Title: Shafting, Pulleys, Belting and Rope Transmission
Author: Hubert E. Collins
Release date: January 6, 2020 [eBook #61123]
Most recently updated: October 17, 2024
Language: English
Other information and formats: www.gutenberg.org/ebooks/61123
Credits: Produced by deaurider, Alan and the Online Distributed
Proofreading Team at http://www.pgdp.net (This file was
produced from images generously made available by The
Internet Archive)
THE POWER HANDBOOKS
The best library for the engineer and the man who hopes to be one.
This book is one of them. They are all good—and they cost
$1.00 postpaid per volume. (English price 4/6 postpaid.)
SOLD SEPARATELY OR IN SETS
By PROF. AUGUSTUS H. GILL
OF THE MASSACHUSETTS INSTITUTE OF TECHNOLOGY
ENGINE ROOM CHEMISTRY
By HUBERT E. COLLINS
| BOILERS | KNOCKS AND KINKS | |
| SHAFT GOVERNORS | PUMPS | |
| ERECTING WORK | SHAFTING, PULLEYS AND | |
| PIPES AND PIPING | BELTING |
By F. E. MATTHEWS
REFRIGERATION. (In Preparation.)
HILL PUBLISHING COMPANY
505 PEARL STREET, NEW YORK
6 BOUVERIE STREET, LONDON, E. C.
THE POWER HANDBOOKS
Shafting, Pulleys, Belting
AND
Rope Transmission
COMPILED AND WRITTEN
BY
HUBERT E. COLLINS
Published by the
McGraw-Hill Book Company
New York
Successors to the Book Departments of the
| McGraw Publishing Company | Hill Publishing Company |
| Publishers of Books for | |
| Electrical World | The Engineering and Mining Journal |
| The Engineering Record | Power and The Engineer |
| Electric Railway Journal | American Machinist |
Copyright, 1908, by the Hill Publishing Company
All rights reserved
Hill Publishing Company, New York, U.S.A.
INTRODUCTION
This handbook is intended to furnish the reader with practical help for the every-day handling of shafting, pulleys and belting. These are allied in the operation of plants and it is a pretty generally conceded fact that all three are much neglected by many operators.
A close perusal of these pages will enable the reader to determine the best course to pursue in the most common instances and in various troubles, and in all articles there are suggestions for similar cases which may arise.
For instance, the need of belt dressing as a preservative, now generally conceded by most authorities, is fully covered in Chapter XI and the result of a test made by disinterested parties to find the degree of efficiency of four of the best known dressings is given. The results are of importance to all belt users.
A portion of the book is also given to rope transmission which is in more general use to-day than ever before, and in this connection some advice is offered by experts as to the selection and care of the rope. Rope splices and how to make them will also prove valuable to many engineers.
The author wishes to make acknowledgment to various contributors to Power whose articles are used[Pg vi] herein, and to some special contributors, from whose articles small portions have been taken. Acknowledgment is also made to Stanley H. Moore, the author of "Mechanical Engineering and Machine Shop Practice" for the section on splicing.
Hubert E. Collins.
New York, November, 1908.
CONTENTS
| CHAP. | PAGE | |
| I | Shafting Hints | 1 |
| II | Shafting Hints | 21 |
| III | Shafting Hints | 32 |
| IV | Truing up Line Shafting | 49 |
| V | Apparatus for Leveling and Lining Shafting | 54 |
| VI | Some Practical Kinks | 61 |
| VII | Practical Methods of Loosening Pulleys | 65 |
| VIII | Splicing Leather Belts | 72 |
| IX | Care and Management of Leather Belts | 89 |
| X | Belting—Its Use and Abuse | 99 |
| XI | A Comparative Test of Four Belt Dressings | 102 |
| XII | Belt Creep | 106 |
| XIII | Rope Drives | 108 |
| XIV | A New Scheme in Rope Transmission | 115 |
| XV | How to Order Transmission Rope | 122 |
| XVI | A Belting and Pulley Chart | 129 |
| XVII | Splicing Rope | 135 |
| XVIII | Wire Rope Transmission | 143 |
I
In the installation, maintenance and repair of shafting, as in all other things, there is a right and a wrong way; and though the wrong way ranges in its defects from matters causing trivial inconvenience to absolute danger, the right too often—owing to lack of knowledge or discernment—finds but scant appreciation.
[1] Contributed to Power by Chas. Herrman.
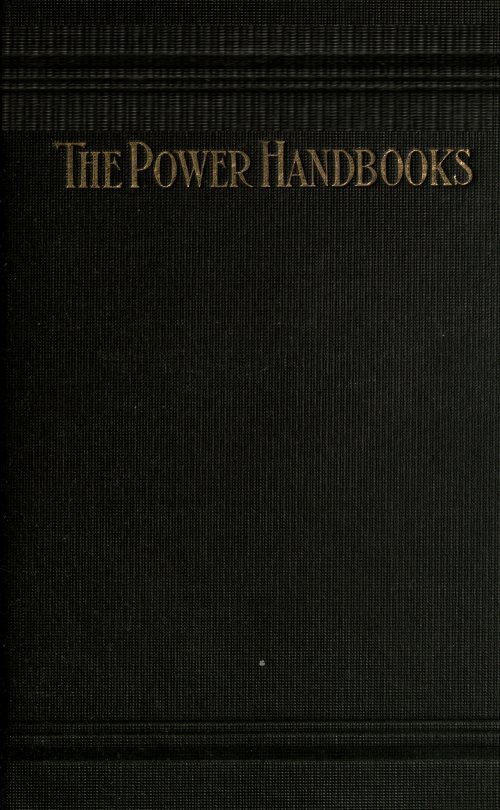
Where, as is often the case, the end of a shaft is journaled to admit of the use of an odd, small-bore pillow block or wall-box hanger, the journaled part should equal in length twice the length of the hanger bearing plus the length of the collar. The hanger can thus readily be slid out of the wall box, and the necessity of uncoupling this shaft length and removing it before access to the bearing for purposes of cleaning or repair is done away with.
A plank or board A (Fig. 1), about ¼ to ½ inch longer than the distance from the bottom of the shaft to the floor, can be used to good advantage at such times to free the hanger of the shaft's weight, and to prevent the shaft's springing from its own weight and the pulleys it may be carrying.
Should it become necessary to place a pulley with[Pg 2] half the hub on and half off the journaled part, this can readily be done by the use of a split bushing, as shown in sectional view of Fig. 1.
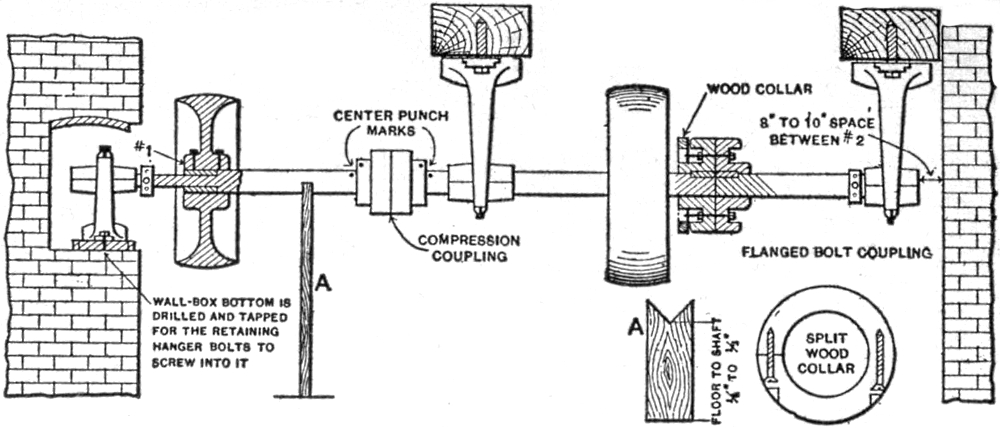
Fig. 1.
Very often a small-sized bearing is used and the shaft journaled off to act as a collar. Of this procedure it can only be said that if done with the idea of making a "good job" it signally fails of its object; if of necessity (a collar being insufficient), then the shaft is heavily overloaded and serious trouble will result, because of it.
It is advisable to center punch, or otherwise mark, the ends of both shafts held by a compression coupling close up against the coupling, and both edges of the coupling hub should have a punch mark just opposite and close to the shaft punch marks. These marks will serve at all times to show at a moment's glance any end or circumferential slippage of the shafts within the coupling. The same method can be resorted to for proof of pulley slippage.
When a new line of shafting is put up, the foot position of each hanger should be clearly marked out on their respective timbers after the shaft has been brought[Pg 3] into alinement. Hangers can thus be easily put back into their proper place should timber shrinkage or heavy strains cause them to shift out of line. This idea can be applied to good advantage on old lines also, but before marking out the hanger positions the shaft should be tried and brought into perfect alinement.
Hangers that do not allow of any vertical adjustment should not be used in old buildings that are liable to settle. Shafting so run pretty nearly always gets out and keeps out of level.
In flanged bolt couplings (Fig. 1) no part of the bolt should project beyond the flanges. And where a belt runs in close proximity to such a coupling, split wood collars should be used to cover in the exposed coupling flanges, bolt heads and nuts. Countershafts have been torn out of place times innumerable by belts getting caught and winding up on the main line.
Whenever possible a space of 8 to 10 inches should be left between the end of a shaft line and the wall. A solid pulley or a new coupling can thus readily be put on by simply uncoupling and pushing the two shaft lengths apart without taking either down. Ten inches does not represent the full scope of pulleys admissible, for so long as the pulley hub does not exceed a 10-inch length the pulley face (the more readily in proportion to the larger pulley diameter) can be edged in between the shafts.
Fig. 2 is an instance of bad judgment in locating the bearings. In one case this bearing overheated; the remedy is either to re-babbitt the old box or replace it with a new one.
Both pulleys were solid and the keys—headless ones—had been driven home to stay. The rims of both pulleys almost touched the wall, and the circumferential position on the shaft of both these pulleys was such as to preclude the possibility (owing to an arm of a being in a direct line with key B1 and arm of b with key a1) of using anything but a side offset key starting drift.
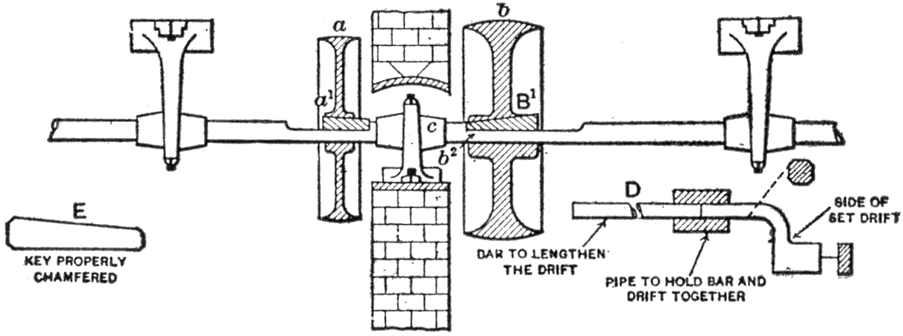
Fig. 2.
An effort was made to loosen b (which was farthest from the wall) by sledge-driving it toward the wall, hoping that the pulley might move off the key. The key, as was afterward found out, not having been oiled when originally driven home had rusted in place badly; though the pulley was moved by sledging, the key, secure in the pulley hub, remained there.
Ultimately one of us had to get into pulley b, and, removing cap c, hold the improvised side offset, long, starting drift D in place against B1 at b2 while the other swung the hand sledge at a. The entering end of the key, not having been file chamfered off, as it should have been (see E), our starting drift burred it up; so, after having started it, we had the pleasure of getting[Pg 5] into b to file the key end b2 into shape so as to admit of getting it out.
The solid pulley b has since been replaced with a split pulley.
By the arrangement, as shown in Fig. 3, of the rim-friction clutch on the driven main shaft B and the driving pulley on the engine-connected driving main shaft A, no matter whether B shaft is in use or not—i.e., whether the clutch be in or out of engagement—so long as A shaft is in motion the belt C is working.
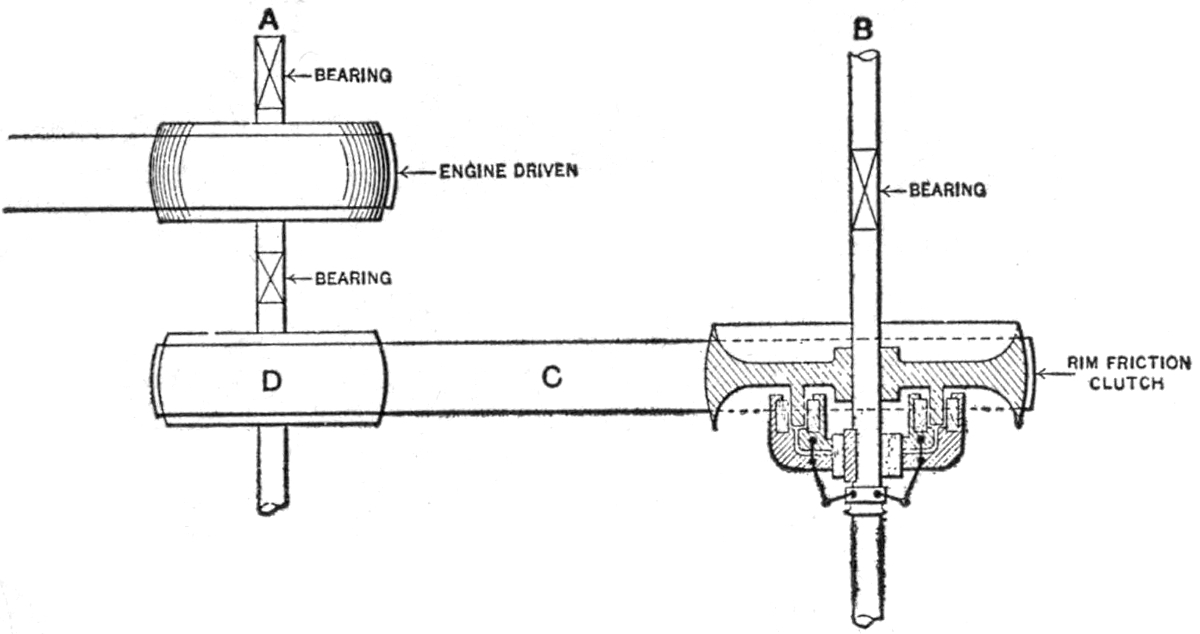
Fig. 3.
Main line belts come high, and the more they are used the sooner will they wear out. By changing the clutch from shaft B to A and the pulley D from A to B, belt C will be at rest whenever B is not in use. Where, however, these shafts are each in a separate room or on a different floor (the belt running through the wall or floor and ceiling, as the case may be) the clutch, despite belt wear, should be placed directly on the[Pg 6] driven shaft (as B), so as to provide a ready means for shutting off the power in cases of emergency.
Figs. 4, 5 and 6 represent a dangerous mode, much in vogue, of driving an overhead floor. An extremely slack belt connects the driving shaft A and the driven shaft B; when it is desired to impart motion to the driven shaft the belt tightener C is let down and belt contact is thus secured.
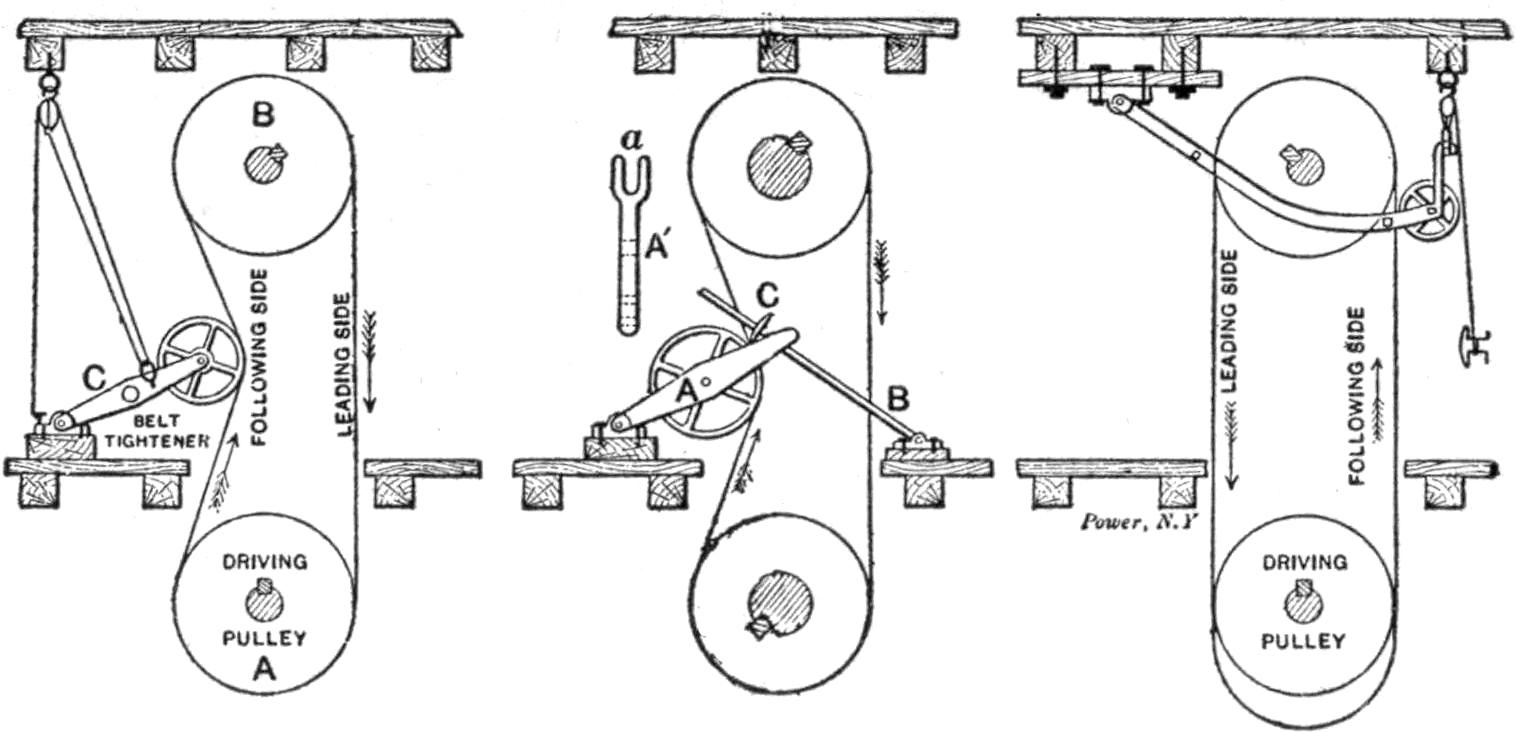
Fig. 4, Fig. 5, Fig. 6.
This tightener system is called dangerous advisedly, for few are the shops employing it but that some employee has good cause to remember it. Unlike a clutch—where control of the power is positive, instantaneous and simple—the tightener cannot be handled, as in emergency cases it has to be.
In any but straight up and down drives with the driven pulley equal to or larger (diametrically) than the driver, unless the belt have special leading idlers there is more or less of a constant belt contact with its resultant liability to start the driven shaft up unexpectedly. When the tightener is completely off, the[Pg 7] belt, owing to heat, weight or belt fault, may at any time continue to cling and transmit power for a short space, despite this fact.
These tighteners are usually pretty heavy—in fact, much heavier than the unfamiliar imagines when on the spur of emergency he grapples them, and trouble results.
Tightener (in Fig. 5) A is held in place by two threaded rods B—as shown by slot a in A1—and regulated and tightened by ring-nuts C working along the threaded portion of B. C (of Fig. 4) is also a poor arrangement. Fig. 6 is the best of them all.
Apropos of clutches, great care must be exercised in tightening them up while the shafting is in motion, for if the least bit overdone the clutch may start up or, on being locked for trial (according to the clutches' structure), continue running without possibility of release until the main source of power be cut off. Nothing can exceed the danger of a clutch on a sprung shaft.
Heavily loaded shafting runs to much better advantage when center driven than when end driven, and what often constitutes an overload for an end drive is but a full load for a center drive. To illustrate, here is one case of many: The main shaft—end driven—was so overloaded that it could be alined and leveled one week and be found out one way or the other, frequently both ways, the next week. Being tired of the ceaseless tinkering that the condition under which that shaft was working necessitated, the proprietors were given the ultimatum: A heavier line of[Pg 8] shafting which would be sure to work, or a try of the center drive which, owing to the extreme severity of this case, might or might not work.
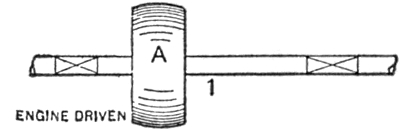
Fig. 7.
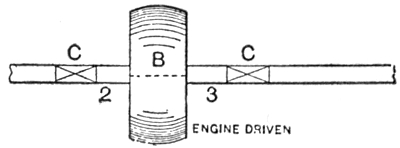
Fig. 8.
A center drive, being the cheapest, was decided upon. Pulley A, Fig. 7, which happened to be a solid, set-screw and key-held pulley, was removed from the end of the shaft. The split, tight-clamping-fit pulley B, Fig. 8, was put in the middle of the shaft length; the gas engine was shifted to accommodate the new drive, and hanger C1 was put up as a reinforcement to hanger C and as a preventive of shaft springing. After these changes the shaft gave no trouble, so that, as had been hoped, the torsional strain that had formerly all been at point 1 must evidently have been divided up between points 2 and 3.
When a main shaft is belted to the engine and to a countershaft, as shown in Fig. 9, the pulley A1 gets all the load of main and countershafts. In the arrangement shown in Fig. 10 point 1 gets A's load and 2 gets B's load and is the better arrangement.
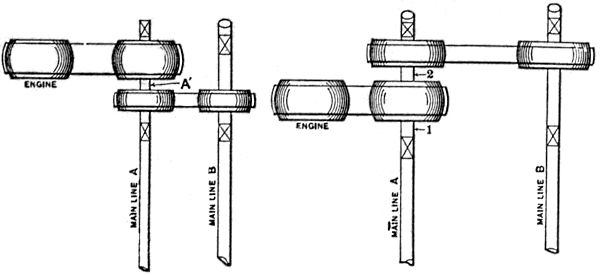
Fig. 9——Fig. 10.
Where a machine is situated close to one of the columns or timber uprights of the building it is very customary to carry the belt shifter device upon the column, as in Fig. 11. The sudden stoppage of a machine seldom does any damage, whereas an unexpected starting may cause irreparable damage and often even endanger the limb and life of the machine operative.
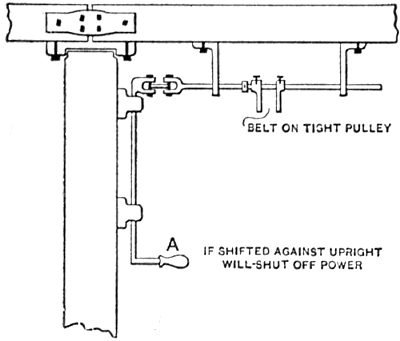
Fig. 11.
