This eBook is for the use of anyone anywhere in the United States and most other parts of the world at no cost and with almost no restrictions whatsoever. You may copy it, give it away or re-use it under the terms of the Project Gutenberg License included with this eBook or online at www.gutenberg.org. If you are not located in the United States, you'll have to check the laws of the country where you are located before using this ebook.
Title: How Paper Boxes Are Made
Author: Robert Francis Salade
Release Date: January 4, 2021 [eBook #64212]
Language: English
Character set encoding: UTF-8
***START OF THE PROJECT GUTENBERG EBOOK HOW PAPER BOXES ARE MADE***
| Note: | Images of the original pages are available through Internet Archive. See https://archive.org/details/howpaperboxesare00sala |
A PRACTICAL AND INSTRUCTIVE BOOK TELLING
HOW THE BEGINNER MAY MANUFACTURE ALL
KINDS OF PAPER BOXES, WITH SPECIAL
CHAPTERS ON THE PRINTING DE-
PARTMENT FOR PAPER BOX
PLANTS, EMBOSSING, GOLD-
LEAFING, LABEL
WORK, ETC.
WITH 100 ILLUSTRATIONS
By ROBERT F. SALADE
Author of “Plate Printing and Die Stamping,” “How to Make Cutouts,” “Newspaper Men of the Night,” etc.
PUBLISHED BY
The Shears Publishing Company
LAFAYETTE, INDIANA
1920
Copyright, 1920
SHEARS PUBLISHING COMPANY
LaFayette, Indiana
| CHAPTER I | ||
| Introduction. Great Growth of the Paper Box Industry. The Field for Attractive and High Quality Boxes. Creating Orders by Submitting New Ideas for Boxes. Plain “Set-up” Paper Boxes—Kinds of Materials Used. How “Set-up” Boxes Are Made. Kinds of Machines Used, etc. | Page 7 | |
| CHAPTER II | ||
| Plain “Set-up” Boxes (continued). Modern Methods of Working. Various Kinds of Cover Paper. Gold-Edged Paper Boxes. The Stokes & Smith Automatic Wrapping Machine. Extension Bottom Boxes. Properly Grouping the Machines to Save Time and Labor. Larger Size Paper Boxes With Flanges and Mitered Corners. | Page 21 | |
| CHAPTER III | ||
| Plain Paper Boxes With Flanges. Effecting a Saving of Stock. How the Blanks Are Mitered. Efficiency in the Production of Hand-Made Paper Boxes. Kinds of Paste and Glue Used. Equipment Required for a Small Paper Box Plant. The Advantages of Specializing. | Page 37 | |
| CHAPTER IV | ||
| Druggists’ Pill and Powder Boxes. Round Pill and Powder Boxes. Round, Shouldered Pill Boxes With Projecting [4]Edges. Plain, Round, Shouldered Magnesia Boxes. How the Tubes, or “Barrels,” for Round Boxes Are Made. | Page 51 | |
| CHAPTER V | ||
| Druggists’ Pill and Powder Boxes (continued). Covering Paper for Round Boxes. Cutting Round and Oval Pieces of Box-Board for Tops and Bottoms. Oval Shouldered Pill Boxes With Projecting Edges. Round Face Powder Boxes With Dome Tops. The Doming Machine. Odd-Shaped Face Powder Boxes. Plain Oblong Powder Boxes. Sliding Boxes for Powders and Lozenges. Oblong Shouldered Powder Boxes. Square Shouldered Boxes. Square Telescope Boxes. Suppository Boxes With Partitions. | Page 65 | |
| CHAPTER VI | ||
| Candy Boxes. The Increasing Demand. Specializing in Fancy Candy Boxes. How the Machines May Be Arranged to Speed Production. Plain Paper Candy Boxes. Telescope Candy Boxes. Lacing. Shouldered Candy Boxes With Extension Tops and Bottoms. Trays for Candy Boxes. Flat Candy Boxes. Round Candy Boxes With Extension Edges. Large, Round Candy Boxes With Dome Tops. Large, Odd-Shaped Candy Boxes. Art Candy Boxes. | Page 81 | |
| CHAPTER VII | ||
| Miscellaneous Paper Boxes. Wedding, Party and Banquet Boxes. Jewelry Boxes. Handkerchief, Garter, Suspender, Necktie and Collar-Button Boxes. Cut-out Inserts. Cigarette Boxes. Stocking Boxes. Oyster and Ice Cream Boxes. Oyster Pails. Paper Dishes. Suit, Hat and Flower Boxes. Graining Board for Boxes. Round Hat [5]Boxes. Suit Cases and Traveling Bags. Pocket Cigar Cases. Boxes for Hardware, Glass, Tools, Picture Frames, Toys, etc. | Page 101 | |
| CHAPTER VIII | ||
| Folding Boxes and Cartons. Equipment Required for a Small Cutting and Creasing Plant. Kinds of Stock Used for Folding Boxes. Making the “Dummy” for a Folding Box. Kinds of Furniture Used in Blanking Out the Steel Rule Dies. Steel Cutting Rules and Creasing Rules. Work-Bench for the Folding Box Maker. Steel Rule Cutting and Bending Machines. | Page 117 | |
| CHAPTER IX | ||
| Folding Boxes and Cartons (continued). Making a Cutting and Creasing Die. Blanking Out the Steel Die. Making Steel Dies for Cut-Outs. Cutting and Creasing on Platen Presses. Making Ready a Steel Cutting and Creasing Die. Putting on the Feeding Guides. Corking the Steel Die Form. Feeding the Sheets of Box-Board. Stripping. Gluing Folding Boxes. The Gluing Machine. Cutting and Creasing on Cylinder Presses. Making Ready a Steel Cutting Die for Advertising Novelties, etc. | Page 137 | |
| CHAPTER X | ||
| The Printing Department for a Box-Making Plant. Equipment Necessary for a Medium-Size Printing Department. Kinds of Machines. The Type Equipment. Hartford and John Thomson Platen Printing Presses. Cylinder[6] Presses. The Kidder Automatic Printing Press. C. & P. Press With Miller Feeder. Kinds of Work Done in the Printing Department of a Paper Box Plant. | Page 159 | |
| CHAPTER XI | ||
| The Printing Department (continued). Time-Saving Suggestions. Printing in Gold Size and Bronzing Box Wrappers. Burnishing. Printing in Gold Ink. Gold Leafing for Box Wrappers. Embossing on Platen Presses. The Hartford Electric Plate Heater. Making the Male Die for Hot or Cold Embossing. Kinds of Composition Used for Male Dies. Making Ready for Embossing. Special Process for Printing Glazed Box Wrappers. Imitation Plate Printing and Steel Die Stamping. Patented Printing Base for Cylinder Presses. | Page 179 | |
| CHAPTER XII | ||
| Corrugated and Fibre Products. The Great Field for Corrugated Boxes and Paper Cans. The Making of Paper Cans. The Equipment Required for Making Paper Cans. How Corrugated Paper Boxes Are Made. Various Kinds of Machines Used. Regular Slotted Carton. Center Special Slotted Carton. Overlap Slotted Carton. Full Flap Slotted Carton. Half Slotted Carton With Separate Cover. Double-Wall Carton. Double Cover Box. Telescope Box. Double Lined Slide Box. Single Lined Slide Box. Double Slide Box. One-Piece Folder. Two-Piece Folder. Corrugated Paper Tubes. Partitions. Printing Cartons. The End. | Page 199 |
HOW PAPER BOXES ARE MADE
WITHIN the last few decades the paper box manufacturing industry of the United States has grown to tremendous proportions, due of course to the ever-increasing demand for paper boxes of every kind imaginable. The manufacturers have kept in steady progress with the times, and so efficiently have they organized and managed the industry that today it ranks among the largest and most important in the country. The business is rapidly developing on every side. New uses for paper boxes are constantly being discovered. In many instances, paper boxes, on account of their neatness, lighter weight and economy, are taking the places of those made of wood or tin.
Comparatively few people outside the industry ever stop to consider the fact that the paper box business has been responsible for the success of many another business. Manufacturers of the many different varieties of packaged-goods which are sold over the counters of retail stores, advertising experts and salesmen, know well that attractive, graceful paper boxes help wonderfully in selling the goods. But, the buying public in general gives little thought to this truth. With[8] the exception of advertising and first class printed matter, handsome paper boxes today are one of the greatest selling forces in business.
It has been only during recent years that manufacturers, advertising men and salesmen have been giving closer attention to the selling power of high grade paper boxes. In days gone by the quality and appearance of paper boxes received little consideration. Some years ago, a plain, commonly-made box was considered good enough for the purpose, but not so in these days. In this age the average buyer would not be interested in a nationally-advertised product if it were packed in a mean-looking box, no matter how excellent the product may be. This explains why we see such a large number of display advertisements on bill-boards, in the street cars, and in newspapers and magazines, including the statement, “Packed in a Neat Box.”
In the present time, after a large manufacturing concern has perfected all arrangements for making perhaps, a new breakfast food, a new perfume, toilet soap, candy, tooth paste, or some other desirable article, the next step that is taken to market the product is in organizing a good sales force. Then, the manufacturers consult with one of the big advertising agencies for the purpose of launching a national advertising campaign. Among the first features of the campaign to receive close study by the advertising experts is the style and appearance of the paper boxes which are to contain the product in question. Often, many different shapes and colors for the containers are planned[9] and tested before the right design and color scheme are decided upon. The broad-minded manufacturer will not object to paying substantial prices for attractive paper boxes any more than he would object to paying high prices for advertising in newspapers and magazines, as the advertising men can easily prove to him the fact that beautiful paper boxes will help in selling the goods.
This does not mean that any manufacturer could succeed with the aid of attractive paper boxes in selling anything that is not of good quality. He would possibly sell an inferior article, by means of advertising and appealing paper boxes, for a limited time, but the public would soon learn whether the article was good or not. But, the manufacturer of a high grade product may always depend on good advertising and attractive paper boxes to help him in making a success of his business, and this is the point that the writer wants to make clear to the reader. The psychology of a handsome paper box is something wonderful. Women, particularly, delight in buying candy, perfumes, and many other things packed in beautiful paper boxes and tied with colored ribbons. Men, too, derive pleasure through buying goods packed in attractive boxes. All of us like dainty packages, whether we admit the truth or not.
When paper boxes are made and used for the purpose of carrying goods to retail dealers, in cases[10] where the dealers unpack the merchandise and sell it in loose form to the public, it is not necessary, of course, to have such fine boxes as those which go into the possession of the buying public. Large size shirt and hosiery boxes, for example, seldom pass into the hands of customers of retail stores. Boxes of this class should be neat, strong and of good appearance, but there is no reason for having them expensively finished. The larger-size boxes which are to be found upon the shelves of retail shops are usually covered with glazed paper, in colors such as buff, red, light blue, pink, etc. Store-keepers prefer boxes covered with glazed, colored paper for the reason that colors, and the high gloss of the paper help in making their sales-room look attractive.
These are very important facts that every paper box manufacturer must keep in mind, and the more attention that is given to the aesthetic side of paper box making, the better for the business in general. The field for fine and fancy paper boxes, as well as for plain boxes, is without limitations. It is a rich, fertile field, and the manufacturer with new ideas and good business management can “plant and grow” all the orders for paper boxes that he may care to handle.
The box-maker with ideas does not have to wait for orders to come to him. Hundreds of manufacturers in various lines of business are willing and ready to consider suggestions in the way of unique and handsome paper boxes which may mean increased sales of[11] the goods or articles that they are marketing. The demand for “dust-proof,” “germ-proof,” “damp-proof,” and the trade-marked folding paper boxes is without end. Box-makers who are in a position to offer new-style containers of this character will have no reason for complaining about “slack seasons.” The fiber container field also offers unlimited possibilities to the manufacturer of fiber products.
This is the age of progress. Creative salesmanship is now needed in every line of business. The box manufacturer in these days must give more of his time and thought than in the past to the subject of creative salesmanship. He should work hand-in-hand with merchants, sales managers and advertising experts when big selling campaigns are being planned. The United States is just entering the greatest period of prosperity in the history of the country, and without question the paper box industry is to enjoy its proper share of this prosperity, but the box-maker who fails in keeping abreast with the times will be in danger of “falling by the wayside.”
Creative salesmanship, standard cost systems, efficient plant management, and the matter of procuring a sufficient supply of skilled labor are among the most important questions of today which must receive deep study from the box manufacturers in general. With these serious questions in mind, the writer has prepared this text book on the subject of Paper Box[12] Making for the purpose of helping the progress of the industry in every way possible. Before attempting this work, the writer spent considerable time in several of the modern paper box factories, studying the mechanical equipment, labor-saving methods, ordinary working operations, etc. Several of the larger plants where paper box machinery is designed and made, were also visited. In this manner, valuable data for this book were secured.
The main purpose of this book is to teach beginners, or apprentices, the practical work of paper box making. We are not so egotistical as to believe that we can make a trained paper box maker with the aid of printed matter, but at least we can try to offer simple, practical information which we hope will be helpful to beginners. We shall try to do our very best in making the technical facts plain and understandable, and if we succeed in giving the reader a clear, general idea of how paper boxes are made, we will be well satisfied.
May we suggest to employers, superintendents and foremen in the paper box industry to place this book in the hands of apprentices for study? It may even be possible to present copies of the book to young men and young women who are not working in the industry, but who may desire, after reading this volume, to engage in the interesting work of paper box making. This is merely a suggestion, but it may be of some value in gaining new apprentices.
This book will include information on Plain Paper Boxes, Fancy Paper Boxes, Round, Oval and Odd-shaped Boxes, Cutting and Creasing for Cartons, The Label Printing Department, Fiber Containers, and on other subjects of this character. It would be almost impossible for anyone to describe all of the many different kinds of plain, fancy and folding boxes that are being made at the present time, so we will merely describe the regular line of paper boxes that are considered as standard in the trade.
The term “set-up,” applies to paper boxes which are covered with separate lids. Folding boxes do not come under this term for the reason that they are glued together at one side, and remain in flat form until the time when they are used as containers, cut out sections of the sheet then being folded to serve as “lids.” In other words, a folding box is complete in one piece, while a set-up box (a shoe box, for example), is of two parts, the box and the lid.
A set-up box must be cut, creased, folded, stayed and covered before it is complete. The lid also must be cut, creased, folded, stayed and covered.
Various kinds of boxboard are used for the making of plain paper boxes, but the three principal kinds used are called “Chip-board,” “News-board” and “Straw-board.” Chip-board is made from pulp formed of all kinds of waste paper. News-board is made from pulp formed of old newspapers. Straw-board[14] is made from straw. These three different kinds of boxboard come from the paper dealers, or from the mills, in various sizes and thicknesses to meet all of the requirements of the box factory.
Chip-board is more generally used for all kinds of plain paper boxes. It is of gray color, and it has rather a rough surface. When the boxes are to be of good quality, like a candy box for instance, the chip-board is lined on one side with white news paper, or white book paper. This lining is done before the boxboard is cut and creased in shape for making the boxes. Many of the larger box-makers do their own lining on a special machine called the Parry Liner, which has been designed especially for the purpose. Other box-makers send the boxboard to outside concerns who make a specialty of lining board for the trade.
Chip-board, news-board or straw-board, when used for the making of ordinary boxes—shoe boxes, for example—is not lined. Better-class boxes, such as are used for holding collars and cuffs, silk shirts, handkerchiefs, neckwear, writing paper, and “white goods” of many varieties, should be lined with white book paper.
The first step toward the making of a paper box is in deciding on the proper measurements. The specifications must indicate the length, width and depth of the box, as well as the length, width and depth of the lid. The length and width of a lid, for a plain set-up box, must of course be slightly larger than the length and width of the box. To ascertain the correct[15] sizes of both the box and its lid, the box-maker first makes models, and after these have been approved, the regular work of making quantities of the boxes is commenced.
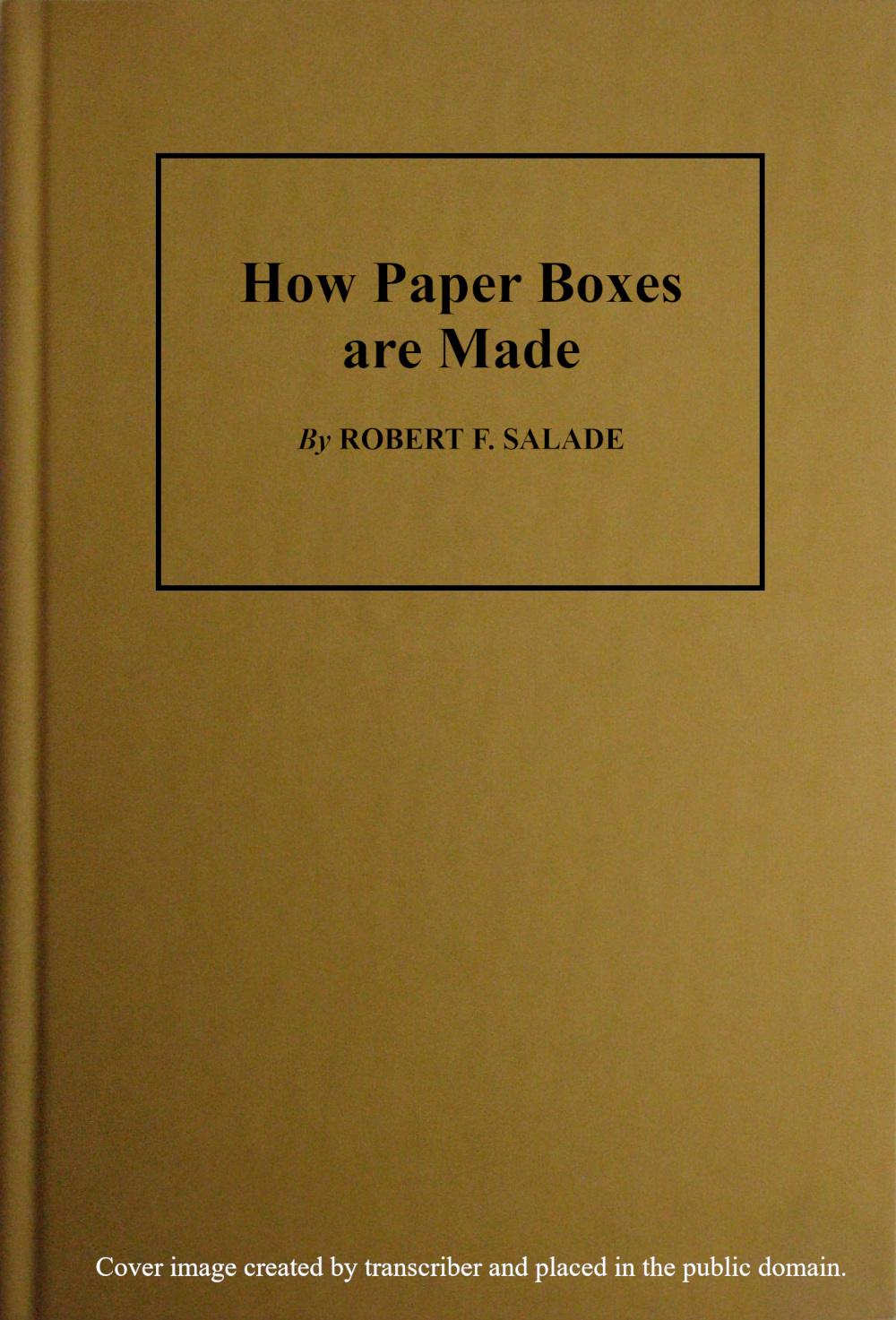
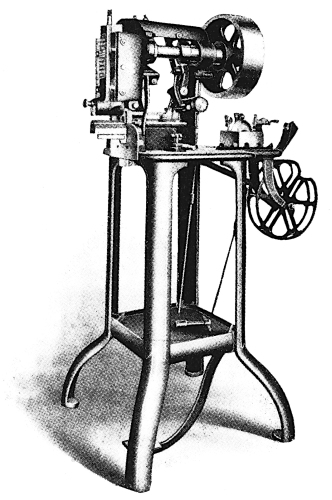
The full-size sheets of boxboard are fed into a scoring machine which cuts and creases the sheets to the proper dimensions. Several pieces of board, of the size required for the boxes, or lids, are cut from the sheet with one operation. The machine is equipped with a series of rotary knives and rotary scorers, which can be moved and adjusted to the positions desired. The rotary scorers are like dull knives, and are set up a little higher than the cutting knives; thus they score the sheet instead of cutting completely through it.
Single scoring machines, which score and cut the sheets of boxboard in only one direction, are used in some of the box-making plants. In other plants[16] double scoring machines, which score and cut the sheets in both directions, are in service. The double scoring machine is naturally a big time-saver on large orders for the simple reason that it cuts and scores, both ways, on the sheet without it being necessary for the operator to feed the sheets through the machine a second time.
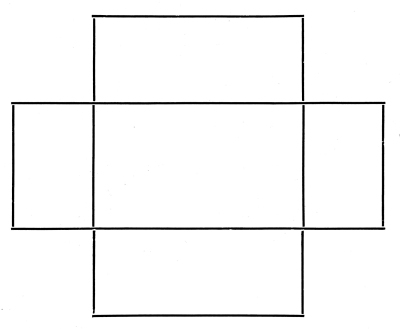
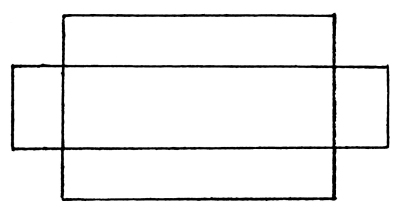
The cut and scored blanks, when in flat form ready for cornering and folding, appear like this:

