
|
0,213
|
0,233
|
0,253
|
0,273
|
0,293
|
0,313
|
0,333
|
0,353
|
0,373
|
0,393
|
0,413
|
|
1,593
|
1,353
|
1,176
|
1,040
|
0,933
|
0,845
|
0,773
|
0,711
|
0,659
|
0,614
|
0,575
|
0,541
|
0,510
|
0,483
|
0,458
|
0,436
|
|
0,114
|
0,134
|
0,154
|
0,174
|
0,194
|
0,214
|
0,234
|
0,254
|
0,274
|
0,294
|
0,314
|
0,334
|
0,354
|
0,374
|
0,394
|
0,414
|
|
1,579
|
1,343
|
1,169
|
1,034
|
0,928
|
0,841
|
0,769
|
0,709
|
0,657
|
0,612
|
0,573
|
0,539
|
0,508
|
0,481
|
0,457
|
0,435
|
|
0,115
|
0,135
|
0,155
|
0,175
|
0,195
|
0,215
|
0,235
|
0,255
|
0,275
|
0,295
|
0,315
|
0,335
|
0,355
|
0,375
|
0,395
|
0,415
|
|
1,565
|
1,333
|
1,161
|
1,029
|
0,923
|
0,837
|
0,766
|
0,706
|
0,655
|
0,610
|
0,571
|
0,537
|
0,507
|
0,480
|
0,456
|
0,434
|
|
0,116
|
0,136
|
0,156
|
0,176
|
0,196
|
0,216
|
0,236
|
0,256
|
0,276
|
0,296
|
0,316
|
0,336
|
0,356
|
0,376
|
0,396
|
0,416
|
|
1,552
|
1,324
|
1,154
|
1,023
|
0,918
|
0,833
|
0,763
|
0,703
|
0,652
|
0,608
|
0,570
|
0,536
|
0,506
|
0,479
|
0,455
|
0,433
|
|
0,117
|
0,137
|
0,157
|
0,177
|
0,197
|
0,217
|
0,237
|
0,257
|
0,277
|
0,297
|
0,317
|
0,337
|
0,357
|
0,377
|
0,397
|
0,417
|
|
1,538
|
1,314
|
1,146
|
1,017
|
0,914
|
0,829
|
0,759
|
0,700
|
0,650
|
0,606
|
0,568
|
0,534
|
0,504
|
0,477
|
0,453
|
0,432
|
|
0,118
|
0,138
|
0,158
|
0,178
|
0,198
|
0,218
|
0,238
|
0,258
|
0,278
|
0,298
|
0,318
|
0,338
|
0,358
|
0,378
|
0,398
|
0,418
|
|
1,525
|
1,304
|
1,139
|
1,011
|
0,909
|
0,826
|
0,756
|
0,698
|
0,647
|
0,604
|
0,566
|
0,533
|
0,503
|
0,476
|
0,452
|
0,431
|
|
0,119
|
0,139
|
0,159
|
0,179
|
0,199
|
0,219
|
0,239
|
0,259
|
0,279
|
0,299
|
0,319
|
0,339
|
0,359
|
0,379
|
0,399
|
0,419
|
|
1,513
|
1,295
|
1,132
|
1,006
|
0,905
|
0,822
|
0,753
|
0,695
|
0,645
|
0,602
|
0,564
|
0,531
|
0,501
|
0,475
|
0,451
|
0,430
|
|
0,100
|
0,101
|
0,102
|
0,103
|
0,104
|
0,105
|
0,106
|
0,107
|
0,108
|
0,109
|
|
1,800
|
1,782
|
1,765
|
1,748
|
1,731
|
1,714
|
1,698
|
1,682
|
1,667
|
1,651
|
|
0,110
|
0,111
|
0,112
|
0,113
|
0,114
|
0,115
|
0,116
|
0,117
|
0,118
|
0,119
|
|
1,636
|
1,622
|
1,607
|
1,593
|
1,579
|
1,565
|
1,552
|
1,538
|
1,525
|
1,513
|
|
0,120
|
0,121
|
0,122
|
0,123
|
0,124
|
0,125
|
0,126
|
0,127
|
0,128
|
0,129
|
|
1,500
|
1,488
|
1,475
|
1,463
|
1,452
|
1,440
|
1,429
|
1,417
|
1,406
|
1,395
|
|
0,130
|
0,131
|
0,132
|
0,133
|
0,134
|
0,135
|
0,136
|
0,137
|
0,138
|
0,139
|
|
1,385
|
1,374
|
1,364
|
1,353
|
1,343
|
1,333
|
1,324
|
1,314
|
1,304
|
1,295
|
|
0,140
|
0,141
|
0,142
|
0,143
|
0,144
|
0,145
|
0,146
|
0,147
|
0,148
|
0,149
|
|
1,286
|
1,277
|
1,268
|
1,259
|
1,250
|
1,241
|
1,233
|
1,224
|
1,216
|
1,208
|
|
0,150
|
0,151
|
0,152
|
0,153
|
0,154
|
0,155
|
0,156
|
0,157
|
0,158
|
0,159
|
|
1,200
|
1,192
|
1,184
|
1,176
|
1,169
|
1,161
|
1,154
|
1,146
|
1,139
|
1,132
|
|
0,160
|
0,161
|
0,162
|
0,163
|
0,164
|
0,165
|
0,166
|
0,167
|
0,168
|
0,169
|
|
1,125
|
1,118
|
1,111
|
1,104
|
1,098
|
1,091
|
1,084
|
1,078
|
1,071
|
1,065
|
|
0,170
|
0,171
|
0,172
|
0,173
|
0,174
|
0,175
|
0,176
|
0,177
|
0,178
|
0,179
|
|
1,059
|
1,053
|
1,047
|
1,040
|
1,034
|
1,029
|
1,023
|
1,017
|
1,011
|
1,006
|
|
0,180
|
0,181
|
0,182
|
0,183
|
0,184
|
0,185
|
0,186
|
0,187
|
0,188
|
0,189
|
|
1,000
|
0,994
|
0,989
|
0,984
|
0,978
|
0,973
|
0,968
|
0,963
|
0,957
|
0,952
|
|
0,190
|
0,191
|
0,192
|
0,193
|
0,194
|
0,195
|
0,196
|
0,197
|
0,198
|
0,199
|
|
0,947
|
0,942
|
0,937
|
0,933
|
0,928
|
0,923
|
0,918
|
0,914
|
0,909
|
0,905
|
|
0,200
|
0,201
|
0,202
|
0,203
|
0,204
|
0,205
|
0,206
|
0,207
|
0,208
|
0,209
|
|
0,900
|
0,896
|
0,891
|
0,887
|
0,882
|
0,878
|
0,874
|
0,870
|
0,865
|
0,861
|
|
0,210
|
0,211
|
0,212
|
0,213
|
0,214
|
0,215
|
0,216
|
0,217
|
0,218
|
0,219
|
|
0,857
|
0,853
|
0,849
|
0,845
|
0,841
|
0,837
|
0,833
|
0,829
|
0,826
|
0,822
|
|
0,220
|
0,221
|
0,222
|
0,223
|
0,224
|
0,225
|
0,226
|
0,227
|
0,228
|
0,229
|
|
0,818
|
0,814
|
0,811
|
0,807
|
0,804
|
0,800
|
0,796
|
0,793
|
0,789
|
0,786
|
|
0,230
|
0,231
|
0,232
|
0,233
|
0,234
|
0,235
|
0,236
|
0,237
|
0,238
|
0,239
|
|
0,783
|
0,779
|
0,776
|
0,773
|
0,769
|
0,766
|
0,763
|
0,759
|
0,756
|
0,753
|
|
0,240
|
0,241
|
0,242
|
0,243
|
0,244
|
0,245
|
0,246
|
0,247
|
0,248
|
0,249
|
|
0,750
|
0,747
|
0,744
|
0,741
|
0,738
|
0,735
|
0,732
|
0,729
|
0,726
|
0,723
|
|
0,250
|
0,251
|
0,252
|
0,253
|
0,254
|
0,255
|
0,256
|
0,257
|
0,258
|
0,259
|
|
0,720
|
0,717
|
0,714
|
0,711
|
0,709
|
0,706
|
0,703
|
0,700
|
0,698
|
0,695
|
|
0,260
|
0,261
|
0,262
|
0,263
|
0,264
|
0,265
|
0,266
|
0,267
|
0,268
|
0,269
|
|
0,692
|
0,690
|
0,687
|
0,684
|
0,682
|
0,679
|
0,677
|
0,674
|
0,672
|
0,669
|
|
0,270
|
0,271
|
0,272
|
0,273
|
0,274
|
0,275
|
0,276
|
0,277
|
0,278
|
0,279
|
|
0,667
|
0,664
|
0,662
|
0,659
|
0,657
|
0,655
|
0,652
|
0,650
|
0,647
|
0,645
|
|
0,280
|
0,281
|
0,282
|
0,283
|
0,284
|
0,285
|
0,286
|
0,287
|
0,288
|
0,289
|
|
0,643
|
0,641
|
0,638
|
0,636
|
0,634
|
0,632
|
0,629
|
0,627
|
0,625
|
0,623
|
|
0,290
|
0,291
|
0,292
|
0,293
|
0,294
|
0,295
|
0,296
|
0,297
|
0,298
|
0,299
|
|
0,621
|
0,619
|
0,616
|
0,614
|
0,612
|
0,610
|
0,608
|
0,606
|
0,604
|
0,602
|
|
0,300
|
0,301
|
0,302
|
0,303
|
0,304
|
0,305
|
0,306
|
0,307
|
0,308
|
0,309
|
|
0,600
|
0,598
|
0,596
|
0,594
|
0,592
|
0,590
|
0,588
|
0,586
|
0,584
|
0,583
|
|
0,310
|
0,311
|
0,312
|
0,313
|
0,314
|
0,315
|
0,316
|
0,317
|
0,318
|
0,319
|
|
0,581
|
0,579
|
0,577
|
0,575
|
0,573
|
0,571
|
0,570
|
0,568
|
0,566
|
0,564
|
|
0,320
|
0,321
|
0,322
|
0,323
|
0,324
|
0,325
|
0,326
|
0,327
|
0,328
|
0,329
|
|
0,563
|
0,561
|
0,559
|
0,557
|
0,556
|
0,554
|
0,552
|
0,550
|
0,549
|
0,547
|
|
0,330
|
0,331
|
0,332
|
0,333
|
0,334
|
0,335
|
0,336
|
0,337
|
0,338
|
0,339
|
|
0,545
|
0,544
|
0,542
|
0,541
|
0,539
|
0,537
|
0,536
|
0,534
|
0,533
|
0,531
|
|
0,340
|
0,341
|
0,342
|
0,343
|
0,344
|
0,345
|
0,346
|
0,347
|
0,348
|
0,349
|
|
0,529
|
0,528
|
0,526
|
0,525
|
0,523
|
0,522
|
0,520
|
0,519
|
0,517
|
0,516
|
|
0,350
|
0,351
|
0,352
|
0,353
|
0,354
|
0,355
|
0,356
|
0,357
|
0,358
|
0,359
|
|
0,514
|
0,513
|
0,511
|
0,510
|
0,508
|
0,507
|
0,506
|
0,504
|
0,506
|
0,501
|
|
0,360
|
0,361
|
0,362
|
0,363
|
0,364
|
0,365
|
0,366
|
0,367
|
0,368
|
0,369
|
|
0,500
|
0,499
|
0,497
|
0,496
|
0,495
|
0,493
|
0,492
|
0,490
|
0,489
|
0,488
|
|
0,370
|
0,371
|
0,372
|
0,373
|
0,374
|
0,375
|
0,376
|
0,377
|
0,378
|
0,379
|
|
0,486
|
0,485
|
0,484
|
0,483
|
0,481
|
0,480
|
0,479
|
0,477
|
0,476
|
0,475
|
|
0,380
|
0,381
|
0,382
|
0,383
|
0,384
|
0,385
|
0,386
|
0,387
|
0,388
|
0,389
|
|
0,474
|
0,472
|
0,471
|
0,470
|
0,469
|
0,468
|
0,466
|
0,465
|
0,464
|
0,463
|
|
0,390
|
0,391
|
0,392
|
0,393
|
0,394
|
0,395
|
0,396
|
0,397
|
0,398
|
0,399
|
|
0,462
|
0,460
|
0,459
|
0,458
|
0,457
|
0,456
|
0,455
|
0,453
|
0,452
|
0,451
|
|
0,400
|
0,401
|
0,402
|
0,403
|
0,404
|
0,405
|
0,406
|
0,407
|
0,408
|
0,409
|
|
0,450
|
0,449
|
0,448
|
0,447
|
0,446
|
0,444
|
0,443
|
0,442
|
0,441
|
0,440
|
|
0,410
|
0,411
|
0,412
|
0,413
|
0,414
|
0,415
|
0,416
|
0,417
|
0,418
|
0,419
|
|
0,439
|
0,438
|
0,437
|
0,436
|
0,435
|
0,434
|
0,433
|
0,432
|
0,431
|
0,430
|
Widerstand
gegen Zerknittern.
Reißlänge und Dehnung geben uns bis zu einem gewissen Grade einen
Anhalt zur Beurteilung der Festigkeitseigenschaften eines Papiers;
sie reichen aber nicht aus zur Gewinnung eines abschließenden Bildes
über das voraussichtliche Verhalten des Papiers gegenüber mechanischen
Einwirkungen, denen es während seiner Verwendung ausgesetzt ist.
Hierbei werden noch andere Eigenschaften des Papierblattes in Anspruch
genommen, für welche Reißlänge und Dehnung nicht immer einen Maßstab
abgeben, nämlich der Widerstand, den das Blatt dem Biegen, Falzen,
Zusammendrücken, Knittern, Abnützen und ähnlichen Einwirkungen
entgegensetzt; dieser Widerstand spielt bei der praktischen Verwendung
des Papiers vielfach eine große Rolle.
Nun verläuft der Knitterwiderstand im großen und ganzen parallel mit
den durch Reißlänge und Dehnung zum Ausdruck gebrachten Eigenschaften,
d. h. bei hohen Werten für Reißlänge und Dehnung zeigt das Papier meist
auch einen hohen Widerstandsgrad gegen Reiben und Knittern.
[S. 34]
Dies trifft aber nicht immer zu; es gibt auch Papiere, die bei
hohen Werten für Reißlänge und Dehnung mechanischen Einwirkungen
obengenannter Art nur wenig Widerstand entgegensetzen und daher
für die praktische Verwendbarkeit, namentlich zu viel gebrauchten
Schriftstücken, Karten, Druckwerken u. s. w. nicht geeignet sind.
Dieser Umstand gab Veranlassung zur Einführung des Knitterversuches in
die amtliche Papierprüfung.
In der Praxis wurde dieser Versuch lange ausgeführt, bevor es eine
amtliche Papierprüfung gab, wohl der beste Beweis dafür, daß ein
Bedürfnis hierfür vorlag; man hat ihn in Fachkreisen sehr treffend als
„Waschversuch“ bezeichnet, weil das Papier bei der Versuchsausführung,
natürlich im trockenen Zustand, ähnlich behandelt wird wie die Wäsche
beim Waschen mit der Hand. Der Versuch ist demnach subjektiv, von der
Person des Prüfenden abhängig; verschiedene Bemühungen, mechanisch
wirkende Vorrichtungen zu schaffen, die das Papier in gleicher Weise
beanspruchen, sind gescheitert, und man dürfte ihnen auch wohl für die
Zukunft Aussicht auf Erfolg absprechen müssen.
Daß einem solchen Handversuch Mängel anhaften, muß ohne weiteres
zugegeben werden. Diese Mängel muß man aber mit in den Kauf nehmen,
bis man an Stelle der Knitterung ein anderes Prüfungsverfahren setzen
kann, das in gleicher Weise Aufschluß über die Verwendbarkeit von
Papier in oben angeführter Richtung gibt. Denn darüber ist man sich
wohl heute allgemein einig, daß man auf Grund der Reißlänge und Dehnung
allein kein abgegrenztes Urteil über die Festigkeitseigenschaften eines
Papiers abgeben kann. Ist ein zuverlässiges mechanisches Verfahren zum
Ersatz der Handknitterung gefunden, so wird wohl niemand zögern, es an
Stelle der letzteren, welche immer nur als Notbehelf anzusehen ist, zu
setzen. Bis dahin dürfte es aber im Interesse der Fachkreise liegen,
sich mit dem Handverfahren so viel wie möglich vertraut zu machen, um
auch ein eigenes Urteil abgeben zu können. Daß in dieser Beziehung
vieles besser sein könnte, soll nicht unerwähnt bleiben.
Die Ausführung des Versuches geschieht in folgender Weise.
Ein Stück des zu prüfenden Papiers, etwa 21 × 21 cm groß, wird zunächst
fest zusammengeballt, dann wieder aufgewickelt, wieder zusammengedrückt
und so weiter behandelt, bis der Bogen seine Steifheit verloren hat und
durch das wiederholte Zusammendrücken weich und lappig geworden ist.
Das so vorbehandelte Blatt wird dann an zwei gegenüberliegenden Seiten
gefaßt und zwischen den Handballen in der Richtung senkrecht zu den
Seiten hin- und hergerieben. Dann faßt[S. 35] man es an den beiden anderen
Seiten und reibt in gleicher Weise.
So stets die Richtungen wechselnd fährt man fort, bis das Blatt
durchgerieben ist. Man gewöhne sich von vornherein daran, beim Reiben
in jeder Richtung stets die gleiche Anzahl von Hin- und Herreibungen
auszuführen, da man auf diese Weise bis zu einem gewissen Grade einen
zahlenmäßigen Anhalt zur Beurteilung erhält. Man zählt hierbei nicht
die einzelnen Hin- und Herreibungen bis zum Bruch, sondern wie oft
man in den beiden Richtungen zusammen die Reibungsreihe, die sich der
Beobachter angeeignet hat, wiederholen kann, ehe das Blatt zu Bruch
geht.
Ob die Reibungsreihe aus beispielsweise fünf, oder weniger oder mehr
Hin- und Herreibungen besteht, ist Sache eines jeden Prüfenden und
wird mehr oder weniger von Zufälligkeiten abhängen. Hat man sich aber
an eine bestimmte Anzahl gewöhnt, und dahin strebe man wie gesagt von
vornherein, dann behalte man sie auch stets bei.
Papiere von sehr geringer Festigkeit, wie z. B. viele Sorten
Zeitungsdruck, zeigen schon nach der geschilderten Vorbehandlung
Bruchstellen in Gestalt mehr oder weniger großer Löcher. Die Bindung
der Fasern untereinander ist so schwach, daß sie schon durch das bloße
Zusammenballen ihren Zusammenhang teilweise verlieren; mit solchem
Material kann man den eigentlichen Reibversuch kaum ausführen, da das
Blatt schon zu Anfang sofort durchgerieben wird.
Für solche Erzeugnisse kommt der niedrigste Grad der Beurteilung
„außerordentlich gering“ in Anwendung.
Von den Papieren nun, die schon beim Zusammenballen ihren Zusammenhang
verlieren, herauf bis zu den festesten und zähesten Sorten,
welche erst nach einer großen Anzahl von Hin- und Herreibungen
durchgerieben werden, sind verschiedene Abstufungen hinsichtlich
der Widerstandsfähigkeit gegen das Reiben vorhanden. Um diese zu
kennzeichnen, sind die folgenden Beurteilungsgrade eingeführt worden:
außerordentlich gering
sehr gering
gering
mittelmäßig
ziemlich groß
groß
sehr groß
außerordentlich groß.
[S. 36]
Dem Laien wird es zunächst unwahrscheinlich erscheinen, daß man Papiere
durch ein Handverfahren in so weitgehender Weise soll abstufen können;
eine kurze Zeit eigener Versuche aber wird ihn von der Möglichkeit
überzeugen.
Die Ausführung des Versuches muß auch hier, wie bei der Bestimmung
von Reißlänge und Dehnung, bei stets gleicher Luftfeuchtigkeit, also
zweckmäßig bei 65% erfolgen; bei trockner Luft fällt das Ergebnis der
Prüfung anders aus als bei feuchter.
Hat das Papier unter anderen Verhältnissen gelagert oder wird es
z. B. in der Fabrik von der Maschine weg entnommen, so muß man ihm durch
Auslegen oder Aushängen Zeit lassen, sich dem Feuchtigkeitszustand des
Versuchsraumes anzupassen.
Um den vorher erwähnten Einfluß der Person des Versuchsausführenden auf
das Ergebnis nach Möglichkeit abzuschwächen, lasse man den Versuch,
wenn irgend möglich, von mehreren Personen gleichzeitig ausführen.
Ergeben sich hierbei Unterschiede, so werden Kontrollversuche
ausgeführt. Je mehr Versuche ausgeführt werden, ein um so
zutreffenderes Bild wird man von dem Widerstandsgrad des betreffenden
Papiers gewinnen.
Ist man bei der Prüfung auf seine Person allein angewiesen, so begnüge
man sich wenigstens nicht mit einem Versuch, sondern führe deren zwei
bis drei aus.
Bei dem Hinweis auf die Notwendigkeit der Einführung des
Knitterversuches wurde erwähnt, daß die Werte für Reißlänge, Dehnung
und Widerstand gegen Reiben nicht immer parallel verlaufen. Hierfür
mögen, nachdem nunmehr die Art und Ausführung des Versuches geschildert
ist, nachstehend einige Beispiele gegeben werden:
|
Normalpapiere
3b:
|
|
Mittlere Reißlänge:
|
Mittlere Dehnung:
|
Widerstand gegen Zerknittern:
|
|
3275 m
|
2,6%
|
gering
|
|
3350 „
|
2,4 „
|
gering
|
|
3475 „
|
2,3 „
|
sehr gering
|
|
3525 „
|
2,2 „
|
gering
|
|
3550 „
|
3,0 „
|
gering
|
|
3575 „
|
2,3 „
|
gering
|
|
3650 „
|
2,4 „
|
gering
|
|
3750 „
|
2,5 „
|
gering
|
|
3975 „
|
2,6 „
|
gering
|
|
[S. 37]
Normalpapiere
4a:
|
|
3750 „
|
2,6%
|
sehr gering
|
|
4200 „
|
2,7 „
|
gering
|
|
4675 „
|
2,7 „
|
gering
|
|
4675 „
|
2,8 „
|
sehr gering
|
|
Normalpapiere
4b:
|
|
3850 „
|
2,0%
|
sehr gering
|
|
3875 „
|
3,3 „
|
gering
|
|
4200 „
|
2,4 „
|
gering
|
|
4875 „
|
2,5 „
|
mittelmäßig
|
|
Normalpapier
8a:
|
|
3000 „
|
2,9%
|
gering
|
|
Normalpapier
8b:
|
|
3175 „
|
2,5%
|
sehr gering
|
|
Pergamynpapiere
|
|
5925 „
|
2,1%
|
gering
|
|
6175 „
|
2,1 „
|
gering
|
|
6200 „
|
2,0 „
|
gering
|
Dies sind Beispiele dafür, daß es bei der Beurteilung der
Verwendungsfähigkeit eines Papiers unumgänglich notwendig ist, den
Widerstand gegen Zerknittern und Reiben mit heranzuziehen.
Es erscheint im Interesse der Fachkreise angebracht, hierauf immer
wieder hinzuweisen, da die Ansicht, daß bei genügender Reißlänge und
Dehnung auch der Widerstand gegen Zerknittern genügend sein müsse,
immer wieder zum Ausdruck gebracht wird.
Es bleibt nun noch die Frage zu erörtern, in welcher Weise man sich
mit dem Maßstab vertraut macht, der in der Versuchsanstalt bei der
Beurteilung der Papiere im Knitterwiderstand zur Anwendung gelangt.
Da ist zunächst zu bemerken, daß man sich, wenn irgend möglich,
persönlich über die Ausführung der Prüfung unterrichte, da auch die
weitgehendste Schilderung des Versuches die praktische Vorführung und
Erklärung nicht ersetzen kann. Die Unterweisung kann gelegentlich eines
Besuches in der Versuchsanstalt zu jeder Zeit erfolgen und jedem wird
Gelegenheit gegeben, sich eingehend über die Ausführung des Versuches
zu unterrichten.
Als Material zur Aneignung des Maßstabes können für diejenigen, die
häufiger Papiere in der Versuchsanstalt prüfen lassen,[S. 38] diese Papiere
selbst dienen; es empfiehlt sich, einen genügenden Vorrat von der zur
Prüfung eingeschickten Sorte zurückzulegen und nach Empfang des Urteils
eine Reihe von Reibversuchen auszuführen. Durch die zurückgelegten
Muster, die sich natürlich auf die verschiedenen Widerstandsstufen
verteilen müssen, ist man dann auch in der Lage, seinen Maßstab von
Zeit zu Zeit zu prüfen.
Wer nicht auf die geschilderte Weise in den Besitz des erforderlichen
Prüfungsmaterials gelangt, beschaffe sich Muster verschiedener
Festigkeit und lasse diese einmal in der Versuchsanstalt auf Widerstand
gegen Zerknittern prüfen. Ferner sei noch darauf hingewiesen, daß
die Firma L. Schopper-Leipzig Papiere der verschiedenen
Widerstandsstufen, welche in der Versuchsanstalt geprüft worden sind,
zum Verkauf hält.
Daß auch der Praktiker bei einiger Übung und einigem Interesse
für die Sache sehr wohl in der Lage ist, ein Urteil über die
Widerstandsfähigkeit gegen Reiben und Knittern abzugeben und sich
wenigstens bis zu einem gewissen Grade versichern kann, ob sein Papier
Aussicht hat, bei der amtlichen Prüfung durchzukommen, zeigen die
Erfahrungen der Versuchsanstalt mit den Volontären; letztere kommen
zumeist in die Anstalt, ohne mit dem erwähnten Prüfungsverfahren
vertraut zu sein, und doch erlangen sie bald eine ziemliche Sicherheit
in der Bestimmung des Widerstandsgrades.
Jeder Papiererzeuger und Verbraucher sollte sich auf alle Fälle,
selbst wenn ein mechanisches Verfahren als Ersatz für die
Handknitterung gefunden worden ist, mit letzterer vertraut machen
und vertraut erhalten, da sie ihm ein Mittel an die Hand gibt, an
jeder Stelle und ohne besondere Hilfsmittel sich ein Bild über die
Festigkeitseigenschaften eines Papiers zu verschaffen. Daß sich eine
solche Möglichkeit in vielen Fällen als wertvoll erweisen wird, bedarf
nicht erst weiterer Begründung.
Wie schon erwähnt, sind alle bisher gemachten Versuche, die
Beanspruchung, die das Papier bei der Handknitterung erfährt,
auf mechanischem Wege zu erzielen, gescheitert. Bei der Eigenart
des Versuches, bei dem subjektives Empfinden eine gewisse Rolle
spielt, konnte man den Bestrebungen genannter Art einen Erfolg auch
kaum in Aussicht stellen. Aussichtsvoller erschien der Weg, neue
Prüfungsverfahren zu suchen, deren Ergebnisse eine ähnliche Abstufung
der Papiere gestatteten wie die verschiedenen Widerstandsstufen.
In dieser Hinsicht sind drei Vorschläge zu erwähnen, nämlich die von
Kirchner, Pfuhl und Schopper.
Winkler hat in seinem 1887 herausgegebenen „Papierkenner“ zuerst
den Vorschlag gemacht, gefalzte Papierstreifen zu prüfen und den
Unterschied festzustellen, den sie in der Festigkeit und Dehnbarkeit
gegenüber den ungefalzten Streifen zeigen. Dieser Unterschied, von
Winkler „Falzverlust“ genannt, sollte zur Beurteilung der
„Biegsamkeit“ des Papiers dienen.
Das Falzen wird von Winkler durch eine besondere Vorrichtung
bewirkt, indem er die Streifen zwischen zwei aufeinander geschliffene
Stahlplatten, welche durch ein Scharnier verbunden sind, legt und mit
einem durch Hebeldruck bewegbaren 100 kg schweren Gewicht belastet.
Kirchner schlug vor,[18] statt des Gewichtes eine Rolle zur
Erzeugung des Falzes zu benutzen, weil hierdurch nach seiner Ansicht
eine größere Gleichmäßigkeit bei der Erzeugung der Falze gesichert sei;
er schlug dann weiter vor, die Beurteilung des Papiers durch die
Handknitterung fallen zu lassen und an Stelle dessen die Beurteilung
auf Grund des Falzverlustes zu setzen, von der Annahme ausgehend,
daß bei spröden und brüchigen Papieren der Falzverlust groß, bei
festen und widerstandsfähigen indessen klein sei; er hat eine Reihe
von Papieren im gefalzten und ungefalzten Zustande geprüft und den
Falzverlust ermittelt.
Der Kirchnersche Kniffapparat besteht aus einer eisernen Rolle,
welche auf ihrem äußersten 19 mm breiten Umfange zylindrisch abgedreht
ist, und aus einer ebenen, wagerecht ausgerichteten, mit erhabenen
Rändern versehenen eisernen Bahn, in welcher die Rolle hin und her
bewegt werden kann (Fig. 19).
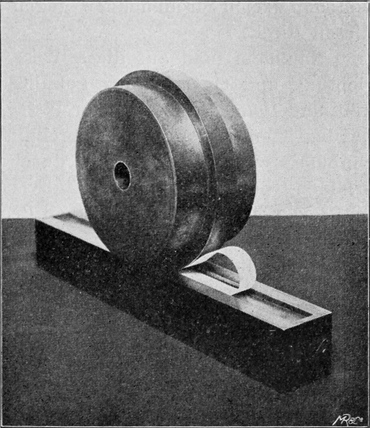
Fig. 19.
Kirchners Kniffrolle.
Das Kniffen der Papierstreifen wird in folgender Weise ausgeführt:
Die Enden der 15 mm breiten Probestreifen werden so[S. 40] aufeinander
gelegt, daß sich beim Zusammendrücken die zwei Streifenhälften deckend
aufeinander legen. Dieser leicht zusammengefaltete Streifen wird so in
die Rinne der Bahn gelegt, daß die Längskanten des Streifens parallel
zu den Führungsrändern der Rinne verlaufen. Hierauf wird die Rolle von
den freien Streifenenden her durch leisen seitlichen Druck über den
Probestreifen geführt und dieser auf diese Weise einmal stark geknifft.
Der Streifen wird dann aus der Rinne genommen, in dem Falz in der
entgegengesetzten Richtung umgelegt und zum zweiten Male geknifft.
Beim zweiten Kniffen läßt man jedoch das Gewicht nicht von den freien
Streifenenden gegen den Falz rollen, sondern gegen diesen direkt.
Nachdem man auf diese Weise je 5 Streifen aus der Maschinenrichtung und
Querrichtung geknifft hat, ermittelt man ihre Festigkeit und Dehnung
in gleicher Weise, wie man zuvor die Festigkeit des betreffenden
Papiers an ungeknifften Streifen bestimmt hat. Die Einbuße, welche die
Papiere durch das Falzen in ihrer Festigkeit erleiden, der sogenannte
„Kniffverlust“ oder „Falzverlust“, wird in Prozenten der ursprünglichen
Bruchbelastung und Dehnung ausgedrückt.
Nach diesen Vorbemerkungen soll auf die in der Versuchsanstalt zur
Beurteilung des Kirchnerschen Vorschlages gemachten Versuche
eingegangen werden.
Der Prüfung wurden insgesamt 87 Normalpapiere, aus 27 verschiedenen
Fabriken herrührend, zu Grunde gelegt und zwar zunächst Proben jeder
Verwendungsklasse von 1–4b, welche die Bedingungen für ihre jeweilige
Klasse erfüllten; es waren dies
|
8
|
Papiere
|
der
|
Klasse
|
1
|
aus
|
5
|
verschiedenen
|
Fabriken
|
|
10
|
„
|
„
|
„
|
2a
|
„
|
6
|
„
|
„
|
|
10
|
„
|
„
|
„
|
2b
|
„
|
7
|
„
|
„
|
|
10
|
„
|
„
|
„
|
3a
|
„
|
5
|
„
|
„
|
|
10
|
„
|
„
|
„
|
3b
|
„
|
8
|
„
|
„
|
|
10
|
„
|
„
|
„
|
4a
|
„
|
8
|
„
|
„
|
|
10
|
„
|
„
|
„
|
4b
|
„
|
8
|
„
|
„
|
Außerdem wurden noch 19 Papiere der Klassen 3a–4b, herrührend aus
10 verschiedenen Fabriken, zum Vergleich herangezogen, welche im
Widerstand gegen Zerknittern hinter den für die jeweiligen Klassen
verlangten Werten um 1–2 Stufen zurückbleiben.
Das Kniffen der Streifen wurde mit einer 7500 g schweren Rolle von 150
mm Durchmesser in der vorher geschilderten Weise ausgeführt. (Kniffen
und Gegenkniffen durch je einmaliges Überführen der Rolle.)
[S. 41]
Die Länge betrug bei allen Streifen 180 mm, die Breite 15 mm. Sämtliche
Versuche wurden bei Zimmerwärme und einer Luftfeuchtigkeit von 65%
ausgeführt.
Die bei der Prüfung erhaltenen Werte[19] zeigten zunächst folgendes:
- Sowohl in der Maschinenrichtung als auch in der
Querrichtung ist der Dehnungs-Falzverlust größer als der
Festigkeits-Falzverlust.
- Der Festigkeits-Falzverlust ist in der
Maschinenrichtung größer als in der Querrichtung.
- Der Dehnungs-Falzverlust ist in den meisten
Fällen in der Maschinenrichtung größer als in der Querrichtung.
Die aus der Maschinenrichtung entnommenen Streifen erleiden also
durch das Falzen eine größere Einbuße in ihrer Festigkeit als die
Querstreifen; diese Tatsache findet wohl in der Lagerung der Fasern
ihre Erklärung. Die Anzahl der Fasern, welche mehr oder weniger
parallel zur Maschinenrichtung liegen, ist größer als die der quer
hierzu liegenden; demgemäß werden beim Falzen der Streifen aus der
Maschinenrichtung mehr Fasern geknickt (und hierdurch geschwächt) als
bei den Querstreifen.
Bildet man unter Zugrundelegung der mittleren Falzverluste Gruppen von
5 zu 5% und stellt diesen gegenüber die bei den verschiedenen Papieren
durch Handknitterung ermittelten Widerstandsstufen, so ergibt sich
nachstehende Übersicht:
I. Festigkeits-Falzverluste.
|
Falzverlust
in %
|
Anzahl der Papiere mit dem Widerstandsgrad:
|
|
gering
|
mittel-
mäßig
|
ziemlich
groß
|
groß
|
sehr groß
|
außer-
ordentlich
groß
|
|
0– 5,9
|
–
|
–
|
–
|
–
|
1
|
1
|
|
6–10,9
|
–
|
–
|
4
|
–
|
2
|
2
|
|
11–15,9
|
–
|
1
|
3
|
1
|
3
|
–
|
|
16–20,9
|
–
|
3
|
9
|
5
|
3
|
2
|
|
21–25,9
|
–
|
–
|
5
|
5
|
4
|
–
|
|
26–30,9
|
2
|
1
|
3
|
8
|
3
|
–
|
|
31–35,9
|
–
|
2
|
2
|
–
|
1
|
–
|
|
36–40,9
|
–
|
2
|
–
|
–
|
–
|
–
|
|
41–45,9
|
2
|
2
|
1
|
–
|
–
|
–
|
|
46–50,9
|
1
|
–
|
1
|
–
|
–
|
–
|
[S. 42]
II. Dehnungs-Falzverluste.
|
Falzverlust
in %
|
Anzahl der Papiere mit dem Widerstandsgrad:
|
|
gering
|
mittel-
mäßig
|
ziemlich
groß
|
groß
|
sehr groß
|
außer-
ordentlich
groß
|
|
0– 5,9
|
–
|
–
|
–
|
–
|
–
|
–
|
|
6–10,9
|
–
|
–
|
–
|
–
|
–
|
–
|
|
11–15,9
|
–
|
–
|
–
|
–
|
1
|
–
|
|
16–20,9
|
–
|
–
|
1
|
–
|
3
|
2
|
|
21–25,9
|
–
|
–
|
1
|
–
|
2
|
–
|
|
26–30,9
|
–
|
–
|
2
|
1
|
2
|
1
|
|
31–35,9
|
–
|
1
|
1
|
1
|
3
|
1
|
|
36–40,9
|
–
|
–
|
2
|
4
|
2
|
1
|
|
41–45,9
|
–
|
–
|
4
|
5
|
1
|
–
|
|
46–50,9
|
2
|
1
|
5
|
3
|
2
|
–
|
|
51–55,9
|
–
|
2
|
3
|
1
|
2
|
–
|
|
56–60,9
|
1
|
–
|
3
|
2
|
–
|
–
|
|
61–65,9
|
–
|
1
|
4
|
1
|
1
|
–
|
|
66–70,9
|
1
|
5
|
–
|
–
|
–
|
–
|
|
71–75,9
|
1
|
1
|
–
|
1
|
–
|
–
|
|
76–80,9
|
–
|
–
|
2
|
–
|
–
|
–
|
Die Zusammenstellung zeigt, daß zwar im allgemeinen mit
wachsendem Widerstand gegen Zerknittern der Falzverlust abnimmt, daß
aber anderseits bei demselben Knittergrad die Falzverluste beträchtlich
schwanken, und ferner, daß bei annähernd gleichem Falzverlust ganz
erhebliche Unterschiede im Widerstand gegen Zerknittern vorkommen.
Unterschiede in der Handknitterung von mittelmäßig bis zu
außerordentlich groß oder von gering bis zu sehr groß kommen im
vorliegenden Falle durch den Falzverlust nicht zum Ausdruck. Diese
Unterschiede sind aber so groß, daß sie auch ohne ein ausgebildetes
Prüfungsverfahren (z. B. schon durch Einreißen, Umbiegen, o. a.)
erkannt werden können; wenn der Falzverlust für derartig verschiedene
Papiere nahezu gleiche Werte ergibt, so kann er als Ersatz für die
Handknitterung nicht in Frage kommen.
Pfuhls Knitterer.
Bei dem Pfuhlschen Knitterer wird ein Papierstreifen zwischen
eine Walze und eine gegen diese zu pressende Gummiplatte gebracht, ein
Ende festgelegt und dann der Streifen über sich selbst unter Andruck
der Gummiplatte einmal hin und her geführt. Die Wirkungsweise ist aus
Fig. 20 zu ersehen.
[S. 43]
Der Papierstreifen PP1 wird bei a festgelegt und dann die Walze
in der Richtung des Pfeiles gedreht; dadurch wird der Streifen umgelegt
und ein Teil reibend über den anderen geführt. Durch Einpumpen von Luft
von unten her wird die Gummiplatte G gegen Papier und Walze gepreßt
und der an einem Manometer abzulesende Druck so bemessen, daß der
Streifen durch einmaliges Hin- und Zurückführen zerstört wird. Diesen
Druck bezeichnet Pfuhl als Reißdruck.[20] Auf Grund seiner
Versuche hat Pfuhl folgende Beziehungen zwischen den Ergebnissen
der Handknitterung und dem Reißdruck festgestellt:
|
Handknitterung
|
sehr
gering
|
gering
|
mittel-
mäßig
|
ziemlich
groß
|
groß
|
sehr groß
|
außerordentlich
groß
|
|
Reißdruck in
cm Queck-
silbersäule.
|
0–3
|
3–6
|
6–16
|
16–26
|
26–48
|
muß bei 50 cm
2–3maliges
Knittern aus-
halten.
|
muß bei 50 cm
Druck mehr als
3maliges
Knittern
aushalten.
|
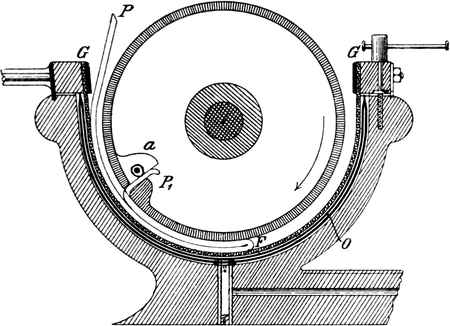
Fig. 20.
Pfuhls Knitterer.
Der Pfuhlsche Knitterer ist im Technologischen Gewerbemuseum zu
Wien durch Prof. Lauboeck einer eingehenden Prüfung unterzogen
worden, die zu dem Ergebnis führte,[21] daß der Apparat, so wie er
jetzt vorliegt, zur Einführung in die Papierprüfung noch[S. 44] nicht
geeignet ist. Pfuhl hat den Apparat dann in einigen Punkten
geändert.[22] Prüfungsergebnisse, mit diesem abgeänderten Knitterer
ermittelt, sind bisher nicht bekannt geworden.
Schoppers Falzer.
Bei dem Schopperschen Falzer wird ein Papierstreifen in ein
geschlitztes, hin und her zu bewegendes Blech gelegt und an beiden
Enden festgeklemmt; dann ermittelt man die Anzahl Falzungen, die der
Streifen bei bestimmter Zugspannung bis zum Bruch aushält.
Der Falzer, von dem Fig. 21a Vorderansicht
und Fig. 21b Grundriß
zeigt, hat ein dünnes, zur Aufnahme des Probestreifens mit einem
Schlitz versehenes Stahlblech (Schieber), das sich zwischen zwei
Paaren leicht drehbarer Rollen bewegt. Die Rollenpaare sind in den
Lagerstücken (12) angebracht und werden durch Klemmschrauben in
bestimmter Entfernung von dem Schieberblech festgehalten; die an den
Lagerstücken befindlichen Spiralfedern haben nur den Zweck, das genaue
Einstellen der Rollenpaare zu erleichtern. Senkrecht zu dem Stahlblech
befinden sich die Einspannklemmen (7), die mit ihren pyramidenförmig
zugespitzten Verlängerungen in die entsprechend geformten Öffnungen der
Hülsen (3) hineinragen. In diesen Hülsen befinden sich die zum Spannen
des Probestreifens dienenden Spiralfedern. Durch Anziehen der Schrauben
(4) kann die Spannung der Spiralfedern erhöht werden. Die jeweilige
Spannung wird durch den Stand eines kleinen Stiftes über einer auf der
Hülse (3) vorhandenen Teilung angegeben.
Die Hülsen (3) sind in den Haltern (2) beweglich und werden, wenn
die Stifte (5) gehoben sind, mittels der Spiralfedern (6) so weit
gegeneinander geführt, daß die Einspannlänge richtig wird. Nach dem
Einspannen des Probestreifens wird durch Herausziehen der Hülsen (3)
bis zum Einschnappen der Stifte (5) dem Probestreifen eine kleine
Spannung erteilt und die freie Beweglichkeit der Klemmen bewirkt. Um
während des Versuches das Heruntersinken der Klemmen zu verhindern,
werden letztere durch Rollen (8) gestützt.
Die Anzahl der Hin- und Herfalzungen wird vom Zählrad (18) angezeigt.
Das Zählrad ist durch den Hebel (21) mit dem Drücker (20) verbunden
und wird beim Reißen des Streifens durch das Zurückprallen der rechten
Klemme selbsttätig ausgelöst.
Die Nulllage des Schiebers für das Einspannen des Streifens[S. 45]
[S. 46] wird beim
Umlegen des Hebels (22) durch das Einschnappen des Hebelstiftes in ein
auf dem Antriebrad befindliches Loch gegeben.
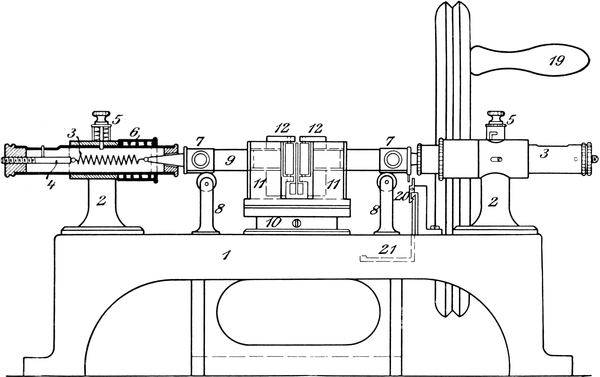
Fig. 21a.
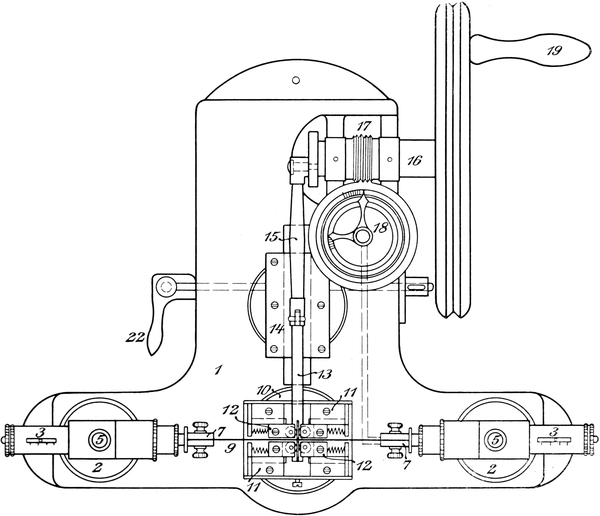
Fig. 21b.
Vorderansicht und Grundriß des Schopperschen Falzers.
Die Versuche werden in folgender Weise ausgeführt:
- Der Fanghebel (22) wird zurückgeschlagen und das Antriebrad
gedreht, bis der Stift einschnappt.
- Die Fangstifte (5) werden gehoben, wodurch die Klemmen die für
das Einspannen bestimmte Lage einnehmen.
- Der Probestreifen wird in den Schlitz und in die
Klemmenöffnungen gelegt, die Klemmschrauben werden fest angezogen.
- Die Hülsen (3) werden so weit nach außen gezogen, bis die Stifte
(5) einschnappen.
- Das Zählrad (18) wird auf 0 eingestellt und eingerückt.
- Das Antriebrad wird durch Anziehen des Hebels (22) ausgelöst und
dann gleichmäßig mit 100 bis 120 Umdrehungen in der Minute so lange
gedreht, bis der Bruch eintritt.
- Die Anzahl Falzungen wird auf dem Zählrad abgelesen.
In der Versuchsanstalt sind 3 Schoppersche Falzer unter
Benutzung eines Versuchsmaterials von fast 1000 Papieren einer sehr
eingehenden Prüfung unterzogen worden.[23]
Es hat sich gezeigt, daß man die Papiere mit Hilfe des Falzers
im großen und ganzen in ähnlicher Weise abstufen kann, wie mit
der Handknitterung; man könnte somit der Frage näher treten, ob
es angebracht erscheint, die Handknitterung fallen zu lassen und
an ihre Stelle die Bestimmung des Falzwiderstandes mit Hilfe des
Schopperschen Falzers zu setzen.
Als Falzklassen könnten natürlich zunächst nur die in Frage kommen, die
sich als Mittel aus sämtlichen Versuchen ergeben haben, nämlich der
Widerstandsstufe
|
außerordentlich gering
|
entspr.,
|
die
|
Falzklasse
|
0
|
mit
|
0– 2
|
Doppelfalzungen
|
|
sehr gering
|
„
|
„
|
„
|
1
|
„
|
3– 6
|
„
|
|
gering
|
„
|
„
|
„
|
2
|
„
|
7– 20
|
„
|
|
mittelmäßig
|
„
|
„
|
„
|
3
|
„
|
21– 40
|
„
|
|
ziemlich groß
|
„
|
„
|
„
|
4
|
„
|
41– 80
|
„
|
|
groß
|
„
|
„
|
„
|
5
|
„
|
81– 190
|
„
|
|
sehr groß
|
„
|
„
|
„
|
6
|
„
|
191–1000
|
„
|
|
außerordentlich groß
|
„
|
„
|
„
|
7
|
„
|
mehr als 1000 „
|
[S. 47]
Bestimmung
des Quadratmetergewichtes und der Dicke.
Zur Bestimmung des Quadratmetergewichtes ermittelt man zunächst das
Gewicht einer Anzahl Bogen und berechnet hieraus unter Berücksichtigung
der Bogengröße das Quadratmetergewicht. Wägt man 10 Bogen Reichsformat
(33×42 cm), so multipliziert man das in g ermittelte Gewicht mit 1000
und dividiert die erhaltene Zahl durch 1386.
Zur bequemeren Bestimmung sind besondere Wagen gebaut worden, welche
direkte Ablesung des Quadratmetergewichtes gestatten, wenn man an dem
einen Arm ein mit Hilfe eines beigegebenen Bleches ausgeschnittenes
Stück Papier aufhängt.
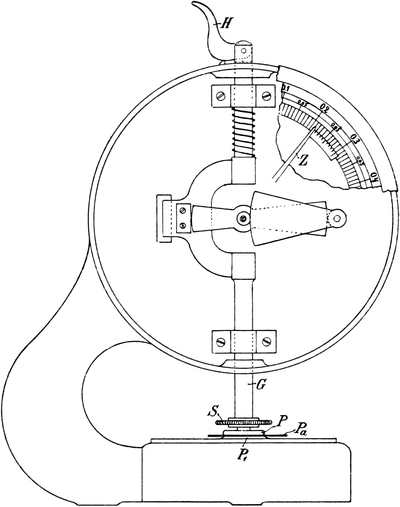
Fig. 22.
Schoppers Dickenmesser.
Für die Messung der Dicke des Papiers stehen verschiedene Dickenmesser
zur Verfügung. Bequeme Handhabung und genaue Ablesung gestattet der
Schoppersche Dickenmesser, dessen Wirkungsweise
aus Fig. 22 zu ersehen ist.
Durch einen Druck auf den Hebel H wird das Gestänge G mit der am
unteren Ende befindlichen Platte P angehoben, wobei[S. 48] gleichzeitig
der Zeiger Z aus seiner Nullstellung nach rechts bewegt wird. Man
legt dann das Papier Pa auf die untere mit dem Gestell festverbundene
Meßplatte P1 und läßt G durch langsames Freigeben des Hebels
H nach unten gehen. Der Zeiger zeigt dann die Dicke des Papiers an;
mit Hilfe des am Zeiger befestigten Nonius kann man sie auf
1⁄1000
mm ablesen. Zum Einstellen des Zeigers auf 0 dient nötigenfalls die
Scheibe S.
Ein anderer Dickenmesser ist der von Rehse (Fig. 23).
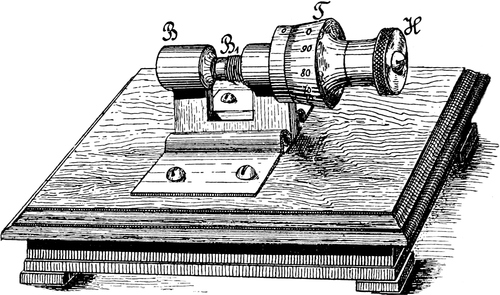
Fig. 23.
Rehses Dickenmesser.
Er besteht im wesentlichen aus der Mikrometerschraube B1, mit
welcher die Trommel T fest verbunden ist, und der Gabel mit der
Stellschraube B. Die Kreisflächen der Enden beider Schrauben B und
B1, zwischen denen die Dicke des Papiers gemessen werden soll,
können je nach Drehung der Mikrometerschraube näher aneinander gebracht
oder voneinander entfernt werden. Das Gewinde der Mikrometerschraube
besitzt eine Steigung von 0,5 mm, d. h. bei einer Umdrehung der
Schraube verschiebt sich diese in der Längsachse um 0,5 mm; der Umfang
der Trommel T ist in 100 gleiche Teile geteilt, folglich wird bei
0,01 Umdrehung der Schraube und somit der Trommel diese um
0,01 · 0,5 mm = 0,005 mm
gegen die Fläche der festen Stellschraube verschoben; man hat also die
direkte Ablesung auf der Trommel mit 0,005 zu multiplizieren, um die
Dicke des Papiers in mm zu erhalten.
Um gleichmäßiges Anlegen der Kreisflächen an das Papier zu ermöglichen,
ist mit der Mikrometerschraube eine sogenannte Reibungskuppelung,
an deren Ende sich der Kopf H zum leichteren[S. 49] Handhaben des
Dickenmessers befindet, verbunden. Sobald das Papier genügend angepreßt
ist, gleitet bei Weiterdrehung des Kopfes H die Kuppelung an der
Mikrometerschraube und verhindert, daß diese weiter bewegt wird.
Die Stellschraube B ermöglicht bei nicht mehr genauem Zusammenfallen
der Nulllinien ein Nachstellen.
Der Dickenmesser ist zugleich so eingerichtet, daß er als
Taschenapparat benutzt werden kann, indem die Gabel nicht fest mit
dem Holzgestell verbunden, sondern nur durch ein federndes Blech
festgeklemmt ist.
Die eigentliche Meßvorrichtung kann daher leicht aus dem Gestell
entfernt werden.
[S. 50]
Bestimmung
des Aschengehaltes.
Diejenigen Bestandteile des Papiers, welche beim Verbrennen und darauf
folgenden Glühen als unverbrennlich zurückbleiben, nennt man die
Asche; sie enthält die unorganischen Verbindungen im Gegensatz zu den
organischen (Cellulose, Leim, Stärke u. s. w.), welche beim Verbrennen
zum größten Teil als Kohlensäure entweichen.
Die unorganischen Rückstände können aus drei verschiedenen Quellen
stammen; zunächst aus dem zur Herstellung des Papiers verwendeten
Rohmaterial (Lumpen, Zellstoffe, Holzschliff), sodann aus den
zum Leimen verwendeten Materialien, und schließlich können sie
dem Papier direkt als Füllstoffe zugesetzt sein.
Die Pflanzenzellen enthalten auch im reinsten Zustand (Baumwolle) stets
geringe Mengen unorganischer Verbindungen, und zwar sind Kalk
und Kieselerde die am meisten vorkommenden; der Kalk in
Verbindung mit Oxalsäure und Kohlensäure, die Kieselsäure
als solche.
Der Anschaulichkeit wegen mögen hier einige Angaben über den
Aschengehalt verschiedener in der Papierfabrikation verwendeter
Rohstoffe gemacht werden.
Selbstverständlich können die mitgeteilten Werte nicht als absolute
aufgefaßt werden; sie sind beständigen Schwankungen unterworfen, wie
auch schon bei einzelnen Rohstoffen, mit denen mehrere Bestimmungen
ausgeführt wurden, zu bemerken ist. Schon die Pflanze selbst wird bei
einer größeren Anzahl von Bestimmungen der mineralischen Rückstände
abweichende Werte ergeben, die man wohl auf klimatische Unterschiede
und wechselnde Bodenbeschaffenheit zurückführen kann; hierzu kommen die
verschiedenartigsten stets schwankenden Einflüsse der Fabrikation.
Der teilweise sehr hohe Aschengehalt der Lumpen (Tabelle A) dürfte
seine Ursache wohl in ihrer mechanischen Verunreinigung durch Sand,
Erde etc. finden, falls nicht künstliche Beschwerungen[S. 51] vorgenommen
worden sind. Beide gehen im Laufe des Fabrikationsprozesses zum
größten Teil verloren, wie die Tabelle C ergibt; die dort aufgeführten
Halbzeuge sind meist aus den Lumpen der Tabelle A erzeugt worden.
|
A. Lumpen.
|
|
Lfd.
Nr.
|
Bezeichnung der
Lumpen
|
|
Lfd.
Nr.
|
Bezeichnung der
Lumpen
|
Aschen
gehalt
%
|
|
1
|
Hell Baumwolle
|
1,20
|
17
|
Weiß Leinen 4
|
4,45
|
|
2
|
Reine weiße Baumwolle
|
2,60
|
18
|
f. leinene Flicken
|
0,55
|
|
3
|
Reine weiße Baumwolle
|
3,50
|
19
|
Halbweiß Leinen
|
3,30
|
|
4
|
Rot Kattun
|
3,50
|
20
|
Halbweiß Leinen 5
|
1,70
|
|
5
|
Blaue Strümpfe
|
4,90
|
21
|
Halbweiß Leinen 3
|
0,32
|
|
6
|
Weiße Strümpfe
|
1,03
|
22
|
Halbweiß Leinen 3
|
3,90
|
|
7
|
Kattun
|
0,75
|
23
|
Halbweiß (Nähte) Leinen 4
|
3,30
|
|
8
|
Kattun 2A
|
3,00
|
24
|
Halbweiß Leinen 1
|
0,60
|
|
9
|
Kattun 2C
|
5,00
|
25
|
Halbweiß Leinen 2
|
1,20
|
|
10
|
Schmutzig Parchend
|
3,70
|
26
|
Sack 1
|
7,00
|
|
11
|
Weiß Parchend
|
1,85
|
27
|
Sack 2
|
3,55
|
|
12
|
Hellrot Halbleinen
|
1,50
|
28
|
Sack 3
|
6,40
|
|
13
|
Braun Halbleinen
|
3,24
|
29
|
Sack 4
|
2,55
|
|
14
|
Gute Halbwolle
|
9,70
|
30
|
Sack 5
|
4,12
|
|
15
|
Hellblau Leinen
|
1,10
|
31
|
Leinen V3
|
3,33
|
|
16
|
Weiß Leinen 1
|
1,20
|
|
|
|
|
Mittlerer Aschengehalt = 3,06%.
|
|
B. Anderweitige
Rohstoffe.
|
|
Lfd.
Nr.
|
Bezeichnung des
Rohstoffes
|
Aschen
gehalt
%
|
Lfd.
Nr.
|
Bezeichnung des
Rohstoffes
|
Aschen
gehalt
%
|
|
1
|
Ungebleichtes Flachsgarn
(Naßgespinnst)
|
1,25
|
6
|
Jute (roh)
|
0,56
|
|
2
|
Hanfgarn (ungebleicht)
|
1,35
|
7
|
Jute (zu Pappe
verarbeitet
|
0,85
|
|
3
|
Russischer Hanf
|
1,41
|
8
|
Baumwolle (Louisiana)
ungebleicht
|
0,53–0,85
|
|
4
|
Italienischer Hanf
|
1,03
|
9
|
Espartogras
|
1,91–2,00
|
|
5
|
Badischer Hanf
|
0,69
|
|
|
|
|
Mittlerer Aschengehalt = 1,11%.
|
|
[S. 52]
C. Halbzeuge.
|
|
Lfd.
Nr.
|
Bezeichnung des
Halbzeuges
|
Aschen
gehalt
%
|
Lfd.
Nr.
|
Bezeichnung des
Halbzeuges
|
Aschen
gehalt
%
|
|
1
|
Leinen, gebleicht, Probe A
|
1,10
|
13
|
Leinen, ungebleicht, Nr. 4
|
0,68
|
|
2
|
Leinen, gebleicht, Probe B
|
0,36
|
14
|
Leinen, ungebleicht, Nr. 5
|
1,58
|
|
3
|
Leinen, gebleicht, Probe C
|
1,40
|
15
|
Baumwolle, gebleicht, A
|
0,79
|
|
4
|
Leinen, gebleicht, Probe D
|
1,86
|
16
|
Baumwolle, gebleicht, B
|
0,25
|
|
5
|
Weiß Leinen, mittlere
Qualität, gebleicht
|
0,23–0,29
|
17
|
Weiße Baumwolle,
gebleicht
|
0,24
|
|
6
|
Blau Leinen, gebleicht
|
0,12–0,34
|
18
|
Bunte Baumwolle,
gebleicht
|
0,30–0,46
|
|
7
|
Sack, Probe A
|
0,80
|
|
8
|
Sack, Probe B
|
0,70
|
19
|
Baumwolle, ungebleicht, 1
|
1,12
|
|
9
|
Sack, Probe C
|
0,92
|
20
|
Baumwolle, ungebleicht, 2
|
0,90
|
|
10
|
Leinen, ungebleicht, Nr. 1
|
0,66
|
21
|
Baumwolle, ungebleicht, 3
|
0,24
|
|
11
|
Leinen, ungebleicht, Nr. 2
|
0,40
|
22
|
Hanfstricke, gebleicht
|
0,30
|
|
12
|
Leinen, ungebleicht, Nr. 3
|
1,03
|
|
|
|
|
Mittlerer Aschengehalt = 0,74%.
|
|
D. Zellstoffe und
Holzschliff.
|
|
Lfd.
Nr.
|
Art des Materials
|
Aschen
gehalt
%
|
Lfd.
Nr.
|
Art des Materials
|
Aschen
gehalt
%
|
|
1
|
Sulfitzellstoff, ungebl., 1
|
0,48
|
8
|
Strohzellstoff, gebleicht
|
0,86–1,22
|
|
2
|
Sulfitzellstoff, ungebl., 2
|
0,51
|
9
|
Birkenzsllstoff,
ungebleicht
|
0,65
|
|
3
|
Sulfitzellstoff, gebleicht
|
0,42
|
|
4
|
Mitscherlich-Zellstoff,
ungebleicht
|
0,48
|
10
|
Birkenzsllstoff, gebleicht
|
1,57
|
|
11
|
Fichten-Holzschliff
|
0,43
|
|
5
|
Natronzellstoff,
ungebleicht
|
1,40
|
12
|
Kiefern-Holzschliff
|
0,70
|
|
13
|
Espen-Holzschliff
|
0,36–0,44
|
|
6
|
Natronzellstoff, gebleicht
|
1,34
|
14
|
Linden-Holzschliff
|
0,40
|
|
7
|
Strohzellstoff,
ungebleicht
|
2,30
|
|
|
|
|
Mittlerer Aschengehalt = 0,94%.
|
|
A. Lumpen.
|
|
Lfd.
Nr.
|
Bezeichnung der
Lumpen
|
|
|
1
|
Hell Baumwolle
|
1,20
|
|
2
|
Reine weiße Baumwolle
|
2,60
|
|
3
|
Reine weiße Baumwolle
|
3,50
|
|
4
|
Rot Kattun
|
3,50
|
|
5
|
Blaue Strümpfe
|
4,90
|
|
6
|
Weiße Strümpfe
|
1,03
|
|
7
|
Kattun
|
0,75
|
|
8
|
Kattun 2A
|
3,00
|
|
9
|
Kattun 2C
|
5,00
|
|
10
|
Schmutzig Parchend
|
3,70
|
|
11
|
Weiß Parchend
|
1,85
|
|
12
|
Hellrot Halbleinen
|
1,50
|
|
13
|
Braun Halbleinen
|
3,24
|
|
14
|
Gute Halbwolle
|
9,70
|
|
15
|
Hellblau Leinen
|
1,10
|
|
16
|
Weiß Leinen 1
|
1,20
|
|
17
|
Weiß Leinen 4
|
4,45
|
|
18
|
f. leinene Flicken
|
0,55
|
|
19
|
Halbweiß Leinen
|
3,30
|
|
20
|
Halbweiß Leinen 5
|
1,70
|
|
21
|
Halbweiß Leinen 3
|
0,32
|
|
22
|
Halbweiß Leinen 3
|
3,90
|
|
23
|
Halbweiß (Nähte) Leinen 4
|
3,30
|
|
24
|
Halbweiß Leinen 1
|
0,60
|
|
25
|
Halbweiß Leinen 2
|
1,20
|
|
26
|
Sack 1
|
7,00
|
|
27
|
Sack 2
|
3,55
|
|
28
|
Sack 3
|
6,40
|
|
29
|
Sack 4
|
2,55
|
|
30
|
Sack 5
|
4,12
|
|
31
|
Leinen V3
|
3,33
|
|
Mittlerer Aschengehalt = 3,06%.
|
|
B. Anderweitige
Rohstoffe.
|
|
Lfd.
Nr.
|
Bezeichnung des
Rohstoffes
|
Aschen
gehalt
%
|
|
1
|
Ungebleichtes Flachsgarn
(Naßgespinnst)
|
1,25
|
|
2
|
Hanfgarn (ungebleicht)
|
1,35
|
|
3
|
Russischer Hanf
|
1,41
|
|
4
|
Italienischer Hanf
|
1,03
|
|
5
|
Badischer Hanf
|
0,69
|
|
6
|
Jute (roh)
|
0,56
|
|
7
|
Jute (zu Pappe
verarbeitet
|
0,85
|
|
8
|
Baumwolle (Louisiana)
ungebleicht
|
0,53–0,85
|
|
9
|
Espartogras
|
1,91–2,00
|
|
Mittlerer Aschengehalt = 1,11%.
|
|
C. Halbzeuge.
|
|
Lfd.
Nr.
|
Bezeichnung des
Halbzeuges
|
Aschen
gehalt
%
|
|
1
|
Leinen, gebleicht, Probe A
|
1,10
|
|
2
|
Leinen, gebleicht, Probe B
|
0,36
|
|
3
|
Leinen, gebleicht, Probe C
|
1,40
|
|
4
|
Leinen, gebleicht, Probe D
|
1,86
|
|
5
|
Weiß Leinen, mittlere
Qualität, gebleicht
|
0,23–0,29
|
|
6
|
Blau Leinen, gebleicht
|
0,12–0,34
|
|
7
|
Sack, Probe A
|
0,80
|
|
8
|
Sack, Probe B
|
0,70
|
|
9
|
Sack, Probe C
|
0,92
|
|
10
|
Leinen, ungebleicht, Nr. 1
|
0,66
|
|
11
|
Leinen, ungebleicht, Nr. 2
|
0,40
|
|
12
|
Leinen, ungebleicht, Nr. 3
|
1,03
|
|
13
|
Leinen, ungebleicht, Nr. 4
|
0,68
|
|
14
|
Leinen, ungebleicht, Nr. 5
|
1,58
|
|
15
|
Baumwolle, gebleicht, A
|
0,79
|
|
16
|
Baumwolle, gebleicht, B
|
0,25
|
|
17
|
Weiße Baumwolle,
gebleicht
|
0,24
|
|
18
|
Bunte Baumwolle,
gebleicht
|
0,30–0,46
|
|
19
|
Baumwolle, ungebleicht, 1
|
1,12
|
|
20
|
Baumwolle, ungebleicht, 2
|
0,90
|
|
21
|
Baumwolle, ungebleicht, 3
|
0,24
|
|
22
|
Hanfstricke, gebleicht
|
0,30
|
|
Mittlerer Aschengehalt = 0,74%.
|
|
D. Zellstoffe und
Holzschliff.
|
|
Lfd.
Nr.
|
Art des Materials
|
Aschen
gehalt
%
|
|
1
|
Sulfitzellstoff, ungebl., 1
|
0,48
|
|
2
|
Sulfitzellstoff, ungebl., 2
|
0,51
|
|
3
|
Sulfitzellstoff, gebleicht
|
0,42
|
|
4
|
Mitscherlich-Zellstoff,
ungebleicht
|
0,48
|
|
5
|
Natronzellstoff,
ungebleicht
|
1,40
|
|
6
|
Natronzellstoff, gebleicht
|
1,34
|
|
7
|
Strohzellstoff,
ungebleicht
|
2,30
|
|
8
|
Strohzellstoff, gebleicht
|
0,86–1,22
|
|
9
|
Birkenzsllstoff,
ungebleicht
|
0,65
|
|
10
|
Birkenzsllstoff, gebleicht
|
1,57
|
|
11
|
Fichten-Holzschliff
|
0,43
|
|
12
|
Kiefern-Holzschliff
|
0,70
|
|
13
|
Espen-Holzschliff
|
0,36–0,44
|
|
14
|
Linden-Holzschliff
|
0,40
|
|
Mittlerer Aschengehalt = 0,94%.
|
Wie aus den Tabellen B-D weiter ersichtlich ist, nähert sich der
mittlere Aschengehalt der reinen Rohstoffe, Halbzeuge, Zellstoffe und
des Holzschliffes dem Werte 1,0.
Man sieht hieraus, daß die unverbrennlichen Rückstände der
Rohmaterialien einen verschwindend geringen Bruchteil ausmachen, und
wenn man für sie rund 1% in Anrechnung bringt, so wird dieses in allen
Fällen genügen.
Ganz anders verhalten sich beispielsweise einige ausländische[S. 53]
Fasersorten, welche zur Herstellung von Papier benutzt werden. So
weisen die gebleichte Adansoniafaser (die Bastfasern der
in Afrika heimischen Adansonia digitata, Affenbrotbaum)
einen Aschengehalt von 5,70–7,19%, die Fasern, welche in Japan zur
Herstellung von Papier dienen, im Durchschnitt einen solchen von 2,5%
auf.
Da diese Rohstoffe aber bis jetzt für die deutsche Papierfabrikation
von geringer Bedeutung sind, so können sie hier außer acht gelassen
werden.
Die zweite der oben angeführten Quellen für die Asche, der der
Papiermasse zugesetzte Leim, liefert bisweilen schon einen
größeren Prozentsatz an unverbrennlichen Bestandteilen. Bekanntlich
wird der größte Teil der bei uns erzeugten Papiere nicht wie früher
durch tierischen Leim, sondern durch den billigeren Harzleim
beschreibbar gemacht.
Ohne hier auf die Frage einzugehen, was der leimende Faktor im Harzleim
ist, sei nur bemerkt, daß bei dem Leimen des Papiers stets mit einem
Überschuß von Alaun gearbeitet wird und auf diese Weise eine gewisse
Menge überschüssiger Tonerdeverbindungen in das Papier gelangt.
Dieselben bleiben in der Asche als Tonerde (Al2O3) zurück und
können unter Umständen wohl bis 2% des Papiers ausmachen. Ein geleimtes
Papier kann demnach, ohne daß ihm Füllstoffe beigemengt sind, sehr wohl
einen Aschengehalt von 3,0% aufweisen.
Endlich werden dem Papier auch aus verschiedenen Gründen, deren
Erörterung hier zu weit führen wurde, mineralische Füllstoffe direkt
zugesetzt.
Hauptsächlich verwendet werden:
- Kaolin, Ton, Bleichererde, China Clay (Aluminiumsilikate),
- Schwerspat (Baryumsulfat),
- Permanentweiß (Blanc-fix, Blanc-Perle, künstlich
hergestelltes Baryumsulfat),
- Gips (Calciumsulfat),
- Asbestine, Talcum (vorzugsweise Magnesiumsilikat)
und andere.
Die Bestimmung der Aschenmenge in der Weise vorzunehmen, daß man einen
Bogen des zu prüfenden Papiers von bekanntem Gewicht verbrennt und
den übrig bleibenden schwarzen Rückstand dem Gewicht nach bestimmt,
eine Methode, wie sie wohl hin und wieder noch angewendet wird, ist
natürlich für die Erlangung einigermaßen genauer Werte unzulänglich, da
das Gewicht der noch nicht verbrannten Kohle mit zur Asche gerechnet
wird.
[S. 54]
Wenn es auch für die Zwecke der technischen Papierprüfung als
überflüssig erscheinen muß, eine Aschenbestimmung beispielsweise
bis auf 0,001 g genau auszuführen, denn ein so genaues Arbeiten
ist im Hinblick auf die Ungleichartigkeit des Rohmaterials und die
ungleichmäßige Verteilung der etwa vorhandenen Füllstoffe durch die
Papiermasse[25] sowie den Zweck der Prüfung nicht angebracht, so muß
man doch Bedacht darauf nehmen, Verfahren und Apparate anzuwenden bei
denen der Fehler 0,25% nicht übersteigt.
Zwei Wagen sind es, welche zu diesem Zwecke vorzugsweise angewendet
werden und welche die geforderte Genauigkeit besitzen, nämlich die
Postsche und die Reimannsche Aschenwage.
Die Postsche Aschenwage.
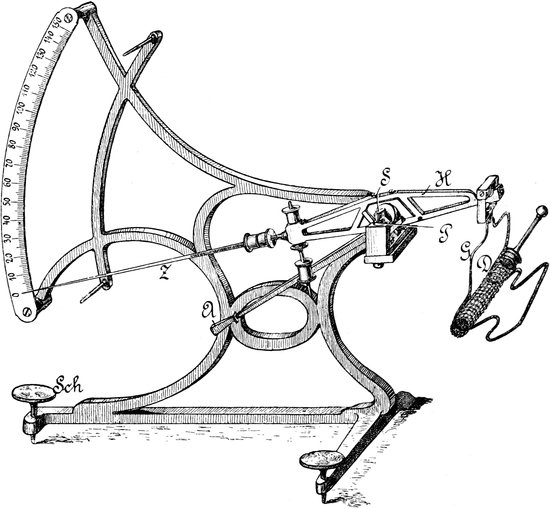
Fig. 24.
Postsche Aschenwage.
Auf 2 horizontal gelagerten Stahlplatten P (Fig. 24) liegt der Hebel
H mit einer Stahlschneide S auf; das eine Ende desselben bildet
den Zeiger Z, an dem anderen ist eine Stahlschneide eingelassen,
auf[S. 55] welche das Gehänge G aufgelegt ist; in diesem Gehänge liegt das
Platindrahtnetz D, in welchem die Veraschung des Papiers vorgenommen
wird; der Zeiger Z spielt über einer Teilung von 0–150; jeder
Teilstrich entspricht einem Belastungszuwachs von 1 Centigramm.
Durch Niederdrücken des Hebels A kann der ganze Hebel H nebst dem
daran befindlichen Gehänge von den Platten P abgehoben und so die
Wage festgestellt werden; auch dient A dazu, heftige Schwingungen des
Zeigers, die beim Auflegen von Papier auf das Gehänge entstehen können,
zu mäßigen.
Beim Wägen muß selbstverständlich der Hebel H so liegen, daß er die
Walze, in welcher die Schneide S eingelassen ist, nicht berührt.
Mit Hilfe der Schraube Sch wird die Wage so aufgestellt, daß bei
eingelegtem Drahtnetz der Zeiger sich auf den Nullpunkt der Teilung
einstellt.
Man stelle die Wage so, daß sie vor Erschütterungen möglichst geschützt
ist, am besten auf ein Konsol, das an einer Tragewand angebracht ist;
ist ein solches nicht zu haben, so vermeide man wenigstens ein häufiges
Wechseln des Standortes der Wage.
Der Versuch selbst geht in folgender Weise vor sich.
Sobald der Zeiger bei eingelegtem Drahtnetz auf Null einspielt, legt
man in das Gehänge einen Streifen Papier, der nicht ganz die Breite des
Drahtnetzes besitzt, damit er nach dem Zusammenrollen gut in dasselbe
hineingeht.
Zur Verwendung gelangt eine Papiermasse von dem Gewicht 1 g, weil
dann das Gewicht der Asche, in Centigrammen abgelesen, direkt den
Prozentgehalt bedeutet.
Geht der Zeiger der Wage nach dem Auflegen des Papierstreifens über
den Teilstrich 100 hinaus, so reißt man so lange kleine Stückchen von
dem Streifen ab, bis der Zeiger auf 100 einspielt; steht er mit dem
aufgelegten Papier unter 100, so fügt man nach und nach geringe Mengen
Papier hinzu, bis das Gewicht von 100 Centigramm voll ist.
Das nunmehr im Gehänge befindliche Papier wird darauf fest
zusammengerollt und in das Platindrahtnetz geschoben, in welchem es
verbrannt wird.
Die Verbrennung geschieht am besten durch Gas mit Hilfe eines
Bunsenschen Brenners, welcher einen fächerförmigen Aufsatz trägt
(Fig. 25). Durch diesen Aufsatz erzielt man eine Flamme, welche das ganze
Drahtnetz gleichzeitig umspielt und zum Glühen bringt, während man bei
Anwendung eines einfachen Brenners ohne Aufsatz die Flamme von Zeit zu
Zeit verschieben muß, um alle Teile des Papiers in dieselbe zu bringen.
[S. 56]
Steht Gas für diesen Versuch nicht zur Verfügung, so muß man sich mit
einer kräftigen Spiritusflamme begnügen, mit der man seinen Zweck
ebenso vollkommen, jedoch erst nach längerem Glühen erreicht.
Bei Anwendung von Gas ist der Versuch in längstens 10 Minuten beendigt.
Zum Auflegen des Drahtnetzes während der Veraschung bedient man
sich zweckmäßig einer Vorrichtung, wie sie in Fig. 25 dargestellt
ist. An einem Gestell St befinden sich zwei durch Schrauben
festzulegende Gabeln G, welche in der dem Brenner entsprechenden
Höhe festgeschraubt werden. Die Drahtstangen der Gabeln sind mit
Porzellanröhrchen belegt, um eine Berührung des Platinnetzes mit dem
Eisendraht zu verhindern. Während des Versuches drehe man das Netz
häufiger, so daß die untere Seite auch nach oben zu liegen kommt, weil
die Verbrennung in dem dem Brenner zugekehrten Teile des Netzes nicht
so vollkommen ist wie oben.
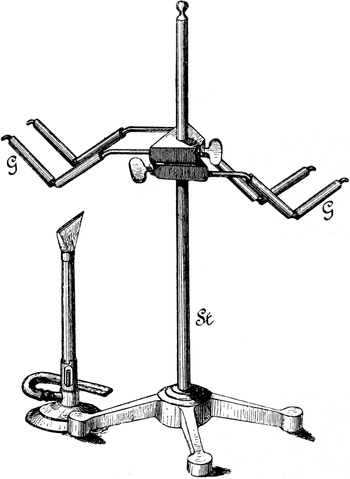
Fig. 25.
Veraschungs-Gestell.
Einen Verlust hat man während dieses Umdrehens und auch bei dem ganzen
Versuch nicht zu befürchten, da die Asche auch bei den feineren
Papieren in sich zusammenhält. Man kann nun allerdings der Asche nicht
ohne weiteres ansehen, wann sie vollständig ausgeglüht und alles
Organische verbrannt ist. Meist wird dies der Fall sein, wenn nach dem
Entfernen der Flamme in dem Rückstand Glimmen nicht mehr zu bemerken
ist. Sieht man noch Teile der Asche weiter glimmen, besonders wenn man
mit der Hand vorsichtig etwas Luft dagegen fächelt, so ist dies ein
Beweis dafür, daß noch unverbrannte Kohleteilchen vorhanden sind; das
Glühen muß sodann fortgesetzt werden, bis diese Erscheinung nicht mehr
auftritt.
[S. 57]
Die Asche erscheint alsdann als eine weiße bis weißgraue Masse,
vorausgesetzt, daß das verwendete Papier nicht mit einem farbigen,
unorganischen Farbstoff gefärbt war, der auch in der Glühhitze seine
Farbe nicht verliert.
Nach dem vollständigen Erkalten bringt man das Netz mit seinem
Inhalt in das Gehänge der Wage und liest ab, über welchem Teilstrich
der Zeiger spielt; die Zahl der angezeigten Centigramme gibt den
Aschengehalt des Papiers in Prozenten an.
Zahlreiche Vergleichsversuche, die mit Hilfe einer chemischen Wage
angestellt wurden, ergaben als größten Fehler der Postschen Aschenwage
0,23%, so daß sie für praktische Zwecke als vollkommen genügend
bezeichnet werden kann. Auf zwei kleine Fehlerquellen, die sie in sich
birgt, wird später noch eingegangen.
Hat man den Aschengehalt durch Ablesen an der Teilung festgestellt, so
muß man sich überzeugen, ob die Veraschung vollständig durchgeführt
ist; denn häufig sieht der Rückstand sehr weiß aus und glimmt auch nach
dem Entfernen der Flamme nicht mehr nach, und dennoch befinden sich
im Innern noch Kohleteilchen, bis zu denen keine atmosphärische Luft
gedrungen ist und welche aus diesem Grunde nicht verbrennen konnten.
Man drückt deshalb nach dem Ablesen die Asche auf einem Papierblatt
mit Hilfe eines Glasstabes auseinander; finden sich im Innern noch
schwarze, unverbrannte Teile vor, so ist der Versuch als verfehlt zu
betrachten und es muß ein anderer ausgeführt werden.
Von den beiden Fehlerquellen, die oben kurz erwähnt wurden, steckt die
eine in dem Platinnetz, die andere in dem an dem Netz befindlichen
Griff aus Messing.
Dadurch, daß der Platindraht in der Glühhitze mit der Kohle aus dem
Papier zusammenkommt, entsteht eine Verbindung des Platins mit dem
Kohlenstoff, das sogenannte Kohlenstoffplatin, das sich in der
Glühhitze verflüchtigt.
Das Platinnetz wird also während des Versuches leichter.
Ein Netz, welches in der Versuchsanstalt gebraucht wurde und welches
ursprünglich 16,566 g schwer war, wog nach 74 Veraschungen nur noch
16,142; es hatte demnach 0,424 g oder 2,6% seines Anfangsgewichtes
verloren.
Die Zerstörung des Platinnetzes geht schließlich so weit, daß die
ursprünglich etwa 1 mm starken Drähte haardünn werden und das Netz
durch ein neues ersetzt werden muß.
Die andere Fehlerquelle liegt, wie schon erwähnt, in dem Messinggriff
des Netzes; beim Erhitzen des Papiers entstehen im Innern, wo die Luft
nicht sofort zutreten kann, Produkte der trockenen Destillation; diese
Kohlenwasserstoffe schlagen sich an dem[S. 58] kälteren Griff zum Teil nieder
und bilden hier eine schwarze, kohlige, schwer zu entfernende Masse.
Der Metallgriff wird also während des Versuches schwerer und hebt mehr
oder weniger den durch das Platinnetz verursachten Fehler wieder auf.
Diese beiden Unzuträglichkeiten sind bei der Reimannschen
Aschenwage vermieden.
Reimanns Aschenwage.
Der eine Arm des Wagebalkens ist mit einem Gewicht aus einem Stück
gearbeitet (Fig. 26); der andere trägt zwei Wagschalen, von denen
die obere zum Auflegen eines Glasröhrchens (Fig. 27), die untere für
Gewichte bestimmt ist. Da die Wage ohne Glasrohr bei einer Belastung
von 21 g sich im Gleichgewicht befindet, so wähle man das Röhrchen
so aus, daß es dem Gewicht von etwa 19 g nahe kommt, ohne jedoch
diese Grenze zu überschreiten. Auf die untere Wagschale bringt man an
Gewichten 2 g und zwar ein Grammgewicht als solches und den Rest in
Deci- und Centigrammstücken. Eine etwaige Differenz gleicht man auf
der unteren Wagschale mit kleinen Metallstückchen sowie mittels der zu
diesem Zweck angebrachten Schraube R aus.
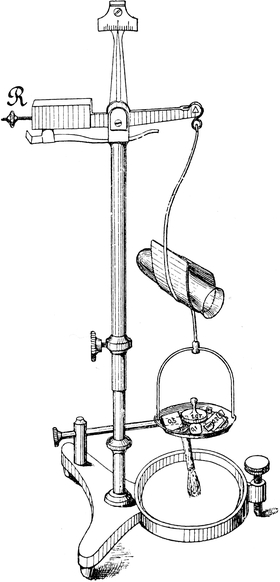
Fig. 26.
Reimanns Aschenwage.
Eine Pinselarretierung, wie sie Fig. 26 zeigt, hat sich für das
Auflegen und Abnehmen der Gewichte als sehr praktisch erwiesen.
Der Gang der Aschenbestimmung ist folgender.
Nachdem die Wage mit dem aufgelegten Glasröhrchen so aufgestellt
ist, daß die Zunge nach rechts und links um gleich viel Teilstriche
ausschlägt, wird[S. 59] das Grammgewicht von der unteren Schale entfernt
und statt dessen so viel Papier aufgelegt, daß die Wagenzunge wieder
gleichmäßig um den Nullpunkt der Teilung spielt. Diese Menge Papier, 1
g schwer, wird zusammengerollt, in ein Platinnetz gesteckt, wie es
Fig. 27 zeigt, und nun in derselben Weise mit Hilfe
des Gestelles Fig. 25
verascht, wie es vorher auseinandergesetzt wurde.
Ist die Veraschung beendigt, so steckt man das Platinnetz in das
Glasröhrchen und schüttet die Asche hinein; geringes Klopfen mit dem
Netz gegen die Wände des Glases genügt, um den Rückstand ohne jeden
Verlust in das Röhrchen überzuführen.
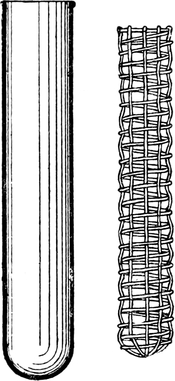
Fig. 27.
Glasröhrchen und Platinnetz zum Veraschen.
Da sich die Platinnetze beim Gebrauch häufig verbiegen und
zusammendrücken und die Asche sich dann schwer aus ihnen entfernen
läßt, so weitet man sie von Zeit zu Zeit dadurch wieder auf, daß man
sie über einen entsprechend starken Holzstab zieht. Das Röhrchen,
welches jetzt die Asche des Papiers enthält, wird nunmehr auf die obere
Wagschale gelegt und das Grammgewicht, welches beim Abwägen des Papiers
von der Schale fortgenommen wurde, auf diese zurückgebracht.
Die Zunge der Wage wird nun naturgemäß nach der Seite der beiden
Wagschalen zu ausschlagen, und zwar um so mehr, je größer das Gewicht
der Asche ist. Um dieses zu bestimmen, entfernt man von den kleinen
Gewichten allmählich so viel, daß der Ausschlag der Zunge nach beiden
Seiten des Nullstriches gleich groß ist. Die Summe dieser Gewichte
ergibt das Gewicht der Asche; in Centigrammen ausgedrückt, bedeutet sie
den Prozentgehalt des Papiers an unverbrennlichen Bestandteilen. Wären
beispielsweise behufs Herstellung des Gleichgewichtes der Wage nach dem
Auflegen des Röhrchens mit der Asche 11 cg heruntergenommen worden,
so hätten 1 g oder 100 cg Papier 11 cg unverbrennliche Bestandteile
hinterlassen, d. h. das Papier würde 11% Asche enthalten.
Es erübrigt noch zu bemerken, daß Bruchteile von Centigrammen an dem
Ausschlagen auf der Teilung abgelesen werden; die Wagen sind meist so
gebaut, daß ein Ausschlag von zwei Teilstrichen einer Belastung von
1 cg entspricht; auf diese Weise läßt sich also der Aschengehalt auf
Viertelprozente genau ablesen.
Handelt es sich darum, genauere Angaben als diese über die im
Papier enthaltenen Füllstoffe zu erhalten, so reichen die beiden[S. 60]
beschriebenen Wagen für die Bestimmung nicht mehr aus und es muß eine
quantitative Bestimmung mit Hilfe der chemischen Wage vorgenommen
werden.
Hierbei ist dann auch die im Papier enthaltene Feuchtigkeit zu
berücksichtigen, welche bei den eben erwähnten Methoden wegen des
geringen Einflusses, den sie auf das Endergebnis ausübt, nicht in
Betracht gezogen ist.
Um den Feuchtigkeitsgehalt im Papier zu bestimmen, werden ungefähr 1–2
g in ein Trockengläschen gebracht, wie es Fig. 28 zeigt; dieses wird
dann ohne Deckel in einem Luftbad 30 Minuten lang auf ungefähr 105° C.
bis zum gleichbleibenden Gewicht erhitzt.
Nach Abzug des Gewichtes der Trockenflasche erhält man das Gewicht des
Papiers.
Das getrocknete Papier wird darauf, auf eine Platinnadel gespießt
oder mit einem Platindraht umwickelt, verbrannt und der Rückstand in
einem kleinen Porzellan- oder Platintiegel so lange geglüht, bis zwei
aufeinanderfolgende Wägungen dasselbe Ergebnis liefern. Beim Glühen
stellt man den Tiegel schräg und legt den Deckel schräg gegen die
Tiegelöffnung, damit die Luft besser hinzutreten kann.
Aus dem Gewicht des Papiers und des Rückstandes läßt sich dann der
Aschengehalt in Prozenten berechnen.

