The Project Gutenberg EBook of Cotton Manufacturing, by C. P. Brooks
This eBook is for the use of anyone anywhere in the United States and most
other parts of the world at no cost and with almost no restrictions
whatsoever. You may copy it, give it away or re-use it under the terms of
the Project Gutenberg License included with this eBook or online at
www.gutenberg.org. If you are not located in the United States, you'll have
to check the laws of the country where you are located before using this ebook.
Title: Cotton Manufacturing
Author: C. P. Brooks
Release Date: August 13, 2018 [EBook #57681]
Language: English
Character set encoding: UTF-8
*** START OF THIS PROJECT GUTENBERG EBOOK COTTON MANUFACTURING ***
Produced by Chris Curnow, Chris Jordan and the Online
Distributed Proofreading Team at http://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)
COTTON MANUFACTURING.
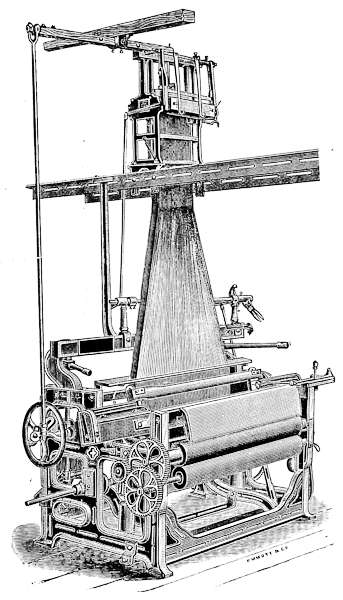
SINGLE-ACTION JACQUARD LOOM. Frontispiece.
COTTON
MANUFACTURING.
BY
C. P. BROOKS,
Examiner to the City and Guilds of London Institute; Sen. Honours
Medallist, Cotton Manufacturing, 1887; Late Lecturer on
Cotton Spinning, Weaving, and Designing, at the
Blackburn Technical Institutions.
WITH OVER EIGHTY ILLUSTRATIONS.
Third Edition.
BLACKBURN: C. P. BROOKS, THE MOUNT.
LONDON: E. & F. N. SPON, 125 STRAND,
AND
NEW YORK: 12 CORTLANDT STREET.
1892.
[All rights reserved.]
Cloth, crown 8vo, 3s. 6d.
Second Edition.
WEAVING CALCULATIONS.
BY THE SAME AUTHOR.
A Handbook on all Calculations required in
Weaving and the Preparatory Processes, including
Standard Wage Lists. For further
particulars see the end pages of this book.
[v]
PREFACE.
The lack of books relating to the weaving of cotton goods
is the motive which has led to the production of this work.
Although several admirable books are extant on special branches
of textile industry, few, if any, works claim to treat practically
of the whole range of processes popularly known as Cotton
Manufacturing as at present conducted, and which, at the same
time, are within reach of the artisan’s pocket.
This class of work is all the more requisite in consequence
of the admirable system of trade education introduced by the
City and Guilds of London Institute, whose syllabuses for the
subjects of Cotton Manufacturing and Weaving and Pattern
Designing are included in this work. It is hoped that the
student in either of these subjects may find a handy book of
reference in this volume, which goes into explanatory details
to as great an extent as space allows.
However, as the author has found, and doubtless many
others actively engaged in the industry have discovered, it is
becoming a requisite in the mill that those employed there be
possessed of something more than “rule of thumb” systems of
working—that careful and intelligent research and investigation is
necessary to success in every department. The writer trusts
that this volume, based on practical experience and on the
application of theoretical principles in the industry, may prove
of assistance to such.
In addition to chapters on Weaving, in which reference is
made to most of the plain and figured fabrics woven in cotton,
space is devoted to the preparatory processes, especially to the[vi]
important one of Sizing; a chapter on Mill Calculations is
added, as well as a Glossary of Technical Terms—necessitated
by the nomenclature of different districts.
Acknowledgment is made of the assistance rendered by
many correspondents, whose suggestions have been, and will be,
welcomed. The thanks of the author, and it may be added
those of the reader, are due to the many firms who have lent
blocks to illustrate and simplify the letterpress. Amongst these
may be mentioned Messrs. David Sowden & Sons, Shipley;
Butterworth & Dickinson, Burnley; J. H. Stott, Rochdale;
Devoge & Co., Manchester; Willan & Mills; Ward Bros.; and
W. Dickinson & Sons, Blackburn; whilst especial mention should
be made of Messrs. Howard & Bullough, of Accrington, whose
sizing machinery has been selected for description; and of Messrs.
Hy. Livesey, Limited, Blackburn, whose well-known weaving and
preparatory machinery is engraved.
C. P. B.
The Mount, Blackburn,
January, 1888.
PREFACE TO THE SECOND EDITION.
In this edition some necessary additions and alterations have
been made, especially in the statistical portion of the work; and
as the City and Guilds of London Institute have altered the
Syllabus of the textile subjects during the few months that have
elapsed since the publication of the First Edition, the old Syllabus
has been replaced by the new one. Apart from these alterations
the book retains its original form, and the author hopes that
this issue will obtain from those interested in cotton manufacturing
the same kindly appreciation as the former edition.
C. P. B.
April, 1889.
[vii]
CONTENTS.
| | PAGE |
| CHAPTER I.—Introductory. | |
| History, Statistics, Cotton and Cotton Spinning, Cotton Manufacturing |
1 |
| CHAPTER II.—Winding and Warping. | |
| Warp Yarn, Winding, Beaming, Sectional Warping, Ball Warping |
21 |
| CHAPTER III.—Sizing. | |
| Materials, Mixing, Machinery |
32 |
| CHAPTER IV.—Weaving. | |
| Plain Loom, Movements of Loom, Modifications of Loom, Splits |
52 |
| CHAPTER V.—Cotton Cloth. | |
| Varieties, Dimensions, Standard Makes |
80 |
| CHAPTER VI.—Fancy Weaving. | |
| Fancy Weaving by Tappets and Dobby, Analysis of Cloth, Tappets,
Dobby, Gauze, Handkerchief Motion | 89 |
| CHAPTER VII.—Jacquard. | |
| Jacquard Cloth, Woven Pile Cloths |
118 |
| CHAPTER VIII.—Drop Boxes. | |
| Drop-Box Looms, Stripes, Checks, Spotting |
133 |
| CHAPTER IX.—Calculations. | |
| Mill Calculations, Yarn Counts, Reeds, Healds, Cost of Cloth,
Warping and Sizing Lengths, Wages, Speeds, Engines, Miscellaneous |
143 |
| Syllabus of Technological Subjects |
161 |
| Glossary of Technical Terms |
165 |
| Index |
169 |
[1]
COTTON MANUFACTURING.
CHAPTER I.
INTRODUCTORY, HISTORY, STATISTICS, COTTON AND
COTTON SPINNING, MANUFACTURING.
In the general acceptance of the term, manufacturing
is understood to refer to the whole range of processes
which convert a raw material into the
finished article, but whatever that word may usually
signify, in the Cotton Trade it is technical for that
department only, which comprises the conversion of
cotton yarn into woven fabric, and as such is understood
in the ensuing pages.
This department is frequently worked apart from
spinning, and the gradual and marked severance of the
cotton industry into the two great departments of spinning
and manufacturing is a striking feature of this great trade,
although the reason of cotton spinning finding so fertile
a soil in South Lancashire is no more apparent than
the cause of North Lancashire being so favourable to the
prosperity of cotton weaving. Probably accidental causes
in the early days of the trade had much to do with its
future division—the fixing upon a South Lancashire town
for the establishment of the first spinning machinist’s
works, the fact that the factory system was firmly established[2]
in the spinning department before the working of
looms in one building was possible, or at any rate
advisable, and the existence of large warehouses in
North Lancashire for distributing to the hand-loom
weavers their materials for use, were probably some of
these causes.
The fact of the trade being carried on in two
divisions, each in different districts, has its disadvantages,
the greatest being that of additional carriage—an extra
cost of no inconsiderable amount. To remove this and
other disadvantages, many attempts have been made to
introduce the lacking department both in the North and
South of Lancashire, but such attempts have generally
failed to a greater or less extent, mainly in consequence of
the incompetence of the hands, or rather the insufficient
number of competent ones. Where the majority may
excel in weaving, the number of good spinners is generally
very small, and vice versâ. Another objection is the
disadvantage at which the one party is placed should
the production of one part of the industry exceed that
of the other, the margin which might serve to provide
remunerative occupation for both being at present often
unequally distributed, the over-producer taking the lower
position. On the contrary, there is no doubt that the
skill of the operative is more greatly developed where
one district takes up a specific branch of the sub-divided
labour, and conducts it in a more fully equipped style,
than would be the case were it to be attempted on a
small scale.
The known pre-eminence of Manchester as the
market town is attributed in part to the necessity for
some common centre where a meeting of the representatives
of each of these industries could take place to
transact the business of the trade. The Exchange of
Cottonopolis is that centre. Here, every day of the
week, but more especially on the Tuesday and Friday
market days from all parts where the cotton trade is
conducted, the spinner goes to meet the manufacturer,
the manufacturer to meet the merchant, who in turn
represents all countries to which our manufactures are[3]
exported; and thus the Exchange has become, as it
were, the heart of the trade, for on it depends the
prosperity of the whole industry, and a stoppage or
diminution of the business there paralyses the trade.
The movement of the cotton trade, like that of
civilisation, has ever been westward. India is recognised
as having been from time immemorial its home, and
although there cotton has probably been in use for ages
as clothing, there is no evidence to show that the substance
was even known in Europe till the tenth, or that
its manufacture was commenced in England till the end
of the sixteenth, century. At that time the weavers used
yarn made from “cotton wool,” as it was called, but
which yarn was furnished by the Levant and only used
for weft, linen forming the warp. However, the invention
of simple hand-spinning apparatus rendered it possible
for the ever-increasing demand for cotton yarn to be
adequately supplied for a time by English spinsters, and
it is chronicled that, in 1701, 1,900,000lb. of raw cotton
were imported, although it is improbable that the whole
of it was required for conversion into cloth. At the
beginning of the eighteenth century such inventions as that
of Kay’s fly shuttle so increased the output of the hand
loom as to cause for some years a dearth of yarn.
This had a good effect in inducing the great era of invention
in cotton-spinning machinery, from 1760 to 1780;
during which time Hargreaves, Arkwright, Crompton,
and many lesser lights brought before the world the
results of their labour. These inventions, the importance
of which it is not necessary to refer to—their
details and the story of their invention having been so
frequently dilated upon—these created the cotton manufacture.
The cause which influenced the development of spinning
machinery was antithetical to that which now caused
an extension of the weaving, which was an excess of
the supply of yarn, and for which the only consumers
were the loomshops attached to scattered houses on the
country side, containing one or two ponderous hand-looms.
[4]
It is rather more than a century since the Rev.
E. Cartwright, a Kentish minister, first gave his attention
to the invention of a power loom, and although
his first patent in 1785 was not satisfactory, yet it is to
this clergyman’s efforts that the world is indebted for
the first power loom. In 1787, he patented such a
machine, fitted with spring motion, batten or slay,
temples, etc., with the addition of a protector and weft
stop motion in an imperfect form. Nine years afterwards
Robert Millar, of Glasgow, applied to it the
means of picking by plates and shedding by tappets or
wipers.
Here all the principles of the modern loom were
present, although in very different form, and it is only
in details that the loom of a century later presents a
different aspect. In 1834 the weft stop motion was
patented by Messrs. Ramsbottom and Holt, which was
perfected seven years later and patented in its present
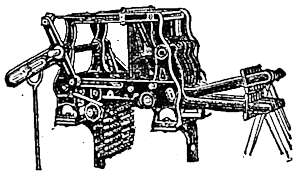
form by Messrs. J. Bullough and Kenworthy, of Blackburn.
To these gentlemen is due the invention of an
improved dressing machine called a “tape,” the forerunner
of slashing; also the take-up motion for cloth.
They, too, patented the loose reed loom and the roller
temple; but from records of the time and tales told by
the older section of the community in Blackburn to-day,
apparently, it is to John Osbaldeston "that the
honour is due of breaking the concussion of the loom
and inventing an improved temple. He also originated
many of those inventive appliances so essential to adapt
the power loom for weaving fancy goods, but was not
successful in securing any pecuniary advantage to himself,
thus illustrating the fact that not every benefactor
of his species meets with the reward due to his merits."[1]
The creative spirit which carried cotton-spinning machinery
to so high a degree of perfection, was directed also
to the improvement of the preparatory machinery of the
weaving department.
[5]
In the hand-loom days each weaver stiffened or
dressed his own warp whilst it was in the loom, applying
the size with a flat brush. A length of about two yards
was sized in this manner, and dried by means of hot
irons being passed over the surface of the warp, paper
being first laid over the damp twist, or by means of a
fan; grease afterwards being applied. In the face of our
modern systems this old-fashioned method hardly appears
credible. The paste used was a mixture of flour and
water, boiled over the fire, and stored in a stone vessel
not unlike a swine trough. Probably from this reason the
term “sow box,” indicating in our modern “slashers”
the size vessel, arose; and etymologists may find some
connection between it and the word "sowlin’"—a common
expression in Lancashire for a mixture of the nature
referred to—of its intended use or application. The
necessity for this was removed by the invention of the
dressing machine by William Ratcliffe and Thomas
Johnston, his assistant, of Stockport, in the year 1803,
by which warps were sized before putting them in the
loom. This dressing machine consisted of little more than
a frame with rollers to carry the warp from two back
beams, one at each end, to the centre where the weaver’s
beam was fixed, whilst between were arranged brushes
traversing to and fro by means of rods actuated from a
crank in the so-called crank dressing machine, to apply the
“sow” or size. In addition there was a wooden fan to dry
the warp, which passed through the healds and reed also.
Dressing was in vogue until 1830 without any competitive
system, but soon after this the tape frame,
producing five times more work than the dressing machine,
was invented, and continued in use until in an improved
form—delivering the yarn direct to the weaver’s beam, and
with still further capacity for large turnout of work—it
under the name of the “slasher” takes the lead among
all sizing systems now current, which important position
is attributable to a great extent to the speed and to the
good quality of the turn off.
To James Bullough, a native of Westhoughton
(though from early life a resident of Blackburn), may[6]
be credited this last invention, which brought in its
train the beam-warping frame, and found increased employment
for the winding frame invented early in the
century by the senior Robert Railton.
The factory system was deeply rooted in the spinning
department before we hear of any attempt at gathering
a large number of looms under one roof. Arkwright had
a spinning mill as early as 1771, but the first successful
weaving shed was built in Glasgow in 1801 by Mr.
Monteith, and contained 200 looms; previously, in 1790,
Messrs. Grimshaw partially erected one at Knot Mills,
near Manchester, which was burnt to the ground by a
mob of hand-loom weavers. In 1813, we learn of 2400
power looms being in use in the United Kingdom. Since
then the number of factories has rapidly increased, and
excepting for the effects of occasional deterrent influences,
such as war and famine, the cotton manufacture has
steadily prospered and extended. 250,000 hand-loom
weavers, and 30,000 power-loom weavers were engaged
in all weaving trades of all materials in 1833. Now,
in 1887, 250,000 power-loom weavers are engaged
in the cotton industry alone; while in most districts a
hand loom is a curiosity as a relic of the past. The
contrast is great, more especially so when it is remembered
that during the same period the trade has been
established in many foreign countries where nothing but
handicraft skill was available at the early part of the
period, but where now the number of mules and looms has
grown, and is growing, so rapidly as to create out of former
consumers important competitors in the export trade.
The recent history of cotton manufacturing has been
marked by little which has caused extensive alterations
in its methods.
The extensive and well-organised association of the
operatives for the protection of their position in relation
to the masters, has become a power, as shown by the
great strike of 1878, when the operatives were able to
resist the masters for a period of nine weeks, and by
the increasing influence of the employés in all trade
questions. The more important Parliamentary proceedings[7]
relating to the cotton trade during the time of its being
conducted on the factory system are, of course, the
Factory Acts. The first important legislative enactment
was the Factory Act of 1833. By this no young person
under 18 was allowed to work before 5.30 a.m. or later
than 8.30 p.m., nor more than 12 hours per day, although
3 hours extra might be worked per week to make up for
lost time. Children had to be 9 years old, and had not to
work more than 48 hours per week till 11 years of age,
having 2 hours’ schooling per day to be provided by the
employer. In 1844, females over 18 were granted the
same privileges as young persons, and children were
allowed to work 6-1/2 hours per day if only 8 years old.
Work had to cease at 4.30 on Saturday. In 1846, the
hours of labour were reduced to 11 per day, and 63 per
week for children, young persons, and females. Only
minor alterations were made till 1874, when the Ten
Hours’ Bill was passed, limiting work to 10 hours per
day, and 6-1/2 on Saturday. In 1878, all the previous Acts
were repealed and a new one made which is still in force,
and requires that for young persons and females the
hours be limited to 10 per day, and 56-1/2 per week; that
no child be employed at all under 10 years of age, or
under the Second Educational Standard; and only half-time
below 13 unless the Fourth Standard of Elementary
Education shall have been passed, failing which the limit
is 14 years of age. Males and females under 18 are
deemed young persons, and all young persons and
females possess certain advantages over the male
workers, which rights are protected by Government
inspectors. The Bill was a lengthy one, and contains
many restrictions as to holidays, painting and cleaning,
reports of accidents, fencing machinery, and school
attendance, for the benefit of the employé.
The Limited Liability Act of 1862 gave great facilities
for conducting business by companies of more than
seven members, whose liability in case of a collapse does
not exceed the amount promised on formation—a scheme
inaugurated for the benefit of the working classes, but
which has been misapplied in many instances.
[8]
The Employers’ Liability Act of 1880 gives facilities
for recompense to the workmen for accident or injury
sustained by the negligence of the employer or his
deputies, such liability being incurred under certain conditions
only, and being restricted to the amount of three
years’ salary.
The Merchandise Marks Act of 1887 has caused a
reaction in the tendency towards short lengths and false
description, by making it a penal offence to falsely mark
goods either in respect to dimension, quality, counts, or
place of manufacture.
In addition to these, the variation of tariff charges,
notably the reduction of Indian tariffs, the returns and
reports to Parliament of statistical information, the
Inquiry Commissions, and some few small enactments, all
have their influence in a greater or lesser degree on the
industry.
The cotton goods of a standard make at the commencement
of this century comprised printer, muslins,
corduroys, fustians, sheetings, shirtings, twills, ginghams.
In 1830, records give madapollams, tanjibs, domestics,
jacconets, gauze leno, figured muslin, splits, and velveteens.
Later, in 1846, there are chronicled lawns, books, nainsooks,
figured counterpanes; and, in 1864, brilliante, chambrey,
blue mottle, satin checks, in addition to previously
mentioned goods, from which list the absence of dhooties,
Turkey reds, Turkish towels, and cloths of later origin
will be noted.
A comparison of the position of the cotton trade
to-day with what it was some thirty years ago shows a
decided change in one respect—i.e., in the firms conducting
the business. Many of the old private firms have disappeared
and their places been taken by companies, while,
for many years back, the tendency has appeared to be in
favour of carrying on the trade by the co-operation of
small capitalists. Some of these companies are not
limited, being formed by a few speculative operatives who
invest the savings of a frugal lifetime in the mill concern,
to which they also devote their labour, being satisfied at
the year’s end if they have drawn an ordinary wage, week[9]
by week, while the capital has been added to, and increased.
Manufacturing, in consequence of the comparatively smaller
amount of capital required, is generally selected for the
above system.
To these establishments many of the wealthy manufacturers
of North Lancashire can trace the beginning
of their prosperity. By far the greater number of these
companies, however, especially in spinning, are on the
limited liability principle, and their increasing number
shows how valued, as an investment, such companies
are; so much so that it appears not unlikely, what
with the narrowing margins and increased competition,
that the trade will, at no very distant period, cease to be
a means of making the wealthy cotton lord, and, as the
trade falls into the hands of gigantic companies, become
merely a bank, with a small rate of interest, in which
the wealth of the smaller Lancashire capitalists will be
locked up.
This carries our thoughts to another branch of the
subject—the importance of the trade with regard to the
capital invested in it, a sum which cannot fall short of
seventy-five million pounds even in Great Britain alone,
without taking the allied industries of machine-making,
dyeing, calico printing, lace and hosiery manufacturing
into account. By dipping into calculation, taking the
spindles at the figure of 17s. 6d. each, and the looms at £16,
the amount invested in plant will touch £45,000,000, and
adding to this a floating capital of £30,000,000, fully which
will be necessary to the trade in importing the raw material,
converting it into fabric and distributing the same to the
world, a total sum is obtained which indicates what is at
stake in this mighty industry.
Statistics.
A perusal of the subjoined list will indicate in figures
the extent of the trade, and from it will be observed the
comparative importance of our trade with each country.
Taking the value of the exports of piece goods only as the[10]
standard of comparison, the list of countries will be found
as follows:—
Exports of Cotton Manufactures—Piece goods of all kinds.
| COUNTRY. | QUANTITIES. | VALUE. |
| Twelve Months ended December. | Twelve Months ended December. |
| 1886. | 1887. | 1886. | 1887. |
| | | | £ | £ |
| Germany Yds. | 45,358,400 | 40,765,000 | 676,321 | 626,104 |
| Holland | 34,132,200 | 43,203,200 | 519,491 | 590,154 |
| Belgium | 61,499,600 | 65,712,700 | 867,666 | 921,207 |
| France | 35,474,900 | 34,585,300 | 681,047 | 598,531 |
| Portugal, Azores, and Madeira | 54,312,300 | 66,761,400 | 563,006 | 683,429 |
| Italy | 85,053,900 | 119,961,500 | 965,010 | 1,364,075 |
| Austrian Territories | 6,391,200 | 5,946,800 | 76,291 | 72,245 |
| Greece | 36,020,900 | 35,860,000 | 429,066 | 454,862 |
| Turkey | 299,706,200 | 299,824,400 | 3,358,980 | 3,271,768 |
| Egypt | 139,384,500 | 156,150,900 | 1,280,335 | 1,391,736 |
| West Coast of Africa (Foreign) | 37,493,200 | 46,394,300 | 427,945 | 547,784 |
| United States | 45,251,600 | 44,028,500 | 1,148,955 | 1,054,221 |
| Foreign West Indies | 90,237,900 | 95,223,700 | 922,322 | 973,227 |
| Mexico | 32,312,200 | 35,412,200 | 359,932 | 380,378 |
| Central America | 37,503,800 | 53,490,800 | 379,280 | 522,006 |
| United States of Colombia | 42,905,800 | 61,637,100 | 425,716 | 572,082 |
| Venezuela | 23,718,200 | 44,697,300 | 239,287 | 446,528 |
| Brazil | 241,034,500 | 215,370,400 | 2,679,273 | 2,517,899 |
| Uruguay | 35,732,600 | 49,767,800 | 414,497 | 615,685 |
| Argentine Republic | 104,812,100 | 105,585,100 | 1,224,586 | 1,394,604 |
| Chili | 59,701,800 | 73,694,800 | 562,722 | 768,366 |
| Peru | 33,593,000 | 23,894,800 | 354,389 | 251,189 |
| China and Hong-Kong | 455,823,000 | 552,742,700 | 4,570,207 | 5,624,953 |
| Japan | 34,628,500 | 65,403,800 | 383,500 | 699,462 |
| Dutch Possessions in India | 86,511,500 | 105,572,700 | 928,813 | 1,082,348 |
| Philippine Islands | 43,214,700 | 39,247,900 | 481,513 | 387,062 |
| Gibraltar | 12,082,300 | 17,424,300 | 138,767 | 190,988 |
| Malta | 24,021,500 | 16,987,100 | 250,668 | 175,010 |
| West Coast of Africa (British) | 28,502,600 | 38,584,300 | 318,964 | 414,283 |
| British North America | 32,584,700 | 33,692,500 | 634,158 | 620,378 |
| British W.I. Islands and Guiana | 42,723,200 | 51,593,100 | 489,367 | 582,803 |
| British Possessions in S. Africa | 21,465,800 | 32,443,300 | 341,689 | 523,845 |
| British East Indies | | | | |
| Bombay Yds. | 797,776,900 | 647,673,400 | 6,871,733 | 5,737,475 |
| Madras | 142,687,200 | 126,804,300 | 1,408,193 | 1,296,161 |
| Bengal | 1,178,374,300 | 1,037,464,800 | 10,207,523 | 9,422,554 |
| Straits Settlements | 103,929,600 | 144,570,800 | 949,983 | 1,325,562 |
| Ceylon | 14,868,200 | 16,914,200 | 160,201 | 184,024 |
| Australasia | 96,756,600 | 91,399,900 | 1,700,432 | 1,551,069 |
| Other Countries | 152,629,100 | 165,262,100 | 1,779,844 | 1,907,257 |
| Total | 4,850,210,500 | 4,904,109,200 | 50,171,672 | 51,743,314 |
| Total—Wholly of Cotton— | | | | |
| Unbleached or Bleached | 3,497,866,100 | 3,473,477,400 | 32,237,682 | 32,812,846 |
| Printed Dyed, or Coloured | 1,351,976,700 | 1,430,537,600 | 17,922,454 | 18,925,985 |
| Total of Mixed Materials,Cotton predominating | 367,700 | 94,200 | 11,536 | 4,483 |
| Total | 4,850,210,500 | 4,904,109,200 | 50,171,672 | 51,743,314 |
[11]
In 1886, according to the estimate of Messrs. Ellison,
of Liverpool, the number of spinning spindles in various
parts of the world was as follows:—
| Great Britain | 42,700,000 |
| Continent | 22,900,000 |
| United States | 13,350,000 |
| East Indies | 2,100,000 |
| | ————— |
| | 81,050,000 |
In a recent estimate published by Messrs. Worral &
Co., of Oldham, the spindles and looms engaged on cotton
in Lancashire and its borders are given as 40,946,709
spindles, and 582,504 looms. This does not include other
parts of the kingdom, nor a number of looms just now
starting; therefore we may without erring take the number
of cotton looms in the kingdom at about 615,000. In
India there are 18,536 power looms.
The number of persons employed is:
| Males | 196,378 |
| Females | 307,691 |
| | ———— |
| | 504,069 |
of which 465,654 are in England and Wales, 37,167 in
Scotland, and 1248 in Ireland.
Cotton Districts.
Taking into consideration the various districts of
Lancashire, Blackburn is the most northern of those
which take an important part in the industry, and this
town also takes the lead in Lancashire, if not in the
whole world, with regard to its importance as an exclusively
cotton manufacturing town. The class of goods
made are of a plain character, principally shirting, mulls,
and jacconetts, while a large number of looms are engaged
on dhooties, grey and coloured, which goods were introduced
from Glasgow. A large quantity of dobby
dhooties are manufactured in this district—this class
of cloth, of comparatively recent origin, having been[12]
first made in Blackburn. The local spinning industries
are now very important, most of the spindles being run
by those who are also manufacturers.
Darwen weaving trade is of a similar character, and
there is a fair trade in yarn by several sale-spinning mills.
The neighbouring towns of Preston and Chorley have
a connection with goods of a distinctly finer and more
“fancy” character, such as leno, velveteen, damasks,
embroidery, and brocades, while the plain trade, including
the well-known home trade shirting, is important. Here
also the spinning trade is comparatively small, the yarns
spun being 40/80’s T and 40/90’s W.
Burnley is remarkable for the recent increase of
cotton manufacturing within its borough, and has a most
extensive trade in Burnley printers and shirtings, with a
few heavy twills—ranking second to Blackburn in quantity
produced.
Accrington, Harwood and district have a plain trade,
but in yarns the goods are of a much finer character than
other plain districts. A large business is done in the
better classes of printers for the supply of the local print
and dyeworks.
The spinning of medium fine yarns, 40/200’s, from
Egyptian cotton, seems to be centred in Bolton, as is
also the manufacture of heavy fancy goods, especially
Alhambra, Marseilles, and other counterpanes and towels,
with some finer fancies—leno, damasks, and velvets;
although many mills are to be found engaged in Blackburn
goods.
Haslingden, Bacup, Rawtenstall, and many smaller
districts in East Lancashire are engaged on manufactures
of coarse and heavily-sized goods, shirtings, T-cloths,
Wigans, and domestics.
Manchester, while being pre-eminently the English
market of the manufactured cotton goods, is also known
as the locality where the finest yarns known to commerce
are spun—i.e., yarns from Egypt, and Sea Island cottons,
80/200’s in twists, and 80/350’s in weft. The finer
numbers, however, are not used for the ordinary purposes
of manufacturing, their consumption being divided[13]
between the lace curtain manufactories of Nottingham
and the great sewing thread factories. The weaving
trade of Manchester consists of checks, ginghams, Harvard
and Oxford shirtings.
Oldham is, it is needless to state, the spinning
town. Here the coarsest yarns, 4/24’s, made out of the
waste from finer mills, have their spinning centre, and
here the spinning of medium yarns from American cotton
has made the name of the town familiar wherever English
cotton yarn is known.
Rochdale depends mainly on the coarse trade, 12/24
warps (water T) made from Indian cotton, together
with some mule spinning up to 30/40’s. The weaving
of the heaviest cotton goods from waste, twills, sheets,
T-cloths, velveteens, fustian and cords, is here carried on.
Mossley, 30/50’s, warp yarn; Shaw Lees, Royton,
Dukinfield, Ashton, Heywood and Hyde, may be placed
in the same category as Oldham, minus the waste trade.
Stalybridge spins 30/150’s.
Stockport has good trade in spinning, as high as
150’s gassed and doubled yarns with varied weaving, including
the well-known Turkish towels.
Nor must the other parts of the United Kingdom be
forgotten. Cotton weaving extends no further into Yorkshire
than Todmorden, and about 2,000,000 spinning and
doubling spindles are in use about Halifax, Brighouse,
Sowerby Bridge and district, these being employed on
yarns for dress fabrics made of a mixture of cotton
and worsted, as well as for curtains and hosiery in the
Nottingham and Leicester districts. In Scotland, the
cotton trade is confined to the counties of Lanark,
Renfrew and Ayr. The spinning trade is here going down
rapidly, there only being about one third the number of
spinning spindles running this year (1888), as compared with
1857. The doubling spindles are on the increase, especially
for the Paisley thread trade. The weaving department is
also increasing, there being in the three counties 28,853
looms as compared with 20,963 in 1856. The superior
classes of cloth are made for the home trade—fine reeds,
fine muslin, plain and figured, and the manufacture of[14]
Turkey reds is also extensive. In Ireland there are three
cotton-spinning firms, three cotton-weaving firms, and one
both spinning and weaving, with a total of 70,900 spindles,
and 2501 power looms.
Summarising the different classes of work into which
the industry is divided, we may allot to the coarse plain
trade the Rossendale Valley and Rochdale, locating the
medium plain trade in Blackburn, Burnley and Darwen,
with the finest plain goods in Accrington and Preston,
the light fancy trade in Preston, Chorley, and Ashton,
and the heavy fancy in Bolton and Bury.
Cotton.
Even in a manual treating of the weaving processes it
is not foreign to refer succinctly to the cotton and the
treatment it has undergone to fit it for use in a weaving
shed. The manufacturer who has had experience in a
spinning mill often finds the knowledge acquired there to
stand him in good stead in the selection and use of the
yarn. Our chief supplies of cotton are drawn from the
United States of North America; next in importance,
although far removed in quantity from the first-named, is
East India, then Egypt, and lastly Brazil. Cotton is a
fibrous vegetable substance, being the fruit of the cotton
plant, a shrub of the Malvaceæ, genus Gossypium. There
are several varieties of this plant, but the development of
the raw material is the same in each. The plant attains
its full height about June (this being about two months
subsequent to sowing), and the bolls or seed pods are
found to be ripening about the middle of July. These
bolls, about 1in. diameter, are divided by membranous walls
into three parts, containing three or four seeds each, covered
with the thin transparent cylindrical fibres attached by
one end to the seed.
As the fruit approaches maturity, these fibres lose
their cylindrical form, becoming ribbon-shaped through
the collapse of their walls, and at the same time each
fibre twists on its axis, thus causing a sufficient pressure
on the interior of the boll to burst it at the junction of
the compartments in the outer casing.
[15]

FIG. 1.

FIG. 2.

FIG. 3.

FIG. 4.
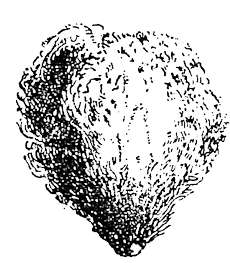
FIG. 5.

FIG. 6.
After being left on the trees for some days, during
which time the ripening influences are at work, increasing
the convolutions and maturing the fibre—or exposed
perhaps in the case of unfavourable weather to the
damaging influence of rain, which stains the cotton, or
intense heat which renders it brittle, or wind which fills
the boll with sand or leaf—the cotton is picked. It is then
passed through a gin, a machine which has for its object
the separation of the fibre from the seed. This latter,
which in medium-stapled cotton exists in the proportion
of 2lb. seed to 1lb. fibre, is used up at the oil-mills—while
the cotton is packed in bales of 4cwt. and forwarded
to the sea-coast for export. The foregoing may
be taken as a condensed description of the cultivation of
cotton on an American plantation. In Brazil and Egypt
the season is about a fortnight later; in India planting
generally commences in July, or immediately after the
dry season.
The raw fibre then is a ribbon-shaped filament with[16]
corded edges twisted with 300 to 800 convolutions to the
inch; thus, although to the naked eye appearing quite
smooth, under the microscope it has somewhat of a
resemblance to the shape of a joiner’s auger.
Fig. 1 represents a typical cotton fibre about 400
times the actual size, and Fig. 2 represents its section.
Fig. 3 represents an immature or imperfect fibre, one which
is more transparent, brittle, and weak than the ordinary
fibre, with no tendency to take dye. The convolutions
also are few and irregular. Fig. 4 represents its section.
The longest fibre is the Sea Island cotton grown off
the coast of the States, averaging 1-5/8 inches in length,
and chiefly spun into 150’s to 400’s yarn, although for
experimental purposes 2150’s have been produced from
it. Egypt gives three varieties—brown, white, and Gallini.
The first-named is commonest and is used for 50’s to
150’s wefts and twists.
The American States yield a comparatively clean
and even-running cotton, the best variety being Orleans,
of a mean length of 1-1/16 inches, used for 30/40’s T and
30/60’s wefts. Texas, though shorter, is from its strength
used for warp yarn, while the numerous varieties
classed as uplands or boweds are suitable for weft
on account of their usual good colour and cleanliness.
The difference between the white 60’s and 70’s wefts
and brown ditto is that the latter is from brown
Egyptian cotton.
Brazilian is a very harsh fibre about average length,
and used for twists either alone or mixed with American.
The East Indian varieties are extremely variable in
length, and also in relation to the quantity of weak fibres;
the properties common to almost the whole being brown
colour, and dirty and rough character of the cotton.
It is chiefly used in Rossendale, Bury and Oldham for
coarse counts.
In the medium trade the fibre is subjected to no fewer
than nine processes (each different, and sometimes duplicated
or triplicated) before it arrives at the form of even
thread known as yarn. In the fine trade two or three
additional processes are added.
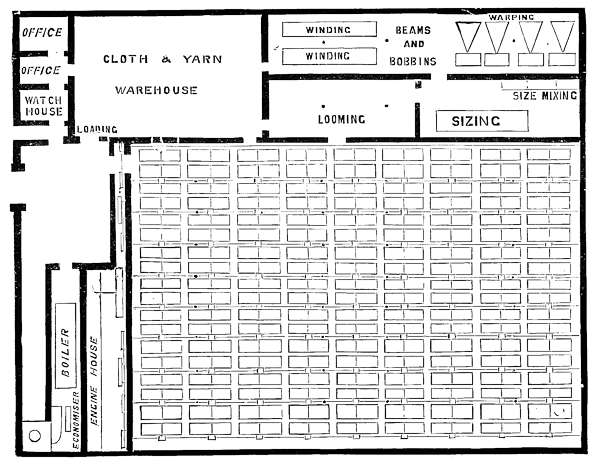
PLATE I.—PLAN OF SHED.
To face pp. 16 and 18.
[17]
The spinning department, to describe it briefly, consists
of:—
1. Mixing the cotton in stacks to secure thorough blending
of various qualities, and elimination of the unevenness
present in different bales or parts of one bale. Then
commence processes for cleansing, viz.:—
2. Opening or passing the matted pieces of the bales through
a series of armed beaters having the functions of both
separating the material into small flakes and removing the
heavier impurities contained in it, such as sand and seeds.
3. Scutching.—In this process a wing beater, revolving at a
speed of 11/1500 revolutions per minute, removes the
remainder of the heavy dirt, delivering the material in the
form of a lap or roll of cotton. This process is repeated.
4. Carding.—Here, by means of revolving cylinders covered
with fine wire teeth, and combing the cotton against other
cylinders or plates similarly covered, the light impurities—leaf,
dust, short and weak fibres—are extracted, and the
lap attenuated into a thin sliver, in which the fibres are
laid in such a position as to be easily drawn parallel at
the drawing process. These four kinds of cleaning
machinery remove impurities and other matter foreign to
the nature of cotton, to the extent of about 10 per cent.,
taking middling American cotton.
5. Combing.—The long fibres are here separated from the
short, thus enabling a portion of the cotton to be used
for spinning finer yarns than the bulk would spin. It
is only in the mills spinning yarns above, say 80’s,
that this process is found; in ordinary, the custom is to
go direct from carding to
6. Drawing.—A simple process repeated for yarn up to 30’s,
used three times up to 60’s, and four processes are used
above this. The machine has for its object the levelling
of the slivers, six of which are placed together and drawn
six times the original length. When this has been repeated
once or twice, the sliver becomes very even and silky in
consequence of all the fibres having had the curl taken
out and been laid parallel to each other.
7. Slubbing; 8. Intermediate; and 9. Roving.—These frames
are all constructed on one principle, and have for their
object the gradual diminution of the thickness of the[18]
sliver, which at these processes is attenuated so much
as to require twisting to keep it from breaking at the
succeeding process. An additional jack roving frame is
used at mills making over 100’s yarn.
10. Spinning completes the object of all the former machines—i.e.,
to produce a level clean thread, free from unevenness
in every respect.
Four sorts of machines are used for completing the
attenuation—the self-actor mule, ring frame, hand mule,
and throstle frame. The two latter are fast disappearing
in consequence of the great improvements over the hand
mule recently made in the self-actor mule, so as to spin
fine counts up to 300’s, and in the increased output of
the ring over the throstle frame. The mule is automatic
in all its movements for spinning the yarn and winding it
on the spindle in the form of a cop—i.e., a cylindrical
coil of yarn, cone-shaped at each end. In this machine
the spinning is intermittent—i.e., for a few seconds the
different portions of the machines are engaged in drawing
out the roving to the required fineness until about 64 inches
have been spun, the slack being taken up by a moving
carriage bearing the spindles, then a few seconds are
employed in drawing back the carriage and winding the
yarn on the spindles. The ring frame is a constant
spinner, and as fast as the yarn is spun it is wound on a
bobbin, while the necessary twist is put in by a traveller
shaped [C] revolving round a ring. It will thus be seen
that the ring frame is only suited for warp yarns, mainly
in consequence of having to use a bobbin, which of course
requires modifications in the shuttle and box of the loom,
and even then is disadvantageous. The ring frame is
suitable and preferable for warp yarn up to 40’s, where the
spinner also reels, warps or weaves his own spinning.
The mule spins both weft and twist. Throstle twist (or,
as it is called when reeled or warped by the spinner,
water twist) is generally admitted to be the evenest
and roundest thread, ring twist being next best, and mule
yarn inferior to both. Mule yarn, however, possesses
an elasticity which neither of these can boast of.
[19]
From a consideration of spinning we arrive at a
definition of the manufacturing processes.
Unlike the spinning which is carried on in a building
five or six storeys high, the manufacture of cotton goods
takes place in a “shed,” as much of the work as is possible
being carried on on the ground floor. The weft yarn, or
that which is laid transversely in the cloth, leaves the mule
in the condition in which it is required at the loom, but the
twist or warp yarn passes through several “preparatory”
processes to fit it for the operation in the weaving:—
1. Winding—to take the yarn from the cop and place it on the
warper’s bobbin.
2. Warping or beaming to wind the yarn from 400 or 500
bobbins to one large beam.
3. Sizing—i.e., covering the warp with an adhesive preparation
to fit it for standing the strains in weaving.
4. Attaching the healds and reeds to the warp, called looming
or drawing-in.
5. Weaving.
Each of these will be described more fully in succeeding
chapters, and as in different districts different methods
are employed, more especially in the sizing and beaming
systems, the one chosen for most minute description will
be the one used most commonly, although the other
systems will be referred to.
The weaving mill—or, as it is termed, shed—requires
description next. The general details of such a building
will be more easily understood by referring to the annexed
plan.
The most important point to remember in the arrangement
of the rooms for the different processes, is to place
each so as to require as little transit of material as
possible. The engine, a condensing one of 110 indicated
H.P., horizontal, is driven by the steam generated in a
30ft. by 7ft. two-flued steel boiler working at 120lb.
pressure.
In the flue is fixed a set of economisers heated by the
hot air and gases generated in the furnace, and through
the pipes of which passes the feed water.