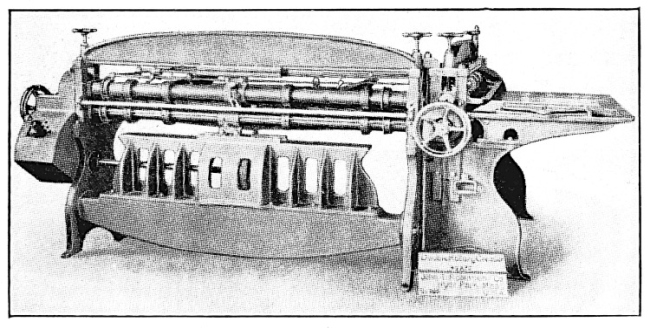
The next operation is in removing the corner pieces from the blanks. This work is performed with the aid of a cornering machine. There are single, double and quadruple cornering machines in some of the larger plants, but the single and double cornering[17] machines seem to be the most popular. The single cornering machine removes only one corner from the blank with one operation; the double cornering machine cuts out two corners with a single operation and the quadruple machine removes all four corners with one operation.
The cornering devices are equipped with cutting knives, arranged so that they may easily be adjusted. The guides may be adjusted so that many different sizes of corners may be cut out of the blank stock. As many as twenty or more blanks may be placed under the knives at one time. The double cornering machine[18] has two sets of knives and guides which are adjustable to provide for the various sizes of blanks. In the same manner the knives and guides of the quadruple machine are adjustable to provide for many different sizes of stock and also various sizes of corners.
When feeding the blanks into the single cornering machine, it is necessary, of course, for the operator to feed the sheet four times before all of the corner pieces have been removed.
When the four corner-pieces have been removed from a sheet of stock, the blank has the following appearance:
Some of the box-makers who make a specialty of fine, small-size set-up boxes for the drug trade, jewelers,[19] etc., have machines which score the blanks, and cut out the corner-pieces simultaneously. This device is for small work only, and its principal advantage is accuracy. When scoring and cornering small-size blanks separately, it is often difficult to have this scoring line in perfect alignment with the corners. On this special type of scoring and cutting machine it is necessary for the operator to feed one blank at a time. Cutting and creasing of this kind can also be done on cutting and creasing presses, with dies formed of steel cutting and creasing rules. This process will be explained in another article.
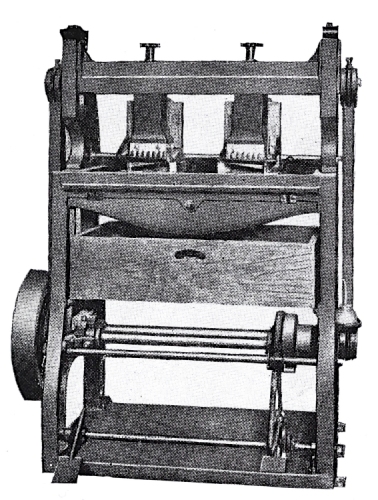
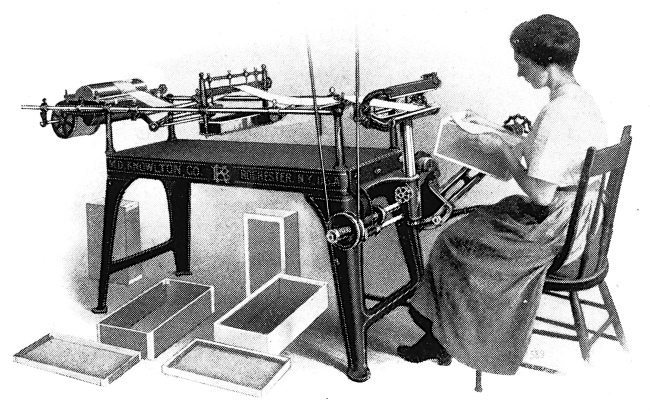
After the blanks have been cut, scored and the four corner-pieces removed, the blanks are then bent upwards on all four sides so as to put them in form for the staying machine operation. Several of the blanks can be bent partly into shape with one operation. The operator of the staying machine then takes each blank and properly shapes it into the form of a box as the stay paper is applied to each corner. The staying machine is equipped with a roll of narrow Kraft paper which is gummed on one side. The machine is also equipped with a water-pan and a roller which moistens the gummed paper as it passes along. The operator places one corner of the box in position on the machine; the head of the machine descends and affixes a strip of the stay paper on the outside corner of the box. The operator then turns the box in rapid succession while the machine “stays” the other three[20] corners of the box. The cutting of the stay paper to the proper size is an automatic operation, and the device can be adjusted to cut off any length of stay paper. The stay paper placed on the outside corners of the box, holds the box together.
In the case of very small boxes and lids, the stay paper is attached by hand, although the machine is adapted to small-size as well as large-size boxes.
AFTER the work of staying the corners of a plain set-up paper box, and its lid, has been completed, the next operations are to cover the sides of the box, and the sides of the lid, with paper of the desired weight, color and finish. The kinds of paper which are generally used for covering plain paper boxes are, white glazed, cheviot, and colored glazed. This stock may be bought from the manufacturers in either the form of large rolls, or in the form of flat sheets. When the ordinary power covering machine is used, the paper is applied to the sides of the boxes from rolls of the proper width.
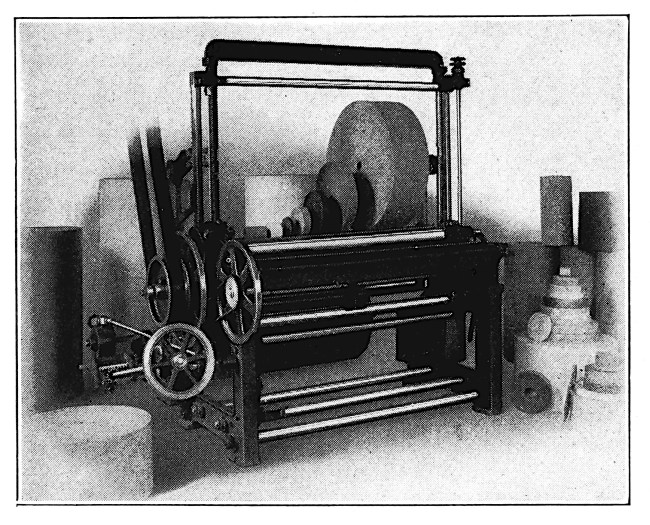
The slitting and rewinding machine is used for the purpose of cutting the large rolls of paper into rolls of various sizes. The cutting wheels on the slitting and rewinding machine can be “spaced apart” to any width required. They may be set as close together as ½ inch apart. Conveniently located on the machine is a steel bar containing a scale, marked off into inches and fractional parts of inches. This scale makes it an easy matter for the operator to fix the slitting wheels in the positions wanted for cutting the[22] large roll of paper into smaller rolls. As the wide sheet of paper unrolls and passes the slitters, the smaller strips of paper are rewound on spindles.
There are several good slitting and rewinding machines on the market which may be operated by hand or power, as desired.
When the sides of paper boxes are to be covered with the aid of a covering machine, a roll of paper of the necessary size and kind is first placed on the machine. The width of the roll of paper is about an inch wider than that of the surface of the box which is to be covered, for the reason that about one-half inch of the paper is turned in and over on the inside of the box, and about one-half inch of the paper is[23] turned in over the bottom of the box. One operator attends to the covering operation, while another performs the work of “turning-in.”
The standard covering machine is equipped with a glue-pan, heating apparatus, gluing roller, glue scraper, a table, and a cut-off device. The gluing roller revolves in the glue pot, in such a manner as to apply the glue to one side of the paper as the paper passes over the surface of the roller. The glue pan may be heated by steam, gas or electricity. The scraping device regulates the amount of glue applied to the paper. When the machine is in action the operator simply wraps the strip of paper around the four sides of the box, allowing a “lap-over” of the paper,[24] at one corner of the box, of about one inch. Some operators are careless, and they often allow “lap-overs” of several inches of paper, which of course results in considerable wastage of paper during the course of a day. The carefully-trained operator will try to save as much paper as possible. Another important point which the efficient operator will consider is in having the “lap-over” occur at one corner of the box, and not in the center of one side of the box. When the “lap-over” is made at one corner of the box, the work looks neat and finished, but when the seam is made on one side of the box, the work presents a poor appearance.
It is also very important that the work of “turning-in” should be done as neatly as possible. The “turner-in” works on a table near the covering machine. As the operator of the covering machine finishes wrapping a box, it is passed to the second operator who turns in the corners and edges of the paper. A wad of cheese-cloth, or a soft, clean cloth of any kind, is useful in the work of turning-in, the corners and edges of the paper being rubbed down firmly and[25] smoothly. Some operators of covering machines also use a cloth in smoothing the paper as it is applied to the sides of the box. Others use merely the palm of the hand. Attached to the machine is a receptacle for holding tallow which many workers make use of for keeping their hands free from glue. On the new model covering machines the cut-off device is adjustable, up and down, by means of screws, and it can be moved to and from the box-spindle in any desired position, without it being necessary for the operator to leave his or her seat. The cut-off device may be operated by hand by means of a lever.
In a large number of paper box making plants tables are placed near the covering machines, and the work of “turning-in” is done on these tables. Near the covering machines are the topping machines. The work is handled in such a manner, that one operator passes the boxes on to another, until finally the boxes and the lids are completed and assembled. The boxes are then packed in cases ready for immediate shipment. This system is the means of saving time, labor and expense, as it makes it unnecessary for the operators of the various machines to leave their seats. One operator does the covering of boxes, the second operator covers the sides of the lids; the third attends to the work of “turning-in”; the fourth is in charge of the topping machine. Girls or boys then assemble the boxes and lids, and pack them in the cases.
Many set-up paper boxes, in addition to being covered with white glazed, cheviot, or colored glazed paper, are finished with gold-paper edges. Some have a gold edge at the top of the lid, and a gold edge at the bottom of the box; others have four gold edges; still others are covered with colored glazed paper, and have four edges of white glazed paper. Paper boxes of this variety may properly be placed under the heading, “fancy,” but we want to mention them here on account of the edging-work being done on covering machines in about the same way as plain covering work.
Let us take the case of a gold-edged paper box for example: The narrow roll of gold paper is placed on the covering machine, along with the wider roll of glazed, or cheviot paper. Both the gold strip and the other strip are applied to the box, or lid, simultaneously, the gold strip being placed underneath the main strip. The main strip of paper is a size that when applied to the box, or lid, (over the gold strip) it allows the gold edging to show. Only the gold strip is “turned in,” either over the top or bottom of the box, or over the top and edge of the lid. With work of this character the operator must be careful to have the two strips of paper run straight and even as one is glued over the other.
The topping machine operates much on the same principle as the covering machine, and it is used for applying paper to the tops of box-lids, after the sides[27] of the lids have been covered. The better class of set-up boxes are covered on the bottom in addition to having the tops of their lids covered, but ordinary, plain set-up boxes are not covered on the bottom. The writer has before him a set-up box which had been used for holding a dozen linen collars. The board for this box has been lined with newspaper, making it neat and clean on the inside. The lid is covered and topped with pale yellow glazed paper. The sides of the box are covered with glazed paper of the same color as the lid, but at the top the edges are trimmed with white glazed paper. The bottom of the box is covered with white book paper. This is that kind of box which should have the bottom covered, although the bottom piece of paper is not absolutely necessary. Writing paper boxes should also be covered on the bottom. The question of covering the bottoms of set-up boxes should be determined by considering the general qualities of the box, and the purpose for which it is to be used. There is no[28] reason for covering the bottoms of common set-up boxes.
One of the best power topping machines on the market is that made by the Hobbs Manufacturing Company, of Worcester, Mass. This machine has an automatic cut-off device, and it is equipped, of course, with a work table, glue pan, gluing roller, etc. A roll of paper, nearly the same width of the lid, or box-bottom, which is to be covered, is placed on the machine. Glue is applied to one side of the paper as it is drawn over the surface of the gluing roller. When the strip of paper has been stretched across the top of the lid, or the bottom of the box, the operator depresses the adjustable lever at one side of the machine, and the paper is cut off to the required size. On top of the work-table is a locating projection which holds the box in place. A locating gauge is also provided so that the vertical adjustment of the table can easily be made.
It is only fair to state that there are other efficient topping machines in general use, some being operated by hand, others by power.
Many set-up paper boxes, which are made for heavy usage, such as for holding hardware, tools, toys, glassware, etc., are wire stapled at the corners instead of having the corners strengthened with Kraft paper, or stay paper. Some box manufacturers are making all of their set-up boxes with wire-stapled corners. There are several wire stitching machines[29] now being made by well-known concerns which have been especially built for use in the paper box industry, and they have proved very satisfactory. The boxes and their lids, after having been fastened at the corners with copper, or wire devices, are covered and topped with paper in the usual manner. The wire stitching machine is operated in much the same way as the staying machine, each corner of the box, and of the lid, being “stitched” with wire in rapid succession. For an exceptionally strong paper box which is to have rough usage, the wire-staying will be found more practical than paper-staying.

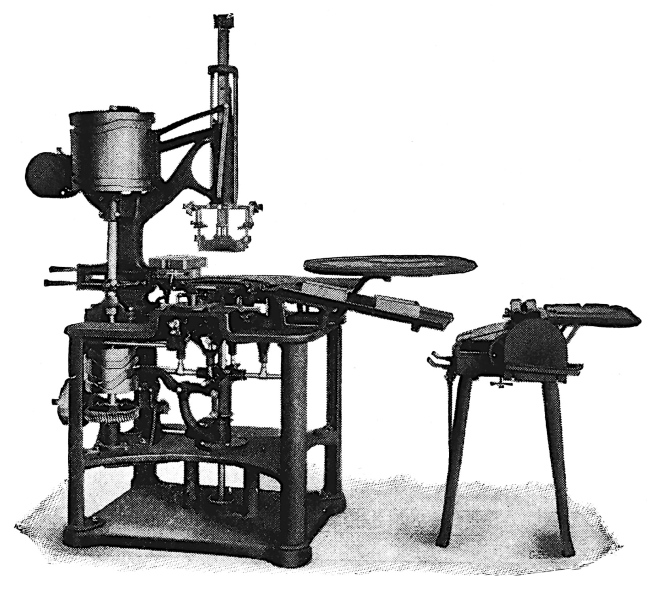
Perhaps the most remarkable machine ever invented for use in the paper box industry is the Stokes & Smith Wrapping Machine which automatically places glued paper on all kinds of paper boxes. One[30] of the great advantages of this device is that it completely wraps the box, or its lid, with a single sheet of paper. In other words, it “covers” and “tops” at the one operation. Flat sheets of paper, cut out at the corners like the diagram shown on page 29 are necessary when using this machine.
For cutting the sheets of paper to this special shape, a Stokes & Smith Double Cornering Machine is essential. The sheets are first cut square, or oblong, to the size desired, and the odd-shaped corners are cut out afterwards. The Double Corner Cutter will cut two corners from a pile of the sheets simultaneously. In about an hour’s time a sufficient quantity of the[31] wrappers can be cut to provide for a day’s run of work on the Stokes & Smith Wrapping Machine.
Extension bottom boxes, or to use the old term, boxes with “French edges,” may also be wrapped on the Stokes & Smith device, but for this class of work wrappers of still another shape than that shown by Figure 3 are necessary. Again, for work of this character, the machine must be equipped with an Extension Bottom Covering Attachment. The change in the shape of the wrappers is made by equipping the Double Corner Cutter with the proper sub-presses, knives, and dies.
Another advantage of the Stokes & Smith Wrapping Machine is that it will apply printed or lithographed wrappers to the paper boxes, therefore making it unnecessary to have printed labels pasted on the boxes after they have been covered. These facts are not presented for advertising the Stokes & Smith Company. In offering these facts we merely desire to acquaint the reader with all that is new in the way of paper box machinery, and were we to omit mention of the Stokes & Smith Wrapping machine, we would feel that this series of articles would not be complete.
In plants where this machine is in operation, the work is handled as follows: First, the sheets are cut square or oblong to the required size. Second, the corners for regular paper boxes, or the corners for[32] extension bottom work, are cut from the paper. Third, the wrappers are fed through a gluing machine, which by means of rollers, places a thin coating of glue on one side of the paper. Fourth, the sheets, with the glue-side up, are placed on a revolving table which is really a part of the wrapping machine. Fifth, from the revolving table the operator of the wrapping machine lifts up a wrapper with one hand, and with the other hand takes an uncovered box, placing it bottom down on the glued paper, being careful to see that the bottom of the box is accurately centered between the cut out corners of the wrapper. Sixth, the box and wrapper are then placed on a form on the wrapping machine. The action of the machine thereafter is “almost human.” The box and its wrapper pass down through a series of brushes and rollers which draw the wrapper closely to the sides of the box, neatly folding the paper at the corners and ends, and turning in the edges of the wrapper on the inside of the box. At the end of a complete revolution of the machine the box emerges from the machine in a finished condition.
In some of the larger paper box manufacturing plants, where Stokes & Smith machines are being used, a great deal of time is being saved by grouping the machines, and by working the operators in teams. For example, two wrapping machines and two gluing machines are so arranged that the boxes and the lids are finished, inspected and assembled with all of the[33] work being done in one small “department.” In not a few shops the boxes and lids are covered on machines which are located a considerable distance apart, resulting in a waste of time when the boxes and lids are assembled. The accompanying illustration will give the reader an idea of how the machines may be properly grouped so as to eliminate unnecessary handling:
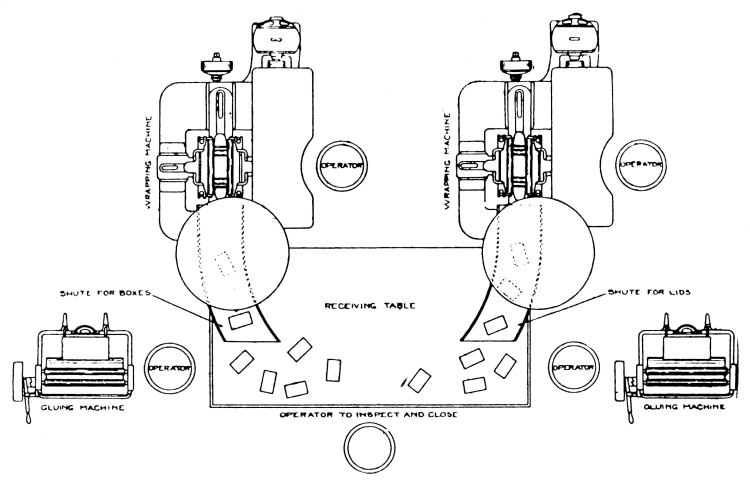
Paper box manufacturers should devote time and study to floor plans of this character. With the shorter work-day being adopted in all parts of the country, and with skilled labor becoming more scarce every day, it behooves the manufacturer to work out plans[34] by which time and labor may be saved, and which will make an increased amount of output possible. This may be accomplished through following plans that will effect real efficiency in the factory. No matter what kinds of machines the manufacturer may be using, they may be grouped in such a way as to make it possible for the various operators to work closely together in teams.
Within the last few months the writer visited a paper box making plant where the staying machines were located at one end of a spacious room, and where the covering machines were located at the other end of the room. In about the center of the room the topping machines were placed. Think of the great number of unnecessary foot-steps which are made by the workers in this shop during the course of a day! Consider the large amount of time that is being wasted every day in carrying the material from one machine to another! The reader can readily understand that by grouping the staying machines, the covering machines, and the topping machines in small “departments,” so to speak, the boxes and lids could be finished, inspected and assembled simply by passing the work from one operator to another as the different processes are completed.
The larger sizes of plain paper boxes, such as those used for holding envelopes, shoes, etc., are not made from the same shapes of blanks as are used for the making of the smaller sizes of boxes. In the majority of cases the board used for the larger-size boxes[35] consists of three separate pieces. The main piece contains flanges with mitered corners. After the main piece of box-board has been cut to the required size, and after it has been scored and the corners mitered, the board is folded or bent to form the bottom and two sides of a box, having flanges at either end. Separate side pieces are then glued to these flanges, making the box complete as to form. The principal reason why the larger-size boxes are made in this fashion is because it prevents wastage of box-board.
IF a single piece of box-board were to be used for the making of a large-size set-up paper box, (a hat box, for example) it would necessitate the cutting out of four corner pieces which would be as large in size as the two side walls of the box, therefore the reader can readily understand that it would not be economical to cut out corners of stock which is to be used for the larger-sized boxes. Another advantage of the side-set paper box is in the ends being stronger than the ends of a one-piece box. While this strong feature of construction would not been needed in a small-size box—a pound size candy box, for instance—it is an advantage for a larger size box such as is used for holding 500 No. 10 envelopes.
For this kind of a box, the chip-board, news-board, or straw-board is cut and scored to the size required on either a single or double scoring and cutting machine. This refers to the body-piece of the box. The side pieces may be cut to the desired size, in stacks of fifty or more sheets at a time, on an ordinary power paper cutter, or of course, the side pieces may be cut from large-size sheets of box-board on a[38] scoring and cutting machine, or on a rotary board cutter. In many of the big paper box plants the rotary board cutter is being used for neck-pieces, side-pieces for side-set boxes, and for other plain cutting where no scoring is to be done in connection with it. The main advantage of the rotary board cutter is in the smooth, clean edges left on the box-board after it has been cut into the various sizes. The smooth, clean edges could not be procured on an ordinary paper cutting machine, but in the case of common paper boxes, the rough edges of end-pieces would not be a serious matter. For the better grade of boxes the edges of the end-pieces should be smooth and free from small particles of the board, especially when the box is to be covered, as the rough edges would show plainly from under the covering.

Mitering for stock that is to form the body-pieces for side-set boxes is done on a machine such as the[39] Hobbs Duplex Corner Cutting and Mitering Machine which is also used for cutting the corners for one-piece set-up boxes. The Hobbs machine is so constructed that two corners may be cut from box-board on one side, and two miters cut from box-board on the other side. In other words, it is a quadruple machine which will permit two operators to work upon it at the same time, the operator on one side doing corner cutting, and the operator on the other side doing mitering. Either side of the machine may be used independently of the other, and all sizes of corners up to 3 inches, and all sizes of miters up to 1 inch in depth, can be done by making the necessary adjustments of the dies, sub-presses, and gages. The two miters may be spaced as wide apart as 22 inches, and the two corners as wide as 20 inches.
Some of the paper box manufacturers are making the side-set boxes by hand, but the majority of box-makers are using Ending Machines for this kind of work. The hand method of construction is very simple: The operators are seated on each side of a long table; one operator “turns in” the flanges of the body-pieces, and shapes them ready for receiving the end-pieces; another operator applies glue to the end-pieces and keeps a supply of the glued end-pieces, arranged in rows, ready for the next operator who places the body of each box on a form, and then applies the end-pieces. It requires care for the operator to place the end-pieces in true register with the bottom and[40] sides of the box. The scoring lines made for the flanges are followed as guides for putting on the end-pieces squarely. The form is simply a smooth block of wood, the size of the interior of the box that is being fashioned. The amount of work which a force of skilled hand-workers can turn out during the course of a day is really surprising.
Efficiency in the production of hand-made paper boxes, as well as efficiency in the production of machine-made boxes, is accomplished by keeping the workers, or the machines, abundantly supplied with material, and by having boys or girls carry the material to and from the tables or machines, instead of having experienced operators attend to such work. When a force of operators start work at a table, or at a group of machines, there should be a steady flow of material to keep them constantly employed. This is the system now being followed in the leading box-making factories, and it is a system which should be adopted by every box manufacturer, no matter how small his shop may be. Keep your skilled help plentifully supplied with material. Do not allow your best operators to waste time in carrying stock from place to place when boys or girls, with the aid of light trucks, can do this class of work just as well.
This leads up to still another important suggestion which we will offer to the manufacturers in general:[41] Do not keep your apprentices working for long periods at menial tasks, such as carrying stock, sweeping floors, running errands, etc. Push the apprentices ahead as rapidly as possible. Train them to become first-class box-makers.
A brief description of the Hobbs Automatic Ending Machine will doubtless give the reader an idea of how end-pieces are attached to the flanges of boxes mechanically: This machine is equipped with a form, pasters, a hopper and a feeder, all being adjustable to provide for paper boxes of various sizes. The machine is designed to apply end-pieces to the bottom and sides of a box, causing the ends to adhere to the in-turned flanges at either end of the box. The body of the box is placed upon the form by the operator with the flanges lying flat upon the surface. The end-pieces are placed in a hopper, and the machine automatically feeds the undermost end-piece forward, applies paste to three edges as it is being fed, registers the end accurately with the box-body upon the form, and then presses the end-piece firmly to the flanges. This completes the ending operation.
Various kinds of paste and glue are used for ending work. White Dextrine is recommended for this purpose by many box-makers. Stein, Hall & Company, of New York City, make a Dry Ending Gum, as well as Dry Gums for all classes of paper box work.[42] The “Mikah Cold Glues,” manufactured by the National Glue and Gelatine Works, of New York City, are also well recommended. There are other good glues and pastes on the market.
In addition to the Hobbs Automatic Ending Machines there are several other ending machines in general use which are rendering first class service. The Kingsbury & Davis Double Ending and Quadruple Staying Machine is another “wonder-worker” which is worthy of special mention. It is said that one of these machines will do the same amount of work that can be done on five single enders or stayers.
Some of the larger-size paper boxes which are constructed with flanges and end-pieces, have a strong linen thread running around the sides of the box, near the top, for the purpose of strengthening the corners, the paper covering of the box concealing the thread. Other paper boxes with flanges and end-pieces, have the corners stayed on the outside with Kraft paper in the same way as the smaller-size set-up boxes. Others still have the four top edges and the four corners of the lid stayed with Kraft paper, also the four bottom edges and the four corners of the box stayed with the same material. This makes a box and lid of very strong construction, and as a rule, a box and lid of this kind are not covered with glazed paper, or in fact, paper of any kind, the box-board being allowed to show in its natural color. Many of the larger-size envelope boxes are made in this manner, the corners[43] and edges stayed, but no covering paper applied to either the inside or the outside of the box or lid.
Shoe boxes, in nearly all instances, are stayed at the corners, and afterwards are covered with white glazed paper of an inexpensive grade.
Although the great majority of paper boxes of the larger sizes seem to be made on the plan of the flange construction with separate end-pieces, there are also many boxes made from two pieces of box-board—one continuous side-piece, folded and joined at one corner, and a “set-in” bottom-piece. A square-shaped box containing a “neck”, such as is used by manufacturing chemists for magnesia, etc., is often made on this pattern. Writing paper boxes, and other boxes which are high and square in form, are also made in this way.
When a paper box is made on this plan—with one continuous side-piece and a set-in bottom-piece—there is practically no wastage of box-board, for the reason that no corner-pieces are cut out of the stock as would be the case with a one-piece set-up box. The continuous side-piece is scored at three corners, and is joined and stayed at one corner. The body is then set on a form, of the same size as the interior of the box, and while the body remains on the form, the bottom-piece is set in. Strips of stay paper are then pasted to the four edges of the bottom-piece, and to[44] the four bottom edges of the box, so as to hold the body and bottom-piece together. When an extra strong box of this design is wanted, gummed linen tape is used instead of stay paper for holding the body and bottom-piece together. Sometimes the stay paper, or linen tape, is pasted on both the inside and the outside of the box, along the edges of the bottom-piece and body, for the purpose of making an exceptionally strong box.
Paper boxes of the kind which have been described in the last few paragraphs are usually covered, after the staying material has been applied to the corner and at the bottom of the box, with cheviot paper, or with glazed paper in white or color. A large-size, high and square box of this type looks particularly handsome when covered with light gray cheviot paper. The high, oblong box also makes a nice appearance when covered with the cheviot. Trimming of white glazed paper, at the top edges of the lid, and at the bottom edges of the box, forms a good “color scheme” with the cheviot paper, and the trimming enhances the general appearance of the box.
When large-size paper boxes are made with either flanges and side-pieces, or with continuous side-pieces and set-in bottoms, the lid is made on the same pattern as a lid for a plain set-up box, that is with cut-out corners, and with the corners joined together with staying material. In the case of a large-size “telescope” box, however, the lid is made in the same way[45] as the box, the size of the lid being large enough, of course, for the lid to fit over the sides of the box. A “telescope” box is the kind generally used for holding suits, coats, shirt waists, men’s underwear, etc. Boxes of this class are usually low in depth, say about three inches, and are therefore made with cut-out corners, or with folding corners. Some telescope boxes, in the larger sizes, are made as high as 12 inches, both the box and the lid being formed of two separate pieces. We shall endeavor to explain how folding suit boxes are made in another chapter.
While holding an interview with a manufacturer of paper box making machinery who has furnished complete plants for many box-makers during the last two decades, the writer asked the manufacturer to mention the equipment that would be required for a small paper box factory just starting in business. The manufacturer answered that it would be difficult for him to specify the kinds and sizes of the machines necessary for a small new plant, without knowing exactly the class of work which was to be produced. The manufacturer explained, however, that for an ordinary plant where a general line of plain set-up paper boxes were to be made, the following equipment would probably be sufficient in the beginning of the venture:
One Single Scoring and Cutting Machine.
One Staying Machine.
Two 9-inch Covering Machines.
One 12-inch Covering Machine.
One 16-inch Covering Machine.
One 16-inch Topping Machine.
One Ending Machine.
One Single Corner Cutting Machine.
One Paper Slitter.
One 34-inch Paper Cutter.
Supplies of box-board, staying material, white and
colored glazed paper in 25-inch rolls, cheviot
paper in 25-inch rolls, paste, glue, etc.
The corner cutting machine may be equipped with interchangeable dies for cutting round corners, miters for box-bodies with flanges, and odd shapes of many kinds, such as for example, corners for wrappers used on Stokes & Smith machines. All of this work may be done on the single cornering machine in addition to the plain corner cutting for set-up boxes, but it would be necessary to order the special dies as “extras,” as they are not furnished with the regular equipment.
The machines mentioned may be operated by either hand or foot power, or they may be equipped for power fixtures. Power machines are recommended as always being the most economical, as the amount of work produced on power machines is far[47] greater than the amount of work produced by hand or foot power. In many of the big paper box making factories practically all of the machines are driven by individual electric motors, which means that there is no wastage of electric current when all of the machines are not in motion. When individual motors are being used in a plant, no overhead shafting or belting is necessary. Overhead shafting and belting is often responsible for dirt, dust or oil being thrown on expensive material. When steam power, or a single large motor, is used in a plant, it costs money for shafting and belting, and it also costs something to operate the shafting and belting before the power reaches the machines. Belts often break and must be repaired while the machines are standing idle. All of this expense is eliminated by the individual motor system; it helps in maintaining clean work-rooms, and it saves the manufacturer a considerable sum of money on account of the electric current being consumed only at points where the machines are in operation. On occasions when all of the machines are not running, there is a certain reduction in the amount of current used. This is not the case when a single large motor is in service. It spends its power in driving shafting and belting even when only one of the machines is in operation.
With the mechanical equipment which has been suggested for the establishment of a small paper box-making plant, and with a force of experienced operators, the manufacturer would be in a position to produce[48] all kinds of plain set-up paper boxes such as are used for confectionery, shoes, writing paper, collars, envelopes, and so forth. As the business grows other machines of greater capacity may be added to the plant. In due course of time the manufacturer could have a double scoring machine, and perhaps an automatic wrapping machine, installed, but it would not be advisable for the box-maker to invest money in such machines unless he controlled enough business to keep them constantly busy. It would be a mistake for the manufacturer to buy an automatic wrapping machine, or other extraordinary equipment, when he is not sure of having sufficient work to provide for such equipment.
Practically all of the large and successful box-making concerns are specializing in some particular line. For example, one large company is specializing on druggists’ pill and powder boxes. Another firm is making fine candy boxes of all kinds. Still another concern is making nothing except folding boxes. The specialty line seems to be “the thing” in these days, and one can easily understand why it would not pay a manufacturer in attempting to make every variety of paper boxes and folding boxes. It would be almost impossible for him to properly equip his plant with the machinery which would be necessary to handle all classes of work. The folding box business is one branch of the industry; the set-up box business is another branch. Nevertheless, there are some cases[49] where the manufacturer of set-up boxes could add a cutting and creasing department to his plant with advantage, and there are also some instances where the maker of folding boxes could enter the set-up paper box field. But, in no case would it pay the manufacturer to make all kinds of folding and set-up boxes. As a general rule the box-maker should specialize in some particular line.
ONE of the most important branches of the paper box industry is that which is devoted to the manufacture of druggists’ pill and powder boxes. Only a comparatively few concerns are engaged in the production of these specialties, and at the present time these firms are practically in control of this class of business, for the reason that their plants have been especially equipped for the production of this line. In some instances these manufacturers have had special machinery built for the particular needs of their factories.
While it is true that a great many of the small pill and powder boxes are made by hand, by skilled workers who have had long experience on this kind of work, it is also a fact that large numbers of small pill and powder boxes are being made on machines. In one large plant, of Philadelphia, there are several specially-built machines which are being used for the making of round pill boxes of various sizes. The owners of this plant will not allow strangers to see these machines in operation; in fact, only certain loyal employes of the firm are permitted to enter the department where these machines are located.
Another concern, who for the last sixty years has been making a specialty of druggists’ pill and powder boxes, will not allow visitors in the mechanical departments of the plant under any circumstances. All “secrets” in the processes of manufacture are carefully guarded, and only certain employes have admittance to the work-rooms where round pill and face powder boxes are put together. The manufacturers of pill and powder boxes in general seem to have erected a “Chinese Wall” around their industry, and they should not be blamed for this, as in some instances the manufacturers have spent thousands of dollars in perfecting machines and processes, and these of course are their own private property.
Nevertheless, the writer is of the opinion that no manufacturer will lose anything by allowing visitors to walk through all departments of his factory. Personality in business and quality of product are things which cannot be stolen. You cannot steal a man’s ideas, or rather his brains. Consider the business methods of the Curtis Publishing Company, of Philadelphia, for example. This company is said to have the best-equipped printing plant in the world. Doubtless the reader knows about the superior quality of The Ladies’ Home Journal, The Saturday Evening Post, and The Country Gentleman—the three famous magazines produced by the Curtis Publishing Company. This company invites the public to go through all departments of its wonderful plant. This great[53] $25,000,000 concern is not afraid of anybody stealing its “secrets.”
“Competition is the life of trade.”
Through the courtesy of one manufacturer of druggists’ pill and powder boxes, the writer was permitted to see how this line of work is produced, so far as the plant in question is concerned, and the writer will attempt to explain the practical side of this work in the following paragraphs. The reader will be particularly interested in this subject, no doubt, when it is mentioned that some of the facts presented have never before appeared in print, to the writer’s knowledge. This is a bold statement, but we believe that it is well supported.
Round and oval paper boxes, especially the smaller sizes such as are used for face powders, pills, capsules, etc., are made by highly-skilled labor and this class of work is considered to be the most difficult in the paper box industry. Round work is far more intricate than square-box work of any kind. It requires years of practical experience for one to become a first class round or oval box maker. Round work is an art, and many of the fine pill and face powder boxes which are seen in drug stores are beautiful works of art. The greater portion of round and oval work is done by hand, although as stated, some round pill boxes are made on machines.
Round pill and powder boxes are made in a considerable number of sizes and in a great variety of colors and trims. Round pill boxes are made as small as three-fourths of an inch in diameter and with a depth as low as eight-sixteenths of an inch. Then there is a full range of sizes all the way up to three and five-sixteenths inches in diameter, and even larger.
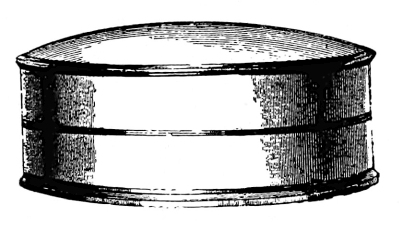
Plain, round, shouldered pill boxes are made from two round pieces of box-board, two “rings” of equal size, made from paper, and one larger “ring” which forms the shoulder or neck.

