
The Project Gutenberg EBook of The Leatherworker in Eighteenth-Century
Williamsburg, by Thomas K. Ford
This eBook is for the use of anyone anywhere in the United States and
most other parts of the world at no cost and with almost no restrictions
whatsoever. You may copy it, give it away or re-use it under the terms
of the Project Gutenberg License included with this eBook or online at
www.gutenberg.org. If you are not located in the United States, you'll
have to check the laws of the country where you are located before using
this ebook.
Title: The Leatherworker in Eighteenth-Century Williamsburg
Being an Account of the Nature of Leather, & of the Crafts
commonly engaged in the Making & Using of it.
Author: Thomas K. Ford
Contributor: Harold B. Gill, Jr.
Release Date: November 17, 2018 [EBook #58293]
Language: English
Character set encoding: UTF-8
*** START OF THIS PROJECT GUTENBERG EBOOK THE LEATHERWORKER ***
Produced by Stephen Hutcheson and the Online Distributed
Proofreading Team at http://www.pgdp.net
Being an Account of the Nature of Leather, & of the Crafts commonly engaged in the Making & Using of it.
Williamsburg Craft Series
WILLIAMSBURG
Published by Colonial Williamsburg
MCMLXXVIII

Once upon a time there lived in France a poet-bureaucrat by the name of Charles Perrault, who wrote fairy tales. He called one of them Cendrillon ou la Petite Pantoufle de Verre, and ever since 1697, for that was the date of Cinderella’s appearance in modern literature, her glass slippers have been a puzzle.
Not to children, of course. Generations of youngsters have matter-of-factly accepted as the most natural thing in the world that magic slippers should be of glass (verre). Their elders, however, being less sophisticated about such things, have learnedly quibbled over whether the slippers weren’t really supposed to be of vair, the costly white squirrel fur once worn only by royalty.
After all, logic and reason and custom and tradition say that footwear has been made of leather since time unknown. And who ever heard of making shoes out of glass?
Well, who ever heard of making bottles out of leather, for that matter? Or of fire hose made of leather? Or of leather cannons?
Yet leather has been put to these and many other uses over the centuries of recorded history. A list of them would be almost endless, and so would a list of the sources of leather. The following compilation, doubtless far from complete, could have been (it was not) drawn up by an English eighteenth-century or colonial American leatherworker:
SOURCES
cow
ox
calf
horse
sheep
lamb
goat
kid
pig
dog
wolf
deer
elk
antelope
moose
buffalo
bear
wildcat
rabbit
muskrat
beaver
alligator
rattlesnake
USES
Clothing
shoes, boots, moccasins, galoshes
leggings, breeches, aprons
shirts, coats, caps, hats, gloves
belts, suspenders, points and laces
fur items, fur trim
Shelter and furnishings
tents, tepees
wall hangings, door curtains
chair seats and backs, beds
upholstery, cushion covers
fur rugs, fur bedding
Transportation
saddles, bridles, harness (including that for human porters)
carriage upholstery, wagon covers
scupper leathers, antichafing binding on sailing gear
Containers, liquid
wineskins, waterbags, bottles
jugs, mugs, buckets
inkwells and inkhorns
hoses, pipes
Containers, dry
bags, purses, food pouches
trunks, boxes, caskets, coffers
snuff boxes, dice cups
Military items
shields, scabbards, sheaths
bowcases, quivers, gun buckets
helmets, cartridge boxes
powder horns and buckets
Other
bookbinding, parchment, vellum
hornbooks, bellows, hinges
pump washers, airtight floats
spinning-wheel belts
cricket balls, drumheads, banjos
surgical trusses
Leather differs not only according to the species of creature it comes from but according to the age and sometimes the sex of the animal, and also the part of the animal’s body it once covered. Its characteristics vary depending on the type of processing it undergoes—whether by liming, tanning, tawing (mineral tanning), or shamoying (oil tanning)—and depending on how these processes are varied and combined.
Leather can be stiff as bone or supple as silk, nearly as waterproof as rubber or capable of sopping up water like a sponge, tough and unyielding or resilient and stretchy, smooth and translucent as paper, deeply grained in many patterns, or softly napped. It may be snowwhite or range through hues of tan and red to dark brown. It may be molded, carved, and colored in endless array. As leatherworkers for many centuries have been fond of reminding the world, “There’s nothing like leather.”
Homer’s Iliad contains what may be the earliest surviving literary reference to leathermaking. Describing the swaying fight for possession of Patroclus’s corpse, the author (in Pope’s translation) wrote:
As when the slaughter’d bull’s yet reeking hide,
Strain’d with full force, and tugged from side to side
The brawny curriers stretch; and labour o’er
The extended surface, drunk with fat and gore....
The untidy process here alluded to as currying was doubtless one of man’s first methods of making leather. It consisted of laboriously working into a hide or skin such greasy and albuminous substances as animal fats, brains, blood, milk, and so forth. The product, although technically not “leather,” had many of leather’s characteristics; this is a paradox that calls for some definitions. In the terminology of the trade:
Hides are the pelts of the larger animals—cattle, horses, buffalo, elephants, and so on;
Skins come from smaller animals—calves, sheep, goats, pigs, deer, beaver, etc.—and from birds, fish, and reptiles;
Leather is any hide or skin after it has been tanned.
As the legislature of colonial Virginia put it in 1691 (in an act that will shortly engage our attention again):
And for the avoyding of all ambiguities and doubts, which may and doe grow and arise upon the difinition and interpretation of this word leather, Be it enacted and declared, that hydes and skinns of oxe, steer, bull, cow, calfe, deer, goats and sheep being tann’d shall be, and ever hath been reputed and taken leather.
The key word is “tanned.” Like any organic matter, skins and hides will soon begin to decay unless they receive some kind of preservative treatment. They may be simply scraped and sundried—or salted or smoked or soaked in brine or in slaked lime. From some of these processes may come extremely tough and durable products—rawhide, parchment, and vellum are limed—but they are not leather because they have not been tanned.

Taneur This illustration from Diderot’s great eighteenth-century French encyclopedia shows the essential operations in a tannery: A) washing hides in a stream; B) scraping hair or flesh from a hide on the “beam”; C) soaking hides in a series of lime pits; D) bedding hides in a tanning vat with a layer of shredded bark between each hide; E) stirring lighter hides in a hot water tanning solution.
Tanning brings about within the fibrous structure of a pelt certain chemical and physical rearrangements that are still imperfectly understood. Their effect, however, is to render the pelt permanently imputrescible, pliable when dry, and capable of sustaining repeated wetting without hurt. The agents responsible for the transformation, known as “tannins,” are found in almost all plants, in certain minerals, and in various readily oxidizing oils.
The ancient Sumerians, Babylonians, Assyrians, Egyptians, central Asians, and Chinese all knew tanned leather and used it. But who first discovered how to tan it, when that happened, and where, must remain forever unanswered, since the invention of tanning came before the invention of written records. Primitive leatherworkers probably stumbled on different processes at different times and places, and quite possibly a number of widely separated workers discovered the same processes independently.
Until the invention of chrome tanning in the second half of the nineteenth century, little change had taken place in the three basic tanning methods for at least two thousand years. The most widely practiced method involved the use of vegetable tannins. Occidental tanners employed oak bark, gallnuts, and sumac leaves among their chief sources; other plants rich in tannins are found in every continent.
