
BIRD'S-EYE VIEW OF THE BALDWIN LOCOMOTIVE WORKS, PHILADELPHIA, PENNA.
Cyclopedia
of
Commerce, Accountancy,
Business Administration
Volume 2
A General Reference Work on
ACCOUNTING, AUDITING, BOOKKEEPING, COMMERCIAL LAW, BUSINESS
MANAGEMENT, ADMINISTRATIVE AND INDUSTRIAL ORGANIZATION,
BANKING, ADVERTISING, SELLING, OFFICE AND FACTORY
RECORDS, COST KEEPING, SYSTEMATIZING, ETC.
Prepared by a Corps of
AUDITORS, ACCOUNTANTS, ATTORNEYS, AND SPECIALISTS IN BUSINESS METHODS AND MANAGEMENT
Illustrated with Over Two Thousand Engravings
TEN VOLUMES
CHICAGO
AMERICAN TECHNICAL SOCIETY
1910
Copyright, 1909
BY
AMERICAN SCHOOL OF CORRESPONDENCE
Copyright, 1909
BY
AMERICAN TECHNICAL SOCIETY
Entered at Stationers' Hall, London
All Rights Reserved
Authors and Collaborators
JAMES BRAY GRIFFITH, Managing Editor.
Head. Dept. of Commerce, Accountancy, and Business Administration, American School of Correspondence.
ROBERT H. MONTGOMERY
Of the Firm of Lybrand, Ross Bros. & Montgomery, Certified Public Accountants.
Editor of the American Edition of Dicksee's Auditing.
Formerly Lecturer on Auditing at the Evening School of Accounts and Finance of the University of Pennsylvania, and the School of Commerce, Accounts, and Finance of the New York University.
ARTHUR LOWES DICKINSON, F. C. A., C. P. A.
Of the Firms of Jones, Caesar, Dickinson, Wilmot & Company, Certified Public Accountants, and Price, Waterhouse & Company, Chartered Accountants.
WILLIAM M. LYBRAND, C. P. A.
Of the Firm of Lybrand, Ross Bros. & Montgomery, Certified Public Accountants.
F. H. MACPHERSON, C. A., C. P. A.
Of the Firm of F. H. Macpherson & Co., Certified Public Accountants.
CHAS. A. SWEETLAND
Consulting Public Accountant.
Author of "Loose-Leaf Bookkeeping," and "Anti-Confusion Business Methods."
E. C. LANDIS
Of the System Department, Burroughs Adding Machine Company.
HARRIS C. TROW, S. B.
Editor-in-Chief, Textbook Department, American School of Correspondence.
CECIL B. SMEETON, F. I. A.
Public Accountant and Auditor.
President, Incorporated Accountants' Society of Illinois.
[iv]Fellow, Institute of Accounts, New York.
JOHN A. CHAMBERLAIN, A. B., LL. B.
Of the Cleveland Bar.
Lecturer on Suretyship, Western Reserve Law School.
Author of "Principles of Business Law."
HUGH WRIGHT
Auditor, Westlake Construction Company.
GLENN M. HOBBS, Ph. D.
Secretary, American School of Correspondence.
JESSIE M. SHEPHERD, A. B.
Associate Editor, Textbook Department, American School of Correspondence.
GEORGE C. RUSSELL
Systematizer.
Formerly Manager, System Department, Elliott-Fisher Company.
OSCAR E. PERRIGO, M. E.
Specialist in Industrial Organization.
Author of "Machine-Shop Economics and Systems," etc.
DARWIN S. HATCH, B. S.
Assistant Editor, Textbook Department, American School of Correspondence.
CHAS. E. HATHAWAY
Cost Expert.
Chief Accountant, Fore River Shipbuilding Co.
CHAS. WILBUR LEIGH, B. S.
Associate Professor of Mathematics, Armour Institute of Technology.
L. W. LEWIS
Advertising Manager, The McCaskey Register Co.
MARTIN W. RUSSELL
[v]Registrar and Treasurer, American School of Correspondence.
HALBERT P. GILLETTE, C. E.
Managing Editor, Engineering-Contracting.
Author of "Handbook of Cost Data for Contractors and Engineers."
R. T. MILLER, JR., A. M., LL. B.
President, American School of Correspondence.
WILLIAM SCHUTTE
Manager of Advertising, National Cash Register Co.
E. ST. ELMO LEWIS
Advertising Manager, Burroughs Adding Machine Company.
Author of "The Credit Man and His Work" and "Financial Advertising."
RICHARD T. DANA
Consulting Engineer.
Chief Engineer, Construction Service Co.
P. H. BOGARDUS
Publicity Manager, American School of Correspondence.
WILLIAM G. NICHOLS
General Manufacturing Agent for the China Mfg. Co., The Webster Mfg. Co., and the Pembroke Mills.
Author of "Cost Finding" and "Cotton Mills."
C. H. HUNTER
Advertising Manager, Elliott-Fisher Co.
FRANK C. MORSE
Filing Expert.
Secretary, Browne-Morse Co.
H. E. K'BERG
Expert on Loose-Leaf Systems.
Formerly Manager, Business Systems Department, Burroughs Adding Machine Co.
EDWARD B. WAITE
Head, Instruction Department, American School of Correspondence.
Authorities Consulted
The editors have freely consulted the standard technical and business literature of America and Europe in the preparation of these volumes. They desire to express their indebtedness, particularly, to the following eminent authorities, whose well-known treatises should be in the library of everyone interested in modern business methods.
Grateful acknowledgment is made also of the valuable service rendered by the many manufacturers and specialists in office and factory methods, whose coöperation has made it possible to include in these volumes suitable illustrations of the latest equipment for office use; as well as those financial, mercantile, and manufacturing concerns who have supplied illustrations of offices, factories, shops, and buildings, typical of the commercial and industrial life of America.
JOSEPH HARDCASTLE, C. P. A.
Formerly Professor of Principles and Practice of Accounts, School of Commerce, Accounts, and Finance, New York University.
Author of "Accounts of Executors and Testamentary Trustees."
HORACE LUCIAN ARNOLD
Specialist in Factory Organization and Accounting.
Author of "The Complete Cost Keeper," and "Factory Manager and Accountant."
JOHN F. J. MULHALL, P. A.
Specialist in Corporation Accounts.
Author of "Quasi Public Corporation Accounting and Management."
SHERWIN CODY
Advertising and Sales Specialist.
Author of "How to Do Business by Letter," and "Art of Writing and Speaking the English Language."
FREDERICK TIPSON, C. P. A.
Author of "Theory of Accounts."
CHARLES BUXTON GOING
Managing Editor of The Engineering Magazine.
Associate in Mechanical Engineering, Columbia University.
Corresponding Member, Canadian Mining Institute.
F. E. WEBNER
Public Accountant.
Specialist in Factory Accounting.
[vii]Contributor to The Engineering Press.
AMOS K. FISKE
Associate Editor of the New York Journal of Commerce.
Author of "The Modern Bank."
JOSEPH FRENCH JOHNSON
Dean of the New York University School of Commerce, Accounts, and Finance.
Editor, The Journal of Accountancy.
Author of "Money, Exchange, and Banking."
M. U. OVERLAND
Of the New York Bar.
Author of "Classified Corporation Laws of All the States."
THOMAS CONYNGTON
Of the New York Bar.
Author of "Corporate Management," "Corporate Organization," "The Modern Corporation," and "Partnership Relations."
THEOPHILUS PARSONS, LL. D.
Author of "The Laws of Business."
E. ST. ELMO LEWIS
Advertising Manager, Burroughs Adding Machine Company.
Formerly Manager of Publicity, National Cash Register Co.
Author of "The Credit Man and His Work," and "Financial Advertising."
T. E. YOUNG, B. A., F. R. A. S.
Ex-President of the Institute of Actuaries.
Member of the Actuary Society of America.
Author of "Insurance."
LAWRENCE R. DICKSEE, F. C. A.
Professor of Accounting at the University of Birmingham.
Author of "Advanced Accounting," "Auditing," "Bookkeeping for Company Secretary," etc.
FRANCIS W. PIXLEY
Author of "Auditors, Their Duties and Responsibilities," and "Accountancy."
CHARLES U. CARPENTER
General Manager, The Herring-Hall-Marvin Safe Co.
Formerly General Manager, National Cash Register Co.
[viii]Author of "Profit Making Management."
C. E. KNOEPPEL
Specialist in Cost Analysis and Factory Betterment.
Author of "Systematic Foundry Operation and Foundry Costing," "Maximum Production through Organization and Supervision," and other papers.
HARRINGTON EMERSON, M. A.
Consulting Engineer.
Director of Organization and Betterment Work on the Santa Fé System.
Originator of the Emerson Efficiency System.
Author of "Efficiency as a Basis for Operation and Wages."
ELMER H. BEACH
Specialist in Accounting Methods.
Editor, Beach's Magazine of Business.
Founder of The Bookkeeper.
Editor of The American Business and Accounting Encyclopedia.
J. J. RAHILL, C. P. A.
Member, California Society of Public Accountants.
Author of "Corporation Accounting and Corporation Law."
FRANK BROOKER, C. P. A.
Ex-New York State Examiner of Certified Public Accountants.
Ex-President, American Association of Public Accountants.
Author of "American Accountants' Manual."
CLINTON E. WOODS, M. E.
Specialist in Industrial Organization.
Formerly Comptroller, Sears, Roebuck & Co.
Author of "Organizing a Factory," and "Woods' Reports."
CHARLES E. SPRAGUE, C. P. A.
President of the Union Dime Savings Bank, New York.
Author of "The Accountancy of Investment," "Extended Bond Tables," and "Problems and Studies in the Accountancy of Investment."
CHARLES WALDO HASKINS, C. P. A., L. H. M.
Author of "Business Education and Accountancy."
JOHN J. CRAWFORD
Author of "Bank Directors, Their Powers, Duties, and Liabilities."
DR. F. A. CLEVELAND
Of the Wharton School of Finance, University of Pennsylvania.
Author of "Funds and Their Uses."

Foreword
With the unprecedented increase in our commercial activities has come a demand for better business methods. Methods which were adequate for the business of a less active commercial era, have given way to systems and labor-saving ideas in keeping with the financial and industrial progress of the world.
Out of this progress has risen a new literature—the literature of business. But with the rapid advancement in the science of business, its literature can scarcely be said to have kept pace, at least, not to the same extent as in other sciences and professions. Much excellent material dealing with special phases of business activity has been prepared, but this is so scattered that the student desiring to acquire a comprehensive business library has found himself confronted by serious difficulties. He has been obliged, to a great extent, to make his selections blindly, resulting in many duplications of material without securing needed information on important phases of the subject.
In the belief that a demand exists for a library which shall embrace the best practice in all branches of business—from buying to selling, from simple bookkeeping to the administration of the financial affairs of a great corporation—these volumes have been prepared. Prepared primarily for[9] use as instruction books for the American School of Correspondence, the material from which the Cyclopedia has been compiled embraces the latest ideas with explanations of the most approved methods of modern business.
Editors and writers have been selected because of their familiarity with, and experience in handling various subjects pertaining to Commerce, Accountancy, and Business Administration. Writers with practical business experience have received preference over those with theoretical training; practicability has been considered of greater importance than literary excellence.
In addition to covering the entire general field of business, this Cyclopedia contains much specialized information not heretofore published in any form. This specialization is particularly apparent in those sections which treat of accounting and methods of management for Department Stores, Contractors, Publishers and Printers, Insurance, and Real Estate. The value of this information will be recognized by every student of business.
The principal value which is claimed for this Cyclopedia is as a reference work, but, comprising as it does the material used by the School in its correspondence courses, it is offered with the confident expectation that it will prove of great value to the trained man who desires to become conversant with phases of business practice with which he is unfamiliar, and to those holding advanced clerical and managerial positions.
In conclusion, grateful acknowledgment is made to authors and collaborators, to whose hearty coöperation the excellence of this work is due.
Table of Contents
(For professional standing of authors, see list of Authors and Collaborators at front of volume.)
VOLUME II
| Purchasing and Stores Department | By James B. Griffith | Page 11 |
| Lists of Dealers—Catalogue Filing and Indexing—Special Quotations—Department Routine—Requisitions—Purchase Orders—Receipts and Invoices—The Stores Department—Organization—Taking Inventory—Installing a Stores System—Record Files—Materials and Supplies—Parts and Finished Stores—Machinery and Equipment Records | ||
| Records of Labor and Manufacturing Orders | By James B. Griffith | Page 65 |
| Labor Records—Wage Systems—Day Wage—Piece Rates—Premium Systems—Efficiency Systems—Time-Keeping Systems—Time Clocks—Production Time Records—Time Cards—Mechanical Time Recorders—Piece-Work Records—Production Orders—Shop Orders—Order Register—Tracing the Order | ||
| General Expense | By Chas. E. Hathaway | Page 127 |
| Expense Distribution—True Cost—Selling Expense—Methods of Distribution—The Man-Hour-Rate Method—The Machine-Hour-Rate Method—The Percentage Method—Productive and Non-Productive Labor—Expense and Production Cost Ledgers—Departmental Expenses—General Expense—How to Use Percentages—Operating Expense Statements—What the Statement Should Show—Comparative Figures—General Expense Statements—Charts | ||
| Cost Summaries | By James B. Griffith | Page 165 |
| Collecting Cost Data—Material Cost Records—Labor Cost—Job Cost—Comparative Cost Records—By-Products—Production Records—Controlling Accounts | ||
| Machine-Shop Management | By Oscar E. Perrigo | Page 193 |
| Methods of Modern Manufacturing—Organization of Manufacturing Plant—Official Communications—Successful Management—Shop Methods and Records—The Employment Agency—Time Keeping—Time Cards—Paying Employes—Production Orders—Plant Orders—Storing and Issuing Stock and Materials | ||
| Cost-Analysis Engineering | By R. T. Dana and H. P. Gillette |
Page 251 |
| The Science of Management—Subdivision of Duties—Cost Getting—Punch-Cards—Cost Distribution—Process Cost Subdivision—Output—Checking up Charts—Cost Reduction—Bonus System—Labor Saving Devices—Chronological Charts | ||
| Review Questions | Page 319 | |
| Index | Page 331 | |

SHOP OFFICE, WESTERN ELECTRIC COMPANY, NEW YORK CITY
PURCHASING AND STORES DEPARTMENT
PURCHASING DEPARTMENT
1. If the old axiom, "Goods well bought are half sold," holds true, the purchasing department may well be considered one of the most important in any business. In referring to the purchasing department we have in mind that department, or division of the business, whose duty it is to attend to the buying. In a large industrial enterprise this may mean a department headed by a purchasing agent with several assistants; in a department store, the buyers for the several departments; in a small retail business, the member of the firm who buys the goods. No matter whether the department be an extensive one, or one requiring but a part of the time of one man, the principle is the same.
Perhaps no other head of a department has greater need of complete information and systematic records of his department, than does the buyer. A man may have every qualification for a successful purchasing agent, but, unless he has the most detailed information to aid him in judging qualities and prices, his cannot be considered a successful department. On the other hand, many a man, with no other qualification than common sense, has built up a most successful purchasing department because his work was thoroughly systematized.
We will consider the purchasing department from two standpoints: The information required, and the routine work to be performed. Under the first head the requirements may be stated as:
1. List of dealers.
2. Full information about lines carried by each dealer or manufacturer.
3. Records of special quotations.
4. Information about qualities supplied by various dealers, to be obtained from records of past purchases.
LIST OF DEALERS
2. The purchasing agent will have no difficulty in securing a list of dealers. Even a new business is usually well supplied with[12] circulars, catalogues, and other information showing which dealers handle certain lines. The principal concern of the purchasing agent is to so record this information that it will be instantly available.
In some cases it is found necessary to make special lists of dealers, and these are usually made on cards. A card is used for each article or class of material that may be of interest, and the name of the class is written at the top of the card. Below this are listed the names and addresses of dealers and manufacturers supplying that particular class of material. Since in most concerns this information can be combined with the system of catalogue indexing, we do not show a special form for this record.
CATALOGUE FILING AND INDEXING
3. A purchasing agent must necessarily gather much of the information required in the operation of his department from catalogues supplied by manufacturers. These catalogues are his technical library, in many cases supplying the only available information relative to a particular class of goods. Needless to say, some method must be provided for carefully preserving these catalogues. They must be filed in such a manner that they can be located quickly.
While every office has plenty of opportunities to accumulate an oversupply of catalogues, resulting in a tendency to discard all except those in which the purchasing agent may be interested at the time, it is better to err on the side of a liberal supply. A catalogue that comes in to-day may be of no immediate value, but it may become useful a little later. It would be impracticable to keep every catalogue and circular that reaches the office, but, if it is from a new concern, or offers any new ideas, it should be kept, even though the subject is not of especial interest at the moment.
Many systems of catalogue filing have been devised, and there are almost as many styles of catalogue files on the market as there are manufacturers of such equipment. No one system or style of filing will answer the requirements in every concern. Each must build up a filing system that will conform to existing conditions.
Though a system of universal application cannot be laid down, some general suggestions may prove of value. No matter what the style of receptacle used, catalogues are filed according to one of two methods: The alphabetical, or the numerical. The alphabetical[13] method consists in the arrangement of catalogues in bookcases or other suitable devices, according to the names of the publishers. For a small number of catalogues, this is a very satisfactory system, for the very reason that a purchasing agent soon becomes familiar with the catalogues of different manufacturers, recognizing them by their size, shape, or color.
A modification of the alphabetical system is one in which the catalogues are arranged alphabetically by classes; that is, the lines of goods in which the purchasing agent is interested are divided into specific classes. In each of these divisions, the catalogues of all manufacturers listing that class of goods are arranged in alphabetical order. This method is also very satisfactory for a limited number of catalogues.
For a large catalogue file the numerical system will prove the most satisfactory. By this system each catalogue is given a number which should be plainly shown on the back of the catalogue. All catalogues of a specific class are placed in one group, and a series of numbers is set aside for the group. To illustrate, we might have machinery catalogues, numbers 1 to 100. All machinery catalogues would then be given a number in that series. If the number be increased beyond 100, the numbering system would be repeated by using 1a, 2a, etc.
With the numerical system, the catalogues of each group must be arranged in exact numerical order, so that any catalogue may be instantly located.
4. Files. As has already been stated, the style of file, as well as the method of filing, or indexing, must conform to the conditions in each individual office. However, the experience of the past is the best guide for the future. As a general rule, sectional bookcases will be found the most satisfactory for catalogues in bound form, that is, those with substantial covers, and particularly those that will readily stand on edge. An advantage of the sectional bookcase is that all catalogues can plainly be seen, and even though a numerical system be used, a man soon learns to recognize catalogues of certain manufacturers without referring to any number or indexing system.
In every catalogue file will be found pamphlets, circulars, and price lists which are not easily cared for in bookcases. For these a section of a vertical file is recommended, and in many cases this file[14] has been used successfully for filing all sorts of miscellaneous catalogues. It may be expanded to any capacity, and can be used with equal success for either the alphabetical or numerical system of indexing.
Which is the better depends upon the circumstances, but in nearly every case either the sectional bookcase or the vertical file, or perhaps a combination of the two, will be found most satisfactory.
5. Catalogue Indexing. The principal value of a file of catalogues lies in the index. A miscellaneous lot of catalogues is of very little value unless it be properly indexed. True, most catalogues contain an index, but this is not the sort of index required by the purchasing agent. He does not care for an itemized list of every article manufactured by John Jones & Co., but he does want an index that will show him where he can find descriptions and prices of machines of a certain class. A catalogue may list thousands of articles in which the purchasing agent has no interest, where it lists ten that are of use to him. These ten articles are the ones which should be shown in his index.

Fig. 1. Subject Card for Catalogue Index
The principal index of the catalogue file is one arranged by subjects. A card used for this purpose is shown in Fig. 1. At the top of the card is listed the subject. Below this is given the names and addresses of all manufacturers supplying the goods listed. In the columns at the right are recorded the section number,[15] catalogue number, and page. The section number refers to the section in the file where the catalogue will be found; the catalogue number to the catalogue itself; and the page to the number of the page in the catalogue. In making up such an index, it is unnecessary to include a long list of articles of no especial interest, but simply those which the concern is obliged to purchase. If an entirely new subject comes up, it can then be listed after suitable investigation.
These cards are filed alphabetically, according to the name of the subject. While in some large concerns a more elaborate file will be necessary, this index can usually be kept in a small card tray in a desk drawer.

Fig. 2. Title Card for Catalogue Index
When the numerical system of filing is used, another index is necessary to locate the catalogues by name. In most cases our chief concern would be to locate the catalogue by subject, but there are times when it becomes necessary to locate a catalogue by name. To provide for this cross-index, the card shown in Fig. 2 is used. It will be noted that the arrangement of this card is just the opposite of the subject index, the name and address of the manufacturer being given at the top of the card together with the reference to the section and catalogue numbers. On the lower half of the card are listed the names of articles, made by that manufacturer, in which we are interested. This card is also filed alphabetically, but, of course, under the name of the manufacturer. When the number of cards is limited,[16] both forms can be filed in the same index by using contrasting colors. For instance, a buff color might be used for the subject index, and salmon for the name index.
SPECIAL QUOTATIONS
6. Every purchasing agent receives, in addition to published price lists, many special quotations on material and supplies in which he is interested. Very frequently quotations are received at a time when he is not in the market for the particular material offered, but they are nevertheless of value for possible future use, and should be carefully preserved.

Fig. 3. Card Form for Special Quotations
One method of handling special quotations is to set aside a special file, or a drawer, or a section of the regular file, to be used exclusively for quotations. The quotations, when such a file is used, are usually filed alphabetically according to the name of the material offered. This method of filing necessitates a cross-index to locate the letters by names of firms and is not entirely satisfactory, owing to the difficulty of locating the most advantageous quotations. There may be a dozen or more letters from different firms quoting prices on the same material, and, to find which is the lowest, all must be examined.[17] Again, a firm will make quotations on several lines in the same letter, which necessitates copying a part of the items or reorganizing the filing system.
In a business receiving many such quotations, it is advisable to reserve a special file for them, but we recommend their being filed according to the names of firms. To provide an accessible record of special quotations, the use of a special form, either on cards or loose leaves, is recommended. While no form universally applicable can be devised, the several forms herein presented are very good examples of forms in use and offer some valuable points for study.
Fig. 3 is a conventional form. This is a card, at the top of which is provided space for recording the name of the article or class of material. Below this is a record of all quotations received, giving date, name of the firm from whom the quotation is received, and initials of the salesman making the quotation, when made in this manner. The columns following are for quantity, or size on which the quotation is based, the list price, discount, net, whether f. o. b. or delivered, and terms. The last two columns are for a record of orders placed.
One of these cards is used for each article or class of material on which special quotations are received. Every quotation is recorded, no matter from whom, and when the card is filled a new one is added. Whenever records on any one card become obsolete, the card can be destroyed, keeping the file up to date.
The cards are filed according to the names of the articles or classes of material. When the number of classes is limited, it will be satisfactory to index the cards by means of a straight alphabetical index. In this case quotations on bolts and all other articles, the names of which commence with b, would be filed back of the B index. If the number of articles is large, it is advisable to use blank index guides and write the names of classes of material. As an illustration, in some lines of manufacture, bolts will be used in all sizes. On the index would be written the word Bolts, and back of this the cards would be filed according to sizes, one card being used for each size of bolt. The same plan can be carried out for each class of material. It is also advisable, in a manufacturing business, to subdivide the file as, between materials—representing materials which actually enter into the construction of the product manufactured—and supplies—representing all classes of factory supplies.
A card especially designed for a record of quotations on articles which are listed in several sizes is shown in Fig. 4. The special feature of this form is the inclusion of several columns in which to record prices on a number of different sizes of the same article. This form would be especially applicable in recording prices on such articles as bolts, mentioned in the preceding paragraph.

Fig. 4. Quotation Card for Records of Prices of Several Sizes
ORDERS PLACED
7. Of equal importance is a record of orders placed. A purchasing agent needs to know where orders for a given article have been placed in the past, prices paid, promptness of delivery, and general character of goods received. A convenient method of recording this information is to use a card similar to the illustration, Fig. 5, which shows a form used for recording purchases of a given article between specified dates. The record itself shows the order number, quantity, name of vendor, and full information about prices, including total cost per unit. These cards are filed alphabetically, according to the name of the article, exactly as described for the records of special quotations.
Fig. 6 omits some of the details, but provides for notations relative to quantities, etc., under the heading, description. This form also shows total amount, thus furnishing a record of the gross investment in material of a given class.

Fig. 5. Detailed Record of Orders Placed

Fig. 6. Record of Orders, Including Price and Amount
Fig. 7 is used in a manufacturing business, and is intended to provide a record of orders placed which will prevent a duplication of orders. At the extreme right of this form is a column headed purpose. In many manufacturing businesses, orders for certain materials are placed after contracts have been received, and the material is specified for use on a certain contract or order. In other establishments several lines of goods are manufactured, but certain materials enter into the manufacture of all lines. The purchasing agent may receive requisitions[20] from different sources for material required in these various lines, and his records should show for what lines or departments orders have been placed. Both of these contingencies are provided for in this form, as the purpose of each order is plainly stated.

Fig. 7. Order Record of a Manufacturer, Showing Purpose for Which the Goods are Required

Fig. 8. Record of Orders Providing for Details of Each Order
Fig. 8 is another special form, designed for use where certain particulars are required. In devising a form, it should be made as simple as possible, but, at the same time, provision should be made for recording all particulars that may be of especial value in the business[21] in which it is to be used. The forms shown are presented, not as being ideal for use in all cases, but for their suggestive value.
It is immaterial whether these forms be on cards or in loose-leaf form. That is a question of individual preference, and can only be decided by the person who is to make use of the system.
A good example of a form designed especially for use in a loose-leaf system is shown in Fig. 9. This gives full information about both orders and receipts, furnishing complete information relative to quantities of any particular line handled.

Fig. 9. A Loose-Leaf Record of Goods Ordered and Received
The manner of filing is the same as with the card system, except that these sheets are arranged between suitable indexes in a loose-leaf binder. If desired, the order records and special quotations can be filed together. By using forms of different colors the two can be filed in the same index. This is a very convenient arrangement, for then all records of both quotations and orders are found together. In some cases all of the information required will be found on the order records. When special quotations are received they can be filed in front of, or immediately back of, this record.
While in some offices other special records may be advisable, all necessary information for the average office relative to sources of supply, prices, etc., are provided by catalogues and records of quotations and prices described. Any other information required can be provided for by a modification of the forms referred to.
DEPARTMENT ROUTINE
8. Any discussion of the routine duties of the purchasing department is necessarily more or less theoretical and any method of procedure laid down is subject to such modification as will reduce it to a practical working basis for the individual establishment. To present the subject in a practical manner, therefore, this discussion will be confined to the needs of an average manufacturing business. As has been stated elsewhere in these papers, it is much less difficult to modify a system designed to care for all details in a large establishment than to expand the simple systems of a small business.
The duties of the purchasing agent in respect to the actual purchase of goods may be classified as follows:
1. Receiving requisitions, or orders for materials and supplies required for stock or in different departments.
2. Placing and following up orders.
3. Checking receipt of goods.
4. Checking invoices for prices.
5. Filing order copies and requisitions.
9. Requisitions. Under ordinary circumstances the purchasing agent will place no orders until he has first received a requisition from either the stores department or the department that requires the material. The requisition should in every case state the purpose for which the material or supplies is required, as well as by whom wanted.
Each department should be supplied with its own requisition blanks, and, to make them distinctive, a different color should be adopted for each department. Each department should also be identified by a letter which will be printed on the requisition blank in connection with a serial number. Thus the requisition numbers of one department will start with A1, another B1, etc.
A positive rule should be laid down that all requisitions issued by one department are to be signed by one person, usually the foreman. This rule must be rigidly enforced and no requisitions honored without the proper signature.
While requisitions should be drafted in a form to meet individual requirements, Fig. 10 is given as a typical example that will be found suitable in a large majority of offices.
The requisition, as a rule, is made in duplicate. The original goes to the purchasing agent and the duplicate is retained by the foreman. In some of the larger establishments a triplicate form is[23] used, the original and duplicate being sent to the purchasing agent. The duplicate is then returned to the foreman with proper notations to show that the order has been placed.
There are very few cases, however, where this is necessary. It is not a good plan to require the foreman to keep records that can be eliminated, and the average foreman does not care when or where the order is placed; all he wants is the material. He has no interest in going back of the purchasing agent on whom he has made requisition.
When the factory is located at a distance from the office, requisitions should be in triplicate and bear the O. K. of the superintendent or factory manager. The duplicate will then be filed in the factory office pending the receipt of the goods.

Fig. 10. A Typical Form of Requisition Blank
Foremen who make requisitions on the purchasing agent will retain their copies until the material is received.
On receipt of the requisition, the purchasing agent first investigates to find if the material, or some other that will answer the same purpose, is in stock. If not, he looks up his sources of supply and prices, and then he is ready to place the order. When a large investment is involved, it is usually necessary to obtain special quotations, and sometimes samples, before the order can be placed.
10. Low Stock Report. Another form of requisition is the low stock report furnished by the stores clerk. Every article and class of material in stock is given a low limit. When this limit is reached the stores clerk makes a report, Fig. 11, to the purchasing agent. This is recognized as a notice to purchase. The report shows the low limit and quantity in stock. It is important that the low limit be included, for in some cases it will be found advisable to change the limit. Material formerly used in large quantities may now be in so little demand that it will be thought best to reduce the limit. At other times it will be necessary to increase the limit.

Fig. 11. The Stores Clerk's Report of Low Stock
The report is made in duplicate, a copy being retained by the stores clerk until advised that the order has been placed. There is no special need for keeping these reports permanently; all information that they would supply may be had from copies of purchase orders.
11. Purchase Orders. When an order is placed, it is of course necessary to keep one or more copies. The best practice is to make purchase orders in manifold, providing as many copies as may be required. Modern typewriters and carbon paper render it possible to make all necessary copies at one writing.
The number of copies will be governed by the requirements of the business. In a small business where the goods are received by the purchasing agent, one copy is sufficient. When a receiving clerk is employed, a second copy will be needed by him to check the receipt of goods.
The illustration, Fig. 12, shows a set of six blanks, the original and five copies, which will meet the requirements of the average manufacturing business. These copies will be used as follows:

Fig. 12. Typical Form of Manifold Order Blanks
Original. This is to be mailed or delivered to the vendor.
Follow-Up Copy. This copy is retained by the purchasing agent to follow up the order. It is first filed in a tickler, or date file, back of the date when an acknowledgment should be received. If no acknowledgment is received, the vendor is followed up and the order filed ahead.
The order is next filed under the date when the invoice should be received. After the invoice is received, the order copy can be used to follow up the transportation company for delivery.
Receiving Copy. This copy goes to the receiving clerk who files[26] it according to the name of the vendor. When the goods are received, he checks the items against the copy and returns it to the purchasing agent. In some cases he reports the receipt of goods by means of a receiving slip, which will be explained later.
Auditor's Copy. In a highly organized business a copy of every order is given to the comptroller or auditor. The principal use of this copy is to furnish information in respect to obligations incurred, that finances may be provided in advance.
Cost Department Copy. The copy furnished the cost department is to post the cost clerks in prices. In many large factories complete files of all orders placed are kept in the cost office. This is an excellent plan since it provides a complete price record.
Shop Copy. This is intended for the special use of the factory when located at a distance from the office. It is filed in the office of the factory manager, under the name of the vendor, and supplies him with a record of all orders placed for the factory.
12. Checking Receipts. The purchasing agent will be advised of the receipt of goods by the return of the receiving clerk's copy of the order, properly checked. Or, in some cases, it may be advisable to have all goods reported on a special form, Fig. 13.

Fig. 13. A Form of Report of Goods Received

SURPLUS TOOLS GATHERED FROM OVER-EQUIPMENT AT LOCAL SHOPS AND RETURNED TO CENTRAL STORES ON THE SANTA FE SYSTEM
The Reapportionment of Work, Concentrating all Manufacturing Operations at Topeka, Made it Possible to Return to General Stock Many
Small Tools, to be Used as Needed Instead of Held in Unnecessary or Excess Local Reserve
Courtesy of the Engineering Magazine
In those factories where a receiving clerk, as well as a stores clerk, is employed, the receiving slip should be made in duplicate. One copy will go to the stores clerk with the goods and will later be sent to the purchasing agent, furnishing a double check on the goods. The purchasing agent will send one copy to the cost clerk, first noting the account to be charged. This gives the cost clerk the necessary information for charging out material when used.
One argument in support of this plan is that, having no record of quantities ordered, the receiving clerk will be compelled to carefully count and list all articles received. But it is also true that he is obliged to make a detailed copy instead of merely checking the items against his copy of the order.
Another point in connection with the work of the receiving clerk that has caused much discussion, is the wisdom of furnishing him with a record of prices. The prevailing opinion among manufacturers seems to be that this should not be done. This need not interfere with the operation of our system, for prices can be left off the receiving clerk's copy by using a short carbon. This will keep all blanks uniform in size.
13. Checking Invoices. It may be laid down as a rule that invoices should first go to the purchasing agent, not for audit, but to be checked for quantities and prices. The purchasing agent will check the invoice, note on it the purpose, or the department for which the goods were purchased, and forward it to the auditor. The transaction is then closed so far as the purchasing agent is concerned.
14. Filing. After the O. K.'d invoice has been forwarded to the auditor, the following papers remaining in the purchasing department are to be filed:
Follow-up copy of the order, filed alphabetically under the name of the vendor.
Receiving clerk's copy of the order, filed with the original requisition.
Requisition from the department requesting the goods, filed numerically according to the departmental serial number; that is, all requisitions from Dept. A will be filed together in numerical sequence.
When a record of goods received has been made on the forms prescribed, the purchasing agent's records will be complete.
THE STORES DEPARTMENT
15. In this discussion, the stores department, or stock department as it is frequently called, is treated as a subordinate division of the purchasing department. Properly organized, it becomes one of the most valuable from a profit-making standpoint. Without organization it may degenerate into one of the most useless.
To attain the state of efficiency of which it is capable, the organization and system of operation of the stores department must be of the highest order, otherwise it cannot be expected to fulfill its mission. So much has been written about the failure of stores departments and stores systems to produce desired results, that a statement of what is meant by stores department seems to be demanded before we can arrive at intelligent conclusions regarding its functions and operation.
Broadly, the stores department is that department of a business which has the custody of its stock in trade, materials, supplies, and other physical property, except real estate. Reduced to a concrete example, in a trading business the term means that department which is responsible for the storage and proper care of the goods purchased for resale; also the materials and appliances required in the operation of the business. There may be no department known by this name; there may be no one man whose duty it is to supervise the work; nevertheless, the department exists. Every clerk in a small retail store may be a receiving clerk, a salesman, and a stores clerk; or in a larger establishment several men may be employed as stockkeepers; but in both cases the responsibilities of the stores department are shouldered by some one, perhaps by several people.
Like every other department of a business, the organization of a stores department depends largely upon the nature of the business. To furnish an illustration that can be readily understood, we will treat the organization and operation of the stores department from the standpoint of a manufacturer.
ORGANIZATION
16. The stores department is properly under the direct supervision of the purchasing agent. In the last analysis he is the man who is responsible for the maintenance of a stock of materials and supplies which will at all times be adequate for the business. It is proper,[29] therefore, that he should have supervision over the receipt, storage, and delivery of the goods which he has purchased.
In the actual operation of the stores department, the purchasing agent will delegate his authority to the chief stores clerk, who will in turn be assisted by the necessary number of stock men and a receiving clerk. It will be the duty of the chief stores clerk to see that all materials are properly stored, to maintain the records prescribed, and to furnish such reports as may be necessary regarding the movement of the stock. He will have general supervision over the entire department. In the actual physical operations of the department, he will be assisted by stock men who are subject to his orders.
In small establishments the stores clerk also acts as receiving clerk, but in the larger enterprises, a separate receiving clerk is required. He will check the receipt of all goods, deliver them to the storage places prescribed by the chief stores clerk, and make such reports as may be prescribed. While he is, generally speaking, under the orders of the chief stores clerk, he also makes certain reports direct to the purchasing agent.
TAKING AN INVENTORY
17. Before a stores department can be successfully organized an inventory must be taken, for this inventory will be the basis on which the records of the stores department are founded.
Stores record systems are quite commonly referred to as perpetual inventories, and, occasionally, such a system is pointed to as a failure for the reason that at the end of the year, or other fiscal period, the inventory, that is, the actual physical inventory of the stock, does not check with the records. The fact that systems of stores records have been regarded as inventories in fact, is responsible for most so-called failures. Regarded in its proper relation, a perpetual inventory is nothing more nor less than an accurate accounting of all goods that come into and go out of the establishment, these records to be checked by an actual physical inventory with such regularity and frequency that the accounts can safely be considered as exhibiting a correct inventory. In considering the question, how to take an inventory, we refer, therefore, to an actual physical inventory, that is, a count of every article in stock. When once this inventory is taken and properly recorded, it is entirely possible to install and maintain[30] systems which will make it unnecessary to inventory all of the physical property at any one time.
It has been the general custom in a large manufacturing establishment to shut down for a period of greater or less duration, running all the way from two or three days to as many weeks, for the purpose of taking an inventory. Since it has been considered necessary to shut down for this purpose, inventories have, as a rule, been taken but once a year. All this is unnecessary, for, with proper methods, it is possible to take even a complete inventory without perceptible interruption of the operation of the plant. The first step is to decide, at just what time the inventory is to be taken, and to have all foremen get their shops in readiness. This means a general cleaning up which will make it easy to locate and count, weigh, or measure the materials, tools, supplies, and work in process. Then, at a specified time the work of taking the inventory should be started simultaneously in every shop.
The making of the necessary records will be in charge of a clerk who will be assisted by the foremen and as many helpers as may be required. Each clerk is given a supply of tags, ruled as shown in Fig. 14. These are made in the form of shipping tags, but larger than the usual sizes used for that purpose. It will be noted that the tag is perforated near the top. The portion above the perforation shows the season and date of inventory, the card number, and the department. The card number and the department are repeated on the lower part of the card, which is also divided into two parts. The upper half is for an inventory of material, finished stores, and work in process, divided as to description, name of last operation, the quantity, and the unit. The lower half is for an inventory of tools, machinery, equipment, and supplies, with provision for the description, quantity, unit, numbers, and location. By unit is meant the unit in which the material or supplies are priced, as pounds, yards, dozen, gross, etc.
The first operation is to attach one of these cards, which are consecutively numbered, to each machine, tool, bin, rack, or pile of material. Then the clerk and his assistants will go through the shop and weigh and count the material represented by each tag, recording the items on the tag itself. As this is done, the lower half of the tag is torn off. Since a record is kept of the card numbers given to each clerk, it will be necessary for him to turn in every one, and if care is[31] used in placing the tag on every article before the count has begun, there is no possibility of material being overlooked. As a further precaution against the loss of cards, the remaining part of the tag is afterward removed and sent to the office for checking against the main record. As the tag is used merely to insure a record of quantities of all property, it is unnecessary to include prices.

Fig. 14. Labor-Saving Inventory Tag
With this method an inventory can be taken in a very short time. There are cases on record where an inventory in the largest industrial enterprises has been taken by this method without shutting down the plant in any department for a longer period than two days.
18. Inventory Records. When the physical inventory has been taken, the next step is to record quantities and prices, and make the extensions that the record may show total values. The records of the inventory should be classified; that is, all material or equipment of a certain class should be recorded on the same form, so that the total value of each class can be ascertained.
For a manufacturing business, the inventory is subdivided as follows:
Machinery and Equipment.
Machine Tools.
Small Tools.
Drawings and Patterns.
Materials and Supplies.
Parts and Finished Stores.
Work in Process.
Manufactured Goods.
One form might be made to answer the purpose for all these inventories, but as certain special information is needed in each case, it is considered the better plan to use special forms. We, accordingly, illustrate forms for each of these classes.
Machinery and Equipment. Under this heading is listed all machinery, furniture, office appliances, and equipment of all classes required in the operation of the business. The form for the inventory is shown in Fig. 15, this being a loose-leaf form, about 10 x 12 inches in size.
For this section, a sheet is used for each specific class of equipment, and, where the same class of equipment is required in different buildings or departments, a sheet is used for each department. For instance, all typewriters used in a given department will be inventoried on one sheet, and no other equipment will be inventoried on the same sheet.
The information given at the head of the sheet includes the location, cost, estimated life, name, series number, our number, and from whom purchased. The form provides for a record of date (meaning date purchased), and description of the equipment, original cost, cost of additions and repairs, per cent and amount of depreciation, and the net value. Reference to this record shows the exact number of machines of a given class in use and just where they are being used.
Machine Tools. Under the head of machine tools, an inventory covers all tools of this character, whether purchased or manufactured in the plant. Since large plants usually manufacture their own machine tools, this form is used to show date of manufacture or purchase, description, cost of material and labor, per cent, and amount added to cover the factory burden, and the total cost. Like the form used for machinery and equipment, all machine tools of a given class should be inventoried on the same sheet, Fig. 16.

Fig. 15. Loose-Leaf Form for an Inventory of Machinery and Equipment

Fig. 16. Inventory Form for Machine Tools

Fig. 17. Inventory Record of Small Tools

Fig. 18. Form of Inventory Sheet for Drawings and Patterns
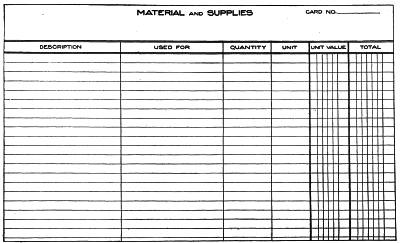
Fig. 19. Form of Inventory Sheet for Materials and Supplies

Fig. 20. An Inventory of Parts and Finished Stores

Fig. 21. Special Form for Inventory of Work in Process
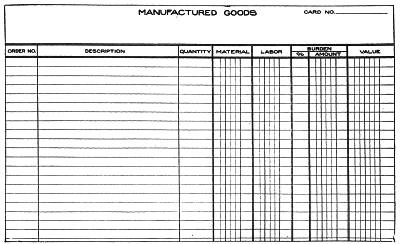
Fig. 22. Sheet for an Inventory of Manufactured Goods
Small Tools. Most small tools are purchased, but some of them may be made in the plant. These tools may be purchased singly, or in lots of one dozen, or in other quantities. To meet these conditions the form, Fig. 17, provides for a record of date of purchase, description, quantity, unit, material and labor costs, per cent and amount of burden, and total cost. When the tools are purchased ready for use, only the last money column is used.
Drawings and Patterns. This inventory includes all drawings and patterns that are in use or of value to the business. In placing a value on this property, conservatism is necessary. A new pattern is supposedly worth what it cost to manufacture it. But a pattern may become obsolete in a very short time. It is necessary, therefore, when taking the inventory, to estimate the probable life of all patterns, basing this estimate not only on wear and tear, but on the probability of their being replaced by later models. The cost of drawings and patterns should be entirely absorbed in the cost of the goods manufactured, and to cover this a very liberal rate of depreciation must be provided. In the inventory form we do not show the depreciation, as we consider it more practicable to take a complete inventory, and make a new appraisal of drawings and patterns at the end of each fiscal period. The form given for this inventory, Fig. 18, shows date put in stock, the number, description, and details of cost.
Material and Supplies. The inventory of material and supplies includes all material which goes into the construction of the goods and all supplies required in the operation of the plant.
In recording this inventory, supplies and material should be kept separate, and each should be thoroughly classified. One sheet should show but one special class; that is, if one of the items is hardware, nothing but the hardware inventory should be included on the same sheet. This form, shown in Fig. 19, gives the description, the purpose for which the material is used, quantity in stock, unit of measure, unit value, and total value.
Parts and Finished Stores. This section is intended to include all finished parts in a plant manufacturing parts to be later assembled into complete machines, also any finished stores or semi-completed parts. Under the latter head would come such items as castings,[42] which are made in advance, to be used as needed. This inventory is recorded on the form shown in Fig. 20, giving the description, for what used, the number of the part, quantity, unit, unit value, and total value.
Work in Process. Under the head of work in process is included all partially completed orders in the plant at the time of inventory. If an efficient cost system has been maintained, it will not be a difficult matter to arrive at accurate costs of all such material. Without a cost system it is necessary to use extreme care in estimating the cost of material and labor to date.
One of the most important items of information in this inventory is the last operation, which means the last completed operation. It is necessary to have this information before we can figure the actual cost. The form for this inventory, Fig. 21, includes description, name of last operation, cost of material, cost of labor, per cent and amount of burden, and total value.
Manufactured Goods. The inventory of manufactured goods includes all goods completed ready for the market. In a trading business this would include the regular stock in trade. Fig. 22 shows a form for the inventory of manufactured goods, which, with slight changes, would answer the purpose for the stock in a trading business. The form shows the order number (meaning the shop order number on which the goods were manufactured), the description, the quantity, the material and labor costs, the burden, and total value.
When these inventories are completed, and the extensions made, it will be seen that a complete record of values of all physical property is provided. From these records the ledger accounts should be adjusted so that all records will correspond. The records also furnish the necessary information from which to make the stores record, which is necessary when installing the system.
These inventory sheets may be filed either in the drawers of a vertical file or in a loose-leaf binder, though the latter is preferred. The sheets for each class should be kept by themselves and classified as explained above. The index may be alphabetical, or blank indexes, on which the names of the classes are written, may be used. The sheets in each class should be numbered consecutively and kept in numerical sequence.

A CORNER IN THE GENERAL OFFICES OF THE DOBIE FOUNDRY & MACHINE CO., NIAGARA FALLS, N. Y.
STORES DEPARTMENT A MONEY SAVER
19. Although a stores department is the first essential in the operation of a cost accounting system, manufacturers sometimes hesitate to install such a department on the ground of expense. Without considering its valuable features, the claim is made that the operation of this department involves a larger expenditure than is warranted by the results. But such claims are not borne out by the experience of manufacturers who have tested the efficiency of the department. Where results are found which appear to support this claim, investigation will invariably reveal faulty installation or faulty operation, or both.
Opposed to this claim, the experiences of many manufacturers show that the stores department is an actual money saver. If anything like an efficient cost-accounting system is to be maintained, a stores department is an absolute necessity; but even if there is no cost system, a stores department can be made profitable. An adequate system of records in a well-organized stores department will show at all times the exact condition of the stock, and this alone should justify the maintenance of such a department. Slow moving stocks are pointed out, so that a greater effort may be made to move them; if a stock is running low, the records give warning before the danger point is reached. All this applies with the same force to a trading business as to a manufacturing enterprise. By showing the volume of stock on hand, by pointing out its movements, a stores-record system prevents the accumulation of dead stock, yet makes it possible to maintain active stocks at the lowest volume consistent with safety, and thereby saves money by keeping the investment at the lowest possible point.
Surprising results in money saving through stores-record systems have been shown by some manufacturers. In one case which came within the writer's observation, a reduction of more than $10,000.00 in the average investment was made. A certain manufacturer of machinery, who had an inadequate stores system, found that his stock of material averaged $30,000.00, while the business required a stock of not more than $20,000.00. He engaged a competent man to install and operate the system, paid him a liberal salary, and at the end of a year found that his stock averaged less than $20,000.00. Moreover, the stock was clean—there being nothing in it that was not needed—was[44] well arranged, and in every respect in a more satisfactory condition than before. That meant a saving of the earnings of $10,000.00, and by using it in extending his business, the money was worth 20% to him.
INSTALLING A STORES SYSTEM
20. When the inventory has been completed, the next important step in the organization of a stores department is to provide the necessary storage places for all materials and supplies and see that these are properly stored.
The question, as to what is a proper storage place is one which must be worked out to fit conditions as found in the individual establishment. Generally speaking, in a manufacturing business, materials should be located as closely as possible to the departments in which they will be used. In a large plant it is usually necessary to have several storerooms to accommodate the various classes of material, and in order that they may be located conveniently. The question of proper storage is a vitally important one in every business, and especially so in a manufacturing plant. Ideal conditions are impossible to obtain in all plants, but the first consideration should be to have a definite storage place for every class of material, and to always keep the material in that especial place. Go into a plant having no well-defined system of storage, and you will find workmen spending more time looking for materials needed than would have been required to take the same material to a stockroom and withdraw it as needed. In trading businesses the necessity for systematic stock keeping has long been recognized. Wholesale houses have their stock arranged in departments and stored on different floors of the warehouse with special men in charge of stock keeping. A retailer, no matter whether he is operating a department store or dealing exclusively in one class of merchandise, has his goods arranged by departments. But in too many manufacturing plants the question of storage for raw material and supplies has received little consideration. A manufacturer will invest dollars in raw material and keep no record of it; yet the same man would regard as preposterous the suggestion that he should keep no record of cash. As a matter of fact, the material should be as well cared for, and as strictly accounted for, as cash. Every dollar's worth of material should be regarded in the same light as a dollar in gold.
Next in importance to the location of the storerooms is the question of the storage of the material itself. The storerooms should be equipped with such bins, racks, shelves, boxes, and drawers as may be required for the proper care of the material. In storing the material the question of its size and weight, and the frequency with which it will be needed, should be considered. Extremely heavy articles should not be stored on the floor, but should be raised to about the height of a truck, thus saving labor both in unloading and loading. Material which is constantly being called for should be kept on shelves that are within easy reach. The top shelves and inaccessible corners can be reserved for articles seldom called for. As far as possible, all articles of the same class should be kept in the same section of the storeroom. Above all, a given article should always be kept in the same place. In some storerooms it is not uncommon to find, hidden away in some dark corner, articles which are not supposed to be in stock, all because no definite storage place has been provided. The record system can be of little value unless the articles are to be found in the sections allotted to them.
All of this but emphasizes the importance of having the storeroom and stores system under the exclusive control of one man. No one should be allowed to interfere with the work of the chief stores clerk. If there is any cause for criticism it should be taken to his superior. Suggestions from foremen and others who are obliged to make use of the storeroom, should, and probably will, be welcomed by the average stores clerk, but no foreman should instruct one of his men to place material in the storeroom except as instructed by its head.
Aside from the storeroom proper, the stores clerk will have charge of material stored outside of the plant. Lumber, fuel, and heavy castings are examples of material coming under this head. Nevertheless, his records should include all of this material, and he should have general supervision over its storage in order that he may more readily determine, or more closely estimate, quantities in stock.
21. Receiving. In the organization of the stores department, it is necessary to provide for a record of the receipt of all material and supplies. The system must be so constructed that it will not only insure a record of all goods coming into the establishment, but prevent the acceptance of goods which should not be received.
All receiving should, therefore, be in charge of one man. In the larger industrial enterprises, a receiving clerk is employed, whose duty is to receive and receipt for all goods coming into the establishment, and to deliver them to the storeroom or the department in which they are to be used. The stores clerk may, in a small concern, perform all of the functions of the receiving clerk.
When goods come in, the receiving clerk will refer to his file of purchase order copies to find if the goods have been ordered. It will be remembered that an alphabetical file has been recommended for these orders, which are to be filed under the name of the shipper. The reason for this is that the package does not always show the nature of its contents, while the name of the shipper is almost invariably shown somewhere on the package or on the shipping tag.
Goods should not be accepted by the receiving clerk unless he has an order. To do so is liable to cause trouble. As an illustration, we will suppose that the concern has made a contract for material on which deliveries are to be made at stated intervals. The first shipment received shows that the material is not up to specifications and the contract is cancelled. Pending an adjustment, the receiving clerk is instructed to accept no more material on the contract. If he does so, the concern will very likely be obliged to pay for it, and it may even have a bearing on the entire contract.
Another class of shipments which must be carefully watched is the return of goods by customers of the concern. In some businesses, this question is not important; in others, great care must be exercised to insure proper credit. In a manufacturing or a trading business other than retail, the customer will usually notify the house that he is returning goods. When such a notice is received, instructions should be given to the receiving clerk whether to accept or refuse them.
One class of business in which the receipt of returned goods must be handled with extreme care is the installment business. Most installment contracts vest title to the goods in the seller until all payments are made. To avoid payment, a customer may return goods without notice. Acceptance by the seller cancels the contract at once. A safe rule to follow, therefore, is to accept no returned goods until authorized to do so by one in authority.
The receiving slip, Fig. 13, Page 16, is to be filled out by the receiving clerk. One copy will go to the purchasing agent and the[47] other to the stores clerk. From these reports the stores clerk makes his record of material received. In some cases material ordered for the use of a particular department is to be sent direct to the department and not to the storeroom. A third copy of the report should be made which will be sent to the department, from whence it will go to the stores clerk, properly receipted.
22. Deliveries. The stores clerk, being in custody of all stock, is responsible not alone for its safe keeping but for deliveries. He must be in a position to show what stock has been delivered, to whom, and for what purpose.
There is but one method that will insure an accurate record of deliveries and that is, to deliver no goods without a written order or requisition, signed by one having authority to authorize withdrawals.
Each department, or shop, should be supplied with storeroom requisitions, numbered consecutively with the department number or letter; that is, a requisition from one shop might be numbered B 100, another C 100. These requisitions should be made in duplicate or triplicate. When the duplicate form is used, the original is sent to the stores clerk and the duplicate retained by the foreman. When the stores clerk has completed his records and the foreman has received the material, both copies are to be sent to the cost department. One copy acts as a check against the other, making it impossible for either the stores clerk or foreman to make false returns. To make identification easy, the two blanks should be printed on paper of contrasting colors. In the cost department one copy should be filed according to the department in which the requisition originated, keeping the numbers consecutive, and the other under the production or job order number. On completion of the order, the latter copy can be destroyed as it will no longer be needed. The departmental copies may also be destroyed, say at the end of a three months' period.
Sometimes it will be found advisable for the stores clerk to retain a copy of the requisition, in which event the triplicate form will be used, two copies being sent to him. He will file his copy by production order numbers, if for material, or by departmental numbers, if for supplies.
All requisitions should provide for a record of prices and values, these to be entered in the cost department. If this is omitted it will[48] be necessary for the cost clerk to enter the items and extend cost on another blank; when included, he can post values direct from the requisition to the permanent cost records. Place should also be provided on the requisition for the signature of the one who receives the material.