Note that a round box of this type does not have projecting edges at the top of the lid and at the bottom of the box. The round top and bottom pieces set within the rings. The ring is first placed over a form; glue is applied to the edge of the round piece of box-board, and this is then set inside the ring. A strip of thin trim paper—gold, white or colored—is then pasted around the side of the ring, the strip of trim paper being wide enough to extend slightly over the top of[55] the lid, or over the bottom of the box. This extension of the trim paper helps in holding the round piece of box-board to the edge of the ring and produces a smoothly-covered edge.
Both the lid and the bottom of the box are made in the same manner as described. After the trim-paper has been applied to the sides and edges of the rings, strips of white or colored glazed paper are then pasted around the sides of the rings (over the trim-paper), these strips not being as wide as the strips of trim paper. The finished box shows four edges of the trim, one at the top of the lid, one at the bottom of the lid, one at the top of the box and one at the bottom.
The shoulder ring, or neck, is nearly double the height of the ring which forms either the box or the lid. Paste is applied to one edge of the neck-ring and the neck-ring is then placed inside one of the box-rings, the end containing the paste adhering to the bottom of the box. It is well also to put a small portion of the paste on the side of the shoulder-ring which goes down inside the box. The lid, of course, fits snugly over the neck.
Some round, shouldered boxes of this type are covered on the inside with colored glazed paper, others have merely the tops and bottoms lined with white paper. In the latter case, the box-board used for the round top and bottom pieces is lined on one side before being cut into circles.
The rings for the lids, boxes and shoulders, when made of white paper, are naturally white on the inside. We will explain how the tubes for the rings and shoulders are made later on.

Round, shouldered pill boxes with projecting edges are made in about the same way as the plain, round boxes, with the exception that greater care must be taken by the operator in wrapping the trim paper around the projecting edges of the lids and boxes. Particular care must also be taken in placing the round pieces of box-board accurately in position over the edges of the rings.
For trimming the edges of boxes with projecting edges, light-weight paper having special stretching qualities should be used. In the trade this stock is known as “Round-work Glazed.” A. Hartung & Company, of 506 Race street, Philadelphia, are in a position to furnish this paper on special order. It can be supplied[57] in white, gold and in various colors. It comes in rolls 24 inches wide.
Many expert operators on round box work are capable of making boxes with projecting edges without using forms for placing the tops and bottoms of the boxes accurately into position. Some operators make use of metal rings which are placed over the box-rings after the round pieces of box-board have been attached to the glued edges of the box-rings. According to the size of the boxes being made, the metal ring’s outside dimensions are the same as the diameter of the round pieces of box-board. The inside of the metal ring fits closely around the outside of the box-ring. By careful manipulation with the fingers, the operator with the aid of the metal ring, obtains an even margin on the projecting edge all around.
Other operators do not use glue in applying the edges of the rings to the round pieces of box-board, the strips of trimming paper serving to hold the material together firmly. The strip of trimming paper, with paste applied to one side of it, is neatly wrapped around the outside of a box-ring and around the edge of the round piece of box-board. One edge of the trim paper is then turned over the edge of the round piece of box-board, and the other edge of the trim paper is then turned over the edge of the ring. It requires experienced fingers indeed to accomplish this tedious work without causing the turned edges of the trimming paper to wrinkle. “Practice makes perfect.” The[58] skilled operator can produce a surprising amount of this class of work during the course of a day. The finished product shows the trimming paper smoothly wrapped around the boxes and lids, and where the paper passes over the projecting edges of the boxes and lids, not the smallest wrinkle in the paper is to be seen. The turned-in edges of the trimming paper are even and smooth.
The operator holds in proper position one of the box-rings, and one of the round pieces of box-board, as the trimming paper is applied. After the trimming paper has been put on, strips of glazed paper, of the color desired, are pasted to the sides of the boxes and lids, leaving the edges of the trimming paper exposed.
Round, shouldered pill boxes with projecting edges are made in many different sizes, some as small as one and one-sixteenth inches in diameter, and with a depth as low as one-half of an inch. These boxes are trimmed and covered with papers of various colors, and beautiful effects are obtained when correct color schemes are chosen. White or gold trimming paper harmonizes well with all other colors of paper. A box covered with white trimming paper and bronze enameled paper, leaving four white edges, forms a pleasing color combination. Bronze and gold, light blue and white, red and gold, light blue and gold, are only a few of the many good color schemes which are being used.
Some of the fine, round, shouldered pill boxes with projecting edges are lined inside with silver, gold, colored or tin foil paper. Some of these boxes are covered entirely with gold paper, others are covered entirely with white or colored paper. Others again are covered with fancy embossed, or watered paper, after gold or silver trimming paper has been applied.
The tops of the lids for these boxes are not covered by the box-maker as a general rule. Druggists who buy these boxes paste their own printed round labels to the lids of the boxes as physicians’ prescriptions for pills, capsules, etc., are filled.
One can form some idea of the large number of round pill boxes which are being consumed in this country when considering the number of drug stores that are located in all sections of the United States. The demand for high grade round pill boxes is constantly increasing. At the present time, the supply of fine, hand-made pill and powder boxes is not equal to the demand, as only a few manufacturers are specializing in this class of product.
Among the other kinds of small paper boxes which are used extensively by pharmacists are plain, round, shouldered magnesia boxes, as they are termed in the trade. Round boxes of this variety are higher in form than the pill boxes which have been described, and they are used for holding other powders in addition to[60] magnesia. (Insect powder, for example). Some boxes of this model have a depth of three inches, while the diameter of the lid is one and fifteen-sixteenths inches.
Round, shouldered boxes of this class are made in about the same way as plain, round pill boxes, the round pieces of box-board being glued to the inside edges of the rings. In some instances, the sizes of the rings for the lid and box are both the same. In other cases the depth of the ring for the box is considerably larger than the depth of the ring used for the lid.
The shoulder, or neck, for this kind of box consists of a tube which is almost the same height as the[61] interior of the box. One edge of this tube is glued to the bottom of the box. Some glue is also applied to the side of the tube, so that it will hold firmly to the inside of the box. On account of the neck on this style of box being higher than the neck on a pill box, some slight difficulty would be experienced in placing the lid of the box over the neck. To overcome this, a slit, running slightly on an angle, is cut into the neck with a sharp knife. This slit causes a lap-over of the neck, at the edge, making it an easy matter to slide the lid on.
Before cutting the slits in the necks, some operators punch small holes, with a bodkin or an awl, in the sides of the necks, at a point where the length of the slit is to be determined. The hole serves two purposes: First, it acts as a guiding mark when the operator cuts the slit; second, it has an influence on the lap-over, allowing it to be moved freely as the lid is placed over it.
Round, shouldered magnesia boxes are covered with glazed or enameled paper, white or colored. Trimming paper is seldom applied. When tubes, or rings of white paper have been used in the construction of these boxes, the covering paper for the side of the box and side of the lid may be cut to widths that will permit four white edges of the box to show. These white edges make the box and lid appear as though they had been trimmed with white paper. The reader[62] is to understand, however, that in the case of a round box with projecting edges, it would be necessary to apply trimming paper, before pasting on the regular covering paper, as the trimming paper serves to hold the round piece of box-board to the edge of the ring.
In the case where the tops and bottoms of plain, round boxes are to be covered with glazed or enameled paper, there are two methods of covering: One method is in having one side of the box-board (which is to be used for the tops and bottoms of the boxes) covered with glazed or enameled paper before the box-board is cut into round pieces. The other method is in having round pieces of the paper, of desired size and color, cut out with a die, and the round pieces of paper are then pasted to the tops and bottoms of the boxes.
Labels for round magnesia boxes are usually pasted to the sides of the boxes, and for this reason the tops and bottoms of these boxes are frequently covered with glazed or enameled paper, the same color as that applied to the sides of the boxes.
As mentioned in a previous paragraph, some plain, round boxes, not having projecting edges, are trimmed on all four edges with “Round-Work Glazed Paper” before regular glazed or enameled paper is applied to the sides, but as a general rule, only round boxes with projecting edges are treated in this manner.
To a person not familiar with the process of manufacturing round and oval paper boxes, it would appear[63] that the sides of the boxes are formed of light-weight cardboard, rolled to the required shape. Such is not the case. The tubes, or “barrels” from which the rings for the boxes are cut, are made of paper. The tubes from which the shoulders or necks are cut, are also made of paper. Manila stock is used for tubes of the cheaper grade. Machine finished book paper is used for tubes of good quality, and the tubes which are used for the making of the finest face powder boxes are constructed of white coated or enameled paper. This will explain the beautiful gloss-white surface which may be seen on the inside of expensive face powder boxes.
The various kinds of paper used for the making of tubes comes in rolls, and can be supplied by any of the well known paper dealers in rolls of standard widths. What is known in the printing trade as 50-pound manila, 50-pound machine finished book, and 80-pound enameled or coated-one-side, are the kinds of paper generally used for making the different varieties of tubes. These papers can be furnished in all of the standard weights or thicknesses.
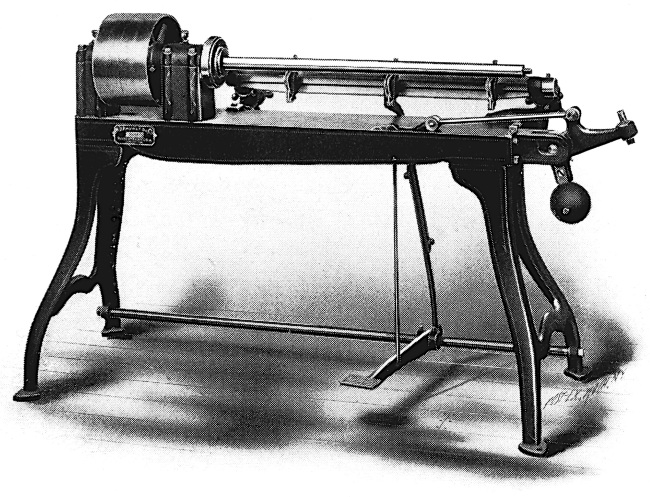
Parallel tube rolling machines are necessary for this class of work. James Brown, Jr., & Sons, Manayunk, Philadelphia, Pa., have invented a tube rolling machine which is capable of turning out twenty-two “barrels,” sixteen inches long, per minute. This machine is equipped with a paste tank, a steel mandrel of the desired size, a cut-off device, and a roll of the paper, say sixteen inches wide. Adjustments can be made so as to roll the tube to any required thickness. Three or four complete revolutions of the mandrel are all that are necessary for a tube which is to be used for small pill boxes. Flour paste is recommended in making tubes of the kind in question, but dextrine or any of the patented cold glues on the market may be used for the purpose.
IN addition to manufacturing tube rolling machines for the box-makers, James Brown, Jr. & Sons, Manayunk, Philadelphia, are also making tubes for the trade. Instead of manufacturing the tubes, or “barrels,” for round boxes in their own plants, some of the box-makers order the tubes made by concerns like James Brown, Jr., & Sons. Afterwards, the box-makers have the finished tubes cut into rings of the required sizes, and assembled into boxes in their own plants. There is an advantage, of course, in the box-maker having his own tube rolling machines.
The finished “barrels” for round paper boxes are cut into rings of various lengths on a rotary tube-cutting machine which works somewhat on the principle of a lathe. Some of the larger manufacturers of round pill boxes have had special cutting machines built for this purpose. Tube-cutting machines of this kind are supplied by some of the larger manufacturers of paper box machinery.
In some paper box factories, where small, round and oval pill boxes are produced as a specialty, the tubes are rolled by hand on forms of the required[66] sizes. After a tube has been rolled, it is placed on another form to dry for about twenty-four hours before being cut into small sections on a lathe. The machine-made tubes are said to be just as satisfactory as the hand-made tubes. All of the tubes are allowed to dry thoroughly before cutting them into rings.
As previously mentioned, small round and oval boxes are first covered with Round-work Glazed Paper, having special stretching qualities. This stock comes in rolls, 24 inches wide. A rotary slitting machine is used for cutting the paper into widths of the necessary sizes. The slitting and rewinding machine cuts the large roll into strips, and these are rewound into small rolls. The operators on the round and oval boxes make use of the smaller rolls when covering the boxes.
The glazed white or colored paper used for finishing the boxes also comes in rolls, and the large rolls are cut into sections, or different widths, on the slitting and rewinding machine, in exactly the same way as the Round-work Glazed Paper.
In some plants, small covering machines, of special model, are used by the operators in applying the paper to the sides of round and oval boxes. In other plants, all of the covering work is done entirely by hand, the operators working with paste, scissors, and the small, narrow rolls of glazed paper. This is artistic[67] work, indeed, and it can be done only by experienced operators.
The hand-operators work on spacious tables, and these are provided with the tools, gluing-boards, paste-containers, and all of the material necessary for the making of the round and oval paper boxes. The operators at intervals rub their fingers on small cakes of bees’ wax to keep the fingers clear of paste or glue. One operator continually works at covering the boxes and lids; another works exclusively at finishing, or rather, covering the sides of the boxes and lids with strips of colored glazed paper; still another operator inserts the necks in the boxes. The boxes and lids are then assembled together, and the completed product is afterwards packed in large-size paper boxes, usually holding one gross each.
The round and oval pieces of box-board for the tops and bottoms of the round and oval paper boxes are cut to the proper sizes and shapes by means of steel dies and a press. A steel die of the required size and shape is placed over about a dozen pieces of box-board. The die and stock are then placed under the head of the press; powerful pressure is applied, and the steel die cuts through the dozen or more pieces of box-board, cleanly cutting out the disks or ovals as the case may be. It is necessary, of course, to have a steel die for each size and shape desired. The manufacturers[68] of small round and oval boxes have complete sets of steel dies, suitable to all the standard sizes of work, and these dies are kept in first-class condition so that they are always capable of doing sharp, clean cutting. Several different dies may be put under a large press at one time. The square or oblong pieces of box-board are cut to sizes to conform with the various sizes of dies so as to prevent as much wastage of stock as possible. A margin of about one-half of an inch, all-round, will do for the average die. Steel dies and die-presses can be furnished by any of the large manufacturers of paper box machinery.
Oval shouldered pill boxes with projecting edges are made much in the same manner as round shouldered pill boxes with projecting edges, with the exception that oval forms are used for properly shaping the boxes and their lids.
The forms for the oval boxes are usually made of hard-wood, and they are accurately cut and smoothly finished so that the box and lid will fit nicely together. The covering is done while the box, or the lid, remains on the form. The regular rings, cut from the round tubes are used, and these round rings are easily placed over the oval forms. Extreme care must be exercised by the operator when applying the Round-work Glazed paper to the sides and projecting edges of the oval boxes and lids. The work of setting in the necks is comparatively simple.

A particularly beautiful effect is obtained by first covering an oval shouldered pill box (projecting edges) with gold Round-work Glazed paper, and by then covering the sides with white, buff, pink or blue glazed paper. This leaves four gold edges. A striking color effect is obtained by first covering the box and lid with black paper, and then covering the sides with lavender glazed paper. Purple and gold make another pretty color scheme.
Among the most popular face powder boxes are the round ones having domed tops. Boxes of this design also have projecting edges. Some are covered with fine, colored and embossed paper, leaving four gold edges; others are entirely covered with gold paper; others still have four white or gold edges and are finished with colored glazed paper.
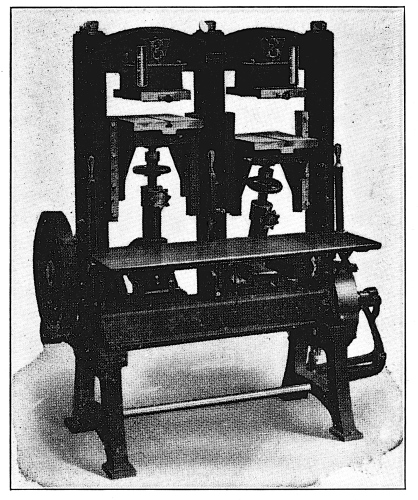
The Charles Beck Company, of 609 Chestnut street, Philadelphia, make a duplex embossing press which has been designed especially for the “doming” of tops for round or oval face powder boxes. It is a hot press, and by means of brass male and female dies,[71] it shapes round or oval pieces of box-board into convex forms for the tops of the boxes. The Beck Duplex Embossing Press consists of two complete presses which operate alternatingly. A set of dies is placed in proper position in each press. The operator places a box-top over the female die of one press, and as that box-top is being embossed, the operator places another box-top over the female die of the other press. In this way there is always a box-top being embossed, either on one press or the other. The box-top remains between the heated dies long enough to be firmly molded into a dome.
The printed labels for dome-topped face powder boxes are pasted on the round or oval pieces of box-board before the embossing is done, so that the labels will have the same convex form as the box-board. The covering is done the same as with flat-topped round boxes with projecting edges.
Fancy face powder boxes are made in many different sizes and shapes. Some have mirrors set in on the inside of the lids, so that the lady using the powder, when traveling, may see her face. Novelty boxes of this kind are “irresistible” to the fair sex. They are in great demand, and they bring high prices. Some face powder boxes are square with round corners; others have shapes like hearts, diamonds, etc. The odd-shaped boxes usually have wide flanges, or French edges, top and bottom, sometimes projecting as much[72] as one-quarter of an inch. The tops are embossed, or are padded with cotton wadding before the covering is applied. The covering often consists of fine embossed paper, in rich colors like deep red, royal blue, purple, gold, pink, and warm brown.
All of these boxes are made entirely by hand from fine grades of cardboard, although the tops and bottoms are usually of the ordinary box-board, covered on both sides with glazed paper. Forms are used in making the odd-shaped boxes, and the work is done by highly-skilled operators who have had long experience on the one line of product.
Small paper boxes of this variety are used extensively by the drug trade for physicians’ prescriptions calling for powders wrapped in papers.
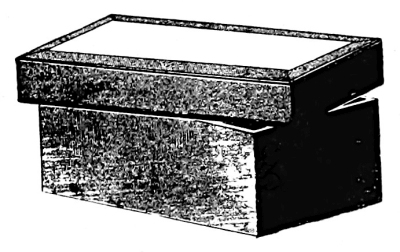
Boxes of this type are made from light-weight Manila, news, chip or straw-board, and they are cut, scored and folded in practically the same way as the larger-size set-up boxes. There is a machine on the market especially designed for cutting corners and scoring blanks for small boxes of this variety. The corner-cutting and scoring are done simultaneously,[73] so that the corners and scoring-lines will register accurately. In fine hand-work, pieces of the glazed covering paper are cut to the sizes needed. The strips of paper are pasted around the sides of the boxes and lids, and the edges of the paper are turned in, top and bottom.
Many small-size, square and oblong pill and powder boxes are now being made by machines. The Improved Brightwood Automatic Box Machine, manufactured by the U. S. Automatic Box Machinery company, of Boston, Mass., will make paper boxes as small as 1 and ½ inches as well as boxes of larger sizes. Another wonderful device is the Automatic Box Making Machine, Model 33, manufactured by the New Jersey Machine Corporation, of New York City. This machine will automatically make a wide range of small set-up boxes such as are used for cigarettes, cigars, needles, pins, buttons, clips, pills, powders, jewelry, garters, etc.
The small-size sliding boxes are also used liberally by the drug trade, for powders, pills, lozenges, etc.
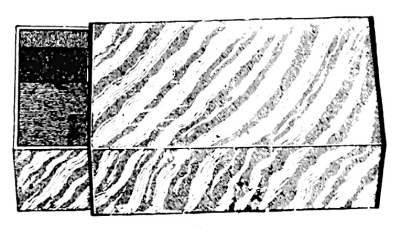
These boxes are made from light-weight manila, news, chip or straw-board, both the box and the sliding[74] holder being covered with glazed paper, or fancy embossed paper. In some instances, the edges of the slide and box are trimmed, but in most cases plain covering is done. The box proper is made the same as a small set-up box. The sliding tops are made the same as the necks for square or oblong boxes. Nearly all sliding boxes are made by hand.
The sliding tops for this kind of boxes are first made in long sections, being cut and creased on a regular cutting and scoring machine to the desired widths. The long sections are then cut into smaller pieces on a machine like the Robinson Chopper, made by John T. Robinson Company, of Hyde Park, Boston, Mass. Necks for other styles of boxes are cut, scored and “chopped” in the same manner.
After the long sections for the sliding tops have been cut into the proper lengths, the covering is then done. The pieces of cover paper are cut on a paper cutter to the necessary sizes. The operator first pastes a sheet of the cover paper around the sides of the slide, leaving the edges of the paper projecting at each end of the slide. Then, with scissors, the operator cuts the projecting paper, at each corner, on an angle. The edges of the cover paper are then turned in on the inside of the slide. The box is covered the same as a large-size set-up box, the edges of the paper being turned in at the top and bottom. The corners of small sliding boxes are not always stayed, the covering paper being sufficient to hold the corners together.
Some sliding boxes are covered with white “watered” paper; others are covered with glazed plaid paper of various colors. Others, still, are covered with calico paper, or with gold star paper.
Paper boxes of this model are generally used by druggists for holding physicians’ prescriptions of powders, but these boxes are also used for holding capsules, tablets, etc.

