
The Project Gutenberg EBook of A Text-book of Paper-making, by
C. F. Cross and E. J. Bevan
This eBook is for the use of anyone anywhere in the United States and most
other parts of the world at no cost and with almost no restrictions
whatsoever. You may copy it, give it away or re-use it under the terms of
the Project Gutenberg License included with this eBook or online at
www.gutenberg.org. If you are not located in the United States, you'll have
to check the laws of the country where you are located before using this ebook.
Title: A Text-book of Paper-making
Author: C. F. Cross
E. J. Bevan
Release Date: March 4, 2018 [EBook #56679]
Language: English
Character set encoding: UTF-8
*** START OF THIS PROJECT GUTENBERG EBOOK A TEXT-BOOK OF PAPER-MAKING ***
Produced by Chris Curnow, RichardW, and the Online
Distributed Proofreading Team at http://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)
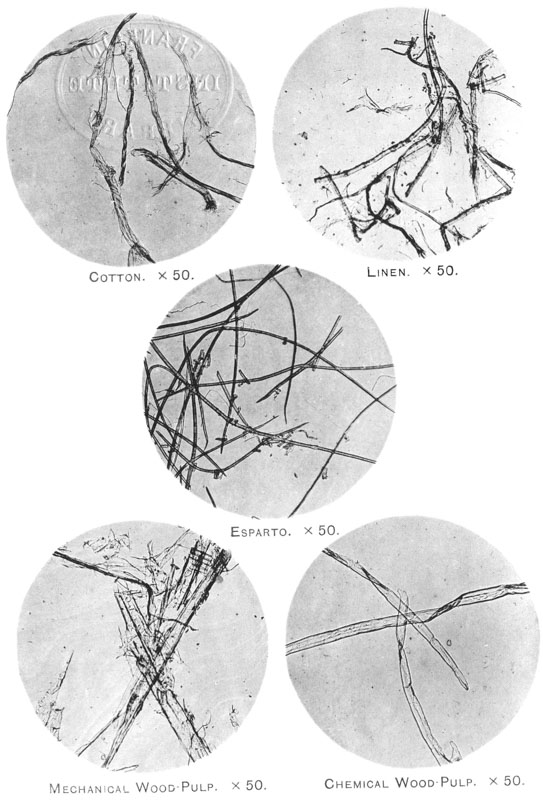
| Cotton. × 50. | Linen. × 50. |
| Esparto. × 50. | |
| Mechanical Wood-pulp. × 50. | Chemical Wood-pulp. × 50. |


The practical portion of the present work has in part already appeared as an article, by one of the authors, in ‘Spons’ Encyclopædia of the Industrial Arts.’ Since its publication, however, many and important improvements have been introduced in this, as in other branches of the art of paper-making, which necessitated considerable additions to the original article. It has at the same time been to a great extent re-written, and, as the authors hope, improved.
Our object in writing this book has been to bring before students and others the principles upon which scientific paper-making should be conducted, a concise exposition of which has not, we believe, been hitherto attempted.
Considerable prominence has been given to this aspect of the subject, possibly at the expense of what some may consider more essential details.
A belief in the importance of a thorough scientific training for paper-makers has dictated the style and purpose of the book.
We have not thought it necessary to enter into minute details respecting the construction of machinery, &c.; for these the reader is referred to such works as Hofmann’s Treatise on the Manufacture of Paper.
Much of the scientific portion is here published for the first time. Part of it has already appeared in the form of papers read before various societies.
The chapter relating to the Treatment of Wood formed the subject of an essay, which obtained the prize offered by the Scottish Paper-makers’ Association, in connection with the Edinburgh Forestry Exhibition, 1884.
We would here express our obligations to Messrs. G. and W. Bertram, Messrs. Masson, Scott, and Bertram, Messrs. Rœckner and Co., and others, for their courtesy in furnishing us with the drawings from which the illustrations were prepared; to Dr. C. R. A. Wright, F.R.S., who kindly communicated the substance of the chapter on the Action of Cuprammonium on Cellulose; to Mr. Carl Christensen, for drawings and information regarding the manufacture of mechanical wood-pulp; also to the following friends, among others, who have, in various ways, rendered us important assistance:—Messrs. R. C. Menzies, C. M. King, G. E. Davis, A. Beckwith, and C. Beadle.
Finally, we would tender our thanks to Mr. C. G. Warnford Lock for the care he has bestowed on the editing of the book. The indexing and the Chapter on Statistics are entirely his production.
4, NEW COURT, LINCOLN’S-INN, W.C.
CONTENTS.
|
|
|---|---|
INTRODUCTORY
NOTE |
|
CHAPTER I.
CELLULOSE—THE
CHEMICAL
PROPERTIES
OF
TYPICAL
MEMBERS
OF
THE
CELLULOSE
GROUP,
WITH
REFERENCE
TO
THEIR
NATURAL
HISTORY |
|
CHAPTER II.
PHYSICAL
STRUCTURE
OF
FIBRES—MICROSCOPICAL
EXAMINATION |
|
CHAPTER III.
CHEMICAL
ANALYSIS
OF
PLANT
SUBSTANCES |
|
CHAPTER IV.
AN
ACCOUNT
OF
THE
CHEMICAL
AND
PHYSICAL
CHARACTERISTICS
OF
THE
PRINCIPAL
RAW
MATERIALS |
|
CHAPTER V.
PROCESSES
FOR
ISOLATING
CELLULOSE
FROM
PLANT
SUBSTANCES |
|
CHAPTER VI.
SPECIAL
TREATMENT
OF
VARIOUS
FIBRES—BOILERS,
BOILING
PROCESSES,
&C. |
|
CHAPTER VII.
BLEACHING |
|
CHAPTER VIII.
BEATING |
|
CHAPTER IX.
LOADING,
SIZING,
COLOURING,
&C. |
|
CHAPTER X.
PAPER
MACHINES,
HAND-MADE
PAPER |
|
CHAPTER XI.
CALENDERING,
CUTTING,
&C. |
|
CHAPTER XII.
CAUSTIC
SODA,
RECOVERED
SODA,
&C. |
|
CHAPTER XIII.
THE
TESTING
OF
PAPER,
MECHANICAL,
CHEMICAL,
AND
MICROSCOPICAL |
|
CHAPTER XIV.
GENERAL
CHEMICAL
ANALYSIS
FOR
PAPER-MAKERS |
|
CHAPTER XV.
SITE
FOR
PAPER-MILL—WATER
PURIFICATION |
|
CHAPTER XVI.
ACTION
OF
CUPRAMMONIUM
ON
CELLULOSE—WILLESDEN
PAPER |
|
CHAPTER XVII.
STATISTICS |
|
CHAPTER XVIII.
BIBLIOGRAPHY |
|
CHAPTER XIX.
ADDENDA |
|
INDEX |

The raw materials of the paper-maker are primarily the vegetable fibrous substances; in addition to these there are various articles which are employed as auxiliaries, either in the preparatory or finishing processes to which these fibrous materials, or the web of paper are subjected. The latter class are of subsidiary importance, more especially from our present point of view.
In insisting upon the recognition of first principles, we cannot overrate the importance of a thorough grasp of the constitution of the plant fibres, as the necessary foundation for the intelligent conduct of paper-making, and to this subject we will at once proceed.
Careful study of a mature plant will show that it is made up of structural elements of two kinds, viz. fibres and cells, which, to use a rough parallel, we may liken in function to the bricks and mortar of a house. It is the former which admit of the many extended uses, with which we are familiar, in the arts of spinning and weaving, and which constitute the fabrics which are the most indispensable to our civilised life. For the most part, as we know, fibres and cells are aggregated together into compound tissues, and a process of separation is therefore a necessary preliminary to the utilisation of the former. The cotton fibre is the only important exception to this general condition of distribution. Here we have the seed envelope or perisperm, converted into a mass {2} of fibres, and these by a spontaneous process accompanying the ripening, so isolated as to be immediately available. Next in order in point of simplicity of isolation, are those fibrous masses, or tissues, which, although components of complex structures, exhibit a greater cohesion of their constituent fibres than adhesion to the contiguous cellular tissues with which they go to build up the plant. Into such a tissue the “bast,” or inner bark layer of shrubs and trees, more especially those of tropical and sub-tropical regions, frequently develops, and it is, in fact, this bast tissue, graduating in respect of cohesion of its constituent fibres, from a close network such as we have spoken of, to a collection of individual fibres or fibre-bundles disposed in parallel series, which supplies the greater part of the more valuable of the textile and paper-making fibres; we may instance flax, hemp, and jute, each of which is the basis of an enormous industry. According to the degree of adhesion of the bast to the contiguous tissues, or, in another aspect, according to its lesser aggregate development, so is the difficulty of isolation and the necessity of using processes auxiliary to the mechanical separation of the tissue.
It is worthy of note here that the Japanese paper with which we are in these times so familiar, is prepared by the most primitive means from the bast of a mulberry (Broussonetia papyrifera); the isolated tissue, consisting of a close network of fibres, is simply cut and hammered to produce a surface of the requisite evenness, and the production of a web of paper is complete. In isolating the bast fibres employed in the textile industries, a preliminary partial disintegration of the plant stem is brought about by the process of steeping or retting, by which the separation of fibre from flesh or cellular tissue is much facilitated.
Last in order of simplicity of distribution, we have the fibres known to the botanist as the fibro-vascular bundles of leaves and monocotyledonous stems, these bundles being irregularly distributed through the main cellular mass, and consequently, by reason of adhesion thereto, much more {3} difficult of isolation. For this and other reasons, more or less in correlation with natural function, we shall find this class of raw material lowest in value to the paper-maker.
It is necessary at this stage to point out that the work of the paper-maker and that of the textile manufacturer are complementary one to the other, and the supply of fibrous raw material is correspondingly divided: it may be said, indeed, that the paper industry subsists upon the rejecta of the textile manufactures. The working up of discontinuous fibre elements into thread, which is the purpose of the complicated operations of the spinner, is conditioned by the length and strength of these ultimate fibres. Paper-making, on the other hand, requires that the raw material shall be previously reduced to the condition of minute subdivision of the constituent fibres, and therefore can avail itself of fibrous raw material altogether valueless to the spinner, and of textile materials which from any cause have become of no value as such. To the raw materials of the paper-maker, which we have briefly outlined above, we must therefore add, as a supplementary class, textiles of all kinds, such as rags, rope, and thread.
Having thus acquired a general idea of the sources of our raw materials, we must study more closely the substances themselves, and first of all we must investigate them as we should any other chemical substance, i.e. we must get to understand the nature and properties of the matter of which the vegetable fibres are composed. While these exhibit certain variations, which are considerable, the substances present a sufficient chemical uniformity to warrant their being designated under a class name: this name is cellulose. The prototype of the celluloses is the cotton fibre.
Plants are so far built up of cellulose that it may be called the material basis of the vegetable world. Plant tissues, however, seldom, if ever, consist of pure cellulose, but contain besides, other products of growth either chemically combined with the cellulose or mechanically bound up with the tissue, which are, according to the nature of their union, removable either by means of fundamental chemical resolution or by the application of simple solvents. A general method for the isolation of cellulose consists in exposing the moist tissue to the action of chlorine gas or of bromine water in the cold, and subsequently boiling in dilute ammonia; repeating this treatment until the alkaline solution no longer dissolves anything from the tissue or fibre. The cellulose is then washed with water, alcohol, and ether, and dried. Obtained in this way, or in the form of bleached cotton, or of Swedish filter paper, it is a white substance, more or less opaque, retaining the microscopic features of the tissue or fibre from which it has been isolated. Its sp. gr. is 1·25–1·45. Its elementary composition is expressed by the percentage numbers (Schulze)
| C | 44·0 | 44·2 |
| H | 6·3 | 6·4 |
| O | 49·7 | 49·4 |
or by the corresponding empirical formula, viz. C6H10O5.
These numbers represent the composition of the ash-free cellulose. Nearly all celluloses contain a certain proportion, {5} however small, of mineral constituents, and the union of these with the organic portion of the fibre or tissue is of such a nature that the ash left on ignition preserves the form of the original. It is only in the growing point of certain young shoots that the cellulose tissue is free from mineral constituents. (Hofmeister.)
As already indicated, cellulose is insoluble in all simple solvents; it is, however, dissolved by certain reagents, but only by virtue of a preceding chemical modification. An exception to this is to be found, perhaps, in the ammoniacal solution of cupric oxide (Schweitzer’s reagent), in which it dissolves without essential modification, being recovered by precipitation, in a form which is chemically identical with the original, though differing, of course, in being structureless, or amorphous. This reagent may be employed in a variety of forms, but the following method of using it is to be recommended as the most certain in its results. The substance to be operated upon is intimately mixed with copper turnings in a tube which is narrowed below and provided with a stopcock. Strong ammonia is poured upon the contents of the tube and, after being allowed to stand for some minutes, is drawn off and returned to the tube; the operation is several times repeated until the solution of the substance is effected. In order to facilitate the oxidation of the copper by the atmospheric oxygen, a current of air may be aspirated through the apparatus. The solution of the oxide prepared in this way is more effective in its action on cellulose than that obtained by dissolving the precipitated hydrate in ammonia. Cellulosic tissues in contact with this reagent are seen to undergo a disaggregation of their fibres, which swell up, become gelatinous, and disappear in solution. On adding an acid to the viscous solution, a precipitate of the amorphous cellulose is obtained in the form of a jelly resembling hydrated alumina; after washing and drying, it forms a brownish, brittle, horny mass. The cellulose is also precipitated upon simply diluting the viscous solution with water and allowing it to stand {6} 8–10 days in a closed vessel. From this observation it was inferred by Erdmann that the cellulose could not be considered as dissolved in the strict sense of the word, but the experiments of Cramer upon the osmotic properties of the solution proved this inference to be unfounded, and that cellulose is actually dissolved by the ammoniacal solution of copper oxide.
On treating the ammonio-cupric solution of cellulose with metallic zinc, this metal precipitates the copper, replacing it in the solution, and producing the corresponding ammonio-zincic solution of cellulose, which is colourless. Some of these solutions are lævo-gyrate.
Cellulose, in those forms to which the application of the term has been hitherto restricted, is a comparatively inert substance, and its reactions are consequently few. One of these is available for the identification of cellulose, and is chiefly used in the microscopical examinations of tissues: this is its reaction with iodine. Cellulose is not coloured blue by a solution of iodine excepting under the simultaneous influence of hydriodic acid, potassium iodide, sulphuric acid, phosphoric acid, or zinc iodide or chloride. The solution is prepared in the following way: zinc is dissolved to saturation in hydrochloric acid, and the solution is evaporated to sp. gr. 2·0; to 90 parts of this solution are added 6 parts potassium iodide dissolved in 10 parts of water; and in this solution iodine is dissolved to saturation. By this solution cellulose is coloured instantly a deep-blue or violet. For the identification of cellulose in the gross, mere inspection is usually sufficient; confirmatory evidence is afforded by an observation of the action of the ammonio-copper reagent, and of the absence of reaction with chlorine water. (See p. 18.)
Cellulose in its earlier stages of elaboration has no action upon light; but with age it acquires the property of double refraction, not, as has been shown by experiment, by virtue of its state of aggregation, but of its molecular constitution (Sachs). {7}
| Temp. | Time. | Weight absorbed. | |
|---|---|---|---|
| H2SO4 | 4° C. (39° F.) | 3 min | 0·00495 |
| HCl | „ | „ | 0·00733 |
| NaOH | „ | „ | 0·02020 |
The molecular ratio of the absorption, in the two latter, is 3 HCl : 10 NaOH, and it is noteworthy that the same ratio was observed for silk.
Cellulose removes barium hydrate from its solution in wafer to form with it an insoluble compound. On adding lead acetate to the solution of cellulose in the ammonio-copper reagent, so prepared as to contain no carbonate, a {8} precipitate is obtained consisting of a compound of cellulose with lead oxide, but in variable proportions. The compound C6H10O5PbO is formed by the action of finely-divided lead oxide upon the above solution. Quite recently it has been shown (O’Shea, Chem. News, May 28th, 1886) that when dilute solutions of lead are passed through ordinary filter paper, a certain amount is retained which cannot be removed by washing.
Cellulose does not combine with metallic salts, a fact which has been established incidentally to researches upon the mode of action of mordants.
The combinations of cellulose with acid radicles (ethereal salts) are both definite and stable.
Triacetyl Cellulose [C6H7 (C2H3O)3 O5] is formed by treating cellulose with six times its weight of acetic anhydride at 180° C. (356° F.). The product of the reaction is a syrupy solution from which the compound in question separates on dilution with water as a white flocculent precipitate.
Triacetyl cellulose is insoluble in alcohol and in ether, but soluble in glacial acetic acid. It is easily saponified by boiling with a solution of potassium hydrate, the cellulose being regenerated. No derivative containing more than three acetyl groups has been obtained; but a mixture of the mono-and di-acetyl cellulose is formed in treating cellulose with only twice its weight of acetic anhydride, the formation of these bodies being unattended by their solution.
Whenever cellulose, in any form, is brought into contact with strong nitric acid at a low temperature, a nitro product, or a nitrate, is formed. The extent of the nitration depends upon the concentration of the acid, on the time of contact of the cellulose with it, and on the state of the physical division of the cellulose itself.
Knop, and also Kamarsch, and Heeren, found that a mixture of sulphuric acid and nitric acid also formed nitrates of cellulose; and still later (1847), Millon and Gaudin employed a mixture of sulphuric acid and nitrates of soda or potash, which they found to have the same effect. {9}
Several well characterised nitrates have been formed, but it is a very difficult matter to prepare any one in a state of purity, and without admixture of a higher or lower nitrated body.
The following are known:—
Hexa-nitrate, C12H14O4(NO3)6,* gun cotton. In the formation of this body, nitric acid of sp. gr. 1·5, and sulphuric acid of sp. gr. 1·84 are mixed, in varying proportions, about 3 of nitric to 1 of sulphuric (sometimes this proportion is reversed), and cotton is immersed in this at a temperature not exceeding 10° C. (50° F.) for 24 hours: 100 parts of cellulose yield about 175 of cellulose nitrate. The hexa-nitrate so prepared is insoluble in alcohol, ether, or mixtures of both, in glacial acetic acid or in methyl alcohol. Acetone dissolves it very slowly. This is the most explosive gun-cotton. It ignites at 160°–170° C. (320°–338° F.). According to Eder the mixtures of nitre and sulphuric acid do not give this nitrate. Ordinary gun cotton may contain as much as 12 per cent. of nitrates soluble in ether-alcohol. The hexa-nitrate seems to be the only one quite insoluble in ether-alcohol.
* To represent the series of cellulose nitrates so as to avoid fractional proportions, the ordinary empirical formula is doubled and the nomenclature has reference to this double molecule.
Penta-nitrate, C12H15O5(NO3)5. This composition has been very commonly ascribed to gun-cotton. It is difficult, if not impossible, to prepare it in a state of purity by the direct action of the acid on cellulose. The best method is the one devised by Eder, making use of the property discovered by de Vrij, that gun-cotton (hexa-nitrate) dissolves in nitric acid at about 80°–90° C. (176°–194° F.) and is precipitated, as the pentanitrate, by concentrated sulphuric acid after cooling to 0° C. (32° F.); after mixing with a larger volume of water, and washing the precipitate with water and then with alcohol, it is dissolved in ether-alcohol, and again precipitated with water, when it is obtained pure.
This nitrate is insoluble in alcohol, but dissolves readily {10} in ether-alcohol, and slightly in acetic acid. Strong potash solution converts this nitrate into the di-nitrate, C12H18O8 (NO3)2.
The tetra- and tri-nitrates (collodion pyroxyline) are generally formed together when cellulose is treated with a more dilute nitric acid, and at a higher temperature, and for a much shorter time (13 to 20 minutes), than in the formation of the hexa-nitrate. It is not possible to separate them, as they are soluble to the same extent in ether-alcohol, acetic ether, acetic acid or wood spirit.
On treatment with concentrated nitric and sulphuric acids, both the tri-and tetra-nitrates are converted into penta-nitrate and hexa-nitrate. Potash and ammonia convert them into di-nitrate.
Cellulose di-nitrate, C18H13O8 (NO3)2 always results as the final product of the action of alkalis on the other nitrates, and also from the action of hot, somewhat dilute, nitric acid on cellulose. The di-nitrate is very soluble in ether-alcohol, acetic ether, and in absolute alcohol. Further action of alkalis on the di-nitrate results in a complete decomposition of the molecule, some organic acids and tarry matters being formed. The reactions and resolution products of this body have, however, been but slightly studied, and apparently not at all with the view to elucidate anything respecting the constitution of cellulose itself.
| 12 hours’ exposure. | 24 hours’ exposure. | |
|---|---|---|
| C | 43·78 43·47 | 43·00 42·90 |
| H | 5·85 6·13 | 6·28 6·18 |
| O | 50·37 50·40 | 50·72 50·92 |
Other oxidising agents produce similar results; even by exposure to air and light, cellulose is slowly converted into these oxidised derivatives.2 From their mode of formation, they have been termed oxycelluloses, and to distinguish them from a series of more highly oxidised derivatives, produced by the action of nitric acid upon cellulose, which they nevertheless resemble in many of their characteristics, the prefix α is employed. The following are the distinguishing features of the α oxycelluloses as represented by the more extreme of the above mentioned products. It reduces Fehling’s solution at the boiling temperature, and the cuprous oxide is deposited upon the fibre in a state of intimate union, producing the effect of an orange dye. It attracts the basic colouring matters from their solutions and is dyed to a full shade, the depth of colour being proportionate to the amount of oxidation to which the cellulose has been subjected. See also p. 43. Treated with a warm solution of phenylhydrazine salts in water, it is coloured a bright lemon-yellow. Its most remarkable property is its attraction for the vanadium compounds, which is so powerful that combination may be proved to take place when this element in the form of chloride is presented to the oxycellulose in an aqueous solution containing not more than 1 in 1,000,000,000,000 parts.
2 Witz. Bull. Soc. Ind. Rouen, X. 416, and XI. 189.
The β oxycellulose resulting, as already indicated, from the action of dilute nitric acid upon cellulose, will be subsequently considered, under the head of the decompositions of cellulose, to which the reaction which we have been considering may be regarded as transitional. {12}
The modification of cellulose, which occurs on the conversion of unsized paper into the so-called parchment paper, by exposure for a short time to the action of strong sulphuric acid, and subsequent washing and drying, consists doubtless in a superficial conversion of the cellulose into amyloid, or a body closely resembling it.
The action of zinc chloride solution upon cellulose is similar to that of sulphuric acid.
Cellulose in contact with iron, and in presence of air and moisture, is converted into a sugar and a gummy substance, which latter is converted into a sugar on boiling with dilute acids. Oxidised by potassium permanganate or bichromate in presence of acetic acid, it is converted into glucose, dextrin, and formic acid.
* Cross and Bevan, Chem. Soc. Journ., xliii. p. 23.
4 The action of alkaline substances dissolved from the glass must be taken into account in this decomposition.
The most important part which ulmic substances play in the economy of nature, is in the composition of soils. It is doubtful whether they act directly as fertilisers, but by their action upon the mineral constituents of soils they contribute to the supply of these necessary elements of growth to the plant.
The process of cellulosic fermentation may be represented by the equation:
A similar transformation takes place under the influence of certain fatty seeds, e. g. those of rape and colza; and it is probable that the formation of cellulose in living plants may take place at the expense of saccharose and under the influence of ferments. In support of this it has been established that in the sugar-cane, the formation of wood—i.e. cellulose—is accompanied pari passu by a decrease in saccharose. More recently, A. Brown (Chem. Soc. Journ., 432, 1886) has investigated the formation of cellulose by the “vinegar plant” growing in solutions of the carbo-hydrates, e. g. dextrose in yeast-water. The cells elaborate an extra-cellular fibrin, which acts as a “cell-collecting medium,” and they possess therefore a two-sided activity, i.e. the property above mentioned, in addition to their strictly fermentative activity. The cellulose film in question was found to contain 50 to 60 per cent. of pure cellulose. It is noteworthy that in a solution of levulose the growth of the “plant” is unattended by fermentative action, 33 per cent. of the substance being, on the other hand, transformed into cellulose.
Like cellulose, jute dissolves in cuprammonia, and is similarly acted upon by the concentrated acids. By nitric acids it is converted into nitric ethers, which are yellow coloured, but in other respects closely resemble the pyroxylins. They are entirely soluble in acetone.
Jute differs from cellulose in the following respects: its percentage composition (excluding ash) is
| C | 47·0 | 48·0 | per cent. |
| H | 5·9 | 5·7 | „ |
| O | 47·1 | 46·3 | „ |
It is harsher to the touch, and its colour varies from grey to brown; it combines directly with the greater number of the organic colouring matters, removing them from solution, i.e., becoming dyed with them; it is coloured deep yellow by immersion in a solution of aniline sulphate; moistened with a solution of phloroglucol and afterwards with hydrochloric acid, it gives a deep red coloration; with pyrrol also in presence of hydrochloric acid it gives a deep carmine colour; it is attacked and partially converted into soluble products by a number of reagents which have no action, under similar conditions, upon cellulose. Certain of these we must consider more in detail.
After dissolving away this compound by exhaustive treatment with alcohol, the fibre still gives a brilliant reaction with sodium sulphite, showing that a portion is still held back in combination with the cellulose, or cellulose residue. On treating the residual fibre with boiling nitric acid, a considerable quantity of chloropicrin CCl3NO2 is formed, and it is probable that the union of the molecule C19H18Cl4O9 with the cellulose may be effected by the aldehyde5 molecule CCl3COH; each group being contained in the original lignocellulose, the action of the chlorine tending to disturb the atomic equilibrium and to rearrange the atoms into groups, which in their modified form have less mutual coherence. If the chlorinated fibre be directly boiled with the sodium sulphite solution, its resolution into cellulose and soluble non-cellulose derivatives is complete: and this treatment constitutes the most simple and rapid method of estimating the cellulose in lignified tissues. It is only necessary finally to wash the cellulose with hot water containing a little acetic acid (when placed in a funnel it acts as its own filter), and then with, alcohol, when it may be dried and weighed. In order to ensure the resolution of the fibre by a single chlorination (in the case of jute, and the like), it must, previously to exposure to the gas, be boiled in a dilute (1 per cent.) solution of potassic hydrate. In the case of wood and other more resistant structures, it will be necessary to repeat the chlorination.
5 Furfural may also be isolated from the chlorinated jute; the survival of this aldehyde is noteworthy.
The percentage of cellulose yielded by this method is, in the case of jute, usually 2–3 per cent. higher than by the bromine method. Moreover, if the temperature be maintained at 0° C. (32° F.), by placing the fibre, which is to be exposed to the action of the gas, in contact with pounded ice, the percentage may be still further increased, amounting {20} in some cases to 80–82. Corresponding to this increased yield, the cellulose is obtained in long filaments. It will be seen, therefore, that the cellulose isolated by chemical treatment from a compound cellulose is affected both in character and quantity by the process employed, and it is affected in a much greater degree than the cellulose itself exposed to the same treatment, after isolation. The composition of the cellulose obtained in this way differs from that of celluloses, such as cotton, which exist in the plant in an isolated and more fully formed condition; it contains 43 per cent. C and 6 per cent. H, corresponding to the formula n [3 C6H10O5H2O.] The composition of this cellulose will be seen to be identical with that of certain of the oxycelluloses previously described; and its properties are, moreover, those of an oxycellulose. These facts go to show that the jute fibre substance, and the substances allied to it, are compounds of cellulose with other molecules, i.e. they are compound celluloses. They may be conveniently grouped under the term ligno-cellulose.
Schulze’s method of isolating cellulose from wood, and from the ligno-celluloses generally, consisted in macerating them for 12 to 14 days with 8⁄10 their weight of potassium chlorate dissolved in 12 parts by weight of nitric acid (sp. gr. 1·10), and completing the resolution by afterwards boiling with dilute ammonia. By the action of a more concentrated acid, 50 per cent. HNO3, at 80° C. (176° F.), a soluble derivative is obtained which has the composition (C25H40NO25). It is a syrupy, highly acid body, dyeing animal fibres a deep yellow shade, and giving with the earthy bases salts of the formula (C25H32NO25M4), which are precipitated by alcohol from their aqueous solution in the form of bright yellow flocks that dry to a yellow powder.
| C | 64·4 |
| H | 4·4 |
| O | 31·2 |
The solution yields on distillation furfural and acetic acid.
The increase in weight resulting from the fixation of the {23} nitric acid residue is approximately equal to that of cotton “nitrated” under the same conditions.
They are freely soluble in acetone. On examination they prove to be homogeneous. If the fibre be warmed with the mixture after the first reaction is completed, it dissolves. The solution is found to contain oxalic, succinic, and suberic acids, but no aromatic nitro-derivatives, whereas if ligno-cellulose contain a benzene nucleus, as has been supposed, such derivatives could not fail to be formed under these conditions.
The coals themselves may be regarded as pseudo-carbon derivatives of celluloses, formed by a process of molecular condensation, the true nature of which remains a matter of speculation. In this view, the whole of our vast series of aromatic or benzene compounds, derived as they are from the products of the destructive distillation of coals, may be traced back to a cellulose origin.
Pseudo-carbons are obtained as products of the action of various reagents upon the celluloses, and other of the so-called carbo-hydrates. These reagents, such as sulphuric acid, act in virtue of their dehydrating power; and the recognition of this fact, together with the supposed “carbonaceous” {25} character of the product, led to the erroneous conclusion that the carbohydrates are in such decompositions simply resolved into carbon and water; a conclusion which seems to derive additional warrant from the peculiar numerical relationship which exists between the C, H, O atoms of all the members of the group. Their relation is expressed in the general formula Cn H2(n−m) O(n−m), and in the somewhat misleading term carbohydrate, which is applied to the whole group. We now know that the removal of water from these bodies by the action of dehydrating agents—including heat—follows the ascertained laws of chemical dehydration, involving molecular condensations and rearrangement, and that the pseudo-carbons are the extreme terms of a series of such condensations or cumulative resolutions. The matter, however, is not as yet sufficiently investigated to enable us to state with any preciseness the mechanism of these changes. Still this general statement will enable us to avoid many of the erroneous views which have existed on the subject, and in a measure to anticipate the results of future investigation.6
6 It is worthy of mention that by the action of chlorine in presence of water, and by the action of concentrated nitric acid upon the cannel coals, substitution derivatives are formed resembling those obtained by the action of these reagents respectively upon the ligno-celluloses.
| C | 65·7 |
| H | 8·3 |
| O | 24·5 |
| N | 1·5 |
Cork, however, unlike the jute fibre, is by no means chemically simple, but can be resolved by the action of mere solvents into a number of proximate constituents, such as acids, a variety of fatty bodies, nitrogeneous bodies, &c.
Cuticular tissues, such as constitute the covering of fruits, are more simple in composition; the cuticle of the apple after purification, has the following percentage composition:
| C | 73·66 |
| H | 11·37 |
| O | 14·97 |
The cuticular substance of cotton, straw, esparto, &c., are doubtless similar bodies. These numbers point to a {27} remarkable similarity in composition to the fats, and, indeed, from the results of his study of this tissue, Frémy concluded that it was a fat in everything but its physical properties, of which we may mention insolubility in alcohol and in ether, and infusibility. This tissue, however, as also cork, contains a cellulose residue, which may be isolated by any of the methods of treatment given for ligno-cellulose. Under the action of boiling nitric acid these tissues are resolved into cellulose on the one hand, and a series of fatty acids or products of their decomposition, suberic and adipic acids, &c., on the other; the latter amounting in the case of cork to 40 per cent. of the weight of the substance treated. The cellulose obtained by this treatment is but 2–3 per cent.; this number, however, represents only the amount which has survived a treatment which we know to be destructive to cellulose. If, on the other hand, cork be resolved by treatment with sodium sulphite solution at 100lb. pressure, or 166° C. (331° F.), a soft mass is obtained, preserving the structural features of the original cork, until subjected to slight pressure, when it falls to a cellular mass. From this, cellulose is isolated by any of the less drastic processes above described, and is found to amount to 9–10% of the original cork. As in ligno-cellulose, we have evidence of a transition from cellulose to the tannins, so in cork and cuticular tissue we have evidence of the metamorphosis of cellulose into fats, a fact indicated in the term adipo-cellulose, which we have applied to the compound celluloses constituting these protective plant tissues. This metamorphosis is doubtless a very complex process, and would appear to involve the formation of tannins also, at least as a subsidiary result. Still, the essential feature of the change is the production of the peculiar fat-like substances which have been described; and with due regard to the limitation pointed out, the views here advanced represent the results of the investigations of the subject as far as they have proceeded.
It may be observed that the general characteristics of the {28} adipo-celluloses as of the ligno-celluloses are those of a complex aldehyde.
| 43·7 | per cent. | C. |
| 5·9 | „ | H. |
On boiling with an alkali it loses in weight about 20 per cent., the substance dissolved being identical in properties with Frémy’s pectic acid, a substance containing 42 per cent. C and 4.8 per cent. H = C16H22O15. Many other bast fibres, as well as cellulose tissues, exhibit similar properties, and although this branch of the subject has been but little investigated, there is sufficient evidence for constituting a special class of compound celluloses under this term, pecto-cellulose, having properties indicated in the type selected above.
In addition to pectic acid there exists in, or can readily be obtained from certain plants, a series of bodies of a similar nature, such as pectose, pectin, parapectic acid and metapectic acid. The most important of these are pectic acid and metapectic acid.
Pectic acid, though it rarely exists ready-formed in the plant, can readily be obtained from it by the action of weak alkalis. It is best procured by boiling the pulp of turnips with a 10 per cent. solution of sodium carbonate for about half an hour. If an acid be added to the filtered liquid, pectic acid is precipitated as a transparent colourless jelly, which {29} dries up to a transparent horny mass. By the prolonged action of alkalis or acids, pectic acid is converted into metapectic acid (C8H14O9), which may be obtained as a syrupy, strongly acid liquid.
From what we know of the properties of the members of the pectic group, and therefore of the pecto-celluloses, it will be readily seen that the latter are very liable under the action of alkalis to undergo conversion into soluble derivatives.
Conversely, a study of the action of alkalis upon plant substances, enables us to determine to what extent the latter partake of the nature of the pecto-cellulose, the importance of which to the practical paper maker we need hardly point out. For a further development of this idea (see p. 43).
We now have to treat of the fibrous raw materials from the point of view of form or structure, which is, of course, a very important factor in determining the quality of the paper or other fabric into which they are manufactured. It is sufficiently evident that the strength of paper is primarily due to the cohesion of its constituent fibres. When paper is torn, the edges present a fibrous appearance, and observation teaches us that, other things being equal, the greater the manifestation of fibrous structure the stronger will be the paper. If a paper be thoroughly wetted, its tensile strength is reduced to a minimum, and if subjected to a slight strain we get, not a tearing, but a pulling asunder of the fibres. If this be performed under a lens, the structure of the paper is more clearly seen, and it will be appreciated to what extent the qualities of a paper are the aggregate of the qualities of its constituent fibres. A more careful dissection of the paper shows that these fibres, which are the ultimate fibres of the plant, as distinguished from the bundles of these, or filaments, which the spinner employs, are interlaced in all directions. To produce this effect of interweaving, and to insure that uniformity which is an essential feature of good paper, we have among others the following contributory causes: (1) the deposition of the fibres from suspension in water; (2) the composition of the pulp with regard to the reduction of the fibrous bundles, and the isolation of the individual fibres; and (3) the structure of these ultimate fibres. It is with the last that we are chiefly concerned at present.
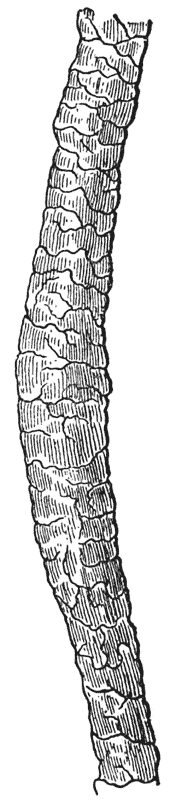
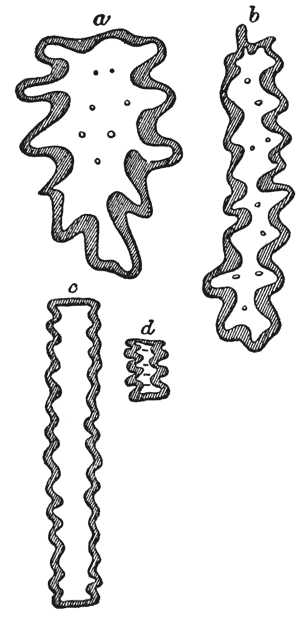
To convey a general notion of the influence of the structure {31} of fibres upon fabrics, we shall with advantage travel outside our immediate province to consider briefly the woollen and silk manufactures in relation to this point. Wool is, as we know, a discontinuous fibre, and its structure is that represented in Fig. 1, the most conspicuous feature being its broken surface, consisting apparently of imbricated scales.
The silk fibre, on the other hand, is a dual cylinder, spun by the worm in a continuous length, and with a perfectly smooth surface. Now, it would not be to our purpose to point out that in starting from a discontinuous simple fibre, to produce a continuous, therefore necessarily compound one, a very different treatment or process of spinning is required from that which the opposite condition renders practicable. We will rather consider the influence of structure upon materials manufactured from these fibres. It is obvious that the wool fibres, brought into contact with one another, tend to interlock; whereas silk fibres if rubbed or pressed together, simply slide over one another; the result in the fabric is by multiplication of the effect, a shrinking or contracting in length and breadth. This interaction of the fibres, and the phenomena to which it gives rise, is known as the felting of wool and woollen goods; this tendency, for the contrary reason, is not seen in silk fabrics. The production of paper from a disintegrated fibrous mass or pulp introduces similar considerations. That paper will be the stronger in which the constituent fibres are the better felted, and the degree in which felting takes place will depend to a great extent upon the form or microscopic peculiarities of the fibres. This is only one of the more obvious inferences to be drawn from the structure of fibres to the qualities of the papers which they compose. Other {32} equally important practical bearings will be seen to attach to the microscopic study of our fibrous raw materials, and to the consideration of this branch of the subject, we now ask the careful attention of the student.
It is impossible for us to deal specially with the subject of the microscope and its manipulation. The microscope, as a revealer of natural wonders is one thing; as an instrument of scientific discovery, quite another. For the latter, the student must train himself by systematic work, and should especially concentrate his attention upon some one branch of natural history, however restricted.
We shall assume, in our treatment of the subject, a knowledge of the microscope as an instrument of research, such as can be easily acquired in a few weeks of work under the guidance of a teacher or of one of the excellent manuals which now abound. We also assume a certain acquaintance with the elements of vegetable physiology, which it will be seen is necessary for a full grasp of the subject. Such an acquaintance, also, may be easily acquired, under direction, in a few weeks of work.
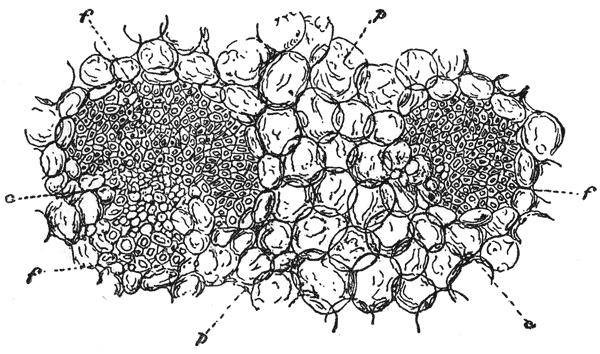
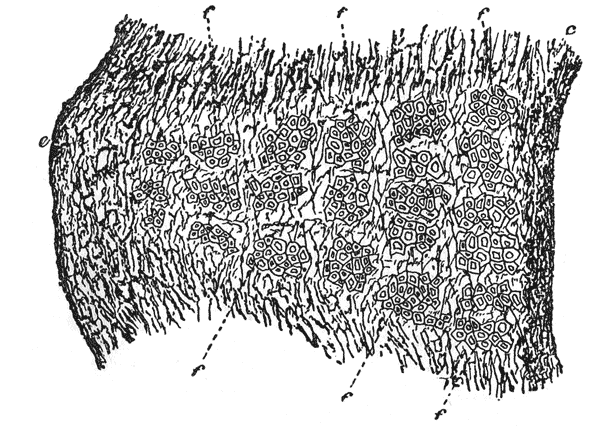
We have before alluded to the differences presented by {33} mono and dicotyledonous stems in regard to the distribution of their fibrous constituents. In illustration of this, we may cite Figs. 2, 3, which represent, (2) a section of the aloe, (3) a section of the jute plant. The available fibres are in (2) the fibro-vascular bundles (f), which are irregularly distributed throughout the main mass of cellular tissue, and {34} in (3) the bast fibres (f), which constitute a definite and separate tissue. We have already alluded to the practical consequences of this typical difference of distribution, in regard to processes of separating these fibres on the large scale.
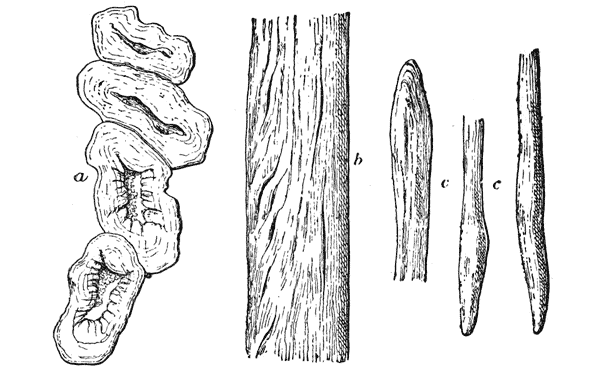
This process we have explained is necessarily simpler in the case of a fibrous tissue, definitely localised; and this may be demonstrated by a superficial examination of a young branch of an exogen. As we know, the bark tissues are easily stripped from the underlying wood. If now we work up the former in a mortar, with a little water, we soon perceive the separation of the compound tissue into cellular matter on the one hand and fibres, the latter being more or less long and silky, according to the plant from which isolated. They vary in length from one millimetre to several centimetres, and are aggregated together in the plant in such a way as to constitute bundles, often of very considerable length; the general arrangement being comparable with that of the tiles in the roof of a house. It is important to distinguish the fibre-bundles from the elementary or normal fibres, and to this end they are designated by the term filament. Bast fibres are flexible and fusiform, terminating gradually in a point at either end, as represented in Fig. 4; bast filaments, built up of these fibres, containing often as many as twelve in the bundle, are usually cylindrical, but exhibit the widest differences in regard to the aggregation, in degree as well as number of their constituents. It is obvious that while the spinner has to do with these filaments, the paper maker works up the ultimate fibre constituents or fibres. It is also an obvious corollary from this distinction that a fibrous material which from “weakness” is unavailable for textile application, may yet be perfectly “strong” from the paper maker’s point of view; in other words, the individual fibres may be strong, but have little cohesion in the filaments. As we proceed, the student will see more and more the practical bearings of this branch of the study, and will perceive the inferences to be drawn from the investigation of {35} minute relationships to manufacturing processes and their products.
We shall say but little as to the necessary equipment. (1) A dissecting microscope, for dissecting under a lens, magnifying the object to 40 or 50 diameters. (2) An ordinary student’s microscope with lenses for magnifying to 100 and 300 diameters. This is adequate to the work, though of course, it may be an advantage in certain cases, to be provided with higher powers. (3) A glass slide, carrying an engraved scale of centimetres and millimetres for measuring the lengths of objects, and a micrometer, divided into 1⁄10 mm. for measuring diameters. It is also important to be able to determine the degree of enlargement under any particular combination of lenses, and for this purpose to possess a micrometer eye-piece, with a millimetre scale divided into hundredths. (4) An effective microtome and the usual mounting accessories.
A very important feature in the diagnosis of fibres, more especially in regard to the composition of the fibre substances, is the effect produced by treatment with various reagents. Certain of these reactions we have already {36} indicated. We shall now give the details of composition of the several solutions which will be required.
The accessory solution, dilute sulphuric acid, which is employed to determine the reaction between the cellulose and the iodine, is prepared as follows:—2 volumes of concentrated glycerin are mixed with 1 volume water, and to the mixture an equal volume of oil of vitriol (1·78 sp. gr.), is slowly added, so as to prevent as far as possible a rise of temperature. The effect of the glycerin is very remarkable in preventing the distortion of the objects under the action of the acid, which in other respects remains uninfluenced.
By way of verification of this iodine test, which is somewhat capricious, it is advisable to test the reagents with a standard substance. The best for the purpose is a linen yarn which has been partially bleached. Under the action of the reagents the fibres composing this yarn, which must, of course, be suitably “teazed out” for mounting, are coloured a light blue, the centre, however, showing a yellow line, {37} marking the distribution in the interior canal of a non-cellulose fibre constituent. Should these effects not appear, it may be concluded that the acid requires to be strengthened. On the other hand, too great a concentration is equally to be avoided; it is evidenced by causing a distortion of the fibre, easily recognised by comparison with the fibre mounted in a neutral medium.
The employment of the aniline sulphate solution, as well as of the solutions of the aniline colours, presents no difficulties, and therefore needs no detailed description. The former strikes a more or less deep yellow with lignose; the aniline colours stain or dye the tissue or fibre more or less deeply, according to its composition, and, as it is a reciprocal action, {38} according also to the composition of the colouring matter. In following up this subject, the student will require to consult works on vegetable histology.
Sections of the filaments are prepared by cutting in a microtome, the filaments being previously agglutinated into a stiff bundle by means of any of the usual stiffening solutions, and after drying, embedded in wax in the usual way. Sections of fresh stems and tissues are cut with a “section” razor.
Having prepared the objects, their examination under the microscope necessarily divides itself into:—(1) the determination of external features; (2) the diagnosis of chemical composition. The fibres themselves will be individually considered in regard to microscopic features.
There is one aspect of these structural features, however, which admits of more general treatment, and in respect to this we may anticipate with advantage, viz., the dimensions or simple elements of form. The importance of the determination of the length and diameter of both filaments and fibres will be readily appreciated by an inspection of the following table, in which the numbers are given for several of the more important.