To avoid the possibility of some passing person brushing up against the shifting lever and thus starting the machine, the tight and loose pulleys of the countershaft should be so placed that when A is exposed—that is, away from the column—its accidental shifting shall stop the machine. Fig 12 makes this point clear.
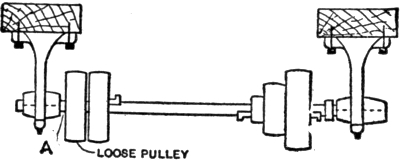
Fig. 12.
This arrangement is often used to save a collar (at A). The oil runs out between the loose pulley and the bearing, especially if the latter be a split bearing; the loose pulley, instead of being totally free when the belt is on the tight pulley, acts more or less, in proportion to the end play of the shaft, as a buffer between the tight pulley and the bearing; finally, the tight pulley is deprived of the support (which, when under load, it can use to good advantage) a nearer proximity to the hanger would give it.
The shafts of light-working counters should not be needlessly marred with spotting or flats for collar set-screws, nor should cup or pointed set-screws (which mar a shaft) be used. If the collar be sharply tapped with a hammer, diametrically opposite the set-screw, while it is being tightened up, all slack is taken out of the collar; and the hold is such that, without resource[Pg 11] to the same expedient when loosening the collar, a screwdriver will scarcely avail against a slotted set-screw.
When required to sink the head of a bolt into a timber to admit of the timbers lying snug in or against some spot, if allowable, the bolt's future turning can be guarded against by cutting the hole square to fit the bolt head. But where a washer must be used, the only positive and practical way to prevent the bolt from turning is to drive a nail (as shown) into A (Fig. 13) far enough for the nail head to flush B; now bend the head down behind the bolt toward c. It is evident that if the bolt tries to turn in the direction of 3 the nail end (wood held) will prevent it; if toward 4, the nail head will be forced against the wood and catch hold of the bolt head.

Fig. 13.
Large belts of engines, dynamos, motors, etc., when in need of taking-up are usually attended to when the plant is shut down; that is, nights, Sundays or legal holidays. At such times power is not to be had; and if the spliced part of the belt, which must be opened, shortened, scraped, re-cemented and hammered, happens to be resting against the face of one of the pulleys, is up between some beams or down in a pit, the chances of the job, if done at all, being any good are very slim.
The spliced part of a large belt should be clearly[Pg 12] marked in some permanent and easily recognizable way (a rivet, or where the belt is rivet-held at all its joints some odd arrangement of rivets is as good a way as any). This marking will minimize the possibility of mistake and enable the engineer to place the belt splice in the position most favorable for the belt-maker's taking-up.
In wire-lacing a belt, very often, despite all efforts and care, the edges of the belt (A, B) get out of line, as shown in Fig. 14, and make the best of jobs look poor. By securing the belt in proper position by two small pieces of wire passed through and fastened at 1, 2, 3 and 4, Fig. 15, the lacing can be more conveniently accomplished and the edge projection is avoided. When the lacing has progressed far enough to necessitate the removal of wires c d, the lacing already in place will keep the belt in its original position.
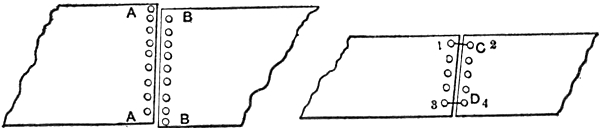
Fig. 14——Fig. 15.
A wire lacing under certain conditions will run a certain length of time to a day. On expensive machinery whose time really is money it pays to renew the lacing at regular intervals so as to avoid the loss of time occasioned by a sudden giving out of the lace.
Never throw a belt on to a rim-friction or other kind of clutch while the shaft is in full motion. Belts, when being thrown on, have a knack, peculiarly their own,[Pg 13] of jumping off on the other side of the pulley. And should a belt jump over and off on the wrong side and get caught in the clutch mechanism, as the saying goes, "there will be something doing" and the show usually comes high. It pays to slow down.
A mule belt (transmitting in the neighborhood of or considerably over 25 horse-power) that runs amuck through the breaking down of the mule can make enough trouble in a short time to keep the most able repairing for a long while.
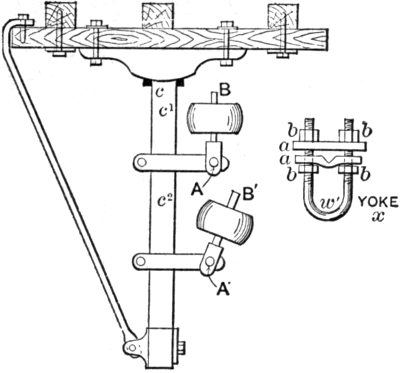
Fig. 16.
No matter what the pulley shafts holding arrangement and adjusting contrivance may be, all of the strain due to belt weight, tension, and the power transmitted falls mainly at points A, A1, Fig. 16; and it is here that, sooner or later, a pin, set-screw or bolt gives way and the belt either gets badly torn up, rips[Pg 14] something out of place, or a fold of it sweeping to the floor slams things around generally until the power is shut off.
The remedy is obvious: Reinforce A, A' by securing B, B' to the supporting shaft c at c1, c2. The yoke x is a reliable and practical means to this end. Straps a held by the nuts b hold the yoke securely on the supporting shaft c, while the pulley-shaft ends B, B' are held in the U of the yoke at w' at any desired distance from c by means of the adjustment provided by the nuts b.
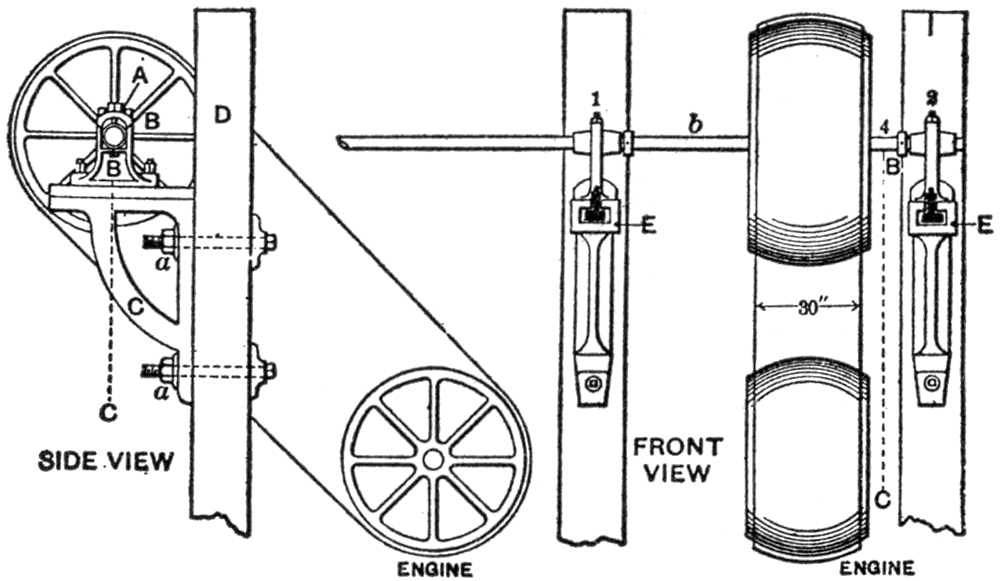
Fig. 17.
The end of a hanger bearing was badly worn (Fig. 17). The cap could be lifted out by removing bridge A, but the shaft interfered with the lifting of the bottom out, owing to its being held in the hanger slides. It had to be removed and we were called upon to put it into shape by re-babbitting.
Being a newspaper plant, money was no object; the time limit, however, was three hours, or hands off.[Pg 15] Opening the 30-inch engine belt and removing the interfering shaft length was out of the question in so short a time. So the job was done as follows: The shaft was braced against down sag and engine pull along the line B C by a piece of timber at A, and against pull on B D by timber arrangement X; timber y's points y1 and y2 resting against the uprights at 1 and 2, timber z wedged in between y at y3 and the shaft at 4, thus acting as the stay along line B D. The nuts and washers a, a were removed; the bolts driven back out of the bracket; the end of a rope was thrown over the shaft at b, passed through the pulley and tied to the bracket and hanger which, as one piece, were then slid endways off the shaft and lowered to the floor. The bearing was cleaned, re-babbitted and scraped, everything put back, stays removed and the shaft running on time with a half-hour to the good.
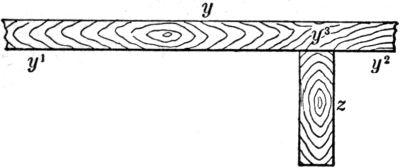
TIMBER ARRANGEMENT X
When desirable to keep a shaft from turning while chipping and filing flats, spotting in set screws or moving pulleys on it, it can be done by inserting a narrow strip of cardboard, soft wood or several thicknesses of paper between the bearing cap and the top of the shaft and then tightening the cap down.
The packing, 1/16 to 3/16 inch thick and about as[Pg 16] long as the bearing, must be narrow; otherwise, as may be deduced from Fig. 18 (which shows the right way), by the use of a wide strip in the cap the shaft is turned into a wedge, endangering the safety of the cap when forced down. At point 3 packing does no harm, but at 1 and 2 there is just enough space to allow the shaft diameter to fit exactly, with no room to spare, into the cap bore diameter.
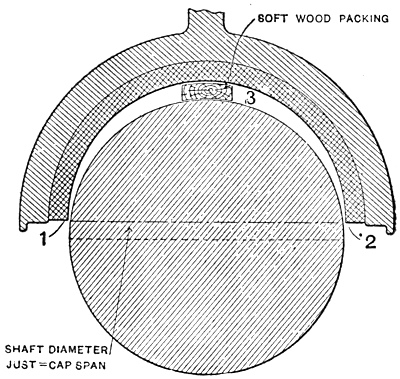
Fig. 18.
As a very little clamping will do a good deal of holding the clamping need not be overdone. A shaft can also be held from turning, or turned as may be desired, by holding it with a screw (monkey) wrench at any flat or keyway, as shown in sectional view, Fig. 19.
When a shaft breaks it is either owing to torsional strain caused by overload, springing through lack of[Pg 17] hanger support at the proper interval of shaft length, the strain of imperfect alinement or level, or a flaw.
An immediate temporary repair may be effected by taking some split pulley that can best be spared from another part of the shaft and clamping it over the broken part of the shaft, thus converting it, as it were, into a compression coupling. The longer the pulley hub the better the hold; spotting the set-screws—that is, chipping out about 1/8-inch holes for their accommodation into the shaft—is also a great help.
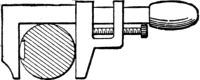
Fig. 19.
If when the shaft breaks it has not been sprung by the sudden dropping of itself and the pulleys that were on it, a permanent repair can be effected, after correcting the cause of the break, by the use of a regular key-less compression coupling.
If it has been sprung, a new length comes cheapest in the wind-up; and if overload was the original cause of the trouble, only a heavier shaft or a considerable lightening of the load will prevent a repetition.
In Fig. 20 A shows how to drive to make belt weight count in securing extra contact. In B this weight causes a loss of contact. Bearing in mind that B is not only a loss from the normal contact but also a loss of the extra contact that A gives, it will readily be seen how important a power-saving factor the right sort of[Pg 18] a drive is—especially on high-speed small-pulley machines, such as dynamos, motors, fans, blowers, etc.
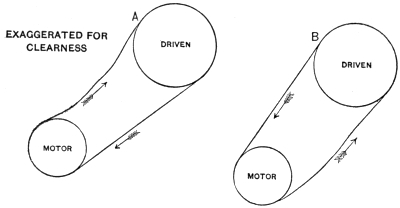
Fig. 20.
A good many electrical concerns mount some of their styles of dynamos and motors (especially the light duty, small size) upon two V-shaped rails, Fig. 21 (the bottom of the motor or dynamo base being V-grooved for the purpose). The machine's weight and the screws A are counted on to keep it in place. If the machine be properly mounted on these rails, as regards screws A in relation to its drive, the screws reinforce the machine's weight in holding it down and also permit a surer adjustment through this steady holding of the machine.
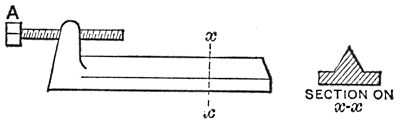
Fig. 21.
Fig. 22 shows the machine properly mounted. The belt tension and pull tend to draw B corner of the machine toward the shaft C; and screw B1 is there to resist this pull. Owing to this resistance and the pull along line D, E tends to lift and slew around in E1 direction; screw E2 is, however, in a position to overcome both these tendencies. If the screws are both in front, there is nothing but the machine's weight to keep the back of it from tilting up. The absurdity of placing the screws at F and G, though even this is thoughtlessly done, needs no demonstration.
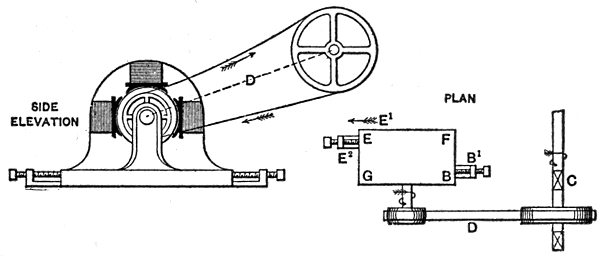
Fig. 22.
When putting a new belt on a motor or dynamo, both the driver and the driven are often needlessly strained by the use of belt-clamps, in the attempt to take as much stretch out of the belt as possible. On being loosely endlessed it soon requires taking up; and if only laced, when the time for endlessing comes the belt is botched by the splicing in of the piece which, owing to the insufficiency of the original belt length, must now be added to supply enough belt to go around, plus the splice.
The proper mode of procedure is: Place the motor on its rails or slides 5 inches away from its nearest possible approach to the driven shaft or machine and wire-lace it (wire-lacing is a very close second to an endless belt). Let it run for a few days, moving the motor back from the driven shaft as the belt stretches. When all reasonable stretch is out, move the motor back as close to the driven shaft as possible.
The 5 inches forward motion will give 10 inches of belting, which will be amply sufficient for a good splice; and, further, the machine will be in position to allow of tightening the belt up, by simply forcing the motor back, for probably the belt's lifetime.
II
The bolts, set-screws, pulleys, bearings, shafting and clutches of a plant, although among the foremost factors in its efficiency, are very often neglected until they reach the stage where their condition absolutely compels attention.
[2] Contributed to Power by Chas. Herrman.
Very often this lack of proper attention is due to surrounding difficulties of an almost insurmountable and most discouraging nature. At other times it is due to a lack of proper appreciation of the damage resultant from seemingly insignificant neglects. How to overcome some of these difficulties is the object of this chapter.
Fig. 23 shows a case of a turning bolt. The head is inaccessible and the bolt's turning with the nut, owing to burrs or rust, prevents either the tightening or the loosening of the nut. One to three fair-sized nails driven through the timber as at C, hard up against, or, better still, forced into a tangent with the bolt, will often suffice to hold it while the nut is being turned. In iron girders, beams, etc., the nail method being impossible, a slot E can easily be cut with a hack-saw through the lower end of both the nut and bolt, so[Pg 22] that the bolt may be held by a screwdriver while the nut is turned with a wrench.
Where an extra strong screwdriver must be used, the use of two blades at the same time in the hack-saw frame will give a slot of the requisite width. Where the bolt's end projects beyond the nut and it is desired to tighten the nut, a Stillson wrench is often, though inadvisedly, called into service. This tends to spoil the lower threads of the bolt and thus prevents any future loosening, except by the cutting off of the projecting end.
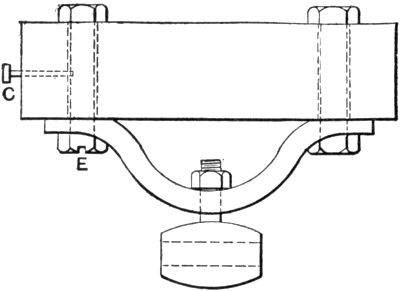
Fig. 23.
As the alinement and level of shafting depend on the power of their hold, bolts, lag-bolts and set-screws should, when they are tightened, be so in fact and not in fancy.
The proper way to use a wrench, especially a screw wrench, so as to avail yourself of every ounce of power, not of your biceps only but of your whole body, is as follows: Place your shoulders on a level with the object to be tightened, secure the wrench jaws well upon it,[Pg 23] grasp the jaws with the left hand and the wrench handle with the right, holding both arms straight and tense; swing the upper part of the body to the right from the hip, backing the force of your swing up with the full force of your legs, steadying yourself the while with your left-hand grip on the wrench jaws, which are the center of your swing. Several such half turns, at the wind-up, will cause an extremely hard jam with comparative ease.
In tightening up a split-pulley, the expedient of hammering the bolts tight, by means of an open-ended bolt-wrench and a small sledge, is often resorted to. If the head of the bolt be lightly tapped while the nut is being tightened, even a light hammering, except in the extremest cases, becomes unnecessary.
Split-pulleys are invariably better held in place by a good clamping fit than by set-screws. It must also be borne in mind that, for good holding, set-screws must be spotted into the shaft, and this defaces and often materially weakens the shaft. Split-pulleys, like solid ones, are sometimes subject to stoppage, owing to excessive strain. Set-screws, at such times, cut a shaft up pretty badly; whereas, if clamped, only a few slight scratches would result.
Where packing with paper, cardboard, emery cloth or tin becomes necessary to secure a good clamping fit, care should be taken to put an equal thickness of packing into both halves of the pulley; otherwise it will wabble and jump when running.
Emery cloth, on account of its grittiness, is preferable for packing where the duty done by the pulley[Pg 24] is light. When the duty done is extra heavy, emery cloth, despite its grittiness, will not do; tin or sheet iron, owing to body, must be used.
The following is the most practical way of packing a split-pulley to a good clamping fit, assuming that emery cloth is to be used:
The thickness of the emery cloth to be used, and whether to use one or more folds, can readily be ascertained by calipering the shaft diameter and pulley bore, or by trial-clamping the pulley by hand. In both of these instances, however, due allowance must be made for the compressiveness of the packing used. If the packing be too thin, the pulley will not clamp strongly enough; if too thick, the chances of breaking the lugs when drawing the bolts up are to be apprehended.
Having determined the proper thickness of emery cloth to be used, place the pulley on the shaft, as shown in Fig. 24. Into the lower half C, in space A, which is out of contact with the shaft, place a sheet of emery with the emery side toward the hub and the smooth side toward the shaft. The width of the emery should be a little less than half of the shaft's circumference, and it should be long enough to project about one-half of an inch to an inch on each side of the hub.
Now turn the pulley on the shaft so that the position of the halves shall become reversed (Fig. 25), C on top, B on bottom. See that the emery cloth remains in its proper position in half-hub, the smooth side being toward the shaft; the projecting length beyond the pulley hub will help you to do this.
Into half-hub B (space D) insert a similar sized piece of emery cloth, smooth side toward the hub and the emery side toward the shaft. Draw up on your bolts to clamp the pulley into position. Be sure, however, that no emery cloth gets in between the half-hubs or lugs at points 1 and 2, Fig. 25, as this would prevent their coming properly together; the width of the emery being less than half of the shaft's circumference will be a help to this end.
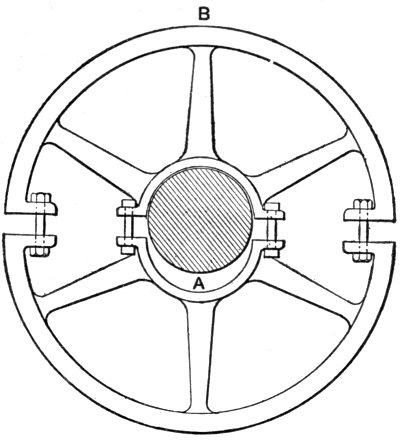
Fig. 24.
It often happens, owing to downright neglect or unwitting neglect, through the oil hole or oiler being blocked up, that a loose pulley, running unlubricated, cuts, heats, and finally, through heat expansion, seizes. It then becomes necessary to take the countershaft[Pg 26] down, force the loose pulley off and file and polish the shaft up before it can be put back into place.
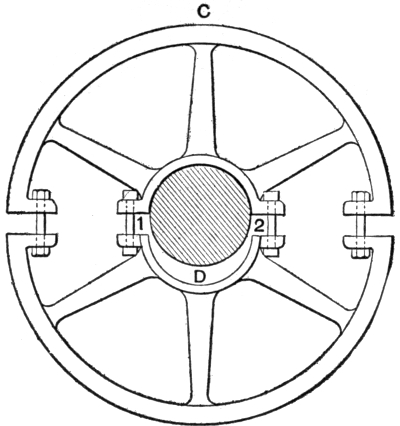
Fig. 25.
The following method avoids the taking down and putting back, provides an easy means for loosening up the pulley that has seized, and improvises, as it were, a lathe for filing and polishing the shaft.
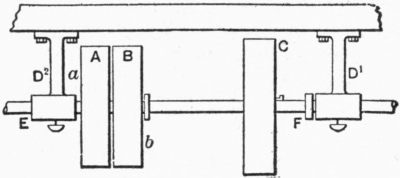
Fig. 26.
In Fig. 26, A is the loose pulley that has seized.[Pg 27] Throw off both the belt that leads from the main shaft to pulleys A, B and the belt that leads to the driven machine from the driving pulley C. Tie, or get somebody to hold, an iron bar in pulley A at side a, as shown in Fig. 27, over an arm of the pulley, under the shaft, and resting against the timber, ceiling, wall or floor, in such a way as to prevent the pulley from turning in one direction, as shown in Fig. 27. Now, with another bar, of a sufficient length to give you a good leverage, take the grip under a pulley arm and over the shaft in the tight pulley B at b, which will enable you to work against the resistance of the bar in the loose pulley A.
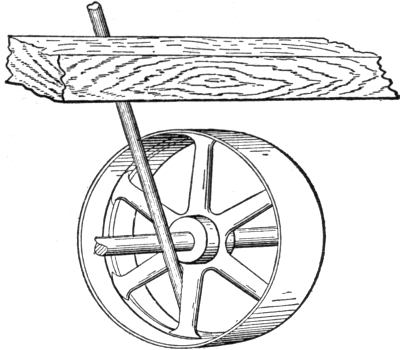
Fig. 27.
With enough leverage, this kind of persuasion will loosen the worst of cases. Take the bars out and move B sufficiently to the right to allow A to take B's former position. Secure B by means of its set-screws in its new position and, by means of a piece of cord, fasten[Pg 28] an arm of A to one of B's. It is evident that by throwing the main-shaft belt on to A it will, through A's cord connection with B, which is screwed to the shaft, cause the shaft to revolve, thus enabling you to file up and polish that portion of it formerly occupied by A. To prevent the countershaft from side-slipping out of hanger-bearing D1, get somebody to hold something against hanger-bearing D2 at E; or fasten a piece of wire or cord on the countershaft at F and the hanger D1, so as to prevent side-slipping while not interfering with revolution.