These boxes are made from Manila, news, chip or straw-board, of the lighter weights, and the side of the stock which will appear on the inside of the boxes and lids is first lined with white paper. Some of these boxes are made the same as regular set-up boxes (with the exception of the neck). Others are made with set-in top and bottom pieces. The box-board for the inner tops and bottoms of the best quality boxes are lined with white enameled paper, the stock used for the sides of the boxes is lined with plain white paper.
In the case of an oblong shouldered box having set-in top and bottom pieces, forms, or blocks, are used by the operators for holding the tops and bottoms into[76] position as the trimming paper and covering paper are applied. The trimming paper is applied first, then the covering paper is put on, leaving four edges of the trimming paper exposed.
The necks, or shoulders, are first made in long sections with the aid of a rotary cutting and scoring machine. The long sections are then cut into the desired lengths on a machine like the Robinson Chopper. The outer sides of the necks are now covered with white enameled paper, and after the paper has been turned in over the inner sides of the necks, the necks are then inserted in the boxes, held with glue at the sides.
Small boxes of this style usually are covered on the bottoms with white enameled paper. The tops of the lids are not covered, the printed labels used by the druggists serving as coverings. The boxes and lids of shouldered boxes of this kind are both of the same size. The trimming and covering is done in various colors of paper.
The greater number of square and oblong shouldered boxes have the tops and bottoms set in, instead of the box and lid being formed of solid pieces of box-board, for this reason: The sides for shouldered boxes are made in long sections, and after the long sections have been folded to the proper shape, and stayed at one corner, (on the inside) the long sections are cut into the necessary widths on a chopping machine. Naturally, by this method, the “frames” for[77] the boxes and lids are all of the same square or oblong size, on account of having been cut from the one size material. This means that the lid and box register accurately.
Square shouldered boxes, for physicians’ prescriptions of powders and pills, are almost as popular in the drug trade as round boxes.

Practically all square shouldered pill and powder boxes are made with set-in tops and bottoms. The sides are first made in long sections. The long sections are then cut on a chopping machine to the smaller sizes necessary for the sides of the boxes. The small “frames” are put on forms; the square blanks are set in, and the trimming paper is applied which holds the square pieces to the sides. The strips of covering paper are then pasted around the sides. The necks are made in long sections, afterwards being cut into the required lengths. The stock used for the necks is lined on the inner side with white paper. After the long sections have been cut into smaller lengths, each small section is covered on the outer sides with white enameled paper, the paper being turned in over the edges[78] which will appear at the top of the neck. The necks are then inserted in the boxes, held with glue at the sides. The lids and boxes are both the same size, and they register accurately over the neck.
An attractive color effect for a square shouldered pill and powder box is obtained by first covering the box and lid with red glazed paper, and then covering the sides of the box and lid with green imitation wood paper. This leaves four red edges showing.
Some square shouldered pill and powder boxes have hinged lids, so that in the homes of sick people the covers of different boxes cannot become interchanged, and wrong directions on the labels of the covers followed.
The telescope pill and powder box is also popular in the drug field. The lid and box are both of the same depth, and the lid fits down over the sides of the box. A box of this type may be over-filled with capsules or powder papers, the deep lid allowing for the extra capacity.
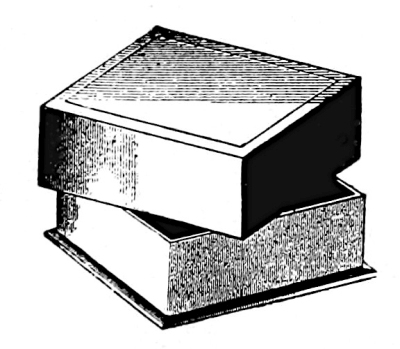
Telescopic boxes of this class are made the same[79] as small set-up boxes in cases where the box does not possess an extension bottom. When the box has projecting, or French edges, the sides are made in the same way as the square shouldered boxes, with the exception that the bottom piece of blank is not set within the sides. In this case, the square blank is placed against the edges of the body, in proper position, and the operator wraps the paper in such a manner as to hold the bottom-piece firmly to the edges of the sides. Some telescope boxes have projecting edges trimmed with gold paper, and the sides covered with white enameled, or colored glazed paper. The inner sides of the box and lid are usually lined with white glazed paper.
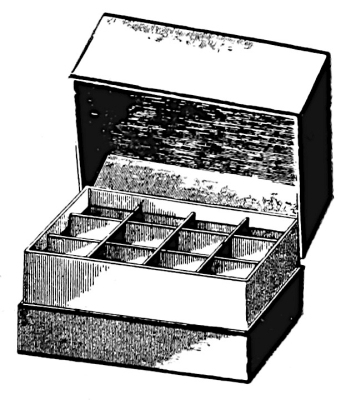
Suppository boxes with partitions are made much the same as square or oblong shouldered pill and powder boxes, with the exception of the lids being deeper, and the addition of the partitions. Some boxes of this variety are hinged.
The stock used for the partitions is usually lined on both sides with white enameled paper, or with tin foil. The interior of the box and lid is also lined either with white enameled paper, or with tin foil, to correspond with the partitions.
The Charles Beck company, of Philadelphia, supply a paper box-maker’s saw which is particularly adapted to the work of sawing slots for partitions of paper boxes. The E. G. Staude Manufacturing company, of St. Paul, Minn., furnish the Junior and Standard Slotters which are adapted to all kinds of slotting work for paper box partitions. The Staude slotting machines are equipped with automatic feeders, and they are capable of turning out a great amount of finished product very rapidly.
The edges of the partitions are glued to the sides and bottoms of the boxes.
ON account of the greatly increasing demand for candy boxes of all kinds in every section of the country, the writer thought it well to devote a chapter to this important subject, and an attempt will be made to explain the styles and construction of the most popular models of candy boxes which are on the market at the present time. It would be almost impossible for one to describe all of the many different kinds of candy boxes which are being made today, so it is the writer’s intention to mention merely those boxes that may be considered as standard in the trade.
Standardization of the styles and sizes of candy boxes is something that is seriously needed in the paper box industry, but standardization cannot always be followed by the manufacturers of candy boxes for the reason that the confectioners often want odd-shaped and special sizes of boxes to make their product more attractive to the public. It is a fact that a beautiful, odd-shaped paper box helps greatly in selling expensive candies, and even a “freak” box that is attractive without being beautiful is nevertheless a powerful selling agent. When the confectioner wants an out-of-the-ordinary box, and is willing to pay the necessary cost,[82] the box-maker should give the confectioner what he wants, but whenever possible to talk the confectioner into using boxes of standard sizes, the box-maker should do so, as the standard styles and sizes of candy boxes will serve well for every practical purpose.
With the passing of strong drinks in this country came a greater demand for sweetmeats from every direction. Confectionery and ice cream parlors are taking the places of liquor saloons in many instances. New candy factories are being erected in almost every town and city. American men and women are consuming larger quantities of chocolates, chewing gum and candies than ever before—they are paying high prices for the best sweetmeats, and expensive grades of confections are selling more rapidly than the cheaper grades. All of this means more business for the box-makers, and the box manufacturer who is in a position to make fine candy boxes as a specialty may have all of this class of work that he may care to produce.
Many box-makers are specializing in fancy candy boxes. Their plants are equipped to handle this one line of product to the best advantage. By making a specialty of this line, a great deal of the work can be standardized in such a way that the blanks, wrappers, neck-strips, trimming paper, covering paper, extension bottoms, etc., can be cut to standard sizes. The operators, through working continually on the same styles and sizes of boxes, soon become very efficient, and are[83] capable of producing a larger output than would be the case in a plant that is not specializing on candy boxes. All successful box-makers are specializing in some particular kind of work, and this is a custom which should be more generally followed in the trade.
On the next page is a diagram which shows a systematic arrangement of machines for staying and wrapping extension bottom boxes and lids, affixing two laces in each box, and closing the boxes.
The extension bottoms are registered and attached to the box and lid blanks by means of a Stokes & Smith Extension Bottom Gauge, Model W.
The blanks are glued with a hand stencil and are placed in the gauge with the extension bottoms, after which they are delivered to the staying machine, which is elevated on a portable platform.
After the staying operation the boxes and lids are passed through a hopper to the operator of a Stokes & Smith Wrapping Machine.
The operator of the gluing machine places the glued wrappers upon a revolving table within convenient reach of the wrapping machine operator.

From the wrapping machine the lids are discharged to a receiving table ready for closing. The boxes are discharged to a hopper conveniently located near the lacing machine operator, who applies the two laces to each box and then passes it on to the receiving table. The boxes are then conveyed to the[85] table on which the lids have been discharged, where the boxes and lids are closed ready for packing.
This is one of the efficiency plans which is being used in many large box factories with successful results.

Plain candy boxes are made of chip-board, news-board, or straw-board, the board lined on the inner side with white news or book paper before being cut up into blanks of various sizes. The board is cut and scored to the required sizes on a cutting and scoring machine. The corners are then cut out of the blanks on either a single or double cornering machine. The top of the lid is covered on a topping machine. The corners of the box and lid are stayed on a staying machine. The sides of the box and lid are covered with white or colored glazed paper on a covering machine.
Plain boxes of this type may also be covered on the automatic wrapping machine, but in that case the wrappers must be cut out at the corners as described in a previous article. Either tight wrapping or loose wrapping can be done on a Stokes & Smith machine, or on an Alger Wrapping Machine.
Plain candy boxes are made in ¼, ½, 1, 2 and 5 pound sizes.
These are made in the same manner as plain set-up boxes, with the exception of the lid which is as deep as the box, and which sets down over the sides of the box, permitting the box to contain an overflow of candy. Boxes of this kind usually have the lid loose wrapped, but many are tight wrapped, or are covered in the regular way on covering and topping machines.

The loose wrapped candy box is very popular[87] on account of its artistic appearance. The same wrapper tightly glued on the lid would not look as well as the loose wrap. This statement applies to telescope candy boxes. The loose wrap plan saves a considerable quantity of glue, as the glue is applied only to the margins of the wrapper.
The majority of telescope candy boxes are covered on wrapping machines, although many are covered by hand. The shape of this style of box is long and rather narrow, so far as the smaller sizes are concerned. They are made in ¼, ½, 1, 2 and 5 pound sizes.
Paper lacing adds decidedly to the appearance of the interior of a candy box, and it helps in making the contents of the box look tempting. Nearly all good candy boxes contain lacing for the reasons mentioned, and some have lacing which is of excellent quality. In some cases the box has two laces, one on either side, and in other instances, a plain or fancy fly leaf on one side.
The Stokes & Smith Lacing and Fly-Leafing Machine is a very useful device on this class of work. It will glue and insert laces or fly-leaves to the boxes as fast as the operator can handle them.
A great deal of lacing and fly-leafing work is still being done by hand operators, and one advantage of the hand-work is that a pure white paste may be used, while the machine requires glue to run properly. On fine candy boxes sanitary white paste should be[88] used for the lacing or fly-leaves, as a yellow glue would not look as clean.

The U. S. Lace Paper Works, Inc., of New York City, supply many different varieties of lacing to the trade. This paper may be run on the Stokes & Smith Lacing and Fly-Leafing Machine, or on the Bird Fly Machine. Sample books of the lacing will be furnished on request.
Manufacturers of fine chocolates and candies are using shouldered boxes with extension tops and bottoms to a great extent as containers of this product, and many boxes of this variety also have padded tops.
The boxes and lids are first made in the same way as plain set-up boxes. Separate pieces of box-board, about ¼ of an inch larger on all four edges than the size of the box, are then glued to the tops of the lids and to the bottoms of the boxes. After this has been done, the boxes and lids are then wrapped with the covering paper, the paper being turned in over the top edges of the box and the corresponding edges of the lid. The shoulder, or neck section is then set in the box.
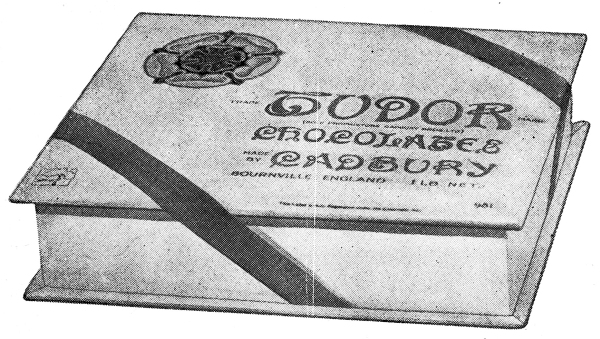
The John T. Robinson Company, of Hyde Park, Mass., has designed an extension edge machine which is especially adapted to this kind of work. The machine automatically glues and places the blanks on the tops and bottoms of the boxes, placing the blanks accurately into position so that the margins are the same on all four edges. Stacks of the blanks are set in the machine which is equipped with a glue-fountain and rollers for applying glue to one side of[90] the blanks. As the operator places a box or lid on the form, an automatic feeding device moves the glued blank to the box or lid in just the right position. This machine is adjustable, of course, to blanks of various sizes. The Stokes & Smith Extension Bottom Gauge is another time-saving device for this kind of product.
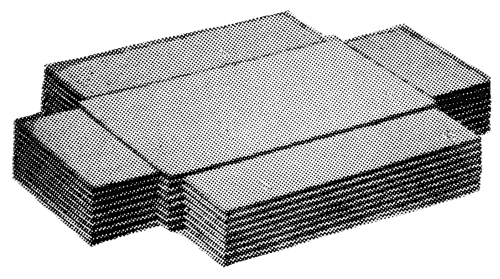
As mentioned before, the Stokes & Smith Wrapping Machine is well adapted to the work of wrapping candy boxes having extension edges, but when this or any other wrapping machine is used for such work, it is essential that the wrappers be cut out at the corners to suit the requirements.
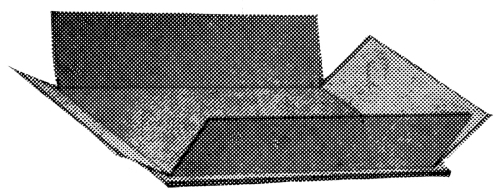
In the case of a padded top for a candy box, this top is applied after the cotton wadding has been put[91] on and covered. First, the cotton wadding is loosely placed on the piece of box-board which is to form the top. Second, a sheet of heavy paper, same size as the wadding, is laid over the top of the wadding. Third, the top is then wrapped with the covering paper, turning in over the under-side of the top. Fourth, the covered, padded top is now glued to the top of the lid which has previously been covered on the sides. This is said to be the most efficient method for making lids with padded tops, although it is practicable to cover the lid while the piece of box-board and wadding rests upon it.

Some expensive candy boxes in the larger sizes, square or oblong, have extension edges as wide as ½ of an inch, but in such cases the box-board used for the tops and bottoms should be of heavy weight so[92] that the wide, covered edges will not break easily. Most extension edges on candy boxes average from ⅛ to ¼ of an inch.

Many shouldered candy boxes with extension edges have padded tops; are covered with fine colored and embossed paper, and are tied together with silk or satin ribbon of a color that blends well with the color of the covering. When ribbons are used, the ribbons are inserted between the bottom of the box and the piece of box-board which forms the extension edges, which means that the extension-bottom piece must be glued to the bottom of the box after the ribbons have been applied. The ends of the ribbons are to be tied in large bows over the top of the lid after the sweetmeats have been placed in the box. Or, the[93] ribbons may be in the form of loops, which slip over the lid.
The shoulders, or necks, are made in long strips; are folded and stayed at one corner, and are then cut to the proper sizes for insertion in the boxes. The cut sections of shoulder-strips are covered with glazed paper, at the top edges, before being set in the boxes.
Box-board used for all good candy boxes is lined on one side with white news or book paper before being cut and scored.
Not a few of the better-grade candy boxes are fitted with trays for holding the different kinds of chocolates, etc., separately. Some of the larger-size candy boxes have several trays, arranged either in groups or in tiers. Others have merely one tray. These trays are made of the ordinary, light-weight box-board in the same way as set-up boxes, cut, scored, cornered, stayed and covered with white glazed paper. Before being cut, the box-board is lined on one side with white paper.
Flat candy boxes are made as low as 1 inch, and are made in various sizes. They are used for holding single layers of chocolates, caramels, gum-drops, etc., and by reason of their long and wide shape they have the appearance of holding more material than is actually the case. The flat box of this type is usually[94] of the telescopic pattern, extension edge bottom, the lid fitting down over the sides of the box, although many are made without extension bottoms. Sometimes small ends of ribbon are glued to the inner sides of the lid, the ends of the ribbon extending outside so that one may readily lift the low lid with the aid of the ribbons.
Thumb-holes at the sides of the lids are advisable with boxes of this kind. The thumb-holes are cut after the lids have been covered. There are several thumb-hole cutting machines on the market which are capable of handling all varieties of such work.
The Stokes & Smith Company, of Philadelphia, is manufacturing the Duplex Shoulder-Box Presser which is a time-saving device for all kinds of shoulder-box work. The use of this machine prevents the sides of the boxes from pulling away from the shoulder, and it also eliminates finger markings so noticeable in hand-work.
This company also manufactures a Shoulder-Box Gluing Machine which is intended for gluing the inside of shoulder-boxes, and the device is a big time-gainer over the ordinary hand method of gluing necks, or shoulders.
All round candy boxes are made by hand by skilled operators who have had long experience in the[95] one line of work. Practically all round candy boxes are made with extension tops and bottoms, and have shoulders, although some are being made with plain tops and bottoms. The round, shouldered box with extension edges is formed of four (4) pieces of box-board—two disks, the side-piece, and the neck.
The disks are cut out to the proper sizes on a die-press by means of round steel dies. When plain covering paper is to be applied to the tops, or fancy covering paper for that matter, this paper is also cut to the necessary sizes and shapes with the aid of round steel dies.
For the side-pieces of round candy boxes the stock should be a quality of strong cardboard which will roll easily into “rings.” The ring is held together at the two ends with a strip of stay-paper, or linen, glued to the inner side of the ring.
First, the ring is placed over a form to obtain the proper round shape. Second, one of the round pieces of box-board, which is to form the top or bottom and extension edges, is placed to the edges of the ring in accurate position. Third, the operator then applies the covering paper, wrapping it around the sides of the ring and turning over the edges of the paper, top and bottom of the ring. The box and lid are both covered in the same way, the paper holding the round disks of box-board to the edges of the rings. Fourth, a round piece of paper is pasted to the lid of the box. Fifth, a slightly smaller ring than the one[96] forming the side of the box, and higher, is glued to the inside of the box. This forms the neck, or shoulder. The box is now complete.

Plain, round candy boxes are made much in the same manner, only the round disks of box-board are inserted at the top edges of the rings. Boxes of this model usually have shoulders, although some few are made on the telescopic pattern, the lid being large enough to fit down over the edges and sides of the box.
Through the courtesy of Jesse Jones Company, of Philadelphia, the writer is able to furnish information in reference to large round boxes with convex, or dome tops—information which is very practical and valuable. The Jesse Jones Company for many years has been noted for the production of round and fancy candy boxes and this concern has been successful in building up an extensive business in this line.
Dome tops for large-size round boxes, such as the five-pound size, for example, are made after the lids and boxes have been covered. The finished boxes are lined up on a spacious table. The lids are then inverted and placed upside down over the top edges of the boxes. Over the inverted lids soft, dampened pieces of muslin are spread. Each inverted lid is then filled with fine buck-shot, and while holding the buck-shot the boxes and lids are allowed to stand in that condition for several hours. The dampened muslin and the weight of the buck-shot causes the top of the lid to shape into an almost perfect convex form. This is said to be the best process for doming the tops of large round boxes. The lids for large-size oval or odd shaped boxes can be domed in the same way. It is necessary, of course, for the box-maker to have on hand a considerable quantity of the fine buck-shot when following this plan.
Some fine candy boxes are covered with silk or satin, and on the tops of others are glued fancy “cut-outs,”[98] such as pictures of girl’s heads, yachts, flowers, etc. Hand-painted designs, pictures, etc., are glued to the tops of some of the larger-size boxes. There is always a strong demand for beautiful candy boxes of this kind, no matter how costly they may be. They are particularly popular at Christmas time.