Fig. 28.
Trockengläschen.
Heyse[26] hat eine Veraschungsvorrichtung vorgeschlagen unter
Verwendung eines Porzellantiegels mit durchlochtem Deckel. Durch
das Loch ragt ein mit einer feinen Öffnung versehenes hartgelötetes
Kupferrohr mit Platinspitze, durch welches während des Veraschens mit
Hilfe eines Gummiballes Luft in den Tiegel geblasen wird. Hierdurch
wird der Verbrennungsprozeß wesentlich beschleunigt. Beim Einblasen der
Luft muß man natürlich vorsichtig zu Werke gehen, da sonst leicht Asche
aus dem Tiegel fortgeblasen werden kann.
Es folgt nunmehr die qualitative Bestimmung des in der Asche
enthaltenen Füllstoffes, deren Erörterung indessen außer dem
Bereich dieser Anleitung liegt; es soll hier nur der Grund kurz
angegeben werden, weshalb eine qualitative Analyse zu einer genauen
Aschenuntersuchung erforderlich ist.
Bei der Veraschung finden mit den im Papier vorhandenen[S. 61] mineralischen
Füllstoffen infolge des Glühens mehr oder weniger weitgreifende
chemische Veränderungen statt, indem teilweise Bestandteile
ausgetrieben, teilweise Füllstoffe in andere Verbindungen übergeführt
werden; es sei hierfür nur ein Beispiel erwähnt.
Angenommen, es wäre einem Papierstoff Gips zugesetzt, wasserhaltiger
schwefelsaurer Kalk, von der Zusammensetzung CaSO4 + 2 H2O.
Dieser Körper gibt beim Glühen sein Wasser ab, und in der Asche
bleibt nur wasserfreier schwefelsaurer Kalk (CaSO4) zurück.
Unter Zugrundelegung der angegebenen Formel ergibt sich, daß 172
Gewichtsteile Gips 136 Gewichtsteile schwefelsauren Kalk hinterlassen.
Somit hat man einen Glühverlust von rund 21%, der in Rechnung zu ziehen
ist durch Erhöhung des gefundenen Aschengehaltes um rund 26%.
Außerdem kann ein Teil des Gipses bei ungenügendem Luftzutritt während
der Veraschung in Calciumsulfid übergeführt werden, wodurch ein
weiterer Verlust entsteht.
[S. 62]
Mikroskopische
Untersuchung.
Die Aufgabe der mikroskopischen Papierprüfung besteht hauptsächlich
darin, die Art der Fasern zu bestimmen, aus denen ein Papier
hergestellt ist; in zweiter Linie soll sie Aufschluß darüber geben,
in welchem Zustand sich die Fasern befinden und in welchen Mengen
sie vorhanden sind, soweit sich letzteres durch Abschätzung des
mikroskopischen Bildes im Vergleich mit Mischungen von bekannter
Zusammensetzung beurteilen läßt.
Durch Anwendung von Jodlösungen verschiedener Art gelingt es, die
Papierfasern in Gruppen zu trennen, die das Auge leicht durch ihre
verschiedene Färbung unterscheiden kann. Innerhalb dieser Gruppen
wiederum Unterschiede durch Färbung hervorzurufen, ist trotz aller
Versuche bisher nicht gelungen. Eine sichere Kenntnis des Baues der
Fasern bleibt daher ein unbedingtes Erfordernis zu ihrer Erkennung. Der
Bau der Zelle gibt hierzu Anhaltspunkte, obschon diese nicht immer so
sicher sind, daß Verwechselungen einzelner Fasern ausgeschlossen wären.
Vorbereitung des Papiers.
Das Papier als solches ist zum Mikroskopieren nicht ohne weiteres
geeignet. Stellenweise wird vorgeschrieben, ein kleines Stück des
zu untersuchenden Papiers auf dem Objektglase in einem Tropfen
Wasser, Glycerin o. a. mit Präpariernadeln zu zerfasern und unter dem
Mikroskope zu betrachten; diese Methode ist roh und unvollkommen, weil
die neben den Fasern im Papier vorhandenen Körper, wie Leim, Stärke,
Füllstoffe u. s. w., den Bau der Zelle verdecken und ihr Erkennen
erschweren. Um diese der Untersuchung hinderlichen Bestandteile zu
entfernen, ist es erforderlich, das Papier zunächst in ganz verdünnter
Natron- oder Kalilauge zu kochen.
Zur Erlangung einer guten Durchschnittsprobe entnimmt man, am besten
aus verschiedenen Bogen, kleine Stücke des zu[S. 63] untersuchenden
Materials, übergießt sie in einer Porzellanschale mit einer geringen
Menge etwa 5prozentiger Natronlauge, läßt diese einige Zeit einwirken,
fügt dann Wasser hinzu und erhitzt das Ganze zum Kochen. Schon
bei diesem Kochen verrät sich die Anwesenheit eines Faserstoffes,
nämlich die des Holzschliffes. Holzschliffhaltiges Papier färbt sich
erbsengelb, während holzschlifffreies Papier im Aussehen unverändert
bleibt.
Man kocht ungefähr eine Viertelstunde und rührt dabei häufig mit
einem Glasstabe um; Papiere aus geringerem Material verlieren hierbei
ihren Zusammenhang ziemlich leicht und liefern eine breiige Masse,
während festere Papiere sich erst nach längerem Rühren zerfasern. Ist
das Kochen beendet, so bringt man das Ganze in einen unten durch ein
feinmaschiges Sieb verschlossenen Spültrichter von nebenstehender Form
(Fig. 29) und gießt Wasser über die darin befindliche Masse, um die den
Fasern anhaftende Lauge zu entfernen.
Fig. 29.
Spültrichter.
Der Brei wird dann in eine weithalsige, mit Glasstopfen versehene
Flasche gebracht, deren Boden etwa 2 cm hoch mit kleinen Granaten
bedeckt und die außerdem etwa zur Hälfte mit Wasser gefüllt ist. Die
weitere Zerfaserung wird nun dadurch bewirkt, daß die Flasche kräftig
geschüttelt wird, bis die Stoffklumpen verschwunden sind und ein
gleichmäßiger dünner Brei entstanden ist. Der so erhaltene Ganzstoff
wird mittels des erwähnten Siebtrichters abfiltriert und aus dem Brei
dann das Material für die mikroskopischen Präparate entnommen.
Man erhält auf diese Weise klare mikroskopische Bilder, da die Fasern
durch den Kochprozeß von allen Stoffen befreit sind, die ihren Bau
verdecken und die mikroskopische Untersuchung erschweren; ferner läßt
sich der gewonnene Brei bequem präparieren und schließlich stellt die
erhaltene breiige Masse eine gute Durchschnittsprobe dar.
Der Wasserzusatz in der Schüttelflasche hat einerseits den Zweck, die
Beweglichkeit des Stoffes zu erhöhen und die Fasern der Einwirkung
der Granaten leichter zugänglich zu machen, andererseits dient er
dazu, eine zu starke Einwirkung zu verhindern; nimmt man zu wenig
Wasser, so kann es vorkommen, daß die Fasern durch das Schütteln so
stark angegriffen werden,[S. 64] daß sie im mikroskopischen Bilde entstellt
erscheinen. Dieser Fall wird besonders dann eintreten, wenn man bei
wenig Brei und wenig Wasser sehr lange und kräftig schüttelt. Aber
auch bei hinreichendem Wasserzusatz ist das Schütteln nur so lange
fortzusetzen, bis die klumpigen Massen zerteilt sind.
Bei Beobachtung dieser Vorsicht hat man keine störende Veränderung im
Zustande der Fasern zu befürchten.
Sehr bequem ist, besonders bei kleinen Proben und sehr festem Papier,
die Vorbereitung im Reagensglase ohne Verwendung von Granaten. Man
kocht die Probe mehrere Minuten mit einer etwa 5prozentigen Lauge,
kühlt etwas ab, verschließt die Mündung des Röhrchens mit dem Daumen
und schüttelt so lange, bis vollständige Zerfaserung eingetreten ist.
Der Inhalt des Röhrchens wird dann auf ein kleines Sieb gebracht und
die zurückbleibende Fasermasse, nachdem sie mit Wasser gewaschen ist,
zur Herstellung der mikroskopischen Präparate benutzt.
Die Reinigung der Schüttelflaschen, der Siebtrichter und
Porzellanschalen wird am besten gleich nach dem Gebrauch vorgenommen,
oder man stellt die benutzten Gegenstände (die Schüttelflaschen
geöffnet) in ein großes Gefäß mit Wasser, damit die Faserreste nicht
antrocknen. Die Schüttelflasche wird behufs Reinigung zur Hälfte mit
Wasser gefüllt, tüchtig durchgeschüttelt, wieder entleert und so
weiterbehandelt, bis in dem über den Granaten stehenden Wasser keine
Fasern mehr bemerkt werden; auch ganz vereinzelte Fasern sind in dem
Wasser deutlich sichtbar.
Pappen und Preßspäne, welche beim Kochen mit Lauge nur schwer
erweichen, spaltet man vorher in dünne Blätter, um sie der Einwirkung
der Lauge leichter zugänglich zu machen. In solchen Fällen leistet
außerdem ein mechanisches Rührwerk, das sich z. B. leicht mit der
kleinen Raabeschen Turbine antreiben läßt, gute Dienste.
Gefärbte Papiere werden im allgemeinen nicht anders behandelt
als ungefärbte. Die Farbe wird häufig schon durch den Kochprozeß
vollständig zerstört oder so umgewandelt, daß sie bei der Untersuchung
nicht hindert; auch bei widerstandsfähigeren Farben pflegt die
mikroskopische Untersuchung von gefärbtem Papierbrei im allgemeinen
nicht größere Schwierigkeiten zu machen als das Mikroskopieren von
ungefärbtem Brei. Eine besondere Behandlung des Papiers oder des
Breies zur Entfernung des Farbstoffes ist nur dann erforderlich, wenn
die Farbe so dunkel ist, daß sie den Bau der Faser verdeckt. Als
Farbstoff lösende oder zerstörende Mittel kommen hauptsächlich Alkohol,
Salzsäure, Salpetersäure und Chlorkalk in Betracht. Ein Verfahren,
das in allen Fällen zum Ziel[S. 65] führt, kann nicht angegeben werden, da
es in jedem Fall von der chemischen Natur des verwendeten Farbstoffes
abhängig ist.
Nicht geleimte Papiere, Löschpapiere, Filtrierpapiere, Halbstoffe
u. s. w. lassen sich schon mit Wasser zerkochen. Indessen tut man gut,
auch in diesen Fällen etwas Lauge hinzuzufügen, da hierdurch bessere
Färbungen und klarere mikroskopische Bilder erzielt werden. Nur bei
wollhaltigen Papieren (Kalanderpapier, Schrenzpapier, Dachpappe
u. s. w.) ist Lauge ganz zu vermeiden, da Wolle von Natronlauge aufgelöst
wird.
Herstellung der Präparate.
Wie schon erwähnt, wird das Erkennen der Fasern durch Anwendung
geeigneter färbender Lösungen wesentlich erleichtert; als solche kommen
vorzugsweise eine Jod-Jodkaliumlösung und eine Chlorzinkjodlösung von
bestimmter nachstehend angegebener Zusammensetzung in Betracht.
1. Jod-Jodkaliumlösung.
2. Chlorzinkjodlösung.
Man stelle zunächst die folgenden beiden Lösungen her:
20 g trockenes Zinkchlorid in 10 g Wasser.
2,1 g Jodkalium und 0,1 g Jod in 5 g Wasser.
Man vermische dann A mit B, lasse den entstehenden Niederschlag sich
absetzen und gieße die überstehende klare Reaktionsflüssigkeit ab; in
diese bringt man ein Blättchen Jod.
Auf genaue Innehaltung der Mengenverhältnisse der einzelnen
Bestandteile ist zu achten, da schon bei geringen Abweichungen die
Wirkung der Lösung beeinträchtigt wird. Beide Lösungen, die vor Licht
zu schützen sind, füllt man zum Gebrauch am vorteilhaftesten in braune
Pipettenflaschen.
Die Art der Färbung der für die Papierfabrikation hauptsächlich in
Frage kommenden Fasern bei Anwendung der beiden Lösungen ist aus
nachstehender Zusammenstellung ersichtlich.
Leider lassen sich die Färbungen der verschiedenen Fasern nicht bei
jedem Papier scharf abgrenzen, da die Farbtöne, zumal bei stark
zermahlenen Stoffen, zuweilen ineinander übergehen.
[S. 66]
|
Fasern
|
Färbung in
|
Jod-Jodkalium-
lösung [27] |
|
|
Gruppe I
(Verholzte
Fasern)
|
Holzschliff, rohe
Jute, schlecht
aufgeschlossene
Zellstoffe
|
teils leuchtend gelb-
braun, teils gelb, je
nach Schichtendicke
und Verholzungsgrad
|
zitronengelb bis
dunkelgelb
|
|
Strohstoff
|
teils gelbbraun, teils
gelb, teils grau
|
teils gelb, teils blau
teils blauviolett
|
|
Gruppe II
(Zellstoffe)
|
Holzzellstoff
und Adansonia
|
grau bis braun
|
blau bis blauviolett
|
|
Stroh- und
Jutezellstoff
|
grau
|
blau bis blauviolett
|
|
Esparto
|
teils grau, teils braun
|
teils blau, teils
weinrot
|
|
Manilahanf
|
teils grau, teils braun,
teils gelbbraun
|
blau, blauviolett, rot-
violett, schmutzig-
gelb, grünlichgelb
|
|
Gruppe III
(Lumpenfasern)
|
Leinen, Hanf
Baumwolle
|
schwach bis dunkel-
braun, dünnen Lamellen
fast farblos
|
schwach bis stark
weinrot [29] |
Jenke[30] hat empfohlen, die Fasern in folgender Lösung zu
beobachten:
|
50
|
ccm
|
gesättigte Chlormagnesiumlösung
|
|
2,5
|
„
|
Jod-Jodkaliumlösung (2 g KJ, 1,15 g J, 20 ccm H2O).
|
Hierin erscheinen:
|
Lumpen
|
braun,
|
|
Strohzellstoff
|
blauviolett,
|
|
Holzzellstoff
|
ungefärbt bis schwach rötlich,
|
|
Holzschliff, rohe Jute
|
gelb.
|
[S. 67]
Behrens-Delft[31] hat vorgeschlagen, die verschiedene
Aufnahmefähigkeit der Fasern für gewisse Anilinfarben zur Trennung zu
benutzen; man erzielt auf diese Weise unterscheidende Färbungen, die in
gewissen Fällen recht wertvoll sind (siehe S. 84).
v. Höhnel[32] behandelt Faserbrei mit Jod-Jodkaliumlösung (eine
etwa 3 cm starke Schicht soll rubinrot sein) und nach dem Abdrücken mit
Fließpapier mit Schwefelsäure von bestimmter, durch praktische Versuche
mit Fasern zu ermittelnder Stärke.
Dann färben sich:
|
Lumpen
|
rotviolett,
|
|
Zellstoffe von Holz und Stroh
|
rein blau,
|
|
Holzschliff und rohe Jute
|
dunkelgelb.
|
Untersuchung
des durch Kochen erhaltenen Breies.
Zum Zerteilen des Breies auf dem Objektglase bedient man sich zweier
Präpariernadeln, am besten aus Platin, da andere Materialien,
namentlich Hornnadeln, von der Jodlösung stark angegriffen werden.
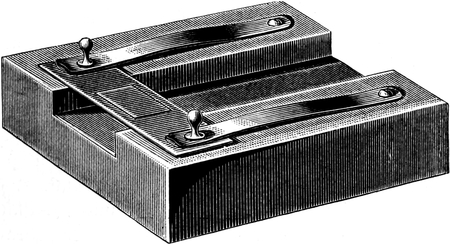
Fig. 30.
Mikroskopierbrücke.
Beim Arbeiten mit der Jod-Jodkaliumlösung kann man ein Klümpchen
des erhaltenen Breies ohne weiteres verwenden; beim Färben mit der
Chlorzinkjodlösung muß es erst von dem mechanisch anhaftenden Wasser
befreit werden. Zu diesem Zwecke drückt man es auf ein Stückchen
porösen Ton, Gips o. a.; fehlt es an derartigem Material, so läßt
sich das Wasser auch durch sorgfältiges Ausstreichen des Breies auf
der Hand entfernen. Die Beseitigung des Wassers ist bei Anwendung von
Chlorzinkjodlösung erforder[S. 68]lich, weil anderenfalls die Färbung nicht
mit der nötigen Schärfe eintritt.
Das ausgedrückte Breiklümpchen bringt man auf das Objektglas, fügt 1–2
Tropfen der Lösung hinzu und verteilt die Fasern möglichst gleichmäßig.
Das Objektglas legt man hierbei hohl über eine weiße Unterlage, da
sich die Fasern auf diese Weise am besten vom Untergrund abheben.
Fig. 30 zeigt eine Vorrichtung, wie sie zu diesem Zwecke angewendet wird.
Jedes Präparat wird mit einem Deckgläschen vom Rande der Flüssigkeit
aus vorsichtig bedeckt und mit einem scharf beschnittenen Stück
Fließpapier, welches man gegen den Rand hält, die zuviel zugesetzte
Lösung fortgenommen. Hierbei ist indessen darauf zu achten, daß man
das Papier nicht zu lange saugen läßt, da sonst zwischen Objekt- und
Deckglas Luftblasen entstehen, die beim Untersuchen stören.
Zur staubfreien Aufbewahrung und bequemen Entnahme der Deckgläschen hat
die Firma L. Schopper-Leipzig auf Anregung der Versuchsanstalt
Behälter angefertigt, die sich als sehr praktisch erwiesen haben; aus
Fig. 31 ist deren Bau und Wirkungsweise ohne weiteres zu ersehen; die
Füllung mit Deckgläschen erfolgt bei abgenommenem Deckel nach dem
Herunterklappen der Rückwand, die Entnahme der Gläschen von unten; der
zwischen der unteren Platte und der Vorderwand befindliche Schlitz
kann mittels einer Schraube so eingestellt werden, daß immer nur das
unterste Deckgläschen entnommen werden kann.
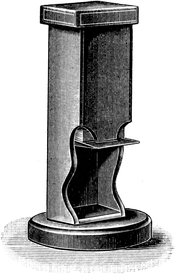
Fig. 31.
Deckglasbehälter.
Für die Untersuchung der Fasern empfiehlt sich eine etwa 150fache
lineare Vergrößerung; man erkennt zwar viele Fasern schon bei einer
geringeren Vergrößerung, aber die Feinheiten des Faserbaues gehen
hierbei verloren. In der Versuchsanstalt wird mit Zeißschen
Mikroskopen, gewöhnlich mit dem Okular Nr. 2 und dem Objektiv D,
gearbeitet. Diese Zusammenstellung entspricht ungefähr einer 150fachen
Vergrößerung, die für die Unterscheidung der Fasern meist ausreicht und
sich sehr gut bewährt hat.
Will man sich einen Überblick über die Menge der verschiedenen
Faserarten verschaffen, so wählt man eine geringere, etwa 50fache
Vergrößerung, damit eine größere Fläche auf einmal übersehen werden
kann.
[S. 69]
Unterscheidungsmerkmale
der in der Tabelle Seite 66 aufgeführten
Fasern.[33]
Gruppe I: Verholzte Fasern.
Zur Herstellung von Holzschliff werden vorzugsweise Nadelhölzer (Pinus
Picea Fichte, P. sylvestris Kiefer, P. Abies Weißtanne und auch wohl P.
Larix Lärche) verwendet.
Der anatomische Bau aller zu den Nadelhölzern gehörigen Arten ist sehr
gleichartig und deshalb die auf geringe Verschiedenheiten in dem Bau
der Markstrahlzellen gestützte Unterscheidung oft recht schwierig.
Bei der Papierprüfung hat diese Unterscheidung im allgemeinen wenig
Wert, und es soll daher, um den Stoff nicht unnütz zu erschweren
und zu erweitern, auf die anatomischen Verschiedenheiten der
einzelnen Koniferenarten nicht eingegangen werden. In Wiesners
Technischer Mikroskopie und in ähnlichen Werken kann man die
Unterscheidungsmerkmale finden.
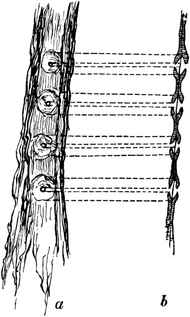
Fig. 32.