Filing, polishing, a cleaning out of the oil hole or oiler, and the taking of proper precaution against future failure of lubrication will put everything into first-class order. When the loose pulley is, as it is best for it to be, farthest away from the bearing, held in its place by the tight pulley and a collar, not only is the tight pulley better adapted for carrying its load, owing to additional support resultant from its proximity to the bearing, but such matters of small repair as come up are much simplified.

Fig. 28.
Fig. 28 in some degree, aside from the cutting up and heating of the bearings, illustrates the breaking strain, in addition to the usual torsional strain, which becomes enhanced in direct proportion with the increase of breaking strain, to which an out-of-line or out-of-level[Pg 29] shaft is subject. The bends are exaggerated for illustration.
In this instance, the fact of one hanger-bearing being out of line or level subjects the shaft to a severe breaking strain. The shaft being both out of line and level does not, if both at the same point, aggravate matters, as might at first be supposed.
It is true that the full torsional strength of a shaft is only equal to the weakest portion of it, so that three weak spots more or less can, theoretically, make no difference one way or the other. But, practically, there is the undue strain and wear of the bearings at these points, and if a pulley transmitting any considerable amount of power is situated anywhere along the length A B it is sure to be unpleasantly in evidence at all times.
Only an eighth or a quarter out, but oh, what shaft-breaking stories that fraction could tell!
The following is a simple method for testing the alinement and level of a line of shafting that is already up.
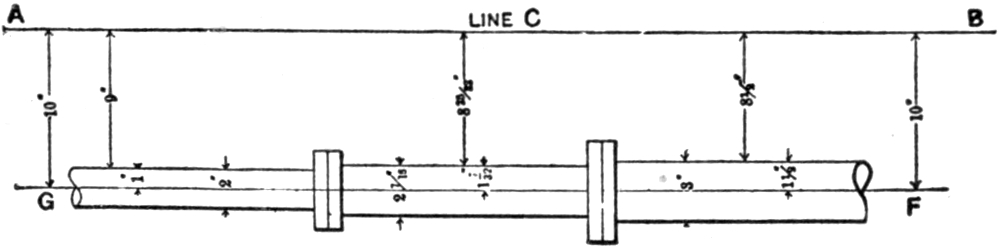
Fig. 29.
As in Fig. 29, stretch a line C so that it is exactly opposite the shafting. Set it equidistant from the shaft end centers G and F and free from all contact along its entire length except at its retaining ends A and[Pg 30] B. Now, it is self-evident, as line C is straight and set equidistant from the shaft end centers G and F, that if you set the entire center line of the shafting at the same distance from line C, as G and F, you are bound to get your shafting into perfect alinement.
In leveling a line of shafting that is already up, you can, by the use of a level and perseverance, get it right.
Placing the level at A, you are just as likely to raise the first hanger as to lower the middle one. Look before you jump, even if compelled to climb to the top of the fence to do so. When you find a length of shafting out of level, try the two adjacent lengths before acting, and your action will be the more intelligent for it.
On exceptionally long lines of shafting the following method, in which the level and a line constitute a check upon and a guide for each other, can be used to great advantage. Stretch a line so that it is exactly above, or, if more convenient, below the shafting to be leveled. With the level find a length of shafting that is level and adjust your line exactly parallel with this length. Your line now, free of contact except at its retaining ends, and level owing to its parallelism to the level shaft length, constitutes a safe hight level guide while the level itself can serve to verify the accuracy of the finished job.
In lining, whether for level or alinement, unless the shafting line consists of the same diameter of shafting throughout its entire length, though of necessity measuring from the shaft circumference to the line, always[Pg 31] base your calculations on the shaft centers. The figures in Fig. 29 will make this point clear.
The manner of securing the ends of the line under different circumstances must be left to individual ingenuity. Only be sure that the line is so placed that the shafting adjustment shall not affect its original position with reference to the end shaft centers.
Coupling clutches, i.e., those joining two lengths of shafting into one at option, will fail, utterly or partially, if the respective shafts which bear them are out of line or level with each other. Such a condition should not be tolerated on account of the danger entailed by the inability to shut off the power in cases of emergency.
As a general rule, it is most advisable to set a clutch to take as hard a grip as it can without interfering with its releasing power. Where a clutch grips weakly, it is subject to undue wear owing to slippage, whereas a strongly regulated clutch absolutely prevents slippage wear.
III
Engineers, machinists and general mechanics are often called upon to turn their hands to a shafting job. We recognize that all of the following cannot prove new or even suggestive to most of our readers; still, some of it for all, and, mayhap, all for some, may not come amiss.
[3] Contributed to Power by Chas. Herrman.
We all know that to have belting run rightly on pulleys located upon parallel lines of shafting the shafting must be in absolutely correct parallel. The slightest deviation, even to a 1/16 inch, often imparts a marring effect, through poorly running belts, to an otherwise faultless job.
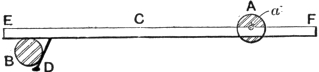
Fig. 30.
Fig. 30 shows how to line a countershaft as regards parallelism with the driving shaft when the countershaft's end-centers are availably situated for thus measuring. A is the countershaft, B the main shaft, C is a stick of proper length about 1½ inches in thickness[Pg 33] and width, D a heavy nail—about 20-penny will do—driven into C far enough from its end E to allow of C's resting squarely upon the top of the shaft B.
Rest the measuring rod upon the main shaft, keeping the nail in touch with the shaft, so that when the F end is in contact with the end of the countershaft the stick shall be at right angles to the main shaft, and then mark the exact location a of the countershaft's end-center on the stick. Do the same at the other end of the countershaft. If both marks come at the same spot, your counter is parallel; if not, space between these two marks will show you how much and which way the counter is out.
It may only be necessary to shift one end in or out a little; and then, again, it may be that to get into line you will have to throw one end all the way in one direction and the other all or some in the opposite direction. But, whichever it be, do not rest content until you have verified the correctness of your adjustment by a re-measurement.
The nail should be well driven into C, so that its position will not readily change, and it should, preferably, be slant driven (as shown in Fig. 30), as it thus helps to keep the stick down in contact with the shaft.
Where an end-center is not available or where there is no clear space on the main shaft, opposite a center, the method shown in Fig. 31 can generally be used.
Rest C on top of both shafts and at right angles to the driving shaft B. With D pressed against B, place a square on stick C, as shown (stock in full contact with the top of the rod, and the tongue running down the[Pg 34] side of it). Slide along C toward A until the side of the tongue touches the shaft the other side of A. Now mark a line on the stick down tongue. Do the same at the other end of your countershaft and the two resultant marks will be your parallel adjustment guides.
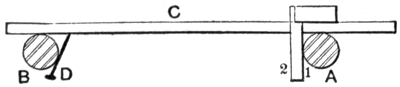
Fig. 31.
It often happens that a counter, or even line shaft, is end driven from the extreme end of the main or jack driving shaft with its other end running beyond the reach of the driving shaft, as shown in Fig. 32.
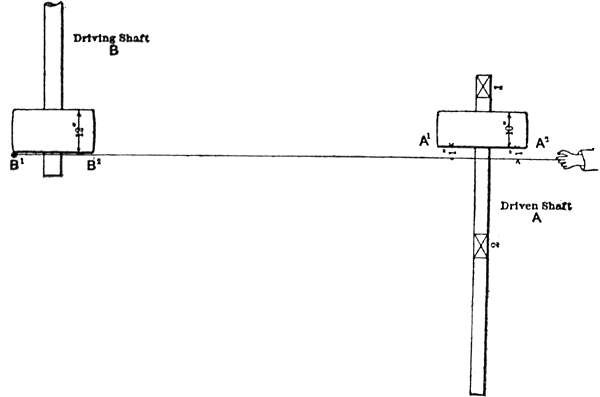
Fig. 32.
It is evident that neither method 1 nor 2 can here be applied to solve the alinement problem. If the[Pg 35] driving pulley B and the driven pulley A are both in place, the following method can be used to advantage.
Fasten, or let somebody hold, one end of a line against pulley B's rim at B1; carry the line over to A at A2; now sweep the loose A2 end of the line toward pulley A until the line just touches pulley B's rim at B2. When the line so touches—and it must just barely touch or the measurement is worthless—A1 and A2 of pulley A must be just touched by or (if B and A are not of a like face width, as in Fig. 32) equidistant from the line.
A single, two-hanger-supported length of shafting thus lined is bound to be in parallel; but where the so adjusted shaft line consists of two or more coupling-joined lengths supported by more than two hangers, only pulley A's supporting portion of the shaft between its immediate supporting hangers 1 and 2 is sure to be lined; the rest may be more or less out.
To make a perfect job, fix a string in parallel with shaft length 1 and 2, stretching along the entire length of the adjusted shaft, and aline the rest of the shaft length to it.
When there are no pulleys in place to go by, or when, as occasionally happens, the wabbly motion of pulley B (when running) indicates that, having been inaccurately bored or bushed, or being located on a sprung shaft length, its rim line is not at right angles to the shaft line, the method shown in Fig. 33 can be resorted to.
Instead of the nail used in methods 1 and 2, use a board about 8 to 12 inches long and of a width equal to considerably more than half of shaft B's diameter.[Pg 36] By nailing this board x to the measuring rod c at any suitable angle, you will be enabled to reach from the end a well into the shaft B, as at b, and from bâ² well into A, as aâ². By keeping the board x along its entire length in full contact with the shaft B at both 1 and 2, the angular position of rod C is bound to be the same in both instances, and you will thus (by the use of a square, as in Fig. 31) be enabled to aline A parallel with B.
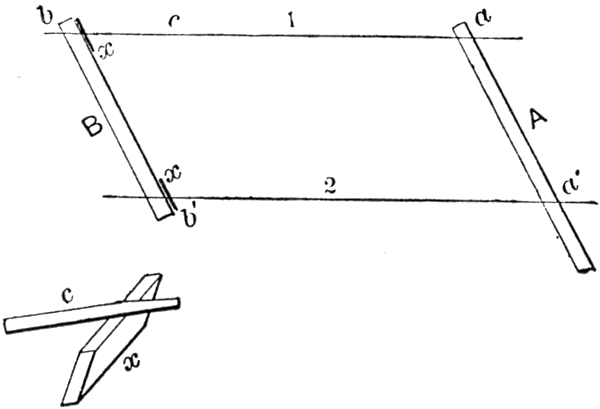
Fig. 33.
In all instances of parallel adjustment here cited it is assumed that both the alined and the alined-to shafts have been, as to secure accuracy of result they must be, properly leveled before starting to aline.
The above methods apply to cases where the shafting is already in place. Where, however, shafting is being newly installed before the work can be proceeded with, it is necessary, after determining on the location for the shafting, to get a line on the ceiling in parallel with the driving shaft to which to work to. Mark that point A which you intend to be the center line for the proposed shafting upon the ceiling (Fig. 34).
Rest your measuring rod upon the driving shaft and at right angles to it, with the nail against it. Hold your square with the stock below and the tongue against the side of the measuring stick, so that its tongue extremity touches the ceiling mark A, and then mark a line on the rod along the tongue side A. Move your rod along the driving shaft to the point where the other end of the proposed shafting line is to be, and, squaring your stick to the driving shaft with the tongue side A on the marked line of the stick, mark your section point on the ceiling. Draw a line or stretch a string between these points, and you have a true parallel to work to.
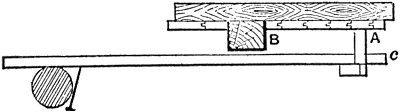
Fig. 34.
Owing to the supporting timber B's interference, a square had to be used; but where the ceiling is clear the rod can be cut to proper length or the nail be so located as to allow of using the stick extremity C for a marking point.
When a pulley is handily situated on the driving shaft, the method shown in Fig. 35 can be used to advantage.
Let somebody hold one end of a line at 1, and when you have got its other end so located on the ceiling that the line just touches the pulley rim at 2, mark that ceiling point (we will call it 3). In the same way get your marks 4 and 5, each farther back than the other[Pg 38] and, for the better assurance of accuracy, as to just touching at 2, remove and readjust the line separately each time. If now a straight line from 3 to 5 cuts 4, your line 3, 4, 5 is at right angles to the driving shaft and a line at right angles to this will be parallel to the shaft.
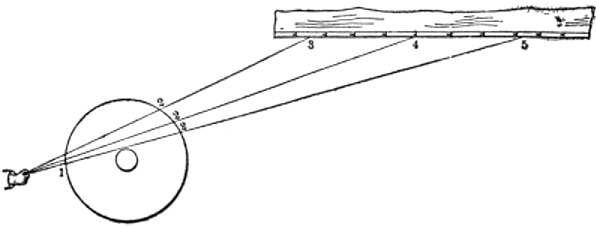
Fig. 35.
The plumb-bob method is so familiar and, where not familiar, so easily thought out in its various applications, that we deem it useless to touch upon it.
The stringers or supporting timbers of drop hangers should be equal in thickness to about one-fifth of the hanger drop.
Where the stringers run with the hangers and crosswise of the shaft, both feet of a hanger base are bolted to the same stringer, and this should be from 1¼ to 1½ times the width of the widest portion of the hanger base. As the hanger is securely bolted to its stringer, this extra width is in effect an enlargement of the hanger base, and thus enables it the better to assist the shaft's end motion.
Where the stringers run with the shaft and crosswise of the hangers, the two feet of the hanger base are each fastened to a separate timber, and these should[Pg 39] be equal in width to the length of one hanger foot, plus twice the amount of adjustment (if there be any) the hanger's supporting bolt slots will allow it. In reckoning hanger adjustment, be sure to figure in the bolt's diameter and to bear in mind that to get the utmost adjustment for the countershaft the bolts should originally be centered in the slot; thus a 13/16 à 1½-inch slot, as it calls for a ¾-inch bolt, leaves a ¾-inch play, and this play, with the bolt in the center of the slot, allows of 3/8-inch adjustment either way. Without this extra width addition any lateral adjustment of the hanger would result in leaving a part of the hanger's feet without stringer support. Such jobs look poorly, and often run still more poorly. Fig. 36, in its two views, will make the above points clear.
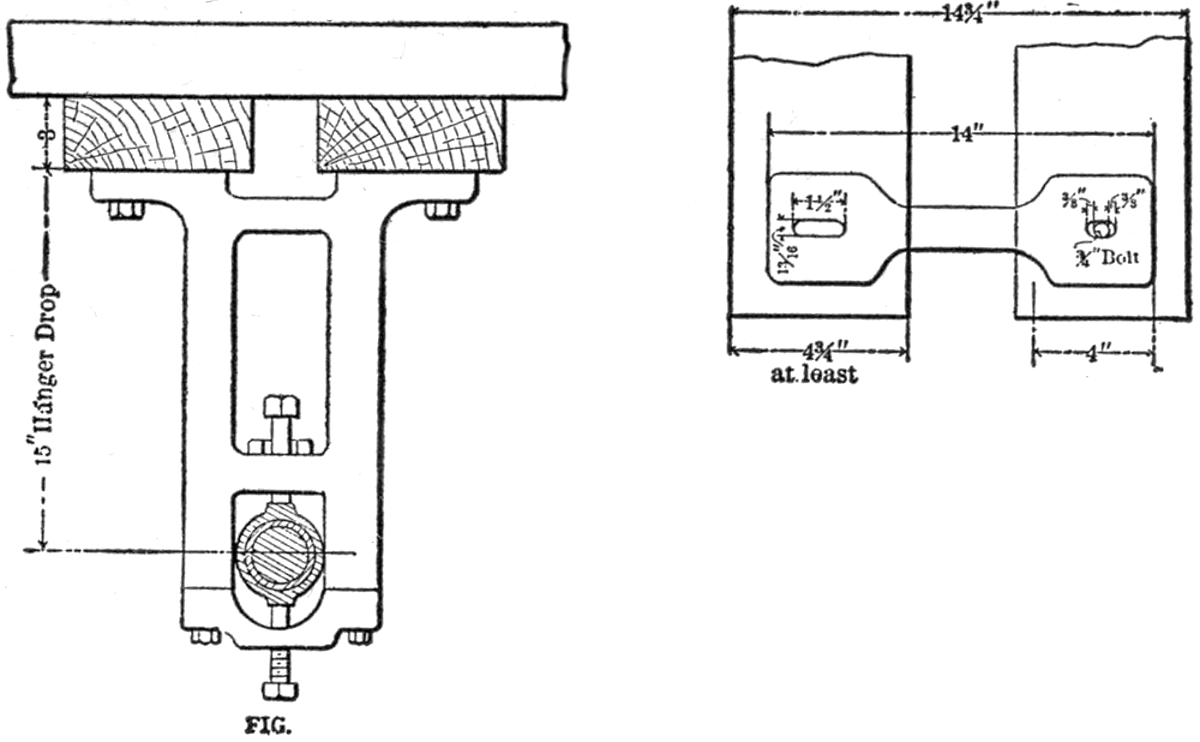
Fig. 36.
In the stringing of countershafts whose hangers have no adjustment it often happens, despite all care[Pg 40] in the laying out, that they come 1/8 to ¼ inch out of parallel. A very common and likewise very dangerous practice at such times is to substitute a smaller diameter supporting bolt instead of the larger size for which the hanger foot is cored or drilled, and to make use of the play so gained for adjustment.
That shafting so carried does not come down oftener than it does is due solely to the foresight of the hanger manufacturers. They, in figuring the supporting bolt's diameter as against the strain and load to be sustained, are careful to provide an ample safety margin for overload, thus enabling the bolt substituted to just barely come within the safety limit under easy working conditions.
The largest-sized bolt that a hanger will easily admit should invariably be used, and for alinement purposes either of the following slower but safer methods should be used.
Rebore the hanger-supporting bolt holes in the stringers to a larger size, and use the play so gained for adjustment. It is not advisable, however, to rebore these holes any larger than to one and three-quarter times the diameter of the bolt to be used; and the diameter of the washers to be used on top of the stringers should be diametrically equal to at least twice the size of the rebored holes. That the washers used, under such conditions, must be of a good proportionate thickness goes without saying.
When the reboring method cannot be used—as when the hangers are carried by lag screws, lag-bolts, bolts screwed directly into supporting iron girders,[Pg 41] etc.—it is evident that hanger adjustment can be secured by packing down one foot of the hanger base, as shown in Fig. 37.
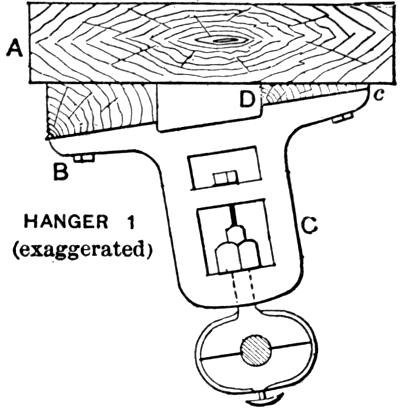
Fig. 37.
The piece of packing (necessarily wedge-shaped) between the hanger foot B and the stringer A tilts the bottom of the hanger forward. The size of the wedge regulates the amount of adjustment. Wedge-shaped space D, at foot C, should also be packed out so as to avoid throwing undue strain upon C's extremity c. If now, the foot c of the countershaft's other supporting hanger (No. 2) be similarly and equally packed, as B of No. 1 hanger, the shaft will have been thrown forward at one end and back at the other, and thus into line. The equal division of the adjusting wedge packing between the opposite feet of the two hangers enables a limited packing to do considerable adjusting without any undue marring effect; and, further, insures the shaft's remaining level, which evi[Pg 42]dently would not be the case if only one hanger were packed down.
After so adjusting, be sure to get your hangers squarely crosswise of the shaft as readjusted, so that the hanger bearings will lie in a true line with the shaft and not bind it. At all times be sure to have your hangers hang or stand plumb up and down; as, if the bearings are not so pivoted as to be horizontally self-adjusting, excessive friction will be the lot of one end of the bearing with not even contact for the rest of it. The bearing being self-adjusting all ways, square crossing of the shaft line by the hanger line and plumb still remain eminently desirable for appearance's sake.
Before a countershaft can be put up on a ceiling whose supporting timbers are boarded over, or in a modern fireproof structure whose girders and beams are so bricked and plastered in as not to show, it is necessary to positively locate those of them which are to carry the stringers.
It is in the earnest endeavor to properly locate these that the unaccustomed hand turns a wood ceiling into a sieve and a brick one into a wreck. To avoid kitchen and house razing effects, try the following recipe:
We will assume that line A B, Fig. 38, laid out by one of the methods previously described, is the center line of the proposed countershaft. The hanger's base length, lateral adjustment and individual foot length call for stringers 4¾ inches wide, placed 5¼ inches apart or 14¾ inches outside (as per sketch). The floor position of the machine to be driven, or the driving point of the main shaft, is so located with reference to the counter[Pg 43]shaft that one of the supporting hangers must go at or very near C, and the countershaft's length brings the other hanger at or very near D.
Now between points C D and with due reference to the center line A B, lay out the position which your stringers are to occupy. It is self-evident that by confining your beam prospecting to the stringer spaces E and F, ultimately, when the countershaft is in place, all the cut-up portions of the ceiling will be hidden from view.
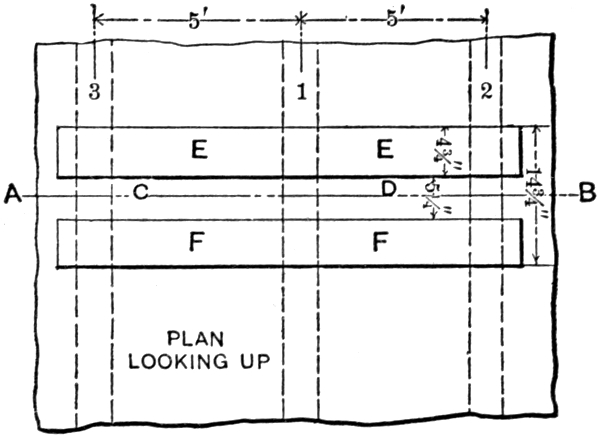
Fig. 38.
Generally the necessary supporting beams will not all be found within the shaft's length distance C D; in such cases continue your cutting in the same parallel line to A B, as at E or F, going from C D outwardly until you strike the sought-for beams. Having located beams, say 1 and 2, we find by measurement that they are 5 feet apart, and, as beams are generally uniformly spaced, we may start 4 feet 6 inches (go 4 feet 6 inches and not 5 feet, to make sure not to skip beam 3 and[Pg 44] thus make a cut that will not be covered by the stringers) from 1 to cut outwardly for the location of beam 3.