The larger-size candy boxes, like the five-pound size, are often made in the form of hearts, diamonds, hexagon, octagon, square with round corners, oblong with round corners, shamrocks, fans, keystones, shields,[99] and other figures. Nearly all boxes of this variety have shoulders and extension tops and bottoms. The pieces of box-boards for the tops and bottoms, whatever the shape desired may be, are cut out by means of steel dies, and the cover paper for the tops are also cut out with steel dies, so that the paper will accurately fit on the tops, or lids, after the other covering work has been done.
Moreover, for fancy boxes of this class, smaller pieces of box-board than the pieces used for the extension tops and bottoms must also be cut out into the shapes of hearts, diamonds, etc., to be used as formers for the boxes and lids, as follows:
First, the strip of heavy cardboard for the side of the box is stayed together at the ends, and the side-piece is then placed around a form of a heart, diamond or whatever the subject may be. This correctly forms the sides of the odd-shaped box, but to keep the shape permanently, the smaller piece of box-board is set in at the top, and the sides of the box are then covered, the edges of the covering paper being turned at the top of the form so as to hold the set-in piece firmly. The form may now be removed from the box, and the covered extension-edge piece of box-board glued on. The lid is constructed in the same way.
Another, and perhaps a better method is in placing the side-piece on the form; setting in the bottom or top-piece; gluing on the extension-edge piece, and then covering the box in such a manner as to wrap the[100] edges of the covering paper around the sides and extension-edges. The cut out piece of covering paper—a heart, diamond, or whatever it may be—is then pasted to the top of the lid.
It is to be understood that the side-pieces, and the set-in top and bottom-pieces are lined on the inner side with white or colored glazed paper before the boxes and lids are made. In other words, the stock is lined before being cut into the different shapes.
IT is the writer’s purpose to devote this chapter to miscellaneous paper boxes that are in popular demand and which may be classed as specialty lines. Important facts about the style and construction of the various kinds of boxes will be given, and by carefully studying this practical information, the reader should be capable of making any of the boxes in question. In some instances, however, it would be necessary to employ the special machinery which will be referred to.
For centuries it has been the custom for people attending a wedding reception to receive individual pieces of the wedding cake to take home as souvenirs. It is a pretty custom and doubtless it will remain in vogue until the end of time. Some brides simply wrap the pieces of cake in fancy paper napkins, but those who want to have things done right usually place the bits of cake in fancy paper boxes so as to prevent breakage. Some newly-weds go so far as to have the names of the bride and groom printed or die stamped on the lids of the boxes.
Wedding cake boxes are small in size, and are made in the shape of hearts, diamonds, clover-leaf, fans, etc. Small, plain, round, oval, square or oblong boxes are often used for this purpose, but the odd-shaped boxes mentioned are always the most popular.
In making a heart-shaped wedding cake box, for example, the side-piece of cardboard is placed around a heart-shaped form, after having been stayed together at the two ends. The top-piece, cut out in the shape of a heart of the proper size, is then inserted. After this has been done, the sides of the box are covered with fancy paper, the edges of the paper being turned over at the top and at the bottom. A heart-shaped piece of paper is then pasted on the top of the lid. Both the lid and the box are made in the same way—on forms—only it is not necessary to cover the bottom of the box with a heart-shaped piece of paper.
A box of this kind usually contains a shoulder, both the lid and box being of the same size. The shoulder-piece is set in after the box has been formed and covered. The stock for the top and bottom pieces is lined with colored or white glazed paper before being cut out in the form of hearts. The stock for the side pieces is also lined before being cut to the essential sizes. This means that the box and lid are lined on the inner sides before being made up as described.
When a heart-shaped box is to have an extension[103] top and bottom, the top and bottom pieces are put on after the box lid has been made on the forms. The heart-shaped pieces of boxboard which are to serve as extension tops are about ¼ of an inch larger all round than the pieces of heart-shaped board which have properly formed the top of the lid and the bottom of the box. The covering may be done after the extension tops and bottoms have been attached, or the covering may be done before they are attached, but in the latter instance, it would be necessary to cover the extension top and bottom pieces, and their edges, before attaching them.
Other odd-shaped boxes, such as diamonds, clover-leaf, fans, etc., and made on the same plan as the heart-shaped box. Practically all boxes of this variety have shoulders. Some have extension tops and bottoms, others are made plain. The covering is done in fancy colored, glazed, embossed, watered or gloss-white paper. The box usually contains fine paper laces.
Fancy boxes of this class are frequently used at parties in the same way as at wedding receptions, the guests being presented with the boxes which are filled with candies, nuts, or cake.
At many of the special banquets given by clubs, business organizations and fraternal societies, ice cream and other desserts are served in fancy boxes, thus adding an unusual touch to the last course of the dinner. These “banquet” or dessert boxes are made in various odd shapes, and are also made square, oblong,[104] round or oval, and as a general rule, there are no lids for the boxes which are covered with colored, gold, silver, white or embossed paper. The inside of a box, used for this purpose, should be lined with plain white book paper, rather than with colored paper, so that the coloring matter in the paper would not transfer to the dessert. Two fine paper laces add an artistic finish to a square, or oblong, box of this variety. The square and oblong dessert boxes are made in the same manner as plain set-up boxes, cut out of a single piece of boxboard, the corners stayed and the sides covered with colored or white glazed paper.
Some concerns are making a specialty of jewelry boxes and the field for this product is very extensive. Many jewelers pack watches, rings, tie pins, dress pins, clasp pins, lockets, belt buckles, cigarette cases, match boxes, vanity cases, mesh bags, rosaries, fans, fountain pens, etc., in pretty paper boxes of the proper shapes, and not a few of these boxes are works of art. The writer recently saw a small paper box for a diamond ring, which cost the jeweler one dollar apiece, the party who bought the ring paying for the box, of course. The box in question was beautifully covered with thin, dark green leather, and four edges of the box were hand-tooled, the borders being finished in goldleaf. The interior of the box was lined with white satin, with billows and a rest for the ring formed[105] of the same material. The box also contained a shoulder and the lid was hinged.
Some jewelry boxes are made in the regular set-up style, others are made with shoulders. Round and oval boxes are often used for watches, rings, lockets, necklaces, etc., while long, oblong boxes are used for tie pins, fountain pens, chains, gold pencils, envelope openers, pen knives, dress pins, hair pins, etc. Square boxes are adapted to silver and gold belt buckles, ladies’ shoe buckles, match boxes, cigarette cases, mesh bags, etc. The progressive jeweler carries a wide assortment of fine paper boxes, of many different shapes and sizes, so that he may have a box suitable for any piece of jewelry, or novelty, sold. He will even have sets of larger size boxes for holding silverware, toilet articles, fans, cut glass, picture frames, clocks, and so forth.
These details will convey to the reader an idea of the great variety of paper boxes required by the average jeweler. Many of the smaller boxes are covered with white or colored glazed paper, and are lined and padded with silk, satin, plush or velvet, of a tint or color that will harmonize with the color or tint of the box covering. One of the most beautiful paper boxes ever seen by the writer was one of oval shape, used for holding a costly pearl necklace. This box contained a shoulder with the edges of the shoulder covered with white glazed paper. The outside of the[106] box and lid was covered with golden-brown paper in imitation leather. The interior of the box and lid was lined with pale buff velvet, padded in the bottom of the box in such a way as to form a resting place for the string of pearls. Note the beauty of this color scheme.
One prominent jeweler has a complete assortment of paper boxes, all covered with light blue embossed paper, and all lined with white satin paper, those for rings, pins, etc., having padded rests formed of white satin. The name-card of the jeweler is die stamped in bronze blue ink on the lids, or wrappers for the lids. The color effect is very pleasing. The wrappers for lids of jewelry boxes are die stamped or printed with the card of the jeweler before being pasted to the lids.
Jewelry boxes seldom have extension edges. These with shoulders, or necks, are made in about the same way as the druggists’ pill and powder boxes, a description of the construction work having been given in another chapter of this series of articles. The set-up box is made from a single piece of boxboard, lined with white glazed paper, cornered, stayed and covered with colored, glazed, white, watered or embossed paper.
All paper boxes of this class are made on the plain, set-up pattern, the lids extending down over[107] the sides. For example, a garter box is made from one piece of light-weight boxboard, cornered, stayed and covered with white glazed paper, while the lid is covered with a printed or lithographed wrapper inscribed with the particular name of the garter. We refer to the well-known brands of men’s garters. Many of these garter boxes contain holiday wrappers (for Christmas gifts) handsomely done in bright colors, and the lids have thumb-holes at two sides so that they may be easily lifted.
Many garter, suspender, necktie and collar button boxes are fitted with cut-out inserts for holding the contents attractively. These cut-outs are of light-weight folding cardboard and are produced on cutting and creasing presses.
Suspender, handkerchief and necktie boxes are often covered with fancy colored wrappers suitable for the holiday trade. The designs on the wrappers are printed or lithographed, and are usually applied to the lids of the boxes with the aid of wrapping machines. Some are loose-wrapped, others are tight-wrapped. Not a few fine handkerchief boxes are covered with colored or embossed paper, and hand-painted designs appear on the lids. The stock for handkerchief, necktie and suspender boxes is usually lined with plain white paper before being made up. There is an increasing demand for better quality boxes of this variety.
Numerous brands of cigarettes of the better quality[108] are packed in paper boxes of the set-up style, and the lids in most cases are hinged to the boxes, the hinge being formed of tape or linen. Cigarette boxes of this type are usually made of light-weight boxboard, and are equipped with shoulders. The inner side of the boxboard is lined with white paper, and the stock is then scored and cut so as to form long, oblong strips after being folded and stayed. The strips are then “chopped” up into small sections of the essential sizes to make the sides for the boxes and lids. The shoulders for the boxes are made in the same way. The blanks for the bottoms of the boxes and for the tops of the lids are cut to size on a rotary cutting machine, although it is possible to cut the blanks, from small piles of full-size sheets, on a regular paper cutting machine, but for the sake of accuracy blanks of this kind should be produced on a rotary cutter.
After the top and bottom pieces have been inserted, the boxes and lids are covered with white or colored glazed paper. The shoulders, or necks, are then put in the boxes. Printed or lithographed labels are put on the inside as well as on the outside of the lids.
When the boxes are to be hinged, the hinging material is applied to the box and lid, on the inner sides, before the shoulder pieces are set in the boxes.
Many cigarette boxes (not folding boxes) are made on the same plan as the larger size set-up boxes, the box and lid being cut from single pieces of cardboard; creased, cornered, folded and stayed in the[109] usual manner, but when boxes that are made this way have shoulders, the register of the box and lid is not as accurate as in the case of the box and lid being made from long folded sections.
Great quantities of paper boxes are continually being consumed in the stocking industry for packing the stockings in convenient lots for the trade. The average box contains half a dozen pairs of hose, or stockings, and often the retail dealer gives the box to the buyer of half a dozen pairs, which means that a box of this kind should be of good quality and attractive to some extent.
Stocking boxes are all of the set-up type. Some have shoulders, others are on the telescopic pattern, some are made with ordinary lids. The stock is usually lined with white paper. The covering is often done with colored glazed paper. In some instances, the edges of the lids and boxes are trimmed with paper of another color. Sometimes fancy laces are placed in fine stocking boxes. The label of the stocking manufacturer is placed on one end of the box.
When putting on the lids of finished stocking boxes, or in fact, when placing on the lids of any oblong boxes, the operator can save time by setting on the lid over the narrow way of the box, rather than by placing the lid over the long way of the box.
Some concerns are making a specialty of ice cream[110] and oyster boxes, and special automatic machines are used for printing, scoring and cutting the boxes to the required specifications. Oyster and ice cream boxes are made from Manila tag-board, and the inner side of the board is given a coating of sodium silicate (liquid glass) so as to make the boxes “water tight” to a considerable extent. Boxes of this class may be produced on cutting and creasing presses, with dies made of steel cutting and creasing rules, but as stated, this work is usually done on special machines having great speed capacity. An oyster box is glued and folded together, while an ice cream box is usually wire-stitched at the sides, and is equipped with a handle of tape. Oyster pails, and paper dishes are also wire stitched. We refer to paper dishes used by grocers for holding loose jelly, pepper sauce, lard, etc. The oyster pails have wire handles. These specialties offer a big field for the box maker who may also include milk bottle tops in this line.
There is a promising field for numerous box makers who would care to specialize in the manufacture of suit, hat and flower boxes. We refer to folding boxes of this variety which are made with lock corners and slits, and which may be produced from single pieces of box board in a very simple manner. The Hobbs Creasing Machine, and the Hobbs Lock Corner Cutter, have been especially built for this work. On these devices the blank stock is creased and cut[111] in such a way that both the lids and boxes may easily be folded together without staying, gluing or wire stitching.
Plain suit, hat and flower boxes are made from folding Manila boxboard and practically all of the plain boxes are made on the telescopic pattern. No covering is done.
Handsome effects are produced by graining boxboard for suit, hat and flower boxes, etc. Jute or Manila is generally used when graining is done. Charles Beck Company, of Philadelphia, supply a Rotary Printing Machine which has been designed for producing various kinds of graining. This device is equipped with an intaglio printing roller, inking rollers, fountain, feed-board, etc., and the sheets of boxboard are printed by the intaglio process on the order of this illustration:
Different patterns of graining, imitation alligator-skin and other designs can be produced on the Beck machine by changing the intaglio cylinders which contain the patterns engraved below the surface of the cylinders. The printing cylinder is first inked all over, some of the ink depositing in the engraved places on the cylinder. The surface of the cylinder is then wiped clean, leaving the ink in the engraved places. The impression in the printing transfers the design in the cylinder to the sheet of boxboard—steel plate printing, as it were.
Large size suit and hat boxes are also made with the corners folded in and the ends of the boxes folded over, held firmly together by means of heavy wire staples. Boxes and lids of this kind are made from single pieces of jute boxboard, the blanks properly creased on a creasing machine so that they will fold readily into form. These boxes are usually of the telescopic pattern; are comparatively cheap, and are strong enough to withstand hard service.
Milliners and hatters dealing in the better grades of hats are large consumers of round and oval hat boxes. Some of the fine millinery boxes are covered with fancy embossed, colored or striped paper, and these are presented to the buyers of the hats. The square-shaped hat boxes, however, are the most popular on account of their lower cost, and of course they are just as useful as the round and oval boxes.
The round or oval hat box is formed of a side-piece and a set-in bottom-piece, the lid being made on the same plan. The side-piece, after being stayed at the two ends (on the inner side) is placed on a round or oval form. The bottom-piece is then set in. The turned-in edges of the covering paper serve to hold the sides and the bottom of the box together. After the sides of the lid have been covered, and the edges of the covering paper turned in, a round, or oval piece of covering paper is pasted to the top of the lid.
Several of the larger paper box manufacturing concerns are making suit cases and traveling bags as a side line in addition to the regular lines of paper boxes. These suit cases and traveling bags are of the lower-priced variety, no genuine leather entering into their production. The inside of the cases and bags is of heavy chip-board, lined with leatherette paper. The outside is covered with heavy “leatheroid.” Iron frames are essential in the cases, and the material is held together with copper or brass rivets. This is a specialty line which should have the consideration of many other box-makers who have plants equipped for the production of such work.
Many cigar dealers furnish customers buying loose cigars with paper cases for protecting the “smokes” while held in the coat pocket. These cigar cases are[114] made of single pieces of Manila board, round cornered, and folded so as to form a holder. The sides are formed of strips of heavy paper, glued on the inner edges of the Manila stock, and folded so as to allow for expansion when the cigars are inserted in the case. One long and narrow piece of Manila tag-board, folded in the center, and two narrow strips of Manila paper, each strip containing a center fold, make the cigar case complete.
Any box-maker is in a position to manufacture paper cigar cases of this kind. The stock can be cut to the necessary sizes on an ordinary paper cutter, and the round cornering can be done on a regular round cornering machine. No creasing-work is essential, as all of the folding can easily be done without any creasing. The sides of the cigar cases may be imprinted with the names of retail tobacco dealers distributing them, or with the names of cigar manufacturers who supply the cases gratis to the dealers. The cases may be made and sold in large quantities.
There is always a strong demand for plain, common-grade paper boxes, made on the set-up pattern, for holding hardware, glass, picture frames, tools, toys, books and any other things which do not call for high-grade boxes. Plain boxes of this variety should be made of heavy-weight chip-board, news-board or straw-board, and the corners should be stayed[115] with tape or wire stitched. The creased edges of the boxes and lids are often stayed on the outer sides with the ordinary brown staying paper so as to prevent breakage of the boxes and lids at the places where creased. No covering of any kind is necessary. Paper boxes of this class may be made up during slack seasons, and they always find a ready market, especially when they are moderately priced.
ONE of the most important branches of the paper box industry is that devoted exclusively to the making of all kinds of folding boxes and cartons, and this branch of the business has been growing wonderfully during the last few decades. The manufacturers of folding boxes are in a class by themselves, and as a general rule, they have nothing to do with the making of set-up paper boxes, although some of the larger plants are producing both folding boxes and set-up boxes.
There are good reasons why it would not be advisable for the average box maker to handle both folding boxes and set-up boxes in his factory, and the principal reason is the matter of mechanical equipment. The folding box plant must be equipped with machinery which cannot be used for the production of set-up boxes, and in a like manner, the set-up paper box plant calls for machines that cannot be used for the manufacture of folding boxes. Another fact to consider is that operators on folding boxes are usually skilled only in that line of work, while operators on set-up boxes know but little about the work on folding boxes.
Henry Ford, the automobile king, declares that specializing is the main reason for his great success in business. Says Mr. Ford:
“Any manufacturer or merchant, to be successful, must specialize. Do one thing. Do it well. Sell at one standard price—and you’re just bound to succeed.”
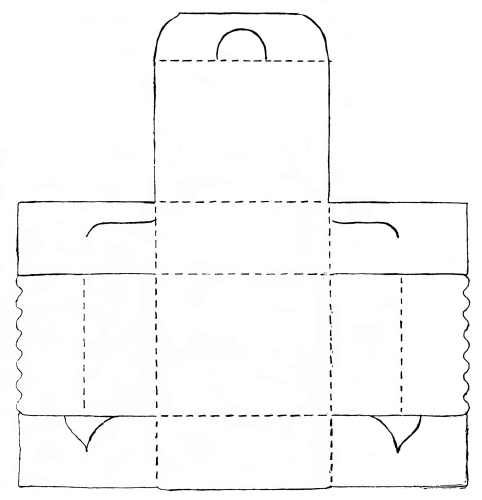
There should be a “tip” here for many a box manufacturer.
Folding boxes are now being used for holding[119] a great variety of merchandise such as, for example, bottles containing medicines, cakes of soap, toothpicks, tubes of tooth paste, bottles of perfume, many different kinds of drugs, brushes, cough drops, cakes and crackers, safety razor blades, powders of various kinds, tools, grass seed, herbs, dried raisins, butter, spices, rice, sugar, absorbent cotton, bandages, etc. This list gives merely an idea of the many different uses for folding boxes, and it would be possible to add to this list hundreds of other articles which are packed in paper cartons. The drug trade alone uses great quantities of the smaller-size folding boxes for holding pills, tablets, medical goods, etc. Countless numbers of the larger size cartons are used for holding cereals, cake, tea, dozen lots of cigarette packages, dry goods, etc.
A folding box, or carton, is made from a single piece of cardboard, cut and scored in such a manner that it may easily be folded and glued together so as to form a complete box. The cutting and creasing dies are made by the box maker, from steel cutting and creasing rules. The blank sheets of stock are cut and creased, with the steel dies, on either platen presses or cylinder presses. The cut out sheets are then glued together at two ends on a gluing machine.
One Cutting and Creasing Press, size of platen,
14 × 22 inches.[120]
One Cutting and Creasing Press, size of platen,
21 × 30 inches.
One Steel Rule Bending Machine.
One Steel Rule Cutter.
One Power Circular Saw.
One Power Jig Saw.
One Imposing Table.
One Power Gluing Machine.
Supply of Cherry and Black Walnut Board, in
strips of various widths for blanking out large steel
dies.
Supply of Laminated Wood for holding Steel
Cutting Rules in Odd-Shaped Dies, such as Circles,
Ovals, Hearts, etc.
Supply of Labor-saving Wood, Lead, Steel and
Iron Furniture, in assorted sizes, for blanking out
space in Steel Dies.
Supply of Steel (Hard) Cutting Rule, in full-length
strips.
Supply of Steel (Soft) Cutting Rule, in full-length
strips.
Supply of Steel Scoring Rule, in full-length strips.
Cabinets for holding Furniture.
Work Table, fitted with vise for bending Soft
Steel Cutting Rule.
Supply of Corks in assorted sizes.
Supply of Cork in strips.
LePage (or fish) Glue for make-ready on presses.
Box-Makers’ Glue for gluing Folding Boxes
on Gluing Machine.[121]
Set of tools, including Pliers, Files, Hammer,
Mallet, T-Square, L-Square and Steel Straight-Edge.
With this equipment, the box maker would be in a position to make all kinds of steel cutting and creasing dies for every variety of folding boxes, also all shapes of steel cutting dies for cut-outs of advertising novelties, cardboard fans, odd shapes for fancy boxes, etc. With this equipment, the box maker could also manufacture all sizes and all styles of folding boxes up to those requiring blanks of cardboard as large as 20 × 28 inches. It is the writer’s purpose to explain all the technical work necessary in the making of the steel dies, made-ready on the presses, and other practical work relating to the making of folding boxes, cartons, advertising novelties and so forth, and if this information is carefully studied and followed, the apprentice in box making should have no difficulty in producing all of the work in question.
The ordinary news-board, chip-board and straw-board, such as used for the manufacture of set-up boxes, is not adapted to folding boxes for the reason that these boards have a tendency to break when folded. The stock used for folding boxes includes Manila tag-board, bristol-board, clay coated Manila, Manila-lined board, and other kinds of pasted boards which are tough and flexible. Coated box-board comes in white, colors and tints. One side is coated in white, color or tint, the other side being of Manila. When[122] the box is to be printed, the printing is done on the coated side. This stock comes 500 sheets in a ream, size 22½ × 28½, the weight running from 90 pounds to 200 pounds per ream. This stock also comes in rolls, and may be run in rolls on rotary printing presses.
Among the well known firms who supply folding box-board of all kinds, are the following: A. Hartung & Company, of Philadelphia; Berton C. Hill Company, of New York City; Baird & Bartlett Company, of Boston, Mass.; C. L. LaBoiteaux Company, of Cincinnati, Chicago, Cleveland and New York City, and the White Pigeon Coated Paper Company, of White Pigeon, Mich.
The “dummy,” or pattern, for a folding box is the first requisite. For example, a carton is wanted for holding a glass jar of cold cream. If any printed matter, such as a booklet, directions for using the cold cream, etc., is to be packed with the jar, inside the carton, this must be considered when determining the size of the folding box.
Attach the printed matter to the jar, held with rubber bands. Then place two blocks of wood on either side of the jar, the blocks and jar standing on a table. The blocks should stand close to the jar and its printed matter. Now lay a ruler across the jar and blocks, and the ruler will give the dimensions for the top and bottom of the box. Next, lay the jar[123] on its side, and set the two blocks at the top and bottom of the jar. Span the ruler across the blocks. This will give the dimensions for the height of the box. This same method is used in taking the measurements for all kinds of boxes.
By opening flat some carton which is nearly the size and style of the new carton desired, the box maker will have an idea of the layout for the die which will be necessary for the new carton. Follow the measurements taken with the aid of the blocks, and with pencil, ruler, penknife and blank sheet of stock, make up a dummy for the desired folding box. When completed, the flat dummy will appear like this diagram:
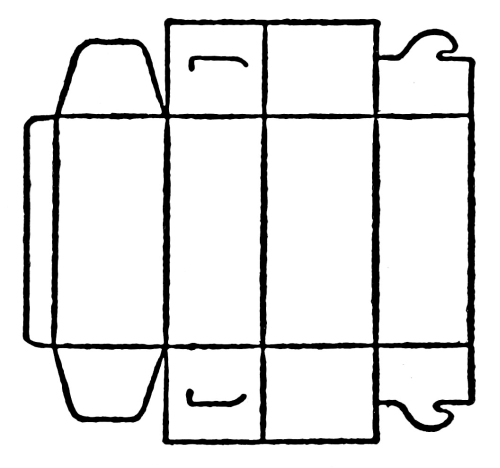
This dummy will serve the box maker in measuring off the sizes of steel cutting and creasing rule which will enter in the construction of the die. Before attempting to describe the building of the steel die, however, the writer believes that it would be well to give details about the furniture and other material[124] used in the building of the die, so that the reader will become familiar with this material as it is handled in the proper order. Later on complete information will be given about the construction of the die, the make-ready of the forms on the presses, “corking,” striping, and so on.
Cherry, or black walnut, is excellent material for blanking out large steel dies, as cherry and black walnut are woods which are not greatly affected by atmospheric changes. A soft wood, like white pine, for example, would readily take moisture in damp weather, expanding enough to throw the rules in a die out of register with the make-ready on the press, and this would mean damage to the make-ready as well as changes in the sizes of the boxes which are being cut out. The Cherry Lumber Company, of Cincinnati, O., supplies first class cherry and black walnut wood in strips, and from these strips the box maker may cut the pieces of blanking-out furniture to the sizes required for the steel die. This wood is about ¹¹⁄₁₆ of an inch in thickness, which is the right height to hold the steel cutting and creasing rules firmly in a vertical position, and on extremely heavy forms it would prevent possible bending of the rules. The box maker uses a power circular saw in cutting this wood to the wanted sizes. The sawing must be done truly vertical, as even a slight angle[125] on the end or side of a piece of wood furniture would cause the rule coming in contact with that end or side to have the same angle, resulting in that rule cutting lower than another rule which was absolutely true, vertically, and it would also affect the face-size of the die to some extent. This means that no furniture for die-blanks should be cut with a hand saw, as hand sawing is seldom accurate.
The box maker saves the pieces of cherry and black walnut, when old dies are broken up, and these pieces of wood are used again in building other dies.
Steel, iron and lead labor-saving furniture is also largely used in the construction of steel dies, and in many instances, series of small dies for drug cartons, etc., are entirely blanked out with labor-saving lead[126] or iron furniture. What is called “improved metal furniture” (lead) in the printing trade is very useful for the box maker. This furniture comes in many different sizes—standard sizes—and is stored in cabinets which have compartments for each size. Within a short time the box maker becomes familiar with the standard sizes, and when blanking out a die he can tell at a glance what sizes of metal furniture are needed to fill in the blank places. The sizes of this improved metal furniture are known as “2 × 4 ems,” (pica); “3 × 4 ems,” (pica), and so on up to the larger sizes. Often, the smaller sizes of metal furniture are used in conjunction with larger sizes of cherry or black walnut wood to fill in the blank places of spacious dies.
Steel sectional furniture, notched at the ends, is also used for building spacious steel dies. This steel furniture (as well as the iron and lead furniture) may be bought in regular fonts, or complete sets, from the American Type Founders’ Company, Jersey City, N. J., or from any of the printers’ supply houses. These concerns also supply the cabinets for holding the furniture conveniently. For the information of those not acquainted with the printing terms, it is explained that the term “point” in printing means 72 points to an inch. The steel sectional furniture comes in 24-point width with 12-point notches at the ends; 36-point wide with 18-point notches; 48-point wide[127] with three 12-point notches; and 54-point wide with two 18-point notches. It also comes in a full range of lengths, all the way up to 24 inches long.
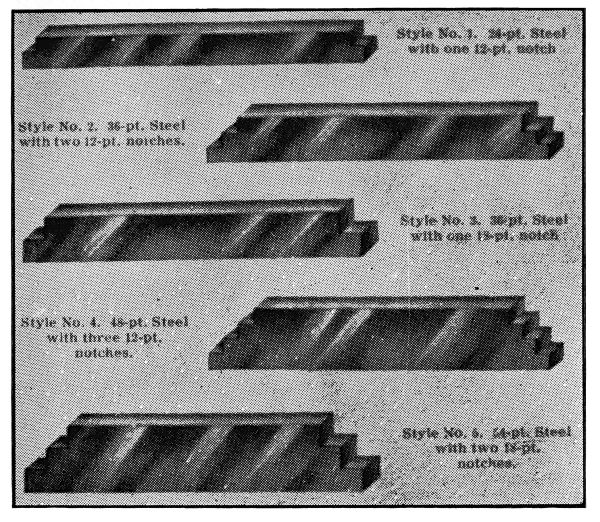
With four pieces of this sectional furniture almost any size square or oblong frame, up to 24 inches, may be formed simply by putting the four pieces together. The frame is used for blanking out a square or oblong space in the die-form. At times several squares and oblongs can be made in this way and used instead of wood blocks or small pieces of metal[128] furniture. The steel sectional furniture is absolutely accurate and it can be assembled very rapidly.
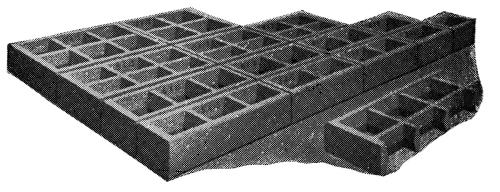
Plain iron furniture is to be had in a large number of standard sizes, but the smaller sizes are used by many box makers for blanking out portions of steel dies, the larger spaces in the form being filled in with blocks of cherry or black walnut. The iron furniture is comparatively inexpensive, and it will stand hard service for a life-time.

Enlarged iron furniture comes in many different[129] sizes and is particularly adapted to blanking out extra-large dies. The larger sizes of this material, such as for example, 25 × 100 ems (pica), are very popular with die-makers. In each piece of enlarged iron furniture are two round holes, on the top so to speak, enabling the die-maker to handle the piece of furniture easily by means of the round holes. (Pica means 12 points in printing parlance.)

Mammoth iron furniture is made on the order of enlarged iron furniture, and it comes in pieces as large as 60 × 120 ems (pica.) Round holes are in each piece, making it light in weight and easy to handle. Special cabinets are furnished for the enlarged and mammoth furniture. The cabinets are subdivided for holding the different sizes of material, and by looking over the contents of these compartments, the die-builder[130] can see exactly what sizes of furniture is available to suit the requirements of each die. The cabinets save a great deal of time, as the die-maker does not have to “sort out” the furniture from a “mixed” assortment of sizes.
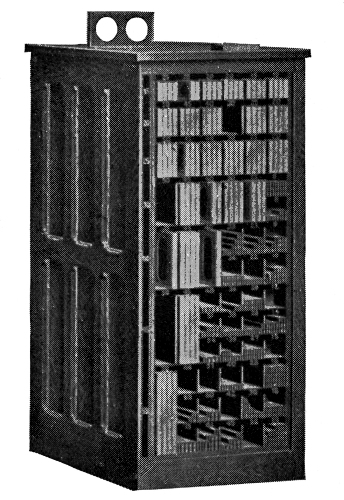
In these days of high wages and short working[131] hours, the folding box maker should have a plentiful supply of both wood and metal furniture, and the furniture should be systematically stored in cabinets so that the die-maker can work to the best advantage. A plentiful assortment of improved metal furniture, plain iron furniture, and enlarged or mammoth iron furniture, in cabinets, will pay big dividends in any folding box plant.
All dies used for cutting and creasing folding boxes are constructed of steel cutting rules and steel creasing rules, and with the proper material and devices, the box maker will have no difficulty in building his own dies to suit all requirements.
The apprentice in the folding box industry should carefully note the fact that there are two kinds of steel cutting rule—one kind is called “hard” cutting rule, the other kind is known as “soft” cutting rule. The hard steel cutting rule is used for all straight-line die work which does not call for the rules being bent into round, oval or odd shapes. The soft steel cutting rule is used in all cases where rule-bending is to be done. For example, a die having round corners for the flaps of folding boxes would call for the use of soft cutting rule in forming the round corners. All odd-shaped dies, such as dies for cutting hearts, semicircles, ovals, etc., are made of soft steel cutting rule on account of the soft rule bending to the special shapes easily. “Square” dies for cutting diamonds,[132] oblongs, crosses, keystone, and other straight-line work of this class, are made of hard steel cutting rules.
The “hard” and “soft” steel cutting rule, and the regular creasing rule, comes in strips from 24 to 30 inches long, and is sold by the foot. The standard height of steel cutting rule is .923 in. The standard height of steel creasing rule is .918 in. Both the cutting and creasing rules are made in various thicknesses, from 2-point size up to 6-point size, but the 2-point cutting and creasing rules will do for the greater portion of all folding box work. The following list will give the reader an idea of the standard kinds of steel cutting and creasing rules:
| No. | Description | Height | Thickness |
| A-10 | 2-point Hard Black Cutting Rule | .923” | .029” |
| A-11 | 3-point Hard Black Cutting Rule | .923” | .042” |
| A-12 | 4-point Hard Black Cutting Rule | .923” | .057” |
| A-13 | 6-point Hard Black Cutting Rule | .923” | .083” |
| A-14 | 2-point Hard and Polished Ctg. Rule | .923” | .029” |
| A-15 | 3-point Hard and Polished Ctg. Rule | .923” | .042” |
| A-16 | 4-point Hard and Polished Ctg. Rule | .923” | .057” |
| A-17 | 6-point Hard and Polished Ctg. Rule | .923” | .083” |
| A-18 | 2-point Soft Cutting Rule | .923” | .029” |
| A-19 | 2-point Hard Scoring Rule | .918” | .029” |
The Simonds Manufacturing Company, of Fitchburg, Mass., is a large manufacturer of all varieties[133] of steel rule for cutting, scoring or perforating. This concern is in a position to furnish the folding box maker with any kind of steel cutting or steel creasing rule. The American Type Founders’ Company, of Jersey City, N. J., or any of the printers’ supply houses, will also furnish the box maker with steel cutting or scoring rule.
A good, substantial work-bench, fitted with drawers, tools, vise, steel rule cutter, etc., is an essential for the folding box maker. The box maker who is “handy” may readily build his own work-bench with the necessary lumber, but for the information of those who may not know about it, the American Type Founders’ Company has a steel work-bench which is very convenient for the purposes of a folding box making plant. On request, this company will send illustrated circulars describing this steel work-bench.
While it is possible for the folding box maker to cut steel rules to all required sizes for dies on an ordinary lead and rule cutter, such as is used in a printing office, nevertheless the writer strongly advises the installation of a “Hercules” Steel Rule Cutter in the folding box factory. This device is made by J. F. Helmold & Brother, of 1462 Hamburg street, Chicago. It is especially built for cutting all thicknesses of steel cutting, or steel scoring rule, to any lengths wanted.
If the box maker desires to cut steel rule on an ordinary printers’ lead and rule cutter, this device must be kept in first class order, and the cutting must be done in that part of the machine which is intended to cut only heavy brass rule.