[20]
In the winding room are two 200 spindle machines (100
each side), keeping 12 winders employed. There are 3
beaming frames, 504 ends each. In the sizing department
are found the usual becks and cisterns for mixing purposes,
and one slasher sizing machine. It will be noted that the
weaving shop has direct communication with the looming
room where the beams are stored, and with the warehouse
whence the weavers obtain the yarn, at the same time
returning the manufactured material. There is also an
outlet into the mill yard without passing through any
other department.
In case of a new shed having to be built, many
important questions present themselves for consideration.
In fixing upon the site, the essentials for a suitable
position are a foundation sufficiently damp and of such a
nature as not to easily part with moisture, even in hot
weather, so as to preserve that humid atmosphere so
essential to good weaving, more especially where heavy
sizing is resorted to; yet there must be no yielding, for it
is of vital importance that vibration be reduced to a
minimum, both in weaving, winding and warping, to avoid
breakages of yarn.
As many readers will be aware, it is partially in consequence
of this disadvantage being removed in mills
entirely on the ground floor, and partially in consequence
of the increased dampness thereby obtained, that such
mills can obtain good results out of inferior yarns. A
position in the neighbourhood of good workpeople is most
important; such an advantage more than compensates for
the increased rents, rates and other dues of a town as compared
with a country district, for with inferior employés,
inferior work, and therefore less advantageous prices and
fewer orders, are a consequence, while the cost of production
is increased. Good coal and water supplies are of
importance, and are best obtainable in the vicinity of a
canal, and if the district under consideration be a hilly
one, it will be worth while considering how to be sheltered
from that bête noir of a weaver, the east wind.
[21]
CHAPTER II.
WINDING AND WARPING, WARP YARN, WINDING FROM
COP, BOBBIN AND HANK, BEAMING, SECTIONAL WARPING,
BALL WARPING.
As
has been previously mentioned, the weft yarn,
when it leaves the mule, is in the requisite form for
use at the loom, whilst the twist or warp yarn
passes through at least three processes to fit it
for the operation of weaving. The object of these processes
is to coat the yarn with a layer of the adhesive
substance necessary to protect it from the chafing in the
loom, and, secondly, to coil the threads of warp upon a
flanged roller evenly, so that they will unwind at the
loom in a level sheet the width of the beam, and containing
the requisite number of ends to make a cloth of
desired dimensions. Bearing this object in view, it is
not difficult to understand the three processes—winding,
warping, and sizing.
The Twist.
The warp yarn is generally received by the manufacturer
from the spinners in skips of 200/250lb. weight,
and in the form of a cop. This has a cylindrical formation
coned at each end, the more pointed end from which the
yarn is unwound being called the nose, the opposite end
the cop bottom. The best Oldham spinners make the cop
about 7-1/2 inches long and 1-3/8 inches in diameter.
In judging twist yarn preference is given to the most
even thread, round and free from motes, soft places, and[22]
snarls. The latter are caused by slack ends at the mule,
the torsion of the thread taking up the loose yarn in the
form of a twisted loop. A similar effect called a snick is
caused by loose ends and inferior traverses at the winding
frame, but wherever caused, the fault is most annoying to
the weaver, and deteriorative to the cloth if intended for
printing, as the loops rise after the cloth has received the
impression of the pattern, showing white specks of an
objectionable character. The twist cop should be of full
dimensions, firm and hard copped, free from loose ends,
and having clear apertures at the bottom for the winder’s
skewer. Any fault in these respects causes an increased
percentage of waste—most objectionable to a manufacturer.
The selection of a yarn for profitable use depends
upon the foregoing qualities, but care must be taken to
select for heavy sizing an openly spun yarn; for lightly
sized printing cloths a strong, well-twisted yarn; for
sateens and velveteens a level one; and for other goods
yarns suitable to them.
Winding from Cops.
The object of the machine shown on Fig. 7 is to
wind the yarn from the cop to a bobbin of about 4-1/2 inches
lift—that is, having a barrel 1-1/2 inches diameter, and a head
or flange at each end with a space between of 4-1/2 inches.
The machine, Fig. 7, is duplex, having similar parts
on each side of the frame; on each side will be observed
two rows of spindles driven from a central tin drum by
bands; five inches from the top of the spindle is fixed a
braid bearing a flannel washer on which the bobbins rest,
and are driven round by the friction; the cops are fixed in
a spindle rail, the end from each passing round a knee
board covered with flannel, thence through a brush which
serves a secondary object of cleansing the thread from
loose dirt, and tightening it so as to prevent snicks being
formed. In front of this brush is fixed a guide plate,
slitted to prevent the winder lifting the thread so as to
pass lumps too large to go through the slits.
FIG. 7.—WINDING MACHINE.
To face pp. 22 and 23.
[23]
The brush and guide plate form a traverse, moving in
slides alternately up and down to fill the bobbin with yarn,
which is drawn from the cop through these “cleaners” by
the friction between the bobbin and the revolving spindle.
To enable a greater length of yarn to be wound on the
bobbin, it is made of a barrel shape—i.e., of greater diameter
at the middle than at the ends. Although the first few
layers appear parallel, a greater increase of diameter is
noticed at the centre of the lift afterwards, simply caused
by allowing a longer dwell of the traverse than at the ends
of the bobbin.
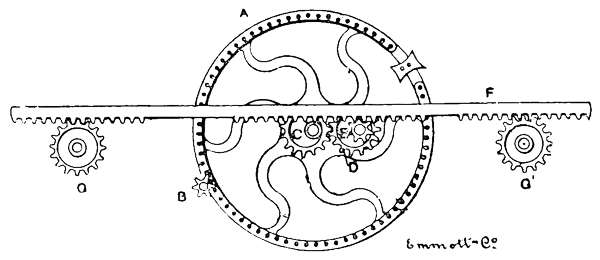
FIG. 8.
Fig. 8 shows an ingenious arrangement for obtaining
the reciprocating motion, and at the same time the
varying speed. A mangle wheel A is driven by pinion B,
alternately engaging with the inside and outside of
mangle wheel, thus reversing its direction of motion. On
mangle wheel shaft a spur wheel C of eccentric motion
gears with a similar one D on a stud, driving by a pinion
E the rack F connected with the traverse. When the
traverse is halfway of the bobbin, the mangle wheel is set
opposite to the pinion B; and the small side of the eccentric
C driving the large side of D. It is quite plain, then, that
by this setting of the eccentric wheels the traverse will be
at its slower speed, while as the mangle wheel revolves[24]
the larger side of C will drive D, and thus drive the
traverse quicker as it gets near to the flange of the bobbin,
and consequently nearer to its reversal. An exactly
similar movement is obtained in another make of winding
frame by means of a heart cam actuating a treadle, to one
end of which is attached the traverse chain. As the
larger or smaller part of the heart actuates the treadle lever,
it is driven more quickly, while its normal speed is
attained when contact is equi-distant between the apices.
It will be observed that when the bobbin attains a larger
diameter, even if the speed remains the same, the yarn is
wound on more quickly in consequence of the bobbin’s
greater circumference, but the speed is also increased
because of the additional friction generated by the
increased weight. To obviate this uneven strain on the
yarn, the back row of spindles is often made to revolve
more slowly than the front one, and as the bobbin
increases in size it is placed on the back row. Winding
from either throstle or ring bobbins is performed on a
similar machine, modification having to be made in the
spindle rail only, so as to obtain a proper position for the
bobbin to unwind itself, the yarn coming off the bobbin at
right angles to it and causing it to revolve on the modified
spindle. Occasionally, where a manufacturer possessing
the cop winding frames uses ring bobbins, the yarn is
unwound from them in the ordinary way over the nose of
the bobbin, and a little additional drag is applied.
Winding is performed by women, who are remunerated
at the rate of about 1/4d. per lb. for 32’s T, and proportionately
more for higher counts. The most frequent fault in
the shape of the bobbin is in its being soft near one of the
flanges: often dirt gathering in the guides causes this, or
the traverse is not set half-way of the bobbin when the
mangle wheel crab is opposite to the pinion. Gigging
is the name given to winding off any excessively large
bottoms by means of a slowly revolving bobbin, forming
part of the winding frame. The speed of the driving drum
averages 160 revolutions per minute. The traverses should
have all gatherings of fluff, motes, etc., brushed out twice
a-day.

FIG. 9.—BEAMING FRAME.
To face pp. 24 and 25.
[25]
Winding from the Hank.
Coloured yarn used for dhootie and other striped
cloth is received by the manufacturer in the hank, in
which form it is dyed. When winding it on the ordinary
bobbin for warp, only slight modifications of the winding
frame are required. A swift is substituted for the spindle
rail, and used for holding the hanks while unwinding them,
while the kneeboard and brushes are absent. If the
coloured yarn be used for weft for heading purposes, a pirn
is substituted for the bobbin.
Other systems of winding have been introduced with
only partial success, the principal one being a modification
of drum-winding: a tube on which the yarn is wound rests
horizontally on a revolving drum, the thread traverses the
width of the drum, and thus a bobbin is built up, having
level edges sufficiently firm without any protecting flanges.
The ordinary drum-winding is similar, excepting that a
flanged bobbin is used.
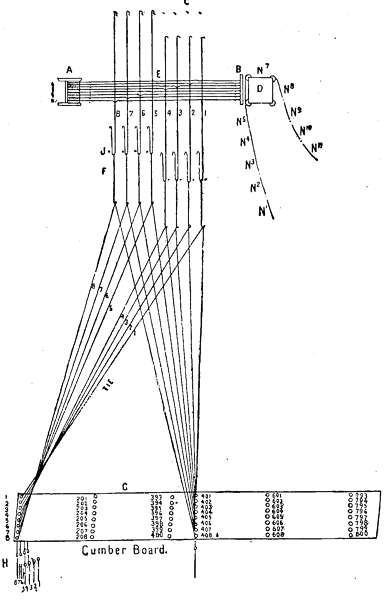
Beam-warping.
Three methods of warping are in use, but far ahead
of the others in production stands the beaming system.
To enable a sufficient number of threads to be gathered in
one sheet for sizing purposes, say 2000, it is necessary to
wind them first on a warper’s beam. This is a round
roller, of wood, five inches in diameter, having an iron
flange 20 inches diameter, and also an iron pivot at each
end. This will hold 500 ends, each 15,000 to 20,000 yards
in length, so that for a cloth of 2000 ends four beams are
required at the sizing machine.
The beam-warping machine is for the purpose of
warping the yarn from these 500 bobbins to a beam.
The bobbins from the winding frame are placed in a
creel, generally a [V] creel, and shaped in plan view as its
name indicates, each arm of the [V] being a frame containing
tiers of pegs to hold 250 bobbins, the apex being
nearest to the frame. The yarn passes through a reed,
under and over several horizontal rollers, emerging in front
through a guide comb, and thence to the beam. The[26]
beam is driven by friction, resting on a large drum making
about 50 revolutions per minute; therefore, whatever the
size of the beam may be—i.e., whether full or empty—the
yarn, being pulled at the front, is travelling at a constant
speed.
To avoid sudden strains of yarn the creel does not
rest on the floor, but is suspended from overhead beams
by rods. The older makes of beaming frames have a bed
creel. Only one vertical creel is used, the other half of the
bobbins being fixed in a horizontal frame. The [V] creel is
preferable.
The whole frame occupies a space of about 16 by 18 feet.
The guide comb is of interesting construction. It is
capable of expansion or contraction. Each tooth of the
comb projects from an iron box, and is kept in position by
being passed through the coils of several spiral springs;
by means of a screw and nut at each end these springs can
be compressed, thus diminishing the distance between the
comb-teeth equally at all parts of the comb. When the
expanding combs are used, far leveller beams are made
than are otherwise attainable.
In the event of a thread breaking, the warper
must have some arrangement for running the yarn back,
so as to find the broken end to piece it up. This is
obtained by six falling rods placed above seven fixed ones.
When the machine is running forward the sheet of yarn
passes between the fixed and loose rods, the latter resting
on a slide. When the machine is reversed, the slide
receives a slight impulse, allowing one rod to drop, say 3-1/2
feet, the yarn being suspended at the top by the fixed rods;
whilst this rod is dropping it pushes the slide still further,
and another drops, and so on, until when the sixth rod has
fallen, twelve times 3-1/2 feet equalling 42 feet of yarn are
taken up. This is ample for piecing purposes; indeed, the
woman in attendance seldom finds it necessary to go so far.
FIG. 10.
FIG. 11.
PLATE II.
To face pp. 26 and 27.
Prevention, however, is better than cure, and several
machines are on the market fitted with stop motions to
arrest the action of the machine at the breakage of a single
end, and reducing the number of falling rods to two. One
favourite system is to have a small bent wire, not unlike a[27]
hairpin, but about 1-1/4 inch in length, suspended from each
thread and held in position by slots across the frame.
This system is shown in Plate II., Figs. 10 and 11.
Immediately under these pins are two nip rollers M (Fig.
10), revolving in contact, one of them borne on a movable
centre, and attached to an upright lever N. This is
immediately above an upright slide I, the bottom of which
is connected to one end of a lever centred on the drum
shaft of the frame. At the other end of the lever is a foot
board and also the connection of a long rod with heavy
balance weight always tending to press the footboard up,
and consequently the slide down.
The machine is driven by a single open strap on the
pulley, which, however, does not actuate the machine until
it is pressed against the friction plate.
To start the machine, the footboard is pressed down,
the slide consequently lifted and held in position by a
hook which catches on the framework. By an inclined collar
J, on the centre of the lever H (Fig. 11), the friction pulley
and plate are pressed into contact and the machine is
in motion. When an end breaks, the hair-pin drops
between the nip rollers, pressing the loose one away from
the other, therefore by means of the upright lever already
referred to knocking off the catch H (Fig. 10). As soon
as this is done the slide drops, and with it the lever O.
The inclined collar relieves the pressure on the friction
plate and the machine stops. The attendant pieces the
broken end which is thus brought under his or her
notice.
Beam warping machines are of various sizes, the most
common being for 504 bobbins, the width being 9/8ths, or
54 inches between the flanges of beam. Other widths, of
course, are in use, from 44 to 108 inches.
The waste of yarn, in the preparatory processes, indeed
in all departments of mill work, is extremely important,
and should be kept at as low a percentage as possible. At
the winding frame the total waste should be 1 to 1-1/4 per
cent., varying with the count and quality of yarn, and the
total waste of warp yarn throughout the mill should not
exceed 1-1/2 per cent. at the most.
[28]
For the purpose of measuring the length of yarn on
the beam, each warping frame is supplied with a roller
half-a-yard in circumference, round which the yarn
passes; on the end of this roller is a worm driving
a worm wheel B, of 54 teeth; on the stud carrying B is
a second worm C, driving a worm wheel of 132 teeth.
The worm only takes one tooth at each revolution, therefore
a complete revolution of the first worm wheel
represents a length of 27 yards having passed the measuring
roller; this is equal to one tooth only on the second
wheel B; therefore, a complete revolution of the latter
means 3564 yards—technically called a wrap—1/2 × (54 × 132)/(1 × 1)
= 3564. If a warp contains 4 wraps and 7 teeth, it is
14,445 yards long - 4 × 3564 + (7 × 27). For other
warping calculations see Chapter IX.
The faults in beams are principally, bad, or no
piecings, soft places caused by fine threads, or ends
unevenly distributed in the combs, or by crooked flanges.
Where dhooties and other striped cloths are made,
the warper has to be provided with a sheet showing how
the coloured yarn is “laid in” at the side. This will be
described under the heading of Dhooties. Where possible,
all the coloured yarn is placed on one beam of the set,
leaving the other beams all “grey,” as the undyed yarn
is termed.
In any case of warping two counts of yarn on one
beam, whether coloured or grey, allowance must be made
for the different diameters of the threads.
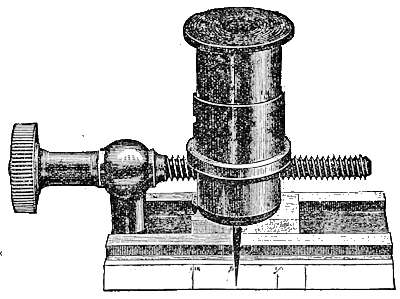
Sectional Warping.
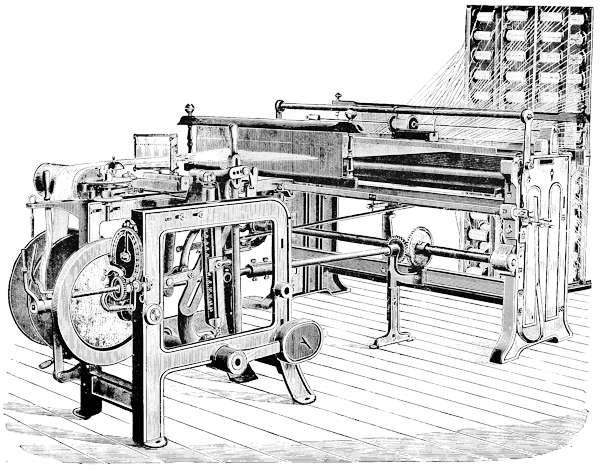
PLATE III.—SECTIONAL WARPING FRAME.
To face pp. 28 and 29.
Where a warp is composed of two or more different
counts of yarn, or where a ball warp is required without
having recourse to the old circular warping mill, it is usual
to use a sectional warping frame—Plate III.
As its name indicates the beam is warped in several
sections called “cheeses,” of the usual diameter, but only
about five inches in width. Several of these sections are
afterwards slid on a bar, compressed at the ends and
treated in the usual way. If required to be made into a[29]
ball, the ends are gathered into a loose rope and coiled in
a balling machine. This latter method is generally adopted
in those spinning mills where the yarn is warped by the
spinner and sold in the ball. The sectional mill is a
diminutive beaming frame of 400 bobbins running at a
high speed. The yarn is warped on a square block
between two circular plates, and when doffed is flangeless,
thus necessitating careful treatment.
There is an interesting piece of apparatus attached to
these machines for making all the cheeses of a uniform
diameter when a certain fixed length has been wound
on, and the increase of diameter is regulated automatically
by the increment of length. The advantage of this is
obvious when using two counts, say 30’s and 40’s, the
warp in each case being, say, 1200 yards long.
If the diameter of warp were not regulated in any
way, and the same strain placed on the yarn, the 30’s warp
would be of greater diameter than the 40’s, or if of the
same diameter the 40’s would be softer.
To obviate this a standard cheese is made; and in
making it, the attendant releases the setting lever, and
allows the stud to move freely in the vertical slot. With
it is also released the scale lever, and the other parts which
control the presser. A required length of warp is wound
on the section block, say the length of a cut, which is
indicated by the measuring roller, and the movement thus
made by the presser is shown by the movement of the
stud in the vertical slot. The hand-wheel is then turned
until the stud has returned to its former position opposite
the recess in the back of the slot. The position of the nut
is then noted on the front scale, and tightened up by the
handle shown. The setting lever is now brought forward,
and the stud resumes its normal position in the recess,
and the setting operation completed. In order that each
succeeding section may be the exact size and length of
its predecessor, the only attention necessary by the warper
is to see that the revolution indicator points to the same
figures. Thus, when all are run off together, their sizes
diminish at an equal rate.
This machine is taking the place of the warping mill
in the cotton trade, especially for coloured work.
[30]
Ball Warping on the Warping Mill.
Before beam warping was invented, ball warping
was the system commonly employed in the preparation
of yarn for sizing. This is a somewhat clumsy method,
and so far as the cotton trade is concerned has been
superseded by a modern system, excepting in one or two
cotton manufacturing districts situated on the borders of
Lancashire and Yorkshire, and for certain classes of
goods in Bolton. A brief reference to it will not be out
of place then, although, probably, the subject may interest
few readers rather than many. The warping mill consists
of a creel for bobbins, and a large circular frame. These
are of different sizes, a common circumference being
about 18 yards. This framework, or reel, is about 10
feet high, and thus forms a somewhat extensive cylinder.
About 500 bobbins (which are wound from the cop in the
ordinary manner) are placed in the creel and the ends
from each are gathered together midway between the reel
and the creel, at what is termed the heck box. This
slides vertically between two posts, and has for its object
the correct guidance of the yarn to the reel and also the
keeping of the lease. The latter term will be understood
by all connected with weaving as being the separation of
the threads alternately, an arrangement which is used to
enable the position of the ends being easily found in
succeeding processes. Supposing there are 504 ends
in the creel, these would pass through the heck box,
and forming a loose rope be attached to the top of the
mill. This revolves, and as by suitable mechanism the
heck descends, the warp is coiled round the cylinder
spirally, making in all several hundred yards, say 350.
When the bottom of the mill is reached the direction of
revolution is reversed, and a second layer wound upon the
first one, and a third layer on the second, thus a warp of
(3 × 504) 1512 ends is made 350 yards in length. Of
course, the dimensions of the warp may be varied either
in length or number of ends. The warp is now unwound
from the mill and coiled in the form of a large ball. In
districts where ball-warping is still used, the manufacturer[31]
is not usually his own sizer, and the warp, therefore, is
now removed to a sizer’s establishment, where, after being
weighted to the required extent, it is coiled into ball form
again and returned. In the few places where ball-warping
is still used the warping mill just described has been superseded
by the sectional warping frame, as the ends are
kept straighter, and a greater length run through in the
same time. The uneven lengths in the old ball-warping
mill, caused by the outside layers being longer than the
inner ones, are also obviated.
[32]
CHAPTER III.
SIZING MATERIALS, MIXING, AND MACHINERY.

In
a weaving mill there is no more important process
than sizing, and on its satisfactory management
depends the quality and quantity of work turned off,
and probably the success of the concern. This is
exemplified by the anxiety of a manufacturer to get hold of
those recipes well known as obtaining good results. The
sale of a shirting, domestic, drill, or heavily sized cloth,
absolutely depends on the satisfactory sizing, whilst the
cost of making it is regulated by the production of the
looms. This has been known in many instances to vary
2s. per loom per week, in the use of a good mixing and a
bad one. Cotton warp will not weave well without the
previous application of some strengthening substance. In
the loom the tension on the threads is great, and whilst
distended—and therefore in the most favourable condition
for being chafed—the healds with alternate vertical motion,
and the reed with reciprocating horizontal motion, rub the
threads so severely as to fray them to pieces, unless sized.
This point was recognised and counteracted, even in the
hand loom days, as mentioned in Chapter I.
In sizing, the objects are to press into the thread a
mixture of suitable ingredients, so as to strengthen the
yarn, smoothen it, and lay the fibres which project from
the surface of the thread, thus increasing the strength, and
at the same time reducing the amount of fluff at weaving;
also to give to the yarn and cloth the requisite appearance
of toughness, strength or body, known technically as the
“feel.” It is in the sizing that the “boardy,” “leathery,”
“clothy” feels or grip are produced.
[33]
Another very important object of this process is the
introduction into low classes of cloth of an additional weight
of foreign substances. We have not here to deal with the
debated and debateable point of its honesty or otherwise,
but how the object may best be attained; so long as
heavily sized pieces will be bought, so long will they be
made, and no blame can, at all events, be attached to the
manufacturer. He profits not by the weight, unless unscrupulous,
for the price obtained for the piece of cloth is
not based on the total weight, but on the amount of
cotton contained in it. Frequently the state of the market
allows a greater profit out of pure sized goods.
The percentage of size put on cotton goods is calculated
according to the increase of weight on the warp
only. Thus if the warp in a piece of cloth be composed
of 10lbs. of cotton covered with 4lbs. of size, the warp will
have been sized to the extent of 40 per cent. The amount
of size on cotton warps varies from 3 to 200 per cent.
In those classes of goods which are intended for dyeing
or bleaching, and which are generally sold by the counts
of yarn, it is obviously not wise to add foreign matter to
be washed out again, but in those exported goods which
have to be made of a fixed weight, or certain feel, heavy
sizing is adopted. In the chapter treating of cloths, fuller
information on this point is given. Up to 20 per cent. are
termed light sized goods, from this to 50 per cent. medium,
and above 50 per cent. heavily sized.
Yarn for Warps.
The selection of suitable yarn is obviously important.
Warp yarn is generally stronger than weft, and the hardness
is obtained by extra twisting of the thread: owing
to this peculiarity, warp yarn is generally called “twist.”
For heavy sizing purposes, a soft spun twist is advisable,
and one made out of the harder and wiry stapled
cottons. Brazilian is of this character, and is often mixed
with American for “shirting” warps. The spongy and
size-absorbent properties are obtained at the expense of
the strength of the yarn, and therefore a good sizing twist[34]
often winds badly. The colour of the warp yarn is not
important, and therefore whiter cottons are often reserved
for weft. Fine twists are spun out of longer and finer
cottons forming a close spun thread, which is used for
better classes of cloth lightly sized. Strength and elasticity
are great advantages in twist, and these properties
should be obtained and preserved for the last process of
weaving.
Sizing Materials.
Many points distinguish a good size-mixing from a bad
one, and the leading qualifications for a suitable one are
adhesive properties—it is no use sizing warps if the substance
falls off at the loom—good colour, and uniform
consistency. Mealy cloth is often produced by lumpy
size. Yarn, even with a heavy coat of size, should remain
tenacious, pliable and smooth.
The number and variety of sizing substances render it
impossible to adequately describe the properties and use
of each. Mention is only made of those of greatest use
and importance; yet the list is sufficiently long. They
may be divided into four classes—those for forming the
basis or body of the mixing or adhesive substances, those
for rendering the dried size pliable, weight-giving substances,
and antiseptics. In the adhesive substances, flour
is of first importance for medium and heavy sizing. This
is manufactured by grinding a portion of the wheat grain,
and the qualities used in sizing are of the better sort, fully
equal to those used for bread-making. For giving body and
adhesiveness to the size, flour is valued, but is found a
rather expensive substance, and rather inclined to mildew.
To remove this latter disadvantage, and also to render
flour more suitable for the purpose for which it is intended,
most manufacturers steep it in water for periods varying
from three days to as many months. Practical men and
sizing specialists generally agree, however, that from two
to three weeks is the best length of time for fermentation.
On judging the quality of flour, comparisons of colour
and stiffness after boiling are made; in the latter case[35]
equal quantities of each sample should be taken and
treated similarly, both as to amount of water taken and
time allowed for boiling. The best test, however, and one
that applies to all sizing substances, is whether it “goes
far” or not in actual use.
Farina is the ground starch of the potato, and largely
used in light sizing on account of its cheapness and convenience
for mixing. It requires the use of a softener with
it, generally tallow or wax, to counteract a harshness
which it gives to the twist when used alone.
Two other vegetable substances—sago and rice flours—are
used for very light sizing, especially for fine reeds
or coloured work.
Softeners.—Unless some ingredient with a more or
less greasy nature be mixed with the above substances in
sufficient quantities, the warp is so brittle and harsh
as to break frequently in the loom. The substance most
frequently used is tallow (refined animal fats). This is
somewhat expensive, yet its softening properties in heavy
sizing are often introduced into the mixing. The quantity
of tallow to each bag of flour or clay varies according to
the quantity of other softeners used. In using tallow care
must be taken to obtain it hard and free from grit; much
wear of clacks and rams may be attributed to gritty
matter in this and other ingredients, especially in china
clay.
Wax is a softener used for light sizing with farina.
It is of two kinds: Japan wax, a vegetable substance, of
rather yellow colour, and paraffin wax, clear and semi-transparent,
obtained from mineral oils. A high melting
point of wax is a great desideratum, to ensure the mixture
hardening thoroughly on the warp—110° is considered a
fair temperature for wax to bear before melting. For
softness, castor oil and glycerine are occasionally adopted,
as is also Irish moss.
Soap.—A mixture of animal and mineral substances
is not generally used, although a good softener, its frothy
nature when boiling rendering it difficult to deal with.
Soap and chloride of magnesium (so called anti.) should
not be used together, as their action on each other tends[36]
to make the size lumpy. One important property of soap,
or rather alkali contained in it, is that it kills any acid
developed in the mixing. Soda has a similar and stronger
tendency. Chloride of magnesium, muriate or chloride
of zinc have softening properties, but those substances
will be more fully mentioned in the next group.
Weight-giving Material.—Next to flour no substance
enters into heavy mixings in such quantity as china clay.
This is a white earthy matter found in Devon and Cornwall.
After having all stony substances washed out it is
dried and packed in bags for shipment to Runcorn and
other small ports in the neighbourhood of cotton manufacturing
districts. In selecting good qualities, colour
and smoothness should be borne in mind. To use this
material to advantage a good knowledge of other materials
is required, so that such ingredients may be used with
clay as to keep the size on the yarn at the loom. When
clay is boiling it is somewhat dangerous to lift up the
lid of the boiling beck, this substance having an unpleasant
property of spurting up, possibly on the face or
hands of an attendant.
Metal size is that containing the chlorides of the
metals, magnesium and zinc. Chloride of magnesium, a
mineral salt obtained in Germany, is valued as a weighting
and softening compound. It has the peculiar property
of attracting moisture to itself, always causing cloth or
any substance containing it to feel damp. This substance
is melted out of its solid form into a liquid by the application
of steam, and is afterwards stored in a lead-lined
tank. Muriate of zinc, or chloride of zinc, is a substance
of importance for weighting, and is also valuable in
checking the growth of mildew.
Mildew, as may be seen under a microscope, is a
species of fungus—a vegetable growing under certain conditions
favourable to its development. If warp or cloth
is sized or finished damp, then stored in a dry room for
a considerable time, mildew may be expected, unless
antiseptics have been used. An antiseptic is a substance
tending to destroy vegetable life, and of antiseptics muriate
of zinc and carbolic acid are the most suitable for sizing[37]
purposes. As chloride of magnesium does not prevent
mildew, indeed, its use being rather favourable to the
development of that evil, the name anti, or antiseptic,
usually given to it is misleading. It is very important that
a manufacturer should take every precaution to prevent
mildew by the use of real antiseptics, especially when
using such sizing materials as flour, tallow, or any other
which readily mildews. It may be mentioned that the
maker of the cloth is liable for any damage done in this
respect, if the cause can be found in defective sizing,
even though the growth may not be seen until the goods
have arrived abroad.
The before-mentioned chlorides are greatly dependent
on the weather, and also on the situation of a shed, for
their good weaving properties. In case of east winds,
extremely dry or cold atmospheric conditions, or in a dry
shed twist sized with magnesium, zinc or china clay, is
rendered brittle first. Numerous other materials are used
by a few manufacturers, but they do not require an
extended notice. Dividing them into the four classes previously
mentioned, we may refer to:—1st, maize, starch,
tapioca, dextrin, and gum; 2nd, oils, compositions, spermaceti,
curd soap, Irish moss, cocoanut oil; 3rd, French
chalk, Epsom salts; whilst soda is used to prevent iron-mould,
and blue to take away a yellow tinge from the size
mixing.
Size Mixing.
Mixing is performed in becks—wooden tanks fitted
with dashers, constantly revolving and stirring the mixture.
To each beck pumps are attached so as to force the size
to another beck to complete the mixing process; or, if the
mixing is ready for use, to pump it to the size box of the
slasher frame.
A set of becks generally consists of four—two about
4 by 8 feet, and two each 4 feet square, while for heavy
sizing a copper or copper-lined boiling pan is used. This
latter is fixed at a higher level than the becks for convenience
in transferring the boiled size to the becks.
[38]
Considering that a mixing made from a fixed quantity
of certain ingredients is not generally used for percentages
ranging more than 15 per cent., and that different mixings
are required all the way up to 150 or 200 per cent., whilst
at the same time not more than two or three manufacturers
may use exactly similar mixings even for the same degree
of weighting, it will readily be seen that the mixings
employed in the cotton trade are innumerable. This
difference has been caused by the jealous care taken by a
sizer to preserve to himself the recipe of his own mixing,
and rightly so. Thus, new mixings have had to be
adopted by new firms, the correct quantity of each
ingredient having to be fixed by repeated experiments;
and as the true properties of each substance have not been,
and are not yet, well understood among manufacturers
according to scientific investigation, the differences of
opinion, and consequent differences of recipes, are very
great. Nor is it to the ingredients that these opinions are
confined, but to the order of putting each into the beck,
the times of fermenting and boiling, and many other details.
It is somewhat difficult to satisfactorily determine
beforehand the amount of weight which can be obtained
from a mixing. An instrument, really a hydrometer, but
often, from the name of its inventor, dubbed a “Twaddle,”
is sometimes used; but unless a fixed temperature is
always taken, these instruments are not reliable, as a
mixing twaddles differently at different heats. Indeed,
from the varying results obtained, a twaddle cannot be
said to be of much practical use in sizing. A better
system, perhaps, is to take the proportion of solid or semi-solid
matters in a mixing as against the weight of water,
and compare it with the ratio of another mixing which
is known to give a certain percentage. Thus, if one
mixing of 3lb. of solid matter to a gallon (10lb.) of
water gives 25 per cent., then a mixing with 6lb. solids
to the gallon may roughly be said to put in 50 per cent.
Heavy liquids, such as zinc and solution of magnesium
chloride, will have to be reckoned partially as liquids, in
consequence of the evaporation which will take place
on drying at the cylinders; and the softeners, from their[39]
inability to retain liquids as well as the starches, will
not be calculated as having the same weighting power.
Magnesium may be reckoned as having one-third of its
weight in solids, and zinc at one-half.
For Light Sizing.—Taking a pure size, say 8 to 10
per cent., farina and wax or tallow is generally used
as being the cheapest, and at the same time most suitable
mixing. The ingredients are generally combined in the
same beck that they are boiled in; for 10 per cent. the
following may be used: 200lb. farina, 20lb. wax, 200
gallons water. By the addition of clay, the same may
be made serviceable up to 25 per cent.
For Medium Sizing, say 50 per cent.—Flour, clay
softener and chlorides are used—say flour 480lb., clay
224lb., tallow 60lb., chloride of magnesium (so-called
anti) 5 gallons, zinc 2 gallons, soda 8lb., water 150
gallons in all. It is mixed as described for 100 per cent.
For 100 per cent.—1lb. of size for 1lb. of warp.
Similar ingredients are used, but different proportions.
Flour 560lb., clay 560lb., tallow 130lb. (or other
softener), chloride of magnesium 20 gallons, chloride of
zinc 10 gallons, soda 10lb., and blue.
The flour is steeped alone for three weeks, at the end
of which time the zinc is added to it with soda and boiled,
then the other ingredients, which had been previously
heated in the boiling pan, are lowered into the flour and
the whole boiled together.
For 150 per cent. put still more clay and magnesium
to the same quantity of other substances, adding some
specially prepared softening grease, or adhesive size
mixture.
The mixing of size requires constant care and supervision;
for variations in the quality of materials, in the
weather, or in time of storage or steepage necessitate
changes in the proportions of ingredients to obtain correct
and unvarying weights.
Sizing Machinery.
The slasher is the machine generally used for applying
the size to the yarn; the usual name for the process is[40]
taping, a word derived from the old tape frame in use 30
years ago, and handed down to its successor, the slasher.
One sizing frame is required for 300 looms, the width of
the frame being adapted to the size of beam required for
the loom; this is a few inches wider than the cloth. A
common size is a 9/8; this makes warps 54 inches wide
between the flanges, the drying cylinder face being 60 inches
wide; a 6/4 is 60 inches beam and 66 inches on face; an
8/4 = 78 inches and 84 inches respectively.
A sizing frame is of great length, and in three
portions—at the back the creel, in the centre the drying,
and in front the headstock. (See Plate IV.)
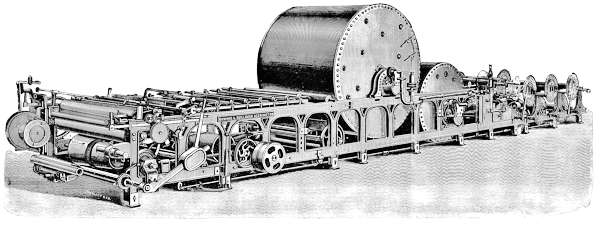
PLATE IV.—SLASHER SIZING MACHINE.
To face p. 40.
Supposing a warp is required of 2480 ends—three
beams, each 504, will be taken together with two of 484
each; these are placed in the creel in two levels, and the
narrower ones are placed at the back. If they were in
front of the broader ones the sheet of warp would overhang
the narrow beams. The ends are gathered in one sheet,
the layers from the hinder beams passing over the top
beams and under the bottom ones, all leaving the creel
after passing under the foremost beam and travelling into
the sow box. Two contiguous boxes or troughs are used
for holding the size—the one farther from the creel, called
the size box, receiving the mixture directly from the beck,
a regulating valve being fixed on the inlet pipe to prevent
the box becoming too full. The sow box is the larger one,
and receives the size from an aperture in the bottom of
the size box, as well as from a separate pipe. In the
bottom of the sow box is fixed a boiling pipe of
elliptical form, perforated with small holes, through which
steam is forced into the size, causing it to boil, and thus
always be in the fittest state for application to the yarn.
At about half the height of the box two pairs of rollers
are fixed, the back pair having the bottom one of wood,
and the top one of iron, covered with flannel and cloth;
the front bottom roller, or finisher, is of copper, having
resting on it a heavy iron one, likewise covered with
several layers of flannel and two of cotton cloth. On
the firm and even surface of these rollers depends, to a
great extent, the quality of the sizing. Between the[41]
wooden roller and the end of the box nearest the creel
is a copper immersion roller, its use being to lower or
raise the warp in the size by means of a rack and pinion.
The warp ends coming up from the beams pass under
the immersion roller, thus being soaked under the surface
of the boiling size, thence between the first and second
pairs of rollers—the object of these being to press out
all superfluous size and imbed into the thread that which
is required. Immersing the thread deeply is advantageous
for heavy sizing, although, by simply dipping it, the fluid
only attaches itself to the outside of the thread. Better
results could be obtained by pressing the yarn whilst under
the surface. An example of the hollow india-rubber ball
illustrates this. If a punctured or slit ball be immersed
in water, without pressure, little or no fluid enters it;
but if, whilst under, it is squeezed, the air is expelled,
and, on expanding, the surrounding water enters, filling
the cavity. Similar results can be obtained by expelling
the air from the interstices of the yarn whilst under
the size, and patents have been taken out for suitable
apparatus. This point is worthy the attention of
machinists. Unless well boiled, size retains a granular
nature, causing faulty cloth; to obviate this, many
machinists insert between the size beck and the sizing
frame an extra boiling apparatus, so arranged by the
intervention of pipes to boil the size under pressure,
impinging steam against the particles of size as they
enter the box, thus breaking the globules. After boiling
thus, the size enters the box in the ordinary way. To
lay the fibres on the yarn a few sizers have recourse to
revolving brushes acting on the thread directly after
passing the finisher roller. These revolve about 700
revolutions per minute, considerably faster than the warp
speed. They are considered advisable for fine reeds and
fancy goods.
Adverting to the process of sizing the warp, we come
now to the drying; this is done by means of two tin or
copper cylinders about 7 feet and 4 feet diameter respectively,
the larger one being nearer the front of the frame
(see Plate). Steam at a low pressure is admitted to[42]
these, and both are enclosed in a wooden case. The sheet
of warp passes over the smaller cylinder without touching
it, and round the larger one; leaving this at the bottom,
the twist is next led over the small cylinder and passes
to the front of the frame under both. Thirteen or fourteen
yards of warp are always drying. Although the
moisture has been expelled, the twist is now in a very
hot state, and on its passage into the headstock a couple
of fans are used for cooling purposes. Systems of drying
by currents of air have been introduced, but seem to take
no hold in the cotton industry. It is important that the
surface of the drying cylinders be kept smooth.
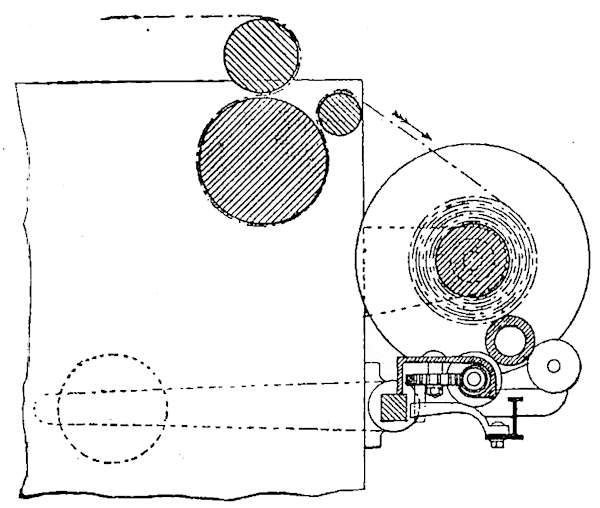
FIG. 12.
The headstock of the slasher consists of framework,
holding the rods and reed necessary for separating the
sized threads, and the apparatus for winding the yarn on
the weavers’ beam. This latter operation comprises the
driving of the whole machine, as all the actuating
power is transmitted from the headstock by the pull
exerted at the front of the machine. By iron rods the
sheet of warp is repeated horizontally into as many
layers as there are back beams; then, by means of an
expanding comb, the rods are separated vertically; thus[43]
each being sundered from its fellows, no possibility of
“sticking” remains. The split rods are shown in Plate IV.
The most effective mode of winding the yarn on the
beam is shown in section at Fig. 12.