Fig. 23. Requisition for Material to be Used on a Production Order
A form of requisition adapted to the use of the average manufacturing enterprise is shown in Fig. 23. This form shows the department number, the date, the production order number, quantity, description, cost, and value. At the bottom the necessary form of receipt is provided. Usually this form will be found adequate for both material and supplies. When used for supplies, the purpose for which they are intended is to be inserted in place of the production order number. Special forms for supplies and repair material are used in some plants. These should differ in color from the material requisitions. A form of this character is illustrated in Fig. 24.
STORES RECORDS
23. The installation of a stores-record system calls for the exercise of judgment of the highest order, for the record of material and[49] supplies is of no less importance than the record of cash. As has already been stated, material should be accounted for with the same fidelity as cash; a dollar's worth of material should be regarded as a dollar in gold.
The stores record system should be an integral part of the accounting system of a business; it should be checked as carefully as any account in the ledger. Only by making the stores record a part of the accounting system can it be operated successfully.

Fig. 24. Special Departmental Requisition for Material
Stores records may be divided into two classes—one recording both quantities and values, and one recording quantities only. Frequently both classes are used in one establishment. In the storeroom a system is maintained which records quantities without prices; in the cost department a record of values and quantities may be kept.
The records kept in the storeroom are primarily intended to show quantities on hand, or rather quantities that should be on hand. Sometimes these records show prices, but there appears to be no good reason why this should be done. It is better to have all accounting of values done in the accounting department.
The records under consideration are those of the storeroom. These records must show quantities received and quantities issued, from which a record of the quantity on hand can be obtained. To supply the necessary information, the records must show quantities[50] of each article or kind of material in stock, which necessitates a system of units. Some articles will move much more rapidly than others; therefore, a bound book is not practical. Either cards or loose leaves can be used successfully, a card or sheet being used for the record of each article.
In order that the records may be instantly available, they must be properly classified. The classifications should follow the same lines as the ledger accounts, which will correspond with the classifications adopted in recording the original inventory. Records of material and supplies should be separated, and each divided into classes. The cards or loose leaves should be filed and indexed according to these classifications.
For example, we will suppose that one division of the material account is hardware. On one index will be written the word Hardware, the index forming a main division. Back of the index all cards or sheets recording articles that come in the hardware classification will be filed, these records also being properly classified and subdivided. In the hardware stock will be found screws of several classes, as round-head bright, round-head blued, flat-head bright, flat-head blued. In the S section, back of Hardware, one index will be headed Screws. This division will be subdivided by indexes headed with the names of the classes or kinds of screws. The stores record cards or sheets will then be filed back of these subdivision indexes in the order of sizes. A card or sheet may be used for each size, or several sizes may be recorded on the same sheet.
24. Verification of Stores Records. When indexed in this manner the stores record of any article can be quickly located, and the sectional divisions will assist greatly in verifying the records. While the stores records are intended merely as records of material in stock, their accuracy must be verified by an actual inventory, just as the cash account is verified by a count of cash on hand. However, if thoroughly classified, it is not necessary to verify all of the stores records at one time; they can be verified by sections, or the record of a single article can be verified by an article inventory, without regard to other records.
Accounts in the ledger should be arranged to correspond with the stores classifications, that is, purchase accounts should be carried with materials forming the main divisions of the stores records; as[51] Hardware, Bar Steel, Foundry Material, Foundry Supplies, and Factory Supplies. When the stock of one class, as hardware, is inventoried, the result should be recorded on the regular inventory sheet, priced, and extended, and the total compared with the hardware purchase account in the ledger. Any discrepancies should be adjusted at once, but if the records are carefully kept, and an inventory of each class is taken two or three times a year, the discrepancies should be practically nil.
If the routine prescribed is faithfully followed, there is no theoretical reason why stores records should not check as closely as cash, with the possible exception of bulk stores, like fuel and ores, where estimates are necessary. Even then, if inventories are taken when these stores are at the lowest point, there should be little difficulty in arriving at accurate results. However, the greatest responsibility rests on the chief stores clerk. He must not let a single pound of material leave the storeroom without an order, for it is on the accuracy of his records that all of the accounts are based. The order copies received in the cost department furnish the basis for all material charges. Here prices are entered and extensions are made. The chief cost clerk will transmit to the chief accountant weekly or monthly recapitulations of all material charged out. The chief accountant will credit his purchase accounts and debit Manufacturing, Maintenance, Repair, or Expense accounts as the case may be. Purchase accounts thus become controlling accounts of the stores records, and the latter takes its legitimate place as an integral part of the accounting system.
RECORD FORMS
25. All forms for stores records, no matter what the class of material recorded, possess certain characteristics in common; yet the information required about each special class is usually of such nature that a special form is advisable. This may mean the use of several forms in the same establishment.
When installing any system, however, it is more economical to invest more money in printing and have forms that fit exactly, than to attempt to make special records conform to forms prepared for other purposes. If certain specific information is required, the form should be designed to exhibit just that information, and if the form[52] is properly designed, the saving of time both in recording and consulting the record will much more than offset the slight additional cost of special printing.
The number of forms must not be so large as to cause confusion, but against the opposite extreme the cost of time must be considered. It will be found that the value of clerks' time is greater than the cost of printing.

Fig. 25. Form for a Stock Record of Materials and Supplies
26. Material and Supplies. For material and supplies the same form will be found satisfactory in most establishments. The form should provide for the name of the material, the unit in which it is purchased, the purpose for which used, the location in the storeroom, and quantities received and delivered. Fig. 25 shows a form designed for records of this class. In addition to the headings specified above, spaces will be noted at the top of this card for maximum and minimum. These refer to the quantities of material to be carried in stock and represent the high and low limits. These limits should be established for each article in stock and when any article reaches the low limit a report should be sent to the purchasing agent on the form shown in Fig. 11, Page 14. This form provides[53] for a record of order numbers for all deliveries, a feature which should be incorporated in all cases where the form is for the use of a manufacturing business. At the extreme right is a column headed verified. When an inventory is taken, the date and balance on hand is to be entered under this head.

Fig. 26. Stock Record Form showing Orders Placed
A conventional form is shown in Fig. 26. The special feature of this form is a column for a record of orders placed. Usually this column is not required on the record of the stores clerk, but, if used, the order numbers should be entered from the receiving clerk's copy of the purchase order. On both of the forms illustrated several columns are provided for deliveries to one for receipts. This is necessary, as deliveries are in smaller quantities and much more frequent than receipts.
Fig. 27 shows a form that includes values as well as quantities. This is not considered necessary, as a rule, for the storeroom, but where the stores records are kept in the factory office, as is sometimes done, it is a good plan to include values. On the reverse side of this form a complete record of orders is kept.
Another form that includes values is shown in Fig. 28. This form is well adapted for a record of almost any class of material or supplies.
The form illustrated by Fig. 29 is specially adapted for a record of supplies. Under the head of distribution the department to which[54] the supplies are issued is entered.


Fig. 27. Front and Reverse
of Stores Card Used
by a Manufacturer
27. Parts and Finished Stores. A record of parts and finished stores is very essential in many manufacturing enterprises. The modern tendency in machinery manufacture, for instance, is to standardize production, making all parts interchangeable. Parts are manufactured in large quantities, on special orders, and placed in stock until needed.
It is very necessary[55] to know the condition of the stock of parts to insure against overstocking, and to prevent the supply running low. A record of parts should therefore be maintained on the same lines as for material and supplies. Usually, a parts storeroom, with a clerk in charge, is maintained apart from the material storeroom.

Fig. 28. Stores Record Form which Includes Values

Fig. 29. Special Stores Card for Supplies
The form illustrated by Fig. 30 is designed for a record of parts and finished stores. This form provides for a record of the same[56] information as given for material, with the addition of the number and size of the part. No change is needed in the form of record of receipts and deliveries.

Fig. 30. Stores Record of Parts and Finished Stores

Fig. 31. A Record of Parts in Stock
Fig. 31 shows another form for parts. The special feature of this form is the record of values, which is advisable if the records are[57] kept in the cost department. Parts records are more frequently kept in the cost department than material and supplies records.
28. Material Returned to Stock. When a foreman receives an order to manufacture a certain article, or part, he estimates the quantity of material required and draws it from the storeroom. Naturally he does not always estimate the exact quantity; he may run short or have material left when the job is completed.

Fig. 32. Record of Material Returned to Stock
Unless the material can be used immediately on another job, it should be returned to stock, with a report to the stores department. The form for such a report is shown in Fig. 32. An essential feature of this form is the order number for which the material was drawn, this being the production or shop order number.
When the stores clerk receives unused material and this report, he will enter the quantity on the stores record under the head of receipts, and forward the report to the cost department. The cost and value will then be entered and credited on the cost records.
29. Material Transferred. When a foreman has left-over material which can be used on another job, a report is necessary to insure credit to the job for which it was drawn and a charge to the job on[58] which it was used. Fig. 33 is a form for this report. This shows the numbers of the jobs for which the material was drawn and to which the material has been transferred. After entering the correct quantities on his stores record, he sends the report to the cost department. If it is not considered necessary for the stores clerk to make these corrections on his records, the report may be sent to the cost department by the foreman.

Fig. 33. Report of Materials Transferred
MACHINERY AND EQUIPMENT RECORDS
30. In every business enterprise there should be kept a record that will give a full and complete history of every machine or other article of permanent equipment. There are many ways in which such a record will prove valuable.
Not infrequently a new part will be needed for a machine which has been in use for several years. There may be no mark on the machine showing the name of the manufacturer; perhaps no one remembers from whom it was purchased. The result is a frenzied search through books and files—confusion—a vexing delay—all for the want of proper records.

LATHE DEPARTMENT IN THE PLANT OF THE BURROUGHS ADDING MACHINE CO., DETROIT, MICH.
Or, there is a fire, resulting in the loss of a machine costing $3,000.00 that has been in use two years. The adjuster figures depreciation at, say, 10% a year, or $600.00. There is no record showing that it cost $400.00 additional to install the machine, or that repairs have been put on it to maintain its efficiency. At least the depreciation should be figured on a basis of $3,400.00, the real cost of the machine.
A proper record would show the original cost, the amount expended for repairs and additions, and the amount charged off for depreciation. Such a record should be kept, but no special form is required. The machine inventory form, Fig. 15, answers the purpose. For the more important machinery, one of these sheets should be used for each machine. These sheets constitute a machinery and equipment ledger, controlled by the machinery and equipment accounts in the general or special ledger. Thus the connection between these records and the general accounting system is maintained.
THE TOOL ROOM
31. One department of a factory that is either a source of expense or a factor in saving money, according to the way it is conducted, is the tool room. The tool storeroom is referred to here, rather than the department maintained by large manufacturing enterprises for the manufacture of machine tools.
Every manufacturer is obliged to maintain a complete stock of tools of sufficient size to meet the requirements of his establishment. Unless these tools are properly cared for, the investment is very liable to creep up to a point entirely out of proportion to the requirements.
Perhaps no class of property in a manufacturing plant is so frequently lost as small tools. When no storage place is provided, workmen are liable to leave tools where they were last used. They are soon scattered about the shops and, because they are not readily found, new tools are purchased.
A special tool room is usually necessary, though in some cases the tools can be stored and cared for in the material storeroom. In plants manufacturing machine tools for their own use, the foreman of the tool department can care for the small tools in connection with his regular work. It is also the duty of this department to keep the tools in proper condition for use.
For the storage of tools there should be provided racks and bins in suitable sizes. All tools should be numbered and the sections of the tool rack given corresponding numbers. For example, the stock includes one dozen hammers of a given size and style. This tool is given number twenty and the number is stamped on each hammer. The hammers are placed in section number twenty of the tool rack. At the same time twelve brass checks are stamped with the same number and hung on a hook above the section containing the tools.

Fig. 34. Section of Rack for the Storage of Small Tools
A section of such a tool rack, showing the number checks, is illustrated in Fig. 34.
There are several methods of keeping track of tools issued to workmen. In some plants a written receipt is required for each tool issued, but this plan is not recommended for the reason that the workman should not be asked to take the time to write a receipt, or to wait until it is made out by the tool-room foreman. He should be given the tool promptly and the system employed should not cause him to waste time.
To overcome these difficulties, the check system is used. There[61] are several variations in the operation of this system, but, in the opinion of the writer, the double check system is the most practical and satisfactory.

Fig. 35. Board on which
Tool Checks
are Kept
First, the tools are numbered, as described above, and a brass check provided for each tool. Then a board, divided into squares, as shown in Fig. 35, is prepared. In these squares the names or numbers of the men obliged to draw tools are written. Each square contains two hooks on one of which twelve checks bearing the man's number are hung. When workman No. 2 receives tool No. 15, one of the No. 2 checks is taken from the board and hung above section No. 15 in the tool rack; at the same time one of the No. 15 tool checks is hung on the second hook in the No. 2 square on the board.
It will be readily seen that there must be, at all times, twelve checks in each square on the board, counting both tool and workman's checks. Reference to the tool rack will show how many tools have been issued and what workman has them. The advantage of this system is that it is practically automatic. A perfect record of the movement of tools is kept without the necessity of making entries on cards or in books.
Another method of operating the double check system is to supply the workman with a number of tool checks, these checks bearing the workman's number. When he wishes to withdraw a tool he presents one of these checks, which is hung above the tool rack. One of the checks bearing the tool number is then placed on the hook under the workman's number on the board.
One disadvantage of this system is that the workman is more liable to lose checks than he is to lose tools. Theoretically, the number of checks in possession of the workman at any time, added to the number of checks on his hook on the board, should equal the number originally given to him. If, however, he loses a check, it usually means a dispute, as the workmen naturally does not feel that he should be penalized by failure to return a check on which no tool has been issued. All things considered, the method first described is probably the most satisfactory.

Fig 36. Special Stock Record of Machine Tools
32. Tool Records. While the system described above furnishes a complete check on the tools, it should be supplemented by a record which will serve as a perpetual record of values. The tools may be divided into two classes, namely, machine tools, and small tools, each requiring a somewhat different form of record.
Fig. 36 is the form of record for machine tools, this being on either a card or loose leaf. One card is used for each tool required. The record shows the name of the tool, the number, size, purpose for which used, and date made. Below this is a complete record of the[63] cost, showing quantity manufactured, cost of material, labor, and burden. When tools are destroyed a record is made showing date and value, and the balance on hand is debited in the last column.
For small tools Fig. 37 is used. This record shows much the same information as for machine tools. The special feature of this form is the record of quantities received from time to time, number delivered and returned, and number destroyed. As a rule, it is unnecessary to record deliveries on this card, though in the case of some very expensive tools, it may be advisable to do so.
Both of the forms referred to above are filed in the same manner as other stores-record cards. The main divisions would be by name, or by departments, with subdivisions according to size.

Fig. 37. Inventory Form for Small Tools

THE SHOP ORDER DEPARTMENT
This Department Issues all Manufacturing Orders and by a System of Tracers Follows the Work through the Various Shops to Completion.
Western Gas Construction Co., Ft. Wayne, Ind.
RECORDS OF LABOR AND MANUFACTURING ORDERS
LABOR RECORDS
1. The successful outcome of any project, in whatever field of endeavor, depends on the coöperation of labor. Labor is energy applied. The intelligence with which the energy is applied determines its productiveness. The unskilled laborer applies energy, in the form of his own strength, directly to the task before him. The skilled worker uses his skill to direct the energy of nature that has been applied to propel machines and appliances, which in turn have been created by the skillful manipulation of inanimate properties. Thus the combination of natural forces and the intelligent application of those forces, under the direction of a skilled man, result in the highest degree of productiveness.
In the employment of labor, there are two parties to be considered—the employer of labor and the seller of labor. The desire of the first is to secure the results of the labor at the lowest possible cost per unit of production rather than at the lowest cost per individual. The desire of the second is to secure the highest price for his labor, based on the unit of time rather than on the unit of production.
In the final analysis, the desires of the two are found not to be inconsistent, nor opposed to each other. The employer cares little what labor costs per unit of time, provided the cost per unit of production is kept down to the lowest point; the seller of labor cares not how many units of production result from his labor provided he is paid a satisfactory wage.
The ideal method of regulating the payment of wages is, therefore, one which will insure to the laborer a high wage under conditions resulting in a correspondingly high rate of production. To solve this problem, to evolve an ideal system, has long been the study of engineers. The studies of these men are bound to have a[66] far-reaching effect. From the older method of an exclusive day wage to the modern systems that combine day wage and piece rates, is a long step. Investigations and experiments, now going on in all directions, are carrying the movement forward, and are destined to evolve an ideal system.
WAGE SYSTEMS
2. Wage systems, as applied to manufacturing industries, may be divided into the general classifications of day wage, piece rate, and premium systems. Besides these three, there are a number of systems, bearing the names of their originators, which are the result of a combination of certain features found in two or more of the three general methods. A study of modern wage systems necessarily involves a study of the distinguishing features of the three primary methods.
3. Day Wage. Of the three general plans on which labor is paid, the oldest and best known is the day-wage plan. It is the most widely used because best understood. The day-wage plan contemplates the payment of a stated wage for a stated unit of time. If all men performing the same task were equally skillful, or if the wage rate could be adjusted in conformity with the varying degrees of productiveness found in every body of workmen, the day-wage plan would be ideal. But neither of these conditions exists.
Workers are liable to insist on the application of the rule of organized labor, that all men performing similar tasks shall be paid the same wage. Since all men are not equally skillful, this results in certain inequalities. On the one hand, the wage rate is based on the lowest rate of production, which is unjust to the more skillful man, who either reduces his productiveness to the level of the least skillful, or transfers his energies to another field of endeavor. As an opposite extreme, the rate is based on the highest rate of production, which is manifestly unfair to the employer.
In actual practice, then, it is necessary, from the standpoint of the employer, to employ overseers to drive all workmen to a maximum rate of production, which, theoretically, means the elimination of all workers who are unable to attain the maximum. Again an injustice results, this time to the weaker man.
4. Piece Rate. The first plan evolved, in the search for a plan that would remedy the inequalities of the day-wage plan, was the piece-rate plan. The piece-rate plan contemplates the payment of a stated wage per unit of production, without consideration of the rate of production.
The argument was advanced that a uniform rate per unit of production would result in an equitable wage, because based on the productive skill of the individual. But the plan has failed in many cases to produce the desired results, for the reason that it does not take into consideration the factor of time.
In the establishment of a wage rate, the factor of time must be considered, or the rate will not be equitable as between employer and employe. The employer must furnish the shop, the tools, the power, the heat and light. The cost of these items does not necessarily vary in direct ratio with the increase or decrease in production. These expenses must be absorbed by the finished product, therefore, even under a piece-rate plan, the rate of production (the factor of time) has an actual bearing on the rate per unit.
From the standpoint of the employer, the rate per unit should be based on the productiveness of the individual, and should insure to the most skillful, a wage as high as, or slightly higher than, he would receive under the day-wage plan. This would, in theory, give to the less skillful man a wage exactly commensurate with his skill. But as workers become more and more skillful, and increase at the same time their productiveness and their earning capacity above normal, there is a tendency on the part of the employer to reduce the rate per unit to bring the aggregate wage back to normal. The result is that the worker, fearing a reduction in the rate, limits his production to the number of units that will insure an average wage.
Thus the system fails in its object. It does not reduce the cost of production to the lowest point. However, when piece rates are intelligently applied they are found very satisfactory in certain lines. But in all cases, the piece rate tends toward a uniform rate of production, and, while reducing the cost of superintendence, involves the expense of inspection. The latter, however, is not necessarily an added expense, for, as a rule, inspection is required regardless of the wage system in use.
5. Premium Systems. To obviate the difficulties found in both[68] the day-wage and piece-rate plans, the premium or bonus system was evolved. This improved system of wages is intended to fulfill the following conditions:
1. A guaranteed rate per hour for each grade of work for a contract period.
2. An average earning power continuously higher than usual.
3. A lower cost per unit to the employer as wages automatically increase.
4. A supplemental earning power, or bonus, to the worker above the day wage, the bonus being based on efficiency.
The premium system is a combination of day wage and piece rate, involving the establishment of standard times for stated tasks. It is based on the theory that if, when a standard time has been fairly established, the worker performs a task in less than standard time, he is entitled to a bonus, or extra pay, for the time saved. The bonus is based on the wage rate paid for standard time.
For what part of the time saved the workman should be paid, depends on circumstances. It might be argued that the workman is entitled to full pay for all of the time saved, but other factors than the dexterity of the workman enter into the time saving. The employer supplies additional power, there is an extra cost for wear and tear on machinery, and an extra quality of material; all have a bearing on time saving. The employer is, therefore, entitled to a part of the saving.
The original premium system is known as the Halsey plan. There are, however, several well-known modifications of the plan, all based on efficiency, but each having certain distinguishing characteristics. No more clear presentation of the essential features of the best known premium systems has been made, than is found in a review by Mr. Carl Bender, published in the Engineering Magazine, from which the following is quoted:
HALSEY PREMIUM PLAN
To mitigate to some extent the evil workings of piece rates, Mr. F. Halsey invented the premium plan shown in Fig. 1.
The slant of the wage line may be at any angle from horizontal, straight piece rate, to coalescence with day rate line. This system possesses at least four valuable points:
1. It pays day rates if a longer time is taken than standard.
2. It is a very flexible system and can be adapted to different conditions.
3. It lessens but does not obviate the necessity of changing rates.
4. It lessens but does not wholly remove the inclination to limit output.
It is in one respect a step backward, since it substitutes uncertainty for definiteness as to wage costs. Nevertheless, the Halsey system was an admirable step in advance. Usually the worker is given either one-half or one-third the time he saves. Psychologically it is much better than piece rate, since most workers are more inclined to lessen their time than to increase the number of pieces turned out. A man will deliberately decide that he ought not to turn out more than five pieces a day, but he will not feel the same desire to avoid breaking his own record of two hours per piece.
Under the Halsey system, no limit is placed on a man's earning power per hour, and also a minimum piece rate of one-half or one-third the initial rate per piece is allowed, so that if a man worked on his own time, he would at least receive per piece one-half or one-third standard pay.

Fig. 1. Diagram of the Halsey Premium Wage System
TAYLOR SYSTEM
A fundamental departure was made by Mr. Fred W. Taylor, in his differential piece-rate system, a diagram of which is shown in Fig. 2. Mr. Taylor does not establish an initial time by guess or by assuming a more rapid gait than on day work, nor does he appropriate other unscientifically determined times. His method is to standardize all conditions in the shop, to make them as perfect and smoothly acting as circumstances will permit, and then to determine a reasonable minimum time in which the job can be done. As a result, Taylor's standard times are very much lower and also very much more carefully and accurately determined than any system hitherto considered. Mr. Taylor scorns the suggestion that by any chance the worker could earn excessive wages. Any wages that an unusually efficient worker can earn are legitimately his own. Assuming that under the Taylor system a worker should do four pieces in four hours, his wages for the time would be $1.00, but Mr. Taylor allows an increase of 20 per cent, 25 per cent, 30 per cent, or even more, according to the class of work, for ascertaining[70] standard time. Let us assume 20 per cent increase. The worker then receives for four pieces in four hours, $1.20, a rate of $0.30 each. For less than four pieces the maximum hourly rate is $0.25, therefore $0.25 each. If the worker only delivers three pieces in four hours, his earnings are only $0.75, or $0.1875 per hour. Mr. Taylor's system awards, therefore, a heavy and increasing premium for high efficiency, a heavy penalty for low efficiency.
The method of standard time determination is so rigorous that the worker cannot figure on curtailing his output. He has to hustle to make wages even at the low piece rate, and if he succeeds in this, a very little extra effort will give him a higher piece rate.
The excellence of the system lies in the accuracy with which proper rates are predetermined. It is, however, somewhat inflexible and not so well adapted to work in which unforeseeable variations in time occur.

Fig. 2. Diagram of the Taylor Differential Wage System
THE GANTT BONUS SYSTEM
Mr. Gantt, a disciple of Mr. Taylor, introduced at the Bethlehem Steel Company a bonus plan, see Fig. 3.
As in Mr. Taylor's system, the proper time is most carefully and accurately predetermined. If the worker reaches the proper time, he is given a bonus of 25 per cent above normal wages for the time. If he does still better, he is given half of what he makes, as in the Halsey plan. If he does not reach standard time, he is paid only 75 per cent of normal wages for the excessive time, provided bonus earned permits the imposition of this fine. If he had bonus to his credit he would not be fined, however much he fell below standard.
This system has shown certain psychological disadvantages in practice:
1. The men have made it a point of semi-honor, among themselves, not to do better than standard times.
2. Although the actual fines for failing to reach standard times were insignificant, the men claimed that they were being robbed of thousands of[71] dollars in this manner. Neither fall-downs nor ability to lessen standard time are always up to the man. It is therefore unfortunate when a favorable chance occurs to lessen time, that the worker deliberately holds back. It is also often unjust that he should be fined for what may not be his fault.
Actual experience with these different wage systems brings out the fact that psychology accounts for quite as much as any fair condition, and that a good wage system must not only be fair but must also hit the men right.
EMERSON EFFICIENCY SYSTEM
The most recent wage system is the Efficiency System, evolved and perfected in theory by Mr. H. Emerson and his assistants and practically applied by the officials in the shops of the Santa Fé Railway.

Fig. 3. Diagram of the Gantt Premium Wage System
This wage system superficially resembles the Halsey line, Fig. 4, but in theory and in fact differs radically from all previous wage systems, although it embodies much that was best in all of them. It retains the principle of day pay irrespective of performance. It retains in modified form the principle of a flat piece rate. Like the Halsey system, it pays more per piece for less competent work. Above all, it retains Mr. Taylor's and Mr. Gantt's principle of accurate and scientific shop organization, including standard times for every job and operation.
It pays a high premium above wage or piece rate for coöperation or assistant foremanship on the part of the worker, and finally, as part of regular and daily shop practice, it revises erroneous schedules whether they be too low or too high, and it makes this revision without lessening the earning power of the worker. In addition it substitutes for the costly, annoying, inaccurate time recording of each job, a general monthly efficiency record which covers the shop as a whole, each department, gang, foreman, worker and job, and,[72] based on accurate study and efficiency, it predetermines, before work is begun, the absolute cost of every operation.
These results are facilitated by recognizing that the attainment of standard conditions as to all operations depends on four totally different elements:
(1) The shop itself must be highly organized and efficiently operated. This is a duty that devolves solely on the management, and for poor organization and operation the worker is not responsible.
(2) The character of the work itself, the quality of materials, etc., may vary greatly on the same job at different times. Neither manager nor worker is wholly responsible for this variation.

Fig. 4. Diagram of the Emerson Efficiency Wage System
(3) Assuming standard shop and work conditions, the worker himself can do much to coöperate with the management in making the other conditions as well as himself effective.
(4) Costs should be standardized for the shop on a basis of normal conditions and be adjusted in the counting room on the basis of the monthly efficiency factor.
(a) As an incident to high shop organization and efficient operation, the standard time required for every job should be scientifically ascertained.
(b) To eliminate accidental and unavoidable variations in material, etc., the worker is allowed to sum the standard time of all his jobs, gaining on some, losing on others, averaging closely even.
(c) For coöperating with the management in eliminating wastes, the worker is paid a 20 per cent bonus for the efficiency of 100 per cent, which means, that the time taken for all his jobs must be equal to the standard times allowed for all his jobs. If he takes 10 hours on a 1-hour job and 1 hour on a 10-hour job, his average remains 100 per cent.
(d) The same work is assumed to be done always in the same standard manner. Variations from standard are a general charge or credit to shop efficiency, not a specific variation in cost. A train passenger is not charged more because his train has been delayed by a snowstorm, or less because a fair wind and a clear track made the particular train run less costly than usual.
Under the efficiency system the worker is entitled to standard day rates, even if he is doing nothing. If, however, by reason of special individual effort or skill, he does his work faster, he is entitled, not to a part (one-third or one-half, as in the Halsey system), but he is entitled to be paid in full for all the time he saves. As he has not less coöperated with the management, he is, in addition, entitled to 20 per cent bonus for all the time he works.
Therefore, if a worker whose pay is $0.25 per hour delivers 300 hours of jobs in a month of 250 working hours, he receives:
| 1. | 250 hours at $0.25 | $62.50 | |
| 2. | 50 hours saved, at $0.25 | 12.50 | |
| 3. | 20 per cent on 250 hours' pay | 12.50 | |
| —— | |||
| Total | $87.50 | ||
If, however, the worker does not so coöperate with the management as to make the shop operate at high efficiency, himself included, he does not receive as much extra pay, but a lessening amount until at 67 per cent and below he is paid day rate and no more.
The diagram shows plainly the efficiency wage line beginning at 6 hours, showing 20 per cent increase at 4 hours, standard time, and paying 4 hours time even if the work took no time at all—a condition that arises practically quite often, as when a worker runs two jobs at the same time, or when he does work on his own time.
While the diagram can be applied to a 4-hour job, the worker is not paid by the separate job, but is paid straight day wages and a bonus for his full-pay period efficiency. For each per cent of efficiency there is a corresponding increase in pay.
For 100 per cent efficiency the increase is 20 per cent, and for each 1 per cent increase in efficiency above an efficiency of 100 per cent, the pay also increases 1 per cent; therefore, for 120 per cent efficiency the pay is increased 40 per cent. Below 100 per cent the pay table runs as follows:
| Efficiency Per Cent |
Additional Pay Per Cent |
|||||||
| 67 | 0 | . | 00 | |||||
| 74 | 1 | . | ||||||
| 80 | 3 | . | 27 | |||||
| 85 | 6 | . | 17 | |||||
| 90 | 9 | . | 91 | |||||
| 95 | 14 | . | 53 | |||||
| 100 | 20 | . | ||||||
The system has other merits:
(1) It standardizes not only the work of each worker, but also of every foreman, every department, and of the shop as a whole.
(2) It therefore standardizes the shop cost of every job, whether it is done by a cheap apprentice in two hours, or a high priced mechanic in 10 hours. The average shop or department efficiency factor equalizes accidental variations.
(3) It separates absolutely all questions of wage rate from questions of output, shop conditions, or individual excellence.
(4) It fines the management heavily if shop conditions are not maintained so as to realize standard times.
(5) It puts no limit on the ambition or earning power of any man.
(6) Standard times are being constantly corrected. If the standard man cannot average 100 per cent on his schedules, it is evident that some of them are too short and ought to be lengthened. If on the other hand, a new machine tool is introduced, new schedules are drawn up for it, but the worker will not, on that account, make less than he did on the old schedule.
It is too much to expect that any system of paying wages will prevent an outbreak of selfish interests whether of employer or wage earner. There will, however, be a distinct gain if the nature of the disagreement can be made entirely distinct and plain. Clear thinking must precede clear acting, and this description of different wage systems may contribute towards clearer conceptions and more just practice.
To establish a modern wage system, standard times must be determined on a scientific basis, and the rate must not only be equitable as between employer and employe, but, as Mr. Bender has said, "it must hit the men right." Shop conditions must be right and every facility given the workmen to attain standard time or better, including teaching him how to do the work in standard time. The speeder or task setter employed under the day-wage plan must be superseded by the instructor, who, instead of selecting the most speedy worker and basing standard times on his operations, first determines as closely as possible what the time should be, and then teaches his men how to attain that time. Where stop-watch methods foster discontent and breed antagonism, instruction is followed by coöperation. The average man does not object to doing a task in a stated time when he is given the facilities for doing the work that will make that a reasonable time. Add to this the incentive of extra pay for equaling or bettering that time, and his coöperation is insured.
METHODS OF TIME KEEPING
6. Time keeping may be divided into two classes. The first class includes methods of recording the total time that the employe works during a pay-roll period. The second class includes methods of recording the results of the labor of each employe—the quantity produced, expressed in the units adopted by the trade in which he is employed.

BATTERY OF HYDRAULIC PRESSES (3000 AND 4000 TONS CAPACITY) IN HEAVY FORGING SHOP OF THE J. G. BRILL COMPANY, PHILADELPHIA, PENNA.
Ordinarily, trading concerns require records of the first class only, the pay of the employe being based on the time spent, rather than on the quantity of his production. This is because of established custom and the difficulty of measuring his production. Primarily, the pay of the employe is based on his efficiency, but it is not always practical to attempt to reduce the results of that efficiency to standard units.
Manufacturers require records of both classes. Not only is it necessary to know how many hours each employe has worked, but the quantity of production must be known.
It is true that a manufacturing business requires the services of some employes whose productiveness is not readily expressed in standard units, in which cases the first method only can be used. These are the men who are necessary to the economical operation of a department or shop, or of the plant as a whole, but whose time cannot be charged to a particular job. Labor of this class is termed indirect or non-productive.
The labor of most employes in a manufacturing plant is applied directly to the production of specific articles, or to the completion of certain definite jobs. This makes it possible to reduce the results of their labor to definite units. Labor of this class is termed direct or productive.
Records of production, as well as records of time, are necessary for two reasons. First, when the piece rate or the more modern premium system is used, employes are paid according to the number of units produced. Second, to obtain accurate records of costs, it is necessary to have accurate records of production.
For the purpose of determining the amount of wages due the piece worker, time records are not needed; records of production supply the information required. But to determine the actual labor cost per unit, time records are needed even in the case of piece workers. Piece rates are based on continuous production at a uniform rate. A marked falling off in production means a perceptible increase in the cost per unit for overhead expense. For example, we will suppose that a manufacturer has $50,000.00 invested in machines operated[76] by piece workers. One of the definite items of expense to be apportioned to the product of these machines is interest, at say five or six per cent. If production falls to one-half of the normal quantity, because one-half of the machines are idle, the amount of this one item of expense that must be borne by each unit of production is doubled. Or, we may have two workers operating identical machines on the same class of work, the production of one being twice that of the other. The overhead expense is the same for each employe and each machine, consequently the cost of the finished product is affected by the factor of time. The piece worker who fails to maintain the rate of production established as standard in his or her trade, is not a profitable worker.
7. Time-Keeping Systems. There are several systems or methods of time keeping in use. No one system is adapted for use under all conditions. Like all other classes of records, the time-keeping system must be selected with reference to the conditions under which it is to be operated. The system used in a factory, where all operatives are housed in one or more buildings, is not well adapted to the needs of a contractor whose men may be working on jobs located at points widely separated.
In this discussion, we will consider first the systems used to record the total time employed. This will be followed with descriptions of systems for obtaining records of production.
8. Time Book and Check Systems. Of the time-keeping systems that have been at some time considered standard, the oldest is the time book kept by the time-keeper. This system required the time-keeper to identify each man at work, and to record, opposite his name in the time book, the number of hours worked each day. Sometimes a special time-keeper was employed, or the foreman might keep the time book for his own men, the time books of all foremen being turned in for the purpose of making up the pay-roll. A system so dependent on the memory of one man never could become satisfactory.
With the object in view of doing away with the mistakes that were continually being made in the operation of the time-book system, the check system was introduced. This was probably the first attempt at automatic time recording.
Under the check system, each man is assigned a number and[77] given a brass check on which his number is stamped. In entering the works the men are required to pass in front of the time-keeper's office and to hand in their checks. The time-keeper has, in his office, a large board with hooks numbered to correspond with the check numbers. As the checks are handed in they are hung in their proper places on this board. The checks on the board show what men are in the works, and from them the necessary entries are made in the time books.
When the men pass out at noon their checks are handed to them. Every man must pass out and take his check; otherwise he will not receive credit for the half-day's time.
The system does not prove entirely satisfactory for several reasons. It is not exact, for no accurate record of the time a man enters is possible. Usually the time-keeper's window is closed at starting time and opened fifteen minutes later to take care of the late arrivals. Thus the man who is one minute late pays the same penalty in lost time as the man who comes in fifteen minutes after the whistle blows. As a natural result, when a man finds that he cannot reach the works on time he takes the full fifteen minutes.
While the handing in of a check furnishes reasonable proof that the man has entered the works, it furnishes no proof that he is at his work. Many a man has turned in his check in the morning, left the works by another exit, returned a few minutes before noon, received his check and full pay for the half day.
In some manufacturing plants where the check system is still used, this difficulty has been overcome to a certain extent. The operation of the system is reversed, the men receiving their checks from the time-keeper as they enter the works. In the shops there are check boards on which the men hang their checks. These boards are hinged and provided with locks, the keys being carried by the foremen. Five minutes after starting time the boards are locked, and late arrivals are required to turn in their checks to the foreman who makes records of the time of arrival. Once during each working period, the time-keeper makes the rounds of the shops and takes the time records in his time book. At the quitting hour the boards are unlocked, the men take their checks as they pass out, and turn them in at the time-keeper's office.
9. Time Clocks. The modern system of time recording makes use of a time clock or mechanical recorder. Instead of trusting to the accuracy of a time-keeper, or depending on the workmen to keep records of their own time, the modern recorder automatically records the time of arrival and departure of every employe.
Mechanical time recorders, or time clocks, are of two general types, making two classes of records. One type records the time of one employe on a single card or sheet; the other makes a record of the time of several employes on the same sheet. For recording the total time of employes, both types are used, and certain advantages are claimed for each.

Fig. 5. Rochester Time Recorder,
Manufactured by
International Time Recording Co.
The records of the first type, most generally used, have a card for each employe on which a record is made of his time for an entire week or pay period. In operation, this system is very simple.
At each side of the clock is a card rack, as shown in Fig. 5. One of these is an "out" rack, the other an "in" rack. At the beginning of each week or pay period, cards are placed in the numbered pockets of the out rack, which is nearest the entrance—one card for each man. These cards bear the numbers or names of the men, or both if desired.
When the employe enters, he takes his card from the out rack, places it in the slot of the clock, makes an exact record of the time of arrival by moving a lever, and places the card in the proper numbered pocket in the in rack. When he leaves, the operation is repeated, this time the card being deposited in the out rack. In the meantime the recording device in the clock has been shifted so that it records the leaving time in the proper column on the card.
The form of record made by one of the best known clocks of this type is shown in Fig. 6. It will be noted that the recording device prints the letter representing the day of the week in front of each record—out or in. Another feature is the dash under the afternoon registrations; a glance shows whether the registration was made at, for instance, 6 o'clock in the morning or afternoon.

Fig. 6. Weekly Time
Pay Card Used
in the
Rochester Recorder
This form requires an exceptionally small number of entries to figure the time for the week. In the outside column, at the right, is entered the time lost or the overtime for each day. At the end of the week, the net total of this column is added to or subtracted from the total hours representing a full week, which gives the total number of hours actually worked.
Clocks of the second type record the time of several employes on one sheet, the record being made for one day, or for any number of days up to a week. Like the card machine, the record shows the in and out time, both forenoon and afternoon.
A recorder of this type is illustrated by Fig. 7. To register the time of arrival or departure, the employe places a key, bearing his number, in the clock, and gives it one turn. A bell rings, indicating that the hour and minute of the day have been printed on the record inside the register.

Fig. 7. The Bundy Time Recorder,
Manufactured by
International Time Recorder Co.
The form of record made by machines of this type is shown in Fig. 8. The records of all employes appear in numerical order on one sheet, with the various ins and outs in their proper columns. The record is inside the clock, under lock and key, and when removed can be used as a pay-roll sheet.
The fact that the complete record is on one sheet, is one of the advantages claimed for this type of recorders. On the other hand, an advantage is claimed for the card machine in the fact that the cards can be used for other purposes, such as for cost records.
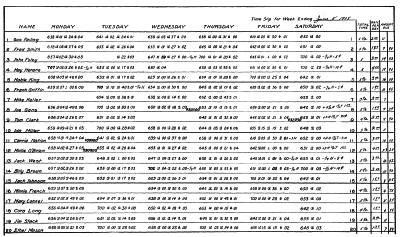
Fig. 8. Weekly Time Record as Made by the Dey Time Register
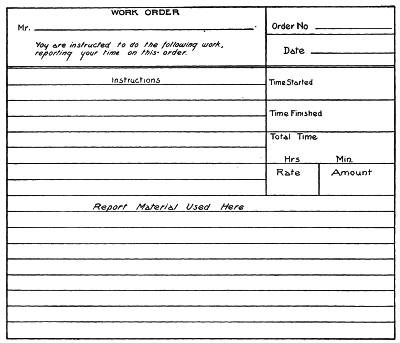
Fig. 9. Work Order with Time and Material Records
PRODUCTION TIME RECORDS
10. All records of time on individual jobs or operations may be termed production time records, since the ultimate object of keeping such records is to determine the cost of production. To the manufacturer, these records are fully as important as those showing the total time worked by each employe. Without such records, a satisfactory cost system is impossible.
When the importance of obtaining costs of production—knowing what it costs to manufacture a given article—began to receive consideration, systems for recording the time spent by the worker on each job were attempted. There being no other method available, the records were at first made on cards or slips by the employes themselves. In all essential features the same system is still largely used; nearly all cost systems require that the employe keep a record of the time worked on each job.

Fig. 10. Daily Record of the Time of One Man
11. Time Record on Work Orders. One method of keeping time on individual jobs is to make the record on the work order. When a job is assigned to a workman, a written order is issued to him. This order, Fig. 9, instructs him to do certain work and gives him authority to draw the necessary material, provided the material is not issued with the order. He is instructed to report his time on the order, and sometimes to report the material used.
This form can be used successfully only when one man does the entire job. It is used principally for repair jobs.
12. Daily Time Card. One of the methods of obtaining production time records is to use daily time cards. Each employe is supplied with cards, similar in form to Fig. 10, on which he is expected to record his time for an entire day.

Fig. 11. Daily Time Card for Machine Operations
At the top, the card bears the name and number of the employe, and the date. Below the heading, a form is arranged for a record of the order numbers on which he is employed, a description of the work done (usually the name of the operation), the time of starting and finishing, and total time worked on each job.
In some classes of operations it is necessary, if accurate cost records are to be obtained, to keep a record of performance of the machine, as well as of the man. A form for a record of this kind, covering the operation for a day, is illustrated by Fig. 11. This form includes the number of the machine and a record of the number of pieces[84] produced. Such a record is used for machine operations when a large number of similar pieces are operated on by a single machine. The time record is made when one order number is finished and a new one started. The form shown provides for an extension of rates and amounts, the extensions being made in the cost department.

Fig. 12. Coupon Time Card
for a Day's Operations
Fig. 12 is a card for recording a day's operations, arranged on somewhat different lines. This card is a series of perforated coupons, one for each job on which the employe works. When a job is finished, the record is made, the coupon detached and turned in. At the close of the day the top of the card, with all unused coupons attached, is turned in.
All of these forms for recording the time of an employe for an entire day are handed to the foreman, who turns them in to the cost department. Here, the time cards are compared with the clock records to find if all of the time for which an employe is paid has been accounted for. The time records for individual jobs are then transferred to the cost records. For the latter purpose, the coupons can be distributed by order numbers. This makes it convenient to retain all time coupons until the job is finished, when the amounts can be transferred to the cost records with a considerable saving of labor in the cost department.
There is one serious objection to any form of time card designed[85] for a day's record. Too much depends upon the accuracy and clerical ability of the employe. The average factory or shop operative has had no experience in keeping records. He does not appreciate the importance of the time records he is expected to keep, and, naturally, becomes careless. Knowing that a record is expected, his card will show full time, but the distribution of that time to separate jobs is not accurate. Frequently, he waits until the close of the day and makes as close a guess as possible as to the time worked on each job. His failure to keep accurate records is not due to unwillingness, but to his lack of training in such work.

Fig. 13. Job Card with Time Chart
Exceptions are found, as a matter of course, and in some industries the general character of the operatives employed is such as to practically insure intelligent record keeping. As a rule, however, it is unwise to expect the factory employe to keep accurate records.
13. Job Time Cards. A method of time keeping which is an advance over the daily time card, is the use of a separate card for each job. With this method, accuracy of the records can be practically insured and the employe relieved of much of the clerical labor.
To attain satisfactory results, it is necessary to operate this system along somewhat different lines than that described for the daily time card system. Instead of issuing cards for the entire day, the workman should be given a new card with each new job on[86] which he works, and not until he has completed the job last worked on. The time must be recorded and the card turned in to the foreman on completion of each job.
It is the duty of the foreman to keep his men supplied with work, and to have at all times a job ahead. The workmen, knowing that a record of his time on each job is kept and compared with the clock record, will naturally insist on having a new job card when each old one is turned in. If no job is ready, it will be necessary for the foreman to issue an idle or non-productive card—a condition which he will strive to avoid—all such time becoming a direct expense charge against his department.
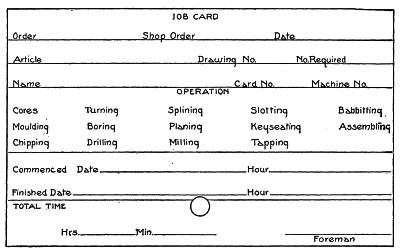
Fig. 14. Job Card Showing Names of Operations
To relieve the employe of clerical labor, a card, similar in form to Fig. 13, is used with quite satisfactory results. The special feature of this card is the provision made for obtaining a record of time. Below the heading there is a form representing the time of day, each hour being divided into ten minute periods, and the whole divided between forenoon and afternoon.
When a new job is started, the workman makes the record by checking the time in the proper space. On completion of the job, he makes a similar check mark in the space that indicates the finishing time. The exact time is computed in the cost department.[87] To illustrate: Suppose a job is started at 7 A. M. and is done in 6½ hours. The time will be checked at 7 A. M. and again, if an hour is allowed for lunch, at 2:30 P. M. This really shows 7½ hours elapsed time, but in the cost department, the lunch hour will be allowed for, and the computed time will be correct.
Another form of job card, intended for use where jobs require more than one day, is shown in Fig. 14. With this card, it is intended that the starting and finishing time shall be entered in the ordinary way, and the name of the operation checked.

Fig. 15. Day Time Register for Production Time Records, Manufactured by International Time Recording Co.
14. Mechanical Time Recorders. For the same reasons that they are best for making records of total time, for pay-roll purposes, mechanical time recorders are best for obtaining production time records. Whether the responsibility of making the record rests on the workman or a clerk, it is always better to have the actual recording done automatically whenever it is possible to do so.
While the time recorders used for keeping total time are also used for obtaining production time records, there are certain advantages in using recorders of slightly different types. Manufacturers[88] have made great progress and are now supplying machines which answer every requirement.
One type of recorder designed for production time records is shown in Fig. 15. This outfit includes, in addition to the recorder, a rack for jobs ahead and jobs started, a rack for finished jobs, and a distribution rack. The first rack contains pockets of the right size to hold time cards or tickets. These pockets are numbered to correspond with the men's numbers, two pockets being provided for each man, one for jobs ahead and one for jobs started. The rack for finished jobs is divided into compartments bearing the men's numbers, with slots through which the cards are inserted. The distribution rack is divided into compartments numbered for the different jobs.

Fig. 16. Individual Job Card Used with the Day Time Register
The recorder and card racks are placed near the foreman's desk, which should be at a central point in the department. The foreman prepares cards for the different employes and places a card for the next job in the jobs ahead pocket. The workman, when starting to work, takes the card for the next job, records the starting time, and places the card in the jobs started pocket. When the job is finished he again records the time, on the same card, and places the card in the compartment bearing his number in the finished jobs rack. At night, if he has an unfinished job, he records the time, the same as for a finished job, and either turns in the card to the foreman or places it in a box kept for suspended jobs. The foreman then makes out new cards and places them in the jobs ahead rack, while the suspended card is placed in the finished jobs rack.
Every morning all cards of the previous day are taken from the finished jobs rack, the time recorded on each man's cards is computed[89] and compared with the record of the total time recorder, and the cards distributed by job numbers in the distribution rack. This checks the job time with the pay-roll time, and permits of leaving the cards in the distribution rack until the entire job is finished. The cards are then taken to the cost department and the time records distributed on the cost sheet.

Fig. 17. Job Time Sheet Used with the Day Time Register
One form of card used with this type of recorder is shown in Fig. 16. One card is used for each job on which a man works.[90] It will be noted that the time is recorded in decimals. Instead of the usual 12 hours, the recording wheel is divided into 24-hour periods, or if desired, into 23 hours, automatically eliminating the noon hour. The 23-hour wheel prints 12 at noon and again at one o'clock, 13 at two o'clock, etc. At 3:30 P. M., for instance, the clock would record 14.50, meaning 14½ hours. On the card illustrated, the record shows the job to have been started at 8.08 and finished at 11.40, the elapsed time being 3.32 hours.

Fig. 18. The Calculagraph,
Manufactured by the
Calculagraph Company
A clock of similar type accommodates a sheet of any size, and provides for as many separate time records on the same sheet as may be desired. A sheet may record the time of a single employe for an entire day and show the exact time worked on each job. Or, in some industries, the card may be made for a job and arranged to accumulate the time of all employes working on the job. Fig. 17 shows how several time sheets of this class can be bound together, making a daily time and pay sheet for each employe. From this sheet the time is distributed to the cost sheets.
Still another type of time recorder, which offers certain distinct advantages, is shown in Fig. 18. This machine is used to obtain a time record for each employe on each separate job or operation.
The distinctive feature of this machine is that it records the elapsed time. When a man commences work on a new job, he places his card in the machine and by moving a lever registers the starting time. When the job is finished, he again places the card in the machine, this time moving a second lever, and registers the exact time that he has worked on the job. The advantage is apparent. With an ordinary time stamp printing the starting and finishing time, it is necessary for a clerk to mentally compute the elapsed time. With this machine the elapsed time is mechanically computed and printed, saving the time of the clerks and doing away with all possibility of clerical errors.

THE MECHANICAL DRAFTING DEPARTMENT AT THE PLANT OF THE GREEN FUEL ECONOMIZER COMPANY, MATTEAWAN, N. Y.
Fig. 19 illustrates the form of record made by this machine. The record shows that workman No. 38 commenced work on job No. 530 at 9:45 A. M., that he was employed on this job 2-8/10 hours, and that the operation was milling.

Fig. 19. Time Record Made by the Calculagraph
The machine is made to register either hours and minutes, or hours and tenths of hours. For cost-keeping purposes the latter is preferred for the reason that it is much easier to figure time at a given rate in tenths.
A form of card, without the record, is shown in Fig. 20. The card can be of any size desired, the only requirement being a blank space for the time record in the upper left-hand corner.
As with other recorders, one of these machines should be located at a central point in each department. It is advisable to provide a card rack with compartments bearing the employe's numbers, and to place cards for jobs ahead in these compartments. The cards for the day are first sorted by employe's numbers to verify the clock record, and then by job numbers for the use of the cost department.
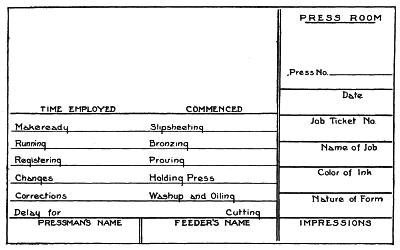
Fig. 20. Time Card Used with the Calculagraph
Another elapsed time recorder, which was placed on the market after the above was put in type, but before this book went to press, is shown in Fig. 21, the form of record being shown in Fig. 22.
The device is operated electrically, the impulses being furnished by a master clock. This may be located anywhere in the building, preferably in the office, as it will be less affected by vibration and dust. To the master clock is also fitted the 24-hour elimination or cut-out wheel described later. This clock transmits electric impulses each minute all through the building to the various elapsed time mechanisms. Thus all the machines are exactly the same time and cards may be registered in on one machine and out on any other and correct results obtained.

Fig. 21. Elapsed Time Recorder
with Master Clock.
Manufactured by
International Time Recording Co.
The mechanism is about nine inches square and is enclosed in a dust proof iron case. It may be placed on a work bench, on a pedestal, or it may be sunk flush with the top of the bench or desk. The flat cover has two openings or slots for the insertion of the cards. One opening is marked "in" for the first record of a job, the other "out" for registering when the job is completed. There is also an aperture in the cover through which may be seen a series of indicating wheels showing exactly the time of day. There is only one handle to be operated and, therefore, no confusion can occur in the mind of the operator as to which handle to pull.

Fig. 22. Time Card Used with
the International
Elapsed Time Recorder
The cards used in the machine may be of any length desired but can only be of one width, 4¼ inches. In registering in, the card is placed in the front or starting slot, and the lever pulled over. This prints the starting time at the top of the card in the space to the left. At the same time four small holes are punched in the card which individualize the record. After a job is completed the card is placed in the rear or stopping slot,[94] the lever pulled over once more, and the stopping time and actual elapsed time are both printed on the card by one pull of the handle, thus enabling anyone to compare the two records and prove the accuracy of the machine for every record.
One of the salient features connected with this device is its ability to compute only the actual time worked in the factory irrespective of the times of registration. That is to say, in a factory working ten hours a day from seven to twelve and one to six the elapsed time will only be computed during these hours. Any registrations made before seven o'clock will not begin to count elapsed time until that hour, and the computation of elapsed time automatically stops at noon to be resumed at exactly one o'clock, and then continues until quitting time at night, when again it stops automatically. The clock movement, however, does not stop, but always shows the correct time exactly the same as the master clock, and is entirely unaffected by the elimination of the non-working hours in figuring the elapsed time. The machine can also be set to record overtime at night if so desired.
In case work on a given job is not completed on the day it is begun, it is not necessary to ring out on the elapsed time machine until the job is completed as the machine computes up to 100 hours. A job beginning on Monday and running through the week until Saturday night, when it is finished, may be registered on one card, or even for a longer period up to 100 hours.
The elimination or cut-out wheel referred to as being a part of the master clock, is responsible for this wonderful piece of work. The wheel makes one revolution in twenty-four hours and is graduated in fifteen minute divisions for the purpose of setting the contact breakers. The contact breakers are bits of hard rubber which are fastened around the rim of the wheel, and may be moved about at the will of the custodian of the apparatus by simply loosening the set screw. These blocks are set on the starting and stopping time and when they pass the contact breakers the electrical circuit is broken, and the computing device started or stopped as the case may be.
15. Cumulative Time Records. In some factories and shops, the work is of such nature that economy results if the work order and the time record follows the job through all of the operations. For example, hosiery and underwear go through the factory in dozen lots; in a shoe factory a lot of shoes is kept together until every operation is finished; in a harness factory, a bridle goes through all operations on one work order; in a machine shop, one or more rough castings may pass through several operations in the process of converting them into finished parts.