The Multiform Rule Bender is an excellent device for bending steel rule. It is made by the J. A. Richards Co., of Kalamazoo, Mich. This concern also makes steel rule cutters, combination rule benders, box maker’s special saws, etc.

The “Eureka” Rule Press, or steel rule bender, is another great time-saving device for any folding[135] box factory. This machine is made by J. F. Helmold & Brother, of Chicago. This Rule Press, with its equipment of molds, is capable of bending steel rule to any of the odd shapes required in steel rule dies for folding boxes or cartons.
Some die-makers do all of the steel rule bending with the aid of a powerful vise and pliers of various sizes. The steel cutting rule is heated by means of a gas flame so that the rule may be bent more easily. When working with the heated rule the die-maker wears heavy canvas gloves to protect his hands from the hot rule. After the heated rule has been bent to the wanted shape, heat the rule again and immerse in cod oil. This re-tempers the rule.
WE HAVE now described the machinery and material which are essential for a modern cutting and creasing plant, and with these matters disposed of we will next take up the subjects of making the steel dies, press-work, etc.
No matter what shape or size of a folding box or carton which may be wanted, it will require both creasing and cutting, and this means of course that both steel scoring rules and steel cutting rules will be needed in making the die.
Hard steel cutting rule is to be used for all straight cutting lines in the die.
Soft steel cutting rule is to be used for all round corners or odd-shaped sections of the die.
For the average folding box or carton 2-point cutting and creasing rules will be thick enough for their functions, but in the case of a large die for exceedingly heavy-weight box-board, 3-point, 4-point, or 6-point cutting and creasing rules will be found better for the press-work than the 2-point rules.
The regular 2-point cutting rule, turned upside[138] down, or inverted, will serve as scoring rule, although the special scoring rule, made for this purpose by the manufacturers, will always produce the best results on account of it having a rounded face instead of a blunt face.
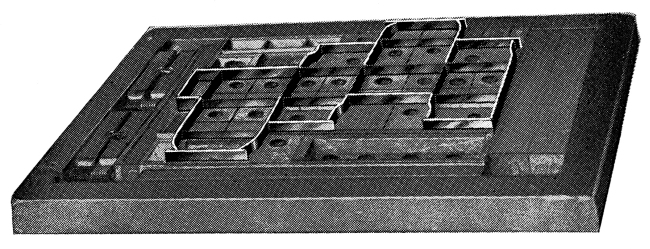
On common-grade folding-box work, when the stock is heavy and tough, some die-makers use inverted cutting rules for scoring rules—usually old cutting rules which have lost their sharp edges by long service in other dies. By placing two 2-point inverted cutting rules together a 4-point crease is obtained. By placing three 2-point cutting rules together (inverted), a 6-point crease is obtained. Wide creases of this kind are needed only in heavy work, such as for example, suit boxes, flower boxes and hat boxes in large sizes.
A 2-point crease, or rather a fine crease obtained from standard 2-point scoring rule having a rounded face, will do well for the great majority of folding boxes.
Now for the building of the die, say a die for[139] cutting and creasing a carton for holding a medicine bottle: Take the “dummy,” or an old carton of the required size and form, and with the aid of a foot-ruler find out the lengths and number of pieces of rule which will be required for the die. Jot down the figures upon a tablet. For example, you will need four long pieces of 2-point scoring rule, all of the same length; four short pieces of 2-point scoring rule, all of the same length; then you will need four “L’s” for cutting flaps,[140] these “L” pieces to have slightly rounded corners and to be made from soft steel cutting rule. Also will be needed two pieces of soft cutting rule which are to be bent in the form of a large “U,” these to be used for cutting the folding top and folding bottom of the carton. Other pieces of both scoring and cutting rule will be needed to make the die complete, and with careful application of the ruler, the correct lengths may be ascertained.
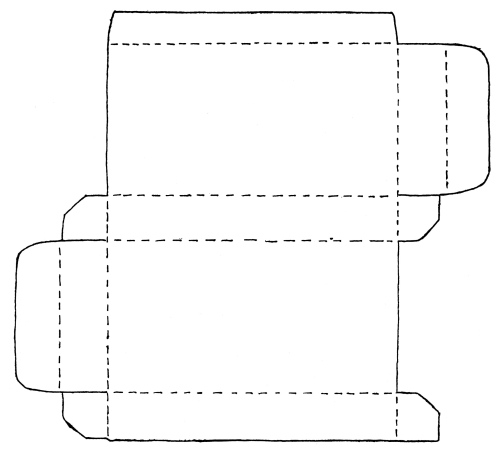
After all of the various measurements of the rules have been taken and marked down on the tablet, the next step is to cut the rules on the steel rule cutter to the essential sizes, following the measurements which have been written down. The steel rule cutter is equipped with a movable gage and this gage is accurately set to provide for the cutting of each rule. A number of the rules are cut to the same sizes. Your figures on the tablet should tell how many pieces of each size are wanted. It is really a simple matter to cut the rules, but too much care cannot be taken in doing the cutting accurately.
The pieces of soft steel cutting rule which are to have rounded corners or odd shapes are now bent to the proper forms on a rule bending press, or with the aid of a vise. Extreme care should be taken in bending the rules in such a way that none of the bended lines are on an angle. In other words, each “bend” should be truly vertical so that when the odd-shaped rule lies in the die its cutting surface will be perfectly[141] level. One of the great advantages of the steel rule bending press and its molds is that all rule bending on this machine is done perpendicularly true. An experienced die-maker can do wonders in rule bending with an ordinary vise and a pair of pliers, but the beginner will not find this work easy.
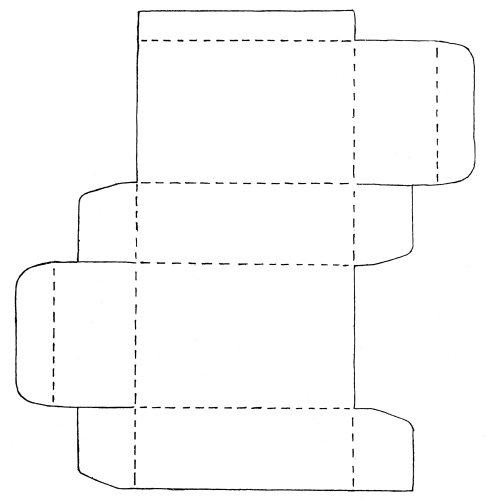
With all of the required number of pieces of cutting and creasing rule cut to sizes and bent to the proper shapes, the next step is to “set up” the die with lead, steel, or iron furniture. In the case of a large-size die, the main blanking-out is done with black walnut or cherry furniture, but with a small-size die, practically all of the blanking-out may be done with labor-saving metal furniture.
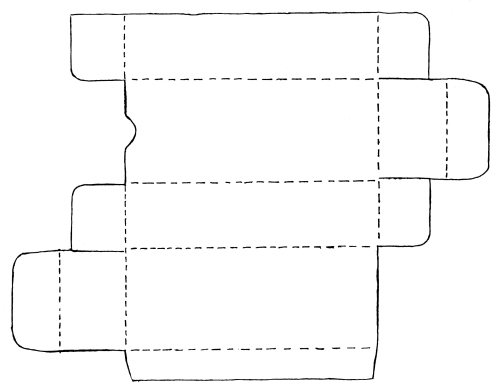
The die-maker should work upon the surface of an imposing table. First, he places on the table the[143] chase in which the die is to be locked up. Second, he fills in the chase with regular printer’s wood furniture, leaving space in the center for the die, and placing locking quoins near the top of the chase and on the right-hand side of the chase. Third, the cutting and creasing rules are set in the open space in the center of the chase, filling in with metal or wood furniture. Fourth, after the die has been carefully set and blanked out, the entire job is locked up with the aid of a quoin-key and the quoins.
Note these points: Printers’ wood furniture is not as high as black walnut or cherry wood used inside the die, and the printers’ wood furniture is only used as locking-up material on the outer sides of the die.
There are several varieties of printers’ quoins, but the best quoins for the die-maker’s purpose are called “Hemple Improved Quoins.” They are of iron, wedge-shaped, and contain ridges which make them hold tightly. By inserting a quoin-key between the “teeth” of a pair of quoins, and turning the key one way or the other way, the quoins are locked or unlocked.
The quoins should not be placed directly against the sides of the chase, or against the sides of the wood furniture. Small strips of reglet, 6-points wide, placed on either side of each pair of quoins protects the wood furniture from damage by the quoins, and prevents loosening of the quoins at the sides of the chase.
An assortment of printers’ leads and brasses—2-point leads and 1-point brasses, in the smaller sizes, will be of great utility to the die-maker in blanking out. A lead or brass, inserted here and there between the furniture in the die, will often solve intricate construction.

The die should be blanked out so accurately that when the quoins are tightened all material in the die will “lift” without any of the furniture falling out. After the form has been locked up, the die-maker rests one end of the chase on a block of furniture. He then strikes the ends of the fingers over all material in the die to see if any parts of the die are loose. If all holds firmly, the form is ready for press. If any parts are found loose, the form is unlocked, and the[145] loose places are fixed up by inserting small strips of manila paper between the loose pieces of furniture.
With the aid of a straight-edge, an L-square, or a T-square, the die-maker tests all lines of the die to ascertain if any rules are binding or out of register. All defects of this nature must be corrected before the die goes to press.
Intricate rule bending is made more easy by heating the soft steel rule in a gas flame before bending. When working with heated rule the die-maker wears canvas gloves to protect his hands. To harden soft rule, after bending, heat again and dip the heated rule in fish oil.
Some box-makers, in addition to manufacturing set-up and folding boxes, also make advertising “cut-outs,” cardboard fans, wall-pockets, fancy calendars, photograph mounts, and “set-in” forms for holiday boxes for holding neckties, suspenders, garters, collar buttons, etc. Work of this variety is also cut on cutting and creasing presses, but the dies and make-ready are different than the dies and make-ready for folding boxes.
Steel dies for all kinds of “cut-outs” are made of 2-point cutting rules. For add shapes like hearts, fans, fancy calendars, etc., “soft” cutting rule is used. For straight-line work such as squares, oblongs, diamonds, keystone and triangle, “hard” cutting rule is used.
The steel cutting rules for dies of this class are[146] inserted in laminated board, of three, four or more plies, for the reason that laminated board will not warp or be affected by atmospheric conditions.
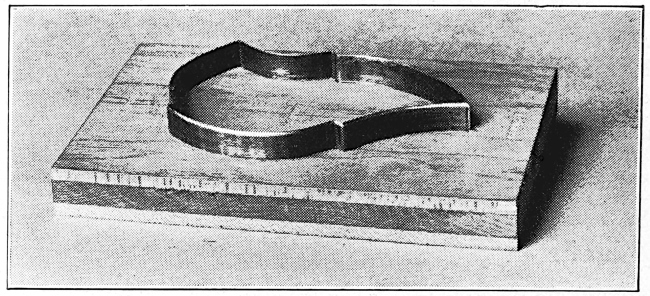
The design, or several different designs, which are to be cut out, are marked with pencil on the surface of the piece of laminated board, which must be of a size to accommodate the dies. These pencil lines are then followed with a jig-saw, and in the grooves made by the saw the steel cutting rules are inserted. The die is then ready for press.
It should be mentioned, however, that it is possible to build a plain “cut-out” die, like a square or oblong, merely by cutting the rules to the proper sizes and then blanking out the inside space with metal or ordinary wood furniture. But, an odd-shaped “cut-out” die should always be inserted in laminated board.
As many as half-a-dozen “cut-out” dies for cardboard fans, advertising novelties, etc., may be placed in rows in the one section of laminated board, and the entire[147] six articles may be cut simultaneously on the press.
Half-a-dozen dies for folding boxes, or more than this number, can also be run together in the same form, according to the size of the cutting and creasing press.
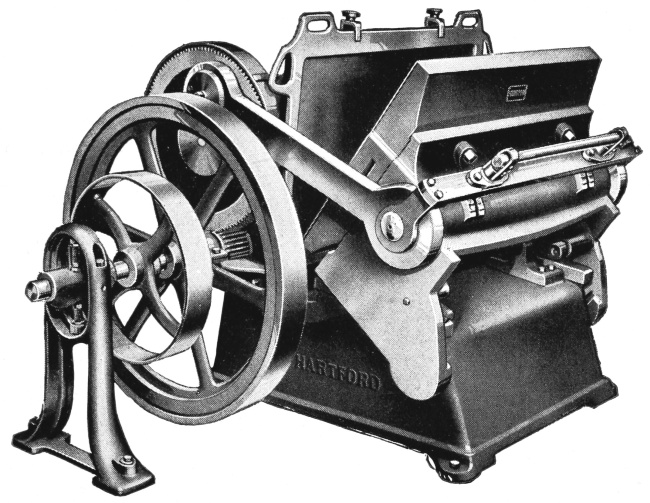
Cutting and creasing for folding boxes can be done successfully on platen printing presses of the John Thompson and Hartford type, provided that a printing press of this type be fitted with a steel platen plate, and provided also that the inking rollers of the press be removed. The steel platen plate is removable, and is held to the platen of the press by means of[148] counter-sunk screws. When printing is to be done on the press the platen plate is taken off.
The National Machine Company, of Hartford, Conn., and John Thompson Press Company, of New York City, both manufacture standard cutting and creasing presses which are built especially for this work. These presses, which are not designed for printing purposes, are fitted with removable, steel platen plates, and by having a number of these platen plates, the folding box maker can save the makeready, or “female dies” on the plates, and may keep them stored away for future orders on the same kind of work. In saving such “female dies” on the platen plates, however, it would also be essential to save the forms containing the steel cutting and creasing dies so that all would perfectly register when the dies and plates are again put on the presses.
This applies to making ready the die on a regular Hartford or John Thomson cutter and creaser, and as mentioned before, the form may have more than one duplicate of the same die, if desired. For example, the form may contain say eight complete cutting and creasing dies, arranged together for cutting eight small cartons from a single sheet of stock.
First, put on the steel platen plate, and see that it is free from all old makeready material. Second, take a sheet of chip-board, news-board or straw-board, and cut it nearly the full size of the platen plate. Then[149] with LePage glue carefully spread all over one side of the sheet of box-board, apply the sheet of box-board to the surface of the platen plate.
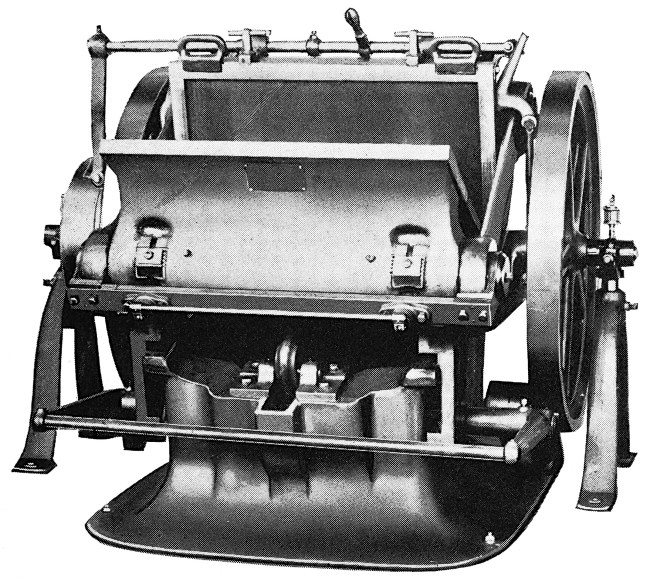
Third, place the chase containing the die, or series of dies, on the press. Fourth, with a small printer’s hand inking roller and printers’ black ink, apply the ink to all creasing rules in the form. Fifth, take a sheet of the stock which is to be cut and creased, and by slowly turning the fly-wheels of the press, take an impression of the form on this sheet of stock. If all[150] of the cutting rules cut through the stock clearly, the impression is right. If the cutting rules do not cut sharply, more impression will be required, and this is obtained by moving the slides holding the throw-off bar up one or two notches. Do not move the slides up more than one notch at one time, and keep moving them, after taking additional impressions on blank sheets of stock until finally the impression is rightly adjusted.
The first inking of the form was for the purpose of showing the positions of the creasing rules. Never mind additional inking while the impression is being adjusted. After the impression has been made right, ink all of the creasing rules in the form again and then take an impression of the form on the sheet of box-board which has been glued to the platen plate. Now comes the most tedious part of the makeready:
All of the inked creasing lines which appear on the platen must be carefully cut out with a sharp makeready knife. That is, the thin lines made on the sheet of box-board on the platen by the inked creasing rules must be cut away with the knife in long, narrow strips so as to form the female part of the die. If the creasing rules are 2-point size, cut away about 3-points; if 4-point creasing rule, cut away about 5-points; if 6-point creasing rule, cut away about 7-points. In making these grooves slightly wider than the size of the creasing rules, the stock will press into the grooves easily and will form the proper creasing or scoring.
Do not cut away any other parts of the sheet of box-board which has been glued to the platen plate. The steel cutting rules should cut into this sheet of box-board.
Ordinarily, the counter-die, after having been made in the manner described, would be completed, but in the case of a long run of work, the following additional makeready is done:
After the grooves have been cleanly cut, and after all strips of the box-board have been removed from the grooves, lay a sheet of plain white paper over the entire counter-die and pull an impression of the form on this sheet. Then turn over the sheet of paper; study the detail of the impression and see if any of the cutting and creasing rules are weak in certain places. With a blue pencil mark rings around any of the weak places which may appear. Then with a sharp knife, flour paste and French folio paper, “spot up” all circles made by the blue pencil with pieces of the French folio. Some places, extra weak, may call for two or three circles of the French folio. After the sheet has been “spotted up”, loosen the counter-sunk screws in the platen plate; lift off the plate, and with a small quantity of flour paste attach the “spot-up” sheet to the under-side of the platen plate in true position so that it will register with the counter-die, or makeready on the other side of the plate. Paste the “spot-up” sheet, face up, to the under side of the plate. Then replace[152] the platen plate with the “spot-up” sheet under it. This process of makeready is worth while on all forms which are to have long runs, and it will cause all of the weak cutting and creasing rules to have an even impression. Strange as it may seem to the beginner, the little pieces of French folio, when properly placed under the platen plate, will do wonders in making a die even. In the case of rules which have been in service for some time, several “spot-up” sheets may be needed under the platen plate, and in the case of worn rules, the “spotting up” should be done with pieces of book paper, or even with heavy Manila paper. An exceedingly weak place will require a heavy piece of paper under the platen plate.
The feeding guides may be of brass, wood or lead. Pieces of 12-point printer’s brass rule, about two inches long, make the best guides for heavy sheets of box board. 12-point slugs, about two inches long, or pieces of 12-point reglet, will serve well as feeding guides for the general run of work. Rub brass or lead slugs on a sheet of fine emery paper before applying the glue, as the rubbing helps in making the guides hold firmly. Use only LePage glue in attaching the guides.
After the guides have been put on in the proper position, fenders are then applied at the inner sides of the two bottom guides, and one fender at the lower end of the side guide. There are three guides, two at[153] the bottom and one on the left-hand side. The fenders are formed of heavy-weight folding cardboard, or of 1-point brass rule, about one-and-one-half inches long. The fenders are used to prevent the sheets of box-board from extending over the guides in the feeding.
After the make-ready for a cutting and creasing form has been completed, the form must be corked so as to prevent the sheets of box-board from adhering to the cutting rules as each impression is taken. One good method of corking is gluing rows of small-size corks to the wood furniture in the form, the rows of corks placed on either side of all cutting rules in the form. In the case of metal furniture, the corks are glued to flat, solid places in the metal furniture, or are inserted in the small, open places in labor-saving lead furniture, as the case may be. The corks when properly glued or inserted, should stand up about one-quarter-of-an-inch above the steel cutting rules, so that when an impression is taken on a sheet of box-board, the corks will have force enough to “push” the sheet off the cutting rules.
Another method of corking is that done with long strips of cork, high enough for the purpose. These strips of cork are glued on the metal or wood furniture in the same way as individual corks are applied. The Armstrong Cork Company, of Pittsburgh, Pa., can supply cork in strips made expressly for use on cutting and creasing presses. Use LePage glue in[154] applying the corks, and put on plenty of strip cork, or individual corks, so that the sheets will leave the form without breaking.
The operator of a cutting and creasing press cannot be too careful when feeding sheets into the press. It is dangerous work, and the feeder must be constantly watchful over his hands. Never reach the hand in the press after a sheet which may stick to the form, or after sections of a sheet which may have broken apart in the cutting. Your hands are too precious to “take any chances.” Keep corking the form until all sheets leave the cutting rules without any difficulty. Bend the sheets of box-board, in small lots, so that the shape of the sheets makes easy feeding. Always be careful when feeding, and keep your eyes on your work.
After the sheets of box-board have been cut and creased, they are taken to the finishing room where girls and boys do the stripping, which means removing all waste material from the sheets. About fifty sheets at a time are stripped. Intricate cut-outs, box-corners, fancy shapes, etc., are “hammered out” with the aid of a mallet. A small pile of the stock is laid over the edge of a large wooden box, and with a blow of the mallet the waste material falls out into the box.
There are several well-known gluing machines on the market which are designed particularly for gluing[155] together folding boxes or cartons. The ordinary gluing machine is fitted with a feeding table, a series of steel rollers, a glue fountain and a gluing wheel. As the operator feeds the sheets, hot glue is applied to the flaps. The operator then folds each sheet so that the glued flap is in the right position. The series of steel rollers then press the glued flaps firmly together, completing the operation.
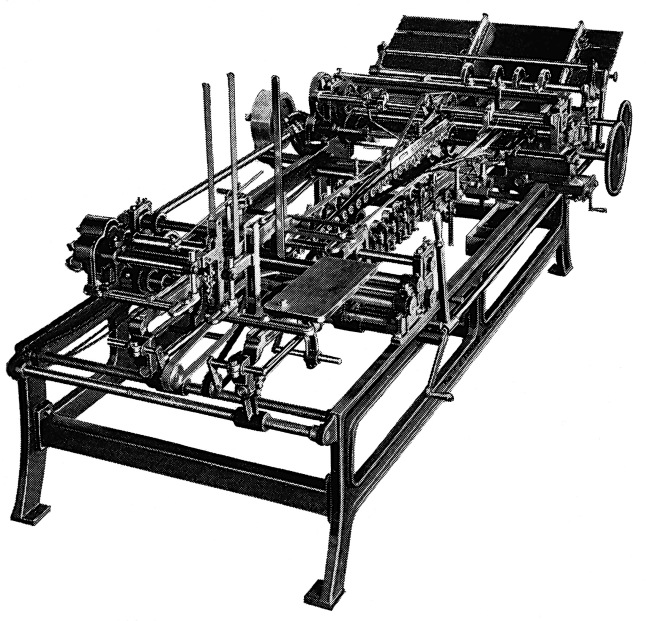
One of the best gluing machines on the market is[156] the “Staude Automatic,” made by the E. G. Staude Manufacturing Company, of St. Paul, Minn. This machine is fitted with a vertical stacker and other improved devices which make it possible for the folding box-maker to handle a wide range of work at high speed.
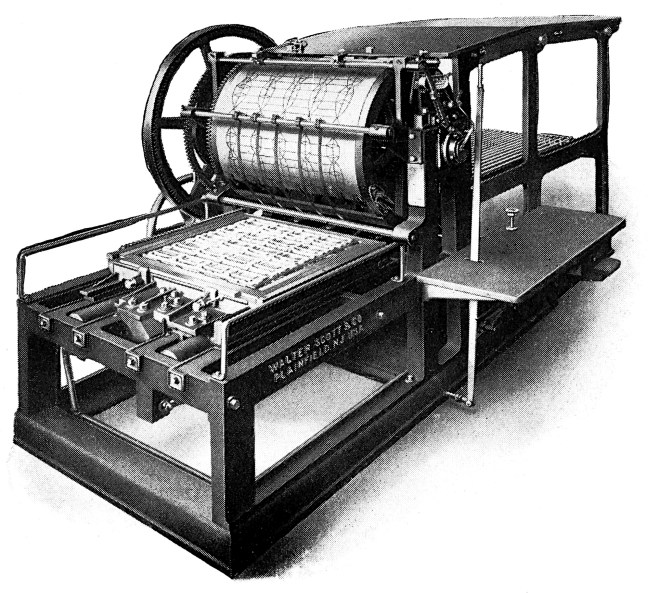
Another excellent gluing machine is known as the “International,” made by the International Paper Box Machine Company, of Nashua, N. H. This machine is equipped with an electric counting device and other improved features which make it a great labor-saver.
Spacious forms containing a large number of steel cutting and creasing dies are being handled on cylinder presses, and the dies and make-ready are practically the same as for cutting and creasing on platen presses. The Walter Scott & Company, of Plainfield, N. J., manufacture special cylinder presses for use on cutting and creasing forms, and on order, these presses will be furnished with one- or two-color printing attachments.
Cutting and creasing can be done on any style of cylinder press, provided that the cylinder of the press is fitted with a flexible steel sheet on the order of a steel platen plate. The cylinder must be timed and adjusted to provide for the steel surface sheet. These changes should be made by an expert machinist.
Make-ready for cutting and creasing on a cylinder press is practically the same as on a platen press.
This refers to a steel cutting die to be used only for cut-outs, such as fans, inserts for set-up boxes, fancy calendars, wall pockets, photo mounts, leather goods, etc. All of this kind of work can be cut out on a standard cutting and creasing press, or on a cylinder press, from dies made of steel cutting rule. As mentioned before, a die of this character does not contain any creasing rules, and is set in grooves sawed in laminated board.
The make-ready for a cutting die is altogether different than the make-ready on a cutting and creasing form. The make-ready is very simple. No counter-die, or “female die,” is required. The cutting rules merely strike the bare surface of the platen plate.
If desired, a sheet of chip-board, news-board or straw-board may be glued to the surface of the platen plate, but this is not necessary. The main thing is to have the impression even, and of just the right strength to make a clean, sharp cut of the stock.
The form is corked in the same manner as a form for cutting and creasing.
Guides and fenders are glued to pieces of heavy Manila paper which first have been glued to the surface of the platen plate. The Manila paper is used merely for holding the guides and fenders firmly.
In the case of the stock falling apart on the form, after the impression has been made, file a few small slots at various points on the edges of the steel cutting rules. Use a three-edge file for this purpose. The slots break certain places of the cutting rules, and thereby prevent the stock from falling apart until it reaches the stripping department. The small slots do not mar the finished work.
Rough edges of cut-outs, such as fans, odd shapes, advertising novelties, etc., are easily smoothed by taking small piles of the cut-outs and rubbing the edges with emery paper or sand paper.
NEARLY all of the larger paper box manufacturers are operating their own printing departments. Many of the smaller paper box-making concerns are also operating private printing plants, and when managed efficiently, the printing department is a profitable investment for any paper box factory, large or small.
The writer knows of several large printing concerns, of New York City and Philadelphia, who are specializing in the production of wrappers and other printed matter for paper box manufacturers. All of these printing establishments are continually busy, and from all indications, are earning substantial profits on their work. In fact, it is certain that these printing concerns are making money on their specialty lines, for they have been in business for a long time; are paying their employes the standard scales of wages, and are keeping their plants in first class physical condition by installing new machines and labor-saving devices immediately as they are placed on the market. Now unless a printing firm is earning a fair margin of profit on all of its product, certainly it[160] would not be in the financial position to do the things which have just been mentioned.
If a printing company can afford to operate a large plant, running almost exclusively on work for paper box manufactures, there is no reason why the box-makers themselves cannot make money by having their own printing plants. The writer, however, has heard some box manufacturers complain about not earning any profits from private printing plants, and in this article the writer will attempt to point out to the box-makers the ways and means of profitably conducting a printing department. With my eighteen years experience as a practical printer and executive, I feel that I am capable of offering information regarding the printing business which should prove helpful to paper box manufacturers in general.
It is my intention to suggest the newest material and mechanical equipment for a printing plant rather than material and machines which are not quite up-to-date, and this will explain why I shall mention such things as steel composing-room furniture, and automatic feeders for platen presses.
One 14 × 22 Hartford, or John Thomson press,
equipped with individual motor.
One 10 × 15 Chandler & Price press with individual
motor.
One 10 × 15 Chandler & Price press, equipped with
automatic feeder and individual motor.
One 12 × 18 Chandler & Price press, equipped with
automatic feeder and individual motor.
One “Pony” cylinder press, equipped with individual
motor.
One Oswego, or Seybold paper cutting machine,
44-inch, fitted with individual motor.
One Bronzing machine—one of the new vacuum
models.
Roller Cabinets, Ink Cabinets, Drying Racks,
Stock Tables, etc.
Two or Three Steel Type Cabinets, each Cabinet[162]
containing two tiers of Type Cases, Cases filled with
a well-selected assortment of Type Faces, suitable for
all kinds of box-maker’s printing.