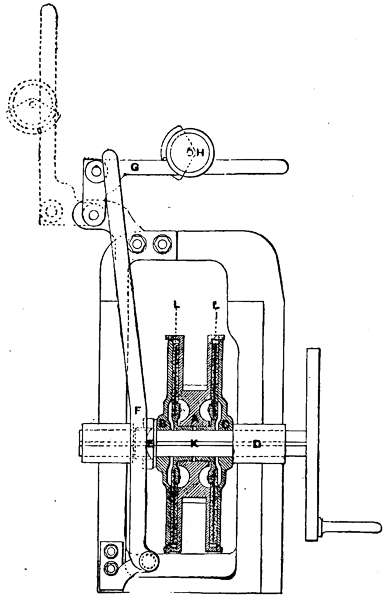
FIG. 13.
Power is received by the main shaft carrying the cone
drum, and transmitted by a strap cone drum; this in turn[44]
drives by a pinion the wheel fixed on the friction roller (the
largest of the three rollers at the upper part of Fig. 12),
which is thus positive driven. It also drives the beam
shaft, but not positively; the only connection between the
cog wheel A, Fig. 13, and the shaft on which A rides loose,
is by means of the friction plates L, between A and B,
and A and C.
Unless these are compressed so as to clip a felt
washer, the beam is not driven at all, so that it is very easy
for the sizer to regulate the tension at which his yarn shall
be wound by moving the weight H on the lever G, which
presses the positive driven plates B and C against the
friction driven plates L L, bringing them into closer
contact and thus speeding the beam, consequently tightening
the yarn.
The friction roller is a shade larger in diameter
than the finishing roller in the sow box, and is connected
with it by a long side shaft, each roller revolving at the
same speed; the yarn is consequently kept sufficiently tight
during the whole process.
In the old style of frame, without the above-mentioned
friction, cone drums were used for regulating the speed
of the warp. As the beam increased in diameter, one
revolution meant a greater length of twist wound on, and
the strap had to be moved along the cone drums to diminish
the number of revolutions of the beam per minute, and
thus keep the speed of the sheet of warp constant.
Numerous presses are used to get a hard beam with a
greater number of cuts on it. Although, when extremely
hard, the weaving is more difficult, the advantage of fewer
gaitings of beams in the shop, doffings at the size frame,
and less waste is adequate compensation. These presses
generally consist of one or two rollers resting on a stand
under the beam in the frame. By weighted levers the
stand and rollers are forced upwards against the beam, and
keep it hard whilst winding. Figs. 14 and 15 represent
plan and section of this presser.
The duties of the slasher, or, as he is more frequently
called, the taper, are to keep the size of proper boil and
density, so as to obtain a constant weight of cut, to keep
the twist pieced, and doff the beams when filled. In some[45]
operations it is necessary to stop the frame for a few
minutes, and although the stopping handle is connected
with the cylinder steam pipe to prevent further admission
of steam to the cylinders, these remain so hot as to brown
the twist.
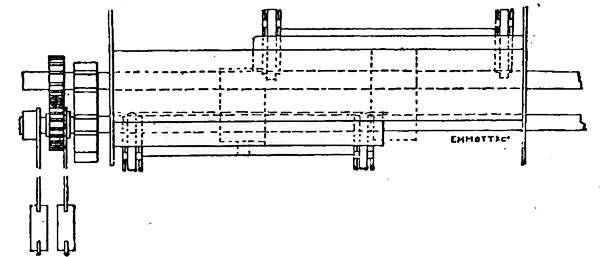
FIG. 14.
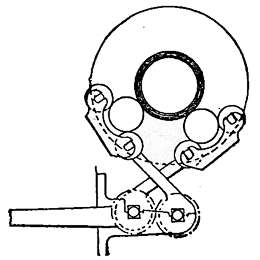
FIG. 15.
Slow Motion.
A slow motion is usually fixed on new frames, and as
will be seen from Fig. 16, it is a simple and effective
method for preventing brown or hard places in the warp
by running the machine very slowly instead of stopping it
completely. A thin pulley rides on a collar on the main
shaft of the frame, and by the gearing shown (Fig. 16) drives
the driven cone far slower than its usual speed. Obviously[46]
the fast and slow motions could not be both connected
with the driven cone by fixed gearing, and consequently,
to enable the slow motion to be put in gear only after the
fast speed is out of action, the shaft only drives a plate
carrying a ratchet pawl. The ratchet wheel is on the
driven cone shaft, and as the pawl only overtakes the wheel
when the latter is almost stopped, the desired end is
obtained.
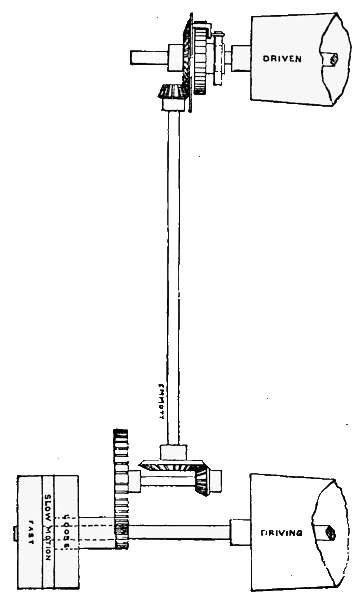
FIG. 16.
[47]
Marking Motion.
To enable the weaver to finish the piece when a
required length has been woven the warp is marked at the
sizing frame at a certain length. This is generally done
for plain goods by means of a measuring roller 14·4 inches
in circumference, round which the twist passes. On the
end of this is a tin roller wheel driving a change wheel or
stud wheel. By means of a worm on the same stud the
motion is transferred to a bell wheel of 45 teeth, which drives
a marking cam so arranged as to gradually lift and suddenly
drop a hammer, which smits the warp against a block
soaked in some colouring matter.
To get the wheels for a certain length, say the stud
wheel, multiply the length of mark desired in inches by tin
roller wheel, and divide by the bell wheel and the circumference
of tin roller.
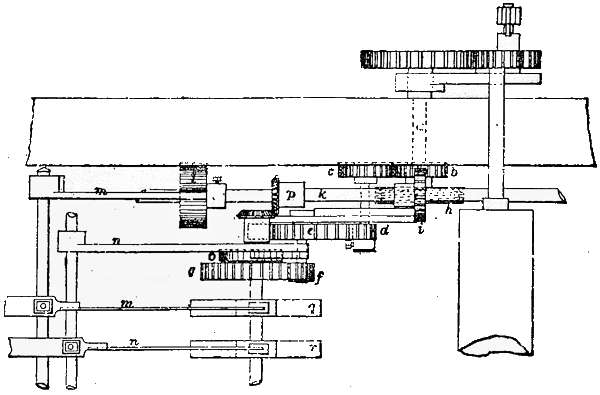
FIG. 17.—DHOOTIE MARKER.
To get the tin roller wheel, multiply the circumference
of measuring roller by bell wheel and by stud wheel,[48]
dividing by length of mark required. To prove this the
length of mark may be obtained from the wheels, say
stud wheel 105 and tin roller wheel 45.
(14·4 × 45 × 105) / 45 = 1512 inches, or 42 yards.
In marking dhooties, in addition to the smit for the
end of the piece, additional smits have to be made where
the heading for each scarf has to be inserted. Usually
this is done by having an additional train of wheels and an
extra marker, called a dhootie-marker, to strike 3, 4, or 6,
etc., times for the cut-marker’s once. In Fig. 17 a special
arrangement is shown. The usual wheels are shown at h,
the worm i, the bell wheel k, the bell shaft cut-mark
hammer m. The other wheels and the marker n refer to
the dhootie mark; b is fixed to the stud and drives c with
d, a pinion on another stud; the wheels e, f and g complete
the train, and on the same shaft as g a cam o operates the
dhootie-marker. This is arranged to strike any number of
times for once of the cut-marker, regulated by the number
of teeth in the change wheel f, 10 teeth in which give one
mark to a cut mark, 30 give three marks to a cut, 100 ten
marks to a cut, and so on by somewhat similar systems
for higher numbers.
Tape Dressing.
The tape dressing machine—the predecessor of the
slasher—is still used in Scotland, being suited to the light
fabrics principally made there. The back beams are
placed in a creel at one level and the ends pass through
a reed at the back of the frame. The sheet is then
immersed in size, and passes between a pair of slowly
revolving circular brushes, afterwards being dried by a
fan, and also on a small cylinder. There is no friction,
and the yarn is wound on the beam after being split by
the rods and reed.
Ball Sizing.
Only one system of sizing in addition to those referred
to requires description, and that is ball sizing, the process[49]
following ball warping, described in the previous chapter.
The warps are uncoiled from the ball, and run into a large
vat of size, at the bottom of which the warp remains
some time, passing over and under some eight or ten
rollers until thoroughly soaked. The superfluous size is
expelled by passing the warp between rollers, when it
is removed to another machine for drying purposes.
This has 12 cylinders 2 feet in diameter, and of considerable
width, heated by steam. Between these cylinders
the warp is flattened and dried, after which it is again
balled and placed in a cloth for a short time to become
“mellowed;” even yet it has one process to undergo—beaming.
Here the warp is taken, the ends sundered out
and run over a frame to the weaver’s beam. The reader
will readily see that the extra processes of balling after
warping, and beaming after sizing, as well as two machines
required for sizing, are sufficient to explain the fact that
ball systems are dying out, and not only for this reason,
but also because of the uncertainty as to what extent
goods can be weighted, the percentages being very
irregular. The warps are often streaky also, but the
thread preserves a rounder and stronger formation than
at the slasher frame.
Looming and Drawing.
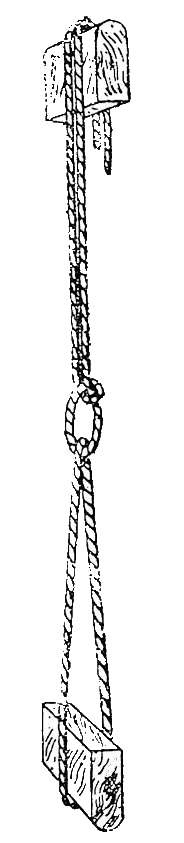
FIG. 18.
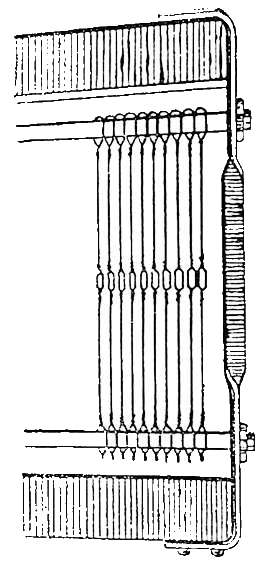
FIG. 19.
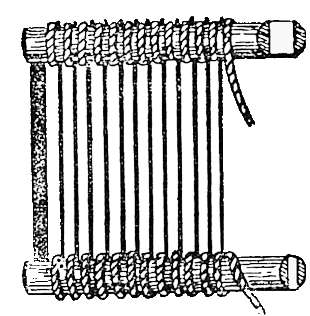
FIG. 20.
The weaver’s beam, as made at the sizing frame,
contains from 500 to 1000 yards of warp, according to
the counts of yarn and number of ends. It is not yet
ready for the loom, as the healds and reed have to be
attached. If new healds and reed are used each end must
be drawn through an eye of one of the healds and through
a dent in the reed. In this case the operation is performed
by a drawer-in, who, with hooks at one side of the gears,
draws the ends through, which are presented to him by
a reacher at the opposite side. In case of healds having
been used before with similar draft, counts per inch, etc.,
a loomer or twister-in is required, who, with an adroit
twirl, pieces each end on the new beam to a corresponding
one which has been left in the heald from an old beam.[50]
These men are remunerated for plain work at so much
per 1000 ends, the drawer having more for the same
number of ends. The order in which the ends are drawn
through the healds is most important, although for plain
and simple fancy work one system is generally adopted;
for fancier cloths the difference of draft is great, and
regulates to a great extent the kind of figure produced
on the cloth. These healds and reed are required in[51]
the loom, being of great importance with regard to the
proper interlacing and guidance of the ends. The healds,
sometimes called heddles or gears, are of cotton or
worsted, and are used in making the shed for the passage
of the shuttle. The usual form is a loop, tied through
which is a second loop, knotted so as to leave a quarter-inch
eye. Fig. 18 explains the structure. The healds
are knit in a special machine, and when finished show
the loops ten inches deep, connected with a braid running
along the top and bottom. The eyes are closely or
sparsely arranged, according to the counts of reed for
which the healds are intended. Staves are inserted in
the top and bottom loops, and a set of healds consists
of three or more staves. Plain could be woven by two
staves, but four are almost always employed. The ends
of warp are drawn through the healds, one through each
eye. The method of separating the warp to form a shed
is apparent. For example, suppose a warp of 2000 ends
be drawn on four healds, each having 500 eyes, and two
of these healds be raised whilst the other couple is
depressed, a shed of two equal parts will be formed.
Metallic healds are being introduced, we believe,
satisfactorily. The loops and eyes are of wire, sliding
on bars attached to the staves (Fig. 19). A set of
healds may be used for different counts of reeds.
The reed, comb or ravel (Fig. 20) is an arrangement
of dents—pieces of flattened or polished wire four or five
inches long fixed between strips of wood by pitched
band. The dents are closer or not as the reed is finer
or coarser in counts. Generally, two ends are drawn
through each split or dent.
[52]
CHAPTER IV.
WEAVING, PLAIN LOOMS, SHEDDING, PICKING, BEATING-UP,
OTHER MOTIONS, MODIFICATIONS OF LOOM,
SPLIT MOTIONS.
The
last process of manufacturing, and the one in
which all the preceding ones culminate, is weaving.
This has for its object the combination of the
warp and weft yarns, interlacing one with the
other in such manner as to produce a firm texture, fitted
for the varying uses to which cotton cloth is adapted—for
warmth, for ornament, for trade purposes—for sale.
The power looms of the present day, as employed in the
cotton industry, vary very little in construction in the most
widely separated districts, unless for very different classes
of work, then what modifications are required consist of
extra mechanism added to our common type—the plain
loom.
The Plain Loom.
The machine required for the weaving of plain cloth,
or cloth in which each end of weft and twist is interwoven
alternately and on the face of which no figure is shown, is
simple. The warp yarn is contained on a beam, the weft
is placed in a shuttle, and the loom consists of the
necessary framework and mechanism for holding the
warp in the required position, passing the weft between
alternate warp threads.
A general view of the loom is shown in Fig. 21,
whilst a detailed representation is given in Fig. 22.
[53]
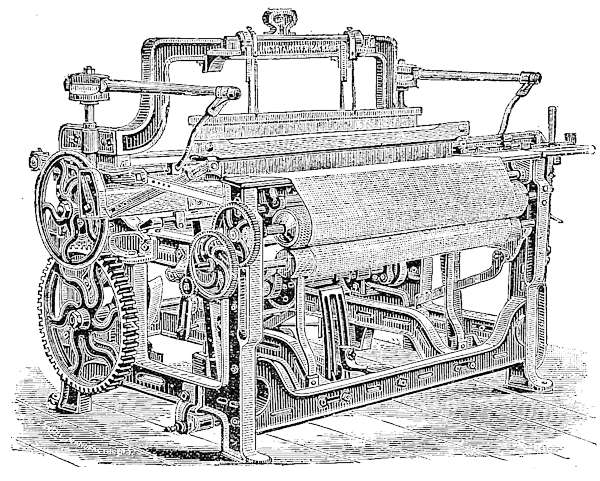
FIG. 21.—PLAIN LOOM. (Front View.)
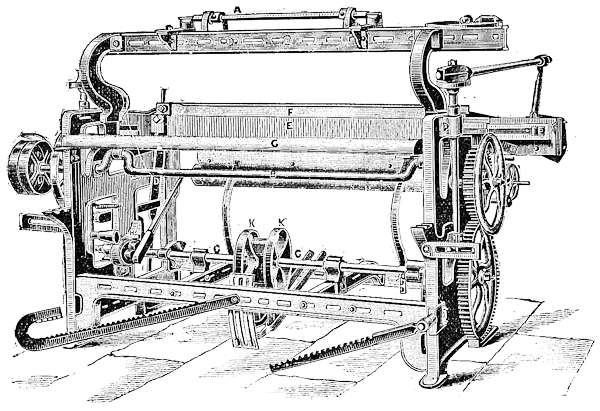
FIG. 22.—PLAIN LOOM. (Back View.)
In the process of weaving it is necessary to hold the
warp somewhat tightly, each portion at the same tension,
and to obtain this condition the cloth is pulled forward by
the taking-up roller as it is woven; but the warp is held
back by the friction of weighted chains or ropes on the
collars of the beam. The warp passes upwards from the
beam, over the back rest, and thence to the back of the
healds; between the back rest and healds are the lease
rods—a large one with a smaller rod nearer the healds.
By means of these rods the warp is separated into equal
portions, two ends passing alternately over or under the
thick rod; those passing over the thick one also run under
the thin rod. The rule commonly observed for four healds
is to have the ends passing the first and the third heald[54]
[55]
over the thin rod, and those drawn through the second
and fourth over the thick rod, and consequently under the
thin one. The first heald is the one nearest the front
of the loom; the draft is 1, 3, 2, 4, and applies to plain
cloth, although the first and second healds are worked as
one, and the third and fourth together. Respecting the
two ends which pass together at the lease rods, the one
through the front heald is to the left of the one through
the third heald; whilst with the other couples, the end
through the more forward heald is to the left of the other.
The weaver, bearing these rules in mind, can thus find
the place of any broken end. The healds are suspended
on each side of the heald roller A by means of straps
and cords, which are shown. The portion of the heald roller
supporting the back healds is larger than for the
front ones; this is to make the former when lifted make
the shed at the same angle as the front healds. Below
are seen the crank shaft B, and the tappet shaft C, driven
from it at exactly half the speed. The latter shaft bears
the picking plates H and shedding tappets K. The slay,
supported by the slay-sword[2] D on the rocking shaft
is shown also. It carries the reed at E, held in position
by the slay-cap F. The back rest at G, over which
the warp passes, and the weight levers and driving
pulleys are also noticeable parts. The cloth is woven pick
by pick, and the whole action of the loom may be comprised
in repetitions of the operations contingent on
putting in one pick. Supposing the warp to be in position
and the whole machine in weaving order, the first movement
is to open the warp into two parts, and is called
shedding; the second is to pass the shuttle through the
opening thus made, called picking; and thirdly, to beat
up the weft close to the pick last put in—technically, to
the fell of the cloth. In addition to these, auxiliary movements
are taking place for winding on the woven cloth,
keeping it distended, and checking the motion of the
loom in case of accident.
[56]
SUNDRY FITTINGS FOR LOOM.—FIG. 21.
The illustrations on the opposite page represent a
number of the various cast-iron parts which form a loom.
- 1 Back Bearer
- 2 Swing Rail
- 3 Brake
- 4 Brake, with Loose Clip
- 5 Stop for Bobber Wire
- 6 Gib for Crank Arm
- 7 Cotter for Crank Arm
- 8 Short Strap for Crank Arm
- 9 Step for Pin for Slaysword
- 10 Block for Crank Arm
- 11 Brass Steps for Crank Arm
- 12 Long Strap for Crank Arm
- 13 Bracket for 2-rod Vibrator
- 14 Eccentric for Vibrator
- 15 Crank Wheel
- 16 Swing Rail Brackets
- 17 Counter Twill Wheel
- 18 Large Twill Wheel
- 19 Small Twill Wheel
- 20 2 by 1 Leaf Tappet
- 21 2 by 2 Leaf Tappet
- 22 Large Tappet
- 23 Plain Tappet for Twills
- 24 Twill Bowl
- 25 Large Heald Boss
- 26 Small Heald Boss
- 27 Radius Bracket
- 28 Tappet Wheel
- 29 Slay Sword for Loose Reed
- 30 Slay Sword for Loose Reed
- 32 Slay Sword for Fast Reed
- 33 Pulley
- 34 Strap Fork Bracket
- 35 Strap Fork Bracket
- 36 Brake Stud and Bracket
- 37 Taking-up Catch Bracket
- 38 Brake Lever
- 39 Frog Plate
- 40 Frog for Opposite Side
- 41 Strap Fork Bracket
- 42 Bush for Old-make of Looms
- 43 Binder Boss for Twill Shaft
- 44 Dollhead Bracket for Twills
- 45 2 by 2 Leaf Dollhead
- 46 Small Tappet
- 47 Plain Treadle Bracket
- 48 Plain Treadle Grate
- 49 Dollhead for 2 by 1 Twills
- 50 Plain Dollhead
- 51 Change Wheel
- 52 Rack Wheel
- 53 Strap Fork Bracket
- 54 Frog (spring handle side)
- 55 Picking Bowl Stud
- 56 Loom Side Cap
- 57 Yarn Beam Bracket
- 58 Picking Bowl
- 59 Picking Bowl Collar
- 60 Picking Boss
- 61 Top Plate for Picking Stick
- 62 Under Plate for Picking Stick
- 63 Square Hole Cap
- 64 Picking Plate
- 65 Picking Neb
- 66 Hat for Picking Shaft
- 67 Foot-step for Picking Shaft
- 68 Swan Neck
- 69 6in. Ruffle
- 70 Fly Wheel
- 71 4in. Ruffle
- 72 Spring Bracket for Picking Shaft
- 75 Incline
- 76 Weft-fork Holder
- 77 Weft-fork
- 78 Brake Lever Rest
- 79 Bowspring Bracket
- 80 Bowspring
- 81 Upright Temple Spring
- 82 Under Spring
- 83 Small Spring
- 84 Knocking-off Finger
- 85 Hinge Spring
- 86 Front Plate for Slay
- 87 Bracket or Rest for Stop Rod
- 88 Finger for Loose Reed Stop Rod
- 89 Stop Rod, Rest, and Bracket
- 90 Heater Spring
- 91 Heater
- 92 Brake Wheel
- 93 Flange
- 94 Beam Wheel
- 95 Carrier Wheel
- 96 Cloth-rod Finger
- 97 Taking-up Lever Catch
- 98 Taking-up Lever
- 99 Three Leaf Treadle Grate
- 100 Twill Treadle Bowl
- 101 Twill Treadle Bracket
- 102 Long Twill Treadle Bracket
- 103 Treadle Bowl
- 104 Treadle Bowl Pin
- 105 Four Leaf Treadle Bracket
- 106 Four Leaf Treadle Grate
- 107 Holding Catch Bracket
- 108 Holding Catch
- 109 Carrier Wheel Stud
- 110 Carrier Wheel Stud Bracket
- 111 Treadle for Small Tappet
- 112 Twill Treadle
- 113 Change Wheel Boss
- 114 Taking-up Catch Lever Bracket
- 115 Back Lever Stud for Reverse Way
- 116 Binder
- 117 Duckbill
- 118 Slay Stud
- 119 Regulating Finger
- 120 Slay-stud Bolt
- 121 Hook for Chain on Cross-rail
- 122 Boxwood Strap Guard
- 123 Fly Spindle
- 124 Shuttle Guide
- 125 Slay Plate
- 126 Spring Hook
- 127 Swell
- 128 Incline Tumbler
- 129 Organ Handle Bowl
- 130 Organ Handle
- 131 Box End
- 132 Box End Spring
- 134 Tricker
- 135 Loose Reed Weft Grate
- 136 Loose Reed Weft Grate Neb
- 137 Fast Reed Weft Grate Neb
- 138 Fast Reed Weft Grate
- 139 Bow Spring Bracket
- 140 Weight Lever Spring
- 141 Under Beam Lever
- 142 Under Beam Lever Bracket
- 143 Weft Lever Bracket
- 144 Hammer
- 145 Temple Spring
- 146 Greyhound Tail
- 147 Hammer Stud
- 148 Hammer-stud Bracket
- 149 Tumbler Bracket
- 150 Tumbler Neb
- 151 Weight Lever Hook (reverseway)
- 152 Weight Lever (reverseway)
- 153 Usual Weight Lever
- 154 Plain Treadle for Large Tappet
- 155 Vibrator Lever
- 163 Loose Clip for Brake
- 164 Back Bearer Bracket
- 165 Crank Shaft Bush
- 166 Brake Weight
- 167 Fast Reed Brake
- 168 Weft Lever Stud
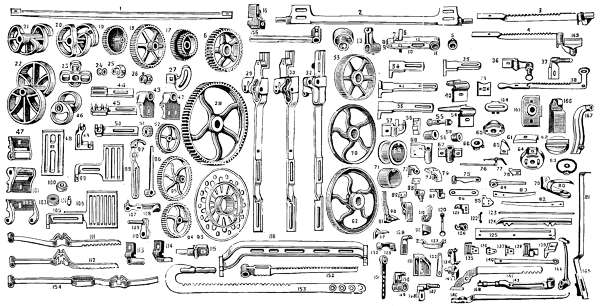
PLATE V.—PARTS OF PLAIN LOOM. To face p. 56.
[57]
Shedding.
Shedding is very important, and more so in figured
cloth than in plain; for it is by the shedding in its varied
character that fancy cloth is principally produced. For
plain cloth, a two-leaved or two-plated tappet is fixed on
the tappet shaft, acting on a bowl fixed to the end of a
lever, as shown in sketches of looms. There is one lever
or treadle to each plate, and the heald worked by it is
attached at the centre by wire, and a small corded cross-piece
of wood, called a lamb. From the sketch it will be
seen that, as the tappets revolve, the healds are alternately
lifted and depressed, opening the shed in the warp. The
shed for one pick will have the front heald at the top, and
the back one at the bottom; whilst for the next pick
their positions are reversed. The tappets are of rather
peculiar form, a common shape for plain being shown
at Fig. 28.
Working on the centre S the eccentricity obtained
is employed in depressing the healds, but by an
intermittent movement. The shed must be opened
quickly to economise time, but must be left open
sufficiently long to enable the shuttle being picked
through. A reference to the shape of the plate in Fig.
28 will show this. From N to H is the portion for
depressing the heald, from G to H being an arc of a
circle and the part by which the heald is held stationary,
while G M corresponds inversely with F N, and allows
the heald to rise. It is necessary for the eccentricity to
be equal at each shed, a point which may be tested by
noticing if the sway of the beam is the same at each
shedding. To get this, the treadles must be level when
the healds are, and the centre of the bowl directly under
the centre of the shaft. The bowl should be in contact
with the tappet during the whole revolution, and thus
give an easy tread—jerky motion in either treading or
picking being very detrimental to good weaving. A good
shed should be almost as large as the shuttle at the point
where it passes through, quite clear from obstructions
of any kind, and the lower half of it not too low, or,[58]
as it is termed, not “bottoming” too much, for when
too low the warp is frayed by the movement of the
slay.
A point regarding which weaving technologists often
enter into profuse arguments and diagrammatic illustration,
may here be summed up in a few words. The line
of warp when the healds are level should be below a line
drawn from the temple to the back rest, and the lower the
healds are in this respect the better is the cover on the
cloth, although attention must be given to the remarks
in a previous paragraph regarding bottoming. Whether
the lowness of the warp line is produced by depressing
the healds or raising the back rest is immaterial.
When plain cloth is woven in a twill loom, the tappets
act above the centre of the treadle, and of course are
of smaller size, the healds being connected to the end
of the lever opposite to the fulcrum.
The calculation of the size of the shed from given
dimensions of the tappets and treadles forms a good
example in leverage. Suppose the stroke of the tappet,
or the distance through which it moves the treadle bowl
(represented in Fig. 28), between the outer and inner
circles is 3-1/2 inches. The treadle is 30 inches long, the
treadle bowl being 25 inches from the treadle pin, and the
healds connected 15 inches from the pin or fulcrum at
N. Then the movement of the heald from its highest to
its lowest level is equal to the distance moved through
by the point N—i.e., 2·1 inches—for if the bowl moves 3-1/2
inches, the point N moves (3-1/2 × 15) / 25 = 2·1 inches. This gives
the size of the shed at the healds. Suppose the heald in
question is 7 inches from the fell of the cloth, the shuttle
passing through the shed 2 inches nearer to the cloth,
then the size of the shed at the heald multiplied by 5 and
divided by 7 gives its size at the point where the shuttle
passes through, or (2·1 × 5) ÷ 7 = 1·5 inches.
There is a slightly different shedding arrangement
adopted in some looms, frequently so in Yorkshire, but
rarely in Lancashire. This is the Bradford gear shown
in Fig. 23. The tappets are placed outside of the loom,
and the treadles are connected to the healds through[59]
jacks at the top of the loom. A leaf or projection on the
tappet in this arrangement causes the heald to rise, not
depressing it, as in the previously described arrangement.
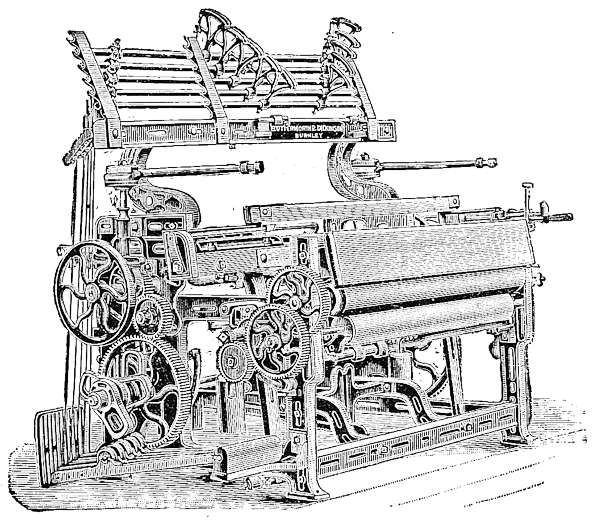
FIG. 23.—BRADFORD LOOM.
Picking.
Among cotton looms the over-pick or Blackburn pick
is commonest. Attached to the tappet shaft are picking
plates, one at each side of the loom. As the picking
arrangement at one side is similar to that at the other, a
single description applies to both.
The picking plate ends in a point and acts on an
upright picking shaft through a stud affixed to the latter.
The point is removable and is lengthened in broader looms
about 1/8 inch for every 10 inches wider reed space. At the
top of the picking shaft is a picking stick, an arm of some[60]
30 inches long, carrying a band connected with the shuttle
box of the slay. It is now necessary to describe the slay.
This is a beam of wood along which the shuttle is passed
through the shed and by which the reed is held to beat up
the weft. Its length is about 3 feet more than the width
of the cloth being woven, the space at each end being
taken up by the shuttle boxes. These are cavities open
at the top and at one end just sufficiently wide to hold
one shuttle. Parallel to the bottom of the box or fly-plate
is a spindle carrying a hard piece of horny substance
called a picker. To the top of this the band from
the picking-stick is attached, whilst at the bottom the
shuttle rests against it. The back of the box forms an
angle of 86° with the fly-plate—thus, as it were, forming
a dovetail into which the shuttle is bevelled to fit. The
space between the boxes is called the shuttle race; it
is not absolutely level, the middle point being from 1/8
to 1/4 inch lower than the boxes, the greater depression
being for wide looms.
It will be easily seen how the revolution of the picking
plate actuates quickly the picking shaft, and consequently
the end of the stick, with an increased speed. The blow is
transmitted to the picker and the shuttle driven across the
slay into a similar box at the other side.
When a new shed has been formed by the healds it is
driven back again.
A smooth pick is most desirable, and for this reason
the stud on the picking shaft must be set so as to receive a
smooth side blow from the plate, neither a downward
nor an upward one. This is a point in the tackling of
looms which receives the attention of every good overlooker.
The shuttle used in the ordinary classes of cotton
goods is of box or some other heavy wood pointed and
tipped at each end with iron. The usual length is about
13 inches and depth 1-3/8 inch. Care must be taken that it
is smooth at all parts where it comes in contact with the
twist, free from knots or other flaws, which, should they
give, would make havoc among the threads.
The weft is in cop form, and fits on a peg inside the
shuttle, the loose end from the cop nose being drawn[61]
through the shuttle eye by a strong inhalation of air by
the weaver. To prevent excessive waste the manufacturer
should obtain yarn well copped, the cops hard, free from
nicked places caused by the minder having his ends down;
clear apertures at the bottom of the cop, which should
also be free from backlashing—that is, ends hanging
slackly below and over-lapping those previously wound on.
Weft cops, or pin cops, should be five inches in length,
and as thick as the shuttle will admit of. Weft yarn is
selected according to its evenness, good cover or nap,
and cleanliness.
Beating Up.
The shot or pick of weft often being put through
the shed, is at a distance of five inches from the woven
cloth, and requires pushing up into close contact with it.
The motion of the slay performs this operation. As
explained on page 60, the slay is a beam of wood
carrying a reed, and having a reciprocating motion to and
from the fell of the cloth, imparted to it by the cranks
on the shaft (Figs. 22 and 43.) The beam is supported
on two vertical rods, called slay swords, attached near the
bottom of the loom to a vibrating or “rocking” shaft.
The slay is away from the cloth or front centre a sufficient
time to give opportunity for the propulsion of the shuttle
through the shed. Were the crank-shaft at the same
level as the slay-sword pin, the dwell at each end of the
stroke would be exactly equal—a dwell of some duration,
however slight, it is obvious, there must be. However,
the centre of the crank-shaft is at a lower level than that
of the connection of the crank-arm with the slay-sword
ears, and thus the slay dwells longer at the healds than
at the cloth. As the slay makes some 200 strokes per
minute, the variations of speed at the back and front
centres are scarcely observable, but by means of exact
measurements a certain amount of dwell may be traced
at the back centre.
By describing a circle to represent the movement
of the crank, and at a distance from it drawing to scale an[62]
arc of a circle to represent the movement of the slay, we
can prove the foregoing remarks. In Fig. 24 the circle
referred to is shown, and also the line A E representing
the stroke of the slay. By observing the position of the
ends of the connecting rod E1, when in contact with the
circle at the back centre, and also when the slay is at front
centre, we find that it has travelled over from E1 to A1,
which is more than half of the circle. Then assuming
that the crank-shaft runs at one even speed, we would say
that the slay takes longer time going forward than coming
back. Again, by measuring the movement of the slay
from A to B at the front, and from D to E at the back,
these parts are found of equal length, but by extending
from these points our crank-arm of equal length in
every case, we find that to move the slay from B to A and
back occupies a space on the circle from B to B1, while to
move the slay from D to E and back occupies a space
from D1 to D1 obviously greater, from which fact we
assume that the slay occupies a longer time at the back
than at the front, an arrangement purposely contrived so
as to get theoretically a longer dwell. The difference
between the arcs D1 D1 and B B1 is approximately 15°.
Calculating at 180 picks per minute, we get the difference
between the time of dwell at front and back to a seventy-secondth
part of a second—to a practical mind not a very
great consideration.
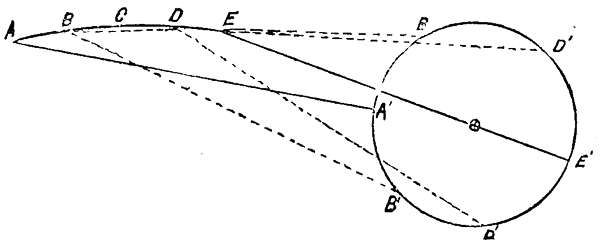
FIG. 24.
[63]
The shuttle race is made of hard wood laid on the
beam, and in addition to the depression at the centre is
also rather wider at the middle of the race—at that point
bulging out slightly against the reed, which is kept in
contact with it by the slay cap at the top and the reed case
at the bottom. Care must be taken to keep the ends of
the reed from projecting in front of backboard, or the
shuttle will be thrown out.
Loose and Fast Reeds.
To obtain a firm blow at the cloth the reed is made
to strike it at right angles, for if the angle were more
obtuse or acute a loss of force would be entailed by a
consequent downward or upward stroke imparted to the
cloth, the line of action not being in the same plane as the
line of reaction.
With regard to the firmness of the beating up, we
have to consider the merits of fast and loose reed looms.
In weaving, an accident which not infrequently
occurs is the stoppage of the shuttle when it has only
traversed a portion of the distance across the warp. A
case of this shuttle trapping causes the breakage of more
or fewer ends, and consequently arrangements are made
for preventing much damage, either by arresting the
motion of the loom suddenly, in case of a fast reed, or by
having a reed hanging loosely behind the shuttle so as to
give way in case of a “mash.” The latter arrangement
is preferable, as there is not the sudden concussion given
to the loom, which causes the vibration and straining of
every part, so objectionable in the fast reed loom; the
loose reed can, however, only be used for light and
medium cloths, as the reed is too lightly fixed to give a
strong beat-up. In the case of the loose reed, the slay
cap holds the upper part of the reed in a slot, the bottom
part being pressed against the shuttle race by a strip of wood
(completing the reed case) attached to the stop rod.
When at the fell of the cloth, the stop rod is held firmly
by a spring, and a fairly strong blow can be given to the[64]
cloth; but at all other portions of the slay’s movement
nothing holds the reed but a weak spring acting on the
casing, and if the shuttle traps, the reed flies out, while a
finger on the stop rod knocks the loom handle off,
stopping the machine without unnecessary concussion.
This latter advantage enables the loose reed loom to be
run at a speed of some 30 or 40 revolutions more than the
fast reed.
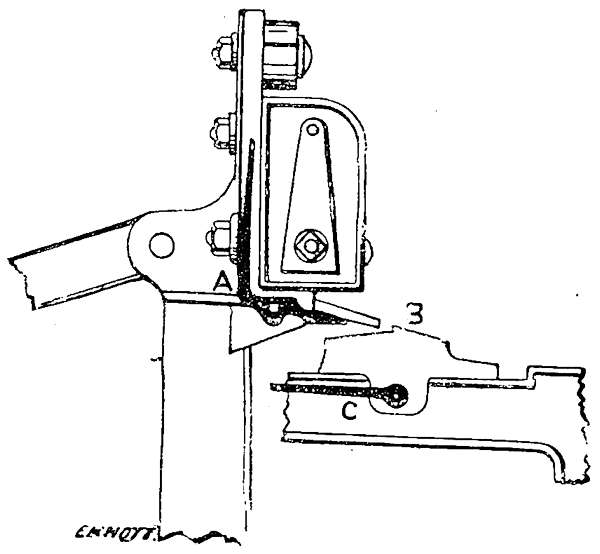
FIG. 25.
Fast Reed Loom.—Here the loom is stopped suddenly
in case of the shuttle being stopped in the shed.
From Fig. 25 the arrangement will be understood. A
swell attached to the shuttle box is placed so as to project
into it when the box is empty, and through an L-lever A
drops a catch so as to strike the frog B and arrest the
motion of the slay. The frog moves a short distance and
puts the loom brake in action before checking the motion[65]
of the slay. This is done by means of the rod C. The
catch is attached to the slay sword and rests on the lever
A. When the shuttle is in the box, and as the slay is on
the top centre, the protector rides above the frog about
a quarter of an inch; it is only when the shuttle has not
landed in its place that the loom is stopped. There is
an arrangement for the swell to be released at the time
picking takes place, so as not to give unnecessary obstruction
to the shuttle.
Take-up Motion.
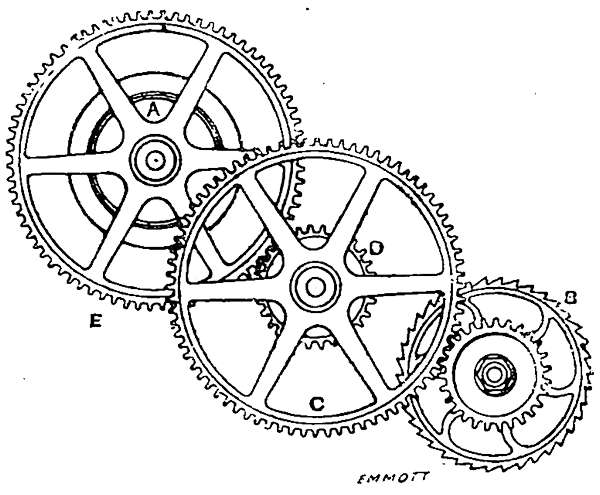
FIG. 26.
Among cotton looms the positive take-up motion is
generally used. The cloth as woven is, by this arrangement,
drawn on the cloth roller a certain distance at every
pick, the amount of take-up being regulated by wheels.
Fig. 26 shows a sketch of the arrangement. The construction
is similar for almost all looms, but there are[66]
different gears and sizes of wheels used. In Dickinson’s
gear the rack wheel of 50 teeth receives its motion from
a pawl, worked by one of the slay swords. On the same
stud is the change wheel: this gears with the stud wheel,
100 teeth, firmly connected with the pinion of 12 teeth,
driving the beam wheel 75. The beam or sand roller is 15
inches in circumference, and is covered with glued sand,
perforated tin, or some pointed substance, to hold the cloth
firmly. The fabric is wound on the cloth roller below this by
means of contact with the sand roller. The change wheel
is varied to give changes of picks in the cloth, a larger
wheel giving fewer picks in the quarter inch. Each gear
has a constant number associated with it, called a dividend.
If the number of teeth in the change wheel be
divided into this dividend, it gives the picks in a quarter
inch of cloth. Imagining that a change wheel, having
the effect of only one tooth in a revolution, could be
applied, then the dividend is the number of picks that the
loom would run before the sand roller advanced a quarter
of an inch. Suppose 528 dividend is taken, this represents
a change wheel supposed to have one tooth. If a wheel
of 66 teeth be put on, only 1/66 as many picks to the
quarter will be inserted—i.e., 528/66 = 8 picks.
The method of obtaining the dividend for any
ordinary gear is—
(Rack wheel × Carrier wheel × Beam wheel)/(Pinion wheel × number of 1/4 inches in circumference of taking-up roller)
afterwards adding 1-1/2 per cent. for shrinkage of the cloth
after being released from the tension of the loom.