A careful study of this table in relation to the application of these several fibres, will show that the correlation of the latter with these ultimate dimensions is close and essential. {39}
| Length of Filament. | Length of Fibres. | Diameter of Cells. | ||||
|---|---|---|---|---|---|---|
| Extreme. | Normal. | |||||
| cm. | cm. | 1⁄100mm. | 1⁄100mm. | |||
| A. Seed hairs. Filaments composed of individual cells. | ||||||
| Cottons. | ||||||
| Gossypium barbadense (Sea Island) | 4·05 | 4·05 | 1·92–2·79 | 2·52 | ||
| Gossypium acuminatum | 2·84 | 2·84 | 2·01–2·99 | 2·94 | ||
| Gossypium arboreum | 2·50 | 2·50 | 2·00–3·78 | 2·99 | ||
| Bombax heptaphyllum | 2–3 | 2–3 | 1·9–2·9 | .. | ||
| B. Bast fibres. Filaments or fibre bundles, made up of individual fibre-cells aggregated together. | ||||||
| Flax. | ||||||
| Linum usitatissimum | 20·140 | 2·0–4·0 | 1·2–2·5 | 1·6 | ||
| Hemp. | ||||||
| Cannabis sativa | 100–300 | .. | 1·5–2·8 | 1·8 | ||
| China Grass. | ||||||
| Boehmeria nivea | .. | 22·0 | 4·0–8·0 | 5·0 | ||
| Ramie. | ||||||
| Boehmeria tenacissima | .. | 8·0 | 1·6 | .. | ||
| Jute. | ||||||
| Corchorus capsularis | 150–300 | ·8 | 1·0–2·0 | 1·6 | ||
| Corchorus olitorius | 150–300 | ·8 | 1·6–3·2 | 2·0 | ||
| Paper mulberry. | ||||||
| Broussonetia papyrifera | .. | ·7–2·1 | .. | 3·6 | ||
| Linden bast. | ||||||
| Tilia grandifolia | .. | 1·1–2·6 | .. | 1·5 | ||
| C. Fibro-vascular bundles | ||||||
| New Zealand Flax. | ||||||
| Phormium tenax | 80–110 | 2·5–5·6 | ·8–1·9 | 1·3 | ||
| Aloe. | ||||||
| Aloe perfoliata | 40–50 | 1·3–3·7 | 1·5–2·4 | .. | ||
| Esparto. | ||||||
| Stipa tenacissima | 10–40 | 0·5–1·9 | ·9–1·5 | .. | ||
A very important point in the diagnosis of a raw material, and next in order of treatment, is the degree of purity of the substance, in so far as this is related to structure. The fibres may be associated with cellular tissue, or with cellular debris, if they have undergone the retting process or other treatment for separation; or with “encrusting and intercellular substances” in various proportions. In the latter case the association with the fibres is usually much more intimate; they are in fact essential constituents of the fibre bundles {40} (bast-fibres, fibro-vascular bundles), whereas the former we may regard as “foreign matter.” We may, however, distinguish between the normal incrustation of the fibre-cells, and such an incrustation of the filaments as would be described as a loose adhesion of non-fibrous matter. The latter is seen in such tissues as the bast of the adansonia, and the fibro-vascular bundles of the aloes. These are points with which observation alone can familiarise the student; as experience grows he will find it increasingly easy to follow general distinctions, and in proportion as he uses his own faculties, so he will be able to generalise for himself. He will find this equally true of the second section of the microscopic examination, i.e., the micro-chemical diagnosis of fibres. Under this head is included the observation of the behaviour of fibres towards the various reagents above described. In addition to their microscopical employment it is useful to note their effect on fibres in the gross, both in their natural state and after treatment with bleaching agents.
In applying the iodine reaction, attention must be paid to the following details of manipulation. Place the object (dry) upon the glass slide, moisten with a few drops of the iodine solution, cover with a glass slip and examine under the microscope. Note the effects, which are those of the iodine alone. Then remove the iodine solution by means of blotting paper, and introduce the sulphuric acid by the method of “irrigation.” The colouration of the cellulose (blue-violet) is immediate; it has the effect moreover, of bringing out more clearly a number of the structural details of the fibre.
We have already treated of the resolution of the raw fibres into cellulose and non-cellulose constituents by processes which convert the latter into soluble derivatives. The student will derive much instruction from following up the attendant structural disintegration with the aid of the microscope. The chemical dissection of lignified fibres by the alternate action of bromine water and alkalis, should be studied by mounting specimens of the fibre at all stages and {41} carefully noting all the changes which occur. The more drastic action of chlorine should also be studied by mounting the chlorinated fibre (in water) and then irrigating with the alkaline solvent (caustic alkali or sulphite) and noting the stages in the completion of the disintegration.
It will be convenient at this point to present to the reader a general scheme for the chemical analysis of fibrous raw material.
We have already discussed (p. 4) the methods for the determination of cellulose in fibrous substances. This is to the paper-maker the most important constituent, and is that upon which his calculations of the value of a raw material are based. Not only, however, is it of the greatest importance for him to be able accurately to determine the amount of cellulose, but it is necessary to be able to form some idea of the nature of the cellulose and also the ease with which it can be obtained from the fibre. This latter point can only be properly established by direct trial of the fibre under the conditions existing in the factory. It should also be borne in mind that these conditions influence to a considerable degree the amount of cellulose, actually obtained in practice, and that therefore the percentage shown by a careful determination in the laboratory should only be taken as an indication of the amount likely to be realized. The student will be able, from what has been said before of the properties of the different celluloses, to apply his knowledge to a determination of any particular specimen. In order to supplement this knowledge, it may be well at this particular point to cite the chief results of an investigation bearing upon this point by Webster (Chem. Soc. Journ., 1883, p. 23).
His method of investigation consisted in (1) estimating {43} the cellulose; (2) determining the loss sustained by the fibre when boiled for 5 minutes, and also for 60 minutes, with an alkaline solution (caustic soda 1 per cent. Na2O), the former being taken to represent the purely solvent action, the difference between the two amounts being an indication of the degrading action of the soda; (3) determining the ultimate composition (C H and O) of the fibre substance. It should be observed that the specimens were carefully averaged and purified by boiling in glacial acetic acid and in alcohol. On carefully considering the following table it will be seen that the chief points brought out by Webster’s investigation are (1) the association of a low carbon percentage with pectous properties and considerable degrading action on long boiling in alkali. The bearing of this will be better understood in connection with a discussion of the properties of pectic acid (p. 28) and the oxycelluloses (p. 13). (2.) The influence of the composition of the original fibre on the isolated cellulose.
The solutions of aniline sulphate and of the aniline colours give valuable aid in a diagnosis of plant substances. Webster observed, as was to be expected, that the yellow colour produced could be taken as an indication of the amount of lignification, those fibres which were of a pectous nature showing little or no colour. On the other hand, when the fibres were treated with a neutral solution of the so-called alkali-blue it was found that the converse took place, highly pectous fibres being dyed much more deeply than those which were lignified. (Compare the action of aniline colours on oxycellulose, p. 11.)
| Agave Americana. | Yucca gloriosa. | Ananassa sativa (Pine Apple.) | Musa paradisiaca (Manilla). | Phormium tenax (New Zealand Flax). | ||
|---|---|---|---|---|---|---|
| 1. Yield of cellulose by chlorine method | 81·2 | 80·8 | 76·3 | 62·8 | 86·3 | |
| 2. Character of isolated cellulose | Fibres free. | Fibres free. | Fibres agglutinated. | Fibres agglutinated. | Fibres partially agglutinated. | |
| 3. Loss in boiling 1 per cent. caustic soda (5 minutes) | 9·9 | 14·5 | 9·6 | 18·6 | 5·8 | |
| 4. Ditto (60 minutes) | 14·6 | 16·5 | 19·0 | 31·7 | 9·9 | |
| 5. Ash | 1·0 | 1·3 | 1·0 | 1·6 | 0·9 | |
| 6. Elementary composition | ||||||
| C. | 45·9 | .. | 42·5 | 42·6 | 44·4 | |
| H. | 6·1 | .. | 5·6 | 5·6 | 5·9 | |
| 7. Lignified or otherwise. Aniline sulphate reaction | Lignified. | Lignified. | Lignified. | Lignified. | Lignified. | |
| Boehmeria Puya. | Urtica heterophylla (Nilgherry Nettle). | Crotolaria juncea (Sunn). | Hibiscus strictus. | Linum usitatissimum (Flax). | Corchorus capsularis (Jute). | ||
|---|---|---|---|---|---|---|---|
| 1. Yield of cellulose by chlorine method | 83·8 | 95·0 | 76·9 | 63·0 | 82·0 | 75·0 | |
| 2. Character of isolated cellulose | Fibres partially agglutinated. | Fibres free. | Fibres free. | Fibres partially agglutinated. | Fibres free. | Fibres free. | |
| 3. Loss in boiling 1 per cent. caustic soda (5 minutes) | 15·6 | 2·6 | 5·3 | 13·7 | 7·8 | 17·2 | |
| 4. Ditto (60 minutes) | 24·1 | 7·3 | 10·7 | 25·5 | 16·6 | 18·6 | |
| 5. Ash | 3·7 | 1·0 | 0·9 | 2·0 | 1·7 | 1·1 | |
| 6. Elementary composition | |||||||
| C. | 41·8 | 42·9 | .. | .. | 43·7 | 47·1 | |
| H. | 6·0 | 5·9 | .. | .. | 5·9 | 5·9 | |
| 7. Lignified or otherwise. Aniline sulphate reaction | Not lignified. | Not lignified. | Lignified. | Lignified. | Not lignified. | Lignified. | |
If the student require more precise knowledge of the nature of a fibrous material than that afforded by a determination of the cellulose, the following method of analysis will prove of service.
About two grms. are taken and dried at 110–115° C. until the weight remains constant: the loss represents water. The fibre is then treated with a hot mixture of benzene and alcohol, dried as before and weighed: the loss is fat, wax, {45} &c. The residue from this treatment is then repeatedly exhausted with boiling water and again dried at 110–115° C. and weighed: the loss is put down as aqueous extract. The exhausted fibre is then treated for cellulose by either of the methods given on p. 19. The ash is determined in a separate portion.
This chapter contains the results obtained from an investigation of the different plant fibres by the methods indicated in the two previous chapters.
In the following table the fibres are classified according to the reactions which they give with iodine solution.
| A. Seed Hairs. | B. Dicotyledonous Bast Fibres. | C. Monocotyledonous Fibres corresponding to Bast Fibres. | |
|---|---|---|---|
| Blue reaction | Cotton. | Linen. | Straw. |
| Hemp. | Esparto. | ||
| China grass. | Pine apple. | ||
| Paper mulberry | |||
| Sunn. | |||
| Yellow reaction | Jute. | New Zealand flax. | |
| Yucca. | |||
| Hibiscus. | Aloe. | ||
| Manilla hemp. |
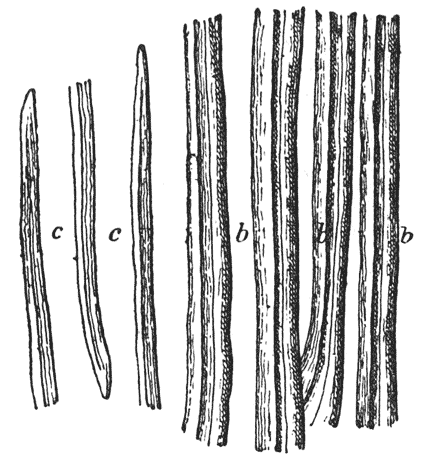
Microscopic features.—Fibres simple, opaque, flattened, always more or less twisted upon itself, side wall membranous, showing striæ. {47}
Sections.—Simple, oval, irregular, central cavity often containing granules.
Micro-chemical reaction.—Blue with iodine solution.
General chemical characteristic.—Pure cellulose basis with slight admixture of colouring matters, &c.
| Church. | Müller. | |
|---|---|---|
| Cellulose | 91·15 | 91·35 |
| Fat | 0·51 | 0·40 |
| Aqueous extract (containing nitrogeneous substances) | 0·67 | 0·50 |
| Water | 7·56 | 7·00 |
| Ash | 0·11 | 0·12 |
| Cuticular substance (by difference) | .. | 0·63 |
E. Schunck in his investigation of cotton bleaching (Chem. News, 17, p. 11) finds that in boiling with sodium carbonate solution the fibre loses 5 per cent. in weight. Some portion of the dissolved substances is precipitated on acidifying and is found to contain a wax, brown resinous and colouring matters, and pectic acid. {48}
Forms in which employed.—Fibrous refuse from the decortication of the seeds; spinning waste, threads, rags, new and old.
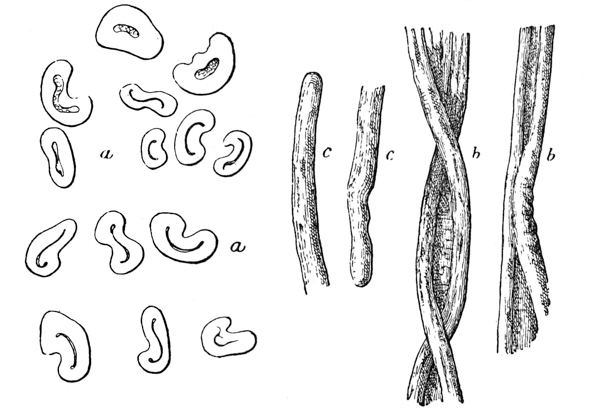
Microscopic features.—Fibres transparent, regular, with tapered ends, side walls thick, consequently central canal small, smooth externally, sometimes slightly striated. Filaments easily split up into fibres.
Sections.—Polygonal, regular, angles more or less acute, lumen represented by point; slight indications of concentric arrangement of fibre substance.
Micro-chemical reaction.—Blue with iodine solution.
General chemical characteristic.—Pecto-cellulose.
Composition of raw fibre.—This varies with the different species, and is doubtless also influenced by variations in the {49} processes of retting. The following are the analyses of two samples of Belgian flax (heckled):—
| Müller. | ||
|---|---|---|
| Cellulose | 81·99 | 70·55 |
| Fat and wax | 2·37 | 2·34 |
| Aqueous extract | 3·62 | 5·94 |
| Pectous substances | 2·72 | 9·29 |
| Water | 8·60 | 10·56 |
| Ash | ·70 | 1·32 |
The chemistry of the flax fibre has been investigated by Kolb.
Forms in which employed.—Scutching refuse, spinning waste, threads, rags, new and old.
Microscopic features.—Compact bundles. Fibres show striæ and fissures, and often fibrillæ, detached or adherent. The central canal almost obliterated, ends of fibres large and flattened. The bundles show fine transverse markings. {50}
Section.—Well marked concentric zones of fibre substance, irregular in outline.
Micro-chemical reaction.—Blue and yellow reaction with iodine solution, the joint result showing green colouration.
General chemical characteristic.—Pecto-cellulose.
| Müller. | |
|---|---|
| Cellulose | 77·13 |
| Fat and wax | ·55 |
| Aqueous extract | 3·45 |
| Pectous substances | 9·25 |
| Water | 8·80 |
| Ash | 0·82 |
Forms in which employed.—Scutching refuse, spinning waste, threads, cuttings and rope ends.
Microscopic features.—Generally similar to those of hemp.
Micro-chemical reactions.—With iodine various, from blue to yellow. With aniline sulphate, slight yellow.
General chemical characteristics.—Pecto-cellulose (with some ligno-cellulose).
The following are the results of analysis of the raw fibre (H. Müller):—
| Cellulose | 80·01 |
|---|---|
| Fat and wax | ·55 |
| Aqueous extract | 2·82 |
| Pectous substances | 6·41 |
| Water | 9·60 |
| Ash | 0·61 |
This fibre, exported from India and the Sunda Islands, has found employment in Spain and Portugal, but up to the present has not been adopted to any extent in other parts of Europe.
Microscopic characteristics.—Irregular in form and length; often conspicuous in respect of latter (see Table, p. 39); fibre sometimes cylindrical, either smooth or striated, sometimes flattened; central canal well developed, often containing granules; extremities of fibres rounded, spatulated or lance-shaped. Sections marked by numerous concentric layers, often showing radiating striæ.
Micro-chemical reaction.—Blue to violet, with iodine solution.
General chemical characteristics.—Pecto-cellulose.
Composition of raw fibre (H. Müller):—
| Cellulose | 75·83 | 62·50 |
|---|---|---|
| Fat and wax | ·20 | 0·56 |
| Aqueous extract | 6·29 | 9·76 |
| Pectous substances | 6·07 | 12·00 |
| Water | 8·74 | 9·55 |
| Ash | 2·87 | 5·63 |
Forms in which employed.—Up to the present the price has been prohibitive. Has been the subject of successful {52} experiments; imparts great tensile strength to paper. The portions available will be as in flax.
The fibres of this plant were, in the olden times, separated in the same way as flax, and worked up into cloth. At present it has no practical interest to the paper-maker, but deserves attention at the hand of the student, as the most easily accessible for the purpose of study. It is, moreover, possible that, under cultivation, it may yet become a source of raw material for paper-making.
Microscopic features.—Compact bundles; fibres smooth.
Micro-chemical reactions.—Yellow brown, with iodine; yellow, with aniline sulphate; bright yellow, with chlorine water; changed to carmine by treatment with sodium sulphite solution. {53}
General chemical characteristic.—Ligno-cellulose. The chemistry of jute as the type of ligno-cellulose has been treated on p. 17.
Composition of raw fibre (Müller):—
| 1st Quality. | Cuttings or Butts. (Root ends). | |
|---|---|---|
| Cellulose | 63·76 | 60·89 |
| Fat and wax | 0·38 | ·44 |
| Aqueous extract | 1·00 | 3·89 |
| Non-cellulose, or lignin | 24·32 | 20·98 |
| Water | 9·86 | 12·40 |
| Ash | ·68 | 1·40 |
Forms in which employed.—Threads, butts, bagging.
The fibres give a yellow colouration with aniline sulphate, but they contain only a small proportion of lignose. The following are the results of analyses of this bast:—
| Cellulose | 49·35 | 58·82* |
|---|---|---|
| Fat and wax | 0·94 | 0·41 |
| Aqueous extract | 13·57 | 7·08 |
| Pectous substances | 19·05 | 15·19 |
| Water | 10·90 | 13·18 |
| Ash | 6·19 | 4·72 |
* Made up of 13·75 cellulose from medullary tissue, 45·07 cellulose of fibres.
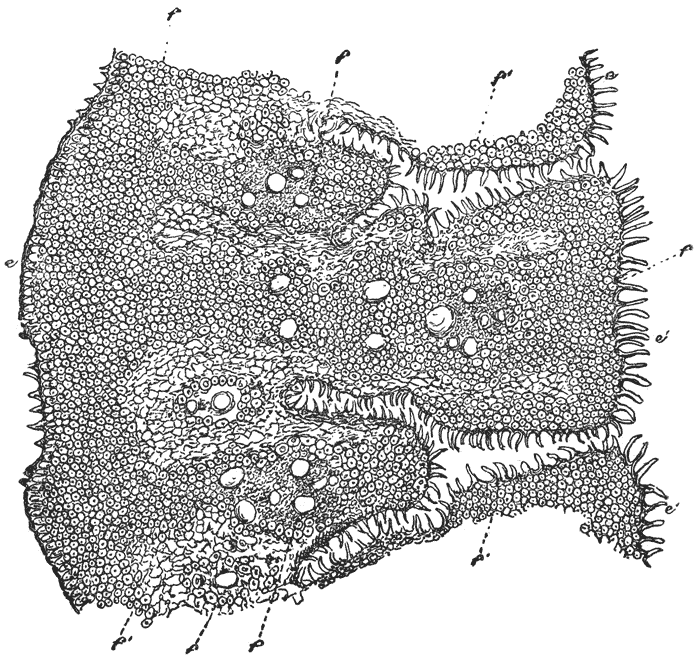
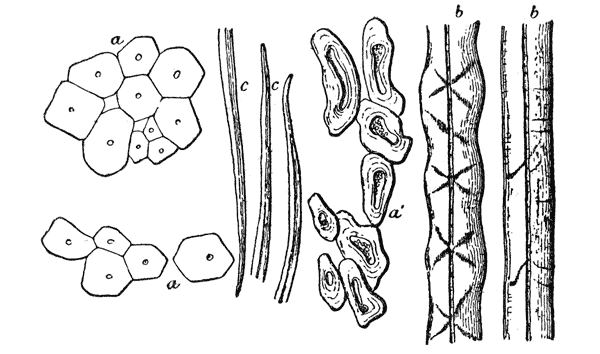
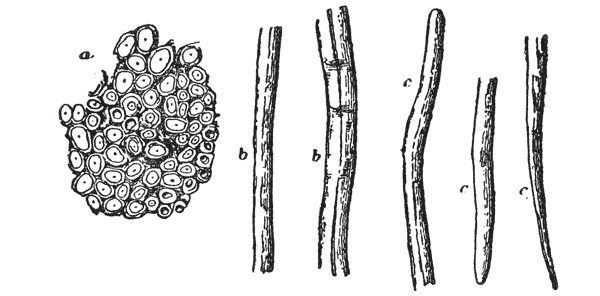
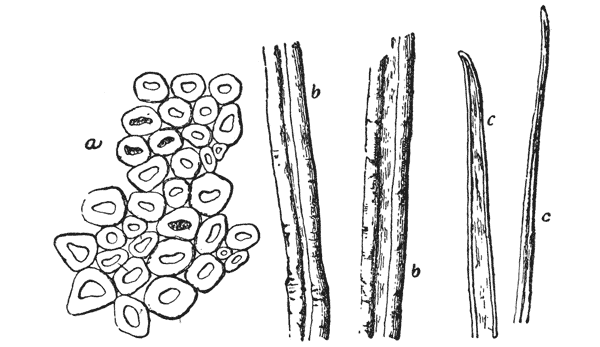
Order, Gramineæ. Bast fibres of fibro-vascular bundles. Length, 1·5 mm.; diameter, 0·012 mm.; ratio, 125. Illustrated in Figs. 10, 11. In Fig. 10, the fibro-vascular {56} bundles f are seen spread throughout the interior of the leaf, but the intervals, instead of being occupied by parenchyma, with large cells and thin walls, are filled with a compact mass of fine solid fibres f ′ ; e, external epidermis; e′, internal epidermis; mag. 100. In Fig. 11, a is a section of a group of fibres; b, fibres seen longitudinally; c, ends; mag. 300.
Microscopic features.—Short, smooth, cylindrical, uniform in diameter, central canal very small, extremities rounded, truncated and bifurcated.
Section.—Minute, generally oval, sometimes polygonal; central cavity represented by a point.
Micro-chemical reaction.—Both blue and yellow with iodine solution.
In examining a paper containing esparto under the microscope, the pulp will be found to contain, in addition to the fibres of the fibro-vascular bundles, a certain number of the cuticular cells (see Fig. 12), together with some of the fine hairs which are seen in the section (Fig. 10). These are very characteristic.
General chemical characteristics.—Pecto-cellulose mixed with some ligno-cellulose. {57}
Composition (Hugo Müller):—
| Spanish. | African. | |
|---|---|---|
| Cellulose | 48·25 | 45·80 |
| Fat and wax | 2·07 | 2·62 |
| Aqueous extract | 10·19 | 9·81 |
| Pectous substances, &c. | 26·39 | 29·30 |
| Water | 9·38 | 8·80 |
| Ash | 3·72 | 3·67 |
Microscopic features.—Generally similar to those of esparto. There are, however, differences of shape and dimensions of the serrated cuticular cells, which differentiate the various kinds of straw from each other and from esparto.
In Fig. 12 are shown these cells, from maize-straw (a and b); from rye-straw (c) and from esparto (d). The {58} following table gives the dimensions of the cells from different kinds of straw:—
| Length. | Breadth. | |||
|---|---|---|---|---|
| Barley | 0·103–0·224 | mm. | 0·012–0·014 | mm. |
| Rye | 0·086–0·345 | „ | 0·012–0·016 | „ |
| Wheat | 0·152–0·449 | „ | 0·018–0·024 | „ |
| Oats | 0·186–0·448 | „ | 0·012–0·017 | „ |
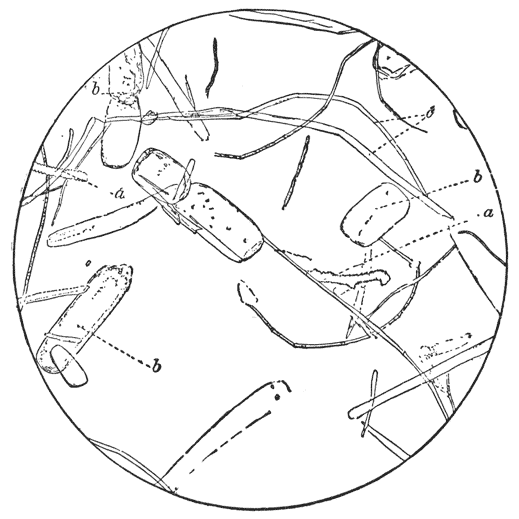
Another distinctive feature of straw-fibre is the presence in it of a number of oval cells, derived from the pithy matter attached to the inside of the stem. These are clearly shown at b (Fig. 13), which represents the general appearance of straw pulp.
General chemical characteristics.—Both ligno-cellulose and pecto-cellulose.
The following are the results of analyses of straws (Hugo Müller):— {59}
| Winter Wheat. | Winter Rye. | |
|---|---|---|
| Cellulose | 46·60 | 47·69 |
| Fat and wax | 1·49 | 1·93 |
| Aqueous extract | 8·07 | 0·05 |
| Non-cellulose or lignin | 28·49 | 26·75 |
| Water | 9·85 | 11·38 |
| Ash | 5·50 | 3·20 |
From the close botanical relationship of these products to the stems of the gramineæ of our own climate, their microscopic features are, as might be expected, similar to those of straw. The similarity is further shown by the chemical composition (Hugo Müller):—
| Air-dried | |
|---|---|
| Cellulose | 50·13 |
| Fat and wax | ·78 |
| Aqueous extract | 10·56 |
| Lignin and pectous substances | 24·84 |
| Water | 8·56 |
| Ash | 5·13 |
Microscopic characteristics.—Length of fibres, 9 mm., diameter 0·016 mm., ratio, 560. Fibres are fine, regular and smooth; the walls are uniform, central canal small, extremities vesicular. The fibres have little cohesion in the bundle. Sections round or polygonal. Illustrated in Fig. 4, p. 35.
Micro-chemical reaction.—Yellow, with iodine solution. Characteristic deep red colouration with concentrated nitric acid (Müller).
General chemical characteristic.—Ligno-cellulose. It contains 86·3 per cent. of cellulose.
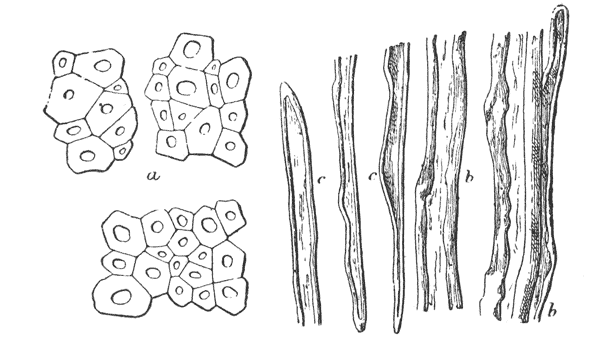
Microscopic characteristics.—Length of fibres, 6 mm.; diameter, ·024 mm.; ratio, 250. Fibres, white lustrous; the walls are uniform; central cavity large and very apparent. Fibres easily detached. {60}
Sections round or polygonal. Illustrated in Fig. 14: a, section of bundle of fibres; b, fibres seen longitudinally; c, ends; mag. 300.
Micro-chemical reaction.—Yellow with iodine solution.
Composition (Hugo Müller):—
| Cellulose | 64·07 |
|---|---|
| Fat and wax | ·62 |
| Aqueous extract | ·96 |
| Lignin and pectous substances | 21·60 |
| Water | 11·73 |
| Ash | 1·02 |
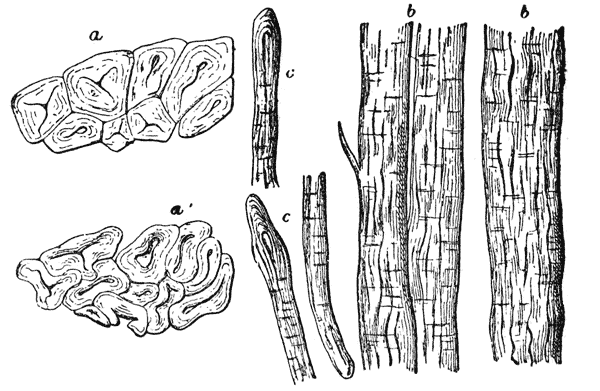
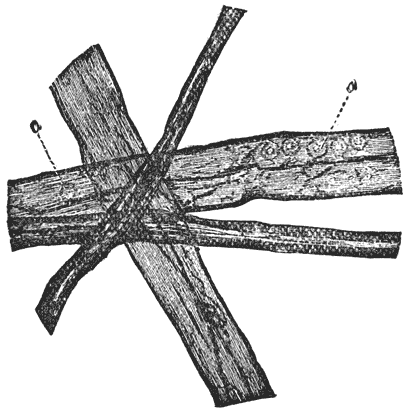
In America, however, poplar and other woods are largely employed. The coniferæ yield a larger proportion of pulp than most other woods, the individual fibres, moreover, are longer, and for these reasons it is generally preferred. On the other hand, however, poplar is more readily acted upon by reagents. Fig. 15 gives the microscopic appearance of {61} the fibre of the common white fir. It is characterised by the presence of numerous pitted vessels (Fig. a).
Pine wood consists essentially of a compound cellulose, resembling in most of its properties the jute fibre (see p. 16). With iodine solution it gives a deep yellow colour. The chemical composition of some of the more important woods will be seen from the following analyses. (Müller.)
| Birch. | Beech. | Lime. | Pine. | Poplar. | |
|---|---|---|---|---|---|
| Cellulose* | 55·52 | 45·47 | 53·09 | 56·99 | 62·77 |
| Resin | 1·14 | 0·41 | 3·93 | 0·97 | 1·37 |
| Aqueous extract | 2·65 | 2·41 | 3·56 | 1·26 | 2·88 |
| Water | 12·48 | 12·57 | 10·10 | 13·87 | 12·10 |
| Lignin | 28·21 | 39·14 | 29·32 | 26·91 | 20·88 |
The above results are calculated on the ash-free wood. The ash varies from about 0·3 to 0·7 per cent.
We are now in a position to discuss generally the various methods by which the paper-maker obtains cellulose from the different raw materials. The special treatments necessary for each of the more important of these will be given more fully subsequently. These methods, though they vary considerably with the different materials to be treated, may be roughly divided into two groups—the alkaline and the acid processes. The former, which we will call a, comprises all processes in which caustic soda, carbonate of soda and lime, or mixtures of these are employed; the latter, b, the various processes which have been introduced of late years, involving the use of sulphurous acid, either alone or in combination with a base, such as lime or magnesia.
The processes in group a may be applied to the treatment of every known fibrous vegetable material; those in group b are at the present time applied exclusively to the preparation of pulp from wood.
Group a may be conveniently subdivided according to the nature of the materials operated upon.
It is obvious that those materials, such as bleached cotton and linen threads and rags, which have already undergone treatment by the textile manufacturer, and are therefore more or less already in the state of pure cellulose, require but little chemical treatment at the hands of the paper-maker, whose attention is therefore chiefly directed to the removal of such adventitious matters as size, grease, &c. This can generally be effected by the employment of weak solutions of caustic soda, or even of lime at a low pressure. {63}
We now have to consider the treatment of those materials which consist of the compound celluloses.
All methods for the isolation of cellulose from the compound celluloses depend upon a hydrolytic resolution of their constituents, i.e. a splitting up by combination with water into cellulose on the one hand, and a series of soluble derivatives on the other. This, as will be shown, may to a certain extent be accomplished by the action of water itself at a high temperature. As, however, the products of such an action are acid bodies, which, if allowed to remain in contact with the cellulose, would injuriously affect it, and would induce the production of complicated bodies, the removal of which from the cellulose would become increasingly difficult, it is necessary to have present a body such as caustic soda, which by combining with these acid bodies, removes them as such from the sphere of action.
In certain raw materials, such as straw and esparto, we have, in addition to the compound celluloses which form, so to speak, the groundwork, a certain proportion of fatty and resinous bodies, whose removal is brought about by the action of the caustic soda converting them into soaps.
The compound celluloses may be divided, as we have seen, into three classes—pecto-celluloses, ligno-celluloses, and adipo-celluloses. The last-named being present in only a few paper-making materials, and then only in very small proportion, is without any practical interest. We are concerned therefore with the two former only.
(1) Pecto-celluloses.—From what we have seen of the nature of the pecto-celluloses, it follows that for their resolution a tolerably simple treatment with soda will be sufficient.
The chief members of this group in which the paper-maker is interested, are esparto and straw. The former being but very slightly lignified, its resolution can be effected at a very low pressure; in fact it is even possible by using tolerably strong solutions to do it by boiling in open vessels.
Straw, on the other hand, though it possesses certain features in common with esparto, is more lignified, and in {64} consequence, necessitates a much more energetic action to complete its resolution. It is therefore usual to boil it at somewhat high pressures (40–70 lb.), and with larger quantities of soda than are demanded in the case of esparto. It is, moreover, essential, so to regulate the treatment, that even the most resistent portions of the straw, such, for example, as the knots, shall be completely resolved, otherwise unbleached portions are liable to find their way into the finished paper. By increasing the quantity of soda, it is possible to boil under reduced pressure, and vice versâ; this may be taken as a general principle applicable in all other cases.
We now come to the second class of celluloses, that is to say, the ligno-celluloses. Of these, perhaps the most important are jute, manilla, and wood.
For their complete resolution, it is imperative to employ very strong solutions at very high temperatures and pressures; thus in the case of wood it is necessary to boil at temperatures corresponding to a pressure of 100–120 lb. per square inch.
The use of strong caustic soda solutions at high temperatures is attended with very serious objections, apart from the question of cost. Among these may be mentioned the destructive action of the soda upon the cellulose itself, involving a considerable loss of pulp; the de-hydration, condensation, and oxidation of the non-cellulose portion of the fibre (which, as we have seen (p. 25) is of the nature of an aldehyde, and therefore peculiarly susceptible of such changes), and the formation of dark coloured products which remain intimately combined with the residual cellulose; the inconvenience of working at very high temperatures and pressures.
With a view to removing the difficulties attending the use of soda, various processes have from time to time been proposed, in which the hydrolytic agent is a solution of sulphurous acid in water, either alone or in combination with a base. These processes are comprised under group B. {65} Several of them have lately acquired great commercial and industrial importance, and a clear understanding of them is therefore essential to the student of paper-making.
Though applicable to lignified fibres generally, they have only been applied up to the present time to wood, and it is in this connection, therefore, that we propose to consider them.
In order to bring out more clearly the fundamental differences underlying the two classes of processes, it will be well to consider, somewhat in detail, these processes, which, although they have now a merely historical interest, will assist the student in thoroughly grasping the rationale of the modern and improved methods.
Water Process.—Wood is to a certain extent resolved by treatment with water at a high temperature, the degree of disintegration being, within certain limits, proportional to the temperature at which it is digested. The volatile products of the resolution are chiefly acids of the acetic series, furfurol and terpenes. The non-volatile soluble products are for the most part acids. This process was studied by Fry, who, in 1866, made it the subject of a patent. He found that under the most favourable conditions of treatment, the yield of brown pulp amounted to 70 per cent. of the wood employed. The objections to the process were sufficiently obvious: the pulp produced was of low quality, and the soluble products acted powerfully on the iron digesters employed. The chemical causes of its failure lie in the prominence of the conditions which determine re-combinations of the products of resolution with one another, viz. oxidation, high temperature, and the presence of acids. It is worthy of note that in one experiment the amount of acids produced from 100 parts wood were equivalent to 3·4 parts of soda (Na2O). This was by far the most serious defect in the process, and it eventually caused its abandonment in favour of the older method of treatment with caustic alkali.9
9 See Journ. Soc. of Arts., February 1883, p. 223.
Alkali Processes.—The first to develop the alkali process {66} were Watt and Burgess, in America (1853–1857), and Houghton in this country. To follow up the several modifications introduced is unnecessary; they differ from one another in the economical balance which they strike between temperature and quantity of chemicals: thus Watt and Burgess employed a lye of 12° Baumé, and digested at 60 lb. pressure (equal to 152° C.), whereas Houghton used a lye of 4° B., at 100–180 lb. One great defect of these processes was the gradual neutralisation of the alkali, necessitating as a compensating condition the employment of a very high temperature towards the end of the operation. To overcome this objection, Ungerer devised a process which aimed at securing a properly graduated action of the lye. This process, being based on an eminently rational view of the action of the alkali, is worthy of a more extended notice, especially as the principle on which it is founded is capable of wide application. A system of nine vertical digesters, connected together in series by means of pipes and cocks, so that the liquid contents can be transferred from one to the other in succession, is the main feature of the method employed. In connection with this system there is a double service of pipes, by which the hot soda lye at 90 lb. pressure, and cold water, may be respectively introduced. The operation is so conducted that in five of the digesters wood is being treated at a high temperature, in three the pulp is being washed, while the remaining one is being charged with fresh wood.
The whole round of operations may be described thus, numbering the digesters according to their position in the series:—Nos. 1, 2, and 3, Washing the finished pulp; 4, Final treatment with lye at the extreme pressure of 90 lb.; 5, Digesting at lower pressure with lye previously employed in 4; 6, Treatment at still lower pressure with lye which has already done duty in 4 and 5; and so on to 8, where the liquor, having passed through the series, is employed at 15–20 lb. pressure on a fresh charge of wood. The washings are conducted in such a way that the water which is introduced into 1 displaces the solution in each digester without {67} the last being allowed to escape. The introduction of the fresh liquor at 4 is similarly accomplished, 1, 2, and 3 being cut off by closing the cocks which control the ingress and egress of liquid.
The pulp produced by this method is of a sufficiently pale colour to be capable of application for many purposes without bleaching. It is converted into a perfectly white pulp by treatment in the ordinary way with from 3 to 4 per cent. of bleaching powder, calculated in the dry pulp.
As far as it goes the method is practically perfect, and it appears to have given sound results, at least as regards the main product. The principal disadvantages were the complications attending such an elaborate system of working which would doubtless make it costly.
We have next to consider a class of processes which are based primarily upon the action of an alkali, but which introduce the simultaneous action of a soluble sulphide, generally that of sodium. As far back as 1855 Jullion patented in this country a process of this nature, which, however, does not appear to have been applied to wood. The results obtained with such materials as straw and esparto appear to have been very unsatisfactory, and to have led to the early abandonment of the method.
Recently the increased attention which has been given to wood as a raw material has led to a revival of these sulphide processes for its treatment. We believe that at least two processes of this class are being worked on the continent, viz. those of Dahl and Blitz.
That of the former consists in heating wood, at pressures varying from 60–120 lb. per square inch, with a solution of the following composition:—
| Sodium sulphate | 37 |
|---|---|
| Sodium carbonate | 8 |
| Sodium hydrate | 24 |
| Sodium sulphide | 28 |
| Various compounds | 3 |
| 100 |
This solution is obtained only after the process has been some time at work, and it then remains tolerably constant.
The wood, to commence with, is boiled with a solution containing a large quantity of sodium sulphate, with a small quantity of sodium hydrate, obtained by boiling sodium sulphate with lime. The liquor from this operation is then evaporated and calcined, the result being a fused mass which, when dissolved in water, yields a liquor containing the above-mentioned ingredients. The loss of chemicals is made up by the addition of fresh quantities of sodium sulphate.
From experiments which the authors have made with this process, it appears, that while it is perfectly true that pulp can be obtained, it is necessary to employ either very strong solution or very high pressures. This is equivalent to saying that either the hydrolytic action is weak, or the tendencies to reversal of the hydrolysis are strong, and indeed both are to be predicted from the nature of the solution. One great objection to the process is that during the boiling a quantity of very foully-smelling compounds are produced.
The process of Blitz consists in heating wood to from 50–60 lb. pressure, with a solution of sodium sulphide, containing an infinitesimal proportion of vanadate of ammonia.
It is difficult to see what influence the presence of the costly vanadate of ammonia can have on the result. Actual experiment on this point has failed to convince us of its efficacy.
Although in these sulphide processes a strongly reducing agent is present, its effect in preventing oxidation is more than outweighed by the weakening of the hydrolytic action of the soda, both directly by its combination with sulphur, and indirectly by the complication which it induces by combination with the soluble bye-products. Further, as regards the final product, they offer no advantage over the caustic alkali processes. There is, however, a considerable advantage in point of economy, which should lead to their adoption in districts where the production of malodorous gases is permitted. {69}
Acid Processes.—We now come to consider the processes which are based upon the hydrolytic action of acids as a primary condition. We have seen that in the water process this condition obtains as a secondary result, and that while it aids in resolving the wood, it also determines the limit of the action, in consequence of its promoting secondary combination amongst the soluble products. The use of powerful oxidising acids, such as nitric and nitro-hydrochloric, induces an action which is sufficiently drastic to cause a complete resolution of the non-cellulose constituents of the wood with the formation of soluble products. The use of these acids has been made the subject of numerous patents.
The process of Barre and Blondel consisted in digesting the wood in the cold for twenty-four hours in 50 per cent. nitric acid, by which it was converted into a soft fibrous mass. This was boiled for some hours in water, afterwards in a solution of sodium carbonate, and finally bleached in the ordinary way. Many other patents have been taken out in this direction, but none have met with practical success, owing doubtless, to the high cost of nitric acid, and the difficulty of recovery. A process has lately been patented by Young and Pettigrew (No. 14,988, 1884) in which they claim the use of either nitric or nitrous acids; the acid fumes which are evolved being condensed and reconverted into nitric acid. The process has not yet, however, been tried on a practical scale.
The resolution of wood by the hydrolytic action of non-oxidising acids, is for reasons already stated, very imperfect. An important feature, however, of this action is the production of glucose as a bye-product, and a process having the double object of producing this, together with a brown pulp, was patented by Bachet and Machard in 1864, and worked for some time in Switzerland. The process consisted in boiling the wood for twelve hours in dilute hydrochloric acid; the solution, which contained glucose to the amount of 20 per cent. of the weight of the wood, was drawn off, neutralised with chalk, and fermented by the addition of {70} yeast. Alcohol was separated from the fermented liquor in the usual way. The residual pulp, after being ground with stones, was made into coarse packing paper. The process failed commercially.
The next processes in the order of the development of our subject, but not chronologically, are those involving the use of reducing acids, i.e. those which combine with their hydrolytic function a de-oxidising or anti-oxidising action. Of these the only one which has been practically investigated is sulphurous acid. A full account of the earlier discoveries in regard to the use of this reagent, for the special purpose under consideration, will be found in the Papier Zeitung, 1884, No. 51, p. 1927; this should be consulted by those who are interested in the history of a subject which has now grown to be of the first importance.
The first patented process claiming the use of sulphurous acid, in the form of its aqueous solution, for the purpose of disintegrating wood, was that of Tilghmann (1866). So far as is known, however, the results obtained by the inventor with the acid alone were such as to lead him to abandon it for solutions containing a certain proportion of base. The reasons, doubtless, were the greater facility of preparation and simplicity of application of such solutions.
More recently Professor Pictet, of Geneva, on the basis of the experience acquired by him in the preparation and employment of sulphurous acid in his patent freezing processes, has revived and perfected a process which in other hands had proved impracticable.
The method and apparatus employed will be found fully described in the author’s specification. The process consists in digesting the wood in closed vessels with an aqueous solution of the acid (10–12 per cent. SO2) at 176°–194° F. (80°–90° C.), and under the corresponding pressure (60–75 lb. per square inch). A complete disintegration of pine wood is effected in about twenty-four hours’ treatment. The yield of pulp is, we are informed, from 40–50 per cent. of the wood (Pinus sylvestris); it is also stated to be readily bleached {71} with a moderate amount of bleaching powder, and to yield a pulp of the highest quality. Further, the recovery of the sulphurous acid, for which special apparatus is provided, is practically complete (95–98 per cent.). In view of the probable utilisation of the bye-products, it is interesting to observe that they are obtained in a form in which they can very readily be treated.
The process being as yet undeveloped on a large scale, we cannot do more than recommend it to the consideration of paper-makers. At the same time we would draw attention to the features of interest which it possesses in regard to the general aspect of our subject. The resolution which it effects is obviously one of simple hydrolysis, and it affords an indirect proof of the chemical complications which attend all other processes for disintegrating wood which employ temperature much above the boiling-point of water. The soluble bye-products are obtained in the simplest form, and may be isolated by mere evaporation. As regards the chemical features of the pulp, they will presumably be different from those of any other, whether on the side of advantage or not it remains to decide. Provided the process fulfils the condition of economical working, we have no hesitation in predicting for it a considerable development.
The difficulties attending the employment of a gaseous acid have doubtless operated in deterring many, in addition to the originator, from a complete investigation of its action, and have led them to adopt in preference one of its several compounds with bases, the employment of which defines a group of processes to which we now desire to call attention. There is a variety of processes agreeing in the essential feature of employing a bisulphite as the disintegrating reagent, and differing from one another only in the less essential details of method.
The general principle of these processes will be readily understood from what has gone before. The chief agency is the hydrolytic action of sulphurous acid, aided by the conditions of high temperature and pressure: and the subsidiary {72} agencies are—(1) The prevention of oxidation; (2) The removal from the sphere of action of the soluble products of resolution in combination with the sulphite as a true double compound. This mode of union is well known to be peculiarly characteristic of all aldehydes, to which class we have shown that the non-cellulose constituents of wood belong. The combination is expressed by the general equation—
(3) The removal of a portion of the constituents in combination with the base, i.e. with expulsion of sulphurous acid.
The verification of these views has been afforded in the course of an investigation of the bye-products from the Ekman process, undertaken by the authors for Messrs. Thomson, Bonar & Co., the proprietors of the patent.