Fig. 33.
Diejenigen Zellen nun, die dem Beobachter sofort auffallen und die am
zahlreichsten vertreten sind, sind die sogenannten Holzzellen,
teils dick- teils dünnwandige Zellen, die durch die Tüpfel oder
behöften Poren sehr charakteristisch gekennzeichnet sind. Die Tüpfel
erscheinen, von der Fläche[S. 70] aus gesehen, meist als zwei konzentrische
Kreise, wie dies aus Fig. 32, die eine schematische Darstellung dieser
Tüpfel, a) von der Fläche gesehen, b) in Seitenansicht, zeigt, deutlich
zu ersehen ist. Ansicht b) wird man indessen bei Untersuchungen selten
wahrnehmen. Die Tüpfel erscheinen mehr oder weniger elliptisch geformt
und zur Längsachse der Zelle schief gestellt.

Fig. 34.
Wenn auch ein großer Teil der Holzzellen beim Schleifen des Holzes
zertrümmert wird (Fig. 33), so kommen doch auch noch viele gut
erhaltene im Papier vor, an denen man diese Tüpfel deutlich wahrnehmen
kann (Fig. 34).
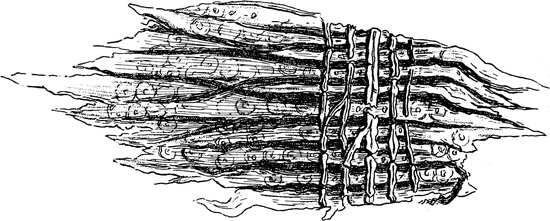
Fig. 35.
Neben diesen Holzzellen sind jedoch noch andere vorhanden, die sich
ebenso vorzüglich zur Erkennung des Holzschliffes eignen, nämlich die
Markstrahlzellen, welche im Stamme von der Mitte aus sternförmig
nach außen verlaufen und durch ihr gitterförmiges Gefüge auffallen.
Fig. 35 zeigt derartige Markstrahlzellen, wie sie über darunter
liegende Holzzellen fortlaufen.
Außer den Nadelhölzern werden auch in geringem Umfange Laubhölzer,
wie Birke, Pappel u. a., verschliffen. Zur Erkennung dieser
Laubholzschliffe wird auf das S. 73–75 bei Besprechung der Zellstoffe
aus diesen Hölzern Gesagte verwiesen.
[S. 71]
Was man unter dem Namen Jute namentlich zur Herstellung von Packpapier,
Zuckerpapier, Briefumschlagpapier, sogenanntem Manilapapier u. s. w.
verwendet, sind die Bastzellen mehrerer ostindischer Pflanzenarten
(Corchorus olitorius, C. capsularis, C. fuscus, C. decemangulatus
u. a.). Sie lassen sich schwer bleichen und finden deswegen für feine
Papiere keine Verwendung.
Die charakteristische Eigentümlichkeit der Bastfasern dieser
Pflanzen besteht darin, daß die Wandstärke der Zellen an verschiedenen
Stellen verschieden ist und oft schon im Bereich des mikroskopischen
Bildes stark wechselt. Zuweilen ist die Wand sehr dünn, dann wird sie
mehr oder minder plötzlich dicker und verdickt sich oft so sehr, daß
die Höhlung der Zelle nur noch als eine dünne Linie erscheint oder auf
kurze Strecken vollständig verschwindet, um eine kurze Strecke weiter
dieselben Wandlungen von neuem durchzumachen (Fig. 36).
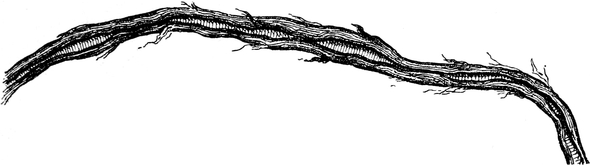
Fig. 36.
Man darf indessen nicht erwarten, daß jede Zelle diese Merkmale so
auffallend zeigt wie eben geschildert; an manchen sind sie schwer
aufzufinden, und man muß die Zelle erst unter dem Mikroskop verfolgen,
um Verschiedenheiten in der Wandstärke zu entdecken.
Stellenweise zeigen die Fasern Poren und ganz ähnliche Verdickungen
(Knoten), wie wir sie später bei der Leinenfaser regelmäßig antreffen
werden; diese Knoten heben sich in Jod-Jodkaliumlösung durch ihre in
ein mehr oder weniger gelbes Braun übergehende Färbung deutlich gegen
die anderen Teile der Zelle ab.
Häufig kommt es vor, daß man die Jutefasern noch zu ganzen Bündeln
vereinigt in dem mikroskopischen Bilde erblickt (Tafel II). Zur
Erkennung des anatomischen Baues sind solche Bündel wenig geeignet,
weil meist eine Zelle die andere verdeckt.
Hinsichtlich der charakteristischen Merkmale von Strohstoff und
schlecht aufgeschlossenem Holzzellstoff wird auf S. 76
u. 99 verwiesen.
Nadelholzzellstoff
(Tafel III).
Für das Erkennen des Nadelholzzellstoffes unter dem Mikroskop gilt
natürlich im allgemeinen das vorher beim Holzschliff Gesagte; man
erkennt ihn an den behöften Poren oder Tüpfeln der Holzzellen. Jedoch
ist zu bemerken, daß das Gefüge der Zellen infolge des voraufgegangenen
Kochprozesses weniger deutlich hervortritt als beim Holzschliff. Häufig
ist man nicht im stande, die beiden konzentrischen Kreise der Poren
genau wahrzunehmen; die Tüpfel erscheinen dann mehr wie kreisförmige
oder elliptisch geformte helle Stellen auf den Zellwänden. Ferner
fehlen meist die charakteristischen Markstrahlzellen, die nur in
seltenen Fällen und auch dann nur höchst undeutlich zu erkennen sind.
Neben den behöften Poren zeigen die Fasern große einfache Poren
(Fig. 37), die im Gegensatz zu den ersteren durch den Kochprozeß weit klarer
sichtbar werden.
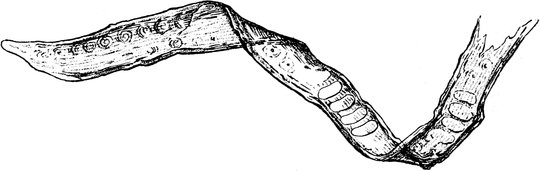
Fig. 37.
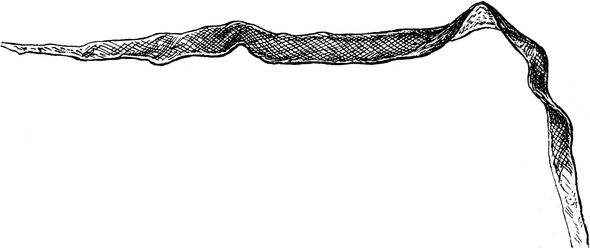
Fig. 38.
Bei nicht völlig aufgeschlossenem Zellstoff kommt es vielfach vor,
daß die Fasern eine schwach gelbliche Färbung aufweisen. Dies beruht
darauf, daß man es nicht mit vollkommen reinem Zellstoff, sondern mit
Zellen zu thun hat, die noch, wenn auch in ganz geringem Maße, verholzt
sind. Es kann bei einem solchen Material, wenn man es makroskopisch mit
Phloroglucin behandelt,[S. 73] vorkommen, daß man infolge der auftretenden
Rotfärbung glaubt, es mit Holzschliff zu tun zu haben.
Auf die Verschiedenheiten der von verschiedenen Nadelhölzern
herrührenden Zellstoffe soll hier nicht näher eingegangen werden; es
sei um so mehr auf das hierüber beim Holzschliff Gesagte verwiesen, als
die Unterscheidungsmerkmale hier noch weniger deutlich hervortreten als
beim geschliffenen Holz.
Die meisten Zellstoffe dürften wohl von der Fichte herrühren, die sich
wegen ihres geringen Harzgehaltes am besten zur Fabrikation eignet.
Auf eine Eigentümlichkeit sei noch besonders hingewiesen; es treten bei
manchen Holzzellstofffasern Erscheinungen auf, wie sie der Baumwolle
eigen sind, nämlich spiralförmige Windungen der Zelle und gitterförmige
Streifung der Zellwände (Fig. 38). Verwechselung mit Baumwolle ist
indessen bei einiger Übung ausgeschlossen.
Laubholzzellstoff.
Die Fasern der Laubhölzer bieten nicht so charakteristische und leicht
auffindbare Merkmale dar wie die der Nadelhölzer. Die Holzzellen
sind meist dünnwandig, die breiteren sparsam mit Poren versehen, die
eine scharf begrenzte mandelförmige, seltener rundliche Gestalt haben
und zur Längsachse der Zelle schief gestellt sind.
Bemerkenswert sind bei den Laubhölzern die zahlreichen röhrenartigen
Gefäße, die einen größeren Porenreichtum aufweisen und zur
Unterscheidung der einzelnen Holzarten einen Anhalt geben.
Birkenholzzellstoff
(Tafel IV).
Die Holzzellen der Birke sind oft sehr dünnwandig; die
dickwandigen sind den Bastzellen des Strohes nicht unähnlich.
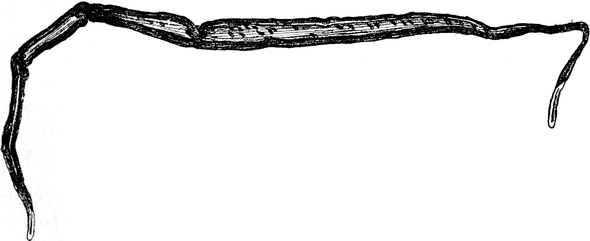
Fig. 39.
Die dünnwandigen Zellen tragen vielfach einfache mandelförmige
Poren, deren Längsachsen teilweise parallel, teilweise schief zur
Zellrichtung verlaufen (Fig. 39); zuweilen nehmen die Poren auch eine
mehr oder weniger rundliche Gestalt an. Die Enden der Zellen sind sehr
mannigfaltig, teilweise sehr spitz, teilweise abgestumpft bis rund.
[S. 74]
Die Gefäße, die oft noch vollständig und sehr schön erhalten
im Papier vorkommen, sind mit einer großen Anzahl einfacher
schlitzförmiger Poren versehen, die senkrecht zur Längsachse des
Gefäßes gestellt sind. Diese Poren sind zuweilen über das Gefäß
gleichmäßig verteilt (Fig. 40).
Fig. 40.
An den Enden sieht man die gitterförmig durchbrochenen Querwände der
Gefäße sehr schön. Der Gefäßreichtum ist bei der Birke sehr groß.
Der Birkenzellstoff gibt zwar ein sehr schön weißes, aber wenig festes
und dehnbares Papier und wird wohl nur in Ländern hergestellt, wo es an
anderen Holzarten, namentlich an Nadelhölzern, fehlt.
Pappelholzzellstoff
(Tafel V).
Zur Herstellung dürfte vorzugsweise das Holz der Zitterpappel (Populus
tremula) und der Weißpappel (P. alba) Verwendung finden. Unter den
Laubhölzern liefern diese beiden Hölzer den zur Bereitung von Papier
geeignetsten Zellstoff.
Über die Holzzellen der Pappel läßt sich kaum etwas anderes
sagen als über die der Birke; sie sind einander zum Verwechseln
ähnlich; die breiteren weisen hier nicht so viele und in der Regel
kleinere Poren auf als die der Birke. Schmale Zellen mit knotenförmigen
Verdickungen (Fig. 41) kommen ziemlich häufig vor.
An Gefäßen ist die Pappel ärmer als die Birke. Die Poren[S. 75] sind
größer als bei der Birke und von einem fünf- bis sechseckig-rundlichen
Hof umgeben (Fig. 42); auch große einfache Poren sind in den
Gefäßwänden vorhanden (Fig. 43). Charakteristisch für die Gefäße sind
die schwanzartigen Enden, die oft eine beträchtliche Länge erreichen
(Fig. 43). Die gitterförmig durchbrochenen Querwände, die bei der Birke
so charakteristisch hervortreten, fehlen hier. Andere Laubhölzer,
wie Linde, Erle, Ahorn u. s. w., dürften wohl auch gelegentlich zu
Zellstoff verarbeitet werden, ein weiteres Eingehen hierauf erscheint
indessen nicht am Platze.

Fig. 41.

Fig. 42.
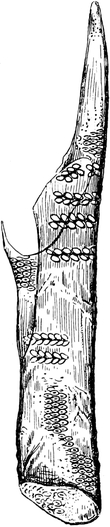
Fig. 43.
[S. 76]
Strohzellstoff
(Tafel VI).
Zur Herstellung von Strohzellstoff wird das Stroh aller Getreidearten
verarbeitet, und es wird hauptsächlich von der Lage einer
Strohstofffabrik abhängen, ob sie mehr Roggenstroh, Weizenstroh
oder andere Strohsorten verwendet. Am meisten dürfte bei uns wohl
Roggenstroh zur Verarbeitung kommen.
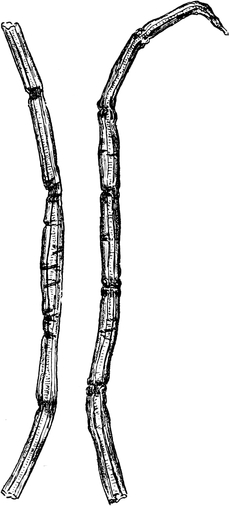
Fig. 44.
Fig. 45.