Mineral tanning with alum, called “tawing,” has been in use since earliest time in Babylonia, Egypt, and probably China. Because the leather so made is snow white, workers in this specialty gained the name of “whitetawyers.” Tawed leather, although soft and stretchy, is very strong; quite appropriately, one of his eighteenth-century contemporaries described Richard Bland, the Williamsburg lawyer and political pamphleteer, as “staunch & tough as whitleather.”
Currying—whatever it may have meant to Homer (or to Alexander Pope)—is not a method of preparing hides and 6 skins from fresh-slaughtered animals, but a complex of processes for treating leather already tanned. These processes include smoothing the leather, paring it down to even thickness overall, especially working fatty matter into it for pliancy and water resistance, and giving it whatever surface dressing, color, and finish its intended use calls for. Prominent among such uses in the eighteenth century were shoe uppers, harness and saddlery, upholstery, trunkmaking, and bookbinding.

Two styles of carriage harness, one quite elaborate, the other fairly simple; both of the “breast-collar” rather than the now more familiar “neck-collar” type. Diderot.
A list compiled in London in 1422 recorded 111 groups or guilds of merchants and craftsmen then active in that city. Fourteen of these concerned themselves with leather or with articles made of it in large part:
cofferers
cordwainers
curriers
girdlers
glovers
leather dyers
leathersellers
loriners (or lorimers)
malemakers
pouchmakers
saddlers
skinners
tanners
whitetawyers
Of these, only tanners, curriers, cordwainers, and saddlers showed up prominently in colonial Virginia—although always as individual craftsmen, not as members of an organized craft or guild.
Cordwainers—the word comes from cordovan, a kind of sumac-tanned leather much favored in medieval England and made originally in the Spanish city of Cordoba—were shoemakers. The craft is to be carefully distinguished from that of cobbling, which is the mending of shoes. Although practically all colonial Virginia shoemakers also did shoe repairing, the trade of cobbling was looked on, especially by cordwainers, as inferior in status.
Curiously, the initial groups of colonists sent to Jamestown by the Virginia Company lacked any leather craftsmen. Somehow the London “adventurers” thought that the real adventurers to America could get along without tanners, curriers, or shoemakers. Just how the colonists were expected to acquire shoes grows even more puzzling in light of the English law that forbade exportation of goods made of English leather.
In a few years, however, some tanners and shoemakers had been sent over and were at work in Jamestown. But not enough of them came or else (as is more likely) they abandoned their trades to grow tobacco. A 1625 report declared 8 that an extreme shortage of shoes and other apparel endangered the health of the population. Soon thereafter the Virginia Assembly took the first of many steps to promote leathermaking and other manufactures in the colony.
Sometimes with the support of the home government, sometimes without, the assembly passed laws in 1632, 1645, 1658, 1660, 1662, 1680, and 1682 forbidding the export from Virginia of hides, skins, and certain other commodities. They hoped in this way to assure ample supplies of the raw materials and thus encourage colonial craftsmen to make more of the needed products.
The legislation, in actuality, had less effect in Virginia than in England. Colonial craftsmen continued to prefer leathers imported from England, reputed to be the best of their kinds, for quality work—and to prefer tobacco growing to leatherworking anyway. But English merchants and craftsmen repeatedly protested the threat of competition in a market they felt belonged solely to them, so each colonial law in turn was either repealed on orders from London or simply allowed to lapse.
The 1662 effort, somewhat more elaborate than the others, had no greater success in the end. At Jamestown the legislature that year passed three laws intended to increase local manufactures. One barred the export of hides, wool, and iron; another exempted from taxation any craftsman who followed his trade and did not plant tobacco; the third required each county in the colony of Virginia to erect “one or more tanhouses, and ... provide tanners, curryers and shoemakers, to tanne, curry and make the hides of the country into leather and shoes.” The manager of this trade for each county was to allow the people two pounds of tobacco for each pound of dry hide they brought to the tannery, and “sell them shoos at thirty pounds of tobacco [for] plaine shoos, and thirty five pounds of tobacco for [shoes with] wooden heels and ffrench falls of the ... largest sizes, and twenty pounds of tobacco per pair for the smaller shoos.”

Cordonier As the shoemaker needed an assortment of lasts on which to make shoes of differing sizes and shapes, so the bootmaker needed “boot legs” resembling his customers’ calves. The engraving also shows a variety of eighteenth-century boot styles, the more formidable being heavy military boots. Diderot.
The seventeenth century ended with legislation of a different tenor. “An act declareing the dutie of Tanners, Curriers and Shoemakers,” passed in 1691, regulated working procedures and set quality standards to an extent remarkable even at a time when detailed governmental regulation of economic activity was normal.
Tanners, this law decreed, were not to leave hides too long in the lime-pits, nor put them into the tan-vats until they had been thoroughly cleansed of lime; curriers were not to work “any hyde or skin not being thoroughly dry,” and were not to skimp on the amount or quality or freshness of the grease they used in currying; cordwainers or shoemakers were to use only leather that was “well and truly tann’d and curryed,” and were to make their boots, shoes, and slippers “well and substantially sewed with good thread well twisted and made, and sufficiently waxed with wax well rosined, and the stitches hard drawn with handleathers.”
The law further required each county to appoint searchers to examine all hides, skins, leather, and leather goods produced in that county. They were to stamp their seal of approval only on items that met quality standards in the “true intent and meaning of this act,” and to confiscate all wares that were “insufficiently tann’d, curryed, or wrought.”
Perhaps even more interesting than these regulations are the reasons given for enacting them: “Forasmuch as divers and sundry deceits and abuses have been hitherto committed, and daily are committed and practiced by the Tanners, curriers, and workers of leather in ... Virginia, to the great injury and damage of the inhabitants ...; And forasmuch as no leather can be so well tann’d but it may be marred and spoyled in the currying ...; and forasmuch as leather well tann’d and curryed may by the negligence, deceit or evill workmanship of the cordwainer or shoemaker be used deceitfully to the hurt of the occupier or wearer thereof.”
These phrases (and similar phrases in other laws both colonial and English) make evident that shoddy materials and slipshod workmanship issued from the shop of many a craftsman of the eighteenth century. A recognition of this will help balance the romantic tendency to see every old-time craftsman as a humble artistic genius with impeccably high standards of workmanship.
For all its great length and detail, the act of 1691 seems not to have had much effect. Governor Edmund Andros in 1697 asserted, “There are no manufactures setled in Virginia Except Inconsiderable tanning and shoemaking (bad Leather).” And in 1705 Robert Beverley wrote of the Virginians:
They have their Cloathing of all sorts from England, as Linnen, Woollen, Silk, Hats, and Leather.... The very Furrs that their Hats are made of, perhaps go first from thence; and most of their Hides lie and rot, or are made use of, only for covering dry Goods, in a leaky House. Indeed some few Hides with much Adoe are tann’d, and made into Servents Shoes; but at so careless a rate, that the Planters don’t care to buy them, if they can get others, and sometimes perhaps a better manager than ordinary will vouchsafe to make a pair of Breeches of a Deer-Skin.