Thus, Dickinson’s gear is—
(50 × 75 × 100) / (12 × 60) = 520.
Add 1-1/2 per cent. = 7.8
——
Dividend 527.8
[67]
The principal gears in use in Lancashire are:—
| Rack Wheel. |
Stud and Carrier Wheel. | Pinion. | Beam Wheel. |
Circumf. Take-up Roller. | Dividend. |
| J. Harrison & Sons, now J. Dugdale & Sons | 50 |
100 | 12 | 75 | 15 | 528 |
H. Livesey & Co.}
Willan & Mills}
J. Dugdale & Sons}
J. & R. Shorrock}
|
50 | 120 | 15 | 75 | 15 | 507 |
| Butterworth & Dickinson | 50 | 100 | 12 | 75 | 15 | 528 |
| W. Dickinson & Sons | 50 | 120 | 15 | 75 | 15 | 507 |
| Geo. Keighley | 50 | 140 | 15 | 78 | 14-1/2 | 637 |
| Pickles | 24 | 89 | 15 | 90 | 15 | — |
Pickles’ gear also has a swing pinion 24, and 2 change
wheels; to find the change wheel required, multiply the
change wheel on the rack stud by the picks per quarter
inch, and divide by 9—
Equal to 4 teeth per pick for a 36 change wheel.
Equal to 3 teeth per pick for a 27 change wheel.
Equal to 2 teeth per pick for a 18 change wheel.
By using this motion, which is shown on Fig. 23,
both heavy and light pick cloth can be woven without
a great variation in the wheels.
To weave heavy pick cloth with, say, the first-named
motion, the rack wheel might be increased to 60
from 50, and the dividend would then be 634.
In some looms a letting-off motion works in conjunction
with the take-up, to release the yarn on the
beam at a fixed rate.
The Weft Stop Motion.
A reference to the invention of this very ingenious
and useful apparatus is made in Chapter I. Its object is
to stop the loom on the breakage of the weft, or when the
cop is finished. Unsightly gaws or goals in the fabric are
thus prevented, and the weaver enabled to attend to more
looms. A lever is fixed to the breast beam (Fig. 27),
hinged at one end, and arranged so as to rest against the
starting handle E. The lever carries a bent fork C, which[68]
projects into a grid D in the slay at the moment that the
crank is at the fore centre. The grid is let into the back
board of the slay between the reed and the shuttle box at
the starting side of the loom. On the tappet shaft is fixed
a projecting cam or sector, raising one end of a bent lever
C, the lower part of which is called the greyhound tail, and
the upper part, which ends above the breast-plate, from its
peculiar form is dubbed the hammer. The fork before
referred to is balanced, and its back end hooked and
resting on the hammer.
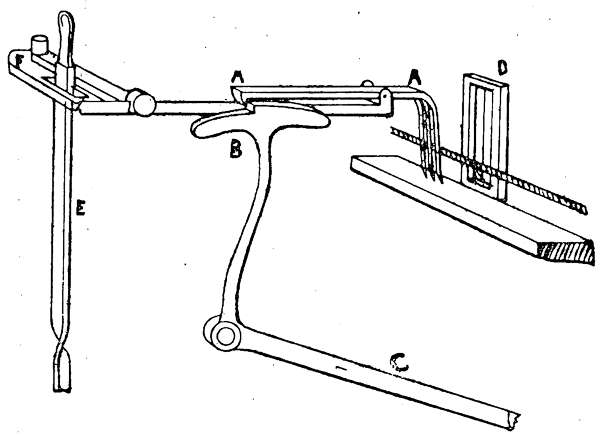
FIG. 27.
[69]
When there is weft in the loom the fork is prevented
by the thread from passing through the grid, and its back
part is thus lifted clear of the hammer. Should the weft
be broken, the loom is stopped thus: The sector raises the
greyhound tail at the moment that the slay is at the fore
centre, and there being no weft to raise the fork, it is
caught by the hammer, and the lever to which the fork is
attached pulled forward, when, as previously referred to,
the spring handle is released and the loom stops. Manifestly
the motion must be set so as to act when the
shuttle is at the fork side of the loom.
The Brake.
A good brake contributes greatly to the manufacture
of even cloth; should the stopping arrangements be ineffective,
thin places and cracks will be inconveniently
numerous. Usually the brake is a simple lever acting on
a brake pulley at one end, whilst at the other it is regulated
by an inclined bracket connected with the starting handle.
When the handle is pushed forward, the brake lever is
lifted; when the knocking-off takes place the end of the
brake lever drops and the leathers come in contact with
the pulley, stopping the loom. Additional brake power
may be made by altering the leathers or weighting the
brake lever.
Temple Rollers.
The cloth as it is woven tends to contract in width in
consequence of the tension at which it is wrought lengthway,
and to counteract this, temple rollers are used.
For commoner heavy fabrics the roller and trough is used,
and consists of a fluted roller cut in the manner of a
screw at either end, one end with left-hand thread and
the opposite end a right-hand. Thus a spiral row of
points is left at each end of the roller, and it is fixed in
the loom, so that as the roller revolves the points distend
the cloth. The roller is fixed in a trough for convenience in
attaching to framework. Lighter fabrics are woven with[70]
side temples. These are small rollers acting only for a
distance of 3 to 4 inches at the selvages of the cloth.
Two pairs are usually used at each side, the contrary-thread
spiral arrangement being preserved; a bar of iron
connects the two sides. In the latter arrangement the
weaver can see the cloth from the moment it is woven,
which is not possible with the roller and trough, as
some two inches are hidden under the roller: the cloth is
not held so firmly at the middle of its width.
Timing.
All the contrivances just described are required to
work harmoniously in order to produce the desired results,
each coming into action at the proper time. In plain
cloth weaving, when the crank is at the fore centre, the
reed touches the cloth at right angles, and the healds
are slightly open, forming a new shed. As the slay moves
backwards just in front of the bottom centre, the picking
band is tight and just commencing to move the shuttle.
At this point the healds are full open and remain so until
the crank has passed the back centre, when, as the shuttle
has arrived in the opposite box, the shed begins to close.
Before the slay has reached the front again, indeed when
just past the top centre, the healds are level; an advantage
is thus gained in having the rods crossed on the weft at
the time it is beaten up, holding it firmly. The sector
lifts the greyhound tail for the weft stop motion at the
moment that the reed touches the cloth, when the fork
would be lifted if there were weft in the loom. This only
happens, of course, every alternate pick, when the shuttle
is at the fork side of the slay. Generally the monkey tail
on the slay sword moves the take-up pawl as the slay
moves back, just dropping the holding catch as the crank
reaches the back centre.
The reed is held tightly in a loose reed loom when
the slay approaches the front. Of course, the timing of
the motion varies under different circumstances; if cloth
is being woven as wide as the loom will possibly admit
of, or if the shuttle boxes be short, then picking necessarily[71]
must take place later, as the shuttle starts so close to
the cloth; consequently, shedding must be later or the
shed will close before the shuttle is through. Of course
in this case the pick must be stronger, as the shuttle
has more friction in its traverse. Other circumstances
also affect the timing.
The Position and Fixing of the Looms.
In a weaving shed the looms are driven from shafting
running parallel to the looms when looked at lengthway.
Drums on the line shafts drive the loom pulleys by means
of straps. Of these pulleys there are two, generally
about 9 inches diameter for a 40-inch loom. One pulley
is loose on the shaft, the other keyed to it—the former
to carry the strap when the loom is stopped. The looms
are in groups of four, with an occasional row of couples
for two or three loom weavers. The four arrangement
is adopted for convenience to the weaver, as the looms
having the starting ends contiguous, he has little walking
for the purpose of setting on the machines. Thus, two
“hands” of loom are required, those with the starting
handle at the right-hand side being named right-hand
looms, and vice versâ. There is little difference in construction—the
crank-shaft is longer in one than the other
for the purpose of having two straps on one driving drum.
Many parts, such as crank-shafts, slays, shuttles, forks,
brackets, etc., are required to be of two “hands,” each
for its own hand of loom.
In view of a case of having to remove looms or fix
new ones, a few remarks on the general arrangements for
fixing them may not be unacceptable. The line shaft runs
over the space between the warp beams of the looms. A
line must be marked on the floor with chisel or other convenient
instrument parallel to this shaft and exactly below
it. By dropping a plumbline from various parts of the
shaft, the starting points can be obtained for stretching a
line to mark from. The same arrangement is adopted at
every third shaft, as the intermediate ones may be
measured. From these lines the distance at which the[72]
loom feet are to stand may be measured, just leaving convenient
space for getting between two full beams in each loom.
The ends of the loom must be set parallel also, so that
on looking down the shop a straight row of machinery will
be observed. A line for setting the outside loom feet may
be measured from the pillars, after getting the first pair of
looms in suitable position. To test the accuracy of these
measurements, the breast beam of each loom, as fixed,
must be examined in a line with the breast beam of the
previously deposited one. After the correct position is
obtained, each loom must be levelled up by thin sheets of
wood packing placed under the feet as required. Holes
are then drilled in the floor, wood pegs inserted, and long
iron nails driven home.
A good passage round each group of four looms cannot
be too greatly valued, and likewise a broad alley here
and there running the whole length of the shed.
Loom Tackling.
A loom requires a considerable amount of repairs and
renewals, the performance of which is delegated to an
overlooker (sometimes called a tackler or tuner) placed
over each hundred looms. If on fancy goods, fewer looms
are under the control of one man; if plain narrow goods
are woven, more. His work is to keep the looms supplied
with warps, gait them up, repair or tackle the loom when
necessary, provide weavers, and, especially in a small place,
perform rather multifarious duties. When the weavers’
beam has been placed in the loom, having the healds and
reeds attached to the warp, the overlooker draws the
gears forward, placing a weight rope or chain round one
beam ruffle, and, if a loomed beam, fixes the reed. The
healds are slung loosely to the heald roller straps, and
then the twist attached to the sand roller. If old healds
are used, the lap end of a former cut is placed on the
roller, and the warp tightened. If new healds have had
the warp drawn in, a lap end is attached to the roller and
the twist tied to it, care being taken to draw up any ends
which may be ruffled. The temple is fixed so as to[73]
revolve in the direction required to distend the cloth.
Then with the cranks near the top centre, the healds are
levelled by means of the cords below being attached to
the lambs and treadles. After a little manœuvring so as
to make the shed bottom nicely, whichever heald is down,
to get the healds level all across, and clear of any obstruction
or drooping ends, the lease rods are put in. The
second and back healds are raised when the back rod has
to be put through the front, the third being up for the thin
rod. A few picks of weft being put through by hand, a
start is made after finishing the weighting of the beam and
changing the pinion, if necessary. The weighting is somewhat
important; for light cloths, fine yarns and light picks
less weight is required than for the heavier classes of goods.
More weight is required for full beams and under certain
other conditions.
It is impossible to enumerate all the little points in the
management of looms, which it is the overlooker’s duty to
perform; and only long practical experience can teach their
proper performance. However, neglecting the derangements,
which cause faults in the cloth, and which will be
treated of in the next chapter, we will refer to some of the
commoner mishaps. The shuttle flying out of the loom is
caused generally by some obstruction in the shed, floats,
projecting reed, top of shed too low or bottom too high, or by
a crooked spindle or bad picker. Cops flying off the shuttle
peg may be attributed to too large holes in the cop, or
shuttle spring too weak or unpacked. When the loom
does not knock off when the weft is done, the fork may be
bent and thus lifted by grate, an end of weft may be hanging
to the shuttle sufficiently long to catch in the cloth and
lift the fork. But for the cause of this, and also of the
loom knocking off when weft is not broken, the weft stop-motion
must be carefully watched. The picking may
sometimes be so strong as to throw the shuttle out of the
loom, or so weak as to allow it to be trapped by the closing
shed. By judicious setting of plate and bowls, any
desired result may be obtained.
When by the shuttle binding too tightly in the box,
etc., a fracture of the weft is made, it is said to be[74] “cut.”
The Weavers.
The average weaver runs four looms, but in many
sheds provision is made for three, or even two-loom
weavers, whilst qualifying themselves for the higher
number. In some North-East Lancashire towns five and
six-loom weavers are not infrequent on narrow strong
goods. The weaver’s duties require some little skill, and
consist of piecing up the broken ends of warp and drawing
them through the heald and reeds, filling the shuttles with
weft and placing them in the loom as those in working
become empty, oiling, doffing “cuts,” putting in the
coloured headings—an important part of dhooty weaving—oiling,
and performing simple repairs.
The wages obtainable on ordinary goods, such as
shirtings and printers, should not be less than 11s. per pair,
to give satisfactory results, while 12s. 6d. per pair on
dhooties and simplest fancy goods is good.
The waste in this process is important, four per cent.
being allowable on common yarns, say 36’s, this being
reduced on finer and consequently better copped yarns
(weft).
The foregoing remarks apply to the weaving of plain
cloths only, and that by the most usual methods. In any
process whatever, it may be that some variation will be
found to exist, and, before concluding this part of the
subject, the modifications of the one standard type of loom
may be referred to.
In shedding, the tappets may sometimes be placed on
a third shaft, driven from the tappet shaft, and termed a
twill shaft, because by altering the tappets and the speed
the loom may be made available for weaving twills. When
the tappets are fixed to the twill shaft they are smaller than
those fixed to the tappet shaft.
Setting Out Tappet.
The setting out of a tappet is an important problem.
Two circles must be described round the same centre, the
difference in the radii being the stroke of the tappet—thus,[75]
say A B or C D in Fig. 28 is 3-1/2 inches, then that is the
stroke of the tappet. This is also the radius of the smaller
circle. The large circle must now be apportioned according
to the number of picks to the round in plain cloth, say
two. The circle is then divided into two parts by E F.
Suppose we wish the healds to be still during two-thirds
of a revolution of the crank-shaft, then as E A F represents
a whole revolution, divide it into six parts where marked,
place four of these parts from G to H for the dwell, and
leave E G to form part of the lifting, and F H part of the
depression of the healds.
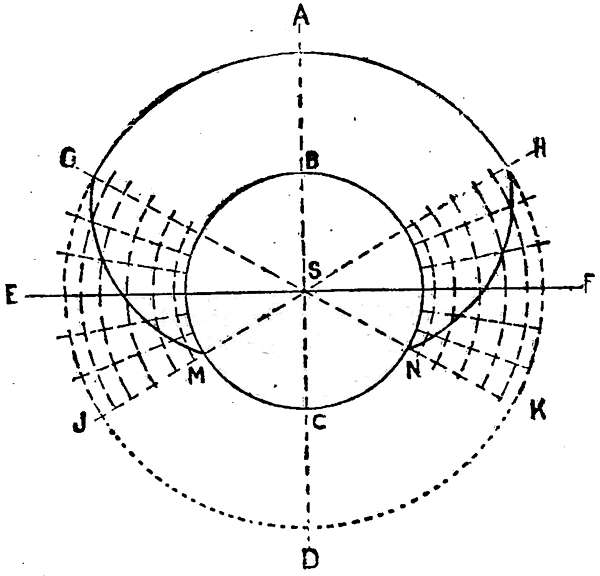
FIG. 28.
The movement of the rising healds commences, however,
before the falling heald has come to a pause; therefore
we must trespass into the lower half to an extent equal to
E G and H F, thus obtaining by drawing a diameter
through G and the centre, also through H and the centre,[76]
the parts G J and H K for the rise and fall respectively.
Divide C J now into six parts by radii to the centre, also
divide by arcs of circles transversely, to these radii, the
space between the small and large circles into six parts,
then by drawing a line diagonally through the figures thus
formed, we get a line G M giving an easy fall from the
large circle to the small one, and by similar treatment a rise
on the opposite side from N to H.
This is the theoretical construction of a plain tappet,
from M to N being the dwell from the heald when up.
N to H the depression, and H to G the dwell for the
heald when down; and it will be noted, that although
G H is apparently larger than N M, the time of dwell is
the same in each case, in consequence of the arc N M
being so much nearer the centre. In practice, the hollows
N and M may be found rather fuller than shown here.
This method of construction applies to tappets with an
increased number of picks to the round, a point which
will be found described in Chapter VI.
The speed of tappets is an important subject for
calculation in connection with the loom. When the
tappets are on the tappet shaft they are always plain, and
are driven at half the speed of the crank-shaft, in
consequence of the latter shaft only representing one pick,
while the tappet shaft,[3] carrying two picking plates,
represents two picks. Should the tappets be on the twill
shaft, and driven from the tappet shaft, then the calculation
is simple—e.g., say four picks to the round are required,
then the crank-shaft must revolve four times for the twill
shaft once. The tappet shaft must revolve half as many
times as the crank-shaft—that is, twice—and the ratio
between the speeds is as 2 to 1, which is also the ratio of
the wheels, say 16 and 32, or 20 and 40, the larger wheel
being on the twill shaft. In this case the rule is to divide
the number of picks to the round by 2, which will give
the ratio of the wheels gearing the tappet and twill shafts.[77]
Occasionally, the shaft carrying the tappets is driven
from the crank-shaft direct, and the ratio of the gearing
will be as one is to the number of picks to the round—say
6 picks to the round—then such a pair as 12 and 72,
or 15 and 90, will be required. Obviously, for a large
number of picks, an intermediate pair would have to be
inserted—say 13 picks to the round must be woven, the
wheel on the crank-shaft being 25 and the last wheel on
the same shaft as the tappets is 65. Then, to get the
size of the pair of intermediate wheels on the stud,
multiply 13 by 25 and divide by 65, which will give the
ratio of the size of the two wheels:—
(13 × 25)/65 = 325/65 = 65/13
These, or a multiple of these, are the wheels required,
which may be proved:—
(65 × 65)/(25 × 13) = 13 picks to a round.
Split Cloths and Motions.
Split cloths are sometimes woven in the ordinary
loom when narrow widths are required and a perfect
selvage is not a necessity. Thus, a 40-inch loom may
weave a cloth with a few empty dents at the centre, whilst
on each side of the space thus caused the warp threads
are crossed (on the gauze principle) between each pick to
make a firmer selvage than could be got by ordinary
lifting. The weft threads are then slit along this space
by a sharp knife, giving two cloths, each 20 inches wide.
One system of forming the selvage is by having an
extra loop attached to the top stave of one heald,
and carrying a thread which is drawn through the
other heald. By correct drafting this thread can be made
to lift at every pick first on one side of its neighbouring
warp thread and then on the other.
[78]
The same object is attained in a split motion,
patented by J. & R. Shorrock, and Taylor, of Darwen.
By means of eyeletted straps revolving round a
tightened warp thread, the doup or crossing threads
drawn through the eyelets make a very firm selvage
when slit.
The picking motions require a few further remarks.
For some goods, especially fancies, the under pick is used.
In this case the picking stick is rather longer than the
slay sword, and is fixed parallel to it, projecting from the
rocking shaft through the shuttle box and picker. The
loom, Plate VII., possesses the under-pick arrangement. It
is driven by means of the picking plate acting downwards
on a lever centred at one end, whilst carrying
at the other end a strap fixed to the picking stick
about four or five inches from the bottom end
of it.
The scroll or side pick is a favourite one for velvet
looms. The picking plates are fixed on the crank-shaft,
and consist simply of a disc of metal carrying a lug so
as to catch against a latch or lug on a short inclined
shaft at the loom side. This shaft at the bottom end
actuates by means of a strap and picking stick fixed
as in the under-pick loom. Obviously, the picking
from each side of the loom must be done alternately,
and the plates at the loom side are arranged so as to act
only once in two revolutions of the crank-shaft. This
motion is obtained by means of a scroll plate on the crank-shaft
carrying a groove forming an inner and outer ring in
the plate; in this works a slide in the inner ring for one
pick, then traversing the outer part of the groove for the
second pick. This slide regulates the latch on the short
shaft. When in the outer ring the latch is lowered so as
to be caught by the lug on the picking plate, but is out
of the way when the sliding piece is in the inner ring.
Of course, when the slide is in the inner part of the
groove at the right-hand side of the loom, the slide of the
left-hand picking scroll is in the outer ring, so as to
pick alternately. This picking arrangement is very
compact.
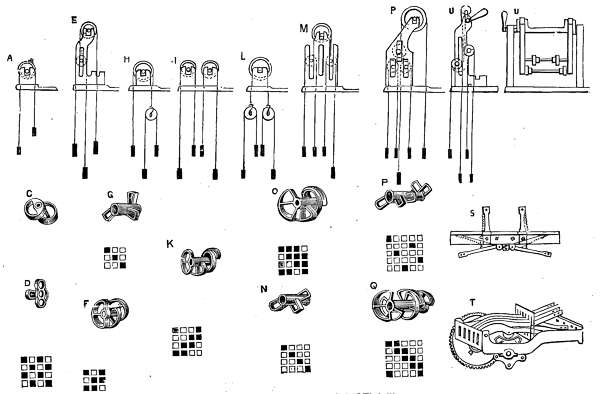
PLATE VI.—SHEDDING MOTIONS. To face p. 79.
[79]
Speeds.—Average Speed of New Looms.
| Reed Space. |
Picks per Minute. |
| | Plain. | If
Dobbied. |
If Drop
Boxes. |
If Double
Cylinder
Jacquard. |
| 32 inches | 240 | 190 | 190 | 190 |
| 44 inches | 200 | 175 | 175 | 175 |
| 54 inches | 180 | 160 | 160 | 160 |
| 66 inches | 150 | 150 | 150 | 150 |
On goods with ordinary headings, the stoppages for
changing shuttles, piecing ends, etc., should not be more
than one minute in twelve, or 8 per cent.
Reed Space.
The reed space of a loom is measured from backboard
on the one side to the fork grate on the other.
Thus, what is called a 40-inch loom measures 45 inches
reed space, and in it it is usual to weave cloth up to 41
inches wide, although it is possible to weave 42-1/4-inch cloth
in it. A 26-inch loom has a 30-inch reed space, and will
weave to 28 inches. In wider looms the reed space is
about six inches above the nominal size of the loom.
Top Motions.
In Plate VI. are shown a number of top motions to
keep the healds tight when worked from below. Each is
self-explanatory, and by imagining the effect of changing
the heald or healds which are up for others, the value of
each arrangement will be seen. For example—take H, a
3-shaft motion, two up. If No. 2 be required up and No. 3
down, the change is made without any movement of the
top pulley; if No. 1 be required down and the other two
up, it will be drawn down a distance equal to the size of
the shed—say 2 inches; whilst the small pulley being connected
to a step pulley on the larger one, is only lifted half
that distance—say 1 inch. Now, if the small one be raised
1 inch and No. 3 heald be kept still, No. 2 heald will lift
2 inches—the height desired.
It will be noted that a top motion is adapted only for
one number of healds, and that the same number must be
up in successive picks. Should different numbers be up at
consecutive picks, a spring top as at S is used.
[80]
CHAPTER V.
COTTON CLOTH, CLOTH-LOOKING, VARIETIES, DIMENSIONS,
STANDARD MAKES.
It
is for export that the bulk of cotton goods are
manufactured, for although the home trade is extensive
when considered separately, yet if compared
with the foreign trade it becomes unimportant.
Goods for export may be classed into a few standard
makes of cloth distinguished by some special feature as to
length, yarns, finish or other characteristics such as are
described later.
Before leaving the mill, the classification of the goods
by name receives no attention, the order to which they
belong being the only distinguishing description.
Cloth-looking.
The pieces are brought into the warehouse off the
mill, by the weavers, and are hooked in folds of 1 yard.
This operation is performed on the hooking or plaiting
machine, a contrivance which requires little or no special
description, as a few minutes’ examination of it will suffice
to acquaint even a tyro with its construction and working.
In some concerns the looking is done on this machine.
Probably the cost is lessened and the cutlooker sees the
whole of the piece (not missing one side of the “flue,” as
not infrequently happens in the counter-looking), but the
fact that the smaller faults are not all seen renders the
advantages questionable, unless the cloth is afterwards
counter-looked.
[81]
The cloth-looker’s duty is to examine each piece of
cloth, reporting any fault to the person responsible, and
throwing out as seconds the pieces which are not up to
quality. The faults attributable to the weaving are:—
Faults in Cloth.
Bare, badly-covered cloth, caused by the back rest of
the loom being too low, the shed too large, late treading
and picking, too much weight or uneven sheds. Cockly
cloth looks raw and has raised lumps on the face caused
by too little weight. Cracks are sometimes weavers’ faults
in not letting back after weft breaking, take-up motion
working unequally, or through some parts not being
screwed up tightly. The reed case also requires attention
in case of this objectionable fault. Uneven cloth is
generally attributable to the unevenness of the weft,
although anything tending to unequal release of the warp
from the beam, such as weights touching the floor, damp
ropes, or loose pivots, may cause it.
Reedy cloth is caused when a few dents of the reed
are bent out of position.
Bad sides are either slattered, caused by unsatisfactory
bottoming, or are frayed and raw from lack of
sufficient side ends. Occasionally a bad picker catches
the weft and causes a peculiar ridgy selvage.
Floats are the result of obstruction in the shed
generally, broken twist keeping down the warp threads
and preventing their interweaving with the weft; a raw
place is caused which can generally be obliterated.
Mashes are on a larger scale. If the shuttle is
entrapped without the reed flying out, in loose reed looms,
or the protector acting in fast reeds, the twist is entirely
broken out for several inches in the width. To piece up
all these ends leaves an ugly place, and it is occasionally
preferable to weave on and seam the piece, after cutting
out the obnoxious part. A shuttle spelling will cause the
same effect as trapping.
Broken picks are caused by several layers of weft
coming off the cop into one shed. These should be picked[82]
out by the weaver, as, besides being unsightly, they are
objectionable in certain after processes—printing, raising
for oilcloth purposes, etc.
In figured work faulty patterns, slattering borders,
and missing picks or ends require attention.
Black oil—that is, oil discoloured by being mixed with
the particles of iron ground off the shaft necks and bearings—must
be washed out with soap and water. Oxalic acid
is often applied to the spots, combining with the iron and
forming oxalate of iron, which, being soluble in water,
can be rinsed out. This substance, unless thoroughly
cleansed out, acts somewhat corrosively on the fibre, and
for this reason is tabooed by some cloth buyers. In
coloured work care must be taken that the colour shows
up well and bright. According to the prevalence of any
of these faults in a piece of cloth, the cloth-looker has
to select and classify his deliveries. Other important
items are included in the scrutiny—short lengths and
widths, short or uneven weights, too light reed and pick,
wrong headings, are all very important points, necessitating
careful attention, and instant report of same to the
persons responsible.
Headings.
Headings, or cross-borders, are bars of coloured wefts
placed at the end of each piece of cloth for distinction
from other pieces. These headings are also placed at
other parts of the cloth, indicating where the pieces are
to be separated by the retail dealers. These headings are
very fanciful and intricate in some instances, ranging, as
they do, from the simple stripe heading of 2 or 4 picks,
to the extensive Sarrie or Madras heading 15 or 20 inches
in length. The principal headings are the Bombay,
Ceylon, Sarrie, Calcutta, and Madras.
Packing.
After having been passed the goods are made up into
portable bundles of about 10 pieces in each, and are[83]
ready for forwarding to the warehouses in Manchester, or
possibly to the bleachers or printers, or to some Glasgow
or London house. Some few manufacturers have also a
shipping connection, when the cloth is packed and
forwarded direct without passing through the hands of the
Manchester agent. The bulk of the cloth goes to Manchester,
and here undergoes a second scrutiny preparatory
to packing if shipped “in the grey,” or previous to being
forwarded to the bleacher, dyer, finisher, or printer, if it
has to undergo these processes before export.
Bleaching is the removal of any colour from the cloth
by the action of chemicals.
Printing is the colouring of the surface of the cloth
according to a figure or design, and may be in several
colours.
In finishing, the cloth is coated with filling substances
and has a gloss imparted to it, greatly improving the
appearance of the fabric.
In such fabrics as cotton blankets, or for the thin
oilcloths known as American cloths, the fibres on the
surface of the cloth have to be raised; this operation is
performed in a raising machine, where, by means of
pointed filleting, the face of the fabric is abraded until the
fibres form a nap.
In packing, the pieces are arranged in bales and
compressed to about half their bulk when loose. The
layer of protective material round the bales consists of
white paper, brown paper, followed on the outside by
black oiled sheets and pack sheeting. Occasionally,
linen sheets are introduced between the inner and the
outer layers as an additional protection against stain or
damage. The bales are hooped in the press.
Varieties of Cotton Cloth.
The principal makes of cotton cloth are given below,
together with remarks concerning export, sizing, etc., and
at the end a list of the standard sizes is attached. The
first group of cloths includes the shirtings, dhooties,
and long-cloths:—
[84]
Shirtings are heavily-sized goods, 125 per cent. not
being unusual. The widths vary from 38 to 50 inches,
length about 37-1/2 yards long-stick. Reed and pick from
12 square to 19 × 18. These goods are made to weight—thus,
a 39-inch 16 × 15 weighs 8-1/4lb.; a 45-inch, 9lb.; a
50-inch 10lb. Various kinds are made, some medium-sized.
What is known as Indian shirting is the heavy-sized
class.
Shirtings are exported to India, China, Japan, Turkey,
Italy, Levant. A good class is made, bleached, and
exported to Egypt, Japan, India, and China, as white
shirtings.
Dhooties are shirtings ornamented by stripes of grey
or coloured yarn, and in suitable lengths for Hindoo loin
cloths. The stripes are not of very varied character in grey
dhooties, being simply tape edges formed by cramping
grey or bleached yarn at the selvage. In coloured dhooties,
stripes of vari-coloured warps are introduced about an
inch from the edge of the cloth, and varying from half an
inch in width to 4 inches, sometimes being introduced at
intervals all across the piece. In dobby-dhooties these
stripes are woven in figures.
A range of dhooties includes all widths from 22 to
50 inches, and the length of scarf varying from 2 yards
in the smaller size to 5 yards in the larger. A scarf is the
distance between the headings, which in these goods are
very extensive, sometimes reaching to 20 inches in length
at the juncture of the two scarves.
A Range = 22 inches and 23 inches = 2-yard scarf.
24 inches and 25 inches = 2-1/2 " "
26 inches and 28 inches = 3 " "
29 inches and 32 inches = 3-1/2 " "
35 inches ... ... ... = 4 " "
The higher widths being variously 4-1/2 or 5 yards.
Dhooties are made up in about 40-yard lengths—thus,
a piece 44 inches wide would contain 4 double scarves.
The yarns employed vary similarly to shirtings, from
30/40’s warp, 36/60’s wefts.
The dress of a male Hindoo consists of a dhootie
containing 4 square yards, a doputta of 8 square yards,[85]
and a turban of 12 square yards; whilst in addition the
Hindoo woman wears sarrie, a similar cloth to the dhootie.
India is the recipient of the dhooties in greatest quantity.
Sarongs go to Java, patadiongs to the Phillipines.
The shirtings here mentioned must not be confused
with the home trade shirtings—goods in which only the
finest yarns are used, free from any of the objectionable
filling referred to above. To this class belong long-cloths,
mediums, Wigans (plain and twill), double warps and
twills. Export long-cloths are plain goods, shirting style,
36 yards long, generally 36 inches wide, 12 square,
medium size.
Another group of sized cloths, next in importance
to the shirtings, consists of the T-cloths, Mexicans,
domestics, and madapollams. T-cloths are always 24
yards in length, of coarse yarns, heavily sized, from 28 to
32 inches wide, 12 × 10 to 16 × 16,[4] 4lb. and 6lb. in
weight. The name is derived from the mark [T] of the
first exporters. Exported to India, China, Japan, South
America, Roumania and Servia.
Domestics are from 28 to 39 inches, 60, 72, 80, or 96
yards. Warp, 18/24’s; weft, 16/40’s; and from 14 to 16
reed and pick; medium to heavy size. Exported to South
America, Italy, Levant, Turkey, Egypt. A somewhat
better class is made and used extensively by the home
trade.
Mexicans are of better quality than the foregoing,
and are always above 17 × 17 reed and pick, yarns,
twist, coarse; weft, medium; medium size; 28 to 32
inches in width. Exported to South and Central America.
Madapollams are lighter in reed and pick than the
foregoing, being about 11 and 12 square; width, 28
to 32 inches, and similar in length to the T-cloths and
Mexicans; sized medium. Exported to India principally,
also to Mediterranean States and to South America.
[86]
Dyeing and printing cloths form an important department.
Under the first heading Turkey reds are prominent.
These, like printers, are cloths of good quality. Shirting
counts and widths, but about twice the length; pure size.
Exported to Japan, China, India.
Printers, Burnley makes, sometimes dubbed Burnley
lumps, are 32 inches, 116 yards, 16 × 16, 32’s/50’s yarn.
Quality important, yarns good, lightly sized, warps even
and hard-twisted, weft free from unevenness, snarls, etc.
Glossop printers, 36 inches, 19 × 22; 50 yards,
11-3/4lb.
These are not the only descriptions of printers,
coarse cloth of varied dimensions being required, which,
when stamped with patterns of every conceivable style,
are exported to India, Persia, Italy, Brazil, Levant, Java
and Japan.
In light goods, tanjibs, jacconetts, mulls and cambrics
may be classed together.
Tanjibs are the coarsest; 30 to 50 inches wide, 38
yards long, 12 square, 32’s/40’s; lightly sized.
Jacconetts and nainsooks are finer; 39 to 44 inches,
14 × 14 to 16 × 16, 32’s/50’s, about 20 yards long.
Mulls are somewhat similar in style; 39 to 50 inches
wide, 20 yards, 16 × 16 to 20 × 20, from 60’s to 100’s
yarn; pure size.
Cambrics are the finest of the group; generally wide
from 24 square to 36 square, 80 to 160’s yarn; pure size.
Turkey, India, China, Japan, Roumania, the Levant,
Egypt, are all customers for these four cloths.
Book and tarletan muslins are very fine home trades.
A variety of cambric called embroidery cloth is largely
made in some districts. It is of first-class quality, usually
about 50 inches wide, and cut up into short lengths. It is
chiefly exported to Germany and Switzerland, there to be
embroidered by the machines spread over the country
districts, and returned as Swiss work, etc.
Sheetings are very wide goods; 60 to 100 inches. The
yarns are coarse, generally 12’s to 20’s, although fine
sheetings are frequently made.
[87]
Waste plains are coarse goods woven with yarn spun
from waste.
Ginghams, checks, zephyrs, although coloured goods,
are of plain weave, and of unclassifiable dimensions.
Other plain cloths needing little remark in consequence
of their unimportance are:—
| Tarletan Muslin | 52 inches 40 yards, 13 square |
| Chambrey | 28 inches 30 yards, 27 × 22 |
| Hair-cord Muslin | 59 inches 24 yards, 20 × 22 |
| Warped 1 twofold, and 1 fine single. |
| Blue Mottle | 27 inches 96 yards, 16 × 11 |
| Blue warp, white weft. |
Victoria lawns, fine goods, and Taffechelas, formerly
important goods, are now in little request.
Cotton cloths other than plain:—
Drills.—Heavy 3-shaft twills, narrow, heavily sized.
Exported chiefly to China, few to Cyprus, Levant, Turkey,
and Brazil.
Cretonnes.—Printed twill, made from coarse waste
wefts, finer warps, various widths, generally narrow.
Home trade; also exported to Turkey and British
Colonies.
Jeans.—Finer 3-shaft twills, plain borders, narrow,
for printing or finishing.
Sateens.—5-shaft broken twills, 30 to 36 inches, 75 to
90 yards, 70 to 96 reed, 40 to 80 picks, 36’s to 80’s weft.
Velveteens.—Narrow, heavy-picked cloths, from 90 to
120 to the quarter-inch, yarns fine and best quality, 80
to 100 yards. Home trade and general export.
Cords, Fustians, Corduroys.—Heavy, figured cloths,
20’s yarn, 90 to 140 picks to a quarter-inch, 70 to 90
yards.
Brocades.—Fancy jacquard goods; 36 inches, 75
yards; 72 to 96 reed, 20 to 26 picks.
Doriah Stripes.—Cloth carrying crammed stripes—not
in colour—are often narrow, 26 to 30 inches, 10 yards
long, 12 to 30 reed by 13 to 14 picks; yarn, 40/50’s T;
and finer wefts.
[88]
Leno.—Narrow, generally 30 inches; 24 to 40 yards,
very variable in reed and pick; yarns.
In white check we find:—
Figured Checks.—30 to 36 inches, 13 × 16 to 18 × 20;
12 yards single cuts.
| Satin Check | 40 inches 32 yards, 16 × 20 |
| Tape Check | 36 inches 24 yards, 22 × 20 |
| | 37 inches 48 yards, 20 × 24 |
STANDARD MAKES.
| | Width. | Length. | Reed and Pick. |
Yarn or Weight. |
| Shirtings | 39 | 37-1/2 | 16 × 15 | 30/36’s |
8-1/4lb. |
| T-Cloths | 32 | 24 | 14 × 14 |
— | 6lb. |
| Mexicans | 32 | 24 | 18 × 18 |
— | 7lb. |
| Jacconetts | 44 | 20 | 14 × 14 |
40/50’s | — |
| Mulls | 50 | 20 | 20 × 20 |
80/100’s | — |
| Domestics | 29 | 80 | 14 × 14 |
18/18’s | — |
| Dhooties | 44 | 40 | 16 × 15 |
30/40’s | — |
| Printers | 32 | 116 | 16 × 16 |
32/50’s | — |
In this connection, as reliable and comprehensive a
list as it is convenient to gather is placed before the
reader; although, from the varied character of cotton
cloth, many specialities are omitted, such, maybe, as those
cloths used in the hat trade for lining, the oilcloths,
umbrella cloths, and numerous milliners’ and drapery
requirements for the home trade.
[89]
CHAPTER VI.
FANCY WEAVING, TAPPET AND DOBBY WORK, ANALYSIS OF
CLOTH, TAPPETS, CLOTH, DOBBIES, DOBBY CLOTH, GAUZE,
HANDKERCHIEF MOTION.
An
important and increasingly successful department
of cotton manufacturing is that comprised under
the heading of fancy work. Here a great amount
of skill and intelligence is necessary, and in the
more complicated goods a display of talent uncalled for
in the limited and well-trodden ways of plain manufacturing.
In fancy weaving not only do we come across the
variations of manufacturing details which present themselves
in the ordinary branches, but, in addition, an infinite
variety of patterns and different designs crowd upon the
one side, while on the other an artistic eye is required to
combat with and blend the varied groups of colours and
shades in harmony and beauty.
A moment’s reflection will remind the reader of the
great number of the cotton cloths which come under the
heading of fancies, and for purposes of convenience we
must treat of them under the headlines of three chapters—Simpler
fancies, Jacquard and complicated fancies and
Checks.
Classification of Cloth.
Woven fabrics of any material may be divided into
four main classes:—Plain, figured, gauze and woven pile
cloths; laces formed on an entirely different structure
being disregarded.
[90]
Plains show no figure of any nature on the face of the
cloth, have every end and pick interwoven alternately,
while the warp forms a right angle with the weft. Apparent
figures, ribs and stripes may be made by using fine and
coarse weft or alternate counts of warp. Stripes or checks
of colour may be introduced, but if the weave be unaltered
the cloth still is classed as plain.
Figured is a very comprehensive group, consisting of
the twills, sateens, velveteens, figured borders, figured
checks, damasks, brocades, dimity, weft pile, counterpanes,
fustians, cords, etc., and almost all fancy cloths,
except gauze and warp pile.
Gauze has a peculiar structure, pure gauze differing
from plain cloth in the ends, weaving at an angle more
acute than a right angle. Leno is one kind of gauze.
Woven or warp pile cloth has a nap woven on the
face and cut whilst in the loom—a class of cloth not
frequently met with in cotton, but generally in the silk and
carpet trades.
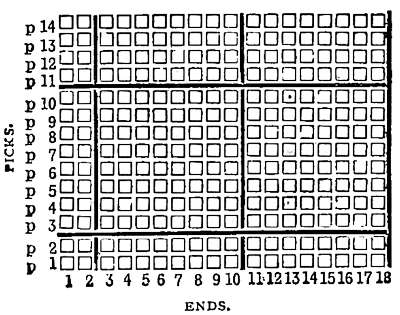
FIG. 29.
Analysis of Patterns.
For purposes of reference and communication some
method of representing cloth patterns on paper is
necessary, and the one generally adopted is to use point
paper ruled in small squares by thin lines; bolder lines
group the smaller into larger spaces, generally 8 by 8, as[91]
shown in Fig. 29. Assuming that a row of horizontal
spaces (not lines) represents a pick of weft, and correspondingly
a row down the paper is indicative of a warp
thread, a cross or mark is made where the twist shows on
the face of the cloth. Thus, Fig. 30 represents plain cloth.
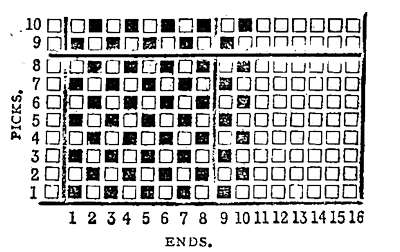
FIG. 30.
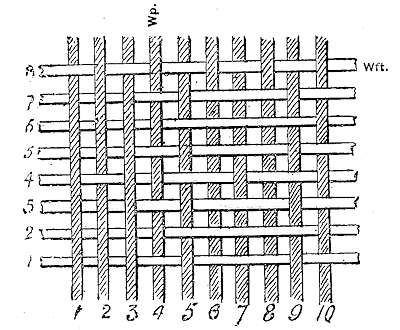
FIG. 31.