Where the building's beams run parallel to the shaft, Fig. 39, mark the counter's-center line A B, and then mark the spaces—as determined by the countershaft length, floor position of the driven machine or the driving point on the main shaft—to be occupied by the stringers C D, and, starting from the center line A B, cut outwardly each way to the desired beams 1 and 2.
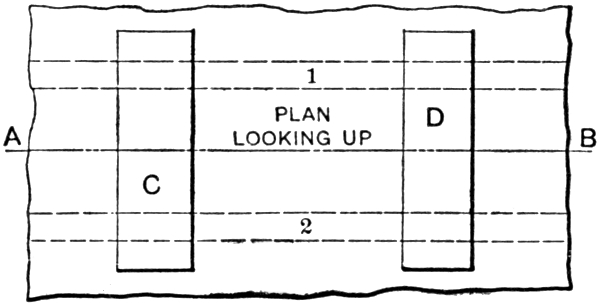
Fig. 39.
Where the center line as laid out (before the position of the ceiling beams was known) brings it close to or directly under a supporting beam, it is generally advisable where possible to step the counter back or forward to a central position between the beams.
Where shafting is already in place in a building, no matter on what floor, valuable measurements as to beam location can thus be had from the plainly in sight and the reasonably deducible. Lacking in-place-shafting to go by, the walls, columns and main girders always clearly indicate the crosswise or parallel run of the ceiling beams to the proposed shafting line.
In the usual method of locating the timbers of a boarded-over ceiling, a brace and bit, or a nail, can be used for the purpose. If shy of an awl, and in preference the other two ways, force or drive a chisel (cold chisel or wood) in between a tongue and groove of the ceiling boards in stringer space (Fig. 38) E or F, and thus spring the boards sufficiently apart to insert a compass saw. With the extremity of a 12-inch saw a very little cutting (along the tongue and groove, as this shows least) will enable you to locate a beam, since they generally run 8, 12, 16, 20, 24 and 30 inches apart.
Always, on locating your beam, run the point of your compass saw down the whole of the timber's width, so that any nailed-on pieces will not lead you into a false estimate of the beam's thickness.
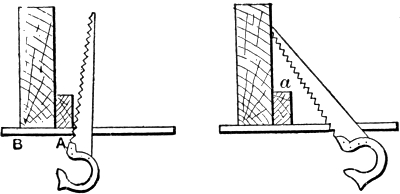
Fig. 40...........Fig 41.
Figs. 40 and 41 make this point and its object clear. The saw, in Fig. 40, being stopped by A, naturally leads to the inference that A B is the timber's thickness. By running down the timber, as in Fig. 41, the saw's point sticking at a acts as a sure detector. This precaution should be taken on both sides (B and A) of the timber, and then, when the lags are screwed in,[Pg 46] they can be sent home safe and true in the center of the timber.
It often happens that in boring for the lag screws the bit strikes a nail and further progress at that point seems out of the question. When so situated, take your bit out, and running the lag screw up as far as it will go, by sheer force swing it three or four turns up further than the point where your bit struck. Removing the lag and replacing the bit, it will be found that the nail has been forced aside and the way is now clear.
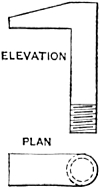
Fig. 42.
Hook bolts (Fig. 42) or—as our across-the-sea cousins call them—"elbow bolts," despite all assertions to the contrary, are an easy, safe and economical stringer fastener or suspending device.
Figs. 43 and 44 illustrate two very common abuses of the hook bolt. In the one (Fig. 43), instead of the bolt proper lying snug up against the beam flange with the whole of its hook resting squarely upon the beam's flange, its supporting countershaft is turned into a menace to limb and life by this "chance it" kind of[Pg 47] erection. In the other (Fig. 44), though the bolts do lie snug against the flange, the hook being out of sight and no means being provided for telling whether the hook lies, as it should, at right angles to the web of the beam, even if properly placed at installation, timber shrinkage, vibration or a slight turn of the bolt when tightening the nut, all constitute dangerous factors tending to loosen or entirely loosen the hook's grip upon the beam flange.
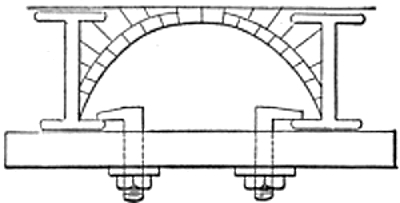
Fig. 43.
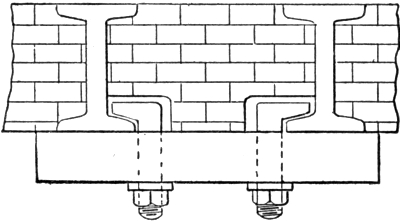
Fig. 44.
Fig. 43 suggests its own remedy. As to Fig. 44, a screwdriver slot (made by a hacksaw) at the nut end of the hook bolt and running in the same direction as[Pg 48] the hook, Fig. 45, will at all times serve to indicate the hook's position and, allowing as it does of a combined use of screwdriver and wrench, it can be used to prevent the bolt's turning when being tightened.
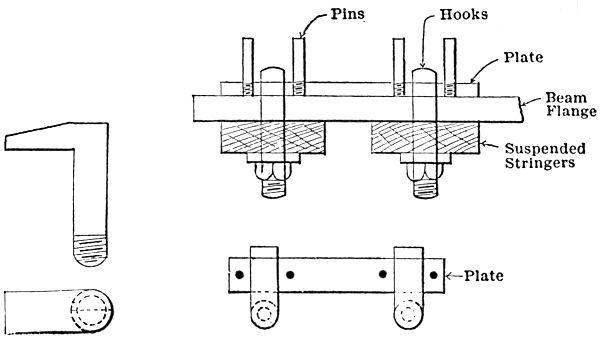
Fig. 45............Fig. 46.
Where two or more hook bolts are placed close together on the same beam flange, a plate, preferably wrought iron with properly spaced confining pins for the hooks, may be placed between the beam flange and the hooks as in Fig. 46. Its benefits are obvious and so likewise is the use of a small, square, wrought-iron plate with a bolt hole through its center instead of hook bolts.
The various styles of beam clamps carried by the hardware and supply trade all have their good points, and though the C of their cost may seem to loom large, it is not a whit more emphatic, taken all in all, than the W of their worth.
IV
It is assumed, for the purposes of this description, that the modern style of shafting, increasing in diameter by the ½ inch, is used, and that all pulleys and belts are in place. We will take a line composed of sizes ranging between 3 15/16 and 2 7/16 inches. This gives us four sizes, 3 15/16, 3 7/16, 2 15/16 and 2 7/16 inches in the line.
We will first consider the plumb-bob. The accompanying sketch, Fig. 47, illustrates a good one.
The ball is 1½ inches diameter, and the large end of the tapered stem ½ inch in diameter, turned parallel for a short distance at the lower end. The two thin sheet-steel disks, 1 and 2 inches in diameter, are drilled to fit snugly when pushed on to the ½-inch part of the stem, and stay there until pulled off. These disks are turned true. This arrangement of plumb-bob and disks enables us to deal with five sizes on one line, and there are not many lines that contain more.
Now having our plumb-bob ready, we will stretch the line. The stretchers should be set horizontally by nailing a strip of wood, say 1 à 1½ à 12 inches, with a piece at each end to form a space between it and the wall, or place of location in line with the edge of the shaft, as in Fig. 48. The top of this stretcher should[Pg 50] be low enough to clear the largest pulley, and high enough to clear the hat of your tallest man. You would perhaps find it convenient to go between the spokes of a large pulley.
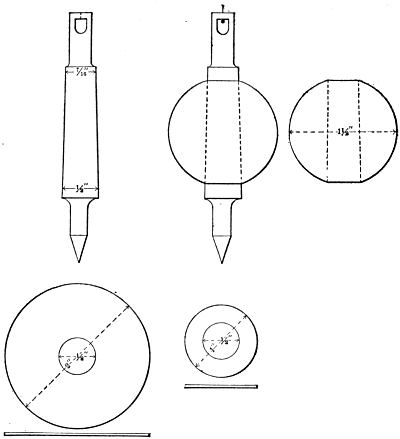
Fig. 47.
Now having located your stretcher, find approximately the position of your line, and drive a nail a foot or more below it in a vertical line, and another nail anywhere for convenient winding. The advantage of this plan is that the line can be easily adjusted as it[Pg 51] merely passes over the stretcher, and is free to respond to movement either way; then when the final adjustment is made, and is ready for its final stretch, it is only necessary to pinch the line to the nail with one hand, while the other is at liberty to unwind, stretch and rewind the line without fear of its shifting.
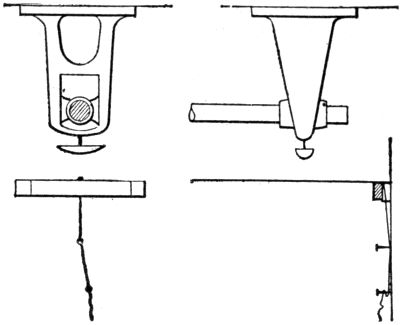
Fig. 48.
The line being adjusted over the stretchers, we will now proceed to set it. Begin at the 2 7/16-inch end, by throwing your plumb line over the shaft and setting your line at that end, right with the center point of your bob. Having done so, go to the other or 3 15/16 end of your line, and set the line so that the edge of the ball of your bob just touches it. Now go back to the 2 7/16 end and see that the necessary adjustment did not alter it. Having proved this, give your line the final stretch and try if it is right at both ends. You now have a center line (though the edge instead of the center of the[Pg 52] shaft is used) that may remain up for days if necessary without fear of disturbance.
It is best to go over the whole line first, before disturbing anything; so starting at the first hanger at the 2 7/16-inch end, throw your plumb line over the shaft, and record on the floor in chalk beneath it whether it is O. K. or wants to go either way, and how much; then go to the next hanger, and so on to the end. A short study of the conditions enables one to correct the faults, with a knowledge of the requirements, and consequently in the least time and with the least trouble.
Now suppose we start at the 2 7/16-inch end to inspect the line, we use the center point of the bob on the line so long as we are testing 2 7/16 inches.
When we get to the 2 15/16-inch part, which is ½ inch larger, we use the half diameter of the stem, the edge of which should just touch the line.
When we come to the 3 7/16-inch part, 1 inch larger than 2 7/16, we use the 1-inch disk, slip it on to the stem, and when it just touches the line with its edge it is O. K.
The 3 15/16-inch, being 1½ inches larger than the 2 7/16-inch, will be right when the ball of the bob is in light contact with the line.
The 2-inch disk would be suitable for the next size, and other disks or modifications of the bob proper might be made to suit circumstances.
Now having straightened the line, the next process is to level it. As in some cases your pulleys will be too close to place your level where you want, make a[Pg 53] light iron frame as per Fig. 49, making the suspending members of sufficient length to admit of your reading the level conveniently when standing on the floor. Hang your frame on the shaft, and put your level on the straight-edge below; in this way travel along the shaft, placing your frame where convenient. Be sure that one end of your frame does not rest on a shaft of different diameter, a key, keyseat, or anything to distort the reading.
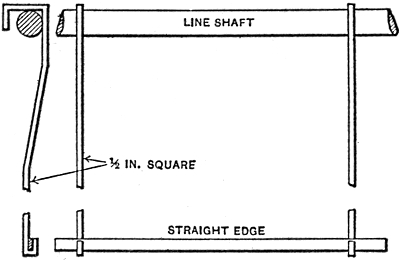
Fig. 49.
Never be content with trying your level, especially an adjusting level, one way; always reverse it and try again; for if it is out of truth at the start, you might want to go through the roof or down cellar at the finish. Get into a habit of reversing your level, and so prove your work as you proceed.
V
The first apparatus explained in this chapter was designed by the late Chas. A. Bauer, and is a highly perfected instrument.
For those who have lined and leveled shafting with an engineer's transit and level it is unnecessary to say anything of the advantages of that method over the cruder methods usually employed. It is not only done much more rapidly and economically, but the greater accuracy with which the work is done goes on paying dividends in decreased friction and loss of power and in lessening of wear.

Fig. 50.
The apparatus we now illustrate (Fig. 50) has at
the top a hook, which is passed over the shaft, as indicated;
on the straight portion of this hook are two
sliding jaws which are so set that the shaft will just
pass between them. Set into the face of this hook is
a commercial 6-inch steel rule which facilitates the
setting of the jaws, and they are of course so set that
the tubular portion of the hook or leveling rod is centered
vertically under the shaft. Within the outer tube,
which is about 1 inch outside diameter and nicely
japanned, is another tube, and inside this a third tube,[Pg 55]
[Pg 56]
these being arranged à la telescope slide, and clamps
being provided so that the length or distance from the
shafting to the target may be anything desired from
4 to about 10 feet. At the lower end of the third or
inner tube is a swiveling head to which the target is
attached, and nurled nuts at this point give means of
adjusting the sighting point of the target to the exact
hight of the transit or level sighting line.
The target is a brass plate 5½ inches diameter, on the face of which is a recess milled for the reception of a second commercial steel rule, which in this case is vertical and can be moved vertically and clamped in any desired position with reference to a line drawn upon the target. At the center of this scale is a very small hole through which the light of a hand flash lamp may shine to form the sighting point. The slot through the target at the right of the scale is provided with a single thickness of white cloth, which permits enough light to pass through it to help in finding the target in the field of the telescope.
The object of providing a vertical adjustment for the rule on the target is so that when passing from one diameter of shafting to another in the same line, as sometimes happens, the scale can be moved up or down just half the difference of diameter and the sighting point thus be kept at a constant hight.
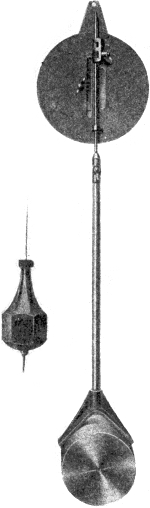
Fig. 51.
The target is readily detached from the rod, and may
then be placed upon the small standard (Fig. 51) which
has at its base a V adapted to go over the shaft. The
standard is tubular and the wire (about 1/8 inch diameter)
may be adjusted and clamped at the desired hight. The[Pg 57]
[Pg 58]
target fits over the wire as shown (rear view of target)
for leveling lines of shafting that may be near the floor,
or, with the target removed, the V and wire form
a sort of length gage or caliper with which the shaft
may be made parallel to a line or wire stretched at the
side of it. Two different lengths of wire are provided
for this purpose.
The plumb-bob shown is part of the equipment and is a very superior article. A new feature it possesses is in having its larger portion hexagonal instead of round, so when laid down upon a plank or scaffolding it will lie there instead of promptly rolling off and falling to the floor. The entire apparatus is, we think, very well designed for its purpose.
Tool for Leveling Shafting
The instrument shown in Fig. 52 is a good one for use in leveling up shafting. It can be made to fit several sizes of shaft, or all the sizes ordinarily found in a factory.
When the instrument is placed on any piece of shaft and leveled up with the attached level, the plumb line will hang exactly the same distance from the shaft center every time. In this case the distance of line from center is 6 inches.
A handy apparatus for use in leveling up long lines of shaft can be made as follows.
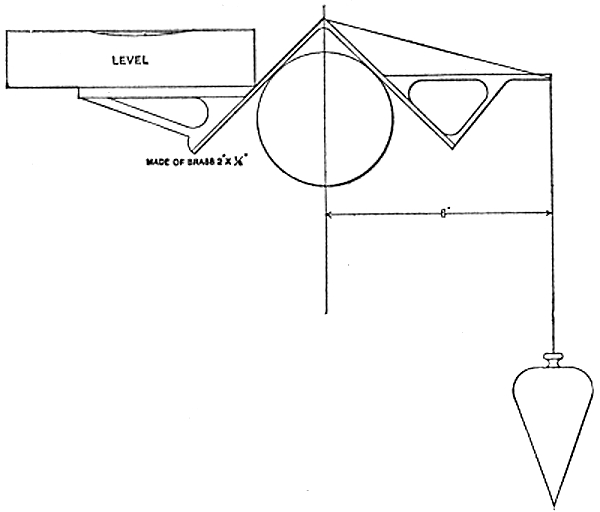
Fig. 52.
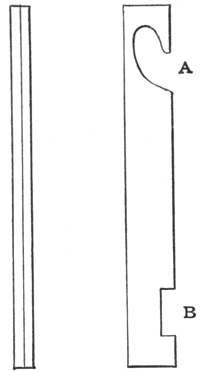
Fig. 53.......Fig. 54
Take two pieces of finished material, fasten together as in Fig. 53 and cut out as shown at A and B in Fig. 54. The opening A is made so that the piece can be hung over the shaft, and the opening B is made for the reception of a wooden straight-edge.
Make the straight-edge out of 1¼-inch stuff. Be sure that the edges are parallel, the width just enough less than the width of opening B, Fig. 55, to enter it, and the length 6 or 8 feet, to suit convenience. Use the apparatus with a level, as in Fig. 55, taking care that the suspension pieces are always on the same size shaft.
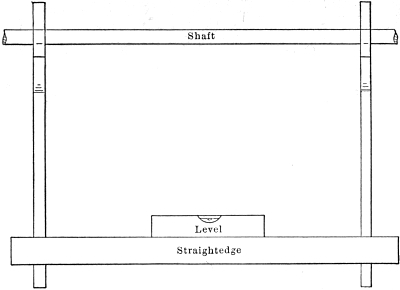
Fig. 55.
VI
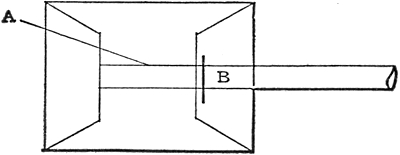
Fig. 56.
A pulley on one of the motors at a certain plant had been giving some trouble by becoming loose and working its way along the shaft toward the motor bearing. Each time the pulley became loose, the set-screw was loosened, the pulley put back in position, the set-screw made tight and the motor started. After a few trials it was found that this would not prevent the pulley from working its way along the shaft. In order to overcome this difficulty the pulley was placed in its proper position, a line was drawn around the shaft close to the hub and, after the line was scribed, the pulley was removed and the shaft was burred upon the line as shown at B, Fig. 56. The pulley was then put back and driven close up to the burred line, the [Pg 62]set-screw made tight and the pulley is now running without any apparent tendency to travel from its proper position. It will be seen that the position of the set-screw as indicated by the line at A is a poor one and calculated to give plenty of trouble at the most inopportune time.
[4] Contributed to Power by Wm. Kavanagh.
Not long ago a cast-iron pulley had to move along a countershaft in order to make room for a pulley of another diameter. The pulley had not been on the shaft long, so it was thought that little work would be required to move it. A heavy bar was placed against the hub and a sledge hammer was used to strike the bar. After an hour and a half of heavy work the pulley was not moved over 1 inch (it had to be moved 16 inches), so it was suggested that a Bunsen burner be attached to a gas pipe by means of a hose and placed beneath the hub. The plan was immediately adopted. The burner was placed beneath the hub, the gas lit and allowed to heat the hub. After about twenty-five minutes it was found that a blow from the bar was sufficient to move the pulley. The pulley was moved the 16 inches inside of twenty minutes.
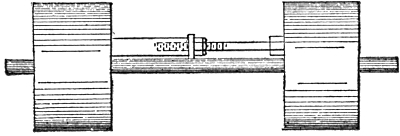
Fig. 57.
A very handy arrangement for moving pulleys is a bolt and nut. Fig. 57 shows the bolt and nut with[Pg 63] a piece of pipe attached. A piece of pipe can be cut to suit the distance between the nut and hub of one pulley while the bolt head is against the other hub. The nut is screwed back upon the bolt as far as possible. A washer is then placed against the nut, and a piece of pipe cut to suit. Of course, the pipe must be large enough in diameter to fit over the bolt. If we screw back upon the nut, a powerful strain can be brought to bear between the hubs and in all probability the pulley will move.

Fig. 58.
In taking down solid pulleys from main or counter shafting it sometimes happens that a hanger must be removed to permit the pulley to be taken off. A first-rate plan is to make a couple of long bolts hooked at the end as shown in Fig 58; pass the hook around the shaft and the threaded end through a hole in the stringer. By screwing up the nut as shown, the shaft[Pg 64] and remaining pulleys can be kept in position, obviating the use of tackle, not to mention the labor required to hoist back the shaft into position. The application of this contrivance is especially valuable where heavy cone pulleys are required to be lowered or changed. It will be seen that if we employ a pipe thread we will be enabled to suit almost any condition of length that may arise between the shaft and stringer.
VII
When a solid pulley is to be removed from a piece of shaft for any reason, it is not good policy to use sledge hammers on the spokes or hub to do it. Cast iron in pulleys is too liable to break or crack under repeated blows.
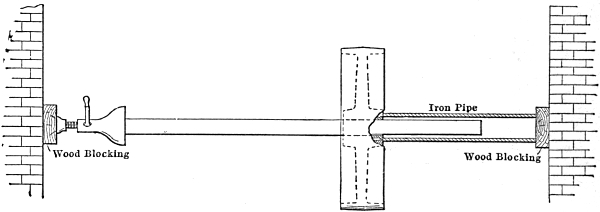
Fig. 59.
In Fig. 59 one ready method is illustrated by which the pulley may be removed. When a place between two walls can be found that will admit of this arrangement, proceed as shown to force the shaft through the pulley, substituting longer pieces of pipe as the shaft is forced through farther.
In one case where a large pulley was stuck on a 7-inch
shaft and its removal was imperative, the shaft was
sawed off (with large hack-saws) close up to the pulley
hub and two 5/8-inch holes were drilled into the shaft
parallel to its axis, as shown in Fig. 60. These holes
were drilled so that they were 90 degrees apart and
came within 1/16-inch of the hub of the pulley. The
hub was 14 inches through and these holes were 8 inches
deep; but that was enough to loosen up the shaft
so that when the pulley was laid over on beams with[Pg 66]
[Pg 67]
the shaft hanging through, a sledge hammer applied
on the shaft end soon drove it out.
Another way to remove a pulley is shown in Fig. 61, where a ram is used. The ram is another piece of old shaft. To prevent its damaging the pulley hub and also to have its force applied most advantageously, it should be used in a direct line with the direction of removal. To do this, the method shown in Fig. 61 is self-explanatory.
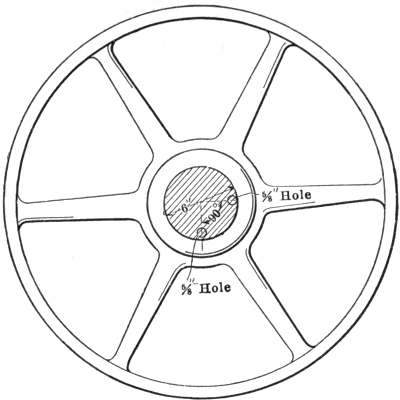
Fig. 60.