Nearly a half-century later, as Williamsburg’s era of greatest affluence began, a merchant of Louisa County, Francis Jerdone by name, lamented that “the Virginians have most of their shoemakers in their own families, and have no occasion for any but stuff [i.e., cloth] shoes from Britain.” He referred to members of the well-to-do planter class, who customarily maintained on their plantations one or more skilled workmen. Among these there was almost sure to be included a cordwainer to make and repair the footwear of the plantation “family,” a term that included the slaves. The shoemaker might be a slave himself, or an indentured servant, or a journeyman receiving wages.
However, Francis Jerdone could just as well have been writing of another kind of Virginia planter, the small farmer who built his own house and barns, made his own crude furniture, coopered his own hogsheads, ground his own corn, sheared his own sheep, and made the family’s shoes while his wife spun and wove their clothing. These small farmers, far outnumbering the great planters, would not have ordered cloth shoes from London, to be sure. But neither would they have ordered very many leather ones, either from England or from Williamsburg shoemakers.
Documentary records—fairly full in a few cases, fleeting in most—name 24 men who worked in leather in Williamsburg during the eighteenth century. The ghostly existence of others can be discerned in references to unnamed indentured servants, journeymen, slaves, and a few apprentices who were leatherworkers. Among Williamsburg slaves having some craft skills, the second greatest number were shoemakers, the greatest number being carpenters.
A few of these Williamsburg leatherworkers seem to have done fairly well at their trade. Most of the others probably had little success and moved elsewhere or into farming; at any rate they left no trace of a continuing career.

The conjectural drawing at the right shows how pieces of metal, wood, and cloth found in 1961 at the bottom of an eighteenth-century well in Williamsburg could have formed parts of a lady’s sidesaddle of that day. To the left, partially completed, is such a saddle copied by today’s master saddler in Williamsburg from surviving examples.
Eleven advertisements placed in Williamsburg’s weekly newspaper, the Virginia Gazette, from 1768 to 1783, remain the sole evidence of the business venture of Robert Gilbert, boot and shoemaker. The story they tell reveals the hazards faced by most craftsmen in eighteenth-century Williamsburg: debts piling up, excess stock on hand, shortage of capable and reliable help, and a market that dried up when the capital moved to Richmond in 1780.
ROBERT GILBERT, BOOT and SHOEMAKER, &c. HEREBY acquaints the publick that he has opened shop near the Capitol in Williamsburg, where he intends carrying on his business in all its branches, viz. shoe or channel, calf or buckskin boots, jockey do. and splatterdashes, mens plain, stitched, spring, and wood-heeled, shoes and pumps, calf or dogskin; campaign, single, double, or turned channels, slippers, blue or red turkey, cork soles, galloches; womens leather, stuff, silk, and braided shoes and pumps, slippers, cork soles, galloches, and clogs. As he imports the whole of his materials from Great Britain, where punctual payments are required, he proposes supplying Ladies and Gentlemen with any of the above articles on the most reasonable terms, for ready money. Those who please to favour him with their custom may depend on their work being speedily executed, in the genteelest and newest fashions, and in such a manner as he hopes will merit a continuance of their favours.
(Virginia Gazette, June 30, 1768)
JOURNEYMEN SHOEMAKERS, who are well acquainted with womens or mens wood heeled work, will meet with good encouragement by applying to the subscriber in Williamsburg. ROBERT GILBERT
⁂ He has a large quantity of fine English CALF SKINS on hand, part of which he would dispose of, on very reasonable terms, for ready money.
(Virginia Gazette, May 25, 1769)
WILLIAMSBURG, Dec. 6, 1770
I HAVE a parcel of CALF SKINS, and SOLE LEATHER, both back and crop, which I will sell, for ready money, on reasonable terms. ROBERT GILBERT
(Virginia Gazette, December 13, 1770)
14Just IMPORTED from London, and to be SOLD by the Subscriber at his Shop in Williamsburg, cheap, for ready Money,
A VARIETY of Williamson and Son’s best SATIN SHOES and PUMPS; white, blue, and black CALIMANCO SHOES and PUMPS; also CHILDRENS MOROCCO and CALFSKIN SHOES and PUMPS. ROBERT GILBERT
(Virginia Gazette, May 28, 1772)
A JOURNEYMAN SHOEMAKER, who is sober, and understands making of Boots, will meet with good Encouragement by applying to me, in Williamsburg. ROBERT GILBERT
(Virginia Gazette, August 13, 1772)
WILLIAMSBURG, May 13, 1773
I THINK it necessary to give this publick Notice, to all Persons who are in Arrears to me, that if they do not, without Fail, discharge their Accounts by the July Meeting of the Merchants, they will most assuredly be put into a Lawyer’s Hands.
N.B. In the mean While, from the many Disappointments I have met with in collecting my Debts, I am obliged to stop Trade, till I can receive the Money due to me to carry it on. ROBERT GILBERT
(Virginia Gazette, May 13, 1773)
ROBERT GILBERT, SHOEMAKER, Has opened Shop in the back Street, at the Place where he formerly lived, opposite to Mr. Richard Charlton’s, and intends carrying on his Business in all its Branches, having on Hand a very neat Assortment of Leather proper Boots and Shoes. The many Disapointments he formerly met with obliges him for the future to sell entirely for Cash.—He returns his sincere Thanks to those who were his former Customers, and shall endeavour to render Satisfaction to all those who may please to employ him.
15☞ Good Encouragement will be given to a Journeyman who understands making of Boots.
(Virginia Gazette, January 7, 1775)
WILLIAMSBURG, October 10, 1776
GOOD encouragement will be given to journeymen shoemakers, especially those who understand making of BOOTS by ROBERT GILBERT.
(Virginia Gazette, October 11, 1776)
WILLIAMSBURG, January 3, 1782
Best English made SHOES, To be SOLD, by wholesale or retail, on reasonable terms, by ROBERT GILBERT.
(Virginia Gazette or Weekly Advertiser (Richmond), January 5, 1782)
ROBERT GILBERT Boot and Shoemaker, BEGS leave to inform the public, that he has removed from Williamsburg, to this city, in order to carry on his business as usual. Those Gentlemen who please to favour him with their custom, may depend upon having their work executed as expeditiously and reasonable, as the times will admit of, for cash only, as it is by that means alone which materials are procured.
N.B. He has on hand a few boxes of English made SHOES, which he would dispose of on very reasonable terms, for cash, tobacco, or good merchantable flour.
Richmond, February 7, 1782 [sic]
(Virginia Gazette and Weekly Advertiser (Richmond), February 15, 1783)
Prominent in the list of known Williamsburg leatherworkers are the names of William Pearson, tanner and currier, Alexander Craig, saddler and harnessmaker, and George Wilson, boot and shoemaker. As usual in colonial Virginia, each of these men—while primarily occupied in his own special phase of the leather trade—did more or less work in other phases.