Referring to Fig. 30, and following each pick across,
we find that first the warp and then the weft rise, and by
tracing any end we see that it floats over and under the
weft alternately—this giving the well-known plain weave.[92]
Wherever the warp shows, a cross is made in that intersection.
The cross is only used for convenience. When
a design has to be properly shown the whole of the intersection
must be filled up thus: [@]
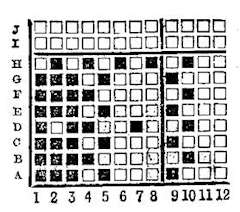
FIG. 32.
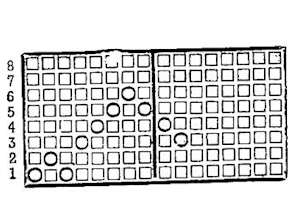
FIG. 33.
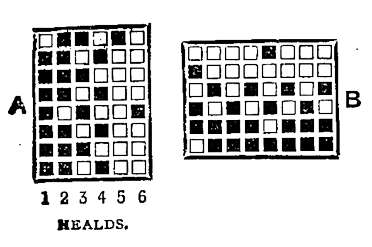
FIG. 34.
Advocating the method of placing a [@] for a twist riser
is a departure from the rules of some authorities on
weaving in the past, and also from the system adopted
in other textile industries at the present. The reason for
adopting the system mentioned is, that for most cotton
fabrics it is advantageous in facilitating the reading of the
design, for pegging in Keighley dobby, card-cutting in the
jacquard, planning tappets, in showing up some classes of
designs more clearly, less work in marking some ground
cloths with preponderating weft, and in other technicalities,
the whole of which compensate for the disadvantages of
the system in some few classes of cloths where a designer
uses the alternate system of [@] weft riser at his convenience.
In reference to Fig. 30, the beginner will clearly understand[93]
that the marks or crosses show the warp on the face
of the cloth with the weft underneath it. The same
square if left blank would show the weft on the face with
the warp beneath it. Thus, the row of marks numbered
1 in Fig. 32 shows number 1 warp thread floating over
7 picks out of 8, and the row of blank space numbered 8
shows the weft over warp thread number 8 for the space
of 7 picks out of 8.
The cloth shown in Fig. 31 has its representation on
point paper at Fig. 32, the numbers attached to the
threads corresponding with the rows of spaces in the
design.
In transferring a pattern from a piece of cloth to point
paper, a beginner would pin it to a board, mark an end of
warp, say No. 1 in Fig. 31, and commencing with the
bottom pick 1, mark crosses on his point paper where the
warp shows at any square in that pick—thus, at the 1st,
2nd, 3rd, 5th and 9th ends—working upwards to the next
pick, starting at the same end. Similarly a second pick
is put down on the point paper above the first, always
working in one direction, say from left to right. This is
continued until the pattern begins to repeat itself, as at
pick 9, when it is complete. A pattern is the least number
of ends and picks on which a cloth can be woven, the
picks or ends of a second pattern being facsimilæ of the
first.
The analysis or pricking of patterns is performed by
an experienced man without the tedious process of pulling
the cloth asunder, the pattern being read from the face of
the cloth by means of a cloth-glass.
Designing.
Designing (actual) is a very different process. A
figure or figures of some character must be originated
suited to the class of cloth for which it is intended. This
is first sketched on plain paper, called a rule, painted (if
colour be desired), and having due regard to economy in
the weaving, it is transferred to point paper.
This is done by ruling the design in inch squares, and[94]
should the reed and pick per inch be equal, 8 × 8 paper
is used; if the reed and pick are in proportion to 8 and 6,
8 and 10, 12 and 8, or any other ratio, point paper of that
size is used, and the figures will appear in the cloth proportioned
as in the rule. The leading figures of the pair
of numbers are, in jacquard work, always equal to the
number of rows of needles, thus 8 ×—is for a 400
machine, 12 ×—for a 600.
Drafts.
After having obtained the pattern of a cloth it is
necessary to draft the ends on the least number of healds
on which the cloth can be woven. Drafts are represented
in various ways—e.g., by drawing lines representing the
healds and marking the order in which the ends are drawn
on them; thus, if the first end be drawn on the first or
front heald, the second on the second heald and so on,
we get a straight draft as shown in Fig. 35.
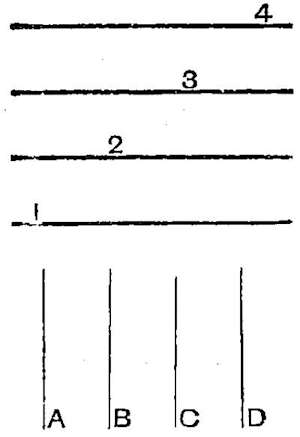
FIG. 35.
The numbers represent the heald on which the end is
drawn. The ends are lettered in their order.
Should the first end be on the first heald, the second[95]
end on the third heald, the third end on the second heald,
the fourth on the fourth heald, we get a skip draft—thus:
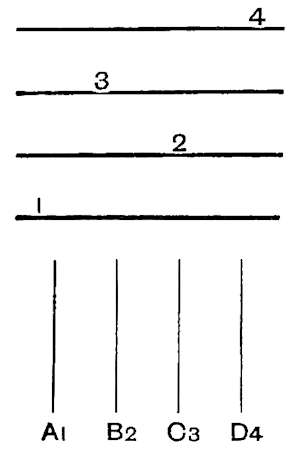
FIG. 36.
In practice it is usual to omit the lines and just give
the draft, thus:—
4
3
2
1
This is a very convenient method of representing a draft
for the use of the drawer-in or the weaver, but when
using point paper it is better to reserve a few picks above
the design to represent as many healds and indicate on
which the end is drawn by making a small circle. Thus,
a honey-comb design is shown in Fig. 37, A. It can
be reduced to and woven on 8 picks and 8 ends, as at
B, the pattern; the draft is shown at C, the 8 ends being
drawn on 5 healds. Below is shown the method of
obtaining these plans—a study of which remarks will
enable the reader to perform similar work for other cloths.
Commencing at the first end on the left-hand side, it is
placed on the first heald, H 1; looking across the pattern[96]
we find no other end working like it. Proceeding to the
second end, it is placed on heald number 2, and as the
eighth end works like it, it is placed on the same heald
shaft. The third and seventh ends are marked for the third
heald. The fourth end working differently to any other
except the sixth, these two are placed on H 4; whilst the
fifth end only is left for the fifth heald. This draft, from
its appearance, is dubbed a point draft or V draft.
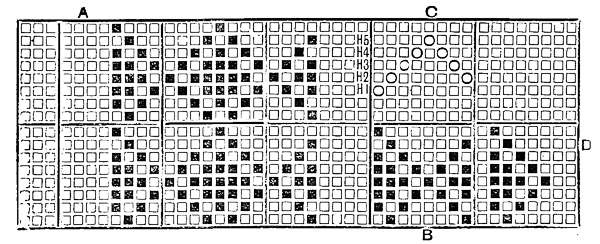
FIG. 37.
Lifting Plans.
It is now necessary to indicate when the healds shall
be lifted to make the cloth with the given draft. A
portion of the point paper is taken as many spaces wide
as there are healds, and as long as there are picks to the
round.
Taking Fig. 37 again, for example, we find the lifting
plan at D, the ends and picks being numbered. The marks
indicate where the heald has to be lifted at the pick indicated;
thus, taking the first heald, we find it to be lifted at the
2nd, 3rd, 4th, 5th, 6th and 8th picks, a working necessary
for the first end, which is drawn on the heald in question.
The pegging plan for a dobby is a modification of this.
(See page 106.)
For a straight draft the pattern is exactly a duplicate
of the lifting plan. Other names for this plan are tie,[97]
working design, treading plan, and shedding plan. The tie
is a plan serving the same purpose of the lifting plan, but
somewhat differently arranged, the end being laid horizontally
in a line with the heald through which they are
drawn; thus, for the honeycomb, Fig. 37, the tie-up is
shown at Fig. 38, in which A is the tie-up.
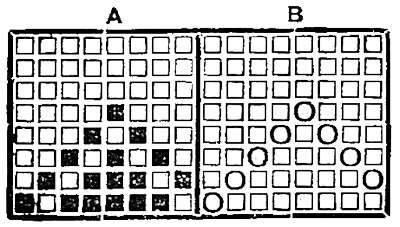
FIG. 38.
The lifting plan for Fig. 32 is shown at Fig. 34, A,
while the tie-up is shown at Fig. 34, B.
Shedding.
The principal motions for shedding—i.e., raising the
ends in the required order for producing the desired weave
of cloth—are tappets, the dobby, and the jacquard.
The tappets and the dobby are described in this Chapter.
The tappets, which have the smaller range of work, are
taken into consideration first.
Tappets.
For the simpler classes of fancy weaving, designated
stavework, tappets are often used. These are arrangements
of plates carrying projections to raise the healds
when required, the plates being placed so that the projections
in several plates which are to act at one pick
are in line with each other, so as to raise the different
healds at one and the same time. Tappets are fixed
either above the loom (and are named motions or
Jamieson’s tappets), or at the side of the loom—as, for
instance, the Woodcroft tappets. In some cases, for[98]
three and four-shaft twills, under-heald tappets are used,
and fixed on the twill-shaft previously referred to (page
76). In setting out a tappet—for a sateen motion, for
instance—first get our pattern, Fig. 41, which is composed
of Fig. 39, a satin, and Fig. 40, a plain for the selvage.
Fig. 41 is the pattern on 7 healds and 10 picks to the
round, that number being the least that will contain both
2 and 5 without remainder. The draft being straight over
the pattern is also the lifting plan, and the first plate is
required to lift the healds at the 1st and 6th picks. Dividing
a circle into 10 parts, we take the first part, and allowing
half a revolution of the crank-shaft for dwell, obtain
an inclined portion C for the raising, and D for the
depression of the heald (as described in Chapter IV.), by
dividing E C into six parts, and describing six arcs of a circle,
afterwards drawing a line diagonally. The tappet follows
the circumference of the inner circle until it arrives at the
6th pick, when another projection must be raised. The
complete tappet follows the form shown by the thick line.
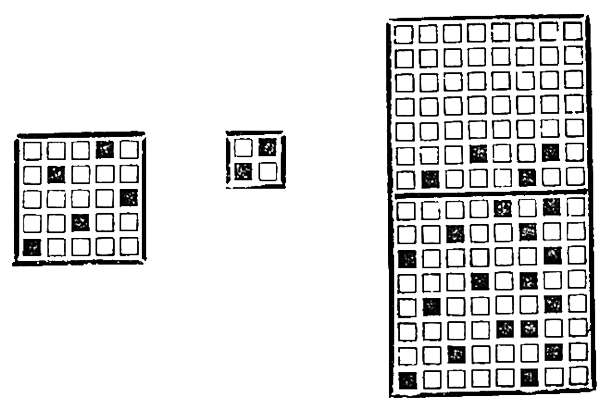
FIG. 39. FIG. 40. FIG. 41.
It will be seen now that, as the tappet only moves 1/10th
of a revolution for one pick of the loom, the heald connected
with this plate will be actuated just as is required
in the treading plan.
Four other similar plates must be cast for the other
satin healds, which five will be bolted together so as to have
projections at the 1, 3, 5, 2 and 4 picks, as shown at A.
To these are bolted two plain plates, or, as is more usual,
[99]one casting equal to the whole seven. The plates for
plain show an alternate projection and space. By the
kindness of Messrs. Willan & Mills, of Blackburn, a
sketch of their loom with one of these motions (Smalley’s
patent) affixed to it is shown.
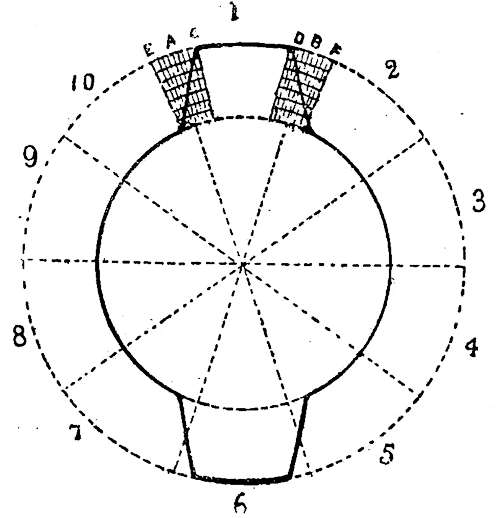
FIG. 42.
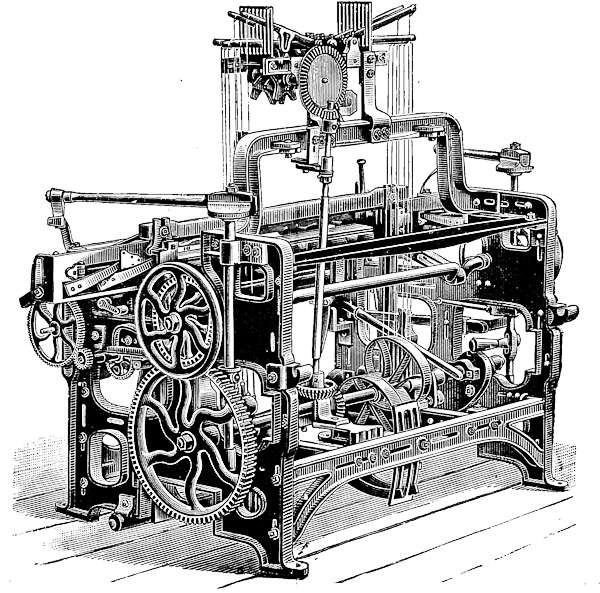
FIG. 43.—LOOM WITH SMALLEY’S MOTION. To face pp. 98 and 99.
The tappet is fixed on the upper frame-work of the
loom and short treadles arranged above it. To these the
healds are attached and lifted by the plates, being drawn
down afterwards by springs and the healds. In a recently-improved
form the treadles raise the jacks to which the
healds are attached, giving a straight lift. These tappets are
seldom used for more than 8 healds and 12 picks to the
round. Above this extent in tappet work, a Woodcroft
sectional tappet is used, arranged at the loom side. In
these tappets the projections (called risers and fallers) are
removable, the tappet being adaptable to different patterns
up to 14 staves and 20 picks. In the Yorkshire loom,[100]
Fig. 23, the tappets are placed at the loom side, and
are connected with the top of the healds by rods.
Tappets possess the advantage over other shedding
motions of larger capacity, such as the dobby: (a) in lower
first cost; (b) steadier and stronger lift without risk of
hooks slipping; (c) in having a split shed—i.e., a shed
which has one portion pulled down while the other is
drawn up, saving time. Dobbies and jacquards generally
have a sunk shed, and if by those machines a shed 2 inches
deep is required, the lifting knives have to be raised the
whole distance, from the bottom to the top.

FIG. 44.
FIG. 45.
Cloths Woven by Tappets.
Among the cloths woven on tappets there are twills,
cloths in which a figure is woven diagonally across the
cloth by raising the healds consecutively. They are in
large variety, being woven on three shafts upwards and
not confined to the lifting of a single heald at each pick;
as in some cloths two or three out of a larger number
may be raised, but the same number is up at every pick,
although moving one end or more at each pick. A serge
is a modification of a simple twill woven in this manner.
Fig. 44 represents a 4-shaft twill rising one in four, while
Fig. 45 shows a 4-end twill rising two in four, called a
denim, swansdown, or cashmere twill. The satin weave
is a broken twill—that is, instead of lifting consecutively
at each pick, an end, or in some cases two ends, are
passed over, as shown in Fig. 39 (sateen). The ends are
lifted in this order: 1, 3, 5, 2, 4. A 5-stave, showing a weft
satin, is the standard for sateen. The satin or broken twill
applies to any number of twill staves—e.g., a 12-stave satin,
passing 4 ends over, lifts 1, 6, 11, 4, 9, 2, 7, 12, 5, 10, 3, 8.
[101]
A perfect satin never shows contiguous ends lifting
together, as such would give a “spotty” appearance. As
almost all the weft shows at one side of the cloth, the
parallelism of the threads gives to this weave its well-known
lustre, but unless fine yarns and reed with heavy
pick are used a very frail structure is the resultant.
Stripes are of various kinds. The herring-bone or
reversed twill forms an undulating pattern by using a
point draft. Simple figures, on not more than six or eight
staves, woven cramped between stripes of plain, are called
doriah stripes.
Pile Cloths.
FIG. 46.
Velveteens are woven by motions similar to the one
in Fig. 46, generally on six staves. The object aimed at
in this cloth is to produce a firm ground cloth with picks
of pile weft floating over several ends of warp. Pile picks
are inserted between plain or twill ground picks and are
firmly bound in at intervals, so that when the floating
portion is slit by the cutter the pile threads will not be
loose. In the uncut cloth a slight rib of weft is seen
transversely. A pattern of velveteen is given at Fig. 46.
Velveteen is classed with the figured cloths, for as it leaves
the loom it presents no appearance which warrants other
classification. The fourth class of fabrics—woven piles—is[102]
woven in an entirely different manner. A wire is
inserted in every fourth shed instead of weft; picks of weft
are then put in and the wire withdrawn. As it carries a
knife, the loops of warp over the wire are cut as it is pulled
out, leaving a pile on the cloth, the length of which is
perfectly regular, differing from the weft pile velveteen in
this respect. The wires are inserted and withdrawn by
additional mechanism attached to the loom.
FIG. 47.
Cords, Fustians.
Cords, moleskins, corduroy, fustian, bull-hides, thicksets,
are all pile fabrics of a heavy character. The pile is
all in the weft floating upon a ground cloth. Different
makes of each fabrics are woven and named frequently
according to the style of this ground or backing weave—e.g.,
tabby back means plain, Genoa is a 4-end twill, Jeanette
is a 3-end twill, double Genoa, double Jeanette. Woodcroft
tappets are chiefly used in the production of these cloths.
The cords show a broad wale or stripe running lengthway
of the piece, consisting of weft floating over the warp and
ground cloth, and in such a manner that when slit along
the centre of each stripe the divided threads stand up to
form a cord. The weft of the next wale being cut similarly,
a stripe of pile fabrics is now formed, having its centre
above the groove which divided each stripe of uncut yarn.
A rounded effect is given to these cords by having the
threads forming the centre of greater lengths than the[103]
sides of the cord, they having had a longer float in the
weaving. This cloth is dyed and finished, being sold as
corduroy.
Cords are of several kinds, one class named “constitution,”
of which a pattern is given at Fig. 47, on 12
ends and 12 picks, requiring 8 staves to weave it. The
constitution is the broadest cord, the thickset cord
being the finest, whilst 8 and 9 shafts, bang-up, Mellor’s
round top and cable cords are names given to other
varieties.
Constitutionals are generally made on 8 shafts; yarns,
30/2 fold twist; 16’s to 20’s weft; 120 to 140 picks to a
quarter inch; 36 to 44 reed, Stockport; 31 inches wide,
100 yards long. Cables are on 10 and 12 shafts. Thicksets
are on 6 ends and 9 picks, 30 inches wide; 30 to 44
reed, Stockport; 90 to 120 picks to quarter inch; 14’s twist,
22’s weft. In imitating skins of animals the bull-hide
weave is resorted to either for beaver or lambskin finish;
woven on 8 ends and 8 picks. Moleskin is a smooth, solid
cloth, and, before finishing, shows a very slight longitudinal
rib which distinguishes it from the cotton velvets, which
have a transverse rib. Moleskin is often called velveteen,
although not correctly so; really, velveteens are the cotton
weft pile velvets previously described.
These classes of cloth are woven with the non-positive
or drag take-up motion, which draws forward the cloth as
it is knocked up by the slay. A catch is raised by the
rocking shaft of the loom, and actuates by a ratchet
worm and wheel the cloth roller. The catch is only
weighted sufficiently to draw the cloth forward when it is
knocked up, thus not acting when no weft is in the
loom.
There is a heavy cloth woven from coarse (waste) yarns
named cotton blankets or cotton flannel. This fabric
passes through a raising machine, in which its surface is
scratched by pointed steel teeth. It is exported chiefly.
Double cloth may be woven by tappets, but as it is
more frequently done in the dobby, we will consider it in
connection with that machine; the same may be said of
some spots, handkerchiefs, and other goods.
[104]
Dobbies.
These shedding motions, in principle, perhaps, bear
more relation to the jacquard than to the tappets, but are
included in the same chapter as the last in consequence
of their frequent association in the same shed of looms,
both being adapted for stave work.
The dobby, for very many classes of fancy cotton
cloth, has gained a reputation as a good shedding motion,
and is well worthy the attention of a student of this branch
of industry. Its capacity is superior to tappets, extending
to 40 shafts, and over two hundred picks to the round in
some makes.
The machine is fixed above the loom, Plate VII.,
giving a direct lift to the healds, which are kept down by
springs or dead weights.
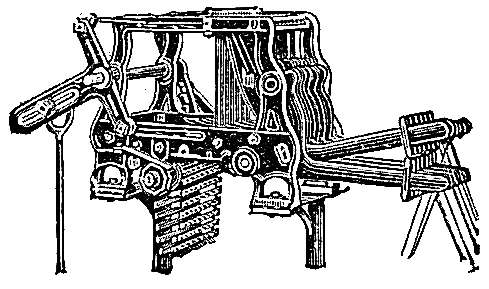
FIG. 48.—KEIGHLEY DOBBY.
Dobbies are occasionally of single lift, but in the
cotton trade far more frequently double. The difference
is in the double lift having two sets of knives: either
knife can lift any heald, and, by duplicating, a second knife
can be preparing for and even commencing to lift a heald
as the first drops; it thus saves time and increases
speed. In single lift machines only one knife is used, and
in case of a heald having to be raised two picks in succession,
it would have to be dropped to the bottom of the
shed after the first pick, and raised again. A double
lift Keighley is often called, in error, a single lift, in
consequence of only one shedding rod being used; it
however lifts twice in one complete stroke. Dobbies[105]
have the advantage over tappets in increased power
of weaving fancier cloths, a greater number of picks
to the round, and a possibility of changing to other
patterns.
PLATE VII. To face pp. 104 and 105.
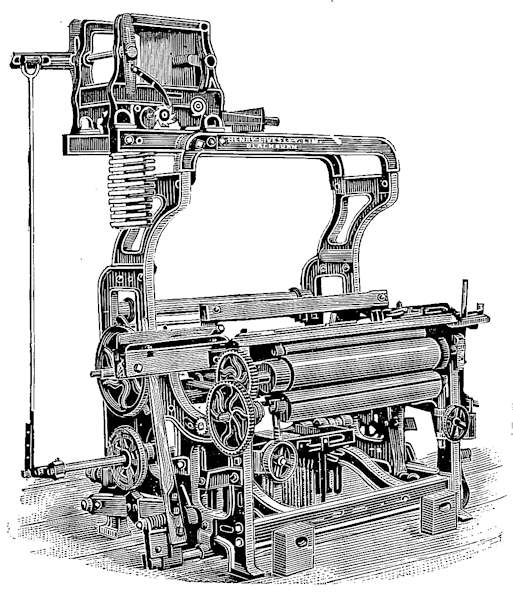
FIG. A.
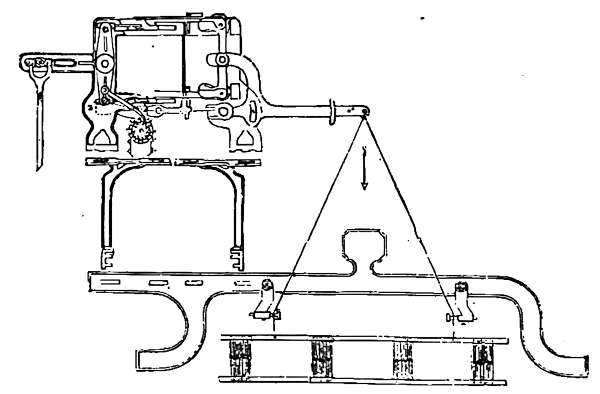
FIG. B.
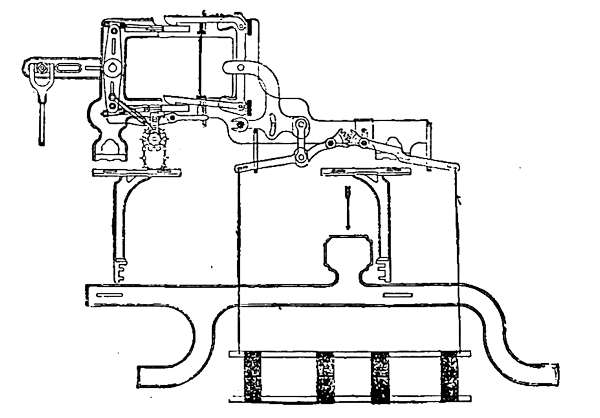
FIG. C.
The leading characteristic of dobbies is, that by means
of pegs placed in revolving lattices, any heald can be
selected and raised by the machine.
The favourite dobby is the improved Keighley, first
patented in 1867 by Messrs. Hattersley & Smith, of that
town—it was used to a considerable extent, but recent
improvements have greatly increased its value. Plate
VII. and Fig. 48 show a general view of the machine—one
of Henry Livesey’s, Limited, make, on Ward’s
principle, 20 jacks, double lift. At the under side is
seen a pegged lattice; immediately above the pegs
and resting on the topmost lag is a row of levers,
double the number of shafts or jacks representing the
capacity.
The [T] knife lever works on the centre shown, and
slides the knives backwards and forwards in grooves at
A and B.
The jacks to which at one end the heald cords are
attached have at the other end latches fixed to them, which
are out of the way of the sliding knives, unless purposely
dropped on to them.
When a lag is in gear without any pegs, none of
the latches touch the knives, and there is consequently
no raising of the healds. If all the holes be pegged,
one end of each lever is raised, the other end depressed,
and consequently all the latches drop on the
knives; at the next stroke of which all the healds will
be lifted.
By pegging a few of the holes, say the 1st, 3rd, and
10th, we should find only those three healds lifted; in
this manner any desired working of the healds may be
obtained. The lattice is made up of lags, each of
which suffices for two picks, and as the barrel of the
dobby will not hold less than 8 lags, a pattern of 16
picks or more is required, unless a smaller pattern be
repeated.
[106]
In pegging, the lags are placed so that the lattice
stands as in the machine, thus:—
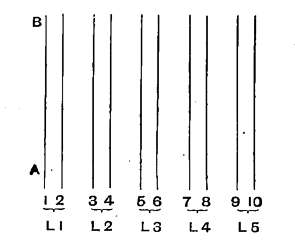
FIG. 49.
Numbers 1 to 10 indicate the picks; L 1 to L 5 indicate
the lags.
In a left-hand machine the numbers here given (Fig.
49) represent the order of the picks, the lattice when in
use moving over to the left. B indicates the peg-hole for
the back-jack, the front or first jack being at A, and the
other holes ranging between; there are two rows of holes
on each lag, each equal to 1 pick.
Taking Fig. 37, showing lifting plan which occupies
5 healds and 8 picks, the pegging for this dobby will be as
under, the small number indicating where the peg is
placed and which jack is lifted, the picks being also indicated:—
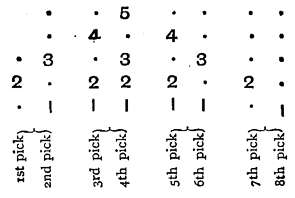
FIG. 50.
PEGGING FOR HONEYCOMB, LEFT-HAND DOBBY.
[107]
As at least 16 picks are required, a lattice would be
prepared for 8 lags, 4 being a repeat of those given.
For the other hand of dobby the pegging would
commence at the right hand for the first pick, and move
towards the left.
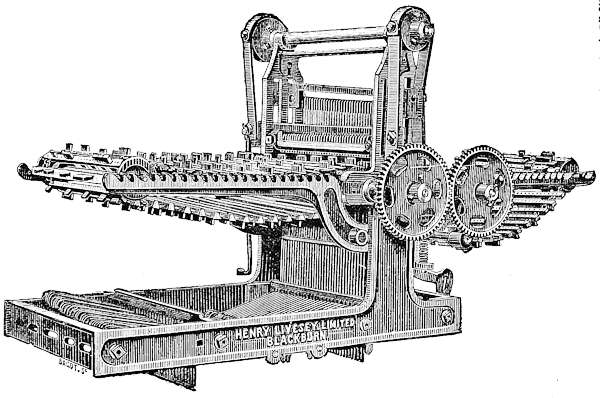
FIG. 51.
The tie-up, shown in Fig. 38, A, is correct pegging
for a right-hand Keighley or Ward dobby, as is also 34, B.
[108]
Among other makes of shedding machines the common
dobby or witch machine may be mentioned. It is of
earlier invention than the Keighley, patents having been
taken out for it at varying dates from 1830 to 1850. In it
the knives slide vertically; there are two lattices, all the
odd picks being on one side, the even ones on the other,
and a peg indicates a faller—contrarily to the Keighley.
A sketch of a double-lift machine on this system,
called by the makers a Blackburn dobby, is shown at Fig. 51.
The connection of the jacks with the lifting knives is
made by hooked wires, 2 wires to each jack. Where there
is no peg these hooks are in position over the knives;
thus, whichever knife should lift, the jack will be lifted by
one of the two hooks. Where there is a peg, however,
the wire is pressed back slightly, sufficiently so as to
remove the hook at the top of the wire away from the
knife; and there is no lift for the jack to which the wire is
attached.
The pegging for a Blackburn dobby of pattern Fig.
32 is shown in Fig. 52, which represents six jacks and
four lags on each side of the machine, a lag in the Blackburn
dobby only carrying the pegs for one pick. The
large figures indicate the picks and the smaller ones the
jack pegged for the picks against which they stand.
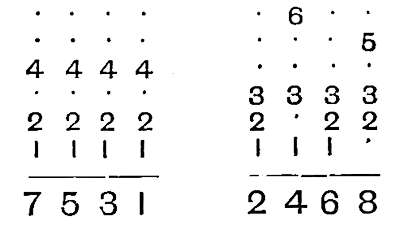
FIG. 52.
The Keighley is generally preferred by practical men
for its strength and less liability of getting disarranged or
broken. Other makes of dobbies are made, resembling in
principle one or other of the types given.
Cloths Woven on the Dobby
Include all makes from plain to 40-shaft patterns. Stripe
patterns of the character described on page 101 are[109]
frequent; indeed, this shedding motion is useful for stave
work of all kinds, including:—
Spots or Brilliantes—- Small figures woven in the fabric
at regular intervals, often made from 10 to 14 shafts, on
a plain ground. Also, cotton dress materials woven in
figured stripes, or a combination of stripes to form figured
checks, spot figures, satin stripes and checks, spot figures
on plain satin or oatmeal ground—the latter weave being
used frequently in fancy cloths woven with coarse yarn,
the effect being to show short floating ends apparently
irregularly on the face of the cloth, and thus a rough
appearance is imparted. The oatmeal weave is in different
styles up to 40-shaft.
Double cloth is not now often made in cotton, except
for pillow slips, light bags, and similar cloths.
The semi-double cloth of the Yorkshire trade, formed
by having an extra weft or warp for putting a cheap back
to the cloths, is not known in Lancashire; the extra
weft of the velveteen being most nearly approaching the
principle. In plain, double cloth weaving, both warps are
on one beam, four healds being employed, each movable,
independent of the others. Two healds carry the top
cloth ends and two the bottom cloth. The shuttle first
puts a pick in the top cloth, passing over three ends out
of four, all the ends for the bottom cloth being down and
half of the top cloth ends; then all the top cloth ends
are raised with half of the bottom cloth ends, the shuttle
passing under three out of four, and throwing a pick into
the bottom cloth. The ends of the top cloth are drawn
in the first and second healds, those for the bottom in the
third and fourth, thus:—
B————4
B——3——
T———2—
T—1———
and are lifted as under:—
| | The pegging being— |
| 4th pick = Nos. 1, 2, 3 | . * . . |
| 3rd pick = No. 2 | . . . * |
| 2nd pick = Nos. 1, 2, 4 | . * * * |
| 1st pick = No. 1 | * * . * |
| | 1 2 3 4 |
[110]
The selvages are bound by the weft passing from the
upper to the lower cloths, and vice versâ.
In some cloth, for bags, plain weaving of all the
ends is resorted to at certain points to seam up the cloth.
A three-stave twill weave may be used by arranging the
draft and pegging for six healds or a five-thread satin on
ten healds.
Figured Dhooties.
In no stripe pattern, perhaps, is the dobby more
generally used than in these cloths. They differ from
the ordinary plain dhootie in having coloured ends woven
to a pattern along each selvage, or occasionally 12 or
15 inches from the side also. The patterns at each side
are balanced—that is, similar in figure, with the inner
part of the figure at one side being also the inner part
at the other side. This style of cloth may be described
as figure with extra warp, for the plain weave extends
under the figure, the figuring ends being “cramped”
between the plains, and bound by passing through the
plain cloth. In designing for these the plain end may
be neglected.
The width of the coloured border is generally about
1 inch, although extending to 4 inches in special cases.
The beams are warped in the manner described for
plain dhooties, but only the grey ends are drawn in the
healds with any coloured warp which has to weave plain.
The ends which form the pattern are drawn through
harness composed of separate leashes and mail eyes, each
with an elastic thread tied to them. These we will refer
to as the leashes. They are placed behind the healds and
tied as required to the jacks above; the elastic cords are
fixed to a bracket below, so as to draw down the leash after
the shedding. Above the mail eye is fixed a cumber board
perforated with rows of small holes, and used for keeping
the leashes in proper order, so as not to become entangled
in the weaving. A clear pattern is a great desideratum in
this cloth, consequently it is generally woven face down to
prevent spoiling face by drooping ends. In pegging for[111]
it the wrong side of the cloth is taken, a pattern of it
obtained from the coloured figuring ends only in the usual
way, and drafted on the required number of jacks. The
leashes are drawn through the cumber board about 6 in
each row, but so arranged as to have all those to be tied
to one jack drafted together.
The ends are drawn through at the drawer-in’s frame,
and the leashes having been previously looped in bunches,
each bunch containing those intended for one jack, the
beam is ready for the loom.
In gaiting up, the coloured ends often pass over a
small special back rest, and the bunches of leashes are
tied to their respective jacks. By pegging the dobby in
the required order any desired jack or jacks may be raised,
and those ends kept above the plain cloth. When the
jacks are lowered back the same ends will weave below
the plain cloth. The body of the cloth is generally of
plain weave, although stripe and check patterns are
occasionally introduced.
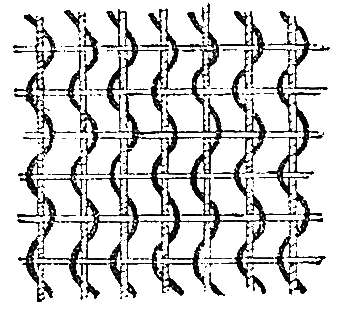
FIG. 53.
Gauze and Leno Cloth.
This class of fabric is frequently woven by means of
the dobby, although the tappet and jacquard are occasionally
used should the pattern come within the scope of
either. The peculiarity of gauze is, that some of the
warp ends cross over one or more of the other warp ends[112]
between the picks, giving an open fabric, sometimes of a
beautifully delicate nature, and yet strong, considering the
small amount of material used. When gauze weaving is
combined with plain it is styled leno. The latter name
is sometimes erroneously attached to the gauze itself.

FIG. 54.
Fig. 53 shows a pure gauze in plan, and Fig. 54 the
same in section.
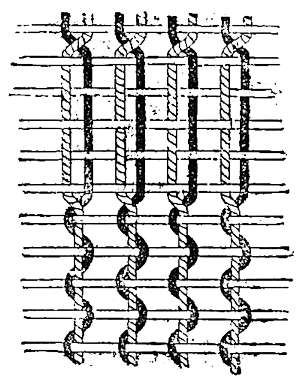
FIG. 55.
Fig. 55 is the plan of a leno. The threads marked
heavily in each case are the crossing threads. It will
be noted from Fig. 54 that the crossing thread passes up
alternately at each side of the backing thread, pick by pick.
The operation of crossing is performed by doup healds.
In these an additional loop or half heald carrying a stave
at the bottom is slung through the eye of an ordinary
heald (Fig. 57). For the purpose of description, the whole
of this heald will be termed the doup. This heald is used
for crossing purposes, while two or more ordinary healds
are provided for the purpose of varying the working, if[113]
necessary. The draft for cloths, Figs. 53 and 55, is as
shown by Fig. 56. The crossing thread is drawn through
two healds and passes under the backing thread as shown.
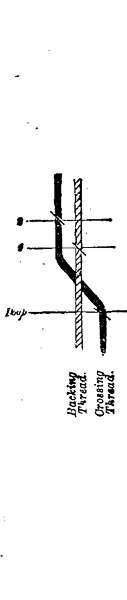
FIG. 56.
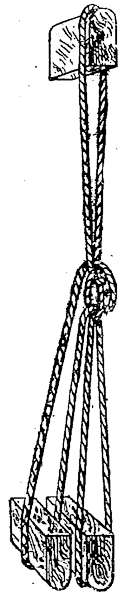
FIG. 57.
However, the heald No. 2 can be used to raise the
crossing thread on the left-hand side of the backing
thread, although it is drawn to the right of it at the front,
as whenever the back heald is lifted, the loose stave of
the doup is lifted also, and the crossing thread is thus
free to be wrought by No. 2.
[114]
The weaving of the plain is performed by either No.
2 and the doup, or by Nos. 1 and 2. In weaving the gauze
portion, healds No. 1 and the doup are used only.
Four jacks are required—one for the back heald, one
for No. 1 heald, one for lifting the whole doup when
weaving gauze, and a fourth for raising the half loop when
necessary to release the crossing thread.
To weave the design Fig. 55 with the given draft, at
the bottom pick No. 2 heald and the loop will be raised,
at the next pick above the whole doup requires lifting, at
the third No. 2 and the loop, at the fourth the doup,
at the fifth No. 2 and the loop, at the sixth the plain
commences and the doup is raised, at the seventh No. 1
is raised, eighth the doup, ninth No. 1, tenth the doup,
which completes the pattern, the eleventh being a repeat
of the first.
It is not necessary that the crossing should be round
one thread only, but may be round three or four; to do
this, of course, the crossing thread would have to be
drawn under three or four backing ends in the healds.
The crossing may also be in opposite directions, say—
FIG. 58.
as in Fig. 59, where the crossing thread passes over two
backing ends. Every alternate end is, in this case,
douped contrarily, the same healds being used—the difference
being made in the draft. This style is called netting.
All the patterns hitherto mentioned have been single
doups. A more highly-ornamental class of goods is made
in double-douped cloth. Here two-doup healds are used,
and, consequently, half of the crossing threads may be
weaving plain at the same picks that the others are
douping, and then a reversal is made—the first half
commencing to doup while the other section is weaving[115]
plain. Thus, check patterns are made alternately gauze
and plain. Double-douped netting and stripe patterns
may also be made. With a single doup, only stripe patterns
may be produced with the gauze running either transversely
or longitudinally. For more complicated patterns
three or even four doups are employed.
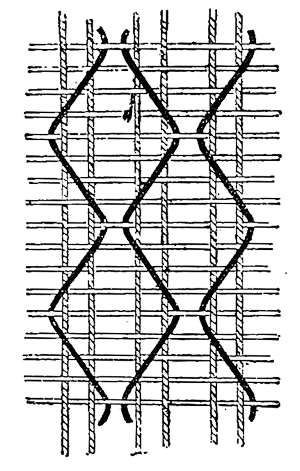
FIG. 59.
Gauze patterns are not generally marked on paper as
are other fabrics, but sketched thus:—
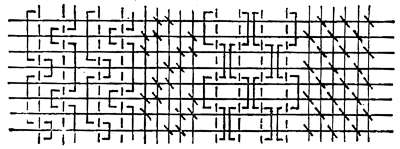
FIG. 60.—GAUZE SKETCH.
Handkerchiefs.
Handkerchiefs are made in cotton, either by the
drop-box, the dobby, or by a handkerchief motion. We are
referring now to those made without colour, with ribbed[116]
side and cross borders. A stripe border is made by warping
the necessary coarse ends (to form the selvage) with
the plain ends. To put in the cross border, either the
drop-box loom is used with two or more shuttles having
different counts of yarn, or, as is more general, the shed is
kept open for the reception of several picks of weft in the
same counts as the body of the handkerchief. This is
easily done by the dobby, which also continues to hold
the weft at each selvage by a few plain ends worked from
a different jack, or by a catch cord.
It is impossible to have a lattice with as many lags
as there are picks from heading to heading, consequently
lags are pegged to weave the heading only, the lattice
being stopped during the time that the plain body of the
handkerchief is being woven. In the double-lift dobby it
is possible to stop it, so that the pegging of the lags where
the motion of the lattice is arrested will suffice to
weave plain until motion is again communicated to the
lattice.
Sometimes a special handkerchief motion is used.