Fig. 23. Calculagraph Time Card with Coupons
When these conditions exist, it is practical to attach a time card to the work, and to accumulate the time of all employes for the entire job. At the same time, individual time records are obtained.
A form to be used with the mechanical time recorder, Fig. 18, is shown in Fig. 23. This form consists of the usual work order to which is attached a series of coupons, perforated for easy removal. Each coupon is of the right size to accommodate the time record, and particulars as to the order number, operation number, man's number, and number of pieces.

Fig. 24. Cumulative Job Time Card

Fig. 25. Operations Tag Used
in an Underwear Mill
The man who has the first operation enters his number and records his starting time on the first coupon. When the operation is finished, the time employed is recorded, the coupon is detached, and the job goes forward to the next operator. If the operation is not finished at the close of the day, the time record is made and the next coupon used by the same operator.
Each day, all of the detached coupons are sent to the cost department, where they serve several purposes. They are first sorted by employes' numbers, to compare the time reported with the clock[97] record; then sorted by job numbers, to obtain time records for each job. From the coupons, all necessary information is obtained for a record of jobs in process, showing just where each job is at all times.
Another form for a cumulative, as well as an individual time record, is shown in Fig. 24. This card is for use where no time recorders are provided. Each employe records his time, and, when the last operation is finished, the card goes to the cost department. If desired, this card might be made with detachable coupons for the different operations.
PIECE-WORK RECORDS
16. Where piece-rate or premium wage systems are in effect, is it necessary to have accurate records of production, since the pay of the worker is governed by the number of units of production.[98] It has already been stated, that to obtain the exact cost per unit of production, time records must be kept on piece work. It is not, however, absolutely necessary that the time be recorded for each separate job or unit of production. The necessary requirement is that the production records shall be so kept that they can be checked as to time—that the time required for a given number of units of production can be obtained, or that the units of production during a stated time can be definitely known.

Fig. 26. Weekly Time Records for Piece Workers

Fig. 27. Production Record of a Gang of Piece Workers
Piece rates are applied to many distinct classes of work, each of which necessitates a slightly different system of records. One of the industries in which piece rates are largely used, is the manufacture of garments of different classes. In this industry, each garment or lot of garments passes through several operations, each operation being performed by a different operator. Since practically all operations are on a piece-rate basis, it is necessary to obtain a record of the name or number of each operator.

Fig. 28. Individual Time Record Card Used with the Calculagraph

Fig. 29. Daily Record of Piece Work
A form for a record of operations in an underwear mill is shown in Fig. 25. This is in the form of a shipping tag with particulars of the order at the top, followed by a list of the operations. As fast as the goods are cut, they are tied in bundles of one dozen garments. The tag is then attached, the cutters' names or numbers are entered[100] on the lines opposite their operations, and the bundle is delivered to a storeroom located conveniently to the machines.

Fig. 30. Record of Unfinished Piece Work

Fig. 31. Production Record for Determining Piece Rates
In the mill where this particular system is in operation, each operator delivers her work to the storeroom and receives more work[101] as needed—always writing her name on the tag. When the work is received in the storeroom, a clerk records the last operation on the operator's time card, Fig. 26. One of these cards is used for each operator and accommodates the record of work for an entire week. Provision is made in the column at the left for a record of the kind of work, while the record of dozens finished each day is shown in the proper daily columns. At the end of the week, when extensions have been made, this card shows the amount of wages due, the different kinds of work done, and the quantities finished. In connection with this, the usual clock record of total time is kept, and a comparison of the piece work and clock records will show whether or not the operator is maintaining standard time on the different classes of work.

Fig. 32. Sheet for a Record of Total Time
In the manufacture of certain classes of cans, some of the operations are paid for on a piece-rate basis; but payment is made on the basis of the production of a crew. The operation of crimping tin ends on certain cans, requires a crimper and several helpers, the latter preparing the cans for the operation. For this operation, the pay of all members of the crew is based on the number of cans finished; that is, if the number finished by a crew consisting of one crimper and four helpers is 2,000, the crimper will be paid for that number, while the helpers will each be paid for 500. The form used for a record of production on this operation is shown in Fig. 27. This is the assembled record, the individual time records being made mechanically on a card, Fig. 28.

Fig. 33. Combined Piece Work and Time Record for Pay-Roll Purposes
On the operation above referred to, the speed of the helpers is limited to the speed of the machine, but if three helpers instead of four can do the work, the pay of each will be increased correspondingly. In the operations handled by crews, there is nothing to limit production. The result is that each member of the crew is obliged to maintain the pace set by the most speedy member, which reduces the cost of production and enables all members of the crew to earn a higher average wage.
A form of piece-work record, used in a factory where employes are expected to keep their own time, is shown in Fig. 29. This ticket is filled in by the employe, O. K.'d by the foreman after inspection of the work, and forwarded to the cost department. All unfinished piece work is reported on the form shown in Fig. 30. This report enables the cost department to determine the actual time of all piece-work operations.
Before piece rates can be established for new work, it is necessary to ascertain the average time required for the different operations. This necessitates a very accurate record of production of employes working on day wage rates, and the record must represent the average rate of production of all employes, rather than the rate maintained by a few of the most skillful. A form used in one factory for such a record is shown in Fig. 31. When new work is started, one of these cards is filled in for each employe assigned to the work, and a record kept of each operation. When the records have been kept for a sufficient length of time to obtain an average, the records of all employes for the same operation are combined and, on the average thus obtained, the piece rates are established.
PAYING EMPLOYES
17. The time records of all employes, no matter how kept, must be assembled for the purpose of making up the pay-roll. Special[104] forms of time sheets or pay-roll records are designed to meet the requirements of different classes of business. Several such forms are shown in other papers in this series; others are illustrated herein.
A conventional form of time sheet is shown in Fig. 32. The names are grouped on this sheet by departments, and opposite each man's name is his number. The daily time records are kept for a period of one week, then totaled, and the amount of wages extended in the last column.
Fig. 33 shows a form of time sheet intended for a tabulation of both the clock record and job time. The bringing together of the total time records (as shown by the clock) and the production time records (as shown by the job time cards) is of very great importance in connection with any system of cost accounting. One must be checked against the other, for unless all of the time for which the employe is paid is accounted for in the cost records, cost figures will be incorrect.
If the two records do not agree, even though the employe is paid for the time shown by his clock record, the discrepancy should be adjusted. Theoretically, every minute of a man's time should be accounted for by his time cards and, when conditions permit, he should be paid only for the time so accounted for. This rule should not be so rigidly enforced, however, as to encourage a man in padding the time on individual jobs to reconcile the total for the day with his clock record; it is far better to have a few minutes unaccounted for. When a foreman fails to have work ready, he should give the workman an idle or indirect labor card, but the man should be impressed with the fact that accurate records are kept of his time on every job, and that all lost time must be either reported on an indirect labor card or left unreported.
The cost of time shown on indirect labor cards, and of all time unaccounted for, should be charged to the department under some such caption as Department Waste, never to the specific jobs on which the man has worked. Time wasted between jobs or on account of a breakdown or other unusual occurrence does not affect the legitimate time in which a particular job should be done. It is rather a legitimate charge against the efficiency of the department, and the aggregate of all such inefficiency charges should be applied as an added burden to all of the jobs in the department during the month.
Costs obtained, after adding this inefficiency burden, may be considered the actual costs for the month, but cannot be safely used as standard. Standard costs are the costs obtained under perfect conditions—when the department, shop, or plant is running full time at full capacity; when all of the time of every employe is accounted for by his job time cards; when there is no wasted time or unusual expense. While standard costs may not be attained—probably never will be—this should be the goal, to reach which, managers, engineers, superintendents, foremen, and workmen should strive constantly. As a matter of record, therefore, to show what obstacles must be overcome before the ideal is reached, the inefficiency burden should be added as a separate item after all other items of cost have been computed.
As an example of the effect of the application of this principle of considering efficiency in figuring costs, we will consider an imaginary case. We will suppose that, in a certain month, the pay-roll for direct or productive labor in our shop is $4,000; that 40 completed machines—identical in every respect—are produced; that every minute of the time of every productive employe is accounted for by his productive job cards. This gives a labor cost of $100 per machine. During the next month the same men are employed at the same cost—$4,000—but owing to an unusual breakdown, 2½% of the time of these men is wasted; they are idle while the breakdown is repaired, and but 39 machines are produced.
If the $4,000 wages paid is charged as direct or productive labor it gives a cost of $102.56 each—an increase in cost with nothing in the figures that shows the cause. If, however, an inefficiency charge of $100 (2½% of $4,000) or $2.56 per machine is added as a separate item, it is seen at once that here is an unusual item of expense. The amount ($2.56 per machine) is included in the final costs, but in the right place; there is no cause for confusion on account of an apparent, but not real, increase in the productive labor cost. If the cost of $100 per machine obtained during the preceding month is standard for productive labor, it still is the attainable standard; the fact of an unusual expense has in no way affected the legitimate cost of productive labor.
Another great advantage in presenting the labor cost statistics in this manner is that inefficiencies are shown in an understandable[106] form. The fact that indirect labor is increased, say 2%, might occasion no comment; but if an inefficiency charge of even 1% is shown, it calls for immediate investigation.
The establishment of standard or efficiency labor costs means predetermined costs. This is a radical departure from established custom; on its face, contrary to recognized accounting practice; in results, wonderfully efficient. To determine standards in men, material, and machines is a function of the engineer; the recording of facts—the actual cost—is the function of the comptroller or accountant. The two must work together. Properly prepared accounts, showing actual costs with the items that make them segregated, show the engineer how far short of possible standards the plant is running—the extent of the inefficiency.

Fig. 34. Record Card for Applicants for Employment
RECORDS OF EMPLOYES
18. In connection with the different time records designed to record hours of service and units of production, there should be a personal record of employes; and the more intimately personal it can be made, the more valuable will the record become.

A BIRD'S-EYE VIEW OF THE PLANT OF STUDEBAKER BROS. MANUFACTURING CO., SOUTH BEND, IND.
Napoleon, it has been claimed, could call by name every man in his armies, but, however great value may have been placed on such a memory feat, the manager of the present-day great business organization, who can call by name each of his employes, is an exception.
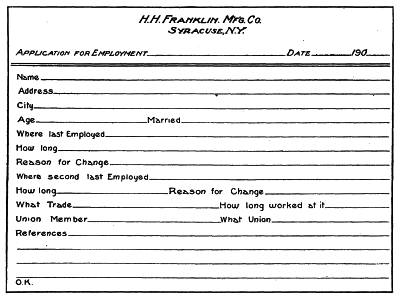
Fig. 35. Card for Record of Applicants

Fig. 36. Card for Record of Employes
It is not necessary that he should do so, for, as business is now specialized and departmentized, he needs to know only the results of the labor of those employes. By this is not meant that he should not take an interest in the personality of his organization; on the contrary, he[108] should be very much interested, but he can be relieved from burdening his mind with details by means of simple records.
Somewhere in the office there should be as complete a personal record of each employe as is possible to obtain. This record should include applicants, employes, and past employes, and it should be the duty of some person or department to maintain the record. In the smaller establishments, employes' records should be in charge of the chief accountant, office manager, or superintendent; in larger establishments, the employment department will keep these records.

Fig. 37. Card Showing Complete Record of an Employe
19. Application Card. Fig. 34 shows a simple form of application card to be filled out for every applicant who is not hired immediately, but whose application receives favorable consideration. This card is headed with the name of the position applied for, or the trade of the applicant. Following this is the name and address, and such information about the applicant as may be considered of special value.
These cards are filed in a regulation card index drawer and indexed under the trade or position applied for. The index cards are headed with the names of the trades employed, the departments, or such other designations as may be best suited to the business. For instance, one index might be headed Machinists. Back of this index the cards of all applicants for positions as machinists will be filed in alphabetical order.
A form of application card which provides for more detailed information along certain lines is shown in Fig. 35. While this card is headed with the name of the employe, it is filed under the trade, as described for Fig. 34.
The value of these application records is apparent. When a man is needed, reference to this file will show who has applied and assist in getting a man quickly.
20. Employe's Card. One form of employe's card is illustrated by Fig. 36. This card is filed as soon as a man is engaged. At the head of the card is the name of the employe, the department to which he is assigned, and his clock number. Following this is the address and other essential information. Space is also provided for a record of changes in wages, including both dates and rates. At the bottom of the card, space is left for notes on the record of the employe, which can be continued on the back of the card. The final record on this card is the date the employe quits, or is discharged, with reasons.

Fig. 38. Card Record of a Past Employe
Another form of employe's card is shown in Fig. 37. The special feature of this card is that, for each increase in wages, the reason and name of the person granting the increase is noted.
The cards of present employes are filed alphabetically by name. However, in very large establishments, it is advisable to subdivide[110] them by departments and arrange the cards of all employes in the department in alphabetical order. It is seldom necessary to arrange the cards by trades for the reason that the names are, as a rule, so classified on the pay-roll records.
The employe's record proves valuable in many ways. If, for any reason, an employe is away from his work, and it is desired to communicate with him, the address is quickly found; in case of an accident, resulting in injury to the employe, the address is very convenient. Again, when a man is wanted for a position a little above that occupied by the average employe, it is best, if possible, to select a man from the present employes. Whether the position be that of a gang boss, a foreman, or the head of a department, a condensed record of past performance, supplementing the personal observations of his superiors, will be found of considerable assistance in selecting the right man. Many other advantages might be named, but those given should be sufficient to demonstrate the advisability of maintaining these records.
21. Past Employe's Card. In some respects, a record of past employes is as important as the record of applicants and present employes. When more men are needed, it is natural to suppose that past employes, whose services were satisfactory, will be specially desirable. On the contrary, a past employe who has been discharged, or whose work was unsatisfactory, is unlikely to be desirable.
Any record that will show who the past employes are, why they left, and their past record, will therefore be of value. Such a record is provided by the card illustrated in Fig. 38. When an employe leaves, for any reason, one of these cards is filled in and filed alphabetically. At the same time, the employe's card is transferred to another section of the file, and indexed under the name of the department, or the trade or class of employment.
These cards furnish a very complete record of employes, past, present, and future. If the number is small, all can be filed in one drawer, with separate indexes to segregate them into classes. Or a large cabinet, with one or more drawers for each class of records, may be required, but, in any event, the records are complete.
MANUFACTURING ORDERS
22. One of the principles that must be kept in mind when installing a system of any description is that provision must be made[111] for recording every detail of the work intended to be cared for by the system. While this holds true in respect to the systems in every other department of a business, it is of special importance in the manufacturing branch. Accurate costs are out of the question unless every detail of the operations of the plant is properly recorded.
Experience has shown but one method that will insure accurate records, and that method is to manufacture all goods on definite orders and to charge all work not applied to a specific manufacturing order, to expense or operating accounts. The receipt of an order to manufacture before starting the work, is of the same importance to the superintendent as that the commercial department shall receive an order from the customer before shipping goods.
Few managers will accept verbal orders for the manufacture of expensive goods, without asking for a confirmation in writing. When those orders are transmitted to the manufacturing department, it is just as important that they shall be in writing.
Manufacturing orders are of two classes: general orders to the superintendent to manufacture a certain quantity of goods, and specific orders to shop foremen to do some part of the work. For convenience, these orders will be referred to in this discussion as Production orders and Shop orders.
23. Production Orders. The production order is the written instructions to the superintendent to manufacture certain goods. It is his authority to secure the necessary material, to employ the required number of men, and to convert that material and labor into the finished product. The production order may call for the manufacture of the quantity of goods of a certain type required to fill one or more customers' orders; the manufacture of a certain quantity of goods to be placed in stock, from which to fill future orders; the conversion of a definite quantity of raw material into finished products; or even the manufacture of an indefinite quantity of raw material into an equally indefinite quantity of the finished product, but within a definite period of time.
Usually the production orders of one factory will be confined to one class, though there are some exceptions. In the first class, we find shops manufacturing special machinery, jobbing foundries, and mills manufacturing underwear and hosiery. In the latter business the goods are sold in advance, from samples, and[112] only the quantities or particular styles required to fill orders are manufactured.
The second class includes furniture factories, typewriter factories, the manufacture of tools, and numberless similar industries in which a stock of standard goods is manufactured for future sale.
An example of the third class is found in a harness factory. In this business, a certain number of sides of leather are issued to the cutting room to be cut. Since the leather is not uniform in weight or texture, it is not possible to cut an entire side of leather into pieces of the same size, or the same parts of a harness—as lines or traces. The cutter must use his best judgment, so cutting the leather that it will produce the largest possible volume of usable stock, with the least waste. The definite factor is the side of leather which is to be converted into an indefinite quantity of finished, or semi-finished product.
The last class is illustrated in the manufacture of salt. The brine—raw material—is pumped from the wells into storage tanks, from which it is drawn into evaporating pans or grainers. An order may be issued to make what is known as common fine salt in three of these evaporators. Evaporating processes are influenced by atmospheric conditions—the same heat will evaporate the brine much more rapidly one day than another. Also, the brine is of different degrees of strength—the same quantity does not always contain the same amount of salt. The only definite factor is time—an indefinite quantity of brine is converted, in a given time, into an indefinite quantity of salt and, it might be added, of an indefinite quality.
When all these conditions are considered, together with the fact that each manufacturer has his individual methods of conducting the business—methods probably different from those of his competitors in the same line—it will be seen that the variety of forms of production orders is almost without number. But the important thing is to have an order of some kind—to provide a record.
If there is one essential feature to be incorporated in the production order, it can be expressed in two words—definite instructions. The order should be made perfectly clear, leaving no room for doubt, as to what is desired. When No. 3 dining-room chairs are wanted, the order should state the fact very clearly, and not read chairs, leaving the superintendent to guess the style and size.

Fig. 39. Production Order to Superintendent

Fig. 40. Production Order Which is an Exact Copy of the Customer's Order
The form of the production order need not be complicated; indeed, a simple form will serve the purpose much better, an illustration of which is shown in Fig. 39. The heading of this order shows the number and date, with instructions to the superintendent to carry out the work as specified. The body of the order is blank, providing space for entering such details as may be necessary. The blank at the bottom, which is filled in by the superintendent's clerk, shows the date received, date started, the shop order number, and the date finished.

Fig. 41. Sub-production or Shop Order
This form is suitable for almost any kind of business or class of order. The production order should always be made in duplicate, a copy to be kept in the office. The office copy will be used to follow up the manufacturing order.
In many lines of business, goods are manufactured only as required to fill customers' orders. The order to manufacture should, in such cases, be an exact copy of the customer's order as entered. With the modern method of entering all orders in manifold—with a copy for each record required—one blank should be included for the factory, this becoming the production order. A form of this kind is shown in Fig. 40. This is an exact copy of the order as entered, the instructions in the heading taking the place of the name and address of the manufacturer. The particulars include the number,[115] date received, and date to be shipped. The body of the order contains the necessary instructions; in the column at the extreme left—quantity ordered, quantity shipped, size, and description. This is one of a set of blanks that include the invoice, office copy, cost department copy, and copy for the shipping department.
24. Shop Orders. The shop order is the written instruction of the superintendent to the foreman to do certain work or to manufacture certain articles. The order may call for the manufacture of a certain article complete, or it may be for parts to be later assembled into a complete article. Shop orders are as varied in form as production orders.
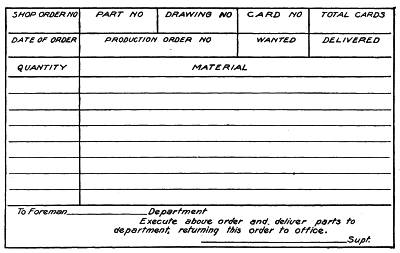
Fig. 42. Shop Order Showing Total Work Cards
When a superintendent desires to start work on a stated production order, he lays out the work and issues the necessary shop orders to the foremen of the different departments in which the work is to be done. A shop order is issued for each shop—usually these are exact copies. If work on an order requires work to be done in four shops, the four copies are made on the typewriter, at one writing, by means of carbon paper.
Fig. 41 shows a convenient form of shop order. This form includes the shop order number, piece number, drawing number, material, date to be completed, date of order, production order[116] number on which the shop order applies, and the date completed. The body of the order is left blank for a description of the work and the necessary instructions. Explicit instructions must be given on every shop order—the order should leave nothing for granted.

Fig. 43. Shop Order with Name of Shop

Fig. 44. Shop Order Showing Progress of the Work
The special feature of the shop order shown in Fig. 42 is the space for card number and total cards. When an order is made out,[117] as many copies are made as there are shops or departments through which the work must pass. The number of the copies of the order is entered under the heading total cards—that is, if the work is to pass through four shops, the figure 4 is entered in the space provided for total cards. The copies are numbered in the order in which the work will be done—that is, the order for the shop that does the first work is given No. 1, the second shop No. 2, etc.
There are two special advantages in having the shop orders numbered. Each foreman knows, when he receives his order, how many operations are ahead of his own and how many follow, and can lay out his work accordingly. It does not always follow, however, that because one foreman receives order No. 3, two other operations must be completed before his own can be started. Each shop order may call for the manufacture of a different part, to be sent to the assembly shop, but if one of these parts is in stock, no order is issued. The foreman receiving order No. 2, when his number naturally would be 3, knows that one of the parts is in stock and that his operation must be hurried accordingly.
The employes in the cost department find the numbering system invaluable, for it enables them to tell how many operations there are on a job; also operations which have been completed. This information is of considerable assistance in tracing orders through the shop.
The shop order shown in Fig. 43 answers the same purpose as the form shown in Fig. 42. Instead of the system of numbering the order copies, the plan of inserting the names of all shops is followed. Following the name of each shop is the name of the operation to be performed. This also enables the shop foreman to so lay out his work that the order can be handled promptly when it reaches his shop.
25. Work Orders. The work order is the written instruction of the foreman to the workman to do certain work. As a rule, this order is made on the production time card, as shown in preceding pages. Sometimes, however, it is unnecessary to give more explicit directions than can be written on a small card, which makes it advisable to issue a special order.
In certain classes of work, also, it is advisable to use one work order for a job which is to pass through the hands of several men.[118] Such a work order is shown in Fig. 44. This order shows the numbers of the men and machines to which the work is to go. Another class of work for which special orders should be issued is outside repair work—as plumbing, steam fitting, electrical repairs, etc.
26. Standing Orders. Manufacturing is fast developing into a system of producing standard parts to be assembled into complete machines and appliances. Every part that goes into a machine is made from a standard pattern and is interchangeable with the same part in every other machine of the same style made in the same shop. It is no longer necessary to design each machine, and each part required to fill an order—the parts are manufactured in large quantities and carried in stock till needed. An order from a customer may require the manufacture of one special part, the balance consisting of parts to be assembled.
The manufacture of parts as standard units is not an accounting problem, but the accounting department and the manufacturing departments must coöperate in maintaining proper records of the manufacture of those parts. The manufacture of one lot of standard units involves the same operations whenever the same unit is made. Adopting this principle to accounting, it is advisable to establish standards in respect to orders. Whenever the same standard part is needed, the order should be for the same quantity; this, of course, after a standard quantity has been established. When units and quantities have been standardized, order numbers should be made standard—whenever the same work is to be done the same order number should be used. If this plan is followed, orders are soon recognized by number—and the order number informs the foreman as to the work required.
Series of order numbers should be assigned for different classes of work. Numbers 1 to 100 might represent regular plant maintenance and repair orders; numbers 101 to 200, plant construction and special repair orders; numbers 201 to 400, the manufacture of special tools; numbers 401 to 1000, the manufacture of parts; numbers 1001 to 1500, assembling or production orders for complete machines. Shop orders can be distinguished by a second series of numbers starting at, say 5000.
Illustrating the above, the superintendent of a typewriter factory might receive order number 1007, meaning that he is to assemble[119] 1000 No. 7 typewriters. His assembling order to the foreman would bear the same number. After the parts have been drawn from the parts storeroom, it may be found that the stock of certain parts is running low. Production orders are issued for parts, No. 417 being the number for frames for No. 7 machine. The shop orders may bear the numbers 5060-a, 5060-b, and 5060-c, a being the order for the foundry, b, the order for the machine shop, and c, the order for the finishing department.
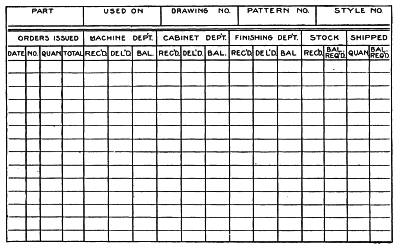
Fig. 45. Manufacturing Order Register, Showing Location of Work in the Shop
As to expense orders and construction orders, it is very necessary that the work to be charged against each order number be clearly specified. When the expenditure involved exceeds a certain amount, or where the work is of a special nature, a special order should be required. Explicit instructions for charging all expense items should be given to each foreman, preferably in printed form—or in typewritten form when the number of foremen is small. Many concerns issue printed instruction books containing the order numbers and specifications, with any rules that may be in force governing the conduct of employes, for general distribution among employes.
RECORDS OF MANUFACTURING ORDERS
27. An essential record in any system of cost or factory accounting, is a record of manufacturing orders. A system of records shouldbe maintained, which will show the exact number and nature of the orders issued to the shop or factory, and from which it will be possible to locate every order—to determine in what stage each order is, and to estimate closely the date of completion.

Fig. 46. Front and Reverse of Card Showing Total Production and Progress of Orders.
Such records are equal in importance to records of material, both raw and partly finished, in store at all times. Without them, it is impossible to obtain authentic information about work in process. Orders are certain to be side-tracked, and it is extremely difficult to estimate, with any degree of accuracy, delivery dates for either new or old orders.
The records should be so complete that it will be literally possible to run the business from the office—without calling foremen from the shops, who must return and investigate the condition of an order before an intelligent answer can be given. The manager who can conduct his business from the office is following modern ideas; he is far-seeing—not lucky—for this condition is the result of carefully made plans to insure records that will show him exactly what he wants to know.
Along the line of running the business from the office, Mr. F. E. Webner, in an article in the Engineering Magazine, cites an apt illustration. Two very large corporations with a common line of product were concerned. Each of these in turn was asked verbally by an executive officer of a concern which is a large user of the product, as to what delivery could be made on a stated quantity of goods. One concern used the long-distance telephone to a number of its plants; the other concern consulted records within its office and was able to give a decisive reply within half an hour, and to know just which of its works was best able to turn out the goods. The first concern had a number of superintendents on edge looking up data and could not give a positive answer short of two days.
As in every other department of a business, the expense of maintaining an adequate system of order records in the manufacturing departments is infinitesimal, when compared with the results obtained. A single contract lost for the lack of needed information may mean the loss of a valuable customer, the profit on whose business would pay the cost of an adequate system many times over.
28. Manufacturing Order Register. The form of the manufacturing order register necessarily depends on the nature of the business, the product, and the number of operations or departments through which an order must pass. It need not be complicated—simple forms always are to be preferred—the main thing is that all orders be so recorded as to be readily located.

Fig. 47. Daily Report of the Transfer Clerk

Fig. 48. Foreman's Daily Report of Shop Production
A simple and convenient form for a register of manufacturing orders is shown in Fig. 45. This should be in loose leaf, a sheet being used for each style or size of machine, part or piece manufactured. If, for instance, a typewriter is made in five styles, five sheets would be used—one for each style. Separate sheets would also be used for each part—as many sheets for each as there are sizes.
The sheets should be indexed under the names of the parts and those in each division arranged in the order of sizes. Supposing type bars to be made in ten sizes—numbers 191 to 200—the sheets would be filed in the order of these numbers. Should the industry be one in which orders are issued to assemble parts into complete machines, the sheets on which assembling orders are recorded should be filed with a separate index, but may be kept in the same binder. It is also advisable to use sheets of a different color for these orders.
The heading of this form, Fig. 45, shows the name of the part, the machine on which it is used, the drawing number, pattern number, and style or part number. Orders to manufacture are entered in the columns at the left of the body of the form, giving the date, order number, quantity ordered, and total ordered to date—that is, if 500 parts are ordered on the 10th and 300 on the 25th, the sum of the two, 800, would be entered in the total column. Following the order record columns are columns for the departments, the form illustrated being designed for a furniture business. Under the heading for each department, a daily record is made of the quantity received, quantity delivered to the next department or to stock, and balance in the department, the latter being in an uncompleted state. This form can be adapted to almost any class of manufacture by a proper arrangement of departmental columns.
In most all industries, it is practical to keep a continuous record of all manufacturing orders; sometimes it is best to keep a record for each order. A form of this class, designed for the use of a machine shop, is shown in Fig. 46. This form shows the progress of a single order through all of the departments. A card is used in this case,[124] both sides being required to accommodate the number of operations, and they are indexed by order numbers.
29. Tracing the Order. The system of tracing orders through the shop or factory is very important and should be as nearly automatic in operation as possible. There may be many orders which need not necessarily be traced, but a system that will automatically keep the office informed on the progress of all orders, will pay for itself in the time saved in tracing a single order without proper records. To attempt to find the exact condition of work in progress without a tracing and recording system, is not alone expensive, but unsatisfactory in results; the degree of accuracy is measured by the ability of foreman to make accurate estimates. Practically, foremen should be best able to estimate the time required to complete a job, but their estimates will be found to vary greatly on similar jobs; time standards are more accurately determined by a comparison of the records of past performances.
When practical—and it has been found practical in many industries—a transfer office should be maintained in the works. This office should be in charge of a transfer clerk, who will record all transfers of work in progress from one department to another. Theoretically, all work should pass the transfer office. In the manufacture of small parts, this can be done without loss of time, provided the transfer office is centrally located. When heavy work is the rule, it is not practical to carry out this plan in detail, but such transfers should be conducted under the supervision of the transfer clerk.
The transfer clerk should maintain records of orders in progress, which will be duplicates of the office records, reporting all transfers to the office on the form shown in Fig. 47. This is a simple report form, giving order numbers, part numbers, quantities, and names of the departments between which transfers are made.
When no transfer clerk is employed, it is necessary to obtain reports, in the same form, from the different foremen. This report should provide for an acknowledgment of the receipt of work, as well as a record of deliveries. The form shown in Fig. 48 gives a double check, since the quantities received must agree with the report of deliveries from the department from which the work was received.
From these reports, the order records are made in the office. In addition to their value in maintaining a record of orders, the tracers and reports are used to advantage in compiling an inventory of work in progress.
COST DEPARTMENT, NATIONAL CASH REGISTER CO., DAYTON, OHIO
GENERAL EXPENSE AND COST SUMMARIES
EXPENSE DISTRIBUTION
1. In order to obtain a thorough understanding of a subject, and to gain a clear insight into the various questions involved, so that one may understand not only its underlying principle, but also its operation in detail, it is quite essential to know first, why a thing is done, and second, how to do it. While a general knowledge of a subject is always desirable, and to be commended, it is often found insufficient when put to the test. Special subjects require special consideration and study, especially when the how-to-do-it is involved.
On the subject under consideration this is particularly true, for it seems to be a common confession among those handling factory accounts, that while they know in a general way how their expense accounts should be treated, they seem to be in a maze when it comes to actually doing it. The "knowing how" is the best asset of a good accountant; and in these days when the subject of costs is of vital interest to the manufacturer, the up-to-date accountant has the opportunity to show his value. To make the necessary repairs to a touring car broken down on the country road may take but one dollar's worth of the repairer's actual time, but the "knowing how" may be worth ten dollars to him when rendering his bill, and usually is.
While it is realized that there are differences of opinion among accountants on some of the questions considered in the presentation of this subject, it is the intent of this article to present what is generally conceded by our leading accounting authorities as the best practice in a well-organized, up-to-date, industrial plant, and to so present the subject to the prospective student that he may fully understand and master the "why" and the "how" of this important question in factory accounting.
That the subject may be carefully considered in all its various[128] phases, it will for convenience be developed under the following general divisions in the order in which they are naturally suggested:
(1) Basis of Expense Distribution.
(2) Methods of Expense Distribution.
(3) Percentage Method Exemplified.
BASIS OF EXPENSE DISTRIBUTION
2. True Cost—What Is It? Without trespassing on the general subject of cost accounts, it is quite essential to clearly establish at the very outset what constitutes true cost. It would be difficult to conceive of a manufacturer to-day who would simply take the value of wages paid and material used for a cost price, and to this amount add the usual percentage of profit he desires to make on his output, and sell at that price. It would be folly to attempt business on any such basis. No business can be conducted without expense, and yet, in the case just cited, the manufacturer has simply ignored it. Suppose the expense of conducting his business exceeds the percentage he added for profit, what then? He soon finds he has made a serious error in figuring his cost, and the item omitted is the cause of his business losses. His selling price was based on less than the true cost of his product and it is noted he has made no provision, in making up his cost price, for covering the expense of operating his factory, his offices, and general expense, including insurance and taxes. It is apparent then that this matter of expense has a very important bearing on the cost, in fact is a part of it, and must be carefully considered in making up the cost records. The factor of expense is frequently found to be greater than the direct labor cost itself, and a successful manufacturer must know how much expense his costs should absorb and how to figure it. The sales from his product must more than pay for the direct cost to manufacture and all the expenses of his factory besides, and if his sales are not sufficient to pay for both there is no profit. This expense, then, is an indirect charge to the cost of production, and must be included in it before the selling price can be established. Many a manufacturer has been ruined by not properly handling his manufacturing expense, and the necessity for its careful consideration cannot be emphasized too strongly.
Mr. Clinton E. Woods, one of our leading authorities in factory[129] organization and accounting, very clearly states that expense and "overhead" charges must be absorbed into the cost of production as much as labor and material, by which operation expense is really converted into an asset.
True cost includes first, direct labor; second, material; and third, expense. The last item will admit of further subdivision and originates from two different sources: First, the expense of operating the work-shop or factory itself; and second, the general expense of offices and administration.
The cost of production, therefore, resolves itself into the following elements:
| Direct labor | —————————— | $ |
| Material | ||
| Factory expense | ||
| ———— | ||
| Factory cost | ||
| General expense | ||
| ———— | ||
| Manufacturing cost |
3. Selling Expense. Selling expense, oftentimes spoken of as commercial expense, has no bearing on cost price. The correctness of this position is easily shown. Two manufacturers, competitors in the same line of production, both operating up-to-date plants with the finest equipment, may produce at the same cost. The expense necessary to market the product from one factory may be so excessive as to cause one concern to lose business to their competitors who can sell their output at less expense, while the actual cost to manufacture may be identical in both shops. Again, while one manufacturer, who can produce at a low cost but carries a heavy selling expense, may conduct his business at a loss, his next door rival in trade may not be able to manufacture as economically but can sell his product with less expense, and thereby carry on a profitable business. In the two instances cited, the key to the losses of one manufacturer and to the profits of the other is in the expense of selling, and not in the cost of production.
In a large plant with an elaborate, well-organized, and expensive sales division, where the dividing line between the commercial and production expense is clear cut, these two expense accounts should be kept entirely separate; the commercial being charged off to Loss[130] and Gain direct, while the latter only should be merged into manufacturing cost.
In a small plant, where the selling division is conducted through the general office at an expense so small as not to affect the cost of administration over what would be necessary for manufacturing purposes only, or where there is difficulty in separating the selling from the manufacturing expense, the two are often combined as general expense and pro-rated as one account into production costs.
Theoretically, selling expense is not a charge to production, but the dividing line between this view and the practical one in most cases is a very fine one, and in the interest of simplification instead of elaboration, the commercial will be treated in this presentation of the subject as a part of the general expense, and will be considered in detail later.
4. Expense Based on Cost Price or Selling Price. Having shown that expense is of necessity an item which must enter into true cost, the question at once arises as to what it is related. Is the amount of expense to be borne by any article of production based on its cost or its selling price? While it is noted that some accountants claim the latter should be the basis for calculation, the consensus of opinion seems decidedly in favor of the cost price as the correct one, and there seems to be good argument for the stand thus taken:
(a) Inasmuch as the selling price cannot be established until the cost price has been ascertained, which is to include the expense, it is apparent that the expense must be calculated from data already in hand; either the direct labor or material cost. The selling price is established after, and contingent on, the cost price, not the reverse.
(b) Again, the selling price may vary according to the demands of trade; different prices to different classes of customers, as well as the wholesale and retail prices for the same article. In either case, the cost price is the same and is not influenced one way or the other by the selling price. The selling price may fluctuate while the cost price remains positive and stationary.
(c) While the selling price is theoretically based on cost, it is often fixed by the trade, or regulated to meet competition regardless of cost, and the expense accounts are found to continue about the same each month whether the selling price is high or low.
(d) In times of depression, or when business is slack, it is[131] common practice to "mark down" the selling price and increase the amount of sales at a smaller percentage of profit.
(e) It is difficult to see wherein there would be any difference in the expense of manufacturing an article which sells at $110.00 over what it would be were the price but $100.00, yet there would be if the selling price were used as a basis.
Other reasons will suggest themselves, but these just referred to are quite sufficient to show that the selling price is too erratic and that expense will be found more reliable when figured at cost price, which method has, therefore, been adopted as the best practice.
5. Expense Based on Cost of Labor or Material. Having decided that expense should be reduced in some manner from the direct cost price rather than the selling price, it is remembered that we still have two items of cost to choose from: The labor cost and that of the material. There are those who maintain that the material cost is the correct starting point for calculations, but there are few manufacturers, if any, who do this.
An attempt has been made to use the combined total of labor cost and material, but this method is hardly worthy of serious consideration. The best practice points almost without argument to the labor cost as the true basis of expense; this is not only the logical conclusion but common sense:
(a) It is easy to see that the elements which go to make up the expense of operating a factory—foremen, sub-foremen, supervision, shop clerks, toolkeepers and grinders, helpers, the up-keep of tools and machines, lighting, etc.—are all closely related and largely dependent upon the number of men employed. Reduce the number employed and it will be seen at once that some of the above mentioned items of expense can be cut; less supervision is required and the wear and tear on tools and machinery is also reduced. It is difficult to see wherein any difference in cost of the material used would of itself cause any increase or decrease in the factory expense or even be influenced by it. It is quite contingent on the labor.
(b) That the cost of the material is not a reliable basis for calculating expense can be quite satisfactorily demonstrated. If the cost of an article is, say, labor $25.00, material $50.00, with expense to be figured at 50% on material, or $25.00, it is seen at once that the manufacturing cost would be:
| Labor | $25.00 |
| Material | 50.00 |
| Expense | 25.00 |
| ———— | |
| Cost | $100.00 |
Suppose this article were duplicated under the same identical conditions and cost, using only this time material that cost $60.00. It is a fair proposition that the total cost would be but $10.00 more than in the first instance, or $110.00. But if the percentage is added on the material as before, it is found that the expense this time is $30.00, which would make the cost appear thus:
| Labor | $25.00 |
| Material | 60.00 |
| Expense | 30.00 |
| ———— | |
| Cost | $115.00 |
It is now noted that the cost figures $15.00 more than in the first instance, while we are quite ready to admit it should be but $10.00, the only difference being in the cost of the material.
6. Conclusions. Having established the fact that the expense is a legitimate charge to the cost of production, we are now quite safe in laying down for our foundation the proposition that expense is contingent on, and should be figured from, the direct labor value of the cost price.
METHODS OF DISTRIBUTION
7. Time is continually bringing improvements; old methods once thought practical and satisfactory are replaced by more efficient ones to meet the exacting conditions of to-day. Examine a Practical Bookkeeping-Manufacturer's Edition of thirty or forty years ago and you will probably find nothing on this subject of expense distribution, while to-day it is one of the most important and most discussed of any in factory accounting in general, and cost accounting in particular. Since that time different methods of handling expense have been devised, some with more or less merit. It will be the intent of this section to consider at some length three of the most frequently used of these methods, endeavoring to find one which will, in the most equitable manner, distribute into production the operating expense of a factory with the least amount of detail and unnecessary figuring on the part of the accountant; and at the same time prove satisfactory from the manufacturer's standpoint.
8. The Man-Hour Rate Method. This method, once quite popular, is now but little used, and it is doubtful if it can be found in operation in many up-to-date plants at the present time. The name of the method suggests its intent, which was to distribute factory expense over the various production job orders according to the amount of time spent by the workmen at an hourly rate. This rate is easily calculated, and was established by dividing the total expense for any period by the total number of hours spent on productive work for the same period, reducing the rate of distribution to so much per hour. If 100 hours of labor were spent on a productive job, the cost of the wages paid the workman for this time was not considered, the expense to be borne by the job being figured at the hourly rate for the 100 hours. It will be seen that this is hardly an equitable arrangement, and to rectify a serious defect in the method, some adjustment must be made:
(a) The inability to fix a standard for the efficiency of the labor lays the man-hour rate open to criticism. Could this be done, this method would in many cases prove a very equitable way of distributing expense. It will, however, be seen at once that as it is, a skilled workman carries no more expense than an apprentice boy, and if both work on a productive job a full week, the expense in either case is the same regardless of the wages paid. This is hardly a fair proposition. Either the apprentice's time must be accepted as standard and the skilled workman considered twice as efficient in work-hours, or vice versâ. To do this would lead to endless complications, yet the quantity and quality of the output between these two classes of labor should be considered and adjusted in some way so that the injustice done the manufacturing cost may be corrected. But this is not an easy matter to regulate, and means extra work on the part of the cost clerks in recording the time spent on job work and adjusting these inequalities in the labor.
(b) The man-hour rate requires that the hours worked be carefully recorded and totaled, as well as the cost. Many concerns with heavy pay-rolls to be apportioned over a large number of job orders, ignore the footing of the long columns of hours and fractions, and use only the totals of labor cost, which are of course necessary for entry in the commercial books. It is obvious that in doing this an immense amount of clerical labor is saved. The man-hour[134] method requires that both hours and labor cost should be recorded and totaled—a double operation and duplication of work, which, unless it can be simplified, should be avoided, as it means time and unnecessary expense.
9. Machine-Hour Rate Method. This machine-rate plan of distributing expense was designed to meet the needs of a shop where the product is largely the result of a machine or tool operation, rather than the labor of the mechanic himself. It somewhat resembles the man-hour plan in that the rate of distributing expense is reduced to an hourly rate for the time the machine is working on the job instead of the time of the operator. Each machine is intended to have its own rate.
The method of arriving at the machine rate is easily understood, and reduces itself to the item of depreciation on the original cost price of the machine with its shafting, belting, tools, and installation cost figured at, say, 5%, the power to operate machine at an estimated cost per horse-power, ordinary repairs, divided by the number of hours the machine is estimated to be in operation for the same period; this will give the hourly rate of cost to operate. Some mechanical engineers advocate including in the above cost, interest on the investment at 6%, also insurance and taxes; and by others, the value of the floor space occupied by the machine is also included; but in all these latter points referred to, engineers greatly differ in opinion, and it is generally decided by each manufacturer for himself according to his own ideas.
On the question of the value of machine rates there is probably more argument by mechanical engineers and accountants than on any question in factory accounting; in fact, engineers themselves are very far apart in their opinions and do not seem to agree among themselves. Accountants generally are inclined to take a somewhat different view of the situation from our mechanical friends. While it is admitted there is good argument for both positions, it is to be remembered that we are considering the question of machine rates as a means of distributing the expense account, and it seems to be the prevailing opinion among accountants that as such it is found wanting. While, theoretically, it is undoubtedly the correct solution of the problem, it is more often found in practice to be a case of a "distribution that does not distribute," and for this reason is not used[135] by the very class of factories and machine works for which it was designed and intended to benefit.
Let us consider in detail a few of the objections that may be raised to the machine-rate method:
(a) It will be noticed there are other expenses in the shop than that of operating the machines and not covered at all by the machine expense. Machine rates are absolutely worthless for bench labor and the assembling room, for these two must also share in carrying the shop burden. Not to do so would be manifestly unfair. It is therefore necessary that a second distribution must be made entirely different in its calculation, to handle this undistributed expense not covered by the machine rates, which means two different operations for the same shop.
This necessitates two different time records to be kept, one card for each machine showing jobs worked on and hours idle, and another time card for the workman. Is is easy to appreciate that this double operation greatly increases the clerical work in the shop, besides two sets of entries by the cost clerks, and more detail for all concerned. If a method can be found which requires but one time record to be kept, this double process can be done away with and the duplication of work avoided.
(b) The principal factor in the calculation of the machine rate, in fact, the real key to a successful calculation, is in establishing a standard of work-hours for each machine. It is noted that the higher the standard, the lower will be the rate, and the lower the hours operated, the higher will be the rate; in other words, when the machine is idle in excess of the standard, the rate changes. In some shops where the output is a stable product, always in demand, and the machine in continuous operation, a good estimate may be made, but in most shops a machine is frequently idle on account of "no work" or "laid up" for repairs the same as is its operator. The practice in most shops is such that it is extremely difficult to estimate ahead what the work-hours of a machine will be, and it resolves itself generally into an intelligent guess with two estimators far apart in their estimates, yet a satisfactory distribution requires a standard which will work out in figures close to the actual facts.
Who can successfully estimate ahead for any time the activity of each machine in a large factory? Our factory engineers are at[136] wide variance on this point. One authority says "full time," 300 days a year, is the proper basis for calculation. It would seem as if this were rather an unusual position to take; it apparently being his belief that the time idle would be offset by the time the machine was operated overtime, or else he expected the machinery once put in motion to neither shut down, nor break down. Either appears to be rather a dangerous assumption on which to base a careful calculation for rate of distribution.
Another engineer says 80% of a full day will be found to be the maximum, and further adds: "It will doubtless fall much below that figure." One naturally asks "How much lower?" There is quite a large field of figures to choose from between an 80% activity and a dead standstill for the machine.
It is quite unnecessary to attempt to demonstrate at length that the work-hour standard may be a very elastic figure, and it is often found that after distribution has been made, the results are very unsatisfactory and the machine rates used have proved "way off."
(c) Again, having settled on the work-hour standard, other adjustments appear necessary to equitably handle the machine rate question. For instance, two machines may be of the same book valuation and in cost of operation practically alike, yet one may be far more efficient than the other and possibly turn out two or three times as much work. This condition is constantly found in different shops, and whether or not the two machines should carry the same rate, and, if not, how this inequality shall be adjusted, forms a very interesting question for discussion.
(d) It is noted that the essentials in the calculation of machine rates are all based on estimates which may or may not prove correct; that positive book figures are lacking; and that the calculations are made on assumptions. One of the best professional opinions noted is that expressed by one of our leading accountants, who, commenting on the question of machine rates, observes that "it begins with estimating and is estimating all the way through." This appears to be rather severe criticism, yet one has but to give the subject careful consideration to note that it quite correctly sums up the situation in a few words.
As previously stated, the machine-rate method is without doubt theoretically correct, but, until the subject has been more thoroughly[137] elucidated and worked out in all its details to fit shop conditions and furnish a satisfactory means of distributing expense, it is doubtful if it will be used to any great extent. This method certainly requires an elaboration of system and detail, with questionable results, and with many serious objections apparent; it seems pertinent, therefore, to ask the question "Is it worth while; cannot something better be devised?"
10. The Percent Method. A third plan of distribution, commonly referred to as the percentage method, differs from the two already outlined, in which the time employed was the basis of operation, in that the rate of distribution is a percentage on the direct labor cost of the product, which is, of course, commensurate with the amount of time expended. In the first division of our subject, it was shown that expense figured on direct labor would prove the most reliable.
This method is based on the principle that the production of each department of a plant should shoulder its own expense, and also a share of the general expense. In other words, the cost of the output from the Blacksmith Department, for instance, would be the total productive labor of the department, plus the material used, plus the operating expense of the department, plus its share of the general expense of the whole plant. It is only necessary, then, to establish the relation between the productive labor and the expense, and express the same in a percentage. It is immaterial how many departments or processes there may be in the factory; this relation should be found in each case, based on its own productive labor and expense, each department having its own percentage ascertained from its own actual conditions; no estimating about it. The expense, then, is figured on the labor cost. If, in the Blacksmith Department already referred to, it is found that the expense at which the department is operated is one-fourth of its total productive pay-roll for the same period, it is at once apparent that if to the labor cost of every productive job, 25% is added for shop expense, the total of these expense items added will equal the total expense of the department. In other words, the shop expense is split up and added to each job in proportion to the labor expended on it.
The general expense is handled the same way. If the total general expense is found to be one-third of the total productive labor in the plant, it is likewise apparent that, if to the labor of every[138] productive job, 33⅓% is added to cover general expense, the sum total of these percentage items added will equal the total general expense of the plant.
Following, then, the formula outlined at the opening of our discussion under the heading of True Cost, the cost of a job done in the Blacksmith Department, on which the direct labor cost was $100.00, would appear on our records as follows:
| Direct labor | $100.00 |
| Material | 50.00 |
| Factory expense at 25% | 25.00 |
| ———— | |
| Factory cost | 175.00 |
| General expense 33⅓% | 33.33 |
| ———— | |
| Manufacturing cost | $208.33 |
This is the percentage method. While it is quite natural in anything of value and merit to look for its imperfections, this method is criticised by some accountants who point to flaws in its logic and method of computation; nevertheless, it stands to-day as the best solution of the vexed question of expense distribution that has yet been devised, for it not only has the approval of our best technical authorities, but that of the practical accountant as well. It commends itself to the intelligent judgment of the manufacturer, who is quick to realize its superiority, and it can be recommended for many reasons:
(a) It is based on actual figures, easily extracted from the regular books of account, and which are a true statement of fact; no guess-work or estimating about it. There is no better way to figure what is to be, than to use results of what can be conclusively demonstrated already has been.
(b) It can be used in any manufacturing plant, or in all the departments of the same plant, thereby insuring uniformity of method, which is always desired. No argument is necessary to convince that two methods in the same factory are undesirable when one can be found that is satisfactory.
(c) It accomplishes its purpose—it distributes. If it is found that factory conditions are changing, the percentages used may also be changed so as to increase the amount of expense distributed, or diminish it, as necessary.
(d) It requires less work for the cost accountant. The man-hour plan requires the hours worked to be recorded and footed in addition to the labor cost. The machine-rate plan requires not only two different calculations, as already shown, but also necessitates the adding of all the hours worked. The percentage plan requires only the labor cost in money value, and renders the recording and adding of long columns of hours entirely unnecessary, which, as can readily be seen, is an immense saving of labor. In a large plant with an elaborate system of job orders to be handled, the value of the percentage method, in doing away with this double calculation, will be appreciated immediately.

BROOKLYN, N. Y., PLANT OF THE H. W. JOHNS-MANVILLE CO.
(e) Figuring by percentages can be done rapidly, and in many instances it is but a mental calculation and almost instantaneous. Were hours recorded, the frequent use of fractions would render the process of figuring expense less rapid.
(f) It is an equitable means of distribution, for it is based on the direct labor cost, which is not only the most reliable element of cost to use as a basis, but which is one of the principal factors by which the amount of expense is influenced.
(g) It has the endorsement of our best factory accountants and auditors, and it is noted that where "systems" are being installed by factory organizers to-day, the percentage method is continually being adopted as the most satisfactory, for it brings the best results with the least machinery to operate.
PERCENTAGE METHOD EXEMPLIFIED
11. Before proceeding to show in detail the method to be pursued in arriving at the various percentages to be used in distributing expense by the percentage method, it may be well at the outset to clearly understand what constitutes productive labor and expense, or non-productive labor, for it is on the former that all calculations are based.
12. Productive Labor. The wages paid to the workmen for labor spent on productive work which is offered by the manufacturer for sale, and from which the business derives its regular revenue, is properly classed as productive labor. In other words, the amount of productive labor is commensurate with the productive output.
It is frequently asked whether labor spent on plant extensions or new equipment, when made for one's own use, may be considered productive labor and should carry its share of the expense in its distribution. Most assuredly, yes. If this same work were performed[140] to be sold again in trade it would be considered productive labor and the expense would be added. The reverse is also true; if it were purchased from another manufacturer he would treat it as productive labor, and include expense in his cost and selling price, and the purchaser would have to pay for it, and would carry same in his ledger, in his plant or equipment accounts, and on his balance sheet as an asset. The only difference, if any, is in making new equipment himself, in which case it goes on his books at the cost price to him, thereby saving the manufacturer's profit he would have to pay if he purchased it. Is it, then, any less productive labor because a manufacturer prefers to make his plant extensions or new machinery, himself, instead of buying? It does not appear so; it certainly is productive labor.
13. Non-Productive Labor. All other labor, not distinctly productive as just outlined, must be classed as non-productive. This includes clerks and offices, foremen, assistants, watchmen, repairs and renewals, small tools, etc., and all the many expense men not working on product but necessary to keep the plant in repair and operation. Non-productive labor is a question of keeping the factory organization and management up to concert pitch, and is not regulated by the quantity of production.
Inter-department work in a plant often raises an interesting question. Shall labor expended by one department on repairs for another department receive credit for same as productive labor? The foreman of the department often claims that the repairs his men are doing for another department are just as much production, so far as he is concerned, as though his men were building a machine for sale, and should shoulder part of his expense. In a certain sense, all labor is productive, and from a selfish point of view, the foreman's argument is a fair one. But from the broader view of the manufacturer, all such inter-department repairs, or similar work, are a part of the operating expense of the plant, and are necessary for the up-keep of the equipment; they are not made for sale, as is a production order, and must be carried as expense—non-productive labor.
14. Expense and Production Cost Ledgers. Without digressing from our general subject, it may not be out of place at this point to call attention to a most convenient method of keeping cost records. Inasmuch as the cost of production must absorb the expense costs[141] of manufacturing, it will be found advantageous to keep these two classes of accounts in separate binders, putting all the non-productive labor cost records in one binder, calling it Expense Ledger No. 1, and all the productive labor in Production Ledger No. 2. When the expense distribution is to be figured, it will be noted that all the entries will be made in Ledger No. 2, while Ledger No. 1 furnishes the amount and details of expense to be distributed.
15. Period for Comparisons. Having shown that our percentages of distribution are based on the relationship of total expenses to total of productive labor, the first step in our calculation is to draw off from our ledgers a statement of each for the same period as a basis for comparison.