As the various bisulphite processes differ chiefly in their working details, the essential feature of the employment of a solution of sulphurous acid, combined with a certain amount of base, being common to them all, it will not be necessary to do more than examine one or two typical cases. We shall select those of Ekman and Partington, the latter being based upon Francke’s patent, with certain modifications and additions.
(1) The Chemicals employed.—In both cases sulphur is used as the source of the sulphurous acid. The Ekman process starts from magnesite, a native carbonate of magnesia. This is converted by calcination into magnesia, and in this state is introduced into lead-lined towers, through which is passed sulphurous acid gas, obtained by burning sulphur in suitable furnaces, while a stream of water trickles down from the top. The supply of the gas being properly adjusted, a continuous production of a solution of magnesium bisulphite of uniform strength is obtained. To secure this uniformity, constant attention is necessary, and further, the loss of sulphurous acid by oxidation to sulphuric acid, and by diffusion, is, in consequence of its distribution over so large a surface, {73} and with free exposure to the air, necessarily very large. It is unnecessary, however, to point out that the preparation of the magnesium bisulphite is capable of very considerable modification; in fact, we understand that numerous improvements in this direction have already been introduced by the proprietors of the process.
Partington’s method, in addition to the advantage of starting from lime, the cheapest of all basic substances, is free from the disadvantages referred to as attending the use of a tower. It consists in passing the sulphurous acid gas through a series of three vessels connected together with pipes. Into these vessels a charge of milk of lime is introduced, and the two first being closed air-tight, the gas is passed in. The third remains open to the air, and from it escapes a continuous stream of nitrogen, resulting from the removal of the oxygen by the burning sulphur, from the stream of air which is blown through the sulphur retort at a pressure of 5 lb. to the square inch. The expenditure for chemicals is under 1l. per ton, whereas, by the Ekman process, it has been variously estimated at from 2l. to 3l. 10s. per ton. Provided therefore, that as good pulp can be obtained by Partington as by Ekman, the former offers considerable advantages both from point of view of simplicity and economy. Doubtless the cost of chemicals could be somewhat reduced in both systems by the adoption of a cheaper form of sulphur, such as pyrites.
Preparation of the Wood.—Although the acid sulphite processes can, by suitable modifications, be made available for the preparation of cellulose from almost all kinds of wood, yet it is necessary, in order to insure uniformity of result, not only to take care that the wood is carefully selected, but that it is freed from bark and roots, which, if allowed to remain, would be imperfectly pulped, and would be exceedingly difficult to bleach. The most suitable kind of wood is Pinus sylvestris.
After the bark has been carefully removed the logs are sawn into boards of ordinary sizes. This treatment {74} exposes the knots, which are then removed either by boring or cutting out with an axe. The pieces are then passed through a machine, which cuts them or rather breaks them into fragments about an inch long. In order that the acid sulphite may as quickly as possible enter into the wood, these fragments must be crushed and opened out by passing through heavy rollers: moreover, the wood is cut across the grain, by which means it is more or less split up into laminæ. A machine for this purpose has been patented by Fry, Ransome, and Wilkie (No. 11,389, 1884).
The Boiling Process.—Ekman uses a lead-lined, jacketed cylindrical boiler, suspended on trunnions, so that it can be turned upside down for discharging. The pressure in the outer jacket is 70 lb. per square inch, while inside the boiler it is 90 lb., the difference being due to the tension of the sulphurous acid gas. The duration of boiling is from ten to twelve hours. Partington, on the other hand, boils with live steam, and therefore is enabled to use a boiler of simpler construction. His boilers are spherical, lead-lined and rotary. The pressure employed does not exceed 60 lb. per square inch, the time of boiling being about sixteen hours.
Various other sulphite processes have been from time to time devised, which differ but little either in principle or in working detail from those described, and therefore a brief mention of them will suffice. Mitscherlich employs a bisulphite of lime in somewhat weaker solution than that employed by Francke or Partington, and in order to produce the same result he is obliged to extend the time of boiling to from 40 to 60 hours.
Graham, after treating the wood with a mono-sulphite, injects into the boiler either a solution of a bisulphite or gaseous or liquid sulphurous acid.
Flodgvist uses a solution prepared by dissolving bones in sulphurous acid solution.
The cellulosic products of the various processes present certain slight differences, but so far as has been investigated, not such as to constitute a distinct advantage for one or {75} another. One feature of these processes, to which but little attention has hitherto been paid, is that of the utilisation of their bye-products. These bodies are, as already indicated, obtained in a condition not materially different from that of the parent substance, the non-cellulose constituents of the wood. One important property of these bodies, and one capable of considerable application, has been made the basis of a patent by the authors. When a solution of gelatin is added to the liquors in which wood has been treated by any of the bisulphite or sulphurous acid processes, a body is precipitated in the form of a caoutchouc-like mass which can be dissolved in neutral sodium sulphite solution, or in weakly alkaline solutions, and can be reprecipitated on addition of alum to the solution. The substance consists of a compound of the gelatin with the non-cellulose constituents resembling, but not identical with, as has been supposed, the precipitate obtained by adding tannic acid to a solution of gelatin. The solution of this substance in sodium sulphite can be applied to many of the purposes to which gelatin itself is ordinarily applied.
A serious objection to all processes involving the use of sulphurous acid or acid sulphite, and one which has to some extent deterred paper-makers from adopting them, is the necessity of using a boiler lined with lead. In addition to the fact that such boilers are heavy and costly, they are objectionable on account of the difficulty and expense of keeping them in thorough repair. This difficulty arises from the fact that, owing to the different co-efficients of expansion of lead and iron, the lead lining originally placed in contact with the iron or steel shell of the boiler, becoming detached on heating, swells out in various places, which are thus rendered weaker and liable to fracture. This is especially the case if, in the course of lining the boiler, any air has been allowed to remain between the two linings. Various expedients have been proposed to obviate these defects but with only partial success. Graham (Eng. Pat. No. 5367, 1883) coats the plate of his boiler by pouring molten lead upon the perfectly clean surface which has been {76} previously prepared with zinc chloride. Sometimes minute holes are drilled in the iron plate to allow the escape of air.
Notwithstanding all the attempts that have been made, the use of a lead-lined boiler is a serious objection, and any process which will fulfil the conditions on which the bi-sulphite processes depend, and which at the same time admits of the use of the ordinary iron boilers, is an obvious desideratum. Such a process is that patented by one of the authors (Cross, No. 4984, 1880), claiming the use of solutions of the neutral sulphites with or without the further addition of an alkali. This process is very suitable for the treatment of fibres such as straw, jute, &c., but not economically applicable to the preparation of wood pulp on account of the cost of chemicals. The preservative effect of the sulphite is shown by the largely increased yield of pulp.
The chief advantages of the various bi-sulphite processes for the preparation of wood pulp over the old soda processes are, (1) the increased yield of fibre; (2) the preservation of its original strength, and (3), the economy in chemicals.
It is well known that cellulose, even in its most stable forms, is attacked more or less by hot solutions of the caustic alkalis, and is more or less profoundly modified according to the strength of the solution and the temperature at which it is employed; while on the other hand the solutions of the bisulphites affect it but little. Thus, the authors have exposed jute cellulose, which is of the same nature as that obtained from wood, to the action of magnesium bisulphite under the conditions which obtain in the Ekman process, without its undergoing sensible loss of weight, and further, they have determined the amount of cellulose in freshly cut grasses, in which it is but imperfectly elaborated, and therefore very susceptible of modification, both before and after treatment by the process, and in each case the percentage obtained was the same.
There is therefore no doubt that in the bisulphite processes, even the structurally delicate forms of cellulose are conserved. As before indicated, the influence of this upon the yield of cellulose is of course very marked; the yield from white pine, {77} by the soda process, being approximately 33 per cent., whereas by the Ekman process it is from 45–50 per cent. It is important to remember that this increased yield of cellulose cannot fail to affect the quality, and therefore the paper-making properties of the pulp. Papers made entirely by the bisulphite processes have a strongly marked individuality, being distinguished by their hardness and transparency. In regard to the bleaching of the pulp, it will be found that some practical experience is required for the control of the operation, so as to produce uniform results.
Although the pulp produced by these processes is of a very light-grey colour, so light indeed that they may be used for certain low classes of white paper without further treatment, yet to obtain a pure white colour almost as much bleaching powder is required as in the case of soda pulps, although the latter are much darker in colour. The chief points to be observed are (1) the complete removal of the sulphites from the pulp before the addition of bleaching liquor, which would otherwise be ineffectively consumed; (2) the avoidance, in washing, of waters containing iron, which would combine with certain constituents of the pulp to form dark-coloured bodies.
The following Table, compiled from Dr. Hugo Müller’s ‘Pflanzenfaser,’ is of interest, as indicating the probable yield of pulp from different woods, compared with the amounts obtained in actual practice by the Watt and Burgess (soda) process:—
| Water. | Water Extract. | Resin. | Lignin, &c. | Cellulose. | Pulp—Watt and Burgess Process. | |
|---|---|---|---|---|---|---|
| Birch | 12·48 | 2·65 | 1·14 | 28·21 | 55·52 | 40·00 |
| Pine | 12·87 | 4·05 | 1·63 | 28·18 | 53·27 | 34·70 |
| Oak | 13·12 | 12·20 | 0·91 | 34·30 | 39·47 | 20·60 |
| Chestnut | 12·03 | 5·41 | 1·10 | 28·82 | 52·64 | 25·10 |
The following Table, which gives a concise account of the various typical processes that have been employed for the preparation of wood pulp, will be readily understood in connection with the theoretical considerations previously discussed:— {78}
|
|
|
We have already, in Chapter V., discussed in a general way the principles upon which the treatment of the various fibres should be based; we now proceed to consider each fibre in detail, giving at the same time such information as is necessary regarding the preliminary treatment of the various fibres and describing the forms of apparatus in which these operations are conducted. We shall consider the fibres in the order of their simplicity of treatment.
The two former consist of the cuttings produced in the manufacture of various garments, &c.; not having been worn, they are usually free from dirt, and are, in fact, if bleached, nearly pure cellulose, containing only the starch and other sizing material which has been added in the process of finishing the goods. They may, of course, contain considerable quantities of china clay or other loading material. In purchasing rags, therefore, regard should be had to the probable presence of these bodies. Such rags require only a very slight treatment; in fact, for certain classes of paper they might be used without any preparation. If, as is sometimes the case, the rags are unbleached, a rather more severe boiling is necessary. {80}
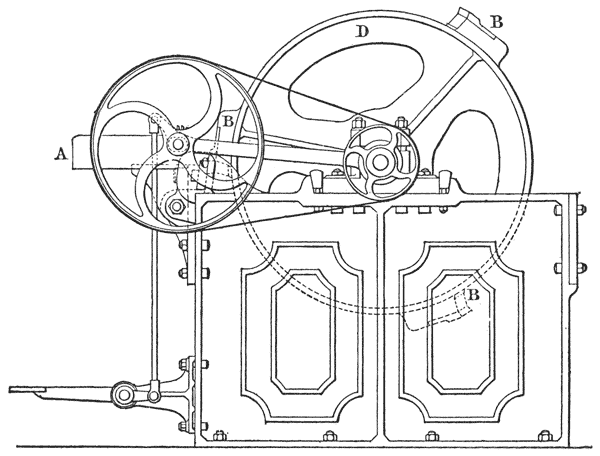
The greater part of the rags used in paper-making, however, consist of the residual portions of garments, household linen, &c., which vary in quality from clean, almost unused portions, to the very foulest sorts; the latter require a very drastic treatment. The first thing to be done with the rags is to “sort” and cut them into convenient pieces. This is usually done by women, who stand at tables furnished with broad knives firmly fixed into them, with the backs towards the worker, and inclined at a slight angle. Near to the women are placed a number of boxes, corresponding with the number of qualities of rags, lined at the bottom with coarse wire gauze, into which the different sorts are put. The distinctions made are purely arbitrary, but as a general rule the rags are sorted with special reference to their colour and the material of which they are composed. The coloured rags may be allowed to accumulate, and then made into a coloured paper. During the process of cutting, all hard substances, {81} such as buttons, pieces of iron, &c., are carefully removed. The rags are cut into pieces of from two to five inches square. In some mills machines are used for cutting.
Fig. 16 shows the construction of a machine that may be used either for rags or rope. The material is passed into the machine along the table A, where it passes between the stationary knife C and the knives B, fixed in the revolving drum D. The cut rags fall into a receptacle placed underneath the drum.
Notwithstanding the extra expense of cutting by hand, it is nevertheless preferred by many, especially for the finer grades of paper. One reason for this is to be found in the fact that more perfect sorting and removal of impurities can be effected. It is moreover said that less waste of fibre occurs in the subsequent operations.
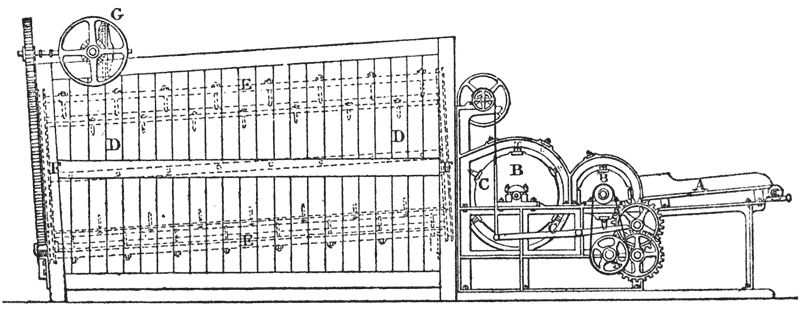
The next process which the rags undergo is that of removing all loose extraneous matter. This may be done in a machine such as is shown in Fig. 17. The rags are fed continuously by the endless travelling platform A into the willow. This consists of two wrought-iron drums, B B, furnished with wrought-iron teeth C, which when the drums revolve pass rapidly near to the stationary teeth fixed into the cast-iron framework of the willow. The sides are covered in with cast-iron doors, and the top is covered over {82} with sheet iron. Underneath the drums is a grating for the escape of dust.
The rags, having been thoroughly beaten by the teeth of the drums, pass into the duster D, consisting of a kind of hollow cylinder E, made of strong iron bars securely fastened to the circular ends F, the bars being covered with wire cloth or perforated zinc. It is made to revolve almost horizontally, a slight dip being given to it in order that the rags may be carried forward to the lower end. The bars or skeleton of the cylinder are furnished with a number of teeth securely bolted on. The whole is enclosed in a strong wooden box in which it revolves, and which serves to collect the dust passing through the wire cloth. The cylinder E is driven by the gearing G. This combined willow and duster may be used for dusting and cleaning not only rags, but almost any other kind of fibre. The willow and duster sometimes form two separate machines.
The cleaned and dusted rags are now ready to be boiled, although it is the practice in some mills to give them a preliminary washing with water.
The boiling may be conducted either in spherical or cylindrical boilers, or in the ordinary vomiting boilers described under Esparto. (See p. 92.) In Fig. 18 is shown, part in section and part in elevation, a spherical rag-boiler, as manufactured by Messrs. G. & W. Bertram.
This boiler, of from 8 to 9 feet diameter, is supported by means of the hollow journals A on the standards B, and is made to revolve by means of the gearing C.
Steam enters by the pipe D, which is fitted with a safety-valve E, and vacuum valve F. The steam on entering the boiler is distributed by means of the “baffle-plate” G. Lye enters by the pipe H. The boiler is fitted with two doors I, wherewith to fill and empty; the waste lye is run off by the cock J. L is a small blow-through cock. The false bottom K prevents the rags from choking up the cock and also serves to drain off the waste liquor.
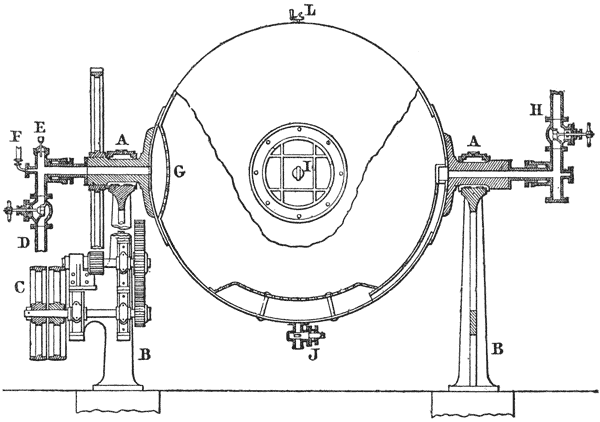
The alkali employed may be either caustic lime, caustic {83} soda, sodium carbonate, or a mixture of the latter and lime, which is of course equivalent to using caustic soda. The proportion of alkali depends upon so many considerations that it is quite impossible to give exact information on this point. In the case of caustic soda, a quantity equal to from 5–10 per cent. on the rags may be taken to be a fair average. If lime be used it should be slaked with water, made into a thin milk and carefully filtered through fine wire cloth to keep back the particles of sand, coal, &c., which lime is always liable to contain. From 5–10 per cent. may be used. The amount of lime actually dissolved in the water is relatively small (1·3 grms. per litre); the portion in solution however, rapidly combines with the grease, dirt, and colouring matter of the rags and forms with them insoluble compounds, a fresh portion of lime being at the same time dissolved. This formation of insoluble compounds constitutes an important objection to the use of lime, as they are liable {84} to remain to some extent fixed in the rags and are with great difficulty removed by washing. For this reason, therefore, the more soluble alkali is to be preferred. Moreover, the lime sometimes tends to exert a hardening effect upon the cellulose. Notwithstanding these objections, lime is used by some paper-makers in preference to soda. In making choice of the chemical for boiling, much depends on the quality of the rags and the nature of the paper for which they are intended, so that no definite rules can be given.
The time of boiling varies from 2 to 6 hours, according to the quality of rags, the chemical employed, and the pressure. The use of very high pressures should be avoided as far as possible, as there is a danger, owing to the correspondingly high temperature, of fixing the dirt and colouring matters instead of dissolving them.
The quantity of water should be kept as low as may be, in order to have as strong a solution of alkali as possible; this effects a saving both in the time of boiling, and in the alkali. This is of great importance where it is necessary to evaporate the whole of the waste liquors. It should also be remembered that a certain amount of water is always formed by condensation in all boilers in which live steam is used. On the other hand, if too little water be added, the rags are liable to become “burned” and the fibre therefore weakened. During the operation the boiler should be made to revolve slowly, in order to produce thorough circulation of the liquor.
The boiling being completed, the pressure is allowed to fall, either by cooling or by blowing off from a cock usually provided for that purpose, and the liquor allowed to collect at the bottom of the boiler. It is then run off by the cock J (Fig. 18), and the rags drained as much as possible. Water is then run in to give the rags a preliminary washing. If time permits the steam may be turned in and the operation assisted. After again draining, the rags are withdrawn from the boiler into any suitable receptacle. A convenient form is that of a rectangular iron box on wheels, which can be readily transferred from one part of the mill to another. {85}
The next process is that of washing. This is usually performed in a washer or breaker, the construction of which is shown in Fig. 19.
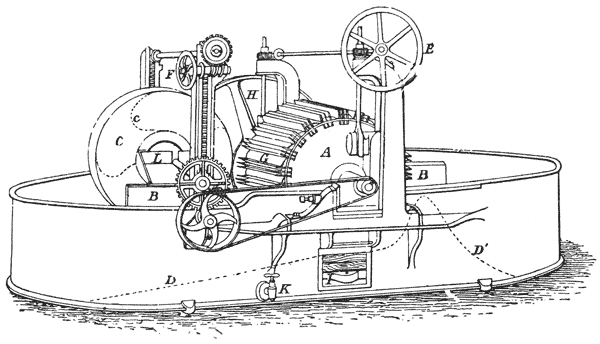
It consists essentially of a rectangular vessel with rounded ends, in the centre of which, but not extending the whole {86} way, is a partition B, known as the “mid-feather.” The roll A, which is furnished with a number of steel knives G, and driven from the wheel H, revolves in one of the compartments formed by the mid-feather. In this compartment the floor is inclined in such a way as to bring the pulp well under the roll, as shown by the dotted line D. Immediately under the roll is what is called the “bed-plate,” the end of which is seen at I, extending up to the mid-feather, and fitted with knives similar to those in the roll A. The arrangement of the knives, both in the bed-plate and the roll, is similar to that given in Figs. 33 and 34. The distance between the roll and the bed-plate can be varied at will by means of the handle E, which is so arranged as to raise both ends of the roll simultaneously. In those breakers of an older pattern, one end only of the roll was raised, and thus the knives became worn unequally.
After passing between the roll and the bed-plate, the pulp flows down the “back-fall” D′, and finds its way round to the other side of the mid-feather. On the inclined part of the floor, and immediately in front of the bed-plate I, a small depression is made, covered with an iron grating, for the purpose of catching buttons, small pieces of stone, and other heavy substances that may have found their way into the rags. There is generally a similar grating with rather finer openings on the other side of the mid-feather. The engine is constructed of iron, generally made in one casting.
The dirty water from the rags is removed by the “drum-washer” C. It is divided into compartments by the partitions shown by the dotted line c. The centre of the drum is formed of a conical tube, the narrow end of which is towards the mid-feather. The ends of the drum are generally made of mahogany, as this is found to stand the action of alkali better than any other wood. The periphery is covered with fine copper or brass wire-cloth, laid on to a backing of a much coarser material. An improved form of backing has been introduced lately, which is much more durable than wire. It is formed of brass cut into the form shown in {87} Fig. 20. The drum can be raised or lowered by the small wheel F, and it is driven by a belt on the shaft that bears the roll.
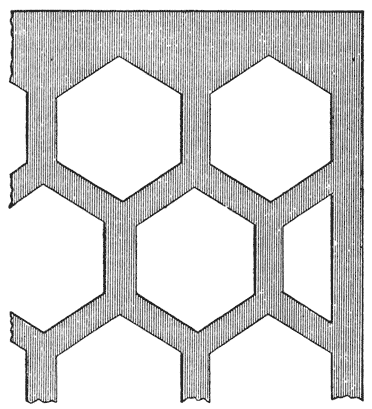
The wash-water passes through the wire cloth into the compartments formed by the partitions c, and finding its way down to the narrow end of the inner conical tube, flows out through the side of the drum into a trough which is placed across the washer to receive it. Or it may, as shown in the drawing, be conducted through the mid-feather itself, which is made hollow at this part for the purpose.
Another form of drum-washer, called the siphon-washer, is sometimes used. Its construction will be understood by reference to Figs. 21 and 22.
The drum is simply a hollow cylinder of wire cloth, the ends of which are formed of wood. Inside the cylinder is the siphon tube A, into which the water passing through the wire cloth flows. The continuation of the siphon tube B (Fig. 22) is made of flexible tubing. The action of the siphon is commenced by filling it with water through the cock C (Fig. 22). The water then flows in the direction indicated by the arrows. The tube A is fixed, and passes through a hollow journal fitted on to the end of the drum. {88} The other end is connected with the rod E, on which the driving pulley D is placed.
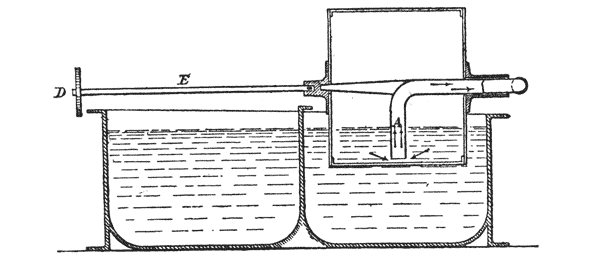
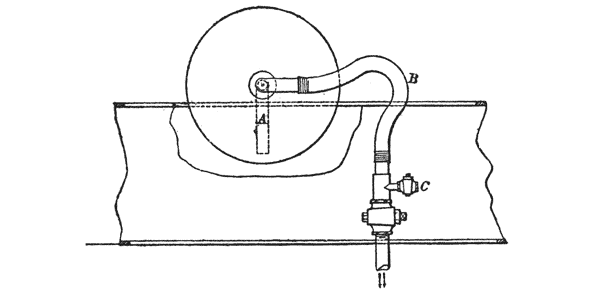
The water passing through the wire cloth on the drum carries with it a certain amount of fibre which, unless special precautions are taken (see “Save-all,” p. 154) is lost. The amount is considerable in the case of weak rags, and care should therefore be taken that the washing is not prolonged more than is consistent with proper cleansing, and that the pulp should not be too much broken up at this stage.
The washed and broken pulp goes by the name of “half-stuff.” {89}
The following is the usual plan of treating rags in the washer:—It is first half-filled with water, and the rags from the boiler put in gradually until nearly filled. Water is now allowed to flow in at the opposite end to where the drum-washer is placed. This, by the action of the roll, mixes thoroughly with the pulp and extracts all the soluble matter, and also carries with it fine insoluble impurities.
The action of the knives in the roll on the rags passing between it and the knives in the bed-plate serves to break them up and thoroughly disintegrate them. The dirty water then passes away through the drum-washer, the stream of pure water being regulated so as to keep the level constant. This is continued until only pure water passes away. The supply is then stopped, the washer still being kept in action. As the level falls the drum is lowered by means of the handle F. When sufficiently drained the pulp is discharged through a valve in the bottom of the engine. It is now ready to be bleached. This may be done in separate engines called “potchers,” somewhat resembling the breaker or washer already described, or it may be done in the breaker itself. The process of bleaching will be described in Chapter VII.
Occasionally, the bleaching process is conducted in the “beater” itself, but this is not to be recommended.
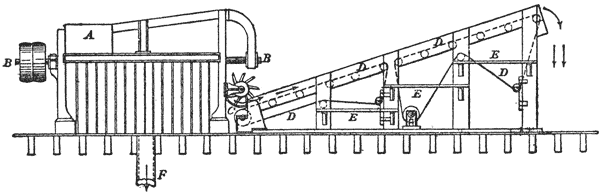
The first treatment that the esparto undergoes is that of “picking.” The bands of the bales in which esparto is packed, generally by hydraulic pressure, are cut, and the grass is spread out on tables by women, who carefully remove such impurities as weeds, root-ends, &c., which from their nature are with great difficulty boiled and bleached, and which if not removed would be liable to appear in the finished paper as dark-coloured specks, technically known as “sheave.” This treatment is called “dry-picking,” in contradistinction to a subsequent process, known as “wet-picking.” A portion of the table is covered with coarse wire gauze, through which when the grass is spread over it loose particles of sand, dirt, &c., escape. The cleaning of esparto can be much better accomplished by means of machinery. Fig. 23 is an elevation of a machine manufactured for the purpose by Messrs. Masson, Scott and Bertram. The grass, which may be in the form of sheaves, as taken from the bales, is put in by the hopper A. It passes thence to a conical {91} drum made of steel bars placed very close together, driven rapidly by the shaft B. It is provided with five rows of teeth. Fixed to the sides of the willow there is also a row of stationary teeth. The grass is thoroughly broken up and dusted by the action of the teeth, and is transferred to the wide end of the willow at C, where it is carried forward on the travelling tables D. During its passage along the tables it can be examined and picked by women standing on the platforms E. The dust and dirt passing through the steel bars of the drum are drawn away by a fan through the pipe F.
This machine is also adapted so as to carry the cleaned grass to the boiler-house. It is taken forward by means of travelling rakes over the tops of a series of boilers, any one of which can be furnished by simply opening a door corresponding in position with the lid of the boiler.
Boiling.—The ordinary form of boiler is shown in Fig. 24. It is known as a vomiting boiler. The grass is put in by the door E, which is hinged, and is counterbalanced by the weights L. It is securely fastened down by the screws F. Steam enters by the inner pipe A, which dips a little below the perforated false bottom B. Surrounding the steam-pipe is a wider pipe C, open at the top, which is made slightly trumpet-shaped; also open at the bottom, where it ends in a kind of shoulder, on which the false bottom rests. The lower part has two or more openings G cut away, through which the liquor can freely pass.
In order to get as large a charge into the boiler as possible, steam is turned on while furnishing, and a quantity of caustic soda lye is also run in, which has the effect of softening the grass and making it more compact. This is continued until the boiler is well filled.
The action of the boiler is as follows:—The steam passing through the pipe A heats the liquor that has drained from the grass through the perforations in the false bottom, and forcing it up the wide pipe C, causes it to strike against the dome or bonnet D, and distribute itself again over the grass. {92} This is technically known as “vomiting.” In this way a constant circulation of liquor is kept up.
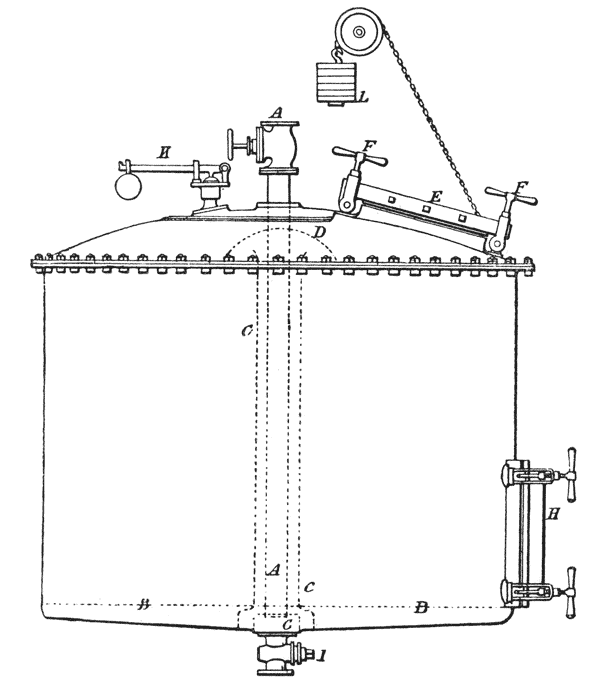
The boiler is emptied by the door H and the liquor is run off by the cock I. The boilers are usually supplied with a safety valve E, and also with a pipe for letting off the steam when the boiling is finished. The boiling generally takes from four to six hours. The quantity of soda necessary depends upon the nature of the grass, Spanish requiring less than African. {93}
Routledge, to whom the introduction of esparto as a paper-making material is due, gives 10 per cent. as the proper quantity.
The pressures employed vary from 5 lb. to 45 lb. There has been a growing tendency of late to employ the higher pressures for reasons already stated.
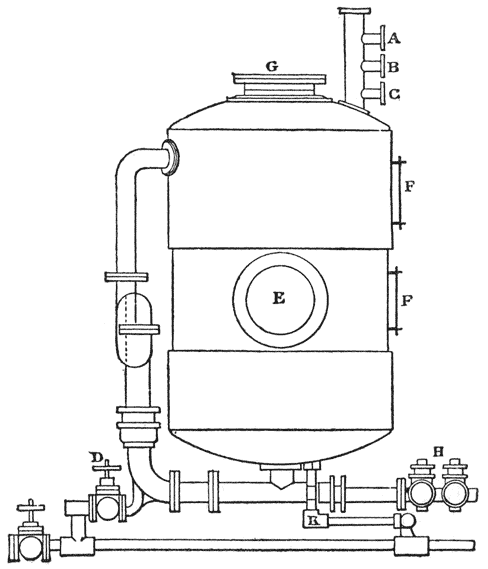
Of late years great improvements in the form of the boiler have been introduced. Fig. 25 is an illustration of Roeckner’s Patent Boiler. The vomit pipe is outside the boiler. Steam entering by the cock D, forces the liquor up the vertical vomit pipe and distributes it over the grass. The pipe K is used for heating the liquor at the commencement of the operation by means of waste steam. F F are gauges for indicating the height of the liquor. The grass is put in by the opening G. The pipes A B and C are for the supply of {94} steam, strong lye and water. The boiled grass is discharged by the circular door E.
The boiler holds three tons of grass and the boiling is completed in about 2 1⁄2 hours, the pressure being about 35–40 lb. per square inch. It is claimed that by its use a saving both of time and soda is effected.
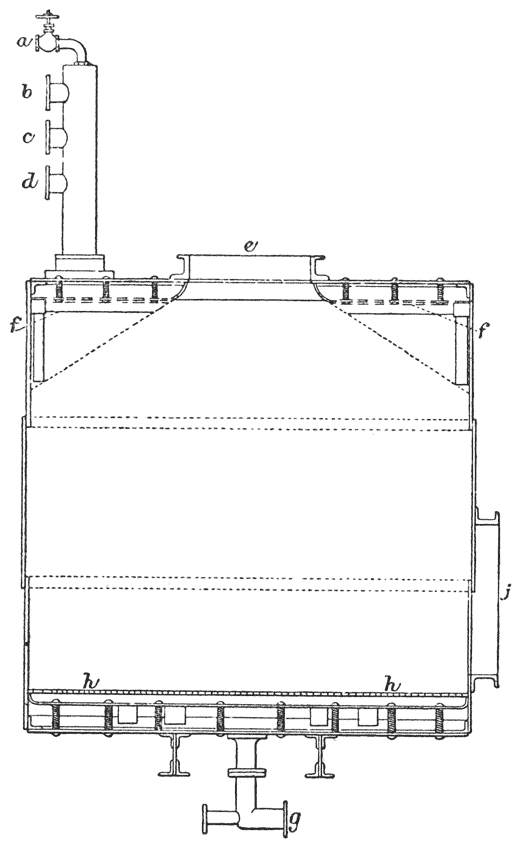
Sinclair’s Patent Boiler is shown in Fig. 26. The vomit pipes, of which there are two, are made of thin steel plates {95} riveted to opposite sides of the boiler. The liquor drains through the perforated false bottom, and is then forced up the vomit pipes above the perforated plates through which it is distributed over the grass in a number of fine jets. The boiler is charged by the door e and emptied by j. The small cock a is used as a blow-through cock; the opening b is used for blowing-off steam when emptying the boiler; c for letting in caustic soda lye; d for water. Steam enters by the small branch of the T pipe at the bottom of the boiler, the other, g being used for running off the waste liquor. A boiler holds from two to three tons of grass, and a boiling is completed in about two hours at a pressure of 40–50 lb. per square inch.
The two forms of boiler above described possess the obvious advantage of having the whole or nearly the whole of the interior available for holding grass; the boilers can therefore be made to hold more, and the boiling is moreover much more evenly accomplished.
Washing.—The boiling being completed, the steam is allowed to escape and the liquor to collect at the bottom of the boiler where it is run away by the pipes placed at the bottom for the purpose. Water is then run in and steam turned on for a short time; this is also run off, and the grass drained as completely as possible. The boiled grass is then emptied into trucks and taken away to the washing engines. These resemble those already described under rags.
During the process of washing, a certain amount of the shorter fibres find their way through the meshes of the wire-cloth. In addition to this a large proportion of the cellular tissue surrounding the fibro-vascular bundles (see Fig. 12, p. 57) is carried away. If the wash-water be examined under the microscope, it will be seen to consist largely of this cellular matter. Though this entails a certain loss of cellulose, its removal is in other respects advantageous, as it is possessed of hardly any “felting” properties, and it is moreover exceedingly difficult to bleach.
The amount of fibre actually obtained in practice is but little below that contained in the grass. A certain loss is {96} inevitable, but this probably does not exceed 1 or 2 per cent.
The percentage of cellulose in esparto is given on p. 57. The following numbers obtained by the authors are somewhat higher. They are calculated on the absolutely dry fibre; those mentioned are on the air-dry samples:—
| Cellulose per cent. | |
|---|---|
| Spanish | 58·0 |
| Tripoli | 46·3 |
| Arzew | 52·0 |
| Oran | 49·6 |
There is no doubt that considerable differences occur even between different specimens of the same kind of grass.
It is the practice in some mills to wash the grass in a series of tanks connected together in the same way as the lixiviating tanks of an alkali works. They are so arranged that pure water flows in at one end, passes through fresh lots of grass in succession, and issues at the further end highly charged with the soluble products of the grass. By such an arrangement the grass can be washed without any loss of fibre, and with a minimum quantity of water. This latter feature is of great importance in mills where it is necessary to evaporate the whole of the waste liquors from the esparto, as they are then obtained in a very concentrated form. Even with such an arrangement it is advisable to give the grass a short final treatment in the washing engine.
The washing having been completed, and the esparto having been broken up into “half-stuff,” it is now ready to be bleached (see Chap. VII.).
The presse-pâte system, originally adopted for the treatment of straw, has of late years been extensively applied to esparto.
The presse-pâte consists of the wet end of a paper machine, and is furnished with sand-tables and strainers. The pulp is allowed to flow on to the wire cloth, so as to form a thick web of pulp. The bulk of the water passes away through the wire cloth; a further quantity is removed by the {97} vacuum-boxes and couch-rolls. The pulp, containing from 50 to 60 per cent. of water, is wound round an iron rod until a sufficiently large roll is formed.
The advantages of the presse-pâte system are the possibility of the removal of dirt and unboiled portions by means of the sand-tables and strainers, and the very complete washing and removal of the products of the action of bleaching powder.
It also enables manufacturers to dispense with the somewhat costly methods of dry and wet picking.
The presse-pâte system can also be applied to the unbleached pulp.
It may be interesting at this point to say something about the substances which are removed from the esparto by the caustic soda. On referring to p. 57 it will be seen that the original grass contains nearly half its weight of extractive matter, the removal of which has to be effected. Only a small proportion of this is extractive matter in the ordinary sense of the term, i.e. that can be extracted by the usual solvents; the remainder is intimately combined with the cellulose. The action of the caustic soda is to resolve these bodies, the cellulose remaining behind, and the other constituents being dissolved as resinous bodies by the soda. A certain proportion of the mineral constituents, notably the silica, dissolves in the lye, the latter forming silicate of soda.
On neutralizing the liquor with an acid, the bulk of the dissolved constituents is thrown down as a dark brown resinous mass. If this crude product be purified, it is found to consist of a definite body having the formula C21H24O8. By the action of chlorine on this resin a bright yellow chlorine compound is formed, resembling the compound from jute described on p. 18. If the resin be treated with concentrated nitric acid, a bright yellow body is formed, which forms definite compounds with bases, and which has the property of dyeing animal fibres a bright orange colour. In addition to this body, a yellowish-white wax can be isolated. It sometimes happens that this wax is but imperfectly dissolved in the caustic lye; if the waste liquor be allowed {98} to stand, the wax is occasionally found to collect in small quantities on the surface.
Various attempts have been made from time to time to remove from the waste liquors the soluble matter derived from the esparto by the addition of lime. This throws it down as a very voluminous precipitate, exceeding difficult of filtration. The filtrate contains only caustic soda. The difficulties of removal of the precipitate, however, are almost insurmountable. The usual method of disposing of the liquor is to evaporate it to dryness and ignite it, as will be subsequently described under the head of “Soda Recovery,” Chapter XII.
The kinds of straw in general use are wheat, oat, rye, and barley; the two first constituting the bulk of the raw material, at least in this country. Some idea of the composition of straw may be gathered from the analyses given on p. 59.
It will be seen that the amount of cellulose is quite as high as in esparto, but for the reasons above given and from the fact that a large proportion of the cellulose consists of cellular tissue (see Figs. 12 and 13), which is easily attacked by soda and readily passes through the meshes of the {99} drum-washers and the wire-cloth of the presse-pâte and paper machine, the yield obtained in practice falls considerably below that from esparto.
In addition to the numbers already quoted on p. 59, the following results of analyses made from time to time by the authors, may be interesting. The percentages are calculated on the absolutely dry material.
| Cellulose per cent. | |
|---|---|
| Oat Straw | 52·0 |
| Oat Straw | 53·5 |
| Wheat Straw | 49·6 |
| Rye Straw (Foreign) | 53·0 |
| Oat Straw (Foreign) | 46·5 |
| Wheat Straw (Foreign) | 50·2 |
The yield of pulp is greatly influenced by the conditions under which it is obtained; high pressures and temperatures exerting considerable influence on the result. This is probably the case with straw more than any other fibre, on account of the physical and chemical nature of the cellulose. It is doubtful whether much more than 35 per cent. is actually obtained in practice.
Straw is usually boiled in cylindrical rotary boilers. Some paper-makers, however, prefer to use one or other of the different forms of vomiting boilers already described.
The use of a rotary boiler is open to certain objections. In the first place, it is doubtful if they are as economical of soda as the vomiting boilers, especially the more recent patterns; and, secondly, the rotation of the boiler so disintegrates the pulp, that a certain proportion of the cellulose, especially those fibres which are short, is liable to be lost during the subsequent treatment. It seems probable that the best results would be obtained if the rotation of the boiler were reduced to a minimum, in fact, sufficient only to produce thorough circulation of the liquor.
The proportion of soda necessary to boil straw thoroughly is, for reasons already stated, greater than is the case with esparto. The amount varies from 10 to 20 per cent. on the raw material. {100}
The different processes to which straw is subjected vary greatly. The following may be taken as a general indication of the methods employed. The straw is usually cut into short pieces of about 1–2 in. in length by means of an ordinary chaff-cutter. The cut straw is carried by means of a blast of air along a wooden tube or shaft into a chamber, the sides of which are made of coarse iron gauze. This chamber is itself inclosed in another chamber, in which the dust and dirt accompanying the straw collect. The clean straw is then placed in sacks and conveyed to the boiler-house.
Owing to the bulky nature of straw, it is difficult to get a large charge into a boiler at one operation; it is therefore usual, after having filled it as completely as possible, to run in a portion of the lye required, and to turn on the steam for a few minutes. This has the effect of so far softening the straw as to make it lie closely at the bottom of the boiler and to allow of a further quantity being put in. This having been accomplished, the remainder of the lye required is run in, together with the requisite quantity of water, and the steam turned on. The pressure may vary from 10 to 50, or even 80 lbs. per sq. in., and the time from 4–8 hours.
When the boiler has sufficiently cooled, the charge is run out by a cock in the bottom. Owing to the rotary action of the boiler the straw is in the state of fine pulp, having been almost completely disintegrated; so fine, in fact, that it flows readily through a 3-in. pipe. It is run into large tanks with perforated tile bottoms, where the excess of liquor is allowed to drain away and the pulp washed by the addition of water. It is then dug out and taken to be bleached. Before this is done, however, it may be necessary to give it a further washing. This may be done in the potcher itself. Instead of washing the straw in tanks, it may be washed in an ordinary washing engine, such as has been already described. Owing to the finely divided state of the pulp, however, this method, unless the meshes of the wire-cloth covering the drum washer are very fine, entails {101} a considerable loss of fibre. It is more suitable in cases in which the straw has been boiled in stationary boilers, and in which therefore it is less disintegrated. When stationary boilers are employed, it is not necessary to cut the straw very fine; in fact, it is sometimes put into the boiler whole. The cutting has this advantage, that it loosens the adhering dirt. In cases where the action of the soda has not been carried far, or when the straw has been put into the boiler whole, the pulp will not be disintegrated to the same extent, and it would not flow through a narrow pipe. It is necessary therefore to discharge the boiler through the doors used for filling.
A novel form of washer especially adapted for straw, whereby the washing is effected with the minimum quantity of water, has been used on the Continent to a considerable extent, and to some extent in this country. The pulp is caused to pass along a series of revolving cones covered with wire-cloth, through which the liquor escapes. As it reaches the end of each cone, the pulp is emptied into a small tank containing water from the cones further on in the series. It is carried forward by means of hollow bent arms connected with the inside of the next cone, which then discharges it at the other end, to be again carried forward.
As already stated, the presse-pâte system is largely adopted for straw pulp; it has been described under Esparto. It may sometimes be employed with advantage before bleaching, though it is generally used after.
A method of treating straw is sometimes adopted which produces a pulp of higher quality than is obtainable by the ordinary method. The washed pulp is mixed in a chest provided with stirrers, with a large quantity of water, and is then pumped into another chest placed at a higher level, from which it flows between a pair of hard granite millstones, the surfaces of which are cut into radial grooves. The stones are fixed horizontally, and are made to revolve at a very rapid rate. During the passage of the pulp through the stones, the knots, weeds, and other hard portions of the {102} straw which may have resisted the action of the alkali are reduced to a fine state of division, and are thus more readily acted upon in the subsequent operation of bleaching. The degree of fineness to which the pulp is reduced can be determined by regulating its flow and the distance between the stones. Pulp produced in this way is of a very even character, and is comparatively free from unbleached particles.
Within the last few years a process of treating straw has been introduced which, on account of the high quality of the pulp produced, has attracted considerable attention from paper-makers. It consists in exposing pulp obtained in the usual way by the action of caustic soda to the action of chlorine gas. The method was patented in England on March 3rd, 1880 (No. 938), by Friedrich Carl Glaser. The amount of soda in the preliminary boiling is reduced much below that necessary for perfect pulping, the result being that the cellulose is much less liable to be destroyed, and thus a greater yield is obtained. The pulp is thoroughly washed and partially freed from moisture in a centrifugal machine until only about 70 per cent. remains. The partially dried pulp is then exposed in leaden or stone chambers for some hours in an atmosphere of chlorine, produced by the action of hydrochloric acid upon manganese dioxide. By the action of the chlorine, those portions of the straw which have been but imperfectly acted upon by the caustic soda in the boiling process are completely disintegrated, or, rather, are rendered more susceptible to the action of the bleaching liquor employed subsequently. The consequence is that when bleaching liquor is added, the whole of the straw is rapidly reduced to the state of pure cellulose, and the finished product is remarkably free from anything like unbleached portions. Owing to the fact that the action of the caustic is minimised, a considerable proportion of the more easily degraded cellulose survives, and the yield of pulp is thereby increased. The process is, however, necessarily expensive. The action of the chlorine will be readily understood by a reference to p. 19. {103}
Owing to the fact that a considerable proportion of the pulp obtained from straw consists of cellular tissue (see Fig. 13, p. 58), which, although cellulose, is devoid of fibrous structure, paper made from straw only is found to be much weaker than that made from fibres such as esparto. On the other hand, being a cheap material, and one capable of yielding a very white pulp with a moderate quantity of bleach, it is held in considerable repute by many paper-makers, especially as a material for mixing with esparto. It is sometimes mixed with cotton and linen rags, even in the finest qualities of paper.
A cheaper method, and one which is largely adopted in mills where only a coarse dark-coloured paper is required, consists in boiling the jute or other fibre in lime. Such a treatment is, however, not so effective as one in which caustic soda is used, and the fibre produced is harder and coarser in every way. The yield of pulp, however, owing to the fact that the fibre is imperfectly resolved, is greater. In many cases, from questions of economy, lime may be advantageously employed.
