The Project Gutenberg EBook of Die Casting, by Chester L. Lucas
This eBook is for the use of anyone anywhere in the United States and most
other parts of the world at no cost and with almost no restrictions
whatsoever. You may copy it, give it away or re-use it under the terms of
the Project Gutenberg License included with this eBook or online at
www.gutenberg.org. If you are not located in the United States, you'll have
to check the laws of the country where you are located before using this ebook.
Title: Die Casting
Dies--Machines--Methods
Author: Chester L. Lucas
Release Date: September 17, 2016 [EBook #53064]
Language: English
Character set encoding: UTF-8
*** START OF THIS PROJECT GUTENBERG EBOOK DIE CASTING ***
Produced by Chris Curnow, Charlie Howard, and the Online
Distributed Proofreading Team at http://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)
MACHINERY’S REFERENCE SERIES
EACH NUMBER IS ONE UNIT IN A COMPLETE LIBRARY OF
MACHINE DESIGN AND SHOP PRACTICE REVISED AND
REPUBLISHED FROM MACHINERY
NUMBER 109
By Chester L. Lucas
| Die Casting | 3 |
| Making Dies for Die-Casting Machines | 15 |
| Van Wagner Mfg. Co.’s Die-Casting Practice | 27 |
Copyright, 1913, The Industrial Press, Publishers of Machinery,
49–55 Lafayette Street, New York City
Die-casting, a comparatively recent method for producing finished castings, is rapidly proving itself an important factor in the economical manufacture of interchangeable parts for adding machines, typewriters, telephones, automobiles and numerous other products where it is essential that the parts be nicely finished and accurate in dimensions. The term “die-casting” is self-explanatory, meaning “to cast by means of dies”; described briefly, the process consists of forcing molten metal into steel dies, allowing it to cool in them, and then opening the dies and removing the finished casting. It is the purpose of this treatise to give a general outline of the die-casting process, showing its possibilities and limitations, and also to give a description of the die-casting machinery and its operation, of the fundamental principles involved, and of the methods used in the die-making. Illustrative examples of the best types of dies, based on results obtained from actual experience, will also be given.
The origin of the die-casting process is somewhat difficult to ascertain. We may look into the history of type founding and find that away back in 1838, the first casting machine for type, invented by Bruce, was a machine that involved the principles of die-casting as it is practiced to-day. More recently, in 1885, Otto Mergenthaler brought out the linotype machine. This machine is a good example of a die-casting machine. However, as we interpret the word to-day, die-casting is a broader term than type-casting or linotyping, although its development without doubt is due to the success of the linotype machine. It is doubtful if die-casting, properly speaking, was originated until about fifteen years ago, and it is certain that it is only during the past few years that the activities in this line have been very noticeable.
One of the first experiments in the direction of die-casting was undertaken to get out some rubber mold parts cheaply enough to leave a profit on a job that was beginning to look dubious from the financial side. The molds were for making rubber plates about three inches square and one-eighth inch thick, the top side of which was decorated with fine raised scroll work; it was this latter feature that gave the trouble. After wasting much time and money trying to stamp the mold parts, a metal-tight box was made as shown in Figs. 1 and 2 with a block screwed in it, the purpose of which was to shape the mold impression and impart to it the scroll design. As shown, the ends of the box were removable, being screwed on. This box was placed under a screw press and a straight plunger that just filled the top of the box was fitted to the head of the press. After the two were lined up, molten type metal was poured into the box, and as soon as the metal had cooled to the “mushy” state, the ram of the press was forced down4 as shown in Fig. 2. Next, the ends of the box were removed, the screw holding the block taken out, and the die-casting pushed from the box. The object in having the inclined side to the box was to produce a piece shaped with the proper inclination for its position in the final mold used for casting the rubber plates. The illustrations give an idea of the compression that took place. The die-casting was found to be sharp at the corners and free from flaws, and the scroll work came up in fine shape. Naturally the rest of the mold parts were made in the same way and the job turned from failure into success.
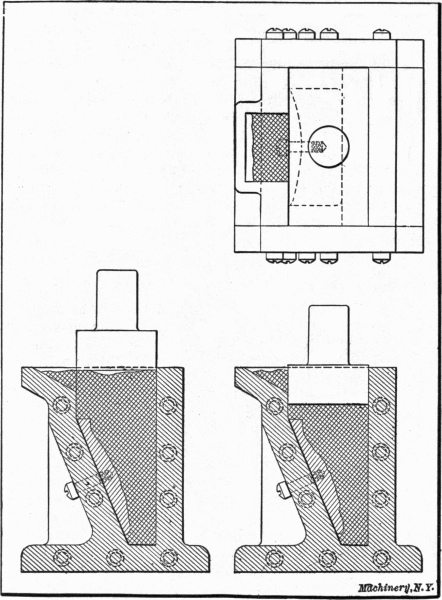
| Fig. 1. An Early Experiment in Die Casting—Before Applying Pressure | Fig. 2. An Early Experiment in Die Casting—After Applying Pressure |
From such simple experiments as these, the die-casting industry has developed to its present stage. In view of the advances that have been made in die-casting, it is singular that there are to-day only5 about a dozen concerns in the business in this country, but as the subject becomes better understood, and the possibilities of the process are realized, the demand for this class of castings will result in many other firms going into the work, and it is not improbable that a large number of factories will install die-casting plants of their own to aid them in producing better work in a more economical way.
The greatest advantage of die-casting is the fact that the castings produced are completely and accurately finished when taken from the dies. When we say completely, we mean that absolutely no machining is required after the piece has been cast, as it is ready to slip into its place in the machine or device of which it is to be a part. When we say accurately, we mean that each piece will come from the die an exact counterpart of the last one; and if the dies are carefully made, the castings will be accurate within 0.001 inch on all dimensions, whether they are outside measurements, diameters of holes or radii. All holes are cast and come out smoother than they could be reamed; lugs and gear teeth are cast in place; threads, external and internal, and of any desired pitch can be cast. Oil grooves can be cast in bearings, and, in a word, any piece that can be machined can be die-cast.
The saving in machining works both ways; not only is all machine work eliminated by the one operation of casting, but the machine tools and the workmen necessary for their operation and up-keep are dispensed with, the expense of building jigs and fixtures is stopped; and no cutters, reamers, taps or drills are required for this branch of the production. In addition, the labor required for operating the casting machines may be classed as unskilled. No matter how intricate and exacting the machine work on a piece has been, and how skillful a workman was required to produce the work when machine-made, the same result may be brought about by die-casting, and usually the work is excelled, and, excluding the die-making, unskilled men can make the parts.
From a metallurgical standpoint a die-casting is superior to a sand-casting on account of its density, strength and freedom from blow-holes. Also, when the hot metal comes in contact with the cool dies, it forms a “skin” similar to the scale on an iron sand-casting. As the die-casting requires no machining after leaving the dies, this skin increases the wearing qualities of the casting.
The possibilities of die-casting are numerous. By this method of manufacturing it is possible and practical to cast pieces that could not possibly be machined. It is an every-day occurrence to make castings with inserted parts of another metal, as, for instance, a zinc wheel with a steel hub. It is also possible to make babbitt bearings that are harder and better than can be made in any other way. Often there are two or more parts of a device that have formerly been made separately, machined and assembled, that can be die-cast as one piece. In such cases the saving in production is very great. Figures and letters may be cast sunken or in relief on wheels for counting or printing, and of6 course ornamentation may be cast on pieces that require exterior finish. As to size, there is no definite limit to the work that can be cast. One job that is being done at the present time is a disk 16 inches in diameter with a round flange 1 inch in diameter, around the rim.
“There is no great gain without some small loss,” is just as true of a process like die-casting as it is of anything else. The limitations of this work are few, however, and they are here given so as to state the situation fairly. Generally speaking, a part should not be considered for die-casting if there are but few pieces required, because the cost of the dies would usually be prohibitive. Often, however, it happens that because of the large amount of accurate machine work being done on a machine part, it is economical to make a die for the comparatively small number of parts required and die-cast them. A case illustrating this phase of the matter recently occurred in actual practice. In getting out an order of two hundred vending machines, it was decided to try die-casting on a part that was difficult to machine. The dies were expensive, costing $200, and as there were only 200 pieces7 to be cast, the die cost per piece was one dollar; but even with that initial handicap, it was found that on account of the difficult machining that had formerly been required, the die-cast parts effected a large saving, and of course the results were superior.
A rough part that would require little or no machining should not be die-cast, because pound for pound, the die-casting metals cost more than cast iron or steel. The casting machine cannot make parts as rapidly or of as hard metals as the punch press or the automatic screw machine. For this latter reason a part that necessarily must be made of brass, iron or steel, cannot be die-cast, although mixtures approximately equal in strength to iron and brass are readily die-cast. To give added strength to a die-cast part it is often advisable to add webs and ribs or to insert brass or iron pins at points that are weak or subject to hard wear. Roughly speaking, it is the part that has required a good deal of accurate machine operations that shows the greatest difference in cost when die-cast, and sometimes the saving is as great as 80 per cent.
The metals that produce the best die-castings are alloys of lead, tin, zinc, antimony, aluminum and copper, and the bulk of the die-castings made at the present time are mixtures of the first four of these metals. From them, compositions may be made that will meet the requirements of nearly any part.
For parts that perform little or no actual work, save to “lend their weight,” such as balance weights, novelties and ornaments for show windows, etc., a mixture consisting principally of lead, often stiffened with a little antimony, is used. There is but little strength to this metal, but it is used because of its weight and low cost. For parts that are subject to wear, such as phonograph, telephone, gas-meter and adding machine parts, an alloy composed of zinc, tin and a small amount of copper is used. This alloy may be plated or japanned, and is a good metal to use on general work.
Another metal, used chiefly for casting pieces that have delicate points in their design but are not subjected to hard wear, consists principally of tin alloyed with lead and zinc to suit the requirements of the work. This mixture casts freely, and the finished castings come out exceptionally clean. Still another metal, used chiefly for casting pieces that have letters and figures for printing, is similar to the standard type metal—5 parts lead and 1 part antimony; but if there are teeth cast on the sides of the printing wheel a harder mixture will be required to give longer life to the gears.
The following mixtures are typical of die-casting or “white brass” alloys: copper, 10 parts; zinc, 83 parts; aluminum, 2 parts; tin, 5 parts. Another is copper, 6 parts; zinc, 90 parts; aluminum, 3 parts; tin, 1 part. Another containing antimony is copper, 5 parts; zinc, 85 parts; tin, 5 parts; antimony, 5 parts. Shonberg’s patented alloy is copper, 3 parts; zinc, 87 parts; tin, 10 parts. Alloys containing 15 to 40 per cent copper and 60 to 85 per cent zinc are brittle, having low strength8 and low ductility. An alloy of 8 per cent copper, 92 per cent zinc has greater resilience and strength but not the ductility of cast zinc.
Aluminum may be cast, but it is a difficult metal to run into thin walls and fine details; it plays, however, an important part in some good mixtures used for die casting. Experiments are now being conducted for die-casting manganese bronze, and it is said that some very good castings have already been made. Its wearing qualities are so valuable that it is particularly desirable for making die-castings.
The three important requisites for good die-casting are the machine, the dies and the metal. The casting machine is fully as essential as either of the other requisites, and although there are a number of different styles of casting machines in use, each of which has its advantages over the others, especially in the eyes of their respective designers, the fundamental principles upon which they all operate are the same. In each there is the melting pot and the burner, the cylinder and the piston for forcing the metal into the dies, and the dies with9 the opening and closing device. In some machines pressure is applied to the metal by hand, in others power is used, and in still another class the metal is forced into the dies with compressed air. The provisions for opening and closing the dies vary in the different machines; there are various means employed for cutting the sprue, and the styles of heaters are numerous.
One or two of the largest firms in the die-casting industry have automatic casting machines for turning out duplicate work in large quantities very rapidly. These machines are complicated and are only profitable on large quantities of work, and for that reason their use is not extensive. In general, their operating principles are the same as in the case of the hand machines, but provision is made for automatically opening and closing the dies, compressing the metal, and ejecting the castings.