Fig. 46.
Es soll hier auf die Beschreibung der geringen anatomischen
Unterschiede, welche die einzelnen Stroharten im Bau der Oberhautzellen
aufweisen, aus demselben Grunde wie bei dem Holzzellstoff nicht
eingegangen werden; unser Urteil über ein Papier, das Strohzellstoff
enthält, wird nicht wesentlich vollkommener, wenn wir erfahren, daß
letzterer z. B. dem Weizenstroh entstammt.
Aus einem mikroskopischen Bilde von Strohfasern heben sich[S. 77] sofort die
sehr charakteristisch geformten Oberhautzellen, dickwandige,
mehr oder weniger verkieselte Zellen, deren Ränder wellenförmig gebogen
sind, deutlich ab. Mit diesen wellenförmigen Ausrandungen schließen
die Zellen dicht aneinander, und in dem Strohstoff findet man noch
kleine Kolonien solcher innig miteinander verbundenen Zellen; im
Strohzellstoff und aus diesem hergestellten Papier sind sie selten.
Diese Oberhautzellen kommen in den mannigfachsten Größen vor; das
Verhältnis von Länge zu Breite wechselt von 1⁄1 bis auf mehr als
10⁄1. Auch die Ausrandungen haben verschiedene Gestalt; bald hat
man tiefe Einbuchtungen, bald nur schwache Wellenlinien. Wenn nun
auch diese Oberhautzellen ein leichtes Erkennen des Strohzellstoffes
ermöglichen, so bilden sie doch nur einen geringen Teil aller aus dem
Stroh stammenden Zellen; unter diesen herrschen die Bastzellen
bei weitem vor. Diese dünnen langgestreckten Fasern, welche von
sehr regelmäßigem Bau sind, werden von einem nach dem Ende zu sich
verjüngenden schmalen Hohlkanal durchzogen (Fig. 44). In ziemlich
regelmäßigen Abständen zeigt die Wandung knotige Verdickungen. Diese
Verstärkungen erstrecken sich oft auch nach dem Innern der Zelle, so
daß das Lumen an diesen Stellen eng zusammengeschnürt erscheint.

Fig. 47a, b, c.
Die Bastzellen weisen zahlreiche Poren auf, die als dunkele Linien von
der Höhlung aus nach außen zu verlaufen.
Neben diesen beiden Arten von Zellen, den Oberhaut- und Bastzellen,
findet sich beim Stroh eine große Anzahl sehr dünnwandiger
Parenchymzellen (Fig. 45); diese sind an beiden Enden
abgerundet; teilweise erscheinen sie fast kreisförmig, teilweise sehr
langgestreckt, mehr oder weniger mit einfachen Poren versehen. Sie sind
von Wichtigkeit für die Untersuchung, weil sie, wie wir später sehen
werden, ein Mittel an die Hand geben, Strohzellstoff von Alfazellstoff
zu unterscheiden.
In untergeordnetem Maße treten Gefäße auf.
Vielfach unverletzt trifft man Tüpfelgefäße an, dünnwandige,
röhrenförmige Zellen, deren Wände von sehr zahlreichen rundlichen oder
schlitzförmigen Poren durchsetzt sind (Fig. 46).
[S. 78]
Spiralgefäße in unversehrtem Zustande (Fig. 47a) sind
sehr selten; meist sind die Spiralen durch die Bearbeitung
auseinandergezogen und finden sich als wurmartige Gebilde im
Präparate (Fig. 47b). Dasselbe gilt von den Ringgefäßen; die
Ringe sind meist aus den Gefäßen herausgetreten und zeigen sich dem
Beobachter als solche (Fig. 47c). Zu erwähnen sind ferner noch die
Sklerenchymelemente, sehr stark verdickte und verkieselte Zellen
(Fig. 48).

Fig. 48.
Alfa-(Esparto-)Zellstoff
(Tafel VII).
Die zu den Gramineen gehörigen Ligaeum Spartum und Stipa tenacissima,
zwei in Spanien und namentlich Nordafrika in großen Mengen vorkommende
Pflanzen, liefern das Rohmaterial für den Alfa- oder Espartozellstoff,
der dem Strohzellstoff sehr nahe steht, bei uns indessen nur in
beschränktem Maße Verwendung findet. Der Bau der Zellen ist dem der
Strohzellen sehr ähnlich, und es dürfte nicht immer möglich sein, zu
entscheiden, ob z. B. eine im Papier vorgefundene Oberhautzelle von
Stroh oder Esparto herrührt.
Im allgemeinen ist der Bau der Alfazellen zierlicher und Länge und
Breite der Zellen sind kleiner als beim Stroh; jedoch ist es nicht
immer möglich, hierauf eine sichere Unterscheidung zu gründen.
Die Bastzellen sind im Gegensatz zu denen des Strohes kurz
und häufig in ihrer ganzen Länge im mikroskopischen Gesichtsfelde
zu beobachten. Sie sind sehr regelmäßig gebaut und haben stark
verdickte Zellwände, so daß der Hohlkanal oft nur als Linie erscheint.
Unregelmäßigkeiten im Verlauf der Höhlung, wie wir sie beim Stroh
kennen gelernt haben, sind beim Alfa nicht zu bemerken.
Von den Oberhautzellen läßt sich im wesentlichen nichts anderes
sagen als von denen des Strohes. Von verschiedenen Seiten ist auf
die angeblich verschiedenartig scharfe Ausrandung der Oberhautzellen
eine Unterscheidung gegründet worden, die indessen kaum stichhaltig
sein dürfte; hiernach sollen diese Zellen bei Alfa tiefer ausgerandet
sein als beim Stroh. Die zahlreichen Untersuchungen, die in der
Versuchsanstalt ausgeführt sind, haben jedoch gezeigt, daß auch Stroh
sehr tief ausgerandete Oberhautzellen aufweist.
Die Zähnchen beim Alfastoff hingegen (Fig. 49) geben ein[S. 79] recht
gutes Unterscheidungsmerkmal ab. Diese finden sich in Alfapapieren
in ziemlicher Menge und in mannigfachster Form vor, bald kurz und
gedrungen, bald lang und spitzig, oder hakenförmig umgebogen.
Große dünnwandige Parenchymzellen fehlen beim Alfastoff vollständig,
und so liefern diese beiden Elemente ein Mittel, Stroh und Alfa zu
unterscheiden.

Fig. 49.
Die auch beim Alfastoff vorkommenden Sklerenchymelemente sind ähnlich
wie beim Stroh.
Zellstoff aus Jute, Manila und
Adansonia.
Die Bastfasern dieser drei Pflanzenarten sind zum Teil
einander so ähnlich, daß sie, namentlich in Gemischen, nicht immer
mit Sicherheit voneinander unterschieden werden können.[35] Ein
Umstand, der das Bestimmen der Faserart erschwert, ist die oft
sehr verschiedenartige Färbung bei Behandlung mit mikrochemischen
Reagentien. Diese Verschiedenartigkeit wird dadurch veranlaßt, daß
die Fasern, welche im Rohzustande alle mehr oder weniger verholzt
sind, im Hinblick auf ihre vorzugsweise Verwendung zu Pack- und
Briefumschlagpapier, selten vollständig und gleichmäßig entholzt
werden. Man findet daher oft alle Übergänge von verholzten bis zu
völlig aufgeschlossenen Fasern vor.
Dies erschwert die Unterscheidung, und daher erscheint bei Abgabe
eines Urteils über die Stoffzusammensetzung eines Papiers, welches die
genannten Fasern enthält, besondere Vorsicht am Platze.
Jutezellstoff.
Für den anatomischen Bau der Jutefaser gilt natürlich im allgemeinen
das Seite 71 Gesagte. Hinzuzufügen ist nur, inwieweit das
mikroskopische Bild sich durch den Aufschließungsprozeß geändert hat.
In Bezug auf die Färbung der Fasern in den Jodlösungen wird auf Seite
66 verwiesen.
Die Bündel von Fasern treten bei aufgeschlossener Jute seltener auf;
sie sind dann geschmeidiger als bei Fasern im Rohzustand und lösen sich
an den Enden meist in Einzelfasern auf.
Die Einzelfaser ähnelt in ihrem Aussehen der Strohbastfaser, mit der
sie auch in ihren Abmessungen sehr übereinstimmt.
[S. 80]
Nach den Enden zu verjüngt sich die Faser meist ganz allmählich; die
Enden selbst sind gewöhnlich abgerundet.
Außer den Zellen mit wechselndem Hohlkanal findet man, wenn auch
seltener, solche mit gleichmäßig verlaufendem Lumen und gleichmäßiger
Wandstärke; letztere ist oft so gering, daß die Zellwände
zusammenklappen und die Faser ein baumwollähnliches Aussehen erhält.
In den Jodlösungen zeigen die Fasern Querstreifungen, die zum Teil von
Porengängen herrühren.
Hierher gehören die Bastfasern verschiedener Musaceen, namentlich
Musa textilis, M. sapientium, M. paradisiaca. Das über das Aussehen
der Jutefaser im Papier Gesagte gilt zum großen Teil auch für die
Manilafaser. Auch hier kommen Faserbündel vor, wenn auch nicht so
zahlreich als bei der Jute. Zuweilen fehlen die Bündel auch völlig.
Man beobachtet auch hier zweierlei Bastfasern, dickwandige
mit unregelmäßigem und dünnwandige, baumwollartige mit gleichmäßig
verlaufendem Hohlkanal. Indessen ist der Wechsel weniger ausgeprägt als
bei der Jute.
Schlitzförmige Poren durchsetzen die Wand der Bastzellen häufig
in schräger Stellung. Die Manilafasern zeigen im Gegensatz zu
den Jutefasern meist protoplasmatischen Inhalt, der sich in den
Jodlösungen gelb bis gelbbraun färbt. Die Enden der Fasern zeigen
häufig bleistiftartige Zuspitzungen; die Spitze ist teils scharf,
teils abgestumpft. Die Querstreifung der Faser ist bei Manila noch
ausgeprägter, die Streifen sind hier zahlreicher und kräftiger. Sehr
charakteristisch für Manila sind dickwandige Parenchymzellen mit
meist schrägen Wänden, die häufig die Form eines Rhombus besitzen und
in einem Papier, das größere Mengen Manila enthält, selten fehlen.
Die übrigen Elemente, welche noch ab und zu in Manilapapieren
vorkommen, sind verhältnismäßig selten und kommen für das Erkennen
wenig in Betracht. Es gehören hierher Spiralgefäße, sowie die von
Höhnel erwähnten Stegmata.

Fig. 50.
Die Adansoniafaser stammt aus dem Bast des in Afrika heimischen
Affenbrodbaumes (Adansonia digitata). Der Bast kommt in etwa 80 cm
langen, 8–10 mm dicken und 40–50 mm breiten Stücken zu uns, ist von
brauner Farbe und zeigt große Festigkeit. Die Faser ist kräftig
gebaut, walzenförmig und wie schon erwähnt[S. 81] der Manila- und Jutefaser
teilweise sehr ähnlich. Charakteristisch ist die häufig vorkommende
Erscheinung, daß die Fasern in der Dicke Unregelmäßigkeiten zeigen
und sich nach dem Ende zu plötzlich verjüngen. Bei der Verarbeitung
lösen sich die äußersten Gewebeschichten vielfach ab, und die sehr
fein zerfaserten Strähnchen umgeben die Zellen an manchen Stellen wie
mit einem Schleier (Fig. 50). Diese Erscheinung tritt zwar auch bei
anderen Fasern auf, aber nie in solchem Umfange wie bei Adansonia.
Die Höhlung verläuft sehr verschieden; sie ist oft nur als dunkele
Linie erkennbar, erweitert sich dann plötzlich und nimmt mehr als die
Hälfte der Zellbreite ein. Die Enden sind meist abgerundet, seltener
zugespitzt. Bündel von zusammenhängenden Fasern kommen kaum vor. Sehr
häufig begegnet man Gruppen stark verkalkter paren[S. 82]chymatischer
Zellen (Fig. 51) sowie dünnwandigen Parenchymzellen und Bruchstücken
von netzartigen Gefäßen (Fig. 52).
Fig. 51.

Fig. 52.
Hauptunterscheidungsmerkmale für Jute-,
Manila- und Adansoniafasern.
|
Faserart
|
Färbung in
|
Hohlkanal
|
Enden
|
Poren
|
Neben-
bestandteile
|
|
Jod-Jod-
kalium-
lösung
|
Chlor-
zinkjod-
lösung
|
|
Jute
|

|
verholzt
|
leuchtend
gelbbraun
oder
braun
|
gelb oder
grüngelb
|
in der Weite
oft wechselnd
|
im allge-
meinen abge-
rundet
|
parallel zur
Achse ge-
stellte
Schlitze
|
keine
|
|
entholzt
|
grau,
bisweilen
braun
|
blau bis-
weilen rot-
violett
|
in der Weite
oft wechselnd
|
im allge-
meinen abge-
rundet
|
parallel zur
Achse ge-
stellte
Schlitze
|
keine
|
|
Manila
|
grau,
braun,
gelblich
|
blau, rot-
violett
und gelb,
sowie
Zwischen-
farben
|
bei den dick-
wandigen Fa-
sern von
wechselnder
Breite, bei den
dünnwandi-
gen gleich-
mäßig
|
oft blei-
stiftartig
zugespitzt
|
schräg oder
parallel zur
Achse ge-
stellte
Schlitze
|
Gruppen oder
einzelne Pa-
renchym-
zellen mit
ziemlich
dicken schrä-
gen Wänden
|
|
Adansonia
|
schmutzig
grau und
braun
|
blau bis
rotviolett
|
die Weite
ändert sich
mit der Breite
der Faser
|
meistens
ab-
gerundet
|
schräg oder
parallel zur
Achse ge-
stellte
Schlitze
|
verkalkte Pa-
renchym-
zellen und
Gefäßbruch-
stücke
|
|
Faserart
|
Färbung in
|
Hohlkanal
|
|
Jod-Jod-
kalium-
lösung
|
Chlor-
zinkjod-
lösung
|
|
Jute
|
|
verholzt
|
leuchtend
gelbbraun
oder
braun
|
gelb oder
grüngelb
|
in der Weite
oft wechselnd
|
|
entholzt
|
grau,
bisweilen
braun
|
blau bis-
weilen rot-
violett
|
in der Weite
oft wechselnd
|
|
Manila
|
grau,
braun,
gelblich
|
blau, rot-
violett
und gelb,
sowie
Zwischen-
farben
|
bei den dick-
wandigen Fa-
sern von
wechselnder
Breite, bei den
dünnwandi-
gen gleich-
mäßig
|
|
Adansonia
|
schmutzig
grau und
braun
|
blau bis
rotviolett
|
die Weite
ändert sich
mit der Breite
der Faser
|
|
Faserart
|
Enden
|
Poren
|
Neben-
bestandteile
|
|
Jute
|
|
verholzt
|
im allge-
meinen abge-
rundet
|
parallel zur
Achse ge-
stellte
Schlitze
|
keine
|
|
entholzt
|
im allge-
meinen abge-
rundet
|
parallel zur
Achse ge-
stellte
Schlitze
|
keine
|
|
Manila
|
oft blei-
stiftartig
zugespitzt
|
schräg oder
parallel zur
Achse ge-
stellte
Schlitze
|
Gruppen oder
einzelne Pa-
renchym-
zellen mit
ziemlich
dicken schrä-
gen Wänden
|
|
Adansonia
|
meistens
ab-
gerundet
|
schräg oder
parallel zur
Achse ge-
stellte
Schlitze
|
verkalkte Pa-
renchym-
zellen und
Gefäßbruch-
stücke
|
Für die Erkennung und das Auseinanderhalten der drei zuletzt
beschriebenen Faserarten bietet der Gesamteindruck, welchen das
mikroskopische Bild, als Ganzes betrachtet, auf den Beobachter[S. 83] macht,
oft einen Anhalt. Dieser durch die Gesamtwirkung von Streifung,
Abmessung, Krümmung, Starrheit u. s. w. der Fasern auf das Auge
hervorgerufene Eindruck läßt sich schwer beschreiben, dagegen geben
ihn die photographischen Aufnahmen (Tafel II,
VIII, IX) wieder. Der
Beobachter muß sich durch eingehende Betrachtung mikroskopischer Bilder
der genannten drei Fasern mit dem Gesamteindruck vertraut machen.
In vorstehender Tabelle[36] sind die ausgeprägtesten Merkmale der drei
Faserarten zur besseren Übersicht nochmals gegenübergestellt.
Beurteilung
des Verholzungsgrades der Zellstoffe.
Die in der Papierfabrikation verwendeten Zellstoffe sind teils völlig
entholzt, teils enthalten sie noch geringe Mengen der Holzsubstanz;
es hängt dies ab von dem Aufschließungs- und Bleichprozeß, den
sie durchgemacht haben. Gebleichte Stoffe sind meist frei von
Holzsubstanz, ungebleichte oder halbgebleichte zeigen noch mehr oder
weniger starke Verholzung. Die Färbung der Fasern in Jodlösung läßt
oft schon erkennen, mit welchem Grade der Verholzung man es zu tun
hat. Deutlicher noch läßt sich dies durch Behandlung mit gewissen
Farbstoffen ermitteln.
Verfahren nach Dr. Klemm.
Dr. Klemm beurteilt den Grad, bis zu welchem die Holzzellen in
reine Zellstofffasern übergeführt worden sind, nach dem Farbton und
der Stärke der Färbung mit Malachitgrün in essigsaurer Lösung. (Der
Farbstoff wird in Wasser mit 2% Essigsäure bis zur Sättigung gelöst.)
Das Reagens ist für mikroskopische Präparate und, wenn Zellstoffe als
solche vorliegen, auch makroskopisch anwendbar.
Je reiner ein Zellstoff ist, um so weniger färbt er sich. Die besten
gebleichten Stoffe färben sich fast gar nicht, halbgebleichte
himmelblau, ungebleichte stark grün.
In Verbindung mit Malachitgrün läßt sich nach Klemm durch
einen zweiten Farbstoff herausfinden, ob Natron- oder Sulfitzellstoff
vorliegt.
Dies geschieht durch eine gesättigte, mit 2% Alkohol versetzte Lösung
von Rosanilinsulfat in Wasser, die mit Schwefelsäure versetzt wird, bis
sie einen violetten Schimmer angenommen hat.
[S. 84]
Die Zellstoffe färben sich wie folgt:
- Ungebleichter Sulfitzellstoff wird tief violettrot.
- Gebleichter Sulfitzellstoff nimmt eine weniger starke und
weniger ins Violett spielende rote Färbung an.
- Ungebleichter Natronzellstoff färbt sich durchschnittlich noch
etwas weniger als gebleichter Sulfitstoff.
- Gebleichter Natronzellstoff erhält nur einen schwach rötlichen
Schimmer oder färbt sich überhaupt nicht.
Die bei alleiniger Anwendung der Rosanilinlösung nicht mögliche
Unterscheidung von gebleichtem Sulfit- und ungebleichtem
Natronzellstoff läßt sich nach Klemm bewerkstelligen, wenn
außerdem noch die Prüfung mit Malachitgrün vorgenommen wird. Färbt sich
der Zellstoff mit Rosanilinsulfat rot, mit Malachitgrün deutlich grün,
so hat man es mit ungebleichtem Natronzellstoff zu thun; färbt er sich
mit Rosanilinsulfat wohl auch rot, mit Malachitgrün dagegen schwach
blau oder gar nicht, so hat man auf gebleichten Sulfitzellstoff zu
schließen.
Unter Zugrundelegung der von Behrens[37] für die Unterscheidung
von Gewebefasern vorgeschlagenen Doppelfärbung mit Malachitgrün und
Kongorot kann man die verschiedenen Reinheitsgrade der Zellstoffe
vielleicht noch deutlicher unterscheiden.
Das zu prüfende Material wird durch Kochen mit verdünnter Natronlauge
aufgeschlossen.
Der Faserbrei wird hierauf mit der 15–20fachen Menge einer etwa
½prozentigen Lösung von Malachitgrün in Wasser, die mit einigen
Tropfen Essigsäure angesäuert ist, einige Minuten erwärmt, dann,
nachdem er gut durchgeschüttelt worden ist, auf ein Sieb gebracht und
ausgewaschen, bis das Waschwasser fast farblos abläuft. Schon nach
dieser Vorbehandlung kann man sich oft ein Bild von dem Verholzungsgrad
der Fasern machen. Sind sie stark verholzt, so erscheinen sie stark
grün gefärbt; sind sie nicht oder wenig verholzt, so zeigen sie nur
eine schwache grünliche Färbung.
Zur weiteren Beurteilung wird der mit Malachitgrün behandelte Stoff
in ähnlicher Weise mit einer 15–20fachen Menge wässeriger, etwa
½prozentiger Kongorotlösung, zu der man einige Körnchen Soda fügt,
gefärbt und ausgewaschen, bis das Waschwasser fast farblos abläuft.
Aus dem so behandelten Stoff werden geringe Mengen entnommen und in
Wasser oder Wasser und Glycerin präpariert. Stark[S. 85] verholzte Fasern
erscheinen dann im mikroskopischen Bilde stark grün gefärbt, weniger
verholzte bläulichgrün bis hellgrün und unverholzte Fasern rot.
Gruppe III: Lumpenfasern.
Mit dem Namen Baumwolle bezeichnet man die Samenhaare einiger
Gossypium-Arten (G. indicum, G. barbadense, G. herbaceum u. s. w.).
Diese Haare sind bis zu 5 cm lang, kegelförmig sich nach dem Ende zu
verjüngend, einzellig und ohne Querwände. Die Enden sind stumpf bis
rundlich, werden aber im Papier selten angetroffen. Die Zelle ist einem
Schlauche ähnlich, dessen Höhlung etwa ⅔ des ganzen Durchmessers
ausmacht. Trocknen diese Samenschläuche aus, so klappen die Wände, da
sie wegen ihres schwachen Baues dem Luftdruck nicht widerstehen können,
aufeinander, und die gleichzeitig auftretenden Spannungen der Wandung
veranlassen eine spiralförmige Drehung der Zelle, eine Erscheinung, die
zum leichten Erkennen der Baumwolle wesentlich beiträgt. Fig. 53 gibt
ein Bild der rohen Baumwollfaser, an welchem diese Drehung sehr
deutlich zu beobachten ist.

Fig. 53.

Fig. 54.
Bei den aus dem Papier stammenden Baumwollfasern oder
Faserteilchen tritt diese Erscheinung seltener und weniger deutlich
auf, da man es immer nur mit verhältnismäßig kurzen Enden zu tun hat.
Indessen ist die Baumwolle, wenn sie gut erhalten ist, auch ohne diese
spiralförmigen Windungen mit keiner der noch folgenden Lumpenfasern
zu verwechseln. Zunächst fehlen der Faser sowohl die dem Leinen und
Hanf eigentümlichen Poren, feine Kanäle, die von der Zellhöhle aus
durch die Wandung nach außen ver[S. 86]laufen, als auch die zahlreichen
knotenartigen Auftreibungen. Ferner zeigt die Zellwand vielfach
eine höchst charakteristische Streifung, die der ganzen Zelle eine
gitterförmige Zeichnung aufprägt (Fig. 54). Allerdings kommen auch
bei dem Nadelholzzellstoff derartig gitterförmig gezeichnete Zellen
vor, indessen ist eine Verwechselung mit diesen schon infolge der
verschiedenen Färbung ausgeschlossen.

Fig. 55.
Die eigentümliche Streifung in Verbindung mit dem weiten Hohlkanal
der Zelle und das Fehlen von Poren und Knötchen, wie sie den
folgenden beiden Faserarten eigentümlich sind, bilden demnach sichere
Anhaltspunkte zur Erkennung der Baumwolle. Zudem hat sie von den
Lumpenfasern den größten Durchmesser und erscheint durch die Jodlösung
meist etwas dunkeler gefärbt als die Leinen- und Hanffaser.
Es kommt zuweilen vor, daß durch Drehen oder Zusammendrücken der Faser
der Hohlkanal so eng wird, daß er nur als dunkele Linie erscheint
(Fig. 55); man hüte sich davor, in solchen Fällen die Faser mit der
Leinenfaser zu verwechseln.
Die Bastzellen der Flachspflanze (Linum usitatissimum) sind etwa
halb so dick wie die Haare der Baumwolle, sehr regelmäßig gebaut und
spitz auslaufend. Im Papier allerdings wird man die natürlichen Enden
der Faser sehr selten beobachten, da diese durch den Fabrikationsprozeß
meist stark beschädigt werden (Fig. 56).

Fig. 56.