Jute can only be employed successfully when it is imperfectly resolved, that is to say, when it is not reduced to the state of pure cellulose. In such a state it forms a comparatively weak fibre, owing to the fact that it is resolved into its individual fibres. If the filaments are not completely resolved, then a strong fibre is the result, but in this case, the pulp cannot be obtained in a pure white state. Owing to this fact, jute has had up to the present only a limited consumption, except for the manufacture of coarse papers. {104} Jute and Adansonia are largely used for papers where strength is of more importance than appearance, such, for example, as paper for telegram forms, strong wrapping paper, &c.
When an alkaline treatment is adopted, the alkali employed is, at least in this country, caustic soda. In Germany the sulphide of sodium processes have been very largely adopted. The alkali method is, however, being superseded by the more perfect and more economical method of treatment with sulphurous acid or acid sulphites.
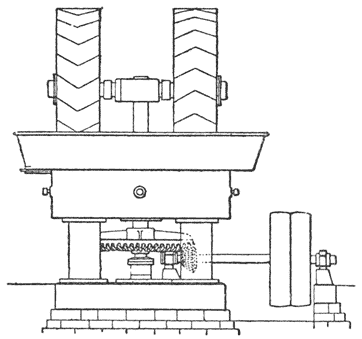
The wood is first cut up into blocks, the size of which is determined by the width of the stones used for grinding; any knots present are cut out with an axe. The stones are made of sandstone, and are covered over three quadrants with an iron casing, the remaining quadrant being exposed. The surfaces of the stones are made rough by the pressure of a steel roll studded with points, and which is pressed against it while revolving. In addition to this, channels about 1⁄4 in. deep are cut into the stone at distances of 2–3 in. They are made in two sets, crossing each other in the centre of the stone, and serve to carry off the pulp to the sides of the stone, in addition to giving increased grinding-surface. The pressure of the blocks of wood against the stones is steadily maintained by screws worked by suitable gearing; this is necessary in order to obtain a pulp of uniform character. A stream of water is kept constantly playing on the stone; by this means, the pulp as fast as it is formed can be conveniently carried away. It is first passed {106} through a rake, which retains small pieces of wood that have escaped grinding. The stream of pulp then passes through the sorters, the object of which is to keep back such portions of the wood as have not been sufficiently disintegrated. These consist of cylinders about 3 ft. long and 2 ft. in diameter, covered with a coarse wire-cloth. The fibres that are retained by this wire fall into the refiners, which consist of a couple of horizontal cylinders of sandstone, the upper one only of which revolves. Here they are further {107} disintegrated, and are again passed through the wire-cloth; this is repeated until all the fibres have passed through. The pulp, after passing through the first sorter, may be conducted through a series of gradually increasing fineness, and, by this means, be separated into different qualities. Though pulp so prepared cannot compete with chemically-prepared stuff, as the fibres are extremely short, and have comparatively little felting-power, it may be used with advantage as a sort of filling-material.
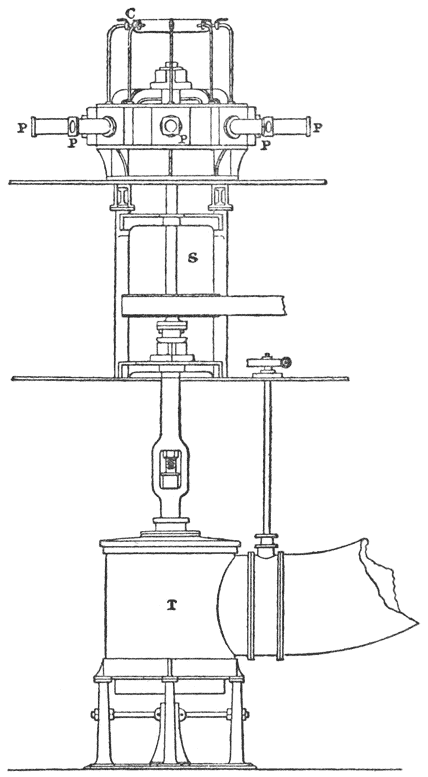
Various modifications of the foregoing process have from time to time been proposed; among others, that of softening the wood by previous soaking in water, or steaming, seems to be valuable, as by so doing, it is highly probable that a longer fibre could be obtained, the soft wood being more readily torn away by the stones. Some inventors have proposed to replace the sandstone by an artificial stone containing a large quantity of emery.
An improved method of preparing mechanical wood pulp, lately patented by Mr. A. L. Thune, of Christiania, has been communicated to us by Mr. Carl Christensen.
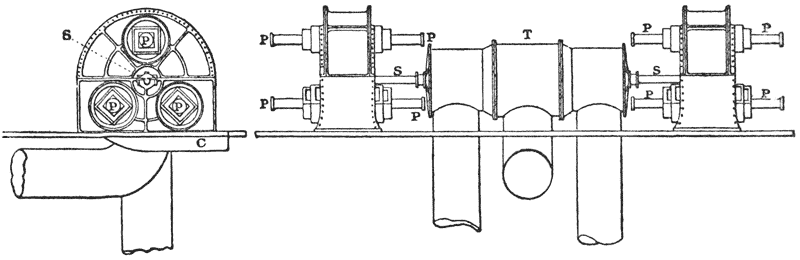
| FIG. 29. | FIG. 30. |
The apparatus employed is shown in Figs. 28, 29, and 30. Fig. 28 illustrates an arrangement of grinding apparatus fixed direct on to a turbine. The stone is fastened on to the shaft S worked by the turbine T. The wood in the form of small blocks is kept in contact with the stone by a number of hydraulic presses P. {108}
A somewhat similar arrangement, but placed horizontally, is shown in front and side elevation in Figs. 29 and 30. The same letters correspond.
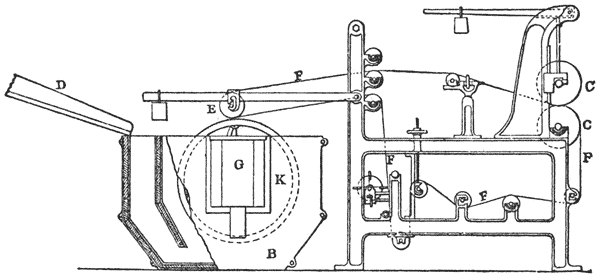
The ground and sorted pulp is made into thick sheets by means of the board machine shown in Fig. 31. The pulp mixed with water passes down the shoot D into the vat B in which the cylinder K revolves. This cylinder is covered with wire-cloth, and as it revolves it takes with it a certain quantity of pulp in the form of a continuous sheet. This sheet is taken on to the endless travelling felt F by the small couch roll E. When it reaches the rolls C it is wound round the upper one, from which it is removed when a sufficient thickness is obtained. Obtained in this form the pulp is readily transported.
The woods commonly employed are white pine and aspen. The latter yields a pulp of a better colour, but of inferior strength than the former.
Paper containing mechanical wood pulp is very liable to become discoloured by the action of air and light, the ligno-celluloses being much more readily acted upon than the celluloses isolated from them. Such fibre is, moreover, devoid of much felting power; it has, in fact, little to recommend it but its comparative cheapness. It is nevertheless used in large quantities, some cheap papers being made entirely from it. {109}
| Specific Gravity. | Degrees Twaddle.* | Per cent. Na2O. | Equivalent Percentage of 60 per cent. Caustic Soda. |
|---|---|---|---|
| 1·0040 | 0·80 | 0·302 | 0·503 |
| 1·0081 | 1·62 | 0·601 | 1·001 |
| 1·0163 | 3·26 | 1·209 | 2·015 |
| 1·0246 | 4·92 | 1·813 | 3·021 |
| 1·0330 | 6·60 | 2·418 | 4·030 |
| 1·0414 | 8·28 | 3·022 | 5·037 |
| 1·0500 | 10·00 | 3·626 | 6·043 |
| 1·0587 | 11·74 | 4·231 | 7·051 |
| 1·0675 | 13·50 | 4·835 | 8·059 |
| 1·0764 | 15·28 | 5·440 | 9·067 |
| 1·0855 | 17·10 | 6·044 | 10·073 |
| 1·0948 | 18·96 | 6·648 | 11·080 |
| 1·1042 | 20·84 | 7·253 | 12·090 |
| 1·1137 | 22·74 | 7·857 | 13·095 |
| 1·1233 | 24·66 | 8·462 | 14·103 |
| 1·1330 | 26·60 | 9·066 | 15·110 |
| 1·1428 | 28·56 | 9·670 | 16·117 |
| 1·1528 | 30·56 | 10·275 | 17·125 |
| 1·1630 | 32·60 | 10·879 | 18·131 |
| 1·1734 | 34·68 | 11·484 | 19·140 |
| 1·1841 | 36·82 | 12·088 | 20·147 |
| 1·1948 | 38·96 | 12·692 | 21·153 |
| 1·2058 | 41·16 | 13·297 | 22·161 |
| 1·2178 | 43·56 | 13·901 | 23·170 |
| 1·2280 | 45·60 | 14·506 | 24·177 |
| 1·2392 | 47·84 | 15·110 | 25·170 |
NOTE.—It must be borne in mind that the above numbers refer only to solutions of pure caustic soda. With liquors containing sodium chloride, sulphate, &c., the specific gravity will give an erroneous view of the amount of alkali present, as these salts of course raise the gravity. For example, a liquor prepared by causticising a solution of recovered soda has a specific gravity of 1·05 (10° Tw.). According to the above table this corresponds to 6·043 per cent. of 60 per cent. caustic. Tested by means of standard acid it showed 4·520 per cent. Too much reliance should therefore not be placed upon determinations of specific gravity, but in important cases the actual amount of alkali should be determined by titration with standard acid.
* To convert degrees Twaddle into specific gravity, multiply by 5, add 1000 and divide by 1000: thus 7° Tw.,
The methods of bleaching being essentially the same for all pulps, it will only be necessary to describe one in detail.
The process depends upon the use of a solution of calcium hypochlorite, prepared by dissolving bleaching powder in water. This solution is best prepared in a vessel provided with stirrers or agitators, whereby a thorough mixture of the bleaching powder and water is obtained. Bleaching powder always contains a certain amount of free lime and calcium carbonate, which remain undissolved in the water. This should be allowed to settle to the bottom of the vessel, and the clear liquor run off. The residue may then be again treated with water, or with weak liquor obtained by washing the residue. If the washings are too weak to be conveniently used for bleaching, they may be stored in a separate tank and used for dissolving fresh powder. In this way a strong stock solution can be readily prepared, the powder at the same time being thoroughly exhausted. The washing should be repeated as frequently as possible, after which the residue may be allowed to drain. This operation is best conducted on a filter bed provided with an air-pump similar to that described in Chapter XII. The residue is obtained in this way as a hard cake, containing about 60 per cent. of water. If the above operations have been properly conducted, it should not contain more than about 0·25 per cent. of chlorine.
The original powder should contain from 33·0 to 35·0 per cent. of “available chlorine,” that is, chlorine which is effective in the bleaching process. {111}
Owing to the ease with which it decomposes it should be kept cool and not exposed to the air.
If possible, one or more large store tanks should be provided for the strong bleach liquor, so that time may be given for the complete separation of the insoluble portions. The liquor can be drawn off with a “siphon” pipe without disturbing the residue.
It is of the utmost importance that only clear liquor be used, as a milky solution of calcium hypochlorite is much more sluggish in its action than one which is perfectly clear and bright.
A convenient strength for the stock solution is 6° Twaddle: this corresponds to about half a pound of bleaching powder to the gallon.
The method of testing the powder and its solution will be described in Chapter XIV.
The washed and broken pulp is placed in the “potcher” together with the necessary quantity of bleaching liquor and as much water as is required to produce complete circulation of the mass. In many mills the breaker itself answers the purpose of a potcher also. The quantity of water should be kept as low as possible, as it is found that by the use of strong solutions less bleaching powder is required than with weak solutions; moreover, less time is required to produce the effect. On the other hand, with very strong solutions, the pulp is liable to be injuriously affected.
Straw and esparto pulps are sometimes bleached in large potchers made of brick covered with cement. The circulation of the pulp is produced by the action of paddles made of wood or, preferably, of iron.
Many “potchers” are provided with steam pipes, whereby the mass of pulp and liquor is heated. This should be done with great care, so as to avoid superheating in any part, as this is certain to cause destruction of the fibre. The better plan, where it can be adopted, is to uniformly heat the pulp before running in the bleach.
In certain cases the action of the calcium hypochlorite is {112} assisted and accelerated by the addition of either sulphuric or hydrochloric acids; these combine with the lime and liberate hypochlorous acid, which has a more rapid action than its calcium salt. If the acid be added in too large quantity, or of too great a strength, it sometimes happens that instead of hypochlorous acid, chlorine gas is given off, part of which escapes into the air, thus causing loss. Moreover, the chlorine is liable to enter into combination with the fibre substance forming the yellow chlorination products described on p. 18.
This liability is greater in the case of highly lignified fibres, such as wood or jute: in these cases, therefore, the use of acids should be avoided. When used the acid should be largely diluted with water and added gradually. The best plan is to allow the action of the bleach to continue for some time, only adding the acid when it is nearly exhausted. In this way risk of damage to the pulp is avoided.
The diluted acid should be conveyed by a leaden pipe passing down to the floor of the potcher, and perforated at its lower extremity.
Other means of accelerating the action of the bleaching powder have been suggested, such, for example, as the use of bicarbonate of soda, which by double decomposition forms with the bleaching powder carbonate of lime and free hypochlorous acid. It is, however, much too expensive an agent.
The amount of bleaching powder necessary to produce a good white colour differs materially with the fibre to be bleached, and of course with the degree of resolution of the fibre substance in the preliminary treatment with caustic soda.
The following numbers may be taken to be approximations of the amount necessary to bleach well-boiled pulps:—
| Per cent. Powder calculated on Unboiled Fibre. | |
|---|---|
| Esparto | 10 to 15 |
| Straw | 7 to 10 |
| Wood | 15 to 20 |
A well-boiled pulp should contain from 90 to 95 per cent. of cellulose.
Very excellent results are sometimes obtained by substituting sodium hypochlorite for the calcium compound. This is done by decomposing a solution of bleaching powder with an equivalent quantity of either sodium sulphate or sodium carbonate. The precipitate of calcium sulphate or carbonate is allowed to settle and the clear liquor run off. Such a solution is more sluggish in its action than one of calcium hypochlorite, but it is more easily controlled, and is less liable to injure any material treated with it.
The time necessary to produce a perfect bleach depends on the nature and condition of the pulp, on the degree of concentration of the liquor, and on the temperature at which the operation is conducted. Some paper-makers prefer to extend the bleaching over a considerable period of time, but this involves the employment of a larger system of “potchers,” which in many instances is an objection. If this method is adopted, especially in the case of straw or esparto, the action of the paddles or roll should be stopped, as otherwise the fibres are liable to felt together in the form of small grains, which sometimes escape the action of the beating roll, and occasionally find their way into the paper, causing an unevenness of surface. By giving longer time to the bleaching there is less risk of damage to the fibre, and consequently a greater yield of bleached pulp.
The action of the bleaching solution should, as far as possible, be confined to the non-cellulose portions of the fibre. A certain action on the cellulose itself invariably takes place, but it should be reduced to a minimum. The action of bleach upon cellulose has been indicated in Chapter I., p. 10. For further information on this subject the reader is referred to the ‘Journal of the Society of Chemical Industry,’ 1884, April 29 and May 29.
A very good method of bleaching consists in a preliminary treatment in the ordinary way in the potcher, followed by a prolonged steeping in tanks. {114}
In the case of pulps which are very difficult to bleach, the action can be greatly assisted by washing out the products of the bleaching action, treating the pulp for a short time with a weak alkaline solution, again washing, and then repeating the bleaching process. In this way very refractory pulps can easily be bleached. Even an intermediate washing with water is useful.
In most cases, where a fairly good colour has been obtained by the use of bleaching powder alone, the colour is greatly improved by a souring or treatment with weak hydrochloric acid, or, better still, with solution of sulphurous acid.
Or the bleaching may be conducted in two or more operations with intermediate treatments with acid.
All these modifications, however, are more or less troublesome, and should only be resorted to when the ordinary method fails.
After bleaching, a certain quantity of calcium hypochlorite always remains in the pulp. It may be removed in the potcher itself, or when the pulp reaches the beater. In any case, the methods adopted are the same. (See p. 127.)
In some mills it is the practice to free the bleached pulp from the products of the decomposition of the bleach by pressing the pulp in hydraulic presses, or by draining in vats provided with perforated bottoms. Or the pulp may be made to pass through a pulp-saver (see Fig. 52, p. 155.)
Chlorine gas as a bleaching agent has been almost entirely superseded by the more manageable calcium hypochlorite. Its employment is open to the serious objection indicated before, viz. the liability to form difficultly removable chlorine compounds. Its use as a disintegrating agent has already been alluded to (see p. 102).
A process has lately been invented (English patent, No. 11,333, 1884), by Prof. Lunge, which involves the use of acetic acid. The quantity required is, however, very small, as during the process of bleaching it becomes regenerated. The free lime in the bleaching powder solution should first be {115} nearly neutralised with a cheaper acid, such as hydrochloric or sulphuric, followed then by the addition of the acetic acid. This process, we are informed, gives excellent results with high-class material, such as the best cotton and linen rags; it is, however, not to be recommended for such materials as straw or esparto.
For the bleaching of rags the process invented by Thompson (English patent, No. 595, 1883) has proved very effective. The method consists in saturating the material with a weak solution of bleaching powder, and then exposing them to the action of carbonic acid gas. In this way the bleaching action is made very rapid and effective.
The electrolysing vat consists of a rectangular vessel of slate or other suitable material. The negative electrode may be constructed of zinc; for the positive it is necessary to employ platinum.
The electrolysed solution has been found to possess very remarkable properties, which have considerable bearing upon the economy of the process. If a solution be taken of equal {116} oxidising efficiency with one of calcium hypochlorite, as indicated by the arsenious acid test (see p. 206), it is found that the former possesses greater bleaching efficiency than the latter in the proportion of 5 to 3. Moreover, the bleaching is much more rapid, and the loss of weight which the substances undergo is less, for equal degrees of whiteness obtained.
It has been shown that by the electrolytic method the bleaching of paper pulp can be effected at nearly one-half the cost of bleaching powder. The process is now being industrially carried out. Those interested in the subject are referred to a paper by the authors in the ‘Journal of the Society of Chemical Industry’ for April 1887.
The bleached pulp is now ready for the final treatment. If it were attempted to make paper from the pulp in the state in which it leaves the “potchers” or “steeping” chests, it would be found to be wanting in evenness of texture and uniformity of surface. This result can only be secured by an elaborate process of comminution or disintegration. This is in effect the result produced by the action of the “beaters.”
They resemble in general appearance the breaking engines previously described; the roll, however, carries more knives, and it is usually let down much nearer to the bed-plate. In the case of fibrous substances, whose ultimate fibres are relatively short (see table, p. 39), it is only necessary to split up the filaments into their constituent fibres: esparto, straw, and wood are of this class. In the case of straw, the disintegration is for the most part accomplished in the boiling and bleaching processes, and therefore but little work devolves upon the beater. Esparto and wood require a certain amount of beating, but this should be regulated to the drawing asunder of the individual fibres, any cutting of the fibres being carefully avoided. This is accomplished by adjusting the distance of the roll from the bed-plate, so that by the friction of the fibres upon themselves, when passing over the plate, a kind of rubbing or “brushing” is produced. If a carefully-made paper of esparto or wood be examined by the microscope, it will be found that the majority of the fibres preserve the pointed or slightly rounded ends {118} characteristic of bast cells. On the other hand, it is obvious that cotton, whose ultimate fibres have a length of 20 to 40 mm., and flax (25–30 mm.), with other similar fibres, will require to be broken up into short fragments in order to develop to the fullest the felting property of the pulp. Not only are the fibres reduced to the most favourable dimensions, but in cotton and linen a further contributory advantage accrues; for on account of the internal structure of the ultimate fibres they tend to split up at the point of rupture into a number of fibrillæ, which, in the case of cotton, take the form of a network; and in case of linen, are seen as a bundle of distinct fibres parallel to and continuous with the fibre. This gives to ends of the fragments a ragged contour, which has considerable influence on the felting power of the pulp, and therefore on the strength of the paper into which it is made.
With these fibres, therefore, the “cutting” as distinguished from the “breaking” action should be avoided as much as possible, otherwise the effect described above will not be produced, and the fibres will show instead a clean cut. The appearance shown by cotton and linen pulp, when thoroughly “beaten” and ready to be made into paper, is given in the frontispiece, which is taken from the author’s micro-photographs.
The “half-stuff” is furnished to the “beater,” or “beating” engine as it is sometimes called, previously partially filled with water. The furnishing is done in successive portions, the first being allowed to mix thoroughly with the water before another lot is added. This is continued until the mass is so thick that it will only just turn round in the beater under the action of the “roll.” Owing to the construction of the beater it frequently happens that a portion of the pulp lodges in the corners, from which the beaterman removes it by means of a wooden paddle, which also serves to push forward the pulp to the roll in case the motion is inclined to be sluggish. The proportion of water to pulp should not be too high, otherwise the beating is not so effective; at the same time, {119} if the mass is allowed to get too thick, imperfect circulation results.
The operation of “beating” occupies a considerable time, and consumes a large amount of power. Cotton and linen rags naturally take longer—in some cases as much as ten hours is given to the operation.
Esparto, on the other hand, can be sufficiently disintegrated in from two to four hours.
Wood pulp requires very gentle beating; it is therefore necessary to prolong the time to about six hours.
These differences in the duration and method of beating should be borne in mind when pulps of different natures are mixed together in the same beater, as is frequently the case. It is better, with very dissimilar fibres, to “beat” each separately, and only to mix them in the stuff-chests. This, however, is open to the objection that the pulps may be insufficiently mixed.
The length of fibre to which pulps should be reduced depends to some extent upon the kind of paper to which it is to be applied. The authors have examined a number of papers by well-known makers, and find the dimensions in millimetres of various pulps to be as follows:—
| Fibre. | Maximum. | Minimum. | Mean. |
|---|---|---|---|
| Cotton | 1·32 | 0·23 | 0·75 |
| Linen | 1·20 | 0·20 | 0·76 |
| Esparto | 1·40 | 0·40 | 1·00 |
| Straw | 1·50 | 0·50 | 0·88 |
| Wood | 2·60 | 1·00 | 2·00 |
Wood and straw pulp, when imported in the form of dry sheets, may, before being beaten, be conveniently disintegrated and thoroughly mixed with water by means of the edge-runner described under “Broke Paper,” p. 104, Fig. 28.
In making the finer kinds of paper, the roller bars or knives, instead of being made of steel are made of bronze, thus any contamination with oxide of iron is avoided. This is especially liable to take place in case of steel knives when the beater has been allowed to stand for some time. {120}
The inside of the heater itself is often lined with lead, a material which is not liable to oxidize, and which can very readily be cleaned.
When a beater has been running for some time the knives of the roll and the bed-plate become worn and so far reduced that they must be taken out and re-cut. The bed-plate is removed, firmly fixed in the bed of a planing machine, and the edges trimmed by means of a chisel, so as to cut the knives at the proper angle.
The roll and bed-plate are shown in section in Fig. 32. Fig. 33 is a plan of a bed-plate, and Fig. 34 illustrates the manner in which the knives are fixed.
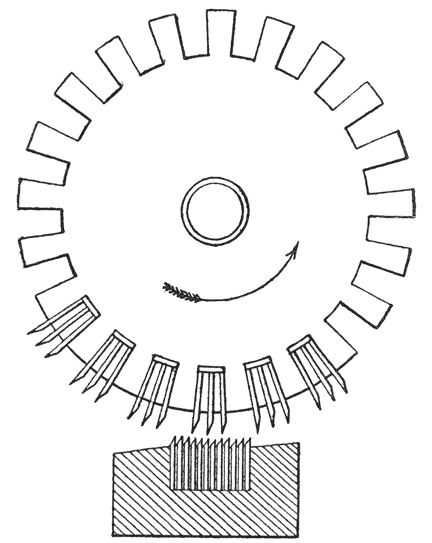
It will be seen that the knives in the bed-plate are placed so that they do not lie parallel with those of the roll. This arrangement imitates to some extent the action of a pair of scissors. Occasionally the knives are slightly bent, so as to form a very obtuse angle. Bed-plates so fitted are called {121} “knee-plates.” They are largely used in America, but not much in this country.
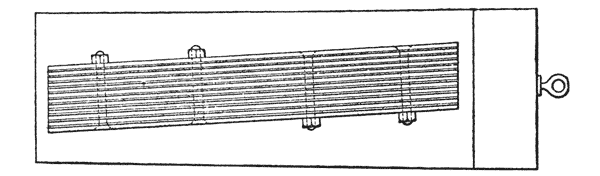

To obviate the necessity of removing the roll, a small machine has been devised whereby the knives can be cut in situ. This machine, which can be firmly fixed between the mid-feather and the side of the beater, consists of a small steam-engine which actuates a movable cutter, which is made to pass to and fro horizontally along the edge of each knife in succession. The engine is supplied with steam by a piece of strong flexible rubber tubing.
The ordinary form of beater contains only one roll, though some have been constructed containing two or even four rolls. In America, beaters of a totally different construction are much in vogue. The most important of these are the Jordan and Kingsland beaters, so called from the names of the inventors. The former consists essentially of a roll in the shape of a truncated cone, fitted with knives in the usual way, revolving in an iron box of corresponding shape, furnished with knives placed in the direction of its length, but at slightly different angles. The half-stuff enters the beater at the narrow end through a box provided with an {122} arrangement for regulating the flow, and is discharged by two or more openings in the cover at the wider end.
The Kingsland engine consists of a circular chamber, the sides of which are covered with knives, and between which a circular plate, also furnished with knives, revolves. The pulp enters through a pipe in the centre of one of the sides of the chamber, and flows out through an opening in the opposite side.
Another form of beater is that invented by S. L. Gould. The only essential difference between it and the Kingsland beater is that, instead of having a plate which revolves vertically against two stationary ones, the plate, which is placed horizontally, is furnished with knives on one side only, and revolves upon but one fixed plate, much in the same way as a pair of millstones.
The half-stuff supplied to these forms of beater is generally disintegrated to a greater extent in the breaker than is the case with those of the ordinary construction, as it is necessary to make it flow easily through them, and this could not be done if the fibres were kept long. A single passage of the pulp through the beater is sufficient to beat it up ready for making into paper. The chief advantages claimed for them is that they are more economical, both of time and power; also that the pulp is more regularly beaten.
Certain new forms of beaters have lately been introduced in this country, and are rapidly gaining in favour, chiefly on account of the saving of driving power, and the space occupied, compared with the amount of “stuff” they are capable of beating. Fig. 35 shows the construction of Forbes’ patent engine, as manufactured by Messrs. G. & W. Bertram, of Edinburgh. This beater is divided into three channels. The rolls, one of which is shown uncovered, are placed in the outer channels, while in the centre one the mixing and circulating wheel a is placed, the peculiar construction of which enables it to throw the pulp alternately into the two outer channels, from whence, after passing under the rolls again, it enters the central channel at the other end of the beater. {123}
In Umpherston’s patent engine great economy of space is effected by causing the pulp to travel over and under the backfall (a, Fig. 36). Another advantage is that the stuff circulates freely with less water than in the ordinary forms, thus increasing its output. It is also claimed that the pulp is beaten with less power, and as it is less liable to lodge in corners it is more evenly beaten.
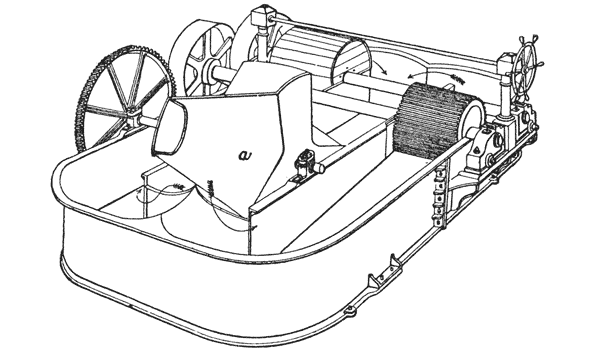
The construction of the engine will be readily understood by reference to Fig. 36. The direction which the stuff takes is indicated by the arrows.
Cooke and Hibbert’s beater, as manufactured by Messrs. Masson, Scott and Bertram, resembles, to a certain extent, Gould’s engine, previously described; it differs from it, however, in that the discs are placed vertically, instead of horizontally. Moreover, the general construction of the beater more nearly resembles those in ordinary use. Fig. 37, which shows it in plan and in section at the line D E, illustrates its construction.
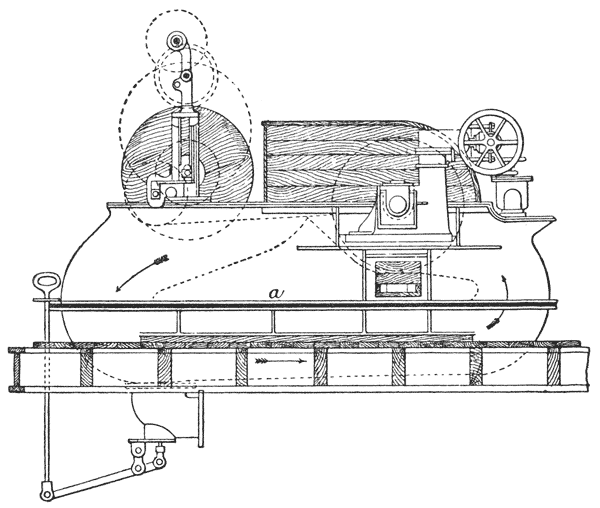
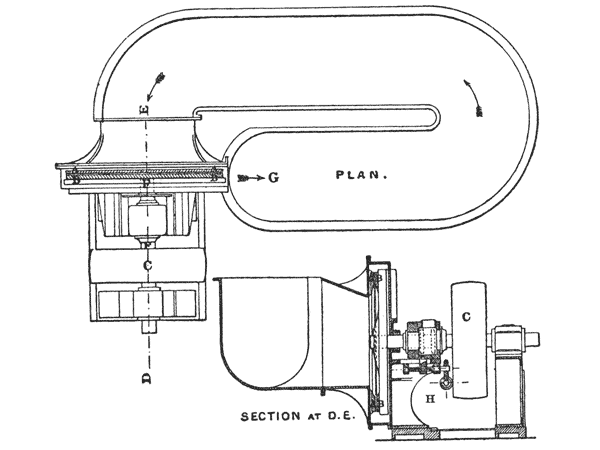
The shaded portions A represent the stationary disc. It is furnished for about two-thirds of its circumference with steel bars or knives, placed tangentially. B represents the {125} revolving disc on which similar knives are placed radially round the whole circumference. The direction that the pulp takes is indicated by the arrows. After passing between the plates it is thrown violently into the trough at G, the result being that it is very thoroughly mixed. The distance between the plates can be regulated by means of the gearing H. The engine is driven by the pulley C fixed on the shaft F. It is claimed that by means of this form of beater a great saving in time and power is effected, and that moreover the pulp is obtained in a more even condition.
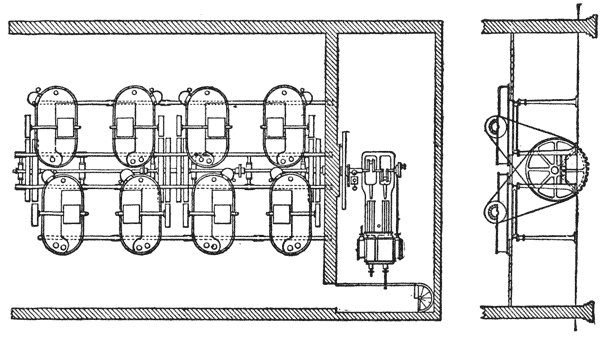
| FIG. 38. | FIG. 39. |
The quality of the water used to furnish the engine is a matter of very great importance, especially in the manufacture of high-class papers. Above all it should be free from suspended matter, and from dissolved iron; the former finds its way directly into the paper, and the latter is liable to become precipitated in the pulp as oxide, thus injuriously affecting its colour. Careful settling and filtration are sufficient to eliminate insoluble matter; soluble impurities are more difficult of removal; therefore the water should, if possible, be free from them. In most mills settling ponds are provided, for the purpose of removing suspended matter, and in addition it is usual to employ woollen filter-bags {126} fastened to the nozzle of the pipe that supplies the beaters with water.
For methods of purifying water see p. 211.
The beaters are generally driven from a separate engine, and are connected with it by a system of spur-wheels, pinions, and belts. Messrs. G. and W. Bertram have lately introduced a system of direct driving of beaters, whereby a great saving in power is effected. It is illustrated in plan and elevation in Figs. 38 and 39. The crank-shaft of the engine is coupled direct on to the main driving-shaft. Large pulleys are keyed on to this shaft, from which the power is taken directly on to the pulleys connected with the rolls.
The bleached half-stuff as it leaves the steeping chests usually contains an excess of bleaching liquor, which can be removed in two ways, viz. by washing or by decomposition with an “antichlor.” The first method has the advantage of not only removing the bleach, but of also eliminating the chloride of calcium, partly existing ready formed, and also that resulting from the decomposition of the calcium hypochlorite originally present in the bleach. On the other hand, this method takes some time, and consumes a large amount of water, which in some mills is a matter of considerable importance. For this purpose, many beaters are provided with one or more drum washers (see Fig. 36). An additional objection to this method lies in the fact that a certain quantity of fibre passes through the meshes of the wire-cloth covering the washers, and is thus lost.
The more usual plan is to remove the bleach by decomposing it with an “antichlor.” The substance generally employed for this purpose is sodium hyposulphite, or thiosulphate as it is now called, which, in presence of calcium hypochlorite, is oxidized to sodium sulphate, the latter being reduced to calcium chloride. Double decomposition then takes place between these salts, with the formation of calcium sulphate and sodium chloride. The reactions which take place may be expressed by the following equation:—
The above decomposition does not accurately represent the action of bleach upon sodium thiosulphate. If the solutions employed are very dilute, the decomposition may take place in another direction, viz.:—
At the particular degree of dilution which occurs in a beater, the bleach is decomposed almost entirely according to the first of the equations; from which, on calculating, it will be seen that 158 parts of sodium thiosulphate are equivalent to 286 parts of calcium hypochlorite. As commercial sodium thiosulphate contains 36·3 per cent. of water, and bleaching powder 70 per cent. of calcium hypochlorite, on the basis of 35 per cent. available chlorine it follows that 248 parts of the former are required to neutralize 409 parts of the latter.
Within the last few years other forms of “antichlor” have been introduced, such, for example, as the various sulphites. The most important of these is sodium sulphite, which has been manufactured by a patent process at a cheap rate, by Gaskell, Deacon, & Co., Widnes. Their product contained as much as 75 per cent. of Na2SO3, ordinary crystallized sodium sulphite containing only 50 per cent.
Sulphites are converted by the action of bleach into sulphates, thus:—
From this equation, it will be seen that 252 parts of sodium sulphite will neutralize 143 parts of calcium hypochlorite, or 204·3 parts of bleaching powder. Assuming that crystallized sodium sulphite contains 50 per cent. Na2SO3, the same amount of bleach would require 504 parts. As Messrs. Gaskell, Deacon & Co.’s sulphite contains 75 per cent. Na2SO3, only 336 parts are needed. Comparing these numbers with {129} those given above for sodium hyposulphite, it will be seen that 204·5 parts of bleach require for neutralisation 129 parts of sodium thiosulphate and 504 parts of crystallised sodium sulphite, or 336 parts of the stronger product.
Sodium sulphite is preferred to sodium thiosulphate by some paper makers, notwithstanding the fact that even in its most concentrated form, nearly three times as much is required to produce a certain result. It is said that when it is used the wire cloth of the machine is preserved for a longer time than if sodium thiosulphate is employed. This may be due to the fact that with the latter a certain amount of free acid is always formed, which of course would act injuriously on the wire; whereas, when sodium sulphite is used, the products of decomposition are neutral salts without any action upon metals. (See the above equations.)
A very cheap “antichlor” may be prepared by boiling together lime and sulphur. One hundred and sixty-eight parts of lime, made into a milk with water, are heated to boiling in an iron vessel. Three hundred and eighty-four parts of flour of sulphur or ground sulphur are then added in small quantities at a time, and the boiling continued until the whole is dissolved. The liquid which is now of a deep yellow colour, is allowed to settle and cool and is then ready for use. It contains a mixture of calcium thiosulphate and calcium pentasulphide, the latter compound giving to it its deep yellow colour. The following equation represents the action which takes place between the lime and the sulphur:—
The decomposition which takes place when the mixture is acted upon by calcium hypochlorite may be represented as follows:—
From this it is seen that a large quantity of free sulphur is formed, which is precipitated as a fine yellowish powder in the fibre. This not only affects the colour of the pulp, but is objectionable on account of its liability, in contact with the hot cylinders of the paper machine, or by the action of moisture over a long period of time to become oxidised to sulphuric acid, which undoubtedly, even if present only in very small quantities, has an injurious effect upon the finished paper. (See hydracellulose.) This property of sulphur and its action upon cellulose may be shown by the following experiment. Take a piece of water-leaf paper, rub into it a mixture of flour of sulphur and water. If the paper thus treated be rapidly dried, it will be found to be weakened or even slightly charred in those portions which have been in contact with the sulphur. (See also Chem. Soc. Journ., p. 249, 1879.)
Whichever variety of “antichlor” is used an excess should be carefully avoided, as all act more or less upon the size and colouring matter added to the pulp subsequently. The proper method is to run in small quantities of a solution of the antichlor at a time, testing the pulps, after allowing a few minutes for complete admixture after each addition. The test is made by immersing a piece of iodide of potassium and starch paper, which will be turned blue so long as any calcium hypochlorite is present. These papers are made as follows:—
Three grms. of starch are ground up with a small quantity of water and poured into 700 cc. of boiling water, and to the solution 1 grm. of iodide of potassium and 0·5 grm. carbonate of soda are added. Sheets of white paper, water-leaf in preference, are now soaked in the solution and dried. In presence of calcium hypochlorite, iodine is liberated from the potassium iodide, and acting upon the starch forms with it a characteristic blue colour.
China clay or kaolin is sold in the form of large lumps of a white or yellowish-white colour. It is formed by the gradual disintegration of felspar by means of the action of air and water, and consists essentially of a silicate of aluminium. Its quality depends upon its whiteness and its freedom from coarse micaceous particles. It is usually prepared for admixture with the pulp by making it into a fine cream with water in a vessel provided with stirrers; it is then passed through a fine sieve in order to remove any impurities it may contain, and is then run into the beater. The clay or other filling material is usually run into the beater as soon as the latter is charged with pulp, so that by the time the beating operation is concluded, a perfect admixture of pulp and clay is effected.
Sulphate of lime, or “pearl-hardening,” is usually sufficiently pure to put direct into the engine. It is made by decomposing a solution of calcium chloride, with sulphate of soda, and is precipitated as a fine brilliantly white powder, consisting of CaSO4 + 2 H2O.
Two distinct forms of precipitated calcium sulphate are met with in commerce, differing from each other by their microscopical features, the one consisting of flat tabular crystals (Fig. 41), the other of fine needles (Fig. 42). Another form, erroneously called precipitated pearl-hardening, is also sold: it consists of the finely ground native mineral.
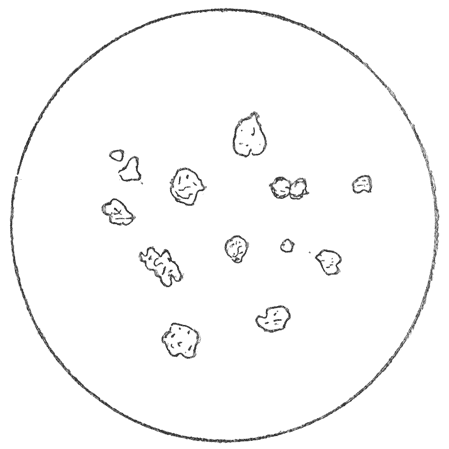
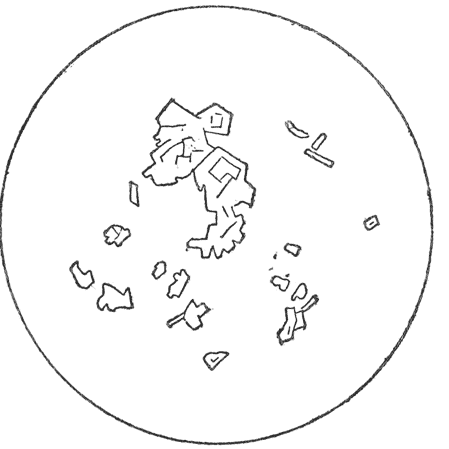
Some of the finer qualities of paper are made without addition of any loading material whatever, though such papers are of course the exception. The proportion of clay or {132} other material that can be put into a fibre depends to a certain extent upon the nature of the fibre, and upon the degree of fineness to which it is reduced in the beater. The amount added by different makers varies considerably, from {133} two or three per cent. to twenty, and even in rare cases to thirty per cent.
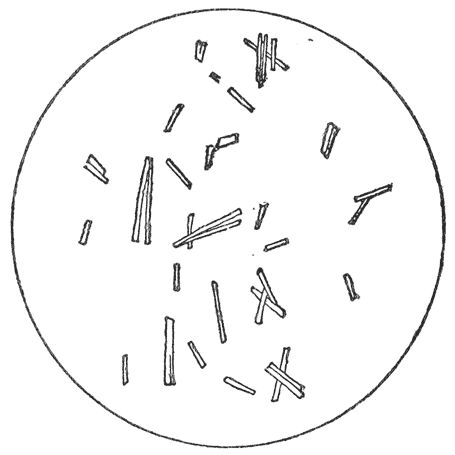
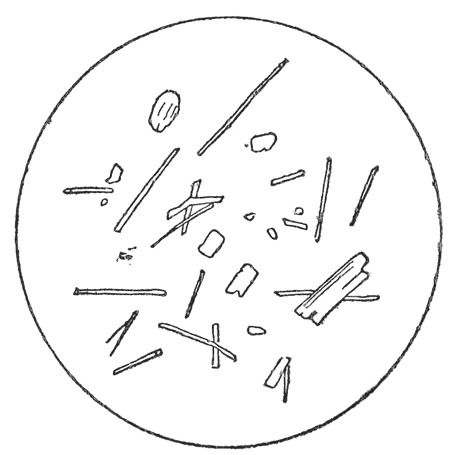
A new loading material called “agalite” has been lately introduced, possessing certain advantages over china clay, {134} or calcium sulphate. Agalite is a mineral of the nature and chemical properties of asbestos: it consists of nearly pure magnesium silicate. Its structure is more or less fibrous, like that of asbestos, which, as is well known, can be spun and woven and even made into paper, and it therefore, when added to a paper, forms a part of the fabric itself. It is even claimed that it assists in keeping back some of the finer fibres that invariably find their way through the meshes of the wire cloth, and it is said that 90 per cent. of the amount added to the engine is found in the paper. In the case of china clay it is well known that only from 40 to 60 per cent. is actually “carried” by the pulp. Figs. 40, 41, 42, and 43 show the appearance of china clay, pearl-hardening, and agalite when viewed under the microscope, magnified 200 times. The nature of agalite is such that it assists the paper in taking a high finish. This is probably due to its “soapy” nature, a feature which is characteristic of asbestos, French chalk, “soap-stone,” and other magnesium silicates.
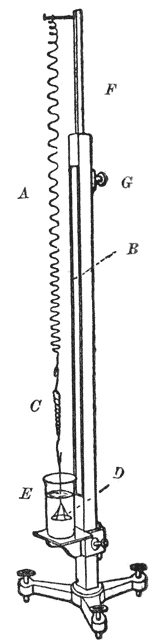
When papers contain such excessive quantities as 15 or 20 per cent. of clay, it cannot be to the advantage of the consumer, and should be looked upon as an adulteration. It is a matter of some importance to be able to determine rapidly and accurately the amount of mineral matter in a paper. The usual method is to ignite a weighed quantity of the paper in a platinum crucible until the ash so obtained is either white or a very pale grey. From the weight of the ash, the percentage of mineral matter is easily calculated. The following is a very convenient plan in cases where a platinum crucible or dish is not obtainable:—Take a weighed piece of the paper to be examined, from 2 to 4 in. square, according to the thickness, roll it into a narrow hollow cylinder. Round this wind a weighed piece of platinum wire about 1⁄50 in. thick, as in Fig. 44. Hold this by means of a pair of crucible tongs in the flame of a Bunsen burner until it is completely burned. If the wire is carefully wound round, and especially if the roll of paper is made conical, the ash will be securely held in {135} position. Those who do not possess a chemical balance of the ordinary form will find a convenient substitute, which will answer the purpose of weighing the paper and ash with sufficient accuracy, in the spiral balance invented by Prof. Jolly11 illustrated in Fig. 44. It consists of a spiral of hard wire A, which is suspended in front of a mirror B, upon which millimetre divisions are marked. A small float D, dipping under the surface of the water in the vessel E, is provided for the purpose of steadying the spiral and allowing it to come quickly to rest. The balance is provided with a light pan made of a thin plate of mica, and suspended by very thin platinum wires. For the present purpose, however, the pan is not necessary, and it can be replaced by the roll of paper and platinum coil as shown in the drawing.
11 This balance can be obtained from Nalder Bros. & Co., Westminster.
The method of using is exceedingly simple, as the increase in the length of the spiral is in direct ratio to the increment of weight. The position of the spiral is ascertained by placing the eye in a direct line with the small glass bead C and its image in the mirror, and noting the corresponding division on the scale. The position of the bead can be altered so as to bring it to any desired point on the scale by raising or lowering the upright rod F, which is kept in position by the screw G. The balance stands on a foot provided with levelling screws.