Fig. 1. Private Ledger Labor Account
Inasmuch as there is generally found to be some item of extraordinary expense that appears each month, comparisons made on conditions shown by one month's operations are apt to be found abnormal, while a comparison made on results of operations extending over six months or more will give an average nearer the true condition of the plant's activities than one made on results shown by a shorter period.
16. Pay-Rolls Dissected. For our first statement, let us examine the pay-rolls and find out what portion may be classed as non-productive labor and what as productive labor, both by departments and in totals, our examination of same to cover a period of six months as just suggested.
For the sake of illustration, let us take a plant with a weekly[142] pay-roll of about $10,000. Ordinarily there will be four pay-rolls each month, but in order to provide for thirteen rolls quarterly, it will be necessary every third month to have the labor account cover five weeks instead of four. Turning to our Private Ledger, we find our labor account appears as shown in Fig. 1.
It is now seen at a glance that the total pay-roll for six months is $266,155.00. It is now necessary to know the split-up of the above figures into productive and non-productive labor by departments, and this is easily obtained. By reverting to the pay-sheets, can be found the total pay-rolls for each department during the above period, and from Ledger No. 1 can be found the portion of these same rolls that were classed as non-productive labor, and the balance will be found entered in Production Ledger No. 2, the sum total of which will in each case balance with the totals in the Private Ledger. Every dollar of labor is accounted for in either one or the other of the two cost ledgers. Having done this, the labor statement resolves itself into something like the following:
PAY-ROLL DISTRIBUTION
Jan. 1 to June 30, 1908
| Non-Productive Labor | Productive Labor | Total Pay-Roll | |||||
| Dept. | A-Offices | $9,828 | 00 | $ 9,828 | 00 | ||
| B-Store | 2,180 | 00 | 2180 | 00 | |||
| C-Power | 4,524 | 00 | 4,524 | 00 | |||
| D-Yard | 9,316 | 00 | 9,316 | 00 | |||
| E | 9,971 | 00 | 104,409 | 00 | 114,380 | 00 | |
| F | 7,082 | 00 | 31,429 | 00 | 38,511 | 00 | |
| G | 1,749 | 00 | 5,528 | 00 | 7,277 | 00 | |
| H | 2,488 | 00 | 10,659 | 00 | 13,147 | 00 | |
| I | |||||||
| J | |||||||
| K | |||||||
| Etc. | |||||||
| Totals | 58,021 | 79 | 208,133 | 21 | 266,155 | 00 | |
| 21 | 8% | 78 | 2% | ||||
The above figures are all that are needed so far as the labor end of the comparison is concerned. In fact, the non-productive labor is not necessary and is shown here merely as a matter of interest, as are also the proportionate percentages of each division to the total pay-roll, for it will be remembered that the productive labor is the figure used in all costs on which the expense is calculated.
17. Departmental Expenses. Against the amount of productive labor for each department shown in the statement just made, place the total expenses for the same departments. This is readily found by again referring to the Private Ledger, where the amount of Operating Expense, Department E, for the same months the pay-rolls were tabulated, appears as in Fig. 2. The expenses of all the other departments should be similarly treated.

Fig. 2. Private Ledger Operating Expense Account
18. General Expense. The general expense of a plant, for the sake of convenience as well as information, is kept usually in considerable detail, different ledger accounts being opened to carry the various subdivisions of expense. The use of a General Expense Account in the ledger is not recommended, for its very name has the earmarks of a general dumping ground for all miscellaneous items, and is often found a convenient place to hide expense, trusting it will there be lost sight of and thereby escape observation.
The combined total of these various expense accounts is the total general expense, a part of which each productive job is to carry. As they now appear in the ledger as separate accounts, Executive, Office, Store, Power, Yard, Taxes, Insurance, Printing and Stationery, Telephone and Telegraph, Postage, etc., it will be seen that each account is in itself but a part of the amount to be distributed, and, to better show this combined total, these individual accounts should be closed out monthly and brought together in another account, called General Expense Distribution. This is done by journal entry.
| Dr. | Cr. | |||||||||
| $10,293 | 28 | General | Expense Distribution | |||||||
| Executive Salaries | ||||||||||
| Insurance | ||||||||||
| Taxes | ||||||||||
| Depreciation | ||||||||||
| Freight | ||||||||||
| Express | ||||||||||
| Cartage | ||||||||||
| Printing and Stationery | ||||||||||
| Telephone and Telegraph | ||||||||||
| Traveling Expense | ||||||||||
| Postage | ||||||||||
| Legal | ||||||||||
| Water | ||||||||||
| Advertising | ||||||||||
| Etc. | ||||||||||
| Operating Expense Dept. | A | |||||||||
| " | B | |||||||||
| " | C | |||||||||
| " | D | $10,293 | 28 | |||||||
These accounts are now balanced out and combined in total in the Distribution Account. The Distribution Account is now examined to ascertain the total general expense for the same six months previously used, and the Private Ledger shows it to be $67,840.00, Fig. 3.
19. Power. While the cost of operating the power-house is unquestionably a legitimate charge to the operating expense of each department according to quantity used, it is noted that, by the journal entry just made, the cost of same is closed into General Expense Distribution.
In a plant operating a central power station with electrically driven machinery, the power used in each shop can be metered and accurately known, in which case, each shop can be charged with the amount actually used. To do this requires considerable extra expense, and although it is done in many works, most plants do not consider the expense worth the results, and are inclined to treat all power as general expense rather than departmental.
In a plant driven by shafting and belting, the power consumed cannot be registered or recorded, and the power required only estimated from tests made as often as desired. Although there may[145] be a heavy draft on the power-house at certain times, when all the machinery is in operation, there are frequently times when but few machines are running and the power required is down, although there is no way of recording it.
It is, therefore, extremely difficult to arrive at the actual power used during a month, and for this reason most plants do not attempt its calculation, and are quite ready to charge its cost off as a whole to general expense. To departmentalize it, means extra expense with no benefit gained—except to engineering science.

Fig. 3. Expense Distribution Account in Private Ledger
20. Productive Labor and Expense Compared. Having now dissected the pay-rolls and drawn off the departmental and general expense accounts, it is but a matter of bringing these two statements together to produce the final results. It will be remembered that all that is necessary to know is the rate between the two, therefore place them side by side, item for item, as already shown:
| Productive Labor | Expense | % Expense to Prod. Labor |
|||||
| General | $67,840 | 00 | 32.6 | ||||
| Department | E | $104,409 | 00 | 22,731 | 00 | 21.8 | |
| " | F | 31,429 | 00 | 5,419 | 00 | 17.3 | |
| " | G | 5,528 | 00 | 2,465 | 00 | 44.6 | |
| " | H | 10,659 | 00 | 3,174 | 00 | 29.8 | |
| " | I | ||||||
| " | J | ||||||
| Etc. | 26.5 | ||||||
| Total | $208,133 | 24 | $122,985 | 00 | 59.1 | ||
The percentage columns shown give us what may be considered a very close figure as to what are the actual factory conditions of operating expense and productive labor, and the relationship of the former to the latter. These results are all the more reliable because they are based on actual figures taken from the books of the company, thereby eliminating all estimating and the basing of important calculations on guesses and assumptions, which later generally prove to be far from the real facts in the case. The above results, gathered from six months' operation of the plant, are a fair statement of what the same expenses will be found to be in the long run, although if it is desired to go into the matter still deeper, the same tabulation may be made covering a year, with practically the same results.
What do the above figures show?
(a) That the total operating expenses of the plant are 59.1% of its productive labor, of which amount, 32.6%, is necessary to cover the general expenses, and 26.5%, the average for all shop operations.
(b) That the expense of operating the different productive departments vary according to conditions. That while Department E's expense is found to be 21.8% of its productive labor, that for Department F is found to be but 17.3%; each department having its own rate based on its own actual figures.
(c) Since, as already shown, each department must shoulder its own expense and its share of the general expense, it is seen from results just shown that for every dollar spent on productive work in Department E, 21.8 cents must be added to cover its own operating expense, and 32.6 cents as its share of the general plant expense, and that every dollar spent on production here cost $1.544. This has been covered in detail under heading, True Cost.
21. How to Use Percentages. Let us continue the use of the same figures. It is apparent that, if to the cost of each productive order worked on in Department E during the period of six months just considered—all of which is shown in detail in Production Ledger No. 2, the sum total of whose labor cost is $104,409.00—21.8% is added, the amount thus added will be $22,731.00 (the actual figure is a trifle more), which is just the amount of Department E's expense shown in the Private Ledger and found in detail in Expense Ledger No. 1.
Again, if to the cost of each productive order worked on by any and all departments in the plant during this same period—the sum total of whose labor cost is found to be $208,133.21 and which is shown in detail by the individual cost sheets in Production Ledger No. 2—32.6% is added, the amount thus added will be $67,840.00 (actual figure is a few dollars more), which is just the amount of total expense shown by the Distribution Account in the Private Ledger.
It is now a simple proposition. Having found our average ratio of expense to productive labor for each department, and also for general expense covering a period of six months' operations, we can begin to distribute the expenses of succeeding months on the same basis with the same results.
In closing up the Production Ledger at the end of each month preparatory to drawing off a monthly summary of all the totals therein to obtain the total cost of production for the month for entry through the journal into the Private Ledger, it is simply necessary to enter on each cost-sheet, in columns provided for that particular purpose, two items of expense, one for department expense and one for general expense. In the case of Department E, just cited, the expense for the department is to be calculated at 21.8%, and the general expense item at 32.6%.
22. Even Percentages May Be Used. In a large plant with an elaborate system of manufacturing job orders worked on daily with perhaps hundreds of cost-sheets on which an expense calculation must be made, the use of percentages with three figures may require more time in figuring than desirable, in which case an even percentage may be used. Instead of 21.8 for Department E use 22, and for general expense, instead of 32.6 use 33. This means that under usual conditions, more expense would be added to production than shown by the expense accounts, and the Private Ledger would show whether there had been an over-distribution or an under-distribution in each department's account after the distribution had been made. Turning to Private Ledger Account, Department E, while it is shown that, for January, the expense that should have been distributed, if done exactly, would have been $3,697.33 (had the productive labor for the same month been, say, $17,095.45), the amount added to production by using 22% would have been $3,761.00, an over-distribution of $63.67. To adjust this overdraft in figuring the next month,[148] use 21%, the idea being to have the ledger accounts as nearly balanced out as possible. Should the general expense rate prove more than sufficient when 33% is used, reduce it or increase it to meet the fluctuations of the expense, with the thought always in mind to keep all balances as small as possible, and to make as nearly a perfect distribution as figures will permit.
It is suggested that where these percentages come close to 16⅔, 20, 25, 33⅓, etc., that these figures may be used to advantage. By so doing the expense calculations can be figured mentally and very rapidly, and generally without interfering with a satisfactory distribution. If, however, the overlap each month increases, these should be modified to bring closer results.
23. Journal Entry for Distribution. While it is not the intention in the consideration of this subject of Expense Distribution to depart therefrom into the general field of cost accounts and cost records, it is assumed that on whatever form of cost-sheet used, provision will be made for the proper recording of the three elements of cost: labor, material, and expense, the latter in two items. Inasmuch as only totals should be carried into the Private Ledger, it is only necessary for drawing off the amounts on the individual sheets in Production Ledger No. 2 to provide summary sheets with sufficient money columns to accommodate, among other credits, all items for each department's expense and also for general expense. This, when done and totaled, will give the total cost of production for the month, made up of the following items:
(a) Labor—amount of which should check total of productive labor shown by the dissection of the monthly pay-roll.
(b) Material—amount of which represents withdrawals from stores during month.
(c) Departmental Expense—each separate, representing the amount of expense actually distributed and thrown into production.
(d) General Expense—representing the total amount actually distributed and absorbed by production.
This done, our journal entry will be:
| Debit Production. (This may be subdivided into as many accounts as desired.) |
||||
| Credit | Labor. | |||
| Material. | ||||
| [149] | Expense Dept. | E | ||
| " | F | |||
| " | G | |||
| " | H | |||
| " | I | |||
| Gen'l Exp. Distribution. | ||||
24. Expense Ledger. The totals from the Expense Ledger should also be drawn off in a similar manner, and the same items will appear as those shown in the Production Ledger, except that no expense will be added, for it will be remembered that the entries in the Expense Ledger constitute the very items which are transferred to the Production Ledger through the percentage added.
The journal entry for this ledger will be:
| Debit Expense Dept. | A | ||
| " | B | ||
| " | C | ||
| " | D | ||
| " | E | ||
| " | Etc. | ||
| Credit | Labor. | ||
| Material. | |||
25. Results of Distribution. Having posted the journal, turn again to the Private Ledger and note what has taken place. It is found that the two items of labor posted have just balanced out the Labor Account, and every dollar of pay-roll has been accounted for somewhere, either into expense or into production. It it also found that all the debits in the shop-expense accounts have originated in Expense Ledger No. 1, and the credits have originated in the Production Ledger. The various subdivisions of general expense have been consolidated in one Distribution Account, which has also been disposed of through the Production Ledger. What once appeared as an expense cost has now been wiped out, absorbed by production and converted into an asset, just as Mr. Clinton E. Woods, previously quoted, states it should be. A glance at the trial balance reveals scarcely a trace of expense, the small undistributed balances only remaining.
26. Undistributed Balances. Under any method of distributing expense on a pro-rata basis, it is apparent there will be small balances[150] left, representing either an over-distribution or an under-distribution, as already explained. These may be treated in either one of two ways. If the product manufactured has been practically completed during the year, and but little carried over into the next year to be finished, these balances can be charged off and become a part of the Loss and Gain account for the year in which they were created, and the new year begun with a "clean score."
If the product, however, consists of large contract work but partially finished when the year closes, the work on same continuing for some time into the new year, these balances may be also carried over to be worked out in succeeding monthly distributions as the work continues. When this latter method is chosen, of course it will be necessary that these balances be taken into consideration when preparing the Balance Sheet.
27. In Conclusion. While it is realized that the Percentage Method is not perfect in all its details, yet it is quite generally admitted to be the best means that has yet been devised for distributing expenses. A manufacturer using it may be assured that his costs thus figured are correctly shown, from the fact that this method is used and recommended by our highest technical authorities in accounting. From the practical side, it appeals to the manufacturer who is more interested in successful manufacturing than he is in the science of accounts, by the simplicity of the method and economy with which it is operated. The same amount of time spent in planning economies and devising means for cheapening the cost of production that is often spent in lengthy attempts at fine figuring, which, when finished, prove unsatisfactory, will be productive of far better results. Any method which eliminates the unnecessary and simplifies the essentials cannot help but prove attractive both to the successful manufacturer and the progressive accountant.
OPERATING EXPENSE STATEMENTS
28. To properly analyze detailed records, and to be able to extract therefrom the essentials and eliminate all items of minor importance, so that the exact situation and final conclusions can be expressed briefly and in an attractive manner, is an art in itself. A bookkeeper may be ever so well posted in up-to-date methods, and his books may show great care, and be models in appearance, yet[151] when it comes to preparing an intelligent statement of any feature of the company's business, he may be sadly deficient. It does not necessarily follow that because he can do the one thing well, he can make a success of the other. Even as the pleasure naturally to be derived from a carefully prepared dinner may be completely wrecked by poor service, so can the intent of what would otherwise be an interesting tabulation of statistics be made meaningless by the presentation of a jumbled and carelessly arranged lot of figures.
It is as necessary to clearly show on paper the results of the factory operations as it is that they should be correctly recorded on the company's books. While the two operations are entirely distinct and separate, they are closely allied, and every progressive accountant should be interested in both.
The object of a statement is to convey to the reader certain information in an intelligent manner; if it does not do this, it might as well not have been written. This leads us at once to the question: "What constitutes a good statement?"
29. Lengthy Statements Undesirable. That we may have "too much of a good thing," and that even those things worthwhile may be overdone, is true in the matter of statements. The general tendency seems to be to elaborate rather than simplify, and to crowd into the tabulation a lot of figures representing details which are almost always passed over without examination, or are even hardly looked at. If the same amount of time is spent in studying such a statement that is spent in its preparation, it would not be altogether without value, but the fact remains that it seldom is thus considered.
The size of a company's statement is oftentimes all out of proportion to the size of the business; some of the smaller industries present reports of their operations so voluminous in size as to rival that of the United States Steel Corporation, or that prepared by the actuary of one of the mammoth insurance companies.
It should be remembered that a busy manager is more interested in economical management than in wholesale bookkeeping, and has but little use for a formidable array of figures, except in so far as they show general results. Such a statement, when presented to him, is usually tossed aside to be examined later, while if it were condensed and served up to him in a more attractive form, it would probably[152] be eagerly examined and studied with interest. A multitude of figures is more apt to confuse than to enlighten the situation, is a waste of an accountant's time, and, being a source of displeasure to the employer, thereby defeats the very object for which it was made.
Detailed records should always be kept, and in such shape as to be immediately available when called for, but it is hardly necessary to incorporate them in a tabulation intended to show results. It will be well, in submitting figures to the manager, to always bear in mind an imaginary notice over his desk: "This is my busy day; be brief." It is safe to say that a good statement should contain as few figures as possible to intelligently show the desired result.
30. Tabulate the Essentials. The data for a good statement should be well chosen. A manufacturer wants results. He is in business for profit making, and wants to know the true condition of his shop operation and the expense, in a concise presentation of facts, and has but little use for comparisons beyond those necessary for showing him the result of his management. He is not often found to be a philanthropist, eager to load down his expense account so that his clerical assistants may use his time to pursue their studies in the science of accounting. He wants to know what his costs of production and the expense of operation are, and where they may be cut, and it is as much to an accountant's interest to show him this in a clear and self-explanatory statement as it is by an elaborate and dazzling array of statistics to show his own ability in handling figures.
A manufacturer will doubtless obtain just as much solid comfort and real pleasure in knowing that special tools recently made have enabled him to clip a few cents off the cost of one of the units of his product, and that economics in his shops have reduced his operating expenses 2% or 3%, as to be furnished the startling information that his Printing and Stationery account is .7148% of his General Expense, his Insurance, 6.2714%, Postage, .5218%, Telephone and Telegraph, .6538%, and so on down the list.
The illustration used is not an imaginary one either. Statements are occasionally seen wherein all the individual items of expense are thus figured and the percentages carried out four decimal places. Of what conceivable use can such figures be? The only imaginable excuse seems to be that the accountant hoped to lower these percentages in the next period—possibly the third and fourth[153] figures in the decimal—by bringing pressure to bear on the telephone company and on the insurance underwriters sufficient to get the rates reduced, and by telling the mail boy he must use less postage stamps. Rather a peculiar method of cutting expenses, and it is quite safe to say that the same effort applied in other directions would be productive of far more satisfactory results. A good statement, then, should be clear, concise, and complete.
31. What the Statement Should Show. The two elements in a factory, in which the management is directly interested, are the productive output and the operating expense. The former should be pushed to the utmost limit, while the latter should be trimmed at every point possible; and it is readily seen that the point of greatest efficiency is reached when the plant is producing at its full capacity. A factory with a complete organization is operated at a heavy expense when running at but 50% of its full capacity. These two elements, output and operating expense, are so closely related that a change in one immediately affects the other, and the relationship between the two, which is expressed in a percentage, is either raised or lowered according to the character of the change.
(a) If the operating expense remains stationary and the production increases, or
(b) If the operating expense is lowered and the production remains unchanged, or
(c) If the output increases at a greater rate than the expense increases, or
(d) If the output decreases at a lower rate than does the expense, then the percentage which expresses the ratio of expense to production is lowered, which means increased operating efficiency and a decrease in the cost of production.
On the other hand:
(a) If the operating expense remains stationary and the production decreases, or
(b) If the operating expenses are on the increase while the production remains unchanged, or
(c) If the operating expenses increase faster than the production increases, or
(d) If the operating expense decreases at a less rate than does the productive output, then these tell-tale percentages automatically increase also, which the manager is quick to note, and mean a falling-off in the economy with which the plant is being operated, for increased expense means increased cost of production.
This means, then, in order to be in complete control of his plant, a manager must have production costs and operating expense well in hand, for these two factors are the keys to successful management. It is up to the accountant to show the manager, in figures, the facts as to the true conditions in the shops, and the statement presented to him monthly must be sufficiently explicit to show him at short notice what the expense of operating each department of his plant has been, and what the items were that made it up.
32. Comparative Figures. It is quite unnecessary to demonstrate the value of comparative statements, for this is generally admitted without argument. They portray at once whether what now is, shows an improvement or a falling short over what has been; in fact the degree of success or failure in any line is gauged by comparison with results previously attained.
A statement showing operating conditions with those of a previous period cannot help being interesting as well as instructive; in fact it is from this source that a manager obtains the information which enables him to size up the changing conditions in his plant, and in case of loss in efficiency, shows him where the remedy should be applied.
If a comparison or test is made between the operating expense and productive output, covering a period of, say, six months or a year for each department or process in the plant, as well as for the general expense, the resulting percentages show what the factory conditions will average in the long run. Any departure or deviation from this average in any succeeding month, as shown by the operating statement, serves to indicate to the manager what he may expect as the results of the present period when actual figures are in hand and actual results known. If a falling off in efficiency is noted, opportunity is offered to make economies before it is too late, and for the balance of the period to make a better showing. While it is true that an extraordinary expense, such as a breakdown of machinery, may cause an unfavorable showing for a particular month, it is quite essential that this long run average should be closely followed, in order to show that the previous efficiency has again been maintained, or better still, improved upon.

AIR-COMPRESSOR ERECTING ROOM, CLAREMONT, N. H., FACTORY, SULLIVAN MACHINERY CO.
A comparative statement shows at once any radical departure from normal conditions and accepted standards, and is, in reality, the manager's barometer of factory operating. The discovery that his operating expenses are increasing without a corresponding increase in the output, means that the storm signals are immediately raised, and there are likely to be squalls ahead in the department responsible for the increase, with an explanation in order from its foreman. The operating statement, then, should show up excessive operating expense, what it is, where it is, and what caused it.
33. Source of Data Used. Having now in mind what characteristics should be embodied in the tabulation, proceed to gather the necessary data for the statements.
Continue the original plan and make the Operating Expense Statement consistent with the Percentage Method, and extract the data for same from the cost records and books of account in a factory where this method is used.
34. Expense Manufacturing Departments. First prepare the shop operating expense statement for the manufacturing departments. If the cost records have been kept in two binders—one for operating expense in Expense Ledger No. 1, and the other for production in Production Ledger No. 2—the procedure is simple. The Private Ledger account for each department shows the total expense for each month posted in total, with all the details shown in Expense Ledger No. 1, to which now refer.
Inasmuch as everything is charged to some job number, both labor and material, it is simply a matter of drawing off the job totals, which will check the department total expense as shown in the Private Ledger. A convenient grouping of job numbers will be found of great assistance; say
Jobs 1-99. Standing expense orders.
100-999. Special expense orders.
Generally, Job 1 is used to cover miscellaneous expense costs not covered by other job numbers, and includes foremen, sub-foremen, clerks, tool-room men, helpers, watchman, small repairs, etc., both labor and material. In the matter of repairs, it will be noted that such charges originate from two different sources: those done by the department for itself, and those done for the department by another department, and frequently spoken of as inter-department work. By providing two cost-sheets for labor items on Job 1, one for direct[156] labor charges, and the other for inter-department labor, the two items may be easily kept separate.
The material on Job 1 should also be kept in the same manner. The reason for this is apparent, as it shows up at once how much a foreman is charging to his department himself, and how much is being charged to him by other foremen on inter-department work.
Jobs 2, 3, 4, and so on down the list, can cover the various subdivisions of shop expense, such as new small tools, repairs to tools, repairs to machinery, and as many detailed items as may be considered desirable. If expensive repairs are to be made to one of the large machines, it is desirable to keep a separate cost of same by assigning a special job number for the work, say Job 100, rather than throw the cost into one of the standing orders, where it is lost. In fact, a limit of cost should be placed on all new tool-costs, or repairs chargeable to standing orders, so that these jobs may not be used as a dumping ground for extensive repairs, which a foreman may be inclined to conceal from the manager's notice, and for which a special permit should be given by the manager, and job number assigned, before such repairs are begun.
The productive labor of the department will be found in Production Ledger No. 2, the total of which, if added to the total of the non-productive labor found in Expense Ledger No. 1, will equal the total department pay-roll.
The resulting percentage of expense to productive labor expresses the ratio existing between the two, and is used as the basis for distributing the same expense over the various items of production. The question of distributing expense is only referred to here, having been discussed at length elsewhere. Inasmuch as it will be seen that this percentage will fluctuate somewhat each month, it will be well to show on our statement, the same percentage for the previous month for comparative purposes. The extent of the monthly fluctuation is the key to the situation, for these percentages sum up in one figure the actual results of shop management, toward the lowering of which the best energies of the manager are always directed.
For the sake of illustration, take a plant with a weekly pay-roll of about $10,000.00. Having drawn up a form in which the features already discussed have been provided for, extract from the Expense Ledger some imaginary figures. The expense accounts of the different producing departments in the plant will appear as shown in Fig. 4.

Fig. 4. Statement of Departmental Operating Expense
After studying the same a moment, what will the manager of the plant discover? Among other things he will see at once:
(a) The total expense of operating each department in the works, with the principal items which go to make it up.
(b) That the total productive labor was 79.9% of the total monthly pay-roll while the non-productive was 20.1%; that the former has been apportioned over the various departments and every dollar of same accounted for.
(c) The ratio of expense to productive labor for each department reduced to a percentage, the average of which for all the productive departments is 25.7%.
(d) From the comparative figures, that the August percentage showed an improvement in operating expenses in most of the productive departments over those for July and that they are a trifle lower than the average for the first six months of the year.
(e) That the operating percentage for Department F has jumped up 4.7%, which means that something is wrong in that department, and must be investigated.
(f) That for every dollar spent for productive labor, he must add 56.8 cents to cover operating expenses, of which amount, 25.7 cents covers the expense of operating the shops and 31.1 cents covers the general expense of the plant.
The item of General Expense = 31.1% is not derived from any figures that appear in this statement, but is taken from the tabulation covering General Operating Expense presented later. It is desirable to have this appear here, as well as the Department average percentage, in order to show the total operating expense (56.8%) on the labor, bringing total plant results on one sheet.
35. General Expense Statement. This statement serves as the companion sheet to the one just shown for Departmental Expense, every operating expense appearing on either one of these two statements. It is drawn off in just the same manner as the Departmental statement, the total of the various expense accounts in the Private Ledger and the details of the four expense departments shown in Expense Ledger No. 1 checking the total General Expense Distribution account shown in the Private Ledger. It will be seen at once that the General Expenses of the plant may be reduced to the following general divisions:
Special Ledger Accounts:
Executive, Insurance, Taxes, Depreciation, Freight, Express, Cartage, Printing and Stationery, Telephone and Telegraph, Traveling, Postage, Legal, etc.
| Department A—Offices: | Clerks and supplies. |
| Department B—Storehouse: | Clerks, laborers, and supplies. |
| Department C—Power House: | Engineers, firemen, coal, etc. |
| Department D—Yard: | Laborers, teams, and supplies. |
| Unclassified Expense: | Not included in above. |
The General Expense Distribution account referred to originates by closing monthly all the various ledger accounts listed above into one account. This brings all these scattered expense accounts together in one total, necessary not only for the purpose of distribution, but for convenience in ascertaining and handling general expense. The details can be readily taken from the individual accounts before thus closed, while Departments A, B, C, and D are carried in detail in the Expense Ledger. The total General Expense shown then by the statement will check the total shown by the Distribution account in the Private Ledger.
The form Fig. 5, will be found a very convenient and satisfactory exhibit. Detailed explanation is quite unnecessary; the tabulation explains itself and needs no assistance. The general conclusion arrived at is that the plant's general expense is found for the month of August to be 31.1% of the productive labor; in other words 31.1 cents must be added to every dollar of productive labor to cover its proportion of the general and administration expense of the plant. The same figures are also shown for comparative purposes for the previous month, and also for the first six months of the year; the manager can see at once exactly how the plant is running.
The same summary figures are placed at the bottom of this statement as were shown on the departmental statement, that each may show the final results of the other.
36. Statements for Foremen. It is often asked whether or not it is a good plan to furnish the foremen of the various departments any cost figures. In a good many shops, it is the rule to tell them nothing and to keep them in entire ignorance of their expense costs, the feeling being that in case of an unsatisfactory showing they will be inclined to doctor their expense returns by diverting them into production in order to make a more favorable showing.
While it is undoubtedly true that a foreman is frequently tempted to resort to such measures—not a very far-sighted policy to be sure, for it is bound to be shown up later—it would seem advisable to furnish him a copy of his operating expenses not only for his information but as an incentive to practice economies on his own initiative without waiting for a call from the manager. Most foremen are quick to see that it is for their own interests to do this and to make the best possible showing for their department. It also creates a good-natured rivalry among the various foremen, which tends towards good results in which both foremen and management share.

Fig. 5. Tabulation of General Operating Expense

Fig. 6. Statement of Departmental Expense Made to Foremen

Fig. 7. Graphic Chart Showing Fluctuations in Labor Costs

Fig. 8. Graphic Chart Showing Fluctuations in Operating Expense
The statement furnished the foreman is simply a copy of the expense of his department as shown on the Departmental Expense Statement, and may be made up substantially as shown on the form herewith presented, Fig. 6.
37. Charts. While the value of chart records is generally admitted, there will probably be no one in the plant who will appreciate this form of presenting figures more than the manager, who, from his mechanical training, will at once grasp the situation as thus presented. The general trend of operations for the whole period is immediately revealed at a mere glance, without any systematic study of the figures involved, and any unusual condition is detected at once.
To show the possibilities of thus arranging comparative statements, two charts, Figs. 7 and 8, are presented, on which are plotted the same results appearing on the tabulated statements already shown, or previously used for the purpose of illustration on Pages 31 and 34.
On one chart is shown the total pay-rolls with split-up of same into productive and non-productive labor, with the percentage of each on the total; the other shows the total expense, also subdivided into shop and general expense, with the resulting percentages of same on the productive labor as shown on the first chart.
38. In Conclusion. While there is no end to the number of statements that can be prepared and that can be elaborated almost indefinitely, it is well to continually bear in mind that the statement which best serves its purpose is the one which conveys the most information in the fewest figures; is not overloaded with unnecessary detail; whose tabulated data is well chosen, and whose make-up is sufficiently attractive to cause it to be read and studied, and not thrown into the waste basket.
COST SUMMARIES
39. Any system of cost records is deficient that does not provide for the tabulation of all items entering into the cost of individual units or jobs, in such form as will permit of the computation of the total of such costs for comparison with records of total manufacturing expenditures. Three elements enter into the cost of the finished product—material, labor, and expense.
Under the head of material is included the cost of materials of all kinds of which the product is made.
Labor is of two classes, direct and indirect. Direct labor is that which is applied directly to the manufacture of a given article; indirect labor is that which, while necessary to the operation of a shop or factory, is not applied to specific jobs or the production of individual units. In a manufacturing industry operating a machine shop, the labor of machine operators would be classed as direct, while the labor of porters, oilers, and general workers employed in the shop would be classed as indirect. The superintendent of the plant, shop foreman, factory clerks, engineers, firemen, and general workers also belong in the indirect classification. For accounting purposes, indirect labor is divided into two classes—shop indirect and general indirect. Shop foremen and general workers employed exclusively in the operation of a single shop are properly classified as shop indirect, and their wages are charged against the operation of the shop. The superintendent, factory clerks, and general workers necessary to the operation of the plant, whose time cannot be charged against the operation of any one shop or department, are classified as general indirect.
Expense includes all items entering into the cost of the product or the operation of the plant, that are not included in the charge for material and labor. Expense, like labor, is properly divided into shop expense and general expense. General expense includes the cost of all supplies and miscellaneous items of expense incurred in the operation of the plant, which cannot be charged to individual shops.[166] Such items as heat, light, building maintenance, taxes, insurance, and depreciation belong in the classification of general expense.
Any classification of expense items that is not made with reference to a specific plant, must be general; items that in one plant must be classed as general expense, are applied in others as shop expense. The item of power costs furnishes an example. In a plant equipped according to modern engineering ideas, with electrical transmission of power and each machine equipped with its own motor, an exact distribution of power costs to individual shops is a simple problem. The total cost of power for a month is divided among the several shops in proportion to the amount used by each, as shown by meters. Even the hourly cost of power for each machine can then be determined. With a shaft-and belt-driven plant the problem of distributing power costs is less simple. When power costs can be distributed accurately to departments, however, it should be done; otherwise such departments as the drafting room will be charged for power when none is used.
COLLECTING COST DATA
40. For the purpose of making the necessary summaries, complete details of all items of cost for each operation must be collected. This data supplies the foundation for all tabulations of cost statistics.
The first step necessary to insure a record of the cost of manufacture of a given article is the entering of a production order, followed by the necessary shop orders, and the orders of the foremen to the workers. The details of these orders are fully described in another section.
When a foreman receives a shop order, his first duty is to ascertain what material will be needed. He then orders this material from the storeroom, using a requisition as described in the discussion of systems for the stores department.
On receipt of the material the quantity is checked against the foreman's copy of the requisition, which is then sent to the cost department. In the storeroom, the necessary entries are made on the stores records, after which the requisition is sent to the cost department.
When the foreman is ready to assign the work, he issues work orders to his men. As explained in the discussion of labor records,[167] the usual form for work orders is a time-card. On completion of each job, the men deposit the time-cards in the rack provided for that purpose. These are later sent to the cost department.
In actual practice, it is usually best to have all requisitions and time-cards collected once during each day by a messenger from the cost department. Sometimes, the cards are also filled out in the cost department and delivered to the foreman with his shop order, leaving him to enter only the man's number. When this plan is followed, the cost clerk must be familiar with all of the operations required, and must keep the foreman supplied with work orders to keep the shop employed for at least a day ahead.
The receipt of the requisitions and time-cards supplies the cost department with the necessary data for material and direct labor charges to individual jobs. Data for similar charges on account of repairs is secured in the same way.
The character of the records compiled from this data determines the real value of the entire system of cost accounting. If, as is so often the case, the compiling extends no farther than a mere tabulation of costs of individual jobs, it does not reach its full value as a part of the accounting records. Like single-entry bookkeeping, such records are no more than mere memoranda. The full value is reached only when the records of the cost department are made a part of the general accounting system of the business; where controlling accounts absorb all individual items of cost.
41. Material Costs. The compilation of material costs from the requisitions should exhibit the total cost of all material used in the plant and the total cost of material used on each job.
The records intended to exhibit the cost of all material issued to the factory should be divided according to classes, following the same classifications as used for material purchase accounts in the general ledger. This is very important as the information secured from such classifications is needed to form the connecting link between the cost and general accounting systems.
The value of the accounting records is greatly enhanced if, in the general ledger, a purchase account is kept for each class of material and supplies. If but one kind of material is used, only one material purchase account is needed, but in a furniture business, for instance, separate accounts should be kept for purchases of lumber[168] and hardware; in a harness manufacturing business, accounts should be kept for harness leather, patent leather, saddle leather, and hardware. The proper classification for any special business will readily suggest itself, but the material should be classified according to its most natural divisions.
The stores records also should be divided according to the same classifications, so that the records of material included in any one purchase account can be checked, without reference to the records of other classes. In the storeroom of a harness business, a card or sheet would be used for the record of each item in the hardware stock, while all of these individual records would be filed under the general classification, hardware.
This method provides three records, each closely related to the others. In the general ledger, there is a hardware purchase account; in the storeroom, a detailed record of the hardware stock; in the cost department, a record of all hardware issued to the factory. When the cost department record is brought into the hardware purchase account, by a credit through the journal, the balance of this account should show the value of the hardware stock and should agree with the records of the stores department.
The compilation of supplies costs should be made along similar lines, and the same care should be used in the classifications. Fuel purchases, for instance, should be kept in a separate account, while general factory supplies—as oil, belting, waste, etc.—may be kept in one account or subdivided, depending on the size and nature of the business.
42. Material Cost Reports. The material records of the cost department relating to totals issued should be made in the form of reports, as they will be required in the general accounting office. These reports need not show order numbers, but should show whether used on production, construction, or repair work. The supplies record should show by what department the supplies are used.
Fig. 9 shows a form for a report of material costs. In the heading is given the class of material, being the caption of the purchase account in the general ledger, and the month for which the report is made. The body of the report provides for a daily record of amounts charged to production, repairs, and construction, with an extra column for any special classification that may be needed at any time.
This form is in duplicate, the original being printed on light weight paper to insure perfect carbon copies. A loose-leaf form is most satisfactory because both copies, with carbon paper between, can be kept in a binder and the entries made each day.
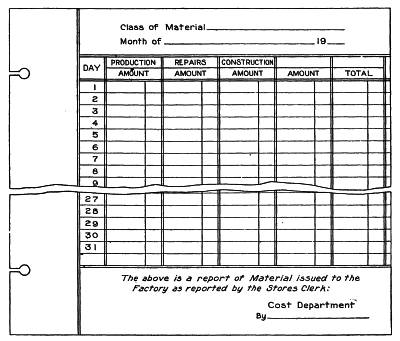
Fig. 9. Monthly Statement of Material Issued
Duplicate sheets are used for each material classification. Each day, the amounts are extended on all requisitions. The requisitions are then sorted according to material classifications, those applying to production, repair, and construction orders being kept separate. Those of each subdivision are footed, preferably on an adding machine, and the total is then entered on the report.
For sorting requisitions, a box or rack, with compartments for the divisions in each class, is most convenient. Such a rack is shown in Fig. 10.
Reports of supplies issued to the factory are handled in the same manner as materials. The form used for this purpose and shown in[170] Fig. 11, is similar to the material report form, the only difference being that amounts are distributed to the several departments.
At the end of each month, the report forms for material and supplies are footed, the original is sent to the general accounting office, and the duplicate is left in the binder in the cost department. When the cost accounting is handled in the general accounting office, it is not necessary to make these reports in duplicate; this is necessary only when the offices are separated.

Fig. 10. Rack Used
for Sorting Requisitions
43. Labor Costs. From the time-cards or work orders, labor costs are compiled both for separate jobs and to show totals by departments and for the entire plant. The compilation showing totals is made for the purpose of checking the pay-roll—to prove that all labor paid for has been charged to factory operations in some form.
The time-cards should first be sorted according to departments, then re-sorted to separate the direct production, indirect production, repair, and construction labor of each department or shop. The cards representing the different classes should be footed on an adding machine, and the department totals compared with the pay-roll records. Daily comparisons should be the positive rule in order that discrepancies may be adjusted while the matter is fresh. On no account should the adjustment of discrepancies be omitted—labor reports from the factory must agree with the pay-roll. Cards showing the class of work done must be turned in for every man.
The tabulation of labor costs is really made for the purpose of distribution; that labor charges may be distributed to the proper accounts. The nature of the tabulation will, therefore, depend largely on the class of business for which it is to be used. In some lines, costs must be distributed by both departments and classes of labor; in others, by classes of labor only; sometimes, by classes of product—though this will usually be covered in the departmental distribution.
A form intended for the distribution of labor costs in a single department is shown in Fig. 12. This form is in loose leaf and is filed in a binder, the sheets being arranged in numerical or alphabetical order representing the departments. If the cost and general accounting departments are separated, this form should be in duplicate; otherwise, one copy is sufficient.
In the body of the form, distribution columns are provided for the different classes of labor—direct, indirect, repair, and construction, with a column for any special classification that may be needed.

Fig. 11. Monthly Statement of Supplies Issued
After comparison with the pay-roll record, the total labor costs are entered daily on this form. At the end of the month, the sheets are footed and originals sent to the general accounting office.
44. Job Costs. When they have served their purpose in compiling total material and labor costs, the material requisitions and time-cards are sorted by job numbers, direct and indirect, repair and[172] construction cards being kept separate. Where operation costs are desired, the time-cards for direct labor on each order or job number are re-sorted by operation numbers. Totals of material costs for each job, and totals of direct labor costs for each operation and job are obtained, these amounts being the basis on which charges to jobs for the day are made.

Fig. 12. Departmental Labor Distribution Sheet
The totals of each class, obtained from requisitions and time-cards, must agree with the totals of corresponding classifications on the monthly tabulation of material and labor costs, as in Figs. 9 and 12. Totals of material and direct labor for jobs and operations are next entered on job or operation records, or both. As a rule, it is best to arrange job records so that material and labor costs can be entered daily, no matter how much time is required to finish the job.
Fig. 13 shows a form designed for the assembling of material and labor costs for a single shop or department. For the labor distribution,[173] as many columns as necessary are provided for the record of costs by operations. In the material column, the kind of material is entered and the amount extended. When the manufacture requires operations in several shops, one of these forms is used for each shop on each production order—that is, a form for each separate shop order. When the job is finished, the costs for all shops are assembled on one form to obtain the total cost of the job.

Fig. 13. Recapitulation of Departmental Labor and Material Costs
The total material and direct labor costs are brought down on this form, but indirect labor and shop expense are added as a percentage, as has been described in the discussion of expense distribution. General indirect labor and general expense is added to the combined total of all shop costs. In this connection it may be well to emphasize the importance of distributing every expense possible to individual shops, leaving only those items that cannot be so distributed to be added as general expense. For the ostensible purpose of reducing labor, it is the practice of some accountants to throw all expense items into one class, adding the whole as general expense. This is not to be commended, as it results in an unequal distribution. In one shop, the ratio of indirect labor, or of the cost of supplies, to direct labor, may be much higher than in another; the expense for oil, belt lace, waste, etc., is heavy in the machine shop—nothing in the assembling shop. Adding all expense under one head, means that the same per cent is added to direct labor costs in all shops to cover these items; plainly, an unfair charge.

Fig. 14. Boston Ledger Form Adopted for a Continuous Cost Record
A further reason for distributing expense to shops is, that costs of separate operations are more accurately figured. To reach their greatest value, cost records should reduce costs to the smallest possible unit. Every detail should be shown, and these records should be available for comparison.
Fig. 14 shows how the Boston ledger may be used for a continuous cost record. The regular form is used, five lines being set aside for each job. The first line is for the job number, following which, material, direct labor, indirect labor, and expense are entered. Under each date, the first column contains particulars of previous costs, the second, the costs added for the day, and the third column contains the totals to date. It is not necessary to use the column for previous costs except the first day for which the page is used; daily costs can be added to totals for the previous day.
Several jobs can be recorded on one page and the record can continue until a job is finished. Additions can be made daily, weekly, or even monthly. This form is used to excellent advantage for contracts that cover a long period.
When a large number of small jobs are going through the factory at all times, the labor of the cost department can be reduced and, as a rule, satisfactory results secured, if tabulations of job costs are made when the job is finished. This should not be allowed to interfere with the daily tabulation of total costs, but when requisitions and time-cards have been re-sorted by job numbers, they may be filed by these numbers, in a job rack—new cards being added from day to day until the job is finished. Tabulations can then be made of material costs, showing the quantity and cost of each kind used, and of the labor costs, showing costs by operations or by order numbers.
Each business requires its special form for job cost records. The[176] form must provide for the information of greatest importance to the business in which it is used. The forms shown herein are submitted as examples for their suggestive value.

Fig. 15. Recapitulation of Costs for a Single Job
Fig. 15 shows a form adapted to many lines. This form is intended for a record of the cost of parts, but could be used for assembled machine costs. Provision is made for detailed labor costs by man, numbers, and kind of work. It will be noted that, after obtaining the actual manufacturing cost—material, labor, and factory burden—profits are added. In our opinion, profits have no place in cost records. To establish a selling price, it is legitimate to add a factory or manufacturing profit before adding a percentage to cover sales expense and a selling profit, but the addition of these percentages has no bearing on the actual manufacturing cost.
Fig. 16 is a representative form for a machine shop. All operations and materials are listed by name, totals only being recorded. Factory expense is added to the labor cost, while a percentage to[177] cover loss and waste is added to material costs. This form is subject to the criticism that all expense is added as one item—no provision is made for segregating the expense of each shop.
The form shown in Fig. 17 is adapted to a small shop, or for repair jobs. This is the most simple form that could be devised; columns are provided for all essential information, and all items are to be written in.

Fig. 16. Cost Summary for Use of a Machine Shop
45. Comparative Cost Records. The chief value of cost statistics lies in the opportunity offered for comparison. The fact that the last lot of part No. 10 cost $1.17 each, does not, of itself, indicate that the cost is either low or excessive; but if our records show that two previous lots have cost $1.20 and $1.21 each, the comparison reveals the fact that the cost is low.
Valuable as this comparison is, it would be still more valuable if it showed why the cost is less. Suppose labor and material costs are segregated. Comparison shows that the reduction of three cents[178] is made up of one cent material and two cents labor. Now if the quantity and cost of each kind of material used, and the time and cost of each operation are segregated, an analysis will show the exact operations on which the saving has been made. It will be found, perhaps, that the cost of operation No. 10 was actually decreased three cents, but that the cost of No. 16 increased one cent. Why these variations? Was some unusually favorable condition responsible for the saving on No. 10, or can the new cost be maintained? Can the cost of No. 16 be brought back to the former figure?—these are the questions to be answered by the production engineer. The records of the accountant supply him with the means of comparison—point out both saving and waste. Profiting by the information, the engineer devises ways of approaching more closely to maximum standards of efficiency.

Fig. 17. Cost Summary for Small Shops and Repair Jobs
Comparative records should, therefore, provide for a comparison of every item entering into manufacturing cost. Comparisons should be based on standard units; if two jobs are to be compared, they must be identical or the comparison is of no particular value. The modern method of manufacturing standard parts makes comparison of practical value. Savings and wastes are more readily located in the manufacture of parts, than in building a complete machine.

Fig. 18. A Comparison of Labor Costs

Fig. 19. A Comparative Record of Material Costs
[181]Excellent examples of comparative records are shown in Figs. 18 and 19. Fig. 18 provides a detailed comparative record of labor costs, the costs of seven jobs being recorded on each sheet. This shows, for each operation, the number of pieces, hours, amount, average labor cost, and average time consumed. If on three orders, 2,000, 3,000 and 5,000 parts are made, this record will show the total cost of each order, the cost of each part, and by comparison, the relative cost when manufactured in different quantities.
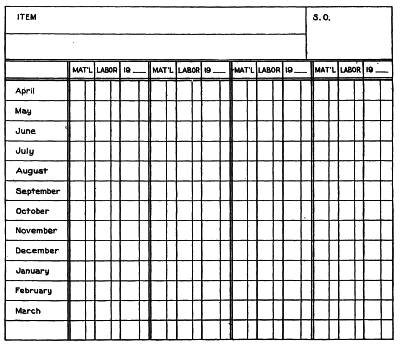
Fig. 20. Monthly Comparison of Costs of Standing or Expense Orders
To provide for an analysis of material costs, the form shown in Fig. 19 is used. This is similar to the form shown in Fig. 18, the[182] difference being that it shows detailed costs of each separate kind of material. Fig. 19 is printed on the reverse of Fig. 18. The form is loose leaf and the sheets are filed in a binder in the order of part numbers.
Fig. 20 is a card form used for a monthly comparison of costs of standing orders or expense orders, with labor and material costs separated. The form provides for a comparison of monthly costs covering a period of four years—a very valuable record. As an illustration of the manner of using this form, it will be supposed that machine shop repairs are made on order No. 460. Both material and labor are included in the cost of repairs. One of these cards would be used for this order and, at the end of each month, the totals of material and labor used on machine-shop repairs would be entered. The total would be extended in the third column.
CONTINUOUS PROCESS FACTORIES
46. A distinct class of manufacture, which involves certain special problems in cost accounting, is the business in which the process is continuous. For convenience, we refer to such factories as continuous process factories. Any factory in which a definite quantity of raw material is converted into a finished product, the quantity of the product not being definitely determined in advance, is classed as a continuous process factory. Examples are flour mills, sugar and salt refineries, nail mills, button and pin factories, and yarn mills.
The problem in factories of this class is to find the total cost of production and the total number of units of production; the former divided by the latter will give the cost per unit.
The cost of production includes the cost of material, labor, and expense. It is necessary, therefore, to keep an accurate record of material and supplies issued to the factory, just as is done in factories manufacturing goods on special orders. Labor costs should be recorded by departments, and the distribution of expense should be by departments, as far as possible. Forms similar to those shown in the preceding pages can be used.
47. By-Products. A special problem found in certain industries is to provide for an accounting of salvage, which is either sold in its natural state or manufactured into other products—known as by-products. For example, the operation of the cutting room of a[183] harness factory is a continuous process—sides of leather are cut to produce the largest possible quantity of stock that can be used in the manufacture of harness. The pieces produced vary in size, and it is necessary to figure the cost of cut stock by weight. After this stock has been produced, there remains a certain quantity of scrap leather. This scrap leather is not worth what it originally cost in the sides of leather, but has a certain market value. It should, therefore, be weighed and the value credited against the gross charge for leather to the cutting room.
Now, some manufacturers, instead of selling this scrap as it comes from the cutting tables, convert the best of it into such by-products as heels and washers, selling the residue as scrap. Here is an added manufacturing process—a new department, operated because the price obtained for the by-product makes it profitable. The natural thing to do is to keep accurate cost records for this department, charging the material at scrap prices and take credit for the profits. But some accountants contend that the value of the by-product—less cost of production—should be credited against the material charge to the principal product. Provided the volume and value of the by-product is small, there is no serious objection to this plan, but it is not a safe rule to follow.
In some industries, the value of the by-products is greater than that of the so-called principal product. The large soap factories make glycerine and other by-products of greater value than the soap products. So profitable is this branch of the business that the scrap or residue from the manufacture of soap, is bought from smaller factories, to be used in the manufacture of these by-products. The by-products from the manufacture of gas produces a revenue, in the case of a large gas company, more than sufficient to pay the entire cost of operating the plant. Under these conditions, it is readily seen that the manufacture and sale of by-products should be treated as a distinct branch of the business; otherwise it might easily be shown that the principal product is without cost.
PRODUCTION RECORDS
48. Methods of recording the cost of material and labor used, and of tabulating these costs for individual jobs, have been discussed in the preceding pages. To complete the cost department records,[184] there should be a record of total production—a record showing the cost of all finished jobs. This information has an important bearing on the general accounting system.
The form of the report of production will naturally vary in different lines of business, though the information needed follows the same lines in all cases. The essential feature is an exact record covering every article manufactured in the factory; and every order for parts must be considered as an order for finished product.

Fig. 21. Monthly Recapitulation of Job Costs
Sometimes daily reports of finished orders will be required by the main office, especially when the factory is located at a distance. As a rule, however, a report covering a period of a week or a month will serve the purpose.
A form that is adapted for most industries, and for daily, weekly, or monthly reports, is shown in Fig. 21. In the heading of this form, provision is made for the name of the department. When it is desired to keep separate records of two or more classes of goods made[185] in the same factory, it is necessary to make a report of each class. The class is usually indicated by the name of the department; when it is not, the name of the class should be substituted. The body of the form records the date started, order number, date finished, quantity, and cost in detail.
The making of this report requires very little additional labor in the cost department. Each day, when costs are tabulated on the finished job cost cards, the details are entered on the report, each job being placed in its proper class. At the end of the week or month, the total column is footed and the report is sent to the general accounting office. If the office and factory are widely separated, the report should be made in duplicate, and a copy retained in the cost department.
CONTROLLING ACCOUNTS
49. Certain controlling accounts are required in the general ledger to complete the connection between the cost and general accounting system—to bind the two together. These controlling accounts, which absorb all of the elements of cost from month to month, furnish the means of proving the accuracy of cost figures; they change the cost system from single entry to double entry.
Two controlling accounts are necessary—Manufacturing and Expense Distribution. The former finally absorbs the latter and is, therefore, the principal controlling account.
One manufacturing account may represent the entire product of the plant, or there may be several accounts representing different classes of goods, or departments of the business. In machinery manufacture, the foundry is frequently treated as a separate business; in the manufacture of knit underwear, the yarn and knitting mills are operated as separate plants; in a harness factory, separate accounts are kept of the manufacture of harness, collars, and saddles. Each of these divisions, whether departments or kinds of goods, calls for a manufacturing account.
Expense distribution is subdivided in every business having more than one department or shop. The subdivisions of this account are General Expense Distribution and Shop Expense Distribution, an account with the latter being kept for each shop.
The sources of charges to manufacturing accounts are reports of material issued to the factory on production orders, Fig. 9, reports of direct and indirect labor employed on production, Fig. 12, and the expense distribution accounts. Credits to manufacturing accounts are derived from reports of finished jobs, as in Fig. 21.
The sources of charges to expense distribution accounts are: reports of material issued to the factory to be used for repairs, Fig. 9, reports of supplies issued, Fig. 11, reports of labor employed on repair jobs, Fig. 12, and the different accounts covering expense items that must be apportioned. A credit to expense distribution account, with a corresponding charge to manufacturing account, closes this account monthly.
50. Controlling Account Entries. The accuracy of the entries to controlling accounts in the general books is of the utmost importance. Upon them depends the proof of accuracy of the cost figures of the cost department on individual jobs.
Material and labor costs are accurately determined. The value of material drawn for all purposes, as shown by the report in Fig. 9, is credited to material purchase accounts, and these accounts are checked against the storeroom records. Reports of supplies drawn are handled in the same manner. The labor report, Fig. 12, covers all labor charges and must agree with the pay-roll for the period covered.
In the distribution of expense, however, there are many opportunities for error. While the total expense to be charged against the factory for a given period is accurately determined, the amount is not known until the end of the period. This is represented by the amounts charged to the different expense distribution accounts. In the meantime, to determine the cost of individual jobs, it is necessary to apportion expense on a percentage basis, as explained in the discussion of that subject. Since that ratio for the current period is unknown, it is necessary to assume that the actual ratio for the preceding period still is correct; therefore, that ratio is used in figuring the cost of all jobs. It is only when the expense distribution for the current period is made on the general books and the true ratio determined, that discrepancies, if any, are discovered. Unless the distribution is accurate, the resulting ratio will be incorrect.