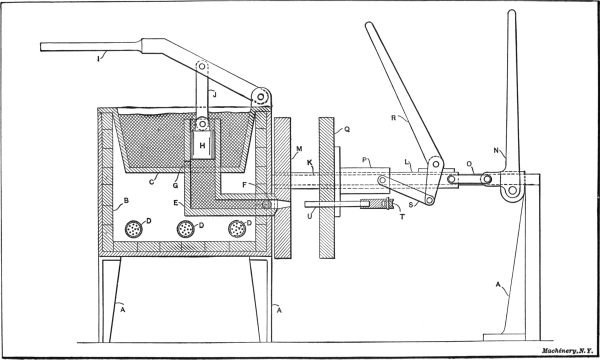
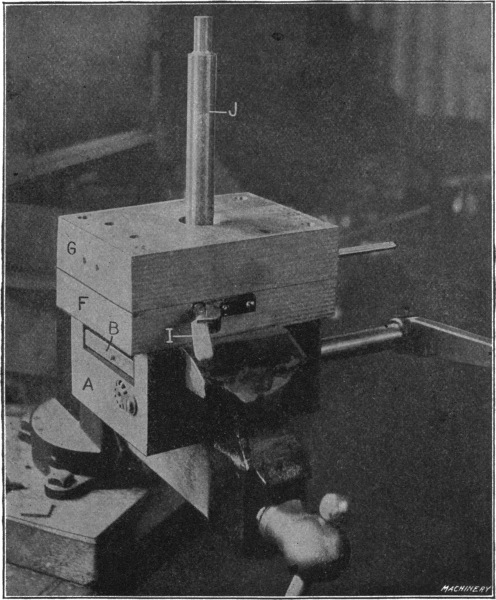
The Soss die-casting machine, manufactured and sold by the Soss Manufacturing Co., Brooklyn, N. Y., was the first die-casting machine to be placed on the open market. This machine is shown in Figs. 4 and 5, and in section in Fig. 6. The Soss Manufacturing Co. originally manufactured invisible hinges exclusively. At the advent of the die-casting era, they commenced to make these hinges from die-castings, and placed orders with a leading die-casting concern amounting to thousands of dollars each year. After the die-cast hinges had been on the market for a short time, complaints commenced to come in, some to the effect that the hinges were breaking and others that the hinges were corroding. Either of these faults was serious enough to blast the reputation of the hinge, but the first trouble, breakage, was the more important. Examination of the broken hinges showed that the castings were porous and full of flaws, and as the makers of the castings could not produce castings sufficiently strong for the hinges, Mr. Soss started to experiment for himself. This experimenting led to the production of the Soss die-casting machine.
Referring to the illustrations Figs. 5 and 6, A is the base and frame of the machine, B is the heating chamber located at one end of the machine, and within this heating chamber is the tank C, shown in Fig. 6. This tank contains the metal from which the die-castings are made, and the metal is heated by the burners D. These burners are fed by air and gas through piping on the side of and beneath the furnace. To facilitate lighting the burners and inspecting their condition at any time, there is an opening (not shown) through the firebrick lining of the furnace and the outer iron wall, on a level with the top of the burners. There is also another opening through the furnace wall to allow the gases due to the combustion to escape. Through the bottom of the tank, well to the inner side of the furnace, runs the cylinder E. Below the bottom of the tank, the cylinder makes a right-angle turn, extending through the furnace wall and terminating just outside of the wall. The orifice of this cylinder is controlled by gate F. In that part of the cylinder that extends upward into the tank, there is an10 opening G that allows the molten metal to run into the cylinder from the tank. Working in this cylinder, is the piston H, that is used in forcing the metal into the dies. The compression lever I, hinged over the inner furnace wall, is kept normally raised by spring pressure, and is connected to the piston by means of the link J.
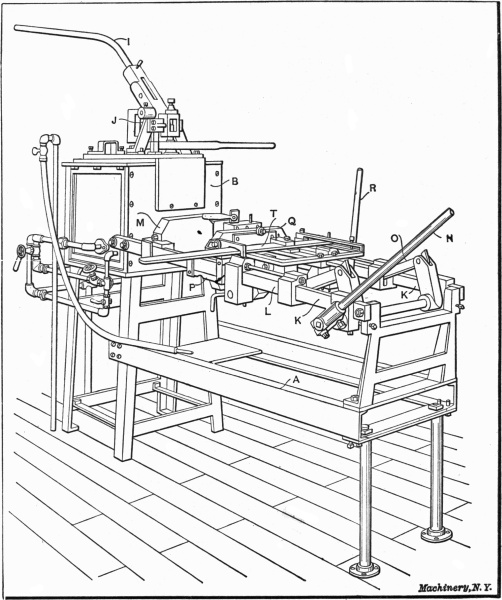
At the opposite end of the machine from the furnace, is the mechanism for operating the dies. This mechanism consists of a pair of square rods K, upon which are mounted the sleeves L. These sleeves have a long bearing surface and are attached to the die-plate M. Lever N at the end of the operating mechanism controls the movement of these sleeves by means of links O. Upon these sleeves is mounted a secondary set of sleeves P, attached to the other die-plate Q, and whose11 movement is controlled by lever R, through links S. This second set of sleeves is free to travel with the first set, and in addition has an independent movement of its own on the primary sleeves. It is the function of lever R to bring die-plate Q up to die-plate M by means of links S and sleeves P; and it is the function of lever N to bring both of the die-plates up to the outlet of the cylinder by means of links O and sleeves L. This system of sleeve-mounting is one of the distinctive patented features of the Soss machine. The orifice of the cylinder E is conical in shape and exactly fits the cup-shaped opening in die-plate M, so that when the two are brought together, the joint is metal tight. At the center of this opening, and extending through the die-plate M, is an opening that leads to the dies mounted on the inner faces of the two die-plates, and a continuation of this opening extends through die-plate Q in which the sprue-cutter U works. Attached to the outer side of this die-plate are two slotted brackets. In the slot of one of these is pivoted the lever T, and in the slot in the opposite bracket are bolted two stops that limit the motion of the lever. This lever operates the sprue cutter U, that works through the opening in die-plate Q. The sprue-cutting mechanism is best shown in Figs. 5 and 6. At the left of Fig. 5 may be seen a rubber hose connected to the air piping. This hose is used for cleaning out the dies after each casting operation.
The metal for the die-casting machine is mixed in the proper proportions for the work in hand by means of a separate furnace, before being poured into the tank of the machine itself. The burners are lighted and the dies are set up on the two die-plates. As soon as the machine has “warmed up,” so that the metal is in a thoroughly melted condition, the sprue-cutting lever T is thrown back, leaving a clear passageway to the die cavities. Lever R is pulled backward, thus bringing die-plate Q up to die-plate M, which operation closes the two halves of the die. Then lever N is thrown forward, thereby bringing the closed die up to the body of the machine, with the nozzle in close contact with the outlet of the cylinder. Next, the gate F is opened, and the man at the compression lever I gives the lever a quick, hard pull, forcing the metal in the cylinder downward and into the dies. The molten metal literally “squirts” into the dies. Gate F is now closed; lever N is pulled back to remove the dies from the cylinder outlet; and the sprue-cutting lever T is pushed forward, cutting off the sprue and pushing it out of the nozzle into the kettle placed beneath it. The lever R is pushed forward, and a finished casting is ejected from the dies.
An important advantage that this machine has over other die-casting machines is the fact that the metal for the castings is taken from the bottom of the melting pot, whereas most other machines use metal from the top of the tank. At the bottom of the tank the metal is always the best, as it is free from impurities and dross; hence, there is little chance for the formation of blow-holes. A handful of rosin thrown into13 the melting tank occasionally helps to keep the metal clean, but the metal nearest the surface always contains more or less foreign matter.
While this description of the operation of the die-casting machine may convey the idea that the process is a slow one, as a matter of fact, the time required is, on the average, not over a minute and a half for turning out a finished casting. With the ejection of the casting from the dies, the product is completed, in theory; but in practice there are always a few small thin fins, caused by the air vents or by improperly fitted portions of the dies. It is, however, but the work of a few seconds to break off these fins, and unless there are many of them, or they are excessively thick, they are detrimental neither to the quality nor the quantity of finished castings.
We have now taken up the description and general operation of the die-casting machine, but like every other machine, there are numerous little kinds and practices in its working the observing of which makes the difference between good and poor die-casting. Some of these points are here given.
The casting machine is best operated by three men, one of whom attends to the compression lever and the metal supply in the tank. The other two men stand on each side of the die-end of the machine, and it is their duty to operate the sprue-cutter, open the dies and remove the finished casting, clean the dies with air and close them, throw back the die-plates to their casting position over the cylinder outlet, and do any other work incident to the operation of the machine. While it requires three men to operate a die-casting machine in the best manner, the man who attends to the compression lever has a good deal of spare time between strokes, and if two or even three of the machines are conveniently placed, one man can easily pull levers for all three.
The metal should be kept just above the melting point and at a uniform temperature. If the metal is worked too cold, the result will manifest itself in castings that are full of seams and creases, and it will be difficult to “fill” the thin places in the dies. If, on the other hand the metal is allowed to get too hot, the die will throw excessively long fins, the castings will not cool as quickly in the die, and consequently they cannot be made as rapidly. On account of the importance of keeping the metal at a uniform heat, the fresh metal that is added to that in the tank from time to time, is kept heated in a separate furnace. Therefore, when the metal in the tank gets low, the new supply does not reduce the temperature of the metal being worked. Some casters use a thermometer to indicate the heat of the metal.
Casting-dies require lubrication frequently. Just how often they should be lubricated depends on the shape of the die, the composition of the casting metal, and the general performance of the dies. Beeswax is the common lubricant, and the lubrication consists in merely rubbing the cake over the surfaces of the dies that come in contact with the casting metal. In die-casting large parts, the dies must be kept cool by some artificial means, for hot dies are conducive to slow14 work and poor castings. To reach this end, large dies are sometimes drilled and piped so that water may be circulated through them to keep them cool.
In the Soss machine, the burners are so placed that the metal in the cylinder is kept at a slightly higher heat than that in the tank proper. This condition is brought about by having the cylinder directly over the burners. The value of this feature lies in the fact that gas is not wasted in heating the entire tank full of metal to this higher heat, but still the metal under compression is at the required temperature. The gas consumption of the average die-casting machine is about 100 cubic feet per hour.
The speed at which die-castings may be produced varies with the size of the castings being made, the composition of the metal being cast, and the style of dies that must be employed. In many cases, in die-casting, separate brass or steel pieces are used, that must be placed in the dies before each operation so that they will be inserted in and become a part of the finished casting. The dies may be difficult of operation on account of draft problems or pins and screws that must be inserted in the dies and removed from each casting before another can be made. These different types of dies will be more fully described in the next chapter. Taken as a whole, from ten to sixty pieces per hour are the maximum limits for speed in die-casting, and with a well-working die, of simple construction, a speed of forty pieces per hour is considered good production. It is possible, however, when the castings to be produced are small in size and simple in shape, to gate a number of them together, or rather to construct the dies so that six or more castings may be made at once. By this means it is often possible to cast five or six thousand pieces per day of ten hours, on a hand die-casting machine.
The making of casting-dies calls for ingenuity and skill of the highest order on the part of the die-maker. There is probably no class of die-making in which the work produced is more faithful to the dies, both in showing up the little details in the making that reflect credit on the dies, and in exposing the defects and shortcomings in the workmanship, if there be any. The castings from casting-dies or molds as they are sometimes called, may be produced in dimensions down to ten-thousandths for accuracy if necessary, and once the dies are made the castings will not vary in the slightest degree, if the working conditions are kept uniform.
In spite of the close work required in making casting-dies, the work is very fascinating. Perhaps it is on account of this accuracy; possibly it is on account of the fact that they are made from machine steel; but most likely it is because there are no hardening troubles to be contended with. Another factor that makes the work interesting is the ingenuity required in the work, for almost every die-maker, if he is worthy of the name, likes to figure out and plan for the best way of building a die for a difficult job.
Casting-dies, or molds, have little in common with sand molds. It is true that the dies for die-casting are composed of two parts corresponding to the cope and nowel of the sand mold, but they are so different in every other way that no benefit would result from a comparison.
Generally speaking, casting-dies are made of machine steel; the parts which are exceptions are the heavy bases and frames, which are made of cast iron, and the dowel pins and small cores, usually made of tool steel. Except in rare instances, there are no hardened parts about a casting-die; this is the case because the melting points of some of the alloys that are die-cast are high enough to draw the temper from any hardened parts of the dies.