It is evident that where proportional weights only are required it is not necessary to know the value of the spiral, but if the balance is to be used to ascertain actual weights, the coefficient of the spiral must first be determined. This is done by noting the increase in length after the addition of a one gram weight. The spirals are made of different thicknesses of wire, which of course give varying degrees {136} of sensibility: the most useful is one which gives with one gram an extension of 100 millimetres: one mm. being therefore equivalent to one mgrm.
The following experiment will illustrate the method of using the balance and of calculating the results of a determination of the amount of mineral matter in a paper:—
| Position of bead on scale | 100 | mm. |
|---|---|---|
| Position of bead after attaching platinum wire | 151 | „ |
| Position of bead with wire and roll of paper attached | 200 | „ |
| Weight of paper expressed as millimetres 200−151 = | 49 | „ |
| Position of bead with wire and ash attached | 156·5 | „ |
| Weight of ash expressed as millimetres 156·5−151 = | 5·5 | „ |
In order to ascertain the percentage of mineral matter actually added to a paper it is necessary to deduct from the amount of ash obtained a certain quantity due to the mineral matter in the fibre of which the paper is composed. This amount varies with each particular fibre, and with the method by which it has been prepared. The following table gives the percentage of ash yielded by the various pulps in a perfectly bleached state. In all cases the fibres were previously treated with a dilute solution of hydrochloric acid, in order to remove any carbonate of lime or other bodies which might have been introduced in the boiling and bleaching processes: the percentages are calculated on the dry substances:—
| ash per cent. | |
|---|---|
| Pulp from linen rags | ·25 |
| Pulp from cotton rags | ·10 |
| Pulp from esparto | ·50 |
| Pulp from straw (soda process) | 4·80 |
| Pulp from straw (Leunig process) | 1·36 |
| Pulp from wood (soda process) | ·50 |
| Pulp from wood (bisulphite process) | ·06 |
| Pulp from wood (mechanical) | ·40 |
If the paper contains calcium sulphate the ash obtained may consist partly of calcium sulphide, due to the reducing action of the carbon found on ignition, and the amount will {137} therefore not represent the true amount added. The ash should be moistened with a few drops of sulphuric acid, and again ignited, in order to reconvert it into calcium sulphate. It should also be borne in mind that the sulphate of lime as present in the paper is combined with two atoms of water CaSO4 + 2 H2O, and therefore that every part of calcium sulphate obtained represents 1·26 parts of “pearl-hardening” actually added.
Rosin (colophony) consists of a mixture of pinic and sylvic acids, which, when heated with a solution of carbonate of soda, combine with the alkali to form a soap, carbonic acid being evolved. The soap is prepared in the following manner:—
Ordinary rosin, the quality depending upon the quality of paper, is boiled in a jacketed pan for from two to three hours with a solution of carbonate of soda, until a sample of the soap formed is completely soluble in water. The quantity of carbonate of soda (Na2CO3 10 H2O) required is about 30 per cent. of the weight of the rosin. It is usual to employ crystallised carbonate of soda (soda-crystals), but {138} soda-ash of good quality, or even caustic soda, might very well be employed, in which case of course the proportion would be different.
A very convenient form of carbonate of soda has lately been introduced by Messrs. Gaskell, Deacon & Co., which goes by the name of “Crystal Carbonate.” It is obtained in the form of minute crystals of the mono-hydrate, Na2CO3 + H2O. It contains 50 per cent. of alkali (Na2O), and possesses this advantage over soda-ash, that is dissolves readily in water without forming a hard cake. It is much cheaper in proportion than soda crystals, as the expense of crystallisation and carriage is saved. The latter contain only 21·68 per cent. Na2O, 62·93 per cent. of their weight consisting of water of crystallisation. One hundred parts of soda crystals are equivalent to 43·36 parts of the “Crystal Carbonate.”
An excess of soda should be carefully avoided, as it consumes an equivalent quantity of alum (see below): on the other hand, it is very essential that the rosin should be completely dissolved, otherwise small particles are sure to find their way into the pulp, and would form clear transparent specks in the finished paper.
The boiling being completed, the charge is run off into iron tanks and allowed to settle; the soap forms a semi-solid mass, while a dark-coloured liquor, containing the impurities of the rosin, rises to the surface, and can thus be removed. The soap so purified is next dissolved in hot water containing a small quantity of carbonate of soda, in case complete solubility has not been attained, and is then mixed with a quantity of starch paste prepared in a separate vessel by dissolving starch in boiling water. The mixture is then carefully sieved and is ready for use.
The proportion of starch to rosin differs in nearly every mill, and also the quantity of size to be added to the beater varies according as the paper is required to be soft or hard-sized. About 3 parts of starch to 1 of rosin, and between 3 or 4 lbs. of the mixture to 100 lbs. of pulp may be considered an average quantity. Some manufacturers prefer to add the {139} starch and rosin size to the engine separately; others again do not dissolve the starch in water, but merely make it up to a thin paste, in which state it is added to the pulp. This method is employed by makers of very fine papers, as it is said to give a certain feel to the paper which cannot be obtained in any other way. The method is costly, as only a small proportion of the starch added is actually found in the paper.
Some papers, which are not intended to be sized, such as blotting and filter-papers, are made with the addition of starch only, this being used to bind the fibres together to some extent. The presence of the starch does not prevent the paper from being absorbent. Papers which are intended to be tub-sized only are usually made up with a small quantity of starch, and are sometimes sized to a small extent with rosin also. The addition of a certain amount of ordinary soap to the rosin soap is said to give good results; it enables the paper to take a higher finish when calendered. Sizing with animal size (gelatine), or Tub-sizing as it is called, will be described in Chapter X.
The mixture of size and starch may be added directly to the engine, or it may be previously dissolved in water; the latter method is perhaps preferable. After allowing it to mix thoroughly with the pulp, a solution of alum is run in. It is made up with boiling water in either lead or copper tanks. Iron or zinc vessels must be avoided, as the solution acts rapidly on these metals.
Alum consists of a double sulphate of aluminium and potassium or ammonium, Al2 3 SO4, K2SO4 + 24 H2O; its function being to form with the rosin acids insoluble soaps which are precipitated in intimate mixture with the pulp, the sulphate of potash taking no part in the reaction. The choice of a suitable alum is a matter of very great importance; it should be free from excess of sulphuric acid and from iron. The former is deleterious on account of its action upon the colouring matter used to tone the paper, some colours being completely discharged by it; and because {140} of its effect upon any metal work with which it may come in contact, especially upon the brass wire-cloth on which the paper is made. The iron is objectionable as it forms a dark red precipitate of oxide of iron.
Alum as supplied by makers of repute is generally sufficiently pure for even the best classes of paper.
Many years ago a substitute for alum was introduced, called Pochin’s aluminous cake. It consisted principally of sulphate of alumina Al2 3 SO4, and was, provided it was pure, as suitable for the papermaker as the more expensive potash alum. It was more economical at equal price, as it contained about 14 per cent. of alumina, whereas potash alum, even if absolutely pure, could only contain 10·85 per cent. Pochin’s aluminous cake however, was liable to contain a considerable amount of free sulphuric acid and soluble sulphate of iron. Of late years, a number of different varieties of sulphates of alumina have been introduced into commerce, of so pure a nature, and at such a low price, that it is a matter of wonder that they have not entirely superseded the more expensive alum. They are prepared either from very pure native alumina (bauxite), or from China clay of good quality. Methods have been discovered of eliminating almost the whole of the iron and free sulphuric acid. The following analyses of different specimens sufficiently indicate their purity.12
| Alumina (Al2O3) | 14·84 | 14·70 | 14·95 | 14·85 | 16·00 | 16·20 |
|---|---|---|---|---|---|---|
| Ferric oxide (Fe2O3) | ·06 | ·12 | ·05 | trace | nil | trace |
| Sulphuric acid (SO3) | 35·00 | 34·60 | 36·09 | 34·94 | 38·00 | 38·00 |
| Free sulphuric acid | ·32 | ·40 | nil | ·29 | nil | nil |
| Lime (CaO) | ·11 | ·11 | ·17 | ·14 | ·16 | ·14 |
| Water | 49·42 | 49·95 | 48·72 | 49·60 | 45·50 | 45·43 |
| 99·75 | 99·88 | 99·98 | 99·82 | 99·66 | 99·75 |
12 Journ. Soc. Chem. Ind., Jan. 1886, p. 16.
Sulphate of alumina possesses this advantage over alum, that it is more soluble in water, and thus a stock solution of considerable strength can be prepared. It is soluble in {141} 2 parts of cold water, alum requiring 18 parts for complete solution.
The amount of alum or sulphate of alumina added to a pulp is largely in excess of the quantity necessary to precipitate the rosin soap; as a matter of fact, in the case of esparto or straw pulps, for the bleaching of which considerable quantities of bleach have been employed, and which therefore contain a certain amount of basic lime, together with calcium chloride, complete precipitation of the size is effected without the addition of alum. A certain amount is also required to precipitate the starch. The excess of alum appears to be necessary, however, not only to brighten the colour of the paper, but also to render it capable of resisting the action of ink. From experiments made by the authors, it appears that one part of rosin requires 2·9 parts of alum for complete precipitation from its solution in soda. One part of starch requires 0·40 part alum.
In choosing an ultramarine, attention should be directed not only to its tinctorial power but to its behaviour with a solution of alum, inferior qualities being entirely discharged by it. All ultramarines are readily decomposed by free acids, hence the necessity of employing an alum as free as possible from this impurity.
Smalts on the other hand resists the action of acids, but it is only used for the finer qualities of paper, owing to its high price. The aniline blues are perhaps scarcely so brilliant in colour as the above-mentioned colours, and they {142} are moreover somewhat readily discharged by the action of light; they have however the advantage of cheapness.
The pink colouring matters are sold either as lakes, that is, compounds of the colouring matter with alumina or as solutions. They are also frequently to be met with mixed with starch in varying proportions. Those made from cochineal are superior to those containing aniline colours.
Ultramarine can be detected by means of its reaction with hydrochloric acid, the colour being discharged and sulphuretted hydrogen evolved, which can be recognised by its odour. Smalts is not acted upon by acids. The latter contains cobalt, the presence of which can be determined by its giving a blue bead with borax in a blowpipe flame.
The aniline blues are soluble either in hot water or hot alcohol, the liquid being intensely coloured. Most of them are discharged by treatment either with strong acids or alkalis, the colour being restored by the reverse treatment.
Paper of any desired colour may be made either by using rags already dyed the necessary colour or by adding to the bleached pulp in the beater such dyes or pigments as will produce it. Any colouring matter which can be obtained in the form of a fine powder or as a solution can be used. Blue papers are usually coloured with ultramarine; the dark blue papers used for wrapping sugar and other purposes are coloured with Prussian blue, either added directly to the beater or produced in it by the action of potassium ferrocyanide on ferric sulphate.
The so-called toned paper is produced by adding to the pulp a solution of pernitrate of iron, from which a fine precipitate of oxide of iron is deposited on the fibres; thus the slightly brown shade characteristic of this kind of paper is produced. The same effect may be produced by the addition of yellow ochre or some similar pigment. The following are a few of the materials which are used for producing coloured papers:—Methyl violet, eosine, chrome yellow, venetian red, catechu. Useful receipts for the preparation of coloured papers will be found in Dunbar’s ‘Practical Paper-Maker.’ {143}
During the time that the loading, sizing and colouring processes have been going on, the pulp has been continually acted upon by the roll, and if these operations have extended over a considerable time, it is probably in a proper condition for making into paper. The amount of “beating” depends, as has been stated before, upon the nature of the fibre, and also to some extent on the nature of the paper for which it is intended. The “beaterman” examines the pulp from time to time by taking a portion from the engine and placing it in a hand-bowl containing water: from its appearance when so diluted he is able to judge of the time during which it may be necessary to continue the disintegration. As soon as this is completed, the pulp is ready to be let down to the stuff-chests, usually placed at a lower level than the beaters, so that the pulp can flow into them by gravity. For this purpose the valve at the bottom of the engine is opened: to remove the last portion of pulp it is necessary to rinse out the engine with water.
| Percentage of K2Al2(SO4)4 + 24 H2O. |
Specific Gravity. |
Degrees Twaddle. |
|---|---|---|
| 1·0 | 1·0065 | 1·30 |
| 2·0 | 1·0110 | 2·20 |
| 3·0 | 1·0166 | 3·32 |
| 4·0 | 1·0218 | 4·36 |
| 5·0 | 1·0269 | 5·38 |
| 6·0 | 1·0320 | 6·40 |
The pulp as it comes from the beaters is now ready to be made into paper. We will first consider briefly the manufacture of hand-made paper.
It is made on a mould of wire-cloth, with a movable frame of wood, called the “deckle,” fitting on to the outside of the mould and extending slightly above its surface.
The wire-cloth is generally supported by a much coarser wire-cloth, or by pieces of thick wire, and these again by wedge-shaped pieces of wood, the thin end being next to the wire.
To form a sheet of paper the workman dips the mould, with the “deckle” in position, into a vat containing the prepared pulp diluted with water, lifting up just so much as will make a sheet of the necessary thickness. As soon as the mould is removed from the vat, the water begins to drain through the wire-cloth, and to leave the fibres on the surface in the form of a coherent sheet of paper. The felting or intertwining is assisted by lateral motion in every direction given to the frame by the workman. The movable deckle is then removed, and the mould, with the sheet of paper, given to another workman, called the “coucher,” who turns it over and presses it against the felt, by this means transferring the sheet from the wire to the felt. In the meantime the “vat-man” is engaged in the formation of another sheet with a second mould.

A number of the sheets thus formed are piled together, alternately with pieces of felt, and when a sufficient number {145} have been obtained, the whole is subjected to strong pressure, to expel the water. The felts are then removed, and the sheets again pressed.
They are then sized, if required, by dipping them into a solution of gelatine: again slightly pressed, and hung up on lines or poles to dry. Such paper is called loft-dried.
When dry the sheets of paper are calendered. (See Chapter XI.)
The making of paper by hand involves considerable dexterity on the part of the workman; on account of the expensive labour necessary, in comparison with paper-machines, it is comparatively little practised in the present day; certain kinds of paper, however, such as bank-notes, various drawing papers, and printing papers intended for the production of very elaborate editions are always made in this way.
Any pattern or name required on the paper is obtained by means of a raised pattern on the wire-cloth mould: consequently, less pulp lodges there, and the paper is proportionally thinner, thus showing the exact counterpart of the pattern. Such devices are known as “water-marks.” (See also p. 156.)
A modern Fourdrinier paper machine is shown in plan and side elevation in Plates I. and II.
The pulp, after leaving the beaters, passes into a large vessel called the stuff-chest, of which there are one or more to each machine. As soon as the beater is empty, water is run in to thoroughly rinse out the remaining pulp, the washings also going into the stuff-chests. These may be {146} made either of wood or iron, and should be provided with arms fixed on a vertical shaft, made to revolve by suitable gearing. The arms are for the purpose of keeping the pulp thoroughly mixed, and should only work at a moderate speed, otherwise they are liable to cause the fibres to form into small knots or lumps. The pulp is drawn from the stuff-chests by means of the pump A, and is discharged into a regulating-box (not shown). The object of this box is to keep a regular and constant supply of pulp on the machine. It consists of a cylindrical vessel, having two overflow-pipes near the top, and a discharge-pipe near the bottom. The pulp is pumped in through a ball-valve in the bottom, in larger quantity than is actually needed, the excess flowing away back into the stuff-chests, through the two overflow-pipes. By this means, the box is always kept full, and therefore the stream of pulp issuing out of the bottom pipe is always under the same pressure. It flows from this pipe, the quantity being regulated by means of a cock, according to the thickness of paper required, directly on to the sand-tables. These may be of various sizes and shapes, but should be so large that the pulp takes some little time to travel over them. They consist of long shallow troughs, generally of a sinuous form. The bottoms are sometimes covered with woollen felt, or with thin strips of wood placed across the direction of the flow of the pulp, and at a slight angle. These serve to retain any particles, such as sand and dirt, that may have escaped removal in the previous treatment of the pulp, and that are heavy enough to have sunk down during the passage of the pulp along the sand-tables. In some mills, where great care is exercised, the pulp is caused to flow over sand-tables 200 yards in length. As the pulp, when it leaves the stuff-chests, does not contain sufficient water for the purpose of making paper, it is mixed, where it enters the sand-tables, with a quantity of water from the “save-all” (see p. 154), flowing from the box B placed at a higher level.
In some mills, instead of being pumped into the {147} regulating-box, the pulp flows into a small vessel below the stuff-chest, and is lifted on to the sand-tables by means of buckets fastened on the circumference of a wheel.
The pulp, after leaving the sand-tables, passes on to the
strainers. These consist of strong brass or bronze plates,
having a large number of very fine
![]() -shaped
slits cut in them, the narrowest end being on the outside.
-shaped
slits cut in them, the narrowest end being on the outside.
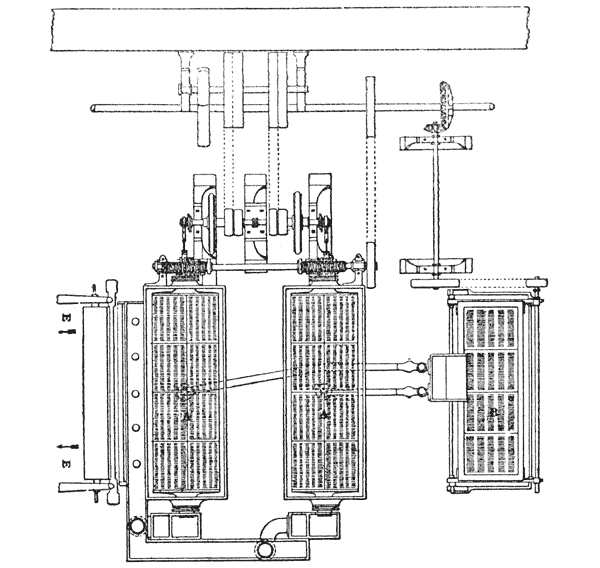
Various patents have been taken out from time to time for {148} flat strainers worked by means of a vacuum underneath the plates caused by the motion of discs of indiarubber or thin metal. Fig. 45 shows in plan a set of strainers, as manufactured by Messrs. G. & W. Bertram, similar to those in Plate II., but illustrated somewhat more in detail.
The pulp first passes through the flat strainer B, and from thence to the two revolving strainers A. From these it flows along the shoots placed at the side on to the paper-machine at E.
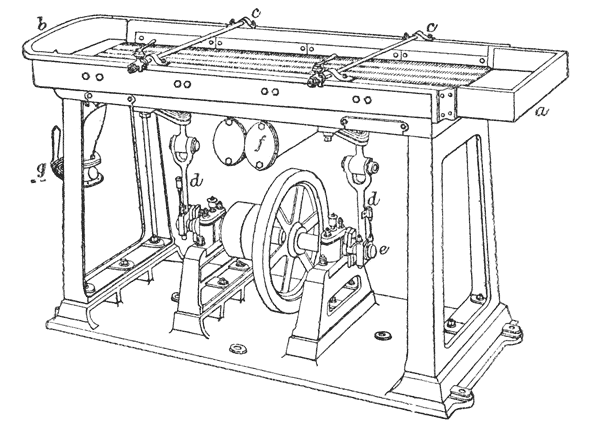
Fig. 46 gives a view of a patent flat vacuum strainer made by the same firm, which may also be used for cleaning straw or esparto previous to its passage over a presse-pâte. The pulp flows on to the strainer at a, and passes away by {149} the cast-iron pipes f. The valve g is for running off waste pulp. The plates are placed at a slope of about 1 in. in their length; those nearest the supply of pulp are provided with coarser slits, as the impetus carries the knots forward. The vacuum pumps are worked by the rods d from the shaft e. By means of the tubes c water can be directed on to the plates, whereby the coarser particles of fibre are carried forward, and the slits are kept clean. The plates can be removed in a few minutes.
Figs. 47 and 48 show in side and end elevation, Messrs. Masson, Scott, & Bertram’s patent self-cleaning strainer. The novelty consists in an arrangement by means of which the upper surface of the plates are continually freed from those portions of the pulp which cannot pass through the slits.
The scrapers d are made of vulcanised indiarubber, and are continually carried forward by an endless chain; the knots, &c., collect in a heap at the end of a strainer. The {150} pulp flows on at a, and passes away through the pipe b. The pumps are driven from the shaft e.
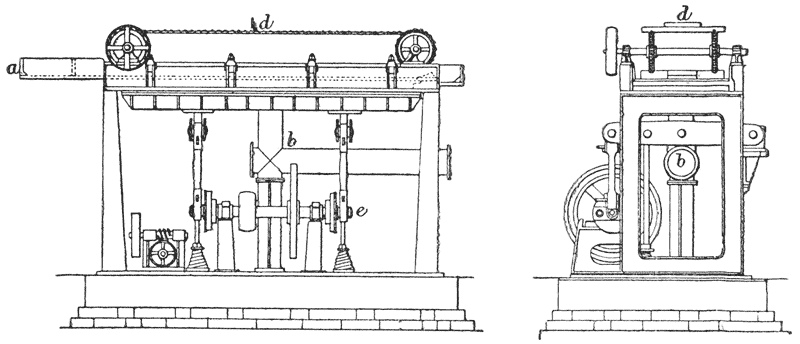
| FIG. 47. | FIG. 48. |
Messrs. C. H. & F. L. Roeckner’s patent strainer (No. 7932, 1885) consists of a series of cylindrical tubes, open at one end and perforated with slits. They are placed in a vat into which the pulp flows. Inside the cylinders are placed two, three, or more plates, fixed to the shafts on which the cylinders are supported, and extending to the circumference. These plates form a kind of fan, which, together with the cylinders, are caused to oscillate by means of a rod and cranks. This oscillating motion serves to draw the fibres through the slits, and at the same time to keep the outsides of the cylinders clean. The cylinders are easily removable.
After a time, the slits in the plates get too large, owing to the plate having been worn away by the constant friction of the fibres, and as they are very expensive, various attempts have been made to invent plans for partially closing them again. Hammering will effect this, but is liable to break the plates. Annandale of Beltonford has introduced a method of closing the plates, by means of heavy pressure acting on small steel rollers moving on each side of the slit, in which is placed a small sheet of metal the exact thickness of the width desired. {151}
Another method of closing the plates consists in filling them up by means of electrically deposited copper or other metal. They can then be recut in the usual way.
In the case of revolving strainers, all that cannot pass through the slits falls to the bottom of the vat, in connection with which it is customary to have an auxiliary strainer, or “patent knotter,” as it is called, shown at E. All fibre that passes through this one, which is of the ordinary flat kind with shaking motion, goes into a box near E′, called the “low box” for “save-all” water (see p. 154).
The pulp, after passing through the strainers, should be perfectly free from knots and impurities, and in a fit condition for making paper. In the machine shown, it passes from the last strainer directly on to the wire, its flow being regulated by a movable gate e. In some cases, however, it first flows into a small vat, in the centre of which revolves a rod carrying paddles, with the object of keeping the pulp well stirred up. It is carried right on to the wire by means of the apron, a piece of canvas, oil-cloth, or sheet rubber, one end of which is fastened to the breast-board e′, the other end resting on, and covering the wire to the extent of about 15 in. The edges of the apron are rolled up to prevent the pulp from overflowing. After leaving the apron, it passes under a gate, or “slicer,” as it is sometimes called, made of two pieces of brass, overlapping each other in the centre, and bolted together. It is made thus to enable it to be lengthened or shortened according to the width of the paper; its height from the wire-cloth can be altered by means of screws, and should be equal at all points, in order to ensure a uniformly thick sheet of paper. The ends of the two pieces forming the slicer are fastened to the frame f or “deckle,” as it is called, and this again is carried by two or more rods stretching right across the wire, and fastened by small upright supports on both sides to the frame g. The deckle-frame also carries the grooved pulleys h, along which the deckle-straps i, endless square bands of indiarubber, move. {152}
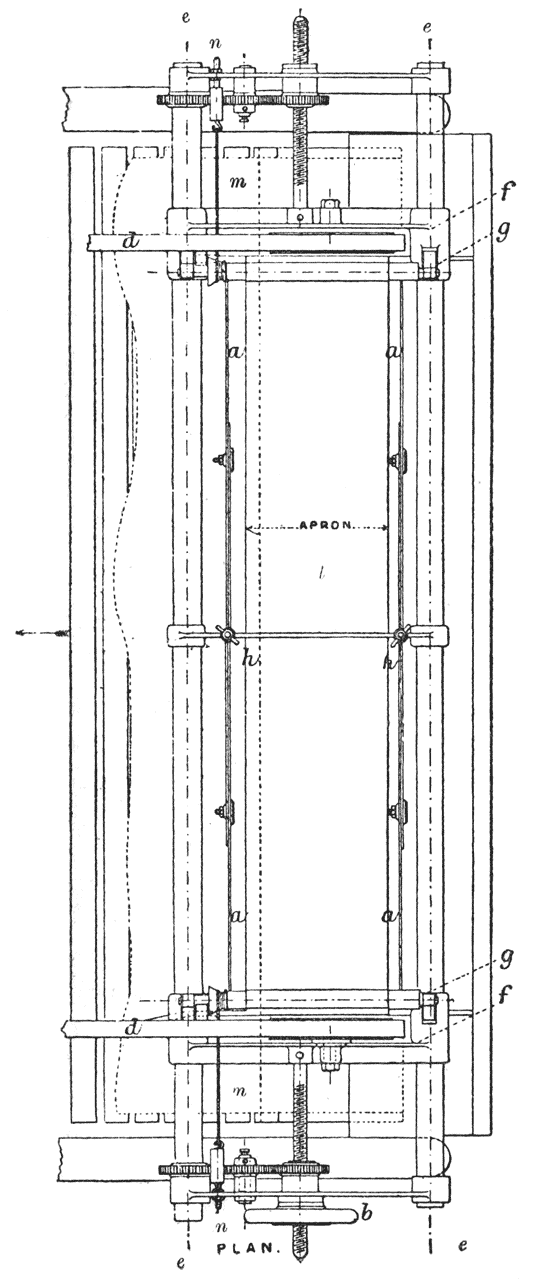
The object of the deckle-straps is to regulate the width of the paper; they form, together with the wire-cloth, a kind of mould into which the pulp flows, thus corresponding to the mould used in hand-made paper-making. The width of the paper can be altered by shifting the position of the frame f, and also the deckle-straps, which are carried on it as described, the pulleys h being so arranged that they slide along the rods on which they revolve. In order to alter the width of the paper it is necessary to stop the flow of pulp on to the wire, and it not only consumes a considerable amount of time, but generally necessitates a partial cleaning up of the machine. Various attempts have, therefore, been made to devise an arrangement whereby the change can be effected while the paper is being made. Several {153} contrivances have lately been introduced, all similar to the one shown in Figs. 49 and 50.
In it the frame f carrying the deckle-strap is made to slide along the rods e by means of the small wheel b, and by a similar arrangement on the opposite side and geared with it. The movable apron l, Fig. 49, is wound round the spindle g, and is kept taut by the cords m connected with the springs n. As the deckles approach each other, the excess of apron is wound up, when they are separated it unwinds again. The flow of pulp is regulated by two slices a a, which are kept in position by the screws h. The whole arrangement is securely bolted to the frame of the machine; c (Fig. 50) represents the breast-roll, and corresponds to F, Plates I. and II.
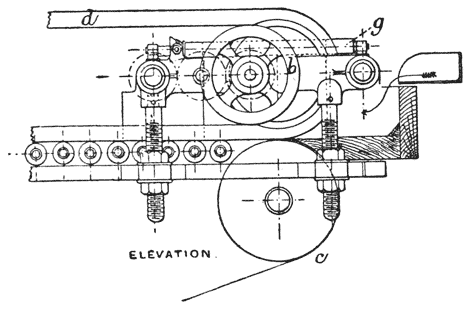
The thickness of the paper is regulated by altering the supply of pulp to the wire-cloth, and by the speed at which the machine is working. This speed may vary from about 60 feet to as high as 270 feet per minute.
The “wire” is an endless cloth made of very fine wire, the fineness depending much on the quality of the paper required. The mesh varies from 60 to 70 and even more threads to the inch. It is not woven endless, but is joined by very careful sewing with wire. Its width varies considerably, some {154} being made as wide as 126 inches; the length is generally 35–40 ft. It is carried by the breast-roll F, the lower couch-roll G, and the small rolls f ′, and by a large number of small rolls f ″. The latter and the breast-roll are supported by the frame g, while the small rolls f ′ are supported by brackets attached to it. The course of the wire is indicated by the arrows. The frame g works on two pivots g′, and receives a shaking motion from side to side from the rod j, in connection with a crank worked by two conical drums H. The supports g″ are also pivoted at their lower ends to allow for the shaking motion. This shaking motion is given for the purpose of weaving or intertwining the fibres. One or more of the rolls f ′ can be moved up or down on the support which carries it, for the purpose of stretching the wire. There is usually a large number of the small rolls f ″, as it has been found by experience that, probably owing to capillary attraction, they, cause the water to leave the pulp. Though a large quantity of water thus passes through the wire-cloth, it is necessary to assist it by artificial means. This is done by means of the suction-boxes I connected by pipes with the vacuum-pumps I′.
This part of the machine, which is called the “wet-end,” is placed at a slight slope of about 1 in. in its entire length, the lowest end being nearest the strainers.
Underneath the wire-cloth is placed a box called the “save-all” K, connected with the box E′. The water that passes through the wire-cloth contains a considerable quantity of very fine fibres, together with size, alum, clay, and colouring materials, that have passed through the wire, and which would be lost but for the arrangement now universally adopted. It flows into the box E′, and is pumped, together with the pulp that has passed through the knotter E (see p. 151), into the high box B, whence the mixed stuff flows on the sand-tables, to be again used to dilute fresh pulp from the stuff-chests. The following numbers will give some idea of the nature and amount of fibre, &c., which passes through. {155} The paper was made from esparto and straw, sized with rosin and starch. It contained 12 per cent. of clay.
| Grains per Gallon of Waste Water. | |
|---|---|
| Fibre | 34·37 |
| Clay | 37·10 |
| Starch | 1·40 |
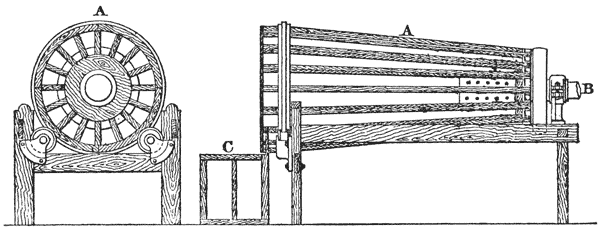
| FIG. 51. | FIG. 52. |
It is almost impossible to utilise the whole of the back-water passing through the wire-cloth in the way described. In some mills a portion of this water is made to pass through a “pulp-saver,” such as is shown in Figs. 51 and 52. It consists of a conical drum A, the circumference of which is covered with wire-cloth, and it is caused to revolve slowly by suitable gearing. The water enters by the pipe B, and passes through the meshes of the wire-cloth, the pulp gradually finding its way to the wider end, where it is discharged into the box C. It can then be returned to the beaters.
This pulp-saver can also be used for recovering the fibre from other waste water, such as the wash water from the washing and beating-engines; or it can be used for freeing bleached pulp from water in cases where drainage or hydraulic pressure is not resorted to.
If any pattern or name is required on the paper, it is produced by means of a light skeleton roll, called a “dandy-roll,” covered with raised wires in the form of the desired pattern, {156} placed between the suction-boxes, and pressing lightly on the still moist paper. The paper is thinned where the wire pattern presses, and thus a mark (water-mark) is produced. The other side of the paper has a mark corresponding to the wire-cloth; by using a dandy-roll covered with wire-cloth, the two sides can be obtained alike, such paper going by the name of “wove.”
Paper in which a series of parallel lines are produced is called a “laid” paper.
Some water-marks are produced by means of a dandy-roll in which the pattern is formed by depressions in the surface. The paper is thus thicker where the pattern is formed than in the ground-work. De la Rue (Patent No. 8348, 1884) has patented the use of dandy-rolls so formed as to produce upon the paper the effects both of thickening and thinning.
Imitation water-marks can be produced on the finished paper by subjecting it to pressure in contact with plates on which the design has been produced in relief. In this way very beautiful results can be obtained. (See Patent No. 13,455, 1884.)
It sometimes happens that the wire-cloth slips slightly to one side. This can be obviated by the machine-man shifting, by means of screws, one of the rolls provided for the purpose with a movable journal, until its axis is at a slight angle to that of the other rolls. An automatic apparatus has been invented for this purpose. Two brass plates are fixed, one on each side of the wire-cloth, to a long rod, connected by suitable machinery with the screws working the movable journal, so that, as the wire presses against one or the other of these plates, the roll is shifted so as to correct this.
The paper, which, even after passing the suction-boxes, is still very wet, passes with the wire-cloth between the couch-rolls G G′. These are hollow copper or brass cylinders, covered with a tightly-fitting endless jacket of felt. They may also be made of wood (sycamore or mahogany) or of iron or iron and brass combined. The pressure of the upper couch-roll upon the lower can be regulated by means of {157} screws or levers. They serve to press out water from the paper, and to detach the paper from the wire-cloth. By dexterous manipulation on the part of the machine-men, the paper is transferred to the endless felt, travelling over the rolls k in the direction of the arrows. It is known as the “wet felt,” from the condition of the paper at this stage. In its passage along this felt, the paper passes between two iron rolls K, called the first press-rolls, with the object of having the water squeezed or pressed out of it. These rolls are sometimes covered with a thin brass case, and the top one is provided with an arrangement called the “doctor,” in order to keep it clean, and free from pieces of paper that may have stuck to it. The lower press roll is sometimes covered with an indiarubber jacket. The “doctor” is a kind of knife placed along the whole length of the roll, and pressing against it at every point. The pressure on the rolls can be regulated by means of levers, or, as in the illustration, by the screw k′. It will be readily seen that the under side of the paper that has been next to the felt will, in its still moist condition, have taken to some extent an impression from the felt, while the upper side will have been made comparatively smooth by the pressure against the top roll of the 1st press. In order to make both sides of the paper as nearly as possible alike, it is passed through another set of rolls L, called the 2nd press. This time it is reversed, and enters at the back of the rolls; thus the other side of the paper is next the metal, being taken through by the felt (called the “2nd press felt”) travelling on the small rolls l, the paper, after leaving the wet felt, and before being taken on to the 2nd press felt, travels over the rolls l′. The 2nd press felt is necessary, because the paper is too tender to withstand, unsupported, the pressure of the rolls.
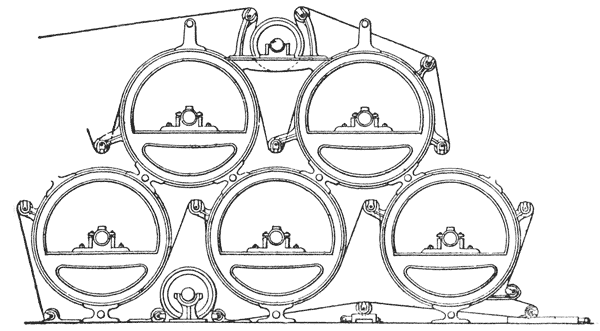
The paper, after passing the 2nd press rolls, travels over the drying-cylinders M, the number of which varies somewhat. In the machine shown, there are in all eight cylinders. Sometimes as many as twelve are employed. Between the {158} 2nd press rolls and the cylinders, a passage S allows easy access to the other side of the machine. The paper generally passes alone over the first two, which are only slightly heated; afterwards it is led over the others by means of felts, as shown. The arrangements shown at R are for the purpose of stretching the felts. The cylinders are heated by means of steam, and are generally divided into two sets, between which is a pair of chilled-iron, highly-polished rolls N, called “smoothers,” the function of which is sufficiently explained by their name. They are also heated by means of steam. The cylinders are usually made of slightly decreasing diameter, in order to allow for the shrinking of the paper on drying. Messrs. G. & W. Bertram introduce into some of their machines one or two small drying cylinders, over which the 2nd press felt travels, the object being to drive off some of the moisture absorbed from the paper. This contrivance is said to give excellent results, and to ensure a considerable saving in felts. The arrangement is shown in Fig. 53. It is especially useful in machines running at a high speed, or in those having limited drying power. After leaving the cylinders, the paper should be quite dry; it is then led through the calenders, of which there are in some machines {159} as many as three sets, though only one is shown. These are similar to the smoothing-rolls, just described. Pressure is applied by the screws O′, or by levers and weights. The friction of the hot calenders on the dry paper develops a large quantity of electricity, which occasionally discharges itself in bright sparks.
It is the practice in some mills to cool the paper before passing it through the calenders. This is effected by passing it over a copper cylinder, through which a stream of cold water runs.
The degree of smoothness or “finish” that can be given to the paper by the calenders, depends to a large extent upon the degree of moisture which it contains. As it leaves the last cylinder it is perfectly dry, that is to say, it contains only that amount of water which cellulose, from whatever source, always carries. This amount varies slightly with the nature of the cellulose, and with the plant from which it has been isolated, and also with the state of the atmosphere, it being greater on damp days. It would be impossible so to regulate the drying action of the cylinders that the requisite amount of water should always be left in the paper; it is therefore better to dry it as thoroughly as possible, and then to add the water, by artificial means, just before it passes through the calenders. This method, moreover, has the advantage of damping only the surface of the paper.
Fig. 54 shows a damping arrangement as manufactured by Messrs. James Bertram & Son. The paper on leaving the last drying cylinder passes on to two copper cylinders c, filled with cold water. Steam passes through the pipe a, and issues through a number of fine holes in a pipe running at right angles to the direction in which the paper is travelling, and near to it. The steam condenses on the paper and on the surface of the cylinders, from which the paper absorbs it. The supply can be regulated by the cocks shown in the drawing. The troughs d carry off any excess of condensed water.
Amongst other methods proposed is one by Annandale; it {160} consists in breaking up jets of water into a very fine spray by means of a blast of air.
The finished paper, after passing through the calenders, is wound on the reels P. The gearing by which the whole machine is driven is shown in Plate II.
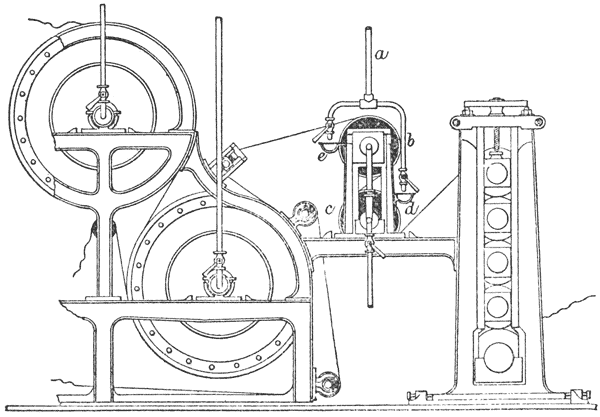
It sometimes happens that, owing to the increased tension due to the contraction of the paper in drying, the paper breaks. It is therefore necessary to alter the speed of some of the cylinders to compensate for this. A rough expedient which is largely adopted, consists in attaching, by means of a mixture of rosin and tallow, a piece of felt to one or other of the pulleys (Plate II.), and thus altering its speed.

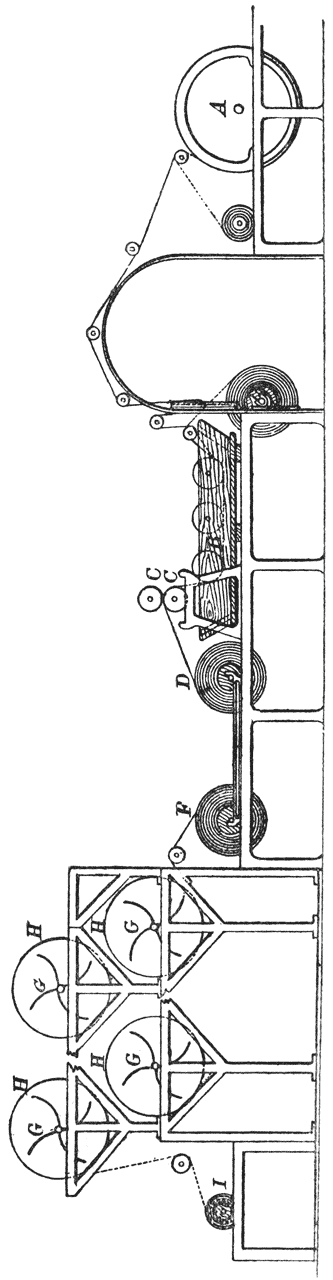
To the filtered solution of gelatine, which should be, if properly prepared, of a pale colour, a quantity of alum solution is added. The effect of alum upon gelatine is very remarkable. If added slowly it will be found gradually to render it stiff until at a certain point the mass will become almost solid; a further addition renders it fluid again. It is in this state ready to be used for sizing purposes. The amount of alum necessary to produce this effect is about 20 per cent. of the weight of the raw material. The alum is also useful in preventing the decomposition of the gelatine, but its chief characteristic is to render the gelatine a more efficient sizing material. There is no doubt that, besides its action upon the gelatine itself, it has a considerable effect upon cellulose. It is of the greatest importance that the alum or the sulphate of alumina, which can be substituted, should not contain any free acid. This is especially necessary in the case of papers made from rags, in the bleaching of which an acid has been used; one effect of which is to remove all basic substances derived from the boiling or bleaching processes. In the case of esparto and similar fibres, a considerable quantity of such substances are present in the pulp, the result being that the free acid of alum is to a large extent neutralised, and its injurious effects prevented.
The effect of the free acid is seen in the weakening of the paper and the destruction of metal surfaces with which it comes in contact. The effect of acid upon cellulose will be found more fully described in p. 12.
Many paper-makers add to the gelatine a certain quantity of soap, the effect of which is to render the paper capable of taking a high finish. The soaps employed should be white and firm, and should be free from rosin. Some soap-makers prepare a special soap for paper-making. They are usually made from tallow, or a mixture of this with a small quantity of coconut oil.
If a solution of soap be added to one of alum, a double decomposition immediately occurs, the fatty acid being thrown down in combination with the alumina, and the soda {164} combining with the sulphuric acid. If, however, the soap solution be previously mixed with a solution of gelatine, no precipitation takes place, the mixture forming an emulsion having somewhat the appearance of thin milk.
Various attempts have from time to time been made to size paper in the engine with gelatine, by precipitating it in the pulp after the manner of rosin sizing, but as yet no successful method has been devised.
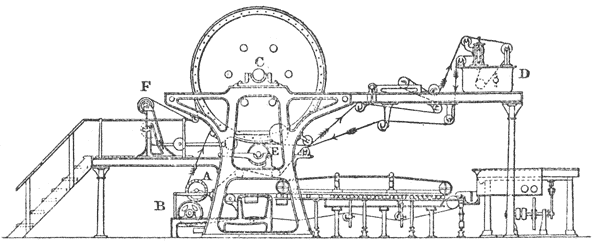
It resembles the Fourdrinier machine as far as the couch-rolls A and B. The paper is taken off the wire-cloth on to an endless felt running round the upper couch-roll A, and travelling in the direction of the arrows. It is taken from the felt on to the large drying-cylinder C, of about 10 feet diameter, heated with steam. It is carefully turned and polished so as to impart a high gloss to the surface of the paper with which it is in contact. Calender-rolls are sometimes supplied in addition.
The arrangement shown at D is for the purpose of washing the felt. This is necessary to cool and open it out after passing between the cold press-roll E and the hot cylinder. {165}
The paper, after passing over the greater part of the surface of the cylinder, is sufficiently dried, and it is then wound off at F.
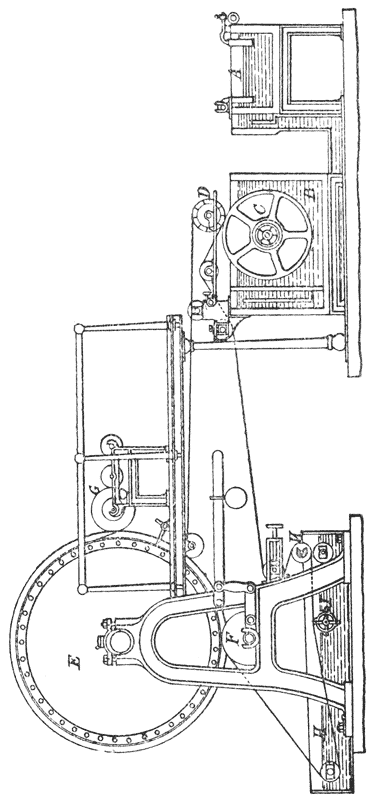
A machine of a very different construction from the ordinary form is shown in Fig. 57. The pulp, after passing through the strainer A, enters the vat B, in the centre of which a large drum or cylinder C revolves. This cylinder is covered with fine wire-cloth, and on it the paper is made. As it revolves, the fibres attach themselves to the wire, and the water passes through the meshes, being assisted by means of a pump. The sheet of paper thus formed is taken on to the endless felt passing round the couch-roll D, and travels along with it to the large drying-cylinder E, heated by steam. It leaves the felt at F, and is then taken on to the cylinder, after travelling round which it is sufficiently dried, and is then wound off as at G. The felt on its return journey passes through the washer H, where it is cleaned and freed from adhering particles by the scraper I. It is squeezed free from excess of {166} water by the rolls K. Paper made on such a machine is weaker than that made in the ordinary way, because it has not been found possible to give a shaking motion to the cylinder, and thus the fibres are only imperfectly felted.
A modification of this machine is used for making millboards, the difference being that it has no drying-cylinder. The felt carrying the paper passes between a pair of press-rolls, which squeeze out the water. The sheet of paper is then allowed to wind round the top press-roll until of the required thickness. When this happens, it is cut off the roll by a knife. The thick sheets so produced are dried either in the open air or in a room heated for the purpose. (See p. 108, Fig. 31.)
The paper, as it leaves the machine, is for many purposes not sufficiently highly glazed, and it is therefore necessary for it to undergo a further process of calendering. This may be done in various ways.