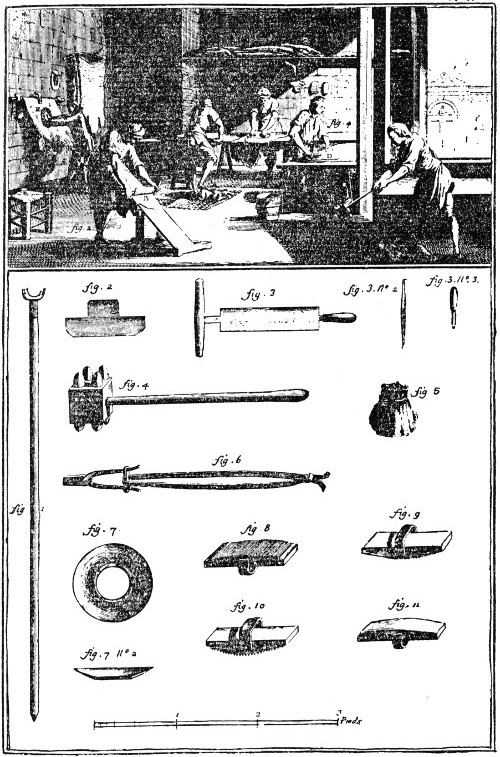
Corroyeur The shop of a currier and the tools used by his workers. Against the wall at the left a man is scraping a skin with the “moon knife” (figs. 7 and 7 no. 2), holding the skin taut by means of pincers and a thong (fig. 6) around his seat. In the background workers are treading, slicking, and graining skins. In the foreground one man uses the “head knife” to work over the skin on the beam, while another softens a skin with the currier’s mace. Diderot.
William Pearson first appears in surviving records as the godfather of Alexander Craig’s daughter Lucretia. At about the same time he was Craig’s tenant in a house adjoining the latter’s tanyard, and shortly thereafter he purchased from Craig the land occupied by the tanyard. The two men seem to have been in partnership for a while, but Pearson—under circumstances now unknown—eventually became full owner of the tanyard.
This establishment lay just to the east of the town, its location recalled to this day in the name of Tanyard Street. It had been founded in the early 1750s by Craig in partnership with Christopher Ford, carpenter, and Nicholas Sim, tanner. Craig bought out his partners in 1758, and two years later Pearson came on the scene. At that time the tannery consisted of “Tan Vatts ... New and Old Bark Houses, Mill House and Fleshing House ... and all other Houses and Buildings ... used in the Business of Tanning and making Leather.”
When Pearson died in 1777, his estate included “four Negro men Tanners and Curriers, two shoemakers” and three other slaves, indicating that the late master tanner operated a considerable business. The tanyard continued in the possession of Pearson’s widow and descendants for nearly sixty years, being operated at least part of the time by William Plume, tanner and currier from Norfolk.
It is hardly a secret that the processes of tanning and currying infuse the surrounding air with a symphony of odors—a circumstance that helps to explain why a tannery was generally located on the far edge of a town, and usually on the downwind side. As if hides and skins were themselves not fragrant enough, eighteenth-century tanners, curriers, and leather dressers made use at various stages or for special purposes of such delectable commodities as fish oil, sour beer, urine, barley mash, and the fermented dung of chickens, pigeons, and dogs.
Sketchily described, the procedures employed by the tanner and currier (separate crafts in England but often combined under one roof or in the same man in colonial America) were as follows:
1) Preparing the pelt included the removal of accumulated dirt and stable trash, removal of the hair and epidermis from the outer or grain side (except for furs), removal of shreds of flesh and adipose tissue from the inner side, and plumping up of the fibers of the remaining middle layer, or corium, to be more receptive to the tanning solution. The tanner accomplished all this by repeated washings, followed by a sequence of soaking in solutions of lime, and then by draining, and scraping. The scraping process, known as unhairing and fleshing, he did laboriously with a blunted knife, the pelt being stretched over a wooden horse or beam. He might repeat the liming, draining, and scraping if necessary, and he followed it up with more rinsing and scraping to remove most or all of the lime.
2) Tanning proper involved soaking the hide or skin in a series of tanning vats, each containing a stronger solution—called “ooze”—than the one before. Careful and complete tanning, a slow process, required from several weeks for a light skin to eighteen months for a heavy hide. During this period the hides or skins were many times “hauled and set,” that is, removed from the vat and piled beside it to drain for a time. The same sort of processing took place in tawing, except that alum rather than oak bark supplied the tanning agent.
3) Finishing included trimming, currying, and coloring (if called for) in whatever combination of processes was needed for the intended use of the finished leather. Readers with uneasy stomachs should be satisfied if some of these processes are here left undescribed, only named, to wit: trampling, scouring, blooming, slicking, stricking, shaving, stuffing, dubbing, boarding, graining, bruising, staking, waxing, blacking, sizing.
Altogether, William Pearson might have subjected a hide to as many as two hundred separate steps (repetitions included in the count) in its passage from the animal’s back until delivery as finished leather to a shoemaker, saddler, bookbinder, or other leather using craftsman. The total time 19 consumed would have been anything from a few months for a lambskin, for example, to more than two years for a thick ox hide.
A craftsman who had financial resources large enough to buy a lot in Williamsburg and build a shop on it would seem to have been in business already at another location. Such may have been the case when Alexander Craig, just before midcentury, acquired a lot on the road out of Williamsburg to Yorktown—not far from where the tanyard would soon thereafter be established.
A saddler and harnessmaker, Craig was the town’s most successful leather craftsman, possibly its most successful craftsman in any line. He acquired a number of properties in and near the colonial capital city over the years from 1749 until his death in 1776. Among them were the tanyard and two choice lots on the main street near the Capitol. One of the latter may have become his shop location, and the other did become his residence. His eldest daughter, Judith, married John Minson Galt, the promising young physician and apothecary.
Two of Alexander Craig’s account books survive. They reveal that he carried on a thriving trade, kept several indentured servants and slaves, and employed at least three journeymen leatherworkers—although not all of these at the same time. He bought and sold skins and hides, did tanning and currying for himself and for others, purveyed leather to other craftsmen, made and sometimes mended shoes, and sold shoes that had been made in his own shop, imported from London, or possibly made in other colonial shops. A wide variety of other leather goods issued from his shop, including cushions for couches, for chairs, and even for billiard tables, sword belts, gun buckets, leather pipes for a fire engine, razor cases, cartridge boxes, trusses, and once a “strong Coller for a Bear.”

Bourlier Harnessmaker’s shop, in which workers (left to right) are cutting leather into straps with a round knife (fig. 6); waxing thread (background); sewing a piece of leather held in the clamp or “clam” held slanted between the legs; and using an awl to pierce a hole in a strap, also held in a clam (fig. 3 and fig. 4). Diderot.
But the making and mending of horse furniture—saddles, bridles, and harness—was Craig’s specialty. In a colony where everyone rode constantly, saddlery was a vital craft. And where horses, oxen, and human beings hauled, lifted, and carried every burden, harnessmaking was no less important.
The account books show that Alexander Craig valued his labor and sold his products at a good price. He charged Humphrey Hill £7 for “a Harness for a Shaft Chair” and Thomas Atkinson £5 for “a Harness for a Single Horse.” He billed Colonel William Byrd III £25 for harness for six coach horses, and Colonel Benjamin Harrison £16 to make harness for “four Charriot Horses.” For making a side saddle with cover and studded trappings for Robert Hutchins, a tailor of the town of Blandford some 40 miles away, Craig charged £6, 10 shillings.