GENERAL OFFICES OF THE PLATT IRON WORKS, DAYTON, OHIO
Formerly, it was the custom to base the expense ratio on the actual figure for the preceding year, which meant that changes in expense ratio were not taken into account for an entire year. As a result, the total manufacturing cost shown by the books at the end of the year, did not agree with the costs as figured in the cost department; it was usually much higher.
By operating the controlling accounts, making accurate distributions of expense, the period can be limited to one month. Discrepancies are then quickly discovered and the necessary adjustment made in the expense ratio used. If it is found, at the end of the month that the true ratio of expense is higher or lower than for the preceding month, the percentage to be used for the next month is raised or lowered accordingly. With a careful distribution of the expense items each month, the variations in the ratio should be very slight.
The objection is sometimes made that a monthly distribution of expense is inequitable—that certain expenses may be abnormally high in some months and below the average in others. But with proper controlling accounts, this objection ceases to be serious. Certain expenses are paid in one month that should be distributed over an entire year—as taxes, insurance, and repairs. The amounts charged to the expense distribution accounts each month, are only the amounts that should be apportioned to that month. Taking taxes as an example, one-twelfth of the entire amount should be charged each month.
As an example of adjusting entries for controlling accounts, journal pages are illustrated, in Fig. 21, containing entries made at the end of the month—with explanations. It will be noted that the last entry is a charge to manufactured goods account, and a credit to manufacturing account of the total cost of finished goods, as shown in the report, Fig. 20.
This account, manufactured goods, occupies the same position as a purchase account. It represents the cost of finished goods to the commercial division of the business. To this cost must be added an amount sufficient to cover selling expense and provide a profit, as is done when goods are purchased for resale. Selling expense should not be included in the cost department's figures; nothing should be added to the actual cost of manufacture, unless it is desired to add a small amount to provide a factory profit.

Fig. 22. Journal Showing Adjusting Entries

Fig. 23. Journal Showing Adjusting Entries
Manufacturing account has been charged for the cost of manufacture—material, labor, and expense—and credited with the cost of finished goods. This does not close the account, however, because all jobs started have not been finished, as there still is work in process. The balance of the manufacturing account, then, represents the cost of this work and should agree with an actual inventory of work in process.
No attempt has been made to describe a cost system for a particular business—principles only have been considered in this discussion. Proper application of these principles, however, will result in a practical system for any manufacturing business. The exact manner of applying these principles—the detail—depends on the nature of the business; the results desired are the same in all lines. Physical conditions, nature of the product, the policy of the management, the manner in which the business is conducted—all of these factors must be studied and given due consideration in outlining the system. Then the most simple system that will produce results is best, but in the effort to make the system simple, necessary details should not be overlooked. It must be remembered that in a comparison of details of cost, increases are more quickly located than if the comparison refers to finished work.
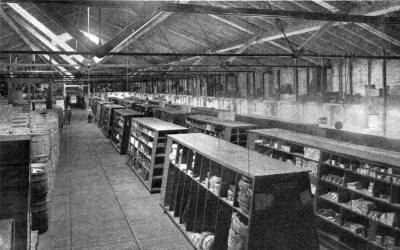
PART OF THE INTERIOR OF THE GENERAL STORES OF THE SANTA FE AT TOPEKA
Showing Arrangement of Racks and Shelving for Holding Materials, and Longitudinal Disposition of the Bins Enabling the Foreman,
from His Office at the End, to Command a View of the Whole Floor.
Courtesy of the Engineering Magazine.
MACHINE SHOP MANAGEMENT
MANUFACTURING
Manufacturing Conditions and Developments. Millions of dollars are annually spent in building new factories. Other millions are spent in equipping them with the best machinery that trained and experienced men have been able to devise. Still more millions of money are annually paid to the officials who manage and the employees who man these enormous manufacturing plants.
Why? Why could not these expert employees labor in their own homes or their individual shops, and produce the manufactured goods without all these enormous expenses? What are the necessities which impel men to spend these vast sums of money in erecting, equipping, and operating these immense plants?
Casually considering the question, the factory or manufacturing plant does not seem to be a real necessity. A large force of employees working under a single management does not seem to be the most economical method of producing the desired goods. Certainly every man is free to choose his own particular line of work; and there are many persons who, seeing a large force of employees giving their entire life work to the enrichment of successful manufacturers, while the employees themselves work long hours at hard and laborious tasks and fare so poorly that they are seldom enabled to save any considerable portion of their wages, not infrequently ending an industrious life in poverty and want, are led to believe that the factory is not a necessity or even a benefit to mankind, but rather a means for reducing the individual worker to a condition of grinding servitude, voluntary perhaps, but often the result of dire necessity.
These people, considering all the hardships in the life of factory employees, are likely to hold and often to express the opinion that the highest welfare of the human race really demands a return to the simpler life of early days, when a much larger proportion of the people lived upon farms, producing their own provisions, raising the flax[194] and the wool wherewith they clothed themselves, quite independently of the wealthy classes, whether bankers, capitalists, or manufacturers, the factory as we know it to-day having hardly begun its marvelous era of existence.
Let us consider for a moment how all this has come about. In the earlier years of the independence of this country, the chief dependence was upon the results of agricultural work. In due time the development of the resources of the country has placed manufacturers at the front, so that in very recent years the value of manufactured products has become nearly double that of agricultural.
These results, like many others of a less notable character, commenced from very small beginnings; and it has been by inborn mechanical ability, remarkable ingenuity, patient development, and tireless energy, that mechanical undertakings have been developed from meager initial facilities, until, in the vast manufacturing enterprises of the present day, the American mechanic in nearly all lines leads the world in originality and practical achievement.
Early New England Mechanics. When the early settlers of New England labored under the restrictive and harassing laws of the Mother Country, and under their administration were goaded and exasperated beyond endurance in many ways, not the least of which was that of being obliged to purchase many manufactured articles from England at extortionate prices—or, if purchased from other countries, still paying taxes to England for the privilege—they rebelled. Determining to buy no more foreign goods, they set out, at first in most clumsy and primitive fashion, to make for themselves such articles as were really necessaries, and, in noble self-denial, to live without those which they could not make for themselves. They doubtless little realized, however, that they were thereby laying the foundations of the greatest manufacturing country in the world. By the principles thus inaugurated, they instituted the first industrial boycott in the history of the country—the one that has had more important and far-reaching influences than anything of the kind before or since.
Industrial Freedom. While the departure of the Pilgrims for this country, and the making of their homes on the "stern and rock-bound coast" of New England, were for the purpose of seeking religious freedom, it is also true that freedom soon meant very much more than[195] this to them; and with a larger conception of their opportunities and possibilities, some of which were in reality forced upon them by adverse circumstances, there came to them the inspiration of industrial as well as religious freedom. The world has seen and has given them due credit for the determined and heroic manner in which they went about their self-appointed task; and they have amply demonstrated to posterity their appreciation of and grasp upon the possibilities and conditions, and the breadth and nobility of character which they exhibited in working out the many perplexing problems that confronted them.
Development of American Industrial Enterprises. American manufacturing came into being with these small beginnings and crude efforts to fashion those common objects of household necessity and daily use, which, although crude and clumsy, yet answered the purpose until supplanted later by those of more improved form and workmanship. These primitive successes led to greater endeavors, and developed into still broader usefulness, when the time came that necessities had been provided for and luxuries were now demanded by the higher plane of living to which the people had in due time advanced.
Thus the crude beginnings and rude surroundings among which the early American mechanic performed his work, were in his own house. Soon he outgrew these primitive facilities, and built small shops, frequently in the garden or back yard of his home. These gradually enlarged. The development of the business demanded increased facilities, and buildings were erected quite independent of the home surroundings, and two or more men were associated as manufacturers. These plants developed and enlarged, and in due course of time became the machine shops and the factories, which have since multiplied many hundreds of times, not only in number and in value, but in influence and importance, until to-day our country stands the foremost manufacturing nation of the world. This is true, not only as to the volume and value of her manufactured productions, but also as to their great range and diversity of kind and usefulness. One by one the American mechanic has taken up the various classes of work formerly monopolized by this country or that, failing perhaps at first, but always progressing and developing, until, by native ingenuity and unflagging energy, all obstacles have been overcome,[196] all difficulties put aside, new industries have come into being, and other "victories" of peace "no less than those of war" have been added to the laurels of the American mechanic and of his ever-ready and ever-confident partner, the American manufacturer and capitalist. It is to this combination, each confident of and faithful to the abilities and honor of the other, and each acting his part in his own sphere of usefulness, that the immense success of American manufacturing is due.
The factories of to-day are the logical results of a natural growth and development of the various branches of business for which they were originally built and organized. As the buildings increased in numbers and dimensions, the methods of construction, the equipment, and the systems by which they were managed, developed methods of greater economy and efficiency.
Tools of the Early Mechanic. The early mechanic had few tools and appliances wherewith to perform his work; and these were crude and primitive, consisting principally of a limited number of hand-tools brought from the Old Country, and occasionally a hand-lathe of modern dimensions and operated by foot-power. But with their few tools and meager facilities, and animated by the condition that "necessity is the mother of invention," these old-time mechanics proceeded with practical common sense and ingenuity to design and construct better tools and machines—which have continually developed, until we have the splendid array of manufacturing machinery seen on every hand to-day. As machinery developed, larger and larger amounts of money had to be expended; and the banker had to be called upon to provide it. Thus the capitalist became the partner of the manufacturer, the one furnishing the mechanical ability and inventive genius for the actual designing and building of machinery and manufactured goods, while the other contributed the money to carry on the work, and the business ability necessary to market the product.
Relations of Capital and Labor. In brief, this is the condition to-day. But, says the carping critic, "there are often hundreds of struggling and hard-working employees where there is one rich manufacturer." This may be partly true, although it is a fact beyond dispute that the American mechanic is the best paid workman in the world. It is true that there are hundreds of workmen to one capitalist.[197] Why? The Creator has so ordained that there shall be many of moderate ability, and but few possessing the unusual ability and talent to lead them. So it has ever been since the days of Moses, and so it probably will ever continue to be. Doestick's regiment composed entirely of colonels was a manifest absurdity, and so intended as an illustration of a well-known and natural condition that should be realized by every reasonable and thoughtful man who considers these questions.
Considering carefully the great scheme of manufacturing, and the immense industrial problem of supplying the wants of the people of this great country and providing for the vast volume of trade that goes abroad, by the modern manufacturing plants equipped with all that is latest and best in machinery for every conceivable purpose, it should not be forgotten that, as the very basis and foundation of the whole, stands the modern machine tool, and that it is principally to the great and important development of this that we owe primarily our industrial growth and prosperity as a manufacturing nation. To the machine tool may easily be traced the gradual but continued upward tendency of the mechanic and his methods, from the hard physical toil and small pay of the early days, to the immeasurably lighter exertion and increased compensation made possible by the highly developed condition of the automatic machines of the present day. It has been an oft-repeated victory of "mind over matter," wherein brains have won where hands made but little advance; ideas have developed wonderful mechanisms that have revolutionized the earlier methods of manufacturing and raised the standard of mechanical excellence beyond what was thought possible years ago, and at the same time reduced the cost to a fraction of its former amount.
Here, again, the capitalist furnished the means whereby the practical realization of the ingenious designs of the mechanic's fertile brain became possible, and the successful combination of capital and labor brought success to both.
Combinations of Capital. But here comes our critical labor agitator again with the comment: "It is all very well to talk about the amicable relations of capital and labor, and how each ought to help the other, but how about the great combinations of capital that we ordinarily call "trusts"? To give a correct and intelligent, as well as a fair and truthful answer to this question, we must know the[198] conditions under which the combination is formed, the plan upon which it is organized, and the object of its formation. As these are not given, we must assume the conditions of some well-known combination. Let it be the United States Steel Corporation. One of the foremost men in this combination has defined his position on the subject, and in so doing has outlined the policy of the corporation, by saying:
"Any combination of capital which operates, first, to prevent competition; second, to increase the price of the product; and third, to reduce the wages of the workmen, is working under a trio of wrong principles that sooner or later will bring about disaster."
Let us see how the actual operation of this combination of capital really works out in practice.
First—The Steel Corporation has never sought to prevent competition. Steel mills, large and small, have operated when, where, and how they pleased, with no interference from the Steel Corporation.
Second—The price of steel has not been increased; on the contrary, it has been greatly reduced under its management. Thirty years ago a very indifferent quality of machine steel cost from 8 to 12 cents per pound. To-day ordinary machine steel of a much better quality than that mentioned above can be had for 2 cents a pound or less.
Third—The wages of workmen have not only not been reduced, but have actually been doubled since the labor troubles in the steel mills known as the "Homestead Strike" (1892). The Steel Corporation has gone much further than to double the wages of the steel workers. They have made it possible for the workmen to become partners in the great work of the corporation, by obligating themselves to sell to their workmen a certain amount each year of stock in the corporation, so that the men who labor in the mills may also become part owners and participate in the dividends resulting from their work on exactly the same percentage as the capitalist himself does.
Our critic comes back to the charge by saying that "the Steel Corporation has bought up many steel plants in various parts of the country, and added them to its already enormous properties." Quite true. And for what purpose? Let us see what they do with these plants. How do they manage this part of the business? What is their plan of working? The conditions were these: Before the advent of the United States Steel Corporation, there were many isolated steel manufacturing plants, each being equipped for the making of a number of kinds of steel products—for instance, steel railroad rails, structural steel, merchant bar steel, steel boiler-plates, steel tank-plates, and so on. The equipment necessary for producing these different forms of steel was very expensive; and inasmuch as a considerable portion of this equipment for some particular kind of product would necessarily be idle on account of the fluctuations of trade, the expense burden was abnormally high on account of this idle equipment. How has this condition been handled by the Steel Corporation? This has been the plan: Suppose they have purchased five plants, each making the five classes of product indicated above, and working[199] under the disadvantages of a variety of products. These plants are examined, and inventories made of their equipments. It is then decided which mill is best adapted for making each one of the five classes of products. Then there is a redistribution of the equipment of the plants, placing in the plant selected for it all that in the several plants is adapted to a certain product; removing all the machinery from this plant that is not adapted to the particular product to be turned out, to be distributed among the other plants according to the particular class of products for which each one is designed. Thus each plant is equipped to turn out the single class of product which is most appropriate for it, by drawing upon the other plants for such machinery as they have which may supplement its own in this line.
By this plan, each plant makes but one class of product. Having the best machinery from all the plants for this purpose, and concentrating its energies on a single class, it is enabled not only to turn out a better product, but to turn it out much more economically than before. As the workmen become more expert on their single line of product, they work more efficiently and consequently earn higher wages. All these conditions, producing an economical output, enable the manufacturers to reduce the selling price.
The conditions of economy brought about in the management of the manufacturing operations and in marketing the product, are very marked when a large number of plants operate under one general head. Again, with the immense amount of capital at the disposal of such a corporation, it is enabled to secure the services of the best experts, and the most valuable processes in existence.
There are many other advantages, not only to the corporation and its employees, but to the users of its products, and so to the general public, when a combination of capital is honestly made and honestly administered.
Betterment of Industrial Conditions. What has been said of the Steel Corporation as to favoring of employees, has been duplicated in various ways by different manufacturers all over the country. Factory sites have been beautified by landscape gardening, and trees and shrubbery have made the surroundings of working men and women pleasant and attractive. Land has been purchased, and workingmen's homes built and rented to them at fair rates. Factory dining rooms are provided; reading rooms, libraries, gymnasiums, clubs, and social organizations are inaugurated; emergency hospitals or "first aid" rooms are arranged, with all or nearly all these services free except that provided in dining rooms, which is furnished at actual cost. More recently, a firm in Connecticut announces that it will furnish free medical attendance to all its employees and their families.
Schools have been established for apprentices, wherein they receive such technical instruction as may be necessary to their success in the trade they are learning—and this, not only without expense to[200] themselves or to their parents, but they are paid by the hour for time spent in their school work, the same as for their time in the shop.
To foster a practical interest in the work of the shops, many concerns have what is called the Suggestion System, whereby the employees may make written suggestions of any improvements which they desire as to shop methods and routine, the design and construction of the product, and many kindred subjects, the best suggestions made each month receiving prizes.
All of these matters emphasize the fact that the mutual interests of the capitalist who manufactures and sells, and of the employee by the efforts of whose hand and brain the products are being turned out, are each year being recognized and in a very large majority of cases are being acted upon in good faith.
Methods of Modern Manufacturing. In former times, machines were built one at a time or in very small lots. Parts were made and fitted to the particular machine to which they belonged; and while the same general form and dimensions were practically maintained, there was no attempt made to render the several parts so exact as to fit upon any other machine than the one for which they were intended. Systems of gauges had not been developed, and the planer was yet a comparatively new tool; much work was still done by hand, the hammer, the cold chisel, and the file being the chief reliance of a large majority of machinists. This was the state of the machine shop and its methods nearly up to the year 1800.
Interchangeable Manufacturing. The use of milling cutters and the commencement of practically interchangeable manufacturing, came into machine shop practice at nearly the same time. It has been said that "but for the milling machine, there would have been no such thing as interchangeable manufacturing." It might be said with quite as much truth, that if the system of interchangeable manufacturing had not been conceived, there would have been little need for the milling machine. Each, to a great extent, depended very much upon the development of the other—and upon a third factor, the conception and development of the method of handling work (particularly small parts) in jigs and fixtures.
Milling cutters were made in America by one of the early machinists, a Frenchman named Vaucanson, who died in 1782. A sample of these had a hexagonal instead of a round hole, and the[201] pitch of the teeth was very fine, so that the cutter resembled a saw rather than those at present in use. It is said that a man by the name of Bodmer, in Manchester, England, had made a milling machine in 1824.
It is altogether probable that Eli Whitney, the inventor of the cotton gin, had built and used milling machines previous to this date, as the following item of mechanical history would seem to indicate. In January, 1798, Eli Whitney received from the United States Government an order to furnish ten thousand muskets, of which four thousand were to be delivered in one year, and the balance in two years. Mr. Whitney went at the undertaking in a very thorough and systematic manner. He first developed a water power; then erected suitable buildings; considered and developed ways and means for a larger and better product than had previously been realized; designed and built machinery to effect it; and trained workmen to a degree of skill necessary to success in their new employment.
The difficulties which Mr. Whitney encountered and the obstacles which he had to overcome, were so much greater than he anticipated that it was really eight years instead of two before he had succeeded in completing the government order for the ten thousand muskets. However, the progress which he had made in this new enterprise, and the character of the product which he turned out and delivered, were so satisfactory to the government officials that Congress treated him with the greatest courtesy and consideration.
His shops were situated in the city of New Haven, Conn., and soon became the Mecca of government officials, manufacturers, traveling notables, and foreigners, who had heard of this wonderful American mechanic and came to see his work for themselves—to find that the system, the machines, and the tools which he had perfected were well worth the journey. His innovations in the manufacture of arms formed as great an epoch in mechanical history as had his invention of the cotton gin.
Jigs and fixtures were among his equipment; and it is altogether probable that milling machines were also in use, since he must have had practical knowledge of the utility of the milling cutter at this time, as it is generally assumed that the first practical use of the milling machine was in the making of parts of muskets.
The buildings which Mr. Whitney erected for his use were substantial stone structures, and stand in a part of the city called in his honor "Whitneyville." They form a part of the extensive plant of the Winchester Repeating Arms Company.
At this point and at this early day, therefore, was inaugurated the modern system of interchangeable manufacturing—or the manufacturing, in large numbers, of duplicate parts, within such a limited degree of variation as to admit of their ready interchangeability with one another. The system was not one that would be confined to the manufacture of arms, but was adaptable to the production of all kinds of small and moderate-sized machinery, and was the initial effort which in due time revolutionized the then existing shop methods, and which has since built up the American system of manufacturing to the proud distinction of being superior to anything of the kind in other manufacturing countries.
In the operations of modern manufacturing, the principal object sought is to turn out the product economically and accurately. To produce these results economically, the parts must be produced very rapidly. To produce them rapidly, not only must there be a very complete and efficient equipment of machines, attachments, tools, jigs, fixtures, and gauges or measuring devices, but there must also be a very complete system of shop methods by which the operation of this equipment is carried on.
It has been well said that "the man in whose brain the manufacturing system was born was he who first took a piece of scrap iron and drilled two holes in it, to guide a drill in making another piece with two holes in it the same distance apart as in the first piece." The men who now fill our drafting rooms and tool rooms, and who devise and construct tools for the production of interchangeable metal parts, are his descendants. They have made possible the manufacture of the breech-loading gun, the typewriter, the cheap sewing machine, the cash register, the machine-made watch, the automobile, as well as a thousand and one other mechanical articles, machines, and devices which form an integral part of our twentieth-century civilization.
To render these systems efficient and economical for these purposes, the work must be repetition or duplicate work. That is, there must be very large numbers of each of the different parts; and to carry out the scheme of operation for the division and subdivision of work; a single operation on a large number of parts is performed; then the work is handled again, perhaps in another machine, and another operation is performed; and so on until the part is complete. Thus a piece of comparatively simple form may require a large number of separate and distinct operations to complete it. But, as each single operation is performed by one operator, he may give his undivided attention to the accuracy of that operation; hence very accurate work can be produced.
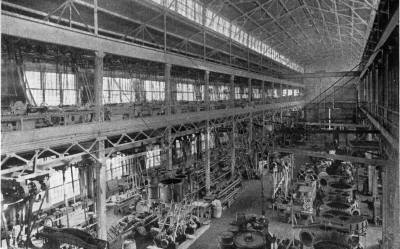
A MACHINE SHOP WITH GALLERIES AT THE SHIPBUILDING PLANT OF THE GAS ENGINE & POWER CO. AND CHARLES L. SEABURY & CO., CONSOLIDATED
In the development of these systems, the work has continually grown more and more complex, as have also the requirements as to the buildings in which manufacturing work is performed, and as to the equipment necessary to perform it. Conditions have been continually changing; greater speed as well as greater accuracy in all machine operations has been demanded; and a largely increased output per employee has been required. So great and urgent has been this demand that the employee of to-day will turn out from three to ten times the volume of product of a given kind that he did only a few years ago. Undoubtedly this result has been brought about in great measure by the great improvement in machines, tools, and fixtures. Much is also due to the use of tools composed of high-speed steel; still more, to the employment of improved systems for handling work.
But all of these do not fully explain the enormous increase in product per employee. This has been brought about by various methods of shop management. One of these is the specialization of operations and the division and subdivision of departments, whereby each operator has a certain well-defined and very limited number of operations to perform. These operations he performs over and over, hundreds and sometimes thousands of times daily, until he becomes so accustomed to each movement that the operations are performed not only with great rapidity but also with great accuracy. Still another factor in the question of individual output, is the efforts that have been made through systems of premiums, bonus, and similar methods of reward for individual effort when the output reaches or exceeds a certain fixed limit. These rewards are not confined to the operatives, but are often extended to the foremen, assistant foremen, gang bosses, and others of the "non-productive" force who have indirectly contributed to the efficiency of individuals and hence to departmental efficiency.
In the succeeding articles, these matters will be taken up and treated in detail, giving the actual practice as now prevailing in some of the best organized manufacturing plants.
MACHINE SHOP MANAGEMENT
Modern Meaning of Shop Management. The present understanding of the term Shop Management is quite different from the sense in which it was used years ago. Formerly the management of the shop was vested in a superintendent whose duties consisted in purchasing material, inspecting it when it was received, turning it over to the foreman, and in a general way looking after the work as it was being performed. In addition to these duties, he frequently handled the selling of the product, the collection of accounts, and the proper provision for meeting the pay-roll on pay-days. He also had a general supervision over the grounds and buildings and their care and maintenance, as well as the provision for power, lighting, and heating. By this arrangement of duties, it will be seen that comparatively little time was devoted to actual shop operations, and much time to different lines of duties that might more economically and often quite as efficiently be performed by assistants at a much lower rate of pay.
In the modern methods of shop management, all these things are changed. The specialization of workmanship, the division of duties, the limiting of responsibilities—each restricted within narrow limits by sharply defined regulations—have reduced the variety of operations of the workman, and of responsibilities and duties of the men who direct manufacturing work.
We find the purchasing of material and supplies in charge of a Purchasing Agent. We find these purchases checked by a Receiving Clerk, turned over to a Storekeeper, and subject to examination by a regular Inspector. They are then put into the storeroom, whence they are drawn as needed for the different departments, the foremen of which sign definite orders for such kinds, quantities, and qualities as may be needed, specifying the purposes for which they are to be used or the particular orders to which they are to be charged. When issued, they are receipted for by the person receiving them. All this is conducted with the same regard for business rules as if the foreman were making a purchase on his own account and paying for the goods. We find the selling of the product in the hands of an expert Sales[205] Manager, often assisted by a corps of engineers, draftsmen, bookkeepers, and clerks, numbering more persons than the entire factory's force of non-producers twenty years previously. A Credit and Collection Department attends to all collections, and the Treasurer and Cashier see to it that the money for the pay-roll is on hand when wanted. A Production Engineer regulates the volume of work going into the shop, and the sequence of mechanical operations by which each piece or part is to be machined and perfected. An assistant to the Superintendent looks after the condition and maintenance of grounds and buildings, yards, and the transportation facilities of the plant.
By these developments of the system of management into a division of duties and responsibilities, the time, attention, and abilities of the Superintendent may be devoted to his legitimate purposes of superintendence or supervision, planning and directing the work of the assistants and heads of departments.
A Typical Manufacturing Plant. For the purpose of taking up the question of Management in a systematic and practical manner, we must first assume that we have a shop to manage; and secondly, that it is of the usual type of manufacturing plant, built, organized, and managed at the present day. The plan of such a plant is given in Fig. 1.
In planning a plant of this character, provision must primarily be made for the various departments for the following purposes:
1. An Engineering Department, wherein the machines forming the product may be designed and the drawings made for the various classes of mechanics who are to perform the work of turning out the product.
2. A Pattern-Making Department, in which the necessary patterns are made for use in the foundry for producing the castings.
3. A Forge Shop, capable of producing such forgings as are required in the machinery to be built.
4. An Iron and Brass Foundry, in which may be produced the rough castings of the parts that are to enter into the machines constituting the product.
5. Manufacturing Departments, in which all parts (large and small) of the product are made from the rough stock—such as castings, forgings, bar stock, and the like, to the completed parts ready for assembling.
6. Assembling and Erecting Departments, in which individual parts may be assembled into groups of related parts, and these erected into complete machines.
7. A Power Plant, containing the proper equipment for furnishing the necessary power for driving the machinery in these various departments, and for providing lighting and heating facilities for the plant.
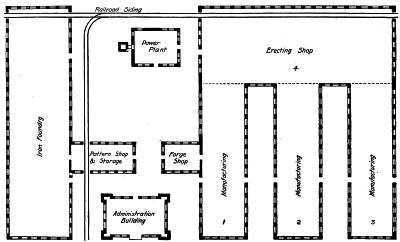
Fig. 1. Typical Layout of a Manufacturing Plant.
The General Office of the concern is of course understood; but, as it cannot properly be classed with departments of the plant, it is not included in the above enumeration.
In addition to the above list of principal departments, there will be the following—quite as necessary, but secondary in importance:
1. The Transportation System, including shop and yard tracks and cars, elevators, cranes, hoists, and all similar appliances for handling material.
2. The Tool Room, for making tools, jigs, and fixtures, and for properly storing them in a convenient manner for issuing when they are called for.
3. An Experimental Room, which all progressive concerns find necessary in the development of their product.
4. The Store-Room, in which are stored the raw material and the purchased stock, either partly or completely manufactured, which are issued to the different departments as needed for their daily routine work.
5. The Finished Parts Store-Room, in which the smaller parts of the product, as fast as they are completed, are stored and held until wanted for the process of assembling.
6. The Pattern Storage Room. In this department, often occupying several floors of a building specially constructed for this purpose, are stored all patterns for the iron and brass foundries, and also those sent to outside foundries for malleable and steel castings.
7. The Carpenter Shop. This is a general utility department making boxes and crates for shipping; doing carpenter work in keeping the grounds and buildings in proper repair, and making necessary changes therein; making and repairing flasks for the foundry; and similar work.
8. The Paint Shop. A small room serving little more than as a storeroom for paints and painters' materials, as their work is principally done at various points in the shops, wherever the machines or parts may happen to be.
9. The Shipping Room. In a plant building large machinery, the shipping room is simply an office for the shipper, the physical work of shipping being done in the shops, wherever the machine may happen to be at the time.
Referring to the plan given in Fig. 1, it will be seen that the Administration Building is placed in substantially the center of the front line of the plant. The first and second floors of such a building are usually devoted to administrative, commercial, and accounting purposes. The upper floor is usually occupied by the Engineering Department and drafting room.
The three Manufacturing Buildings numbered 1, 2, and 3 are devoted to the various operations of making the parts of which the machinery product is composed. These parts are then sent to the Erecting Building (No. 4).
The system of shop transportation consists primarily of shop tracks and cars, and is extended to the yard, being so designed as to connect all buildings of the plant with one another and with the yard.[208] It also reaches the railroad tracks at numerous points. Overhead traveling cranes cover the manufacturing buildings, and extend into the erecting building far enough to form a connection with the large traveling crane serving it, by which the large parts of machines are carried from place to place as may be required by the erecting men. This crane serves to load the finished machines upon the railroad cars, when they are to be shipped, the railroad track being extended within the building for this purpose, as shown in Fig. 1.
The Tool Room is given as central a location as possible, and would naturally be near the junction of building No. 2 with the erecting building.
The Experimental Room has no particular place, but is frequently so placed as to be away from the active manufacturing operations, with which it is liable to interfere if too closely related.
The general Store-Room for purchased material may be in the erecting building, but is frequently located, for convenience of communication, nearer the general offices—as for instance, in front of building No. 1.
The smaller parts are stored in a Finished Parts Store-Room, usually located in this building. Thence they are issued to the Assembling Department as required.
The Pattern Shop building will often be composed of three floors. On the ground floor will be the Carpenter Shop and flask making and repairing work. On the second floor will be the pattern-making shop, and on the third floor will be the pattern storage rooms. A large elevator serves all three floors.
The Paint Shop is sometimes located in one of the manufacturing buildings or the erecting building; but as the painting of machine parts and complete machines is generally done in any one of the departments where the work may be, and the paint shop is hardly more than a storeroom for paints, a due consideration of the question of fire protection would indicate that it had better be placed in a small building entirely detached from all manufacturing buildings.
The Power House, in the former method of transmitting power by shafting and belting, was located as nearly as possible in the center of the space over which power was to be distributed. Since the advent of electricity and its common use for transmitting power, the question of the location of the power house is relieved from this condition;[209] it may be located at the point most convenient to railroad facilities for receiving fuel, or for obtaining the necessary water for boilers, for fire purposes, etc.
In a plant manufacturing small machines or a kind of product which is shipped in small quantities, it is obvious that the Shipping Room must be convenient to the point from which these goods are to be taken by railroad cars, by boat, or by teams. If most of the shipping is of large machines or articles which must be handled by cranes, the railroad tracks will be run into the erecting building, and the machines loaded there, in order to avoid the expense of extra handling and moving them. This is the arrangement shown in Fig. 1. In this case the shipping room may be in the Administration Building, so as to be convenient to the other office departments. In some kinds of business it is convenient to have the shipping room and general storeroom near each other, as there is considerable business done in each that is quite closely related to the other.
The Iron and Brass Foundry is usually located at some distance from the manufacturing buildings, in order that the latter may be as free as possible from the annoyance of smoke and dust. It is connected with the other departments by the system of shop and yard tracks, and the railroad siding track passes through one end of the building as a matter of convenience in shipping castings. There is also a branch track running along the side of the foundry building for the purpose of delivering coke, coal, moulding sand, pig iron, scrap iron, and other foundry materials.
It should be noted that the buildings shown in the plan are located in a compact mass, with considerably less than the usual yard room. In this instance, however, the plan was so drafted to economize space on the drawing. It is the law in some European countries that not over 50 per cent of the area of a manufacturing site shall be covered by roofs. Such a law would be of much value in this country, to prevent the crowding of buildings to such an extent as to be unhealthful to employees.
While factory buildings are frequently erected of from three to to six floors, the modern tendency is to reduce the number of floors in all shops and manufacturing buildings; and in the case of machine shops, a large majority of them are built of only one floor. Some, however, have wide galleries at the side, by which considerable second-floor[210] space is added; while the central portion remains open to the roof, and supplies ample space for the accommodation of the overhead traveling crane, as well as the necessary added height needed for erecting large machinery.
Foundries are necessarily built of a single floor, although there are several in different parts of the country where moulding rooms are located as high as the third floor. This latter arrangement is usually made for brass moulding, rather than for iron moulding.
Organization of a Manufacturing Plant. Having the design of the plant, and assuming that the required buildings have been erected in accordance with this plan, the next step will be to organize the management both in a general way and also as relates to the various departments usually necessary to inaugurate the business of manufacturing.
As the scope of this treatise covers only the shop and its management, we need not take up the commercial organization of the company by which it is capitalized and maintained. We shall therefore consider the General Manager as the head of the organization, and proceed to examine the methods usually adopted for the division of authority and responsibilities from him to the actual workmen at the bench, at the machines, and on the floors.
The chart shown in Fig. 2 illustrates the plan of the organization. Nearly all minor officials and office employees, such as bookkeepers, clerks, stenographers, etc., are omitted from this chart, to avoid confusion and to simplify the understanding of the organization plan and its numerous details.
The General Manager has a personal Assistant, and, for his commercial affairs, the service of a commercial Accountant and a Cashier. Other office employees are similar in number, duties, and responsibilities to those in the usual commercial office.
By referring to the chart, it will be seen that the organization is divided into two distinctly different parts. First, that of production or manufacturing proper; and second, that of selling or marketing the output produced.
In this case the production division is by far the most numerous and complex. This, however, is not always the case—as, for instance, in the case of a manufacturing concern selling its product through local agents. Frequently the territory over which sales are made is divided along state lines, and a District Agent appointed for each state. These, in turn, appoint the Local Agents. This necessitates an organization of hundreds of local agents, supervised by state or district agents, and these in turn by a General Agent. Thus a very large organization is built up for disposing of the product.

Fig. 2. Chart Illustrating Plan of Organization of a Typical Manufacturing Plant. Showing channels of authority connecting officials and departments.
Another plan is the employment of Traveling Canvassers, each having a certain territory to cover, who make their reports to either state or district agents, or to the general agent located at a central point—sometimes at the factory, but not necessarily so.
As competition becomes stronger and net profits smaller, the problem of marketing the product becomes more and more important; greater and more complex selling organizations are necessary; and the expense of selling increases. The advertising organization, or what has come to be known as the Publicity Department, is a most important adjunct to the modern manufacturing business; and large amounts of money are annually expended in its maintenance.
In the case under consideration, the selling of the product is in charge of a Sales Manager, who has as his office staff the Publicity Manager; the Preliminary Engineer, and the draftsmen and estimators who assist him; the General Salesman, who is in reality the personal assistant to the Sales Manager; and the Credit and Collection Clerk.
The Publicity Manager, sometimes called the Advertising Manager, has charge of all advertising of whatever kind, demonstrations at expositions and at agencies, and, in fact, all work that may be properly comprised under the term "publicity"—that is, keeping the public informed as to the product of the company and its adaptability to meet the needs of the public in the special lines it manufactures.
The Preliminary Engineer is in charge of such engineering matters as are necessary upon new work, or work upon which the Sales Manager desires to estimate. It frequently happens that considerable designing and drawing are necessary in this connection, previous to definite orders being given or contracts signed. It often happens that the product of the concern must be changed in certain details so as to adapt it to the uses of various customers, to the different local conditions under which it is to be used, and to the various purposes for which it is to be used. In case an order is given and contracts[213] signed, the preliminary drawings thus produced become a part of the transaction, and are used by the Production Department in getting out the machinery to fill the order.
The purpose of the Credit and Collection Office is to canvass the financial standing of customers and prospective customers; to make collections when necessary to do so; and generally to advise the Sales Manager on these important matters. The official in charge of this office is frequently called the Credit Man, and must be a person of peculiar ability in his special line in order to protect the concern from fraud, imposition, and financial losses when dealing with customers of commonly unknown or doubtful financial ability and standing.
The Production Division is under charge of the Factory Manager, who has for his personal assistant a Production Engineer or Superintendent, who plans the productive scheme of the factory and supervises the departmental distribution of the work and the shop operations necessary for the routine work upon it. In a large manufacturing establishment, the Production Engineer will be at the head of a considerable force of draftsmen and clerks comprising what is sometimes called the Planning Department, which arranges all operations, shop routine, time schedules, premium rates, and similar matters. The Factory Manager will also have the usual office assistants, and have direct control of the Purchasing Department, the Time and Cost Department, the General Store-Room, and the Shipping Room. In some concerns the Time and Cost Department is a part of the Planning Department, as the records of this department cover nearly every kind of information required for the Time and Cost systems.
All other departments of the factory are divided into two general classes. The first comprises the general departments, as follows:
The Engineering Department, or Drafting Room.
The Experimental and Development Department.
The Power Plant, for both the generation and the distribution of power.
The Iron and Brass Foundries.
The Forge Shop and Cutting-Off Rooms.
The Carpenter Shop (including sometimes the Flask Making and Repairing Departments).
The Paint Shop and Painters' Supply Room.
The Transportation Department for shops and yards.
These are under the supervision of the General Superintendent, who has charge of all mechanical matters except those strictly pertaining to production or to the actual manufacturing of the product.
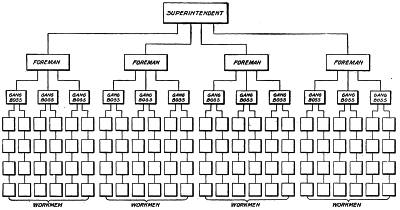
Fig. 3. Chart Showing Official Channels of Communication and Authority from Superintendent to Workmen in a Typical Manufacturing Establishment.
The second general class is that of Production, and will ordinarily consist of the following departments:
The Planing Department, including shapers and slotters.
The Drilling and Boring Department, including vertical, horizontal, and radial drills and boring machines.
The Heavy Turning Department, including lathes of less than 24-inch swing.
The Milling Machine Department, including horizontal, vertical, and special milling machines, profile machines, etc.
The Gear-Cutting Department, for the making of all classes of gears.
The Grinding Department, including cylindrical, disc, and surface grinding.
The Polishing Department, which includes polishing, buffing, etc.
The Assembling Department, in which parts (usually comparatively small) are assembled in groups of related parts and stored, pending the final erection of the machines.
The Erecting Department, in which the entire machine is erected and usually tested, and inspected, receiving the final painting and other finishing work ready for shipping.
Should the character of the product be such as to require it, there will be also a Plating Department, usually located adjoining the Polishing Department.
This class of departments will be under the direct supervision of the Production Superintendent.
Each department is in charge of a Foreman, who is responsible for the discipline, the work, and the efficiency of the force under him. Frequently the department is large enough to require one or more assistant foremen. Under these may also be Gang Bosses, each of whom will have a small force of employees, called gangs, for whose work and efficiency he is responsible.
Shop Management. Referring to the Chart, Fig. 2, it will be noticed that the rectangular figures representing different offices, departments, or officials are connected by lines. These are commonly called lines of authority, and a careful study of them will show in what manner and through what channels the orders of an official pass to the employees for whose work he is responsible.
Tracing these lines from the head of the establishment through the various offices and officials to the different departments, we get a fundamental idea of Shop Management.
This system will be rendered somewhat simpler by reference to the Chart, Fig. 3, which shows the path or official channel of communication and authority from the Superintendent down to the workmen.[216] It also emphasizes the fundamental idea of all official business passing through the officials in charge of intermediate departments.
Thus, if the Factory Manager desires a certain thing done, he does not give the order to one of the workmen, nor to a foreman, but to the Superintendent. The Superintendent will give his orders to the foreman of the department wherein the work is to be done. If this is a department in which there are gang bosses, the Foreman will give his orders to the proper gang boss, who will select a suitable workman, or as many of them as may be necessary, and instruct them as to the work, and will personally see that it is performed promptly and in the proper manner. When the work is completed, he will report the fact to the foreman, who will in turn report to the Superintendent, who informs the Factory Manager that his orders have been executed.
This process may seem unnecessarily complicated, and in consequence it is sometimes referred to as red tape. It is, however, necessary to have a well-defined and properly understood system and channel for all routine business, some of the reasons for which are as follows:
First—it has been said that "no man can serve two masters," and this is quite true in all questions of shop management. Every loyal workman has learned by precept and tradition to look to his immediate superior for all orders and instructions relating to his work, and he naturally and properly resents any attempt to ignore or belittle his legitimate "boss."
Second—As the efficiency of the workmen depends to a great extent upon their loyalty to the management, and as that loyalty can be secured and maintained only by a spirit of justice and fair-dealing to all, including officials and workmen, all authority and responsibility should be sharply defined and properly limited, to the end that the business and work may proceed in an orderly and efficient manner; that all officials and workmen may know when they are within their proper limit of rights; and doing their duties without fear of overstepping their due bounds or interfering with the rights and privileges of their fellows.
Nearly all rules are subject to some exceptions, and the above have theirs. The discipline of the shop, or what is sometimes referred to as the police regulations, are expected to be enforced by all officials at all times.
Two of these exceptions are of such a general nature and application that they are here noted.
First—Any official noticing an infraction of the discipline of the plant may call the attention of the employee offending, without regard to the department in which he works, and require him at once to cease violating the rules.[217] But the official should, as soon as possible, report the matter to the head of the department in which the offending employee works.
Second—Any official noticing work being wrongly done, or material wasted, or machinery obviously injured, or the safety of the workmen, the building, or the machinery endangered, may peremptorily order the action to cease, and at once report the fact to the head of the department or to the Superintendent, as he may judge proper.

Fig. 4. Form for Ordinary
Official Communications.
A carbon copy is made
on tinted paper.
Official Communications. For ordinary communications other than General or Special Orders, Production Orders, letters, etc., a written form should be habitually used. The usual form is shown in Fig. 4. These forms are put up in pads of alternate sheets of white and light-tinted paper, the former being perforated at the top so as to be readily torn out while the tinted sheet remains fast at the stub. Both sheets are printed with the same form, and all are serially numbered in pairs of one white and one tinted sheet. Carbon paper is used, the white sheet being written upon and the tinted one receiving the carbon impression. Each official is supplied with these pads, and by their use he always retains a copy of any memorandum or communication he makes to another official or department. The serial numbers are intended to aid in the identification of any memorandum that may have become[218] somewhat illegible. The use of these blanks saves any misunderstanding that might occur from giving and receiving verbal orders; and serves to prevent errors and mistakes, and to fix the responsibility for their occurrence upon the party in error.
Successful Management. The spirit of shop management should always be a spirit of leadership. This cannot usually be obtained unless the manager possesses natural ability as a leader. Successful military chieftains are examples of this condition. They lead the men instead of driving them, and the result is a condition of enthusiastic loyalty.
It is also quite as necessary that a leader should be a practical man with sound technical training and practical experience in the business which he undertakes to manage. If he is not thus equipped for his duties, the facts soon become apparent to his subordinates, and his reputation suffers accordingly. The workmen lose confidence in his leadership, and lack enthusiasm in the performance of their duties, going about their work in a listless and perfunctory manner that is very detrimental to the efficiency of the plant.
Still another quality necessary in the successful manager, is the ability to judge men and their capacities for various duties. To get always the right man for the position, the machine, or the job, is a valuable trait in any man who is to direct the work of even a moderate-sized establishment. The larger the plant and the more diversified the business carried on in it, the more valuable and indispensable this characteristic will become. The manager who is continually or frequently changing his subordinate officials, and consequently producing changes in the working force, will always find his duties arduous, and will also find it well-nigh impossible to get the plant up to the degree of efficiency that is to be reasonably expected. The volume of output will continually fall below the normal point, and the quality of the work will also deteriorate. The work of management should be a constant upbuilding of the force, and of development and education along the lines of advancement in the special output of the concern. This cannot be carried on if the composition of the force, or the officials who handle it, are in a transition state of change, doubt, and uncertainty.

SHOWING USE OF PIT LATHE IN MACHINING A CENTER OF SWING BRIDGE Chicago Bridge & Iron Works, Chicago, Ill.
There is, on the part of many officials having charge of men, a propensity to interfere too much with workmen and their work, and thus to hinder rather than help them. While it is quite true that every official from the Gang Boss up to the Factory Manager can, at various times, help the workmen in their allotted tasks by timely advice and suggestions, it is also true that this is a matter that can be easily overdone, until it becomes an annoying nuisance and unnecessarily interferes with the men in the discharge of their legitimate duties.
Workmen are quick to discern when suggestions and advice are well meant and instructive, and when they come as a kind of veiled criticism. The official who permits himself to indulge in this sort of dictation soon falls into a practice of nagging that is most exasperating to the men. It is a practice that first weakens and then destroys the official's influence with the men, who obey only from necessity. When this condition exists, the working efficiency of the force is at a very low ebb.
On the other hand, really helpful advice and suggestions, made in a cheerful manner and from a quite apparent desire to assist workmen, will usually meet with a quick and loyal response that argues well for the efficiency of the workmen.
Another point on the road to success, is a patient and interested listening to suggestions that workmen have to make, even though it is on trivial matters. It should always be borne in mind that the workman laboring day after day on the same class, and often on the same kind of pieces, of work, is in a position to discern and to study out many minor improvements in tools and methods which are valuable. A kindly hearing accorded him, the adoption of such suggestions as are practical, with some substantial reward for his study, will encourage not only him but other workmen to study their work and endeavor to find better and more efficient ways of doing it. Thus an active and interested spirit of loyalty is brought about that is one of the most valuable assets of the plant.
The successful manager is he who is enabled to unite his working force of subordinate officials and workmen in a complete and loyal organization, all working for the common good and for the success and prosperity of the concern. Having gained this condition, the question of efficient and economical manufacturing is practically as well as theoretically solved.
SHOP METHODS AND RECORDS
From the principles that have been advanced in connection with the subjects of Manufacturing and Shop Management, it will be readily seen that the work of the manufacturing plant of the present day is a very complex matter, and there must necessarily be very complete and carefully formulated plans and systems by which all its operations are regulated, and a somewhat elaborate plan of records by which these operations and their results are recorded and filed.
In formulating the necessary plans for the methods and records of a manufacturing establishment, we must first determine the requirements of the work and decide definitely on what we wish to accomplish. In other words, the conditions must be first examined and analyzed, their various factors studied at their true value, and the requirements determined, so that a general plan of operations may be followed.
These methods shall cover the following subjects:
1. The selection and employment of workmen.
2. The methods of keeping the time of all employees.
3. The manner of paying workmen.
4. The ordering of work into the shops.
5. The routine of passing work through the shops.
6. The method of drawing stock and materials.
7. The ways of keeping and issuing tools.
Importance of Records. Each of these methods will become a part of the routine of the establishment, and the operations carried on under it will be proper matters for regular records made from day to day.
Such records are exceedingly valuable as current information, and, when properly filed, become quite as valuable for reference in the future as for use in current operations.
In all improvements in the working routine of manufacturing operations, there should be previous records by which the present performances may be checked and compared. By this arrangement, it is comparatively easy to ascertain whether or not any improvement is being made, and in what direction it is being made. This knowledge will suggest further plans and betterments. Should the records prove that there are losses rather than gains being made, the warning is equally valuable, and we make haste to better results and greater efficiency in the work.
Thus, whether the plans and methods in use are really successful, or quite the reverse, it is of the utmost importance that we should know by prompt and accurate records just what the results are, in order to keep in close touch with the progress of events, and that, when plans do not produce the favorable results expected and desired, the information may be promptly available, the warning be heard, and plans altered or amended until they bring about a successful routine in the manufacturing operations.
Selection and Employment of Workmen. This is an important matter, since it costs money to introduce new men in any business, and requires from a day or two to several weeks for the new man to become sufficiently accustomed to his work and surroundings to be of the same value as the man who is perfectly familiar with the shop, the routine and methods of work, and the foreman under whom he works.
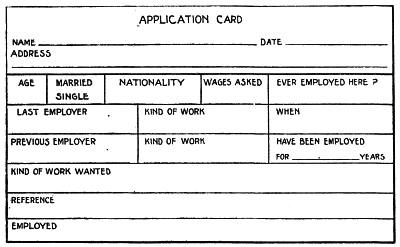
Fig. 5. Application Card.
It is therefore necessary to go about this matter in a methodical manner, and to keep records of:
(a) All persons making application for employment.
(b) All persons regularly accepted as employees.
(c) Individual records of all regular workmen.
(d) All employees who leave the employment of the company.
To accomplish these results, the official whose duty it is to employ men will fill out, or will have a clerk fill out, an Application Card of the form shown in Fig. 5, for each person applying for a position. It will[222] be noticed that it is important to know whether the applicant has ever been employed in this establishment previous to the present application. If so, his record can be readily referred to for information as to the desirability of employing him again. It is also necessary that the record of his last employer be known, and frequently of the employer previous to the last, as these matters will also be taken into consideration in determining his fitness for the position for which he applies. It is also necessary to know how many years he has been employed in manufacturing establishments, as this fact, taken in consideration with his age, will frequently furnish information upon which to base judgment as to his fitness.

Fig. 6. Employment Card.
The Application Card, being on file, is available for the use of such foremen or other officials as may be in need of workmen. Should the applicant be decided to be available, after consultation between the official to whom application was made and the foreman desiring to increase his force, the applicant will be sent for, and employed at a rate mutually satisfactory, and an Employment Card of the form shown in Fig. 6 filled out. This will repeat some of the information contained on the Application Card; but it is necessary to have two cards in any event, as the information must be filed in separate drawers.
The Employment Card will also give the name of the official employing the man, as well as that of the foreman under whom he is to[223] work, the kind of work he is to perform, and when he is to commence work. It will also require the approval of the Superintendent or Factory Manager, as the case may be, to make it valid and operative.
The applicant having become one of the regular employees of the concern, a third card is made out for filing in the List of Employees drawer. This will be upon the form shown in Fig. 7, and is called a Service Card. It will be noticed that each of these three cards is headed with the name and address of the person whom it represents.
The Service Card gives the department in which the employee is to work, the kind of work which he is to do, the date he begins work, and his rate of pay. Spaces are also provided for noting the amount and date of any increases in his rate, and for the record of a transfer to another department should he be moved, as is frequently the case with new men who may not be quite adaptable to the kind of work first attempted, but entirely satisfactory at some other class of work.

Fig. 7. Service Card.
A space is also provided for noting the date of the workman's leaving the employ of the company, and also for giving the reason for it. This will be valuable information in case the workman should subsequently apply for employment. When an employee leaves the service of the company, his Service Card is removed from the List of Employees drawer, and placed in a fourth drawer labeled Discharged or Quit, being held there for future reference.
Individual Record of Standing. In many well-conducted manufacturing establishments, it is customary to keep a record of the standing of the men as rated each month, as a valuable reference in cases of proposed promotion, increases in pay, reliability for special work and positions of responsibility. Various methods of marking the records of the men each month have been tried, but the simplest method is to use the number 100 for perfect, and to divide it as follows:
| Good workmanship | 50 |
| Punctuality in reporting for work | 30 |
| Deportment during working hours | 20 |
| —— | |
| Total | 100 |

Fig. 8. Individual Record Card.
Demerits are marked off as to workmanship, by the foreman, according to his judgment aided by the Inspector's reports of the work done by the man.
Punctuality is judged by the number of times late, each instance reducing the mark by one unit. As the workman enters the shop twice a day, morning and afternoon, assuming 26 working days in the month, a practical disregard of punctuality soon reduces his record in this respect to zero.
Deportment is judged by the Foreman, who also takes into account occasions on which the workman may have been reported for violating the regulations in this respect.
A Record Card is shown in Fig. 8, upon which monthly records are kept. The total for any period, divided by the number of months covered by the record, will give the percentage of a perfect record. This card provides for a record for two years.
If it seems advisable to do so for special reasons, a similar card may be formulated covering the six working days of the week. A year's record in this form may be entered on a card 4 by 6 inches, by arranging the horizontal and vertical ruling for that purpose.
Such a record may be profitably kept of the work of the office force, as well as of the men in the shops. It will be valuable in many ways in judging of the availability of the men for special work, as well as for promotion.
Necessarily such records should be very carefully kept; otherwise there is liable to be serious injury done to the working reputation and integrity, as well as reliability, of the men.
The Employment Agent. In large concerns, an official is regularly appointed as an Employment Agent, and it is his duty to keep the office and the shops supplied with competent men engaged at reasonable wages. He must therefore keep in close and accurate touch with the labor market, for the same reasons that the purchasing agent must know the state of the market for material and supplies. He must know how and where to reach workmen of the different classes whenever he is called upon to furnish them.
While ordinary laborers may nearly always be obtained from the daily applications made at the office, skilled men must be hunted up; and it is not usually easy to find just the man with the qualifications desired.
When men are wanted for positions above the average skilled workmen, the best and most promising will be nearly always distributed among the present employees who are deserving of advancement. To promote one of them, rather than hire some man from outside the organization, is usually good business policy. The man and his abilities are generally well known, while a stranger is always an unknown quantity. The men, being acquainted with the man, will be pleased to see him get the deserved promotion; and it is always wise to consider the popularity of proposed orders affecting the working force. The man himself will feel his added responsibilities much more than an outside man will, and will generally work harder to succeed[226] in his new position. Therefore it is always best to give the first chance to present employees who have been faithful to the responsibilities thus far placed upon them.
It will be found that in most of the departments there are employees who from one reason or another are doing work quite below their real capacity, hoping that later on there may be better opportunities for the coveted position. The Employment Agent should know the men of the force, and their abilities, so as to take advantage of these conditions. A man may be needed by a foreman in one department who is not aware that in a neighboring department may be just the kind of man he wants. The Employment Agent should know where to find the man at once.
Again, one department may, from the condition of the work, be short of help, and may request the Employment Agent to hire a certain number of men of certain qualifications and abilities. At the same time, there may be another department in which there are more men than can be used to advantage. An arrangement for the temporary or permanent transfer of some of these men will be a great help to both departments, and will have the added advantage of keeping good men permanently employed.
If a workman feels that his employment is permanent, and that there are fair opportunities for advancement, this will be the surest way to hold him faithful and loyal to the interests of the establishment; and the conditions that bring about this condition of mind in him will also draw other good men who will be glad to be counted as among those faithful to a company which appreciates their services and which will look to their interests as they consider those of their employers. The result will be that these men will give their best services, and even be on the alert to further the interests of the employer who has favored them. Thus a strong working organization is built up, which becomes one of the best and most valuable assets of the company.
Time Keeping. As cost of labor is usually greater than any other in the manufacturing plant, and frequently greater than all other factors in the cost of manufacturing, it is very important that the records pertaining to this expense be properly planned and accurately kept.
Various methods have been adopted and used for this purpose. Some of the more prominent plans will be given. They are each[227] adapted to some certain kind or class of work, and it will often be found that in practice still different forms must be devised in order to meet the existing conditions.
There are three methods of recording the time of employees—namely:
1. By entering the time in a book or upon cards, by a Time-Keeper.
2. By entering the time upon cards by the workman himself.
3. By stamping the time upon cards by the workman in a time-recording clock.
The first of these methods is the oldest form, and has now to a great extent gone out of use.