Another good method of removing an obdurate
pulley is illustrated in Fig. 62, where the bolts W, W
must have long threads and the work is done by pulling
up on the nuts A, A. This method can be used only
when the end of the shaft can be reached and used as
shown. In using this method, care must be exercised
[Pg 68]
[Pg 69]
[Pg 70]in the pulling up on the bolts W, W, keeping the strain
equally divided between the two by pulling a little
at a time on each.
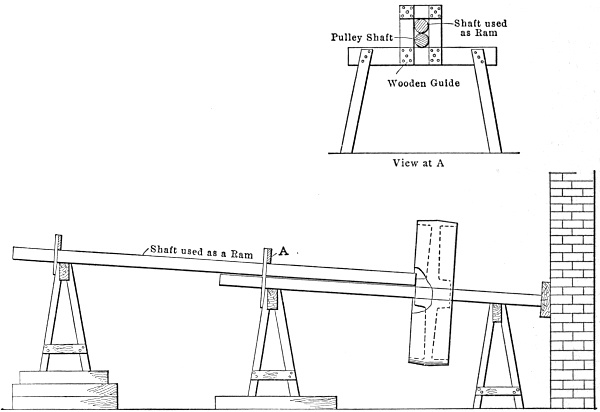
Fig. 61.
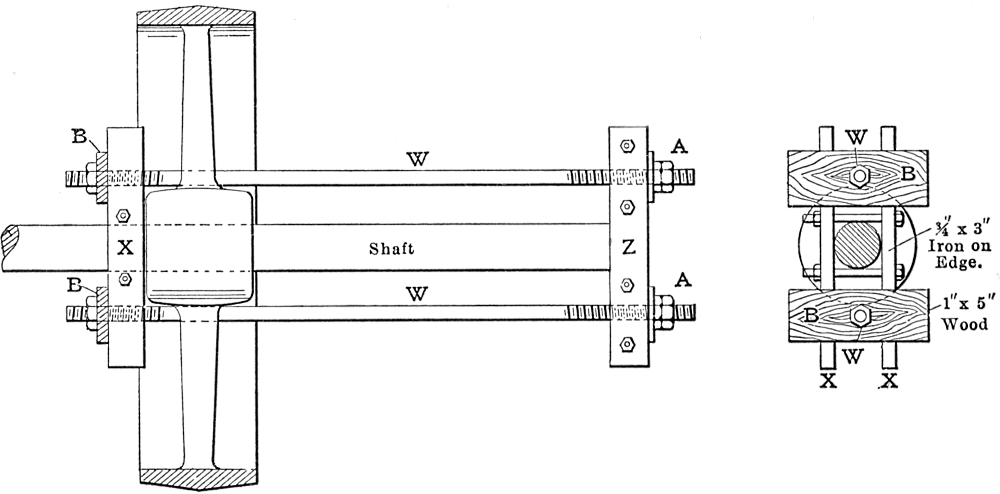
Fig. 62.
If the pulley comes extra hard, it can be assisted when the strain is on the bolts by striking at X with a sledge.
A good device for removing motor and generator pulleys that are near the shaft end is shown in Fig. 63. The arms Z, Z are adjustable to take hold of hub or arms, and the screw applied to the shaft center will do the rest.
To run a pulley off a shaft without injury to the hands, use a monkey wrench on the rim of each pulley, as shown in Fig. 64. One pulley on the shaft can be selected for a hold-back; one monkey wrench there will hold the shaft from turning, while the other will turn around the shaft the pulley which it is intended to remove.
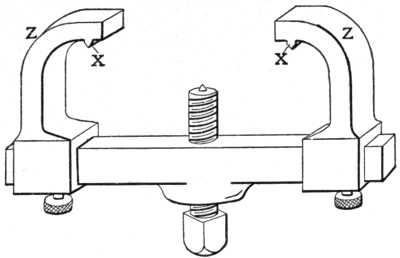
Fig. 63.
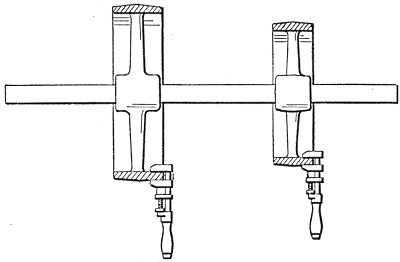
Fig. 64.
VIII
The first thing is the tools for the different kinds of work. These may be usually changed somewhat to suit the taste of the user, but in the main the style and kind herein shown in attached drawings cannot be very much improved upon.
[5] Contributed to Power by Walter E. Dixon, M. E.

Fig. 65........Fig. 66.
Figs. 65 and 66 show a splice opener for heavy belts.
It is made of ½-inch tool steel with the point spread out
about 2 inches wide and well tempered, after which it
is ground to a good sharp edge, and then an oil stone
run over the edge until it has been dulled so that it will
not cut. The right kind of an edge can only be secured
by trying; it is one of the tools that is very hard to
get just right. You will notice that the manner in
which this splitter is built may seem to be rather too
much work to bestow on such a simple tool, but the
reasons for so doing are as follows: in opening a 36-inch
belt an old splice opener that was driven into
the handle like an ordinary file was used and the
handle split; that sharp point came back through the
handle, and when it finally stopped it had gone about
2 inches into the palm of the operator's hand. Some
½-inch hexagon steel was turned down 6 inches, just[Pg 73]
[Pg 74]
enough to round it up; then a solid brass washer was
turned out 1¼ inches in diameter and 1 inch thick,
a hole bored through it that was a driving fit on the
piece of steel and was driven down to the shoulder.
Washers were cut out of old pieces of belt and put on
with a liberal coat of glue on both sides; when the
handle was filled, a steel washer which was 1/2 inch
thick was screwed down hard on the leather washers,
and when it had dried well the whole was turned down
to size shown in the sketch. Two of these tools were
made, one for belts up to 18 inches, and another that
will reach through a 40-inch belt. The tool shown in
Fig. 67 is an ordinary heavy screwdriver with the point
rounded nicely, and it is used to raise the thin points
that the larger tool will sometimes tear.

Fig. 67.

Fig. 68.
Fig. 68 shows a handle made almost like the one in Fig. 65, with the exception that the brass washer referred to in Fig. 65 is here turned down to ¾ inch, commencing ½ inch from the large end, which is 1 inch in diameter. The leather washers are slipped on over the small part until it is filled, and then a washer is screwed on the small end and the whole turned as shown[Pg 75] in the sketch. A hole that will tap out 3/8 inch is bored in the large end of the brass center, and then tools made with threaded ends on them that will fit into it. These tools are made of 3/8-inch tool steel with scraping ends, as shown. These scrapers are used only for removing glue that is too hard and too thick to be removed by the scraper shown in Fig. 69.
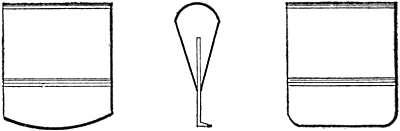
Fig. 69......Fig. 69a......Fig. 69b.
Figs. 69, 69a and 69b show views of the only tool that is hardly worth being referred to as a leather-cutting tool. It is made of a thin piece of steel, about 18 gage, or any old hand-saw will make the very best scrapers that can be secured. They should be about 4 inches square, perhaps a little smaller, and fixed in a hardwood handle (usually of hard maple), simply by sawing about 2½ inches into the handle and then driving the blade in. The saw cut should be just a trifle thinner than the piece of steel. Should they get loose from use, a piece of paper folded over the back of the blade and forced back into the handle with the blade will usually tighten it all right.
This is the tool that will ordinarily worry the novice more than all the rest to keep in proper condition. Fig. 70 shows an exaggerated view of how the blade[Pg 76] should look when properly finished. It should be hooked considerably.

Fig. 70.
Fig. 71 shows a small steel for sharpening the scraper after it is turned, and it should be absolutely smooth.
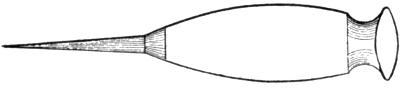
Fig. 71.
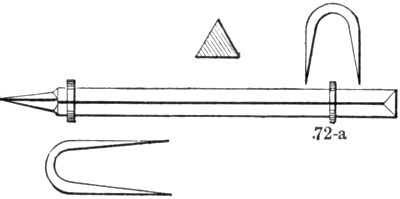
Fig. 72.
Fig. 72 shows the equipment for turning the edge of the scrapers. A large three-cornered file, about 12 inches long, which has all the teeth ground carefully off of it and then nicely polished, is fastened to a piece of good clean belt leather by means of the staples shown.
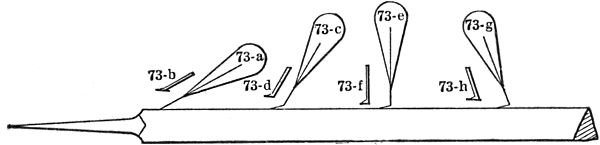
Fig. 73.
Fig. 73 shows the method employed in turning the edge of the scraper, which is as follows: After the blade has been set firmly in the handle, grind the edge rounding, as is shown in Fig. 69; then grind sharp with a good long taper of about 3/8, and grind from both sides just as you would an ordinary axe. After you have a good smooth edge on it, put it on an oil or water stone and put as fine an edge as possible on it, then put on a smooth piece of leather and hone it down until it would shave you. You will then have a tool that will do a world of work for you, "if you will turn it right." The method shown in Fig. 73, if properly carried out, will do the trick for you; the thing to be remembered is that at no time in the turning of the scraper must the cutting edge bear on the smooth file. The first position is not shown right; the handle should be allowed to touch the file the first few times it is passed over, and then gradually raise the handle and keep on passing the blade from side to side, as is shown in Fig. 74; allowing it to slip off on the leather every time you cross the file; this is to keep the corners in proper shape. Another thing to remember is to bear down on the blade as it is passed over the file; you can't bear too hard; the only thing to look out for is not to raise[Pg 78] the handle too fast. An ordinary blade can be turned in about fifty strokes across the file. The edge turned over should be at least 1/16 inch long and should be well hooked, as is shown in Fig. 73.
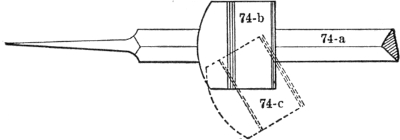
Fig. 74.
It is well to keep on hand about six of these scrapers, and as they get too dull to cut leather use them on glue. With one good scraper that is not too sharp all the glue can be cleaned off of both points of a 36-inch belt in from five to ten minutes. When the edge gets a trifle dull, use the small steel on both sides of the edge; first wet the steel with the lips, it makes a much better edge. For the benefit of beginners who may attempt to splice a belt for the first time, do not use a glue that will not allow you to remove the clamps and put on the full load in forty-five minutes after the glue has been applied and well rubbed down. The time given here applies only to clean belts that are absolutely free from all oils, and does not include old oil-soaked leather that no glue will ever dry on.
Fig. 75 shows the equipment necessary to do a good, quick job on a belt, and most of them are required to be done quickly and well. With such an outfit and half-dozen sharp scrapers a joint in a 36-inch belt can[Pg 79] be made and run again in four hours after the engine is stopped. This includes all the time consumed in putting on and taking off the clamps, etc.
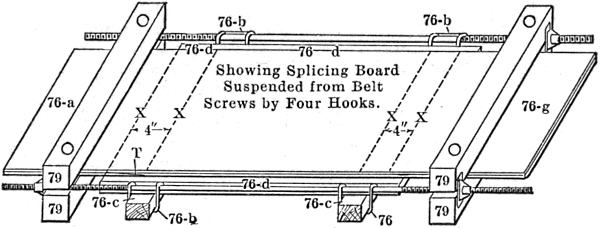
Fig. 75.
The top of the platform, 76d, is level with the bottom of the belt and is held in position by the hooks, 76b, which are shown in Figs. 75 and 76. These hooks slip over the 2Ã4-inch pieces that project outside the platform to which they are attached, and should be made of three-quarter iron and not too long, or some difficulty may be experienced in getting them on the two-by-fours.
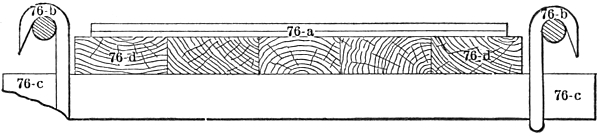
Fig. 76.
The rods should be long enough to take care of the longest possible splice and still give plenty of room to work. There should be about 2½ feet between the[Pg 80] inside ends of the threads and the threaded end should be 3 feet long. This will make the rod 8 feet 6 inches long, and it will be none too long at that. For instance, in removing the glue from the splice, if the last end point is very close to the clamp, there will be great difficulty in cleaning it and also in fitting the leather after the belt has been shortened. What is meant by the head end splice is the one that is on the pulley first—the arrows in Figs. 77 and 78 will make this clear: they indicate the direction in which the belt should run; therefore that end of the piece of leather that is on the pulley first is the head end (or first end) and the end that leaves the pulley last is the last end. If the two belts shown in the sketch were reversed, the points would be turned up by everything that touched them; whereas, running in the direction that they do, everything that touches them has a tendency to rub them down.

Fig. 77.

Fig. 78.
We will suppose that the belt shown in Fig. 75 had a "first end" point that opened on the top of the belt instead of the bottom as this one does (see left-hand end of belt between the clamps, on the lower side); one can easily see how hard it would be to work if the clamp were near the point. There should always be enough[Pg 81] room between the clamps to allow the splicer to take the last end (which is always the forked end), carry it entirely over the clamp toward the left in Fig. 75, lay it down on that part of the belt that is outside the clamp and slip an extra splicing board under it. Fasten the two belts and splicing board all together by means of a couple of 8-inch hand-screws (of which every belt splicer should have at least six or eight); then clean and shape it to suit the other end. It can be passed back over the clamp from time to time and tried for a fit.
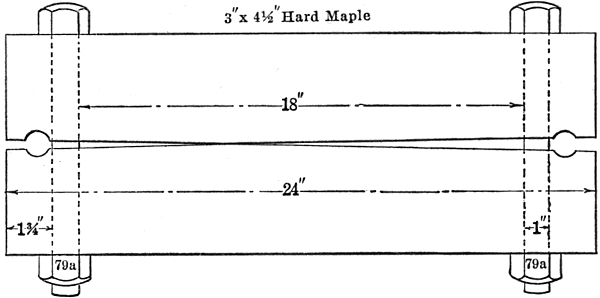
Fig. 79.
The proper mode of procedure in splicing a belt on the pulleys is as follows: Decide on where the belt is to be opened, and always open it in the worst place in the belt for that is the place you certainly want to fix. Pay no attention whatever to any former splicing place that may be in the belt, but take it apart at any place where you are sure repairs are actually necessary. First put in the most convenient place possible the point that you have decided to open and then put the[Pg 82] clamps in position. If you are sure that it is going to require very hard pulling to get it as tight as you wish, take a damp cloth, moisten the inside of the clamps and then sprinkle powdered resin on both upper and lower clamp. Put the "first end" clamp on first, as this is always the easiest point to clean and fit; decide how much you will have to take out, or as near as possible, measure off this amount on the belt and place the clamp this distance plus about 10 inches from the "first end" point. This extra 10 inches will give you plenty of room to clean the glue off and also to shorten up the belt the right amount, for all the shortening must be done on the "first end" point on account of the ease with which the new scarf can be made.
Should you try to shorten up from the "last end" point, by referring to Fig. 78, you can easily see the amount of work you would be in for. There would be two thin ends to scarf, and outside ends at that; whereas if you shorten up from the "first end" you make only one thin end and that one in the inside of the belt.
The first clamp, with the center mark of the clamp coinciding with the center of the belt, should be very tight; for should it slip when the load is put on, it will very probably slip in the middle of the belt and may not slip on the edges at all. Should you glue it in this condition, the chances are very much in favor of the outside edges giving away on a heavy load, due to the middle being too long. After the first clamp is in position and tightened, put on the second one and leave the bolts loose, so that it can be slipped easily. Then put the belt rods in position with just a "full[Pg 83] nut" on each end and tighten the clamp. Tighten the rods enough to take most of the load, then get the large splitter shown in Figs. 65 and 66 and open the joint. The place to commence is between X X in Fig. 75; this inclined point is about 4 inches long and must be opened at both ends of the splice before the middle is touched.
The tool should be entered at O, in Fig. 78, and worked gradually toward A; when the point is raised to A clear across the belt, open on down to C. After both ends of the splice have been opened up in this way, proceed to open the middle, which is now an easy task, there being no thin stock that a separating tool will pass through easily. After the belt is entirely apart tighten up on the rods until the belt is the proper tension and hang the hooks (76b, Fig. 75) on the belt rods. Throw the two ends of the belt back over the clamp and put the splicing board in position. After this is in place, throw the two ends of the belt back on the board and proceed to lay off the scarfs. To do this, first take a square and get the two thin points perfectly square, then put the "first end" point in between them. This is shown very clearly in Fig. 77, the shaded end being the last end. Of course the "first end" point at C, Fig. 77, will have to be cut off before the belt will lie down properly; the amount to cut off of this end will be just as much as you have shortened the distance between the clamps. After the point has been cut to the right length, take the square and make a mark across the belt, using the end of the thin point as your measure for length; then without moving the[Pg 84] belt make a mark on the edge of the belt, showing just where the lower thin point came on the bottom. Throw the "last end" over the left-hand clamp out of the way and scarf down the top of the "first end" point, letting the scarf be about 4 inches long. Be careful not to gouge a hole in the belt where the scarf is started, but try to make the inclined plane from X to X perfect; try to keep the whole surface of this incline true and straight. After the short 4-inch scarf is finished, clean the glue off of the inside of the "first end"; lap up to where it enters the "last end"; then turn it over by bringing it over the right-hand clamp, place a scarfing board under it and make the scarf shown at T, Fig. 75. Now clean all glue off the "last end" lap and take a sharp scraper like the one shown in Fig. 69 or 69b, place a piece of glass under the points that have been previously squared up, and scarf them down to a knife-edge.
After the thin points are properly scarfed, lay the whole splice back on the splicing board just as it will be when it is glued, and do any fitting that may be necessary. Be very careful to get it thin enough, or it will make a hammering noise when going over the pulleys. When scarfing down the thin points with the scrapers, be sure that they are very sharp; if not, they will tear the point off when it gets down to an edge; also give the blade a drawing motion in order to facilitate cutting. It may seem to the novice that to use a piece of glass to scarf on, when one is using a tool with a razor edge, is a trifle inconsistent, but it is not so in the least; if the blade is held well back at the[Pg 85] top and a considerable pressure applied to it, there will be no danger in the edge actually touching the glass; the edge is turned past a right-angular position, or hooked, and the heel is all that touches the glass. A good piece of plate glass about 12 Ã 18 inches is large enough for any width of belt, although a piece much smaller will do all right. Do not attempt to do any scarfing on the board 76d, for if you do it will be so full of holes that have been gouged by the scraper that it will be ruined for any purpose.
This board must be kept smooth in order to be able to do a good job of rubbing down when gluing. Never hammer a glue joint in order to set it; it is just that much unnecessary work and does absolutely no good; simply get a smooth block of wood 2 Ã 6 Ã 8 inches and rub hard and fast as soon as the glue is applied. Do not try to glue more than 6 inches in length at one time. Use a heavy brush—a high-priced paint brush is the best; the regular glue brush is about the only thing in existence that will not put on any glue at all—about a 3-inch brush is the thing; have the glue just as hot as it is possible to get it. Keep the brush in the pot all the time the glue is heating; also have a strong stick made somewhat like a three-cornered file, only larger, in the glue—this last is used to scrape off the brush all the glue that it is possible to get off without allowing the glue to get too cold. When you take the brush out of the pot, work fast; get all the glue possible off the brush and get the rest on the belt at once. Make two or three fast strokes across the belt and close down the splice and rub for dear life. After the first brushful[Pg 86] has been applied (and rubbed for about two minutes), have an assistant raise the point up until you can see the glue breaking all across the whole width of the belt. Then have a second brush ready and repeat the former process, with the exception that you need not apply the glue to both sides of the leather as in the first case; for if you will keep the brush down in the fork between the two laps you will give both sides a coat, and in addition to the time saved by using this method you will get the joint closed while the glue is hot. As fast as you go across the belt with the brush, have the assistant roll the belt together after you; when you have used all the glue out of the brush, the joint is closed and ready to rub. You will keep the glue much hotter by immediately closing the splice after the brush, and there is nothing else so important as using hot glue; as soon as it commences to get shiny on the surface the thing is all off and it will not hold anything.
You cannot do any quick work with water in your glue—that is, unless it is old and has been heated up several times. If this is the case, it will have to be thinned with water. The proper consistency is about that of a very heavy grade of cylinder oil; if it is too thin, it will not dry in any reasonable time and it will also cause pockets in the splice by opening up after the joint has been rubbed, and the air in the pockets will open the whole splice. In important work never use a glue that will not stick so tightly between every application belt that after rubbing down you can give it a good, hard pull without its opening up. In all statements regarding the time necessary for the joint to dry,[Pg 87] the belts are considered absolutely clean, dry and free from all oils.
The most disagreeable portion of the belt repairer's work is the splicing and repairing of oil-soaked belts. It is a well-known fact that the action of oil and that of glue are in direct opposition to each other: the oil prevents sticking and the glue sticks, if it has a chance. Such being the case, the first thing to do is to eliminate the oil completely, and the efficiency of your joint will be in direct proportion to your success in getting rid of the oil. To this end secure a large gasoline blow torch, such as painters use to burn off old paint. If you are not used to it, be very careful; at all events, have a bucket of dry sand to use in case of trouble. Just throw the sand on the fire and the fire will go out—that is, if you can get the sand in the right place.
The torch is to be used after the splice has been all completed except the thin points. The flame will burn them if finished, so leave them tolerably thick until after the oil has been removed; then finish them as directed before. When the scarfs have been made and the old glue has been removed, turn the flame (which should be an almost invisible blue if the torch is working properly) directly on the leather and move it over all the surface of the splice until the leather has become thoroughly heated; never allow the flame to remain directed at any point long enough to make the oil in the leather boil. If you do, the belt is burned. Continue to move the flame over the surface of the belt until the leather is so hot that the hand can scarcely be held on it. With one of the scrapers shown in Figs.[Pg 88] 69 and 69b (69b preferred) scrape the oil off as the heat raises it up. Turn the cutting edge of the scraper up and wipe the oil off after every stroke; keep the scraping process going right on after the torch; never allow the leather to cool off until you can get practically no oil and the leather begins to turn brown. By heating the leather and bringing the oil to the surface you do just what the glue does when you put it on an oil-soaked belt without removing the oil. By means of the heat contained in it, it brings up all the oil near the surface to which it is applied and in consequence does not take any hold on the leather.