Some idea, albeit only an approximate one, of the purchasing power of those sums may be gained by comparing them with prices for house furnishings at about the same time. Colonel Robert Carter of Nomini Hall, for instance, bought eight mahogany dining chairs, upholstered and trimmed with brass nails, for £16 from Williamsburg cabinetmaker Benjamin Bucktrout. Four “Elbow Chares” bought at the same time cost him £11. A desk and bookcase—now called a secretary—brought £16.
Elkanah Deane, carriagemaker of New York, removed his business from that city to the little metropolis of Williamsburg shortly before the Revolution. Both in New York and in the capital of the Virginia colony he enjoyed the patronage of His Lordship Governor Dunmore. Deane’s house in Williamsburg looked out upon the same green as did the Governor’s Palace, along with the mansions of the wealthy Robert Carter and the learned George Wythe.
This was heady company for “an Hibernian Cottager,” as one rival coachmaker called him, and perhaps Deane deserved the label of “Palace Street puffer” conferred on him by the same fellow citizen. Be that as it may, the carriagemaker advertised that he also made, repaired, and sold harness, although the actual work was probably done by another craftsman in his shop.
Perhaps this was Edward Roberts, who gave notice in 1775 that he “continues to carry on the business of Saddling, Cap and Harness making, at the late Mr. Elkanah Deane’s shop.” The shop, it is to be presumed, was primarily devoted to the varied specialties that were needed in the manufacture of wheeled vehicles, of which blacksmithing was one of the more vital. Deane’s forge, to the rear of his property, is a favorite attraction in restored Williamsburg, especially for children.

Exterior view of the Deane Forge and Harnessmaking Shop in Williamsburg today. The sign before the door is the coat of arms of the Saddler and Coach Harnessmakers’ Company of London. Redrawn from a photograph.
Adjoining the forge, the saddlery and harnessmaking shop of two hundred years ago has again resumed operation. There the visitor may see examples of saddle and harness work done in the eighteenth-century manner with tools and equipment resembling those shown in the great eighteenth-century illustrated encyclopedia of Denis Diderot.
The basic operations in the making of harness were only two: cutting the hides into appropriate strips and shapes, and stitching the pieces together as needed. Simple as it sounds, skillful choice of the leathers, flawless cutting, and thorough stitching made the difference between good harness and poor. Finish and ornamentation, although not essential to the task of attaching a draft animal securely to its load, made the product distinctive and handsome, and no doubt gave the craftsman more pleasure in the making.
The harnessmaker’s knife had a semicircular or half-moon shape to its blade, with the handle sometimes at right angles to the back of the blade and sometimes with a right-angled tang that put the handle parallel to the back of the blade. For sewing he possessed an assortment of punches and awls and a very important holding device called a “clam.” This last was a hinged wooden clamp with jaws somewhat resembling the shell of a clam. Holding it between his crossed thighs, the harnessmaker used it to hold fast the straps he was sewing, thus freeing both of his hands for the tough job of stitching through heavy leather.
In most essentials, and indeed in most details, the harness of the eighteenth century looked like and functioned like that of today—or of the not-so-distant yesterday before the motorization of everything on wheels. Saddles, at least some of them, were slightly different in shape and detail from the present-day English riding saddle. For their making, as well as for the making of collars, the saddler-harnessmaker needed a variety of tools to pack and shape the stuffing of pads. By and large, however, the result would seem to have been less comfortable to both horse and rider than the modern saddle.
George Wilson came originally from Norfolk, where his older brother—or perhaps it was his uncle—John Wilson, did boot and shoemaking on a large scale. In May 1771 the Virginia Gazette of Williamsburg carried this advertisement:
I TAKE this Method to acquaint the Publick, and my Customers in particular, that Mess. James Campbell and Company have resigned the SHOE FACTORY in Favour of me, by which Means I carry on double the Trade I did formerly. Gentlemen who may please to favour me with their Orders for Negro Shoes, or others, are desired to send them soon, that I may be capable of supplying them better than it was in my Power last Fall, on Account of the Scarcity of Leather. Ladies and Gentlemen may depend on being supplied with as neat Shoes, either Leather or Calimanco, as any from London; as I have on Hand London, Philadelphia, and New York Calf Skins, red, green, and blue Morocco Leather, Calimancoes of all Colours, and of the best Kinds. Those who choose to favour him with their Custom shall be served on reasonable Terms, by applying to him at the Sign of the Boot and Shoe in Norfolk. JOHN WILSON
Just five months later, announcing his death, the Gazette described John Wilson as a tradesman of “Credit and Reputation in Norfork, whose Industry, Integrity, and whole Deportment, were truly exemplary.” Shortly thereafter the same paper carried the notice that Wilson’s estate would be auctioned and that “The Shoemaker’s Business, in all its Branches, is carried on by George Wilson, Junior, and Company.”
The “Company” here seems to have been John’s widow, for the next advertisement to appear in the Gazette disclosed that her partnership with George Wilson having been dissolved, Mary Wilson “still carries on the Shoemaking Business, in all its Branches.” She was one of innumerable colonial widows whom fate threw into the awkward position of being master craftsmen, at least until they found another man to take over the shop—and very often the household, too.

Cordonnier et Bottier A shoemaker’s shop and an assortment of his most important tools. Note the rows of lasts on the wall and the customer whose foot is being measured with a size stick, also shown as fig. 14. Diderot.
George Wilson promptly turned up in Williamsburg, announcing to the public that he had just imported a “choice Cargo of the best sorts of English LEATHER for all Manner of Mens Shoes and Pumps, and excellent LONDON DRAW-LEGS for BOOTS.” Underscoring the ambitious size of the business he hoped to establish, he again signed himself “George Wilson & Co.,” and appended a notice that “Two or three JOURNEYMEN SHOEMAKERS, who understand making BOOTS and Mens WOOD HEELS, will meet with good encouragement by applying immediately to me, next Door to Mr. Greenhow’s Store in Williamsburg.”
Like other colonial shoemakers, George Wilson not only made shoes but also repaired them. Put another way, they all did both cordwaining and cobbling. But George Wilson seems not to have catered to the ladies; his advertisements mention only footwear for gentlemen, and when his shop was broken into in March 1774 the thief took away nineteen or twenty pairs of men’s shoes.
Whether his earlier ad failed to bring him the desired journeymen or whether he needed still more help cannot be said, but he advertised again that “Two or three journeymen shoemakers will have a good set of summer work, by applying early, at the rate of 3s. 6d. for plain shoes, 5s. for stitched work, and 10s. for boots.” Before the end of the year George Wilson, too, had died.
Among the many crafts that produced articles partly or largely of leather, those of glover, breechesmaker, cabinetmaker, upholsterer, coachmaker, and bookbinder were known in eighteenth-century Williamsburg.