The ideal die is simple in construction, with as few parts as practicable; the castings should be easily ejected and should come from the dies as nearly free from fins as possible. To meet these requirements in the best way is the proposition that confronts the ingenuity of the die-maker. As the die is primarily in two parts, there must be a parting line on the casting. This line is always placed at the point that will permit the casting to be ejected from the dies in the easiest manner possible, bearing in mind the effect the joint will have on the appearance of the finished casting; this is a point far less important than with sand casting, for, if the dies are properly made this seam will be barely perceptible. When it is practicable to do so, it is wise to have the parting line come on an edge of the die-casting. Draft is unnecessary16 on the straight “up-and-down” places, but of course it is impossible to draw any parts that are undercut. Means must be provided for ejecting the casting from the dies after completion and it is usually done by means of ejector pins, though frequently it is better to have the bottom of the die or some other section movable and do the ejecting on the same principle that is used on drawing dies of the compound type. On close work, shrinkage plays an important part, and the amount of shrinkage varies from 0.002 to 0.007 of an inch per inch. Aluminum shrinks the greatest amount, Parsons white brass shrinks considerably, while tin shrinks but little. Thus, it may be easily seen that to figure the shrinkage allowance for an alloy that contains three or four metals with different shrinkages, requires judgment. To prevent the air from “pocketing,” air vents are necessary at frequent intervals around the die-cavity. These vents are made by milling a flat shallow cut from the die-cavity across the face of the die to the outside edges of the block. From ¼ inch to ½ inch is the usual width and from 0.003 to 0.005 of an inch, the customary depth, varying with the size and shape of the die in question.
The dies or molds for die-casting are of various styles, as are also punch-press dies, and it would be difficult to lay down specific rules for their classification. There are the plain dies, without complications of any kind; slide dies with one or more slides; dies for bearings, both of the “half-round” and of the “whole-round” types; dies for gated work; and many other less important classes. Then there are dies that have features that belong to more than one of these types, so that it is easily seen that to decide upon the style of die that would be best for a given piece of work requires a good deal of experience. Some of the most important of these types can best be shown by illustrating dies made in the various styles, showing, step by step, how the dies are made and assembled. To begin with, consider the making of a casting-die of the very simplest form.
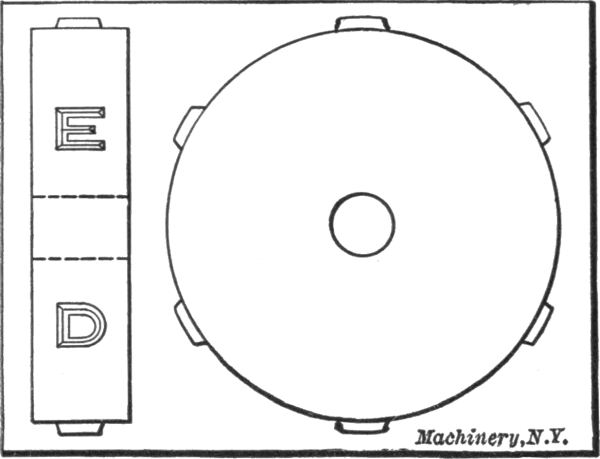
In Fig. 7 is shown a plain flat disk made by die-casting. In actual practice, a die would not be made for such a simple piece, unless there were some features about it that would prevent it being made on a screw machine or with press tools. It might have a cam groove cut in one of its flat sides, the sides might be covered with scroll work, there might be gear teeth around its circumference, or a hundred and one other conditions to make die-casting a desirable method of manufacturing. All these complications are omitted for the sake of simplifying this initial description of a casting-die.
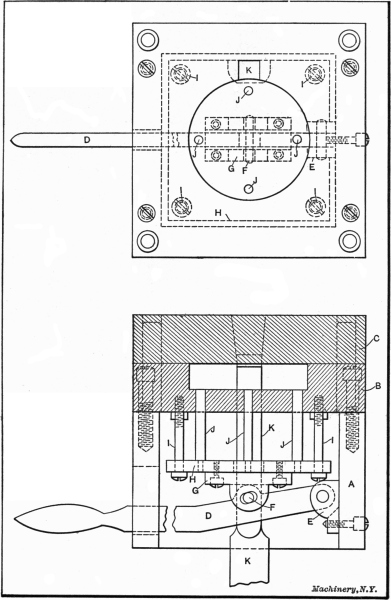
Fig. 8 shows the die for this piece in plan and sectional elevation. A is a square cast-iron frame, made from a single casting. This frame or box, as it is generally called, is planed on the top and bottom only. Next, the two die-halves B and C are shaped up from machine steel. In this casting-die, and in the majority of others, these die blocks are square. The lower half of the die B is held to the cast-iron frame by fillister head screws, set in counterbored holes, thus sinking the screw-heads under the surface of the block. The upper half of the die C is located upon B by dowel pins driven into B which have a sliding fit in18 the reamed holes in C. This being done, the die-half B is fixed to the faceplate of the lathe and the recess bored for the die-cavity. This operation is a simple one in this case, for it is merely a straight hole one-half inch deep and three inches in diameter. Of course this recess must be carefully finished with a tool that has been stoned up to a sharp edge, using lard oil. Emery cloth should be used as little as possible. It is unnecessary to give this hole draft, but it must be free from ridges or marks that would prevent the casting from being pushed out. If the faces of the dies are spotted with a small piece of box wood or rawhide held in the drill press and kept charged with flour emery, the die-casting will reproduce this “bird’s-eye” finish and the appearance will well repay the few minutes additional time that it will take. The spotting should be done with dry emery (without oil) to get the brightest finish. The upper die-half C is simply ground on its working face. The outside corners and edges of the faces of both die-halves should be well rounded off so as to insure the absence of slight dents or rough places that might prevent the dies from fitting perfectly.
The ejecting mechanism must next be considered. Lever D, pivoted from bracket E, has a steel pin F that engages in the elongated hole in bracket G, so that an upward pull of the lever D raises bracket G, which is attached to ejector-pin plate H. This plate is a loose fit over the guide screws I that are attached to the lower die-half B. The ejector pins J, four in number, in this die, are riveted into the ejector-pin plate, and they work through holes drilled and reamed through the lower die-half. The ends of these pins must be finished off so as to lie perfectly flush with the inside of the die when ready for operation and, of course, they must be a sliding fit in the holes in the die.
An important feature of a casting-die is the sprue cutter, shown in this die at K. If the disk for which this die was made, had had a hole or central opening of any kind, the sprue cutter would best be operated at that point; but, as this disk is plain, the sprue cutter must be placed at the edge. At the outside of the die-cavity, as shown in Fig. 8, the opening for the sprue cutter is laid out, drilled and filed to shape. It is obvious that the side of the sprue cutter adjacent to the die must fit the outline of the die perfectly, so that there will be no break in the appearance of the casting. The opening for it is extended through the upper die-half, and from a point ¼ of an inch from the inside face of the die this hole is flared out nearly as large as the opening through the die-plate of the machine. Of course the apperture in the upper die-half must be no larger than the opening through the die-plate; otherwise the sprue could not be pushed out. The sprue cutter itself is a long rod, whose section is of the same shape and size as the openings just made, and it is connected to the sprue cutting mechanism of the machine. Of course it is unnecessary to shape the entire length of the sprue cutter to size; after the working end is milled to shape for a distance of six or eight inches, the rest of the rod may be left round. The sprue cutter is finished first, after which both the openings in the die are fitted to it; and while the fit should be metal tight, it must be perfectly free to slide.
19 The dies are mounted on the die-plates of the casting machine by means of straps, much the same as bolsters are held on punch press beds. The position of the die on the die-plate must be such that the opening for the sprue cutter will line up with the nozzle at the outlet of the cylinder. At the time of casting, the position of the sprue cutter is as shown in the illustration of this die, Fig. 8. In this position there is room for the metal to enter the die-cavity, and yet there is but a small amount of metal to be cut off and pushed back after the die has been filled with metal.
With slight modifications, the above style of die may be used for die-casting any piece that will draw or pull out of a two-part die. If holes must be cast through the piece, it is only necessary to add core pins to the lower die B, a point that will be more fully described later. It is unnecessary to add that both halves of the die may be utilized in making the cavity for the die, should they be needed. Also, it is often easier to machine out the recess larger than is needed, and set in pieces in which parts of the outline of the die-casting have been formed. Gear teeth are put in the die in this way; a broach is cut similar to the gear desired, then hardened and driven through a piece of steel plate which is afterward fitted to its place in the die.
The die illustrated in Fig. 9 is one of the most successful of the various types of casting-dies, and if properly made is an interesting piece of die work. The principal use of this particular style of die, called a slide die, is to cast parts like the one shown in Fig. 10, which is a disk similar to the one which the last die described was to cast, except that it has raised letters at the edge and a hole in the center. It is obvious that the die last described, (Fig. 8), would not do for disks or other pieces having projections or depressions around their edges, as, for instance, printing or counting wheels with raised or sunken characters, or grooved pulleys. Briefly, this style of die is similar to the simple casting-die, except that slides are provided, to the required number, which form the edge of the casting. A die for a plain grooved pulley would require but two slides, while a die for a printing wheel with forty letters around its edge would necessitate forty slides, one for each of the letters. The die about to be described, shown in Fig. 9, was made to cast a wheel with six raised letters.
Referring to Fig. 9, D is the cast-iron box or frame, E, the lower die, and F the upper die. In making the lower die-half, the stock is first shaped to size and doweled to the blank for the upper die-half, and the holes for attaching to the frame are drilled. For the sake of clearness, these holes and screws are omitted from the illustration as are also the vents, since they have been fully explained. The lower die is next strapped to a faceplate, trued up, and bored out nearly to the diameter of the body of the piece to be cast, exclusive of the raised letters. The depth of this recess is equal to the thickness of the printing wheel plus 3/16 inch to allow for the cam ring G that is used to reciprocate the slides of the die. The cam ring is made large enough to cover the die-cavity20 as well as the slides that surround it, with an allowance of an inch or two for the cam slots H. The six slides I are made long enough to have good bearing surfaces. With the size of the cam ring determined, the die is next bored out to receive this cam ring and the last inch of the recess is carried down to the depth of the die cavity so as to make an ending space for the slots that the slides are to work in. The die is now taken from the faceplate and the slots for the slides laid out.
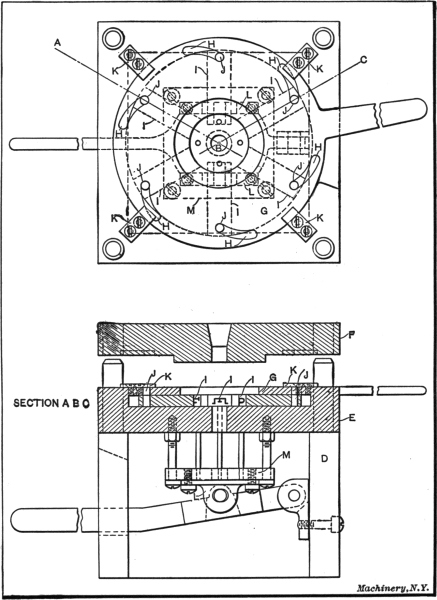
These slots may be milled or shaped, but milling is to be preferred. The next step is the making and fitting of the slides, which are of machine steel, having a good sliding fit in the slots. The six slides are fitted in position and left with the ends projecting into the die proper.21 The slots H are next profiled in the cam ring G, and the pins J that work in them are made and driven into the holes in the slides. With the slides and cam ring in place, the cam ring is rotated to bring all the slides to their inner position where they are held temporarily by means of the cam ring and temporary screws. The die-half with the slides thus clamped in the inner or closed position, is set up on the lathe faceplate and the die-cavity indicated up and bored out to the finish size, which operation also finishes the ends of the slides to the proper radius. The die may now be taken down and the slides removed to engrave the letters upon their concave ends. The engraving can be done in the best manner on a Gorton engraving machine, but if such a machine is not available they may be cut in by hand. Stamping should never be resorted to for putting in the letters, because the stock displacement would be so great that it would be impossible to refinish the surface to its original condition. Before fitting the cam ring, an opening must be milled in the die to allow the handle to be rotated the short distance necessary. After the cam ring has been fitted, it is held in by the four small straps K, attached by screws to the lower die-half at the corners.
The sprue cutter, which is not shown, is operated through the hole in the center of the piece and is, of course, round in this die. Its action is the same as was the one previously described, and the ejecting device is similar, with the exception that the brackets L that are attached to the ejector-pin plate M, are widely separated so as to make room for the sprue cutter that works through a hole in the plate M.
For making die-castings that are to have pieces of another metal inserted, it is necessary to have a die with provisions for receiving the metal blank and holding it firmly in position while the metal is being cast around it, and of course the piece must be held in such a manner that it can be easily withdrawn from the die with the finished casting.