Fig. 57.
Charakteristisch für die Leinenfasern sind die sich oft in sehr kurzen
Entfernungen wiederholenden Verschiebungen der Wand, welche bei der
Verarbeitung der Faser Anlaß zu Knotenbildungen[S. 87] geben. Bei sehr
starker Verdickung werden diese Knoten durch den Fabrikationsprozeß
häufig breitgepreßt, eine Erscheinung, die in manchen Fällen bis zum
vollständigen Bruch der Fasern an der verdickten Stelle führen kann.
Neben diesen Knoten ist der enge Hohlkanal der Zelle für deren
Erkennung von Wichtigkeit. Da die Wände sehr stark sind, so ist das
Lumen meist nur als dunkele Linie zu beobachten. Dabei sind Zellen, bei
denen man diesen Hohlkanal von Anfang bis zu Ende verfolgen könnte,
nicht sehr häufig. Bei vielen, namentlich den schwächeren Fasern, sieht
man mit der früher angegebenen Vergrößerung das Lumen überhaupt nicht;
bei anderen erscheint es auf einer kurzen Strecke, wird dann so eng,
daß es dem Beobachter entschwindet, und kommt eine kurze Strecke weiter
mit großer Deutlichkeit wieder zum Vorschein.
Zugleich ist die Wand der Zelle von zahlreichen Poren durchsetzt, die
von dem Inneren aus nach dem Rande zu verlaufen und als dunkele Linien
erscheinen (Fig. 57).
Die Enden der Fasern sind oft sehr fein und lang ausgefasert (Fig. 56),
eine Eigentümlichkeit, die aber nicht nur, wie oft angegeben wird, dem
Flachs allein eigen ist, sondern auch bei Baumwolle vorkommen kann.
Hanf.
Der anatomische Bau der Hanffaser ist dem des Flachses ungemein
ähnlich, und nur im rohen Zustande oder in groben Garnen kann man
die beiden Fasern, namentlich durch die Quellungserscheinungen in
Kupferoxydammoniak und die Bruchstücke der Oberhaut, mit Sicherheit
voneinander unterscheiden. Im Papier ist die Unterscheidung nicht mehr
möglich; die Quellungserscheinungen lassen im Stich, und Oberhautstücke
sind im Papier nicht mehr vorhanden.
Es treten bei Hanf dieselben knotenartigen Auftreibungen auf wie bei
Flachs, dieselben zerquetschten Knoten und dieselben ausgefaserten
Enden.
Es bleibt daher, wenn man bei einem Papier von Leinenfasern spricht,
die Frage offen, ob es sich nur um Leinen oder Hanf oder um ein Gemenge
beider handelt. Praktisch ist diese Lücke ohne Bedeutung, da die
beiden Fasern an sich als gleichwertig für die Beurteilung des Papiers
anzusehen sind.
Zur Unterscheidung von Leinen und Baumwolle empfiehlt
Wiesner[38] die Behandlung der Fasern mit einer Mischung von[S. 88]
verdünnter Chromsäure und Schwefelsäure. Nach kurzer Einwirkungsdauer
führt leichter Druck auf das Deckglas zu einem Zerfall der Fasern.
Leinen zerfällt in kurze, quer abgetrennte Teile („wie wenn man einen
Baumstamm durch die Säge in Klötze zerlegt hätte“), Baumwolle in
zahllose kleine Splitter.
Wollene Lumpen oder Abfälle werden in der Papierfabrikation nur zur
Herstellung einiger Sondererzeugnisse wie Kalanderwalzenpapier,
Schrenzpapier, geringere Sorten Löschpapier, Dachpappe u. a.
verarbeitet. Auch zum Melieren finden geringe Mengen gefärbter
Wollfasern Anwendung.
Die Gegenwart von Wolle in einem Papier verrät sich meist schon durch
das Äußere, insbesondere durch die rauhe Oberfläche. Solche Papiere
dürfen, wie schon Seite 65 erwähnt, nicht mit Natronlauge aufgekocht
werden, weil diese die Wolle löst; man kocht in solchen Fällen nur mit
Wasser.
Das Erkennen der Wolle unter dem Mikroskop bietet keine
Schwierigkeiten; sie weicht in ihrem Bau so sehr von den bisher
besprochenen Fasern ab, daß Verwechselungen ausgeschlossen sind.
Besonders ins Auge fällt die schuppenförmige Zeichnung der Fasern,
hervorgerufen durch die nebeneinander oder dachziegelförmig
übereinander liegenden Hornschuppen; allerdings werden diese Schuppen
bei der Bearbeitung der Lumpen mehr oder weniger entfernt, sie können
streckenweise sogar ganz fehlen.
In der Jod-Jodkaliumlösung erscheint die Wolle leuchtend gelbbraun,
wenn sie ungefärbt in das Papier gelangt ist. War sie ursprünglich
gefärbt, so zeigt sich diese Farbe auch im mikroskopischen Bilde.
Sind, wie meist bei den angeführten Sondererzeugnissen, größere Mengen
Wolle vorhanden, so kann man deren Menge annähernd durch Kochen mit
etwa 5prozentiger Natronlauge bestimmen. Die Wolle geht hierbei in
Lösung. Zu berücksichtigen sind hierbei etwa vorhandene Extraktivstoffe
sowie etwaige Verluste an Füllstoffen beim Auskochen.
Seltener vorkommende Fasern.
Außer den vorgeschilderten Fasern, die in der Papierfabrikation
vorzugsweise zur Verwendung gelangen, sei noch kurz auf einige seltener
vorkommende ausländische Faserstoffe hingewiesen. Teils finden Papiere
aus solchen bei uns vielfach Verwendung (z. B. japanische Papiere),
teils gelangen derartige Fasern bei Ver[S. 89]arbeitung von altem Papier,
Abfällen u. s. w. in unsere Papiere. In erster Linie sind hier die
Fasern japanischen Ursprungs zu erwähnen.
Als wichtigstes Rohmaterial zur Herstellung von Papieren dient den
Japanern der Bast der drei Pflanzen
- Wickstroemia canescens (Gampi),
- Edgeworthia papyrifera (Mitsu-mata oder Dsuiko),
- Broussonetia papyrifera (Kodsu).
Wenn man daher von Fasern japanischen Ursprungs spricht, sind in den
meisten Fällen diese drei Arten gemeint, welche in China und Japan in
bedeutender Menge gebaut werden und in ihrem Bast feine, geschmeidige
Fasern von großer Länge und Festigkeit besitzen.
Im mikroskopischen Bilde zeigen die Fasern teils Ähnlichkeit mit
Strohbastfasern und Leinen, teils mit Baumwolle. In Jod-Jodkaliumlösung
färben sie sich schwach gelblich bis braun, in Chlorzinkjodlösung blau
und bläulich-rot.
Eine eingehende Schilderung dieser Fasern unter Beigabe von Abbildungen
ist in den „Mitteilungen aus den technischen Versuchsanstalten“ 1888,
Sonderheft IV, veröffentlicht.
Hier näher darauf einzugehen, erscheint im Hinblick auf das
verhältnismäßig seltene Vorkommen der Fasern und auf den Zweck des
vorliegenden Werkes nicht am Platze.
Als weitere Rohstoffe, die in den Ländern ihrer Erzeugung zur
Anfertigung von Papier dienen, wären vielleicht zu erwähnen das
Bambusrohr, verschiedene Schilfrohrsorten[39], mannigfache Gräser,
Zuckerrohrrückstände u. a. m., deren mikroskopische Merkmale als
Papierfaser zum Teil noch wenig erforscht sind.
Es ist gewiß der berechtigte Wunsch eines jeden Mikroskopikers, bei der
Untersuchung gute Vergleichsproben reinen Materials zur Hand zu haben,
um diese zum Vergleich benutzen zu können. Namentlich für denjenigen
sind solche von Wert, der nicht dauernd mit dem Mikroskop arbeitet, dem
infolgedessen einmal gewonnene Bilder bald wieder aus dem Gedächtnis
entschwinden und der so geradezu gezwungen ist, aus dem Vergleich mit
bekannten Objekten seine Schlüsse zu ziehen.
Leider sind bis jetzt für die mikroskopische Papierprüfung derartige
Präparate, die für eine Vergleichung wirklich wertvoll[S. 90] wären,
nicht geschaffen worden, und es ist fraglich, ob sie überhaupt in
zufriedenstellender Weise geschaffen werden können. Die Gelatine oder
andere ähnliche Einbettmassen, welche zum Präparieren der Fasern
dienen, nehmen den durch die Jodlösung gefärbten Fasern diese Färbung
und damit dem Beobachter einen Anhalt für ihre Unterscheidung, so
daß es ratsam sein dürfte, solche Präparate, die leicht zu Irrtümern
Anlaß geben können, zu vermeiden. Dauerpräparate dieser Art, die für
die Papierprüfung mit Unrecht warm empfohlen werden, haben außerdem
noch oft den Nachteil, daß die Fasern nicht aus Papier, sondern aus
dem unverarbeiteten Rohmaterial entnommen sind. Daß aber die Fasern
vor der Einwirkung der mechanischen Zerstörungsprozesse ein anderes
Bild abgeben als nachher, braucht nach dem Vorgesagten wohl nicht erst
erwähnt zu werden.
Um nun die besprochene Lücke einigermaßen auszufüllen, verfahre man in
folgender Weise: Man koche eine geringe Menge verbürgt reinen Leinen-,
Baumwoll- u. s. w. Papiers in der oben näher angegebenen Weise mit
Natronlauge zu einem Brei. Diesen bringe man in eine gut verschließbare
Flasche und übergieße ihn mit Alkohol; er ist dann gegen Fäulnis
geschützt und unbegrenzt haltbar. Eine Sammlung derartig vorbereiteter
Papierfasern ist ein für den weniger Geübten nicht zu entbehrendes
Hilfsmittel für die Untersuchung, und selbst der mit dem Bau der Fasern
hinlänglich Vertraute wird in schwierigen Fällen gern seine Zuflucht
zu ihnen nehmen. Sie sollten daher auch stets den für Papierprüfung
zusammengestellten Mikroskopen beigegeben werden.[40]
Allerdings ist nicht zu verkennen, daß es sehr große Schwierigkeiten
macht, Papiere zu erhalten, die wirklich nur aus einem einzigen
Rohstoff bestehen; meist finden sich auch bei der sorgfältigsten
Auswahl der Rohstoffe und der saubersten Verarbeitung geringe
Beimengungen anderer Stoffe, die den Beobachter leicht irreführen
können. Besonders aber hüte man sich, aus der handelsüblichen
Bezeichnung eines Papiers einen Schluß auf die zur Herstellung
verwendeten Fasern zu ziehen und etwa zu glauben, daß Hanfpapier aus
Hanf, Leinenpost aus Leinen, Manilapapier aus Manilahanf u. s. w.
bestehen müsse. Derartige Bezeichnungen stehen zu dem Papierrohstoff in
gar keiner Beziehung und verdanken lediglich dem geschäftlichen Verkehr
ihre Entstehung.
[S. 91]
Verschiedene
Mahlungszustände von Papierfasern.
Es ist bekannt, daß eine Reihe von Fasern, unter den Lumpen besonders
die Leinenfasern, je länger sie im Holländer gemahlen werden, um so
mehr in feine Fibrillen zerfallen, so daß es unter Umständen nicht
mehr möglich ist, mit Sicherheit festzustellen, welchen Rohstoffen
die feinsten Teilchen entstammen. Diese weitgehende Mahlung wird
vorzugsweise bei festen Schreibpapieren, bei Zigarettenpapieren u. s. w.
ausgeübt. Man bezeichnet den so erhaltenen Stoff als „schmierig“.
Bei anderen Arten von Papier, z. B. bei Löschpapieren, will man
schmierigen Stoff soviel wie möglich vermeiden, und man mahlt daher so,
daß die Fasern möglichst nur verkürzt, nicht aber ausgefasert werden,
d. h. mit scharfen Messern und bei dünn eingetragenem Stoff; den so
erhaltenen Stoff bezeichnet man als „rösch“.
Diese verschiedenen Mahlungsarten geben naturgemäß den Fasern im
mikroskopischen Bilde ein ganz verschiedenartiges Aussehen. Einige
Beispiele hierfür sind in Tafel XV wiedergegeben, nämlich:
- 1 Zigarettenpapier,
- 1 holländisches Banknotenpapier,
- 2 Photographiepapiere,
- 3 Normalpapiere der Verwendungsklasse 1,
- 1 Dokumentenpapier aus ungebleichten Lumpen,
- 1 Löschpapier,
- 1 Packpapier.
Die Aufnahmen erfolgten bei einer 25fachen Vergrößerung.
Wenn man den Zustand der Fasern von dem Papier Nr. 1
bis zu dem Nr. 10
verfolgt, so wird man die großen Unterschiede, welche sich darbieten,
nicht verkennen können. Beim Papier Nr. 1 sind die Fasern derartig
vermahlen, daß man kaum noch einzelne gut erhaltene Faserbruchstücke
auffinden kann. Von Papier Nr. 2 gilt fast dasselbe, jedoch finden sich
hier schon mehrere noch bis zu einem gewissen Grade unversehrte Fasern.
Verfolgt man die Papiere weiter, so wird man im großen und ganzen eine
Abnahme feinster Fibrillen und eine Zunahme besser erhaltener Fasern
beobachten können, bis zu dem Papier Nr. 9
und Nr. 10, welche nur noch
in äußerst geringem Grade Zerstörungserscheinungen der Fasern zeigen.
Den Zustand der Fasern in jedem einzelnen Fall zu beschreiben, ist
außerordentlich schwer; das Bild wirkt in diesem Falle besser und ist
genügend aufklärend. Wenn daher von dem Untersuchenden verlangt wird,
er soll den Mahlungs[S. 92]zustand der im Papier enthaltenen Fasern angeben,
so dürfte sein Urteil erheblich an Wert gewinnen, wenn der Erklärung
eine mikrophotographische Aufnahme der Fasern beigegeben würde.
Vielleicht könnte man auch durch zahlreiche Aufnahmen Gruppen von
Mahlungszuständen schaffen, gewissermaßen Normalzustände, welche in
geeigneter Weise den Interessenten zugänglich zu machen wären. Man
könnte dann bei Untersuchung von Papier hinsichtlich des Faserzustandes
auf diese Normalien hinweisen und brauchte so nicht jedesmal dem
Untersuchungsbefund eine photographische Abbildung beizufügen. Aus
den hier vorliegenden Beispielen könnte man vielleicht folgende
Zusammenstellung schaffen (S. 93).
|
Papier
Nr.
|
Art des Papiers
|
Stoff-
zusammensetzung
|
Mittlere
|
Widerstand
gegen
Zerknittern
|
|
Reiß-
länge
m
|
Deh-
nung
%
|
|
2
|
Holländisches
Banknotenpapier
|
Wegen starker Zer-
mahlung nicht mit
Sicherheit zu er-
mitteln; wahr-
scheinlich Leinen
|
7275
|
11,1
|
außerordentlich
groß
|
|
3
|
|
Leinen, Zusatz
Baumwolle; ein Teil
der Fasern stark
zermahlen
|
6215
|
4,7
|
sehr groß
|
|
4
|
Dokumentenpapier
aus ungebleichten
Lumpen
|
Leinen, geringe
Mengen Baumwolle
|
8425
|
5,6
|
außerordentlich
groß
|
|
5
|
|
Leinen, Baumwolle
|
6050
|
4,2
|
sehr groß
|
|
6
|
|
Baumwolle, geringe
Mengen Leinen
|
6825
|
7,2
|
außerordentlich
groß
|
|
7
|
Photographiepapier
|
Leinen, sehr geringe
Mengen Baumwolle
|
2600
|
3,8
|
gering
|
|
8
|
Photographiepapier
|
Leinen, sehr geringe
Mengen Baumwolle
|
4350
|
4,5
|
gering
|
|
10
|
Packpapier
|
Manilahanf
|
6750
|
4,5
|
außerordentlich
groß
|
[S. 93]
|
Gruppe
|
I.
|
Nr.
|
1–3;
|
|
„
|
II.
|
„
|
4, 5 und 6;
|
|
„
|
III.
|
„
|
7 und 8;
|
|
„
|
IV.
|
„
|
9 und 10.
|
Kommt nun ein Papier auf den Zustand der Faser zur Untersuchung, so
könnte man einfach auf Grund des mikroskopischen Bildes unter Hinweis
auf die geschaffenen Normalgruppen erklären, daß das Papier sich im
Mahlungszustand beispielsweise der Gruppe II nähert. Solche Angaben
würden für den Fabrikanten in vielen Fällen von Wert sein.
Mit acht der abgebildeten zehn Papiere sind Festigkeitsversuche
ausgeführt worden, und es wird interessant sein, die hierbei
ermittelten Werte kennen zu lernen (vergl. S. 92).
Feststellung
der Mengenverhältnisse der Fasern.
Man ist hierbei, abgesehen von den verholzten Fasern (vergl.
S. 100), z. Z. ausschließlich auf das mikroskopische Bild angewiesen;
irgendwelche analytische Verfahren zur Trennung der Fasern sind
nicht bekannt. Deshalb sind die Angaben über die prozentische
Faserzusammensetzung eines Papiers immer nur als annähernd
zutreffend anzusehen. Die Ermittelung kann aber doch so weit sicher
gestaltet werden, daß sie einen praktischen Wert erhält.
Ein Bruchteil der Fasern ist bei den meisten Papieren infolge
mechanischer Einwirkungen während des Fabrikationsprozesses und
infolge von Ähnlichkeiten im anatomischen Bau überhaupt unbestimmbar,
wenigstens soweit es sich um Lumpen handelt. Diese werden auf dem Wege
durch die Papierfabrik von den Messern der Holländer, den Walzen u. s. w.
oft bis zur Unkenntlichkeit entstellt. Der Bruchteil der auf diese
Weise unkenntlich gemachten Fasern wird demnach abhängen von der Art
der Bearbeitung des Rohmaterials; er wird größer sein bei Papieren,
welche sehr lange gemahlen sind, und geringer bei Papieren, bei denen
dies nicht der Fall war.
Wesentlich günstiger liegen die Verhältnisse bei den Zellstoffen. Die
Art ihrer Herstellung bringt es mit sich, daß bei diesen die einzelnen
Zellen weniger verändert werden als bei den Lumpen, und da sie auch
bei der Verarbeitung zu Papier meist nur einer kurzen mechanischen
Behandlung unterliegen, so finden sie sich im allgemeinen weniger
verletzt im Papier vor. Da sie außerdem selten Neigung zeigen, sich
wie die Lumpen, insbesondere die Leinenfasern, der Länge nach in dünne
Lamellen zu[S. 94] zerfasern, sondern bei einer etwaigen Zertrümmerung meist
in Querstücke zerfallen, so kann man auch den Ursprung der Bruchstücke
besser feststellen als bei Lumpen.
Die Verhältnisse für die Mengenbestimmung von Fasern im Papier an
der Hand des mikroskopischen Bildes liegen also bei Lumpenfasern
ungünstiger als bei den Zellstoffen. Es wird erheblich schwerer
sein, bei einem Lumpenpapier den annähernden Gehalt an Leinen-
und Baumwollfasern festzustellen, als bei einem anderen Papier zu
entscheiden, wie viel Lumpen- und Zellstofffasern es enthält.
Die Verwertung des mikroskopischen Bildes zur Ermittelung der
ungefähren Mengenverhältnisse der einzelnen Fasersorten kann nun auf
zweierlei Weise geschehen; entweder zählt man die Fasern jeder Gattung
unter Beobachtung gewisser noch zu besprechender Punkte zusammen und
vergleicht die so gewonnenen Zahlen oder man vergleicht das Präparat
mit anderen von bekannter Stoffmischung lediglich nach dem Augenschein.
Mit dem Auszählen eines einzigen Bildes ist natürlich nichts getan; es
ist nötig, daß eine große Anzahl von Gesichtsfeldern abgesucht wird,
da man nur dann ein annähernd richtiges Durchschnittsergebnis erwarten
darf. Wenn auch die Stoffmischung infolge der Vorbereitung als sehr
vollkommen angesehen werden kann, so kommt es doch vielfach vor, daß
beispielsweise bei einem aus gleichen Teilen Leinen und Zellstoff
bestehenden Papier in einem Bilde vorwiegend Leinen-, in einem anderen
vorwiegend Zellstofffasern gefunden werden. Diese Schwankungen werden
dann bei Benutzung einer großen Anzahl von Bildern wieder ausgeglichen.
Beim Auszählen der Gesichtsfelder ist es zweckmäßig, den Halbmesser
beziehungsweise Durchmesser des Gesichtsfeldes als Längeneinheit
zu Grunde zu legen, denn einer solchen bedarf es bei der großen
Verschiedenheit in den Längen der einzelnen Faserstücke. Die in einem
Bilde vorhandenen Bruchstücke von Fasern, welche kürzer als die
gewählte Einheit sind, müssen als Bruchteile derselben geschätzt und
dann verrechnet werden.
Die durch das Auszählen gewonnenen Zahlen — nehmen wir an, es seien
Durchschnittswerte aus 50 Zählungen — können zur prozentualen
Berechnung der Fasern ohne weiteres nur dann verwendet werden, wenn die
Annahme gerechtfertigt ist, daß gleiche Faserlängen der in Betracht
kommenden Stoffe auch gleich schwer sind. Wenn diese Voraussetzung
beispielsweise bei Leinen und Baumwolle zuträfe, so bestände ein
aus diesen Stoffen gefertigtes Papier, wenn in dem Gesichtsfelde im
Durchschnitt gefunden worden sind
[S. 95]
Leinenfasern 7,
Baumwollfasern 5,
ohne Berücksichtigung der unbestimmbaren Fasern und der Füllstoffe
ungefähr aus
58% Leinenfasern und
42% Baumwollfasern.
Daß diese Voraussetzung aber nicht für alle Fasern zutreffen wird,
zeigt sich an dem anatomischen Bau der Fasern. Ein Beispiel soll dies
noch näher erläutern.
Ein Ganzstoff wurde aus genau 50% leinenen Fasern und 50% Holzzellstoff
erzeugt, und es wurden in 100 verschiedenen Gesichtsfeldern die
einzelnen Fasern gezählt; im Mittel wurden gefunden 43,7% Längen
Leinenfasern und 56,3% Längen Holzzellstoff.
Um auf die wahren Verhältnisse zu kommen, müßte man daher die
gefundenen Werte noch mit Koeffizienten multiplizieren, deren Größe
für die einzelnen Faserarten durch Auszählen einer großen Reihe von
Stoffmischungen zwar bestimmt werden könnte, die aber immerhin von
geringem praktischem Wert bleiben würden, weil die Methode allzu
umständlich werden würde und trotzdem noch erhebliche Unsicherheiten
bestehen blieben. Insbesondere ist für das Auszählen der Präparate ein
außerordentlich großer Zeitaufwand erforderlich.
Bei einem Gehalt des Papiers an Strohzellstoff kommt ferner hinzu, daß
es noch schwerer als im angeführten Beispiel, wenn nicht gar unmöglich
ist, die mannigfachen, so verschieden gestalteten Fasern des Strohes
(Oberhautzellen, Parenchymzellen, Gefäße, Sklerenchymzellen u. s. w.)
auf eine Längeneinheit zu bringen.
Diese Erwägungen lassen es zweckmäßig erscheinen, auf eine
Auszählung der Fasern des Bildes zu verzichten und den Versuch der
Mengenbestimmung der einzelnen Fasersorten auf dem zweiten der oben
angegebenen Wege, nämlich dem der Schätzung, zu unternehmen.
Man muß sich hierbei zunächst klar darüber sein, worauf man die zu
machenden prozentischen Angaben beziehen will, ob auf das Papier als
solches, d. h. unter Berücksichtigung der etwa vorhandenen Füllstoffe,
oder nur auf das vorhandene Fasermaterial. Die nachfolgenden Angaben
beziehen sich nur auf den letzteren Fall.
Um dem Auge in der Abschätzung des mikroskopischen Bildes Übung zu
verschaffen, ist es erforderlich, zunächst mit Stoffen bekannter
Zusammensetzung zu arbeiten; da man auch später Ver[S. 96]gleichsmischungen
stets zur Hand haben muß, um in Zweifelsfällen einen sicheren Anhalt
zu haben, so ist es zweckmäßig, diese Mischungen ein für allemal
anzufertigen und dauernd aufzubewahren; es handelt sich hierbei nicht
um fertige Dauerpräparate gewöhnlicher Art, sondern um Stoffmischungen,
welche, wie schon Seite 90 erwähnt, in Flaschen unter Alkohol
aufbewahrt und von welchen in jedem einzelnen Bedarfsfalle frische
Präparate angefertigt werden.
Man schätzt zunächst bei schwacher Vergrößerung die Gruppen ab und dann
bei stärkerer die einzelnen Faserarten.
Dadurch, daß infolge der Färbung mit den Jodlösungen die Fasern
gruppenweise auseinander gehalten werden, wird dem Auge das Schätzen
wesentlich erleichtert, und die Erfahrung hat gezeigt, daß bei
gehöriger Übung seitens des Untersuchenden die auf diese Weise
gefundenen Werte den wirklichen Verhältnissen annähernd
entsprechen.
Von großem Wert ist es natürlich, wenn die Schätzungen von mehreren
Beobachtern vorgenommen und aus den geschätzten Prozentsätzen die
Mittel gebildet werden.
[S. 97]
Nachweis
von Holzschliff und anderen verholzten Fasern.
Bei der Besprechung der mikroskopischen Prüfung wurde darauf
hingewiesen, mit Hilfe welcher Merkmale man den Holzschliff durch das
Mikroskop nachweisen kann. Einfacher als dort angegeben gestaltet sich
der Nachweis, wenn es sich nur darum handelt, das Vorhandensein von
verholzten Fasern überhaupt festzustellen. Wir besitzen eine große
Anzahl chemischer Verbindungen, die mit denjenigen Bestandteilen des
Holzes, die man kurzweg als Holzsubstanz bezeichnet, mehr oder
minder starke, leicht und schnell zu erzeugende Färbungen geben.
Da die verholzten Fasern und insbesondere der Holzschliff als Feinde
jedes für lange Aufbewahrung bestimmten Papiers betrachtet werden
müssen, so ist es von besonderer Wichtigkeit, Mittel zu besitzen, die
schnell und leicht Aufschluß über das Vorhandensein dieser Fasern geben.
Von den Reagentien, die zum Nachweis verholzter Fasern empfohlen
werden, sollen hier nur einige besprochen werden, mit Hilfe deren der
Nachweis am schärfsten gelingt und welche daher auch am häufigsten
angewendet werden, nämlich:
- Schwefelsaures Anilin (Anilinsulfat),
- Phloroglucin-Salzsäure und
- Dimethyl-paraphenylen-diamin.[42]
Die Reaktion mit schwefelsaurem Anilin
(Anilinsulfat).
Man löst etwa 5 g schwefelsaures Anilin in 50 g destilliertem Wasser;
das Salz löst sich bei einigem Umschütteln ziemlich leicht und
man erhält eine klare, farblose Flüssigkeit, welche jedoch nicht[S. 98]
lichtbeständig ist, sondern sich ziemlich leicht zersetzt, wobei sie
eine violette Färbung annimmt; trotzdem reagiert sie auch während der
Zersetzung noch auf Holzschliff. Die Färbung, welche die Lösung von
Anilinsulfat auf holzschliffhaltigem Papier hervorbringt, ist eine sehr
schön hellgelbe.
Die Phloroglucin-Reaktion.
Diese von Wiesner[43] entdeckte Reaktion für verholzte
Zellen ist wohl die empfindlichste von allen und zugleich die
farbenprächtigste. Zur Herstellung der Lösung verfährt man in folgender
Weise: Man löst 1 g Phloroglucin in 50 ccm Alkohol und fügt etwa 25
ccm konzentrierte Salzsäure hinzu; es entsteht eine schwach gelb
gefärbte Flüssigkeit, welche sich allmählich durch den Einfluß der Luft
und des Lichtes zersetzt; man tut daher gut, sich nie größere Mengen
herzustellen, da eine frisch bereitete Lösung schneller und schärfer
wirkt als eine schon in Zersetzung übergegangene.
Die Färbung, welche diese Lösung auf holzhaltigem Papier hervorbringt,
ist sehr schön rot, und aus diesem Grunde ist die Phloroglucinlösung
der oben besprochenen vorzuziehen, weil diese beispielsweise bei gelben
Papieren keine so deutliche Reaktion veranlaßt als jene.
Man lasse bei der Untersuchung auf verholzte Fasern mittels
Phloroglucin nicht außer acht, daß es gewisse Farbstoffe gibt,
welche sich, wie das in der Papierfabrikation vielfach verwendete
Metanilgelb, unter dem Einfluß freier Säuren ebenfalls rot färben und
daher möglicherweise zu der Annahme führen könnten, man hätte es mit
verholzten Fasern zu tun.
Die Art und Weise des Auftretens der Reaktion ist aber anders als beim
Holzschliff. Bringt man Phloroglucin auf holzschliffhaltiges Papier,
so entsteht ganz allmählich eine an Tiefe zunehmende Rotfärbung,
wobei einzelne dickere Fasern besonders hervortreten und durch ihre
dunklere Färbung auffallen. Ist indessen kein Holzschliff, sondern
nur Metanilgelb vorhanden, so entsteht der Fleck ziemlich plötzlich;
das Papier erscheint ganz gleichmäßig gefärbt und es sind keine
einzelnen Fasern durch besonders hervortretende Färbung sichtbar; der
Fleck verblaßt in wenigen Minuten und umgibt sich mit einem violetten
Hof, während Holzschliffflecken erst nach längerer Zeit und ganz
allmählich verblassen und sich hierbei nicht mit einem Hof umgeben.
Sollten trotzdem noch Zweifel auftauchen,[S. 99] so befeuchte man das zu
untersuchende Papier mit verdünnter Salzsäure allein; entsteht auch
jetzt die Rotfärbung, so ist ein Farbstoff vorhanden, entsteht sie
nicht, so handelt es sich um Holzschliff.
Wursters Reaktion mit
Dimethyl-paraphenylen-diamin.[44]
Das Reagens gelangt entweder in Lösung oder in Form von Filtrierpapier,
das mit der Lösung getränkt ist, zur Anwendung; der Kürze wegen
bezeichnet der Entdecker die Mittel mit Di-Lösung und Di-Papier.
Bei Anwendung der Lösung bringt man diese durch Auftropfen oder mit
Hilfe eines Pinsels auf das zu untersuchende Papier. Bei Gegenwart von
verholzten Fasern entsteht nach einiger Zeit ein orangeroter Fleck.
Dieser Fleck wird mit Wasser befeuchtet und erscheint dann karmoisinrot.
Verwendet man statt der Lösung das Papier, so benetzt man es vor
dem Versuch mit einigen Tropfen Wasser, faltet es einmal zusammen
und bringt es unter Druck zwischen das zusammengelegte zu prüfende
Papier. Ist letzteres unter dem Reagenspapier durchfeuchtet, so wird
diese Stelle mit Wasser benetzt, und es entsteht dann ebenfalls eine
karmoisinrote Färbung.
Lösung und Papier sind von der chemischen Fabrik von Dr. Theodor
Schuchardt in Görlitz zu beziehen.
Hat man mit Hilfe einer der geschilderten Reaktionen verholzte Fasern
nachgewiesen, so kann die weitere Frage, welcher Art die Fasern
sind, ob es sich insbesondere um Holzschliff handelt, nur durch eine
mikroskopische Untersuchung beantwortet werden.
In Frage kommen von anderen verholzten Fasern hauptsächlich nicht
völlig aufgeschlossener Zellstoff, ungebleichte Jute und Adansonia,
deren Erkennen auf Grund der Angaben Seite 71 u. 80 ermöglicht wird.
Über die Unterscheidung von Holzschliff und nicht völlig
aufgeschlossenem Holzzellstoff sei noch folgendes bemerkt.
Holzschliff zeigt infolge des Schleifprozesses nur Bruchstücke
von Zellen oder Zellgruppen. Besonders ins Auge fallen die Holzzellen
mit Tüpfeln und die gitterförmigen Markstrahlzellen. Natürliche Enden
sind nicht oder nur selten zu beobachten.
Holzzellstoff zeigt infolge des Aufschließens auf chemischem
Wege einzelne Zellen und Bruchstücke solcher; natürliche Enden[S. 100]
der Faser sind in großer Anzahl vorhanden. Die gitterförmigen
Markstrahlzellen fehlen in den meisten Fällen.
Hiermit sind genug Anhaltspunkte gegeben, um Holzschliff und nicht
völlig aufgeschlossenen Holzzellstoff voneinander zu unterscheiden.
Die
Bestimmung der Menge des Holzschliffes.
Bekanntlich fehlt es zur Zeit noch an Verfahren, den Holzschliff eines
Papiers in wägbarer Form abzuscheiden und so seine genaue quantitative
Feststellung zu ermöglichen; ob dies jemals gelingen wird, erscheint
zweifelhaft und dürfte auch im allgemeinen nicht von großer Bedeutung
sein. Wenn für eine Papiersorte überhaupt Holzschliff zugelassen ist,
wird es sicher in den meisten Fällen ohne ernste Bedeutung sein, ob 5%
mehr oder weniger vorhanden sind. Nur in Streitfällen wäre ein genaues
Bestimmungsverfahren von Wert.
Die bis jetzt zur Bestimmung der Holzschliffmenge eines Papiers
gemachten Vorschläge sind zweierlei Art; einmal soll der Gehalt auf
kolorimetrischem Wege und im zweiten Falle durch ein analytisches
Verfahren ermittelt werden.
Gädicke[45] stellt sich durch Vermischen von Holzschliff und
schwedischem Filtrierpapier in verschiedenen Verhältnissen Papiere
von 10, 20, 30, 40, 50 u. s. w. % Holzschliffgehalt her, die er durch
schwefelsaures Anilin gelb färbt. Die verschiedenen Farbtöne, welche
je einen Holzschliffgehalt darstellen, werden als Deckfarbe aus
geeigneten Farbstoffen gemischt und auf Papier aufgetragen; auf diese
Weise entsteht eine Tabelle, aus welcher man die Menge des im Papier
enthaltenen Holzschliffes annähernd entnehmen kann, sobald man es mit
Anilinsulfat gefärbt hat; vorausgesetzt wird hierbei natürlich, daß
stets mit Lösungen von gleicher Konzentration gearbeitet wird.
Dr. Wurster[46] verwendet das bereits erwähnte Di-Papier. Dieses
Di-Papier wird mit 1–2 Tropfen Wasser befeuchtet und, in der Mitte
zusammengelegt, zwischen das zu prüfende Papier gebracht. Ist letzteres
unter dem Reagenspapier durchfeuchtet, so wird diese Stelle mit viel
Wasser benetzt. Enthält das Papier Holzschliff, so tritt Rotfärbung
ein, und an dem Grad der Färbung des mit Filtrierpapier abgedrückten
aber noch feuchten Fleckes kann der Gehalt an geschliffenem Holz
annäherungsweise bestimmt werden. Dem Di-Papier wird nämlich eine
Farbentafel beigegeben, auf[S. 101] welche zehn verschiedene rote Farbtöne
aufgetragen sind, deren jeder einem bestimmten Holzschliffgehalt
entspricht. Hat man also das holzschliffhaltige Papier mit Hilfe des
Di-Papiers gefärbt, so sucht man auf der Tafel den Farbton aus, welcher
der erhaltenen Färbung am meisten entspricht. Die Zahl, welche sich auf
der Tafel befindet, gestattet die Bestimmung des Prozentgehaltes an
Holzschliff mit Hilfe der Gebrauchsanweisung, welche beigegeben ist.
Die Verfahren von Dr. A. Müller[47] (Behandlung des Papiers mit
Kupferoxydammoniak) und von Godeffroy und Coulon[48] (Behandlung
des Papiers mit Goldchloridlösung) haben sich bei genauer Prüfung nicht
als brauchbar erwiesen.
Prof. Rudolf Benedikt und Max Bamberger[49] wiesen an der
Hand der S. Zeiselschen Methoxylbestimmungsmethode nach, daß
dem Lignin (Holzsubstanz) eine ziemlich hohe Methylzahl zukommt; man
versteht unter Methylzahl diejenige Methylmenge in Zehntelprozenten,
welche sich beim Kochen der Substanz mit Jodwasserstoffsäure in
Form von Jodmethyl abspaltet. Die verschiedenen Holzarten verhalten
sich hierbei verschieden; es wurde im Mittel gefunden für Fichte
die Methylzahl 22,6, Tanne 24,5, Aspe 22,6. Da man mit Hilfe des
Mikroskopes feststellen kann, welcher Art das in einem Papier
vorhandene Holz ist, so kann man dadurch ermitteln, welche Methylzahl
man den Bestimmungen zu Grunde legen muß.
Bei der Untersuchung auf diejenigen Bestandteile des Holzes, welche
Methoxylgruppen enthalten und demgemäß die Abspaltung des Jodmethyls
veranlassen, ergab sich, daß hierbei nur jene Teile des Holzes in Frage
kommen, die man mit dem Namen Lignin bezeichnet.
Reine Cellulose, gereinigte Baumwolle, Filtrierpapier liefern kein
Jodmethyl; die mit Wasser, Alkohol und Äther extrahierten Hölzer
liefern nach der Extraktion dieselbe Methylzahl wie vorher.
[S. 102]
Die Ausführung der Bestimmung der Methylzahl muß mit großer Sorgfalt
geschehen, da ein Fehler von nur einer Einheit in der Methylzahl den
Holzschliffgehalt schon um 5% falsch finden läßt. Nicht ausführbar
ist die Bestimmung der Methylzahl für Holz in einem Papier, welches
Gips oder Baryumsulfat enthält, da ein größerer Schwefelgehalt die
Methylzahl durch Bildung von Merkaptan herabdrückt.
In der Versuchsanstalt wird die annähernde Bestimmung der
Menge des vorhandenen Holzschliffes u. a. auch in folgender Weise
ausgeführt. Das Verfahren ist wie das von Gaedicke und Dr.
Wurster ein kolorimetrisches, unterscheidet sich jedoch von
den beiden genannten dadurch, daß zum Vergleich nicht ein künstlicher
Farbton, sondern die Färbung, welche irgend ein Holzschliffreagens mit
Holzschliff erzeugt, direkt benützt wird.
Erforderlich zur Ausführung der Prüfung sind die nachfolgenden
Gegenstände.
- Eine Glasplatte von etwa 10 × 20 cm Fläche.
- Eine Pincette.
- Ein beliebiges Reagens auf Holzschliff (Phloroglucin,
schwefelsaures Anilin o. a.).
- Eine Reihe von Papieren mit bekanntem Holzschliffgehalt; wenn
möglich innerhalb der Grenzen 1–10% um je 1%, innerhalb 10–30% um
je 5% und von da ab um je 10% steigend; wenn diese Papiermuster
außerdem in verschiedenen Dicken zur Verfügung stehen, so ist dies
für die Ausführung der Prüfung sehr vorteilhaft.
Die Art der Versuchsausführung selbst ist folgende.
Zunächst wird festgestellt, ob das Quadratmeter-Gewicht des zu
prüfenden Papiers ungefähr übereinstimmt mit dem der
Vergleichsproben; ist dies nicht der Fall, so wird beim Versuch durch
Aufeinanderlegen von zwei oder mehreren Blättern der dünneren Sorte
der Unterschied möglichst ausgeglichen; durch eine kleine Vorprobe mit
Phloroglucinlösung überzeugt man sich, ob das in Frage kommende Papier
viel oder wenig Holzschliff enthält, damit nicht alle Abstufungen zum
Vergleich herangezogen werden müssen. Von denjenigen Mustern, die man
auf Grund dieser Vorprüfung ausgewählt hat, schneidet man kleine etwa
3 qcm große Stücke ab, ebenso ein solches von dem zu untersuchenden
Papier. Sämtliche Proben bringt man in eine Schale von Glas oder
Porzellan, welche eine Phloroglucinlösung von beliebiger Stärke
enthält; man verfährt hierbei derart, daß die nächste Probe erst dann
in die Flüssig[S. 103]keit gebracht wird, wenn die vorhergehende bereits von
beiden Seiten benetzt worden ist. Auf diese Weise vermeidet man das
Zusammenhaften der einzelnen Blätter, welches oft ein allseitiges
Benetzen verhindert. Nachdem die Lösung etwa zwei bis drei Minuten (bei
schwachen Lösungen fünf Minuten) eingewirkt hat, nimmt man zunächst
die Proben von bekanntem Gehalt heraus, läßt die daran haftende Lösung
abtropfen und legt sie mit wachsendem oder abnehmendem Gehalt an
Holzschliff der Reihe nach nebeneinander auf die Glasplatte; die zu
untersuchende Probe legt man unter diese Reihe.
Man tut gut, die Proben nun sowohl im auffallenden als auch im
durchfallenden Licht zu betrachten, das letztere besonders bei Proben
von gleicher Dicke. Man wird sich weit eher als bei den anderen
kolorimetrischen Methoden für einen bestimmten Gehalt an Holzschliff
entscheiden können.
Von besonderem Wert hat sich dies Verfahren erwiesen bei Papieren,
welche sehr wenig Holzschliff enthalten, beispielsweise weniger als 10%.
Eine Schwierigkeit des Verfahrens liegt zur Zeit noch in der
Beschaffung der Vergleichspapiere, die im Handel nicht zu haben sind;
vielleicht tragen diese Zeilen dazu bei, die eine oder die andere
Papierfabrik zur Herstellung solcher Muster zu veranlassen, wobei die
weiter unten aufgeführten Gesichtspunkte zu beachten sein würden.
Der Versuchsanstalt liegen bei ihren Prüfungen Papiere zu Grunde, die
seitens einiger Papierfabrikanten mit besonderer Vorsicht hergestellt
und der Anstalt zum Geschenke gemacht sind; sie enthalten 0,5,
1,0, 1,5 u. s. w. bis zu 90% Holzschliff und bilden ein wertvolles
Material zur annähernden Bestimmung dieses Faserstoffes im Papier.
Eine weitere Reihe von Papieren ist in der Versuchsanstalt mit den
denkbar einfachsten Mitteln hergestellt worden und dürften solche in
Ermangelung anderer, in einer Papierfabrik mit allen Hilfsmitteln
erzeugten Proben auch gute Dienste leisten.
Eine sehr wertvolle Unterstützung der vorbeschriebenen annähernden
Bestimmung der Menge des im Papier vorhandenen Holzschliffes bietet die
mikroskopische Untersuchung, vorausgesetzt, daß der Untersuchende im
mikroskopischen Arbeiten und insbesondere im Schätzen der Bilder einen
gewissen Grad von Übung besitzt.
Bei der Schätzung des Holzschliffes im mikroskopischen Bilde ist
natürlich, wie ausdrücklich hervorgehoben werden mag, ebensowenig ein
genaues Ergebnis zu erwarten wie bei dem geschilderten kolorimetrischen
Verfahren; indessen hat die Erfahrung gezeigt, daß[S. 104] die Schätzungen bei
genügender Übung im allgemeinen mit einem Fehler von weniger als 10%
behaftet sind.
Um für die Schätzungen einen festen Anhalt zu haben, ist zunächst die
Herstellung bestimmter Stoffmischungen erforderlich; die Mischungen
werden nicht in Blättern geschöpft, sondern als Brei aufbewahrt, da sie
nur in dieser Form Verwendung finden.
Auf die Herstellung der Präparate, sowohl des zu untersuchenden Papiers
als auch der Mischungen, ist große Sorgfalt zu verwenden. Man nehme für
die Präparate, soweit dies der Augenschein gestattet, immer möglichst
gleich viel Material, breite dies immer auf eine möglichst gleich große
Fläche aus und betrachte das Bild stets mit derselben Vergrößerung. Ein
Wechsel in den Objektiven und Okularen erzeugt große Unsicherheit im
Urteil. Die Abgabe des Urteils erfolgt nach dem Gesamteindruck, den das
Auge erhalten hat.
Spuren oder ganz geringe Mengen Holzschliff in als holzfrei gehandelten
Papieren haben schon oft Veranlassung zu unliebsamen Erörterungen
zwischen dem Erzeuger und Abnehmer der Ware gegeben. Wenn auch ein
Fabrikant holzfreier Papiere lediglich holzfreie Rohstoffe verarbeitet,
so ist doch in jeder Fabrik die Möglichkeit gegeben, daß das fertige
Papier verholzte Fasern und zwar in erster Linie Holzsplitterchen
enthält. Die Ansichten über die Möglichkeit, Bedeutung und Zulässigkeit
solcher Verunreinigungen sind in Fachkreisen sehr geteilt, und ein
allgemein anerkannter Handelsbrauch darüber, ob und bis zu welchem
Grade als holzfrei gehandelte Papiere durch verholzte Fasern
verunreinigt sein dürfen, ohne als holzhaltig angesehen zu werden,
besteht nicht.[50]
Die Versuchsanstalt hat von jeher den Standpunkt eingenommen, daß man
ein Papier nicht ohne weiteres als holzhaltig ansprechen soll, wenn man
verholzte Fasern in ihm nachweisen kann; der Papierfabrikant verlangt
mit Recht, daß man auch den Fabrikationsumständen bei der Beurteilung
solcher Fragen Rechnung trägt, und diese sind wie erwähnt derart,
daß unter den gewöhnlichen hier in Frage kommenden Verhältnissen
Verunreinigungen durch verholzte Fasern nicht sicher zu vermeiden sind.
Die Möglichkeiten solcher Verunreinigungen werden um so mehr in den
Hintergrund treten, je besser und wertvoller das erzeugte Papier ist,
und man wird um so mehr mit ihnen zu rechnen haben, je geringer die
Güte des erzeugten Materials ist. Aus diesem Grunde werden auch die
Ansprüche, die man an das Papier stellt, verschieden sein, und man[S. 105]
wird z. B. an ein Packpapier 5a und an ein Schreibpapier 3a, die beide
holzfrei sein sollen, nicht den gleichen Maßstab legen. Man wird in
jedem einzelnen Falle unter Berücksichtigung der Güte des Materials,
der Preislage und des Verwendungszweckes seine Entscheidung treffen
müssen.
Von diesem Gesichtspunkt aus dürfte es sich, sofern nicht besondere
Fälle vorliegen, vielleicht empfehlen, bei holzfreien Packpapieren,
Aktendeckeln u. s. w. einen Gehalt an verholzten Fasern bis zu 3%
zuzulassen; bei Schreib- und Druckpapieren aus Lumpen mit oder ohne
Zusatz von Erde dürften höchstens bis zu 0,5%, bei den übrigen holzfrei
verlangten Sorten höchstens bis zu 1% an verholzten Fasern zulässig
sein.
Diese Spielräume tragen wohl in reichlichem Maße den vorher
geschilderten Umständen Rechnung, ohne andererseits die Güte des
Papiers herabzudrücken; sind diese Grenzen aber überschritten, dann
kann man wohl nicht mehr verlangen, daß der Empfänger die „holzfrei“
bestellte Ware als solche ansieht und abnimmt.
Einen Anhalt zur Abschätzung geringer Mengen Holzschliff gibt
Tafel XVI; sie ist die Wiedergabe einer Zeichnung[51] nach Originalmustern.
Papiere mit 0,5%, 1%, 2%, 3% und 5% Holzschliff, etwa 75 g das qm
schwer, wurden mit salzsaurer Phloroglucinlösung behandelt und dann im
auffallenden Licht gezeichnet.
[S. 106]
Bestimmung der Art
der Leimung.
Tierische Leimung.
Kiliani empfiehlt, zur Bestimmung des tierischen Leims dessen
Fähigkeit, in der Siedehitze gelbes Quecksilberoxyd zu reduzieren, zu
benutzen.
Zum Versuch wird das Papier (10–15 g) möglichst fein zerkleinert und in
einem Becherglase mit destilliertem Wasser ausgekocht.
Während des Kochens versetzt man in einem zweiten Becherglase eine
Lösung von Quecksilberchlorid mit verdünnter Ätznatronlösung, wobei man
darauf zu achten hat, daß letztere im Überschuß zugesetzt wird.
Zu dem ausgefällten gelben Quecksilberoxyd fügt man den durch Kochen
des Papiers erhaltenen wässerigen Auszug.
Kocht man diese Mischung eine Zeit lang, so wird bei Anwesenheit
von tierischem Leim der gelbe Niederschlag erst schmutziggrün, dann
schwarz; nach dem Kochen setzt sich am Boden des Becherglases ein
schwarzer Niederschlag von metallischem Quecksilber ab.
Ist in dem Papier Tierleim nicht vorhanden, so verändert sich entweder
die gelbe Farbe des Quecksilberniederschlages nicht, oder sie geht nur
in Schmutziggrün über.
Den erhaltenen Niederschlag bringt man zur weiteren Untersuchung auf
ein Filter, wäscht ihn mit Wasser und später mit verdünnter Salzsäure
aus. Bleibt bei diesem Auswaschen auf dem Filter ein schwarzer
Rückstand (metallisches Quecksilber), so ist in dem Papier Tierleim
vorhanden.
Bei nicht tierisch geleimten Papieren löst sich der auf dem Filter
befindliche Niederschlag vollständig auf.
Man tut gut, sich den Verlauf der Reaktion zunächst durch[S. 107] Kochen des
Niederschlages mit Gelatinelösung selbst vor Augen zu führen.
Empfindlicher und einfacher als diese Quecksilberreaktion ist der
Nachweis des Tierleims durch Gerbsäure, der darauf beruht, daß letztere
mit Tierleim einen Niederschlag von gerbsaurem Leim (Leder) bildet.
Versetzt man eine nicht allzu dünne Leimlösung mit Gerbsäure, so
entsteht ein dicker gallertartiger Niederschlag, und selbst bei starker
Verdünnung der Lösung ist noch eine milchig-weiße Trübung zu bemerken,
aus welcher sich bald Flocken absetzen.
Behufs Ausführung des Versuchs zieht man zunächst das Papier mit
destilliertem Wasser aus und dampft den Auszug etwas ein, damit die
Reaktion schärfer zu beobachten ist; zu diesem Auszug setzt man nach
dem Erkalten Chlorammonium (als Salz) und nach dem Auflösen verdünnte
Jod-Jodkaliumlösung im Überschuß; hierdurch fällt die mit aufgelöste
Stärke als blaue Jodstärke aus; sie wird abfiltriert und das Filtrat
mit einigen Tropfen Alaunlösung und dann mit einer Lösung von Gerbsäure
in Wasser versetzt. War das Papier tierisch geleimt, so entsteht
ein mehr oder weniger dicker, flockiger Niederschlag, der sich aber
zuweilen erst nach einiger Zeit bildet.
Will man sich hiermit allein nicht begnügen, so filtriert man den
Niederschlag ab, trocknet und glüht ihn mit Natronkalk. War Tierleim
vorhanden, so bildet sich Ammoniak, das man mit Curcuma- oder rotem
Lackmuspapier (feucht) nachweisen kann, wenn es sich nicht schon durch
den Geruch bemerkbar macht.
Zum Nachweis ganz geringer Mengen Tierleim oder wenn zur Prüfung nur
sehr wenig Material verfügbar ist, wie bei der Untersuchung alter
Handschriften, schlägt Wiesner das Millonsche Reagens
vor, welches auf Eiweißstoffe, und diese sind ja im tierischen Leim
stets vorhanden, sehr empfindlich reagiert.
Eine gewogene Menge metallisches Quecksilber wird mit dem gleichen
Gewicht rauchender Salpetersäure versetzt und einige Stunden lang an
einem kalten Orte sich selbst überlassen; hierauf setzt man eine gleich
große Menge destilliertes Wasser hinzu und läßt das Ganze 24 Stunden
stehen.
Das zu untersuchende Papier wird auf ein Deckgläschen gelegt und
mit dem Reagens befeuchtet; hierauf bringt man es auf ein Drahtnetz
und erwärmt langsam. Ist tierischer Leim vorhanden, so färbt sich
das Papier in wenigen Minuten rot und zwar je nach der Menge des
vorhandenen Leims rosenrot bis ziegelrot. Später bräunt sich das
Papier, weshalb auf den Beginn der Färbung genau zu achten ist.
[S. 108]
Aus dem Zutreffen der Millonschen Reaktion kann aber nur unter
bestimmten Voraussetzungen auf Tierleim geschlossen werden. Diese sind:
- Das Papier darf kein Eiweiß als solches enthalten.
- Das Papier darf keine freien, einfach hydroxylierten
aromatischen Gruppen enthalten.
Daß man bei Prüfung alter Beschreibstoffe, unter welchen oft feine
Pergamente vorkommen, die mit Papier große Ähnlichkeit haben, auf
die Beschaffenheit des Materials Rücksicht zu nehmen hat, ist
selbstverständlich. Solche Pergamente geben die Millonsche
Reaktion ausgezeichnet, weil sie aus leimgebender Masse bestehen.
Die quantitative Bestimmung des Tierleims geschieht am besten durch
Ermittelung des Stickstoffgehaltes nach einem der hierfür bekannten
Verfahren (z. B. Kjeldahl).
Kaseinleim.
Kasein, meist in Form von Ammonium-Albumin, wird in einigen Fabriken
beim Leimen mitverwendet,[52] um dem Papier erhöhte Leimfestigkeit und
besseren Griff zu verleihen. Bei der Herstellung gestrichener Papiere
findet es gleichfalls Verwendung. Zum Nachweis von Kasein benützt man
am besten die Reaktion von Adamkiewicz, nach der sich eine
Mischung von 1 Vol. konzentrierter Schwefelsäure und 2 Vol. Eisessig
nach Zusatz von Kasein beim Erwärmen schön rotviolett färbt. Tierleim
gibt diese Färbung nicht.
Das Ausziehen des Kaseins aus dem Papier erfolgt durch Behandeln mit
Boraxlösung oder schwachen Laugen. Die Ausscheidung aus der Lösung
erfolgt dann durch Kochen mit Essigsäure. Das abgeschiedene Eiweiß wird
abfiltriert, getrocknet und in angegebener Weise geprüft. Entsteht (bei
sehr geringen Mengen Eiweiß) kein Niederschlag, so dampft man das Ganze
zur Trockene ein und prüft den Rückstand.
Harzleimung.
Die Ansichten, welches bei der Anwendung des Harzleims die wirkenden
Faktoren seien, ob freies Harz, ob harzsaure Tonerde oder ein Gemenge
beider, sind noch geteilt. Wurster behauptet, die Leimfestigkeit
des Papiers werde lediglich durch freies Harz[S. 109] bedingt, andere
behaupten, daß sie durch eine Verbindung des Harzes mit der Tonerde
bewerkstelligt wird.
Daß auf alle Fälle immer freies Harz im Papier vorhanden ist, dürfte
wohl nicht mehr angezweifelt werden, und hierauf stützen sich im
wesentlichen die Verfahren für den Nachweis der Harzleimung.
Eines der ältesten beruht darauf, daß eine alkoholische Lösung
von Harz, sobald sie mit Wasser stark verdünnt wird, sich durch
Ausscheidung von Harz milchig trübt.
Man übergießt einen in kleine Stücke zerrissenen halben Bogen des zu
prüfenden Papiers mit absolutem Alkohol und bringt das Gefäß, in dem
das Ausziehen vorgenommen wird, etwa eine Viertelstunde lang in heißes
Wasser. Gießt man diesen Auszug in destilliertes Wasser, so scheidet
sich das Harz aus, und es entsteht eine milchig-weiße Trübung.
Diese Reaktion ist indessen nicht sehr empfindlich; bei kleinen Mengen
Papier tritt sie meist nur undeutlich auf. Ihre Empfindlichkeit kann
aber gesteigert werden, wenn man dem Alkohol vor dem Kochen einige
Tropfen Salzsäure, Essigsäure o. a. zusetzt.
Eine sehr deutliche Reaktion erhält man auch, wenn man das Papier mit
reiner Essigsäure (Eisessig) ohne Zusatz von Alkohol in der Wärme
auszieht und dann den Auszug mit Wasser versetzt; in diesem Falle
genügen schon wenige Quadratcentimeter Papier. Der Versuch kann bequem
in einem Reagensglase ausgeführt werden. Man bringt in dieses kleine
Stücke des zu untersuchenden Materials, übergießt mit 2–3 ccm Eisessig,
läßt einige Male aufkochen und füllt das Glas mit destilliertem
Wasser; ist Harzleim vorhanden, so entsteht eine dicke weiße Trübung,
anderenfalls bleibt die Flüssigkeit klar.
Schwaches Opalisieren der Flüssigkeit ist nicht als Beweis für die
Anwesenheit von Harzleim anzusehen; die Essigsäure kann nämlich
unter Umständen geringe Mengen anderer Stoffe in Lösung bringen,
welche diese Erscheinung hervorrufen; sie entzieht z. B. etwa
vorhandenem Holzschliff ganz geringe Mengen Harz, löst bei vorhandenem
schwefelsaurem Kalk einen geringen Bruchteil dieses Füllstoffes
auf u. s. w. In diesen Fällen tritt beim Verdünnen mit Wasser
schwaches Opalisieren ein, das aber mit der Reaktion, welche von
Harzleim herrührt, kaum verwechselt werden kann. Um jedoch jeden
Zweifel zu beseitigen, tut man gut, einen Teil des Alkohol- oder
Essigsäureauszuges zur Trockene zu verdampfen und sich von der harzigen
Beschaffenheit des Rückstandes zu überzeugen.
[S. 110]
Morawski[53] schlägt vor, die Storchsche Reaktion
zum Nachweis von Harzöl auch bei der Untersuchung von Papier
auf Harzleimung anzuwenden. Löst man etwas Kolophonium in einem
trockenen Reagensglase durch Erwärmen mit Essigsäureanhydrid
und läßt nach dem Erkalten vorsichtig einen Tropfen konzentrierte
Schwefelsäure an dem Glase hinunterfließen, so entsteht eine rote bis
violette Färbung, die aber sogleich wieder verschwindet, um einer
braungelben Platz zu machen. Die Reaktion ist sehr empfindlich und
zeigt noch sehr geringe Mengen Harz an. Zum Nachweis im Papier verfährt
man mit etwa 10 qcm Papier ebenso. Wegen der ätzenden Eigenschaften der
beiden Reagentien ist Vorsicht geboten.
Wiesner[54] benutzt zum Nachweis von Harzleim im Papier
konzentrierte Schwefelsäure und stützt sich hierbei auf die sogenannte
Raspailsche Reaktion.
Nach Raspail nehmen Harze und Fette, ähnlich wie Eiweißkörper,
mit Zucker und Schwefelsäure behandelt, eine intensiv rotviolette Farbe
an. Da nun durch die Einwirkung von konzentrierter Schwefelsäure auf
die im Papier vorhandene Cellulose Zucker entsteht, so läßt man auf das
zu untersuchende Papier einen Tropfen Schwefelsäure fallen. Ist das
Papier mit Harz geleimt, so entsteht eine rotviolette Färbung, welche
ausbleibt, wenn kein Harzleim vorhanden ist.
Beim Eintreten der Reaktion hat man sich aber nachträglich zu
vergewissern, ob im Papier nicht auch Fette oder Eiweißkörper vorhanden
sind, da diese die Färbung ja auch geben. Dieser Umstand beeinträchtigt
natürlich den praktischen Wert der Reaktion erheblich. Ferner ist sie
nicht anwendbar, wenn das Papier verholzte Fasern enthält, da dann eine
so stark schmutziggrüne Färbung auftritt, daß die Harzreaktion völlig
verdeckt wird.
Wertvoll für den Untersuchenden ist bei Anwendung dieser Reaktion der
Umstand, daß man zu ihrer Ausführung nur sehr wenig Papier braucht.
Ein weiteres, in der Versuchsanstalt ermitteltes Verfahren, das sich
durch große Einfachheit in der Versuchsausführung auszeichnet, ist
das folgende. Man schneidet aus dem zu prüfenden Material ein etwa
handgroßes Stück heraus, legt es auf eine hohle[S. 111] Unterlage (Glasschale,
Uhrglas, Trinkglas o. a.) und läßt aus einer Tropfflasche etwa 4–6
Tropfen Äther auf die Mitte des Blattes fallen. Der Äther breitet
sich auf dem Blatt mehr oder weniger aus und ist nach kurzer Zeit
verdunstet; die Verdunstung kann durch Zufächeln oder Zublasen von Luft
noch befördert werden, so daß der ganze Versuch kaum 15–20 Sekunden
in Anspruch nimmt. Bei harzgeleimten Papieren zeigt sich dann ein
mehr oder weniger deutlicher Harzrand. Bildet sich nach der ersten
Verdunstung kein Rand, so tut man gut, noch ein zweites und drittes
Mal zu tropfen, da zuweilen bei Papieren mit wenig Harzleim, z. B. bei
gleichzeitig vegetabilisch und tierisch geleimten, der Rand weniger
deutlich erscheint als sonst.
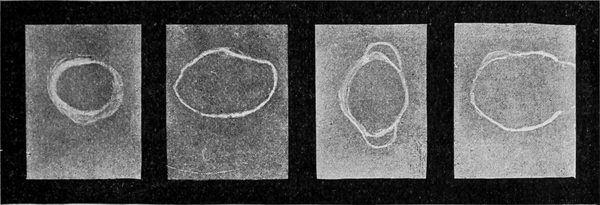
Fig. 58.
Aus Fig. 58 ist zu ersehen, wie die Reaktion auftritt. Die Figuren
zeigen 4 verschiedene Papiersorten, welche in der eben geschilderten
Weise behandelt und dann im durchfallenden Licht photographisch
aufgenommen wurden.
Besonders wertvoll dürfte sich dieses Verfahren beim Prüfen von
Büchern, Druckwerken, Handschriften, Landkarten u. s. w. erweisen,
da man diese direkt, ohne Teile davon zu entnehmen, dem Versuch
unterwerfen kann. Der zurückbleibende Harzrand wird das Versuchsobjekt
in den meisten Fällen nicht entwerten; man kann sich in diesen Fällen
mit einem Raum begnügen, der für einen einzigen Tropfen ausreicht, da
dieser schon, entweder beim ersten Male oder im Wiederholungsfall, das
Harz anzeigt.
In den weitaus meisten Fällen wird es dem Ermessen des Untersuchenden
freistehen, sich der einen oder anderen der geschilderten Verfahren zu
bedienen; er wird sich dabei leiten lassen von äußeren Umständen, etwa
von den zur Verfügung stehenden Reagentien, der Menge des vorhandenen
Papiers u. s. w. In einigen[S. 112] besonderen Fällen aber wird er eine
Auswahl zu treffen haben. Handelt es sich z. B. um ein gefettetes
Papier, so kann man dieses nicht durch Ausziehen mit Alkohol oder
Eisessig untersuchen, da dann auch das Fett in Lösung geht und nachher
mit Wasser eine Trübung gibt; ebensowenig kann man in diesem Falle
die Wiesnersche Reaktion anwenden, da schon das vorhandene
Fett Ursache einer Färbung im Verein mit Schwefelsäure werden würde;
auch die Äther-Tropfmethode läßt hier im Stich, da schon durch das
Fett allein ein Rand erzeugt wird. Es bleibt also für diesen Fall
nur die Morawskische Reaktion übrig, wobei man allerdings
die wohl immer zutreffende Voraussetzung machen muß, daß zum Fetten
des Papiers keine Harzöle Verwendung gefunden haben, denn diese
geben die Morawskische Reaktion ebenfalls. Auch bei gefärbten
Papieren wird man nicht immer jede der angeführten Methoden anwenden
können; je nach dem Verhalten des Farbstoffes den anzuwendenden
Reagentien gegenüber wird man eine Auswahl vorzunehmen haben. Kurz,
man kann zum Nachweis des Harzes im Papier nicht gut eine allgemeine
Vorschrift geben, die auch alle besonderen Fälle in sich schließt; der
Untersuchende muß vielmehr von Fall zu Fall selbst seine Entscheidung
treffen.
Zur Bestimmung der Menge des vorhandenen Harzes (frei und gebunden)
kocht man das Papier mit etwa 5prozentiger Natronlauge, filtriert,
wäscht mit heißem Wasser aus und setzt zu dem Filtrat Schwefelsäure.
Das hierbei ausgeschiedene Harz wird durch Schütteln mit Äther
aufgenommen und bestimmt.
Stärke.
Stärke wird beim Leimen vielfach angewendet, um dem Papier ein
schöneres Aussehen zu geben; die Stärkeleimung, welche als solche bei
uns nicht mehr in Gebrauch ist, ist älteren Datums als die animalische
und vegetabilische Leimung.
Wiesner[55] hat nachgewiesen, daß beispielsweise alle Papiere
des Papyrus Erzherzog Rainer ausschließlich durch Stärke
beschreibbar gemacht worden sind.
Erst im Jahre 1377 tritt die tierische Leimung bei Papieren auf.
Der Nachweis der Stärke im Papier geschieht mit Hilfe von stark
verdünnter Jod-Jodkaliumlösung; bringt man einen Tropfen auf
stärkehaltiges Papier, so entsteht eine Blau- oder Violettfärbung
infolge der Bildung von Jodstärke. Die Jodlösung muß sehr ver[S. 113]dünnt
sein, weil sonst die Blaufärbung des Papiers durch die braune Farbe der
Lösung verdeckt wird.
Zur Bestimmung der Menge der vorhandenen Stärke wird letztere durch
Behandlung des Papiers mit Diastase oder verdünnter Säure in Zucker
übergeführt und dieser mit Hilfe der hierfür bekannten Verfahren
bestimmt.[56]
Von einem Schreibpapier verlangt man, daß es leimfest ist, d. h. daß
Tintenschrift weder ausläuft noch durchschlägt. Die Forderung, daß die
Schriftzüge nicht auslaufen, ist ohne jede Einschränkung zu stellen; ob
das Papier dick oder dünn ist, die Schriftzeichen müssen scharfe Ränder
zeigen, wenn es als leimfest gelten soll.
Bei der Beurteilung des Widerstandes des Papiers gegen das Durchdringen
der Tinte muß man seine Ansprüche mit der Dicke des Materials in
Einklang bringen, da naturgemäß unter sonst gleichen Umständen dickeres
Papier stärkere Schrift zu halten im stande ist als dünneres.
Zur Beurteilung der Leimfestigkeit von Papier hat Leonhardi,
gestützt auf grundlegende, von Schluttig ausgeführte Versuche,
die Behandlung mit neutraler Eisenchloridlösung, deren Eisengehalt
1,531% beträgt, vorgeschlagen.[57] Nach seinen Beobachtungen soll diese
Lösung in ihrer Fähigkeit, Papiere zu durchdringen, mit den besseren
Schreib- und Kopiertinten übereinstimmen.
Mittels einer Ziehfeder werden auf dem zu untersuchenden Papier Striche
mit der erwähnten Eisenchloridlösung gezogen; die Spitzen der Feder
stehen hierbei 1 mm auseinander.
Nach dem Eintrocknen wird auf die Rückseite des Papiers eine geringe
Menge ätherischer Tanninlösung gegossen.
Ist das Papier schlecht geleimt, so ist Eisenlösung durch das Papier
gedrungen und diese Stelle färbt sich dann bei dem Aufgießen der
Tanninlösung mehr oder weniger schwarz.
Post hat diesem Verfahren eine andere Ausführungsform gegeben,
wobei er zugleich in gewissem Maße auf die Dicke des Papiers Rücksicht
nimmt.
[S. 115]
Die Eisenchloridlösung wird in einer Flasche aufbewahrt, wie sie
Fig. 59 zeigt. Der bis auf den Boden gehende Stopfen ist eine Pipette,
welche oben mit einer feinen Gummimembran verschlossen ist. Die Pipette
läßt bei einem Druck auf die Gummischeibe stets Tropfen von 0,03 g
fallen.
Man hängt die gefüllte Pipette so auf (Fig. 60), daß ihre Spitze
von der Tischplatte 10 cm entfernt ist, legt ein Stück des zu
untersuchenden Papiers darunter und läßt durch Drücken auf die
Gummimembran einen Tropfen der Eisenlösung fallen. Den Tropfen läßt man
nun so viel Sekunden auf dem Papier, wie dieses Gramm pro Quadratmeter
schwer ist. Nach Verlauf dieser Zeit nimmt man den Rest des Tropfens
mit Filtrierpapier auf.