Two centuries ago William Keith, a Williamsburg tailor, “having lately purchas’d an ingenious Workman in Leather 27 does hereby give Notice to all Gentlemen, and others, That they may be supplied with Buck-skin Breeches, and Gloves, made after the neatest Fashion, and as Cheap as anywhere else.” At about the same time the Virginia Gazette carried this announcement of a newcomer to the colony:
EDWARD MORRIS, Breeches-Maker, and Glover, from London, IS set up in Business, near the College in Williamsburg, where he makes and sells the best Buck Skin Breeches, either of the common Tann’d Colour, or dy’d Black, or of Cloth Colours, after the English Manner: Also Buck Skin Gloves, with high Tops. He also makes and sell Bever-Skin Breeches, which are very strong and servicable, fit for Servants or Slaves, and are very cheap. He also dresses Leather after the Philadelphia manner, not inferior to Oil’d Leather Dress, for Goodness and Fineness, upon the Flesh or Grain. Likewise dresses all Sorts of Fur-Skins, for Muffs, for Gentlemen or Ladies, or for Saddle-Housings. Also dresses Calf-Skins, Sheep-Skins, and White Leather, fit for the use of Sadlers, Shoemakers, and Others. Any Persons that have Occasion to make Use of him in any of the Above Particulars, may depend on kind Usage, and at very reasonable Rates.
Inasmuch as Morris did not advertise again in the Gazette (so far as surviving copies show) it may be presumed that so few persons found occasion to call on him that he moved elsewhere or found some other way to make a living. Several bookbinders lived and worked in eighteenth-century Williamsburg; their craft is described in another pamphlet in this series and is represented today in an operating craft shop on Duke of Gloucester Street in the historic town.
Visitors to restored Williamsburg can identify another operating craft shop by the overhead sign of the “Boot & Shoemaker.” The little building not far from the foot of Palace Green represents the shop of George Wilson & Co. “next Door to Mr. Greenhow’s Store,” and stands on foundations of an eighteenth-century structure. In the absence of documentary or archaeological evidence as to the appearance of George Wilson’s shop or its contents, the architecture and furnishings of the shop follow traditional precedents.

Cordonier An illustration, again from Diderot’s encyclopedia, showing some European styles and techniques of shoemaking. Colonial American styles and methods were similar. Unfortunately no one on this side of the ocean wrote or illustrated any descriptive books on the subject, so we must rely heavily on the French source.
A working shop that demonstrates shoemaking and the general skills of leatherworking, the shop’s size and contents are typical and authentic. One sees in it numerous boots and shoes in various stages of construction, a full set of lasts, other articles of leather, including belts, mugs, and black jacks, and an assortment of knives, awls, and other leatherworking tools of the eighteenth century.
In contrast to this small shop in Williamsburg, the “Shoe Factory” operated by John Wilson, George’s predecessor in Norfolk, included these items presumably found there by the appraisers of his estate:
| 304 | pairs of “Negroe Shoes” valued at 5 shillings per pair |
| 103 | pairs of men’s shoes, some at 6/ and some at 9/ per pair |
| 6 | pairs of boots at 20/ per pair, and four pairs of boot legs |
| 15 | pairs of women’s shoes at 5/ and 6/; one of silk at 10/ |
| 79 | pairs of children’s shoes at 3/ and 3/9 |
| 235 | lasts; 60 or more hides and skins; 6½ dozen heels; 3 dozen blacking balls; 17 shoemaker’s seats; “4 Gross Tax”; and “a sise stick.” |
The “tax” in this case is easy to evade by changing it to tacks. The “sise stick” was almost certainly the same sort of device that is used in shoe stores today to measure the size of the customer’s foot. But what really strikes one about this inventory is the magnitude of the operation it reveals. With an indicated seventeen workers, it was doubtless one of the few mass-production factories colonial Virginia could boast.
The ratio of boots to shoes for men—6 to 103 pairs—seems out of line for Virginia where, as one observer wrote, “even the most indigent person has his saddle-horse, which he rides to every place, and on every occasion.” Virginians being “excessively fond of horses,” one would expect them to have worn boots most of the time, and this expectation would seem to be corroborated by Robert Gilbert’s repeated advertisements for the services of a journeyman bootmaker. 30 The evidence indicates that in the latter part of the century boots appear to have sold better than shoes.
Boots (sometimes listed as “ffrench falls”) as well as shoes for men, women, and children were imported from England—and from New England—as well as being made in the colony. Among the London makers, Didsbury & Co. enjoyed first preference for orders sent from Virginia and paid for with shipments of tobacco. The wives and daughters of planters, in particular, preferred to wait six months or a year for the arrival of fashionable shoes from London rather than buy what the local shoemaker offered, or they sometimes patronized the milliner for “stuff” shoes.
A good shoemaker could average two pairs of shoes, welted, turned, or stitched in a twelve-hour working day. In any shoe the sole would be heaviest cow or ox hide, cut from that part of the hide over the animal’s hind quarters called the “bend.” Uppers would usually be of calfskin, sometimes of goat, sheep, or dogskin. Women’s shoes with leather soles very often had uppers of fabric, such as calimanco, ticking, silk, damask, satin, or poplin.
Black was the color of men’s shoes, although an occasional example might be in color, especially the heels. For women’s leather shoes, red, white, blue, green, or purple prevailed. Children’s footwear was made in bright colors or black. Lacing, apparently the usual fastening method in the seventeenth century, gradually gave way in the eighteenth to straps and buckles, the latter tending to become larger and fancier as time passed. Buckles of brass and steel served for everyday wear, silver and paste for dress-up occasions. The Geddy family in Williamsburg made copper alloy buckles as good as could be had from London, while silversmith John Coke made them in gold. Ties, however, did not lose out completely.
Pointed toes held first place in fashion for both men’s and women’s shoes. Again, this does not mean that round- or square-toed shoes were not made; on the contrary, they were not uncommon on the feet of those persons who put other considerations before style. But style was a potent 31 governor for the well-to-do among colonial Virginians, who {...}
Both men’s and women’s shoes, as well as children’s and slaves’ shoes—, were made on straight lasts. That is, shape and construction were the same for left and right shoe, and either one of a pair could be worn on either foot. This situation resulted not from some primitive crudeness or ineptitude on the part of colonial cordwainers, who could and if called upon did make paired left-and-right shoes. Rather, it embodied an aesthetic preference. Symmetrical shoes pleased the eighteenth-century eye more in themselves and left a more pleasing pattern of tracks than did unsymmetrical shoes.
If that seems a curious judgment, just remember that your own preference for paired shoes would strike your style-conscious colonial forebears as quite unthinkable.

Riding horse, fully equipped, with reins, saddle, and a “horse pistol” in its holster just in front of the saddle. Diderot.
The list below includes the known leatherworkers who engaged in business in Williamsburg during the eighteenth century. The dates following the men’s names indicate the years the men are known to have worked in the city.
Thomas Allen—shoemaker (1710-1716). The first record of Thomas Allen is in 1710 when the death of his daughter was recorded in the Bruton Parish register. In 1716 Allen purchased a lot in Williamsburg. No other information concerning Allen has been located.
John Coulthard—saddler (1734-1756). John Coulthard’s name is first mentioned in Williamsburg in 1734 when he did saddlery work for Thomas Jones. In 1751 he announced in the Virginia Gazette that he had moved his shop “from next Door to the Printing-Office to the back Street, next Door to the house of Mr. Walter King.” Coulthard died in 1756.
Alexander Craig—saddler (1748-1776). Alexander Craig, who owned a saddle shop and tannery, is first mentioned in Williamsburg in 1748. His business was quite extensive. Craig made and sold shoes, saddles, harness, and other leather goods, and he employed several journeymen leatherworkers. Craig died in 1776 and left a large estate.