In this arrangement a chain of lags is arranged, each
lag having holes for three pegs. By means of this
motion, which is shown in Fig. 61, “a border can
be obtained without drop-boxes or dobby, and without
reducing the speed of the loom. The tappets, which
are of the usual form for plain weaving, are not
secured to the tappet shaft, but are driven from
it through the medium of a clutch, which, when disengaged,
allows the shaft to continue revolving whilst the
tappets remain stationary; thereby enabling any required
number of picks, even or odd, to be put into the same
shed, according to the length of time they are kept in this
condition. The clutch is under the control of a set of
lattice, which cause the disengagement of the clutch,
and a succession of pegs causes the tappets to remain
out of action according to the desired number of picks
required.”
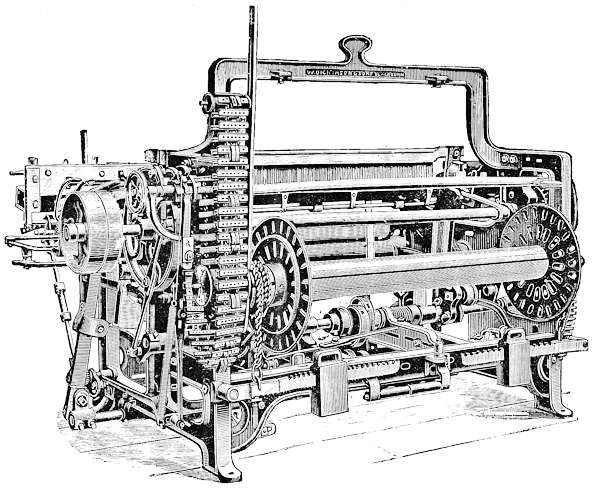
FIG. 61.—HANDKERCHIEF LOOM. To face pp. 116 and 117.
The other pegs regulate, secondly, the stoppage of
the take-up to give a better defined rib; and thirdly to
stop the chain itself when necessary. The chain only[117]
represents the picks in the heading, and is stopped during
the plain weaving of the body. It is started again by an
ingenious measuring motion, which by a contrivance of
levers starts the chain one pick, after which the catch
put out of gear by peg three continues the motion. The
makers claim for this motion a high rate of speed, and
a low first cost of apparatus.
[118]
CHAPTER VII.
FANCY WEAVING BY THE JACQUARD, ITS CONSTRUCTION,
CARD CUTTING, WOVEN PILE CLOTHS.
The
jacquard machine for shedding is employed in
the production of some of the most complicated
cotton fabrics that are woven. In its primary
principle it is very simple, strangely so when we
reflect on its importance in the manufacturing industry, and
that by it only are we enabled to make so very ornamental
cloths of great extent and beauty. Originally a French
invention, the contrivance of Joseph Marie Jacquard, of
Lyons, it was introduced into England in the early part
of this century and adopted by the silk manufacturers.
Its manufacture was early taken up by Lancashire firms,
and we find now that in improved forms it is in extensive
practical use in the cotton trade at the fancy weaving
establishments of Bolton, Ashton, Preston, Glasgow, and
other towns.
The Jacquard Machine.
The advantage of this motion is in its enormous
capacity or scope of varied working of the ends. When
we are aware of the existence of 1200 hook jacquards, the
capacity of which is equal to that of 30 dobbies of 40
jacks each, or giving 600 times as many different workings
of the ends as a plain tappet, we immediately recognise
its value. It is a machine for automatically selecting out
of may be thousands of threads the end or ends required
to give a desired effect in the cloth. A representation of
its simplest form is shown in Fig. 62.
[119]
[120]
Taking a 400 hook machine, the commonest size
used for cotton weaving, we find a row of 8 needles
or lances E of thin wire, arranged horizontally; at
the left hand we see each of these attached to a
spring in the spring box A, the other end projecting
about 3/8-inch through a needle board B. Each lance
regulates a vertical wire hooked top and bottom, and
shown with each upper hook standing over its respective
griffe or knife C. These griffes, eight in number, are
lifted simultaneously through being connected together
at the ends. The lower end of the hook rests on a wire
grid J, slotted so as to allow the lower end of the hooks—to
which are attached the neck cords F—to pass through.
A bottom board below the bend is used for those machines
which have no wire grid. To these neck cords is attached
the harness—i.e., linen threads or leashes, some seven feet
in length, carrying a brass mail-eye H, through which the
end of warp is drawn. Just above the mail-eye the harness
passes through a cumber board C, for the purpose of
keeping in proper order and regulating the number of
leashes per inch. At the bottom of each leash is fixed a
metal weight, called a lingo, intended to pull the leash
down after having been raised to form the shed.
The method of raising the ends is as follows:—A
square cylinder is placed at D, and makes a quarter of a
revolution at each pick. This cylinder carries a set of
cards (N1, N2, N3), sheets of cardboard perforated in
places. Supposing a 400 (408) machine is referred to,
each card has space for 408 perforations, the holes corresponding
in position with the ends of the 408 needles
projecting through the needle board. A hole indicates a
lift.
The Cards.
The cards are only perforated by groups of holes
distributed incidentally, and where no perforation is made
the needles at that point are pushed back 3/8-inch by the
cylinder. This is sufficient to remove the tops of the
corresponding hooks attached to these needles from their[121]
position over the griffe; thus, when this knife or griffe is
lifted it does not actuate these hooks, but only those
which were not pushed back by the cylinder and card.
Suppose, for instance, one hook out of four had to be lifted,
then 102 perforations would be made in the card, and 306
hooks would thus be pressed back, whilst 102 only would
be lifted. The holes in these cards can be cut in any
order, and as one card acts for one pick only, it is easy to
realise the extent of the patterns which may be made; a
cloth, for example, requiring 200 picks to the round, all of
which may be different in the order or number of ends
lifted, would require a set of 200 cards.
In what is called a 400 machine, 408 hooks are used,
the needles being arranged in 51 rows of 8 each; one row
only is shown in Fig. 62, thus the others are arranged at
the back of the one shown and in line with it.
A 100 machine is in rows of 4.
A 200 (204) machine is in rows of 4 or 8.
A 300 (304) machine is in rows of 6, 8 or 12.
A 600 (612) machine is in rows of 12.
An 800 (816) machine is in rows of 8 (usually 2/400’s).
A 1200 (1224) machine is in rows of 12 (usually 2/600’s).
The knives are placed on the slant so that their edge more
readily catches the hook in lifting, while their under side
presses the hooks out of the way when dropping.
To place 408 hooks in one row is of course out of
the question, and for compactness they are placed in 51
upright rows of 8’s; this advantage is more apparent in
1800 hook machines—the largest made.
The machine is fixed to a gantree above the loom
(Frontispiece), and in a single-action jacquard motion, such
as has just been described, the knife is raised by a lever
over the machine, worked by an upright rod driven by an
eccentric or crank on the crank-shaft, so as to give one
lift for every pick. The cylinder is suspended to a batten
swinging from the top, and also worked by connection
with the crank-shaft. The movement of the cylinder is
to and fro; as it is moving from the needle board one
corner is caught by a latch and the cylinder partially[122]
revolves, bringing another card to face the needles, against
which it is then pressed. The batten type is preferable
to the sliding cylinder, which is only used in sheds where
the building renders the sliding cylinder more applicable.
The frame work of the batten is more solid and strong.
Single and Double Lift.
In the single-lift jacquard, the knife has to lift as
often as the loom picks, and should a hook require to be
raised several picks in succession, it has to be dropped
between each pick and raised again. These defects are
obliterated in the double-action jacquard. The machine,
Fig. 64, has two hooks to each needle, they being connected
at the bottom to one neck cord. Two sets of
knives are used, one lifting when the loom picks from
the right-hand side, the other when picking from the
left, thus reducing the speed of the knife one-half; whilst
as the hooks for one pick are being used, the other knife
can be preparing for the next shed, and when lifting, keep
up any leash several picks in succession, thus saving time,
and so enabling the production to be increased. The
Fig. 64 shows a double-action machine with a single
cylinder, 400 hooks and swing batten, giving at least 50
picks per minute greater speed than a single lift with
less vibration and strain.
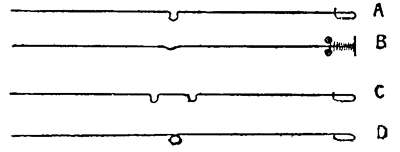
FIG. 63.
Fig. 63 shows the different shapes of jacquard needles,
A being the ordinary one in plan, B another view of the[123]
same, C the double-action one, and D another style of
single-action needle.
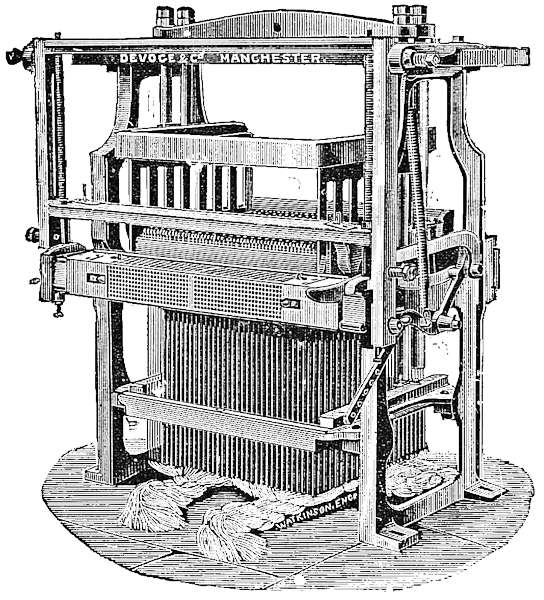
FIG. 64.
DOUBLE-ACTION JACQUARD, SINGLE CYLINDER.
The speed may still further be increased by having
a double-action machine with double cylinders and two
sets of needles and hooks (see Fig. 65).
In this system two sets of cards are employed, all
the odd picks on one cylinder and the even ones on the
other—thus, the cylinders only revolve at half the speed,
causing less vibration and giving an increase of 20
picks per minute. If requisite, this machine can also be
arranged as a compound or cross-border machine, carrying
two sets of cards of different patterns, only one set in use[124]
at once, while, by pulling a handle, the other set can be
actuated instead, so as to weave an entirely different
pattern in the cloth—e.g., in the heading of a tablecloth,
shawl, or handkerchief.
FIG. 65.
DOUBLE-ACTION JACQUARD, DOUBLE CYLINDER.
Ties.
There are two arrangements of the machine—the
London arrangement being best, in which case the cards
and card race are at the loom side and in better view.
Fig. 62 shows this system. There is, however, more[125]
strain on the harness, as the short rows of hooks are at
right angles to the short rows in the cumber board,
thus:—
FIG. 66.
In the Norwich arrangement, the machine is placed so
that the cards come over the head of the weaver or over
the beam, and the short rows of 8 in the hooks correspond
with the short rows of 8 in the cumber board, and thus
the harness is kept straight.
The cumber board is a frame containing "slips"—pieces
of wood with holes bored in rows; in a 400
machine, rows of 8; in a 600, rows of 12. Through these
the leashes are passed, and the warp ends almost always
drawn in straight draft through the mail eyes. Jacquard
patterns are generally varied by the lifting only, and the
sole variation corresponding to the draft in stave work is
the tie-up. There are three ties—
1. Straight.—In this each hook has one end only
attached to it, and the tie is as under. The rectangle
represents the needle board; the dots, the needles; and
the numbers, the end to which the hook on the needle is
attached.
FIG. 67.
Nos. 1 to 8 will be in the first row of the cumber board to
the left-hand side of the cloth.
[126]
2. A Lay-over Tie (the commonest).—It is the same
thing, except that two or more patterns are woven in the
width of the cloth, say three. Then three ends would be
attached to each neck cord, and in a 400 machine 1200
ends would be used. The cumber board plan would be
repeated thrice. For example, a pattern on 9 hooks—

FIG. 68.
Fig. 62 shows a portion of a lay-over tie, the ends
attached to the first row of hooks being in the first row
in the cumber board, and the pattern being completed on
400 ends; the 401’s, etc., are attached to the first, etc.
3. A Centred Tie.—When a pattern of 815 ends is in
two equal and balanced portions, the middle end of the
cloth is tied to the hook at the right side, and two ends to
every other hook, the pattern thus being woven on 408
hooks, e.g.—

FIG. 69.
In harness building or mounting, considerable ingenuity
has to be displayed in keeping the leashes in proper
order, and in knotting the harness to the neck cord so
as to produce a small but strong joint.
The warp is drawn through the mails after the beam
has been slung at the loom.
The Shed.
A jacquard shed presents a different appearance to a
plain loom shed—the large overhead machines darkening
the scene. Where the weaver is expected to mind four[127]
looms, only about half the looms are jacquarded, and then
only when the simpler styles are woven, indeed one
jacquard out of four looms is considered sufficient for most
cloths. In the mills where all the looms are engaged
on jacquard cloths, one weaver cannot attend to four
looms. Compared with plain goods, the preparation
machinery for jacquard work possesses no peculiarity.
The power required to drive is greater, the weaver’s work
generally less laborious and more intricate, the warps
weave better as they are sized more lightly, and also the
harness gives way to the shuttle or to any obstruction
better than healds; the highest speed for medium widths
is about 200 in double cylinder—double lift. It is important
that no picks be missed; therefore, in starting a
loom, the cards must be turned back to their proper
position. This is done by reversing motion.
Card Cutting and Repeating.
The method of transferring designs to design paper
is described on page 93. After the design has been
finished the cards have to be cut. The first set is prepared
in a piano card-cutting machine, the place where the hole
has to be made being read from the design—thus, if for
the first pick the 1, 2, 9, 15, 18, 30, 31, 32, 33 and 40
hooks have to be raised, holes would be made as under,
looking at the face of the card or the side which is in
contact with the needles—
Numbers
indicating holes. | 1 | 9 | . |
. | 33 | . | The left-hand side here
is the right on the machine. |
| 2 | . | 18 | . | . | . |
| . | . | . | . | . | . |
| . | . | . | . | . | . |
| . | . | . | 30 | . | . |
| . | 15 | . | 31 | . | . |
| . | . | . | 32 | 40 | . |
The piano card-cutting machine is shown at Fig. 70.
The punches which make the holes in the card are
operated by the attendant’s feet actuating a treadle, but
the punches are regulated by his finger pressing certain[128]
keys and thus causing only those punches to be locked
where holes are required. There are only sufficient keys
to cut the short row of 8 at one stroke.
FIG. 70.
After one set of cards has been cut from the design,
any number of sets can be made from it on a repeating
machine. The original set is placed on a jacquard cylinder
and actuates the needles in the ordinary manner, excepting
that the hooks are pushed on the knives by the blanks in
the card. These hooks are attached to punches, and at
each stroke of the knives a card is cut, a duplicate of the
original one then on the lantern face. The holes are cut[129]
by the punches which are not lifted and which are locked
by wedges at each stroke. On this machine cards can be
repeated at the rate of 40 per minute.
Casting Out.
In lay-over patterns a number of ends are tied to
one hook, and if the pattern contains as many ends as
there are hooks, or some factor of the number, it is easy
to calculate how many shall be tied. In a warp of 1600
ends in 400 machine, and 400 ends in the pattern, four
would be tied to each hook. With 100 ends in the pattern
there would be 16 ends similar, which, however, would be
divided between the four patterns representing the
capacity of the machine, still giving four ends to a hook.
We are supposing that any hooks over 400, 600, 800, etc.,
are use for selvage. However, suppose there are 64 ends
in the pattern, the machine will weave six patterns and
have 16 hooks to spare, which would be cast out—
6 × 64 = 384 + 16 = 400.
One row of 8 would be cast in the middle and another at
the end. The 1600 ends, neglecting selvages, will give 25
complete patterns of 64 ends each in the width of the
cloth; this will give four ends and four patterns to each
hook to five sets, and five patterns or five ends to a hook,
in the sixth set.
Jacquard Goods.
Regular cloths vary from small patterns on 20 ends
and 20 picks to others with 2000 ends and picks in a
round, while for exceptional cases these limits are far
exceeded. A feature of many jacquard cloths is a figure
more or less fanciful on a ground which may be plain,
twill, satin or oatmeal weave. Spots and brilliants are
examples of this style.
Damasks are extensively made. The true damask
weave consists of a design of large extent, woven, we will
suppose, with weft predominating in the figure, which may
be bound by satin or twill weave. The ground is also in[130]
similar weave, but with warp predominating. Thus the
cloth is firmly bound at all parts of its surface and is
reversible.
The damasks woven in cotton do not always fulfil
these conditions, but are in sufficiently similar style to
warrant their being classified together. Frequently they
are made in light goods of about 60 ends and picks per
inch for export to China and other countries, or heavier
both in yarn and pick with a finer reed for the home
trade. These goods are of great variety of pattern and
are generally finished before use, or, as in the case of
furniture and curtain damasks, dyed.
Dimity is a cloth of smaller pretensions with regard
to figure, which is arranged in stripe form. The cloth is
firmly bound, and the figure somewhat raised, which gives
it an embossed effect.
Brocades are jacquard cloths of fine yarns, the
pattern arranged in weft spot on plain ground, or narrow
stripes of spotted figures, which, when well finished, have
a charming effect. The brocade is not limited to the
longitudinal stripe or figure, but may be arranged as a
brocade check, while the ground cloth in either case may
be of plain weave. A good effect is also produced by
arranging this style in diamond figures by introducing
honeycomb diagonally.
Figured canvas gives a pleasing effect when dyed.
The figure is woven in plain cloth, and the work between
the figures shows the end cramped together alternately
with open spaces, so as to give an open effect, on which
the figures show to advantage.
Figured gauze cloths are woven by the jacquard.
This industry is carried on to a large extent in the cotton
districts of Scotland. The harness of the machine is
arranged with doup leashes passing under the plain ends
to the crossing thread, which is drawn through a mail
corresponding to the back stave in heald gauze working.
The gauze figures are shown on a plain ground and
present the pattern in open work, caused by the peculiar
intertwining of the warp ends indicated in a previous
chapter.
[131]
Counterpanes.
The jacquard is largely used in the counterpane and
quilt industry, centred in Bolton. The Marseilles and
toilet quilts, with which may be associated the well-known
toilet cloths, are on the double-cloth principle—a good face
of plain weave in fine yarns being embossed, as it were, by
a thick soft weft being woven underneath and attached to
the cloth by additional warp threads. This backing weft
sometimes floats outside the cloth, sometimes is bound
inside just below the plain face, and at other parts the
whole of the yarn is firmly united. Where the backing is
brought inside, the top cloth is raised up; whilst at those
places where all the ends are woven together a depression
is caused. Large embossed figures may thus be shown
on the cloth, although it appears to have an unbroken
surface. A coarser quality is made, where both face and
back wefts are coarse and from the same cop.
Perched quiltings are in this style, but the figures are
small, diamond-shaped, and regular.
The honeycomb quilt, as its name implies, is a cloth
with the figures on its surface formed by raised ridges
both warp and weft way. This is generally woven in
bleached knitting cottons, two or three-fold; and as with
this weave others may be combined, and stripes of
coloured worsted inserted, great scope is given to the
designer.
A Grecian quilt is woven in bleached knitting cottons,
and yet the coarse threads give a smooth glossy surface in
consequence of the weave being on the damask principle—i.e.,
the figure may be formed in a weft satin while the
ground is a warp satin.
The Alhambra quilts are figured in various designs
and woven with vari-coloured yarns.
Woven Pile Cloths.
A class of cloth has now to be referred to which does
not usually come under the scope of jacquard work. The
velveteen classes of cloth have been described, in which[132]
the pile is cut after the cloth leaves the loom. There is
one style of pile cloth, occasionally woven in cotton, in
which the pile is cut whilst in the loom. Two beams are
used, one carrying the warp for the pile, and the other the
warp for the ground cloth in which the pile is bound. A
couple of picks of weft are inserted, and then a wire about
one-twentieth of an inch thick, and of varying depth,
consequent on the length of pile required; when this
wire is beaten up to the fall of the cloth, the warp is
allowed to be slackened, and it thus forms a loop on the
cloth face. Two more picks are inserted and another
wire, which is continued. The weaver sometimes draws
the wire out—leaving looped cloth—or cuts it out along a
groove, in which case a nap is caused on the cloth face.
The best system, however, is to employ special looms for
the purpose, which not only insert the wires in the proper
shed, but also draw them out, and, as they bear a sharp
knife at the farther end, cut the loops to form pile in
doing so.
Another pile fabric of cotton or linen which has
attracted greater attention during the last few years is the
Turkish or Terry towel. This is woven with two beams,
one for the loop pile, and the other carrying the ground
warp, which is always kept tight. After two picks have
been inserted and tightly beaten up, the reed is allowed
to fly loose by a peculiar arrangement, and, both warps
being kept tight, two picks are put in without beating up.
Then the reed is fastened, the loop warp slackened, and
on the next pick being beaten up, the two previous
ones are also driven home, and with them the loop warp
which stood between the fell and the two neglected picks,
thus forming loops on both sides of the cloth.
This weave is not confined to the making of fabrics
with an unbroken pile surface, but is adopted in stripes
for bath towels and wraps, in checks and even figures for
quilts, combined with colour in other effects, and also
woven alternately in some special cloth with entirely
different patterns. The headings also for the towels are of
a firmer weave, and afford great scope for ornamentation.
[133]
CHAPTER VIII.
DROP-BOX LOOMS, STRIPES, CHECKS, AND SPOTTING.
In
certain classes of cotton fabrics stripes are a leading
feature of the cloth, and are made either in colour or
in different counts of yarn, or reed or pick; stripes
may run length-way of the face as in dhooties,
sarongs, some shirtings, regettas, tape muslin, ticks, and
many other cloths, and in these cases the effect is produced
simply by warping and reeding the ends in the required
order, often by varying the number of ends in different
dents.
Stripes
May run transversely, and are then formed by coloured
or vari-counted yarns, or a series of spots in colour may
be shown on the face of the cloth, a stripe of extra weft
being shown at the back of the cloth and brought through
to the face as required. In these cases some system of
manipulating extra shuttles carrying the different wefts
must be adopted.
Checks.
The third class with which this chapter more especially
deals is the checked cloth—ginghams, Oxford and
Harvard shirtings, tape checks, satin checks, etc. These
are all formed by combining warp stripes with weft stripes
of corresponding colour and extent, thus forming squares
of colour on the fabric. These patterns may be formed
in endless variety of colour, weave, or length.
[134]
In ginghams, the colours used are often four or five
in number—say 20 pink ends, 2 black, 6 white, 2 black,
6 white, 6 black, 6 white, 2 black, 6 white, 2 black = 58
ends in the warp pattern, while the picks of weft are in
the same colours, number, and order. In the larger
patterns the number of ends and picks may get into the
hundreds. Fine counts are often used.
In shirtings of heavy material for the home cotton
and union material trade, smaller patterns are commoner,
as they are also in all the “zephyr” class of goods—such,
for instance, as shirting, warping 12 white 24’s, 2 red 20’s,
12 white 24’s, 2 blue 20’s; weft same; weave, 4-end
cashmere twill.
In white yarns, satin checks may be made with
satin stripes on a plain ground, the satin ends being
“cramped” in the reed, and the picks being inserted in
other yarn of special spinning.
Tape checks are similar, excepting that the weave is
plain all through. These one-colour checks must not be
confused with the crossovers and the satin or other
checks formed by the same weft, but heavier in pick at
places.
Handkerchiefs in colour have the appearance of a
large check, but when the coloured headings are far
removed it is advisable to change shuttles by hand, as
the chain for the drop box would be too long. Some
check looms, however, carry contrivances for stopping
the motion of the chain when the body of the handkerchief,
shawl, towel, etc., is being woven, this being a very
suitable system. In case of changing by hand a measuring
motion is attached to the take-up roller to stop the loom
at the place for heading.
The Drop-box Loom.
For changing the shuttle a drop-box loom is generally
employed. In a double drop-box machine six boxes may
be used at each side of the loom, any one of which may
be brought into action, giving a scope of eleven colours of
weft. The single drop box is, however, more usually[135]
employed, with four or six boxes at one side of the loom,
only giving four or six colours, but not allowing less than
two picks of the same colour to be put in. To insert single
picks of colour a double-box loom is used, and possesses
a special pick-and-pick arrangement (uncommon in the
cotton trade) to admit of its picking twice consecutively
from either side of the loom. The number of boxes just
mentioned is seldom met with in the cotton trade, three
and four boxes being the usual sizes. The single four-shuttle
drop box carries a frame at one end of the slay in
which the boxes or shelves rise or fall. These boxes
contain the shuttles, and by suitable regulating motions
the boxes may be shifted so as to bring any one shuttle
level with the shuttle race and in front of the picker. The
spindle is duplicated, and the couple is placed in front of
the box, not above, as in a plain over-pick loom. The
picker is broad and is without nib, fixed in a horizontal
position, so as to act on any one of the shuttles which
may be placed before it. The principal drop-box regulating
motions are Diggle’s chain and Wright Shaw’s motion.
DIGGLE’S CHAIN MOTION.
Diggle’s chain is noted for short patterns, is simple
in construction, and sure in its action. Attached to the
loom top is a star wheel A and barrel B revolving on a
stud. The barrel carries a chain C, of different sizes of
links united by pins; the star wheel receives its motion
through a train of wheels from the crank-shaft, of which
D and E are connections. The links of the chain support
a lever F, connected with another lever G at the loom
side supporting the drop boxes. For a four-shuttle box
the links are of four heights, the deepest raising the boxes
to the highest point, while the lowest link supports the
levers so that the boxes are at the bottom, with the top
shuttle level with the shuttle race. The chain is arranged
so that a sufficient number of links of the same height are
placed together where several picks of the same colour are
required. The shapes of the links are varied to adapt the
lifts from or sinking to different boxes—thus, for a four-box[136]
loom twenty different shapes of links may be used to
give lifts or depressions from any box of the four to any
other; their arrangement in chain depends on the before-mentioned
principle. A plate of links is shown at Fig. 72.
They will be seen to be of four different heights. A
44-inch loom of this make may run 150 picks per minute.
The change of shuttle is made immediately the shuttle
enters the box. We are not able to change the shuttle
at less intervals than two picks, but can do so at greater
intervals—say, for example, once in four picks.
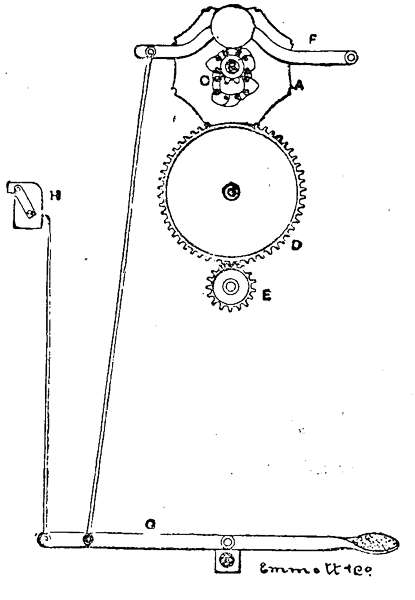
FIG. 71.
[137]
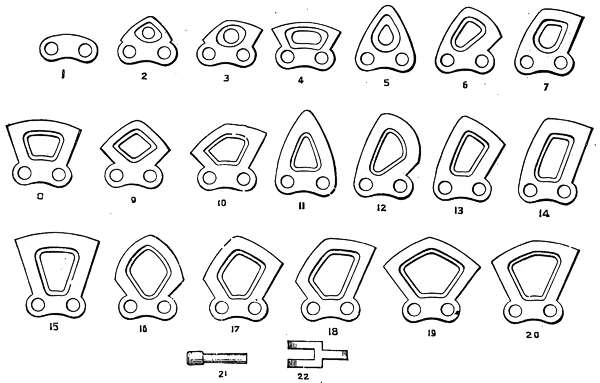
FIG. 72.
[138]
WRIGHT SHAW MOTION.
The motion called, after its inventor, the Wright
Shaw motion is perhaps more suitable to cotton goods.
Indeed, in Manchester, near to which city it was
invented and is manufactured, it finds much favour in the
check trade. A greatly improved motion has been
recently introduced by Mr. Wright Shaw, but as the
older form is in commoner use, we will refer to the latter.
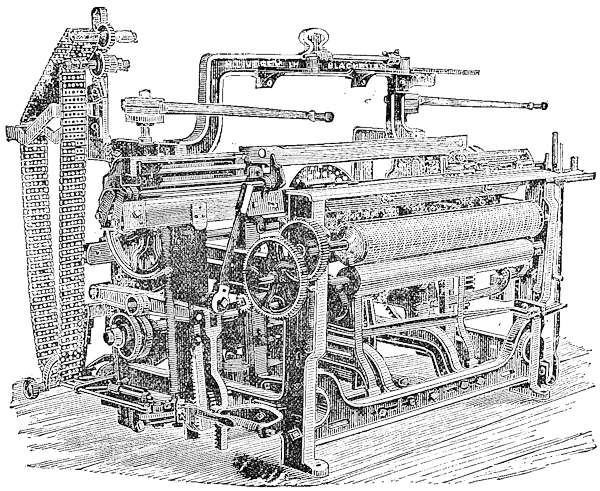
FIG. 73.
[139]
Fig. 73 shows a sketch of this machine, in which
the parts will be clearly seen. It is the make of Messrs.
Henry Livesey, Limited, of Blackburn, but is on the
Wright Shaw principle improved. The shuttle box is
supported and moved by a rack and pinion; this pinion
shaft is actuated by a forked rack supported on a pivot at
the end of a lever, so as to gear with either side of another
wheel on the pinion shaft. The lever is driven by a cam,
and raises and lowers the fork. The pattern chain consists
of iron plates which are thin and narrow, thus
enabling a longer pattern to be obtained than is possible
by the previously described motion. These plates are
linked together by elastic bands, and each contains two
peg holes, and also one, two, or three larger holes to
correspond with the points of the three-pattern chain
needles. The pattern chain passes round a square block
perforated to correspond with the needles, and driven
at the speed of a quarter of a revolution for each two picks.
The pegs on it carry the pattern plates round with the
block. The needles are arranged horizontally, points
facing pattern block. The outer needles regulate whether
the right or left leg of the fork shall be in contact with the
wheel on pinion shaft, to determine whether the reciprocation
shall be upwards or downwards. A hole in either
one side or the other of the plate regulates this; should
both sides be perforated, the fork remains in its previous
position. The fork is raised and depressed by a lever,
actuated by one of two cams—one to move the boxes one
shelf, and the other to skip a shelf, thus moving two boxes.
These cams are changeable, and operate on one end of the
lever, while the fork is suspended to the other end. The
central needle decides which shall be in action, as it
carries a projection which, when pushed back, thrusts the
larger sweep cam into action. It is easy, therefore, to
understand the action of these cards; three holes give no
movement; two holes, with a blank at one side, put
the fork into gear with the corresponding side of the
pinion wheel; and in the case of two blanks, the one in
the centre puts two-box stroke in action, and the side
blank puts the fork in gear at one side. One blank at[140]
the right side causes a rise, or, at the left side, a fall.
The five forms of plate are:—
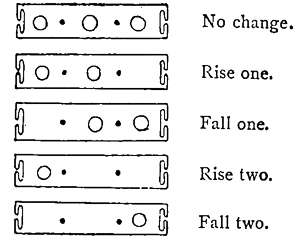
Rising one means that the box is risen to the next shelf;
rising two is risen to the next shelf but one, skipping one.
This style of drop box can be driven at the speed of 170
picks per minute. Generally, a weaver attends to three of
these looms, and an overlooker to from 50 to 60. For the
check shirting trade looms to weave from 30-inch to
37-inch cloth are used.
OTHER MOTIONS.
An ingenious drop-box motion is manufactured by a
Burnley firm, by which the weight of supporting the boxes,
etc., is altogether removed from the pattern chain, which
is consequently made of less cumbrous construction.
Other firms claim decided advantages in respect of a
greater skip than either Diggle’s or Wright Shaw’s
motions—e.g., from the first to the sixth box. Skips of this
extent are obtained principally by using several eccentric
cams. One of these may lift a single box, a second may
raise the boxes two spaces, and their effect in combination
is a lift of three shuttles, and so on for greater effects.
CIRCULAR BOXES.
Circular boxes are seldom used for cotton goods. In
this arrangement the shuttles are fixed in grooves formed
in a block revolving at the slay end, and drawn round in[141]
either direction by hooks, one being placed at each side of
the revolving barrel. The movement of the hooks is
regulated by a pattern chain. The speed is about the
same as a Wright Shaw motion.
GENERAL.
Any of these types of boxes may be used with the
over-pick, and either with tappets, dobby, or jacquard
shedding. Attempts have recently been made to apply the
drop-box principle to a system of replenishing the loom
with three or four cops of weft without a stoppage, by
having them previously placed in the shelves and lowered
on the breakage or running-off of the previous weft.
Coloured Spots.
Additional colour is introduced into cotton fabrics in
spots and figures after the manner of embroidery, by using
circle swivels or lappets. If a series of small spots in
colour are required to be made, by using a drop-box loom
with a jacquard or dobby the object is easily attained, but
it necessitates the cutting away of much of the coloured
yarn which has been picked across the cloth, and only a
portion of which is required for the figure. Now, by using
extra twist or weft, and only interweaving as much as is
required for the figure alone, much waste can be prevented,
and a firmer spot obtained. Take, for example, the
spotted muslin so frequently used for window curtains;
each figure only consists of a few inches of coarse yarn so
loosely passed through the ground cloth, and apparently so
entirely independent of the other spots, that a tyro can
form no other explanation of their appearance there than
that they have been sewn on.
Circle Weaving.
Circle weaving has been used in these cases. In
addition to the ground weft, which is carried across the
cloth in the ordinary shuttle, there is a frame above the[142]
shed of the warp carrying several circular, or rather horseshoe-shaped
attachments with a small bobbin of weft
pivoted at the upper part (farthest from the opening in
the ring). These rings are driven round by gearing with a
rack. When the figure has to be formed by the weft
passing round, say 20 ends, these are raised above the
level of the top of the ordinary shed, inside the ring,
which then makes one complete revolution, and the ends
are depressed. Maybe a plain pick or two is then
inserted, and afterwards more spotting, until the desired
figure is embroidered on the muslin, when plain weaving
is resumed for a few inches.
Lappets.
In lappet weaving, extra bobbins of warp are placed
below the loom, and the ends from them carried to a set of
upright needles, which slide in a groove immediately in
front of the end, a false reed being arranged for the
guidance of the shuttle. The needles are regulated by
a cam, and, with their point projecting, raise the thread
into the shed, so that it may be bound into the cloth by
the weft; after which the needles are removed the distance
of a few threads, and again raise the coloured end, so that
it may be bound into the cloth. The cam causes the
needles to be slid to and fro in this manner until a figure
is formed as desired. By this latter method the colour in
the figure largely predominates on one side of the cloth,
that which is the under side in the loom. The upper side
merely shows the outline of the figure where the thread
has passed through to be bound. In the circle swivel
figures the weft usually shows equally on both sides.
[143]
CHAPTER IX.
MILL CALCULATIONS—YARN COUNTS, REEDS, HEALDS,
COST OF CLOTH, WARPING AND SIZING LENGTHS, WAGES,
SPEEDS, ENGINES.
It
is desirable that the calculations connected with
cotton manufacturing in all its bearings be treated
in a separate chapter. This is not only necessary
from their number, but from their great variety and
difficulty of classification under different chapter headings,
inasmuch as many are applicable to more than one process.
Yarn Calculations.
The fineness of cotton yarn is indicated by the counts
(otherwise numbers or grist). The counts refer to the
number of hanks in a pound (avoirdupois). The cotton
hank is always 840 yards; and, therefore, if we speak of
10’s, we refer to yarn of which 10 hanks or 8400 yards
weigh one pound; or in referring to 36’s, of that which 36
× 840 or 30,240 yards weigh one pound. This applies
to either twist or weft. The cotton yarn measure is—
120 yards = 1 lea.
7 leas or 840 yards = 1 hank.
and the cotton yarn weight is peculiar, being an avoirdupois
pound divided into pennyweights and ounces as in
the troy weight.
24 grains = 1 pennyweight.
437-1/2 grains = 18-11/48 pennyweights = 1 ounce.
7000 grains = 16 ounces = 1 lb.
[144]
Wrapping.
1’s are taken as the standard with 840 yards in 7000
grains, and a higher count means finer yarn; then 840
yards of, say 2’s, would weigh 3500 grains, or of 70’s,
would weigh 100 grains. If we measure a hank of yarn,
and find that it weighs 100 grains, then 7000, divided by
100, gives the counts. It is inconvenient in wrapping
yarn to measure 840 yards, therefore a lea of 120 yards is
taken as the standard length for 1’s, and also the proportionate
weight = 1000 grains. Instead of taking 840
yards and 7000 grains it is usual, then, to take 120 yards
and 1000 grains. A wrap reel is 1-1/2 yards in circumference,
and, by revolving it 80 times, we can wind 120 yards from
a cop placed in the machine. Suppose this lea of 120
yards weighs 25 grains, then 10000/25 = 40’s. Should less than
a lea be taken, say 60 yards, then 500 grains must be the
dividend. Generally, however, to obtain the counts of any
yarn, 120 yards are weighed, and the weight, in grains,
divided into 1000.
Having the Length and Counts given, to find the Weight.—9240
yards of 44’s weft = 9240 yards ÷ 840 = 11 hanks.
In the given counts 44 hanks weigh 1 lb., then 11 hanks
weigh 11/44 or 1/4 of a lb.
Counts of Silk, Worsted, Linen.—Single silk is counted
same as cotton, except that in two-fold patent silk the
actual wrapping is given—say, 30’s/2 in silk will wrap 30’s.
In cotton, 2/30’s would wrap 15’s. The worsted hank is
560 yards. The linen “lea” is 300 yards. The French
cotton standard is 1000 metres in 500 grammes—equivalent
to 992·4 yards in 1 lb. Thus, 1·181’s in English would be
1’s in French. To transfer cotton measure to any other
take the cotton count, proportion it inversely to the
number of yards in the hanks, say—
20’s cotton equals 30’s worsted,
(20 × 840)/560 = 30’s
20’s cotton equals 56’s linen,
[145]300 : 840 :: 20’s : 56’s.
20’s cotton equals 20’s silk.
20’s English equals 16·93’s French.
1·18 : 1 :: 20’s : x
x = (1 × 20)/1·181 = 16·93
Double Yarns (Cotton).—Two-fold yarns are numbered
according to the single yarn counts—thus, 2/80’s = two
ends of 80’s twined together, which would wrap 40’s.
Actually, to make the resultant count 40’s, the single yarn
should be finer than 80’s, because the twist put in the
folded yarn contracts it in length and causes the two-fold
to be really coarser than would appear. However, neglecting
this, suppose we twine one end of 40’s and one of
20’s, the counts would not be 15’s, as a first glance would
indicate, but 13·33. This can be proved by taking the
weight of a lea of 40 = 25 grains, and of 20’s = 50 grains;
total, 75. 75 divided into 1000 gives the counts as 13-1/3.
Another rule is, multiply the two counts and divide by
their sum—
(40 × 20)/(40 + 20) = 800/60 = 13-1/3
3/300’s = 100’s.
3-fold yarn of 40’s, 80’s, and 120’s would be 21·81.
A lea of 40’s = 25 grains.
A lea of 80’s = 12-1/2 "
A lea of 120’s = 8-1/8 "
——
45-5/6
1000/(45-5/6) = 21·81
Or take the highest count and divide it by each of the
others and by itself, then divide the total of the quotients
into the highest—
120 ÷ 80 = 1-1/2
120 ÷ 40 = 3
120 ÷ 120 = 1
——
5-1/2
120/5-1/2 = 21·81
[146]
Testing Yarns.
In addition to wrapping warp yarn to ascertain actual
counts, it is frequently tested as to strength; the lea from
the reel is placed between two hooks on a testing
machine, and by a wheel worm and screw the lower hook
is moved downwards, increasing the tension on the yarn.
By an index finger this tension is indicated on a face plate,
and when the lea is broken the finger stops at the highest
weight or strain that the yarn has stood. Below is a
table, which will give a general idea of the comparative
strength of mule twists, having, for the American cotton,
the standard turns in—i.e., square root of counts multiplied
by 3-3/4.
| 20’s | American Cotton | = 80lb. |
| 30’s | American Cotton | = 54lb. |
| 40’s { | American Cotton | = 40lb. |
| Egyptian Cotton | = 50lb. |
| 50’s { | American Cotton | = 28lb. |
| Egyptian Cotton | = 37lb. |
| 60’s | Egyptian Cotton | = 30lb. |
| 70’s | Egyptian Cotton | = 26lb. |
In yarn the diameters of the threads do not vary inversely
as the counts, but inversely as the square root of the
counts. Thus, 16’s is not four times as thick as 64’s, but
twice as thick, the square roots being four and eight
respectively.
Reed Counting.
Before entering into the calculations regarding the
weight of cloth, it is necessary to familiarise ourselves
with some method of counting the ends of warp in the
cloth. On the Exchange the system adopted both for
ends and pick is their number per quarter inch—e.g.,
a 16 by 14 means 16 ends per 1/4-inch, or 14 picks per
quarter. The methods used in the manufactory are based
on the counts of reed. Formerly many systems of reed
counts prevailed, each town or district having a method
peculiar to itself; thus, Blackburn counts, Preston counts[147]
and many others were at one time adhered to in their
respective districts, but have now fallen into disuse, and
almost been forgotten. The Stockport counts is commonest
in Lancashire, and is based on the number of
dents or splits of the reed in two inches, and as cloth
is generally wrought two ends on a dent, this system is
often taken as the number of ends in one inch. It is in
use in almost every Lancashire manufacturing district,
being adopted in consequence of its simplicity and suitability
for calculation purposes.