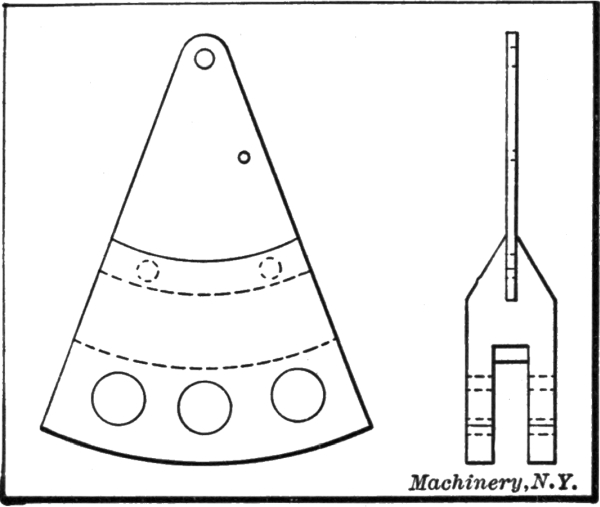
The die illustrated in Fig. 11 is for a part that is used as a swinging weight, shown in Fig. 12. The upper part of the piece is made from a sheet steel punching, so as to lighten this part of the piece as well as to give increased strength, especially at the hole at the pivoted end of the work. The cast portion of the piece is slotted lengthwise, as the illustration shows; and three holes pass through the casting, piercing the sides of the slot. In addition to showing the method of making dies for inserted pieces, this die shows the principles of simple coring.
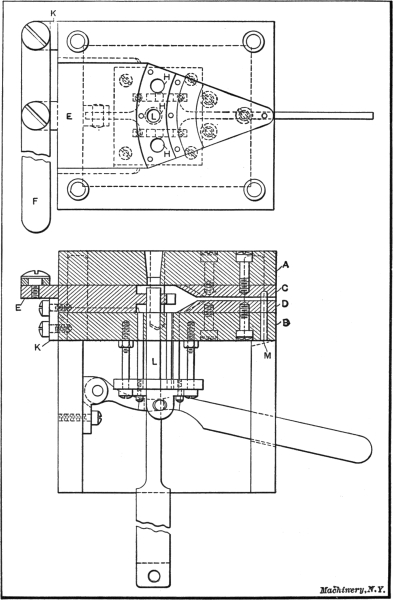
In making this die, two machine-steel blanks are planed up for the upper and lower halves of the die, A and B, the lower die being made nearly twice as thick as the upper die because it is in this part that the most of the die-cavity will be made. In this lower half of the die the stock is milled out to the same shape as the outline of the plan view of the casting, being carried down to the exact depth of the thickness of the casting. From the wide end of this recess the stock is milled or shaped out in a parallel slot to the outside of the die-block.23 At the bottom of the side of this wide slot are T-slots to guide the slide E that is to work in this opening. The side is milled and fitted to the T-slots and opening in the die, but is left considerably longer than the finish size. Next, the slide is mounted on the faceplate of a lathe and turned out on the end with the proper radius and a tongue to form the slot that is to be in the curved end of the casting. At the outer end of the slide is left a lug that is drilled and tapped for the operating lever F that reciprocates the slide, using the stud in bracket K as a fulcrum.
Two pieces of machine steel are next shaped and finished up to form the chamfered part of the casting and to locate the inserted steel punching in the die. The combined thickness of these pieces C and D is equal to the thickness of the casting, less the thickness of the inserted piece. It is now an easy matter to seat section D in the bottom of the milled part of the lower die-half, and to locate section C in its proper position on the upper half. A pilot pin M is fitted in D to hold the steel punching in position by means of the hole that is in the extreme upper end of the punching. The pilot pin extends through this hole into a corresponding hole in section C. At the lower end of the steel part that is inserted, there are two holes the object of which is to secure the punching to the die-casting, for the molten metal runs through these holes, practically riveting the die-casting to the inserted piece.
Provision has now been made for holding the sheet-metal part that is to be inserted, and the cavity has been completed for the casting, including the tongue at the end; it now remains to describe the manner of forming the holes that pierce the casting through the slotted portion. In the lower die-half the positions of the three holes H are laid out, drilled and reamed. Then, with the two die-halves together and the slide clamped at its inner position, the holes are transferred through the slide and the upper die. This being done, it is an easy matter to make core pins and drive them into the upper die at the two end holes, the center hole being taken care of by the sprue cutter L that will be described later. The core pins should be a nice sliding fit through the slide and in the holes in the lower die, into which they should extend from a quarter to half an inch. In addition to coring the holes, these pins act as a lock to hold the slide E in its proper position at the time of casting.
The sprue cutter L is most conveniently operated in the center hole, thus doing away with the core pin that would otherwise be required. The sprue cutter needs little description in this die, for as in24 the slide die, it is merely a plain round rod that fits closely in the holes through the dies and slide. The ejector mechanism is the same in this die as in the dies already described; therefore further description is unnecessary.
The operation of this die is very simple. The sheet-steel piece is laid in the recess in the open die, being located by the pin M. Slide E is thrown in by means of lever F, and the dies are closed. At the25 time of casting, the sprue cutter in is the position shown in the sketch, being nearly through the die-cavity. As before explained, this position admits the molten metal to pass into the die-cavity, but still leaves very little sprue to be cut off after the die-casting is completed. It should be stated that the steel piece that is inserted must be perfectly flat and free from burrs that would prevent the die-halves from coming together properly.
Bearing dies are one of the most important of the various classes of casting-dies. The bearings produced by die-casting are so far superior to those made by other casting methods and machining that their use is now very extensive. Dies are made for “half-round” and “whole-round” bearings. There is little out of the ordinary about a whole-round die, but the half-round die involves many interesting methods of die-making, and for that reason is here described.
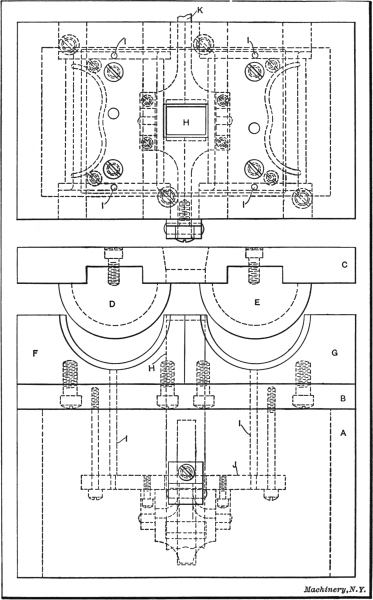
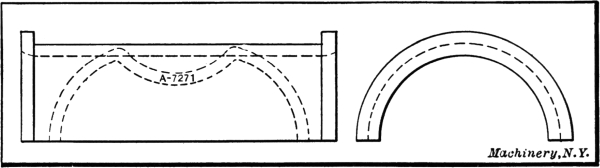
Fig. 13 shows a casting-die for half-round bearings. Half-round bearing dies are usually made to cast two bearings at a time, for the reason that it is just as easy to cast two pieces of such a shape as it is to cast one, and, in addition, the die is balanced in a better manner. As with other dies, the first step is to machine up the frame A and the two die-halves B and C. The pieces D and E that are to form the insides of the bearings are then turned up and one side of each shaped and keyed to fit the slots that have previously been milled in die-half C. These parts are held in place by dowels and screws. One of the bearings produced by this die is shown in Fig. 14, and it will be noticed that there is an oil groove within that covers the length of the bearing. To produce this groove in the die-castings, a shell must be turned up and bored out whose inside diameter is that of the inside of the bearing, and whose thickness equals the depth of the oil groove. This being done, the oil grooves are laid out upon the shell and cut out by drilling and filing. After rounding the outside corners, these little strips are pinned to the cores D and E in their proper places.
Another little kink in this connection is worthy of noting. So many different styles and sizes of bearings are made by a concern doing much die-casting that it is essential that the die-cast bearings should bear some distinguishing number to identify them. As this number is of no consequence to the user it is well to have the number in an inconspicuous place, but it must be where it will not be effaced by scraping, etc. Bearing in mind that it is much easier to produce raised lettering by die-casting than to produce sunken lettering, it will be readily seen26 that the oil groove affords a good place in which to put the bearing number. This is easily done by stamping the figures upon the narrow strip that forms the oil groove. In this place on the bearing it may be easily found if needed, and of course there is no danger of its being taken out by machining.
The lower die consists of two blocks F and G, each of which contains an impression of a bearing. The best way to make these parts is to lay out the ends of each of the blocks with the proper radius, taking care to have the center come a little below the surface of the face of the block. Then the blocks should be shaped out to get the bulk of the stock out, before setting up in the lathe. After the lathe work is done on each piece, which of course is usually done separately, the faces of the two blocks are faced down just to the exact center of the impression. It will be noticed that two blocks are used for the lower part of the die. The reason is to facilitate the locating of the female parts of the die in proper relation to the male parts. After properly locating, they may be doweled and screwed to baseplate B.
The sprue cutter H, better shown in the plan view, is square in shape and connects with the die-cavities in a thin narrow opening on either side of the sprue cutter. The ejector pins, I, two to each die, are at the ends of the bearings. The ejector-pin plate J is necessarily large, and is operated by lever K.
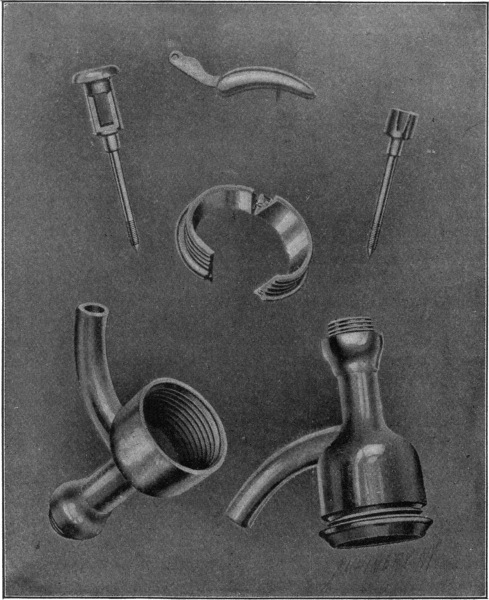
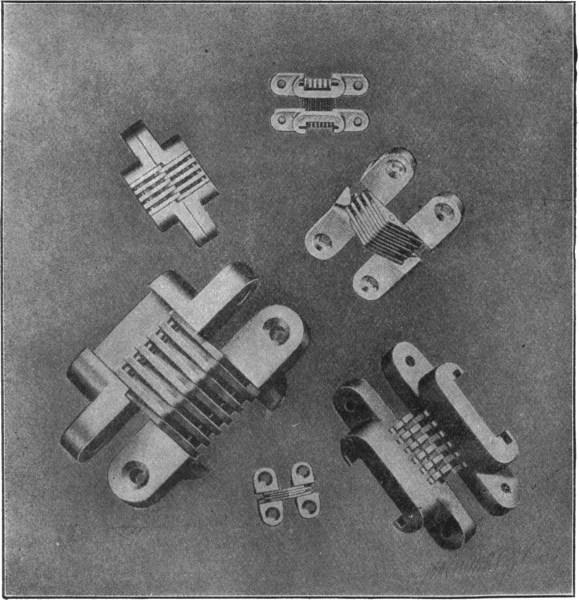
Fig. 15 shows a number of interesting examples of die-castings.
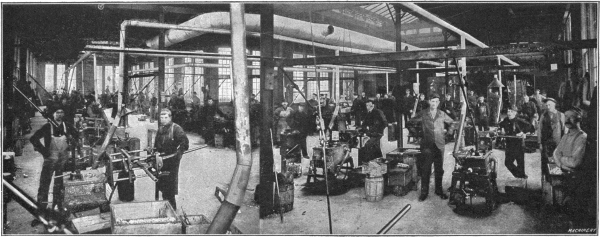
In 1907, Mr. E. B. Van Wagner, of Syracuse, N. Y., established the E. B. Van Wagner Mfg. Co. for the production of die-castings. The factory comprises the office section, the machine shop where the dies and casting machines are built, the metallurgical laboratory where the metals are alloyed, the casting department shown in Fig. 17 where the die-castings are made, and the trimming department.