Fig. 59.
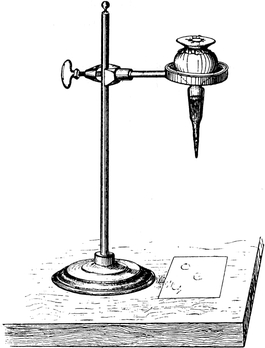
Fig. 60.
Hat man auf diese Weise 4–5 Flecke erzeugt, so behandelt man nach
völligem Trocknen die Rückseite des Papiers mit Tanninlösung wie vorher
angegeben.
Von der Anwendung der ätherischen Tanninlösung sollte man
indessen Abstand nehmen und statt dessen eine wässerige
Auflösung benützen, weil der Äther ein Lösungsmittel für Harz ist und
deshalb trotz seiner schnellen Verdunstung in das Papier eindringen und
so das Tannin in das Innere des Blattes führen kann; man hat deshalb,
wenn ein schwarzer Niederschlag entsteht, nicht die[S. 116] Gewißheit, daß
er auf der Rückseite entstanden ist; er kann sich auch im Innern des
Papierblattes gebildet haben.
Um dem vorzubeugen, befeuchtet man einen Flock Baumwolle mit wässeriger
Tanninlösung und fährt hiermit über die Rückseite des zu prüfenden
Papiers; das auf diese Weise schwach angefeuchtete Papier wird sofort
mit Fließpapier nachgetrocknet, so daß Eindringen von Feuchtigkeit in
das Papier von der Rückseite her nicht zu befürchten ist.
Osw. Schluttig und Dr. G. S. Neumann haben die Ausführung
der Prüfung mit Eisenchlorid noch anders gestaltet.[58] Veranlassung
hierzu gaben die Arbeiten Schuberts über das Postsche
Verfahren[59] und der Wunsch einen Weg zu finden, um auch Über den
Grad der Leimung ein Urteil abgeben zu können.
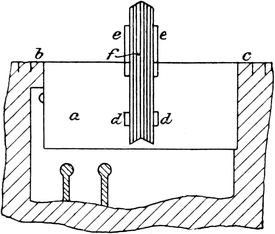
Fig. 61a.
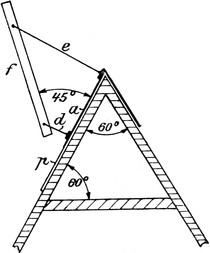
Fig. 61b.
Schluttig und Neumann schlagen die Prüfung in folgender
Weise vor:
Das Papier p wird auf einem hierfür hergerichteten dachartigen
Gestell (Fig. 61a–b) befestigt, dessen Seitenwände mit der Tischplatte
einen Winkel von 60° bilden. Ein Aufsatz trägt eine Blechrinne f,
die gegen p um 45° geneigt ist. In ein Glasröhrchen von bestimmten
Abmessungen wird eine stets gleiche Menge Eisenchloridlösung gesaugt,
die in 100 Gewichtsteilen 1 g Eisen (als Eisenchlorid), 1 g Gummi
arabicum und 0,2 g Phenol enthält. Das Röhrchen wird oben mit dem
Finger verschlossen und so gegen f gelegt, daß das untere Ende das
Papier berührt. Wird nun die obere Öffnung freigegeben, so fließt
die Lösung auf dem Papier herunter. In dieser Weise erzeugt man nach
jedesmaligem Verschieben des Aufsatzes um 3 cm noch zwei Streifen
(Fig. 62). 15 Minuten nach Bil[S. 117]dung des dritten Streifens wird das
Blatt umgedreht und auf der Rückseite in gleicher Weise mit wässeriger
Tanninlösung (1prozentige Lösung mit 0,2 g Phenol) so behandelt, daß
sich die Streifen in der aus Fig. 63 ersichtlichen Weise kreuzen.
Bei nicht leimfesten Papieren färben sich die neun
Kreuzungspunkte der Streifen wenige Sekunden nach dem Herunterlaufen
der Tanninlösung schwarz. Ein Papier gilt als leimfest, wenn
erst nach Verlauf einiger Minuten Farbreaktionen auftreten, beginnend
bei 1⁄6,
so daß die inneren Kreuzungspunkte
1⁄6,
2⁄6,
1⁄5 und
2⁄5
deutlich grau bis schwarz, wohl auch einige der äußeren grau gefärbt
sind.
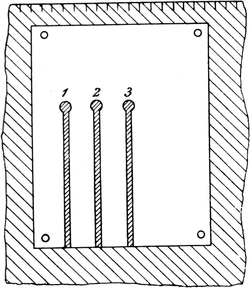
Fig. 62.
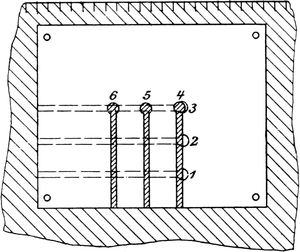
Fig. 63.
Zeigen die inneren Kreuzungspunkte nach 24 Stunden nur eine ganz
schwache graue Färbung, so gilt das Papier als sehr leimfest;
zeigt sich nach dieser Zeit an keinem der Kreuzungspunkte eine Färbung,
so ist das Papier außerordentlich leimfest.
Bei zahlreichen vergleichenden Prüfungen auf Leimfestigkeit unter
Benutzung der beiden zuletzt geschilderten Verfahren einerseits
und unter Ausführung von Schreibversuchen mit verschiedenen Tinten
andererseits zeigte sich in den meisten Fällen Übereinstimmung in
den Ergebnissen. Vereinzelt kamen aber Abweichungen, teilweise recht
auffallender Art, vor, die zeigten, daß das Eindringen der Eisenlösung
nicht immer in gleicher Weise erfolgt wie das der Tinte.
So wurden beim Arbeiten nach Post, namentlich bei der
Untersuchung von blauen Aktendeckeln und Packpapieren, Fälle
beobachtet, in denen die Eisenchloridtropfen das Material völlig[S. 118]
durchdrangen, starke Tintenschrift aber weder auslief noch durchdrang.
Bei Anwendung des Schluttig-Neumannschen Verfahrens wurden
u. a. Fälle beobachtet, in denen Papiere nach der Farbbildung an
den Kreuzungspunkten als sehr leimfest hätten bezeichnet werden
müssen, während Tintenschrift durchschlug. Hier spielte wohl die
Oberflächenbeschaffenheit der Papiere eine Rolle, denn bei stark
geglätteten Papieren wird das Eindringen der Prüfungsflüssigkeit bei
horizontaler Lage des Papierblattes leichter und stärker erfolgen als
bei schräg liegendem Blatt.
Auf die Einzelheiten der gemachten Beobachtungen kann hier nicht weiter
eingegangen werden; sie haben aber gezeigt, daß zur Beurteilung der
Leimfestigkeit von Papier unbedingt auch Versuche unter Verwendung
von Tinte ausgeführt werden müssen. Man wählt hierzu zweckmäßig 2–3
gute Handelsmarken verschiedener Zusammensetzung aus, die man gut
verschlossen aufbewahrt. Für den Versuch entnimmt man jedesmal kleine
Mengen aus den Vorratsflaschen.
Der Versuch selbst wird am besten mit einer Ziehfeder ausgeführt.
Man zieht Striche von verschiedener Dicke und achtet auf möglichst
gleichmäßige Ausführung. Zunächst werden die Spitzen der Feder für die
gewünschte Strichdicke eingestellt, dann Tinte bis zu einer gewissen
Marke eingefüllt und schließlich die Feder an einem Lineal entlang
geführt, so weit es angeht, stets mit gleicher Geschwindigkeit und in
derselben Neigung zum Papierblatt. Vor jedem neuen Strich wird die
Feder wieder gefüllt.[60] Die Striche werden untereinander gezogen und
Kreuzungen vermieden.
Will man Über den Grad der Leimfestigkeit ein Urteil abgeben, so
steigert man die Strichdicke, etwa von ½ mm anfangend, von Versuch
zu Versuch um ¼ mm, bis die Tinte durchschlägt. Man kann dann
sein Urteil dahin zusammenfassen, daß das Papier leimfest ist für
Strichdicken bis zu... mm. Dieses Urteil gibt ein klares Bild über die
Beschreibbarkeit des vorliegenden Materials, klarer als die Angaben
leimfest, sehr leimfest u. s. w.
Gewöhnliche Schreibpapiere, wie Kanzlei- und Konzeptpapiere von etwa
80–100 g Quadratmetergewicht, wird man als genügend geleimt ansehen
können, wenn ¾ mm dicke Striche weder auslaufen noch durchschlagen.
[S. 119]
Hat man das Papier mit der Ziehfeder behandelt, so beschreibt man es
auch in gewöhnlicher Weise, wobei man gut tut, stets den gleichen
Wortlaut, z. B. Namen und Wohnort anzuwenden, da hierdurch eine
größere Gleichmäßigkeit in der Ausführung gesichert wird als bei stets
wechselnden Worten.
Bei Papieren, die nur auf einer Seite beschrieben werden, wie
Briefumschlagpapier, kann man sich mit der Forderung begnügen, daß die
Schriftzüge scharfe Ränder aufweisen; ob sie Neigung zum Durchschlagen
zeigen, kommt praktisch nicht in Betracht. Bei Wechselpapieren kann
schwache Leimung sogar von besonderem Wert sein, da durch das tiefe
Eindringen der Tinte Fälschungen erschwert werden.
Gegen die Ausführung der Versuche mit Tinte lassen sich naturgemäß
eine Reihe von Einwänden erheben. Einmal ist man abhängig von der
Beschaffenheit der Tinte, die auch in den besten Fabriken nicht immer
von gleicher Zusammensetzung hergestellt werden kann, ferner ist die
Art und Weise des Auftragens nicht immer gleich, es wird nicht immer
die gleiche Menge Tinte auf eine bestimmte Strichlänge kommen u. a. m.
Ähnliche Einwände sind aber auch gegen die beiden geschilderten
Eisenchlorid-Verfahren zu machen.
Man kann aber die Versuche mit Tinte, wie schon erwähnt, nicht
entbehren und man muß sich mit den Mängeln, so gut es geht, abfinden,
bis das Verfahren weiter ausgearbeitet ist. Vielleicht gelingt es,
eine Vorrichtung zu schaffen, mit Hilfe deren man die Tinte in stets
gleicher Weise auf das Papier bringen kann (gleiche Geschwindigkeit
beim Ziehen mit der Feder, gleiche Neigung der Feder zum Blatt, gleiche
Tintenmenge für eine Längeneinheit, gleicher Druck der Feder u. s. w.).
[S. 120]
Nachweis
von freiem Chlor und freier Säure.
Papiere, die freies Chlor und freie Säure enthalten, gehören zu den
Seltenheiten. Die ganzen Verhältnisse, unter denen das Papierblatt
entsteht, machen schon das Hineingelangen von Chlor und Säure in
das Papier außerordentlich schwierig. Überschüssiges Chlor aus dem
Halbstoff wird durch Hinzufügen von Entchlorungsmitteln und durch
die großen Wassermengen, mit denen die Faser in Berührung kommt,
unschädlich gemacht. Die in dem Stoff etwa vorhandene Säure, sei sie
nun direkt zugesetzt oder durch den Alaun hineingelangt, wird teils
gebunden, teils durch den Waschprozeß entfernt.
Findet man daher ab und zu ein Papier, in dem man freies Chlor und
freie Säure nachweisen kann, so dürfte deren Anwesenheit auf besondere
Umstände bei der Fabrikation zurückzuführen sein. So kann ein Papier,
wenn beim Bleichen Chlorkalkschlamm in den Stoff gelangt ist,
Chlorkalkreste enthalten und noch eine Zeit lang die Chlorreaktion
geben.
Der Nachweis des freien Chlors im Papier geschieht in ähnlicher Weise
wie bei Prüfung des Halbzeuges; man nimmt hierbei bekanntlich eine
geringe Menge des zu prüfenden Stoffes aus dem Holländer, preßt mit der
Hand aus und läßt wenige Tropfen einer Kaliumjodidstärkelösung darauf
fallen; ist noch freies Chlor vorhanden, so färbt sich das Halbzeug
infolge der Bildung von Jodstärke mehr oder weniger blau.
Bei der Prüfung des fertigen Papiers verfährt man am besten in der
Weise, daß man es in Stücke zerschneidet, diese durch destilliertes
Wasser zieht und sie dann abwechselnd mit Kaliumjodidstärkepapier
übereinanderschichtet; das Ganze beschwert man mit einer Glasplatte.
Das Wasser zieht etwa vorhandenes Chlor allmählich aus, das Chlorwasser
wirkt auf das Reagenspapier und erzeugt mehr oder weniger blaue
Streifen und Flecken.
Das Kaliumjodidstärkepapier stellt man sich her, indem man gewöhnliche
Stärke mit kaltem Wasser zu einem Brei anrührt und[S. 121] diesen unter
Umrühren in siedendes Wasser gießt, in welchem man eine geringe
Menge Jodkalium aufgelöst hat; durch die erkaltete Lösung zieht man
Filtrierpapier.
Wenn es so ziemlich einfach ist, sich von dem Vorhandensein freien
Chlors zu überzeugen, so ist der Nachweis freier Säure schwieriger.
Eine möglichst große Menge des zerkleinerten Papiers übergießt man in
einem Becherglase mit einer möglichst geringen Menge destillierten
Wassers; das Ganze erwärmt man etwa eine Stunde lang mäßig, wobei
ein häufiges Umrühren der Masse von Vorteil ist. Man darf dann wohl
mit Sicherheit annehmen, daß der weitaus größte Teil aller im Papier
enthaltenen, durch Wasser ausziehbaren Stoffe, also auch die freie
Säure, in Lösung gegangen ist; man gießt den Auszug ab und arbeitet
nun bei der weiteren Untersuchung allein mit diesem. Dasjenige Mittel,
dessen man sich in der Chemie gewöhnlich zum Nachweis der freien Säuren
bedient, das blaue Lackmuspapier, läßt sich im vorliegenden Falle nicht
anwenden, da in dem Auszug in den meisten Fällen Tonerdesalze vorhanden
sind, welche ebenfalls blaues Lackmuspapier rot färben.
Ein Farbstoff, der nicht durch Tonerdesalze, wohl aber durch freie
Säure verändert wird, ist das Kongorot, und dieses kann man im
vorliegenden Fall verwenden. Man bringt in einen Teil des erhaltenen
Auszuges ein Stück Kongopapier,[61] das sich dann bei Gegenwart
freier Säure mehr oder weniger blau färbt. Die Empfindlichkeit des
Kongofarbstoffes ist erheblich geringer als die des Lackmus, und man
wird sich nicht immer mit der Kongoreaktion zufrieden geben können.
In solchen Fällen wird der wässerige Auszug aus dem Papier mit
Normalkalilauge unter Anwendung von Tropäolin als Indikator titriert.
Von den Papieren, welche zum Umhüllen von Metallen Verwendung finden,
also zum Verpacken von Nähnadeln, Messern, Blattmetallen u. s. w.,
verlangt der Verbraucher mit Recht, daß sie frei von Stoffen sind,
die das in Frage kommende Metall angreifen. Von diesem Gesichtspunkt
ausgehend wird bei Bestellung derartiger Papiere dem Fabrikanten
gewöhnlich vorgeschrieben, das Papier „chlor- und säurefrei“ zu
liefern. Mit dieser Bestimmung im Vertrag glaubt der Bezieher alles
getan zu haben, um seine Metallwaren gegen schädliche Einflüsse durch
das Papier geschützt zu wissen. Es herrscht eben weit verbreitet die
Ansicht, daß Papier, welches frei von Chlor und Säure ist, sich ohne
weiteres zum Ein[S. 122]schlagen jedweder Metallwaren eignet. Obwohl schon
wiederholt, so insbesondere von Dr. Stockmeier in Nürnberg,
der auf diesem Gebiet besonders erfahren ist, auf das Irrtümliche
dieser Auffassung hingewiesen worden ist, taucht sie immer wieder auf.
Beschwerden über Korrosion von Metallen durch chlor- und säurehaltige
Papiere kehren immer wieder.
Zu fest scheint die Annahme gewurzelt, daß es bei der Beurteilung eines
Papiers zu dem erwähnten Zweck lediglich darauf ankommt, zu wissen, ob
es „chlor- und säurefrei“ ist.
Gemeint ist hiermit natürlich freies Chlor und freie Säure, denn Chlor
und Säure in gebundenem Zustand sind wohl in jedem Papier vorhanden,
das als Einschlagpapier für Metalle in den Handel kommt.
Der Lieferant eines Papiers, das zum Umhüllen von Metallwaren bestimmt
ist, kann die Bedingung „chlor- und säurefrei“ leicht eingehen,[62]
denn selbst wenn ein Papier unmittelbar nach der Herstellung Spuren
von freiem Chlor und freier Säure enthalten sollte, nach kurzer Zeit
werden beide in den gebundenen Zustand übergeführt sein; daher wird die
Prüfung auf freies Chlor und freie Säure wohl meist zu einem negativen
Ergebnis führen. Auf dieses Ergebnis fußt dann der Verbraucher,
hält das Papier für geeignet und ist erstaunt, wenn es dennoch
Metallgegenstände angreift.
Es erscheint daher angebracht, auch an dieser Stelle darauf
hinzuweisen, daß die Ursache der Einwirkung auf Metalle ganz
verschiedenartig sein kann und daß die Gewährleistung für die Güte
des Papiers von einem anderen Gesichtspunkt aus gefordert und gegeben
werden sollte, als es jetzt meist geschieht.
Wird Blattsilber von dem zum Verpacken benutzten Papier angegriffen,
so werden meist Schwefel oder Schwefelverbindungen die Ursache sein;
dasselbe Papier zum Umhüllen blanker Stahlwaren benutzt, könnte sich
vorzüglich bewähren, weil eine Einwirkung von Schwefel oder Sulfiden
auf Stahl nicht so leicht vorkommen dürfte. Enthält ein Papier
gleichzeitig Chloride und Alaun, so sind, worauf Dr. Wurster
schon 1888 in der Papierzeitung hingewiesen hat, bei feuchter Luft die
Bedingungen für die Bildung von Salzsäure gegeben; in einem solchen
Papier würden Stahlwaren Rost ansetzen, und Dr. Stockmeier hat
einzelne solcher Fälle in der „Papierzeitung“ 1893, S. 2584 bekannt
gegeben und durch Analysenergebnisse belegt. Beim Verpacken von
Blattsilber in[S. 123] einem solchen Papier hätte man schädliche Einflüsse
viel weniger zu befürchten.
Man wird also gut tun, dem Fabrikanten bei Bestellung von Papieren
zum Umhüllen von Metallen stets anzugeben, um welche Metalle es sich
handelt; er kann dann bei der Herstellung auf diejenigen Verbindungen
besonders Rücksicht nehmen, die dem Metall schädlich werden können. Die
Verbraucher solcher Papiere sollten sich aber die Frage vorlegen, ob
die Papiersorten, die man infolge jahrelanger Gewohnheit zum Verpacken
von Metallen verwendet, für diesen Zweck auch besonders geeignet sind.
So kommen Stahlnadeln fast ausschließlich in dem bekannten schwarzen
Nadelpapier verpackt zum Verkauf; der Käufer ist an diese Verpackung
gewöhnt, der Verkäufer ist daher bestrebt, sie beizubehalten, hält sie
auch wohl für besonders geeignet. Dies scheint aber nicht der Fall
zu sein. Bei einer Reihe von Vergleichsversuchen über das Verhalten
blank polierter Stahlwaren in schwarzem Nadelpapier einerseits und
gewöhnlichem Schreib- und Filtrierpapier andererseits zeigte sich in
den meisten Fällen, daß das Nadelpapier zum Verpacken am wenigsten
geeignet war. Die bisher ausgeführten Versuche sind allerdings zu einem
abschließenden Urteil nicht ausreichend, da sich die Erfahrungen aber
stets in der gleichen Richtung bewegten, so läge es wohl im Interesse
der Erzeuger und Verbraucher derartiger Papiere, wenn die Frage auf
breiter Grundlage gründlich studiert würde. Wie schon vorhin erwähnt,
gehören Alaun und Chloride zu denjenigen Stoffen, die unter Umständen
Stahlwaren angreifen können; man sollte also bei der Herstellung von
Nadelpapier hinsichtlich der Verwendung von Alaun sehr vorsichtig sein
und außerdem nur ungebleichte Stoffe verarbeiten; auch das Färben
sollte unterbleiben, wenigstens die jetzt übliche Färbung mit Blauholz,
bei der die Fasern vorher gebeizt werden. Von der Beize bleibt ein Teil
im Stoff zurück, der unter geeigneten äußeren Bedingungen schädlich
wirken kann.
Gegenständen aus Silber, leonischen Fabrikaten u. s. w. sind, wie
schon erwähnt, Papiere, die Schwefel oder Schwefelverbindungen
enthalten, besonders gefährlich; bei der Auswahl der Rohstoffe für die
Erzeugung der Papiere sollte man hierauf gebührend Rücksicht nehmen.
Schwefelhaltige Farbstoffe, wie z. B. Ultramarin, sollte man natürlich
ganz ausschließen.
Die reine Faser greift Metalle nicht an; man sollte also dahin streben,
Einschlagpapiere für Metalle lediglich aus reinem Fasermaterial
herzustellen und alle sonstigen Zusätze nach Möglichkeit vermeiden oder
doch so weit es angeht beschränken.
Als Vergilbung bezeichnet man die Änderung des Farbtones eines Papiers
beim Lagern; sie ist in mehr oder minder hohem Maße und in mehr
oder weniger langen Zeiträumen bei allen Papieren zu beobachten[63]
und ist vorzugsweise auf die Einwirkung von Licht, Luft und Wärme
zurückzuführen. Am schnellsten geht die Vergilbung bei Einwirkung
von Licht oder Wärme von statten; werden diese beiden Faktoren
ausgeschlossen, wird das Papier also unter Abschluß von Licht in
ungeheizten Räumen aufbewahrt, so hält es sich lange unverändert.
Am leichtesten vergilben, wie bekannt, Papiere mit verholzten Fasern,
also in erster Linie holzschliffhaltige Erzeugnisse; bei diesen bemerkt
man schon, wenn sie nur kurze Zeit von der Sonne beschienen wurden, den
Beginn der Vergilbung. Je mehr verholzte Fasern sie enthalten, um so
stärker vergilben sie. Das gleiche Verhalten zeigen Papiere, die mit
Farbstoffen getönt sind, die nicht lichtecht sind.
Aber auch holzfreie Papiere, ohne Zusatz derartiger Farben hergestellt,
vergilben oft ziemlich stark, und nach den Untersuchungen von Dr.
Klemm sind hier vorzugsweise seifenartige Verbindungen des
Eisens mit Harz- und Fettkörpern die Ursache.
Die Menge dieser Verbindungen gibt ein Maß für die Beurteilung der
Vergilbungsneigung.
Als bestes Mittel, diese Seifen aus dem Papier herauszulösen, empfiehlt
Klemm eine Mischung von 2 Teilen Äther und 1 Teil Alkohol.[64]
[S. 125]
Mit diesen Anhaltspunkten ist der Weg zur Ermittelung der
Vergilbungsneigung eines Papiers gegeben.
Aus einer abgewogenen Menge Papier (3 g) werden die Eisenseifen in
einem Extraktionsapparat (z. B. Thorn, Soxhlet) mit Hilfe
des Äther-Alkoholgemisches ausgezogen, und dann wird der Gehalt an
Eisen bestimmt. Hierzu wird der Auszug zur Trockne verdampft, geglüht
und der Rückstand mit Säure aufgenommen.
Für die Eisenbestimmung leistet in den meisten Fällen das auf
Farbvergleich beruhende Verfahren mit Hilfe von Rhodanammonium und
einer titrierten Lösung von Eisenchlorid oder Ammoniakeisenalaun in
der von Lunge und v. Kéler[65] ausgearbeiteten Form gute
Dienste. Es erlaubt die Bestimmung auf eine Genauigkeit von ±0,000001
g Eisen, wenn 5 ccm des Auszuges zur Untersuchung benutzt werden. Die
Gesamtmenge des vorhandenen Eisens darf aber nicht mehr als 0,00002
g betragen. Ist mehr Eisen vorhanden und hat man den Auszug zunächst
so hergestellt, daß 5 ccm 1 g Papier entsprechen, so muß man entweder
den Auszug entsprechend verdünnen oder aber das Eisen in anderer Weise
bestimmen.
Der in Form von Eisenseifen in Papieren vorhandene Gehalt an Eisen
schwankt nach den bisherigen Erfahrungen zwischen 0,0002 g und 0,01 g
in 100 g Papier oder 0,2 g bis 10 g in 100 kg Papier.
In einfacher, wenn auch nicht so einwandfreier Weise, kann man den
Versuch ausführen, wenn man die Eisenseifen mit Natronlauge auszieht.
Hierbei treten vielfach Zersetzungen ein, und man wird daher dieses
Verfahren nur wählen, wenn es sich lediglich um eine möglichst schnelle
Orientierung und annähernde Schätzung handelt.
Man kocht 1 g Papier im Reagensglas mit 5 ccm einer 1prozentigen
alkoholischen Natronlauge aus, gießt die mehr oder weniger stark gelb
gefärbte Flüssigkeit, welche nunmehr die organischen Eisenverbindungen
enthält, in ein anderes, zuvor mit Salzsäure sorgfältig gereinigtes
Glas und fügt Salpetersäure bis zur deutlich sauren Reaktion hinzu;
dabei fällt das zur Leimung verwendete Harz aus. Hierauf versetzt man
die Lösung mit ungefähr 2 ccm einer 10prozentigen Rhodanammoniumlösung,
wodurch sie sich bei Gegenwart von Eisen mehr oder weniger rot färbt.
Zum Schluß setzt man noch 5 ccm Äther hinzu und schüttelt tüchtig durch.
Der sich an der Oberfläche ansammelnde Äther nimmt den[S. 126] roten Farbstoff
auf und zeigt nun eine der Farbabstufungen von blaßrot bis blutrot. Je
dunkler die Farbe, um so mehr ist das Papier des Vergilbens fähig.
Klemm hat nach seinem Verfahren eine große Anzahl holzfreier
Papiere geprüft und sie gleichzeitig der Einwirkung des Lichtes
ausgesetzt. Hierbei zeigte sich, daß sie durch die infolge der
Belichtung erzielte Farbänderung einerseits und durch die Eisenreaktion
andererseits in gleicher Weise abgestuft wurden.
Man hat also in dem Verfahren ein Mittel, sich durch einen
verhältnismäßig einfachen Versuch ein Bild von dem voraussichtlichen
Vergilben des Papiers zu machen.
[S. 127]
Bestimmung
der Saugfähigkeit von Löschpapier.
Zur Bestimmung der Saugfähigkeit von Löschpapier bedient man sich
zweckmäßig eines von Winkler vorgeschlagenen Apparates, dessen
Bau aus Fig. 64 zu ersehen ist.[66]
An dem in vertikaler Richtung verschiebbaren und in jeder Lage durch
eine Schraube festzulegenden Querbalken befinden sich 4 Maßstäbe mit
Millimeterteilung und daneben 4 Klemmen zum Festhalten des zu prüfenden
Papiers. In dem unteren Teil des Gestelles befindet sich eine Schale
aus Zinkblech, in die so viel Wasser gegossen wird, daß die Maßstäbe
beim tiefsten Stand des Querbalkens die Oberfläche eben berühren.
Zum Versuch entnimmt man Streifen von etwa 15 mm Breite (die Breite der
Streifen ist ohne Einfluß auf das Ergebnis) und 180 mm Länge, je 5 aus
der Maschinen- und Querrichtung. Diese bringt man bei hochgehobenem
Querbalken in die Klemme, wie es Fig. 64 zeigt, so daß sie neben
den Maßstäben, und von diesen 1–2 mm entfernt, herunterhängen. Die
untere Kante der Streifen muß die Maßstäbe um 5–10 mm überragen. Bringt
man nun den Querbalken in seine tiefste Lage, so tauchen sämtliche
Streifen ins Wasser, und letzteres steigt im Papier auf, zuerst
schneller, dann immer langsamer. Die Schnelligkeit des Aufsteigens
hängt von der Saugfähigkeit des Papiers ab. Als Maß für die Beurteilung
hat sich die Saughöhe nach 10 Minuten allgemein eingebürgert.
Da die Saughöhe in der Maschinenrichtung meist etwas größer ist als in
der Querrichtung, so prüft man 5 Streifen jeder Richtung und bildet aus
den abgelesenen 10 Werten das Mittel.
[S. 128]
Die Saughöhen der im Handel vorkommenden Löschpapiere sind sehr
verschieden; die schlechtesten, wie man sie namentlich in Schulheften
vorfindet, zeigen Saughöhen herunter bis zu 15 mm. Bei mittlerer
Handelsware findet man Saughöhen von etwa 40–60 mm, bei den besten
Erzeugnissen solche über 100 mm herauf bis 150 mm und mehr.
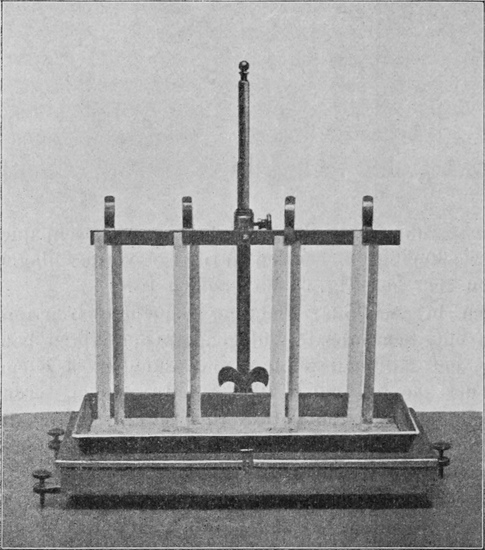
Fig. 64.
Winklers Löschpapierprüfer.
Dr. Klemm[67] hat für die Abstufung der Löschpapiere nach ihrer
Saugfähigkeit folgende Einteilung in Vorschlag gebracht:
|
Saughöhe nach
10 Min.
|
Saugfähigkeit.
|
|
weniger als 20 mm
|
ungenügend
|
|
20–40 mm
|
schwach
|
|
41–60 „
|
mittel
|
|
61–90 „
|
groß
|
|
mehr als 90 mm
|
sehr groß.
|
[S. 129]
In Verbraucherkreisen zeigt sich vielfach eine besondere Vorliebe für
ausländische, namentlich englische Löschpapiere, die sachlich nicht
begründet ist. Zahlreiche Versuche[68] haben gezeigt, daß man nicht
nach ausländischen Erzeugnissen zu greifen braucht, um einer großen
Löschfähigkeit sicher zu sein; es gibt zur Genüge deutsche Fabrikate,
die den höchsten in dieser Hinsicht zu stellenden Anforderungen
genügen.
Bei der Beurteilung eines Filtrierpapiers spielt die Geschwindigkeit,
mit der Flüssigkeiten durchlaufen, eine hervorragende Rolle;
unter sonst gleichen Umständen wird das Papier um so wertvoller
sein, je schneller das Durchlaufen erfolgt. Diese Eigenschaft des
Filtrierpapiers kann man zahlenmäßig zum Ausdruck bringen, indem
man die Zeit bestimmt, die eine bestimmte Menge Wasser braucht, um
unter einem bestimmten Druck durch eine bestimmte Fläche des Papiers
hindurchzulaufen. Meist geht man so zu Werke, daß man Filter von
bestimmter Größe in Trichter von bestimmtem Winkel legt und eine
bestimmte Wassermenge auf das Filter bringt. Bei diesem Vorgehen sind
aber die Versuchsbedingungen nicht immer die gleichen; die wirkende
Fläche des Filters ist nicht immer gleich groß, der Wasserdruck
schwankt, und außerdem kann das Ergebnis durch Nebenumstände (z. B.
Saugwirkungen) beeinflußt werden.
Bei dem nachstehenden, in der Versuchsanstalt unter Zugrundelegung
des Mariotteschen Prinzips gebauten Apparat werden diese
Fehlerquellen vermieden.
Beschreibung des Apparates.
Die Hauptteile und die Wirkungsweise des Apparates sind aus Fig. 65 zu
ersehen.
Ein oben und unten offenes Glasrohr G ist unten in eine Messinghülse
M eingekittet. Oben ist eine mit 2 Bohrungen versehene Messingkappe
N luftdicht aufgekittet; durch die eine Öffnung geht ein Trichterrohr
T, durch die andere ein mit einem Hahn H versehenes Glasrohr.
Das so durch das Glasrohr G gebildete Gefäß steht durch das mit einem
Dreiwegehahn D versehene Rohr R mit dem aus Messing[S. 131] gefertigten
Filtrierzylinder F in Verbindung; der obere abnehmbare und mit der
Ablaufrinne A versehene Teil E des Zylinders kann durch Schrauben
mit dem unteren Teil verbunden werden. Zwischen F und E wird das
zu prüfende Papier eingespannt; das aus E durch die Ablaufrinne A
ablaufende Wasser wird in dem Kolben K aufgefangen und gemessen.
Versuchsausführung.
Aus dem zu prüfenden Papier werden zunächst kreisrunde Stücke von
etwa 5 cm Durchmesser, wenn möglich je eins aus 10 verschiedenen
Bogen, entnommen. Man entfernt dann E von F, stellt D so, daß
durch R kein Wasser abfließen kann, öffnet H und gießt durch T
destilliertes, vor dem Gebrauch stark ausgekochtes Wasser von
etwa 20° C. in G; nach beendigter Füllung wird H wieder geschlossen.
Dann wird D so gestellt, daß langsam Wasser in den unteren Teil des
Filtrierzylinders tritt; ist dieser gefüllt und zwar so weit, daß
die Wasserkuppe über den oberen Rand von F hervorragt, so stellt
man den Wasserzufluß bei D ab und legt eins der 10 Blätter auf den
abgeflachten Rand von F; hierauf wird E aufgesetzt, fest auf F
geschraubt und dann durch Drehen von D die Verbindung von G mit F
wieder hergestellt. Das Wasser dringt nun durch das Papier, füllt E
und läuft dann durch A in den Kolben K. Man kann nun bestimmen,
innerhalb welcher Zeit eine bestimmte Menge Wasser (z. B. 100 ccm)
durch das Papier hindurch geht.
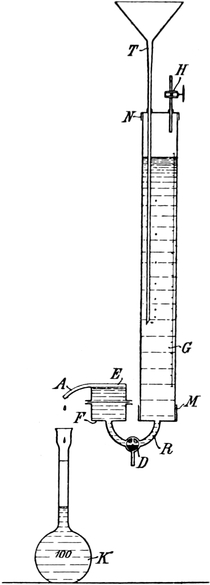
Fig. 65.
Herzbergs Filtrierpapierprüfer.
Der Druck, unter dem das Ausfließen erfolgt, wird bedingt durch die
Entfernung der unteren Öffnung des Trichters T von dem Wasserspiegel
in E; durch Verschieben von T kann man also den Druck beliebig
einstellen.
In der Versuchsanstalt wird bei Ausführung amtlicher Prüfungen
stets mit einer Druckhöhe von 50 mm gearbeitet; die Abmessungen des
Filtrierzylinders sind so gewählt, daß bei dem Filtrierpapier eine
wirksame Fläche von 10 qcm abgegrenzt wird. Die Durchlaufzeit von
100 ccm wird in Sekunden bestimmt; als End[S. 132]ergebnis wird diejenige
Wassermenge angegeben, die in einer Minute bei einem Wasserdruck von 50
mm und einer Wasserwärme von 20° C. durch 100 qcm Papier läuft.
Mit Hilfe des Filtrierapparates kann man auch die Festigkeit des
Filtrierpapiers im nassen Zustande feststellen, indem man durch
Höherziehen des Trichterrohres T den Wasserdruck so lange steigert,
bis das eingespannte Papier durchreißt.
Um einen Überblick über die Filtriergeschwindigkeit der im Handel
vorkommenden Filtrierpapiersorten für analytische Zwecke zu gewinnen,
wurden 30 verschiedene Proben aufgekauft und in geschilderter Weise
geprüft. Die in der Minute durchlaufende Wassermenge schwankte von 23
ccm bis zu 760 ccm; die Verteilung innerhalb dieser Grenzen zeigt die
nachfolgende Zusammenstellung.
|
0–100
ccm
|
101–200
ccm
|
201–300
ccm
|
301–400
ccm
|
401–500
ccm
|
501–600
ccm
|
601–700
ccm
|
701–800
ccm
|
|
4 Papiere
|
3 Papiere
|
7 Papiere
|
4 Papiere
|
3 Papiere
|
3 Papiere
|
4 Papiere
|
2 Papiere
|
Eine zweite wichtige Eigenschaft der Filtrierpapiere ist ihre
Scheidungsfähigkeit; man versteht hierunter die Fähigkeit, feste in
Flüssigkeiten schwimmende Körper, wie Niederschläge u. s. w., beim
Filtrieren mehr oder weniger vollkommen zurückzuhalten. Um sich in
dieser Hinsicht ein Bild von der Brauchbarkeit eines Filtrierpapiers
für chemische Arbeiten zu verschaffen, prüft man es zweckmäßig mit
einem Baryumsulfatniederschlag in folgender Weise.
Gleiche Teile einer Baryumchloridlösung (122 g Salz in 1 Liter Wasser)
und Kaliumsulfatlösung (87 g Salz in 1 Liter Wasser) werden einmal heiß
und einmal kalt miteinander vermischt. Die heiße Fällung wird heiß, die
kalte in kaltem Zustande filtriert. Aus dem zu prüfenden Papier wird
ein Rundfilter von etwa 10 cm Durchmesser geschnitten, in gewöhnlicher
Weise in den Trichter glatt eingelegt und mit Wasser angefeuchtet.
Papiere mit hervorragender Scheidungsfähigkeit ergeben selbst bei
kalt gefälltem und kalt filtriertem Baryumsulfat klare Filtrate;
andere lassen bei kalter Fällung die Flüssigkeit trübe durchlaufen,
liefern aber bei heiß gefälltem und heiß filtriertem Niederschlag eine
klare Lösung; noch andere zeigen in beiden Fällen trübe durchlaufende
Flüssigkeiten.
Bei 5 in der Versuchsanstalt auf Antrag geprüften Sorten wurden
Durchlaufsmengen von 141, 203, 296, 952 und 1250 ccm beobachtet.
Bei den Papieren 141 und 296 filtrierte kalt und heiß ge[S. 133]fälltes
Baryumsulfat völlig klar, bei den übrigen die kalte Fällung stark
trübe, die heiße mehr oder weniger trübe.
Handelt es sich um Filtrierpapiere für gewerbliche Zwecke oder um
solche des Haushaltes, so wird man naturgemäß bei der Prüfung den
Verwendungszweck berücksichtigen und nicht etwa die Brauchbarkeit
eines Kaffeefiltrierpapiers nach seinem Verhalten zu einer
Baryumsulfatfällung beurteilen.
Die Prüfung eines Filtrierpapiers auf Fettstoffe und Eisen geschieht
in bekannter Weise durch Ausziehen mit Äther beziehungsweise durch
Behandeln mit Kaliumeisencyanür (oder Untersuchung der Asche).
Über die Art des zur Herstellung verwendeten Rohmaterials gibt die
mikroskopische Untersuchung, über den Gehalt an unverbrennlichen
Bestandteilen die Veraschung des Papiers Aufschluß.
Vorschriften für die Lieferung und Prüfung Von Papier zu amtlichen
Zwecken.[69]
Vom 1. Januar 1893 ab treten unter gleichzeitiger Aufhebung der
Grundsätze für amtliche Papierprüfungen vom 5. Juli 1886 nachstehende
Vorschriften für die Lieferung und Prüfung von Papier zu amtlichen
Zwecken in Kraft.
§ 1.
Unter Zugrundelegung der folgenden Tabellen für die Stoff- und
Festigkeitsklassen (Tabelle I und II) sollen die zu amtlichen Zwecken
bestimmten Papiere die in Tabelle III gegebenen Eigenschaften,
Bogengrößen und Einheitsgewichte besitzen. Die Bogengröße 33 × 42 cm
ist überall, auch bei Formularen, Büchern u. s. w., vorzugsweise in
Anwendung zu bringen.
Tabelle I.
Stoffklasse I bis IV.
Klasse I. Papiere, nur aus Hadern, mit nicht mehr als 3% Asche.
Klasse II. Papiere aus Hadern, mit Zusatz bis zu 25% von Cellulose,
Strohstoff, Esparto, aber frei von Holzschliff, mit nicht mehr als 5%
Asche.
Klasse III. Papiere von beliebiger Stoffzusammensetzung, jedoch ohne
Zusatz von Holzschliff, mit nicht mehr als 15% Asche.
Klasse IV. Papiere von beliebiger Stoffzusammensetzung und mit
beliebigem Aschengehalt.
[S. 135]
Tabelle II.
Festigkeitsklasse 1–6.
|
Klasse
|
1
|
2
|
3
|
4
|
5
|
6
|
Skala
für den Widerstand
gegen Zerknittern
|
|
a
|
Mittlere Reißlänge in
Metern mindestens
|
6000
|
5000
|
4000
|
3000
|
2000
|
1000
|
0)
|
außerordentlich
gering,
|
|
b
|
Mittlere Dehnung in Pro-
zenten der ursprüng-
lichen Länge mindestens
|
|
|
|
|
|
|
1)
|
sehr gering,
|
|
|
|
|
|
|
|
2)
|
gering,
|
|
4,5
|
4
|
3
|
2,5
|
2
|
1,5
|
3)
|
mittelmäßig,
|
|
c
|
Widerstand gegen Zer-
knittern
|
6
|
6
|
5
|
4
|
3
|
1
|
4)
|
ziemlich groß,
|
|
5)
|
sehr groß,
|
|
|
|
|
|
|
|
|
|
6)
|
sehr groß,
|
|
7)
|
außerordentlich groß.
|
Unter Berücksichtigung der beiden Klassifikationstabellen I
und II gelten die in Tabelle III gegebenen Vorschriften.
Tabelle III.
Verwendungsklassen, Bogengrößen
und Gewichte der Normalpapiere.
|
Klassen-
zeichen
|
Verwendungsart
|
Eigenschaften
|
Bogen-
größe
cm
|
Gewichte für
|
|
Stoff-
klasse
|
Festig-
keits
klasse
|
1000
Bogen
kg
|
1 qm
g
|
|
|
A. Schreibpapier
|
|
|
|
|
|
|
1
|
Für besonders wichtige, auf lange
Aufbewahrungsdauer berechnete
Urkunden
|