The Bolton counts is still used in some mills in that
town and also in Bury and some few other districts. It
is based on the number of beers in 24-1/4 inches—a beer
comprising 20 dents. A Stockport 40’s reed would have
485 dents on 24-1/4 inches, or 24-1/4 beers Bolton. A Bolton
24-1/4 reed is then equal to a Stockport 40’s. To find the
number of splits per inch in a reed having Bolton counts
given, multiply those counts by ·8249, or vice versâ. This
rule shows the number of dents and decimal parts; 8·245
is more often taken, but it gives the number with less
exactitude. The fraction is only taken to two places of
decimals, showing thus the 100th parts of dents—e.g., a
300 Bolton has 24-74/100 splits per inch (8·249 × 30 = 24·747).
To convert Stockport into Bolton counts multiply by
·60625. To convert Bolton into Stockport multiply by
1·6495. This rule gives the number of ends per inch in
Bolton counts, supposing the cloth to be wrought two
ends in a dent. The Scotch systems are to take the
number of dents or splits in the old Scotch ell, 37 inches,
or by the number of porters on the same length. The
Scotch porter is equal to the Lancashire beer—20 splits.
In the first system, the splits per ell are expressed in
hundreds—thus, 1700 indicates 1700 splits on 37 inches,
almost equal to a 92 reed, Stockport; or a 46 on the
Scotch inch scale, which is the number of splits in one
inch, and corresponding to the old Radcliffe and Pilkington
method in Lancashire.
By the porter system, a 40-porter reed would give
40 × 20 dents = 800 on 37 inches, equal to a 43 reed,
Stockport, In Scotland (as in Lancashire) the old[148]
complicated systems show a tendency to give way in
favour of the simpler systems of counting the dents or
ends in one inch.
In the reed table given below, the first row of figures
shows the proportion which these reeds bear to one
another, and the lower rows indicate the fineness of the
different systems for 33 and 40 splits per inch respectively—the
calculation results being given, which same might
not frequently appear in practice—
| The Inch Scale. | Stockport | Bolton | Scotch. | Scotch Porter. |
| Dents per Inch. | Dents on 2 Inches. | Beers on 24-1/4 Inches. | 100 ends 37 Inches. | Porters on 37 Inches. |
| 1 | 2 | 1·2125 | 0·37 | 1·85 |
| 33 | 66 | 40· | 12·20 | 61 |
| 40 | 80 | 48·5 | 14·80 | 74 |
Healds.
In Stockport counts four healds are considered as a
set, and having one thread through each eye are dubbed of
similar counts to the reed—e.g., a 60’s set of healds has
15 stitches per inch in each set, equalling 60 ends per inch
in the reed, which is a 60’s reed, Stockport.
In spaced healds some are knitted finer than others
and consequently numbered differently. In this point
draft:—
55
44 4 4
333
22
1
twelve ends are drawn on five healds, one end on the 1st
heald, two on the 2nd, three on the 3rd, four on the
4th, and two on the 5th. Four different degrees of fineness
are required in the five heald staves, and the above
draft is given to the knitter with instructions for so many
patterns to the inch. Say five patterns per inch: 5 × 12
would give a 60 reed, and the number of stitches per inch
would be respectively 5, 10, 15, 20 and 10—the front
one being equal to a Stockport 20’s, for if there were four
similar to it in a set, the number of ends would be 20.[149]
Similarly the second stave equals a Stockport 40’s, the
third 60’s, the fourth 80’s, and the fifth same as the
second, a 40’s. To prove this, the requisite set of five
staves might be obtained by taking one stave out of a
plain 20’s set, two staves of a plain 40’s, one stave from a
60’s, and one from an 80’s set.
Weight of a Piece.
In calculating the weight of a piece, the warp weight
is obtained from the number of ends, based upon the
width in the reed. This is multiplied by the sizing length
and brought into hanks, from which the weight can be
obtained by dividing by the counts. The weft is calculated
from the picks to the inch, the reed width, and the actual
length of piece. Example—A piece has to be made full
dimensions, 36 inches wide, 36 yards long, 16 square
(1/4 inch)—i.e., 64 ends per inch and 64 picks; yarns
30’s/36’s, the first number being the warp, sized 25 per
cent. In the reed it would stand 38 inches, about six
per cent. being allowed for contraction. Of course, if the
yarn were coarser, the pick heavier, and the reed finer,
more than this would be allowed. Supposing that a 60’s
reed (Stockport) is used, the number of ends would be
38 × 60 = 2280; the length of warp, say 38 yards,
allowing six per cent.—then
(2280 × 38)/840 = 103-1/7 hanks,
Divided by 30’s gives 3lb. 7oz.
Weft.—The weft, 37-1/2 inches wide, 64 picks; length of
piece, 36 yards.
(37-1/2 × 64 x 36)/(840 × 36’s) = 2lb. 13-3/4oz.
37-1/2 × 64 gives the number of inches of weft in one inch of
cloth, or, what is the same, yards of weft in one yard
of cloth.
Size.—
3lb. 7oz. = 55oz.
25 per cent. on 55 =
55 × 25 ÷ 100 = 13-3/4oz.
[150]
The weight of the piece is then—
Twist 3 : 7
Size 13-3/4
——————————
4 : 4-3/4
Weft 2 : 13-3/4
—————
7 : 2-1/2
When the piece is measured by the long stick, about
half an inch more to the yard must be reckoned—e.g.,
38-inch: 14/14, 37-1/2 yards L.S., 38’s weft, to be 8-1/4lb. in
weight; this would be perhaps 38-1/4 yards long S.S.
Weft.—
(40 × 56 × 38-1/4)/(840 × 38) = 2 : 10-3/4
Leaving 5: 9-1/4 for twist and size, say of the latter 100 per
cent., then 2: 12-1/2 would be twist—
(40 × 52 × 41)/840 = 101-1/2 hanks
required to be found in 2: 12-1/2 of yarn; then if 2: 12-1/2
= 101-1/2 hank:: 1lb. equals 36’s twist about.
This cloth would then be composed of—
Warp2 : 12-1/4
Size 2 : 13
Weft2 : 10-3/4
————
8 : 4
For quoting purposes the weight of the yarn is taken
at the market price, say that of the cloth No. 1—
lb. oz.
3 7 of 30’s T at 8d. = 2 : 3-1/2
2 13-3/4 of 36’s W at 8d. = 1 : 11
Weaving Price = 9-1/2
To this is added a sum sufficient to cover cost—winding,
warping, sizing, power, miscellaneous expenses, waste
(which sum varies considerably, and depends mainly upon
the situation of the producers as regards the amount at[151]
which he can produce this cloth). Often, for lightly-sized
goods, the weaving price is doubled, making this piece cost
5s. 9-1/2d. Should it be a dhootie, then an addition is made
for coloured yarns for heading and border, and if a figured
cloth extras are included for increased cost of production.
The examples given are supposititious ones, for, as has
been said, the exact details of weight and quoting prices
are decided purely by local or temporary position, and
fixed data cannot be given as a standard for every case.
Stripe Patterns.
In case of stripes with two counts of warp yarn, for
example, the number of ends of each must be obtained.
If there are 38 stripes each of 15 ends, 40’s twist, with
a ground cloth between each of 45 ends warp, 60’s T,
separate calculations for each must be made.
38 × 15 = 570 stripe ends.
38 × 45 = 1710 ground ends.
Altering.
When the pick or reed is altered, the weight of the
weft or warp is altered in proportion; when the length or
width is altered, the weight of the piece is altered in proportion;
when the counts of yarn are altered, the weight
alters inversely proportionately.
Other Reeds.
Although the 1/4-inch scale is mostly used for calculating
warps in Lancashire, we give an example of a
calculation with the Bolton reed. To get the number
of ends, multiply the reed counts by the width of your
warp in the reed, and by 1·6495—thus, Bolton 36’s, 39
inches in the reed, would give 2238 ends. The calculation
is then proceeded with in the ordinary manner. In
the Scotch ell standard system, the dimensions of the
cloth before-mentioned would be 36 inches wide, 36 yards
[152]long, 1100 reed, 11-1/2 shots to the glass, yarns 30’s/36’s. To
calculate the weight of warp, add six per cent. to the
36 inches, making it 38 inches wide in the reed. If there
are 1100 splits on 37 inches, then the number on 38 inches
will be proportional.
(1100 × 38)/37 = 1130.
Multiply by 2, as it is always understood that there are
two ends in a split, and we get 2260 ends. The calculation
is then continued in the usual way.
(2260 × 38)/(840 × 30) = 3·407lb.
Weft.—— The meaning of shots on the glass refers to a
counting glass used in Glasgow district, one two-hundredth
part of a yard in width; 11-1/2 shots will then give 11-1/2 ×
200 = 2300 picks in a yard.
(2300 × 37-1/2 inches wide)/(36’s × 36 inches to the yard × 840) = 2·85lb.
If required to be left in hank, omit to divide by the counts
in each case. In other materials, the length of the hank
varies, and, in the case of single worsted, we should have
divided in the previous calculations by 560 instead of 840,
in linen by 300, or in single silk by 840.
Warping and Sizing Calculations.
In getting an order passed through a weaving shed
the first point, after calculating the particulars for each
piece or cut, is to get the length for warping and sizing.
In the case of an order for 3750 pieces of the before-mentioned
dimensions, the total length of warp is calculated
thus—38 yards for one piece × 3750 = 142,500 yards,
allowing nothing for waste in length, as the tension on
the yarn in process will stretch it sufficiently to allow for
that, and perhaps a little more. At the warping mill the
length is taken in wraps of 3564 yards, subdivided into[153]
teeth of 27 yards. In this case, four wraps or 14,256 yards
would be taken to a set of back beams; therefore, this
order would be run in ten separate sets.
The number of back beams for the sizing machine is
proportioned to the capacity of the warping mill—say five
beams, the length on each beam must be 14,256 yards, and
the total number of ends on the beams equal to the ends
in the piece—say 5 at 456 each = 2280.
To Calculate the Counts of Yarn after Warping.—Divide
the length by the weight and 840. A beam weighs 301lb.,
carrying 504 ends, each 14,256 yards long—
(14,256 × 504)/(301 × 840) = 28·41’s.
Having 375 pieces to make from the set of beams, which
will probably weigh about 1300lb. for 30’s twist, to this
add 25 per cent. for size =
(1300 × 325)/100 = 325
1300
——
1625
Divide by 375) 1500 (4lb. 5oz.
——
125
16
——
2000
4lb. 5oz. being about the size required (vide page 150).
Actual Size.—To find the size actually put on the
yarn, subtract the weight of the unsized yarn less waste
from the sized yarn—e.g.,
1639 Actual sized weight.
1300
——
339 = Weight of size.
1300) 33900 (26·07 per cent. actual.
2600
———
7900
7800
——
100
[154]
Counts after Sizing.—
(14256 × 2280) / (1639 × 840) = 23·61’s
To Calculate the Percentage of Waste.—Multiply the
waste made by 100 and divide by the weight of yarn used.
If eleven skips of twist, weighing 3189lb., make 33lb. of
waste—
3189 ) 3300 ( 1·034 per cent.
3189
———
11100
9567
———
15330
Wages—Standard Lists.
In those towns where a uniform class of goods is
made of simple weave, it is possible to formulate and
adhere to a standard method of payment such as is done
in Burnley, Blackburn, and other towns. In other
districts, such as Bolton and Preston, the sorts are so varied
and difficult to classify that at many mills a private list is
adhered to with satisfaction to the employer and employed.
For the benefit of some readers a typical calculation will
be given, based on the 1853 Blackburn list, as in 1883
this list was adopted in Preston, Chorley, and other towns.
This may be considered a list of medium position with
regard to other lists—Burnley being lower for plains,
Ashton list being considered a low one for fancies.
The Blackburn list is based on a 40-inch loom, weaving from 36 to 41-inch
cloth, 60 reed Stockport counts, 16 picks per 1/4 inch, 37-1/2 yards, from 30’s
to 60’s weft, and from 28’s to 45’s twist, for 12·25d.
Reeds.—A 60 reed or 30 dents, being the standard, is made the starting point,
and 3/4 per cent. is deducted for every two ends or counts of reeds, from 60
to 48; but no deduction is made below 48 reed, and 3/4 per cent. is added
for every two ends or counts of reed above 60.
[155]
Weft.—All weft from 30’s to 60’s, both included, is considered medium, and
reckoned equal, but all weft above 60’s to be allowed 1 per cent. for every
10 hanks,
and all below 30’s to 26’s to be allowed 2 to be allowed
and all below 26’s to 20’s to be allowed 5 to be allowed
and all below 20’s to 16’s to be allowed 8 to be allowed
and all below 16’s to 14’s to be allowed 10 to be allowed
Twist.—All twist from 28’s to 45’s, both included, is considered medium, and
reckoned equal, but all twist above 45’s up to 60’s to be allowed 1-1/2 per
cent., and all above 60’s 1 per cent. for each 10 hanks,
and all below 28’s to 20’s to be allowed 1 per cent. on list.
and all below 20’s to 14’s to be allowed 2 per cent. on list.
Additions for Picks.—All picks above 8 and up to 18 are considered proportionate,
but 8 picks and all below and all above 18, to have 1 per cent.
allowed for every pick over and above the proportionate difference in the
number of picks.
Width of Looms.—A 40-inch loom being the standard, is taken as the starting
point, and all additions or deductions are made therefrom. (The reed
space is measured from back board to forkgrate.)
25-inch loom has 2-1/2 per cent. deducted from 30-inch loom.
30-inch " 5 " " 35-inch "
35-inch " 5 " " 40-inch "
40-inch loom (45-inch reed space) the standard—
45-inch loom has 5 per cent. added to 40-inch loom.
50-inch loom has 10 per cent. added to 45-inch "
55-inch loom has 10 per cent. added to 50-inch "
60-inch loom has 10 per cent. added to 55-inch "
Looms of Intermediate Width.—One per cent. per inch is to be deducted from
40 down to 30-inch loom; below 30 to 26-inch loom 5/8 per cent. per inch
to be deducted. Above 40-inch and up to 45-inch loom, 1 per cent. per
inch to be added, and all above 45-inch 2 per cent. per inch.
Narrow Cloth in Broad Looms.—Suppose a 40-inch loom should be weaving
cloth 36 to 31-1/4 inches in width, take off one-half the difference between
40 and 35-inch loom price; and if weaving cloth 31 to 27-1/4 inches wide,
take off one-half the difference between 40 and 30-inch loom price; or if
weaving 41-1/4 to 46-inch cloth in a 50-inch loom, take off one-half the
difference between 50 and 45-inch loom, and so on with all other widths.
Range of Cloths.—
26-inch loom allowed to weave cloth up to 27 inches.
35-inch loom allowed to weave cloth from 31 to 36 inches.
40-inch loom allowed to weave cloth 36 to 41 inches.
45-inch loom allowed to weave cloth 41 to 46 inches.
50-inch loom allowed to weave cloth 46 to 52 inches.
[156]
Basis of Calculations.—The calculations in the Blackburn list are based upon
the picks counted by the glass when the cloth is laid upon the counter.
Forty yards short stick to be taken as 39 yards long stick.
To find price for a 44-inch cloth in 45-inch loom = 66’s
reed, 44 change pinion, 528 dividend, 75 yards long,
34’s/36’s—
12·25 Standard.
Add 5 per cent. loom ·61
———
12·86
Add 2-1/4 per cent. reed ·28
———
13·14
Calculate in proportion to pick 16 to 12 = 9·86
Calculate proportion length 37-1/2 to 75 = 19·72 = List price.
Double
Deduct 10 per cent. = 1·97
———
17·78 = Present price.
or from list under heading, 45-inch loom—
66 reed, 37-1/2 yards = ·822 for 1 pick.
9·86 for 12 picks.
19·72 for 75 yards.
Speeds of Shafts, Etc.
In calculating the speed of a shaft driven from
another by pulleys or gearing, multiply the speed of the
first shaft by the driving pulley or wheel, and divide by
the driven one. A shaft makes 100 revolutions per
minute and carries a 40-inch drum driving a 16-inch
pulley on another shaft; the speed of the second shaft
would be 250, thus:—
(100 × 40)/16 = 250.
The same rule and calculation would apply if the first
shaft had carried a 40-teeth cog-wheel, and the second a
16-teeth wheel.
[157]
In taking the dimensions of a pulley for calculations
the diameter is often taken; it does not matter, though, if
the circumference be taken, but care must be exercised
in taking the same dimension for the driven as is taken for
the driver. If the diameter is taken of one, the diameter
must be taken of the other.
To get Speed of Loom from Engine.—Multiply the
engine speed by all the driving pulleys, and divide by the
driven ones. If the engine make 46 strokes per minute,
spur-wheel 105 teeth, second motion pinion 52 teeth; also
on same a 52 driving a 49 on line shaft in shed. Pulley
on line shaft on which is a 15-inch drum driving a loom
pulley on the crank-shaft of 8 inches.
The driving and driven pulleys are always alternate;
then as the first must be a driver—
(46 × 105 × 52 × 15)/(52 × 49 × 8) = 185 nearly.
The answer gives the calculated picks per minute. About
4 per cent. must, however, be allowed for slippage, reducing
the 185 to an actual speed of about 177.
To find the Size of Pulley for any required Speed.—Find
the ratio of the given speed and arrange size of pulley
accordingly. Suppose a shaft running at 100 revolutions
per minute has to drive a loom-shaft at a speed of 180
picks per minute the ratio of speed is as 100 to 180 or as
5 to 9; arrange the pulleys in this proportion—say 10
inches and 18 inches, the larger pulley being on the driving
shaft.
To alter Speeds.—Calculate in proportion to the alteration.
If a twill-shaft is driven by a 30-cog wheel, and
revolves at a speed of 45 revolutions per minute for a 4-leaf
twill, and it is desirable to change this to a 3-leaf twill
with the twill-shaft at 60 revolutions per minute, then, as
45 is to 60, so 30: x—
x = (60 × 30)/45 = 40
[158]
A 40 wheel must now drive the wheel on the twill-shaft,
and the speed will be increased one-third more.
Engines.
The strength of a steam engine is indicated in horse-powers.
A horse-power is taken as the capacity of performing
33,000 foot-pounds of work in one minute; lifting
3300lb. 10 feet high, or 10lb. 3300 feet high would be
33,000 foot-pounds of work.
To obtain the Indicated Horse-power—the most usual
Standard.—A diagram is taken from the engine by a small
apparatus, and this diagram, when measured and averaged
at different points of its length, gives the mean pressure
of steam in the cylinder. Multiply this by the speed of
the piston, by the area of the piston, and divide by 33,000,
and the I.H.P. is to hand. 39·81 average pressure per
square inch, area of piston 400 square inches, length of
stroke 5-1/2 feet, strokes per minute 40 (or 11 feet both
ways)—
(39·81 × 400 × 11 × 40)/33,000 = 212·32 I.H.P.
Nominal horse-power (condensing) = area of piston
divided by 22; ditto high pressure = area of piston
divided by 11.
2-1/2 to 3 looms, with preparation, are reckoned to
1 indicated horse-power.
Coal.—A good quality of coal should evaporate 8lb.
of water for each 1lb. burnt, and for a manufacturing
concern (including sizing, which takes a great amount of
steam) the consumption of coal should be about 3-1/4lb. per
I.H.P. per hour. Thus 600 horse-power should use
about 24 tons per week; excluding sizing, 2-3/4lb. would
suffice.
To find the Circumference of a Circle.—Multiply the
diameter by 3·1416 or (roughly) by 3-1/7.
[159]
To find the Area of a Circular Space.—Square the
diameter and multiply by ·7854.
To find the Cubical Contents of a Rectangular Block.—Multiply
the depth, length and breadth together.
[161]
City and Guilds of London Institute
FOR THE ADVANCEMENT OF
TECHNICAL EDUCATION.
TECHNOLOGICAL EXAMINATIONS.
19B.—COTTON MANUFACTURE.
Section I.—COTTON SPINNING.
I. Syllabus.—The Examination will include questions founded on such
subjects as the following:—
1. The geographical position of the world’s cotton fields, and suitable
regions to which it may be introduced.
2. Cotton cultivation and the various causes of damage to the fibre during
growing and picking seasons, with the dates of planting and picking in all
cotton-growing countries.
3. The mode of preparing the raw material, cotton gins, ginning, packing,
&c. Means and methods of adulteration.
4. Commercial handling of the raw material up to the spinning mill.
5. The nature and properties of the various kinds of raw material—Sea
Island, Queensland, Fiji, Egyptian, New Orleans, Uplands, Boweds, Dollerah,
Hinghinghat, Surat, Brazilian, &c.
6. The selection of, and advisability, or otherwise, of mixing various
cottons with a view to the full utilization of every kind.
7. The development of and the principles involved in the construction of
the several machines used in cotton spinning.
8. Cleaning cotton by opening, scrutching, carding and combing machines.
[162]
9. Processes of attaining a parallel arrangement of fibres by carding, and
the attenuation of the sliver through drawing, slubbing, intermediate and
finishing roving frames.
10. Spinning operations upon the throstle, mule, and ring frames.
11. The doubling of single yarns for lace, hosiery, sewing thread, and
kindred purposes.
12. Warping and bundling for the home trade and export, with the
accompanying processes of winding and reeling.
13. Packing and commercial dealing with yarns in the process of
distribution.
In the Honours Examination more difficult questions in the above subjects
will be set than in the Ordinary Grade.
II. Full Technological Certificate.—The candidate, who is not otherwise
qualified (see Regulations 33 and 34), will be required, for the full
Certificate in the Ordinary Grade, to have passed the Science and Art
Department’s Examination, in the Elementary Stage at least, and for the
full Certificate in the Honours Grade, in the Advanced Stage at least, in two
of the following Science subjects:—
- II. Machine Construction and Drawing.
- III. Building Construction.
- VI. Theoretical Mechanics.
- VII. Applied Mechanics.
- XV. Elementary Botany.
Certificates, showing that the candidate has passed the Second Grade
Examination of the Science and Art Department in Geometrical Drawing
as well as in Freehand or Model Drawing, will be accepted in lieu of one of
the above Science subjects for the full Technological Certificate in either
grade of the Examination.
Section II.—COTTON WEAVING.
The Examination in the Ordinary Grade will consist of a paper of
questions only.
I. Syllabus.—The Examination will include questions founded on such
subjects as the following:—
1. Winding Machines for warping and pirns.
2. Warping.—Mill, beam and sectional.
3. Sizing.—Ball, hank, dressing, slashing upon both cylinder and hot-air
frames.
4. Beaming and Scotch Dressing.
5. Reeds and Healds (Counts Setting, &c.), Drawing in and Twisting.
[163]
6. Comparative merits of Hand and Power Looms.
7. The Power Loom—its parts, the principle governing each, with the
relation and timing of each to the other.
8. Shedding Motions—as Tappets with their over and under motions.
Dobbies or witches.
9. Picking motions, alternate and “pick and pick.”
10. Beating up, shuttle box, and minor motions.
11. Necessary calculations for the power loom.
12. The various makes of cloth produced by Tappets and Dobbies as
plain cloth, twills, satins, and small figured effects, with one warp and weft,
or with the addition of extra warp for figuring, as in Dhooties.
13. Method of making designs, drafts, and tie-ups for the above.
14. Colour and colour blending as applied to the coloured branches of
the industry.
15. Calculations for warp and weft and method of costing goods.
The Examination for the Honours Grade will consist of more advanced
questions on the preceding subjects, especially those enumerated in Sections
7 to 11; and, in addition, questions relating to the following:—
1. Construction of the various Jacquard machines in use, and their relative
suitability to various goods, and the system of mounting Jacquard looms.
2. Construction, merits and uses of the hand loom.
3. Principles of cloth structure, and the mechanism required for the
production of the following typical fabrics:—Plain cloth, twills, diapers,
brocades, damasks, coloured stripes and checks, warp spots, repps, weft spots
produced with circles, swivels or extra shuttles, backed cloths, double cloths,
3, 4, 5, &c., ply fabrics, tapestries, velveteens, cords, Terry fabrics, plain and
figured gauze, lappets, plain and figured leno.
4. Principles of designing and card cutting involved in producing the
above fabrics, giving preference to the actual designing and working of such
patterns as shall be practically useful as articles of commerce.
5. Analysis of samples of woven fabrics to determine pattern, draft, tie-up,
and counts of material used.
6. Composition of the various yarns used in the production of mixed
fabrics.
7. Latent and other defects in fabrics caused by faulty construction and
unequal balancing of warp and weft.
8. Selection of warp and weft yarns suitable for the fabrics required.
[164]
9. Proportioning of fabrics so as to maintain the original structure with
an increased or diminished weight.
10. Method of calculating the cost of a fabric from given data of values
of material and labour, by ascertaining the fibre, counts, ends, picks and
weight.
11. Actual Weaving.—Each candidate will be required, during the year
preceding the Examination, to design and execute in suitable material an
original pattern, of not less than 200 ends and 200 picks in a complete
pattern, and to forward the same (carriage paid) to London a fortnight prior
to the day of the Examination, together with a certificate signed by his
employer, or by the class teacher and a member of the School Committee,
stating that the work has been executed by the candidate without assistance.
The specimen of weaving, showing the complete pattern, must not be less
than one yard in length and at least 24 inches in width: it must be properly
dyed or finished, and constructed in such a manner as to be a saleable article.
II. Full Technological Certificate.—The candidate, who is not otherwise
qualified (see Regulations 33 and 34), will be required, for the full
Certificate in the Ordinary Grade, to have passed the Science and Art
Department’s Examination, in the Elementary Stage at least, and for the
full Certificate in the Honours Grade, in the Advanced Stage at least, in two
of the following Science subjects:—
- II. Machine Construction and Drawing.
- III. Building Construction.
- VI. Theoretical Mechanics.
- VII. Applied Mechanics.
- XV. Elementary Botany.
Certificates, showing that the candidate has passed the Second Grade
Examination of the Science and Art Department in Geometrical Drawing
as well as in Freehand or Model Drawing, will be accepted in lieu of one
of the above Science subjects for the full Technological Certificate in either
grade of the Examination.
[165]
GLOSSARY OF TRADE TERMS.
Am.—American. Sc.—Scotch.]
Some words not mentioned here are explained in previous parts of the
book, and will be found in the General Index.
Apex—The tip or point—e.g., of a cone or wedge.
Backed Cloth—Cloth which, in addition to the faced fabric, bears bound
underneath a layer either of extra weft, extra warp, or of another cloth.
The term is usually applied to the first-named variety.
Bar—A term applied to a single strip of coloured weft, used as heading or
cross border.
Beam—The flanged roller on which the warp yarn is wound, either at the beam,
warping, sizing, or dressing machines; also applied to the full beam.
Beer—Twenty dents or splits in a reed, also 40 ends—i.e., two ends to each
split.
Bevel—A cog wheel, having the teeth set at an angle with the shaft on which
it moves, but in the some plane, unless a skew-gear bevel.
Bitting—Drawing in additional ends at the side of healds and reeds in case
of a wider warp having to be used.
Bobbin—A flanged wooden cylinder.
Borders—The stripe running along the side of a piece of cloth—formed either
by different colour, counts of yarn, or weave, from the centre.
Box Motion—Arrangement for operating the shuttle boxes in check weaving.
Bracket—An attachment bolted to a framing for the support of other apparatus.
Cam or Camb—A plate revolving on a shaft, having its circumference other
than circular, thus giving a reciprocating motion to any lever actuated
by it.—Applied in some districts to the shedding tappets and picking
plates.
Cellulose—A botanical term referring to an organic substance of which the
cotton fibre principally consists, and being composed of six atoms of carbon
with five of water, or C6H10O5.
Cloth—The technical name for woven cotton fabrics: although cloth is the
popular name for woollen and worsted fabrics, and cotton is usually
called calico, or some such name, yet in the trade the name of cloth is
always given to cotton goods.
Compass Board—Another name for the cumber board.
Cop—The cylindrical coil of yarn formed at the mule, or, in the case of two-fold
yarn, at the twiner.
[166]
Cord—The bands used in attaching the healds to the heald-rollers, or lambs—i.e.,
heald cords; also a very coarse thread, used as a heading or stripe
border; a name given to a cloth bearing a stripe, formed by using cord
warp yarn; and also a contraction of corduroy.
Counts—A system of indicating the fineness of yarn, written by placing ’s
after the figures signifying the number of hanks per lb.—thus, “40’s”;
otherwise, grist or numbers.
Cover—A name given to the downy appearance of cloth or yarn.
Cross-band—Sometimes applied to yarns spun twist-way, in contradistinction
to open-band.
Cross-border—A heading to a piece of cloth or handkerchief, either formed
by coloured or other weft, or by a change in the pattern.
Cumber Board—The perforated frame for the guidance of the harness in the
jacquard or some dobby shedding motions.
Cutting—The severance of the pile warp or pile weft in a fabric which requires
the slitting of some filament, so as to produce a nap, formed by short
threads presenting their section on the face of the cloth.
Cut—A length of warp required to weave a piece of cloth; also the piece when
woven.
Deliquescent—A substance which tends to liquefy in the air—thus, chloride of
magnesium tends to retain dampness and cause a fabric in which it is
present to become moist.
Dent—A space between the wires of a reed, otherwise split.
Draft—A plan showing the order in which the ends are drawn through the
healds (see page 94).
Elongated Twills—Twilled cloth, in which the wale extends a greater distance
than usual before reaching the other side of the fabric, caused by weaving
two or more picks before altering the risen ends forming the wale.
These twills do not run at an angle of 45 degrees.
End—The technical name for a thread.
Entering Draft—The system of drawing the warp through the healds (see Draft).
Fell (of Cloth)—The edge of the fabric (in the loom) which has most recently
been woven.
Filling—Am. for weft.
Fixing—Am. for tackling.
Flue—One lap of the folded cloth.
Flushing—Bringing the warp or weft to the surface of the cloth without
interweaving.
Fly-reed—Sc. for loose reed.
Gaws—Sc. for goal.
Gears—Sc. for healds.
Goal—A gap caused in a piece by the cloth being drawn forward without the
weft interweaving, especially when used to mark the end of a piece.
Grey—Yarn or cloth in an undyed or unbleached state.
[167]
Grist—Synonymous with counts (Sc.).
Ground—That portion of a fabric, usually of a simple weave, which serves as
a base on which to display a figure.
Hank—A measurement of yarn. In cotton, 840 yards.
Harness—The arrangement of leashes in a jacquard. (Am. for a heald.)
Heald—The arrangement of top and bottom staves, carrying the leashes with
eyes for use in stave work.—Sc., heddle; Am., harness.
Lag—A bar of the lattice used in dobby work.
Lathe (South Lancashire)—Synonymous with slay.
Lay—Am. and Sc. for slay.
Leaf—A heald or a plate of the shedding tappet—e.g., three-leaf twill =
three-stave twill.
Lingo—The weight below the leashes in the jacquard.
L.S.—Abbreviation of “long stick.”
Mail-eye—The aperture in the harness for the reception of the thread.
Manufacturing—(Vide Chapter I.).
Mash—(Vide Index).—Otherwise smash, or trap.
Mitre Wheels—Bevel wheels which gear with and are exactly similar to each other.
Open-band Yarn—Yarn spun weft-way—that is, twisted over to the right.
P.C.—Pin cop—i.e., weft size of cop.
Pick—The insertion of a thread of weft; the propulsion of the shuttle through
the shed; the time occupied in the opening of the shed, the picking,
and beating up.—A term used to signify the number of picks in a quarter-inch.
Pirn—A wooden tube on which is wound the weft used for headings, etc.
Ply—A thickness or layer of fabric—thus, two-ply, three-ply, refer to double or
triple cloth.
Positive Motion—A motion driven by gearing as distinct from one driven by
friction or some non-positive force.
Pure Size—Sizing with vegetable or animal substances, used for light percentages.
Range—A series of cloths similar in style, but varying in width or other
dimensions.
Reed—(Vide Chapter III.).—Also the number of ends per quarter-inch.
Run—A stripe of colour in a fabric.
Scobs—Sc. for slattering.
Selvage—The sides of a fabric.
Sett—The fineness of reeds—reed counts. Also signifying the amount of warp
on the beams which are sized at one time.
Shaft—A heald.
Shed—The opening made in the warp for the passage of the shuttle; also, a
weaving mill.
[168]
Shot—Sc. for pick.
Slay—Otherwise lay or lathe (vide Index).
Smash—Synonymous with mash or trap (vide Index).
Split—Dent.
S.S.—Abbreviation of “short stick.”
Stave—Equivalent to shaft.
Strip—A narrow bar of heading.
Stud—A short projecting pin to carry a wheel or wheels.
Tapes—Borders of cramped or coarse warp.
Tappet—(See Index).—Sc. for wiper.
Technical—Specially appertaining to an industrial art, business, or profession.
Technology—The branch of knowledge dealing with the systematic study of
the industrial arts.
Terry—Uncut or loop pile.
Trap—Synonymous with mash.
Trevette—A knife used in cutting the pile wires out of the cloth.
Tuning—Tackling.
Turns (per inch)—The extent of the torsion in yarn.
T.W.—Twist-way yarn or thread, which, in being spun, has been twisted over
to the left—distinct from weft-way.
Tweel—Sc. for twill.
Twist—Warp yarn.
Up-taking—Sc. for the take-up motion.
Warp—The yarn arranged length-way of the cloth—the full beam of warp yarn.
Water T.—Throstle twist.
Waves—Zigzag twill pattern.
Wax—Cotton wax is a substance coating the outside of cotton fibres, and present
to the extent of about 1/2 per cent. It is a brownish horny vegetable wax.
Weft—The yarn arranged across the cloth.
Weft-way—Yarn twisted over to the right in spinning. Weft may be either
twist-way or weft-way.
W.W.—Weft-way.
Whip-roll—Am. for back-rest.
Whip-thread—The crossing thread in gauze.
Woof—The weft.
Wraith, Wrathe, or Rathe—The reed comb used for guiding the yarn to the
beam.
Wrap (Warper’s)—Vide index.
Wyper or Wiper—Sc. for tappets.
Yarn—The thread of twisted fibres.
[169]
INDEX.
- A
- PAGE
- Accrington trade, 12
- Adhesive substances, 34, 37
- American cotton, 16
- American trade terms, 165
- Analysis of patterns, 90
- Antiseptics, 34, 36
- Area (circular), 159
- Arrangement of looms, 71
- Arrangement of shed, 19
- B
- Back beams, 40
- Ball sizing, 48
- Ball warping, 30
- Ball warps, 29
- Bare cloth, 81
- Beaming or beam warping, 25
- Beating up, 55, 61
- Becks, 37
- Blackburn dobby, 108
- Blackburn pick, 59
- Blackburn standard list, 154
- Blackburn trade, 11
- Black oil, 82
- Bleaching, 83
- Bobbin warpers, 22
- Bolton quilts, 131
- Bolton reed counts, 147
- Bolton trade, 12
- Bottoming, 73, 81
- Bradford loom, 58
- Brake, 69
- Brocade, 130
- Bullhide, 102
- Burnley trade, 12
- Bury trade, 13
- C
- Calculations for—
- Cloth, 149
- Counts, 143
- Engines, 158
- Healds, 148
- Jacquards, 129
- Reeds, 146
- Sizing, 149, 152
- Speeds, 76, 156
- Capital invested, 9
- Card cutting, 127
- Carding, 17
- Cards for drop-box, 140
- Cartwright’s loom, 4
- Casting out, 129
- Centre tie, 126
- Checks, 133
- Checked shirtings, 134
- China clay, 36
- Chloride of magnesium, 36
- Chloride of zinc, 36
- Circle swivels, 141
- Circular boxes, 140
- Circumference, to find, 158
- Classification of fancy cloths, 89
- Cloth, cotton, 80
- Cloth, cover of, 81
- Cloth, faults in, 81
- Cloth looking, 80
- Cloth, uneven, 81
- Coal, 158
- Cockly cloth, 81
- Coloured spots, 141
- Coloured warping, 28
- Coloured winding, 24
- Combing, 17
- Common dobby, 108
- Contraction, 149[170]
- Cop, 21
- Cop bottoms, 21
- Cop nose, 21
- Cords, 87, 102
- Cotton, 14
- Cotton cloth, 80
- Cotton cultivation, 14
- Cotton districts, 16
- Cotton fibre, 14
- Cotton lands, 14
- Cotton manufacture—syllabus, 161
- Cotton plant, 14
- Cotton, selection of, 16
- Counterpanes, 131
- Counts on beam, 153
- Counts, reed, 146
- Counts, single yarn, 143
- Counts, two and three-fold, 145
- Cracks, 81
- Creel, 25
- Cretonnes, 87
- Cross borders, 82
- Crossing thread, 111
- D
- Damask, 130
- Darwen trade, 12
- Designing, 93
- Designs, 92
- Dhootie marker, 48
- Dhooties, 84
- Dhooties, figured, 110
- Diameter threads, 146
- Diggle’s chain, 135
- Dimity, 130
- Dividend of loom, 66
- Divisions of the industry, 1
- Dobbies, 100, 103
- Dobby sides, 110
- Domestics, 85
- Double cloth, 109
- Double lift, 104
- Double yarn, 145
- Doup, 77
- Doup healds, 112
- Draft for plain, 55
- Drafting, 94
- Drag take-up, 103
- Drawing, 17
- Drawing-in, 49
- Dressing machine, 5
- Dressing, old system, 5
- Drop box, 134
- Drying cylinders, 41
- Dwell of slay, 62
- E
- Eccentricity of slay, 62
- Engines, horse-power, 158
- Examples wage calculations, 154
- Expanding comb, 26, 42
- Exports, cotton cloth, 10, 84, 85, 86, 87
- F
- Factory Acts, 7
- Falling rods, 26
- Fancy cloth, classification of, 89
- Farina, 35
- Fast reed, 64
- Faults in cloth, 81
- Feel, 32
- Fermenting flour, 34, 39
- Figured canvas, 130
- Figured cloth, 90
- Figured dhooties, 110
- Figured gauze, 130
- FIGURES:—
- Frontispiece: Single-action jacquard loom
- 1 Perfect cotton fibre
- 2 Section of same
- 3 Imperfect fibre
- 4 Section of same
- 5 Seed and fibres
- 6 Section of fibres
- 7 Winding frame
- 8 Traverse (winding)
- 9 Warping, falling rods
- 10 Stop-motion warping, elev.
- 11 Stop-motion warping, plan
- 12 Beam gearing, slasher, section
- 13 Beam gearing, slasher,elev.
- 14 Presser slasher, plan
- 15 Presser slasher, section
- 16 Slow motion slasher, plan
- 17 Dhootie marker
- 18 Heald
- 19 Metallic heald
- 20 Reed
- 21 Plain loom, front view
- 22 Plain loom (right hand), back view
- 23 Bradford loom
- 24 Diagram—eccentricity of slay
- 25 Shuttle-box and frog, fast reed
- 26 Take-up motion
- 27 Weft stop motion
- 28 Plain tappet
- 29 Point paper
- 30 Plain cloth
- 31 Plan of cloth
- 32 Design
- 33 Draft
- 34 Lifting plan and tie
- 35 Draft
- 36 Draft
- 37 Design, etc.
- 38 Draft and tie
- 39 Sateen
- 40 Plain
- 41 Sateen and plain
- 42 Plate, sateen tappet
- 43 Smalley’s motion on loom
- 44 Four-leaf twill
- 45 Four-leaf twill
- 46 Velveteen
- 47 Constitution cord
- 48 Keighley dobby
- 49 Dobby lattice
- 50 Dobby pegging
- 51 Blackburn dobby
- 52 Dobby pegging
- 53 Gauze—sketch
- 54 Gauze—section
- 55 Leno—sketch
- 56 Draft—gauze
- 57 Doup heald
- 58 Netting
- 59 Netting
- 60 Figured gauze—sketch
- 61 Handkerchief loom
- 62 Jacquard—section, single-action
- 63 Needles, jacquard
- 64 Double-action jacquard—single cylinder
- 65 Double-action jacquard—double cylinder
- 66 London tie
- 67 Straight tie[171]
- 68 Lay-over tie
- 69 Centre tie
- 70 Piano card-cutting machine
- 71 Diggle’s chain
- 72 Chain links for ditto
- 73 Wright Shaw’s drop box
- 74 Plates for ditto
- (Also vide Plates.)