It will take two men with all the necessary tools and appliances at least six hours of good hard work to remove the oil from a well-soaked 36-inch belt—that is, to remove it to an extent sufficient to warrant the gluing of it.
In case of overflows in which the wheel pits are liable to be filled with water, pour cylinder oil on all belts that are liable to get wet and then remove them from pulleys if they will be covered for more than twenty-four hours, clean them with gasoline and they will be found to be all right and dry.
Hold a clean piece of waste against all belts at least twice every twenty hours, and wipe them clean.
IX
Outside of the direct care and management of high-pressure boilers and the steam lines pertaining thereto, there is no other part of a power or lighting plant, mill or factory in which a large number of indirect connected machines are used that is of such vital importance as leather belting and rope drives. The subject under discussion in this chapter will be the former, and the selection, care and management thereof.
[6] Contributed to Power by Walter E. Dixon. M. E.
The first thing in order will be the selection of a leather belt, and when we consider that all makers make good belts, that there are no particular secrets in the belt-making business, and that in order to get the very best we must take every advantage of all small details in construction, it stands every engineer and belt user in hand to get all the information available; for we must remember that the percentage of good hides does not run very high, that all that are bought go into belt stock of some kind or other, and that some one must buy the goods that are not quite up to the standard of belt excellence. It is very evident that no man wants anything but the best when he is paying[Pg 90] for the best, and it is also evident that no maker is going to say that he makes inferior goods; so therefore we must read the quality by what is in sight, and in the judging of leather that is already made up, the proposition resolves itself into a very hard one.
The two principal things left for an opinion to be based upon as to quality are the relation the pieces that constitute the laps bear to the hide from which they were cut. They should, in belts running from 18 to 36 inches, be cut from the center of the hides, or should be what is known as "center stock." Of course all belts should be "center stock," but where they are very narrow or so wide that one hide will not be wide enough to make a lap, then there is always a lot of narrow stock worked in that cannot always be strictly center. The next thing to look out for is brands that are so deep that they destroy the life of the leather and will cause it to break after being used. Then look out for the length of lap. If this is too long, you will know that it runs into the neck, for about all that it is possible to get out of average hides and still leave nothing in that is not first class is 54 or 56 inches. Ordinarily, you can tell if a lap is "center stock" by the marks that run down either side of the back bone; they will be usually a little darker than the rest of the belt. These marks or streaks should be in the center of the belt. The principal objection to neck leather is that it is liable to stretch excessively, and on this account it will put too much load on the piece immediately opposite it in a double-ply belt; for the point of one side is in the middle of the lap on the other side. Next look out for[Pg 91] holes, which will usually be found so nicely plugged as to escape detection unless subjected to the most careful examination.
Next in importance is to buy a belt that has already been filled with some good waterproof dressing. It is quite likely that to buy a belt that has been filled means to buy one that perhaps has some bad leather in it that would be seen in a dry oak tan belt, and also that the adhesive power of the filled belt is not quite equal to the dry one; but the points that the filled one possesses over the one not filled are, first and mainly, "it is filled when you buy it with a preparation that does not injure the leather in the least," and the preparation you will fill it with, for it will be filled, will be engine oil and water, a combination that will ruin any belt made and also get it in six months into a condition that will make a permanent repair with glue impossible, for machine oil and moisture are strangers to glue and will ever be. More good belts are ruined by being soaked with engine oil until the points come loose and then pulled out of shape than from any other cause. Of course you may be able to keep a main engine belt that runs through a damp wheel pit and basement, and through a long damp tunnel to a main driven pulley that has two big boxes that are just as close to the pulley as a first-class machine designer could put them, and never get a drop of oil or water on it. But this is not likely.
One very common cause of trouble with engine belts is the fact that such belts usually run under the floor, where there is considerable moisture. Then the oil[Pg 92] table under the average large Corliss engine will leak around dash-pots and rocker-arm shafts, and some oil will fly from the eccentric oil cups, get into the wheel, run around the rim and get to the belt; if the belt is not filled a very few drops of oil will make a large spot on it. Then, if an engine does not run the whole twenty-four hours, while it is off, watch. A few drops of water from a leaky valve stem whose bonnet drain is stopped up, as it will sometimes be, has a way of getting through the floor and falling on to the belt and running down the inclined inside of it until it finally comes to the flywheel, which, with the assistance of its crowning face, very kindly makes a nice pocket for said water and proceeds to drink it up. Result: the glue is loosened and the belt may come apart in consequence. Should there chance to be a point just at the bottom of this pocket, it will get the glue soft enough to slip but may not open up, which is much worse than if it did open up; for it may slip away from the shoulder of the splice for half an inch, and when the engine is put to work it may close down by running under the wheel and stick. If it does, the result is that at no very distant day you will find a break at that particular place, right across the face of the belt. The reason is that the load was all taken off the inside half of the belt by point slipping, thereby making the inside of the belt too long and putting all the load on the outside. The outside will continue to do all the work until it stretches enough to bring the inside back into service again. During this week or month you have been pulling your load with a single belt, not a double one,[Pg 93] and after a short time you will find the break referred to above in the shape of a clean, well-defined crack extending across the belt parallel with the points of the laps. Now of course you are going to send for the man who sold you the belt and ask him to fix it. If he is a wise man and understands his business, he won't do a thing but show you right under that crack a point that does not come up to where it should come. Then the thing for you to do is to say to him that the belt is examined every time it is put into service and that you have noticed that the points he refers to all come loose during a "run," that any one knows that a few drops of water would not take any belt to pieces while it was running, and if it was water, why did it not take it apart everywhere, etc? And finally crush him completely by telling him that your men have no time to put a pair of clamps on a belt in order to pull back into its proper position every point that comes loose; that if they did do it they would have no time for anything else, especially in the present case, and that if his people had made the belt right the glue would have held, anyway.
After he has given you a new belt or repaired your old one, just take my advice and box that flywheel up above the top of the eccentric oil cup, at least 12 inches, and get some good, heavy tin or zinc and put a tight roof over the belt, under the floor.
First put in a ridge pole out of 1½-inch pipe, starting at the face of the wheel and running in the direction of the main driven pulley, holding it firmly in place at each end with a strong iron clamp. Then solder into[Pg 94] each edge of the strip of tin, which should be long enough to reach beyond any possible leak through the floor or oil table, a piece of ½-inch pipe, and put the tin over the ridge pole with a piece of small pipe on either side. Ordinarily the belt goes out past the cylinder; if it runs through a bricked-up runway on its route to the main driven pulley, just fasten the two pieces of 1/2-inch pipe to either wall and have the ridge about 6 inches higher than the outside ones. Then every drop of oil or water that comes through the floor will fall on to the roof and run down to the walls and be carried down to the floor of the pit and have no chance to touch the belt.
One of the most difficult things in the operation of large stations where a large number of belts are used is to keep them thoroughly clean and free from moisture and machine oil, the latter especially. One very hard problem that confronts all designers of machinery is the prevention of oil leakage from boxes. In several plants with as many as six dynamos of the same kind and the same design, at least four of the six have leaked oil every time they were run. The others did not leak as a usual thing, and all were equipped with the most modern methods of holding oil.
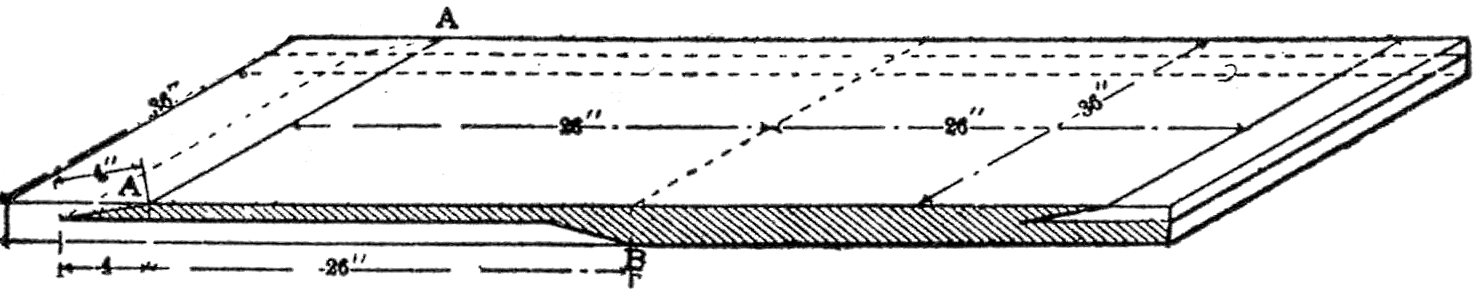
Fig. 80.
Now we come to the building of the belt, and we will notice only such points as interest the engineer or buyer. The first thing is to see that the laps are of uniform thickness, so that the belt will run quietly; and it should be absolutely straight when unrolled on the floor. If it has a long, graceful curve in it, look out; for it will not run straight on the pulleys until it has stretched [Pg 95]straight, and by that time one of its edges may be ruined by coming in contact with the floor or some other obstacle. Next notice how long the leather is from which it is made. It should not show more than 52 inches, and then there will be 4 inches hidden by the point that is out of sight. Then see that the joints are broken properly. For instance, find the center of any piece of leather on one side of the belt, and then look on the opposite side and see if the joint is right under your center mark. It should be by all means, for right here lies the most important thing about the construction of leather belts. A belt whose laps are all the same length, and which has all its joints broken correctly, will put the same load on the glue throughout, and that is what must be done in order to get the best results. See Fig. 80. Here we have a belt that is 36 inches in width and a double ply. Now suppose there is a draft of 9360 pounds on this belt, that from point A to point B is 26 inches, and that the points are 4 inches long. Now we have 26 inches plus 4 inches plus 4 inches times 36 inches for the number of square inches in the glued joint. This equals 1224 square inches; the total pull on the belt divided by 1224 will equal the load on each square inch of glued joint, and will equal in this case 7.65[Pg 96] pounds. Now instead of assuming distance A—B in Fig. 80 to be 26 inches, let the lower joint get out of step with the upper ones, and conditions get vastly different. We will suppose that the dimensions are as given in Fig. 81, as was the case with a new belt that was measured less than one month before the observation was made and we have the following: Joint A B is now only 10 inches, and we have 10 inches plus 4 inches plus 4 inches times 36 inches which equals 648 square inches, and the lead on the joint is now 14.44 pounds. You will readily perceive what an important part in the life of the belt, and the life of everything around the belt as far as that goes, the proper breaking of the upper and lower joints is. Of course the belt maker will tell you that his glue is just as strong as the leather itself, and he is about right as long as you keep the belt free from oil and water; but when the belt becomes filled with oil the glue rots and loses its strength much faster than does the leather.
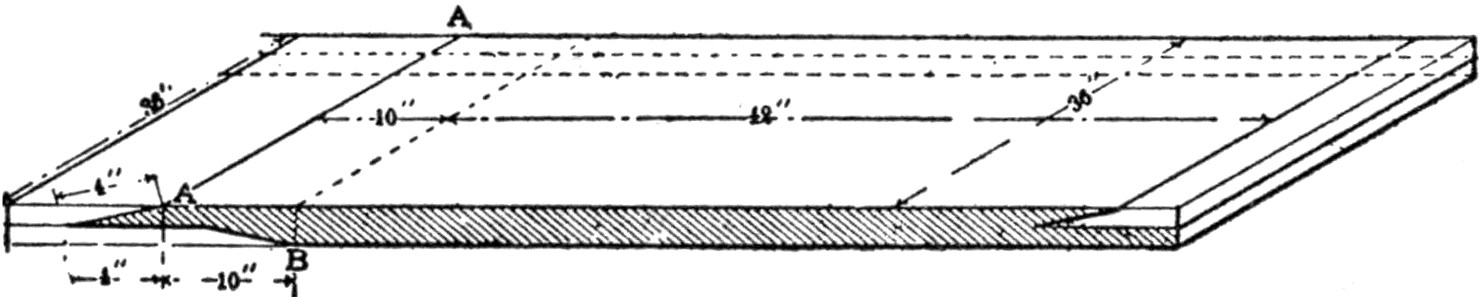
Fig. 81.
No good belt needs any posts along the sides to make it run straight and stay on the pulleys. If the pulleys are in line and the belt straight, it will run straight. All belts should be made to run perfectly straight on pulleys, first on account of the local advertisement that it gives to the man who has charge of them;[Pg 97] second, if they do not run true, they will be on the floor or wrapped around the shaft in a very few minutes, should they ever slip. Another very important thing in the care of belts that carry heavy loads is that if any of the points do come loose so far back that they will not return to place without putting on the clamps, put them on by all means; as the restoring of this point to place means that you will still retain in service all of your belt, as you will not do if you glue it down where it is and thereby cut one side completely out of service.
How to Clean Belting
We submit the following as the best and proper way of cleaning a leather belt. It may seem simple, but it is safe and effective, as has been proved by many people who have thus restored old and dirty belting which had become almost or quite unfit for use.
Coil the belt loosely and place it on edge in a tank in which it may be covered with naphtha; a half barrel makes a good receptacle, but something with a tight cover would save the loss by evaporation. Put in enough naphtha to cover the belt completely and allow it to remain for ten or twelve hours; then turn the belt over, standing it upon the other edge. The vertical position of the belt surfaces allows the dirt to settle to the bottom of the receptacle as it is washed out, and permits naphtha to get at all the parts.
After the belt has remained in the naphtha another ten or twelve hours, or until sufficiently clean, raise it and allow the naphtha to drip back into the tank. Then lay the belt flat, stretching or shaking it until almost[Pg 98] dry. You will find that the naphtha will not affect the leather nor the cement in the center of the belt, but may open the joints at the edges; in which case the old cement should be scraped off and the edges recemented. Your belt man will know how to do this. The belt will now be somewhat hard, and should be treated with a reliable belt dressing before being replaced on the pulleys.
X
There is no class of appliances so little understood by the ordinary steam engineer and steam user as belts, which may be seen by the quantity of belting sold annually. Where one can point to a belt that has been in continuous use for twenty years, you can find hundreds that do not last one-fourth as long. Why? Not always because the buyer has tried to get something for nothing, but as a rule, when they do, they get nothing for something.
[7] Contributed to Power by Wm. H. McBarnes.
The average belt is a poor one, and the average buyer will not find it out till he has used it for some time. If you weigh the belt dealer up as a man who is trying to rob you, beat him down in price, then get him to give from 5 to 40 per cent. off, he will enter a protest, and, after some explanation, will come to some terms with you. Have you gained anything by your cleverness? Well, hardly. Belt dealers and makers, like almost all other dealers in supplies, aim to get nothing but first-class goods; but second and third, and even fourth-class goods, are made, and you get the quality you pay for. In the second place, belts wear out quickly because they do not get proper care.[Pg 100] To let a belt run one moment after it gets too slack is bad practice, for it is apt to slip and burn all the staying qualities out of it. Another good reason why it should not be run slack is that the engineer or belt man, to save work, would be tempted to put on a dressing or, worse yet, put on resin to make it pull, and, in the language of Rex, "the man who will put resin on his belts is either a fool or a knave," for it is sure to spoil his belt if continued for any length of time.
In an emergency, as when some unforeseen substance has found its way to the belt, it may be necessary, to keep from shutting down between hours, to use some of the so-called dressing. We know from experience that engineers will go to almost any extreme to get out of a tight place—circumstances sometimes make it necessary to keep a belt running when it should not—but this should not be allowed to any extent. To allow a belt to run too tight is just as bad, for it will make short life for the belt, hot boxes and scored shafting. There is not one in twenty who takes the time or can splice a belt properly; it is generally done in a hurry, any way to make it hold together, with the understanding that it cannot talk; but it does. How often we see boards nailed up or rims tacked on to keep belts from getting off the pulleys. All of this is good for the belt dealers.
This is not all the fault of the engineer or the belt manufacturer. Often belts are made uneven, and soon get out of shape, even with the best of care. We sometimes find a belt that ordinarily runs easy on the pulleys and does its work with ease suddenly inclined to run[Pg 101] to either one side or the other of the driven pulley. This is caused by one of two things—either the belt has been too slack, or the load increased for want of lubrication, or other causes. In either case it will run off if you insist on applying the power. The remedy would be to take up the belt, thoroughly oil the journals, or take off the extra load—maybe a combination of all. Still a little extra work making the belt tighter will enable it to run well and do the extra work just as long as the extra tension can be maintained. Then it may appear perplexing and run to one side of the driven pulley when the driven shaft gets out of line with the driving shaft. In a case of this kind the belt does not run to what is called the high side of the pulley, but to the low side. Another peculiar indication: If two shafts are parallel and there is a high place on the pulley, then a belt will run to the high place; but if the shafts are out of line, or, in other words, are not parallel, and the face of the pulley straight, then the belt will run to the low side or that closest to the driving shaft. The remedy would be to line up your shafting.
The object of this chapter is not to say how belts are made, but to impress upon the minds of belt users that to get the best results, belts, like all good servants, must be well cared for, and all responsibility should rest with one man, just as with your engine or any high-priced machine.
XI
During January, 1905, a comparative test of the working efficiency of four belt dressings and preservatives was made by T. Farmer, Jr., and the writer. The test was made on the regular belt-testing machine of Sibley College, Cornell University, a full description of which appeared on pages 705-707 of Vol. 12, Trans. A. S. M. E. This machine tests the belt under actual running conditions, though our belts were in somewhat better than average condition. The four belts were new 4-inch Alexander No. 1 oak-tanned single-ply, and were 30 feet long. Particular care was taken to keep them free from oil and dirt. The belts were first tested as received from the manufacturer, after which each belt was treated with one of the dressings and again tested.
[8] Contributed to Power by William Evans.
The dressings were two semi-solids, designated No. 1 and No. 2; a bar, No. 3, and neatsfoot oil, No. 4. As the first three are proprietary articles, it was not thought best to give their names, though any one familiar with the actions of belt dressings will readily recognize No. 1 from its peculiar curve. In applying[Pg 103] the dressings, we followed directions carefully, and in the case of Nos. 2 and 3 exceeded them. The belt was given a five-hour run, during which two or three applications of the dressing were given, and then it was set aside in a warm place to allow it to absorb the applied dressing. After thus "soaking" for at least forty-eight hours, the belt was again run, this time for three hours, with one more application of the dressing. As No. 3 was a bar of sticky dressing, it will readily be seen that this precaution was not really necessary. No. 4, the neatsfoot oil, was not applied during the last run, as we were afraid of getting too much oil in the belt. As this oil is so extensively used by engineers for dressing belts, special care was taken to get the best possible results with it.
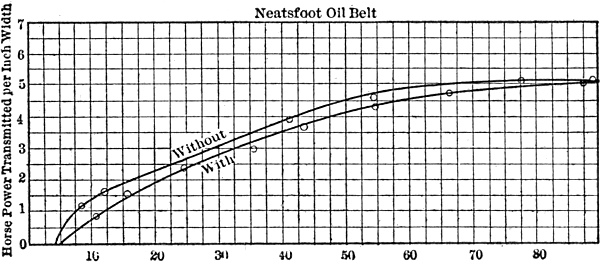
Fig. 82.
In Fig. 82, the result of the test with the neatsfoot oil is shown graphically. This curve is platted to show the relation between initial tension per inch of width and horse-power per inch of width. One reason for the drop in horse-power in the treated belt is that the slip[Pg 104] was materially increased; in the lowest tension at which any power at all was transmitted, about 15 pounds per inch of width, the slip ran up as high as 25 per cent.
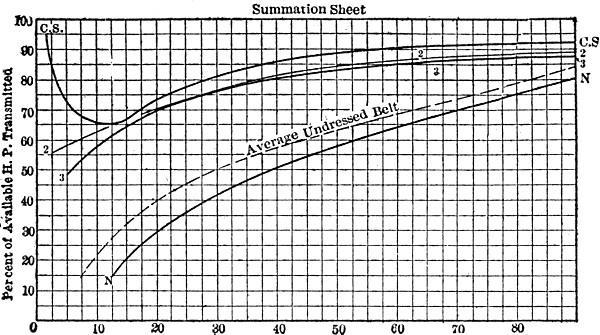
Fig. 83.
In Fig. 83, which shows the comparative value of the four dressings, the highest horse-power delivered to the belt was taken as the standard. The horse-power delivered by the belt was divided by this standard, and the result, expressed in percentage, was used as the percentage of available horse-power transmitted. This comparison shows the great superiority of dressing No. 1 at all times, and especially at low tensions. In looking at this chart, it is well to remember that No. 3 is a sticky dressing.
As the time of the test was so short, we were unable to determine the ultimate effect of the dressings on the leather of the belts. We could only approximate this by a chemical test and a close examination of the belts at the end of each test. The chemical analysis showed[Pg 105] no ammonia or rosin in any of the dressings; No. 2 had a trace of mineral acid, and all had oleic acid as follows: No. 1, 0.27 per cent; No. 2, 29.85 per cent; No. 3, 3.5 per cent; No. 4, 0.7 per cent.
The practical test showed no ill effects except from No. 3, the sticky dressing, which ripped and tore the surface of the belt. The high initial tensions caused overheating of the journals, even though we kept them flooded with oil. On the low initial tensions there was no tendency to heat, even when the maximum horse-power was being transmitted by dressing No. 1. In the latter case we oiled the bearings once in every two or three runs (a "run" comprised all the readings for one initial tension), while in the former we oiled the bearings after each reading and sometimes between them; even then we were afraid that the babbitt would get hot enough to run. The readings for each run varied in number from two to a dozen, but only the one giving the maximum horse-power was used in drawing the curves. The belt speeds during the tests varied between 2000 and 2500 feet per minute, most of the tests being made at about 2200 feet per minute.
XII
The question of the minimum amount of slip of a belt in transmitting power from one pulley to another reduces itself to a question of creep, for it is possible to have belts large enough so that with proper tensions there will be no regular slip. With a difference in tension on the two sides and of elasticity in the belt, creep, however, is bound to take place. What does it amount to and what allowance should be made for it? asks Prof. Wm. W. Bird of the Worcester Polytechnic Institute in his paper under the above title.
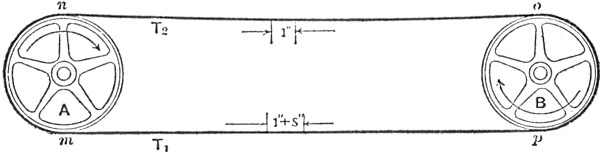
Fig. 84.
In Fig. 84 let A be the driver and B the driven, T1 the tension in the tight side of the belt and T2 in the slack side, the pulleys and belt running in the direction indicated. One inch of slack belt goes on to the pulley B at o; at or before the point p it feels the effect of increased tension and stretches to 1 + s inches.[Pg 107] It now travels from p to m and goes on to pulley A while stretched. At or before reaching the point n, as the tension decreases, it contracts to one inch and so completes the cycle.