|
I
|
1
|
33×42
|
15
|
–
|
|
|
Ordrepapier (Quart)
|
26,5×42
|
12
|
–
|
|
|
Für Urkunden, Standesamtsregister,
Geschäftsbücher u. s. w.:
|
|
|
|
|
|
|
2a
|
für erste Sorte
|
|
I
|
2
|
33×42
|
14
|
–
|
|
2b
|
für zweite Sorte
|
|
I
|
3
|
33×42
|
13
|
–
|
|
|
Für das zu dauernder Aufbewahrung
bestimmte Aktenpapier:
|
|
|
|
|
|
|
3a
|
für Kanzlei-, Mundir- u. s. w. Papier
|

|
II
|
3
|
33×42
|
13
|
–
|
|
|
Briefpapier (Quart-)
|
26,5×42
|
10,4
|
–
|
|
|
desgl. (Oktav-)
|
26,5×21
|
5,2
|
–
|
|
3b
|
für Konzeptpapier
|
|
II
|
4
|
33×42
|
13
|
–
|
|
[S. 136]
|
Für Papiere, welche für den gewöhnlichen
Gebrauch bestimmt sind und nur
einige Jahre in Akten u. s. w.
aufbewahrt werden sollen:
|
|
|
|
|
|
|
4a
|
für Kanzlei-, Mundir- usw. Papier
Briefpapier (Quart-)
desgl. (Oktav-)
|
|
III
|
Reißlänge
3500 m,
Dehnung
2,75%,
Widerstand
gegen Zer-
knittern
ziemlich
groß
|
33×42
26,5×42
26,5×21
|
12
9,6
4,8
|
–
–
–
|
|
4b
|
für Konzeptpapier
|
|
III
|
4
|
33×42
|
12
|
–
|
|
|
Bemerkung. Die unter A 1–4b gegebenen
Vorschriften gelten auch für solche
Schreibpapiere, welche gleichzeitig
bedruckt werden (Standesamtsregister,
Tabellenwerke u. s. w.).
|
|
|
|
|
|
|
|
Für Briefumschläge, Packpapier etc.
und zwar:
|
|
|
|
|
|
|
5a
|
für erste Sorte
|
|
II
|
3
|
–
|
–
|
–
|
|
5b
|
für zweite Sorte
|
|
III
|
5
|
–
|
–
|
–
|
|
|
für Briefumschläge (für beide Sorten):
|
|
|
|
|
|
|
|
|
1) bis zur Größe 13×19 cm
|
–
|
–
|
–
|
–
|
70
|
|
|
2) für größere und solche Umschläge,
welche für Geld- und Wertsendungen
bestimmt sind
|
–
|
–
|
–
|
–
|
115
|
|
|
für Packpapier:
|
|
|
|
|
|
|
|
für Klasse 5a
|
|
–
|
–
|
–
|
–
|
130
|
|
|
für Klasse 5b
|
|
–
|
–
|
–
|
–
|
115
|
|
6
|
Für Papiere, welche zu untergeordneten
Zwecken im täglichen Verkehr verwendet
werden sollen und an welche Ansprüche
auf Dauerhaftigkeit nicht gestellt
werden, kann ohne besondere Rücksicht
auf eine Festigkeitsklasse gewählt werden
|
IV
|
–
|
–
|
–
|
–
|
|
[S. 137]
|
B. Aktendeckel.
|
|
|
|
|
|
|
7a
|
Für Aktendeckel, welche
|
|
I
|
|

|
Reißlänge
2500 m,
Dehnung
3,5%
|

|
36×47
|
81,2
|
480
|
|
|
für häufigen Gebrauch und längere
Aufbewahrung bestimmt sind
|
|
7b
|
Für Aktendeckel, welche
|
|
III
|
|
|
Reißlänge
2500 m,
Dehnung
2,5%
|
|
36×47
|
42,3
|
250
|
|
|
für laufenden Gebrauch bestimmt sind
|
|
|
C. Druckpapier.
|
|
|
|
|
|
|
8a
|
Für wichtigere, zu dauernder Aufbewahrung
bestimmte Drucksachen
|
|
I
aber
bis zu
10%
Asche
|
|
4
|
–
|
–
|
–
|
|
8b
|
Für weniger wichtige Drucksachen
|
III
|
4
|
–
|
–
|
–
|
|
8c
|
Für Drucksachen, welche zu untergeordneten
Zwecken im täglichen Verkehr verwendet
werden sollen, kann ohne Rücksicht auf
eine Festigkeitsklasse gewählt werden
|
IV
|
–
|
–
|
–
|
–
|
|
Klassen-
zeichen
|
Verwendungsart
|
Gewichte für
|
|
1000
Bogen
kg
|
1 qm
g
|
|
|
Für Bücher, Formulare u. s. w. sind in den Fällen, in
welchen die normale Größe Nr. 1 = 33×42 nicht anwendbar
ist, die nachfolgenden Bogengrößen oder vielfache derselben,
in der Regel unter Innehaltung der gleichzeitig angegebenen
Einheitsgewichte, zu benutzen
|
|
|
|
|
|
Nr. 2 = 34×43 cm
|
14,6
|
|
100
|
|
„ 3 = 36×45 „
|
16,2
|
|
„ 4 = 38×48 „
|
18,2
|
|
„ 5 = 40×50 „
|
20,0
|
|
|
|
Nr. 6 = 42×53 cm
|
24,5
|
|
110
|
|
„ 7 = 44×56 „
|
27,1
|
|
„ 8 = 46×59 „
|
29,9
|
|
„ 9 = 48×64 „
|
33,8
|
|
|
|
Nr. 10 = 50×65 cm
|
–
|
|
nach
Bedarf
|
|
„ 11 = 54×68 „
|
–
|
|
„ 12 = 57×78 „
|
–
|
[S. 138]
Gegen die in der vorstehenden Tabelle III angegebenen Einheitsgewichte
darf die Lieferung
a. für Schreib- und Druckpapier um 2,5%,
b. für Aktendeckel und Packpapier um 4,0%
nach oben oder unten abweichen, wobei die Riesumhüllung (das
zum Verpacken von 1000 Bogen verwendete Umschlagpapier) bei der
Gewichtsfeststellung mitgewogen wird.
§ 2.
Die Schreibpapiere der Stoffklassen I, II und III, soweit sie
den Verwendungsklassen 1 bis 4b angehören (§ 1), sind mit einem
Wasserzeichen zu versehen. Das Wasserzeichen soll im nassen Zustande
auf dem Siebe in das Papier gebracht werden. Es soll die Firma des
Erzeugers (Fabrikanten) in Buchstaben sowie neben dem Worte „Normal“
das Zeichen der Verwendungsklasse, welcher das Papier genügen soll,
enthalten; die Hinzufügung einer Jahreszahl wird dem Fabrikanten
freigestellt. Abkürzung der Firmenbezeichnung ist gestattet, indessen
nur soweit, daß man ohne Zweifel und ohne weiteres auf den Inhaber
zurückgreifen kann. Das Wasserzeichen muß vollständig, wenn auch
unterbrochen, in jedem Bogen vorhanden sein.
§ 3.
Papiere der Verwendungsklassen 1 bis 4b (§ 1) werden nur von
Firmen angenommen, deren Wasserzeichen bei der Königlichen
mechanisch-technischen Versuchsanstalt (Charlottenburg, Technische
Hochschule) angemeldet sind.
§ 4.
Die mit dem vorschriftsmäßigen Wasserzeichen versehenen Normalpapiere
dürfen in ihrer Reißlänge um höchstens 10% und in ihrer Dehnbarkeit
ebenfalls um höchstens 10% nach unten hin von den in Tabelle III
(§ 1) genannten Eigenschaften abweichen. Alle anderen Eigenschaften
müssen vorhanden sein, wenn das Papier bei der Prüfung als zu der im
Wasserzeichen angegebenen Verwendungsklasse gehörig anerkannt werden
soll.
§ 5.
Dem Erzeuger des Papiers soll es freistehen, in Fällen, in welchen das
Papier den im Wasserzeichen angegebenen Eigenschaften bezüglich der
Verwendungsklasse nicht entspricht, durch nachträgliche Stempelung
(Trockenstempelung) eines jeden Bogens das Wasserzeichen ungültig
zu machen oder das Papier in eine niedrigere Verwendungsklasse
einzureihen, für welche seine Eigenschaften noch ausreichend sind.
Dieses Recht nachträglicher Stempelung zum Zweck der Herabsetzung
des Papiers in eine niedrigere Verwendungsklasse als die in dem
Wasserzeichen angegebene soll auch dem Lieferanten zustehen.
§ 6.
Zur Feststellung darüber, ob das gelieferte Papier der im Wasserzeichen
angegebenen Verwendungsklasse entspricht, sind vor der Verwendung,
namentlich vor dem Bedrucken des Papiers, Stichproben an die Königliche
mechanisch-technische Versuchsanstalt zur Prüfung einzusenden.
Die Prüfung erfolgt auf die Erfüllung der im § 1 Tabelle I
und II
bezeichneten Eigenschaften für die Gesamtgebühr von 20 Mk. für jede
Papiersorte.
[S. 139]
Bei Lieferungen, welche den Betrag von 300 Mk. nicht erreichen, kann
von einer Prüfung abgesehen werden.
Bei Lieferungen von höherem Betrage ist wenigstens eine der gelieferten
Papiersorten jährlich abwechselnd zur Prüfung einzusenden.
Genügt der Ausfall der Prüfung (§ 8), so hat die Behörde, im anderen
Falle der Lieferant die Prüfungsgebühren zu zahlen.
§ 7.
Die Stichproben werden von den Behörden aus verschiedenen
Paketen der Lieferung (im ganzen mindestens 10 Bogen) entnommen und
zur Prüfung an die Königliche mechanisch-technische Versuchsanstalt in
Charlottenburg eingesendet.
Diese Proben müssen unbeschrieben und von tadellosem Aussehen
sein; sie dürfen nicht gerollt und nur soweit geknifft werden,
daß die ungeknifften Flächen mindestens 21 × 27 cm groß bleiben. Die
Proben sind zwischen zwei steife Deckel zu verpacken, welche
Beschädigungen auf dem Postwege wirksam verhindern.
Für die Prüfung von Papieren, welche bedruckt werden sollen, müssen die
Stichproben aus dem unbedruckten Papier (vor der Drucklegung) entnommen
werden.
§ 8.
Die von der Versuchsanstalt über die amtliche Prüfung auszugebenden
Zeugnisse enthalten in erster Linie die Angabe: Ob das Papier den durch
das Wasserzeichen gekennzeichneten (bezw. den durch den Trockenstempel
als geringer angegebenen) Eigenschaften genügt oder nicht genügt.
In zweiter Linie werden außerdem die Ergebnisse der Einzelprüfungen in
der bisher gebräuchlichen Weise mitgeteilt.
Zeugnisse für Papiere ohne Wasserzeichen beschränken sich auf die
bisher gebräuchliche Form der Prüfungsbescheinigungen.
§ 9.
Ergibt die amtliche Prüfung, daß das Papier der im Wasserzeichen
angegebenen Verwendungsklasse nicht genügt, so ist die Behörde
berechtigt, die ganze Lieferung von der Verwendung auszuschließen.
Papiere, welche durch den Trockenstempel in eine niedrigere
Verwendungsklasse eingereiht sind, dürfen von den Behörden nur für
diese Verwendungsklasse angenommen werden.
Ergibt sich bei der amtlichen Prüfung, daß die durch die
Verwendungsklasse gegebenen Vorschriften durchweg nur sehr knapp
erfüllt oder geringe Abweichungen nach unten vorhanden sind, so
darf die Versuchsanstalt auf den generellen Antrag des durch das
Wasserzeichen genannten Firmeninhabers diesem das Prüfungsergebnis
mitteilen.
§ 10.
Zur Erklärung des Wesens der Prüfungen und der in den vorstehenden
Tabellen sowie in den auszugebenden Prüfungszeugnissen gebrauchten
technischen Ausdrücke ist folgendes zu bemerken:
Die Ausdauerfähigkeit und Güte eines Papiers ist im wesentlichen durch
seine Stoffzusammensetzung und seine Festigkeitseigenschaften bedingt.
Zur Feststellung der Stoffzusammensetzung dient vornehmlich die
mikroskopische Untersuchung. Zur Zeit gilt die Erfahrung, daß die
Lumpenfasern das ausdauerfähigste Material geben; am wenigsten
ausdauerfähig sind die[S. 140] Papiere mit Holzschliff. Die mikroskopische
Untersuchung kann auch zugleich angenähert die Mengenverhältnisse der
Faserstoffe feststellen.
Der Aschengehalt gibt diejenigen Papierbestandteile an, welche
beim Verbrennen und darauf folgenden Glühen als unverbrennlich
zurückbleiben; sie betragen bei Papier, dem keine mineralischen
Füllstoffe zugesetzt sind, höchstens 3%. Die mineralischen Füllstoffe
dienen dazu, das Papier im Aussehen und Griff besser, es druckfähiger,
billiger oder schwer zu machen. Die zulässigen Grenzen sind in den
„Vorschriften“ gegeben.
Das zu Schreibzwecken dienende Papier muß leimfest sein, damit es sich
gut beschreibt und die Tinte nicht durchläßt.
Zu den Festigkeitseigenschaften rechnet man Festigkeit gegen Zerreißen,
Dehnbarkeit und Widerstand gegen Zerknittern und Reiben.
Die Festigkeit des Papiers wird in zwei aufeinander senkrechten
Richtungen (Maschinenrichtung und Querrichtung) bestimmt; als Grundlage
für die Beurteilung dient das Mittel aus beiden Bestimmungen, die
sogenannte mittlere Reißlänge. Man versteht unter Reißlänge diejenige
Länge eines Streifens von gleichbleibender Breite und Dicke, bei
welcher er, an einem Ende aufgehängt gedacht, infolge seines eigenen
Gewichts abreißen würde.
Die Reißlänge, welche also von der Dicke und Breite des Streifens
unabhängig ist, nimmt zu mit der Güte des Papiers.
Die Bruchdehnung wird bei der Bestimmung der Reißlänge mitgemessen;
sie drückt die Verlängerung des Probestreifens bis zum Zerreißen aus
und wird in Prozenten seiner ursprünglichen Länge angegeben. Sie nimmt
ebenfalls zu mit der Güte des Papiers.
Die Widerstandsfähigkeit gegen Zerknittern und Reiben kann nicht durch
Zahlenwerte ausgedrückt werden, weil dieser Versuch nicht mit Hilfe von
Apparaten, sondern durch Knittern und Reiben mit der Hand ausgeführt
wird. Die zur Bemessung des Widerstandsgrades angenommene Skala, von
den geringeren Sorten zu den besseren aufsteigend, ist folgende:
0 = außerordentlich gering,
1 = sehr gering,
2 = gering,
3 = mittelmäßig,
4 = ziemlich groß,
5 = groß,
6 = sehr groß,
7 = außerordentlich groß.
§ 11.
Die Behörden sind verpflichtet, die durch Tabelle III der
„Vorschriften“ gegebenen Grenzwerte für die Stoff- und
Festigkeitsklassen ihren Lieferungsbedingungen zu Grunde zu legen.
In die über die Papierlieferung abzuschließenden Verträge ist
die Bestimmung aufzunehmen, daß der Lieferant sich allen in den
„Vorschriften“ ihm auferlegten Verpflichtungen zu unterwerfen habe.
Die „Vorschriften“ sind jedem Lieferungsvertrage anzuheften und zu
dem Zweck von der Königlichen mechanisch-technischen Versuchsanstalt
(Charlottenburg, Technische Hochschule) im Abdruck auf Verlangen
abzugeben.
Berlin, den 17. November 1891.
Königliches Staats-Ministerium.
[S. 141]
Auszug aus den Vorschriften für die
Benutzung der Versuchsanstalt zu Charlottenburg.
Gebührenordnung.
|
Gegenstand
der
Versuche
|
Versuchsausführung
|
Zahl
der
Ver-
suche
|
An-
satz
Nr.
|
Be-
trag[70]
Mk.
|
|
|
Papierprüfung.
|
|
|
|
|
Festigkeit
|
Prüfung der Festigkeit und Dehnung nach
2 Richtungen in je 5 Versuchen
|
10
|
300
|
10
|
|
Zerknittern
|
Prüfung auf Widerstand gegen Zerknittern
|
–
|
301
|
2
|
|
Aschengehalt
|
Bestimmung des Aschengehaltes in Prozenten
|
–
|
302
|
3
|
|
|
Desgleichen mit Prüfung der qualitativen
Zusammensetzung der Asche
|
–
|
303
|
10
|
|
|
Desgleichen mit Prüfung der quantitativen
Zusammensetzung der Asche
|
–
|
304
|
50
|
Dicke und
Gewicht
|
Messung der Papierdicke und Bestimmung des
Gewichtes für das Quadratmeter
|
–
|
305
|
2
|
|
Holzschliff
|
Untersuchung auf das Vorhandensein verholzter
Fasern
|
–
|
306
|
1
|
|
|
Desgleichen mit Bestimmung der Art der
verholzten Fasern
|
–
|
307
|
2
|
|
|
Schätzung der Menge des Holzschliffes nach
der Methode von Herzberg
|
–
|
308
|
5
|
|
Faserarten
|
Mikroskopische Feststellung der im Papier
enthaltenen Faserarten
|
–
|
309
|
5
|
|
|
Desgleichen mit Schätzung des Mengen-
verhältnisses der einzelnen Faserarten
|
–
|
310
|
10
|
Chemische
Zusammensetzung
|
Chemische Untersuchung des Papiers auf Farbstoff,
Leimung, Gehalt an freier Säure, Chlor u. s. w.,
je nach dem Umfange der verlangten Untersuchung
|
–
|
311
|
5–50
|
|
|
Desgleichen, quantitativ
|
–
|
312
|
10 bis
100
|
Vollständige
Untersuchung
|
Die vollständige Untersuchung eines Papiers auf
Festigkeit, Dehnung, Widerstand gegen Zerknittern,
Bestimmung des Aschengehaltes, mikroskopische
Untersuchung und Leimfestigkeit
|
–
|
313
|
20
|
[S. 142]
|
Gegenstand
der
Versuche
|
Versuchsausführung
|
Zahl
der
Ver-
suche
|
An-
satz
Nr.
|
Be-
trag[71]
Mk.
|
|
|
Stoffprüfung.
|
|
|
|
|
Festigkeit
|
Prüfung der Festigkeit und Dehnung von
Zeugstoffen nach Kette und Schuß in je 3
Versuchen
|
6
|
314
|
12
|
|
|
Prüfung von Fäden auf Zugfestigkeit und
Dehnung in 10 Versuchen, mit Bestimmung der
Feinheitsnummer und Dehnungszahl
|
10
|
315
|
10
|
|
Aschengehalt
|
Bestimmung des Aschengehaltes
|
–
|
316
|
3
|
|
Faserart
|
Bestimmung der Faserart in Schuß und Kette
|
–
|
317
|
5
|
|
Fadenzahl
|
Bestimmung der Fadenzahl auf 1 cm in Schuß-
und Kettenrichtung
|
–
|
318
|
2
|
|
Fadenstellung
|
Bestimmung der Fadenstellung
|
–
|
319
|
2
|
Schlichte, Farbe
Wasserdurch-
lässigkeit u. s. w.
|
Untersuchung des Stoffes auf Schlichte, Stärke,
Farbe, Wasserdurchlässigkiet u. s. w., je nach
dem Umfange der gewünschten Prüfung
|
–
|
320
|
3–50
|
Vollständige
Untersuchung
|
Die vollständige Untersuchung eines Stoffes nach
den Ansätzen 314, 316
bis 319
|
–
|
321
|
20
|
|
|
Desgleichen einschließlich der Untersuchung
der Schuß- und Kettenfäden in je 5 Versuchen
nach Ansatz 315 |
–
|
322
|
26
|
Probematerial.
Für Papierprüfungen, welche auch die Ansätze 300 und 301 umfassen, sind
10 Bogen jeder Sorte, zwischen steifen Deckeln verpackt (nicht
gerollt), einzusenden. Bei Prüfungen nach den übrigen Ansätzen genügt
weniger Material in beliebiger Verpackung.
Bei Einreichung des Antrages sind die Ansatznummern
(300–313)
anzugeben, nach denen geprüft werden soll.
Auszug aus den Vorschriften für
Frachtbriefpapiere.
(Reichs-Eisenbahnamt. 13. Oktober 1892.)
Zu den Frachtbriefen ist Normalpapier 4a mit vorschriftsmäßigem
Wasserzeichen zu verwenden (vergl. S. 136). Die Farbe des Papiers muß
entschieden weiß sein und das Gewicht bei der für Frachtbriefe durch
die Verkehrsordnung[S. 143] vorgeschriebenen Bogengröße von 76×60 cm für je
1000 Bogen (4000 Frachtbriefe) 39 kg betragen. Eine Abweichung von
diesem Einheitsgewicht um 2,5% nach oben und unten ist gestattet. Bei
der Gewichtsfeststellung wird die Riesumhüllung (das zum Verpacken von
1000 Bogen verwendete Umschlagpapier) mit gewogen.
Fabrikanten, die Frachtbriefpapier herstellen, haben ihr Wasserzeichen
bei einer mit der Prüfung von Papier zu amtlichen Zwecken in einem
Bundesstaat beauftragten Behörde anzumelden. Die Prüfung, ob das
Frachtbriefpapier den vorbezeichneten Bedingungen entspricht, erfolgt
nach Maßgabe der bei diesen Behörden bestehenden Vorschriften.
Auszug aus den Vorschriften für
Quittungskarten-Karton.
(Gesetz betreffend Invaliditäts- und Altersversicherung vom 22.
Juni 1889.)[72]
Der Karton muß aus Zellstoff, Leinen und Baumwolle hergestellt sein.
Der Zellstoffgehalt darf nicht mehr als 50% betragen. Der Gehalt an
Leinen muß mindestens 5% größer sein als der Baumwollgehalt. Der
Aschengehalt darf 4% nicht übersteigen. Der Karton muß mit Eisenoxyd
und Bleichromat nach niedergelegtem Muster gelb gefärbt sein und ein
Quadratmetergewicht von 277–283 g aufweisen.
Die mittlere Reißlänge muß 4500 m, die mittlere Dehnung 4% betragen.
(Bekanntmachungen des Reichskanzlers vom 13. Juli 1893 und 8.
Juni 1898.)
Die für die Selbstversicherung vom Bundesrat vorgeschriebenen
besonderen Quittungskarten (Formular B) müssen in Stoff und Format
den vorstehenden Bedingungen ebenfalls entsprechen, aber nach
niedergelegtem Muster grau gefärbt sein.
Die graue Färbung ist durch Zuteilen von naturblauer Lumpenfaser zum
Stoff und Abtönen mit Miloriblau und Chromgelb herzustellen.
(4. Januar 1900.)
Auszug aus den Vorschriften über die Herstellung
von Beitragsmarken zur Invaliditätsversicherung.
(13. November 1899.)
Zum Druck sämtlicher Beitragsmarken ist reines Lumpenpapier zu
verwenden, welches fein gemahlen, in der Durchsicht gleichmäßig sein
und eine Reißlänge von wenigstens 3000 m, eine Dehnung von mindestens
1,9% und einen Aschengehalt von höchstens 12% haben muß.
Das Markenpapier ist mit einem unsichtbaren Aufdruck zu versehen, der
die Möglichkeit gewährt, die Echtheit der Marken jederzeit zu prüfen.
Die Verwendung eines Wasserzeichens an Stelle des Aufdruckes bedarf der
besonderen Genehmigung des Reichs-Versicherungsamtes.
[S. 144]
Vorschriften für das Papier zu Standesregistern
und Registerauszügen.
(Ministerium des Innern. 2. April 1892.)
Das Papier für die
Standesregister
muß
der
Stoffklasse
I,
Festigkeitskl.
2,
(
Verwendungskl.
2a),
Registerauszüge
„
„
„
I,
„
3,
(
„
2b)
angehören.
Ausbildung im Papierprüfen.
Zur Ausbildung im Papierprüfen nimmt die Charlottenburger
Versuchsanstalt Volontäre auf. Bestimmte Anforderungen an deren
Vorbildung werden nicht gestellt. Bewerber müssen dem Aufnahmegesuch
Lebenslauf und Abschriften der in ihrem Besitz befindlichen Zeugnisse
beifügen; daraufhin erfolgt die Entscheidung über die Aufnahme.
Die Ausbildung nimmt drei Monate in Anspruch und erfolgt für
Reichsdeutsche kostenfrei; Ausländer zahlen 300 Mk.
Gegenstand des Unterrichtes bilden in erster Linie die gesamten
Papierprüfungsverfahren; hierbei wird auf die Ausbildung im
Mikroskopieren besonderes Gewicht gelegt. In zweiter Linie erfolgt
die Unterweisung im Prüfen der wichtigsten Rohstoffe für die
Papierfabrikation. In der zweiten Hälfte der Ausbildungszeit können die
Volontäre auf Wunsch auch Fragen bearbeiten, die für sie besonderes
Interesse haben.
Die bisher gemachten Erfahrungen haben gezeigt, daß die Teilnahme an
diesen Ausbildungskursen für das spätere Fortkommen der Teilnehmer
vielfach von Wert gewesen ist, so daß allen jungen Papiermachern
dringend anzuraten ist, von dieser im Interesse der Papierindustrie
geschaffenen Einrichtung Gebrauch zu machen. Frühzeitige Anmeldung
empfiehlt sich, da nur eine beschränkte Anzahl von Plätzen zur
Verfügung steht.
Zur Ausführung amtlicher Prüfungen, wie vielfach angenommen wird,
dürfen die Volontäre nicht herangezogen werden; die ganze Zeit, welche
sie in der Anstalt zubringen, wird ausschließlich auf ihre Ausbildung
verwendet.
Behrens, Anleitung zur mikrochemischen Analyse, Hamburg 1896.
Beveridge, Papermakers’ Pocket Book, London 1901.
Clapperton, Practical Paper Making, London 1894.
Cross & Bevan, Cellulose, London 1895.
Erdmann-König, Waarenkunde, Leipzig 1895.
Griffin & Little, The Chemistry of Paper Making, New York
1894.
Hanausek, Lehrbuch der technischen Mikroskopie, Stuttgart
1901.
Hofmann, Handbuch der Papierfabrikation, Berlin 1891.
Hofmann, Normalpapier, Berlin 1892.
v. Höhnel, Die Mikroskopie der technisch verwendeten
Faserstoffe, Wien 1887.
v. Hoyer, Das Papier, seine Beschaffenheit und deren
Prüfung, München 1882.
v. Hoyer, Die Fabrikation des Papiers, Braunschweig 1887.
v. Hoyer, Ueber die Entstehung und Bedeutung der
Papiernormalien, sowie deren Einfluß auf die Fabrikation, München
1888.
Kirchner, Das Papier, Biberach.
Klemm, Papier-Industrie-Kalender, Leipzig.
Lohnes, Papier-Kalender, Dresden.
Lunge, Chemisch-technische Untersuchungsmethoden, 3. Band,
Berlin 1900, Artikel „Papier“ von W. Herzberg.
Mierzinski, Handbuch der praktischen Papierfabrikation, Wien
1886.
Müller, Qualitative und quantitative Bestimmung des
Holzschliffes im Papier, Berlin 1887.
Muspratt’s Chemie, 6. Band, Braunschweig 1898, Artikel
„Papierprüfung“ von Dr. Klemm.
Muth, Jahrbuch der Papierindustrie, Leipzig 1890.
Rejtö, Anleitung für Private zur Durchführung der
Papierprüfung, Budapest 1893.
[S. 146]
Rössel, Papiere und Papierprüfung mit Berücksichtigung der
in der Schweiz verwendeten Schreib- und Druckpapiere, Biel 1895.
L. Rostaing, M. Rostaing et Fleury Percie du Sert, Végétaux
propres à la fabrication de la Cellulose et du Papier, Paris 1899.
Schacht, Prüfung der im Handel vorkommenden Gewebe, Berlin
1853.
Vétillart, Études sur les fibres végétales textiles, Paris
1876.
Wiesner, Die Rohstoffe des Pflanzenreiches, 8. Lieferung,
Leipzig 1902, Artikel: Papierfasern.
Wiesner, Die mikroskopische Untersuchung des Papiers, Wien
1887.
Wiesner, Einleitung in die Technische Mikroskopie, Wien 1867.
Winkler, Der Papierkenner, Leipzig 1887.
Winkler, Die Trockengehaltsbestimmung der Papierfaserstoffe
(Ermittelung des Wassergehaltes), Leipzig 1902.
Tafel I.
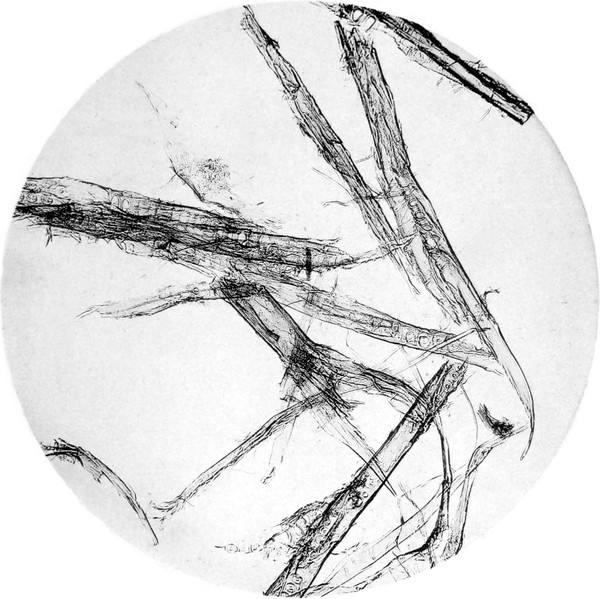
Holzschliff von Nadelholz.
Tafel II.
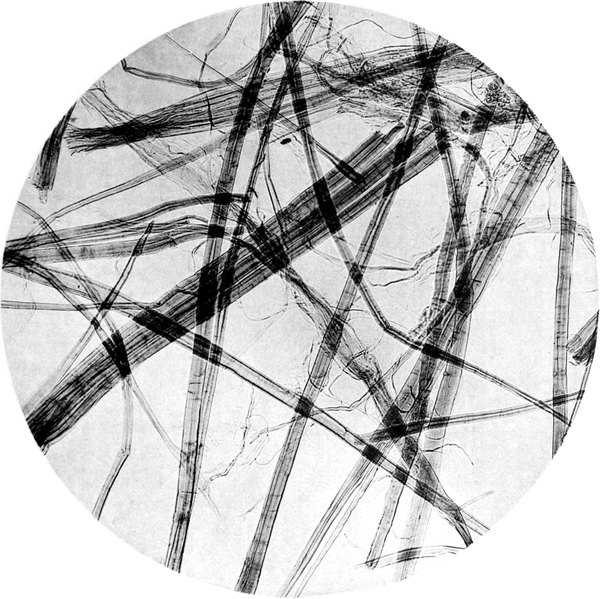
Jute.
Tafel III.
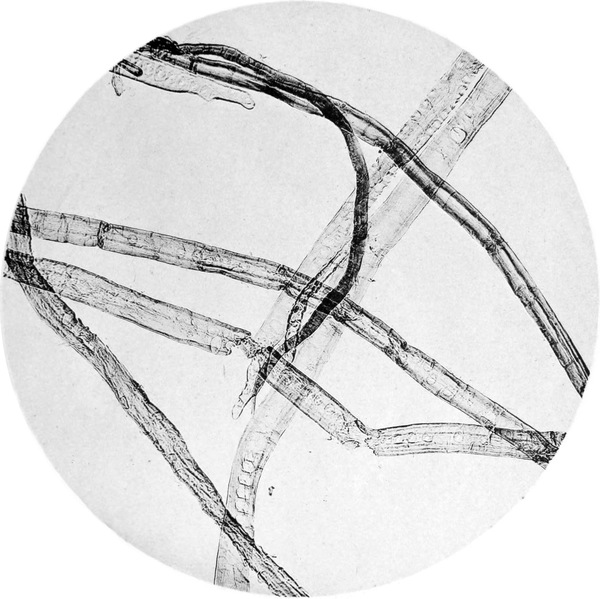
Nadelholzzellstoff.
Tafel IV.
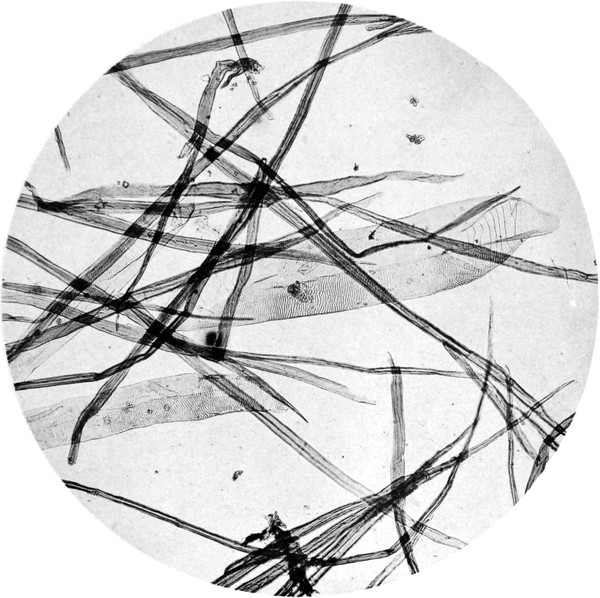
Birkenholzzellstoff.
Tafel V.
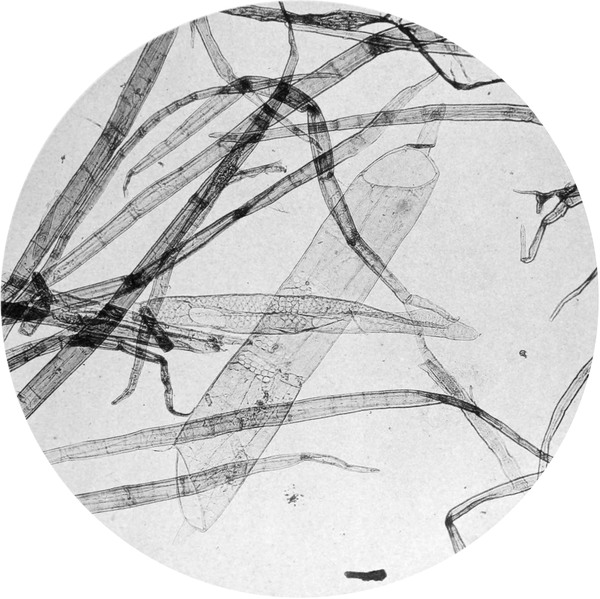
Pappelholzzellstoff.
Tafel VI.