- Finishing, 83
- Floats, 81
- Flour, 34
- Flour, testing, 34
- Fork and grid motion, 68
- Friction—sizing, 43
- Fustian, 102
- G
- Gaiting warps, 72
- Gauze, 111
- Gingham, 134
- Goods made—1800–1860, 8
- Goods made—present time, 83
- Grist, 143
- Ground for jacquard patterns, 109, 129
- H
- Handkerchiefs, 115, 134
- Handkerchief loom, 116
- Hands of looms, 71
- Hank, 143
- Hank, winding from, 25
- Haslingden trade, 12
- Headings, 82
- Headles, 51
- Heald counts, 148
- Heald motions, 79
- Healds, 51
- Heck box, 30
- Heddles, 51
- Heddling, 94
- History of trade, 3
- Honeycomb, 95, 131
- Hooking, 80
- Horse-power, 158
- Hydrometer, 38[172]
- I
- ILLUSTRATIONS:—
- Beam gearing, slasher, plan, 42
- Beam gearing, slasher, section, 43
- Blackburn dobby, 107
- Bradford loom, 59
- Centre tie, 126
- Chain links, Diggle’s motion, 137
- Constitution cord, 102
- Cotton fibre, 15
- Cotton fibre, section, 15
- Design, 92, 96, 98, 101 and 102
- Dhootie marker, 47
- Diggle’s chain drop box, 136
- Dobbies, 104, 107
- Dobby pegging, 106, 108
- Dobby lattice, 106
- Double-action jacquard, Single cylinder, 123
- Ditto, double cylinder, 124
- Doup healds, 113
- Drafts, 92, 94, 95
- Eccentricity of slay, 62
- Fast reed loom, 64
- Figured gauze, 115
- Four-leaf twill, 2
- Gauze, 112
- Handkerchief loom, 116
- Healds, 50
- Heald motions, 56
- Imperfect cotton fibre, 15
- Imperfect cotton fibre, section, 15
- Jacquard loom, single action, Frontispiece
- Jacquard loom, single action, section, 119
- Jacquard loom, double action, 123
- Jacquard loom, double action, double cylinder, 124
- Keighley dobby, 104
- Lay-over tie, 126
- Leno, 112
- Lifting plan, 92, 97
- Looms, 53, 59
- London tie, 125
- Metallic healds, 50
- Needles, 122
- Netting, 114, 115
- Parts of loom, 56
- Pegging for dobby, 106, 108
- Perfect cotton fibre, 15
- Piano card-cutting machine, 128
- Plain cloth, 91
- Plain loom, 53
- Plain loom in parts, 56
- Plain tappets, 75
- Plates, Wright Shaw’s loom, 140
- Point paper, 90
- Plan of cloth, 91
- Plan of shed—Plate I., 19
- Presser, slasher, plan, 45
- Presser, slasher, section, 45
- Reed, 50
- Sateen, 98
- Sectional warping—Plate III., 29
- Seed and fibre, 15
- Shuttle box and frog, 64
- Slasher sizing machine, 40
- Slow motion, 46
- Smalley’s motion, 99
- Stop motion, warping, plan, 27
- Stop motion, warping, section, 27
- Straight tie, 125
- Take-up motion, 26
- Tappet plates, 75
- Ties, 125, 126
- Traverse motion, winding frame, 23
- Velveteen, 101
- Warping, falling rods, 24
- Warping, stop motion, 27
- Weft stop motion, 68
- Winding frame, 22
- Wright Shaw’s drop box, 138
- Indian cotton, 16
- Ingredients, size, 34
- Introduction, 1
- Inventions, 3
- Ireland, cotton trade of, 14
- J
- Jacconetts, 86
- Jacquard, 119
- Capacity, 118
- Cards, 120, 127
- Cloth, 129
- Weaving, 127
- K
- Keighley dobby, 104
- L
- Lappet weaving, 142
- Lay-over tie, 126
- Lease, 30
- Leash, 110, 120
- Legislation, 6
- Length warps, 149, 152
- Leno, 88, 112, 114
- Liability for mildew, 37
- Lifting plan, 96
- Limited liability, 7, 9
- Linen counts, 144
- Long cloths, 85
- Long stick, 167
- Loom, 52
- Loom fixing, 71
- Looming, 49
- Looms, number of, 11
- Loose reed, 4, 63
- M
- Madapollams, 85
- Madras muslin, 130
- Manchester trade, 12
- Mangle wheel motion, 23
- Manufacturing, meaning of term, 1
- Manufacturing processes, 19
- Market town, 2
- Marking motions, 47
- Mashes, 81
- Measuring motion—warping, 28
- Measuring motion—weaving, 117
- Merchandise Marks Act, 8
- Metallic healds, 51
- Metal size, 36
- Mexicans, 85
- Mildew , 36
- Mildew, liability for, 37
- Mildew, prevention of, 36
- Milling up, 149
- Mixings, cotton, 17
- Mixings, size, 37
- Mixings, light size, 39
- Mixings, medium size, 39
- Mixings, heavy size, 39
- Movements of loom, 55
- Mull, 86[173]
- N
- Netting, 115
- Non-positive take-up, 103
- Number of machines in shed, 19
- O
- Oatmeal cloth, 109, 129
- Oldham trade, 13
- Opening, 17
- Overlookers (loom), 72
- Overpick, 59
- Osbaldeston, John, 4
- P
- Packing, 83
- Parts of a loom, 55, 56
- Pattern pricking, 90
- Pegging for dobby, 106, 109, 111
- Percentages of size, 33, 38, 149, 153
- Percentages of waste, 27, 154
- Picking, 55, 59
- Pile weaving, 101, 131
- Pillow-slip weaving, 109
- Plain cloth, 84, 90, 91
- Plain drafting, 55
- Plain loom, 52
- Plaiting, 80
- Plan of shed, 18
- PLATES:—
- I. Plan of shed, 19
- II. Stop-motion warping, 27
- III. Sectional warping, 29
- IV. Slasher sizing machine, 40
- V. Plain loom in parts, 56
- VI. Heald top motions, 56
- VII. Dobbied loom, 104
- Point paper, 90
- Position of warp, 58
- Potato starch, 35
- Preparatory processes, 19, 21
- Pressers, 45
- Preston trade, 12
- Printers, 86
- Processes, spinning, 17
- Processes, weaving, 19
- Q
- Quilts, 131
- R[174]
- Raising, 83, 103
- Rating goods, 149
- Reed and pick, 85
- Reed counts, 146
- Reeds, 51
- Reed space, 79
- Reed table, 148
- Reedy cloth, 81
- Repeating jacquard cards, 128
- Rice starch, 35
- Ring bobbins, 24
- Rochdale trade, 13
- Roving, 17
- S
- Sago, 35
- Satin, 98, 100
- Sateens, 87
- Sateen motion, 99
- Scotch reed counts, 147
- Scotch trade, 13
- Scroll pick, 78
- Scutching, 17
- Sea Island cotton, 16
- Sectional warping, 28
- Selection, warp, 21, 33
- Selection, weft, 60
- Selection, yarns, 21, 60
- Shed, 19
- Shedding, 57
- Shedding motion, 79
- Shed (warp), 54, 58
- Shirtings, 84
- Short stick, 168
- Shuttle, 60
- Shuttle flying, 73
- Shuttle race, 60, 63
- Side tappets, 58
- Silk counts, 144
- Site for shed, 20
- Size of warp shed, 58
- Sizing calculations, 149, 152
- Sizing—drying, 41
- Sizing headstock, 42
- Sizing machinery, 5, 39
- Sizing materials, 34
- Sizing—object, 32
- Sizing—percentages, 33, 38
- Sizing rollers, 40[175]
- Sizing under pressure, 41
- Slasher, 39
- Slashing, 39
- Slay, 60
- Slow motion, 45
- Slubbing, 17
- Smalley’s motion, 99
- Smash, 81
- Snarls, 22
- Snicks, 22
- Soap, 35
- Soda, 36
- Softener, 34, 35, 37
- Sow box, 40
- Specification shed, 19
- Speed loom, 79
- Speed shafts, 156
- Speed tappet shaft, 76
- Spindles, number of, 11
- Spinning department, 16
- Spinning—mule, throstle, ring, 18
- Split motion, 78
- Split rods, 42
- Splits, 77
- Standard goods, 88
- Starches, 34, 37
- Statistics, 9
- Steeping flour, 34, 39
- Stockport counts, 147
- Stockport trade, 13
- Stop motion, warping, 26
- Straight tie, 125
- Stripes, 101, 133
- Surat cotton, 16
- Syllabus—Cotton manufacture, 161
- Syllabus—Weaving and pattern designing, 162
- T
- Tackling, 72
- Take-up motions, 65, 103
- Tallow, 35
- Taping, 39
- Tappets, 55, 57, 75, 97
- Tappets, construction, 57, 99
- Tappets, plain, 55, 57
- [T]-cloth, 85
- Terry towels, 132
- Temple rollers, 4, 69
- Testing yarn, 146
- Thick sets, 102[176]
- Throstle bobbins, 24
- Tie, 97
- Tie for jacquard, 124
- Toilet cloth, 131
- Top motions, 79
- Timing, 70
- Tooth, 28
- Traverse, 23
- Treading plan, 97
- Turkey-reds, 86
- Turkish towels, 132
- Twaddle, 38
- Twill shaft speed, 76, 157
- Twist, 21, 33
- Twisting, 49
- Two and three-fold yarn, 145
- U
- Under pick, 78
- Uneven cloth, 81
- Uplands cotton, 16
- V
- Varieties of goods, 83
- Velveteens, 87, 101
- W
- Wages—looming, 50
- Wages—weaving, 74
- Wages—winding, 24
- Wages—standard list, 154
- Ward’s dobby, 105
- Warp, 21, 33
- Warping (beam), 25
- Warping calculations, 28, 29, 30, 152
- Warping mill, 30
- Warping several counts, 28
- Warping stop motion, 26
- Warp line, 58
- Warp pile, 90, 131
- Waste, 27, 74
- Waste, weaver’s, 74
- Wax, 35
- Weavers, 74
- Weaving, 52
- Weaving and pattern designing syllabus, 162
- Weft, 61
- Weft pile, 101
- Weft stop motion, 4, 67
- Weight-giving size, 36
- Weight piece, 149
- Weight size in piece, 149, 153
- Weight warp in piece, 149
- Weight weft in piece, 149
- Winding, 22
- Winding frame, 22
- Witch machine, 108
- Working design, 97
- Workpeople, number of, 11
- Worsted counts, 144
- Woven pile, 90, 101, 131
- Wrap reel, 144
- Wrap, warpers’, 28
- Wrapping, 144
- Wright Shaw’s drop box, 138
- Y
- Yarn calculations, 143
- Yarn measure, 143
- Yorkshire loom, 58
- Z
- Zinc, muriate of, 36

PRINTED BY BALLANTYNE, HANSON AND CO.
EDINBURGH AND LONDON
[2]
ADVERTISEMENTS.
FLEMING’S
“STANDARD”
OAK TANNED
MAIN DRIVING BANDS.
Any Width or Thickness.
Delivered at a Day’s
Notice if Required.
BELTING
FOR ALL
REQUIREMENTS.
Ordinary Widths in
Stock.
CAMEL HAIR BELTING. COTTON BELTING.
LINK BELTING. LACES. PICKERS.
PICKING BANDS. MILL LEATHERS.
MULE BELTING. A Speciality.
JOINTS CEMENTED ONLY, AND GUARANTEED
EQUAL TO ANY BELTING OF THIS DESCRIPTION IN
THE MARKET.
Apply for Catalogue, Contains
Valuable Commercial
Information. Post free.
BELTING.
Comprising Firms established 100 years.
FLEMING, BIRKBY & GOODALL, LIMD...
Belting, &c., Manufacturers,
WEST GROVE MILL, HALIFAX, ENGLAND.
BRANCHES AT LIVERSEDGE AND BRIGHOUSE, YORKS.
Cloth, Crown 8vo. Second Edition. 3s. 6d.
Weaving
Calculations.
BY THE SAME AUTHOR.
A Volume on all Varieties of Calculations Required
in the Weaving and Preparatory Processes,
Standard Lists of Wages, &c.
OPINIONS OF THE PRESS.
"Mr. Brooks is well and favourably known in the textile industries as a
writer of excellent text-books in connection with the cotton trade.... In
this book he has succeeded in doing the work, avoiding on the one hand
intricate mathematical problems, which are discarded in practice, and on
the other giving clear and simple rules for making all the calculations
required in the spinning and manufacturing of cotton goods."—Textile
Recorder.
"Hitherto the books published on weaving calculations have lacked the
thorough instruction which characterises Mr. Brooks’s brochure, and
many cotton students will find it a decidedly useful guide. The chapters
on cloth and yarn calculations will be found decidedly useful and interesting.
Mr. Brooks is to be congratulated on placing before the trade a vade
mecum of considerable merit."—Textile World.
"This is one of the most useful works connected with cotton manufacturing
that we have ever seen. No overseer or any one having to do with
calculations in a cotton-mill should be without it."—Boston Journal of
Commerce, U.S.A.
"The author of this book is well known for his excellent work on
‘Cotton Manufacturing,’ which deals very fully with all operations
involved in the industry. These calculations will also be found extremely
useful to those for whom it is intended. It has been carefully written, and
should have a place on every weaving bookshelf."—Textile Manufacturer.
&c. &c.
[3]
ASA LEES & CO.,
Limited,
Soho Iron Works,
OLDHAM.
Address for Telegrams—ASA, OLDHAM.
Constructors of
ALL KINDS OF MACHINERY
for
Preparing, Spinning & Doubling
COTTON AND WOOL.
[4]
NEW AND IMPORTANT TECHNICAL WORKS.
THE “STUDENTS’ COTTON SPINNING,”
By JOSEPH NASMITH,
Associate Institution Mechanical Engineers;
Member Manchester Association Engineers; Editor of “Textile Recorder;”
Author of “Modern Cotton Spinning Machinery.”
"A book which, viewed as a whole, is admirably adapted for its purpose."—Manchester
Guardian.
"’The Student’s Cotton Spinning’ is a work we can unhesitatingly recommend."—Textile
Manufacturer.
"The information is derived from the most modern sources, and will be found
of permanent value to those connected with the cotton industry."—Industries.
"The work appears to cover the whole field, even to the minutest detail."—Manchester
City News.
"Its pages abound in practical hints."—Wool and Cotton Reporter (Boston,
U.S.A.).
"The book should be in the hands of every wide-awake manufacturer and
spinner."—Boston Journal of Commerce.
"A volume which will be found valuable, not only to the student, but to the
men who know something but want to learn more of the art of spinning and to
study the subject in a practical way."—Textile Record (Philadelphia, U.S.A.).
"After careful study of the work, our reviewer is of opinion that it is unequalled
by any other book of cotton literature."—Indian Textile Journal.
"The book we cannot recommend too warmly, not only to students, but also
to all technical men, and spinning managers engaged in practice."—Oesterich’s
Wollen und Lienen Industrie.
The Book contains 448 Pages and 100 Illustrations, and forms a
Complete Handbook on the subject. PRICE 6s.
By the same Author.
“MODERN COTTON SPINNING MACHINERY,”
ITS PRINCIPLES AND CONSTRUCTION.
232 Detailed Drawings of the Latest Types of Machines.
Price 15s., delivered free in the United Kingdom.
"The best and most complete book extant on the machinery employed in cotton
spinning."—Textile Manufacturer, September 15, 1890.
"No student or spinner should be without it."—Textile Manufacturer, October
15, 1890.
"Cannot fail to be the standard authority for many years."—Textile Recorder,
November 15, 1890.
"Has the essential merit of attaining what it aims at—namely, completeness."—Manchester
Examiner and Times.
"A work of great value to all who are interested in the manufacture or use of
cotton spinning machinery."—Manchester Guardian.
MANCHESTER: JOSEPH NASMITH, 61 Barton Arcade.
[5]
Established 1791.
JOHN WHITELEY & SONS, Limited,
BRUNSWICK MILLS,
HALIFAX, ENGLAND.
Manufacturers of Card Clothing in Mild, and Hardened
and Tempered Steel Wire, for Cotton, Wool, Worsted, and
Silk, with Round, Flat, Flat-to-Bend, Angular, and Convex
Wire, Plated Wire, Music Wire, and GROUND NEEDLE
POINTS.
PATENT SPECIAL
Polished Plough-Ground Card Clothing.
The Sides of the Teeth of the Plough-Ground Card Clothing
made by JOHN WHITELEY & SONS, Limited, are so
smooth that it is being used extensively on the Finest Cottons.
We shall be glad to furnish Users with enlarged Micro-Photographs
illustrating the remarkable smoothness attained.
IMPROVED TAKERS-IN AND DIRT ROLLERS.
Card Tacks. Gauges for Setting Cylinders, Doffers, Flats, &c. Flats Re-cut
and Clothed with Whiteley’s Patent Clasp, Ashworth’s Methods or Lead Rivets,
and Trued, Tested, and Ground ready for use.
WHITELEY’S IMPROVED TENSION MACHINE FOR
MOUNTING FILLETS.
Needle-Pointed Stripping Rollers, Burnishing Brushes, Spiral Flat
Stripping Brushes.
Carding Engines Clothed, Ground, and Started by Experienced Men.
Samples and Estimates on Application.
[6]
JAMES BRIGGS & SONS,
LION OIL WORKS,
BLACKLEY, MANCHESTER.
MANUFACTURERS OF
ALL CLASSES OF OILS
for
MACHINERY,
SPINDLES AND LOOMS.
OILS
for
MARINE AND STATIONARY ENGINES.
OILS
for
SHAFTING, CYLINDERS, AND VALVES.
As Used by some of the Largest Mills, Steamships, &c.
[7]
Cable and Telegraphic Address—“SAMOHT, MANCHESTER.”
GEO. THOMAS & CO.,
28 DEANSGATE, MANCHESTER,
ENGINEERS, CONTRACTORS, and EXPORTERS of all Classes
of MACHINERY and ACCESSORIES, &c.
N.B.—Representatives in all the Industrial Centres of the World.
MACHINERY for SPINNING and WEAVING Cotton, Wool,
Worsted, Flax, Hemp, Jute, Silk, &c.
BLEACHING, DYEING, PRINTING, FINISHING Textile Fabrics.
Steam Boilers, Steam Engines, Economisers, Turbines, Mill Gearing, Electric Lighting
and Gas Plant; Hoists, &c.
Ironwork for Mills from A to Z—Fireproof, &c., Roofing and Patent Glazing; Heating
and Ventilating Apparatus.
Paper, Rice, Sugar, Ice, Flour, Oil, Chemical, Distillery, Iron and Steel Plants.
Portable and Permanent Railway Plant, Rolling Stock, Locomotives, Steam Ships,
Steam Launches, Dredgers, &c. Hydraulic Machinery and Tools.
SOLE MAKERS AND PROPRIETORS OF THE
PATENT UNIVERSAL YARN ASSORTING BALANCES.
British Patent, No. 6,703, 1886. U.S.A. Patent, No. 380,826, 1888. New Patents, No. 15,454
1889, and No. 9,264, 1890.
N.B.—These Balances or Yarn Testers (indispensable to Spinners, Manufacturers, and Merchants)
indicate the Counts of Yarn in small lengths,
or from bits of cloth, in either Cotton, Woollen,
Worsted, Linen, Jute, or other Fibre.
“SIMPLEX” BALANCE.
Scale, 4/5ths full size.
Price 30s. complete
Scale, 1/5th full size.
Price 65s.
[8]
Crown 8vo. Paper Covers. One Shilling.
Weaving Examination Questions.
Contents.—Six Years’ Weaving and Pattern Designing
Questions.—Lists of Examiners, Rules of Examination,
&c.—The Syllabus for Study in each of the
following Subjects:—Woollen and Worsted Cloth
Weaving, Cotton Weaving, Linen Weaving, Silk
Weaving, and Jute Weaving.
Post Free, 1s. 1d.
C. P. BROOKS, THE MOUNT, BLACKBURN.
[9]
BOBBINS, TUBES, SKEWERS, SHUTTLES, &c.
WILSON BROTHERS,
LIMITED.
Cornholme Mills, TODMORDEN.
Telegrams—WILSONS, Cornholme.
Telephone, No. 7.
ORIGINAL INVENTORS AND MAKERS OF STEEL
AND BRASS PLATED
BOBBINS AND TUBES.
We make a speciality of Light Cardroom Tubes with small diameters
for fine counts. We have excellent facilities for cutting, seasoning,
and partially preparing both Tubes and Bobbins before turning. We have
large stocks of regular sizes always seasoning, the process occupying from two
months up to two years. We are thus enabled to guarantee exact and
uniform diameters.
We are the largest makers of Ring Twist Bobbins and Ring Weft
Pirns. Every Bobbin is carefully balanced. Rabbeth Ring Twist Bobbins,
with Wilson Brothers’ Patent “G” Shield, are the strongest
Bobbins in the market, and capable of resisting 50 per cent. more pressure
than any other protected Bobbins, and 150 per cent. more than Bobbins
without metal Protectors.
Warping and Winding Bobbins fitted with Wilson Brothers’ Patent
Flange Binders cannot open at the Joints, and are so made that it is almost
impossible for them to be broken with ordinary usage.
We have put down a plant for making Wood Bobbins and Skewers
Damp and Steam Proof. We Enamel Rabbeth Ring Twist and Ring
Weft Pirns, also Lancewood Cop Skewers, so that Yarn can be conditioned
on the Bobbin or Skewer without damage.
[10]
THE OLDEST JACQUARD MACHINISTS IN THE WORLD.
DEVOGE & CO.
Works—SYCAMORE STREET, OLDHAM ROAD,
City Office—15a YORK STREET,
MANCHESTER.
MANUFACTURERS OF ALL KINDS OF
JACQUARD MACHINES.
Single-Lift, Double-Lift, Double-Cylinder, and Compound Jacquards;
Double-Shed Jacquards; Lace Jacquards; Wood Machines
for Hand-loom; Jacquard Dobbies; Driving Motions; all kinds of Wire
and Wire Work; Lead and Iron Wire Lingoes; Comberboards and
Slips; Glass, Brass, and Steel Mails; Couplings and Leashes; Harness
Thread; Springs, &c., and every requisite for Fancy Weaving.
NEW PATENT LENO JACQUARD.
JACQUARD HARNESS BUILDERS.
ALL KINDS OF HARNESSES, INCLUDING PATENT
EXPANDING HARNESS.
NEW PLANT RECENTLY ERECTED FOR BORING COMBERBOARD SLIPS.
MAKERS OF ALL KINDS OF
Card-Cutting Machines.
Piano Machines to cut from design; Table Repeaters, with
Vertical and Railway Presses; Card Cutting Plates and Punches
of every kind; and Devoge’s celebrated Self-Acting Repeater, which
cuts 40 Cards per minute.
Illustrations of three of our Machines may be seen on pages 123, 124,
and 128 of this work.
An Illustrated Circular will be sent on application.
[11]
JAMES WALMSLEY & SONS
(ESTABLISHED 1848),
Leather Curriers, Strapping Manufacturers, and Mill Furnishers
Works:—AVENUE PARADE,
ACCRINGTON.
MAKERS OF ALL KINDS OF
ROLLER SKINS,
SINGLE LEATHER BELTING,
DOUBLE LEATHER BELTING,
GREEN PICKING BANDS,
OAK-TANNED PICKING BANDS,
LEATHER PICKERS, LACES,
BUFFALO SKIPS AND PICKERS,
LOOM FITTINGS, &c.
And all other kinds of LEATHER GOODS used in
the Spinning and Manufacturing of Cotton,
Woollen, Silk, or Jute.
Telegrams—“Abbey, Accrington.”
Telephone—No. 23.
[12]
JOSEPH CASARTELLI,
MANUFACTURER OF ALL KINDS OF
INSTRUMENTS FOR USE IN MILLS, MANUFACTORIES,
ENGINEERING WORKS, &c.
NEW MICROSCOPE CLOTH COUNTING GLASS OF HIGH POWER,
suitable for counting all Cloths and Coloured Borders.
FOLDING CLOTH COUNTING GLASSES, English and Foreign
Measurements, of Guaranteed Accuracy
PATENT IMPROVED RICHARDS’ STEAM ENGINE
INDICATORS AND SPRINGS.
PRESSURE AND VACUUM GAUGES, ENGINE COUNTERS,
THERMOMETERS, HYGROMETERS, PYROMETERS, &c., &c.
Illustrated Price List Post Free.
43 MARKET STREET, MANCHESTER.
Established upwards of Seventy Years.
[13]
Sizing Ingredients
AND
Filling Materials
Used by Sizers, Manufacturers, Finishers, &c.
- Solid and Liquid Chloride of Zinc. } Pure
- Chloride of Calcium and Magnesium. } Anti-Septics.
- China Clay, French Chalk, and Barytes.
- Epsom and Glauber Salts. Hard and Soft Soaps.
- Paraffin, Spermaceti and Japan Wax.
- Sizing Grease, Composition, and Tallow.
- Cocoa Nut, Palm, Castor, and Olive Oils.
- Soluble Oil, Oleine, Glycerine, and Glucose.
- Soluble Blue, Colours, and Irish Moss.
- Sago, Rice, Tapioca, and Wheat Sizing Flour.
- Scotch and Foreign Farina. Dextrine and Gum.
- Maize, Wheat, Potato, and Rice Starch.
- Gum Tragacanth, Gelatine, and Bone Size.
SOLE MAKERS OF LANCASHIRE ACME SIZE.
SOLE AGENTS FOR THE GLOY MANUFACTURING CO.
STOCKS KEPT FOR IMMEDIATE DELIVERY.
Shipping Orders Carefully Packed.
A long experience among Sizers and Finishers often enables us to materially help our
clients to get at results they specially want.
For Prices, Samples, Particulars, &c., apply to
ADLEY, TOLKIEN, & CO.,
Chemical Manufacturers, Drysalters, and Produce Merchants,
NOVAS CHEMICAL WORKS,
Paterson Street, BLACKBURN.
Telegraphic Address:—"ADTOLCO, BLACKBURN. Telephone No. 184.
Manchester Royal Exchange:—Box 40 and Pillar 12, every Tuesday and Friday.
London Office:—14 to 20 St. MARY AXE, e.c.
London Works:—Penton Street, PENTONVILLE, n.
[14]
Established 1843.
Telegrams—“KERSHAW, HOLLINWOOD.”
JOSEPH KERSHAW & CO.’S
NON-CONDUCTING COMPOSITION
IS pronounced by practical Civil, Gas, Mining, and other Engineers, and a large
number of Firms who have tested its value, to be the Best, Most Durable,
and Cheapest Non-Conducting Material in the market, effecting a
considerable saving in fuel by preventing the radiation of heat. Saves cost in a
few weeks. Will not burn. Numerous Testimonials, and over Nine Thousand
References.
Some idea may be gathered of the saving effected by our Composition from
the fact that in scores of cases extending over a period of twenty years, where
concerns have been worked by four boilers, after being coated with our Composition
they have been enabled to work the concern with three boilers, and allow one
to be at rest.
Will Last Twenty Years. Does not Shrink.
Awarded Certificate of Merit at the Industrial and Art Exhibition, Manchester,
1880. The only Award given in this Department, after a severe competition
with other competitors, and Honourable Mention at Manchester Smoke
Abatement Exhibition, 1882. See page 182 of the Official Report of the Smoke
Abatement Committee, held at Grosvenor House, Grosvenor Square, London,
on Friday, July 14, 1882, under the Presidency of His Grace the Duke of
Westminster, K.G.
ASBESTOS COATING, SILICATE COTTON OR SLAG WOOL COATING.
WHEEL GREASES.
LOCOMOTIVE AND WATER WHEEL GREASES.
Rope Driving Composition.
Black and Brown Banding Compositions.
RED, BLACK, AND OTHER COLOURED VARNISHES.
DETERGENT COMPOSITION,
For Removing and Preventing Scale in Steam Boilers.
Lead Ore. Engine and Bolton Polishes. White Curd Soap.
White Soft Soap, for Cop Bottoms. Soft Soap. Belting Syrup.
White Lead. Oxide and Other Coloured Paints.
In Extra Strong Casks for Exportation.
GREASE, VARNISH, COMPOSITION, AND SOAP WORKS,
HOLLINWOOD, near OLDHAM.[15]
HOWARD & BULLOUGH, Limited,
ACCRINGTON (England),
MAKERS OF
Cotton Spinning and Manufacturing
MACHINERY
Of the most modern and approved principle, with all Brackets and Seatings milled
by Special Machinery to Standard Templets.
SPECIALITIES:
ANGLO-AMERICAN OPENERS AND SCUTCHERS.
New Patent REVOLTING FLAT CARDING ENGINE,
With rigid bend—110 Flats—43 working. Over 6000 Cards at work.
DRAWING FRAMES, with Electric Stop Motion.
Reliable—quick—not liable to get out of order. Already applied to
over 35,000 deliveries.
SLUBBING, INTERMEDIATE, & ROVING FRAMES,
With Patent Differential Motion, Patent Cone Lifting Motion, Patent Cap Bars,
and Patent Method of Balancing Top Rail, &c., &c.
We have applied Electric Stop Motion to over 200,000 Intermediate Spindles
with marked success for the prevention of “Single.”
RING SPINNING FRAME.
THE LARGEST MAKERS IN THE WORLD.
Over 4,500,000 Spindles supplied.
RING WEFT FRAMES.
References given on application, comprising leading and extensive mills where
the Weft Ring has entirely displaced the Mule.
[16]
RING DOUBLING FRAMES,
Made on either the English or Scotch System,
For Ordinary Doubling or for Sewing Cottons.
COMPOUND SIZING MACHINES.
One 9 ft. Cavity Cylinder and 3 to 7 Fans.
Howard & Bullough’s Air-Drying and Cylinder Sizing
Machines of all sizes from 3 ft. to 9 ft., in Tin and Copper,
with some or all of the following improvements, are found
in all countries wherever Cotton Manufacturing is carried on.
Hitchon’s Patent Safety Compound Friction Motion
for coarse or fine counts.
Hitchon’s Patent “Self-Traversing” Yarn Beam Presser.
Hitchon’s Patent “Self-Expanding and Contracting”
Double Roller Yarn Beam Presser.
Hitchon’s Patent Adjustable Measuring Indicator,
will mark any length of yarn from 1/4 to 200 yards or metres
(REQUIRES NO CHANGE WHEELS).
Hitchon’s Patent “Self-Regulating” High Pressure Size
Boiler.
Hitchon’s Patent Yarn Relieving Motion for size box.
New Patent Light Running Beaming Machine (“Improved
Singleton”), with Patent Self-Stopping Measuring
Motion, adjustable for any number of yards.
This machine has so rapidly superseded all others—our own six patents
included—as to be practically the only one recognised in the market.
HOWARD & BULLOUGH, Limited,
ACCRINGTON, LANCASHIRE.
Accrington is distant from Manchester only 20 miles. Frequent trains run daily
from Victoria or Salford Stations on the Lancashire and Yorkshire Railway.
[17]

Paris, 1878.

London, 1885.
Attend Exchange, Manchester, every Tuesday and Friday,
No. 10 Pillar, One to Two o’clock.
ESTABLISHED 1863.
Practical Experience in Weaving and Loom Making for 36 Years.
HENRY LIVESEY, Limited,
BLACKBURN,
MAKERS of LOOMS
For Weaving Printers, Shirtings, T Cloths, Domestics, Linen
and Sail Cloths, Double Lift Dobbies up to 40 Shafts.
Makers of the Improved “Slasher” Sizing,
Cop and Ring Winding and Self-stopping
Beaming Machines, Plaiting Machines,
Looming and Drawing-in Frames, &c.
Drum Winding and Spooling Machines
for Coloured Yarns, Hydraulic Cloth Presses,
&c., &c. Makers also of Bobbins, Tubes,
Shuttles, Pickers, &c., &c. Loom Sides
Planed and Cross Rails cut to exact length.
CRANK and TAPPET SHAFT BUSHES,
also BEARINGS of PICKING SHAFTS,
with their respective SEATINGS on Loom
Sides, are Planed; these improvements
secure more solidity in build of Loom, and
thereby effect a great saving in wear and
tear, require less power, and give more
uniform working with greater speed.
Illustrated Catalogues on Application.
Plans and Estimates furnished for every description of Weaving Machinery.
FOOTNOTES:
Transcriber’s notes:
In the text version, italics are represented by _underscores_, and
bold and black letter text by =equals= symbols. Superscripts are represented by ^{}
and subscripts by _{}.
Missing or incorrect punctuation has been repaired.
Inconsistent spelling and hyphenation have been left. This book uses both high level and standard "."
in decimal numbers.
In the html version, dittos have been replaced by the repeated text so that text alignes
for easier reading.
The following mistakes have been noted:
- p. 12. Egyptain changed to Egyptian.
- p. 18. Symbol [C] represents a C rotated by +90deg.
- p. 25. Symbol [V] represents a large V symbol.
- p. 56. Labels, 31, 133 and 156 - 162 are missing.
- p. 85. Symbol [T] represents a large T.
- p. 86. similiar has been changed to similar.
- p. 93. tranferred has been changed to transferred.
- p. 109. thus— changed to :— to match next paragraph.
- p. 153. For the calculation on actual size at the bottom of this page to make sense,
2600 should be 26000. This has been left unchanged
- Adverts.
p. 13. Telegraphic Address:--"ADTOLCO, BLACKBURN. Telephone No. 184. has no closing quote, this has been
left.
End of the Project Gutenberg EBook of Cotton Manufacturing, by C. P. Brooks
*** END OF THIS PROJECT GUTENBERG EBOOK COTTON MANUFACTURING ***
***** This file should be named 57681-h.htm or 57681-h.zip *****
This and all associated files of various formats will be found in:
http://www.gutenberg.org/5/7/6/8/57681/
Produced by Chris Curnow, Chris Jordan and the Online
Distributed Proofreading Team at http://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)
Updated editions will replace the previous one--the old editions will
be renamed.
Creating the works from print editions not protected by U.S. copyright
law means that no one owns a United States copyright in these works,
so the Foundation (and you!) can copy and distribute it in the United
States without permission and without paying copyright
royalties. Special rules, set forth in the General Terms of Use part
of this license, apply to copying and distributing Project
Gutenberg-tm electronic works to protect the PROJECT GUTENBERG-tm
concept and trademark. Project Gutenberg is a registered trademark,
and may not be used if you charge for the eBooks, unless you receive
specific permission. If you do not charge anything for copies of this
eBook, complying with the rules is very easy. You may use this eBook
for nearly any purpose such as creation of derivative works, reports,
performances and research. They may be modified and printed and given
away--you may do practically ANYTHING in the United States with eBooks
not protected by U.S. copyright law. Redistribution is subject to the
trademark license, especially commercial redistribution.
START: FULL LICENSE
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full
Project Gutenberg-tm License available with this file or online at
www.gutenberg.org/license.
Section 1. General Terms of Use and Redistributing Project
Gutenberg-tm electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or
destroy all copies of Project Gutenberg-tm electronic works in your
possession. If you paid a fee for obtaining a copy of or access to a
Project Gutenberg-tm electronic work and you do not agree to be bound
by the terms of this agreement, you may obtain a refund from the
person or entity to whom you paid the fee as set forth in paragraph
1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this
agreement and help preserve free future access to Project Gutenberg-tm
electronic works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the
Foundation" or PGLAF), owns a compilation copyright in the collection
of Project Gutenberg-tm electronic works. Nearly all the individual
works in the collection are in the public domain in the United
States. If an individual work is unprotected by copyright law in the
United States and you are located in the United States, we do not
claim a right to prevent you from copying, distributing, performing,
displaying or creating derivative works based on the work as long as
all references to Project Gutenberg are removed. Of course, we hope
that you will support the Project Gutenberg-tm mission of promoting
free access to electronic works by freely sharing Project Gutenberg-tm
works in compliance with the terms of this agreement for keeping the
Project Gutenberg-tm name associated with the work. You can easily
comply with the terms of this agreement by keeping this work in the
same format with its attached full Project Gutenberg-tm License when
you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are
in a constant state of change. If you are outside the United States,
check the laws of your country in addition to the terms of this
agreement before downloading, copying, displaying, performing,
distributing or creating derivative works based on this work or any
other Project Gutenberg-tm work. The Foundation makes no
representations concerning the copyright status of any work in any
country outside the United States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other
immediate access to, the full Project Gutenberg-tm License must appear
prominently whenever any copy of a Project Gutenberg-tm work (any work
on which the phrase "Project Gutenberg" appears, or with which the
phrase "Project Gutenberg" is associated) is accessed, displayed,
performed, viewed, copied or distributed:
This eBook is for the use of anyone anywhere in the United States and
most other parts of the world at no cost and with almost no
restrictions whatsoever. You may copy it, give it away or re-use it
under the terms of the Project Gutenberg License included with this
eBook or online at www.gutenberg.org. If you are not located in the
United States, you'll have to check the laws of the country where you
are located before using this ebook.
1.E.2. If an individual Project Gutenberg-tm electronic work is
derived from texts not protected by U.S. copyright law (does not
contain a notice indicating that it is posted with permission of the
copyright holder), the work can be copied and distributed to anyone in
the United States without paying any fees or charges. If you are
redistributing or providing access to a work with the phrase "Project
Gutenberg" associated with or appearing on the work, you must comply
either with the requirements of paragraphs 1.E.1 through 1.E.7 or
obtain permission for the use of the work and the Project Gutenberg-tm
trademark as set forth in paragraphs 1.E.8 or 1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any
additional terms imposed by the copyright holder. Additional terms
will be linked to the Project Gutenberg-tm License for all works
posted with the permission of the copyright holder found at the
beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including
any word processing or hypertext form. However, if you provide access
to or distribute copies of a Project Gutenberg-tm work in a format
other than "Plain Vanilla ASCII" or other format used in the official
version posted on the official Project Gutenberg-tm web site
(www.gutenberg.org), you must, at no additional cost, fee or expense
to the user, provide a copy, a means of exporting a copy, or a means
of obtaining a copy upon request, of the work in its original "Plain
Vanilla ASCII" or other form. Any alternate format must include the
full Project Gutenberg-tm License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works
provided that
* You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is owed
to the owner of the Project Gutenberg-tm trademark, but he has
agreed to donate royalties under this paragraph to the Project
Gutenberg Literary Archive Foundation. Royalty payments must be paid
within 60 days following each date on which you prepare (or are
legally required to prepare) your periodic tax returns. Royalty
payments should be clearly marked as such and sent to the Project
Gutenberg Literary Archive Foundation at the address specified in
Section 4, "Information about donations to the Project Gutenberg
Literary Archive Foundation."
* You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or destroy all
copies of the works possessed in a physical medium and discontinue
all use of and all access to other copies of Project Gutenberg-tm
works.
* You provide, in accordance with paragraph 1.F.3, a full refund of
any money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days of
receipt of the work.
* You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project
Gutenberg-tm electronic work or group of works on different terms than
are set forth in this agreement, you must obtain permission in writing
from both the Project Gutenberg Literary Archive Foundation and The
Project Gutenberg Trademark LLC, the owner of the Project Gutenberg-tm
trademark. Contact the Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
works not protected by U.S. copyright law in creating the Project
Gutenberg-tm collection. Despite these efforts, Project Gutenberg-tm
electronic works, and the medium on which they may be stored, may
contain "Defects," such as, but not limited to, incomplete, inaccurate
or corrupt data, transcription errors, a copyright or other
intellectual property infringement, a defective or damaged disk or
other medium, a computer virus, or computer codes that damage or
cannot be read by your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH 1.F.3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium
with your written explanation. The person or entity that provided you
with the defective work may elect to provide a replacement copy in
lieu of a refund. If you received the work electronically, the person
or entity providing it to you may choose to give you a second
opportunity to receive the work electronically in lieu of a refund. If
the second copy is also defective, you may demand a refund in writing
without further opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS', WITH NO
OTHER WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT
LIMITED TO WARRANTIES OF MERCHANTABILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of
damages. If any disclaimer or limitation set forth in this agreement
violates the law of the state applicable to this agreement, the
agreement shall be interpreted to make the maximum disclaimer or
limitation permitted by the applicable state law. The invalidity or
unenforceability of any provision of this agreement shall not void the
remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in
accordance with this agreement, and any volunteers associated with the
production, promotion and distribution of Project Gutenberg-tm
electronic works, harmless from all liability, costs and expenses,
including legal fees, that arise directly or indirectly from any of
the following which you do or cause to occur: (a) distribution of this
or any Project Gutenberg-tm work, (b) alteration, modification, or
additions or deletions to any Project Gutenberg-tm work, and (c) any
Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of
computers including obsolete, old, middle-aged and new computers. It
exists because of the efforts of hundreds of volunteers and donations
from people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need are critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future
generations. To learn more about the Project Gutenberg Literary
Archive Foundation and how your efforts and donations can help, see
Sections 3 and 4 and the Foundation information page at
www.gutenberg.org
Section 3. Information about the Project Gutenberg Literary Archive Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Contributions to the Project Gutenberg Literary
Archive Foundation are tax deductible to the full extent permitted by
U.S. federal laws and your state's laws.
The Foundation's principal office is in Fairbanks, Alaska, with the
mailing address: PO Box 750175, Fairbanks, AK 99775, but its
volunteers and employees are scattered throughout numerous
locations. Its business office is located at 809 North 1500 West, Salt
Lake City, UT 84116, (801) 596-1887. Email contact links and up to
date contact information can be found at the Foundation's web site and
official page at www.gutenberg.org/contact
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
gbnewby@pglaf.org
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To SEND
DONATIONS or determine the status of compliance for any particular
state visit www.gutenberg.org/donate
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including checks, online payments and credit card donations. To
donate, please visit: www.gutenberg.org/donate
Section 5. General Information About Project Gutenberg-tm electronic works.
Professor Michael S. Hart was the originator of the Project
Gutenberg-tm concept of a library of electronic works that could be
freely shared with anyone. For forty years, he produced and
distributed Project Gutenberg-tm eBooks with only a loose network of
volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as not protected by copyright in
the U.S. unless a copyright notice is included. Thus, we do not
necessarily keep eBooks in compliance with any particular paper
edition.
Most people start at our Web site which has the main PG search
facility: www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.