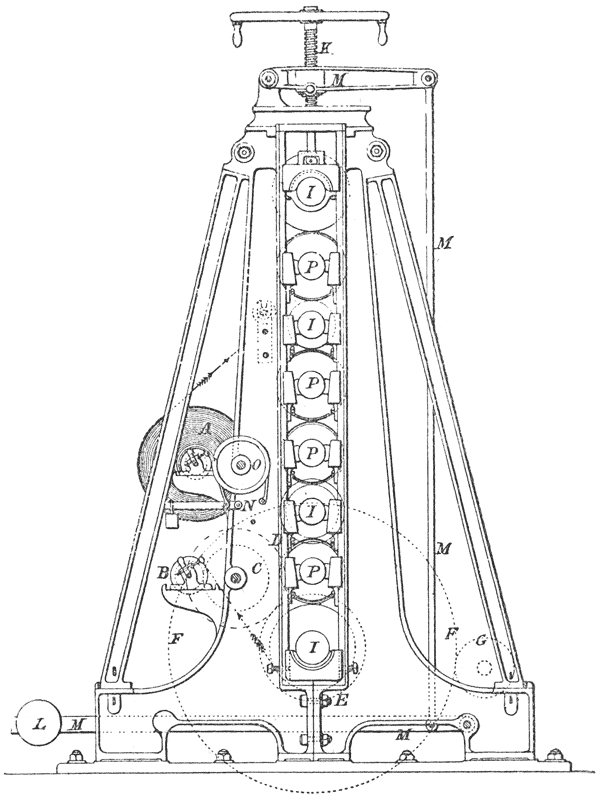
One method, called “web glazing,” is to pass the paper between a number of rolls, alternately of polished iron and very highly compressed paper or cotton. The construction of such a calender will be understood by reference to Figs. 58 (end elevation) and 59 (front elevation). The reel of paper, as taken from the machine, is shown at A (Fig. 58), its course over the rolls being indicated by arrows. After passing over the bottom roll, it is wound off on a wooden or hollow iron cylinder B (Fig. 58), driven by the toothed wheel shown by the dotted line C, on the same shaft as the wheel D, which is driven by E, keyed upon the bottom roll. The whole machinery is driven by the large toothed wheel F (Figs. 58 and 59), which is itself driven by the small wheel G on the main shaft H. The paper rolls are marked P, and the iron rolls I. It will be seen that there are two paper rolls in the middle, for the purpose of, as it were, reversing the paper, and so making both sides alike. Pressure is applied to the rolls by means of the screws K, and by the weight L (Fig. 58) acting on the compound lever M. The brake, which consists of a strap of leather, pressing, by means of the weight and lever N, on the circumference of the wheel O, connected by toothed wheels with the cylinder A on which the paper is wound, is used for the purpose of preventing the paper from leaving {168} the cylinder too rapidly. But for this appliance, the paper would be apt to crease. The paper rolls have an inner core of iron, the paper only extending to a depth of about 5 in. The iron rolls are hollow, and are connected with steam-pipes, by which they can be heated. {169}
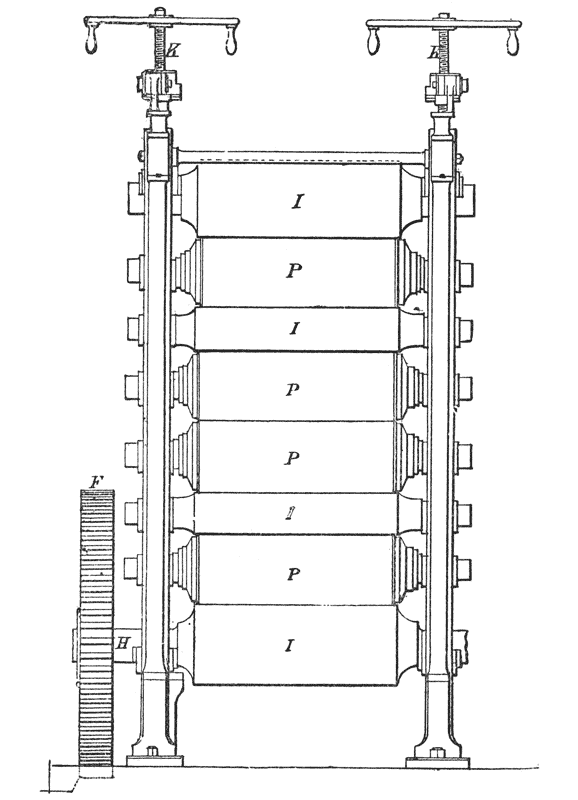
Another method, known as “friction-glazing,” employed for giving a very high finish to paper, generally on one side only, is to pass it between a large paper roll and a smaller iron one, the latter revolving at a much greater speed than the {170} former. By this means a very smooth surface can be obtained. It is sometimes assisted by rubbing a small quantity of bees’-wax on the small iron roll. The above-mentioned methods apply to the glazing of paper in the web. Paper cut into sheets may also be treated in the same way. Various modifications of these calenders have been devised; they do not, however, involve the application of any special principle. Plate-glazing, a method that is adapted to hand-made and the better qualities of paper, consists in applying heavy pressure to sheets placed between polished plates of copper or zinc. The metallic plates and the sheets of paper are made into bundles, and the whole is passed between two strong rolls, heavy pressure being communicated to them by means of screws or levers and weights applied to the ends of the upper roll.
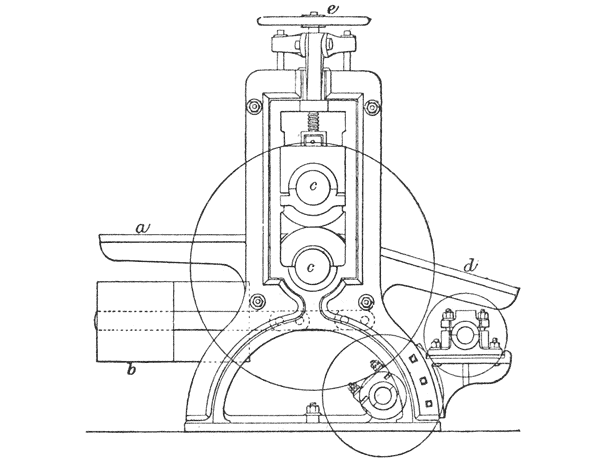
A calender for this purpose is shown in Fig. 60. The bundle of plates and paper is passed along the table a; after {171} passing through the rolls c, it slides along the inclined table d, where it is received by a workman. The pressure on the rolls is regulated by the handle e and the weights b.
By passing paper between rolls on which devices have been cut, the “repped” and other similar papers are produced.
With calender rolls of the ordinary construction, as the pressure is applied at the extreme ends, the roll is liable to assume a slightly curved shape, the effect of which is to produce an uneven surface on the paper, the outer portion of the web being more highly finished than the centre.
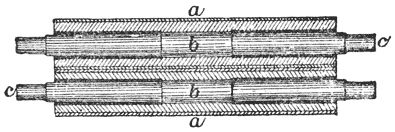
This defect is obviated to a very large extent by Schurmann’s Patent Anti-Deflection Rolls (Fig. 61). The roll proper consists of an outer shell a, through the centre of which and securely wedged in at b is the centre core c, the ends of which run in journals, and to which pressure is applied in the usual way. The pressure is communicated to the outer shell at the point of contact b, the result being that the parallelism of the surfaces of the rolls is maintained, and in consequence, the paper tends to be equally finished in every direction.
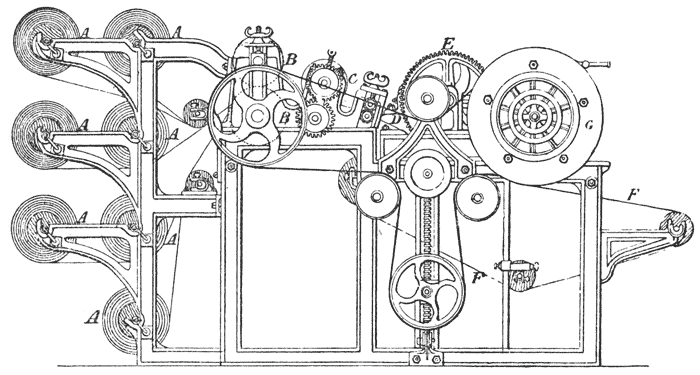
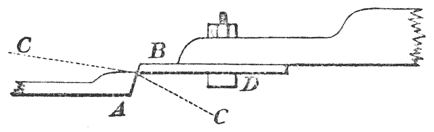
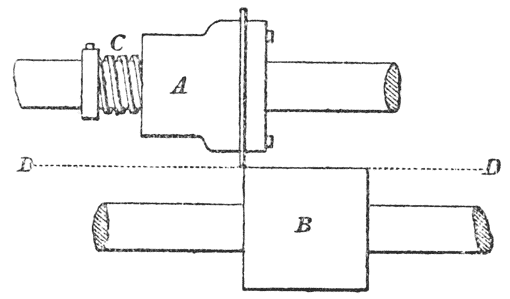
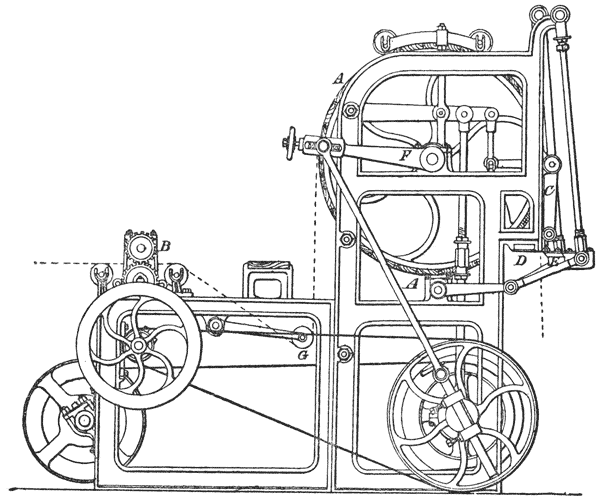
The paper to be cut is placed on the table F, touching the back gauge G, which can be brought backwards or forwards by means of the handle H, thus regulating the size of sheet.
The machine is set in motion by means of the lever A, which acts upon a friction-clutch connected with the driving-gear. This causes the knife-bar B and the clamp C to descend. {175} When the latter meets the paper its progress is arrested. The knife D, however, continues to descend, and passes through the sheets of paper. By means of slots placed at the back, the knife is made to take a diagonal course. The pressure of the clamp is maintained upon the paper during the cutting operation by means of a powerful spring contained in the tube E.
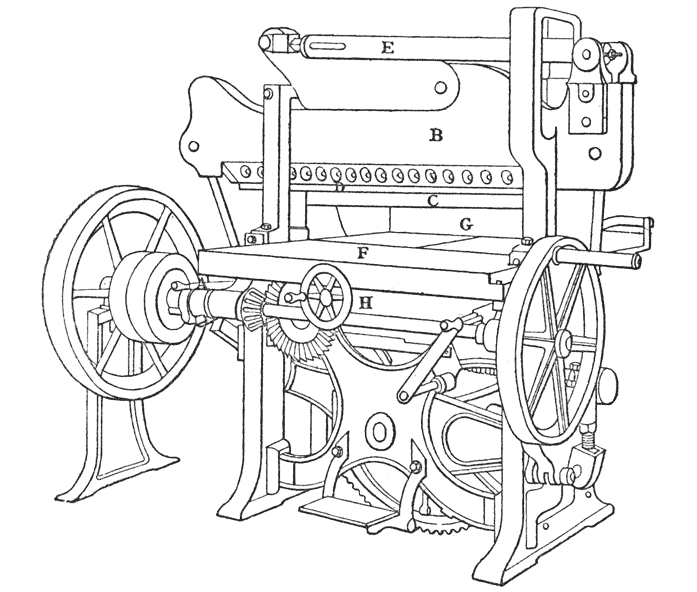
Paper is sold in sheets of definite sizes, and is made up into reams containing from 480 to 516 sheets. These sizes {176} correspond to different trade names—such, for example, as crown, demy, royal, imperial, &c. The weight per ream is usually expressed in addition to the name, thus: 14-lb. demy, 18-lb. double crown, &c. In this way the consumer is enabled to make a rough comparison of the thickness of the different kinds of paper.
In making paper it is the duty of the machineman to examine and weigh from time to time a sheet of the desired size, in order to ensure uniformity. Special lever balances can be obtained, showing at a glance the weight per ream of different numbers of sheets.
As we have already pointed out, caustic soda and lime are the only alkalis employed by the paper-maker for boiling fibres; the special cases in which carbonate of soda is used have been mentioned in their proper place.
The preparation of milk of lime requires little or no description, as the operation is a simple and tolerably familiar one. Before using, it should be passed through a fine wire sieve, to keep back sand, coal, and similar impurities which the lime invariably contains.
Caustic soda is met with in commerce in four forms, differing from each other in alkaline strength and colour, and of course in price. The lowest quality is what is known as caustic “bottoms”: it consists of that portion remaining at the bottom of the caustic-pot after the clear fused caustic soda has been ladled out, and it contains a considerable quantity of ferric oxide and other insoluble impurities. It is of a dark reddish brown colour, and contains 50–60 per cent. of alkali (Na2O). Its use in paper-making cannot be recommended, except for the preparation of the very lowest grade of pulp. The solution should be allowed to remain at rest, in order that the insoluble matter may subside.
The next in quality is known as cream caustic, so called from its slightly brown colour. It is usually sold containing 60 per cent. of alkali, in the form of a tolerably friable mass, having a crystalline structure. It is a very suitable form of alkali for the paper-maker.
The next in order is what is called 60 per cent. white. It {178} consists of a hard white mass, requiring considerable force to break it. Though whiter in appearance than cream caustic, it is in reality less pure, as it contains a considerable quantity of salt. It is made by continuing the evaporation of the caustic liquor to a further point than is the case with cream caustic, the result being that the whole of the water is driven off. A small quantity of nitre is then added to oxidise the sulphides and other compounds which impart the colour to cream caustic. Common salt is then added to reduce its strength to 60 per cent., in order to satisfy the whim of the consumer, who insists upon an article of a given definite strength. On this account it is somewhat inferior to cream caustic, and is, moreover, more expensive.
The highest quality of all is white 70 per cent. This resembles white 60 per cent. in appearance, but is much purer, and more expensive.
A very pure form of caustic soda has within the last few years been introduced by the Greenbank Alkali Company. It consists of small fragments, more or less crystalline, of almost pure sodium hydrate. It can be packed in wooden casks, and it dissolves very readily in water. It contains 76 per cent. of alkali. It is, however, much too costly for boiling purposes; it might, however, be used for the preparation of rosin size.
The following analyses of different forms of caustic soda and their relative prices will possibly be of interest:—
| (Davis.) White (70 Per Cent. Na2O). |
(Davis.) White (60 Per Cent. Na2O). |
(Morrison.) Cream (60 Per Cent. Na2O). | |
|---|---|---|---|
| Sodium hydrate | 89·60 | 75·25 | 70·00 |
| Sodium carbonate | 2·48 | 2·53 | 5·00 |
| Sodium chloride | 3·92 | 17·40 | 7·00 |
| Sodium sulphate | 3·42 | 4·40 | 2·00 |
| Sodium sulphide | 0·02 | 0·03 | — |
| Sodium silicate | 0·30 | 0·30 | — |
| Sodium aluminate | trace | trace | — |
| Water | none | none | 15·80 |
| Insoluble matter | none | none | 0·20 |
Their relative prices per ton f.o.b Liverpool, in December 1886, were:—70 per cent. white, 8l. 5s.; 60 per cent. white, 7l. 5s.; 60 per cent. cream, 7l.
All the above-mentioned forms of caustic soda occur in the form of more or less hard masses, and are contained in thin wrought-iron drums, which are filled with the caustic in a fused state. The soda is removed by breaking the drum with a chisel and hammer. The lumps of caustic may be put direct into the boiler, though it is better to dissolve them previously in water and allow any insoluble impurities to settle to the bottom of the solution.
Instead of buying caustic soda direct, it is the custom of some paper-makers to prepare it for themselves from carbonate of soda, which can now be obtained in various forms, some of great purity.
It occurs as caustic ash, containing about 40 per cent. of alkali as carbonate, and about 10 per cent. as caustic soda; soda-ash containing about 52 per cent. total alkali, nearly all as carbonate; and refined soda-ash containing 57–58 per cent. of alkali as carbonate. Some forms of carbonate of soda, such, for example, as those made by the ammonia process, are of even greater purity. The method of converting sodium carbonate into caustic soda will be described subsequently.
Unless the arrangements for washing and draining the lime-mud are very perfect, it is probably cheaper for the paper-maker to buy his caustic direct from the maker.
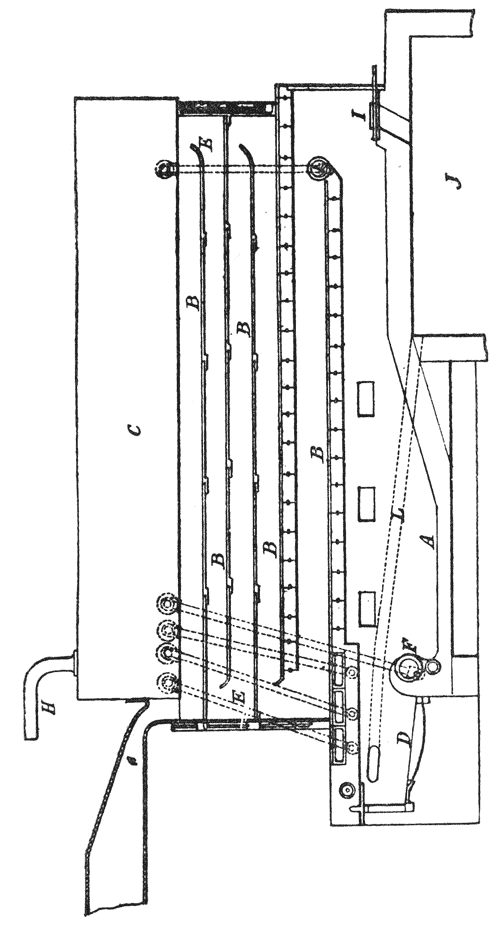
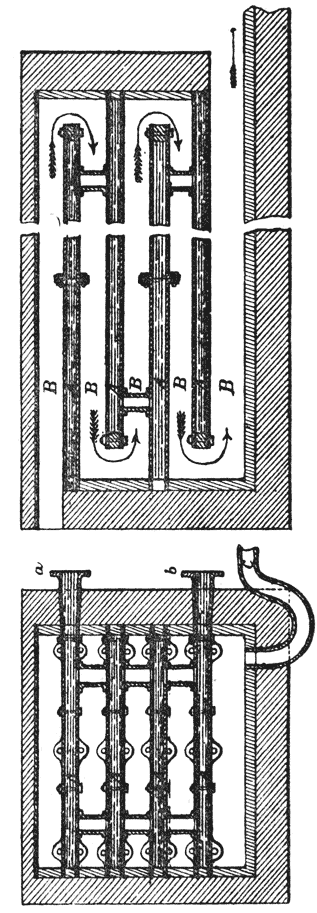
The apparatus for accomplishing the evaporation varies with almost every mill. In some, it is very primitive and {181} crude, consisting perhaps of only a furnace for incinerating the residue, and over it a pan containing the liquor, the latter being heated and evaporated by the heat from the furnace. It is obvious that, with such an arrangement, a large quantity of heat must be wasted. To economise as much as possible of this waste heat, various plans have been suggested. That of Rœckner, of Newcastle, appears to be to a great extent efficacious. It consists practically of a series of shallow trays B (Fig. 67) placed in a brick chamber, alternated so as to allow the heated air from the furnace below to play upon the surface of each in succession, on its way to the chimney, with which the whole system is in connection. Above the chamber containing these trays, is a large tank C, containing a store of the liquor to be evaporated, placed there so as still further to economise the heat, and from which the liquor runs on to the trays. The furnace A is of the ordinary reverberatory kind; below it, and connected with it by a kind of damper, is a large chamber J, where the calcined residue from the furnace is put to cool, thus preventing any nuisance from the smell of the burning mass. The chamber is provided with a pipe L, through which the vapours pass into the furnace. Several pipes E from the furnace pass through the {182} tank, to assist in warming the liquor. The residue, when cold, is drawn through doors from the chamber below the furnace. Rœckner has devised an apparatus (Fig. 68), consisting of a small chamber containing a series of pipes A, through which a stream of cold water constantly runs, in connection with the flue from his evaporator, for the purpose of condensing volatile bodies, and thus preventing, to a certain extent, contamination of the surrounding air.
A very economical form of evaporator is that invented by Porion, a French distiller, and named after him. It is shown in sectional elevation and plan in Figs. 69 and 70. It is largely used on the Continent, and also in England and Scotland. It consists of a large chamber k, the floor of which is slightly inclined from the chimney shaft, and through which the waste heat from the furnace a passes.
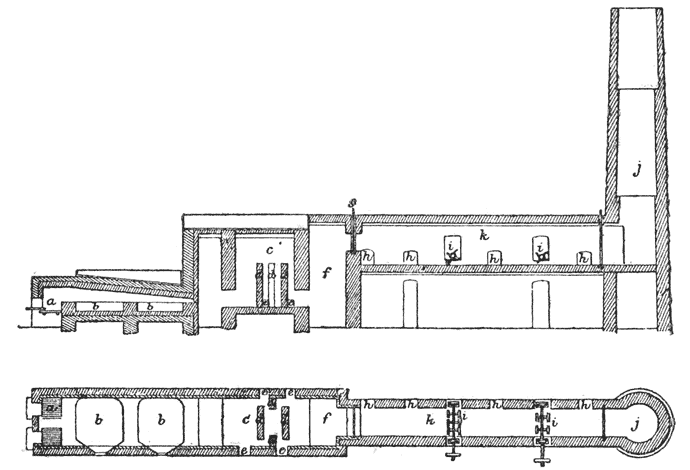
The liquor to be evaporated is run in at the end nearest the chimney from the tank placed above the chamber c. A number of cast-iron fanners i, dip into the liquor and revolve rapidly, usually at the rate of about 300 revolutions per {183} minute, producing and filling the chamber with a very fine spray, thus presenting a very large evaporating surface.
Between the furnace and the evaporator are placed the chambers c and f. In c a number of brick walls d are so placed that the flames from the furnace are intercepted and broken up. The object of this is to give time for all the products of combustion to be thoroughly burnt up, which would not be the case without the “smell-consumer,” as these chambers are called. This part is an addition to the original evaporator, and was devised by Messrs. Menzies and Davis. The liquor after having been concentrated in the chamber k runs into a trough placed alongside the doors h and flows into one or other of the furnace beds b where it is still further concentrated, and the residue ignited by the flames from the fires a. The draught can be regulated by the damper g, and also by one placed near the shaft j. The doors e, in the smell-consuming chamber, are for the purpose of cleaning out. The fanners i are worked by a small steam engine, not shown in the drawing. Under properly regulated conditions very excellent results can be obtained with this evaporator. The temperature of the gases near the chimney should not be higher than about 85°. By running the fanners at a very high speed the temperature of the gases may be even further reduced, thus showing the completeness of the evaporation.
This form of evaporator is open to the objection that the whole of the sulphur in the coal employed for the furnaces, finds its way into the recovered soda. It combines with the alkali to form sulphite of soda, part of which is decomposed in the furnace with formation of sodium sulphate, sulphide, and other sulphur compounds. The same objection, of course, applies, though perhaps in a less degree, to all systems of evaporation in which the flame is in contact with the liquor to be evaporated.
The Porion evaporator can be erected at very small cost, and costs but little for maintenance. It is capable of producing 3⁄4 ton of recovered soda per ton of coal with liquors {184} of the usual strength. It has proved itself to be perhaps the most economical evaporator existing.
Some time ago there was erected in Lancashire an evaporator invented and patented by Mr. Alfred Chapman. It is shown in Figs. 71, 72, 73, and 74. The evaporation is effected at a low temperature in three vacuum pans E, and with the unusual result that the concentrated liquor gelatinises after leaving the third vacuum-pan, instead of taking the ordinary form of the concentrated products of other evaporators. It is said that this apparatus gives an excellent product, with great economy of labour and water, and with no drainage of foul liquor from the buildings. Observations extending over three months have proved that it evaporates 22 lb. of water from the liquor per lb. of coal used under the boiler. It is however very costly to erect.
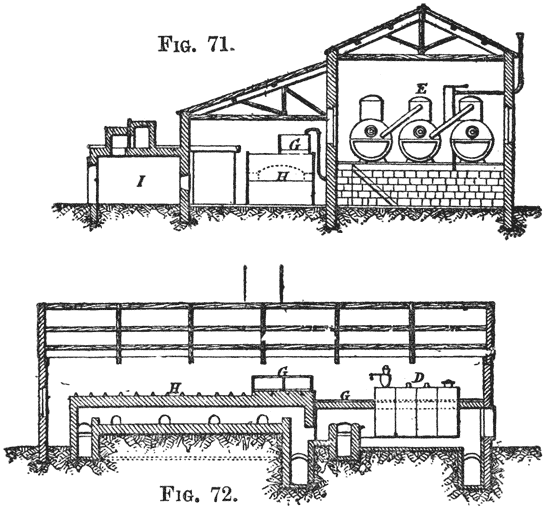
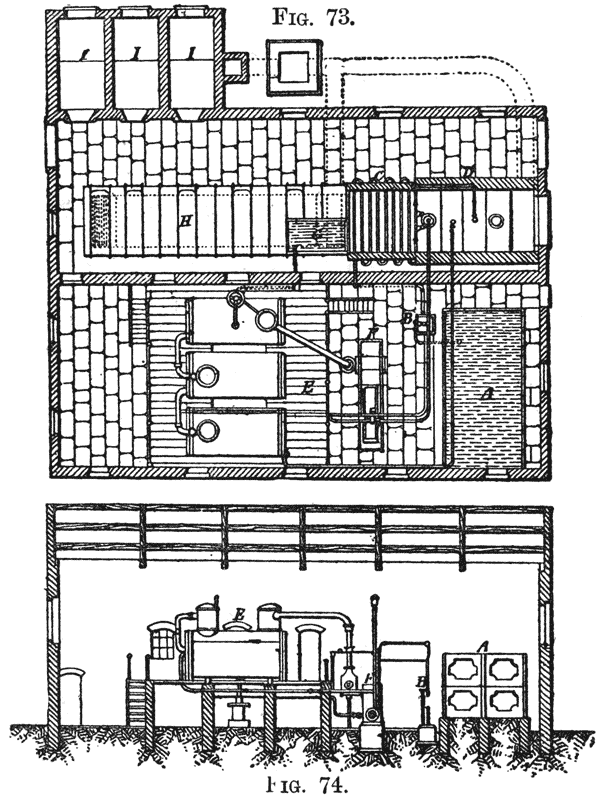
The waste liquor is discharged into the tank A, whence it is pumped by the donkey-engine B, through the feed-heater C, {185} into the boiler D, which receives heat from the incinerating furnace H, and, in case of need, from an auxiliary furnace shown on the plan, under the feed-liquor-heater. The steam produced in D is taken to the first vacuum-pan at E, and having heated its contents, the products of evaporation pass over into the tubes of the second pan; this, in its turn, gives up its products of evaporation to the third, whence they go to the condenser of the vacuum-engine F. Thus the heat from the furnace H is used for incinerating the concentrated liquor {186} on its bed, for beating the feed-liquor in the feed-heater pipes, and for making steam out of the liquor itself in the boiler; this steam finally drives the donkey-pump and vacuum-engine, and causes the evaporation in the three vacuum-pans E. One advantage of this evaporator is the fact that the liquor is evaporated out of contact with the furnace gases.
Whatever be the method of evaporating or concentrating the liquor, the final treatment in the furnaces is much the same in every case. The furnaces shown in Figs. 69 and 70 may be taken to represent the ordinary form. The concentrated liquor is run on to either of the beds b, where the last portions of water are driven off by the heat from the fireplaces a, and the residual mass is ignited until all the organic matter contained in the liquors is carbonised and the soda is converted into carbonate of soda. This takes place in about 4 hours, according to the degree of concentration of the liquor as it is run into the furnaces. The running in of liquor should be done with great care, as explosions sometimes occur through the sudden liberation of steam on the liquor coming in contact with the hot beds. The charge should be allowed to remain in the furnace until it is thoroughly carbonised and all volatile matters have been driven off, otherwise a nuisance may be caused when the still burning mass is exposed to the air. Rœckner’s evaporator is provided with a special chamber into which the charge is drawn (J, Fig. 67).
The composition of the recovered soda varies with the nature of the liquors from which it has been obtained, and, as has been already pointed out, with the form of evaporator employed. It consists essentially of carbonate of soda, together with a certain amount of silicate of soda, if derived from liquors in which straw or esparto have been boiled, chloride of sodium, sulphate of soda, sulphite of soda, sulphide of sodium, and other sulphur compounds, the rest being made up of carbon and insoluble impurities. The amount of soda varies from 35 to 45 per cent. (Na2O). The following analysis {187} will give some idea of the composition of Recovered Soda:—
| *Sodium carbonate | 72·33 |
|---|---|
| Sodium hydrate | 1·93 |
| Sodium chloride | 8·30 |
| Sodium sulphate | 3·95 |
| Sodium sulphite | ·63 |
| Silica | 7·09 |
| Carbon | 4·70 |
| Oxide of iron and alumina | ·50 |
| Other constituents (by difference) | ·57 |
| 100·00 |
The whole of the soda present as sulphur compounds is not lost, as a large proportion of it is present as sodium sulphite, most of which is converted into caustic soda by the causticising process.
* A certain quantity of potash derived from the mineral constituents of esparto and straw is always present in recovered soda.
A certain amount of soda is carried forward, partly mechanically and partly volatilised, to the flue leading to the chimney. This accumulates, and may be from time to time removed in the form of fine dust. It contains, besides carbonate of soda, much sulphate and chloride. In two different samples examined by the authors, the amounts of soda (Na2O) present were 25·0 and 27·1 per cent.
This operation is known as “causticising,” and consists in heating a solution of the soda with lime. The decomposition which takes place is shown in the following equation:—
The recovered soda should be dissolved in separate vessels. Perhaps the best form of apparatus is a series of lixiviating tanks such as are used for dissolving the alkali in black ash. {188} By this means a nearly perfect exhaustion of the mass can be effected with a minimum of labour. Special tanks are sometimes made for the purpose, provided with mechanical stirrers.
It is essential in dissolving the recovered soda that a high temperature should be employed, as otherwise a portion of the soda present as silicate of soda will be lost, as it is only with difficulty soluble, and requires rather prolonged heating with water. Whatever the form of apparatus employed it should be so arranged that, after running off the strong liquor, the insoluble residue may be further treated with water. In the case of the vats mentioned above, this process is made continuous, pure water being run in at one end, and strong liquor flowing from the other. If other forms are used, the liquor after settling, may be run off by means of a pipe passing through the bottom or side of the vessel, and near the bottom, and consisting of two parts, one long, and one short. The short part is stationary, and is connected to the longer part by means of a movable knee joint, allowing it to be deflected. The liquor having settled sufficiently, the movable limb is lowered beneath the surface of the liquor which is then allowed to flow through. As the surface of the liquor falls, the pipe is gradually lowered. In this way the clear solution can be run off without disturbing the residue at the bottom. The open end of the pipe is usually covered with coarse wire gauze, to keep back insoluble impurities. With properly calcined recovered soda, the solution should be bright and almost colourless. If at all brown in colour, and if it has an empyreumatic odour, it indicates imperfect calcination. The residue in the dissolving tanks consists chiefly of carbonaceous matter, together with some soda, insoluble matter, &c.
The liquor is now ready to be causticised. This should be done in a separate vessel, although it is the practice in many mills to perform this operation in the same vessel in which the solution of the soda has been conducted. A good form of causticiser can be made from an old egg-shaped boiler, by cutting it in two along its length. {189}
It should be provided with two or more vertical steam pipes, connected at the bottom of the boiler with a horizontal pipe perforated with numerous holes. The vertical steam pipes should be furnished with injectors, whereby air is drawn in, and forced with the steam through the holes in the horizontal pipe. The stream of air serves the double purpose of thoroughly agitating the liquor and of oxidising any sodium sulphide in the recovered soda. The liquor before causticising should be reduced in strength to about 20–25 degrees Twaddle, which may be done with the washings of the residue from the recovered soda, or from the washings obtained subsequently from the lime-mud. This strength should never be exceeded, otherwise imperfect conversion into caustic soda is the result. This is due to the fact that concentrated solutions of caustic soda react upon calcium carbonate, forming sodium carbonate, and calcium hydrate, the reaction being the reverse of that indicated in the above equation. If the liquors are very strong in carbonate of soda, and comparatively free from sulphate, they should not be causticised at much over 20° Twaddle, if they contain much sulphate, and therefore less carbonate, the higher strength can with safety be adopted.
The causticising vessel should be provided with a stout iron cage or basket, into which the lime can be put. This should be securely fastened to the vessel, and should dip into the liquid.
The liquor having been properly diluted, is now heated by means of the steam pipes, and the lime put into its cage. It should be put in in lumps. As the liquor reaches the boiling point, the reaction will proceed rapidly, and the lime will gradually disappear; fresh lumps should be added if necessary. If the liquor is sufficiently heated the causticising will be complete in from two to three hours. The liquor should be tested from time to time; this is usually done by a workman. He withdraws a sample of the liquor, and after allowing the calcium carbonate to subside, pours off a portion of the clear liquid into a glass vessel. He {190} then adds an excess of either sulphuric or hydrochloric acid. If any effervescence takes place, due to the evolution of carbonic acid gas, he knows that the operation of causticising is incomplete; the heating must therefore be continued. It is difficult, without an undue expenditure of time and steam, to convert the whole of the soda into caustic: it should however be so perfect, that on testing only a very slight effervescence occurs. It is quite easy to convert as much as 95 per cent. of the soda, or even more. The actual amount converted can only be ascertained by a careful analysis of the liquor.
The amount of lime used is generally somewhat in excess of the theoretical quantity; 106 parts of sodium carbonate (Na2CO3) require 56 parts of lime (CaO): it is necessary, however, to add about 60 parts. A very good plan is to conduct two or even three causticisings in the same vessel without cleaning out or removing the calcium carbonate, using in the first operation a large excess of lime. The causticising being completed, the calcium carbonate and excess of lime are allowed to settle down, and the clear liquor run off by an arrangement such as that already described in the dissolving process. Fresh solution is then run in and the whole mass heated for some time, until the excess of lime is converted into carbonate. Fresh lime is then added if necessary until the conversion of the carbonate of soda is complete. The liquor is then allowed to settle, and is run off as before: this operation may again be repeated.
The residual calcium carbonate, or “lime-mud” as it is called in alkali works, is then washed once or twice by running in water, boiling up, allowing to settle, and running off the clear liquor. If these liquors are too weak for use in boiling fibres, they may be used for diluting fresh recovered soda liquor before causticising, or for dissolving the soda.
Some arrangement should be provided for removing as much as possible of the liquor from the lime-mud before throwing it away or otherwise disposing of it. This is best done by throwing it on a filter made of layers of stones, {191} ashes and sand, and covered at the top with perforated iron plates. The filter is connected with a vacuum pump. In this way very perfect draining is accomplished, and the mud forms a hard mass on the surface of the filter, from which it can be easily removed with spades. In this form it contains only 50–60 per cent. of water. If properly washed it should contain in this state only about 2 per cent. of alkali (Na2O). By careful manipulation, even this amount can be reduced.
The importance of thoroughly washing the mud can hardly be too much insisted upon. Where proper means are not employed for draining, the washing should be made more perfect. The lime-mud consists chiefly of carbonate of lime, together with silicate, free lime, &c. The following analysis is of a mud obtained by causticising recovered soda derived from the liquors in which esparto and straw had been boiled:—
| Calcium carbonate | 40·02 |
|---|---|
| Calcium hydrate | 5·13 |
| Silica | 4·01 |
| Sodium hydrate | 2·13 |
| Oxide of iron and alumina | 0·30 |
| Water | 48·10 |
| Other constituents | 0·31 |
| 100·00 |
As already pointed out the liquors contain a certain amount of soda, as sodium sulphide and other sulphur compounds. The presence of the former, if in large quantities, is objectionable, as it is liable to discolour fibres boiled in liquors containing it. It is therefore best to remove it. This can be conveniently done by blowing air into the liquors during the process of causticising: this has the effect of oxidising it to sulphate of soda, in which form it is harmless.
The air can of course be blown into the liquor by means of a pump; the most economical way is to connect with the steam pipe an injector constructed on the principle of the injectors used for feeding boilers and for other purposes. By this means a strong current of air is drawn in, and {192} being forced with the stream to the bottom of the liquor, passes through it in a number of fine streams.
If the amount of sulphide present be very high it may be necessary to prolong the oxidising operation beyond the time necessary for complete causticising.
In many paper-mills the causticising is conducted in circular vessels furnished with mechanical agitators. These are more expensive than the simple form described above, and they possess no special advantages. The use of causticisers in which neither mechanical agitation nor agitation by means of air is provided for is exceedingly wasteful of labour, time, steam, and soda. The lime-mud settles at the bottom as a hard mass, very difficult to manipulate.
There are two points of view from which a paper may be tested: first, of physical or mechanical properties; secondly, of material composition. We shall consider the subject according to this division.
(I.) Quantitative measurements of such properties as resistances to breaking and tearing strains are seldom made by English paper-makers. In Germany, on the other hand, the matter has been very thoroughly investigated in connection with the work of the Königl. Techn. Versuchsanstalt, Berlin, and through the agency and influence of Prof. Sell, and C. Hofmann, a department has been organised exclusively for the work of paper testing. The results of the tests are becoming widely recognised by practical men and the trade in that country, as affording a true index of the quality of a paper. It is therefore of importance to give an outline of the methods employed.
The determination of the strain or weight which a paper is capable of supporting is a very obvious measure of the strength of the paper. Observations of the limiting strain or breaking weight are sometimes made by paper-makers, but the apparatus and method employed are usually crude. The simplest means consist in clamping the paper—a strip of standard length and breadth, arbitrarily chosen—at one end, the clamp being firmly held in a fixed support, and to the other attaching by means of a similar clamp, an ordinary scale pan, the whole arrangement hanging vertically. Into the pan, weights are added in due succession until fracture of the strip is determined. It is scarcely necessary to point {194} out that the errors of experiment with such a method are very great: indeed it has been found that even with the refined apparatus about to be described the errors are not inconsiderable. However, by exhaustive investigation, according to the well-known “law of errors,” these have been quantified, and a careful operator can therefore obtain results which are trustworthy. The apparatus in question is the Hartig-Reusch machine.14 It is shown in sectional elevation and plan in Figs. 75 and 76.
14 A complete description of this machine is given in ‘Civil Engineer,’ 1879.
The principle will be readily grasped by inspection of the diagrammatic representation of its essential parts—Fig. 77. The strip of paper is held horizontally by the clamps a and b, a being held by the fixed support A, b by the movable carriage B. B is connected by means of a swivel with the spiral spring F, and this again is similarly connected with the screw, which is made to rotate by the wheel D. By turning D, therefore, the spiral may be extended, and a corresponding strain communicated through B and b to the paper. The paper undergoes a certain elongation under the strain, and the carriage B moves from right to left in consequence. The rotation of the screw is continued, and the extension of the spiral proceeds until the paper is fractured. At this point it is required to determine, (1) the elongation of the spiral which is the measure of the breaking strain, and (2) the distance through which the carriage has moved, i.e. the elongation of the paper. Both these effects are communicated to the pencil G, the latter directly, since the pencil-holder is in rigid connection with B, the former through the rod I, from which, by a special arrangement, the horizontal is converted into a vertical motion of the pencil. This, therefore, traces a curve, of which the ordinates represent the strains, and the abscissæ the elongations of the paper produced by the strain.
The scale shown in Fig. 76 indicates the exact position of the clamp A. {195}
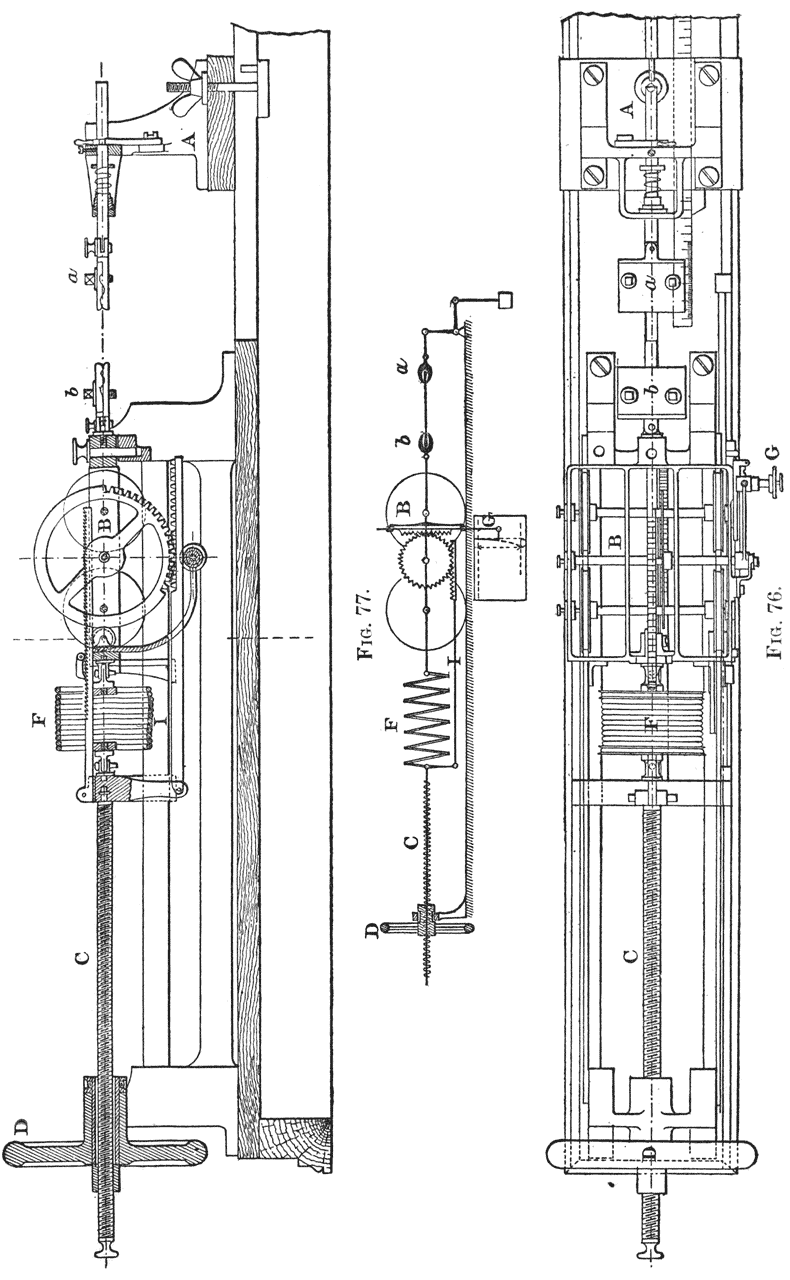
| FIG. 77. | FIG. 76. |
The values for the spiral spring—i.e. extension for a given load—having been determined by previous observations in a special apparatus, the curve obtained is at once a measure and a permanent record of these cardinal factors, breaking strain and elasticity. As with all other such instruments, the recording apparatus introduces certain errors, which, however, by careful investigation and modification in accordance with the results, have been reduced to a minimum. Nevertheless, the director, Dr. Martens, has recently adopted a simpler instrument, altogether similar in principle, but based upon a direct reading of the two movements, in which of course these errors do not appear. For the student, however, the recording instrument is the more instructive, and we have given it preference for description here, more especially as no difference in essential parts is involved.
Those who wish to pursue the matter into the most interesting details of the investigations made upon the subject, are referred to the papers published by the Institute for 1885.15
15 Mittheilungen a. d. Königl. Techn. Versuchsanst, Berlin.
In testing the strength of papers by this or similar machines, it is important to observe the hygrometric state of the atmosphere at the time the trials are made, as this has been found to exert a considerable influence on the results, a paper being weaker the moister the atmosphere.
The results of the tests are expressed in the following terms:—The elongation is given directly in percentage of the original length. This is uniformly taken at 180 mm., a length arrived at after laborious investigation, as minimising the errors of experiment; in other words, as giving mean value with the minimum of variation. For the breaking strain an ingenious expression has been arrived at, viz. the length of the paper which suspended vertically, with one end hanging freely, the other fixed, would determine fracture at the fixed end. As the breaking strain would vary with the thickness, the numbers obtained in {197} units of force or weight for strips of constant breadth, would need correction in order to admit of strict comparison with one another. By substituting an expression in terms of the paper itself—since a paper of greater thickness, and requiring therefore a proportionately greater force to fracture it, weighs more per unit of area, and in the same proportion—all the numbers for breaking strains are strictly comparative one with the other. In the same way also the question of width may be disregarded.
A further mechanical test, forming a part of the scheme of investigation, is the resistance of the paper to rubbing. This test is an altogether empirical one, as the following brief description will show:—A piece of the paper, about 6 inches square, crumpled by successive folding in two directions at right angles, is grasped by the thumb and forefinger of each hand, at a distance of 3–4 inches apart. It is then rubbed upon itself across the thumbs a given number of times (seven is the number chosen) and held up to the light. If no holes are visible, the rubbing is repeated. The number of times necessary to repeat the rubbing until holes appear is the measure of the resistance. A sufficient uniformity in the results of this test has been observed to make it the basis of a classification of papers, in regard to their resistance to such disintegration; they are divided into the following eight groups, beginning with the lowest:—
The classification of papers on the results of these tests cannot be more lucidly given than in the following scheme, under which the results are officially recorded:—
| Class. | 1 | 2 | 3 | 4 | 5 | 6 |
|---|---|---|---|---|---|---|
| a. Mean breaking length (metres) not less than | 6000 | 5000 | 4000 | 3000 | 2000 | 1000 |
| b. Mean elongation (per cent.) at fracture not less than | 4·5 | 4 | 3 | 2·5 | 2 | 1·5 |
| c. Resistance to rubbing | 6 | 6 | 5 | 4 | 3 | 1 |
This classification is based on the results of some hundreds of observations. It is interesting to note the differences observed in the numbers for a and b according to the direction for the test in which the paper is cut, i.e. in the direction in which it was run on the paper machine, or at right angles (see Chap. XI. p. 171). The mean ratio for the breaking lengths (strains) may be taken as 1 : 1·6, i.e. the paper is about 40 per cent.16 weaker across the web; the elongation under strain on the other hand is about double.