Fig. 9. Pattern Shop Time Card.
A large majority of the work of a manufacturing plant requires that the time worked by the employees shall be registered twice. That is, one entry shall be of the day time (time paid for by the day), which necessitates the recording of the total number of hours worked each day; the second entry shall record the job time (the time worked upon the different jobs during the day). This second entry is sometimes called Time Distribution, since the employee's time is distributed over the different jobs upon which he has worked.
Time-Card Forms. This work is sometimes done by means of time cards as shown in Figs. 9, 10, 11, and 12, which are given as characteristic examples of these methods. These cards are of different tints as a convenient method of recognizing them.
Fig. 9 is yellow, and is used in the Pattern Shop.
Fig. 10 is chocolate-colored, and is used in the Forge Shop.
Fig. 11 is blue, and is used by the Carpenters and Flask Makers.
Fig. 12 is white, and is used in the Machine Shop.

Fig. 10. Forge Shop Time Card.

Fig. 11. Time Card for Carpenters and Flask Makers.
Similar card forms may be devised for any other department of a plant, or for the departments of plants doing entirely different work.
When these cards are used as a means of distributing the time to the various jobs or orders in force in the shop, the day time, from which the pay-roll is made up, is usually recorded on a strip of paper in a time clock, the operation being performed by each employee as he passes into the shop morning and afternoon, and when leaving at noon and night. Passing to the clock, the workman swings a lever to his individual number, and presses in a knob, whereby the exact time of the operation is recorded upon a slip of paper, a ribbon, or a disc within the clock.

Fig. 12. Machine Shop Time Card.
In other forms of time clock, an individually numbered key is inserted in one of the individually numbered holes, turned around, and withdrawn. The time is recorded in a manner quite similar to that used in the case just described above.
The four forms for time cards shown are quite similar, the difference being in the list of operations given at the right-hand end of the card.
At the top of the card are spaces for the date, order number, workman's number, and the number of the machine upon which he works (provided the work is done on a machine). In the next space, the name of the department is given. This is followed by spaces for the quantity—that is, the number of pieces, feet, or inches of such material as is designated in this way, or the number of pounds in weight of the material. Then comes a brief description of the work.
Opposite each of these is a square in which the workman can indicate the particular kind of work he has been doing, by marking an X. Thus the form shown in Fig. 9 contains the following classes of work—namely, Pattern Making, meaning new pattern work; Pattern Repairs, referring to repairs charged to the job; Foundry Repairs, or repairs to patterns or fixtures the expense of which is to be charged to the Foundry Department; Equipment Repairs, referring to pattern shop equipment; General Office, consisting of small jobs of equipment and maintenance that are better done by a pattern maker than by a carpenter; Drafting Room, similar new work and repairs, such as drafting boards, angles, etc.; Tool Room, similar work chargeable to this department, such as boxes or cases for special tools, and work not entrusted to a carpenter.
Whatever may be the kind of work the employee is engaged upon, he checks it as described; and after the words "Time Started," he notes the hour and minute he begins work. When the job is completed, he notes the time after the words "Time Stopped," The elapsed time, the rate, and the value are filled in by the time clerk.
This card is turned in to the foreman or dropped in a box provided for that purpose, it having been approved by the foreman of the department in which the work is done. It then goes to the time clerk.
As each workman has a card for each different job and for each day, it follows that all the job cards for a single day must aggregate the same amount of time as that indicated on the stamped record within the recording time clock. Discrepancies of this kind are investigated, and the time distribution readjusted until satisfactory, the foreman of the department usually being consulted in the case.
Recording-Clock Time-Cards. Recording time clocks are also made which operate automatically to produce changes in the position of the card dropped into a receptacle provided for the purpose, such, that when a lever is manipulated, not only is the exact hour and minute stamped upon the card, but it is stamped in its proper place upon the card so as to correspond with the proper day of the week and also indicate whether forenoon or afternoon. The horizontal changes of position are made by hand, previous to manipulating the operating lever.

Fig. 13. Day Time Card.

Fig. 14. Back of Day Time Card.

Fig. 15. Job Time Card.
A form for a regular Day Time card is shown in Fig. 13. The days of the week are given, and each divided by horizontal lines into spaces for forenoon and afternoon. Vertically the dividing lines divide spaces for the time the workman comes IN, goes OUT, and for similar records for lost time or overtime, as the case may be.
At the top of the card is the date, generally given as the last day of the week for which time is made up. This is followed by the number and name of the employee. Following the table prepared for the time stampings, is a space for the total time, the rate, and the amount due for the week.
The back of the card is shown in Fig. 14, and is plain except at the top, which is printed in large and plain type "This Side Out," as employees are liable to introduce the card with its face outward. For convenience the employee's number and name are given on this side as well as on the face.
By the above method of time recording, all employees will use the regular Day Time card. Such employees as work on the regular production orders, and on work properly chargeable to them, will in addition to the Day Time card use a Job Time card, of the form shown in Fig. 15. This card is provided with spaces at the top for the order number, date, employee's number, machine number, article or piece upon which the work is being done, and the name of the operation that is being performed. The body of the card has the same spaces for the recording stampings. It will be noticed that the card shown in Fig. 13 runs from Monday to Sunday, inclusive. This is the usual form, but in some shops the fiscal week ends on different days of the week. In the job card shown in Fig. 15, it ends on Thursday.
In the use of these job cards, a card is made out for each job or order, without regard to the number of different jobs an employee may have in a day. The aggregate of the time shown on all these cards for a day must aggregate the amount shown on the day time card from which the pay-roll is made up. Thus each card acts as a check on the other, and accuracy is insured to a considerable degree.
When the work for which the job time is issued has been completed, and the card receives its final stamping, it may be turned over to the foreman, who will send it to the Time Clerk. This gives the foreman an opportunity to look it over and correct any mistakes that may have been made. In some shops the card is dropped into a box marked Job Time Cards—Completed, whence it is gathered up with others, by the Time Clerk. Coming into the possession of the Time Clerk, he will check it up, together with such others as the workman may have used on the same day, in order to ascertain if the total time on the job cards for the day equals that shown on the day time card.
When the Time Clerk has compared the cards, he will send the job cards to the Cost Clerk, who will enter the amounts in a Job Time Summary book of the form shown in Fig. 16. On this blank, the number, name, and rate of each man are written. The succeeding columns are headed with the various current order numbers. Entries are made opposite the man's name, of the pay-roll value of the time he has worked on the various orders or jobs for the day. The total, carried out in the extreme right-hand column, represents his pay for the day. The totals at the bottom of the job columns represent the value of the time spent on each order, for the day. The work is checked as correct when the sum of all the totals of the right-hand column is exactly equal to the sum of all the totals at the foot of the columns.

Fig. 16. Job Time Summary.

SOUTH END OF ERECTING SHOP, WEST ALLIS WORKS
Allis-Chalmers Company, Milwaukee, Wis.
The entries in this book are made by quite young clerks, who handle only these job cards and books as their daily tasks, and who become very expert, accurate, and rapid at this work. The totals are carried by the Cost Clerk or one of his assistants to the cost ledger, in which the costs of both labor and material, as well as all expense charges, are brought together. Sometimes this work is done upon cards, each one representing an order and containing in brief and condensed form all the charges of whatever kind made against the order.
Methods of Paying Employees. The methods by which pay-rolls are made up and the employees paid, are important; and whatever plans are adopted, they should realize the following desirable requirements:
1. The record of amounts due the men should be absolutely accurate and in accordance with the rates at which the men were employed, subject (a) to such modifications as may be made by reason of properly authorized changes in rate; (b) to such modifications as may be made from week to week by overtime work, or by the operation of methods of "piece work," "premium work," or any of the several plans for rewarding exceptionally efficient work; (c) to such deductions as may properly be made on account of advance payments that have been made upon due authority.
2. The methods of making up the pay-roll and paying the men should secure promptness in this work, so that the pay of the employees may not be held back for an unreasonable length of time pending the necessary clerical work.
3. The methods of payment should be such that no workman can know the amount paid to any other workman.
To accomplish the results desired in the first requirement, if the amounts due the men are made up from the time recorded by the men themselves—that is, in a recording clock—is a comparatively easy task, since it is principally a matter of mathematics, with a strict attention to details.
Changes in rate of pay do not usually take effect until the week following that in which the order is given. This order will be in the form of a request by the foreman of the department in which the workman is employed, stating the reasons for the increase. This is sent to the Superintendent or Factory Manager for approval. If approved it is then sent to the Pay Clerk, who files the notice for future reference and makes the required change on his pay-roll.
Premium work rates will be made up by the foremen of the departments, and approved by the Superintendent, in smaller shops. In large plants the rates will be made up by a clerk in the Production Department, and approved by the Production Engineer. In either case they will be sent directly to the Pay Clerk.
Advances to men will be made only in special cases, upon a written request from the foreman, stating the reasons and approved by the Superintendent.
The second requirement can be met by having the time cards of the style used in recording clocks (as shown in Figs. 13,14, and 15). The convenience and rapidity of making up the time of these cards is apparent from the fact that the record of the entire week is contained upon the face of one day time card, lost time being checked only in red ink in the total column at the right, and the sum of the amounts of lost time being subtracted from the regular working time for the week Thus, if the working time is 55 hours per week, and the lost time was ½ hour one day and ¼ hour another, making ¾ hour, we subtract that from 55, leaving 54¼ hours as the time for the week. This is much more rapidly done than to carry out the total time for each day and add up these totals for the six days of the week.
The Pay-Roll Sheet or Pay-Roll Book is shown in Fig. 17. This is now frequently made as a loose sheet or such number of sheets as may be necessary to contain all the names, frequently as many as 50 names on the sheet. Upon examination of this printed form, it will be seen that the regular time is divided into productive and non-productive labor. This is for the purpose of ascertaining what portion of the labor is applied directly upon the product, and what portion is applied indirectly, such as foreman, clerks, general laborers, etc., whose work is classed as non-productive.
The amount of the regular time is computed, and entered in the column headed Amount. If there is an amount due in premiums, it is entered in the next column, and the two amounts added in the column headed Total Amount. In the next column is entered the amount of any advances that may have been made, which is deducted from the total amount, leaving the net Amount Due, which is entered in the next column. This amount is paid over to the employee, who signs his name in the space under By whom received, and the operation is complete. The men's numbers are placed at the extreme left hand and right hand of the form as a matter of convenience in rapidly handling the work of paying off.

Fig. 17. Pay-Roll Sheet.
When the pay-roll has been completely made up, it is submitted to the Superintendent, who certifies as to its being a correct list of men actually employed, and to the rates of the different men. It is then submitted to the Factory Manager for approval. After the amounts due the men are actually paid and receipted for, the Treasurer certifies the fact, and the pay-roll becomes a voucher for the amount represented on the roll.
Giving Orders for Manufacturing Work. As ordinarily considered, orders are of two general classes, namely:
1. Production Orders, by which the production departments are set to work manufacturing some regular or special product which is to be sold to customers.
2. Plant Orders. These orders relate to the repairs and maintenance of the grounds, buildings, and equipment of the plant, and to new additions to and alterations of the same.
Both of these classes originate with the Factory Manager, who receives instructions as to all important orders from the General Manager of the company, who will authorize and keep in touch, not only with the production of the plant, but in a general way with all changes, improvements, and maintenance expenses of the establishment.

Fig. 18. Production Order.
Production Orders. Fig. 18 shows the form of a regular production order. This card or blank is made of such dimensions as the kind of manufacturing business to which it pertains may require. It is customary to use a card 4 by 6 inches; but if such is to be written upon the central space in order to describe the work properly, it should be somewhat larger. The principal features of this form are spaces for the title of the card, the order number, and date. At the bottom is given the date when the work is expected to be completed, and the date of its actual completion. These dates are important as a matter of reference in considering the promptness and efficiency of the departments where the work has been done.
The work to be done is briefly described in the central portion, together with such references to sets of drawings, etc., as may be necessary to render the terms of the order indisputably certain. This order is signed by the Factory Manager and sent to the Superintendent. In a large concern it is sent to the Superintendent of Production or the Production Engineer, according to the particular manner of the organization of the official force.

Fig. 19. Sub-Production Order.
In any event the order is turned over to the official having charge of production, who will make out Sub-Production orders (Fig. 19) for each department in which the particular work described upon the orders is to be done. A time limit is given for the completion of[240] the work, and a space provided for the actual date of completion. They are not signed when issued, but are dated and signed by the foreman when the work is completed.
Plant Orders. As has been described, plant orders are those necessary for the changes, improvements, and maintenance of the plant and equipment. In some establishments there are two series of orders, namely: (a) those for improvements and maintenance of the plant proper—that is, grounds and buildings; and (b) improvements and maintenance of equipment. This is a very proper and natural division. These accounts may be subdivided to a very great extent, but not with corresponding value.

Fig. 20. Plant Order.
Plant orders are usually issued by the Superintendent (or General Superintendent, in a large plant), and are returnable to him, as will be seen upon reference to the form shown in Fig. 20. This order is usually directed to a certain department. If more than one department is involved in the work, a separate order is issued to each. The general form of the order is the same as in the two preceding ones, the instructions being changed to suit the nature of the case.
On the back of this order is a form for entering the cost of material and labor, as shown in Fig. 21. The dates upon which each item (or group of items) of material is furnished, are given, as are also the dates for the various items of labor, although the work of an entire[241] week may be entered upon a single line. On the second half of the card, space is provided for the totals of both material and labor cost; also such general expenses in the form of a percentage or such other apportionment as may be authorized, are entered.

Fig. 21. Back of Plant Order Shown in Fig. 20. For entering cost of material and labor.
By this method the order for the work, and a summary of the expense of executing the order, are contained upon the same card, which is very convenient for future reference and comparison.
Storing and Issuing Stock and Materials. The orders having been put in force in the shop, the next step is to obtain the necessary material or stock with which to do the work.
All purchased stock, material, and stores are turned over to the General Storekeeper, whose duty it is to classify them, store them properly, and issue them only on properly authorized requisitions. A large portion of his stock he obtains by making requisitions upon the Purchasing Agent.
To account properly for the receipts and issues of this stock so as always to have on hand what is wanted, and at the same time to avoid carrying an unnecessarily large stock of any of the articles in store, he uses a Stock Ledger Card of the form shown in Fig. 22. This gives the name of the article listed, and its dimensions, weight, etc. At the right of this are entered the maximum and the minimum quantities to be kept in stock. Whenever the stock on hand is reduced[242] to near the minimum quantity, the Purchasing Agent is requested to order enough more to bring the quantity up to the maximum.

Fig. 22. Stock Ledger Card. Same form is printed also on back of card.

Fig. 23. Form of Requisition.
Carbon copies of the entries are made on the Invoice form, Fig. 24.
In making requisitions upon the Purchasing Agent, the Storekeeper must take into consideration the length of time necessary to obtain the article wanted. Wire nails, wood screws, and such articles can usually be obtained in 24 hours, while brass tubing may take[243] three weeks. Iron castings can be had in two days, while steel castings will frequently require six weeks.
When articles are received in stores, the date and quantity will be entered under the heading Received, and other quantities added to these as received. Articles issued will be charged under the heading Issued, giving the date and amount. The quantity on hand may be quickly ascertained by adding the quantities received and the quantities issued, and subtracting the sum of the issues from the sum of the receipts.

Fig. 24. Form of Invoice.
Entries are made by means of carbon paper, duplicating those made on the
Requisition form, Fig. 23.
As most articles are purchased in considerable quantities and issued in small lots, there will be few entries of receipts and a large number of entries of issues; therefore the greater portion of the card is devoted to records of issues. The card is printed with the same form on both sides; and when the spaces on the first side are filled, the account is balanced, and the results carried to the opposite side.
These cards are kept in filing drawers, where they are located in alphabetical order by the names of the articles they represent.
A foreman, on receipt of a regularly numbered and authorized production order or sub-production order, is thereby authorized to make requisition for such stock and material as may be necessary to use in the execution of the order. This he will do by the use of the[244] Requisition shown in Fig. 23, entering the order number and date, and specifying the quantities and descriptions of the articles required. Ordinarily each requisition will contain but one article or class of articles. At the bottom of the requisition, the foreman will enter the name of his department and his own signature.
These requisition blanks are made up in pads (the form shown in Fig. 23), of white paper alternating with tinted paper on which is the Invoice form shown in Fig. 24. This latter form has its ruling and other principal features identical with the form of the requisition, so that by the use of carbon paper the foreman makes a duplicate on the Invoice blank, of the order number and date, the articles required, the name of his department, and his own signature.
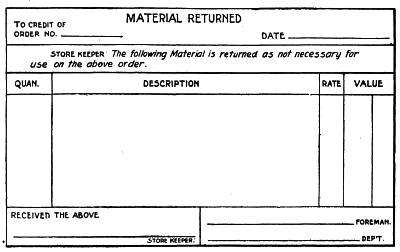
Fig. 25. Returned Material Card.
When the Storekeeper issues the articles, he first enters upon the requisition blank the date issued, and then passes it to his assistant, who notes the issue on the Stock Ledger Card, and then places it on file. The Storekeeper will enter on the invoice the rate and value of the articles issued, and the date of issue, and will sign it under the foreman's signature. He will send it, with the articles issued, to the foreman, who will in turn make it a part of his report of material used.
When the work on an order is completed, such serviceable stock and material as may remain will be returned to the Storekeeper,[245] together with a Returned Material Card of the form shown in Fig. 25. The Storekeeper will enter upon it the value of the material returned, credit it to the department from which it came, and sign the receipt in the lower left-hand corner. The card will then be returned to the foreman as his authority for deducting the amount from the material account in the order in question.
Follow-Up Methods for Tracing Orders in the Shop. The Sub-Production orders having been put into the departments, the first one will order the material for starting the work. For instance, the first step may be upon iron castings. Theoretically all stock and material come from the Store-Room. Therefore we might say that upon a strict construction of this general rule the castings should be furnished by the Foundry and sent to the Store-Room, from which they might be drawn upon requisitions the same as any other material. Practically this would be not only a troublesome but an expensive method, requiring a great deal of unnecessary handling and transportation. The problem is much more practically solved by considering the Foundry as one of the manufacturing departments receiving its raw material (namely, pig iron) through storeroom accounts, and thus "constructively" from the storeroom, while physically it is in the foundry yard. This answers the demands of a theoretical as well as a practical view of the case.
Therefore the first sub-production order will go to the iron foundry, which will make the castings and deliver them to such departments as are required to do the first work upon them, as directed upon the order. The sub-production order which this department has received, directs to what department they shall be sent when completed; and so on, until they have gone through the last department and are sent to the Finished Parts Store-Room.
This arrangement is all right as far as it goes. If every man attended strictly to his business and pushed work along as rapidly as possible, and every foreman sent his work along to the next department as soon as his department had completed its work, this plan might work fairly well. Unfortunately, however, these conditions seldom or never exist; and there must be ways and means devised to keep the work moving and to be able to trace and locate the work upon any order at any time when information is desired upon it or its state of progress.
To accomplish this, there is a Transfer Office, located as conveniently as may be for all departments, and serving as a sort of "clearing house" for all departments in transacting inter-departmental business so far as it relates to the transfer of the work in progress. By this method, departments send all their work by way of the Transfer Office, where proper records are kept of all such transfers, so that at any moment the Transfer Clerk can locate any piece of work in progress in the plant.

Fig. 26. Transfer Card.
The operation of this method is as follows: The sub-production orders are sent to the Transfer Clerk, who fills out two Transfer Cards, as shown in Fig. 26, one of which he sends with the order to the first department that is to do work on the order, and the other he retains. This card provides spaces for the various departments, which are designated by numbers. Following these are spaces for entering the dates of transfers, the entries being made with a rubber stamp. After these spaces are columns for the number of pieces of work received and the number of pieces delivered.
When the first department has finished its work, the number of pieces is entered in the column headed Pieces Delivered, and the work and the card sent to the Transfer Office. The duplicate transfer card that was retained by the Transfer Clerk was filed in a compartment in a Transfer Case corresponding to the department where the work began. He stamps the date of transfer on both cards, entering the number of pieces on his own, and sends the work on its way to the next department, together with the transfer card. His own card he removes[247] from the compartment representing the first department, and places it in a compartment representing the department to which he has now sent the work.
Subsequent transfers are made in the same manner, small lots of work actually being sent to the Transfer Office, but large lots or heavy and bulky work being sent directly from one department to the next, but under the personal direction of the Transfer Clerk or his assistant.
When the parts are completed and ready for inspection, the Inspector is notified; and upon inspecting the parts previous to their being sent to the Finished Parts Store-Room, he enters the results of his work in the space at the bottom of the card that has accompanied the work in its progress through the departments.

Fig. 27. Transfer Clerk's Card Tray.
The Transfer Clerk's card tray is shown in Fig. 27, and is made with compartments of sufficient dimensions to hold the number of cards expected to be on file in any one department at the same time. The cards are filed in numerical order. In a large concern the usual card-index method of guide cards is used, so as to render the work of finding the right card when wanted, easy and expeditious.
Tool-Room Methods. A large number of small tools such as drills, taps, reamers, and the like, and also numerous jigs and fixtures of various kinds, are drawn daily from the Tool Room and returned there after being used. The problem of keeping track of these valuable tools, of knowing where to locate every tool that has been issued, and getting them back promptly after they have been used, is an important one.
The simplest method of doing this is by the use of small brass checks bearing the individual numbers of the men. For this purpose a Tool Check Board, as shown in Fig. 28, is provided. This is lined off in small square or oblong spaces, the number of spaces equaling or somewhat exceeding the number of men employed in the departments served by the Tool Room. At the top of each of these spaces is the name of one of the men; and beneath the name two pins project about an inch from the face of the board. Under each pin is the man's individual number. Two forms of brass checks are used, a circular disc of ⅞ inch diameter, and a rectangular one ½ inch by 1¼ inches. Each check has a hole by which it may be hung on the pins, and each bears the individual number of the man, the checks being used in pairs of one circular and one rectangular check.

Fig. 28. Tool Check Board.
All tools are kept upon shelves, divided for individual tools or, in some similar manner; and in front of each tool is a pin similar to those on the board, upon which checks may be hung.
The operation of this method is as follows: the circular checks (there are usually twelve of them) are issued to the men of corresponding numbers. The rectangular checks are held upon the left-hand pins under the men's names. When a man goes to the Tool Room for a tool, or sends a boy for one, he presents one of his circular checks. This the Tool Keeper hangs on the right-hand pin under the man's name. He also removes one of the twelve rectangular checks, and hangs it on the pin in front of the space from which the tool was taken. If the workman sends for another tool, another circular check is added to the first one, and another rectangular check removed from the board.
It will be seen that there must always be twelve checks on the board under each name, counting both rectangular and circular ones. The absence of a tool from a shelf is accounted for by the rectangular check hung on the pin in place of it, and the number of this check shows what man has the tool. The number of circular checks on the board shows how many tools each man has in his possession.
The result of this method is that tools can be issued and taken back very rapidly; and accurate and positive records are very quickly made, without the use of a book, card, slip, or writing of any kind.
At the end of the week, all tools are turned in to the Tool Room, thus enabling the Tool Keeper to check them up and rectify any possible errors that may have been made during the preceding week. On Monday morning, such tools as are needed are re-issued.

ENGINEERING DEPARTMENT, DOBIE FOUNDRY & MACHINE CO., NIAGARA FALLS, N. Y.
COST-ANALYSIS ENGINEERING
Definition. Cost-Analysis Engineering is that branch of Engineering which has for its object the analysis of costs of construction or of operation, with a view to effecting a greater economy of production, and with a view to securing accuracy in estimating the probable cost of projected structures or operations.
The Modern Manager a Cost-Analysis Engineer. It takes few men to design machines and structures, but it takes many men to superintend their operation. Therefore the great field of activity for the engineer of the future is in the field of operation rather than of design.
Until very recent years, engineers have rested satisfied with being designers of labor-saving appliances. Now, however, they are beginning to assume the broader and more profitable function of operating the plants which their brains have created. To handle the ordinary industrial enterprise successfully, involves:
First, the application of engineering ability in selecting and improving the machines used;
Second, managerial ability in organizing the workmen, and in stimulating them to produce a large output economically;
Third, advertising ability to sell the product.
The man who combines in himself the maximum sum of these three abilities is the man best adapted to succeed as the executive of an industrial enterprise. Since the introduction of systems of cost analysis and unit-payments for work done, engineers have become best qualified to act as managers of manufacturing plants. We include contracting and railroading among manufacturing industries, for the contractor manufactures structures, and the railroader manufactures transportation.
Before cost analysis had been developed to its present stage of excellence, the successful manager of men was usually one who had relied upon his lynx eyes and his knowledge of the weaknesses of human nature. He was often a man who owed his success largely to the fear he could inspire in his subordinates. He was domineering; he held his men to their tasks; he was, indeed, an industrial captain;[252] and he used army discipline. He regarded every worker as a thief who would not hesitate at petty larceny of time, even in the face of the foreman, and who delighted in grand larceny behind his back. His foremen were his spies; and he set himself to spy upon his foremen. But cost-analysis engineering is evolving a wholly different class of managers and foremen.
To most people, a cost-keeping system means nothing but a sort of bookkeeping; and they are unable to understand how a bookkeeper can develop into a successful manager. But the truth is that modern cost keeping involves cost analysis, and cost analysis involves a study and comparison of methods and machines, and such a study leads to improvements and to commercial success.
Cost keeping, in the sense that we use the term, has for its main object the determination of the efficiency of men. A proper system of cost keeping tells you daily what each workman or each gang of workmen has accomplished. It is better than a foreman, for it cannot "stand in" with the men. It is better than a foreman, for it costs you less and it tells you more. A cost-keeping system tells you who are your good men, and who are your lazy men. It shows you whom to discharge, and whom to promote. It tells you whose wages are too high, and whose are not high enough. And, finally, it leads to that ideal condition of industrial organization known as profit-sharing. How often have we read in novels of Utopia, where all men share in the profits of all business; and how often have we smiled with incredulity at the prospect? Yet Utopia is right here in America, in spots; and it is a Utopia far more rational than that of the dreamers. There are many firms that pay their men on a unit-price or bonus system. This is profit-sharing, and it is a profit-sharing begotten by the use of cost-keeping systems; for, when a manager has learned by cost keeping that certain men or groups of men produce more than others, he soon perceives the advantage of stimulating them to further use of brain and muscle by paying them either a bonus for each unit produced in excess of a prescribed minimum, or a unit-price for each piece of work performed. The men invariably respond to this stimulus, and often in a remarkable degree. It is nothing unusual for a man to increase his output 50 per cent upon the introduction of a bonus system of payment; and there are many instances of increase amounting to 200 per cent. Each man then becomes a contractor,[253] and works with the zeal of a contractor, for his earnings increase as his energy and ability increase. This is practical profit-sharing that any workman can understand. It is not something vague and intangible, like 5 per cent per annum. It is something very real and immediate, for a man can feel it in the pay envelope at the end of every week.
Cost keeping, then, leads to better management, although dispensing largely with submanagers. It substitutes the record card for the "big stick," yet the record card itself is the biggest stick ever devised.
The Science of Management. The managing of industrial enterprises is still more or less of an art; but the art is fast passing through the period of evolution that produces a science. There are, unquestionably, certain underlying principles of management which can be summarized into rules or laws. These rules or laws constitute the science of management, and it is our purpose to present certain of the more important laws of management.
Individual Incentive. When a group of men undertake to do a certain piece of work, such as shoveling earth into a wagon, the tendency is for each man to do as little as his neighbor. The inevitable result is that the shovels move with rhythmic precision, and the slowest man becomes the pacemaker for the rest. If any one of the men is ambitious to do a larger day's work, he is deterred by the knowledge that his employer will never know that it is he to whom the credit is due for a larger output. Then, too, the other men are apt to upbraid an ambitious man, and urge him not to set a "bad example" by working fast. To offset this tendency to fall to the lowest level of efficiency, employers have placed foremen over their employees, the duty of these foremen being to accelerate the motions of the men in any way possible. Each foreman has an individual incentive to get work done economically, for his employer studies the total amount of work done by the gang under the foreman, and rewards or punishes the foreman accordingly, the reward usually consisting of praise and an increase in salary. But the workmen under such a foreman have no individual incentive, and they will shirk their tasks as far as possible. Clearly, then, the first law of management is to create an individual incentive for every employee to do his best.
Creating Individual Incentive in a Gang. There are, and always will be, certain kinds of work that must be performed by a group of men working together, or, as we shall call it, a gang of men.[254] When this is the case, the first step to be taken is to devise a method of readily and accurately measuring the work performed each day—not each week or each month—by the gang. The next step is to notify the men that, for all work performed daily in excess of a specified number of units of work, a bonus or premium will be paid for each excess unit. Of this bonus, the foreman will get a specified percentage, and the men will divide the rest among themselves. Thus a powerful individual incentive is created. It is true that certain men in the gang will remain less efficient than certain others, but the general average output will be greatly increased. The foreman himself will have enough incentive to see to it that the lazy or inefficient workmen in the gang are discharged, for it will no longer pay him to play the part of indulgence for the sake of being "a good fellow."
Devising Ways of Dispensing with Gang Work. Simply because it has always been the custom to do certain classes of work by gangs, should not deter a manager from endeavoring to devise a way of splitting the gang up into individual units. Indeed, it should be self-evident that if the creating of individual incentive is the fundamental law of management, a great amount of study may profitably be devoted to increasing individual incentive by doing away with gang work entirely. To illustrate, let us assume that 12 men are engaged in shoveling earth into wagons, working in two gangs of 6 men, with one foreman supervising the 12. If a sufficient number of teams and wagons are used, there will always be 2 wagons in the pit being loaded, and 6 men shoveling into each wagon. As fast as a wagon is loaded, it pulls out, and an empty one takes its place. If a manager is told that he can do away with this system of gang work, he will usually reply that it is impossible. Nevertheless, it is possible to reduce this gang work to individual work in most instances, as follows:
Instead of having 2 wagons and teams in the pit all the time, have 6 wagons without teams—6 empty wagons. Assign two men to each wagon. Provide a dividing board between the sides of each wagon, running either longitudinally or cross-wise, so that each man has his definite half of the wagon to fill. Then pair the men off according to their respective abilities, putting the two best men on one wagon, the two next best on another wagon, and so on. When a team brings an empty wagon into the pit, let it be unhooked from the empty wagon[255] and hooked to a loaded wagon, thus saving team time, which would otherwise be consumed in waiting for the wagon to be loaded.
It is possible to give many illustrations of this sort, but not desirable, for our object is to indicate the laws that should be applied, rather than to solve specific problems. The student of cost-analysis engineering will derive his greatest stimulus from applying the laws to specific cases that come under his own observations.
Prompt Reward. Most men believe in Heaven, and many believe in Hell; but few are greatly affected in their action by the hope of the one or the fear of the other. Any reward or punishment that is remote in the time of its application, has a relatively faint influence in determining the average man's conduct. To be most effective, the reward or punishment must follow swiftly upon the act. Hence a managerial policy that may be otherwise good is likely to fail if there is not a prompt reward for excellence. All profit-sharing systems have failed, principally because of failure to recognize the necessity of prompt reward, as well as because of failure to recognize the necessity of individual incentive. The lower the scale of intelligence, the more prompt should be the reward. A common laborer should receive at least a statement of what he has earned every day. If, in the morning, he receives a card stating that he earned $2.10 the previous day, he will go at his task with a vim, hoping to do better. But if he does not know what he has earned until the end of a week, his imagination is not apt to be vivid enough to spur him to do his best.
One contractor, known to the authors, has a large blackboard on which the hourly record of his brickmasons is chalked up. He has found that this constant record of where they stand in the day's race is a splendid stimulus.
Sufficient Reward. When a man produces more than has been his custom, he feels entitled to a very large percentage of his increased output. His sense of justice is keen on this matter, and rightly so. It is true that he is not entitled to all the increase, for his employer may have provided him with machines or tools of a better kind, for which payment must ultimately be made. Moreover, more rapid work with any machine means more rapid wearing-out of its parts, and a consequent expense to the employer. Finally, the employer who has used his brains to devise ways of increasing the output of the employees is [256]entitled to a very substantial reward. No one begrudges Thomas Edison his wealth. He has earned it by virtue of his inventions. In like manner, every man should be richly rewarded for every labor-saving machine or method which he creates or which he applies. However, employers are prone to try to take too large a part of the profit effected by an introduction of a system of unit-payment for work done.
Mr. Fred W. Taylor says that a workman should receive 30 to 100 per cent increase in wages upon the introduction of a piece-rate or bonus system of payment. Mr. Halsey says that the workman should receive one-third of increased value of his product resulting from an application of the bonus or premium system of payment. But the fact is that the employer should share liberally with his men; and, in the long run, the competition of other employers who are bidding for the services of workmen will force wages up to a point where the workman secures all but a very moderate percentage of the value of his daily product.
Educational Supervision. As previously stated, the old type of foreman mingles the functions of a spy with the functions of a mule-driver. The higher we go in the scale of human intelligence, however, the more noticeable is the fact that the supervisors are teachers of the men they supervise. These supervisors, foremen, managers—call them what you may—have learned that it pays better to spend time in training their men than to spend time in tongue-thrashing. Only of late years has it been discovered that systematic training of the least intelligent of workmen pays equally as well as the training of the most intelligent. The manager who recognizes the necessity of educational supervision, undertakes, first, a careful time study of each class of work. Then he analyzes the results, and deduces methods of securing greater economy. Having evolved a method of procedure, he reduces it to writing, and furnishes his foremen with detailed written or printed instructions to be followed, or, where the workmen are intelligent enough, the instructions are given to them directly; otherwise it is the function of the foreman to instruct the workmen.
Divorce of Planning from Performance. We have just spoken of the education of the workmen by the manager; but, before such education is possible, the manager must educate himself. In brief, he must study the problem and plan its most economic solution. According to the old-style method of management, each foreman was[257] left largely to his own resources in planning methods, and, added to this duty, he had several other duties to perform, such as "pounding the men on the back" when lazy, seeing that materials were promptly supplied, employing and discharging men, looking after the condition of machines, etc. This multiplicity of duties can be properly performed, only by a foreman possessed of a multiplicity of talents. Since few foremen can comply with such a specification for brains, it follows that good foremen of the old style are rare indeed. The modern system of management consists in taking away from the foreman the function of planning the work, and in providing a department that does all the planning. This planning department should be under the supervision of the Cost-Analysis Engineer, for it is he and his assistants who, by unit-timing of work and by cost keeping, are best able to ascertain what methods should be applied to get the most economic results. Having planned a method, the Cost-Analysis Engineer delegates its pursuance to one or more foremen.
Subdivision of Duties. The previous rule of action comes under another, still more general in character—namely, the law of the subdivision of duties. Men are gifted with faculties and muscles that are extremely variable. One man will excel at running a rock drill, another at keeping time, another at surveying, and so on. It is clear, therefore, that the fewer the duties that any one man has to perform, the easier it is to find men who can perform the task well. But give a man many duties to perform, and he is almost certain to do poorly in at least one respect, if not in several. One foreman may have a great knack at "keeping an eye on" machinery, and in having few break-downs and delays. Then it is the part of wisdom to burden him with no other duties, unless the magnitude of the work does not warrant dividing the duties among two or more men. Let him be the machinery and tool foreman, reporting directly to the Cost-Analysis Engineer, and subordinate to no other foreman.
Another foreman may have a special knack at teaching workmen how to use tools and machines. Let him have no other duty but to see that the men have the proper tools, get them promptly, and use them properly. Let him be the gang foreman.
According to the magnitude of the work, there may be different kinds of foremen, all coming in contact with the same men, perhaps, but each performing different functions.
Limitations of Military Organization. Most industrial organizations to-day resemble military organizations, with their generals and intermediate officers, down to sergeants, each man reporting to but one man higher in rank. There is little doubt that the present tendency in industrial organizations is to abandon the military system to a very large extent, and for the following reasons:
A soldier has certain duties to perform, few in number, and simple in kind. Hence the man directly in command can control the actions of his subordinates easily and effectively. Control, moreover, should come invariably from the same officer, to avoid any possibility of disastrous confusion, and to insure the instant action of a body of men as one single mass.
On the other hand, industrial operations do not possess the same simplicity, particularly where men are using machines; nor is there the necessity of action in mass. The military organization, therefore, should be modified to suit the conditions; and one of these modifications is the introduction of two or more foremen in charge of certain functions or duties of the same men or groups of men, as explained in the paragraph on Subdivision of Duties.
Opposition to Change. All men have a certain mental inertia which makes them resist any change of their methods and habits. Foremen are particularly resistant to change, because of their custom of giving orders more frequently than receiving orders. Hence the Cost-Analysis Engineer who is trying to introduce modern methods is sure to meet with violent opposition from foremen; and the older the foreman, the more violent the opposition. When the Cost-Analysis Engineer introduces a new method, he must personally attend to every detail, or it will surely "go wrong." The old foreman will see to it that it does "go wrong," just to show that the "new-fangled ideas" are worthless.
Opposition may also develop among labor unions, particularly if it is proposed to pay on the piece-rate plan—that is, to pay so and so much for each unit of work performed. The bonus plan and the premium plan (to be described later) are schemes to overcome this opposition to the piece-rate plan, but in essence they are all the same.
No manager of men can attain great success unless he has grit enough and tact enough to overcome the opposition to change which he will encounter from all quarters. If he realizes in advance that[259] such opposition is as certain to manifest itself as it is certain that it takes power to change the direction or speed of motion of a heavy body, he will have possessed himself of one of the laws of successful management.
A man cannot impart motion to a very heavy rock by violent impact of his own body against it; but he can separate it into fragments, and move each fragment by itself. In like manner, no attempt should be made to change all the methods of an industrial organization at one stroke. Separate it into elements, and take one element at a time, beginning with the simplest. Apply your cost-keeping system to that element—it may be only the hauling of materials with teams—and effect the change desired. Then take another element of the organization, and apply the system to it. Continue thus, fragment by fragment, and you will overcome the opposition that would otherwise resist your greatest effort.
Respect Your Own Ability. One of the most common mistakes made by managers lies in assuming that a skilled workman necessarily knows better how to perform work than does the manager himself. A manager should first aim to familiarize himself with the methods used by the best workmen, and then, by an itemized time study, he should set his own wits to work to improve the methods. Workmen, for the most part, do their work just as robins build their nests—by the pattern of precedent. They put little or no brains into improving the process, because it usually means no money in their pockets to effect an improvement, and because they reason that an improvement that effects a saving in time may actually result in the discharge of some of their fellow workmen. It should be a cardinal law of management to give very little weight to the claims that workmen make as to their own skill or knowledge; and the same holds true as to foremen. Because a man has blasted rock for twenty years, should not make his opinion of such force as to prevent a manager from undertaking to show that man how to do rock-blasting more economically. We have frequently effected great economies in rock-blasting after a time study occupying fewer weeks than the blaster had occupied of years in the same sort of work. The trained mind of the Cost-Analysis Engineer enables him to analyze costs and methods, and to develop improvements which no amount of so-called "practical experience" can effect.
Weigh carefully every reason against any proposed change in[260] method, and act accordingly; but pay no attention whatsoever to predictions of failure that are bare of reasons. Do not be influenced even by many positive statements that your proposed method has been tried and has failed; for its failure may have been purposely brought about, or some small condition essential to its success may have been absent.
Therefore, respect your own ability. The manager who cannot improve upon methods used by his men is not fit to manage.
Profit Does Not Mean Excellence. Many a manager points to the profits of his business as the profit of his ability. He forgets that to a plainsman a small hill looks like a mountain. The general level of mediocrity makes such managers fancy that they are quite extraordinary if their business shows a large profit.
The Cost-Analysis Engineer can frequently take a profitable business and convert it into a wealth-producer beyond all dreams of the ordinary self-satisfied manager. Nor should the Cost-Analysis Engineer himself grow satisfied. There is positively no limit to the economies in production which may be effected by the human brain.
The Human Engine. The human body is an engine, or rather a boiler and engine combined. Its fuel is about 3 pounds of solid food daily, containing about as much energy as one pound of carbon or coal. One pound of coal will develop energy enough to perform about 10,000,000 foot-pounds of work; that is, it will raise 10,000,000 pounds one foot high, if there is no loss of power. But in all boilers and engines there is a loss of power, due to heat lost by radiation, heat carried away in the escaping gases and solids, etc., and heat developed by friction. A steam boiler and engine suffers so much loss of heat energy from these sources, that it rarely develops an efficiency of more than 10 per cent of the theoretical energy of the coal consumed. Curiously enough, the human body is not much more efficient than a steam boiler and engine; so that, while the one pound of carbon fed into the human body has a theoretical energy of about 10,000,000 foot-pounds, the actual useful work performed by a man is seldom more than 1,500,000 foot-pounds a day, or about 15 per cent of the theoretical energy of the food consumed.
When a man is walking, his whole body rises and falls each step, the rise being about one-seventh of a foot. Hence, in walking 25 miles in a day, about 2,000 steps per mile, a man weighing 140 pounds does 1,000,000 foot-pounds of work in raising the weight of his own body,[261] to say nothing of the energy consumed in swinging his legs. A man may walk the 25 miles in 10 hours, or he may walk it in 8 hours. In either case, he does substantially the same amount of work, and burns up substantially the same amount of food.
It should be clear, therefore, that when workmen are doing intermittent work, with periods of comparative rest, they are capable of working correspondingly harder during the periods of exertion. Thus, in running a rock drill, the physical labor is light, except when shifting the drill or when changing drill bits. At such times, the men should be required to work with great vigor in order to reduce the lost time.
It should also be clear that workmen should be taught to make no unnecessary movements of the body in doing work. Yet it is a fact that few workmen economize their energy by avoiding unnecessary motions.
It should also be clear that it pays to house workmen at no great distance from their work, so as to reduce the labor of going to and from the work; for every foot-pound of energy spent in going or coming reduces by that much the available energy of the man.
If it were practicable to measure the amount of resistance involved in doing each class of physical work, we could readily reduce to a science the setting of reasonable daily tasks. The authors are of the opinion that a careful study of resistances will eventually enable managers to fix certain tasks with great accuracy. To illustrate, let us assume that it is desired to know how much sand a workman should be able to shovel into a wagon box 5 feet from the ground in a day. It is not impracticable to measure the force required to push the shovel into the sand, and the distance pushed. The average weight of the earth on a shovel, and the weight of the shovel can be ascertained. The vertical height that this load is lifted, is easily measured. If the workman bends his body to fill the shovel, the weight of his body above the waist, multiplied by the height that the center of gravity of that weight travels will give the foot-pounds of work done in bending the body. And thus, by a calculation of each element of work done, an accurate forecast of the total possible work could be made.
Such a study as this will often disclose an unsuspected lack of economy in using certain tools. From such a study, for example, it is perfectly clear that the long-handled shovel, universally used in the far West for shoveling sand, gravel, etc., is a more economical tool than[262] the short-handled shovel used in the East. Men have argued about this matter for years without coming to a definite conclusion, the reason being that workmen accustomed to the short-handled shovel prefer it, while workmen accustomed to the long-handled shovel show an equal preference for that type of tool.
COST GETTING
In taking of time and in the application of the cost of labor to the cost of work, there are probably as many systems as there are organizations doing work; and even within any one organization using a well-defined system throughout its entire operations, there will be no two men making the same interpretation of the rules laid down, or—more especially—whose methods of attack will be the same. But in spite of these many variations of method, there are several primary systems which are standard, and which can be found in one form or another on all properly conducted work.
The starting point of all cost getting is the taking of the time in the field, and it is here that the greatest variation in individual method is found. The most common way of taking this time record from which the pay-roll and the cost distribution is made, is for the time-keeper to go over the work with a notebook and put down therein with a pencil the number of each man and the particular part of the work that he is engaged on.
Two systems of record keeping, of which small cards form the basis, are also in vogue. One of these systems uses what is known as punch-cards—that is, cards in which the records of time, distribution, and performance are made by means of an ordinary conductor's punch; and the other has the record made in a way somewhat similar to the entries in a notebook—a written record being made on the cards with a pencil. Another system bases its records upon reports turned in by foremen.
Time-Keeper with Notebook. While the manner of taking time with a notebook varies according to the training and experience of the time-keeper, it may be said that there are in general two ways in which such notes are kept. In the first, the time-keeper has a list of the numbers of all men on the work, and, as he goes over the work, simply checks off the numbers, showing that each particular man is at work and indicating upon what branch of the work he is engaged.
A more common way, however, is for the time-keeper to make headings corresponding to the distribution used in making up the office records, and to write under each of these headings the numbers of the men working upon the part of the work so named. This method is often simplified by the time-keeper becoming so familiar with the foreman, and the numbers of the men under the particular foreman, that he is able to dispense with the headings entirely, and simply use the foreman's name or number in place of it. This, of course, makes the time-keeper's notes more or less unintelligible to anyone but himself, and makes it necessary for him to do office work as well as his field work. Moreover, not being a permanent or intelligible record, it is impossible for even the man who made the notes to return to them in case any dispute arises or a mistake is found to have been made, and get information after the notes have "grown cold." The time-keeper becomes so familiar with the appearance of the men who are on the work, that he learns to know their numbers, and often attempts to put them down without seeing their numbered checks. This is often a source of error, as the uneducated foreign laborer is very liable to make a mistake in stating his number; and if he does, there will exist no record of his having worked that day, and he will get no pay for it. The apportioning of the cost of his labor to any work that he may have been on, will also be the cause of trouble.
Of course, the time-keeper's memory serves him if any men are absent from the gang for any reason, and he is able to ask the foreman whether or not that particular man is working. A man may be away from the gang and be missed by the time-keeper altogether. In this case, no chance is given for correction of the record, unless the time-keeper goes over the work again soon after; and the consequence is that costs will be in error, and the men will be short of pay at the end of the month. This is especially liable to be true when night work is being done.
Men may be changed from gang to gang, or a whole gang may be changed from one job to another, and the time-keeper knows nothing of it unless he happens to be on the spot at just the right time. Such a change would not show in his time record; and while the men would get credit for their full time, the distribution of costs would be much in error. The difficulty in recording such changes can be seen from[264] the following extract from a report of a Consulting Engineer after inspecting work upon a road-making contract:
"In one case, at 10:30, there were eight men carrying stone to the crusher, and three men on the crusher platform. Two others were in the cut, loosening earth and loading; and half an hour later, two of the four men who had been blasting were also loosening and loading."

Fig. 1. Time-Keeper's Slip.
Duplicate record is made
automatically on a similar slip
by
carbon paper.
This, of course, indicates an unusually loose organization, but is an example of what a time-keeper with a notebook has to contend against.
In case of emergency—say in steam shovel work—a train of dump cars goes over the side of a dump, and a track gang is called upon to help the regular dump gang so that the difficulty may be overcome as soon as possible. The time-keeper might fail to make record of an hour or an hour and a-half which the track gang put on this work, because he did not see them at work at that particular time. This, of course, affects the distribution of cost. One advantage from the notebook is that much of the distribution is made in the field, with a corresponding reduction of office work.
Punch-Cards. The keeping of time by means of punch-cards has been tried with considerable success on many jobs, but only recently[265] has it been reduced to a practical basis for use on large construction work.
The Construction Service Company of New York City has developed a system of time and cost keeping, using the duplicate punch-card almost entirely. Several of these cards are reproduced in connection with this text.
As a general thing, the punching of the cards is done by foremen of the gang, or by someone who has the performance of the gang under direct observation. The cards show not only the time worked by each man upon any one day, but just as exactly the time worked upon any job by all the men. A duplicate of the record is made automatically, to be kept in the time-keeper's office, the other going to headquarters for permanent record.
The record thus obtained is absolutely exact, especially as to distribution; but the system has some of the same objections that the notebook has. For instance, unless the cards are kept by the foreman himself, whoever punches them may inadvertently miss a man. This, however, is not so liable to happen as when a notebook is used. Whenever a single punch appears opposite a man's number, it is apparent that all his time must be accounted for in some way or other; while, with a notebook, it may be that, having been missed once, no record of any time will appear.
There is absolutely no opportunity for a time-keeper or for a foreman to "fudge" his account in any way, for a punch mark once made in the card cannot be erased or destroyed in any way. The record stands.
Time-Keeper's Cards. Instead of the time-keeper keeping his records in a notebook, as has been described, he may be provided with slips of tough paper of such size and shape as will readily go into his pocket, or will fit in a filing cabinet.
The modus operandi of these cards or slips is as follows:
Each card or slip is devoted to but one gang and one ledger account—such, for example, as placing ties in railroad work, gang No. 6. It will show the foreman's name; the name or number, or both, of each man; and the amount of time that he spent on this particular class of work. The sum of the amounts for the gang on this classification, will be the cost for this gang and this account for the day in question.
If a man has been working at more than one piece of work on that day, the time-keeper makes the apportionment of time on the spot; and the portion of his time that he has spent placing ties is put on the "Placing Ties" card or slip. The remainder of his time is placed on another slip corresponding to the other ledger account. If the time-keeper is uncertain as to which ledger account the work belongs to, he writes a description of the work at the top of the card or slip. A convenient form for a slip is illustrated in Fig. 1; and a convenient form for a file card, in Fig. 2.

Fig. 2. Time-Keeper's Card.
Duplicate record is made automatically on similar card by carbon paper.
It is frequently of advantage to have time-cards show, in addition to their pay and work performed, a log of the conditions, such as temperature and weather; the causes and duration of each delay; the general conditions on the work; the kind, condition, and the make of tools, machinery, etc.; and any further details that may be important. How this can be done on the various cards illustrated in this volume, can be seen from a study of the illustrations.
Written Time-Cards have the advantage of the minimum of departure from existing methods; the disadvantages that arise are slight; and it is difficult to so arrange the cards as to obtain duplicates. A foreman with a dirty thumb will make a paper sheet on which he writes in the field look as if it had been dragged through the mud; while, with a punch, he can bring his card in with comparatively small damage. In general, it may be said that for the time-keeper's use the written card has a slight advantage over the punch-card; while the reverse is the case for records to be obtained by the foreman, or whenever the men, such as drillers or teamsters, hold their own cards.

A TYPICAL FOUNDRY FOR LARGE CASTINGS IN THE TORONTO, CAN., PLANT OF THE FAIRBANKS-MORSE COMPANY
Foreman's Report. When the making-up of the pay-roll and the distribution of cost depend upon the reports of foremen, many serious difficulties are introduced into the work. Most foremen are intelligent enough to make a satisfactory report, and even more of them are honest enough to make a correct report. It is a curious fact, however, that among men of this class, while they would use every care in accounting for money entrusted to them, there is no tendency to consider time in the same light; and in consequence the reports of time given are liable to be very lax.
Moreover, if a foreman felt so inclined, if there were no one checking him or his reports, it would be a very simple matter for him to "fudge" his accounts so as to be able to acquire considerable graft.
If the foreman is intelligent and conscientious, a report and a distribution can be obtained from him which would be very easy to work into an excellent office record. Unfortunately, the desired combination seldom obtains, and there are very few large works carried on with such a system of time-keeping.
Cost Distribution. The time having been taken in the field, it now becomes necessary to make a distribution of costs in the office. The cost is that which is paid for producing work, being the material and labor cost of production, added to the proper proportions of expense cost, the expense being incurred in carrying on the operation and so making the actual work a possibility. The distribution of the cost is necessary in order that the contractor may see whether or not any particular operation is profitable; and a detailed analysis of the distribution, such as will be given later, will indicate in what respect the work may be made cheaper and more profitable.
In all cost distribution, there are certain items which cause trouble; and their proper disposition has led to much discussion among authorities on them, and has been the source of many different arrangements for their proper apportioning to the various operations on the work. For instance, there is the time of such men as are engaged upon water-supply service, drainage systems, the blacksmith, machinists, electricians, water boy, the time of watchmen, police, etc., which may come under the heading of "general labor;" and there are[268] such items as the transportation and distribution of coal to various parts of the work, the transportation and handling of stores, and numerous other items which, while seemingly affecting the whole work, are directly chargeable to some particular operation.
In many instances of distribution, the item of General Expenses, which includes the expense of storekeeper, time-keeper, bookkeepers, clerks, and such office force as may be required, is rather difficult of disposition. Those items which are usually monthly, may be distributed daily at a rate per day found by dividing the monthly rate by the number of days in the month, or they may be lumped at the end of the month and apportioned to the various operations. If they are distributed from day to day, it is rather difficult to tell just what proportion of them should go to each operation, as the cost of any operation is liable to vary greatly from day to day. If they are left to the end of the month, it is impossible to tell from day to day the exact cost of the work.
Overhead Expenses are another source of difficulty. Under this heading can be placed all salaries which do not ordinarily appear upon the pay-roll, such as the salary of the General Manager of the work, the Chief Engineer, and the officers of the company, and such expenses as office rent, telephone, office furniture, stationery, etc. Just where General Expenses leave off, and Overhead Expenses begin, is rather hard to determine, the line of demarcation varying in almost all cases.
One of the greatest troubles in distribution is caused by overtime of men who are on a daily and monthly basis. Under the same head might be placed Lost Foreman's Time—that is, the time which the monthly and daily men are paid for, and which produces no output.
TIME-KEEPER'S NOTEBOOK
A page from a time-keeper's notebook is reproduced in Fig. 3. The necessity for an explanation of such a record is apparent. The work on which this record was made, was a job of rock excavation on which two steam shovels were being used, and the time and output of each shovel were kept separately. The record was made on the 17th of the month.
At the left of the page, within the curved line under the heading "sh. 2," we have the names of the shovel crew and the numbers of the pit men. At the side of these names and numbers, is the record of the[269] performance of the shovel of the day previous, the 16th, the shovel runner having given it to the time-keeper while the latter was on his first round on the 17th. Just below the record of the shovel, there are four numbers under a heading Ditch. In order to drain the shovel pit, it was necessary to use four men for cutting a ditch, and the time of these men is charged to the shovel. Underneath the record for the No. 2 shovel, is the record of shovel No. 1. It is recorded in exactly the same way as the other record.