With a light load the belt creeps ahead of the pulley B at or near the point p. If the load is heavy, the creep works towards the point o and the belt may slip; this also takes place when the belt tensions are too light even with small loads.
The point may be easily appreciated by imagining the belt to be of elastic rubber. Professor Bird gives formulas for calculating the creep, and tests made at the Polytechnic to determine the modulus of elasticity. He concludes that the answer to his opening question is that for the common leather belt running under ordinary conditions the creep should not exceed one per cent. While this is sometimes called legitimate slip, it is an actual loss of power and cannot be avoided by belt tighteners or patent pulley coverings.
The smooth or finished side should go next to the pulley because the actual area of contact is greater than when the rough side is in contact; consequently, the adhesion due to friction is greater. Moreover, the smooth side has less tensile strength than the rough side, so that any wear on that side will weaken the belt less than wear on the other side would.
XIII
There seems to be considerable difference in opinion regarding the various ways of applying rope to the sheaves in rope driving, viz., multiple- or separate-rope system, continuous-wrap or single-rope system with the rope from one of the grooves running on a traveling take-up device, continuous-wrap or single-rope system with the take-up working directly on all the wraps.
[9] Contributed to Power by R. Hoyt.
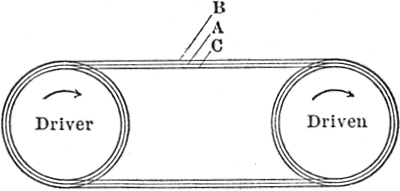
Fig. 85.
The multiple- or separate-rope system on a horizontal drive where the distance between centers is great enough so that the weight of the rope will give the required tension, having the tight or pulling part on the lower side and the sheaves of the same diameter, as in Fig. 85, should be very satisfactory, as old or worn [Pg 109]ropes may be replaced by new ones of larger diameter, or some of the ropes may be tighter than others and still not alter the efficiency of the drive. It will be noticed in this case that a larger rope does not alter the proportional pitch diameters of the rope on the driving and driven sheaves; but if one of the sheaves is larger than the other, as in Figs. 86 and 87, and a new or larger rope is substituted for a worn or smaller one, or if some of the ropes are a great deal tighter than others, a differential action will be produced on the ropes owing to the fact that the larger or slack rope will not go as deeply into its grooves as the smaller or tight one.[Pg 110] Consequently the proportionate pitch diameter on the rope on the driver and driven sheave will be changed. The action will depend upon whether the large or the small sheave is the driver. If the driver is the larger, and of course assuming that the slack or large rope is weaker than the combined tight or smaller ones, then it will have less strain on the pulling side; but if the driver is smaller, then the new or large rope will have greater strain on the pulling side. Whether the driver is larger or smaller, a large or slack rope affects the action oppositely to a small or tight rope. Fig. 87 shows how the action is reversed from Fig. 86.
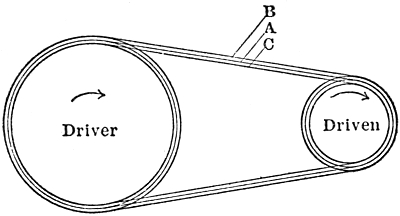
Fig. 86.
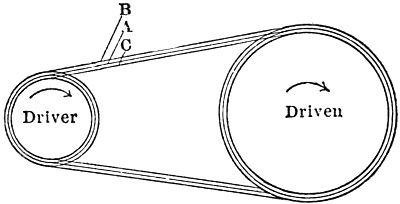
Fig. 87.
For clearness we will exaggerate the differences in diameter in the sketches and figure the speeds that the different size ropes would produce. We will take A as normal, B 1 inch farther out of the groove, producing a difference in diameter of 2 inches; C 1 inch deeper in the groove, producing a difference in diameter of 2 inches. In Fig. 85 assume for the normal diameter of driver and driven 40 inches, 42 inches for B and 38 inches for C, with a speed of 200 revolutions per minute for the driver. Either A, B or C will give 200 revolutions per minute for the driven sheave, omitting slippage, of course. In Fig. 86 say the normal diameter of the driver for rope A is 60 inches and of the driven 30 inches, a speed of the driver of 200 revolutions per minute will give the driven sheave a speed of 400 revolutions per minute; B, with the driver 62 inches and the driven sheave 32 inches diameter, will give the latter a velocity of 387½ revolutions per minute. With C the driver is 58 inches, the driven 28 inches, and[Pg 111] the speed given the latter 414 2/7 revolutions per minute. In Fig. 87, the normal diameter of the driving sheave being 30 inches and the driven 60 inches, a speed of the driver of 200 revolutions per minute will give a speed of the driven member of 100 revolutions per minute. With B, if the driver is 32 and the driven 62 inches, the driven sheave will have a speed of 103 7/31 revolutions per minute; C, with the driver 28 inches and the driven sheave 58 inches, will give the latter a speed of 96 16/29 revolutions per minute. So it will be readily seen what effect a large or a small rope would have.
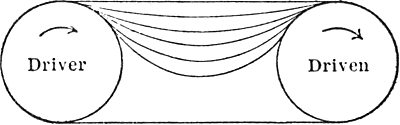
Fig. 88.
There are some who claim that slack ropes will transmit more power owing to more wrap on the sheaves, while others claim that tight ropes are better. If a drive with all the ropes slack gave trouble by the ropes slipping, the first remedy tried would be tightening the ropes. But if the conditions were like Fig. 87, it would not be particularly harmful to have some of the ropes longer than others; in fact, it might be well, as the longer ropes would not make a complete circuit as quickly as the shorter ones; consequently the position of the splices would be continually changing. However, it seems more natural to have about the same pull on all the ropes, that is, not have them as shown in Fig. 88.[Pg 112] In conclusion for the system, it should be noted that it has no means of tightening the ropes except by resplicing; it is not as well adapted to various conditions as the other forms; it is the cheapest form to install and in some cases should give excellent satisfaction.
With the continuous-wrap system having the rope from one of the grooves pass over a traveling take-up, the latter has a tendency to produce an unequal strain in the rope. In taking up, or letting out, the rope must either slide around the grooves, or the strands having the greatest pull will wedge themselves deeper into the grooves, producing a smaller pitch diameter than the ones having less pull, making a differential action on the ropes. It is therefore probable that it is the differential action that takes up or lets out the ropes, the take-up merely acting in a sense as an automatic adjustable idler. In tightening, when the rope stretches or dries out, or even in running normal, the greatest pull will be near the take-up, but if the drive is exposed to moisture, and the rope shortens, it will be farthest from the take-up, depending proportionately on the number of grooves the take-up controls; so in large drives it is best to have more than one take-up.
If one should use an unyieldable substance, as, for experiment, a plain wire on two drums wrapped a number of times around and also over a take-up, and the drums were moved together or apart, he would find that the wire would have to slide around the drum; but, of course, with a rope in a groove it is different. The rope will yield some. It will also go deeper into[Pg 113] the groove. This system costs more than the preceding form, owing to extra expense for the traveling take-up, but may be applied readily to different conditions and will be quite satisfactory in general, if properly designed and installed.
The continuous-wrap system with a take-up or tightener acting directly on all the wraps has practically none of the objectionable features mentioned in the other two forms, and is quick in action, making it applicable where power is suddenly thrown on or off. If the tightener is made automatic, it may be controlled in numerous ways, as with a weight or weight and lever or tackle blocks and weight, etc. It also may be fitted with a cylinder and piston, with a valve to prevent too quick action if power is suddenly thrown off or on. There is ordinarily practically no unequal strain on the rope. This system may be applied to different conditions as readily as the preceding form. Its cost is more than that of either of the others, as the tightener must have as many grooves as there are wraps. It must also have a winder to return the last wrap to the first groove, and to give its highest efficiency it must be properly designed and installed.
In either of the continuous-wrap systems, if a portion of larger rope is used, it will produce a greater strain directly behind the large rope, owing to its traveling around the sheave quicker. In angle work there is always extra wear on the rope in the side of the groove, as only the center or one rope may be accurately lined; so it is not advisable to crowd the centers in angular drives, as the shorter the centers and wider the sheaves[Pg 114] the greater the wearing angle. It must be remembered that the foregoing applies to ordinary simple drives as shown in the sketches; where the drive is complicated, it may be necessary to make other allowances.
XIV
The use of manila rope for transmitting power is becoming so common as to attract no comment, and it possesses so many advantages in its own field over any other method of conveying power that some objections really existing are overlooked. When a rope drive is installed according to modern practice, it is generally so successful and furnishes such an agreeable and smooth running drive that any possible objection is silenced by the many good qualities it evidently has. But, as a matter of fact, the American continuous method of installing a rope drive has a few serious drawbacks.
[10] Contributed to Power by Geo. F. Willis.
Were it possible to install a drive of say thirty ropes in such a manner that each one of the ropes had exactly the same strain on it that each other rope had, and this under varying conditions of speed and load, it is evident that the thirty ropes would work exactly as a belt of proper width to carry the load would, that the ropes would be running with exactly the same tension clear across the width of the drive, like the belt. But according to the best authorities on rope transmission, this ideal condition is impossible to obtain.
It is given as desirable, by writers on rope transmission problems, to use a take-up sheave for every twelve ropes, while ten is considered even better. The best results have been secured by using a take-up sheave for not more than eight ropes. But in any case the evil of differential driving still exists.
In truth, the only drive in which perfect conditions can exist, according to present practice, is one using but a single rope.
It is evident that when the load comes on the ropes, the entire number of ropes in use are only able to ultimately reach the same tension from the elasticity of the ropes themselves, as slipping in the grooves rarely occurs. But there is a continued and uneven strain on the ropes until the load becomes divided between them, and where ropes are used to drive a varying load, this strain must and does reduce the life of the ropes materially.
Many rope transmissions have been unsatisfactory because of this, and when these drives have been so badly designed as to use one take-up sheave for more than ten ropes, they are apt to be more expensive and troublesome than could have been anticipated.
One rope drive is known where thirty ropes are used, with only one take-up sheave. It has been a source of continual trouble and expense, and has been replaced by the English system of multiple ropes. The inherent troubles of this system have made the changed drive even worse than the original. It will now be replaced by the system here illustrated.
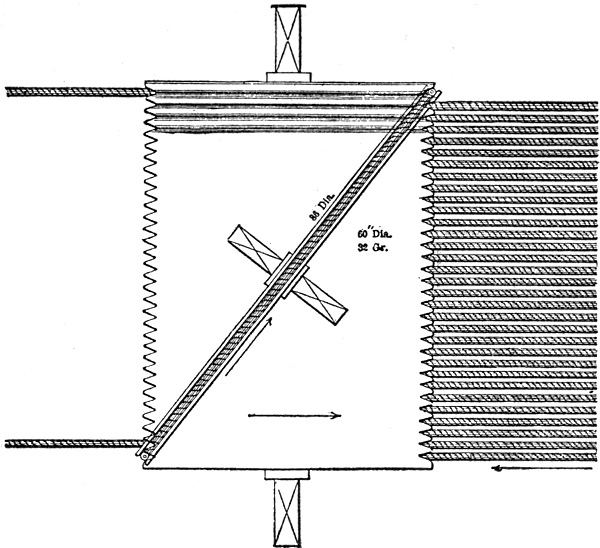
Fig. 89.
In Fig. 89 is shown a plan view of the tighteners for [Pg 117]a thirty-one rope drive. As the ropes shown are 1½ inches in diameter the main tightener sheave is shown 60 inches in diameter or forty times the diameter of the rope used. Mounted above the thirty-two groove sheave, and in the same frame, is a single groove sheave of the right diameter to reach the two outside ropes as shown, in this case 86 inches in diameter. Further details are shown in the end elevation, Fig. 90, and in the side elevation, Fig. 91. Allowing a working strain of say 250 pounds to each strand of the thirty-one ropes, we have a total weight of 15,500 pounds which[Pg 118] these two idler sheaves should weigh, including the frame holding them.
These sheaves and the frame are mounted directly upon the ropes, on the slack side of course, and just as a tightener is mounted on a belt. The first rope passes around the thirty-two-groove sheave, on up over the single-groove sheave, and back under the multiple-groove sheave again, and is thus crossed over.
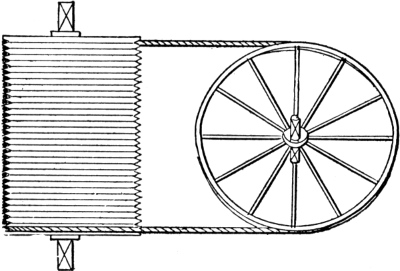
Fig. 90.
It is evident that a rope threaded on this drive would, by the time it had run ten minutes or so, have every strand in exactly the same tension every other strand was in, and that the ropes would remain in this condition in spite of variation of load and speed, as long as they lasted.
The initial expense, including the erection, would probably be no more than that for the necessary six[Pg 119] or eight single-groove idlers, with their shafts and boxes, tracks, etc., which would be necessary according to established practice. The room taken up would evidently be much less.
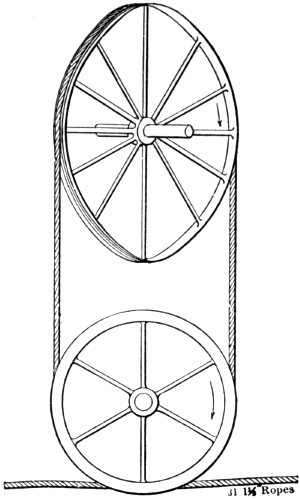
Fig. 91.
In Fig. 92 an assembled drive of this character is[Pg 120] shown. In Fig. 93 is shown a reverse drive, common in sawmill practice, where the two sheaves described would preferably be mounted on a car, with the proper weight to give the desired tension.
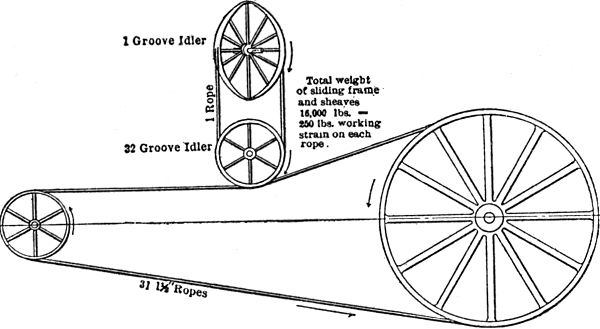
Fig. 92.
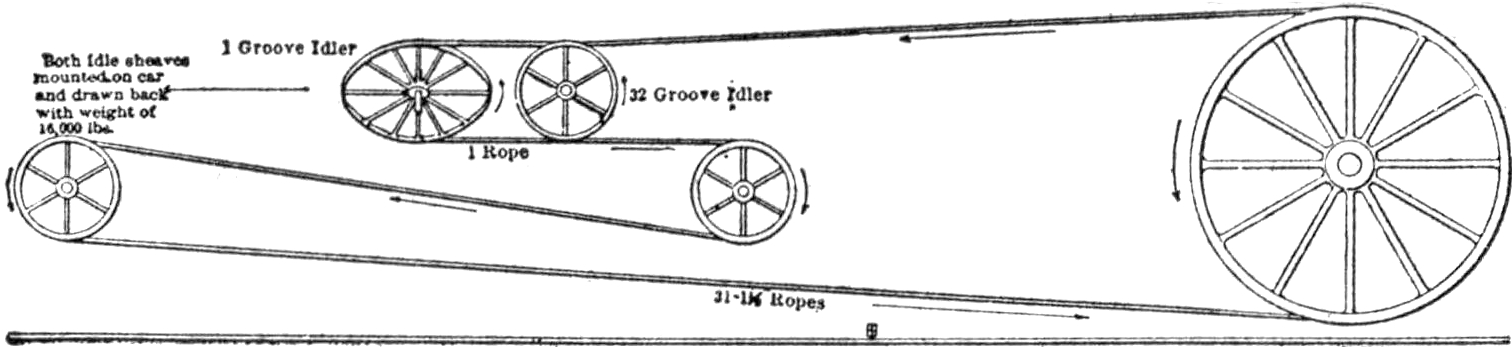
Fig. 93.
In a recent design is shown a cylinder with about 6 feet of piston travel, provided with a reducing valve, so that the steam pressure would remain constant at about 40 pounds. The cylinder is bolted to the mill frame, while the piston rod is connected to the car carrying the tightener sheaves. The cylinder is of the proper area, when furnished with steam at 40 pounds[Pg 121] pressure, to put the correct strain on the ropes. A small steam trap is part of the equipment. This should give a very elastic tension, and so long as steam pressure was at 40 pounds or over, the tension would remain constant. With 6 feet piston travel, it is evident that 372 feet of stretch could be taken out of the rope, an amount entirely out of the question. A dog, or buffer, can be so located as to prevent excessive back travel of the piston and car when steam pressure is taken off.
It is evident that this method can be applied to a drive using any number of ropes.
XV
It is probable that more different and erroneous terms are used by purchasing agents and engineers when writing orders for transmission rope than are used to describe any other article needed about a mill. A knowledge of how to order clearly just the kind of rope wanted would prevent delays and expense to many plants. Manufacturers of transmission rope constantly receive orders so peculiar in their wording that they dare not venture an immediate shipment, but must first resort to the mails, telegraph or telephone to find out what is really desired, and, of course, these mistakes, following the law of "the general cussedness of things," usually occur after a breakdown at the very time when every minute's delay means a considerable sum of money lost.
[11] Contributed to Power by F. S. Greene.
There are in this country two manufacturers of cordage who make a specialty of transmission rope, and the names under which their rope is sold are fairly well known to all users of rope drives. In addition to these two concerns, there are, perhaps, three or four other cordage mills which make this grade of rope to some extent. From this comparatively small source[Pg 123] many different brands have sprung which, rechristened, find their way to the market under a variety of names, both poetic and classic. These many names lead to frequent delays in ordering. The man who does the splicing at the mill has, at one time or another, heard of a rope glorying in the possession of some fancy title. It is more than probable that some salesman has told him most wonderful stories of what this particular rope can do; consequently when the time comes for a new rope, the splicer goes to the office and asks that so many feet of such and such a rope be ordered. The purchasing agent makes out the order, using this name, and sends it to the manufacturer, who in all probability has never heard of the rope and knows for a fact that it is not the brand under which any of his fellow manufacturers are selling rope. Before the order can be filled, two or more letters or telegrams must be sent and received.
It frequently occurs that manufacturers receive orders specifying brands which never had existence at all, so far as their knowledge goes. One firm recently found in the same mail requests for "Fern," "Juno," and "Elephant" transmission rope, though no such brands have ever been on the market.
Another familiar mistake is the ordering of a certain color yarn in the rope, as if this decoration possessed some peculiar virtue. These colored yarns are simply a question of dye, and the rope in all probability would be better and stronger were they left out.
Then again, we find peculiar wording as to the lubrication of a rope. Some people insist that the rope[Pg 124] shall be "tallow inlaid"; others call for an "absolutely dry" rope or for a "water-laid" rope. All transmission rope, to be of any service whatsoever, must be lubricated and such a thing as a "dry" transmission rope or a "water-laid" one, whatever that term might mean, would be of but small service to the user. Each manufacturer has his own method or formula for lubricating, and if this be a plumbago or graphite-laid rope, and he is asked for an old-fashioned tallow-laid rope, he cannot fill orders directly from stock.
It is unnecessary to name the number of strands, unless you wish a three- or six-strand rope, for a four-strand transmission rope is always sent, unless otherwise specified. It is also unnecessary to say anything about the core, as the rope is always supplied with one, and generally it is lubricated. Frequently five-strand rope is ordered. This is very confusing, as there is such a thing as a five-strand rope, but it is very rarely made. Ordering a five-strand rope is usually brought about through the error of considering the core as a fifth strand.
It is better, though not necessary, to order by the diameter instead of the circumference, as transmission rope is made and usually sold upon diameter specification.
By far the most frequent specifications received call for "long-fiber, four-strand rope with core," and having done this, the purchaser considers he has named all necessary requirements. At the present price of manila hemp, which varies from 7 cents per pound for the poorer grades to 12½ cents per pound for the best, he[Pg 125] may be quoted for such a rope, with entire honesty, anywhere from 11 to 17 cents per pound. To procure long-fiber manila hemp, and twist it into four strands about a core, does not make a proper transmission rope. As the rope will probably be required to run at a speed of from 3000 to 5000 feet per minute and be subjected to rapid and constant bending throughout its entire length, the fiber should not only be long, but the rope should be soft and pliable. Further than this, as the fiber, yarns and strands must slip one upon another during the bending, the rope should be so lubricated as to reduce to a minimum the frictional wear from such slipping and rubbing, which is a much larger factor than is generally supposed. Again, the unusual strength of manila fiber is shown only when subjected to a longitudinal strain. Transversely, owing to the cellular formation, the fiber is relatively weak; therefore, in manufacturing transmission rope, the greatest care is necessary to secure such proportion of twist in both yarns and strand as to render the rope least vulnerable to crosswise strain. Nor will the term "long fiber" insure the purchaser obtaining the proper material in his rope, for the longest manila fiber, contrary to general belief, is not always the best from which to make a transmission rope. Some of the extremely long variety is coarse and brittle. The best fiber for transmission rope is a particular grade of manila hemp known as Zebu, Fig. 94, which is light in color, silky to the touch and exceedingly strong and flexible.
Fig. 94.
Fig. 95.
Fig. 96.
The accompanying illustration, Fig. 95, shows a close
view of two grades of hemp, that on the left being
[Pg 126]
[Pg 127]known in the trade as "Superior 2ds," while the fiber
to the right of the cut is "Zebu." Fig. 96 shows
a more distant view of the same two "heads" of hemp,
and the reader will see that in both the fiber is exceed[Pg 128]ing
long, and if anything, that of the Superior 2ds
is longer than in the Zebu. A transmission rope made
from the latter, however, will cost the manufacturer
from 3½ to 4 cents more per pound than if he had used
Superior 2ds, and will outlast two ropes made from
the longer though coarser fiber.
The reader, if he has perused this chapter to the present point, is doubtless now asking himself: "How shall I word my order when I want a first-class driving rope?" The safest road to follow is to write to some manufacturer or firm whom you know to be reliable, and ask for so many feet of their transmission rope, giving the name, if you are certain on that point, and, of course, being sure to mention the diameter. In case you do not know the name of his rope, word your order as simply and briefly as possible; for example: "One thousand feet 1½ inches diameter first quality manila transmission rope," and if the concern to which you write is a reputable one, you will receive a four-strand rope, made from Zebu manila hemp, put together with proper twist and lay for the service required.
XVI
Rule 1. Pulley Speed.—When the diameter of both pulleys and the speed of one is given, to find the speed of the other: Place the points of spacing dividers upon the two given diameters in inches upon the scale (Fig. 97); then raise the dividers, keeping the space obtained, and place one point on the given speed and the other above it for speed of S, or below it for speed of L (S and L meaning smaller and larger pulley, respectively). This point will fall upon the required speed.