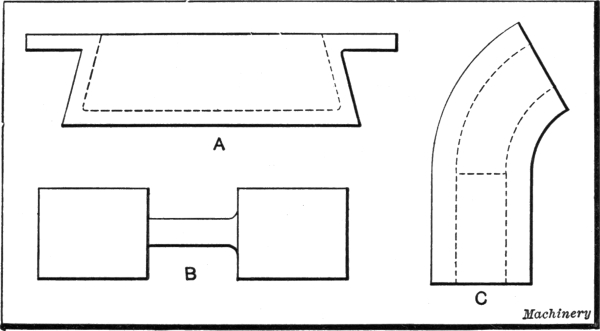
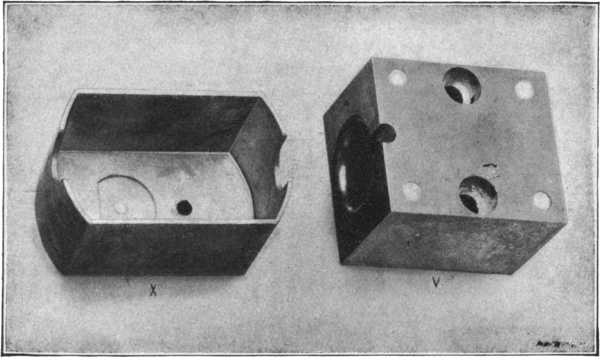
At the outset we may say that it is possible to die-cast almost any piece, but it is not by any means practicable to do so. It must be remembered that to die-cast on a practical basis the dies must be constructed in such a manner that the cost of their operation and up-keep will be light, or there will be no profit in die-casting. It is impracticable to produce under-cut work, that is, work having no draft and which is therefore impossible to draw from the die. Such an instance is that illustrated at A, Fig. 16, and by the internal section of M, Fig. 21, and the internal groove in O, also shown in Fig. 21. If absolutely necessary, work of this kind can be done by the use of collapsible cores; but here, again, we meet resistance in maintaining the dies in proper condition, and, moreover, this method is commercially impracticable, owing to the difficulty of operating these cores rapidly. Hollow work, requiring curved cores, like faucets and bent piping of the character illustrated at C in Fig. 16, are difficult to produce. If, in designing the piece, it can be planned to have the parts of such a shape that the cores can be readily withdrawn, employing a two-piece core with a slight draft in each direction, the division coming as indicated by the core line of C in Fig. 16, the problem becomes simpler. Oftentimes this work can best be done by casting in a straight piece,28 afterward bending the die-casting. It does not pay to cast rough heavy work that can be made just as efficiently by sand casting. Generally speaking, the greatest saving can be effected by die-casting small pieces which have previously required a large amount of machining to produce. On large plain work the amount of metal required for the casting makes the cost excessive on account of the difference in cost of the metals. If, however, the large work must be finely finished by polishing, etc., it is oftentimes found of advantage to die-cast. Corners, especially those joining thick and thin sections, as at B, Fig. 16, should be heavily filleted as shown on one side of this piece. Regarding the casting of thin sections, it is not practicable to try to cast sections under 3/64 inch in thickness, as the metal runs with difficulty into such narrow places. A casting having walls 1/16 inch, like that shown at X, Fig. 24, is easily cast. Threaded sections,29 if the threads are fine, say, under twenty-four to the inch, should not be die-cast, because under moderate pressure they will strip. A good way to treat constructions of this kind is to enclose brass or steel bushings in the die-castings in which the threads are required.
As to the accuracy with which die-castings may be produced, it is possible to keep dimensions within 0.0005 inch of standard size, but to do so requires considerable expense in keeping the dies in condition. A limit of 0.002 inch, however, is entirely practicable, and can be maintained easily. In specifying the accuracy with which die-castings are to be made, only those parts which are absolutely essential should be held to size, in order to keep the cost of the work nominal. One of the great advantages of the use of die-castings is that no finishing is required after the pieces leave the molds. Finish requirements should be plainly stated in ordering die-castings, as the alloy must be suited to these requirements.
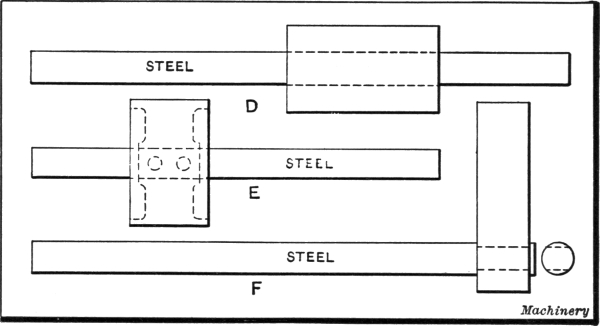
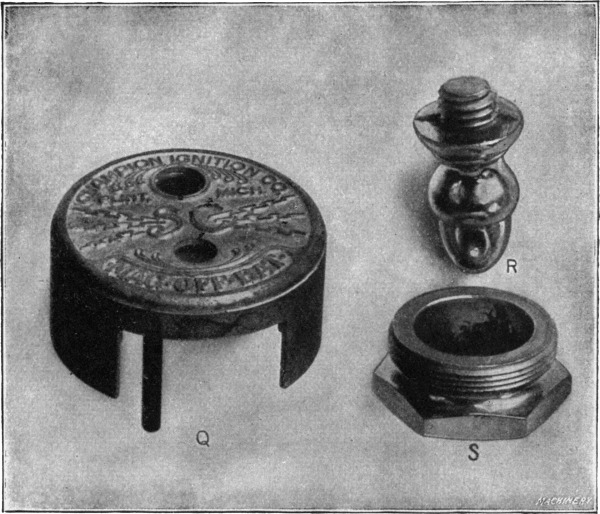
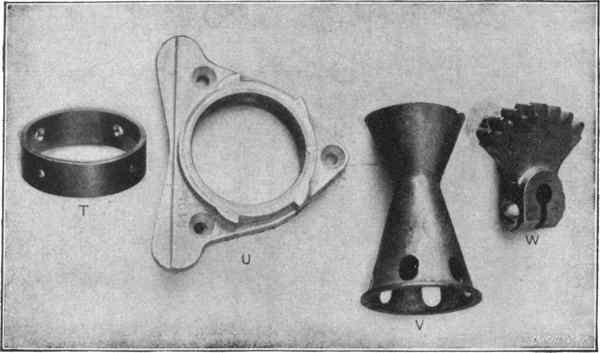
Another great saving is effected on lettered work, either raised or sunken. One of these jobs is illustrated at Q, Fig. 22, which shows an example of die-cast lettering. Sunken lettering is to be preferred to raised lettering, as the latter is more easily injured. Knurled work may be produced easily, if straight knurls are used, and threaded sections over ¼ inch in size are entirely practicable, either internal or external. External die cast threads are illustrated at R and S, Fig. 22. The casting of gears and segments is a familiar application of die-casting; this is illustrated by the large gear at N, Fig. 21, and the segment at W, Fig. 23, which give an idea of the general character of this class of work. The casting of pulleys, gears, and similar parts on shafts may be easily effected as shown by the gear on the shaft at N, in Fig. 21. The views shown in Fig. 18 are intended to convey an idea of three methods of die-casting around shafts. At D is shown a die-casting cast around a steel shaft. If the surface of the shaft coming within the pulley has been previously knurled, the pulley will grip it much better, but for ordinary purposes the shrinkage of the die-cast metal around the shaft is sufficient. If any heavy strain is to30 be imposed on the work, it is better to provide anchor holes through the shaft, like those indicated at E. It will be readily seen that the die-cast metal runs through these holes in the shaft, forming rivets which are integral with the casting. For locating levers upon the ends of shafts, etc., a good way is to flatten opposite sides of the shaft and cast around them, as shown at F, Fig. 18. The screw seen projecting beneath the piece at Q, Fig. 22, was die-cast in place. Any of these methods are to be recommended, and a proper knowledge of possibilities of this kind will increase the scope of die-casting.
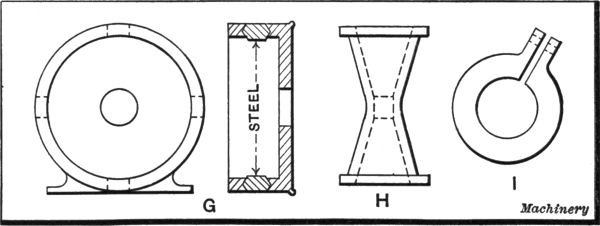
Another phase of die-casting which can well be borne in mind is the possibility of inserting steel or other parts in the die-casting. Such an instance is shown at G in Fig. 19—a die-casting which was made by the Van Wagner Co. as a part of an electrical apparatus, the steel inserts being contact points. Oftentimes it is found advisable to include brass bearing rings to give additional durability at points where the die-cast metal would not stand up. The die-casting shown at U, Fig. 23, in which the brass ring at T has been incorporated, is typical of such cases. To die-cast pieces like those shown at H in Fig. 19, and similarly at V in Fig. 23, having inverted conical openings, might at first thought seem difficult, but this is entirely practicable. Similarly, split bushings like those shown at I, Fig. 19, and at W, Fig. 23, may be cast with projecting lugs for the reception of screws for clamping upon shafts, etc., but this construction should not be used if frequent tightening or loosening will be necessary.
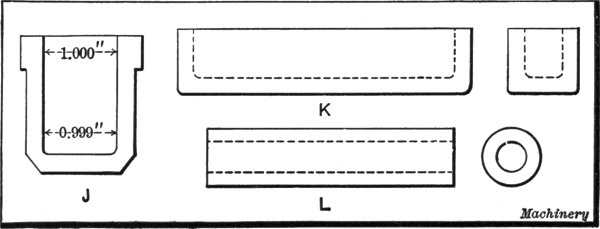
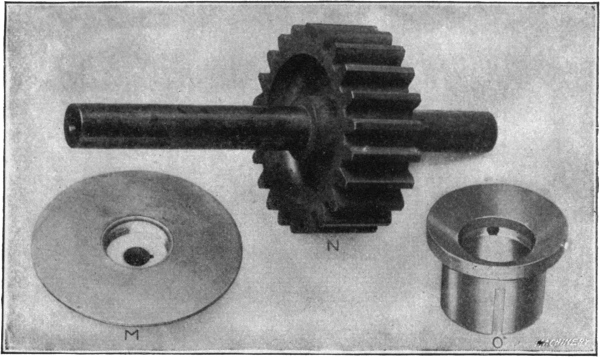
The shrinkage problem manifests itself in die-casting in the same measure that it does in other casting operations. Different metals31 shrink in different degrees, as will be explained later on. However, one important point can be mentioned at this time: that is, the amount of shrinkage is often dependent upon the shape of the piece. For instance, pieces like those shown at K in Fig. 20 or at X in Fig. 24, will shrink very little on account of the fact that the steel mold is of such shape that the central core will prevent the die-casting from shrinking. However, pieces like those shown at L in Fig. 20, or at V in Fig. 24, which have nothing to hold them from pulling together as they cool, will shrink to the greatest extent. All of these points must be taken into consideration when designing work for die-casting. Practically no draft is necessary on a die-casting, except on very deep sections,32 as indicated at J in Fig. 20, where a draft of 0.001 inch to the inch is desirable. Perfectly straight sections, however, can be cast, as the shrinkage of the metal is usually enough to free it from the die.
It is the opinion of the Van Wagner Co. that die-casting costs can be materially reduced if designers will bear this point in mind when bringing out new designs. Even though it is often possible to cast special pieces, incorporating several parts in one, and thereby accomplishing what seems to be a great stunt to the designer, it is sometimes more practicable to make the piece in several sections and later assemble it. Not only is this simpler for the die caster, but it is also more economical for the customer. Such points as avoiding thin sections, including large fillets at corners, as well as taking account of the under-cut problem, are simply matters of common sense, but they can profitably be considered by the designer.