16 In the statement of results the mean of the numbers obtained in the two directions is given.
It is also of interest to note the influence of the glazing process (p. 167) upon the quality of the paper as determined by these tests.
First, we must notice the effect of the treatment upon the substance of the paper itself. The mean reduction of thickness is 23 per cent. On the other hand, the reduction of weight, calculated per unit of surface (square metre), is 6·7 per cent., whence we may infer an increase of surface, flattening out, in the process. These quantities, but more particularly the latter, will doubtless vary with the various methods of glazing and with the materials of which the paper is composed.
The breaking length (strain) shows a mean increase of about 8 per cent.; the elongation under strain, on the other hand, a diminution of 6 per cent.
For an interesting discussion of the question of the relative strengths of machine and hand-made paper see ‘Paper,’ by Richard Parkinson.
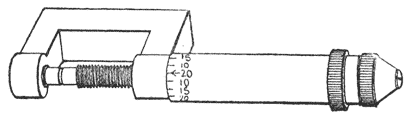
The thickness of a paper may be determined by means of an ordinary micrometer, such as is shown in Fig. 78. The paper is placed in the jaws of the instrument, and the screw {199} advanced until it touches the paper. The thickness is then read off on the scale. Other forms of apparatus are sold for the same purpose. In making a determination of the thickness of a paper it is necessary to take the mean of a series of observations at different points of the sheet, as the thickness may vary somewhat.
(II.) The analysis of a paper naturally divides itself into two parts:—(a) The determination of the nature of the fibrous material of which it is composed; and (b) the identification of such adventitious substances as size and filling material.
A fragment of the paper is soaked for some time in glycerine, and is then carefully teased out with a pair of needles, and the fragments laid on a glass slip with a drop of glycerine. A cover-glass is then laid on and lightly pressed down so as to spread the fibres in a thin layer.
The microscopical features of the different fibres have been already described, and it is only necessary now to summarise the chief characteristics of the more important materials.
The microscopical examination of a paper is a matter of very great difficulty, and one requiring much practice. The student is recommended to study closely for himself the microscopical features of pulps obtained from authentic specimens.
Some approximate idea of the relative proportion of the various fibres present in a paper can be obtained from a careful microscopical examination.
Vétillart maintains that a quantitative determination within a fair limit of accuracy is possible. On the other hand, the {201} Berlin Prüfungsanstalt do not profess to do more than merely identify the fibres.
In examining a paper under the microscope, it should be observed whether the fibres appear as fragments, or whether they consist of whole bast cells in which the tapered ends appear.
Cotton and linen, owing to the great length of their ultimate fibres, yield, when beaten, fragments showing where the fracture has taken place. From the appearance of this fracture it is possible to ascertain whether or not the beating operation has been properly conducted. If the beater-knives have been too sharp, or have been let down to the bed-plate too quickly, the fractures will appear as clean cuts, whereas when the operation has been properly conducted the fracture will appear ragged and drawn out. The bearing of this on the strength of the finished paper is considerable.
Esparto, straw, and wood, whose ultimate fibres do not exceed 1–2 mm., should, in the majority of cases, appear as whole bast fibres with two tapered ends; the beating, when properly conducted, being confined merely to the separation into these ultimate fibres.
Mechanical wood-pulp, when treated with a solution of aniline sulphate, develops, even in the cold, a deep yellow colour. If a paper containing mechanical wood-pulp so treated be examined under the microscope, the fragments of wood will be found to be deeply stained, whereas the other {202} fibres remain colourless or nearly so. It must be borne in mind that cellulose obtained from lignified fibres, if the boiling and bleaching processes have not been carried sufficiently far, will give with aniline sulphate a more or less intense yellow coloration. Various other reagents have been suggested for the identification of mechanical wood-pulp, all based upon the production of a colour with lignose.
The reaction of lignose with chlorine and sodium sulphite solution already referred to (p. 19) may also be made available for the detection of mechanical wood-pulp in a paper. Imperfectly boiled or bleached pulps sometimes give this reaction faintly.
The authors have proposed a method of estimating the amount of mechanical wood-pulp present in a paper, based upon the absorption of iodine in definite proportions by wood in a finely divided state, under strictly regulated conditions. The paper is carefully reduced to a fine pulp, and is then left in contact with a standard solution of iodine in potassium iodide. At the end of twenty-four hours the amount of free iodine is determined by titration with sodium thiosulphate and by deducting this from the amount originally taken, the amount absorbed is ascertained. As this amount, under {203} strictly comparative conditions, always corresponds to a definite amount of mechanical wood-pulp the amount present can be readily calculated.
The presence of starch in a paper can be readily ascertained by its behaviour with a solution of iodine. If starch be present the well-known blue colour of the compound of iodine and starch will be produced. The determination of the amount of starch present is a matter of some difficulty, the details of which are somewhat beyond the scope of the present work. It is based upon the conversion of the starch into sugar, and the estimation of the latter with Fehling’s solution.
The nature of the material with which a paper is sized may be ascertained in the following way:—
The sample, cut up into small fragments, is warmed for a few minutes with alcohol containing a few drops of acetic acid. The alcohol is allowed to cool, and is then poured into four or five times its bulk of distilled water. If any precipitate or cloudiness is produced, it indicates that the paper has been sized with rosin. The alcohol dissolves the rosin, which, being insoluble in water, is thrown down on dilution. The alcohol used should be previously purified by distillation, as some samples contain a small quantity of shellac, which would itself be precipitated with water. {204}
The paper after treatment with alcohol should now be boiled for some minutes with water: the solution allowed to cool, and then filtered. To the filtrate a few drops of a solution of tannic acid are added, when, if the paper has been sized with gelatine, a white curdy precipitate will be formed.
The estimation of the amount of sizing material in a paper is a very complicated process and one which demands considerable chemical experience for its proper conduct.
The amount of gelatine present is best ascertained by determining the amount of nitrogen present by combustion with soda-lime, and from this, calculating the amount of gelatine. Pure gelatine contains 18·16 per cent. of nitrogen (Muntz). The comparison of one paper with another with a view to ascertain the relative degree of sizing, is usually performed in a more or less rough and ready way by moistening the samples with the tongue for a certain time, and noticing the degree of transparency produced, which is of course inversely to the degree of hardness. A more accurate method consists in placing a drop of a mixture of alcohol and water containing some colouring matter in solution and determining the time necessary for the colour to make its appearance on the other side. In this way more trustworthy comparisons can be made.
A knowledge of the methods usually employed for the qualitative and quantitative analysis of the various chemical substances met with in paper manufacture is of considerable importance. The scope of this work will not allow us to enter fully into the necessary details of manipulation; for these the reader is referred to standard works on analysis; we will merely indicate the methods.
In testing recovered soda, it is necessary to boil the finely powdered ash for some time with water; unless this be done, the amount of alkali will probably be under-estimated, as part of the soda is present as a difficultly soluble silicate.
It is sometimes desirable to determine the amount both of sodium hydrate and carbonate in a sample of alkali. For this purpose an excess of a solution of barium chloride is added to a solution containing a known quantity of the substance under examination, and the mixture made up to a definite volume. It is then filtered, and an aliquot portion of the filtrate titrated with standard alkali. The filtrate contains only the alkali that was originally present as hydrate, the carbonate of soda having formed with the barium chloride, insoluble barium carbonate, and sodium chloride.
The method of estimating the amount of available chlorine in bleaching powder by determining the quantity of ferrous sulphate it is capable of oxidising is fallacious, as by this means calcium chlorate is included in the result.
Bleaching powder should contain about 35 per cent. of available chlorine, but the percentage frequently falls below this amount, especially in warm weather.
Great care should be exercised in the sampling of bleaching powder, as indeed of all chemicals, in order to insure an average result. Small portions should be taken from different parts of the bulk; the whole should then be carefully mixed, and, if necessary, reduced to powder. Portions of the mixture should be taken, pounded, and again thoroughly mixed.
If this process be repeated once or twice, a perfectly uniform sample will be obtained.
(1) The alumina is estimated as such by precipitation with ammonia. Ferric oxide is also thrown down with alumina, and must therefore be deducted from the amount of the mixed oxides obtained.
(2) The percentage of iron oxide present is determined in the following way. A considerable quantity of the sample under examination is dissolved in water, and to the boiling solution a large excess of caustic potash solution is added. The caustic potash precipitates both the alumina and ferric hydrates, the former, however, redissolves. The solution is filtered, and the precipitate of ferric hydrate washed, dissolved in dilute hydrochloric acid, and reprecipitated with excess of caustic potash. It is again thrown on to a filter, washed, redissolved in hydrochloric acid, and again reprecipitated with ammonia. In this way it is obtained free from alumina.17
17 For a method of estimating minute quantities of iron in alums see ‘Journ. Soc. Chem. Ind.,’ April 1887, p. 276.
(3) Free Acid.—This can be estimated indirectly, i.e. by estimating the alumina and ferric oxide, calculating the amount of sulphuric acid necessary to combine with them, and deducting this from the total amount of sulphuric acid obtained. In the case of alum it is of course necessary to make due allowance for the sulphate of potash or ammonia present. The sulphuric acid is estimated as barium sulphate in the usual way.
It should be borne in mind that sulphates of alumina are sometimes met with containing uncombined alumina. A convenient method of estimating free acid consists in digesting a weighed quantity of the finely powdered sample in strong alcohol. The alcohol dissolves away the free acid, which can be estimated in the solution by means of a standard solution of alkali.
Free acid can be detected by means of a solution of {208} Congo-red, which is turned blue with free acid, but not with pure sulphate of alumina.
The same solution serves also for the estimation of sulphurous acid in sodium and other sulphites.
When perfectly cold, the “stiffness” of the pastes should be compared. This may be done by noting the relative resistance to weights placed upon their surface. Information on this subject is contained in a paper by W. Thomson in the ‘Journ. Soc. Chem. Ind.,’ March 1886.
The identification of starches by means of their microscopical appearances is tolerably simple, as each particular kind possesses characteristic differences.
Raw materials intended for the preparation of gelatine may be similarly examined. They yield the whole of their gelatine on heating with water. The effect of prolonged heating on solution of gelatine should be borne in mind. The amount of residue left after treatment with water should be carefully determined.
The chemical examination is both difficult and somewhat misleading. A microscopical examination will often throw much light on their composition.
For comparing the tinctorial power of different samples, weighed quantities should be ground up with starch or some other white powder. In this way some idea of the intensity of colour can be readily arrived at.
In choosing a spot on which to build a paper-mill, the manufacturer has to take into consideration several very important circumstances. Chief of these is the necessity for having a large supply of water at command. Not only is a large quantity needful, but it should be free from impurities, such as suspended matter and iron. The former, it is true, can be removed by settling and filtration; the latter cannot, and is liable to injuriously affect the colour of the paper. Again, as a question of economy in working, it is advantageous to have convenient water-power; therefore for this, as well as for the former reason, paper-mills are usually situated on the bank of a stream. In choosing such a site, paper-makers are probably also influenced by the fact that it affords a ready means for the removal of impurities. In properly conducted mills, where suitable apparatus is employed for evaporating the liquors in which the raw material has been boiled, the stream should not be polluted to any very great extent. Generally speaking, the greater the pollution, the more are valuable materials being lost to the manufacturer. It is obvious that the site for a mill should also be chosen with reference to its proximity to means of transit for the raw and manufactured materials.
The disposition of the different divisions of a paper-mill depends of course upon the nature of the paper it is intended to make and to a large extent upon local circumstances. Fig. 79 will give some idea of the general arrangement of a mill for manufacturing esparto paper. {211}
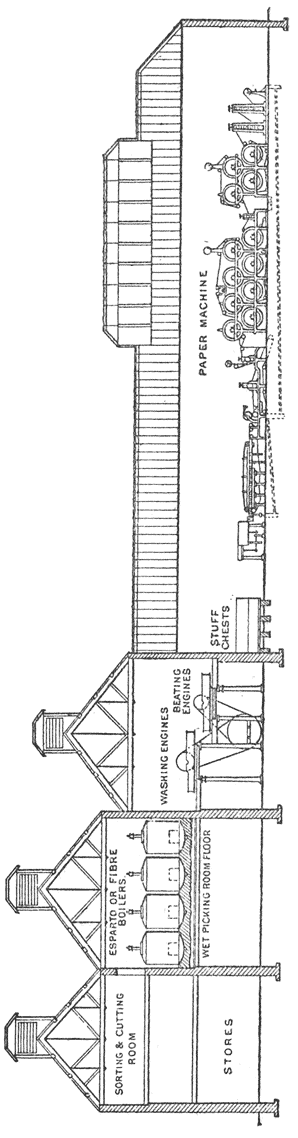
The impurities of water consist of two classes, insoluble and soluble. The former can be readily removed by processes of settling and filtration. For this purpose most paper-mills are provided with large ponds capable of holding several days’ supply. These are sometimes supplemented by filtering beds. Insoluble impurities can also be removed by passing the water through filter-presses.
Fig. 80 is an illustration of Rœckner’s patent clarifier, which may also be applied to this purpose.
The cylinders C dip below the surface of the water to be purified, which is contained in the reservoir A. They are open at their lower ends, but are closed at the top by the domes D. These are connected with the pump I by means of the pipes H. On starting the pump the water rises slowly in the cylinders. As soon as it reaches the level of the top, the action of the pump is stopped and the cocks K opened, when the water commences to flow down the pipes G, which together {212} with the cylinders form a kind of siphon. If the reservoir A be kept full, the siphons can be made to act continuously. The flow of water being slow, insoluble impurities have time to subside.
The impurities may from time to time be removed by means of the small pump L connected with the bottom of the reservoir.
The clarifier can also be used for the purification of the effluent water from paper-mills.
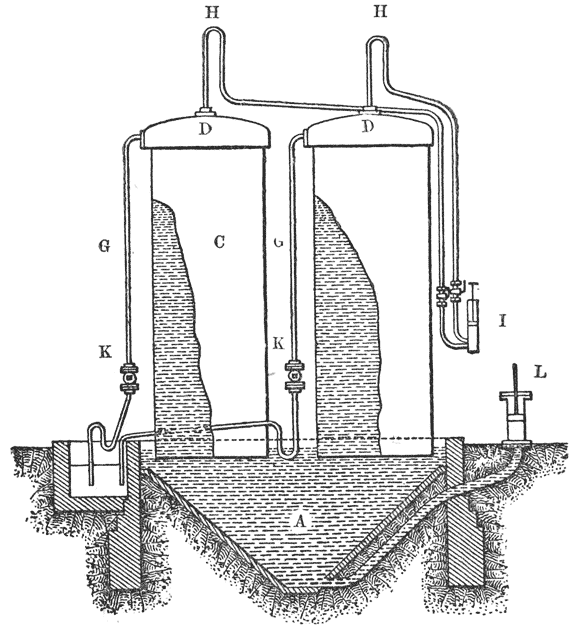
Insoluble impurities can be removed from water by means of the Stanhope purifier, shown in Fig. 81.
The soluble impurities of water consist mainly of carbonate and sulphate of calcium and iron, and occasionally organic matter. It is a moot point among paper-makers {213} whether or not the presence of the two former in a water is objectionable. For boiling and bleaching purposes it undoubtedly is, as when mixed with caustic soda or bleaching liquor they form a precipitate of carbonate of calcium, which lines the insides of boilers, breakers, and potchers as a hard scale, which is always liable to become detached, and to find its way into the finished paper. Moreover, carbonate of calcium is precipitated in the fibre, and carries with it a certain quantity of colouring matter, the subsequent removal of which is difficult.
Carbonate of calcium, though practically insoluble in pure water, is soluble in water containing carbonic acid. When this carbonic acid is neutralised by lime or soda, the carbonate is precipitated. The sulphate of calcium is unacted upon by lime, but by the action of caustic soda is converted into free lime and sodium sulphate. The lime then neutralises the free carbonic acid in the water, and forms carbonate of calcium, which is of course precipitated.
These reactions may be represented by the following equations:—
If sodium carbonate be used instead of caustic soda, the decomposition will take place thus:—
It will be seen from the above equation that in the boiling processes the lime salts are removed from the water at the expense of an equivalent quantity of caustic soda. The amount thus decomposed is not sufficiently large to make it advisable {214} on that account to purify the water. It is indeed so small that processes of purification, based upon the use of lime and caustic soda, are now largely used, the cost for chemicals rarely exceeding 1d. per 1000 gallons. But for the reasons we have stated above, and also from the fact that it serves to remove dissolved iron and organic matter from a water, such a purification process is in certain cases advisable.
The processes now in use consist, as we have indicated, in the addition to the water of lime and caustic soda or carbonate of soda, the quantities being regulated according to the hardness of the water, and the relative proportions of carbonate and sulphate of calcium.
The method of removing carbonate of calcium from water by the addition of lime is due to the late Dr. Clark, of Aberdeen, and the process is still called after him. It is in use in its original form in many places. The plant necessary consists simply of a tank for mixing the water and the lime, and of large settling tanks in which the carbonate of calcium subsides.
Various modifications of this process have been proposed, chiefly in the direction of improved plant.
In the Porter-Clark process the carbonate of calcium is removed by passing the water after the addition of lime (in the form of lime-water) through a filter-press.
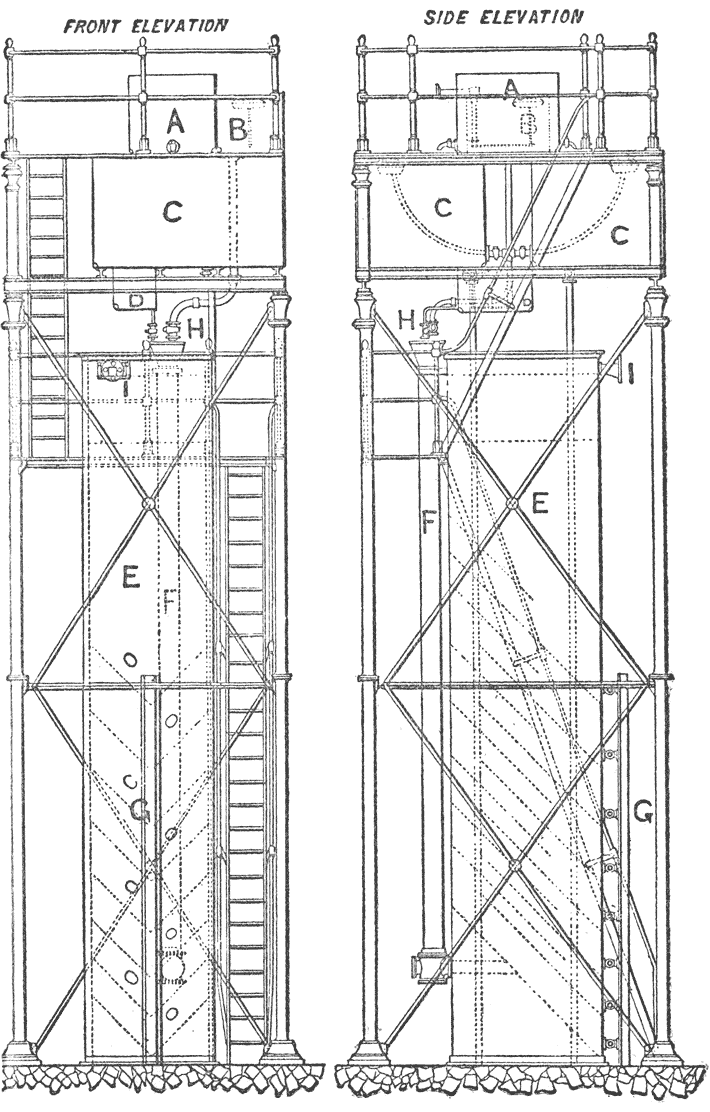
In Fig. 81 is shown the Stanhope purifier, which is largely
used for the purpose of softening water. The following
details will render its action clear: A is a store tank containing
caustic soda solution. B is a tank into which the
water to be treated flows, and which is maintained at a
constant level by means of a valve and float. C and C are
two tanks which are used alternately, and in which lime
water is prepared. A definite quantity of caustic soda
solution is added from B; this mixture forms the reagent by
which the softening of the water is accomplished. D is a
small tank for the purpose of maintaining a constant head
of reagent. The reagent and the water are mixed together
in the pipe F, the quantities being regulated
by the cocks {216}
shown at H. The pipe F leads into the vessel E, which is
fitted with a number of
![]() -shaped
shelves, placed at an angle
of 45°, and riveted alternately to opposite sides of the vessel.
This arrangement causes the water to take a serpentine
course. The position of the shelves is indicated by the
dotted lines.
-shaped
shelves, placed at an angle
of 45°, and riveted alternately to opposite sides of the vessel.
This arrangement causes the water to take a serpentine
course. The position of the shelves is indicated by the
dotted lines.
As soon as the mixture of water and reagent flows down
the pipe F, and enters the vessel E, the calcium carbonate
commences to precipitate and settles upon the
![]() -shaped
shelves. At the top of the tank a layer of wood shavings,
inclosed in wire-netting, is placed as shown by the dotted
lines. This acts as a filter, and intercepts any particles that
may not have subsided. The clear purified water passes
away by the pipe I.
-shaped
shelves. At the top of the tank a layer of wood shavings,
inclosed in wire-netting, is placed as shown by the dotted
lines. This acts as a filter, and intercepts any particles that
may not have subsided. The clear purified water passes
away by the pipe I.
The precipitate that collects on the
![]() -shaped plates is
from time to time drawn off by the cocks shown at G; this
may be done without interfering with the working of the
apparatus. While there can be no doubt that the use of
soft water is advantageous in the boiling, washing, and
bleaching processes, and also of course for supplying steam
boilers, it is probably an advantage to use a hard water for
diluting the pulp before running it into the machine.
-shaped plates is
from time to time drawn off by the cocks shown at G; this
may be done without interfering with the working of the
apparatus. While there can be no doubt that the use of
soft water is advantageous in the boiling, washing, and
bleaching processes, and also of course for supplying steam
boilers, it is probably an advantage to use a hard water for
diluting the pulp before running it into the machine.
In the case of papers which are loaded with any of the forms of calcium sulphate (pearl-hardening, crystal-hardening, &c.) the use of very soft water is objectionable from the fact that a certain quantity of calcium sulphate is dissolved. This would not take place to the same extent with water which is already charged with sulphate and carbonate of calcium.
The removal of soluble iron from a water is effected by the softening processes described.
The action of a solution of copper oxide in ammonia upon cellulose has been already referred to (see p. 5). Celluloses, and also lignocelluloses, when treated with such a solution, gradually gelatinise and finally dissolve. On evaporating the solution to dryness, a gummy amorphous mass is obtained, containing the cellulose intermixed with copper oxide.
If the cellulose be in excess, e.g. when the solution is evaporated on the surface of paper, calico, &c., merely dipped in the solution, the copper oxide is often not formed at all, but a green varnish-like mass of cellulose combined with copper oxide, which coats the surface of each filament, welding and cementing them together. This cement-like cupro-cellulose, as it may be termed, being insoluble in water, communicates water-resisting properties to the material so treated: moreover, the presence of copper renders the fabric less prone than before to be attacked by insects and mould, so that animal and vegetable life of a parasitic nature and fungoid growths are rarely, if ever, to be observed, even when the material is kept under conditions where boring worms, ants, rot, and mould, would be likely to attack it.
As has been already indicated (p. 5), the solution of cuprammonium hydroxide is preferable to one containing cuprammonium salts; not only is the action on cellulose more energetic, but various other advantages are obtained.
Preparation of the Copper Solution.—The cuprammonium solution is prepared according to the patent of Dr. C. R. Alder Wright (No. 737, 1883). {218}
A series of cast-iron towers, two to three feet in diameter and ten to twelve feet high, is so arranged that a current of air can be blown by a powerful engine successively through the whole series. The towers are then nearly filled with fragments of metallic copper (crumbled up sheet, cuttings, &c.), and solution of ammonia: the air-current being turned on, oxidation of the copper and solution of the oxide so produced are rapidly effected.
The ammonia solution employed is previously impregnated with a considerable quantity of copper by passing a stream of water over scrap copper in similar towers, a current of ammonia gas mixed with a suitable proportion of air being at the same time forced in. The liquor passing from one tower is used over again to supply a second instead of water, and so on through the series: finally the liquor is brought up to full copper strength in the series of towers described above.
The spent air issuing from the towers carries with it a notable quantity of ammonia; this is intercepted by means of an “exhaust” scrubber containing copper, and well supplied with water, whereby a comparatively weak solution of ammonia and copper is obtained, which can be used instead of water in the first series of towers.
In order to produce the maximum effect on the cellulose, the solution should contain from 100 to 150 lbs. of ammonia, and from 20 to 25 lbs. of copper per 100 gallons.
By decomposing a cuprammonium solution by means of metallic zinc, a corresponding solution of zinc-ammonium hydroxide can be obtained. This solution is also capable of gelatinising cellulose, but not to the same extent as the copper solution. It may, however, be advantageously employed in certain cases in conjunction with a copper solution. Such a solution can be conveniently prepared by substituting brass for copper in the dissolving-towers. It is worthy of note that although, as we have seen, zinc has the power of replacing copper in a cuprammonium solution, iron is without any action, although it readily replaces copper in a solution {219} of copper sulphate. This fact is of very great industrial importance, as it enables the manufacturer to employ vessels and machinery of iron.
The “Willesden” goods may be divided into two classes. Goods of the first class, such as rope, cordage, netting, &c., are prepared by simply dipping the made-up materials in a bath of cuprammonium solution, using certain precautions as to the mode of immersion and its duration, and the strength of the solution. On subsequently drying the dipped fabrics, they are obtained coated and impregnated with cupro-cellulose, which thus not only forms a kind of varnish-like surface dressing, but further adds strength to the fibres by more or less intimately cementing them together.
Goods of the second class constitute a much more important group to which at present the Willesden Company more especially devotes its attention. These fabrics are essentially of three kinds, viz. Willesden Canvas, Willesden Scrim, and Willesden Paper. The two former of these classes are prepared in much the same way as the goods just described, saving that the fabric to be treated is usually unwound from one roller and rewound upon another, after passing through the bath and over a succession of drying cylinders.
Willesden Paper.—This may be divided into two departments, viz. (1) Willesden unwelded; (2) Willesden welded, the first class being prepared from a single web of paper by passing it through the bath, rolling and drying. Certain coarse varieties furnish a waterproof material excellently adapted for lining packages, &c. Finer qualities furnish envelopes and stationery, possessing the valuable property of not being affected by water. Letters written on such paper would remain perfectly legible, even after prolonged immersion. It may be interesting to point out here that the cuprammonium solution offers a very simple means of fastening envelopes in such a way as to be proof against any attempts at tampering. The method consists in using a concentrated solution as the fastening material; the envelope {220} is then closed and ironed with a warm flat-iron, whereby the gelatinised cellulose is converted into an insoluble cupro-cellulose, and the cover is fastened so securely that the only possible mode of opening is by tearing the paper.
Willesden Welded Goods are prepared by simultaneously dipping two or more sheets of paper and pressing them into one compact homogeneous sheet whilst the surfaces are still in a gelatinous state. In this way a continuous length of fabric of extraordinary durability is produced that is scarcely affected by water, even when heated in it for some weeks at a pressure of 60 lbs. per square inch.
As, on drying fabrics treated with cuprammonium solution, the whole of the ammonia in the solution absorbed by them is volatilised, it is necessary, in order to make the process economical, to collect and re-use this ammonia. This is effected by conducting the drying process in closed chambers, from which the ammonia gas is conducted by suitable appliances and recovered.
In addition to the advantages already mentioned, it may be stated that Willesden paper is much less inflammable than ordinary paper.
Among the many uses to which Willesden goods can be applied, the following may be cited:—Roofs and sheds; huts and tents; partitions; tanks and pipes; damp-proof foundations; underlining slates; sails, awnings, &c. &c.
The statistics concerning the trade in raw materials for paper-making are not published in a detailed form, all the various kinds of fibre, &c., being grouped under two heads, viz. rags (linen and cotton), and esparto (which embraces other fibres, and probably wood pulps). The figures for recent years are shown in the accompanying tables:—
| tons. | l. | |
|---|---|---|
| 1880. | 29,642 | 451,782 |
| 1881. | 26,773 | 396,274 |
| 1882. | 21,200 | 303,349 |
| 1883. | 28,543 | 401,922 |
| 1884. | 36,233 | 487,866 |
| 1885. | 35,470 | 466,928 |
| tons. | l. | |
|---|---|---|
| 1880. | 228,580 | 1,642,903 |
| 1881. | 238,043 | 1,626,800 |
| 1882. | 251,594 | 1,784,078 |
| 1883. | 288,549 | 1,943,732 |
| 1884. | 260,544 | 1,638,564 |
But a portion of these imports was exported again, the figures being as follows:—
| tons. | l. | |
|---|---|---|
| 1880. | 55,792 | 673,523 |
| 1881. | 50,488 | 563,460 |
| 1882. | 49,352 | 526,554 |
| 1883. | 51,293 | 502,851 |
| 1884. | 60,924 | 562,903 |
| tons. | l. | |
|---|---|---|
| 1880. | 6,965 | 102,499 |
| 1881. | 10,183 | 146,101 |
| 1882. | 7,004 | 84,515 |
| 1883. | 11,561 | 121,992 |
| 1884. | 26,498 | 274,664 |
The relative proportions of raw material furnished by the various countries in 1884 (the latest available return) are shown in the subjoined tables:—
| From | Tons. | £ |
|---|---|---|
| Germany | 21,280 | 294,883 |
| Holland | 4,406 | 56,537 |
| Belgium | 2,867 | 34,713 |
| Turkey | 2,036 | 16,228 |
| France | 1,875 | 28,133 |
| Russia | 1,784 | 33,293 |
| Channel Islands | 282 | 3,972 |
| Norway | 261 | 3,377 |
| Denmark | 198 | 3,020 |
| British South Africa | 133 | 1,615 |
| Australasia | 113 | 2,245 |
| Canary Islands | 96 | 1,043 |
| Spain | 93 | 1,009 |
| Argentine Republic | 64 | 1,280 |
| Other countries | 745 | 6,518 |
| 36,233 | 487,866 |
| From | Tons. | £ |
|---|---|---|
| Algeria | 88,357 | 515,232 |
| Spain | 40,159 | 314,927 |
| Tripoli | 33,930 | 172,282 |
| Tunis | 20,526 | 117,374 |
| Other countries | 1,033 | 5,738 |
| 184,005 | 1,125,553 |
| From | Tons. | £ |
|---|---|---|
| Norway | 47,923 | 276,204 |
| Belgium | 7,169 | 58,383 |
| Holland | 6,484 | 46,104 |
| Sweden | 5,178 | 48,523 |
| Germany | 3,732 | 36,582 |
| France | 2,128 | 14,667 |
| Denmark | 1,205 | 13,332 |
| British India | 1,046 | 7,735 |
| Egypt | 870 | 4,933 |
| Other countries | 804 | 6,544 |
| 76,539 | 513,011 |
A considerable export of raw material for paper-making also takes place from British shores, the figures, embracing rags and other materials, for 1884 being as below:—
| To | Tons. | £ |
|---|---|---|
| United States | 59,222 | 550,924 |
| Holland | 649 | 2,703 |
| British America | 390 | 4,255 |
| Germany | 262 | 1,673 |
| Other countries | 401 | 3,348 |
| 60,924 | 562,903 |
| (i.) Linen and cotton rags. | ||
|---|---|---|
| To | Tons. | £ |
| United States | 14,191 | 167,801 |
| Other countries | 514 | 5,519 |
| 14,705 | 173,320 | |
| (ii.) Esparto and other fibres. | ||
| To | Tons. | £ |
| All countries | 140 | 701 |
| (iii.) Pulps and other materials. | ||
| To | Tons. | £ |
| United States | 11,290 | 97,620 |
| Other countries | 363 | 3,023 |
| 11,653 | 100,643 | |
Our imports of “rags and other paper-making materials” from Norway increased from 23,483 tons, value 138,098l., in 1880, to 48,199 tons, 279,679l., in 1884, mainly owing to the development of the wood-pulp industry. Later figures will probably show a similar increment. The same articles from Denmark grew from 359 tons, 3406l., in 1880, to 1403 tons, 16,352l., from the same cause. German statistics have even a stronger upward tendency: 11,587 tons, 196,051l., in 1880, against 196,051 tons, 331,591l., in 1884. Our receipts of esparto from Algeria show an advance, but not a marked one, being 60,612 tons, 421,343l., in 1880, and 88,357 tons, 515,232l., in 1884. But shipments of the same fibre from Spain show a decline from 51,413 tons, 454,713l., in 1880, to 40,159 tons, 314,927l., in 1884; and from Morocco they have fallen away from 2879 tons, 18,231l., in 1880, to 260 tons, 1290l., in 1884; while the figures relating to Tunis and Tripoli also show a disposition to recede, though not at such a rapid rate.
The wood-pulp industry of Norway for the year 1886 shows a very large increase upon the figures of a few years back, albeit prices have ruled very low. This latter circumstance is attributed, not so much to over-production, as to excessive competition among the sellers of this article. The quantity exported during the year 1886 is about 120,000 tons; in the year 1885 it was 107,651 tons; 1884, 88,220 tons; 1883, 70,464 tons; 1882, 58,884 tons; 1881, 42,194 tons; 1880, 26,055 tons. Several of the old works have extended their production during the past year, and several new establishments are in the course of erection, so the production this year may probably be put at 150,000 tons wood pulp with 50 per cent. water. The greatest part of the Norwegian wood pulp is exported to England, France, and Belgium; in Russia, the increase in the duty has stopped business, and the same can almost be said of Germany. America, too, has drawn part of her supply from Norway, but this trade is not expected to continue. {225}
Our import trade in manufactured paper has been growing of late years, as the following figures will show:—
| cwt. | l. | |
|---|---|---|
| 1880. | 1,021,952 | 1,159,646 |
| 1881. | 1,065,912 | 1,138,943 |
| 1882. | 1,098,118 | 1,202,905 |
| 1883. | 1,160,104 | 1,245,861 |
| 1884. | 1,447,335 | 1,403,446 |
At the same time, our exports of manufactured paper, though amounting to only about one-third the weight, have very nearly as high an aggregate value as the imports, and have increased in much the same proportion in corresponding years. Thus:—
| cwt. | l. | |
|---|---|---|
| 1880. | 472,168 | 1,106,996 |
| 1881. | 555,219 | 1,242,962 |
| 1882. | 584,947 | 1,305,025 |
| 1883. | 597,923 | 1,284,862 |
| 1884. | 670,760 | 1,374,392 |
The above figures relate to paper manufactured in the United Kingdom. In addition, there were re-exports of paper of foreign and colonial manufacture to the following amounts:—
| cwt. | l. | |
|---|---|---|
| 1880. | 68,843 | 108,426 |
| 1881. | 68,861 | 101,197 |
| 1882. | 50,403 | 82,464 |
| 1883. | 49,526 | 76,620 |
| 1884. | 51,467 | 78,785 |
Taking the latest year for which detailed statistics are available, viz. 1884, we find that the importations of paper {226} are derived from foreign states in the following proportions:—
Imports of paper in 1884—
| From | Cwt. | £ |
|---|---|---|
| Germany | 92,681 | 129,112 |
| Belgium | 42,139 | 68,370 |
| Sweden | 27,747 | 36,682 |
| Holland | 26,507 | 34,884 |
| France | 6,463 | 28,925 |
| Austria | 5,399 | 9,314 |
| Norway | 4,300 | 4,771 |
| Other countries | 3,174 | 5,655 |
| 208,410 | 317,713 |
| From | Cwt. | £ |
|---|---|---|
| Germany | 139,156 | 209,916 |
| Sweden | 116,488 | 120,793 |
| Belgium | 82,263 | 124,476 |
| Holland | 54,594 | 84,699 |
| Norway | 32,294 | 26,765 |
| France | 19,328 | 69,763 |
| United States | 10,980 | 31,201 |
| Austria | 5,927 | 12,012 |
| Spain | 736 | 4,059 |
| Japan | 421 | 4,736 |
| Other countries | 3,547 | 5,995 |
| 465,734 | 694,415 |
| From | Cwt. | £ |
|---|---|---|
| Holland | 439,749 | 201,894 |
| Germany | 235,658 | 116,185 |
| Belgium | 51,235 | 25,350 |
| Sweden | 32,331 | 20,241 |
| Norway | 8,260 | 5,726 |
| France | 3,262 | 19,259 |
| Other countries | 2,696 | 2,663 |
| 773,191 | 391,318 |
The exports of home-made paper in the same year were distributed as follows:— {227}
Exports of home-made paper in 1884—
| To | Cwt. | £ |
|---|---|---|
| Australasia | 280,024 | 545,830 |
| France | 44,427 | 101,833 |
| Bengal and Burma | 33,963 | 71,834 |
| Bombay and Scinde | 29,767 | 64,227 |
| British South Africa | 16,900 | 33,041 |
| British North America | 14,871 | 44,511 |
| Madras | 10,532 | 25,651 |
| Argentine Republic | 8,683 | 30,954 |
| United States | 6,985 | 31,722 |
| Sweden and Norway | 6,101 | 11,870 |
| Belgium | 5,981 | 13,926 |
| Germany | 5,969 | 14,188 |
| British West Indies | 4,706 | 13,411 |
| Ceylon | 4,668 | 10,919 |
| Other countries | 31,397 | 93,454 |
| 504,973 | 1,107,371 |
| To | Cwt. | £ |
|---|---|---|
| Australasia | 14,542 | 20,771 |
| Bengal and Burma | 5,147 | 4,589 |
| Bombay and Scinde | 4,572 | 4,134 |
| France | 987 | 2,309 |
| Other countries | 5,571 | 13,367 |
| 30,819 | 45,170 |
| To | Cwt. | £ |
|---|---|---|
| Australasia | 62,731 | 81,385 |
| British South Africa | 9,341 | 11,809 |
| Bombay and Scinde | 7,146 | 10,389 |
| Argentine Republic | 6,283 | 8,113 |
| Germany | 5,147 | 11,394 |
| Belgium | 5,122 | 11,300 |
| France | 5,052 | 16,238 |
| Bengal and Burma | 5,006 | 6,678 |
| United States | 4,841 | 14,668 |
| British America | 3,737 | 7,801 |
| Holland | 2,410 | 5,529 |
| Other countries | 18,152 | 36,547 |
| 134,968 | 221,851 |
The re-exports of foreign and colonial-made papers during the same period went to the following destinations:—
Re-exports of foreign paper in 1884—
| To | Cwt. | £ |
|---|---|---|
| British India | 10,488 | 14,643 |
| Australasia | 4,908 | 7,695 |
| Other countries | 3,236 | 7,554 |
| 18,632 | 29,892 |
| To | Cwt. | £ |
|---|---|---|
| British India | 5,852 | 7,354 |
| Egypt | 5,167 | 7,751 |
| Australasia | 2,131 | 4,398 |
| Russia | 1,560 | 7,829 |
| Other countries | 8,465 | 15,825 |
| 23,175 | 43,157 |
| To | Cwt. | £ |
|---|---|---|
| All countries | 9,660 | 5,736 |
* Gives a list of works on Cellulose and its derivatives.
This process, the invention of Mr. H. J. Yaryan, of Toledo, Ohio, U.S.A., has been considerably developed in America in its several applications, and as we have authentic information of its successful working for the recovery of soda in some of the largest paper-mills in the States, we think it deserving of mention. The principle of the process is that of “multiple effects,” upon which, indeed, all the modern methods of economic evaporation are based. The principle may be briefly explained as follows:—A liquid is converted into vapour under ordinary conditions of boiling, by overcoming the pressure of the atmosphere upon its surface. The quantity of heat required to vaporise, as also the temperature of the ebullition, will be less as the pressure to be overcome is less. Further, the vapour continuously driven off carries with it a quantity of heat, which is its heat of condition or latent heat. This heat it imparts to any colder body (e. g. a further quantity of the same liquid) with which it comes in contact, direct or indirect; if the quantity of the latter be relatively small, it will raise its temperature approximately to that of the ebullition of the first liquid. If now the pressure (atmospheric) on the surface of the latter be slightly reduced, by any means, it will boil. The vapour from this can be made to boil a third quantity of the liquid, under a further diminished pressure.
The successive effects in economic evaporation consist, therefore, in utilising the latent heat of a vapour given off from a liquid under a certain pressure (e. g. that of the atmosphere) to vaporise a further quantity of the liquid under a pressure maintained by mechanical means below that of the first. In the ordinary methods the vapour does its work in the successive effects by passage through systems of tubes, the liquid to be heated being in contact externally; in the Yaryan system, on the other hand, the arrangement {232} is reversed. The liquid to be evaporated traverses the system of tubes which are heated externally by the vapours. At the end of each effect, the liquid is caused to impinge, in a special chamber, upon a disc: in this way a complete separation of liquid and vapour is effected, each then passing on to the next effect, the former through the tube-system, the latter to the chamber inclosing these. The flow of liquid is maintained by a force-pump, and the diminished pressure by a vacuum-pump suitably disposed. This system differs from that described on page 180, in that the evaporation is continuous, the dilute liquors entering the apparatus and the highly concentrated liquors leaving it in an unbroken stream. The rate of flow is such that the evaporation of the caustic liquors from wood boiling from 8–10° to 80° Twaddell, in a quadruple effect, requires only a few minutes. At the latter concentration it is ready for the incineration process, which by means of a rotary furnace, such as that of Mr. J. W. Hammond, of the firm of S. D. Warren and Co., is also effected continuously. It is found, moreover, that the excess of heat available from this process is sufficient for the evaporation.
The principle of this process is the expulsion of the carbonic acid from sodium carbonate by ferric oxide at high temperatures; this oxide playing the part of a weak acid, entering into a loose combination with the soda, which is overcome by water in the subsequent lixiviation process, the ferric oxide being regenerated and a solution of caustic soda obtained.
The ferric oxide is therefore continuously available. The main features of the process, disregarding the question of commercial economy, are (1) that it leaves no by-products to be disposed of, (2) that it enables the manufacturer to produce directly, without evaporation, a highly concentrated caustic lye.
This process has been worked out under the auspices of Messrs. Brunner, Mond, & Co., and there is every reason to expect an extensive application of so simple a method.