[12] Contributed to Power by A. G. Holman, M. E.
Example: If the two pulley diameters are 10 and 25 inches and speed of larger pulley is 120 revolutions per minute, what is speed of small pulley?
Place the points of dividers on 10 and 25 on scale A, then lift the dividers and place one point on 120 and the other above it upon the scale; the other point now rests on 300 as the speed of S. If the speed of S had been given, one point would have been placed at 300 and the other below it, falling upon 120, the required speed of L.
Note.—In applying this rule, if the speed comes
beyond the range of scale A, the result may be read
[Pg 130]
[Pg 131]by carrying the space to the revolution scale on scale
B, and proceeding in the same way.
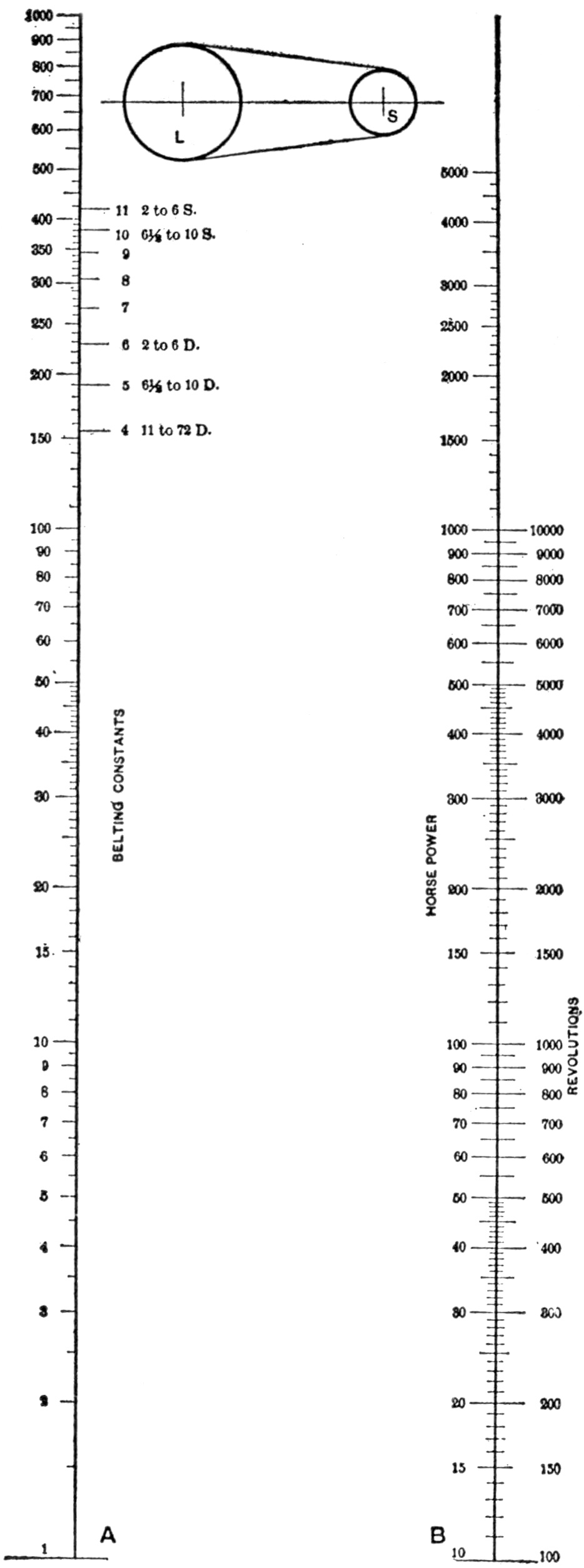
Fig. 97.
Example: Diameter of pulleys 12 and 36 inches and speed of L 500, what is speed of S? Place points of dividers on 12 and 36. Now, if dividers are raised and one point placed on 500 and the other above it on scale A, it will come beyond the top of the scale. Hence go to scale B, placing lower point on revolution scale at 500 and the other point above, which will fall upon 1500, the answer.
Rule 2. Pulley Diameters.—When the speed of both pulleys and the diameter of one is given, to find diameter of the other: Place points of dividers on the two speeds on scale A or revolution scale B. Then place one point of dividers on given diameter and the other above it to find diameter of L, or below it for diameter of S. The figure thus indicated is the required diameter.
Example: Speeds 180 and 450 and diameter of smaller pulley 20. What must be diameter of L?
Place points of dividers on 180 and 450 on scale A. Then place one point on 20 (the given diameter). The other point falls at 50, the required diameter of L.
If the point falls between two graduations in any problem, the result can be closely judged by the relative position.
The other and more labor-saving use for this chart is its application to belting problems. It is generally conceded that there is no subject of more general interest in practical mechanics and none on which there is a greater difference of opinion than the proper allowance[Pg 132] to be made in the selection of belt sizes for given requirements. The general formula for the horse-power transmitted by belting is
HP = WS/C in which HP = horse-power,
W = width of belt in inches, S = speed of belt in feet per minute, and C = constant.
The proper values of this constant, or the feet per minute that each inch of width must run to transmit a horse-power, under certain conditions, is the point in question.
On the right-hand side of line A on the chart is a series of lines representing different values for this constant. The lower one, marked 4, represents 400 feet belt speed per minute, the next above is for 500, and so on. Against some of these values are suggestions as to belts often recommended in connection with these constants. For instance, 2 to 6 S suggests the constant 1100 to be used for 2- to 6-inch single leather belt, 1000 for 6½- to 10-inch single, 600 for 2- to 6-inch double, etc.
These suggestions practically agree with the advice of the Geo. V. Cresson Company's catalog and the deductions of Kent's Handbook.
More power may be transmitted than these suggestions will allow, by increasing the tension, but this is accompanied by the disadvantage of requiring extra attention and undue pressure upon bearings.
The use of the chart for horse-power and width of belting is explained by the following rules:
Rule 3. Horse-power of Belting.—To find the horse-power that can be transmitted when diameter and speed of pulley and width of belt are given: Place one point of dividers on scale A at the width of belt in inches and the other point at the bottom of the line (at 1). Next add this space to the hight representing diameter of pulley by placing lower point of dividers upon the given diameter and allowing the other point to rest upon the scale above. Then holding the upper point stationary, open or close dividers until the other point falls upon the proper constant on the scale at right-hand side of line A. Now transfer this space last obtained to the scale B by raising the dividers, carrying them square across to B and placing the point that was on the constant upon the given speed on the revolution scale. Note the location of the other point of dividers upon the horse-power scale, which indicates the horse-power that can be transmitted under the given conditions.
Example: What horse-power can be transmitted by an 8-inch double belt running on a 40-inch pulley at 500 feet per minute? Place one point of dividers on line A at 8 (width of belt) and the other point at bottom of line. Next raise dividers and place lower point on 40 (diameter of pulley) and let the other point fall above upon the scale. Then close dividers until lower point comes to the constant for 6½ to 10 double. Carry this space to scale B with lower point on 500 on revolution scale. Under point now falls upon 84 on horse-power scale, which is the required horse-power.
Rule 4. Width of Belting.—To find the necessary[Pg 134] width of belting when size and speed of pulley and the horse-power are given: Place one point of dividers on scale B upon the horse-power and the other point upon the revolutions. Next transfer this space to scale A by raising the dividers, carrying them square across and placing the point that was on revolutions upon the constant. Then holding the other point stationary, raise the point that was on the constant and open dividers until this point falls upon the given diameter. Now lift the dividers and carry the lower point down to bottom of line (the point 1). The upper point will now indicate the required width of belt.
Note.—If, in finding width of belt, there is doubt about the proper constant to take, a medium value, say 6, may be assumed and a hasty "cut and try" will show in what classification the required belt will come.
Example: What width of belt for 100 horse-power with 40-inch pulley at 500 revolutions?
Place point of dividers on scale B upon 100 on horse-power scale and the other upon 500 on the revolution scale. Then carry the space to scale A with lower point on constant 5. Then resting dividers upon upper point open them until lower point is at 40 (diameter). Finally, raise dividers and place lower point at bottom of line. Upper point is now at 9½, indicating the nearest even width 10 as the answer.
A little practice will make one familiar with these rules, and it will be seen that in the belting rules the four motions perform two multiplications and a division.
XVII
The splicing of a transmission rope is an important matter; the points on which the success of the splice, and incidentally the drive, depend being the length of the splice, which in turn depends upon the diameter of the rope and which is given in the table (Fig. 97a); [Pg 136]the diameter of the splice, which should be the same as the diameter of the rope; the securing of the ends of the strands of the splice, which must be so fastened that they will not wear or whip out or cause the overlying strands to wear unduly; and the workmanship of the splice, which should be the best it is possible to secure. When splicing an old and a new piece of rope, the new piece should be thoroughly stretched, for, at best, it is an exceedingly difficult task on account of the stretch and difference in diameter of the rope.
Data Relative to Manila Transmission Rope and Sheaves
| Length of Splice in Feet | |||||||||
| A | B | C | D | E | F | G | H | I | J |
| 1/2 | .25 | .12 | 1750 | 50 | 6 | 20 | 1060 | ||
| 5/8 | .2906 | .16 | 2730 | 80 | 6 | 24 | 970 | ||
| 3/4 | .5625 | .20 | 3950 | 112 | 6 | 8 | 27 | 760 | |
| 7/8 | .7656 | .26 | 5400 | 153 | 6 | 8 | 32 | 650 | |
| 1 | 1. | .34 | 7000 | 200 | 7 | 10 | 14 | 36 | 570 |
| 1 1/8 | 1.2656 | .43 | 8900 | 253 | 7 | 10 | 16 | 40 | 510 |
| 1 1/4 | 1.5625 | .63 | 10,900 | 312 | 7 | 10 | 16 | 45 | 460 |
| 1 1/2 | 2.25 | .77 | 15,700 | 450 | 8 | 12 | 18 | 54 | 380 |
| 1 3/4 | 3.0625 | 1.04 | 21,400 | 612 | 8 | 12 | 18 | 63 | 330 |
| 2 | 4. | 1.36 | 28,000 | 800 | 9 | 14 | 20 | 72 | 290 |
| 2 1/4 | 5.0625 | 1.73 | 35,400 | 1012 | 9 | 14 | 20 | 81 | 255 |
| 2 1/2 | 6.25 | 2.13 | 43,700 | 1250 | 10 | 16 | 22 | 90 | 230 |
Fig. 97a.
Key to above table
| A | Diameter of Rope in Inches |
| B | Square of Diameter |
| C | Approximate Weight per Foot, Pounds |
| D | Breaking Strength, Pounds |
| E | Maximum Allowable Tension, Pounds |
| F | 3-Strand |
| G | 4-Strand |
| H | 6-Strand |
| I | Smallest Diameter of Sheaves in Inches |
| J | Maximum Number of Revolutions per Minute |
The illustrations and instructions for making standard rope splices are taken, by the courtesy of the American Manufacturing Company, from their "Blue Book of Rope Transmission."
There are many different splices now in use, but the one that experience has proved best is what is known as the English transmission splice. In describing this we take for our example a four-strand rope, 1¾ inches in diameter, as spliced on sheaves in the multiple system. The rope is first placed around sheaves, and, with a tackle, stretched and hauled taut; the ends should pass each other from six to seven feet, the passing point being marked with twine on each rope. The rope is then slipped from the sheaves and allowed to rest on shafts, to give sufficient slack for making the splice.
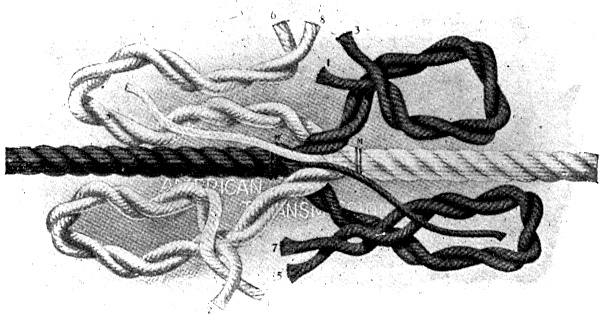
Fig. 98.
Unlay the strands in pairs as far back as the twines M, Mâ², crotch the four pairs of strands thus opened (Fig. 98), cores having been drawn out together on the upper side. Then, having removed marking [Pg 137]twine M, unlay the two strands 6 and 8, still in pairs, back a distance of two feet, to A; the strands 1 and 3, also in pairs, being carefully laid in their place. Next unlay the strands 5 and 7 in pairs, to Aâ², replacing them as before with 2 and 4. The rope is now as [Pg 138]shown in Fig. 99. The pair of strands 6 and 8 are now separated, and 8 unlaid four feet back to B, a distance of six feet from center, strand 6 being left at A. The pair of strands 1 and 3 having been separated, 3 is left at A, as companion for 6, strand 1 being carefully laid in place of strand 8 until they meet at point[Pg 139] B. The two pairs of strands 2-4 and 5-7 are now separated and laid in the same manner, every care being taken, while thus putting the rope together, that original twist and lay of strand is maintained. The protruding cores are now cut off so that the ends, when pushed back in rope, butt together.
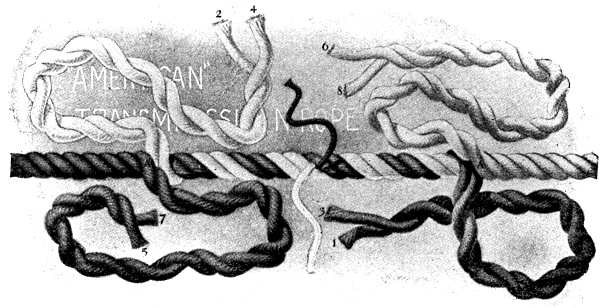
Fig. 99.
The rope now appears as shown in Fig. 100, and
after the eight strands have been cut to convenient
working lengths (about two feet), the companion
strands are ready to be fastened together and
"tucked"; this operation is described for strands 2
and 7, the method being identical for the other three
pairs. Unlay 2 and 7 for about twelve to fourteen
inches, divide each strand in half by removing its
cover yarns (see Fig. 101), whip with twine the ends
of interior yarns 2â² and 7â²; then, leaving cover 2, relay
2â² until near 7 and 7â², here join with simple knot 2â²
and 7â², Fig. 102. Divide cover yarns 7, and pass 2â²
through them, continuing on through the rope under
the two adjacent strands, avoiding the core, thus
locking 2â², Fig. 103. In no event pass 2â² over these or
any other strands. Half-strand 7â² must now be taken
care of; at the right of the knot made with 2â² and 7â²,
2â² is slightly raised with a marlin spike, and 7â² passed
or tucked around it two or three times, these two
half-strands forming in this way a whole strand.
Half-strand 7â² is tucked until cover 2 is reached,
whose yarns are divided and 7â² passed through them
and drawn under the two adjacent strands, forming
again the lock. The strand ends at both locks are
now cut off, leaving about two inches, so that the
[Pg 140]
[Pg 141]
[Pg 142]yarns may draw slightly without unlocking. This
completes the joining of one pair of strands, Fig. 104.
The three remaining pairs of strands are joined in the
same manner.
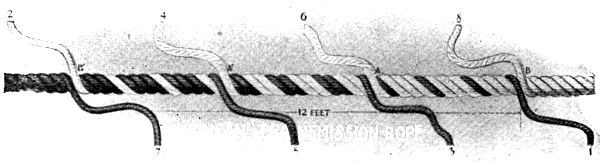
Fig. 100.
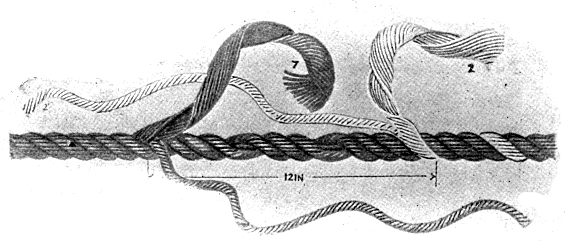
Fig. 101.
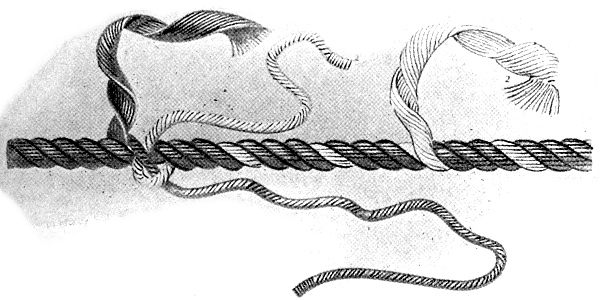
Fig. 102.
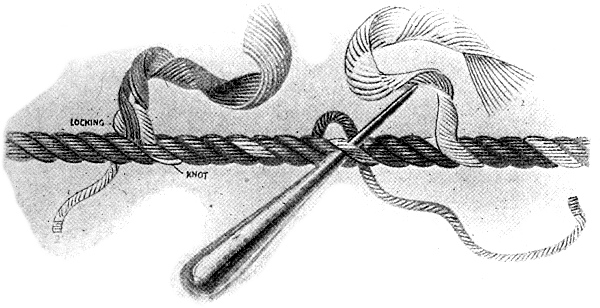
Fig. 103.
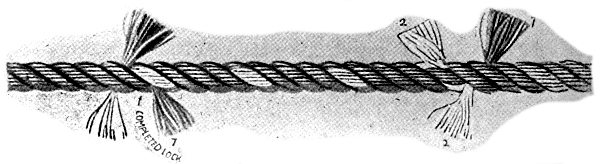
Fig. 104.
After the rope has been in service a few days, the projecting ends at locks wear away, and if tucks have been carefully made, and the original twist of yarns preserved, the diameter of the rope will not be increased, nor can the splice be located when the rope is in motion.
XVIII
Wire ropes are extensively and successfully used in the horizontal and inclined transmission of great power of unlimited amount, the advantages over hemp rope belting being: driving at very long distances, comparatively small loss through slipping and the possibility of driving in the open air.
[13] Contributed to Power by C. Boysen, M. E.
Vertical transmission of power, on account of the weight of the rope, is excluded.
Formerly the material used in the manufacture of the wires was best charcoal iron, but now almost exclusively tough crucible-steel wires are used, as steel wire ropes are stronger, do not stretch as much, and last longer than iron ropes.
The wire ropes consist of six strands of from six to twenty wires each, and the strands to form the rope are woven in the opposite direction to the wires in the strand. In the center of each strand and in the center of the rope a cotton core is placed. These cores are of the greatest importance, for by reducing the friction of the wires against each other, they serve to increase the lifetime of the rope, which, according to the strain[Pg 144] on the rope and the size of the smallest pulley, is from one to three years.
To prevent rusting, the wire ropes receive a coat of boiled linseed oil, or a hot mixture consisting of three parts of drip oil and one part of resin is applied. This latter mixture at the same time improves the adhesion between the rope and the lining placed in the bottom of the pulleys, thus reducing the loss caused by slipping of the rope. Wire ropes used for the transmission of power should never be galvanized.
The ends of the rope are spliced together, from 10 to 20 feet being necessary for a good splice; great care should be taken that the splice is made by experienced men, and that the rope is made long enough. A rope stretches constantly from the time when placed on the pulleys, the more so when placed on the pulleys tightly. Therefore it has to be made long enough to transmit power without undue tension, and for this reason the distance between the two pulleys has to be long enough and the working strain per square inch of section low enough to allow sufficient deflection in the rope. As a guidance to the amount of deflection necessary, be it said that even in a short drive the deflection of the rope, when not running, should not be less than 2 feet; and for a distance of 400 feet between pulley centers, the deflection of the rope when running should be 5 feet in the driving rope and 10 feet in the driven rope.
Either the top or the bottom rope may be the driving one, the former being preferable; but the ropes should never be crossed.
Power can be transmitted to a distance of 6000 feet[Pg 145] and more without great loss; but as two pulleys should on no account be more than 500 feet apart, intermediate stations are placed along the road.
Precautions should be taken against the possibility of the rope swaying. This may be caused either by the influence of the wind, by a bad splice, by the rope wearing too much, by the pulleys not being balanced well or by the pulleys not being in the same plane. It is of importance that the pulleys be exactly in line, and careful attention should be given to the construction and placing of the bearings. Although the bearings are not strained excessively, the steps are usually made long and movable. The connection between the shaft and the pulley is best made by means of tangential keys.
Some engineers, when two ropes are found necessary for the transmission of the power in question, use pulleys containing two grooves each, and make the same kind of pulleys for the intermediate stations of long-distance driving; whereas others advise a separate pulley for each rope, both being connected with each other by a clutch.
The diameter of the smallest pulley has to be large enough in comparison with the diameter of the rope or the thickness of the single wires used to easily overcome the stiffness in the rope. The larger the pulleys, the longer the rope will last.
The rim of the pulley is V-shaped, and the bottom of the groove is dovetailed to receive a lining of wood, rubber or leather, on which the rope rests. The lining increases the friction and reduces the loss caused by slipping of[Pg 146] the rope. Leather is the best lining and lasts about three years. Either old belt leather, well saturated with oil, or new leather, boiled in fish oil, can be taken. It is cut in pieces of the same size as the dovetailed part of the groove, and then placed on and pressed together in the latter. The pressing is done by means of a piece of wood. The last remaining small space in the groove is filled with soft rubber. If the lining has to consist of rubber, this is softened and hammered into the groove. For wood lining, thin blocks of the required size are placed into the groove through a hole provided in the bottom of the rim. This slot is closed by a plate and fastened to the bottom of the rim by means of screws after all blocks have been inserted. The lining has to be turned absolutely true, for which reason the filling is done while the pulley is still in the lathe.
Pulleys up to 3 feet in diameter are built with cast-iron arms; whereas larger pulleys have wrought-iron arms made of round iron, cast in the rim and boss. Pulleys under 8 feet 6 inches in diameter are made in one piece, if for other reasons it is not necessary to have them in halves.
Guide pulleys are used for long ropes, especially if there is not sufficient hight above the ground. The guide pulleys are of the same construction as the main pulleys, and for the driving rope they are also made of the same diameter. The diameter of the guide pulleys for the driven rope can be made from 20 to 25 per cent. smaller.
The breaking strength of unannealed wires per square[Pg 147] inch of section and according to thickness and quality is: For iron wires from 70,000 to 110,000 pounds, and for steel wires from 110,000 to 130,000 pounds. For thinner wires a higher value is taken than for thick ones.
The diameter of the wires used for making ropes for transmitting power is from 0.02 to 0.1 inch, and on account of the stiffness, no wires above the latter size should be used. A rope consisting of a greater number of thin wires, besides being stronger is more pliable and lasts longer than a rope of the same area consisting of a less number of thicker wires.
INDEX
Transcriber's Notes:
Punctuation has been preserved as it appears in the original publication.
Archaic and variable spelling has been preserved.
Variations in hyphenation and compound words have been preserved.
Obvious typos were silently corrected.