Robert Gilbert—shoemaker (1768-1783). Robert Gilbert announced in 1768 that he had “opened Shop near the Capitol in Williamsburg,” where he advertised leather and shoes for sale. Gilbert continued his business in Williamsburg until 1783 when he moved to Richmond.
Henry Gill—tanner and shoemaker (1707-1720). Henry Gill, tanner and shoemaker, arrived in Williamsburg from Charles City County in 1707. He established his shop on Duke of Gloucester Street, where he soon opened an ordinary. Gill died in 1720.
Daniel Groome—tanner and collarmaker (1713-1719). Daniel Groome purchased a lot in Williamsburg in 1713. At that time he was described as being from James City County. By 1719 Groome had left Williamsburg and settled in Henrico County.
James Hern—harnessmaker (1762-1764). James Hern worked as a journeyman harnessmaker with Alexander Craig from 1762 to about 1764.
Gabriel Maupin—saddler and harnessmaker (1752-ca1800). Gabriel Maupin was born in Williamsburg and probably learned his trade from Alexander Craig. He carried on the saddle and harnessmaking business, but was primarily a tavern-keeper. He died about 1800.
Edward Morris—leather-breeches maker and glover (1739). Little is known of Edward Morris. He announced the opening of his business “near the College in Williamsburg” in June 1739. In his advertisement he stated that he was from London. In addition to making breeches and gloves, he dressed leather “after the Philadelphia manner.”
William Pearson—tanner (1760-1777). William Pearson appeared in Williamsburg in 1760. He worked with Alexander Craig and may have been in partnership with him. Pearson later became owner of Craig’s tannery in Williamsburg, which he operated until his death in 1777.
William Plume—tanner (1777-1783). William Plume came to Williamsburg from Norfolk in 1777 and leased Pearson’s tannery. He operated the tanyard until 1783 when he returned to Norfolk.
William Quirk—leatherdresser (1745). William Quirk was either an indentured servant or journeyman who worked with Robert Simpson, leather-breeches maker of Williamsburg. In 1745 Simpson advertised that Quirk had “absconded from his Habitation” in Williamsburg.
Edward Roberts—saddler and harnessmaker (1775-1777). Edward Roberts evidently established his business in Williamsburg before 1775. In that year he advertised that he “continues to carry on the business of Saddling, Cap and Harness making, at the late Mr. Elkanah Deane’s shop.” He left Williamsburg in 1777 to settle in Maryland.
John Rolleson—shoemaker (1750-1784). Very little is known of John Rolleson. He is mentioned as being in Williamsburg in 1750, and he purchased leather from Alexander Craig during the 1760s. Rolleson’s estate was settled in York County Court in 1784.
John Sclater—shoemaker (1774). John Sclater is mentioned as being of both Williamsburg and York County in 1774, when Matthew Evans was apprenticed to him. Sclater offered “good Encouragement” for “a Sober Journeyman Shoemaker who understands Mens and Womens work.”
John Shepherd—harnessmaker (1761-1787). John Shepherd worked as a journeyman harnessmaker with Alexander Craig from 1761 to 1762. About 1772 he apparently established his own business and advertised himself as “Coach, Chaise, and Harness Maker from London.” Shepherd died in Williamsburg sometime in 1787.
Nicholas Sim—tanner (1758). Nicholas Sim was a partner with Alexander Craig in a tannery in Williamsburg. When Craig bought out his partners in 1758, Sim left Williamsburg to settle in Petersburg.
Robert Simpson—leather-breeches maker (1745). Robert Simpson of Williamsburg advertised for a runaway indentured servant or journeyman in 1745.
Thomas Skinner—shoemaker (1765-1777). Thomas Skinner came to Williamsburg from Henrico County sometime before 1765. He engaged in the shoemaking business until 1777 when he dropped from sight.
James Swain—leather-breeches maker (1763). Little is known of James Swain. He is mentioned in Alexander Craig’s account book in 1763. In that year Swain made a shot bag for Craig. He may have been the same James Swain who is mentioned in Henrico County in 1777.
James Taylor—shoemaker (1742-1775). James Taylor is first mentioned in 1742. He may have been in business with William Wilcox, shoemaker. In 1751 Wilcox and Taylor advertised for two runaway indentured shoemakers. Taylor engaged in business in Williamsburg until 1775 when he dropped from sight.
George Wells—shoemaker (1738-1753). George Wells came to Virginia in 1738 at the age of 21 as an indentured servant. He was engaged to work for seven years. In 1751 36 he advertised lodgings for rent in Williamsburg, where he worked at the trade of a shoemaker. He died in 1753 and left a fairly large estate.
William Wilcox—shoemaker (1748-1757). William Wilcox is first mentioned in 1748. He may have been in business with James Taylor by 1751. Wilcox died in 1757 and left a large estate.
George Wilson—shoemaker (1773-1774). George Wilson was probably a brother of John Wilson, shoemaker of Norfolk. After John Wilson’s death in 1771, George carried on his shoemaking business in Norfolk until he moved to Williamsburg in 1773. George Wilson operated a shoemaking business in Williamsburg until his own death in 1774.
The Leatherworker in Eighteenth-Century Williamsburg was first published in 1967 and was reprinted in 1973. Written by Thomas K. Ford, editor of Colonial Williamsburg publications until 1976, it is based largely on unpublished studies by Harold B. Gill, Jr., and Raymond Townsend of the Department of Research.
End of the Project Gutenberg EBook of The Leatherworker in
Eighteenth-Century W, by Thomas K. Ford
*** END OF THIS PROJECT GUTENBERG EBOOK THE LEATHERWORKER ***
***** This file should be named 58293-h.htm or 58293-h.zip *****
This and all associated files of various formats will be found in:
http://www.gutenberg.org/5/8/2/9/58293/
Produced by Stephen Hutcheson and the Online Distributed
Proofreading Team at http://www.pgdp.net
Updated editions will replace the previous one--the old editions will
be renamed.
Creating the works from print editions not protected by U.S. copyright
law means that no one owns a United States copyright in these works,
so the Foundation (and you!) can copy and distribute it in the United
States without permission and without paying copyright
royalties. Special rules, set forth in the General Terms of Use part
of this license, apply to copying and distributing Project
Gutenberg-tm electronic works to protect the PROJECT GUTENBERG-tm
concept and trademark. Project Gutenberg is a registered trademark,
and may not be used if you charge for the eBooks, unless you receive
specific permission. If you do not charge anything for copies of this
eBook, complying with the rules is very easy. You may use this eBook
for nearly any purpose such as creation of derivative works, reports,
performances and research. They may be modified and printed and given
away--you may do practically ANYTHING in the United States with eBooks
not protected by U.S. copyright law. Redistribution is subject to the
trademark license, especially commercial redistribution.
START: FULL LICENSE
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full
Project Gutenberg-tm License available with this file or online at
www.gutenberg.org/license.