Fig. 3. Page from a
Time-Keeper's Notebook.
In the center of the page, at the top, is the record of the drill gang for each shovel. There were six drills working in gang No. 2; but the record does not show this clearly, as there are two columns of six numbers each, one column being the driller's numbers, and the other being those of the drill helpers. Then there is a column of four numbers representing the muckers. The time-keeper knows, of course, which is which; but if for any reason anyone else than himself had to use the notes in the office, they would be useless. The number under the line is that of the man who carries bits to and from the blacksmith. The name of the fireman[270] of the boiler which furnishes steam to the drills is given, and the number of his helper.
The record of gang No. 1 is given in the same garbled manner, there being 5 drillers, 5 helpers, and 4 muckers in the gang, besides the man carrying bits, the fireman (whose name is given), and his helper. It will be noticed that in neither gang is the name or number of the foreman given, the time-keeper relying upon his memory to make the record complete in the office.
In the upper right-hand corner of the page, is the record of the blasting gang, in front of shovel No. 1. There are 5 men, including the foreman, whose number is given first. Within the ring is shown the number of pounds of powder used on the previous day as reported by the foreman. The record reads "on the 16th, 150 pounds of 30% powder, and 750 pounds of 40%."
Directly below this, midway down the page, is the record of the men working on dump No. 1. The foreman's number heads the list, the numbers of his men following.
Just to the right of the shovel records, and below the record for drill gang No. 2, is the heading "ng.tr. # 1;" and the men whose numbers are under this heading are engaged in laying and repairing the narrow-gauge track for the dump trains from shovel No. 1. Just below the middle of the page, is a list of names and numbers utterly unintelligible to anyone but the one who made it. The facts are these: Donovan is the man who looked after the storage of powder; within the bracket, Nick (the time-keeper, not knowing the last name, used his number, as well as the part of the name that he knows) is the blacksmith; and No. 72 is his helper; No. 118 helped the blacksmith for two hours, having been taken from the narrow-gauge track gang. The time-keeper had to depend entirely upon the blacksmith telling him this, or his record would have been incomplete. The next three men whose names appear in this column were engaged upon repairing a 6-inch pipe line; and the next two pairs within brackets, marked No. 2 and No. 1, are the pipe-fitters for the drill gangs and shovels No. 2 and No. 1 respectively.
DISTRIBUTION FROM TIME-KEEPER'S NOTEBOOK
The time-keeper, having taken his notes over the entire job, sends them to the office so that the time may be posted for each man, and the distribution made.
The time-keeper goes over his notes, and picks out the items that are chargeable to drilling. In gang No. 2, there are 6 drillers at 30 cents per hour; 6 helpers, 4 muckers, 1 man carrying bits, and one fireman's helper, all at 17 cents, and one fireman at 25 cents. From the note at the bottom of the page, he knows (although no one else would) that Lear at 20 cents and No. 278 at 17 cents, were also with this gang. This, with the foreman at $3.50 per day, figures to $29.08. These are the charges that go directly to drilling, being the cost of time of the men actually engaged upon that operation and nothing else. But besides this, there must be apportioned to this cost a certain part of the Superintendent's salary, a portion of the labor on the 6-inch water pipe and the whole water system, a portion of the time of the blacksmith, the watchman, the storekeeper, the time-keeper, clerks, the water boy, and numerous other items.
In exactly the same way, the cost of the operation of the steam shovels is figured. For instance, No. 2 has an engineer at $125, a cranesman at $100, and a fireman at $75, a month, and 6 pitmen at 20 cents per hour, making the total charge of crew $19.27. To this the time-keeper added $5.44 as the cost of digging the ditch that drains the shovel pit. To charge this whole amount against the shovel for that day, is manifestly unjust, as the work of draining through this ditch will continue for many days, always facilitating the work of the shovel. The cost of subsequent days' work is lessened, while the cost of this particular day, as given with the $5.44 charge against it, is entirely too high. The spreading of an item of this kind is an extremely difficult matter, but it must be done. The steam-shovel cost must also have its proportional share of the charge for Superintendent, water system, blacksmith, etc.
The charge for narrow-gauge track is $14.86, being the time of one foreman at 20 cents, and 9 men for 8 hours and one man for 6 hours at 17 cents. The charge against No. 1 dump is $8.40, being the time for one foreman at 20 cents, and 5 men for 8 hours at 17 cents. The cost of blasting is figured exactly the same way, and the 900 pounds of powder used entered in the material account charged against the work in front of shovel No. 1.
The headings for the distribution of steam-shovel work, aside from Drilling and Blasting, would be Shovel crew, Pit crew, Dump crew, Laying shovel track, Train crew, and Laying narrow-gauge track, all[272] of which in the end can be summarized under Loading and Transporting, and the unit-cost of moving a yard of material figured from this summary.
PUNCH-CARDS
The manner in which the time-keeper takes his notes in a notebook has been shown, and the impracticability of many of its phases pointed out. Two punch-cards for use on such work as that mentioned—namely, rock excavation with steam shovels and dump trains—are shown in Figs. 4 and 5. They are the Steam-Shovel Card and the Train Record. The shovel card is kept by the shovel runner or the fireman, and the train record is kept by the dinkey runner. Each keeps his own record separately; and, at the end of the day's work, the records must check each other.
The steam-shovel card shows the date, the number of cars loaded per hour, and the total number loaded per day. It also shows the time of starting and stopping the shovel for any reason, the stops for moving up being indicated in a different way from other stops; and thus a record of moves is kept automatically. The time of the shovel crew and the exact number of hours worked by the pit crew, are also shown, together with the cubic feet of coal consumed by the shovel. The causes of delays and the condition of the shovel are written in the blank spaces under their proper heading at the bottom of the card; but with this exception, the entire record is made with the use of an ordinary conductor's punch.
The train card shows the number of trips made by a train each day, the time of leaving the shovel on any trip being shown to the nearest 5 minutes. The number of cars hauled by all the trains during any hour must check with the number of cars loaded, as shown on the shovel card. The train card, besides showing the date, shows the total number of cars hauled (the total of all cards must check the total cars as shown by the steam-shovel record), the cubic feet of coal consumed, the average yardage per car, the haul in stations of 100 feet, the number of the dinkey engine, and a report of its condition, whether it be good, fair, or bad. This card is signed with the dinkey runner's name.
It will be seen that the record is very much more complete than that taken by the time-keeper, and is more reliable as to methods, being made while the work is going on; and the greater part of it is checked by having two records made separately, instead of taking a verbal report from the shovel runner the following day as in the example previously shown.

Fig. 4. Punch-Card for Recording Work of Excavation with Steam Shovel.

Fig. 5. Punch-Card for Recording Work of Dump Trains in Excavation Work.
Neither the train record nor shovel card, however, show any distribution of time, but are really performance records. The pipe and steamfitter's card reproduced in Fig. 6 gives an excellent example of how the time is taken and the distribution automatically made all at one time.
The classifications of labor are: Shovel, Channeller, Drills, Dinkey, and Trains, Pump, Tank, General Water System, and Blacksmith, being lettered, it will be noticed, from A to H at the head of the column. Each card provides space for the record of the foreman and 14 men. These eight classifications will probably cover all the work that the pipe and steamfitters are called upon to do; but if not, there are two extra lines on which can be written any classifications out of the ordinary.
There will be certain men assigned to certain regular work, as in the case previously quoted under the head of the Time-Keeper's Notebook, where there were two pipemen for each drill outfit. If these men spend their entire day of eight hours doing nothing but looking after the water supply for the drills, a punch mark would be made above the number of each of them on the card and opposite the figure 8, which represents the hours worked. To the left of the eight, and in the same line, and also in the vertical column opposite the word Drills, another punch mark will be made. Again, opposite the letter C, which is the key for the classification of drills, and in the column assigned to each man, and below his name, another punch mark will be made. This gives the workman full time, showing that he worked eight hours on drill water supply and nothing else. Suppose the foreman worked three hours on the general water system, three hours on the pumping station, and two hours directing the repair of the water tank. There would then be on the record a punch mark in his column opposite 3, 6, and 8; at the left of 3 in the column headed G, another punch will appear; at the left of 6 in the column E, another punch will be found, and still another at the left of 8 in the column F. In the column under the foreman's name, punch marks would be made opposite E, F, and G, showing that he worked on these three classifications.
In the same way, the time and occupation of each man under this foreman can be indicated, no matter how many changes he may make in his work during the day. The time, however, is recorded only to the nearest hour.

Fig. 6. Pipe and Steamfitter's Card, Showing Method of Taking Time, and of Simultaneous Automatic Distribution.
Provision is made in the lower left-hand corner, for the punching of the date; and along the lower edge is the place for the recording of the number of hours used in thawing the pipes, etc., and in providing protection for them. This latter record was found necessary, because the work on which these cards were used was done in an extremely cold locality and continued throughout the entire year.
When the records are made in the field and are sent in to the office to be transferred to permanent records, it is not necessary for the man who made the record to be at hand to interpret his notes, as there is absolutely no opportunity given him to allow his note taking to vary in the least from day to day, the record being absolutely automatic.
PROCESS COST SUBDIVISION
While the object of the regular distribution of cost is the obtaining of unit-costs, there is another cost analysis which may be called a refinement of the cost-keeping system, and which, if properly used, can bring about a marked reduction in all costs. While this will be discussed more fully in the chapter upon Reduction of Cost, it is a form of time-keeping, and so will be touched upon here. On more or less rough construction work, it seems rather absurd to attempt to reduce the various processes of any operation to such a fineness that they may be timed to minutes and even to seconds. Conditions vary so greatly, the character of the work being done changes so much from time to time, and the personnel of the organization is sometimes shifted so much, that it seems impossible to reduce performance to any satisfactory basis which may be used as a standard. Nevertheless, without attempting to reach such a basis, careful watching and timing of the different parts of the work will result in much better performance and increased profits, as can be clearly shown.
Take, for instance, a driller working with a steam drill in fairly even rock, with no marked obstacles in his way and with very little mucking to do. Notice the exact time at which his tripod is in place and the drill ready to work. The driller places his bit in the drill, turns on the steam, and the drill starts. Note the time of starting the drill; note the time when the drill stops, the bit having gone down its full length; and do the same with each subsequent bit, noting carefully[278] the exact time consumed in changing. When the last bit is down its full length and the hole is finished, note the time required to take out the bit, move the weights, loosen the tripod, and make everything ready for the moving. Then note just how many men are required to move the drill, and just how long it takes them to do it; and finally, how long it takes the driller to get his drill again in working order and started.
It will be found that a large majority of drillers take entirely too much time in the changing of bits, and that almost invariably there are too many men helping to move a drill, and that they take too long for it. Another source of delay is preparing the drill for work after it has been moved. It is perhaps just as well to take plenty of time for this, in order to get the drill properly set and adjusted before starting it; but the loss of time between the adjustment and the starting may be said to be about the same as that lost in changing bits, if not a little more.
When the driller takes too long in changing bits, it is largely his own fault, and he should be watched more carefully by the foreman, and, if necessary, instructed. If time is wasted in the moving of the drill, it is the fault of the foreman alone. By a careful timing and balancing of the various processes in drilling, the most competent men can easily be picked out.
In the case of concreting, the minutes lost in the handling of a batch of material from the stock pile to its final position as concrete, often amount to a great deal. Suppose on a small job a half-yard mixer is being used, and it averages for 8 hours 30 batches per hour, or 120 yards per day. If it is possible to reduce the time of each batch 15 seconds, the output of the plant will be increased over 14 per cent; or, figured on a basis of 120 yards, there will be an increase of 17 yards, which—at, say, $5.00 per yard—would mean a handsome increase in the daily profits. And still, 15 seconds seems to be almost too trivial a matter for which to spend time and perhaps a little extra money in the way of time-keeping.
Starting with the unmixed material in the stock pile, notice how long it takes the men to load their wheelbarrows with sand and stone; then the time that the material remains in the wheelbarrow, both at the beginning and stopping end of the trip to the mixer; and also the time in transit. If the material is dumped into measuring boxes, note[279] the time that it remains in the boxes. If it is dumped directly from the wheelbarrows into the mixer, it is necessary to take the time of mixing from when the first wheelbarrow was dumped until the batch is dumped. The mixer may be said to be the governor of the whole operation; for the men handling unmixed material can handle it no faster than the mixer takes it, and the men handling the mixed concrete can get it no faster than the mixer furnishes it to them. For this reason the observation of the operation of the mixer should be made with special care. It is not our intention to tell how, or to give advice concerning the mixing of concrete; but it is desired to show how, if any time is to be saved, it will be through the saving of seconds in each operation.
If the mixed concrete is to be dumped as a batch into the hopper or hoist, the question of time saving is much simpler than if portions of the batch have to be dumped into wheelbarrows. If, however, it is necessary to dump into wheelbarrows, a basis for the time necessary to empty the mixer can be found only by careful timing and noting the action of the men during the timing.
The time between the filling and the emptying of the wheelbarrow of concrete, will of course vary greatly according to the haul; but here again, careful timing and observation will soon establish a basis from which the most economical manner of distributing the concrete can be made; and exactly the same thing is true of the return of the empty barrels.
All of this may seem to be a digression from the subject of cost getting; but in fact it is merely a discussion of a very refined form of cost getting, and a branch of the subject which has perhaps been given too little attention. When the daily output of a job is up to or above the average, everything looks bright, and no one who is responsible feels overburdened with care. If, however the output falls too low, some glaring cause is at once sought, and the fall of output blamed to some unforeseen circumstance or accident. This is all very well, as accidents affecting output cannot be entirely avoided, and unforeseen conditions will make great differences in performance; but the careful analysis of process cost subdivision will bring about results that will astonish those "practical men" who think that they have got their unit-costs down to the lowest point simply because their output[280] is generally large and everyone on the work seems to be working to his top notch.
OUTPUT
The reason for compiling the data for which the time-keeper is responsible, is that, from the analysis of the distribution made, the contractor is able to tell what work is being done with profit; and, if any particular operation shows loss, the analysis will help more than anything else to discover the reason for the loss. In figuring his profit on any work, the contractor must figure on a unit-cost basis, exactly the same as he figures when he prepares his bid. In order to do this, he must have an exact measurement of output. In many classes of work, this measurement is extremely simple; but in others no little ingenuity is required to devise a scheme which will give the information wanted exactly and without requiring much work.
The payment for work is based upon the engineer's estimate. The monthly estimate is usually more or less a guess, made simply for the purpose of paying the contractor approximately according to what he has done. The monthly estimate is generally a pretty fair approximation of the exact amount of work done; and the final estimate covers everything included in the contract that has not already been taken care of.
The contractor's measurements of work done each day should agree quite closely with the engineer's estimate; but, if the work is difficult to measure, the contractor has many times more opportunity of making errors in his measurement by going over it daily than the engineer has who only goes over it once. A careful consideration of the differences in the amount of estimates will sometimes show the contractor how his estimates can be made to balance with those of any particular corps of engineers, and he can govern his daily measurement accordingly.
There are few measurements in the field which can be reduced to a unit, or rather which can be counted directly. Linear measurements are easy enough to get; the measurement of area is a little more difficult; while the measurements of volume, especially in rough work, are often extremely difficult to make in a satisfactory manner. Measurement by weight is often found to be of great advantage, if proper facilities can be arranged for weighing.
The measurement of drill output is extremely simple. The holes[281] for any one day's work can be marked as they are finished, and, at the end of the day, all measured; or they can be measured as finished, and their depth taken, and hence the entire day's work is easily determined. This, of course, is a linear measurement; and in the same class would fall such work as laying track, ballasting, grading with a road machine, and the measurement of the work of track and wheel scrapers.
The measurement of quantities whose units are areas is only a little more difficult. Paving, for instance, is very easily measured, the distance from curb to curb generally being constant, and so really reducing the measuring to a linear measurement—that is, the length of the section of pavement laid. Brick laying, while really a cubical measurement, is taken in the same way, the area of the face of the wall laid being taken, and multiplied by the standard number of bricks to any given thickness of wall. This really reduces the measurement for brick laying to a unit-basis, the unit being one brick. Painting and plastering are measured in the same way; and so also is roofing. On road work, plowing and sprinkling are estimated per unit-area; and in quarry work, channeling is so estimated.
The determination of volume on construction work is liable to be very difficult. Take, for instance, the output of a steam shovel cutting through rock. The walls of the cut will be very irregular both in line and in slope, no matter how skilfully the shovel is operated; and the face of the cut is liable to be even more irregular. No absolutely exact measurement can be made; and for this reason it is common practice to estimate the contents of the cars rather than attempt to estimate the size of the pit excavation during any one day. Generally the size of the pit is roughly measured, and the yardage figured from this measurement. It is also figured from the number of cars loaded, and, if carefully done and the estimate of the volume of the cars loaded is correct, both figures should balance at the end of the month with the monthly estimate, which, on account of the large volume measured, can practically ignore such irregularity as would affect the other two measurements. In earth excavation, the measurement is much simpler, because the pit is more regular and the cars can be fully loaded.
There are natural working units that lend great simplicity to calculations of cost—such, for example, as a floor panel in a building, a column, a bridge panel, a pier of masonry, etc.
Another unit of measurement is often obtained through the percentage of a total or of another unit, such as the amount of sand in a yard of concrete. Knowing the mix, a percentage of the total yardage of concrete will be the amount of sand that has been moved.
Care should be taken properly to subdivide the units of measurement. The ordinary unit of concrete work is the cubic yard or the cubic foot. The mistake is frequently made, of estimating the cost of forms and of reinforcement only in terms of the cubic yards of concrete. The cost of forms should be estimated also by the number of feet, board measure. Reinforcing steel should be estimated by the pound.
One difficult kind of work to obtain costs on by the regular method, is the laying of cut stone. A very simple way to obtain this is to paint on each stone a number, and let the time-keeper get the dimensions of the stone after it has been cut, before it has been placed in the wall. Then the stone layer simply records the number of each stone as it is laid.
A check on the measurement of the quantity of the work done is frequently obtained by the measurement of the quantity of the work left undone or of the material remaining in the stock piles.
COST SHOWING
The object of cost keeping is to furnish accurate and early information to those in authority, both as to where they stand financially on the work, and what necessities or opportunities there are for improvement in economy.
In order to accomplish the object of cost keeping, it is necessary that there be some efficient method of cost showing; and it is essential that the system of cost showing, in combination with the system of cost keeping, shall meet the following specifications:
1. It shall be accurate.
2. It shall be simple.
3. It shall be easy to study.
4. It shall be easy to compile.
5. It shall be capable of being compiled in a very short time after the receipt of the original figures.
It needs no argument to prove that the cost-showing system should be accurate. If it be full of errors, its usefulness is entirely obviated; and 1 per cent of error in it will do a great deal more than 1 per cent of damage to its efficiency, in assisting the manager to increase the efficiency of the work. There is, however, a limit to the desirable precision of such an affair. The cost of putting in ties on a certain railroad for a certain month, for instance, may have been 7.2143 cents. If the last two figures are interesting from the statistician's point of view, they are utterly useless to a practical manager. If the previous month's performance has been, we shall say, 6.94 cents per tie, this month's figures will have shown an increase in cost of O.27 cent, which is approximately 3.9 per cent of the previous month's figure. In other words, the tie-placing efficiency has decreased 3.9 per cent. It is very questionable whether the figure 4 per cent, although not quite so precise, would not be rather more useful to the manager than the figure 3.9 per cent; and, personally, the authors would favor the briefer work. The degree of refinement to which these records should be carried, is, in the last analysis, a matter for the individual judgment of the manager himself. The student should bear in mind the folly of unnecessarily elaborate figures.

AN EXCELLENT EXAMPLE OF THE MODERN FOUNDRY FOR SMALL CASTINGS
The Moulding Machines are Shown in Operation. Note the Plentiful Supply of Daylight.
The Michigan Stove Co., Detroit, Mich.
The second specification, that the cost-showing system shall be simple, is almost as important as the first. If it be not simple, the chances for inaccuracy will be tremendously multiplied. It will take more work to carry it on; and the straightening-out of errors and discrepancies will be so difficult, and will require so much of the time of persons in authority, as to leave them no opportunity to do their other work. Plainly, it should not be necessary for a manager to do a lot of detailed work on cost-keeping or cost-showing systems himself.
Specifications Nos. 3 and 4 are more or less included in specification No. 2. Specification No. 5, however, is also of great importance. Information that is stale is about as useless as no information at all. If you tell a foreman on Monday that the work of his gang for the week ending ten days before was not up to the mark, he will not have much respect for your cost-keeping system; he will certainly not remember sufficiently well the causes that produced his bad work, to remedy them; or he will be able to pick out of the haze of history enough excuses to let himself out of the responsibility of his bad work, and to put his manager at sea as to where this foreman and his gang really stand. It is therefore of prime importance that the arrangement for showing the manager what his costs are, with the salient conditions affecting such costs, shall be so rapid as to be "red-hot" all the time.
The commonest arrangement of cost showing—and the only one ordinarily found at the present day on most contract work—is an abstract prepared on a piece of yellow paper by the time-keeper for the inspection of the manager each morning; and this has so few disadvantages that it would be very satisfactory, were it not that it is impossible from it to compare at a glance the work done, let us say yesterday, with that done previously. It is, however, far better than any other system which lacks any of the essentials indicated above.
USE OF CHARTS
The best method that has so far been devised is by the use of charts showing to scale the different unit-costs for the various days in the month. Such charts are illustrated in Figs. 7 and 8. They are from the records of the Construction Service Company. One of these (Fig. 7) indicates the cost of channeling rock. It will be seen from the line A, that during this month the number of square feet channeled varied from 75 to 375, and that the labor cost varied from a maximum of 62 cents to a minimum of 8 cents. On the 8th, the morning crew did not work, because, as it happened, of severe weather, which accounted for the low output on that day. On the 24th, the night shift allowed the pipes to freeze up. It may be mentioned that the foreman of the night shift, whose name appears in brackets on the chart, has since turned his attention to other fields of industry than channeling. On the 28th, the channeler had reached a point where the cut was frequently filled up by earth that slid in from the side and caused such a large amount of sludge as to cushion the blows of the blade; and the chart shows on that day a high cost, due to the cleaning away of this earth.
The chart illustrated in Fig. 8 is that for steam-shovel work on the same contract of the Construction Service Company. Line A indicates the approximate number of yards moved per day. Line B shows the pay-roll, ranging from $165 to $310 per day, and including a percentage for incidentals; while line C represents the values of the B quantity divided by the A quantity, and gives the unit-cost in labor per yard for excavating and moving rock. It will be noted that the Sundays are skipped. These came on the 5th, 12th, 19th, and 26th of the month. There were some men employed on each of these Sundays; but their time was so distributed over the rest of the month as not to show for the Sundays, as the steam shovels did not work on that day.
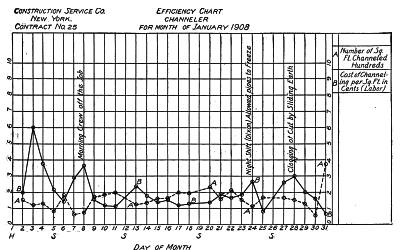
Fig. 7. Efficiency Chart Indicating Cost of Channeling Rock.

Fig. 8. Efficiency Chart Showing Costs in Connection with Steam-Shovel Work in Rock Excavation and Removal.
These charts are of a size to be filed in one of the standard loose-leaf books, and their range is from zero to about 12; thus it is possible to show any quantity to scale for any day in the month. This company has not found it of advantage to plot more than 4 lines on any one chart.
Charts such as these may be marked each morning by the time-keeper upon a tracing prepared for this purpose; and at the end of the month the lines connecting the points may be inked in, and the chart blue-printed and the blue-print filed in a convenient place for immediate reference.
There are several ways of working out the unit-cost from the figures, such for example as:
1. Performance per time unit
2. Performance per dollar;
3. Cost per unit of performance.
The first of these is not, properly speaking, a cost statement, although it is a function of a cost statement and for certain purposes is more convenient. The number of feet of rock drilled per drill hour, is a very convenient form for record.
When drilling under conditions of snow and ice, more muckers have to be employed than at other times. If the cost of mucking is included in the cost of drilling, as it frequently is, the true index of how well the drills are getting on is the number of feet per drill hour, rather than the cost of the operation to the contractor.
The second method is the reciprocal of the third. Other systems will suggest themselves by virtue of the peculiar requirements of each case in practice.
Checking by Charts. A great advantage of the chart system of cost showing, is that it acts as an automatic check upon the cost-keeping system in general. As indicated earlier in this volume, it occasionally happens that a punch-card is not turned in, or the time-keeper fails to get certain data. This is immediately discoverable by the gap on the chart, and thus the chart acts as a check on the cost-getting department. This will not entirely obviate the necessity for inspection to ascertain whether the time-cards are properly kept and the work is properly done.
The showing of costs should be made daily for the men immediately identified with the field work; they should be made weekly for[288] the general manager, and monthly for the home office. These monthly office reports are sometimes valuable in the planning of the financial arrangements for the work. On a job involving, say, a pay-roll of $5,000 a week, with monthly estimates, early information as to performance over the month is of very great value.
Showing the men certain charts and records will serve to increase their interest in their work, but this should not be overdone. It is as well that the men should not know the actual cost of their work to the contractor in dollars and cents. If, on the contract price, the contractor is making a handsome profit, the men want more money. If the contractor is not making a handsome profit, the men are apt to think that they are on a losing job, and become discouraged accordingly. The economy of the contractor's work should be private information, since it might do him considerable damage by becoming known to competing contractors. The charts showing the performance per unit of time, however, are not subject to the restrictions above mentioned.
COST KEEPING
In the foregoing there has been nothing that is a part of the regular bookkeeping, with the exception that part of the time-keeper's records are necessary to the bookkeeper. It should be appreciated at the start, that the bookkeeper's work is of great importance, that it cannot be superseded by a cost-keeping system, and that it should not be divided up with the cost-keeping system. The scoffers at cost analysis are inclined to take the ground that a bookkeeper, a cost-keeper, a cost-analysis engineer, are more or less clumsy substitutes for managerial intelligence; and they point to the proposition that in the last analysis it should be easy to let the office boy run the job with a textbook at one elbow and a calculating machine at the other.
It is insisted upon at the start, that cost keeping is as important as bookkeeping, but that it has an entirely different function; and in applying cost keeping to construction work, it is very important that a distinct line of demarcation be drawn between the two branches.
Another error that is frequently made by antiquarian students, men who are studying old methods of engineering and construction rather than those of to-day, is that a cost-keeping system is assumed to be complete by the man who runs it, when he knows how many feet of hole his drillers are able to average per hour, per day, or per[289] week. The cost analyst will point to the fact that in the literature of the subject many false statements are made as to the costs of certain items of work, and will show that no allowance has been made for depreciation, repairs, etc., not to say profit, interest on the contractor's money, and a host of other things. The student is warned that a proper cost-keeping system must of necessity take into consideration all the items of cost on the job; and, further, it should take them into account with such detail that it will be a real, living help to a man in estimating future costs on similar work.
Now, as a general thing, the essential similarity of items has been lost sight of when these items are parts of work which is not generally dissimilar. For example, the item of earthwork in the construction of a large dam may be very similar in its essential cost to, and may be of the greatest use in assisting a contractor or engineer to figure the cost of, earthwork under similar climatic conditions on a railroad embankment; yet those who are most interested in the subject are inclined to classify dams as an entirely different sort of structure from railroads. The designing of a dam is a different matter from the design of a railroad; but to build one will often involve the same kind of tools, the same kind of machinery, the same kind of men, the same kind of "horse sense," and the same general principles of construction, as to build the other. Therefore, if his costs are properly subdivided and intelligently kept on one kind of construction, the contractor or engineer will be materially aided, not only in estimating the cost of the work upon the other, but in being in close touch with his work after he has started.
Every construction organization ought to have a schedule of standard items which may be called ledger accounts; and its books ought to be kept in such a manner that the records of the total and of the unit-amounts for these items on past work and on current work may be immediately available for the benefit of its officers. No two contractors will have the same arrangement for distributing cost; no two will have the same items for the accounts; but there are certain fundamental items that will come into use on almost every large piece of work, and some of them have a peculiar significance, and should be treated with special care.
Estimates on Ledger Items. In making estimates it is important to have this list in sight, in order that important items may not be[290] omitted. Such a list, which will cover a large portion of the ordinary charges, is here given:
| 1. | Gang | Labor: |
| (a) | Hourly rate; | |
| (b) | Monthly rate. |
The men who work by the month are apt to have to spend a good deal of non-productive time, on account of weather conditions, etc.; while the men who are on an hourly basis, as a general thing, do some profitable work whenever they are paid. It is feasible to figure a good deal more closely on the cost of work for those men who have practically no lost time to be taken care of, as emergencies or incidentals. It will be noted, also, that the cost and the time of hourly and daily men can be figured and charted day by day; whereas it is impossible to know exactly what the charges will be for labor that is paid by the month, until the end of the month. In order to make report charts showing cost as completely as possible, it is a frequent practice to add a certain percentage to the cost of the known items, to cover the so-called lost foremen's time; and to make at the end of the month a correction of a greater or less size, in order to make the cost-keeping end tally with the bookkeeping end of the work.
2. General Labor, etc. This item will comprise the labor of the men who have something to do with more than a few parts of the work. A watchman's time is not spent in drilling, or on a steam shovel while it is running. Nevertheless a proportionate part of his salary should be divided among the different branches of the work. Sometimes this will be a very small item, sometimes a large item. For example, if a steam shovel is excavating 30,000 yards of material per month, the watchman's unit-charge to excavation may be very small; but if the shovel is tied up for nearly the whole month, the charge per unit for watchman's time may be alarmingly high. This is one reason why unit-cost and total cost should always go together. A blacksmith's time, part of which is spent in sharpening drills, need not be all chargeable to drilling, because he may spend a good deal of time in repairing the steam shovel or fixing hand tools, etc.
3. Overhead Labor. Clerks, bookkeepers, messengers, office force, and General Manager are ordinarily included among the items of overhead charge, as well as salaries of general officers.
4. Overhead Materials. In this classification, there are[291] included stationery, office furniture, supplies, etc. When the office furniture is disposed of upon the completion of the work, its value should be credited upon this item.
5. Overhead Incidentals. These may include various items, such as telephone, office rent, telegraph messages, express charges on incidentals not directly connected with plant, etc.
6. Preparatory Costs. These include the cost of getting ready to do the work, and, depending upon the nature of the job, may include any or all of the following items:
(a) Temporary roads;
(b) Temporary trestles;
(c) Clearing and grubbing;
(d) Snow removal and drainage;
(e) Traveling expenses to job;
(f) Preliminary estimates, calculations, and surveys;
(g) Freight and handling of materials to and from job;
(h) Freight on preliminary supplies;
(i) Handling of preliminary supplies;
(j) Licenses and premiums on bonds, etc.
(k) Legal expenses;
(l) Loss on initial operations;
(m) Right of way and cost of site;
(n) Sheds, storehouses, and other temporary buildings;
(o) Tools, less final value.
7. Supplies. These are chargeable F. O. B. the job, or at the railroad station nearest to the work. They include all supplies for carrying on the work, as distinct from material, including explosives, coal, oil, waste, etc., and may include a charge for water.
8. Interest and Depreciation on Plant. This item is variously estimated by different people, and may vary greatly. It is impossible to establish an absolute rule; but on the average contractor's plant, it may be stated that 1/10 of 1 per cent per working day is a very fair general average figure. The average steam shovel, for example, will work perhaps 200 days, under favorable weather conditions; and on this basis the interest and depreciation charge will be 20 per cent per year, and is not far from a fair figure. Some contractors allow 33 per cent per year on such material as road machinery, including crushers, steam rollers, etc. This is a little high, provided that a reasonable charge is made for repairs.
9. Repairs to Plant. How much money it takes to keep the equipment in proper condition for performing efficient work, is a[292] question on which the limits of space prevent a detailed discussion. On such a machine as a standard-gauge steam locomotive in constant operation to the limit of its capacity, repairs may run as high as 20 per cent per year; and on a rock drill the repairs may be 50 per cent or more per year.
10. Rent, Stumpage, etc. The item of rent includes the rental of ground and the storage buildings, if any, outside of the office expenses. Stumpage is the cost of standing timber, the purchaser being privileged to leave the stump after cutting down the tree.
11. Materials of Construction. These are chargeable F. O. B. the job, or at the railroad station nearest to the work.
12. Handling of Supplies.
13. Freight, when not included in item No. 11 or No. 7.
14. Unloading, Hauling and Storing Materials and Supplies.
15. Re-handling Materials and Supplies.
16. Interest on Cash Capital Exclusive of Plant.
17. Taxes and Insurance on Property (including boilers).
18. Accidental Insurance, to protect workmen and the public.
19. Advertising, Medical Expense, and Charity.
20. Discounts on Bonds, Warrants, or Notes.
21. Contingency Labor.
22. Contingency Materials.
23. Contingency Supplies.
24. Cost of Finding and Recovering Lost Freight and Supplies.
25. Profit.
COST REDUCTION
The ultimate aim of cost analysis is economic efficiency; and any system or method of cost analysis which does not result in the lessening of the total cost per unit of work performed, must necessarily be a failure.
After the costs on work have been partially analyzed, it becomes the province of the engineer to introduce methods and devices whereby the expense of obtaining the various data may be more than offset in the general economy of the work. It was long ago realized that shop practice could be economized by methods of systematization; and we have an early instance of the appreciation of this fact in the story[293] of the struggles and methods re-sorted to by James Watt in the construction of the early steam engines. The troubles arising from incompetent workmen, drunkenness, and the necessity of doing work in different parts of the country far removed from headquarters, were as real then as they are now, with this disadvantage, that in the eighteenth century the press, the telephone, and the professional schools had not reached a development admitting of intelligent coöperation in the attack upon this problem.
Within the last score of years it has been found that cost-analysis applied to shop work problems gives most amazing results. When the piece-work system was introduced, it was believed that the final solution of the problem had been attained. The men were then placed upon the footing of contractors. A man got so much pay for accomplishing so much work; and it was most clearly to his interest to accomplish the maximum of work in order to get the maximum of pay. It was immediately evident that the good men would soon show such a contrast to the poor men on the work as to inspire a constant rivalry, thereby resulting in a very much higher output. In order that the desire to accomplish more work should not interfere with the quality of the work, all materials were systematically and rigidly inspected.
For a good many years the piece-work system flourished, and it is still flourishing as compared with its predecessors. It is vigorously fought by trades unions and by the less able among the men. It is tolerated by those of mediocre ability, and it is heartily endorsed by the most skilful. In order to remove the resistance of labor unions, a modification of the piece-rate system, known as the bonus system, has been devised. It will be described in a subsequent paragraph.
Remarkable development has been achieved in the shop by the most brilliant work on the part of the men who have applied cost analysis, favored by the fact that in the shop one has conditions of work which are practically invariable from day to day. It is possible, then, to compare the work done per unit of time in the morning, with the work done per unit of time in the afternoon, or for each hour in the day, and thus to determine the effect of fatigue of the operators upon their efficiency and the effect of such specific influences as the character of artificial light, the grade of steel in tools, and even the economic value of providing reading rooms, white-enameled lavatories, and[294] recreation for the operatives. To cost analysis has been largely due the development of the special high-speed steels and an amazing number of improvements in machinery, entirely aside from the stimulus and education of the workmen.
In field work, however, comparatively little has been accomplished in the world at large along these lines, not because the opportunity is lacking, but because certain of the difficulties appeal more glaringly to the pioneer in the field, and offer some peculiar discouragements. The conditions are not uniform from day to day. The locus of the work is changing, the weather is variable, and a very large number of external agencies will be continually interfering with the scheduled regularity of the work. The method or process whereby a piece of work can be done more economically, may be instituted at just the time when some apparently trivial variation of the weather, or breakdown in a water system, or interruption in train service, may produce an entirely opposite effect which will more than nullify the advantages obtained from the improved process or method, and will sometimes cover a period of a good many days and possibly weeks, making it appear that the improved method is not only a failure but a dragon in disguise.
Field work is constantly presenting obstacles and difficulties which have to be met and fought, calling for emergency judgment on the part of the men in charge and on the part of all the men on the work to a greater or less extent; and here alone is one of the chief reasons why a contractor comes to depend almost exclusively upon the personality of his superintendent or foreman, to the exclusion of systematic analysis.
It is abundantly demonstrable that when results are properly charted, and when a careful record is kept of the causes of interruption and the extent of the accidental obstacles, the problem becomes much simplified. It is astonishing how intimately a manager may come into touch in a short time with the obstacles to his work, and with the most efficient methods for their removal, by means of proper reports and cost analysis, and especially by the intelligent use of charts.
Effects of Weather. The principal obstruction to economical construction work in the temperate zone, is due to rain. If it is raining at about the time when the men come upon the work, they will[295] rarely fail to retire to their homes or to some point so far from the scene of operations as to make it difficult if not impossible to get them back upon the job if the weather should clear.
If a rain comes on in the noon hour, they generally leave and do not return to work. If it should start to drizzle in the middle of the afternoon, and the men are under fairly good discipline, they stand a very good chance to stay the day out rather than miss getting a full day's pay.
Next to rain as an obstacle is freezing weather. On concrete work, if the concrete is laid at temperatures below 22 degrees, and particularly when a slow-setting brand of cement is used, special precautions have to be taken, and even then the work is liable to be rejected. For work in which steam engines are employed, as dinkeys, steam shovels, steam drills, etc., continued cold weather is likely to result in the freezing of supply pipes, the freezing of valves, and the breaking of pipe connections, necessitating a good deal of frost protection and a well-disciplined and well-handled gang of pipe-fitters under a responsible foreman charged with the express duty of keeping the water lines clear. In very cold weather—say below zero—the freezing of water will seriously interfere with the economy of the work on the water end alone. Where steam drills are used and the weather is exceedingly cold, the steam from the drills blown upon the men condenses and freezes upon their clothes, involving great inconvenience and suffering. Under such conditions the men will not work so many hours per day as otherwise, and frequently they will not work at all at critical times in the progress of the work, to the great detriment of economy.
It has been observed that a combination of stress of weather a few hours before the coming of the paymaster seems to be more discouraging than at any other time, and it is seized upon as an excuse to quit work.
In very windy weather, more coal is burned than at other times; and sometimes a boiler which is capable of running seven or eight drills in ordinary weather will not be able to furnish steam for more than 70 or 80 per cent of this amount in the high, cold winds.
For the above reasons it is essential to keep a record of the temperature and weather.
Accidental Conditions. Besides the weather, there are a host of[296] accidental conditions that may arise to influence the economy of the work and complicate a precise study of the performance. Some of these, named at random, are:
1. The blowing-out of the gasket in a main water supply pump.
2. A shipment of poor coal.
3. The wrecking of a trestle.
4. A derailment of cars.
5. The breaking of machinery on a shovel.
6. The burning-out of a boiler, due to carelessness on the part of a watchman over night.
7. The non-arrival of necessary and important material.
8. Irregular blasting, due to irregular spacing of drill holes, or to bad loading, or to poor detonators or a poor exploding machine, or to irregularity in the character of the rock itself.
9. Erratic action on the part of one or more of the men, due to drunkenness, ill-temper, or general contrariness.
10. Errors on the part of foremen in coöperation, some of which are not detected in time to be eliminated.
In working out any special problem, care should be taken that such accidental causes affecting performance—whether they decrease the performance or, as may happen, increase it—should be carefully noted and be a part of the regular report on the work. These features of a report ordinarily are ignored as being unimportant, but they are of the utmost value to the success of the work.
STIMULATING THE MEN
The art of persuading a man who is turning out 500,000 foot-pounds of work in ten hours, to turn out 800,000 foot-pounds of work in ten hours with a trivial increase in pay, is on its face difficult; but is by no means impossible, and a list of some of the ordinary means of doing this should not be out of place here.
1. Watching the Work. If, on the average work under the observation of a foreman whom they know, the men are made to realize that their individual performance is being watched and recorded by someone who is above and beyond their own foreman, there will usually result an increase in performance of from 10 to 20 per cent per man; and particularly if a tab is kept upon the performance of the gang as a whole, the foreman will add his own stimulus to that applied by the men themselves, resulting in highly increased efficiency.
On such work as teaming, where teams are hauling earth along a road for a considerable distance, a punch-card is very valuable.[297] The driver knows that the time of his trip is being recorded and compared with the time for the same work done by other drivers; and it has the effect of concentrating his mind upon his performance, which in itself causes him to use more care in cutting down delays and keeping his team up to their work.
In the operation of drilling, most valuable results have been achieved by giving each drill runner a card on which, at the completion of each hole, the time of the finishing of the hole is punched; and also the time of starting the new hole, in the same way. This card will then show the length of time that it took to drill the hole, and the length of time required to move his drill. He will be stimulated to move quickly, which in soft rock is an exceedingly important element of the drilling work, and he will be stimulated in the effort to get his holes down rapidly.
Where earth or rock is being loaded by steam shovels and hauled by dinkey trains, great economy can be arrived at by providing each dinkey runner with a punch-card or a report card on which he indicates the time when his train left the shovel and when it returned again to the shovel. This card then indicates the time for a round trip, and his mind is constantly being stimulated to look out for causes of delay; and, if he is at all conscientious, as most men are, he will instinctively attempt to make the best time. Some remarkable results have been achieved by this means alone in recent work.
When concrete is being mixed by hand, if a record is made of the time when each batch is finished, there will inevitably be an increase of activity of all the men in the mixing gang.
2. Discharges. The principle of natural selection of the men can be very advantageously applied. Where the supply of labor is adequate, it is advisable to make a rule of discharging a few of the poorest men every few days, taking on new men to fill their places. This necessarily results in an increase of the ability of the average men on the work, and it gives a healthy spur to the men who are not discharged. In carrying this method out, it should be done judiciously and with care to avoid discharging good men, lest the discipline of the work be interfered with. Any man who is not willing to do his best, or who is caught loafing deliberately, is an economic disadvantage to the work, and should be allowed to go. Likewise, any man who with good intentions is so dull as to hinder the progress[298] of the work, should not be retained because of his good intentions alone.
3. Bonus Systems. An immense advantage can be counted upon by the employment of a bonus system, of which there are a good many; and it should be said at the start, that a bonus system may, although it probably will not, be opposed by labor unions. The general idea of a bonus system is to place the men upon a contract footing whereby they will be guaranteed a minimum wage, and more money than the minimum if they perform unusually good work. A refinement of this system may be applied where the men receive less than the guaranteed minimum if their work is noticeably poor. Where this latter arrangement should be applied, will depend largely upon the local conditions; and this feature is the one that is peculiarly obnoxious to the labor unions. Where the supply of labor is adequate, it is usually better to discharge the inefficient men than to attempt to work them under a depressed rate.
On a recent piece of work, the steam drills, of which there were 14, were averaging 4 feet of hole drilled per drill hour, the drillers were getting 30 cents per drill hour, and helpers 18¾ cents. For a period of ten days the drills were kept under the personal supervision and instruction of the expert in charge; and at the end of that time a bonus of 2 cents per foot for everything above 70 feet in 8 hours was offered to the men. On this basis no one could get a bonus unless he did 100 per cent better than the average previously attained. Exceedingly cold weather intervened, preventing a good deal of drilling; but within two weeks of the return to normal weather conditions, the average drill output rose to over 6 feet per drill hour, and one man obtained the remarkable record of 142 feet in 9 hours, or over 15.7 feet per drill hour. On this work a careful record was kept day by day, of the performance of each man; and the men who had a consistently low average were gradually discharged, thereby helping out the bonus system. The men were also under more or less constant instruction, and therefore the improvement was not entirely due to the bonus system.
A further modification of the bonus system is advisable in some cases, where an extra bonus is given for exceedingly high performance, such, for example, as paying the men an extra cent bonus, making 3 cents above, say, 90 or 100 feet per 8 hours. It is well, however, to apply this modified arrangement only after there has been an elimination of the poorest men. When possible, the payment of bonuses should be made at very short intervals, and not left to a monthly settlement.