One Steel Imposing Table, fitted with galley
racks, drawers and chase racks on one side, and with
complete assortment of printers’ wood furniture on
the other side.
One Indexed Electrotype Cabinet.
Series of Cases for Leads, Slugs, Labor-saving
Metal Furniture, Brass Rules, Borders, Quads and
Spaces.
One Proof Press.
One Lead and Rule Cutter.
A printing plant, equipped with the machines and materials mentioned in the foregoing, could be classed as ideal. It would be adapted to any kind of printing which may come to the paper box manufacturing plant. The 10 × 15 and 12 × 18 Chandler & Price presses, fitted with automatic feeders, would be capable of handling long runs of wrappers at high speed, while the Hartford (or John Thomson) press would be engaged on fine color work, embossing, etc., and the Pony cylinder press could be used for larger work, printing cartons, two or more wrappers together on one sheet, and so forth.
Steel composing-room equipment has been suggested because of its great durability and improved design, but hard-wood printers’ furniture, like that made by the Hamilton Manufacturing Company, of Two Rivers, Wis., and the Kramer Woodworking Company, of Philadelphia, will serve just as well as steel equipment in the average printing office. On pages Nos. 161 and 162 are illustrations, showing front and back views of the Tracy Type Cabinets (Hamilton Manufacturing Co.) which are very popular in many composing-rooms.
The new-style imposing tables are made from both steel and wood. Both the steel and wood imposing tables have planed steel tops. These tables come in various sizes, and they are made in different styles so far as the arrangement of drawers, galley-slides, letter boards, chase racks, and lock-up furniture is concerned.[164] The following illustrations of a No. 4040 Hamilton Imposing table, made of hard-wood with a steel top, shows the back and front views of the table. Note the arrangement of the printers’ labor-saving wood furniture, letter-boards, galley shelves, chase rack and drawers:

The time-saving advantages of an imposing table of this design should be apparent to any intelligent person. With a table equipped like this one, with labor-saving furniture, letter-boards, etc., the imposition man can lock-up form after form without finding it necessary to walk away from the table for lock-up material. On the letter-boards are kept standing “live” forms ready for repeat orders. Hundreds of small, live jobs are also kept standing on the galleys. As the forms are locked up for the presses the chases are placed in the chase rack, and from there the pressman takes them.
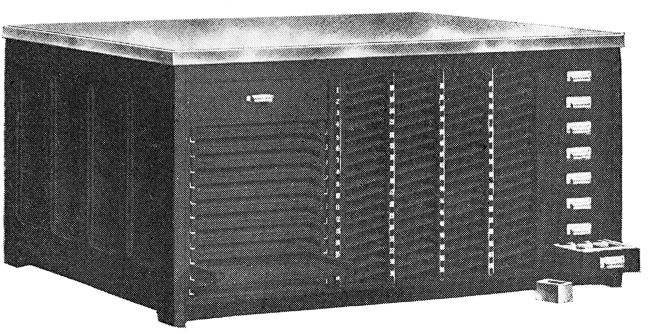
It would be impossible to specify type equipment which would be 100 per cent suitable for the printing department of a paper box plant, for the reason that the requirements of every printing department are different. It is safe, however, to install popular type faces like Lining Gothic, Caslon Old Style, Bodoni Bold, Caslon Bold, Cheltenham Bold, Goudy Bold, etc. Much of the label and carton work handled in the box-maker’s printing office is composed of heavy-face type, like Cheltenham Bold for example, and that is why the bold faces mentioned have been suggested. Both light-face and bold-face Gothic are always useful.
When buying display type of some good face it is always advisable to buy weight fonts of the entire series instead of job fonts. A weight font, say 25 pounds, will usually fill a job case, and give the printer plenty of characters to work with, while a job font contains only a few duplicates of each character.
Have only a limited number of good type faces, but have plenty of each size and character. Also have an abundance of 2-point leads, 6-point slugs, 12-point slugs, quads, spaces and metal furniture. Labor-saving brass rule—1-point face on 3-point body, is of particular advantage for borders of labels, panels for box-tops, etc.; 2-point face rule on 2-point body, and 6-point face rule on 6-point body, are also very useful. Running borders of artistic design, in 6-, 12-, 18- and 24-point sizes, are admirable for borders for box labels of the larger size.
For the printed matter on the fronts of small-size cartons, the box-maker will need a number of small, compressed type faces, such as for example: 6-, 8-, 10-, 12- and 14-point Extra Condensed Cheltenham Bold. Regular Condensed Cheltenham Bold, in these same sizes, will also be found very useful. Extra Condensed Gothic, in all sizes from 6-point to 72-point, is excellent for narrow-measure display composition on carton work, narrow labels for boxes and bottles, and so forth. These are facts which must be carefully considered by every box-maker who may be thinking of installing a printing plant.
Many small labels and fronts of cartons contain “Direction for Use,” and other information printed in very small type, and this means that the box-maker having a printing plant must use a considerable quantity of 5-point and 6-point body type. Old Style Roman is a good face for this class of composition, and[167] it should be kept in open news cases on the top of type cabinets so as to make the work of setting as easy as possible for the compositors. It is the right thing to keep all job type stored in dust-proof cabinets, but in the case of small body type which is being used frequently, it is advantageous to keep it in open cases, despite the fact that open type cases are “dust collectors.”

Much of the smaller work for labels and cartons is of such an intricate character as to call for the use of a great deal of small-size type, like 5-point Old Style Roman, 6-point Extra Condensed Gothic, etc. Often the forms must be spaced out with the greatest care so as to make the forms fit small spaces. A complete assortment of thin copper spaces, and of 1-point brasses, laid out in small cases, will be found exceedingly useful for the fine spacing referred to.
It would be a mistake for anyone to be under the impression that box-makers’ printed matter is of the common-place variety, for many of the wrappers, box-tops and labels produced for fine candy boxes, rubber goods boxes, holiday boxes and other boxes are printed in the best style. The type forms and designs, in many instances, are works of art. This means that the compositor working in the box manufacturing factory should be a high grade craftsman, capable of producing first class display typography.
The typography for all box-makers’ printed matter should be simple and beautiful and easy to read. No ornaments, with the exception of borders, should be used. Good, clear-cut type faces are better than fancy type faces.
The Hartford platen printing press, made by the National Machine Company, of Hartford, Conn., is one of the best machines of its kind in the world, being built expressly for the finest class of half tone[169] and color printing. By reason of its powerful construction, the Hartford Press, in addition to doing printing, is also capable of doing cutting and creasing. It may also be used for embossing. It should be understood by the reader that the National Company are making three different kinds of presses—printing presses, cutting and creasing presses, and embossing presses. The proper press should be used for each particular class of work, but just the same, the Hartford printing press is strong enough to do light cutting and creasing, and also embossing, in addition to printing.
The Hartford printing press is well adapted to spacious forms of type or plates for cartons, wrappers and labels. Often, on this machine, two or more wrappers, cartons or labels can be printed together on one sheet of stock. On fine color work, pictures, designs, etc., for art wrappers, the Hartford is especially useful. This machine is also adapted to close-register color printing on cardboard, as used for “set-in” forms for holiday boxes, necktie boxes and suspender boxes. The “set-in” forms, after being printed, can also be cut out to the required shape on the Hartford Printing Press.
This is another of the first-class platen printing presses which is particularly suitable for the printing department of a paper-box plant. The John Thomson Printing Press is also known as the “Colt’s Armory”[170] press, and it is famous for excellent color and half-tone work. The finest embossing, also light cutting and creasing, can be handled on this machine. For long runs of the finest close-register color work, for “holly” wrappers, pictures, fancy wrappers, etc., there is no better machine than the John Thomson press and many of these machines are being used on work of this class.
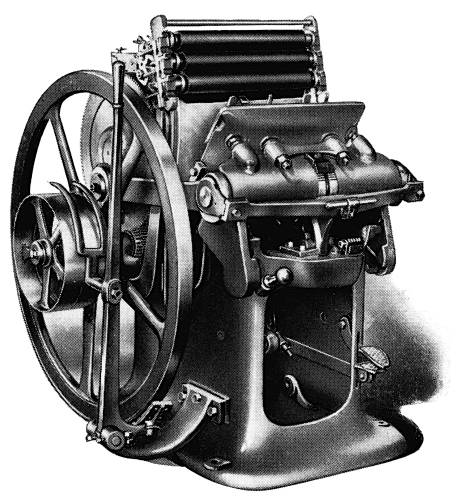
Many of the larger-size paper box wrappers, printed in colors, and embossed in gold, are produced on John Thomson printing presses, including the embossed work. Advertising novelties, cardboard fans, and other kinds of paper “cut-outs” are cut out on these machines. Cutting and creasing for all kinds of cartons are also done on the John Thomson printing presses, although heavy cutting and creasing should be done on regular cutting and creasing presses.
Later on the writer will explain how embossing and gold-leafing are done on platen printing presses.
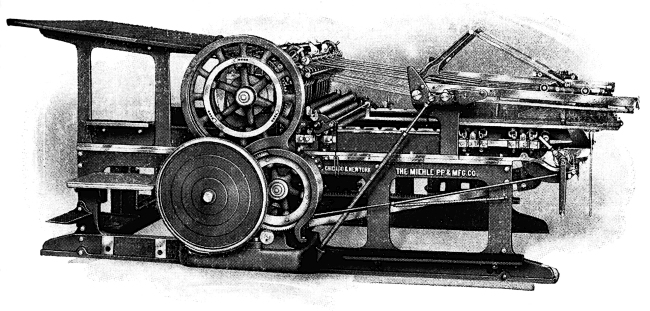
Miehle cylinder presses are in successful operation in many of the largest printing plants in America, and the adaptability of these machines to the finest half tone and color work is too well-known to require[172] comment here. It is enough to say that for the printing departments of large paper box concerns, where cylinder presses are needed, no better machines could be installed than those made by the Miehle Printing Press and Manufacturing Co., of Chicago.
The Miehle Pony Cylinder Press is very useful for printing cartons, box wrappers, etc. Large Miehle Cylinder presses are excellent for printing heavy color plates as applied to the larger sizes of folding boxes, such as cereal boxes, tea boxes, spice boxes and so on. As many as a dozen of these cartons are printed on the one sheet of stock, being cut apart afterwards.
Some of the larger manufacturers of both folding boxes and cartons are making good use of Kidder automatic printing presses in their printing plants. In some instances the Kidder is being used for printing cartons from large rolls of carton stock, and in other cases the machine is running on big orders of box labels printed from rolls of paper. Box labels may be printed in one or two colors on a special Kidder press, and the machine is equipped with a cutting device for cutting the labels to correct size as they are printed from the rolls of paper.
For complete information about these machines, write the Kidder Press Co., of Dover, N. H.
Recently the writer entered the printing department[173] of a Philadelphia paper box manufacturing concern, and there were seen three Chandler & Price presses, equipped with Miller automatic feeders, running on large orders of box wrappers. One press was engaged in putting on the final color of a four-color design for a box wrapper; the second machine was running on a form printed in gold ink, and the third press was operating on a plain, black-ink job.
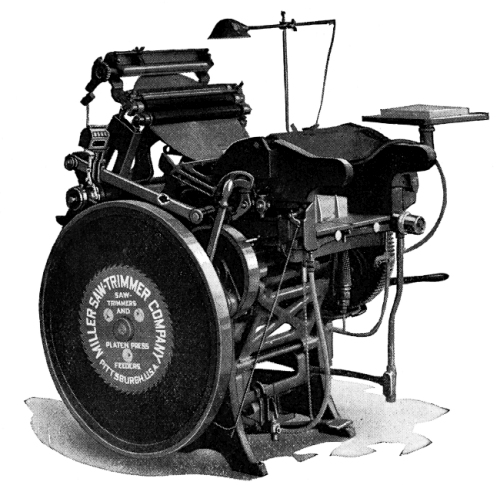
Two of these Chandler & Price presses were of[174] the 12 × 18 size, and the other machine was of the 10 × 15 size. The three Miller feeders were working at high speed, feeding the blank sheets in the presses with no difficulty whatever. One pressman, assisted by a boy, was keeping these three platen presses continually busy on long runs of the wrappers. His principal work was in taking away the finished work, and in putting up new piles of stock to be printed.
Under the old system of feeding platen presses, it would have required one pressman and three young men, or young women, to keep these three presses in continual operation, but with the Miller feeders, the same amount of work, (or even a larger output of work) was being done by one pressman and one assistant.
Miller Feeders are now being made in three different sizes—8 × 12, 10 × 15, and 12 × 18—by the Miller Saw-Trimmer Co., of Pittsburgh, Pa. At the present time they are made only for Chandler & Price presses of the three sizes mentioned. These automatic feeders will handle all weights of stock, from onion skin paper to heavy cardboard, and they will feed the sheets to close register for color printing.
It should be understood that the Miller Saw-Trimmer Co. will supply the Miller Feeders separately, so that the buyer may have the feeders applied to C. & P. presses, or the company will furnish complete “units,” consisting of the C. & P. press, Miller feeder, ink fountain, counter, speed pulley, motor, etc.
There is another automatic platen press feeder, called the “Humana,” manufactured by The Humana Co., of Newark, N. J.
For those not familiar with the special class of work produced in the average printing department of a paper box factory, the following information should prove interesting and perhaps helpful:
The manufacture of fine set-up paper boxes, such as candy boxes for example, would use the printing department mainly for printing customers’ business cards, designs, and pictures on glazed paper wrappers. Here is a special field in itself, for there are many different kinds of box wrappers, many of them printed in colors, or printed, gold-leafed and embossed. Many of the fancy wrappers contain beautiful pictures, done in four or more colors, while other wrappers have business cards printed merely in one color.
Loose wrappers for toilet articles, perfumery, and other things of this variety are often printed in tints and colors. Some are done in colors and gold, and after being printed, are embossed.
Many of the fine loose wrappers are applied to both set-up boxes and folding boxes, and not a few of them are works of art. By covering a rough set-up paper box, or a cheap carton, with a handsomely-printed loose wrapper, the appearance of the box is[176] wonderfully enhanced. This goes to show the great utility of the right kind of printed wrappers.
The manufacturer of set-up boxes would also have considerable demand for glazed labels, to be applied to the tops of writing paper boxes, rubber goods boxes, and so forth. In many instances, labels of this variety are printed in several colors and gold.
Some of the fine set-up boxes are first tight-wrapped with white or tinted glazed paper, and afterwards fancy printed labels are pasted to the top of the lids and to the sides of the lids.
The demand for holiday boxes, particularly the kind loose wrapped with glazed paper containing holly designs, pictures of pretty girls’ heads, etc., is constantly increasing, and all of this variety of printing would also be needed by the set-up box manufacturer. The same manufacturer would perhaps require printed partitions, cut out of box-board, for inserts in neckwear boxes, suspender boxes and other holiday boxes. These cardboard “set-ins” are often printed with fancy designs in colors and gold.
In the printing department of a folding box factory the style of printed matter would be different from the fine wrappers and labels which have been referred to. Here the major portion of printing would be done on cartons, although plain labels would frequently be needed for cartons.
Large-size cartons for cereals, tea, dried fruits, spices, butter, cake, rice, powders, and medicine bottles[177] are often printed in several colors, no labels or wrapper being needed. Other cartons have printed labels applied to their fronts, while others still call for printed wrappers of the “loose” style.
There is always a tremendous amount of printed matter required by both set-up box-makers and folding-box manufacturers, and therefore the average box-maker’s print shop is seldom idle.
In the next chapter the writer will take up the subject of practical printing as done in the box-maker’s plant.
ONE of the larger paper box manufacturing concerns of Philadelphia is operating a printing department in connection with its plant which is equipped and managed in a highly efficient manner. This printing department includes a complete composing room, cylinder and platen presses of various models and sizes, bronzing machines and paper cutters. Many kinds of printed matter are being produced, but the principal specialty consists of wrappers for fine candy boxes. The business cards of candy manufacturers are printed on these wrappers. Some of the printing is done in straight colors like black, blue, red, green, etc.; some is done in gold printing ink. Other wrappers are printed in gold size and afterwards finished in gold bronze, others still are printed in gold size and afterwards finished with gold leaf. Moreover, many of the fancy wrappers are printed in beautiful designs in several different colors.
Usually, the wrappers containing business cards, or designs, done in gold ink, bronze, or gold leaf, are embossed after the gold had been applied. Some of the business cards, or designs, printed in colors are also embossed after the printing has been done.
Among the time-saving features in this plant are two platen presses which produce bronzed wrappers in connection with two bronzing machines. Running between each platen press and each bronzing machine is an endless conveyor which carries the freshly-inked sheets from the press to the bronzing machine. In other words, the feeder of the press lays the damp sheets on the conveyor as the sheets are taken from the press, and the conveyor automatically “feeds” the sheets into the bronzing machine.
The old way of applying bronze powder to freshly-inked sheets was in first printing the design in gold size, and then sprinkling the bronze powder over the design with the aid of a piece of raw cotton. This is the old method of hand bronzing, and is still being done in some printing offices which do not possess bronzing machines. The hand process of bronzing is slow and very unpleasant to the workers who apply the bronze powder, the worker’s hands, face and clothing soon becoming covered with the bronze which also flies all over the work-rooms.
With hand bronzing, a table is moved near the press where the gold size is being applied to the sheets. At one end of the table is a box containing the bronze powder. The workers who do the bronzing sit on either side of the table. As the feeder of the press removes the printed sheets he lays them on the table where the bronzing is done. After the sheets are thoroughly[181] dry, all loose particles of the bronze powder are wiped off by means of rubbing with raw cotton.
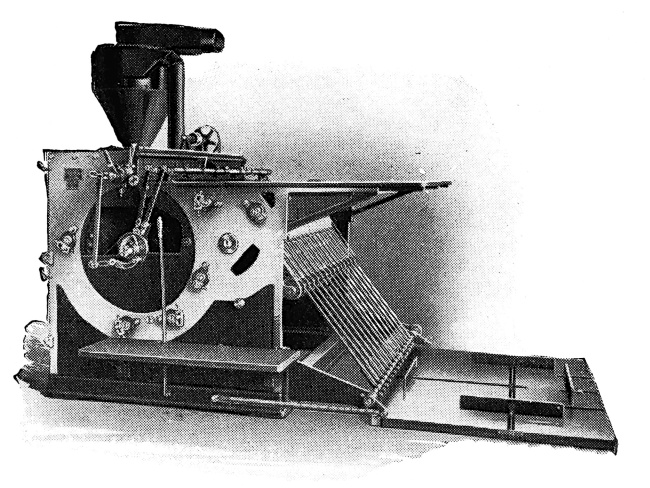
A first class bronzing machine is a necessity for the printing department of a paper box plant where bronzing is done to a considerable extent. The machine dusts the sheets in addition to applying the bronze, and no hand work is necessary other than feeding the sheets into the bronzing machine. The time-saving method of transferring the sheets from the press to the bronzer, mentioned in the foregoing paragraphs, makes it possible to operate the bronzing machine without a feeder. The conveyor system is a comparatively new idea, however, and the concern referred to had the device built on special order. There[182] is no reason why any box-maker could not have the same kind of device built for his purpose.
There are several good bronzing machines on the market, and one of the most popular machines of this kind is made by the Fuchs & Lang Manufacturing Company, of New York City. This concern also supplies all kinds of bronze powders in all shades, bronze sizes, and all colors of regular printing inks.
Practically all of the printing ink manufacturers will supply bronze powders and bronze sizes in any quantity desired.
The printing plate, or form of type, is locked up in a chase in the same way as any other form for printing. Gold size—a special printing ink having a “tacky” body, and usually light brown in color—is put on the press. If the run is to be a long one, say 5,000 impressions or more, the size should be applied by means of an ink fountain which will insure an even flow of color.
Making ready for a form of this class is not difficult. The tympan may consist of half a dozen sheets of news or book paper, a sheet of fuller board (or binders’ board), and one top-sheet of heavy manila paper. The fuller board should be placed directly under the Manila top-sheet, and the sheets of news or book paper should be placed underneath the fuller board. This is called a “hard” tympan, and it will give better results in the printing than a “soft” tympan.[183] Start the make-ready with a weak impression, and then add sheets of news or book paper, underneath the fuller board, until the subject prints sharply and distinctly on the stock used for the wrappers.
Highly glazed paper is generally used for box-wrappers which are to be bronzed, and the heavy size will often “lift” or “pick” the glazed surface of the stock in printing. To overcome this trouble, add a few drops of boiled linseed oil to the size, or a few drops of 00 reducing varnish. Any of the printing ink manufacturers can supply a reducing preparation for this purpose. Only a few drops of the reducer should be added to a quantity of the size as the size will not hold the bronze powder when made too thin.
As the sheets are printed with the size, the bronze powder should be applied immediately. No more than a dozen or so sheets should be printed ahead of the bronzing. Carry merely enough size on the press to cause the type-form or plate to print clearly. An extra-heavy flow of color will retard drying and will cause a wastage of the bronze powder.
Bronzing may be done in rich-gold, pale gold, silver, green, red, etc. Rich-gold bronze powder is the most used for box wrappers. Fancy labels for perfume bottles, face powder boxes, etc., are often bronzed in green or red in addition to gold and silver.
Special bronze size, of the one color, will do for all colors of bronze.
When it is desirable to have a brilliant polish on[184] bronzed subjects of box wrappers, burnishing is done as follows:
After the wrappers have been sized and bronzed, and after the printing is thoroughly dry, the rollers and disc (or cylinder) of the press are washed clean of the size. We refer to the same press which has handled the form for the bronzing in question. The rollers are then removed. About four extra sheets of news or book paper are placed in the tympan, again underneath the fuller board, so as to make a stronger impression. The same plate or form of type which has been used for the size remains on the press. The bronzed sheets are then run through the press for the second time, feeding them to close register. This second “inkless” printing causes the plate or type-form to polish the bronzed subject on the sheets.
Several of the leading printing ink manufacturers are now making a special gold ink which gives a close imitation of gold bronzing. The Sleight Metallic Ink Company, of Philadelphia, is supplying an excellent gold ink which is particularly adapted to glazed paper. This ink is furnished in the form of a liquid and a bronze powder, and the printer mixes a fresh quantity of the gold ink for each job.
Printing in gold ink is done in the same way as other printing, with the exception of having rather a light impression, and the inking apparatus must be absolutely clean before the gold ink is put on. Rollers[185] containing traces of regular printing ink, oil or grease, will seriously affect the quality of the gold ink. Heavy impression will cause the subject to press deeply into the paper, and this in turn will cause the gold ink to present a “ragged” appearance at the edges of type characters, rules, borders, etc. A light impression allows just the right amount of gold ink to transfer to the surface of the paper.
When printing a long run of paper with gold ink, the rollers and other inking parts of the press should be washed about every two hours. Fresh color is then put on, and this helps in keeping a bright color.
Gold leafing for printed designs on box wrappers may be done with the aid of a platen press as follows:
First, a special size, made especially for gold leafing, is required, and this size can be obtained from any of the leading printing-ink manufacturers. This size is used on the press in the same way as size for bronzing.
The gold leaf layers, as they are called in the trade, work on a table arranged near the press on which the printing is being done. As the printed sheets are laid on the table, single sheets of the gold leaf are “shaken” from the books containing the gold leaf, and the leaf is laid over the printed detail so accurately that all parts of the printed design are minutely covered. When one sheet of gold leaf is not large enough to cover all of the detail, another sheet is used to complete the work.
After the gold leaf has been applied to the wrappers, some workers employ a common clothes wringer in making the gold leaf adhere firmly to the printed detail. The wrappers are simply run through the rollers of the clothes wringer under heavy pressure.
Loose portions of the gold leaf are not rubbed off the wrapper until after the printing is thoroughly dry.
Another method of making the gold leaf hold firmly to the size is in running the wrappers through the printing press after the leaf has been laid. In this case, a quantity of blank sheets of news or book paper are essential. The wrapper containing gold leaf is again placed in the press, close to the feeding guides, and over the detail, or gold-leafed design, a sheet of the blank paper is spread. An impression of the form is then taken on the blank sheet, causing the gold leaf to press firmly to the size. This is said to be the best process for gold leafing with the aid of a platen press.
After running the gold-leafed sheets through the rollers of a clothes wringer, or for the second time through a printing press, in the manner described, loose portions of the gold leaf are rubbed off the sheets with a piece of raw cotton.
In gold leafing of this class, the wrappers are usually embossed after the gold leafing has been done, producing a beautiful effect with the detail of the subject standing up in bold relief.
Both hot and cold embossing can be done successfully[187] on regular platen presses of the Hartford and John Thomson type, although there are special embossing presses made especially for the work.
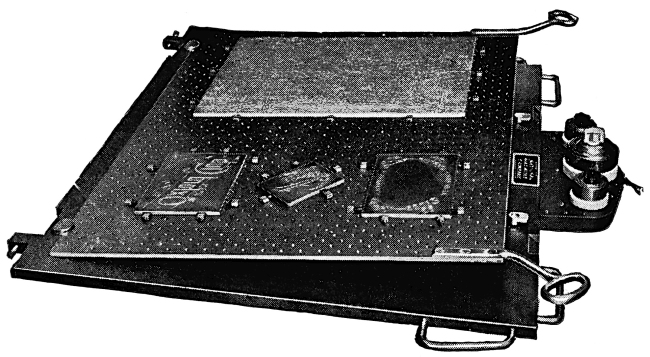
The National Machine Company, of Hartford, Conn., are making the “Hartford Electric Embossing Plate Heater,” which may be used on all styles of platen presses for hot embossing. As indicated by its name, the Hartford Electric Heater, while on the press, is heated by electric current supplied from the regular wiring system in the plant. The female die, or several female dies, are attached to the surface plate of the Hartford Electric Heater by means of Bunter-Post Registering Screws. By moving these screws, the die or number of dies may be placed in any position desired.
Hot (electric) embossing will produce more perfect effects than ordinary cold embossing, although[188] cold embossing is good enough for the purpose of box wrappers in many instances.
It should be understood that the Hartford Electric Heater will do for both hot and cold embossing, as it is an excellent device for holding and registering embossing plates.
Cold embossing means simply that no heat is applied to the embossing plates.
The embossing plate, or female die, is usually made of brass, and it contains an intaglio reproduction of the printed subject which is to be embossed. When the embossing plate is to be used on a platen press in the same way as a form of type, the plate is made type-high and is locked up in a chase with furniture and quoins in the usual manner. When the embossing plate is to be attached to a patented base, like the Hartford Electric Heater, the plate is not made type-high, but just high enough to allow for the thickness of the patented base.
The male die, or counter die, for either hot or cold embossing, is made in the same way, as follows:
First, the inking rollers are removed from the press. A regular embossing press, of course, has no inking rollers.
Second, the chase (or patented base) containing the female die is placed on the press. If an electric heater is used, the electric current is turned on immediately[189] so that the embossing plate will become heated while the counter die is being made.
Third, all tympan sheets are removed from the platen of the press, and in place of these a sheet of straw-board or news-board, about one inch larger on all four edges than the sheet that is to be embossed, is glued to the surface of the platen with LePage glue.
Both platen printing presses and regular embossing presses of the Hartford or John Thomson type have removable steel platen plates which are used for either cutting and creasing work, or embossing work. The counter die is made ready on the platen plate instead of being made ready directly on the platen of the press. When printing is done on a Hartford or John Thomson press—a printing press—the steel platen plate (held by counter-sunk screws) is removed.
On all other platen printing presses there is no removable steel platen plate, and when cutting and creasing, or embossing, is to be done, the counter die is made directly on the platen.
In all cases of cutting and creasing, or embossing, a sheet of straw-board or news-board is glued to either the platen of the press, or to the steel platen plate, as the case may be. The counter die is then constructed on this sheet of straw-board or news-board.
Fourth, the next step in making a counter-die for embossing is inking the face of the female die with black printing ink, applying the ink with a hand roller, and then printing an impression of the female die on[190] the sheet of straw-board or newsboard. This impression will show where the embossing composition is to be placed.
There are several good, “home-made” embossing compounds in use which will give first class results.
One compound is made of sodium silicate, Alabastine, and a small quantity of LePage glue, all mixed together to form a body like soft putty.
Another compound is made of sodium silicate, carbonated magnesia, and a small portion of LePage Glue, mixed to the consistency of soft putty.
An ordinary compound for a small counter die and a short run of embossing can be made of LePage glue, a small portion of sodium silicate, and plaster of Paris.
The first-mentioned compound is the best for heavy counter dies and long runs.
Fifth, after the compound has been mixed with the aid of a printers’ pallet knife, a thick layer of the composition is spread over the printed subject on the straw-board or news-board. Roughly, this layer of composition should be about one-eighth of an inch thick. Over this lay a sheet of French folio paper. Work rapidly so that the composition will not harden before an impression of the female die is taken on it.
Sixth, take a second sheet of French folio—a full size sheet—and lay this over the first sheet, holding an end of the second sheet of French folio in the right[191] hand as an impression is taken. Now run the press slowly and pull half-a-dozen more impressions on the large, loose sheet of French folio, moving the sheet slightly as each impression is taken. The raised detail of the counter die should by this time stand up sharply.
Seventh, with a sharp make-ready knife cut away all parts of the embossing composition which have nothing to do with the detail of the subject. In other words, scrape away all composition which forms the blank edges of the counter die, working close to the raised detail of the subject.
Near the raised, detail of the subject, cut away the composition on a bevel.
Eighth, run the press at regular speed for about five minutes, allowing all of the fine lines in the female die to work up as perfectly as possible. After the detail has been “pounded up” sharply in this way, stop the press and with make-ready knife clear away any additional composition which may have “squeezed out” from the detail into the flat edges of the counter die.
Ninth, take still another sheet of French folio, large enough in size to cover the entire counter die, including blank edges. Cover one side of this sheet with a thin film of LePage glue, and then glue this sheet over the surface of the counter die. Take a number of impressions on this final sheet so that all detail will again work up sharply.
Tenth, the counter die is now complete. Allow it to stand and harden for a couple of hours before going ahead with the regular embossing.
On either platen printing presses or regular embossing presses of the Hartford or John Thomson type the impression can be regulated by means of the adjustable slides and nuts which hold the throw-off bar in place. These slides are held with bolts in notches, and by loosening the bolts, the slides can be moved upward or downward in their notches, thereby increasing or lessening the amount of impression for each job. Before making a counter die on either a Hartford or John Thomson press, first put on the steel platen plate; glue on the sheet of straw-board, and then regulate the impression by means of the slides holding the throw-off bar. By inking and re-inking the female die, and by taking impressions of the die, on a sheet of news-board, the right amount of impression can be obtained (moving the slides accordingly), before applying the embossing composition.
On other styles of printing presses like the C. & P., for example, the impression screws should not be moved, but with a Golding press the impression can be adjusted with the screws which are at the right-hand side of the platen.
In a case of embossing where it is not advisable to move the impression screws, it may be necessary[193] to glue two or more sheets of straw-board or news-board to the platen to obtain sufficient impression before applying the embossing composition.
The feeding guides for close-register embossing can be made of three-em 12-point quads. Attach the quads with LePage glue to the foundation board, following the same positions held by the feeding guides which had been used when the sheets were printed. This helps in making perfect register of the embossing with the printed subject. When printing the sheets, mark the positions of the feeding guides on one of the printed sheets. Use this marked sheet, and follow the marks, when placing the feeding guides for embossing.
Rub the quads over a sheet of fine sand-paper before applying glue. This roughens the surface of the quads and helps the glue to hold them firmly to the foundation board.
The embossing process described in the foregoing is used for embossing all kinds of printed and lithographed matter on either paper or cardboard. When box wrappers containing holly designs printed in colors, or lettering done in gold ink, gold leaf or gold bronze, are embossed after being printed, the effect is exceedingly beautiful. In the cases of gold ink, gold leaf, or gold bronze, the embossing not only raises the design in sharp relief but also serves in polishing the gold in the same way as burnishing.
When printing plates or type forms on highly glazed paper, for box wrappers, labels, etc., a beautiful imitation of lithography may be had by following this process:
Add to either black or blue ink a small quantity of German blue powder—the kind that is carried by a first class drug store but not the kind that is furnished by the average paint dealer. The genuine German blue powder will prevent black or blue printing ink from “picking” or “lifting” the surface of glazed paper in the printing, no matter how bold the face of the plate or type may be. The German blue powder also produces a soft, dull-finish effect in the printing which makes the work appear like lithography.
Add to any shade of red ink a small quantity of Vermilion powder for the same purposes mentioned. Vermilion powder will also do for any shade of brown printing ink.
Add to any shade of green ink a small quantity of Paris green powder.
When adding any of the powders mentioned to the printing ink, use a printers’ pallet knife for mixing the powder into the ink. The mixing should be done on a small sheet of glass or on a stone.
If the printing ink is too heavy in body after the powder has been added, a small quantity of reducer will be needed. Paste dryer, or a few drops of kerosene will do.
Use a “hard” tympan for the make-ready, and do not allow the press to stand idle for a long time, as this kind of printing ink dries rapidly on the press as well as on the stock.
Many wrappers for candy boxes, jewelry boxes, etc. have the business card die-stamped upon them, the stamping being done from steel dies on power plate printing and die stamping presses. During the last few years, however, a special process has been perfected for producing imitation steel die stamping and embossing on regular platen printing presses from type forms or line engravings.
This new process calls for special printing inks and powders, and also for a patented machine on which the freshly printed sheets are “powdered” and heated, causing the printed subject to stand up in relief in the same way as steel die stamping or embossing. Numerous box-makers are now using this process in connection with the work of printing box wrappers of the better grade.
With this process the sheets are first printed in the same manner as ordinary printing, in black, color, gold or silver, using the special compound instead of ordinary printing ink or size. As the sheets are printed they are fed one at a time into the powdering hopper of the patented embossing machine. In the hopper is a granulated resinous compound which adheres to the printed detail. As the sheets are taken from the[196] hopper they are placed on a conveyor which carries them through a heating oven, fusing the powder with the ink, and causing the printing to raise like embossed or die-stamped work. The entire operation is very simple and the results are satisfactory.
There are several patented “imitation” embossing processes now in use and one of the most efficient is that supplied by A. Stokes & Co., of Cleveland, Ohio. This machine is called the “Stokes’ Process Embossing Machine, Model C,” and it will handle sheets up to 17 inches wide. The Stokes Co. furnish complete instructions and all inks, powders, etc., necessary for this process.
One of the best printing ink reducers on the market is called “Reducol,” made by the Indiana Chemical and Manufacturing Co., of Indianapolis, Ind. Reducol is particularly adapted to all kinds of printing inks used on glazed paper.
Large-size cartons for cereals, coffee, tea, medicine bottles, etc., are printed from electrotype plates on cylinder presses, and many of such cartons are printed in several different colors. As many as a dozen or more different plates are printed from at one time, the stock being cut into smaller sizes after having been printed, cut and creased. Cutting and creasing for large sheets of this kind are done on other cylinder presses like the Walter Scott cylinder press, for example.
Usually, the printing plates for work of this class are attached to patented base, instead of being locked up in forms in the ordinary manner. The patented base allows for rapid adjustment of the printing plates for close register color printing.
The Uprightgrain Printing Bases, made by J. W. Pitt, Inc., of Bath, N. Y., are useful and economical for all classes of folding box printing, and this base is now being used in a large number of box-making plants.
The Wesel Printing Base system, made by F. Wesel Manufacturing Co., of Brooklyn, N. Y., is another good base that is adapted to the highest grade of register color printing.
When imposing large forms of half tones or electrotype plates on patented base, no regular printers’ furniture is required, and the plates are placed in the necessary positions in very short time.
ANOTHER important branch of the paper box manufacturing industry is that which is devoted to corrugated paper products. This is a very large branch of the industry and it is constantly growing and expanding. With the perfection of paper cans and big shipping boxes made of paper, new fields of tremendous proportions have been opened to the manufacturers, and the future for this business is glowing with possibilities. The day may come when ordinary wooden shipping boxes and tin cans will be “ghosts of the past.”
Today we see hundreds of different kinds of merchandise packed in large-size corrugated paper boxes—the same kinds of merchandise which in other times had been packed in wooden boxes. Today we see many different kinds of food, powders, liquids, etc., packed in paper cans—the same variety of goods which formerly had been packed in tin cans. Every day brings new uses for corrugated paper boxes, and also for paper cans. During the last year or two orders for these products have been increasing so rapidly that some of the manufacturers have been unable to keep up with the demand.
Corrugated paper boxes are now being used in place of wooden boxes for such a great variety of merchandise that it would be impossible to enumerate all the uses. For example, the standard slotted carton is made in different sizes up to a size where the gross weight of the box and contents amount to 90 pounds, and where the dimensions of the box, with length, width and depth added, are 70 inches. A corrugated box of this size will be accepted for freight shipment. Some of the articles which a slotted carton may be used for are: books, boots and shoes, butter, canned goods in glass or tin, cereals, cigars and cigarettes, coffee and tea, collars and cuffs, confections, dry goods and clothing, electric lamps, glassware, hardware, mattresses, patent medicines, small furniture, shirts, toys, soap, etc. For certain articles, like mattresses, for example, the dimensions of a corrugated box may be as great as 100 inches for acceptable freight shipment.
Some of the advantages of these large corrugated shipping containers over ordinary wooden boxes are: light weight, the prevention of breakage to contents, water and air-tight, easier to close and open and easier to handle by all concerned. On account of the corrugated container being firmly sealed with tape, the box is practically safe from freight robbers who find it an easy matter to “lift” the cover-boards of a wooden, nailed box. This is one of the many reasons why corrugated containers are now being used extensively for export shipments.
Paper cans are now being used in place of tin cans for cereals, tea and coffee, spices, baking powder, cleansing powder, tobacco, snuff, salt, gas mantles, drugs, etc. Paper cans are more economical than tin cans; are more sanitary, lighter in weight, and are easier to open by the consumer.