Section 1. General Terms of Use and Redistributing Project
Gutenberg-tm electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or
destroy all copies of Project Gutenberg-tm electronic works in your
possession. If you paid a fee for obtaining a copy of or access to a
Project Gutenberg-tm electronic work and you do not agree to be bound
by the terms of this agreement, you may obtain a refund from the
person or entity to whom you paid the fee as set forth in paragraph
1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this
agreement and help preserve free future access to Project Gutenberg-tm
electronic works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the
Foundation" or PGLAF), owns a compilation copyright in the collection
of Project Gutenberg-tm electronic works. Nearly all the individual
works in the collection are in the public domain in the United
States. If an individual work is unprotected by copyright law in the
United States and you are located in the United States, we do not
claim a right to prevent you from copying, distributing, performing,
displaying or creating derivative works based on the work as long as
all references to Project Gutenberg are removed. Of course, we hope
that you will support the Project Gutenberg-tm mission of promoting
free access to electronic works by freely sharing Project Gutenberg-tm
works in compliance with the terms of this agreement for keeping the
Project Gutenberg-tm name associated with the work. You can easily
comply with the terms of this agreement by keeping this work in the
same format with its attached full Project Gutenberg-tm License when
you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are
in a constant state of change. If you are outside the United States,
check the laws of your country in addition to the terms of this
agreement before downloading, copying, displaying, performing,
distributing or creating derivative works based on this work or any
other Project Gutenberg-tm work. The Foundation makes no
representations concerning the copyright status of any work in any
country outside the United States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other
immediate access to, the full Project Gutenberg-tm License must appear
prominently whenever any copy of a Project Gutenberg-tm work (any work
on which the phrase "Project Gutenberg" appears, or with which the
phrase "Project Gutenberg" is associated) is accessed, displayed,
performed, viewed, copied or distributed:
This eBook is for the use of anyone anywhere in the United States and
most other parts of the world at no cost and with almost no
restrictions whatsoever. You may copy it, give it away or re-use it
under the terms of the Project Gutenberg License included with this
eBook or online at www.gutenberg.org. If you are not located in the
United States, you'll have to check the laws of the country where you
are located before using this ebook.
1.E.2. If an individual Project Gutenberg-tm electronic work is
derived from texts not protected by U.S. copyright law (does not
contain a notice indicating that it is posted with permission of the
copyright holder), the work can be copied and distributed to anyone in
the United States without paying any fees or charges. If you are
redistributing or providing access to a work with the phrase "Project
Gutenberg" associated with or appearing on the work, you must comply
either with the requirements of paragraphs 1.E.1 through 1.E.7 or
obtain permission for the use of the work and the Project Gutenberg-tm
trademark as set forth in paragraphs 1.E.8 or 1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any
additional terms imposed by the copyright holder. Additional terms
will be linked to the Project Gutenberg-tm License for all works
posted with the permission of the copyright holder found at the
beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including
any word processing or hypertext form. However, if you provide access
to or distribute copies of a Project Gutenberg-tm work in a format
other than "Plain Vanilla ASCII" or other format used in the official
version posted on the official Project Gutenberg-tm web site
(www.gutenberg.org), you must, at no additional cost, fee or expense
to the user, provide a copy, a means of exporting a copy, or a means
of obtaining a copy upon request, of the work in its original "Plain
Vanilla ASCII" or other form. Any alternate format must include the
full Project Gutenberg-tm License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works
provided that
* You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is owed
to the owner of the Project Gutenberg-tm trademark, but he has
agreed to donate royalties under this paragraph to the Project
Gutenberg Literary Archive Foundation. Royalty payments must be paid
within 60 days following each date on which you prepare (or are
legally required to prepare) your periodic tax returns. Royalty
payments should be clearly marked as such and sent to the Project
Gutenberg Literary Archive Foundation at the address specified in
Section 4, "Information about donations to the Project Gutenberg
Literary Archive Foundation."
* You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or destroy all
copies of the works possessed in a physical medium and discontinue
all use of and all access to other copies of Project Gutenberg-tm
works.
* You provide, in accordance with paragraph 1.F.3, a full refund of
any money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days of
receipt of the work.
* You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project
Gutenberg-tm electronic work or group of works on different terms than
are set forth in this agreement, you must obtain permission in writing
from both the Project Gutenberg Literary Archive Foundation and The
Project Gutenberg Trademark LLC, the owner of the Project Gutenberg-tm
trademark. Contact the Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
works not protected by U.S. copyright law in creating the Project
Gutenberg-tm collection. Despite these efforts, Project Gutenberg-tm
electronic works, and the medium on which they may be stored, may
contain "Defects," such as, but not limited to, incomplete, inaccurate
or corrupt data, transcription errors, a copyright or other
intellectual property infringement, a defective or damaged disk or
other medium, a computer virus, or computer codes that damage or
cannot be read by your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH 1.F.3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium
with your written explanation. The person or entity that provided you
with the defective work may elect to provide a replacement copy in
lieu of a refund. If you received the work electronically, the person
or entity providing it to you may choose to give you a second
opportunity to receive the work electronically in lieu of a refund. If
the second copy is also defective, you may demand a refund in writing
without further opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS', WITH NO
OTHER WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT
LIMITED TO WARRANTIES OF MERCHANTABILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of
damages. If any disclaimer or limitation set forth in this agreement
violates the law of the state applicable to this agreement, the
agreement shall be interpreted to make the maximum disclaimer or
limitation permitted by the applicable state law. The invalidity or
unenforceability of any provision of this agreement shall not void the
remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in
accordance with this agreement, and any volunteers associated with the
production, promotion and distribution of Project Gutenberg-tm
electronic works, harmless from all liability, costs and expenses,
including legal fees, that arise directly or indirectly from any of
the following which you do or cause to occur: (a) distribution of this
or any Project Gutenberg-tm work, (b) alteration, modification, or
additions or deletions to any Project Gutenberg-tm work, and (c) any
Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of
computers including obsolete, old, middle-aged and new computers. It
exists because of the efforts of hundreds of volunteers and donations
from people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need are critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future
generations. To learn more about the Project Gutenberg Literary
Archive Foundation and how your efforts and donations can help, see
Sections 3 and 4 and the Foundation information page at
www.gutenberg.org Section 3. Information about the Project Gutenberg
Literary Archive Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Contributions to the Project Gutenberg Literary
Archive Foundation are tax deductible to the full extent permitted by
U.S. federal laws and your state's laws.
The Foundation's principal office is in Fairbanks, Alaska, with the
mailing address: PO Box 750175, Fairbanks, AK 99775, but its
volunteers and employees are scattered throughout numerous
locations. Its business office is located at 809 North 1500 West, Salt
Lake City, UT 84116, (801) 596-1887. Email contact links and up to
date contact information can be found at the Foundation's web site and
official page at www.gutenberg.org/contact
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
gbnewby@pglaf.org
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To SEND
DONATIONS or determine the status of compliance for any particular
state visit www.gutenberg.org/donate
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including checks, online payments and credit card donations. To
donate, please visit: www.gutenberg.org/donate
Section 5. General Information About Project Gutenberg-tm electronic works.
Professor Michael S. Hart was the originator of the Project
Gutenberg-tm concept of a library of electronic works that could be
freely shared with anyone. For forty years, he produced and
distributed Project Gutenberg-tm eBooks with only a loose network of
volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as not protected by copyright in
the U.S. unless a copyright notice is included. Thus, we do not
necessarily keep eBooks in compliance with any particular paper
edition.
Most people start at our Web site which has the main PG search
facility: www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.