Strohzellstoff.
Tafel VII.
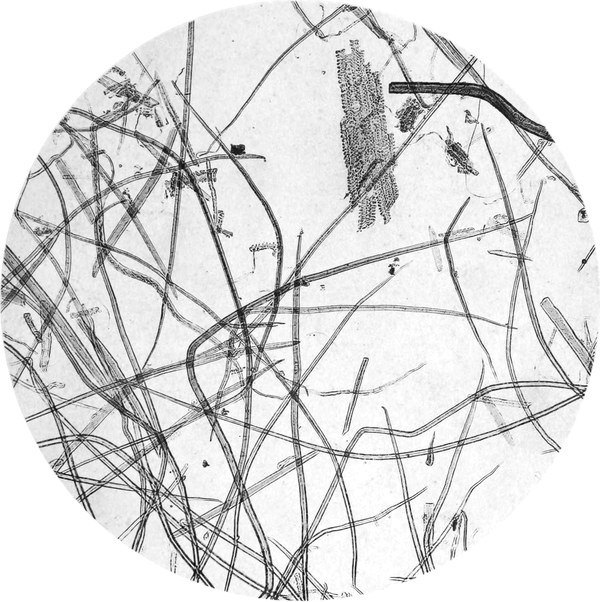
Alfa-(Esparto-)Zellstoff.
Tafel VIII.
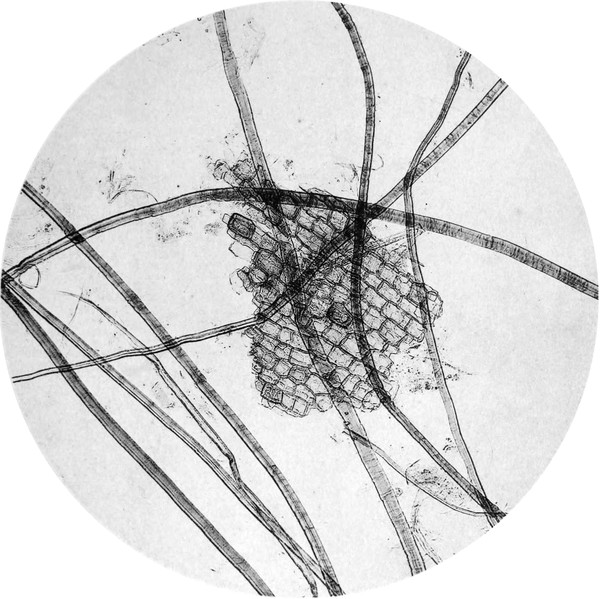
Manila.
Tafel IX.
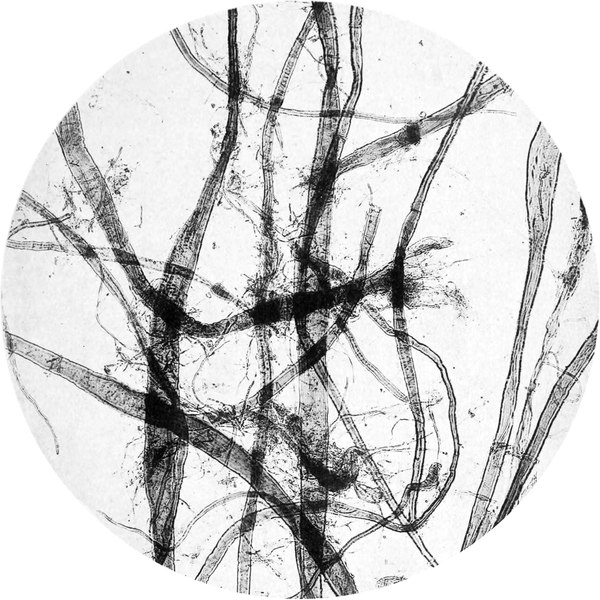
Adansonia.
Tafel X.

Baumwolle.
Tafel XI.

Leinen.
Tafel XII.
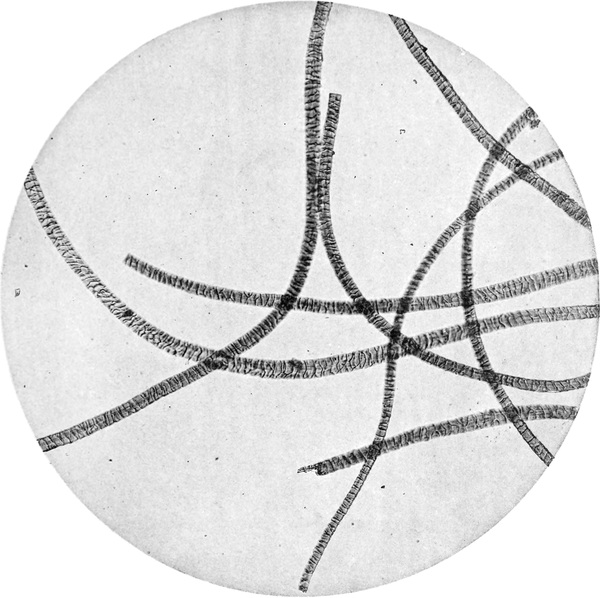
Wolle.
Tafel XIII.

Färbung der Fasern in Jod-Jodkaliumlösung.
Leinen, Baumwolle braun
Holz- und Strohzellstoff grau
Holzschliff gelbbraun
Tafel XIV.

Färbung der Fasern in Chlorzinkjodlösung.
Leinen, Baumwolle weinrot
Holz- und Strohzellstoff violett
Holzschliff gelb
Tafel XV.
Verschiedene Mahlungszustände von
Papierfasern.
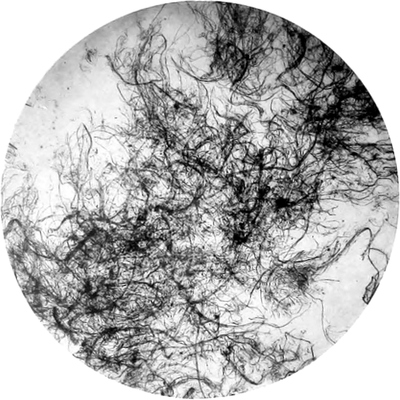
No. 1. Cigarettenpapier.
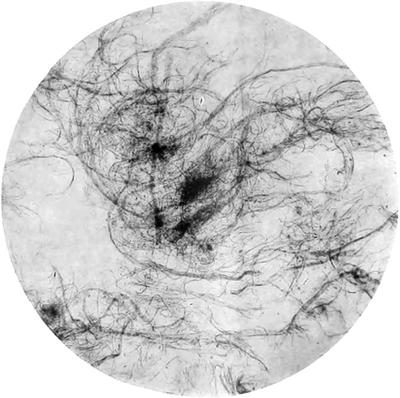
No. 2. Holländisches Banknotenpapier.
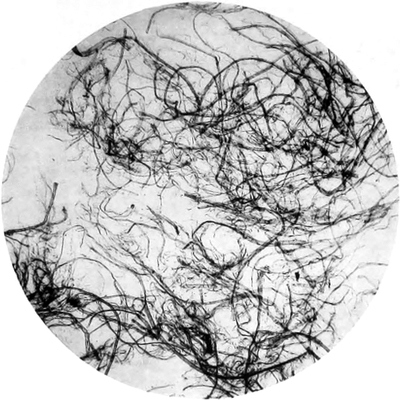
No. 3. Normalpapier 1.
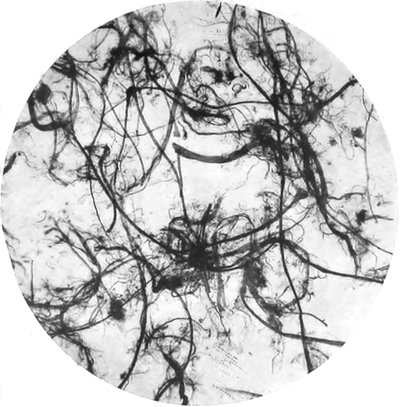
No. 4. Urkundenpapier aus ungebleichten Lumpen.

No. 5. Normalpapier 1.

No. 6. Normalpapier 1.

No. 7. Deutsches Photographiepapier.
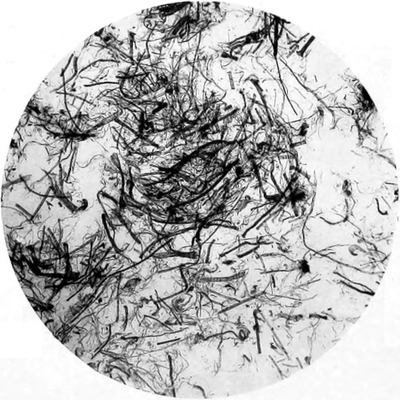
No. 8. Französisches Photographiepapier.
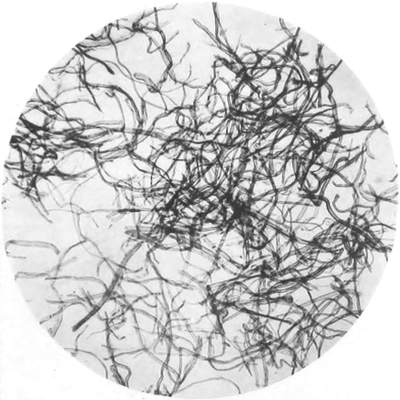
No. 9. Löschpapier.
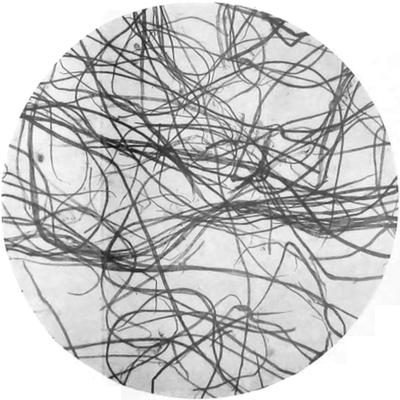
No. 10. Manilapackpapier.
Tafel XVI.
Phloroglucinreaction
bei Papieren mit geringem Holzschliffgehalt.
0,5%
1%
2%
2,5%
3%
5%
Mechanisches
Institut

Vielfach prämiirt.
in der K. S. Technischen Hochschule
Dresden
Bureau: Lannerstrasse 3
in Verbindung mit der
K. S. Technischen
Hochschule seit 1876

Vielfach prämiirt.
empfiehlt:
Sämmtliche Apparate zur technischen und zur exakten Gasanalyse,
Apparate zur Heizwerthbestimmung der Gase etc. etc. nach Angabe des
Herrn Geh. Hofrath Professor Dr. Walther Hempel, Dresden.
Toepler’sche Universal-Apparate für Demonstrationen in Mechanik.
Als eigene Erfindungen und Konstruktionen.
Selbstregistrierende Zerreiss-Apparate und Zerreiss-Maschinen
zur Untersuchung von Papier, Gespinnsten, Geweben, Leder etc. etc.,
für Belastungen bis zu 3000 Kilo.
Querprofil- und Thalwegsprofil-Zeichner,
Instrumente zur selbstthätigen Aufzeichnung der Querprofile und der
Thalwegsprofile von Wasserläufen.
Wassergeschwindigkeitszeichner,
Instrument zur selbstthätigen Aufzeichnung von
Wassergeschwindigkeiten.
Instrumente zur Untersuchung eiserner Brücken,
als: Spannungszeichner,
Instrument zur selbstthätigen Aufzeichnung der Spannungsänderungen
in den Gliedern eiserner Brücken.
Biegungszeichner,
Instrument zur selbstthätigen Aufzeichnung der Auf- und der
Durchbiegungen der Tragwände etc. eiserner Brücken.
Drahtspannapparate
zur Beobachtung bleibender Formänderungen bei eisernen Brücken.
Horizontalschwingungszeichner,
Instrument zur selbstthätigen Aufzeichnung der horizontalen
Schwingungen eiserner Brücken ohne Benutzung eines festen Punktes.
Pfeilzeichner,
zur Untersuchung von Eisenbahnschienen etc.
Zugkraftzeichner, Rauchmesser,
ferner:
Von Feuchtigkeitsänderungen der Luft unabhängige Influenzmaschinen
mit 2 bis mit 60 rotierenden Scheiben für Hand- und Motoren-Betrieb.
========== Verbessertes Toepler-System.
==========
Oskar Leuner.
Anstalt für Präcisions-Mechanik.
Fabrik und Contor: Arndtstr. 27. *
Fernsprecher: No. 3262.
Fabrikation und Export
=== wissenschaftlicher und
technischer Apparate. ===
Specialität:
Papier-Prüfungs-Apparate,
Pappen-, Papier- und Präcisions-Waagen
für die gesamte
Papier-, Pappen- und Papierstoff-Industrie.
Chemikalien, Reagentien, Präparier- und Färbmittel.
Sämtliche in der Papierfabrikation verwendeten Faserstoffe in
Alkohol als Vergleichspräparate bei mikroskopischen Untersuchungen,
Dauerpräparate.
Papiere mit verschiedenem Widerstand gegen Zerknittern.
Vollständige Papier-Prüfungs-Einrichtungen nach dem Muster der
Kgl. mech. techn. Versuchsanstalt in Charlottenburg (Abteilung für
Papier-Prüfung).
Feinste Referenzen
Vielfach prämiiert.
Patente im In- und
Auslande.
zur Bestimmung des
Trocken- resp. Feuchtigkeitsgehaltes fester Körper,
Modell 1902,
von
Louis Schopper, Leipzig.
D. R. G. M. No. 171196.
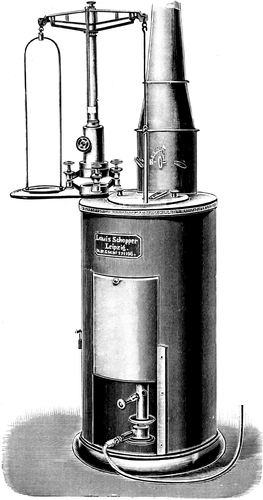
Unübertroffenes System.
Dieser Apparat ist vorläufig für Gas- und Spiritusheizung
eingerichtet, für Dampf- und elektrische Heizung ist er in
Vorbereitung. Er führt dem Trockengut ununterbrochen große Mengen
warmer Luft zu, trocknet daher schnell und billig.
Optische Werkstaette
JENA
Berlin NW.
Dorotheenstr. 29.
London W.
Margaret Str. 29 Regent Str.
Wien IX, 3
Ferstelgasse 1.
|
|
|
|
Mikroskope
|
|
für alle wissenschaftliche
und technische Zwecke
im speziellen auch für
|
|
Papier-
Untersuchung
|
|
|
Kataloge stehen den Herren Interessenten kostenfrei
zur Verfügung.
Verlag von Julius Springer in
Berlin N.
Analyse der Fette und Wachsarten. Von Professor Dr.
Rudolf Benedikt (Wien). Vierte, erweiterte Auflage.
Herausgegeben von Professor F. Ulzer (Wien). Mit dem
Bildniss Benedikts in Photogravure und zahlr. Textfiguren.
Unter der Presse.
Anleitung zur Erkennung, Prüfung und Werthbestimmung der
gebräuchlichsten Chemikalien für den technischen, analytischen
und pharmaceutischen Gebrauch. Von Dr. Max Biechele.
geb. M. 5,—.
Quantitative Analyse durch Elektrolyse. Von Geh. Reg.-Rath
Prof. Dr. A. Classen (Aachen). Vierte, umgearbeitete
Auflage. Unter Mitwirkung von Dr. W. Löb (Aachen). Mit 74
Textabbildungen und 6 Tafeln.
geb. M. 8,—.
Die Analyse der Harze, Balsame und Gummiharze, nebst ihrer
Chemie und Pharmakognosie. Von Dr. Karl Dieterich
(Helfenberg.)
geb. M. 7,—.
Das Wasser, seine Verwendung, Reinigung und Beurtheilung,
mit besonderer Berücksichtigung d. gewerblichen Abwässer und
d. Flussverunreinigung. Von Dr. Ferd. Fischer
(Göttingen). Dritte, umgearbeitete Auflage. Mit Textabbildungen.
geb. M. 12,—.
Spektralanalytischer Nachweis künstlicher organischer
Farbstoffe. Zum Gebrauche bei wissenschaftlichen
und gewerblichen Untersuchungen bearbeitet von J.
Formanek (Prag). Mit Textfiguren und 58 lithograph. Tafeln.
geb. M. 10,—.
Fortschritte der Theerfarbenfabrikation und verwandter
Industriezweige. An der Hand der systematisch geordneten und
mit kritischen Anmerkungen versehenen Deutschen Reichspatente
dargestellt von Prof. Dr. P. Friedlaender (Wien).
I: 1877–1887 M. 24,—. II: 1887–1890 M. 24,—. III: 1891–1894 M.
40,—. IV: 1894–1897 M. 50,—. V: 1897–1900 M. 40,—.
Die Mercerisation der Baumwolle mit specieller
Berücksichtigung der in- und ausländischen Patente. Von Paul
Gardner. Mit 57 Textfiguren.
geb. M. 6,—.
Die ätherischen Oele. Bearbeitet im Auftrage der Firma
Schimmel & Co. in Leipzig von E. Gildemeister
und Fr. Hoffmann. Mit 4 Karten und zahlreichen
Abbildungen.
M. 20,—; geb. M. 23,—.
Das Trocknen mit Luft und Dampf. Von Oberingenieur E.
Hausbrand. Mit Textfiguren und 2 Tafeln.
geb. M. 3,—.
Verdampfen, Kondensieren und Kühlen. Von Oberingenieur
E. Hausbrand (Berlin). Mit 21 Textfiguren und 76
Tabellen. Zweite, durchgesehene Auflage.
geb. M. 9,—.
Färbereichemische Untersuchungen. Anleitung zur
Untersuchung, Bewerthung und Anwendung der wichtigsten Färberei-,
Druckerei-, Bleicherei- und Appretur-Artikel. Von Dr. Paul
Heermann. Mit Abbildungen auf zwei Tafeln.
geb. M. 4,—.
Die Chromgerbung. Von Dr. S. Hegel.
Unter besonderer Berücksichtigung der in- und ausländischen
Patentlitteratur.
M. 3,—.
Die Streichgarn- und Kunstwoll-Spinnerei in ihrer
gegenwärtigen Gestalt. Von Emil Hennig (Guben).
Praktische Winke und Rathschläge im Gebiet dieser Industrie. Mit 40
in den Text gedr. Abbild.
geb. M. 5,—.
Die Fabrikation der Bleichmaterialien. Von Victor
Hölbling (Wien). Mit 240 in den Text gedruckten Figuren.
geb. M. 8,—.
Die Färberei und Bleicherei der Gespinnstfasern. Von
Professor J. J. Hummel (Leeds). Deutsche Bearbeitung
von Professor Dr. Edmund Knecht (Manchester). Mit
zahlreichen Holzschnitten. Zweite vermehrte Auflage.
geb, M. 8,—.
Die thierische Leimung für endloses Papier. Von
Ferdinand Jagenberg. Mit Textabbild. u. 1 lith.
Tafel. 1878.
kart. M. 6,—.
Praxis und Theorie der Leder-Erzeugung. Ein Leitfaden
für Lohe-, Weiss-, Sämisch- und Glacé-Gerberei von J.
Jettmar. Mit 51 Textfiguren.
geb. M. 10,—.
Carbolsäure und Carbolsäurepräparate, ihre Geschichte,
Fabrikation, Anwendung und Untersuchung. Von Dr. H.
Köhler. Mit 23 Holzschnitten im Text.
M. 4,—; geb. M. 5,—.
Die Verunreinigung der Gewässer, deren schädliche Folgen,
sowie die Reinigung von Trink- und Schmutzwasser. Von Professor
Dr. J. König (Münster i. W.). Zweite vollständig
umgearbeitete und vermehrte Auflage. Mit zahlreichen Abbildungen im
Text und 7 lithogr. Tafeln. Zwei Bände.
M. 26,—; geb. M. 28,40.
Die Prüfung der chemischen Reagentien auf Reinheit. Von Dr.
C. Krauch (Darmstadt). Dritte, umgearbeitete und sehr
vermehrte Auflage.
geb. M. 9,—.
Physikalisch-chemische Tabellen von Prof. Dr. H.
Landolt und Prof. Dr. R. Börnstein (Berlin).
Unter Mitw. hervorrag. Fachmänner bearbeitet. Zweite Auflage.
M. 21,—.
Tabellarische Uebersicht über die künstlichen organischen
Farbstoffe und ihre Anwendung in Färberei und Zeugdruck. Von
Dr. Adolf Lehne. Mit Ausfärbungen jedes einzelnen
Farbstoffes und Zeugdruckmustern. In 6 Lieferungen M. 36,—; in
Halbleder geb. M. 40,—. — Ergänzungsband. In 4 Lieferungen M.
21.—; in Halbleder geb. M. 25,—.
Chemisch-technische Untersuchungsmethoden. Mit Benutzung
der früheren von Dr. Fr. Böckmann bearbeiteten Auflagen und unter
Mitwirkung zahlreicher hervorragender Fachmänner herausgegeben
von Professor Dr. Georg Lunge (Zürich). Vierte,
vollständig umgearbeitete und vermehrte Auflage. In 3 Bänden.
Band I: Mit 146 Textabb. M. 16,—; in
Halbleder geb. M. 18,—.
Band II: Mit 143 Textabb. M. 16,—; in
Halbleder geb. M. 18,—.
Band III: Mit 104 Textabb. M. 23.—; in
Halbleder geb. M. 25,—.
Taschenbuch für die Soda-, Pottasche- und
Ammoniak-Fabrikation. Herausgegeben von Prof. Dr. G.
Lunge (Zürich). Dritte, umgearbeitete Auflage. Mit 18 in
den Text gedruckten Figuren.
In Lederband M. 7,—.
Grundzüge der Elektrochemie auf experimenteller Basis.
Von Dr. R. Lüpke (Berlin). Dritte Auflage. Mit 77
Textfiguren und 28 Tabellen.
M. 5,—; geb. M. 6,—.
Kurze Anleitung zur Appretur-Analyse. Von Dr. Wilh.
Massot (Krefeld).
geb. M. 2,60.
Anleitung zur quantitativen Bestimmung der organischen
Atomgruppen. Von Dr. H. Meyer (Wien). Mit Textabb.
geb. M. 3,—.
Mikroskopische Wasseranalyse. Anleitung zur Untersuchung des
Wassers mit besonderer Berücksichtigung von Trink- und Abwasser.
Von Prof. Dr. C. Mez (Breslau). Mit 8 lith. Tafeln
und Textabbildungen.
M. 20,—; geb. M. 21,60.
Die qualitative und quantitative Bestimmung des Holzschliffes im
Papier. von Dr. Albr. Müller. 1887.
geb. M. 3,—.
Die Fabrikation des Papieres, insonderheit des auf der
Maschine gefertigten, nebst gründlicher Auseinandersetzung der in
ihr vorkommenden chemischen Processe und Anweisung zur Prüfung
der angewandten Materialien. Von Dr. L. Müller. Mit
in den Text gedruckten Holzschnitten und lithographischen Tafeln.
Vierte, neu bearbeitete und vermehrte Auflage. 1877.
geb. M. 24,—.
Chemie der organischen Farbstoffe. Von Professor Dr.
R. Nietzki (Basel). Vierte vermehrte Auflage.
geb. M. 8,—.
Anilinschwarz und seine Anwendung in Färberei und Zeugdruck.
Von Dr. E. Noelting und Dr. A. Lehne,
(Herausgeber der Färber-Zeitung). Mit 11 Abbildungen im Text und 32
Zeugdruckmustern und Ausfärbungen auf 4 Tafeln.
geb. M. 8,—.
Leitfaden für Zuckerfabrikchemiker zur Untersuchung der in
der Zuckerfabrikation vorkommenden Produkte und Hilfsstoffe. Von
Dr. E. Preuss (Berlin). Mit 33 Textabbildungen.
geb. M. 4,—.
Leitfaden für gerbereichemische Untersuchungen. Von Prof.
H. R. Procter (Leeds). Deutsche Ausgabe von Dr.
Joh. Paessler (Freiberg). Mit 30 in den Text gedruckten
Figuren.
geb. M. 8,—.
Die Fabrikation der Weinsäure. Von Dr. Hermann
Rasch. Mit in den Text gedruckten Abbildungen.
M. 2,40.
Die Fabrikation der Kartoffelstärke. Von Professor Dr.
O. Saare. Mit zahlr. Textabbild. und 5 Tafeln.
geb. M. 15,—.
Der Zeugdruck, Bleicherei, Färberei, Druckerei und
Appretur baumwollener Gewebe. Von A. Sansone
(Manchester). Deutsche Ausgabe von B. Pick (Mülhausen). Mit
Textabbildungen, 23 Figuren-Tafeln u. 12 Musterkarten.
geb. M. 10,—.
Grundlagen der Kokschemie. Von Hütteningenieur Oscar
Simmersbach.
M. 2,40.
Bleichen und Färben der Seide und Halbseide im Strang
und Stück. Von Carl H. Steinbeck. Mit zahlreichen
Textfiguren und 80 Ausfärbungen auf 10 Tafeln.
geb. M. 16,—.
Die künstliche Seide. Ihre Herstellung, Eigenschaften und
Verwendung. Unter besonderer Berücksichtigung der Patent-Litteratur
bearbeitet von Dr. Carl Süvern. Mit 25 Textfiguren
und 2 Musterbeilagen.
geb. M. 7,—.
Anlage, Konstruktion und Einrichtung von Bleicherei- und
Färberei-Lokalitäten. Von J. Trey (Schaffhausen).
Mit 73 in den Text gedruckten Abbildungen.
M. 2,40.
Anleitung zur chemisch-technischen Analyse. Für den Gebrauch
an Unterrichts-Laboratorien bearb. von Prof. F. Ulzer
u. Dr. A. Fraenkel (Wien). Mit Textabbildungen.
geb. M. 5,—.
Die physikalischen und chemischen Methoden der quantitativen
Bestimmung organischer Verbindungen. Von Dr. W.
Vaubel (Darmstadt). Zwei Bände mit 95 in den Text
gedruckten Figuren.
M. 24,—; geb. M. 26,40.
Vorschriften für die Lieferung und Prüfung von Papier zu
amtlichen Zwecken. (Sonderabdruck aus den „Mittheilungen aus
den Kgl. technischen Versuchsanstalten“.)
25 Pf.
Vorschriften für die Benutzung der Kgl. mechan.-techn.
Versuchsanstalt. (Sonderabdruck aus den „Mittheilungen aus den
Kgl. technischen Versuchsanstalten“.)
30 Pf.
Wissenschaftliche Abhandlungen der Physikalisch-Technischen
Reichsanstalt.
Band I: Mit Abbildungen im Text. M. 30,—.
Band II: Mit Abbildungen im Text. M. 30,—.
Band III: Mit Abbildungen im Text. M. 30,—.
Mittheilungen aus den Königlichen technischen Versuchsanstalten
zu Berlin. Herausgegeben im Auftrage der Königl.
Aufsichts-Kommission. Jährl. 6–8 Hefte. Preis für den Jahrgang M.
12,—.
Chemiker-Kalender. Ein Hülfsbuch für Chemiker, Physiker,
Mineralogen, Industrielle, Pharmaceuten, Hüttenmänner etc. Von
Dr. Rudolf Biedermann. Erscheint alljährlich. In
zwei Theilen. I. Theil in Leinw., II. Theil (Beilage) geh.: Preis
zusammen M. 4,—. I. Theil in Leder, II. Theil (Beilage) geh.:
Preis zusammen M. 4,50.
Zeitschrift für angewandte Chemie. Organ des Vereins
deutscher Chemiker. Begründet von Professor Dr. Ferd.
Fischer. Im Auftrage des Vereins herausgegeben von Dr.
L. Wenghöffer. Erscheint wöchentlich. Preis für den
Jahrgang M. 20,—; für das Ausland zuzüglich Porto.
Färber-Zeitung. Zeitschrift für Färberei, Zeugdruck und den
gesammten Farbenverbrauch. Unter Mitwirkung von Dr. Heinrich
Lange, Leiter der königl. Färberei- und Appreturschule in
Crefeld, herausgegeben von Dr. Adolf Lehne. Preis des
Jahrgangs von 24 Heften mit Mustern M. 16,—; für das Ausland M.
18,40.
Zu beziehen durch jede
Buchhandlung.

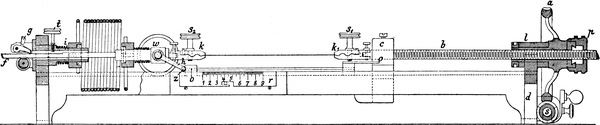
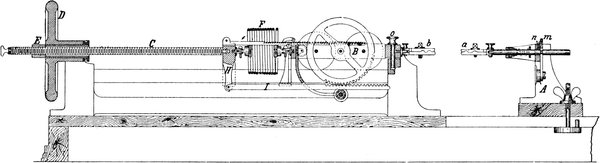

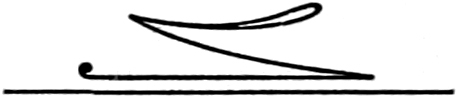
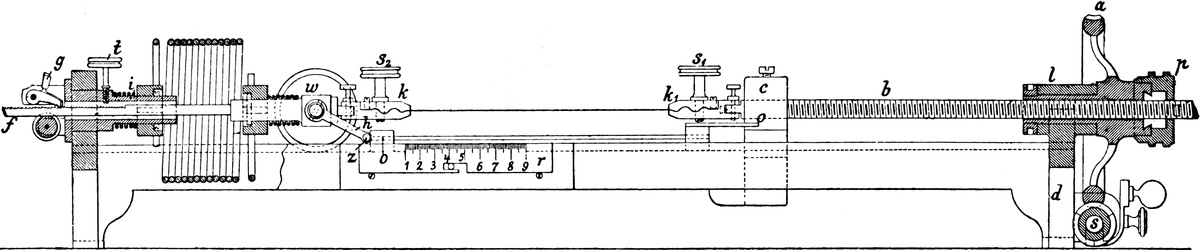{kind=link}
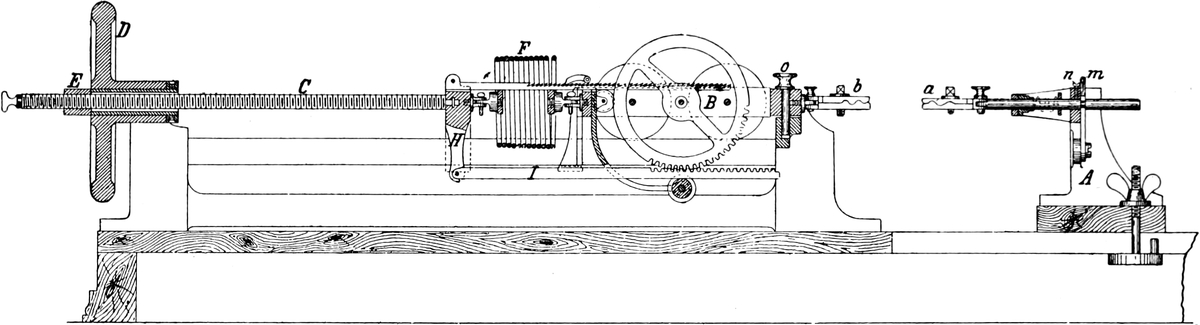{kind=link}