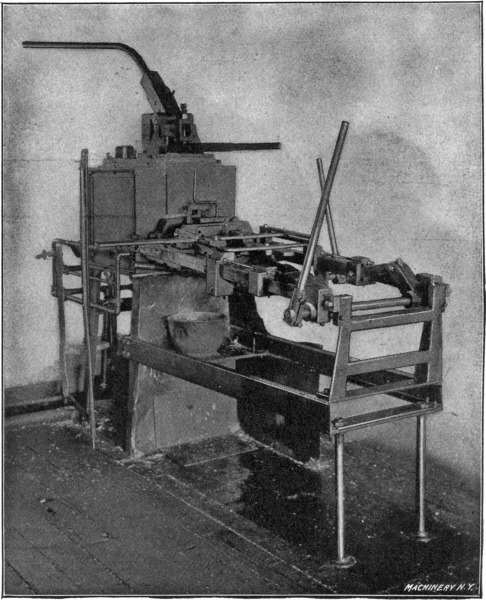
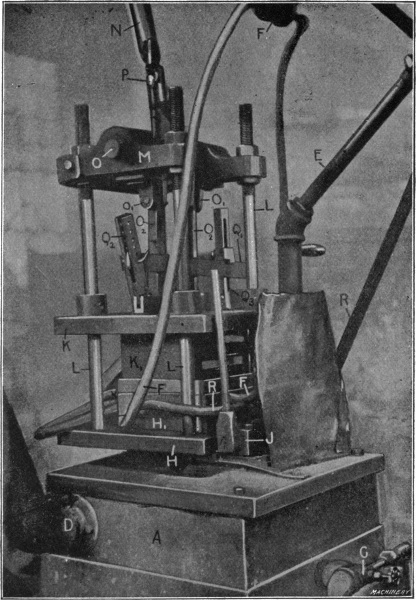
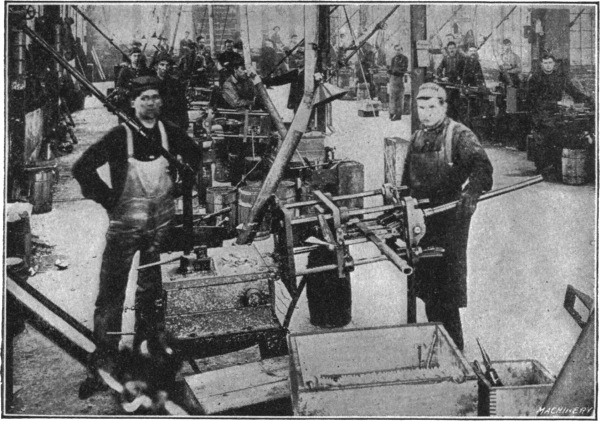
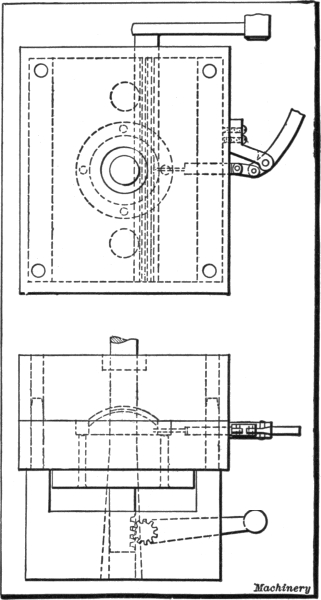
The first essential to good die-casting is a good casting machine. Perhaps the best known types of casting machines are of the familiar33 plunger type, of which there are several varieties, the pneumatic type and the rotary or automatic type. (For descriptions of various types of die-casting machines, see “Die Casting Machines,” Machinery’s Reference Book No. 108.) For the economical production of die-castings, however, the hand-operated machines are rather too slow, and automatic machines are applicable only to a class of work which may be made in very large quantities. For these reasons, therefore, the Van Wagner Co. employs the compressed air type of die-casting machine which was patented by Mr. E. B. Van Wagner in 1907. In the casting department of the Van Wagner shop, illustrated in Fig. 17, there are installed about thirty machines. Fig. 27 shows a die-casting machine in the open position. Fig. 26 shows a closer view of the die-operating mechanism and Fig. 25 is presented to give a general idea of the construction of the entire machine.
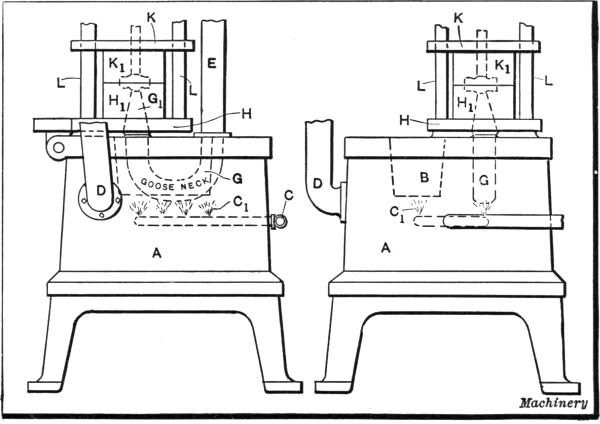
By referring to the line illustration Fig. 25, which shows the Van Wagner pneumatic die-casting machine in part, and comparing this illustration with Fig. 26, which shows the general appearance of the die-operating and other mechanism of the casting machine, a good idea may be obtained of its construction and working. At A may be seen the base of the machine in which is located the melting pot B. This melting pot is heated by means of fuel oil passing through the supply pipe C to the burners C1. A vent pipe D is provided to take away the gases incident to combustion. The pressure for “shooting” the metal into the die cavity is supplied by air through the supply pipe E. A valve controls this air supply. The pressure is regulated to suit the particular casting or die, the proper amount being determined by experiment. Similarly, an air exhaust pipe F, which may be seen directly above the supply pipe, sub-divides into two tubes which extend34 to the die cavity to exhaust the air before the metal is admitted. There are two methods of overcoming the presence of air in the die cavity—the exhaust method and the venting method, and it is the former that is here described.
A “goose-neck” G, shown in Fig. 25, serves to temporarily contain the metal which is forced into the mold. An amount of metal slightly in excess of that required for one die-casting is placed in this goose-neck with a hand-ladle, previous to each operation of the machine. One end of the goose-neck is connected to the air pipe, E, while the other end terminates in the nozzle G1. This nozzle may best be seen by referring to the illustration of the machine shown in Fig. 27, in connection with Fig. 25. One of the advantages in using this goose-neck35 is that the entire air pressure is expended upon the metal in the goose-neck, and, by reason of its isolated position, the goose-neck and its contents are kept slightly hotter than the contents of the melting pot.
The die-operating mechanism of the machine is contained within a hinged framework, shown in position for the removal of the die-casting in Fig. 27. Referring to Fig. 26, in connection with the line illustration Fig. 25, it will be seen that the die-holding mechanism is all supported upon the lower die-holding plate H, which is hinged to the edge of the base of the machine. A lock J serves to hold the dies and operating mechanism in the upright operating position, and by means of a counterbalance, suspended from an overhead rope which connects with the top of the mechanism at P, the changing of the position of this mechanism is easily effected, and when thrown into the horizontal position, as indicated in Fig. 27, it rests upon a support while the dies are being opened and the castings ejected.
The lower die is shown at H1 and the upper die K1 is mounted upon the upper die-holding plate K. Four rods L act as guiding members for the upper die-holding plate to slide upon. These rods L are mounted in fixed positions at the corners of the lower die-holding plate H, and at their upper ends the operating shaft supporting plate M is located in a fixed position, serving to support the upper ends of these rods. The position of this plate M is adjustable upon the rods by means of check-nuts, thus providing for the accommodation of thick as well as thin dies. A shaft O is supported in this top plate, and by means of the operating lever N working through slotted levers O1 and links O2, the upper die-holding plate and die can thus be removed from contact with the lower die at will.
The metal enters the die cavity through the nozzle G1 and after setting, it is necessary to cut the sprue formed by the surplus metal that36 remains outside the die cavity. For this purpose, a sprue-cutter, operated by means of hand-lever Q1, is employed. This sprue-cutting lever is hinged in the fulcrumed link Q2, and is held in its casting position by means of an adjustable stop on bracket Q3.
In many dies, it is necessary that water be circulated through the die-blocks to keep them cool during the die-casting operation. In Fig. 26, the water pipe may be seen at R, and hose pipes run from this supply to each side of the die-blocks, thus providing a cooling circulation. In this illustration, the pipes used for exhausting the air from the die cavity are apt to be confused with the cooling pipes, but by following the two pipes leading vertically down to the machine, the exhaust pipes may be seen and kept distinct from the water pipes.
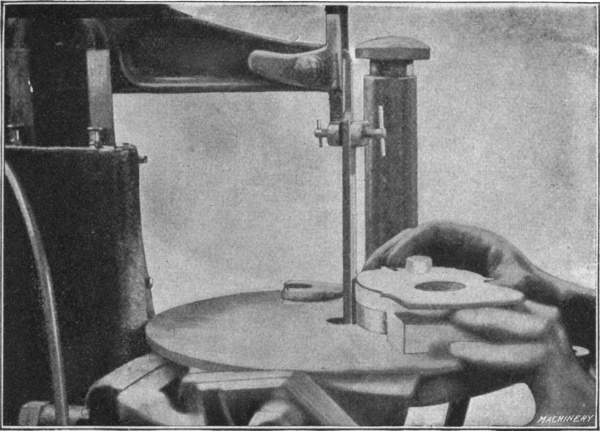
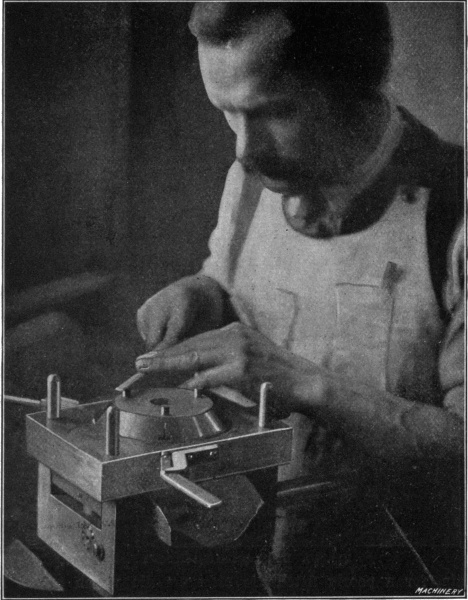
In order to clearly understand the operation of the die-casting machine, let us follow the sequence of events that takes place in producing a casting. Two men are required to operate the machine. In Fig. 27, the operators may be seen in their working positions. The first step is taken by the operator at the left who, with a hand-ladle, dips enough metal for one casting from the melting pot and pours it through nozzle G1 into the goose-neck. The second operator in the meantime is replacing the cores in the dies, adjusting the position of the sprue-cutter and closing the dies preparatory to making a casting. This being done, he elevates the dies and their operating mechanism, which are hinged and counterbalanced, as previously described, bringing them to an upright position. The die operator now mounts the box, raises the sprue-cutter to its open position to admit the metal; after which the machine operator37 turns the air valve with his left hand. The operation of this air valve admits the air behind the metal, forcing it into the die, and the same movement opens the exhaust valve slightly in advance. The exhaust valve is located upon the second length of piping just above the air valve, and as a link connects the two valves, the single motion exhausts the air from the die cavity and immediately afterward the air is admitted behind the metal, thereby “shooting” the metal into the die. This being done, the air is shut off and the die operator cuts the sprue by means of lever Q1, withdraws the cores in the die, throws the dies to the open position (which is indicated in Fig. 27), and operates the ejecting mechanism, thus removing the casting from the die. In the meantime, the machine operator is tending to his metal supply and getting a ladle full of metal ready for the next die-casting operation. By referring to the machines shown in Fig. 17, it will be noticed that only a few are provided with exhaust piping for venting the dies. Another venting method will be described later.
The number of die-castings which can be made on one machine per day of ten hours varies with the character of the pieces being die-cast, the number of pieces made at each operation of the machine and the ease with which the dies may be worked, which depends, of course, upon the number of cores and parts to be handled at each die-casting operation. The dies shown in the machine in Fig. 26, produce four bearings at each operation.
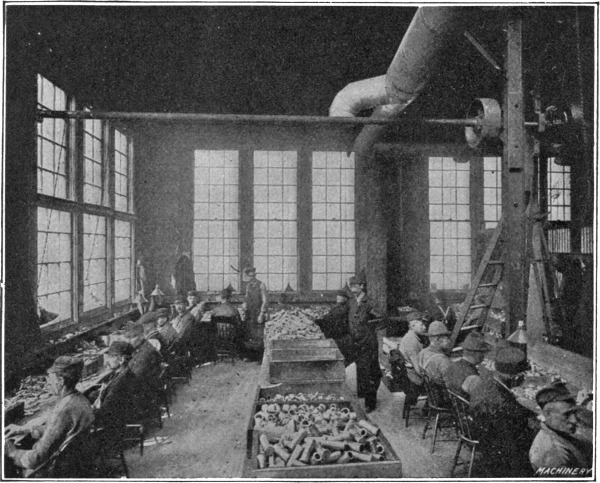
At the end of each run the operators of the machines go over their work, breaking the castings from the sprues and throwing out all that are defective. No matter how carefully the die-casting molds have been made, there is always a certain amount of trimming to be done on the finished die-castings, on account of the crevices left in the die for air39 vents, or which exist from improper fitting of the parts of the dies. These “fins,” as they are called, are trimmed by hand operators in a special department. A general view of this trimming room is shown in Fig. 28. Usually it is sufficient to scrape these fins off with a scraping knife, but if the casting is especially difficult to produce, so that a large opening is required to admit the metal, it is sometimes necessary to trim unusually thick sprue sections by filing. Fig. 29 illustrates the method of trimming such die-castings on a filing machine.