Abaca, see Manilla hemp
Abies pulp, 60
Acetic acid in bleaching, 114
Acid, action on paper, 163
― in alum, estimating, 207
― ― ―, evils of, 163
― processes for wood, 69
― radicles and cellulose, 8
Acids added in bleaching pulps, 112
― and cellulose, 12
Adansonia fibre, 53
― ―, boiling, 103
― ―, cutting, 103
― ―, willowing, 103
Adipo-cellulose, 26
Adulterating paper, 130
Agalite loading, 133
Alkali boiled with rags, 82
― process for isolating cellulose, early methods, 65
Alkaline processes for isolating cellulose, 62
Alkalis and cellulose, 14
― and ligno-cellulose, 21
― ―, dimensions, 39
― perfoliata fibre, 39
Alum, action on cellulose, 163
―,― on gelatine, 163
―, analysing, 206
― cake, analysing, 206
―, estimating acid in, 207
―, freedom from acid, 163
― in sizing, 139
―, proportion required, 141
― solutions, table of strengths, 143
Alumina resinate, 137
Alumina sulphate, analysing, 206
― ― in sizing, 140
Aluminous cake, 140
Ammoniacal solution of cupric oxide, 5
Amyloid, 12
Analysis of plant substances, 42
Analysing alum, 206
― ― cake, 206
― alumina sulphate, 206
― antichlor, 208
― bleaching powder, 205
― caustic soda, 205
― dyes, 209
― gelatine, 208
― paper, 199
― pigments, 209
― recovered soda, 205
― size, 203
― soaps, 208
― soda ash, 205
― sodium sulphite, 208
― ― thiosulphate, 208
― starches, 208
― wood pulp, 201
Ananassa sativa fibre, 44
Aniline blues, 141
― colours, solutions, 37
― for diagnosing plant substances, 43
― pinks, 142
― sulphate solution, 37
Animal cellulose, 7
Annandale’s damping method, 159
Antichlor, analysing, 208
―, lime and sulphur, 129
―, proportion required to neutralise bleaching powder, 128
―, removing bleaching liquor by, 127
Antichlor, sodium hyposulphite, 127, 129
―, ― sulphite, 125
―, testing, 130
Apparatus for microscopic examination of fibres, 35
Ash of cotton pulp, 136
― of esparto pulp, 136
― of linen pulp, 136
― of paper, estimating, 134
― of paper, natural, 136
― of straw pulp, 136
― of wood pulp, 136
Aspen for mechanical wood pulp, 108
Available chlorine in bleaching powder, 110
Bachet and Machard’s process forwood, 69
Baobab fibre, 53
― ― composition, 54
Barium hydrate and cellulose, 7
Bark fibres, 2
Barley straw, 98
Barre’s acid process for wood, 69
Bast fibres, 34
― ―, dimensions, 39
― filaments, 34
―, nature of, 2
― tissues, 53
Beater bed-plate, 120
― knives, 120
― ―, cutting in situ, 121
―, lead-lined, 120
Beaters, 117
―, direct-driven, 126
―, engine for driving, 126
―, water for, 125
Beating esparto, 117
―, proportion of water to pulp, 118
― pulp, 117
― ―, duration of, 119
― wood pulp, 117
Bed-plate of beater, 120
Beech, composition, 61
Bertram’s beater, 122
― damping cylinder, 159
― direct-driven beaters, 126
Bertram’s rag boiler, 82
― smoothers, 158
― strainers, 148
Bibliography, 229
Birch, composition, 61
―, pulp yield, 77
Bisulphite, action on cellulose compared with soda, 76
―, colour of pulp produced by, 77
― process, advantages, 76
― processes for wood, 71
Bleached pulp, freeing from bleach, 114
― ―, improving colour, 114
Bleaching, acetic acid in, 114
― action should be confined to non-cellulose, 113
― by chlorine, 114
―, electrolytic, 115
― pulp in potchers, 111
― pulps, 110
― rags, 115
― refractory pulps, 114
―, time required by, 113
―, with sodium hypochlorite, 113
Bleaching-liquor, clear, 111
―, removing by antichlor, 127
―, removing from half-stuff, 127
―, storing, 111
―, strength, 111
―, washing out from half-stuff, 127
Bleaching-powder, accelerating action of, 112
―, analysing, 205
― and cellulose, 10
―, available chlorine in, 110
―, keeping, 111
―, neutralising by lime and sulphur, 129
―, ― by sodium hyposulphite, 127, 129
―, ― by sodium sulphate, 128
―, ― by sodium thiosulphate, 127, 129
―, preparing, 110
―, proportion of antichlor required to neutralise, 128
―, quantities needed, 112
Blitz’s sulphide process, 67
Blondel’s acid process for wood, 69
Blotting paper, starching, 139
Blue colours, 141
Boehmeria, 50
― nivea fibre, 39
― puya fibre, 44
Boilers for esparto, 90
― for resolving wood, 74
― for straw, 99
―, iron, 76
―, lead-lining, 75
Boiling adansonia fibre, 103
― jute, 103
― manilla hemp, 103
― rags, 82
― straw, 100
Boiling-liquors, recovering soda from, 179
Bombax heptaphyllum fibre, 39
Books on paper-making, 229
Bottoms, caustic, 177
Broke paper, grinding mill, 105
― ―, using up, 104
Bromine and jute, 18
Broussonetia kæmpferia fibre, 54
Burning recovered soda, 186
Calcining recovered soda, 186
Calendering, 167
Calenders, 158
―, deflection, 171
Calcium carbonate mud, 190
― hypochlorite, removing from pulp, 114
― sulphate, estimating, 203
― ― loading, 131
Carbonic acid bleaching, 115
Carbonising recovered soda, 186
Caustic soda, analysing, 205
― ―, brands, 178
― ―, commercial forms, 177
― ― drums, emptying, 179
― ―, prices, 179
― ― solutions, table of strengths, 109
Causticising, 187
― by ferric oxide, 232
―, lime used, 190
―, oxygenating during, 191
Cellular tissue in straw, 103
Cellulose, 4
―, absorption of acids and basic oxides, 7
―, action of alum on, 163
―, ― of cuprammonium on, 5, 217
―, ― of lime on, 84
―, ― of soda and bisulphite compared, 76
―, ― of sulphur on, 130
―, ― on light, 6
― and acids, 12
― and alkalis, 14
― and barium hydrate, 7
― and bleaching powder, 10
― and chlorine, 10
― and humus, 15
― and hydrochloric acid, 13
― and lead solutions, 8
― and metallic salts, 8
― and nitric acid, 13
― and oxygen, 10
― and sulphuric acid, 12
― and water at high temperature, 14
― and zinc chloride, 13
―, animal, 7
―, behaviour under Schweitzer’s reagent, 5
―, bleaching should not affect, 113
―, burning, 23
―, characters, 4
―, combinations, 7
―, ― with acid radicles, 8
― compared with jute, 17
―, composition, 4
―, decomposition, 12
―, ― by ferments, 15
―, ― by heat, 23
―, destructive action of soda on, 64
― di-nitrate, 10
―, early form of alkali process for isolating, 65
― formed by vinegar plant, 16
―, formula, 4
― gelatinised, 5
―, general method of isolation, 4
― hexa-nitrate, 9
Cellulose in contact with iron, 13
― in fibre, estimating, 42
― in straw, 99
―, isolating by sulphurous acid, 64
―, ― from plant substances, 62
―, ― from wood, Schultze’s method, 21
―, lignification, 17
―, mineral constituents, 5
―, modifications of, in the plant, 16
―, nitration of, 8
―, oxidation, 10
―, penta-nitrate, 9
―, percentage yielded by jute, 19
―, proportion in esparto, 96
―, ― of, in well-boiled pulp, 113
―, reactions, 6
―, soluble in Schweitzer’s reagent, 5
―, ― sulphides for isolating, 67
―, solubility, 5
―, synthesis, 15
―, tetra-nitrate, 10
―, triacetyl, 8
―, tri-nitrate, 10
―, yield from esparto, 95
―, ― from straw, 98
Celluloses, compound, hydrolytic resolution, 63
―, ―, treating for paper, 63
Cellulosic fermentation, 16
Chapman’s evaporator, 184
Chemical analysis of plant substances, 42
― examination of paper, 201
Chestnut, pulp yield, 77
China clay, estimating, 203
― ― loading, 131
― ―, character, 50
― ―, composition, 51
― ― fibres, dimensions, 39
― ―, forms in which employed, 51
― ―, general chemical characteristics, 51
― ―, micro-chemical reaction, 51
― ―, microscopic features, 51
Chlorinating straw pulp, 102
Chlorinating wood tissue, 19
Chlorine and cellulose, 10
― and jute, 18
― as a bleaching agent, 114
―, available, in bleaching powder, 110
― water solution, 37
Clarifying water, 125
Classification of paper as to strength, 197
Cleaning straw, 100
Closing plates of strainers, 150
Cochineal lakes, 142
Collodion pyroxyline, 10
Colophony, 137
Colour, improving, 114
― of pulp produced by bisulphite, 77
Colouring paper, 141
Commercial statistics, 221
Composition of paper, testing, 199
Compound celluloses, hydrolytic resolution, 63
― ―, treating for paper, 63
Conifer pulp, 60
Constitution of plant fibres, 1
Cooke and Hibbert’s beater, 123
Corchorus capsularis fibre, 39, 44, 52
― olitorius fibre, 39
Cork, 26
Cotton, 46
―, classification, 46
―, composition of raw fibre, 47
― fibres, dimensions, 39
―, forms in which employed, 48
―, general chemical characteristic, 47
― in paper, detecting, 199, 201
―, micro-chemical reaction, 47
―, microscopic features, 46
―, nature of, 1
― pulp, ash, 136
― ―, beaten, 118
― ―, dimensions of fibre, 119
― ―, treatment for paper, 79
― sections, 47
Couch rolls, 156
Cream caustic, 177
Cross’s boiler, 76
Crotalaria juncea fibre, 44, 50
Crystal carbonate, 138
Cuprammonium, 217
Cuprammonium solution, preparing, 217
Cuticular tissue, 26
Cutting, 171
― adansonia fibre, 103
― beater knives, 121
― jute, 103
― manilla hemp, 103
― rags, 81
― straw, 100
Dahl’s sulphide process, 67
Damping-cylinders, 159
Dandy roll, 155
Dark paper from jute, 103
Densities, Twaddle, and sp. gr., 109
Detecting adulteration, 203
Diagnosis of plant substances, 42
Dicotyledonous stems, fibres of, 33, 46
Direct-driven beaters, 126
Discoloration of paper from mechanical wood pulp, 108
Doctor, 157
Draining bleached pulp, 114
― boiled rags, 84
― straw pulp, 100
Drum washer for boiled rags, 85
Dry pulp, preparing, 119
Drying cylinders, 157
Dusting rags, 82
Dyes, 141
―, analysing, 209
Economy of sulphide processes, 68
Edgerunner mill, 119
Edgworthia papyrifera fibre, 54
Ekman’s bisulphite process, 72
― process, preparing wood for, 73
Electrolytic bleaching, 115
Emptying soda drums, 179
Engine for driving beaters, 126
― sizing, 137
―, amount of bleaching powder needed by, 112
―, beating, 117
―, boiled, washing, 95
― boiler, Roeckner’s, 93
― ―, Sinclair’s, 94
―, character, 55
―, cleaning machine, 90
―, composition, 57
― fibres, dimensions, 39
―, general chemical characteristics, 56
― in paper, detecting, 199, 201
― liquor, disposal of, 98
―, micro-chemical reaction, 56
―, microscopic features, 56
― paper mill, arrangement, 210
―, picking, 90
―, presse-pâte system, 96
―, pressure for boiling, 93
―, proportion of cellulose in, 96
― pulp, ash, 136
― ―, dimensions of fibre, 119
―, quantity of soda for, 92
― section, 56
―, soda required by, 89
―, substances removed from, by caustic soda, 97
―, time of boiling, 92
―, treating for paper, 63
―, yield of cellulose, 95
Estimating acid in alum, 207
― added mineral matter in paper, 136
― mineral matter in paper, 134
Evaporating soda liquors, 180, 231
―, Chapman’s, 184
―, Roeckner’s, 181
―, Porion’s, 182
―, smell consumer, 183
―, Yaryan, 231
Felting, 31
― caused in potchers, 113
Fermentation, cellulosic, 16
Ferments decomposing cellulose, 15
Ferric oxide causticising process, 232
Fibre bundles, 34
―, interweaving to form paper, 30
―, theoretical value in paper, 30
Fibres, analysis, complete, 43
― and cells, 1
―, apparatus for microscopic examination, 35
― classified according to iodine reaction, 46
―, dimensions, 38
―,― in pulps, 119
―, estimating cellulose in, 42
―, ― purity, 39
―, isolating for examination, 38
―, microscopic features, 32
―, nature of, 1
― of dicotyledonous stems, 33
― of monocotyledonous stems, 33
―, physical structure, 30
―, raw, analysing, 42
―, reagents for examining, 36
―, sections for examination, 38
―, separation, 34
―, table of characters, 44
―, ― of length, 39
―, Webster on analysis of, 42
Fibrous tissue, 34
Fibro-vascular bundles, 2
― ― ―, dimensions, 39
Filaments, 34
―, dimensions of cells and fibres, 39
―, table of lengths, 39
Filter bags for water, 126
― paper, starching, 139
Filtering lime mud, 190
Finish, 159
Finishing-house, 175
Fir pulp, 61
―, characters, 48
―, composition of raw fibre, 48
― fibres, dimensions, 39
―, forms in which employed, 49
―, general chemical characteristic, 48
―, micro-chemical reaction, 48
―, microscopic features, 48
― sections, 48
Forbes’ beater, 122
Fourdrinier machine, 145
Francke’s bisulphite process, 72
Friction-glazing, 169
Fry, Ransome, and Wilkie’s wood-splitting machine, 74
Furfural, 21
Gaskell and Deacon’s crystal carbonate, 138
― sodium sulphite, 128
Gelatine, action of alum on, 163
―, analysing, 208
―, estimating amount of, 204
― size, making, 162
― with soap, 163
Glaser’s straw pulp chlorinating process, 102
Glazing, 167
―, influence on strength, 198
Gould’s beater, 122
Greenbank soda, 178
Grinding straw pulp, 101
― wood to pulp, 105
Guillotine cutter, 174
Gun-cotton, 9
Half-stuff defined, 88
―, freeing from bleaching liquor, 127
―, removing bleaching liquor from, by antichlor, 127
―, washing out bleaching liquor from, 127
Hand-made paper, 144
Hartig-Reusch paper-testing machine, 194
―, characters, 49
―, composition, 50
― fibres, dimensions, 39
―, forms in which employed, 50
―, general chemical characteristic, 50
―, micro-chemical reaction, 50
―, microscopic features, 49
―, section, 50
Hermite’s electrolytic bleaching, 115
Hibiscus strictus fibre, 44, 46
Humus and cellulose, 15
Hydracellulose, 12
Hydrochloric acid and cellulose, 13
― ― ― ligno-cellulose, 22
― ― in bleaching pulps, 112
Hydrolytic resolution of compound celluloses, 63
Igniting recovered soda, 186
Iodine and jute, 17
― ― lignified tissue, 17
― ― starch paper, making, 130
― reaction, details of manipulation, 40
― solution, 36
― ―, testing, 36
Iron boilers, 76
― oxide causticising process, 232
Jolly’s balance, 135
Jordan beater, 121
― and bromine, 18
― ― chlorine, 18
― ― iodine, 17
―, boiling, 103
―, character, 52
― compared with cellulose, 17
―, cutting, 103
―, dark paper from, 103
― fibres, dimensions, 39
―, forms in which employed, 53
―, general chemical characteristic, 53
―, micro-chemical reactions, 52
―, microscopic features, 52
―, objection to acid in bleaching, 112
―, reactions, 17
―, treating for paper, 64
―, willowing, 103
Kaolin, estimating, 203
―, loading, 131
Kingsland beater, 121
Knives for cutters, 171
― of beater, 120
― ― ―, cutting in situ, 121
Knotter, 151
Laid paper, 156
Lead lining to beater, 120
― solutions and cellulose, 8
Leaden boilers, 75
Leaf fibres, 2
Lignification estimated by aniline, 43
― of cellulose, 17
Lignified tissue and chlorine, 18
― ― ― iodine, 17
Ligno-cellulose, 20
―, aldehydic character, 25
―, and dilute alkalis, 21
― and dilute mineral acids, 20
― and hot water, 21
― and hydrochloric acid, 22
― and mineral acids, 20
― and nitro-sulphuric acid, 22
― and sulphuric acid, 22
―, animal digestion of, 23
―, decay of, 23
―, decomposition by heat, 23
―, distribution, 23
―, treating for paper, 64
Lime, action on cellulose, 84
― and sulphur for neutralising bleaching powder, 129
― boiled with rags, 83
― for causticising, 190
―, milk of, 177
― mud, 190
― ―, composition, 191
― ―, filtering, 190
― salts in water, 212
― sulphate loading, 131
― unsuited for esparto, 89
Lime-tree, composition, 61
Linen, 46
― in paper, detecting, 199, 201
― pulp, ash, 136
― ―, beaten, 117
― ―, dimensions of fibre, 119
― ―, treatment for paper, 79
Linum usitatissimum fibre, 39, 44, 46
Literature, 229
Loading, estimating, 134
― materials, analysing, 209
― paper, 130
― with agalite, 133
― with china clay, 131
― with lime sulphate, 131
― with magnesium silicate, 134
― with pearl-hardening, 131
Loft-dried paper, 145
Lunge’s bleaching method, 114
Lygeum spartum fibre, 55
Machine, 145
Magnesium silicate loading, 134
― ―, boiling, 103
― ―, composition, 60
― ―, cutting, 103
― ―, micro-chemical reaction, 60
― ―, microscopic features, 59
― ―, sections, 60
― ―, treating for paper, 64
― ―, willowing, 103
Masson, Scott, and Bertram’s beater, 123
― ― ― esparto-cleaning machine, 90
― ― ― strainer, 149
Mechanical wood pulp, 105
― ― ―, quantitative estimation, 202
Menzies and Davis’ smell consumer, 183
Metallic salts and cellulose, 8
Microscope equipment, 35
Microscopic features of fibres, 32
Microscopical examination of paper, 201
Milk of lime, 177
Mill, arrangement, 210
―, site for, 210
Millboard machine, 166
Mineral acids and cellulose, 20
― ― and ligno-cellulose, 20
― matter, added, estimating, 136
― ― in paper, estimating, 134
Mixing pulps, 119
Monocotyledonous stems, fibres of, 33, 46, 54
Mounting solution, 36
Musa paradisiaca fibre, 44
― textilis, 59
Nettle, 52
Neutral mounting solution, 36
New Zealand flax, 39, 44, 46, 59
― ― ―, dimensions, 39
― ― ― general chemical characteristics, 59
― ― ― micro-chemical reaction, 59
New Zealand flax, microscopic features, 59
Nilgherry nettle, 44
Nitric acid and cellulose, 8, 13
Nitro-sulphuric acid and ligno-cellulose, 22
Oak, pulp yield, 77
Oat straw, 98
Oxidising sodium sulphide, 191
Oxycellulose, 13
Oxygen and cellulose, 10
Oxygenating liquors while causticising, 191
Paper ash, estimating, 134
―, broke, pulp from, 104
―, colouring, 141
― from mechanical wood pulp, faults of, 108
―, hand-made, 144
―, loading, 130
―, loft-dried, 145
― machine, 145
― makers’ soap, 163
― making and textiles, 3
―, measuring strength, 193
―, natural ash, 136
―, printed, pulp from, 105
―, sources of raw material, 1
―, thickness, 153
―, toned, 142
― trade, statistics, 225
― waste, pulp from, 104
―, width, 152
Paper-mulberry fibres, 39, 46, 54
Partington’s bisulphite process, 72
Pearl hardening, 131
― ―, estimating, 203
Pectic acid, 28
Pecto-cellulose, 28
― ―, treating for paper, 63
Phormium tenax fibre, 39, 44, 59
Physical structure of fibres, 30
Picking esparto, 90
Pictet’s sulphurous acid process, 70
Pigments, 141
―, analysing, 209
Pine, composition, 61
―, pulp yield, 77
Pine, white, for mechanical wood pulp, 108
― wood fibre, 61
Pink colours, 141
Pinus fibre, 60
Plant fibres, constitution, 1
―, structural elements, 1
― tissues mainly cellulose, 4
Pochin’s aluminous cake, 140
Poplar, composition, 61
― fibre, 60
Porion’s evaporator, 182
Porter-Clark process for water, 214
Potchers, felting caused in, 113
― for bleaching pulp in, 111
― for rags, 80
Presse-pâte system for esparto, 96
― ― ― for straw, 101
Pressure for boiling straw, 100
― in relation to soda, 64
Prussian blue, 142
Pulp, beating, 117
―, bleaching, 110
―, ― refractory, 114
―, colour of, produced by bisulphite, 77
―, dimensions of fibre in, 119
―, dry, preparing, 119
―, duration of beating, 119
―, freeing from bleach, 114
―, improving colour, 114
―, mixing, 119
―, removing calcium hypochlorite from, 114, 127
― yield from straw, 99
― ― ― woods, 77
Purification of water, 211
Rags, bleaching, 115
―, boiled, draining, 84
―, ―, washing, 85
―, boiling, 82
―, ― with lime, 83
―, cutting, 81
―, dusting, 82
―, potchers, 89
―, proportion of alkali, 83
―, quantity of water for boiling, 84
―, sorting, 80
―, time of boiling, 84
―, treatment for paper, 79
―, ― in washer, 89
―, willowing, 81
Ramie fibres, dimensions, 39, 50
Raw material for paper, 1
Reagents for examining fibres, 36
Recovered soda, analysing, 205
― ―, carbonising, 186
― ― causticising, 187
― ―, composition, 186
Refractory pulps, bleaching, 114
Repped paper, 171
Resinate of alumina, 137
Retree, 175
Rhea fibre, 50
Roeckner’s esparto boiler, 93
― evaporator, 181
― strainer, 150
― water clarifier, 211
Rosin, 137
― soap, 137
Rotary boilers unsuited to esparto, 90
Rubbing test for paper, 197
Rye straw, 98
Salle, 175
Salmon’s guillotine, 174
Save-all, 154
Schultze’s method of isolating cellulose from wood, 21
Schurmann’s calender rolls, 171
Schweizer’s reagent, 5
Sections of fibres for examination, 38
Seed hairs, 46
― ―, dimensions, 39
Self-cleaning strainer, 149
Settling ponds, 125
Seventy per cent. white caustic, 178
Sheave, causes of, 90
Silk fibre, 31
Sinclair’s esparto boiler, 94
Single cylinder machines, 164
― sheet cutter, 173
Siphon washer for boiled rags, 87
Site for mill, 210
Sixty per cent. white caustic, 177
Size, estimating amount of, 204
―, ― nature of, 203
―, making with gelatine, 162
Sizes of sheets, 175
Sizing, 137
Slicer, 151
Smalts, 141
Smell consumer, 183
Smoothers, 158
Smoothness, 159
Soaking wood, 107
Soap, analysing, 208
― and gelatine, 163
― for paper-makers, 163
Soda, action on cellulose compared with bisulphite, 76
― ash, analysing, 205
― bicarbonate for accelerating action of bleaching powder, 112
―, brands, 178
― carbonate for sizing, 138
―, commercial kinds, 177
―, destructive action on cellulose, 64
― drums, emptying, 179
― for esparto, 89
― for isolating cellulose, 63
― in relation to pressure, 64
― liquor from esparto, treatment of, 98
― ―, removing sodium-sulphur compounds, 191
―, prices, 179
―, proportion for straw, 99
―, recovered, analysing, 205
― ―, carbonising, 186
― ―, causticising, 187
― ―, composition, 186
― recovery, 179
― solutions, table of strengths, 109
―, substances removed from esparto by, 97
Sodium hypochlorite in bleaching, 113
― hyposulphite, analysing, 208
― ― for neutralising bleaching powder, 127, 129
― sulphide, oxidising, 191
― sulphite, analysing, 208
― ― to neutralise bleaching powder, 128
― -sulphur compounds in soda liquors, 191
― thiosulphate, analysing, 208
― thiosulphate for neutralising bleaching powder, 127, 129
Soft water, objections to, 216
Soluble sulphides for isolating cellulose, 67
Solutions, alum, table of strengths, 143
―, aniline colours, 37
―, aniline sulphate, 37
―, chlorine water, 37
―, iodine, 36
―, neutral mounting, 36
Sorting, 175
― rags, 80
Specific gravity, Twaddle converted into, 109
Spherical rag boiler, 82
Starch and iodide paper, making, 130
―, estimating, 203
― paste for sizing, 138
Starches, analysing, 208
Starching blotting paper, 139
― filter paper, 139
Statistics, 221
Steam and ligno-celluloses, 21
Steaming wood, 107
Stipa tenacissima fibre, 39, 55
Strainers, 147
―, closing plates, 150
―, knotter, 151
―, amount of bleaching powder needed by, 112
―, boiled, washing, 100
―, boilers for, 99
―, boiling, 100
―, cellulose yield from, 98
―, cleaning, 100
―, cutting, 100
―, dimensions of cells, 58
―, general chemical characteristics, 58
― in paper, detecting, 200, 201
―, microscopic features, 57
― paper, source of weakness, 103
―, pressure in boiling, 100
―, proportion of soda for, 99
― pulp, ash, 136
― ―, chlorinating, 102
― ―, dimensions of fibre, 119
― pulp, draining, 100
― ―, dry, preparing, 119
― ―, grinding, 101
― ―, yield, 99
―, soda treatment, 98
―, treating for paper, 63
― washer, 101
Strengths of alum solutions, table, 143
― of paper, classification, 197
― ―, influence of glazing, 198
― ―, measuring, 193
Sugar-cane fibre, 59
Sulphide processes, economy of, 68
― ―, malodours of, 68
Sulphite processes, objection to, 75
Sulphur, action on cellulose, 130
― and lime for neutralising bleaching powder, 129
Sulphuric acid and cellulose, 12
― ― and ligno-cellulose, 22
― ― in bleaching pulps, 112
Sulphurous acid for isolating cellulose, 64
― ― processes for wood, 70
― ― processes, objection to, 75
Sunda, see Sunn hemp.
― ―, characters, 50
― ―, composition, 50
― ―, general chemical characteristics, 50
― ―, micro-chemical reactions, 50
― ―, microscopic features, 50
Synthesis of cellulose, 15
Table of processes for resolving wood, 78
― of strengths of alum solutions, 143
― ― ― of caustic soda solutions, 109
Teazing needles, 38
Telegram paper, 104
Test paper, making, 130
Testing antichlor, 130
― iodine solution, 36
― paper, 193
― ― by rubbing, 197
Textile trade waste, treating for paper, 62
Thickness of paper, gauging, 153
― ― ―, measuring, 198
Thompson’s rag-bleaching process, 115
Thune’s mechanical wood pulp, 107
Tilghmann’s sulphurous acid process, 70
Tilia grandifolia fibre, 39, 54
Time of boiling rags, 84
Toned paper, 142
Trade statistics, 221
Triacetyl cellulose, 8
Tub sizing, 137
― ― on the machine, 160
Twaddle degrees, converting into specific gravity, 109
Ultramarine, 141
Umpherstoil’s beater, 123
Urtica dioica fibre, 52
― heterophylla fibre, 44
Vacuum strainer, 148
Victory cutter, 174
Vinegar plant forming cellulose, 16
Vomiting boiler, 91
Washing boiled esparto, 95
― ― rags, 85
― ― straw, 100
― out bleaching liquor from half-stuff, 127
Waste paper, pulp from, 104
Water and ligno-cellulose, 21
― at high temperature and cellulose, 15
―, clarifier, 211
―, clarifying, 125
―, filter bags, 126
― for beaters, 125
―, lime salts, 212
―, Porter-Clark process, 214
― proportion to pulp in beating, 118
―, purification, 211
―, quantity for boiling rags, 84
― resolving wood by, 65
―, settling ponds, 125
―, soft, objections to, 216
―, soluble impurities, 212
Water supply, 210
Web glazing, 167
Webster on analysis of fibres, 42
Weighing paper ash, 134
Weight per ream, 176
Weighting paper, 130
Wet end of machine, 154
― felt, 157
Wheat straw, 98
White fir fibre, 61
― pine for mechanical wood pulp, 108
Width of paper, gauging, 152
Willesden canvas, 219
― paper, 219
― scrim, 219
― welded goods, 220
Willowing adansonia fibre, 103
― jute, 103
― Manilla hemp, 103
― rags, 81
Winding, 160
Wire-cloth, 153
― in rag washer, 87
―, shifting, 156
Wood, acid processes, 69
―, amount of bleaching powder needed by, 112
―, bisulphite processes, 71
―, boiling with sulphites, 74
―, chemical, in paper, detecting, 200
―, cutting up for pulp, 105
―, grinding, 105
―, mechanical, in paper, detecting, 200, 201
―, objection to acid in bleaching, 112
― processes, table of, 78
― pulps, 60
― ―, ash, 136
― ― beating, 117
― ―, dimensions of fibre, 119
― ―, dry, preparing, 119
― ― from aspen, 108
― ― from white pine, 108
― ―, mechanical, 105
― ―, ―, quantitative estimation, 202
― ―, statistics, 224
―, resolving by water, 65
―, Schultze’s method of isolating cellulose from, 21
―, soaking, 107
― splitting machine, 74
―, steaming, 107
― suitable for Ekman’s process, 73
―, sulphide treatment, 67
―, sulphurous acid processes, 70
―, treating for paper, 64
Woods, pulp yield of, 77
Wool fibre, character, 31
Wove paper, 156
Wrapping paper, 104
Yankee machine, 164
Yaryan evaporator, 232
Young and Pettigrew’s acid process, 69
Zinc chloride and cellulose, 13
Steam Engines of all Classes, High-pressure. Condensing, or Compound, up to any indicated Horse-power, Over 300 at work.
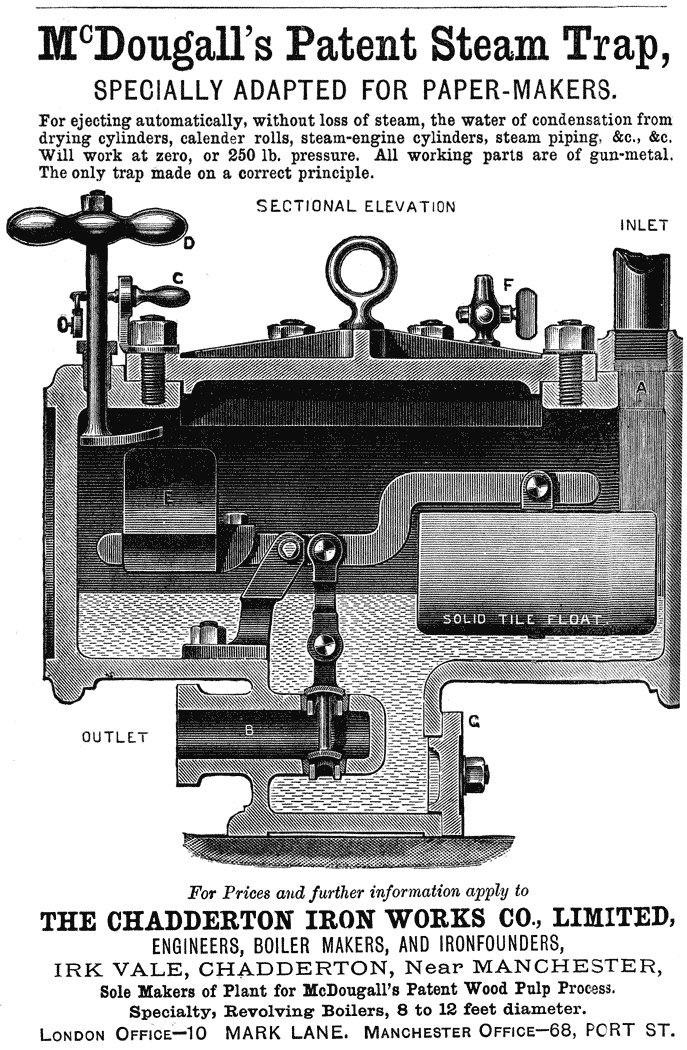
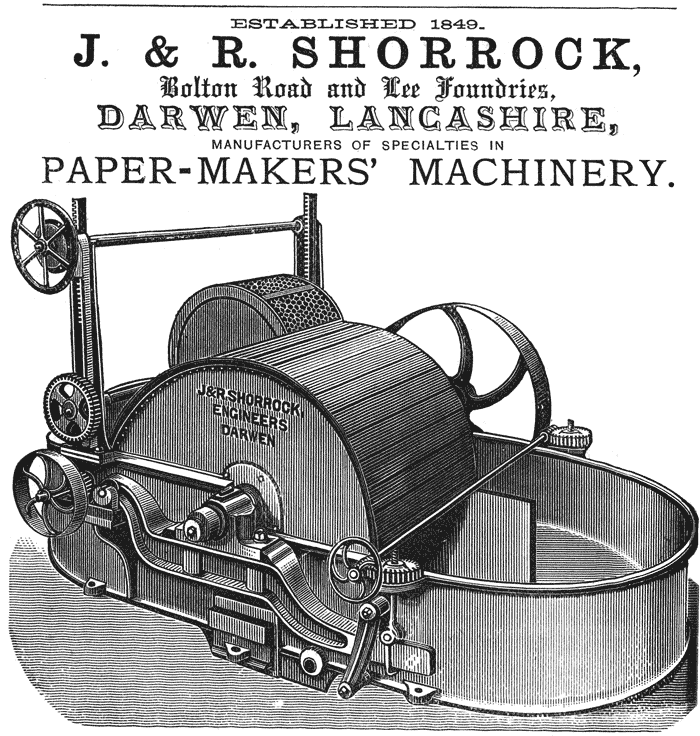
Bookbinding — Bronzes — Candles — Cement — Cleaning — Concretes — Dyeing — Electro-Metallurgy — Enamels — Engraving — Etching — Firework Making — Freezing — Fulminates — Furniture Creams, Oils, Polishes, Lacquers, and Pastes — Gilding — Glass Cutting — Glass Making — Graining — Gums — Horn Working — India-rubber — Ink — Japans — Lacquers — Marble Working — Matches — Mortars — Paper Hanging — Painting in Oils — Photography — Polishes — Pottery — Silvering — Soap-Solders — Taxidermy — Treating Horn, Mother-o’-Pearl, and like substances — Varnishes — Veneering — Whitewashing, &c., &c.
Devoted mainly to subjects connected with Chemical Manufactures. An entirely New Volume. Uniform in Size, Style, and Type with the Original ‘Workshop Receipts.’
Acidimetry and Alkalimetry — Albumen — Alcohol — Alkaloids — Baking Powders — Bitters — Bleaching — Boiler Incrustations — Cements and Lutes — Cleansing — Confectionery — Copying — Disinfectants — Dyeing — Staining and Colouring — Essences — Extracts — Fireproofing — Gelatine — Glue and Size — Glycerine — Gut — Hydrogen Peroxide — Inks — Iodine — Iodoform — Isinglass — Ivory Substitutes — Leather — Luminous Bodies — Magnesia — Matches — Paper — Parchment — Perchloric Acid — Pigments — Paint and Painting — Potassium Oxalate — Preserving.
Alloys — Aluminium — Antimony — Barium — Beryllium — Bismuth — Cadmium — Cæsium — Calcium — Cerrium — Chromium — Cobalt — Copper — Didymium — Electrics (including alarms, batteries, bells, carbons, coils [induction, intensity, and resistance], dynamo-electric machines, fire risks, measuring, microphones, motors, phonographs, photophones, storing, telephones) — Enamels and Glazes — Erbium — Gallium — Glass — Gold — Indium — Iridium — Iron — Lacquers — Lanthanum — Lead — Lithium — Lubricants — Magnesium — Manganese — Mercury — Mica — Molybdenum — Nickel — Nisbium — Osmium — Palladium — Platinum — Potassium — Rhodium — Rubidium — Ruthenium — Silenium — Silver — Slag — Sodium — Strontium — Tantalum — Terbium — Thallium — Thorium — Tin — Titanium — Tungsten — Uranium — Vanadium — Yttrium — Zinc — Zirconium.
Waterproofing: rubber goods, cuprammonium processes, miscellaneous preparations — Packing and Storing articles of delicate odour or colour, of a deliquescent character, liable to ignition, apt to suffer from insects or damp, or easily broken — Embalming and Preserving anatomical specimens — Leather Polishes — Cooling Air and Water, producing low temperatures, making ice, cooling syrups and solutions, and separating salts from liquors by refrigeration — Pumps and Syphons, embracing every useful contrivance for raising and supplying water on a moderate scale, and moving corrosive, tenacious, and other liquids — Desiccating: air- and water-ovens, and other appliances for drying natural and artificial products — Distilling: water, tinctures, extracts, pharmaceutical preparations, essences, perfumes, and alcoholic liquids — Emulsifying as required by pharmacists and photographers — Evaporating: saline and other solutions, and liquids demanding special precautions — Filtering: water, and solutions of various kinds — Percolating and Macerating — Electrotyping — Stereotyping by both plaster and paper processes — Bookbinding in all its details — Straw Plaiting and the fabrication of baskets, matting, etc. — Musical Instruments: the preservation, tuning, and repair of pianos, harmoniums, musical boxes, etc. — Clock and Watch Mending: adapted for intelligent amateurs — Photography: recent development in rapid processes, handy apparatus numerous recipes for sensitizing and developing solutions, and applications to modern illustrative purposes.
| £ | s. | d. | |
|---|---|---|---|
| In 2 vols., cloth | 3 | 10 | 0 |
| In 5 divisions, cloth | 3 | 11 | 6 |
| In 2 vols., half-morocco, top edge gilt, bound in a superior manner |
4 | 10 | 0 |
| In 33 monthly parts, at 2s. each. | |||
Acids, Parts 1, 2, 3 | Alcohol, 3, 4 | Alkalies, 4, 5 | Alloys, 5, 6 | Arsenic, 6 | Asphalte, 6 | Aerated Waters, 6 | Beer and Wine, 6, 7 | Beverages, 7, 8 | Bleaching Powder, 8 | Bleaching, 8, 9 | Borax, 9 | Brushes, 9 | Buttons, 9 | Camphor, 9, 10 | Candles, 10 | Carbon, 10 | Celluloid, 10 | Clays, 10 | Carbolic Acid, 11 | Coal-tar Products, 11 | Cocoa, 11 | Coffee, 11, 12 | Cork, 12 | Cotton Manufactures, 12, 13 | Drugs, 13 | Dyeing and Calico Printing, 13, 14 | Dyestuffs, 14 | Electro-Metallurgy, 14 | Explosives, 14, 15 | Feathers, 15 | Fibrous Substances, 15, 16 | Floor-cloth, 16 | Food Preservation, 16 | Fruit, 16, 17 | Fur, 17 | Gas, Coal, 17 | Gems, 17 | Glass, 17 | Graphite, 18 | Hair Manufactures, 18 | Hats, 18 | Ice, Artificial, 18 | Indiarubber Manufactures, 18, 19 | Ink, 19 | Jute Manufactures, 19 | Knitted Fabrics (Hosiery), 19 | Lace, 19 | Leather, 19, 20 | Linen Manufactures, 20 | Manures, 20 | Matches, 20, 21 | Mordants, 21 | Narcotics, 21, 22 | Oils & Fatty Substances, 22, 23, 24 | Paper, 24 | Paraffin, 24 | Pearl and Coral, 24 | Perfumes, 24 | Photography, 24, 25 | Pigments and Paint, 25 | Pottery, 25, 26 | Printing and Engraving, 26 | Resinous and Gummy Substances, 26, 27 | Rope, 27 | Salt, 27, 28 | Silk, 28 | Skins, 28 | Soap, Railway Grease, and Glycerine, 28, 29 | Spices, 29 | Starch, 29 | Sugar, 29, 30, 31 | Tannin, 31, 32 | Tea, 32 | Timber, 32 | Varnish, 32 | Wool and Woollen Manufactures, 32, 33 |
Original spelling and grammar have been generally retained, with some exceptions noted below. Original printed page numbers are shown like this: {52}. Footnotes have been relabeled 1–18, and moved from within paragraphs to nearby locations between paragraphs. The transcriber produced the cover image and hereby assigns it to the public domain. Original page images are available from archive.org—search for “gri_33125007981968”.
Some missing full stops have been inserted. Many ditto marks have been eliminated, replaced by repeated text. Enlarged curly brackets “}{” employed to combine information in two or more lines or columns have been eliminated, by restructuring text if necessary. One such instance is the table on page 39. The table on page 44 and some other large tables were moved from their original locations inside a paragraph of text to nearby locations between paragraphs. The page 44 table was also divided into two parts, after column six. Illustrations have also been moved from within paragraphs of text to nearby locations between paragraphs.
End of the Project Gutenberg EBook of A Text-book of Paper-making, by
C. F. Cross and E. J. Bevan
*** END OF THIS PROJECT GUTENBERG EBOOK A TEXT-BOOK OF PAPER-MAKING ***
***** This file should be named 56679-h.htm or 56679-h.zip *****
This and all associated files of various formats will be found in:
http://www.gutenberg.org/5/6/6/7/56679/
Produced by Chris Curnow, RichardW, and the Online
Distributed Proofreading Team at http://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)
Updated editions will replace the previous one--the old editions will
be renamed.
Creating the works from print editions not protected by U.S. copyright
law means that no one owns a United States copyright in these works,
so the Foundation (and you!) can copy and distribute it in the United
States without permission and without paying copyright
royalties. Special rules, set forth in the General Terms of Use part
of this license, apply to copying and distributing Project
Gutenberg-tm electronic works to protect the PROJECT GUTENBERG-tm
concept and trademark. Project Gutenberg is a registered trademark,
and may not be used if you charge for the eBooks, unless you receive
specific permission. If you do not charge anything for copies of this
eBook, complying with the rules is very easy. You may use this eBook
for nearly any purpose such as creation of derivative works, reports,
performances and research. They may be modified and printed and given
away--you may do practically ANYTHING in the United States with eBooks
not protected by U.S. copyright law. Redistribution is subject to the
trademark license, especially commercial redistribution.
START: FULL LICENSE
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full
Project Gutenberg-tm License available with this file or online at
www.gutenberg.org/license.
Section 1. General Terms of Use and Redistributing Project
Gutenberg-tm electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or
destroy all copies of Project Gutenberg-tm electronic works in your
possession. If you paid a fee for obtaining a copy of or access to a
Project Gutenberg-tm electronic work and you do not agree to be bound
by the terms of this agreement, you may obtain a refund from the
person or entity to whom you paid the fee as set forth in paragraph
1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this
agreement and help preserve free future access to Project Gutenberg-tm
electronic works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the
Foundation" or PGLAF), owns a compilation copyright in the collection
of Project Gutenberg-tm electronic works. Nearly all the individual
works in the collection are in the public domain in the United
States. If an individual work is unprotected by copyright law in the
United States and you are located in the United States, we do not
claim a right to prevent you from copying, distributing, performing,
displaying or creating derivative works based on the work as long as
all references to Project Gutenberg are removed. Of course, we hope
that you will support the Project Gutenberg-tm mission of promoting
free access to electronic works by freely sharing Project Gutenberg-tm
works in compliance with the terms of this agreement for keeping the
Project Gutenberg-tm name associated with the work. You can easily
comply with the terms of this agreement by keeping this work in the
same format with its attached full Project Gutenberg-tm License when
you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are
in a constant state of change. If you are outside the United States,
check the laws of your country in addition to the terms of this
agreement before downloading, copying, displaying, performing,
distributing or creating derivative works based on this work or any
other Project Gutenberg-tm work. The Foundation makes no
representations concerning the copyright status of any work in any
country outside the United States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other
immediate access to, the full Project Gutenberg-tm License must appear
prominently whenever any copy of a Project Gutenberg-tm work (any work
on which the phrase "Project Gutenberg" appears, or with which the
phrase "Project Gutenberg" is associated) is accessed, displayed,
performed, viewed, copied or distributed:
This eBook is for the use of anyone anywhere in the United States and
most other parts of the world at no cost and with almost no
restrictions whatsoever. You may copy it, give it away or re-use it
under the terms of the Project Gutenberg License included with this
eBook or online at www.gutenberg.org. If you are not located in the
United States, you'll have to check the laws of the country where you
are located before using this ebook.
1.E.2. If an individual Project Gutenberg-tm electronic work is
derived from texts not protected by U.S. copyright law (does not
contain a notice indicating that it is posted with permission of the
copyright holder), the work can be copied and distributed to anyone in
the United States without paying any fees or charges. If you are
redistributing or providing access to a work with the phrase "Project
Gutenberg" associated with or appearing on the work, you must comply
either with the requirements of paragraphs 1.E.1 through 1.E.7 or
obtain permission for the use of the work and the Project Gutenberg-tm
trademark as set forth in paragraphs 1.E.8 or 1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any
additional terms imposed by the copyright holder. Additional terms
will be linked to the Project Gutenberg-tm License for all works
posted with the permission of the copyright holder found at the
beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including
any word processing or hypertext form. However, if you provide access
to or distribute copies of a Project Gutenberg-tm work in a format
other than "Plain Vanilla ASCII" or other format used in the official
version posted on the official Project Gutenberg-tm web site
(www.gutenberg.org), you must, at no additional cost, fee or expense
to the user, provide a copy, a means of exporting a copy, or a means
of obtaining a copy upon request, of the work in its original "Plain
Vanilla ASCII" or other form. Any alternate format must include the
full Project Gutenberg-tm License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works
provided that
* You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is owed
to the owner of the Project Gutenberg-tm trademark, but he has
agreed to donate royalties under this paragraph to the Project
Gutenberg Literary Archive Foundation. Royalty payments must be paid
within 60 days following each date on which you prepare (or are
legally required to prepare) your periodic tax returns. Royalty
payments should be clearly marked as such and sent to the Project
Gutenberg Literary Archive Foundation at the address specified in
Section 4, "Information about donations to the Project Gutenberg
Literary Archive Foundation."
* You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or destroy all
copies of the works possessed in a physical medium and discontinue
all use of and all access to other copies of Project Gutenberg-tm
works.
* You provide, in accordance with paragraph 1.F.3, a full refund of
any money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days of
receipt of the work.
* You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project
Gutenberg-tm electronic work or group of works on different terms than
are set forth in this agreement, you must obtain permission in writing
from both the Project Gutenberg Literary Archive Foundation and The
Project Gutenberg Trademark LLC, the owner of the Project Gutenberg-tm
trademark. Contact the Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
works not protected by U.S. copyright law in creating the Project
Gutenberg-tm collection. Despite these efforts, Project Gutenberg-tm
electronic works, and the medium on which they may be stored, may
contain "Defects," such as, but not limited to, incomplete, inaccurate
or corrupt data, transcription errors, a copyright or other
intellectual property infringement, a defective or damaged disk or
other medium, a computer virus, or computer codes that damage or
cannot be read by your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH 1.F.3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium
with your written explanation. The person or entity that provided you
with the defective work may elect to provide a replacement copy in
lieu of a refund. If you received the work electronically, the person
or entity providing it to you may choose to give you a second
opportunity to receive the work electronically in lieu of a refund. If
the second copy is also defective, you may demand a refund in writing
without further opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS', WITH NO
OTHER WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT
LIMITED TO WARRANTIES OF MERCHANTABILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of
damages. If any disclaimer or limitation set forth in this agreement
violates the law of the state applicable to this agreement, the
agreement shall be interpreted to make the maximum disclaimer or
limitation permitted by the applicable state law. The invalidity or
unenforceability of any provision of this agreement shall not void the
remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in
accordance with this agreement, and any volunteers associated with the
production, promotion and distribution of Project Gutenberg-tm
electronic works, harmless from all liability, costs and expenses,
including legal fees, that arise directly or indirectly from any of
the following which you do or cause to occur: (a) distribution of this
or any Project Gutenberg-tm work, (b) alteration, modification, or
additions or deletions to any Project Gutenberg-tm work, and (c) any
Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of
computers including obsolete, old, middle-aged and new computers. It
exists because of the efforts of hundreds of volunteers and donations
from people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need are critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future
generations. To learn more about the Project Gutenberg Literary
Archive Foundation and how your efforts and donations can help, see
Sections 3 and 4 and the Foundation information page at
www.gutenberg.org Section 3. Information about the Project Gutenberg
Literary Archive Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Contributions to the Project Gutenberg Literary
Archive Foundation are tax deductible to the full extent permitted by
U.S. federal laws and your state's laws.
The Foundation's principal office is in Fairbanks, Alaska, with the
mailing address: PO Box 750175, Fairbanks, AK 99775, but its
volunteers and employees are scattered throughout numerous
locations. Its business office is located at 809 North 1500 West, Salt
Lake City, UT 84116, (801) 596-1887. Email contact links and up to
date contact information can be found at the Foundation's web site and
official page at www.gutenberg.org/contact
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
gbnewby@pglaf.org
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To SEND
DONATIONS or determine the status of compliance for any particular
state visit www.gutenberg.org/donate
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including checks, online payments and credit card donations. To
donate, please visit: www.gutenberg.org/donate
Section 5. General Information About Project Gutenberg-tm electronic works.
Professor Michael S. Hart was the originator of the Project
Gutenberg-tm concept of a library of electronic works that could be
freely shared with anyone. For forty years, he produced and
distributed Project Gutenberg-tm eBooks with only a loose network of
volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as not protected by copyright in
the U.S. unless a copyright notice is included. Thus, we do not
necessarily keep eBooks in compliance with any particular paper
edition.
Most people start at our Web site which has the main PG search
facility: www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.