A CORNER IN THE LAUNCH BUILDING SHOP OF THE GAS ENGINE & POWER CO. AND CHARLES L. SEABURY & CO., CONSOLIDATED]
4. Bulletin Board Posting. Posting upon a bulletin board in the storehouse or office, of the records of performance accomplished in different parts of the work day by day or week by week, is a very valuable adjunct to the other methods of stimulation. The methods above indicated will keep the men on the qui vive during the day. A very valuable improvement can be instituted if the more intelligent among them can be led to think about their work after working hours. This must necessarily be done in rather a subtle way. Posting records at the end of the day's work so that the men see them on their way home, will do a great deal toward keeping the subject alive until the next morning. When the men have been led to a state where they discuss with each other the methods of improved efficiency, for the following day amazing results can be counted upon.
5. Gang and Team Work. If a certain number of men have been working together under one foreman on one particular piece of work, they come to know each other's methods and their foreman's methods intimately; and they necessarily will become very much more efficient than when they are shifted from gang to gang or when they have to work under different foremen. If the record of the performance of each individual gang can be obtained, and the men, as well as the foreman, are acquainted with the record, a spirit of rivalry between the gangs can be developed which will add greatly to efficiency. In making such a record, inasmuch as the gangs are likely to vary in size, it is necessary to have a unit of performance that will be independent of the number of men in the gang. It will be found that, shortly after the application of this principle, the men are themselves making suggestions as to improvements in method; and frequently their suggestions are immensely valuable.
6. High Pay. Some contractors have found it economical to pay a little more than the prevailing rate of wages, thereby attracting to their organization the best of the labor available. As a general thing, a man is perfectly willing to do 10 per cent more work for 5 per cent more pay per hour; and the difference in men is so great as to[300] make it more than well worth while to secure the very best of the labor obtainable.
7. Prompt Pay. Men will work very much more contentedly when they can count upon their pay with promptness and regularity. There is nothing that demoralizes a piece of construction work more than the postponement of a pay-day. Special care should be taken that each man's pay is accurate. A man will seldom be over-paid unless there is "graft" on the job, but it sometimes happens that through errors on the part of the time-keeper or bookkeeper a man's pay is short, much to the agony of the man himself.
8. Early Hours. A good deal of money is lost by the men not starting to work promptly at the commencing hour, and by quitting before the final hour. On a recent piece of work that had to be drastically reorganized, an entire blasting gang rested on their shovels for over one hour, because their foreman had decided to quit without notice, and the man who was supposed to be in charge of the work arrived late himself, and was detained at the other end of the job. On this particular piece of work, it was not the habit to blow a whistle at the commencing or the quitting hour, and the men started work in the morning and quit work in the evening according to their own timepieces. It was noted that nobody on the whole job quit a minute after he should have quit, or started a moment earlier than he was paid to start.
In factory work it is feasible to have all the men go through a gate which is closed one minute after the hour and not opened again for perhaps 25 minutes, so that, if a man is two minutes late, he loses a half-hour's pay. This has the merit of not working injustice to anyone, and, after being instituted, seems to be accepted by the men with a reasonable degree of contentment. It is not easy to start a strike because some men lose their jobs from being late.
Such a system as this, however, is practically impossible on outside contract work; and while it may be feasible to institute a modification of the time clock method, it is not known that this has yet been successfully done. Probably the most satisfactory way of insuring prompt arrival of the men, is to measure the output of each gang and make each foreman responsible for it, thus giving him a personal incentive to get his men on the job promptly.
9. Enough Foremen. It is necessary, in any organization, to have the chain of responsibility lead through a sufficient number of foremen; otherwise a superintendent or supervisor will find himself "spreading out too thin," and will be attempting to perform a lot of work that should be done by a foreman. One superintendent can supervise the work of 20 or 30 foremen with a favorable layout, and each foreman can supervise the work of from 10 to 25 men. If, however, there be more gangs than there are foremen, the superintendent will find himself trying to play the part of foreman in instructing the men, and not able to do his own work, which is to instruct and supervise the foremen. In the matter of drilling, a number of able managers are not in favor of having a foreman over the drills. It is calculated that by substituting a boy to keep the records of the drilling, and putting bonuses on the drills, the difference between the pay of a foreman and the pay of a boy is saved, with no appreciable loss in performance.
There are strong grounds for the opinion that there should be no process, such as drilling, without a foreman, where the work is on a large scale. When 10 drills are working, they will employ altogether 20 men on the drills, a number of muckers clearing the ground, and a pipe man. The work of these men cannot fail to be improved by their being at all times under the watchful eye of a man to whom they are responsible for the quantity and quality of their work. Aside from this, if the foreman is an expert driller, the instruction that he can give to the less able of the drill runners will be worth ten times its cost.
The same argument applies to all processes in the field.
10. Education on the Work. As a general thing, men who take money for their labor are more than willing to deliver a square deal to their employer; and it will almost invariably be found that the more familiar a man is with the difficulties and possibilities of his fellow-workmen, the more efficient he will be himself. For this reason it has been found highly satisfactory, in some lines of work, to change the men around on the job. In a certain concrete building 12 stories high, the upper stories were built in a small fraction of the time required for the corresponding lower stories. The greater part of the extraordinary increase in efficiency was attributed to the fact that the men were so educated that a man at the top of the building knew how the men at the mixer and in other parts of the job were doing their work, and knew that the superintendent in charge was measuring the speed of[302] the deliveries from the hoist. The disadvantage of this method is that it takes a long time to work up the efficiency. It is, however, an admirable method for disciplining an organization.
Discipline. To the practical man, or to the intelligent student, there seems to be no necessity for arguing in favor of discipline as an essential to economical field work; but so large a percentage of contract work in the field is badly disciplined, and the general principles seem to be unknown to so many field organizations, that a brief statement of them appears to be called for in this volume.
By discipline is meant the cultivation of a spirit of:
1. Co-operation;
2. Obedience;
3. Responsibility;
4. Personal loyalty.
The subject will be discussed on the basis of reorganization of work, because here the chief difficulties are met.
The three types of organization that are most clearly defined in the way of discipline, are those of a military nature, railroad work, and factory work.
On construction work, it is not feasible to introduce a military form of discipline. In the first place, the penalties of the military service are not permissible; and in the second place it is not usually practicable to have so thorough a system of distribution of responsibility; while in the third place the same men are not here together for a long enough period to make military discipline practicable.
In railroad work a man is usually employed for a long term of years, on rather small pay, with a large chance of promotion. From the day of his initiation on the work, he is impressed profoundly with the necessity of protecting lives and of keeping trains moving all the time; and, in a short time, he comes to the frame of mind in which his pay, his personal convenience, and his personal prejudice are subordinate interests. The initials of the superintendent on a little slip of paper are sufficient to make him do almost anything within the limit of endurance; and, as a general thing, he does it ungrudgingly (but not uncomplainingly), and with a cheerfulness that is in many respects astonishing.
Such a degree of discipline is entirely feasible on any contract work of long duration, and it should be obtained if economy is desired.[303] It is not possible to institute successfully radical reforms and methods, without first securing good discipline on the work; and when work is badly disorganized, the discipline should be the first point of attack.
It is necessary to have, first, a system of locating responsibility. If a dinkey becomes derailed, if the spacing of drill holes be erroneously made, if a steam shovel be out of line, if the wrong methods of loading be pursued, if a pump be out of order, if necessary material or supplies be wanting, if the pipes freeze up, if, in short, one hundred and one little things happen that cause confusion on the work, it should be possible to find someone who, by some crime of omission or commission, is responsible for the trouble, and who can be made, in some degree at least, to bear the brunt of it. The only man who seems destined to be entirely free from the consequence of his mistakes, is the clerk of the Weather Bureau.
The organization should be laid out from the bottom upward, rather than from the top downward. The laborer is responsible practically for carrying out the instructions of his foreman to the satisfaction of his foreman and of no one else, and for this reason he should not work under the impression that anyone except his own foreman is likely to discharge him, to criticise him, or to praise him. If his foreman be the right sort of man, the laborer, with his dozen associates, will have at heart, besides the interests of the work, a strong feeling of personal loyalty to the foreman; and this feeling will be reciprocated by the foreman. If a foreman be noticed vigorously complaining that the men he has to deal with are inefficient, incompetent, and a disgrace to civilization compared to the men he had to work with some years before, he may as a general thing be put down as a "blow-hard" and of little value to the organization. The most successful are usually the ones who are ordinarily quiet, cool under emergency, and yet of sufficient determination to inspire among the men a wholesome respect for them. A man who loses his temper on the work for any reason, does not, as a general thing, make a good foreman or superintendent.
The relations obtaining between the men and their foreman, should obtain to a more marked degree between the foreman and their superintendent. Briefly stated, every man on the job should have to look for orders from one man and only one man; and he should be responsible to that man for the satisfactory performance of those orders.
Conflicting orders can be avoided only by systematic compliance with the rule just above outlined.
It sometimes happens after periods of financial depression, or as a result of special conditions, that it is feasible to reduce the pay of a good many men on the work. This should always be done with great care and after an intimate knowledge has been obtained of the personalities of the men affected. As a general thing, if you cut down a man's pay 10 per cent, you will cut down the work 20 per cent, at least for a time; and it frequently happens that after such a pay reduction, small, petty depredations on the work are committed. Articles get stolen; machinery is damaged by "sore heads." It is usually unwise to reduce the pay of a few men. As a general policy, where a small percentage of the working force is to be affected, it is better to discharge a few men outright, and endeavor by economic methods to increase the output of the others.
Differential pay is a prolific source of trouble, and it is very common. By this is meant the payment to different men of different rates for the performance of the same work. The men who obtain the less pay think that their pay ought to be raised; and the man who gets the most pay can in no probability appreciate the fact that he may be over-paid. Rather than cut his pay down, it is well, if possible, to put him at some other class of work.
It is often necessary for economical reasons to place men who have been paid by the month, upon an hourly basis; and even when by this they average rather more than they formerly received, it usually causes discontent. Any man likes to know how he is coming out at the end of the month regardless of the weather, and it is an additional source of anxiety to him not to know what his pay envelope will contain. When he keeps his own record of the hours worked, he is likely to disagree with the time-keeper, and this can lead to a good deal of disaffection and dissatisfaction.
A frequent cause of disaffection on work is due to the habit too often indulged in by time-keepers, of gossiping with the men. The time-keeper and the storekeeper necessarily come into contact with a very large percentage of the men every day; and if the time-keeper particularly be disposed to gossip, he has abundant opportunity to gratify his desire, and can produce a great deal of trouble. For this reason the general character of the time-keeper should be carefully[305] scrutinized before employing him; and he should be cautious, when making his rounds, to confine himself strictly to business. If the men on the job know as much about the work as the General Manager, if they know all the ins and outs and ups and downs of the contract, they necessarily discuss it among themselves, and a great deal of restlessness is produced, which is very difficult to stamp out, because, by the time it has reached a pronounced stage, the men have learned so much about the politics, as it were, of the job, as to interfere with the discipline.
If there be dissensions at headquarters, if the parties that control the work are at war, and if the methods and performance of the manager or superintendent be not absolutely satisfactory to every one of the officials, nothing can be worse than to let a suspicion of this matter get around among the men. How a general manager or superintendent can prevent this, if an officer be disposed to talk, is a problem that no attempt will here be made to solve. In reorganization, such a condition is one for which the manager should be continually on the alert, and he is advised to be suspicious of the time-keeper and storekeeper.
Labor-Saving Devices Involving Plant. If the men are in a reasonably good state of discipline, it is feasible to make changes in the layout involving special apparatus or plant; and in deciding upon such measures, a question arises as to how much money it is justifiable to spend for a new plant. A piece of work under reorganization is ordinarily a piece of work that is more or less in financial difficulties, and the purchase of plant for the economizing of the work is usually looked upon by the officers as a dangerous move. Particularly is this the case when any changes of this kind turn out to be unsuccessful. A small amount of money wasted on special apparatus is always in sight—at the scrap heap, if nowhere else—whereas a good deal of money wasted in fruitless labor can be easily lost to view.
If the amount of saving on a certain operation by the installation of special material be sufficient to pay for this material in a few weeks, the purchase of the material can be immediately justified, and the cost of the apparatus can be charged as current expenses to be shortly recovered in the economy of the work. Where expensive and heavy machinery is to be installed, however, the matter should be gone into with the greatest care and detail.
A few of the articles which come within the class chargeable to current expenses, are:
1. The use of water jets for increasing the speed of drilling in soft rock.
2. The use of hickory wands for stirring up sludge in drill holes, and increasing the speed of drilling.
3. The use of special explosives and good exploding machines, and of loading tubes for blasting.
4. Small grading machines for spreading earth and macadam.
5. Special wheelbarrows or carts for moving material.
6. Special small tools for the blacksmith, including a trough in which he can set his bits to be hardened, with the points in the water.
7. A sufficient supply of picks and shovels.
Some of the items of plant that may be classed in the other category, are:
1. Special wagons and scrapers for hauling earth.
2. Concrete mixers especially adapted to the work in hand.
3. Derricks.
4. Locomotive cranes.
5. Cableways.
6. Bit-sharpening machines.
Labor-Saving Devices Involving No Plant. Where the labor preparatory to introducing the improved methods is considered, it should be taken as equivalent to a plant charge as affecting the interest of the contractor. If, for example, it has been the practice to drill and blast immediately in front of a steam shovel on rock excavation, and it is desired to have the drilling and blasting so far ahead of the shovel as to avoid the occasional necessity of holding up the shovel, the money involved in the work done ahead should be considered in the nature of a temporary investment and charged to money expended on plant which will not come back for a period of perhaps one month.
A steam-shovel crew has a good deal more pride in its work, and will continue working under more disagreeable weather conditions, than a drilling gang; and when drilling in front of a shovel, severe weather conditions may cause the drilling work to stop without interrupting the operation of the shovel. If, then, the drills are working too close to the shovel, the shovel may catch them.
On the other hand, it is unwise to blast far ahead of the shovel, for a number of reasons. In the first place, there is no advantage in investing money in drill holes, except to avoid such a contingency as[307] outlined above. In the second place, it is impossible to tell how effective the blasting has been until the shovel has attacked the broken rock; and if the blasting is done far ahead of the shovel, poor blasting may go undetected until an immense amount of financial damage has been done.
To cite a specific instance—On a recent piece of important work, a cut several hundred feet long was drilled to a depth of supposedly fourteen feet, and blasted with more or less unsatisfactory results. The steam shovel was then put in, and excavated to a depth of five or six feet. The subsequent cut of from eight to nine feet deep had to be entirely re-drilled and re-blasted. The drilling in the already partly broken rock was immensely difficult, the drills sticking a great deal and a good many of the holes having to be abandoned; while the blasting was unsatisfactory because of the fissures.
The rapid reorganization of work can be furthered by the issuance of special instructions to foremen in the field. This practice has been admirably followed by Frank B. Gilbreth, and is described in his "Field System." As illustrations of such orders, are the following to drill and blasting foremen, issued on some recent work:
INSTRUCTIONS TO FOREMEN
Rules for Drilling—
Drill foremen are requested to do their utmost to enforce the following rules for drilling:
1. Each drill at the beginning of a hole is to be supplied with a complete set of sharp bits and a pump, which will be laid alongside of the drill tripod by the drill tender, under the directions of the foreman.
2. As soon as a hole is finished, one of the muckers at the direction of the foreman will assist the two drill runners to move the tripod; and the mucker under the direction of the foreman will then pump out the hole that has just been completed.
3. The foreman will then personally, with a wooden rod, measure the depth of the hole, and punch said depth on the drillers' card, the mucker placing a well-made round plug in the hole and hammering it home.
4. Foremen will see that the drills are so distributed as to keep them as near as possible to the manifold, from which the steam supply is taken.
5. Pipe connections are to be made by a pipe-fitter who will be assigned to each drill gang, and who may be assisted by the foreman and by a mucker when necessary. No pipe-fitting is to be done by drill runners or helpers unless absolutely necessary.
6. The time for drilling is from 8 A. M. until noon, and from 12.30 until 4.30 P. M.; and the moving of the dinkey supplying the drills with steam is never to be done within those hours, unless absolutely necessary, and[308] when it is necessary, a note to that effect must be made on the quarry card.
7. Whenever for any reason the drills are out of steam, the drill foreman will indicate the time when the steam pressure failed and the time when pressure was again turned on, with a reason why the pressure gave out. This to be written on the quarry card.
8. Foremen will see that each drill is in proper working order, and supplied with an exhaust pipe of the proper length and with a throttle. Whenever for any reason a drill is not in perfect condition, the foreman will immediately report it and make requisition through the storekeeper for the necessary parts and repairs.
The attention of all concerned is particularly called to these rules, the enforcement of which is essential to the economic performance of the work; and all concerned are particularly urged to make a most earnest effort to see that, as far as it is possible, every drill on the work shall be in actual operation for 8 hours on every working day.
By order of,
Richard T. Dana, General Manager.
INSTRUCTIONS TO FOREMEN
Rules for the Guidance of Blasting Foremen—
Blasting foremen are requested to do their utmost to enforce the following rules for the conduct of blasting operations:
1. Attention is called to the fact that dynamite will freeze in about 45° temperature, and that at this temperature, a little above or a little below, dynamite is exceedingly sensitive to shocks, and should be handled accordingly.
2. Whenever a part of the charge in a hole has been exploded, leaving any unexploded dynamite in the hole, do not under any circumstances blow out the unexploded dynamite with a steam jet. You may, however, put a stick of dynamite down into the hole on top of the unexploded powder and endeavor to fire the entire hole in this manner.
3. The blasting foreman will provide himself with a measured wooden rod for tamping, and personally see that every hole that is loaded is down to grade. If he should find any hole that is not down to grade, he will immediately report the fact to the superintendent or assistant superintendent on the work, and make a note of the same on his time-card.
4. The attention of the foreman is called to the fact that dynamite is not as efficient in a hole full of water as it is in a dry hole, and every effort should be made to load the holes as dry as possible.
5. The tamping of the holes should be of the heaviest and stickiest clay that can be obtained, and this tamping should extend the entire length of the hole above the powder.
6. Never thaw dynamite in front of the fire, or on a hot stone removed from a fire, or by piling sticks in a boiler or in an oven.
By order of,
Richard T. Dana, General Manager.
In hauling earth, the principal elements of team expense are the time to haul and the standing still to load. This last item can be very[309] materially reduced by the simple expedient of having on the work an extra wagon or two. A team can be changed from one wagon to another in about one and a-half minutes, and the same number of teams on a short haul will do easily 15 per cent more work by this trick.
The same principle applies to the mixing of concrete involving extra wheelbarrows; and here it may be mentioned that the arrangement of the concrete platform is seldom economical. The men, if left to themselves, will usually not have sufficient runways, so that a man with a loaded wheelbarrow will be painfully struggling up a plank, while a man with an empty wheelbarrow is waiting for him to get out of the way. Much can be accomplished by having the men move in procession so that no man with a wheelbarrow will ever have to stand and wait for another man to get out of his way. Of course the ideal method of handling concrete into a mixer is to do it from bins with chutes; but the great majority of this class of work is not done in this manner.
On contract work, the emergency charges for the moving of plant are usually considerably higher than they ought to be, owing to the fact that the work is done by men who are not especially skilful in this kind of work. The direction of these processes should be given to a man who is especially good at it; and the work should be provided with a good supply of gin poles, snatch blocks, tackle, etc.
If a piece of work has been under personal observation for considerable time, a great many sources of improvement in the performance can be detected that are entirely invisible upon casual inspection; and the student of economics is urged to devote a large amount of time to the most careful and complete study of minor and apparently trivial operations. Too much respect is usually given to established methods, just because they are established methods; and the analysis of a process that is apparently simple and of minor importance, but which is repeated scores of times in a day, is nearly always given too little importance as compared with the process that is elaborate and complicated, and which may in itself be of great importance, but which, on the particular work at hand, is dependent upon apparently minor processes. To illustrate—A shovel, loading eight or nine thousand yards of rock per month, was inspected; and the first impression obtained was that the reason the shovel output was so small was because of the inefficient layout of the shovel work itself. It was found,[310] however, that the shovel was actually able to work a good deal faster than the drills and the blasting could provide broken rock for it; and the ultimate solution of the problem was found in the reorganizing of the drilling, in order to do more work with the same number of drills, and in the use of improved methods in blasting. The handling of the shovel took care of itself as soon as the other problems were solved.
The cost of spreading broken macadam on a road, to the average contractor, is not far from 12 cents per cubic yard; and the work is done with shovels and forks. This method is one that has been pursued for a great many years; and there are very few contractors who realize that it is exceedingly expensive. Some contractors, however, are doing work of this kind with the aid of a road machine that requires for its operation two or three men and four horses. A small grader machine that can be operated by one man and two horses for rough spreading, assisted by one man on the ground with a potato hook, has been known to do this work for about 2 cents or less per cubic yard.
In bridge-erecting work, a great deal of money can be saved over ordinary methods by the designing of special tools, such as dolly bars; and a good system of keeping detailed cost on such work will be sure to result advantageously. Much labor is lost in the erecting of roof trusses and in the erection of trusses in general, by crude and old-fashioned methods. The pneumatic riveter which strikes a great many light blows per minute has revolutionized field riveting; but the use of such a machine for cutting rivets has been unsuccessful in competition with hand labor on at least one large piece of work in New York City.
In painting, considerable time is ordinarily lost by the painters in preparing their own staging. Whenever possible, these preparations should be done for them under the direction of a skilled man; and the use of small winches on the staging whereby the painters can quickly raise and lower themselves, has been found of great value.
On contract work, the blacksmith is in a position peculiar to himself. He is classed as an expert, paid by the month, and is supposed somehow to get all the work done that comes to him. He has general charge of his department, and he gets very few orders and practically no instruction from the superintendent or manager. He is nearly always an interesting personality, and, outside of a very limited field, extraordinarily ignorant. The excuse on a great deal of uneconomical[311] work is that it is impossible to get a competent blacksmith who knows how to do the work that he is called upon to perform. Tools will not hold their edge, or they break. Upon the matter being referred to the blacksmith, he will usually come back with a complaint about his coal, or the grade of steel with which he is supplied, or his tempering solution, or the condition of his forge. He should be provided with a thoroughly good set of tools, and the superintendent should know that his tools are of the best. He should next be carefully and thoroughly instructed as to how to harden and temper steel. A convenient shop for the blacksmith, and proper methods of forging and tempering, will add incalculable value to the organization.
Introduction of New Methods. It should be adopted as a cardinal principle, that there are no methods in the field which are not capable of improvement along the line of economy; and it should be remembered that a very small improvement in any one method is invariably worth a great deal of thought and time in arriving at it. The systematic perusal of the proceedings of the engineering societies and the engineering press, will result in the suggestion of new and improved methods and of a good many bad and unimproved methods; and the trained expert should be able to sift the wheat from the chaff, and apply only such as will fit his special needs.
The literature of shop development and shop economics is rich in illustrations and suggestions that can be adapted to field work, and should be gone over very carefully for this purpose. In this connection it should be urged that it is a duty of a professional man to publish new methods. There is no room for argument on the proposition that the principle of free trade, showing the other fellow two blades of grass growing where one grew before, is an advantage to all concerned.
Design of New Methods. When there is crying need for improved methods in the field on account of special necessity, it behooves the man in charge to invent improved methods and design improved apparatus. The cardinal elements of such design include the following:
1. Simplicity.
2. Low first cost, so that if the experiment is not successful, nothing will be lost.
3. The use of standard sizes of material.
4. Generality of application.
Whenever possible, a new method or a new machine should be so constructed as to apply to as large a proportion of the whole work as possible, and every effort should be made toward the standardization of materials and apparatus.
In attempting work in blasting, it should be remembered that the use of new and untried explosives is attended with peculiar dangers. The men are familiar with the use of the standard grades of powder; and while they are ignorant of how dangerous it is to take liberties with dynamite, they are at a great disadvantage when a new explosive is given to them for trial. If it looks like dynamite and is exploded with the ordinary detonating cap, its peculiarities do not receive much attention.
Men in the field are instinctively opposed to new ideas, and it will invariably be found that new methods meet with stubborn opposition. A foreman to whom a new method is suggested will not expect it to be successful, particularly if he has ever heard it condemned; and it always seems as if the thought were father to the wish, for, when ordered to try it in the field, if he can make it fail, he will do so with unerring accuracy. As a general thing, however, when it is successfully demonstrated, he will become a loyal supporter of it. In presenting a new method to a foreman or superintendent, it is well not to encourage the raising of objections. It is better to let the objections raise themselves in the application of the process; and a man who has not gone on record as saying that in his opinion a new scheme is no good, is a much more loyal supporter of the new scheme than when he has committed himself against it.
One of the difficulties in improving the efficiency of work, is the extraordinarily ingenious line of excuses that the men will present for not getting their work done properly. Of these, perhaps the most hard-worked is that of improper and insufficient material. When a man is berated for poor work, and presents the argument that he was unable to do so and so because he ordered material for it several weeks previously and the material has not yet arrived, the situation is embarrassing. The best preventive of this is to have small requisition blanks measuring about 2½ by 4½ inches, made up into pads of about fifty each, and to give each foreman a pad. Each blank should have a space for the date, the articles ordered, the time when the article is needed, the particular part of the work where the article is needed,[313] the class of work for which the article is needed, and the foreman's name. The foreman should then be instructed that material will be purchased through the storekeeper, and that non-delivery of material will not be accepted as an excuse. The storekeeper should then go around a job at least once a day, and get from the foremen their requisition slips; and an intelligent storekeeper will see to it that useless and unnecessary material or superfluous material is not ordered. Material that is ordered on requisition, and is not in the storehouse, should be purchased if necessary on a rush order, because, contrary to the ordinary apparent belief, it is economical to spend a dollar for material in order to save two dollars in labor.
The Field Layout. In laying out the plan of campaign on starting a new piece of work, it is important to consider the proposition from the capitalization end, as well as from that of pure construction. It is usually not appreciated by the engineer or the owner, that the contractor is doing a piece of delicate financiering, for the performance of which his own available money is usually inadequate, and that he is therefore obliged to borrow money on the work as it goes along, and to depend upon his monthly estimates. It is sometimes specified in the contract, that the contractor shall own all of his plant in fee, but it may be said that this arrangement is seldom lived up to. He can in addition nearly always borrow the amount of his pay-roll a month in advance, from his bank. He can also sometimes borrow money, giving as security his interest in the money retained on the contract, which is ordinarily something like 10 per cent. Therefore, provided that all goes well, if he gets his estimates when they are due, if his pay-roll is not more than the amount of his monthly estimate, and if no very large and disastrous contingencies interfere with the progress of the work, the contractor can swing a large piece of work with a comparatively small capital. If, however, things do not go well; if, through the failure of the owner's engineer, or through the insolvency of the owner, or through liens and attachments upon the work brought by dissatisfied creditors, the contractor does not receive his monthly estimates on time; if, in order successfully to prosecute the work, it is necessary for him to buy a large amount of additional machinery at a time when payments on old machinery are due; or if the portion of the work that he is doing is bringing him in less than the amount of his pay-roll and immediate materials and supplies, unless he has a[314] large capital back of him, which capital is at once available, he is liable to be placed in an exceedingly embarrassing position. At such a time, if there should come a period of financial stringency, bankruptcy may stare him in the face, even though he has at the same time a contract on which he can be reasonably sure of making a large profit.
It is therefore of great importance that the work be prosecuted in such a manner as to have a continuous running profit, if possible. A contractor may turn in what is known as an unbalanced bid. In that event it will be very easy for him to start a certain portion of the work upon which he will lose money before he reaches the portion on which he expects to make money. Unless, as above indicated, the contractor is provided with a large fund for contingencies, great care should be taken to avoid this. The nature of unbalanced bids will be explained below.
As a case in point, on a certain contract involving over a million dollars, the company that was organized to conduct the work was provided with a small working capital, bought its plant on a time basis, and proceeded with a small working capital, under the impression that it would not be necessary to borrow any money, that the work immediately commenced would be sufficient to pay all the expenses and leave a profit, which profit would gradually accumulate and enable a running fund to be maintained which would take care of future contingencies. The idea was admirable. It happened that the work was in earth and rock excavation also known as unclassified, and was taken at a price which would admit of a large profit in any event. The rock work, if taken economically, would cost more than the contract price; the earth work, if taken economically, would cost considerably less than the contract price. The original plan contemplated starting the earth excavation at a point to which another contractor was to excavate, and it was not deemed feasible to commence the earth excavation until the other contractor had cut up to the line between the two contracts. Dependence was placed upon the other contractor doing his work on time, which he did not do; and it was then decided that it would be impracticable to commence in the earth, and work was accordingly commenced in rock, which work was conducted at a considerable loss. The strong financial position of the contracting company was the only thing that prevented it from going to the wall with a most excellent contract partly completed and a lot of good money tied up.

A VIEW IN THE STRUCTURAL SHOP OF THE MINNEAPOLIS STEEL & MACHINERY CO., MINNEAPOLIS, MINN.
We shall assume, for purposes of illustration, that a certain contractor desires to bid on some public work involving the removal of 100,000 cubic yards of earth work and 50,000 cubic yards of rock work. He estimates that he can do the earth work for 30 cents per cubic yard, or $30,000, and rock work for 80 cents per cubic yard, or $40,000, making a total of $70,000 for the entire 150,000 yards, or 46.66 cents per yard for an average of the earth and rock; and he puts in his bid at this figure.
If the contract has been obtained as one of the Erie Barge Canal contracts, the work will be let unclassified, as it is called. By this is meant that no discrimination in monthly estimates will be made between rock and earth removed; that the earth and rock removed will be measured in excavation, and the contractor will be paid for these two materials indiscriminately. Now, we shall assume that he can make a profit of 4 cents per yard on the earth, and 10 cents per yard on the rock, so that his total profit on the contract will be $9,000. According to the terms of his contract, he will be paid on the monthly estimates 46.66 cents per yard removed, less 10 per cent—or 42 cents, the 10 per cent being retained until the completion of the contract.
Suppose, now, that he starts in on the rock, and he excavates the 50,000 yards at a cost to him of $35,000.00 for which he will receive 42 cents per yard, or $21,000.00. He will then be out of pocket $14,000.00; but there will be coming to him as held by the State $2,333.33.
Before he can begin to "see daylight" on his contract, he must proceed to excavate earth until he has made up the $14,000.00. He gets 42 cents in cash, and it costs him 26 cents, so that he must excavate 87,500 yards of earth, for which he will get the $14,000.00, and he will have held up $4,083.33 additional. There will then be remaining 12,500 yards to be excavated on which he will get $5,250.00, with $583.33 held back. He will have been obliged to do 91⅔ per cent of his contract before he stops putting money into it; and the money that he has put into it he will not be able to draw interest on, because he will not be drawing interest on the 10 per cent retained. The amount of money that he had to put up to cover shortage on his contract will have been $14,000.00, on which he will have to pay interest to his bank. If, on the other hand, he commences the earthwork first, he does 100,000 yards of earthwork, costing him 26 cents, on[316] which he gets back immediately 42 cents, and he has $16,000 for working capital, in addition to $4,666.66 held up. He then does the rock work, and the rock work never exhausts his capital, and he has no interest to pay except on his plant, which he can easily do out of his $16,000.
This is not only a practical problem in how to handle a contract without being wiped out financially, but it is an exceedingly important one as defining where the ultimate success in the operation lies. It can readily be seen that when a contract is taken on close figures, the entire success of the financial operation will depend upon the proper layout, as indicated above.
Unbalanced Bids. We shall assume again, for purposes of illustration, that a certain contractor desires to bid on some public work involving the removal of 100,000 cubic yards of earthwork and 50,000 cubic yards of rock work. He estimates that he can do the earthwork at a profit for 30 cents per cubic yard, or $30,000; and rock work for 80 cents per cubic yard, or $40,000. If the work in the above example were classified, and the contractor were paid so much money for each yard of rock and so much money for each yard of earth excavated, and his bid read 80 cents for rock and 30 cents for earth, it would be said to be a balanced bid. Other contractors, seeing his bid, would know that he considered that he could do the rock work at a profit at 80 cents, and earthwork at a profit at 30 cents. In order to prevent them from obtaining this information, the contractor can unbalance his bid, as it is termed; and in this event he would bid perhaps as follows—namely, 100,000 yards of earth at 40 cents, or $40,000; and 50,000 yards of rock at 60 cents, or $30,000. The total amount of this contract would be the same, and he would make the same profit; but his competitors would be deceived as to his basis of doing work.
The disadvantage of this from the contractor's point of view is that, in the event of an error having been made in an estimate of quantity, he might find himself doing less than 100,000 yards of earth and more than 50,000 yards of rock, in which event he would stand to lose money.
Material Supply. In concrete work particularly, it is all-important that material—cement, sand, and stone—be promptly shipped, and at the same time not too promptly shipped. If the shipments[317] are not promptly made, there will be a failure of material to arrive, which will throw the men out of work, with all that this implies in high costs. If the material is shipped too rapidly, it will be necessary either to unload it into a stock pile, which will involve the re-handling of the material; or to pay demurrage charges to the railroad company, if the shipments are made by rail.
In such work, at a time when there is likely to be any freight congestion in the country, stock-pile facilities should be provided to care for a supply of material to carry the work for one to two weeks.
On a piece of work involving, say, two large concrete mixers capable of mixing 300 yards of material each per day, there will be used 900 yards of stone and sand per day, which, on a ten-day basis, will mean a very respectable stock pile. This 9,000 yards of material, costing perhaps one dollar per yard, means an investment of $9,000 in stock pile, on which interest must be paid at the rate of, say, 6 per cent, or $2.00 per working day, which means a trivial item compared with the advantages derived from having a constant supply of material. The total cost of this stock pile, in addition to interest, is the cost of one re-handling of material out of the stock pile, which at 5 cents per yard would be $450. This amount is very much less than the damage that would accrue from not having any stock pile at all. On most concrete jobs, there is usually provided a large storehouse for cement; and when the work has to go over from one working season to another, it is frequently the custom to leave the cement in storage. This is frequently a cause of loss of money, because the cement, being hygroscopic, absorbs moisture from the atmosphere, and is liable to spoil in consequence. This can be avoided by keeping the storehouse dry and warm through the winter, but this again is an expensive matter.
Old versus New Machinery. In planning construction work, the question always comes up as to whether to use old or new machinery. No hard and fast rule can be prescribed. A case occurred upon an important contract where there were needed some new boiler tubes for the boiler that ran the main supply pump. The purchasing agent of the contracting company, who happened also to be the President and Chief Engineer of the company, bought some second-hand boiler tubes, which were forthwith put into this boiler. The saving on the boiler tubes was probably $8 or $10. The loss caused by a breakdown of the same boiler was nearly $50. In purchasing second-hand[318] material, if the material can be thoroughly and rigidly inspected, it is perhaps wise to purchase it, and sometimes money can be saved; but as a general proposition, no second-hand material should be purchased for a contract, unless it is done with the determination of putting this material in first-class condition before it is used. The best inspection, as a general thing, will not disclose the exact condition of old material. By this it is not meant to intimate that new material should be purchased for every new contract.
Use of Maps. A precaution on construction work that is very seldom taken by contractors generally, and one that is a most certain saver of money, is to have a complete map of the work to a large scale carefully prepared, on which should be indicated day by day the progress of the work. This map, if kept up to date, will enable the manager of a company, or the president and directors, to know in detail the progress of the work, without necessarily going out on the work; and from it can be found the quantities of needed materials, such as rail, pipe, etc.
Standard Instructions. Every organization doing field work would do well to follow the custom admirably illustrated by Frank B. Gilbreth, of issuing regular standard instructions to foremen and to employees generally. These instructions have been published in book form by the Myron C. Clark Publishing Company, and are an admirable example of the type. The idea follows that of the old Railroad Company's "Book of Rules" that will tend toward evading similar accidents in the future. In this manner eventually a contractor can obtain a control of his organization, and a freedom from accidents, that will be extremely valuable.
Chronological Charts. These are intended to show the proposed time of completion in certain parts of the work. A valuable aid to a manager on work requiring a large amount of material, and where there is a small amount of available space, is a chart showing the time and quantity of expected materials and supplies. This will enable him to see at a glance where he may expect to be in the matter of his materials, and will tend to relieve his mind of one of its most annoying problems. These same charts can also show him the estimated times of completion of certain parts of the work.
REVIEW QUESTIONS.
PRACTICAL TEST QUESTIONS.
In the foregoing sections of this Cyclopedia numerous illustrative examples are worked out in detail in order to show the application of the various methods and principles. Accompanying these are examples for practice which will aid the reader in fixing the principles in mind.
In the following pages are given a large number of test questions and problems which afford a valuable means of testing the reader's knowledge of the subjects treated. They will be found excellent practice for those preparing for Civil Service Examinations. In some cases numerical answers are given as a further aid in this work.
REVIEW QUESTIONS
ON THE SUBJECT OF
PURCHASING AND STORES DEPARTMENT
1. What information is required by the purchasing agent?
2. Outline a system of catalogue filing suitable for a business of your own selection. What styles of files would you recommend?
3. Describe and illustrate with suitable forms, a system of catalogue indexing.
4. Explain how special quotations can be recorded, and illustrate with a suitable form.
5. What method would you suggest for keeping a record of orders placed?
6. Explain the routine of the purchasing department. Illustrate forms for requisition and low stock reports.
7. Describe a system to be used in ordering goods, explaining the purpose of each copy of the order.
8. How does the purchasing agent know when goods are received?
9. What papers in connection with an order are filed permanently in the purchasing department? How are these papers indexed?
10. What are the functions of the stores department? Who should supervise the stores department?
11. Describe a labor-saving system for taking an inventory.
12. Into what classes is the inventory in a manufacturing enterprise divided? Illustrate a suitable inventory record form for one of these classes.
13. Name three reasons why a stores record system is of value.
14. What general plan should be followed in locating storage places for material and supplies in a manufacturing plant? How should the material be arranged in the storeroom?
15. What steps are necessary to provide a record of the receipt of material and supplies, and to prevent the acceptance of goods which should not be received?
16. How are unauthorized deliveries guarded against? Illustrate a suitable requisition form for a business of your own selection.
17. Into what two classes are stores records divided? Which class is the more usual in the storeroom?
18. How should stores record forms be filed? How can the accuracy of the stores records be verified?
19. Illustrate and explain a suitable form for a stores record of materials and supplies, showing quantities only.
20. Illustrate a stores record form for supplies showing the distribution to departments.
21. When a foreman draws from the storeroom more material than is used on a job, and returns it to stock, what form of record should he make?
22. When material drawn for one job is transferred to another, what form of report should be made?
23. Why should a complete record of machinery and equipment be maintained?
24. Describe a suitable system for the tool-room.
25. Illustrate the necessary forms for a record of tools.
REVIEW QUESTIONS
ON THE SUBJECT OF
RECORDS OF LABOR
1. Into what general classifications are wage systems divided?
2. Describe the characteristics of the day wage plan. In what respects does the day wage plan prove inequitable?
3. Describe the piece rate plan. Name its advantages and disadvantages.
4. What is a premium system? What conditions are intended to be brought about by a premium system?
5. What special points of merit does the Halsey plan possess?
6. What are the essential features of the Taylor differential wage system?
7. Name the special features of the Gannt bonus system. What are its apparent disadvantages?
8. What are the principles of the Emmerson efficiency system? Name some of the conditions necessary to a successful operation of this system.
9. What wage system or systems are used in the business with which you are connected, or another selected for your illustration? Do you consider the plan used the best suited to existing conditions; if not, what changes would you suggest?
10. Into what two classes is time keeping divided? Which system is used in a trading business? in a manufacturing enterprise?
11. Explain why time records are necessary when the pay of an employe is based on the unit of production.
12. Explain the operation of the check system of time keeping. What are its disadvantages?
13. Explain the operation of the time clock as used for recording total time worked.
14. What is meant by production time records?
15. Illustrate a form of work order providing for a time record. Under what conditions is the use of such a form justified?
16. Illustrate a form of time card which provides for an entire day's production record. Why is this a dangerous form to use?
17. Illustrate a form of time card for a record of one job, suitable for a business with which you are familiar. How is it used?
18. Describe the principal features of the different classes of mechanical time recorders, designed to record the time worked on specific jobs.
19. Name a business in which cumulative time records can be used to advantage.
20. Illustrate and explain a form for a piece work record, suitable for a business of your selection.
21. Illustrate a suitable form of pay-roll sheet to include records of both total and job times.
22. If the total time shown by the job cards does not agree with the clock record, how should the discrepancy be adjusted?
23. To what account should time shown by idle cards, and time unaccounted for, be charged, and how should it be distributed?
24. How can standard costs be determined? Why should the inefficiency burden be added as a separate charge?
25. Why should a detailed record of every employe be kept?
26. Illustrate suitable forms for applicants' and employes' record cards. How should these be indexed?
27. What is a production order? a shop order?
28. Name and give examples of four classes of production orders.
29. Illustrate a form of production order, suitable for a business of your selection.
30. How are the instructions of the superintendent given to the foreman? Illustrate a suitable form.
31. Explain, and give an example of the use of, standing orders.
32. Name three good reasons why a record of manufacturing orders should be maintained.
REVIEW QUESTIONS
ON THE SUBJECT OF
GENERAL EXPENSE AND COST SUMMARIES
1. Explain the relationship between expense and cost of production and why the former should be absorbed by the latter.
2. Why is manufacturing expense related to cost rather than selling price?
3. Why is the labor cost of production considered the most reliable basis for calculating expense?
4. What is a safe rule to follow in the segregation of pay-roll into productive and non-productive labor?
5. Why is expense not added to operating costs?
6. For a factory with, say, twelve departments or processes, some without any machinery, some with machinery in operation all the time, and others where it is running but part of the time, what means for handling the factory expense would you recommend and why?
7. What do you consider the value of machine rates and where can they be used to advantage?
8. When selling expense is not included in the general expense distribution, how is rate of same arrived at and the selling cost found?
9. Wherein would be the error to carry all the factory operating and general expense in one account and distribute both by one average rate for the entire plant?
10. The trial balance shows a debit balance for operating expense Dept. F and a credit balance for Dept. G. What do these balances mean? How should they appear on the balance sheet?
11. The debit balance of operating expense Dept. F, at the end of the month, is $100; at the end of the next month it is $200. What does this increase signify and what should be done?
12. The credit balance of operating expense Dept. G at the end of the month is $100; at the end of the next month it is $200. What should be done in this case?
13. The trial balance shows but one item of general expense—the distribution account. How would you proceed to analyze the various subdivisions of general expense?
14. Is a department operated at 50% of its productive labor necessarily operated with any less efficiency than another where the expense is but 25%. Why?
15. The operating statement shows increasing percentages each month. What does this condition of affairs reveal and what two ways are at once suggested for improving the situation?
16. A foreman, to have the operating expense of his department show more favorably, diverts his expense charges onto other work. How can such irregularities generally be detected?
17. A workman's wage is 30 cents per hour in a department whose operating expense is 40% of its productive labor and whose general expense is 33⅓%. How much per hour should the company charge for this man's services on a repair job in order to make a profit of 20%?
18. Calculate the departmental and general expense percentage rates for distribution in a factory whose operating figures are shown as follows:
| Operating Expense | Productive Labor | ||||||||||
| Dept. | A | $2,619. | 20 | $7,342. | 88 | ||||||
| " | B | 1,234. | 56 | 6,439. | 71 | ||||||
| " | C | 419. | 06 | 4,206. | 83 | ||||||
| " | D | 549. | 70 | 1,070. | 30 | ||||||
| Distribution Account | 6,088. | 14 | |||||||||
| Total Productive Labor | 25,281. | 49 | |||||||||
19. Draw up a form for cost sheet and show thereon the cost of a job done in the above plant whose direct charges are as follows, using the next even percentage in each case:
| Labor | —— | Dept. | A | —— | $125.10 |
| " | " | B | 75.20 | ||
| " | " | C | 100.30 | ||
| " | " | D | 25.40 | ||
| Material | 150.50 | ||||
20. What method should be used by the cost department to collect data showing material and labor costs?
REVIEW QUESTIONS
ON THE SUBJECT OF
MACHINE SHOP MANAGEMENT
1. Why were the early New Englanders forced to become manufacturers?
2. What was the occasion of the first boycotting movement in this country?
3. What is meant by a combination of capital?
4. Describe the operations carried on by a combination of capital in acquiring possession of various small plants in the same line of manufacture.
5. What is Interchangeable Manufacturing?
6. When were Milling Cutters first made?
7. Who introduced interchangeable manufacturing in this country?
8. What invention brought Eli Whitney into public notice?
9. What are the principal objects sought in modern manufacturing?
10. How can you account for the largely increased output per employee of the present day as compared with former times?
11. What is meant by Machine Shop Management?
12. What are the principal departments of a manufacturing plant building machinery and like products?
13. What are the secondary departments or rooms?
14. Where is the Power House usually located, and why?
15. What is meant by lines of authority in shop organization?
16. What is the regular channel of official communication from the General Manager down to the Workmen?
17. What is meant by the Police Regulations of the shop?
18. What officials enforce the police regulations?
19. How would you seek to promote the loyalty of the working force?
20. What is meant by the Suggestion System?
21. What are the seven principal requirements of Shop Methods and Records?
22. Describe the necessary steps in the employment of workmen, from the application for a position to setting the man to work.
23. How are records of individual standing determined?
24. What usually constitutes the largest item of cost in the manufactory?
25. What is a Time Recording Clock? How is it used?
26. What is a Production Order?
27. With what officials do production orders originate?
28. What is a Plant Order?
29. How are stock and material obtained from the Store-Room?
30. How are orders traced and followed through the different departments?
31. How are tools obtained from the Tool Room?
32. How does the Tool Keeper ascertain who has certain tools?
REVIEW QUESTIONS
ON THE SUBJECT OF
COST-ANALYSIS ENGINEERING
1. What is the object of cost keeping and cost analysis? Of cost distribution?
2. What is "cost?"
3. What five essentials must a cost-keeping system possess?
4. What are overhead expenses?
5. What are the four most common ways of time-keeping? Give the basis of each method.
6. What are some of the difficulties that confront the time-keeper when taking time in the field?
7. How is brickwork measured? plastering? pavement? earthwork?
8. What is a bonus? How may a bonus system be applied to construction work, and what are some of its advantages?
9. Devise a method for measuring the work done by a steam shovel in each shift. Method to be operated by an engineer or inspector, and must be quick and easy. No instrument to be used.
10. Upon what is the payment of the contractor from time to time based? Does this always give the contractor all that is due him?
11. What is an unbalanced bid? Why are they sometimes used? What is the objection to them?
12. What advantage can you see in process cost analysis? Make such analysis for erecting centering for concrete factory.
13. Devise method for measuring brickwork so that work of each bricklayer can be determined and credited to the right man. Do same for dimension stone work.
14. What advantages are claimed for the piece-work system?
15. What is an unclassified contract in excavation?
16. What effect may discharges have on work? State both good and bad.
17. Why avoid the storage of cement during winter when none is being used?
18. Should men be left in entire ignorance of the condition of work? How far should the distribution of information be made on the job?
19. What principles should guide the design of new methods on work, and what opposition is likely to be encountered?
20. Why are labor organizations generally opposed to piece-work and bonuses?
21. What effect may slight raise of pay have on men's work? decrease of pay?
22. What is the advantage of performance and efficiency charts over tabulated reports?
23. What sort of foreman is most efficient?
24. What is stumpage?
25. What is a differential piece-rate?
26. What is the best way of getting the men to arrive on time in the morning?
27. Why is it easier to estimate cost of work to be done by the daily men, than that to be done by the monthly men?
28. How many men can a foreman supervise while he is doing work himself?
29. What is lost foreman's time?
30. What are the advantages and disadvantages of punch-cards as against time-keepers' slips?
31. How many men, ordinarily, can one foreman efficiently supervise in the field?
INDEX
A
Application card, 221
B
Bonus systems, 298
Boston ledger form, 175
adopted for continuous cost record, 174
By-products, 182
C
Calculagraph, 90
Calculagraph time card with coupons, 94
Capital and labor, relations of, 196
Card form for special quotations, 16
Card record of a past employe, 109
Card showing complete record of an employe, 108
Catalogue filing and indexing, 12
files, 13
indexing, 14
Chart records, 164
Combinations of capital, 197
Comparative record of material costs, 180
Comparison of costs of standing expense orders, monthly, 181
Controlling accounts, 185
Cost-analysis engineering, 251-318
chronological charts, 318
cost keeping, 288
cost reduction, 292
cost showing, 282
cost subdivision, 277
definition of, 251
discipline, 302
educational supervision, 256
field layout, 313
gang work, 254
individual incentive, 253
instructions to foremen, 307
introduction of new methods, 311
labor-saving devices, 305
Cost-analysis engineering
material supply, 316
modern manager, 251
old vs. new machinery, 317
output, 280
rewards, 255
science of management, 253
standard instructions, 318
stimulating the men, 296
bonus systems, 298
bulletin board posting, 299
discharges, 297
early hours, 300
education on the work, 301
enough foremen, 300
gang and team work, 299
high pay, 299
prompt pay, 300
watching work, 296
subdivision of duties, 257
unbalanced bids, 316
use of charts, 284
use of maps, 318
Cost getting, 262
cost distribution, 267
foreman's report, 267
punch-cards, 264
time-keeper, 262
written time cards, 266
Cost summaries, 165-190
continuous process factories, 182
controlling accounts, 185
for small shops and repair jobs, 178
cost data, 166
comparative cost records, 177
job costs, 171
labor costs, 170
material cost reports, 168
material costs, 167
production records, 183
Cumulative job time card, 96
Cumulative time records, 95
D
Daily record of piece work, 99
Daily record of time of one man, 82
Daily report of transfer clerk, 122
Daily time card for machine operations, 83
Day wage, 66
Departmental expense, 143
Departmental labor distribution sheet, 172
E
Efficiency chart indicating cost of channeling rock, 285
Efficiency chart showing costs in connection with steam-shovel work, etc., 286
Emerson efficiency system of wage, 71
Employe card showing complete record of, 108
Employes
paying, 103
records of, 106
Employment card, 222
Engineering, cost-analysis, 251-318
Expense distribution, 127
basis of, 128
on cost of labor, 131
on cost of material, 131
on cost price, 130
on selling price, 130
methods of, 132
machine-hour rate, 134
man-hour rate, 133
percentage, 137
selling expense, 129
time cost, 128
F
Forms
application card, 221
Boston ledger form adapted for continuous cost record, 174
calculagraph time card with coupons, 94
card form for special quotations, 16
card record of a past employe, 109
card showing complete record of an employe, 108
comparative record of material costs, 180
cost summary for use of a machine shop, 177
cost summary for small shops and repair jobs, 178
cumulative job time card, 96
daily record of piece work, 99
daily record of time of one man, 82
daily report of transfer clerk, 122
daily time card for machine operations, 83
departmental labor distribution sheet, 172
efficiency chart indicating cost of channeling rock, 285
efficiency chart showing costs in connection with steam-shovel work, etc., 286
Emerson efficiency wage system, chart of, 72
employe, card showing complete record of, 108
employment card, 222
foreman's daily report of shop production, 122
front and reverse of card showing total production and progress of orders, 120
Gantt premium wage system, chart of, 71
general operating expense, tabulation of, 160
graphic chart showing fluctuations in labor costs, 162
graphic chart showing fluctuations in operating expense, 163
Halsey premium wage system, chart of, 69
individual record card, 224
individual time record card used with calculagraph, 99
inventory for machine tools, 34
inventory for small tools, 63
inventory of manufactured goods, 40
inventory of parts and finished stores, 38
inventory record of small tools, 35
inventory sheet for drawings and patterns, 36
inventory sheet for materials and supplies, 37
inventory work in process, 39
invoice, 243
job card showing names of operations, 86
job card used with Dey time register, individual, 88
job card with time chart, 85
job time sheet used with Dey time register, 89
job time summary, 234
journal showing adjusting entries, 188
labor cost, comparison of, 179
labor-saving inventory tag, 31
loose-leaf form for inventory of machinery and equipment, 33
loose-leaf record of goods ordered and received, 21
manifold order blanks, 25
manufacturing order register, showing location of work in shop, 119
material returned to stock, record of, 57
monthly comparison of costs of standing expense orders, 181
monthly recapitulation of job costs, 184
monthly statement of material issued, 169
monthly statement of supplies issued, 171
official communications, 217
operations tag used in an underwear mill, 97
order record of manufacturer, 20
pay-roll sheet, 237
piece-work and time record combined for pay-roll purposes, 102
plant order, 240
private ledger labor account, 141
private ledger operating expense account, 143
production order, 238
production order which is an exact copy of customer's order, 112
production order to superintendent, 112
production record for determining piece rates, 100
production record of a gang of piece workers, 98
punch-card for recording work of dump trains in excavation work, 274
punch-card for recording work of excavation with steam shovel, 273
quotation card for records of pieces of several sizes, 18
recapitulation of costs for a single job, 176
recapitulation of departmental labor and material costs, 173
record card for applicants for employment, 106
record card of employe, 107
record of orders, including price and amount, 19
record of orders placed, detailed, 19
record of orders providing for details of each order, 20
record of parts in stock, 56
record of total time, sheet for, 101
record of unfinished piece work, 100
reports of goods received, 26
report of materials transferred, 58
requisition, 242
requisition blank, 23
requisition for material, special departmental, 49
requisition for material to be used on a production order, 48
returned material card, 244
service card, 223
shop order, 114
shop order with name of shop, 116
shop order showing progress of work, 116
shop order showing total work cards, 115
special stock record of machine tools, 62
statement of departmental expense made to foremen, 161
statement of departmental operating expense, 157
stock ledger card, 242
stock record of materials and supplies, 52
stock record showing orders placed, 53
stores card used by manufacturer, 54
stores card for supplies, 55
stores clerk's report of low stock, 24
stores record of parts and finished stores, 56
stores record which includes values, 55
subject card for catalogue index, 14
sub-production order, 239
Taylor differential wage system, chart of, 70
time card used with calculagraph, 92
time card for carpenters and flask makers, 228
time card, day, 231
time card for day's operations, coupon, 84
time card used with International elapsed time recorder, 93
time card, job, 232
time card for machine shop, 229
time card for pattern shop, 227
time-keeper's card, 266
time-keeper's slip, 264
time-keeper's note book, 269
time record made by calculagraph, 91
title card for catalogue index, 15
tool check board, 248
transfer card, 246
transfer clerk's card tray, 247
weekly time pay card used in Rochester recorder, 79
weekly time record as made by the Dey time register, 80
weekly time records for piece workers, 97
work order with time and material records, 81
Front and reverse of card showing total production and progress of orders, 120
G
Gantt bonus system of wage, 70
General expense and cost summaries, 127-190
General operating expense, tabulation of, 160
Graphic chart showing fluctuations in labor costs, 162
Graphic chart showing fluctuations in operation expense, 163
H
Halsey premium wage system, 68
I
Individual record card, 224
Individual time record card used with calculagraph, 99
Industrial conditions, betterment of, 199
Industrial enterprises, development of American, 195
Interchangeable manufacturing, 200
Inventory for machine tools, 34
Inventory for small tools, 63
Inventory of manufactured goods, 40
Inventory of parts and finished stores, 38
Inventory record of small tools, 35
Inventory sheet for drawings and patterns, 36
Inventory sheet for materials and supplies, 37
Inventory, taking, 29
Inventory, work in process, 39
Invoice, 243
J
Job card showing names of operations, 86
Job card used with Dey time register, individual, 88
Job card with time chart, 85
Job costs, 171
Job time cards, 85
Job time sheet used with Dey time register, 89
Job time summary, 234
Journal showing adjusting entries, 188
L
Labor costs, 170
comparison of, 179
Labor records, 65
paying employes, 103
piece-work records, 97
production time records, 81
records of employes, 106
time keeping, 74
wage system, 66
Labor-saving inventory tag, 31
Loose-leaf form for inventory of machinery and equipment, 33
Loose-leaf record of goods ordered and received, 21
M
Machine-shop management, 193-249
manufacturing plant, 205
manufacturing work, 238
methods and records, 220
modern meaning of, 204
official communications, 217
plant orders, 240
production orders, 239
shop management, 215
storing and issuing materials, 241
successful management, 218
tracing orders, follow-up methods for, 245
Machinery and equipment records, 58
Manifold order blanks, 25
Manufacturing, 193
American, 195
conditions and developments, 193
early New England mechanics, 194
interchangeable, 200
methods of modern, 200
Manufacturing order register, 121
showing location of work in shop, 119
Manufacturing orders, 110-125
production, 111
records of, 119
shop, 115
standing, 118
tracing, 124
work, 117
Manufacturing plant, typical, 205
layout of, 206
organization of, 210
Manufacturing work, 238
Material costs, 167
comparative record of, 180
Material returned to stock, 57
Mechanical time records, 87
Mechanics, early New England, 194
N
Non-productive labor, 140
O
Official communications, 217
Operating expense statements, 150
charts, 164
comparative figures, 154
expense of manufacturing departments, 155
general expense statement, 158
lengthy statements undesirable, 151
source of data used, 155
statements for foremen, 159
tabulate essentials, 152
what statement should show, 153
Operations tag used in an underwear mill, 97
Order record of manufacturer, 20
P
Paying employes, 103
Pay-roll distribution, 142
Pay-roll sheet, 237
Percentage method of expense distribution, 139
departmental expenses, 143
expense ledger, 140, 149
general expense, 143
how to use, 146
journal entry for distribution, 148
non-productive labor, 140
pay-rolls dissected, 141
periods for comparison, 141
power, 144
production ledger, 140
productive labor, 139
productive labor and expense compared, 145
results of distribution, 149
undistributed balances, 149
Piece-rate plan of wage, 67
Piece rates, 98
Piece-work records, 97
Piece-work and time record combined for pay-roll purposes, 102
Plant order, 240
Premium system of wage, 67
Emerson, 71
Gantt, 70
Halsey, 68
Taylor, 69
Private ledger labor account, 141
Private ledger operating expense account, 143
Production orders, 111
copy of customer's order, 112
form of, 238
to superintendent, 112
Production records, 183
for determining piece rates, 100
of a gang of piece workers, 98
Production time records, 81
cumulative, 95
daily time card, 83
job time cards, 85
mechanical, 87
on work orders, 82
Productive labor, 139
Productive labor and expense compared, 145
Punch-cards, 272
for recording work of dump trains in excavation work, 274
for recording work of excavation with steam shovel, 273
Purchasing department, 11
catalogue filing and indexing, 12
department routine, 22
checking invoices, 27
checking receipts, 26
filing, 27
low stock report, 24
purchase orders, 24
requisitions, 22
list of dealers, 11
orders placed, 18
special quotations, 16
Purchasing and stores department, 11-63
Q
Quotation card for records of prices of several sizes, 18
R
Recapitulation of costs for a single job, 176
Recapitulation of departmental labor and material costs, 173
Recapitulation of job costs, monthly, 184
Record card, 225
for applicants for employment, 106
of employe, 107
Records of employes, 106
application card, 108
employe's card, 109
past employe's card, 110
Records of labor, 65-110
Record of orders, including price and amount, 19
Record of orders placed, detailed, 19
Record of orders providing for details of each order, 20
Record of parts in stock, 56
Record of total time, sheet for, 101
Record of unfinished piece work, 100
Report of goods received, 26
Report of materials transferred, 58
Requisition, 242
Requisition blank, 23
Requisition for material, special departmental, 49
Requisition for material to be used on a production order, 48
Returned material card, 244
S
Selling expense, 129
Service card, 223
Shop management, 215
Shop methods and records, 220
importance of, 220
paying employes, methods of, 235
recording-clock time cards, 230
selection and employment of workmen, 221
standing of men, 224
time-card forms, 227
time keeping, 226
tool-room methods, 247
Shop orders, 115
form, 114
showing progress of work, 116
showing total work cards, 115
with name of shop, 116
Special stock record of machine tools, 62
Standing orders, 118
Statement of departmental expense made to foremen, 161
Statement of departmental operating expense, 157
Statement of material issued, monthly, 169
Statement of supplies issued, monthly, 169
Stock ledger card, 242
Stock record of materials and supplies, 52
Stock record showing orders placed, 53
Stores card used by manufacturer, 54
Stores card for supplies, 55
Stores clerk's report of low stock, 24
Stores department, 28
deliveries, 47
installing, 44
inventory, 29
inventory records, 31
a money saver, 43
organization, 28
receiving of material and supplies, 45
records, 48
Stores records, 48
forms, 51
material returned to stock, 57
material and supplies, 52
material transferred, 57
parts and finished stores, 54
including values, 55
verification of, 50
Subject card for catalogue index, 14
Sub-production order, 239
T
Taylor system of wage, 69
Time book, 76
Time card
used with calculagraph, 92
for carpenters and flask makers, 228
coupon, 84
daily, 83
Dey, 231
used with International elapsed time recorder, 93
job, 85, 232
for machine shop, 229
for pattern shop, 227
Time clocks, 78
Time-keeper's card, 266
Time-keeper's note book, 268
distribution from, 270
Time-keeper's slip, 264
Time keeping
methods of, 74
systems, 76
check, 76
time book, 76
time clocks, 78
Time record as made by the Dey time register, weekly, 80
Time record made by calculagraph, 91
Time records for piece workers, weekly, 97
Time pay card used in Rochester recorder, 79
Title card for catalogue index, 15
Tool room, 59
record of tools, 62
Tool check board, 248
Tools of early mechanic, 196
Transfer card, 246
Transfer clerk's card tray, 247
Tracing orders, 124
True cost, determining, 128
W
Wage systems, 66
day wage, 66
piece rate, 67
premium systems, 67
Emerson, 71
Gantt, 70
Halsey, 68
Taylor, 69
Work orders, 117
with time and material records, 81
TRANSCRIBER'S NOTES
—Obvious print and punctuation errors were corrected.
—The transcriber of this project created the book cover image using the title page of the original book. The image is placed in the public domain.