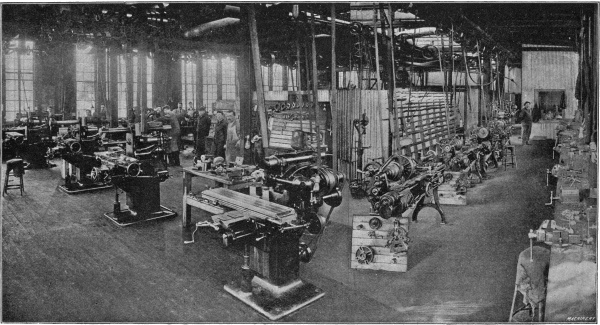
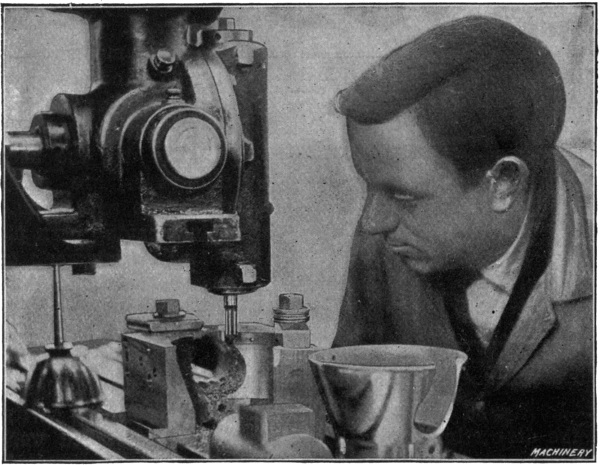
Next to the casting machine, the dies or molds are the most important necessary factor. A general view of the Van Wagner Co.’s die-making department is shown in Fig. 30. In order to gain a proper conception of the work required in producing a high-grade die-casting mold, we will follow the different steps which are necessary in making the mold. The first and most important step is the proper planning of the die. Before any work at all can be done, it is necessary to plan the40 die, i. e., to decide just where the parting lines will come; just what method will be used for ejecting the piece; what alloy will be used; where the casting will be gated; and a hundred and one minor points, all of which have a direct bearing upon the performance of the finished dies. All these decisions have to be made by the diemaker, and in Fig. 37 he is shown, micrometer in hand, computing the shrinkage allowances that he will make in the dies. This is a very important factor on accurate work as the shrinkage varies from 0.001 to 0.004 inch, according to the alloy and the general shape of the piece.
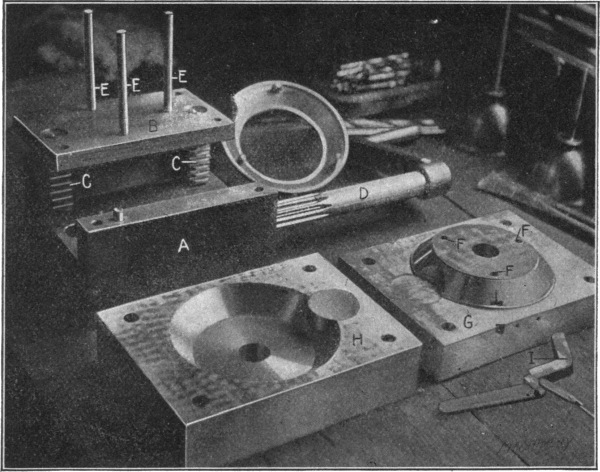
Before taking up the actual machining operations of the mold-making as conducted in this factory, it will be well to take a typical die-casting mold and note its general construction. Fig. 31 shows a typical die-casting mold closed, while Fig. 32 shows the same mold disassembled on the bench to show its construction. The piece for which the mold has been made is also shown. Fig. 33 shows a similar die in section. From the three illustrations a good idea of an average die-casting mold can be obtained. Referring to these illustrations, the principal parts of this die are the ejector box A, and the ejector plate B which is operated by the racks C. For operating the ejector plate, the pinion shaft D having a handle suitable for turning, is furnished. This, of course, fits into a bored hole in the ejector box, bringing the pinion into mesh with the racks for raising the ejector plate. In the ejector plate are three ejector pins E for removing the casting from the mold. The ejector pins operate through holes F. Beyond the pinion shaft may be seen the casting for which this mold has been made. It will be noticed that the top side of the casting has three projecting lugs through which are small holes. Provision for forming this side of the die-casting is made in the lower half of the mold G, while the upper half of the die-casting41 is taken care of by the top plate H. One of the toggles for operating the core pins through these three lugs is shown at I. These parts will be described more fully later. The sprue cutter is shown in position in the die at J.
As will be noticed from Fig. 30, the machinery in the die-making department is of modern design, for no other class of work demands as good tool equipment and as much skill in the making as die-casting molds. The die-blocks are made of machinery steel. Fig. 34 illustrates the first step in making a die-casting mold after the die-block has been shaped approximately to size. This operation consists in carefully facing off the die surfaces on a vertical-spindle grinding machine. This, of course, is a quick method of surfacing the die-block, and it insures that the top and bottom surfaces of these plates will be parallel, permitting the die-faces to come together properly.
The next step consists of laying out the die, as shown in Fig. 36. This is done in the usual manner, by working on a coppered surface, using dividers, scales, and a center punch. When laying out the die, the necessary allowances are made for shrinkage and finish, these points having been planned before actual work on the die has been started. As in other phases of die-work, the machining operations are performed, as far as possible, before any hand-work is done. In Fig. 38 may be seen a die-maker turning the cavity in a part of the die-casting mold. The highest type of skilled workmanship is called for on this machine work, and as may be surmised from Fig. 38, where the die-maker is shown measuring the die with a vernier caliper, the measurements must be exact, for no grinding operations follow the machine work.
Figs. 35 and 39 show typical milling operations being performed on die-casting molds. In Fig. 39 the diemaker is shown indicating a pin in one corner of the mold cavity, preparatory to doing additional milling. The block is held in the usual manner by being clamped on the bed of the milling machine, and after it has been properly located under the cutter head, tools are substituted for the indicator and the milling of the cavity is completed. Fig. 35 shows one of the sections of the die-casting mold which is to be used in producing the casting shown at the right of the work. In this case the diemaker is milling the recess43 for the steel arbor which may be seen directly in the foreground. This will be fitted in place to provide for the forming of the hole in the side of the piece.
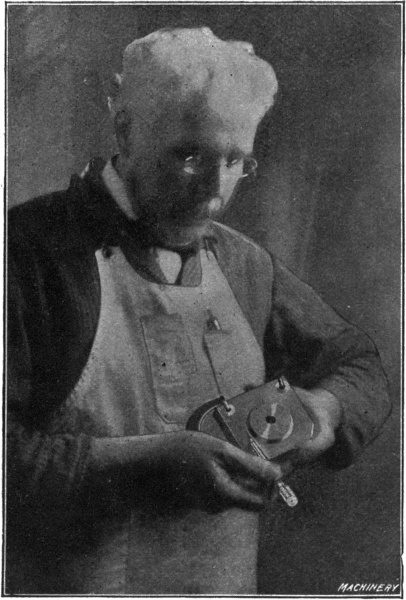
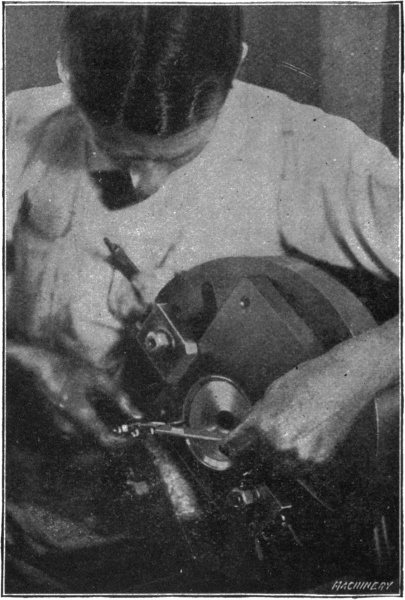
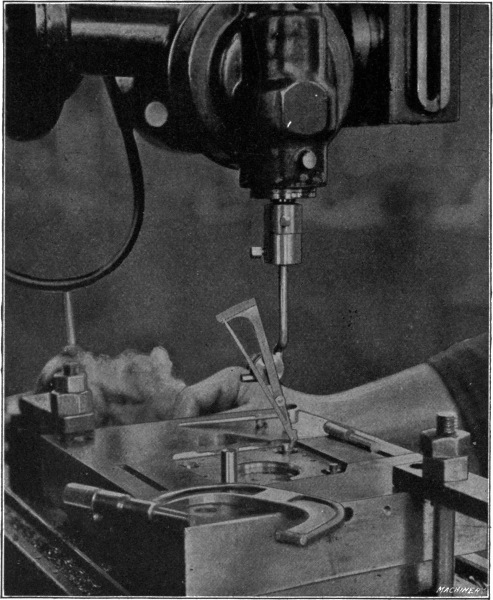
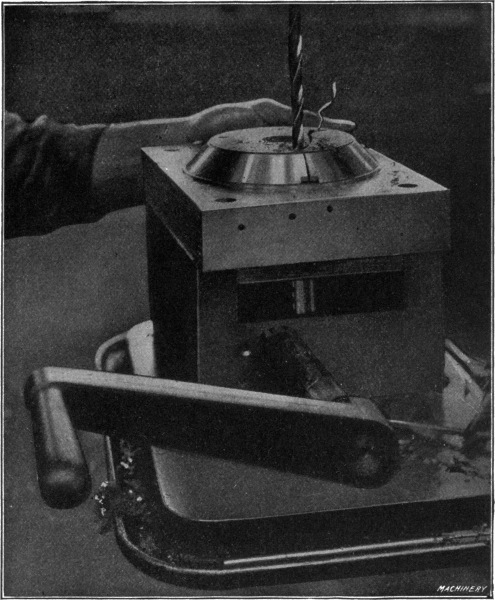
Fig. 40 illustrates several important points in the making of a die-casting mold. This illustration shows the ejector box with the lower half of the mold on it, the ejector44 plate being held against the under side of the die-plate by means of the pinion shaft. The operation being done is the drilling of the ejector-pin holes. Referring back to Fig. 32, which by the way shows the die here illustrated disassembled, the holes being drilled are those shown at F for the reception of the pins E. The method employed is to drill the holes through the die and into the ejector plate, afterward reaming all holes to size and driving the pins into position in the ejector plate, while they are allowed to slide freely through the die-plate. We will now assume that the ejector box and plate have been completed and fitted, a pinion shaft for operating this plate also fitted, the lower and upper dies completed by the machining operations previously described, and all assembled. The final operation of the fitting of the pins is shown in Fig. 41 in which the die-maker may be seen filing off the ends of these pins so that when dropped to the lower position they will lie flush with the surface. If of uneven lengths, these pins will cause irregular spots in the casting. It now remains to describe the toggles used for operating the cores which form the holes through the three lugs in the casting. One of these toggles, of which there are three, is shown at I, in Fig. 31, and also in Fig. 32.45 These toggles consist of brackets which are attached to the die-plate, and levers which are fulcrumed at the ends of the brackets so that their operation works the core pins. It is necessary to remove these core pins after each casting has been made and position them before another casting can be produced.
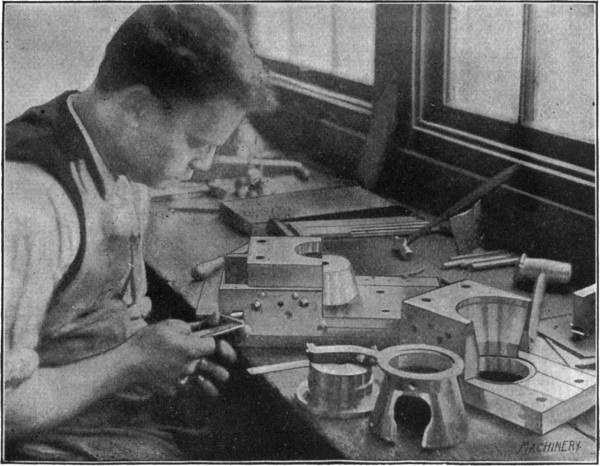
The fitting of the parts of a die-casting mold is one of the most important parts of the work. It demands the highest type of workmanship, for a poorly fitted die means a die which works hard in addition to producing poor castings. It is very important that all movable parts should work freely. Fig. 42 shows the assembling operation on a die-casting mold, the casting which is to be duplicated being shown in the immediate foreground. These parts must all be screwed into their respective places, making the joints as nearly air-tight as possible. One cause of poor die-castings arises from the trapping of air in the die, and different methods are employed for overcoming this trouble.
There are two methods of preventing air from being trapped in die-casting molds; either by constructing the dies so that the air may be46 exhausted from the mold cavity before admitting the metal, or by venting the die so that the air may be forced out by the inrushing metal. In the first of these methods it is necessary that the joints in the mold be made as close as possible, otherwise it will be impossible to produce anything like a vacuum in the mold cavity. If, however, it has many parts which must be fitted, it is usually considered advisable to provide the die with vents consisting of milled recesses a few thousandths inch deep. Several vents are provided, from which the air can escape when the metal is admitted to the dies. The hot metal, of course, “shoots” through them in thin ribbons, but not enough escapes to affect the pressure on the metal which goes into the casting.
No matter how carefully a die may have been constructed, or how carefully it has been assembled, there is always a certain amount of “babying” to be done before it will work satisfactorily. The casting may stick a little here, or there may be a rough spot there, and it is the successful elimination of these troubles which constitutes the production of a good die-casting.
47 One of the purposes of this book is to correct several erroneous impressions which are prevalent in regard to die-casting possibilities. Many people seem to think that nearly all metals can be die-cast, but as a matter of fact, those metals which can be successfully die-cast can be numbered on the fingers of one hand, being alloys of lead, zinc, tin, copper and antimony. The tin base metals shrink very little, while the zinc base metals shrink considerably, and those with a large per cent of aluminum have a very high shrinkage. Without doubt, the most used die-casting metals are the zinc base metals. A typical metal of this class contains about 85 per cent zinc; 8 per cent tin; 4 per cent copper and 3 per cent aluminum. The melting point of this metal is about 850 degrees F. While this alloy is one of the most common, it is not by any means the best, as there is too little tin employed, but it is a comparatively cheap metal, which probably accounts for its large use. This metal is easily affected by heat and cold, and rapidly deteriorates with age. The lead base metals may be typified by an alloy containing 80 per cent lead; 15 per cent antimony; 4 per cent tin; and 1 per cent copper. This composition melts at approximately 550 degrees F. and is used for castings subjected to little wear and where no great strength is required. The weight of this metal is its greatest objection, and it is also quite brittle because of the large percentage of antimony.
For the best class of die-castings, the tin base metals are employed. These range from 60 to 90 per cent tin, and from 2 to 10 per cent copper, together with a little antimony. The melting point of a mixture of this composition is about 675 degrees F. The castings have a good color and they are much better in quality than any of the other alloys.48 It is absolutely essential that tin base metals be used for carbureter parts or other parts coming in contact with gasoline. Also, the tin base metals must be used for parts which come in contact with food products, as the lead or zinc alloys have a contaminating effect.
Aluminum alloys have been cast in France and Germany in limited quantities, but very seldom in this country on account of their high melting point, as well as their effect upon the die. After aluminum alloys have been run in the dies for a short time, the surfaces of the molds become pitted. Through some unexplained cause, the metal seems to flake out particles of the steel in the molds. When an aluminum alloy is to be used, a good mixture is 80 per cent aluminum, 3 per cent copper and 17 per cent zinc. This alloy has a high shrinkage and it has also the same deteriorating effect upon the dies, but to a much less degree than pure aluminum.
Punctuation, hyphenation, and spelling were made consistent when a predominant preference was found in this book; otherwise they were not changed.
Simple typographical errors were corrected; occasional unbalanced quotation marks retained.
Ambiguous hyphens at the ends of lines were retained.
Text uses “die-cavity” and “die cavity”, “die-maker” and “die maker”; none changed here.
End of the Project Gutenberg EBook of Die Casting, by Chester L. Lucas
*** END OF THIS PROJECT GUTENBERG EBOOK DIE CASTING ***
***** This file should be named 53064-h.htm or 53064-h.zip *****
This and all associated files of various formats will be found in:
http://www.gutenberg.org/5/3/0/6/53064/
Produced by Chris Curnow, Charlie Howard, and the Online
Distributed Proofreading Team at http://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)
Updated editions will replace the previous one--the old editions will
be renamed.
Creating the works from print editions not protected by U.S. copyright
law means that no one owns a United States copyright in these works,
so the Foundation (and you!) can copy and distribute it in the United
States without permission and without paying copyright
royalties. Special rules, set forth in the General Terms of Use part
of this license, apply to copying and distributing Project
Gutenberg-tm electronic works to protect the PROJECT GUTENBERG-tm
concept and trademark. Project Gutenberg is a registered trademark,
and may not be used if you charge for the eBooks, unless you receive
specific permission. If you do not charge anything for copies of this
eBook, complying with the rules is very easy. You may use this eBook
for nearly any purpose such as creation of derivative works, reports,
performances and research. They may be modified and printed and given
away--you may do practically ANYTHING in the United States with eBooks
not protected by U.S. copyright law. Redistribution is subject to the
trademark license, especially commercial redistribution.
START: FULL LICENSE
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full
Project Gutenberg-tm License available with this file or online at
www.gutenberg.org/license.
Section 1. General Terms of Use and Redistributing Project
Gutenberg-tm electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or
destroy all copies of Project Gutenberg-tm electronic works in your
possession. If you paid a fee for obtaining a copy of or access to a
Project Gutenberg-tm electronic work and you do not agree to be bound
by the terms of this agreement, you may obtain a refund from the
person or entity to whom you paid the fee as set forth in paragraph
1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this
agreement and help preserve free future access to Project Gutenberg-tm
electronic works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the
Foundation" or PGLAF), owns a compilation copyright in the collection
of Project Gutenberg-tm electronic works. Nearly all the individual
works in the collection are in the public domain in the United
States. If an individual work is unprotected by copyright law in the
United States and you are located in the United States, we do not
claim a right to prevent you from copying, distributing, performing,
displaying or creating derivative works based on the work as long as
all references to Project Gutenberg are removed. Of course, we hope
that you will support the Project Gutenberg-tm mission of promoting
free access to electronic works by freely sharing Project Gutenberg-tm
works in compliance with the terms of this agreement for keeping the
Project Gutenberg-tm name associated with the work. You can easily
comply with the terms of this agreement by keeping this work in the
same format with its attached full Project Gutenberg-tm License when
you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are
in a constant state of change. If you are outside the United States,
check the laws of your country in addition to the terms of this
agreement before downloading, copying, displaying, performing,
distributing or creating derivative works based on this work or any
other Project Gutenberg-tm work. The Foundation makes no
representations concerning the copyright status of any work in any
country outside the United States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other
immediate access to, the full Project Gutenberg-tm License must appear
prominently whenever any copy of a Project Gutenberg-tm work (any work
on which the phrase "Project Gutenberg" appears, or with which the
phrase "Project Gutenberg" is associated) is accessed, displayed,
performed, viewed, copied or distributed:
This eBook is for the use of anyone anywhere in the United States and
most other parts of the world at no cost and with almost no
restrictions whatsoever. You may copy it, give it away or re-use it
under the terms of the Project Gutenberg License included with this
eBook or online at www.gutenberg.org. If you are not located in the
United States, you'll have to check the laws of the country where you
are located before using this ebook.
1.E.2. If an individual Project Gutenberg-tm electronic work is
derived from texts not protected by U.S. copyright law (does not
contain a notice indicating that it is posted with permission of the
copyright holder), the work can be copied and distributed to anyone in
the United States without paying any fees or charges. If you are
redistributing or providing access to a work with the phrase "Project
Gutenberg" associated with or appearing on the work, you must comply
either with the requirements of paragraphs 1.E.1 through 1.E.7 or
obtain permission for the use of the work and the Project Gutenberg-tm
trademark as set forth in paragraphs 1.E.8 or 1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any
additional terms imposed by the copyright holder. Additional terms
will be linked to the Project Gutenberg-tm License for all works
posted with the permission of the copyright holder found at the
beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including
any word processing or hypertext form. However, if you provide access
to or distribute copies of a Project Gutenberg-tm work in a format
other than "Plain Vanilla ASCII" or other format used in the official
version posted on the official Project Gutenberg-tm web site
(www.gutenberg.org), you must, at no additional cost, fee or expense
to the user, provide a copy, a means of exporting a copy, or a means
of obtaining a copy upon request, of the work in its original "Plain
Vanilla ASCII" or other form. Any alternate format must include the
full Project Gutenberg-tm License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works
provided that
* You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is owed
to the owner of the Project Gutenberg-tm trademark, but he has
agreed to donate royalties under this paragraph to the Project
Gutenberg Literary Archive Foundation. Royalty payments must be paid
within 60 days following each date on which you prepare (or are
legally required to prepare) your periodic tax returns. Royalty
payments should be clearly marked as such and sent to the Project
Gutenberg Literary Archive Foundation at the address specified in
Section 4, "Information about donations to the Project Gutenberg
Literary Archive Foundation."
* You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or destroy all
copies of the works possessed in a physical medium and discontinue
all use of and all access to other copies of Project Gutenberg-tm
works.
* You provide, in accordance with paragraph 1.F.3, a full refund of
any money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days of
receipt of the work.
* You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project
Gutenberg-tm electronic work or group of works on different terms than
are set forth in this agreement, you must obtain permission in writing
from both the Project Gutenberg Literary Archive Foundation and The
Project Gutenberg Trademark LLC, the owner of the Project Gutenberg-tm
trademark. Contact the Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
works not protected by U.S. copyright law in creating the Project
Gutenberg-tm collection. Despite these efforts, Project Gutenberg-tm
electronic works, and the medium on which they may be stored, may
contain "Defects," such as, but not limited to, incomplete, inaccurate
or corrupt data, transcription errors, a copyright or other
intellectual property infringement, a defective or damaged disk or
other medium, a computer virus, or computer codes that damage or
cannot be read by your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH 1.F.3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium
with your written explanation. The person or entity that provided you
with the defective work may elect to provide a replacement copy in
lieu of a refund. If you received the work electronically, the person
or entity providing it to you may choose to give you a second
opportunity to receive the work electronically in lieu of a refund. If
the second copy is also defective, you may demand a refund in writing
without further opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS', WITH NO
OTHER WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT
LIMITED TO WARRANTIES OF MERCHANTABILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of
damages. If any disclaimer or limitation set forth in this agreement
violates the law of the state applicable to this agreement, the
agreement shall be interpreted to make the maximum disclaimer or
limitation permitted by the applicable state law. The invalidity or
unenforceability of any provision of this agreement shall not void the
remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in
accordance with this agreement, and any volunteers associated with the
production, promotion and distribution of Project Gutenberg-tm
electronic works, harmless from all liability, costs and expenses,
including legal fees, that arise directly or indirectly from any of
the following which you do or cause to occur: (a) distribution of this
or any Project Gutenberg-tm work, (b) alteration, modification, or
additions or deletions to any Project Gutenberg-tm work, and (c) any
Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of
computers including obsolete, old, middle-aged and new computers. It
exists because of the efforts of hundreds of volunteers and donations
from people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need are critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future
generations. To learn more about the Project Gutenberg Literary
Archive Foundation and how your efforts and donations can help, see
Sections 3 and 4 and the Foundation information page at
www.gutenberg.org
Section 3. Information about the Project Gutenberg Literary Archive Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Contributions to the Project Gutenberg Literary
Archive Foundation are tax deductible to the full extent permitted by
U.S. federal laws and your state's laws.
The Foundation's principal office is in Fairbanks, Alaska, with the
mailing address: PO Box 750175, Fairbanks, AK 99775, but its
volunteers and employees are scattered throughout numerous
locations. Its business office is located at 809 North 1500 West, Salt
Lake City, UT 84116, (801) 596-1887. Email contact links and up to
date contact information can be found at the Foundation's web site and
official page at www.gutenberg.org/contact
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
gbnewby@pglaf.org
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To SEND
DONATIONS or determine the status of compliance for any particular
state visit www.gutenberg.org/donate
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including checks, online payments and credit card donations. To
donate, please visit: www.gutenberg.org/donate
Section 5. General Information About Project Gutenberg-tm electronic works.
Professor Michael S. Hart was the originator of the Project
Gutenberg-tm concept of a library of electronic works that could be
freely shared with anyone. For forty years, he produced and
distributed Project Gutenberg-tm eBooks with only a loose network of
volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as not protected by copyright in
the U.S. unless a copyright notice is included. Thus, we do not
necessarily keep eBooks in compliance with any particular paper
edition.
Most people start at our Web site which has the main PG search
facility: www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.