The mechanical equipment necessary for a medium-size plant for making all kinds of paper cans, mailing tubes, cores for toilet paper, etc., is as follows: One slitter and rewinder, one spiral tube winder, one[202] tube cutter, one moistener, one double-acting punch press with automatic feeder.
For the manufacture of paper cans with tin tops and bottoms, the following additional equipment would be essential: One single-acting press, one crimping machine.
All of these machines, and also accessories, tools, and extra parts, are manufactured by the Samuel M. Langston Company, of Camden, N. J., and other well-known concerns who make a specialty of paper can machinery. The Westchester Machine Sales Co., of New York City, is manufacturing a paper can seamer, used for attaching tin tops or bottoms to spiral or straight wound paper cans. The Max Ams Machine Company, of Bridgeport, Conn., is specializing in machines used for attaching ends to round, oval or oblong fibre containers.
(Note: Every different diameter of a paper can requires a different diameter mandrel for both the tube winder and the tube cutter, also a different size die for the cover and bottom.)
The large paper manufacturers—those who specialize in coarse papers—supply various kinds of paper in large rolls which is suitable for the making of paper cans. The Langston slitter and rewinder will handle a roll of paper any width up to 48 inches (according to the width of the machine) and will cut this paper[203] and rewind it into small rolls from one and one-half inches to six inches wide. These small rolls are then ready for the tube winder.
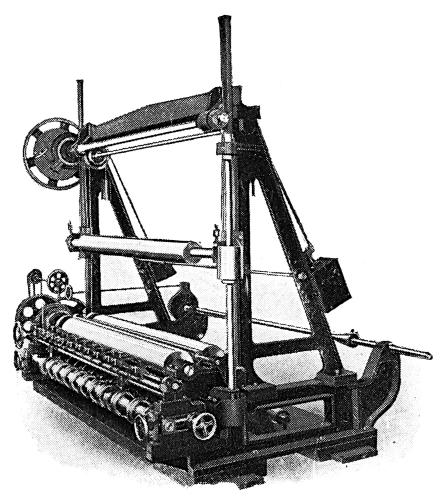
The Langston spiral tube winder will take two, three or more small rolls of paper, from one and one-half inches to six inches wide each, and will continuously wind and glue the rolls of paper into long tubes, of any diameter (according to the mandrel used), from three-fourths of an inch to six inches in diameter. This machine also cuts the long tubes into any desired lengths from 11 to 40 inches.
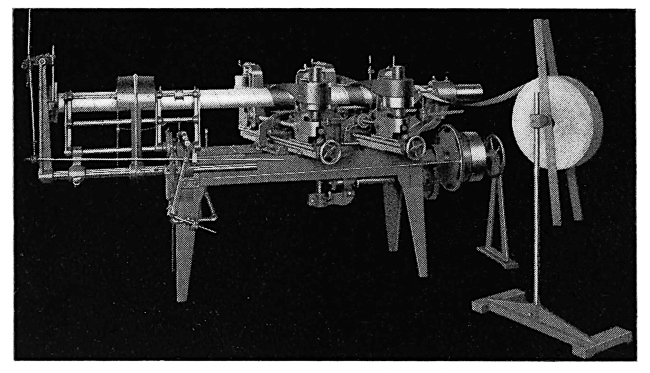
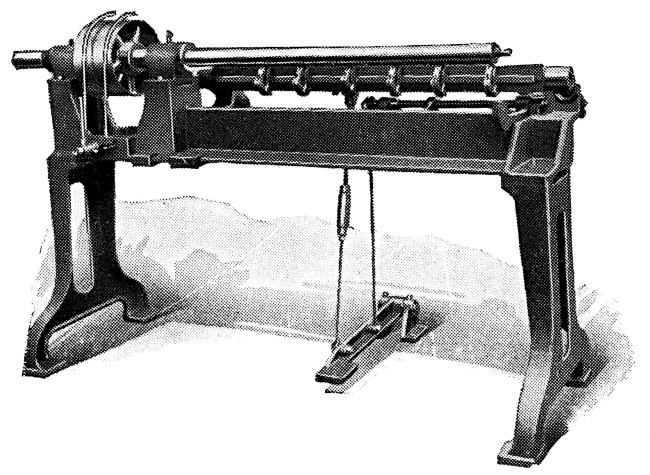
The long tubes made on the tube winder, up to 39 inches long, are placed on the tube cutter which cuts the tubes with a clean edge to any lengths wanted.
The paper which is to be used for tops and bottoms of paper cans, must be moistened before going to the punch press. The Langston moistener takes a roll of paper, cuts it to the proper width, treats it with a solution of soap and water, and rewinds the paper ready for the punch press.
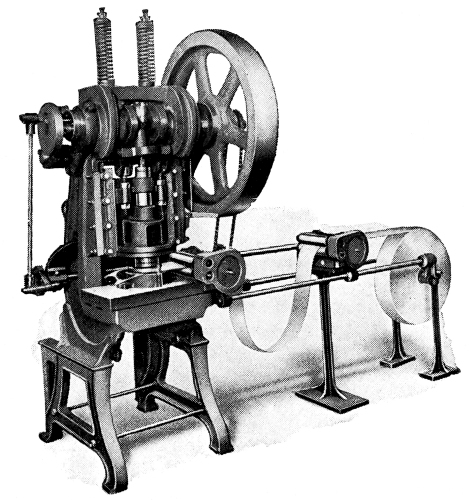
Moistened rolls of paper are placed on the double-acting punch press (Langston) and the machine automatically[206] dies out and draws up the paper in the form of lids and bottoms for the paper cans.
This device is used for attaching tin bottoms, or sifter-tops, to paper cans such as are made for holding scouring powders, etc. This same machine may be used for bending over or shaping paper tops and bottoms.
This is a simple construction machine made by the Langston Company, and is used for making tin tops and bottoms of all kinds for paper cans.
The operation of any of the machines mentioned here in connection with the making of paper cans is very easy.
The spirally-wound tube, which forms the body of a paper can, may also be used for mailing tubes, cores for toilet paper and cores for ribbon and thread.
To make an all-paper can water-tight, submerge it in molten paraffine, or pour hot paraffine in and out of the can. Paper, paraffined on one side, may be run on the inside or on the outside of the can, or both, to produce a moisture-proof container which will hold semi-liquids for an indefinite time.
Some paper cans have slip-on covers and bottoms, others have the top and bottom crimped on; others still have a neck for the lid. Expensive types of paper[207] cans have spun-on ends, and many are made with screw-on tin tops.
When printed or lithographed wrappers are carefully applied to the paper cans, they cannot be told from regular tin cans. Many wrappers for paper cans are done in beautiful colors.
There are three different kinds of corrugated paper in general use, and many of the larger manufacturers of corrugated paper boxes have their own machines for making the three kinds of corrugated board referred to.
Unlined corrugated paper is usually made of strawboard and is used for lining, covering and padding. This paper is exceedingly useful in packing glass, bottles, and other breakable goods, being used as lining and padding in the shipping cases.
Single-face corrugated paper is made by gluing a liner, or sheet of strong texture paper to one side of the corrugations. The corrugated stock is made of strawboard, newsboard or chipboard, and the liner may be of heavy manila, news or chip stock, or of other kinds of coarse paper which are strong in texture. The standard length of rolls is 250 feet, and the standard width is 36 inches, although this paper is made as wide as 48 inches. Single-face corrugated paper is used for making tubes for holding glass articles,[208] partitions for shipping containers, lining for barrels and wood boxes, etc.
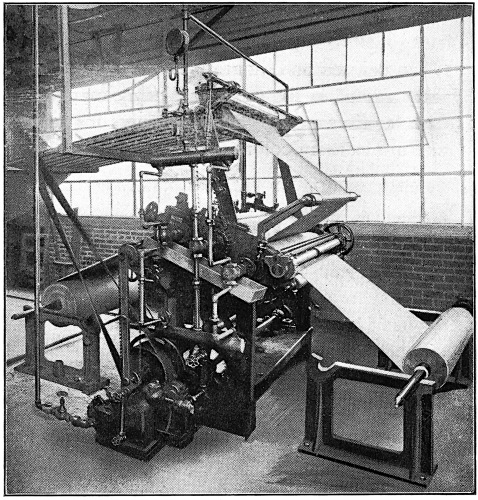
Double-faced corrugated paper consists of the corrugated stock and two flat liners, one attached to each side of the stock. The double-face board is stronger than any other board of the same weight, and it also serves as a cushion whenever anything comes in contact with it. This board is made of[209] various kinds of stock, including strawboard, news and chip, and the facing is also of various kinds of strong paper. From double-face corrugated paper a great variety of paper boxes, shipping containers, etc., are constructed. It is also used for partitions, liners, padding, picture backing, and as protecting boards for mailing printed matter, photographs, etc.
The Samuel M. Langston Co., of Camden, N. J., is a large manufacturer of all kinds of machinery for making the corrugated board and its products. The Langston corrugating machine for single-faced corrugated paper is designed to make the single-faced paper, complete, in big rolls of 250 feet each. The corrugation is formed on this machine under pressure. Adhesive sodium silicate is applied to the tops of the corrugated paper while it is in the corrugating roll, and the lining sheet, tempered over a steam-heated roll, is stuck to the corrugated sheet under pressure. The machine is equipped with a steam roll for moistening and heating the straw sheet before it enters the corrugating roll.
The Langston combined corrugator and double-facing machine takes three rolls of paper and produces in continuous operation double-faced corrugated board, cut into sheets, trimmed, and scored one way, if desired. It is equipped with a “Duplex” cutter, making it possible to run two separate orders, each of a different width and length, side by side.
Adhesive sodium silicate, such as that used in the[210] construction of corrugated paper, taping, etc., is supplied by the Central Commercial Co., of Chicago, or the Grasselli Chemical Co., of Cleveland, O.

These machines are used for cutting and creasing corrugated board to any size needed for the construction of corrugated boxes and shipping containers, and the machines are made in various sizes, one large enough to handle a sheet 122 inches wide. The Rotary cutting and creasing machine is made by the Samuel M. Langston Co., of Camden, N. J., and machines of the same style are also made by the Paper Products Machinery Co., Inc., of Brooklyn, N. Y., and the S. & S. Corrugated Paper Machinery Co., Inc., of Brooklyn, N. Y. The concerns named also make all kinds of machinery for corrugated paper box plants.

The operation of the rotary cutting and scoring machine is comparatively simple, and the cutting wheels and scoring wheels are easily adjusted to any position wanted.
This machine, built by the Samuel M. Langston Co., of Camden, N. J., is a combined slitter, scorer, chopper and rewinder, and is designed to handle single-faced corrugated paper from the roll.
This device produces round, square, or octagon shaped shells from single-faced corrugated paper, such as are used as slip-ons over bottles. Round shells, with the corrugation running lengthwise, are made by[212] feeding into the machine strips of corrugated single-faced paper, which are folded and taped only, being cut to length afterwards. Another style of Langston carton machine is used for the production of square, rectangular or octagon shells, which are folded, taped and cut to length automatically.
Many of the larger plants devoted to the manufacture of corrugated paper boxes are equipped with a slitter and rewinding machine which is used for transforming the large rolls of corrugated paper into[213] smaller rolls of required sizes. The Langston surface or drum rewinder and slitter is one of the best machines of this class on the market.
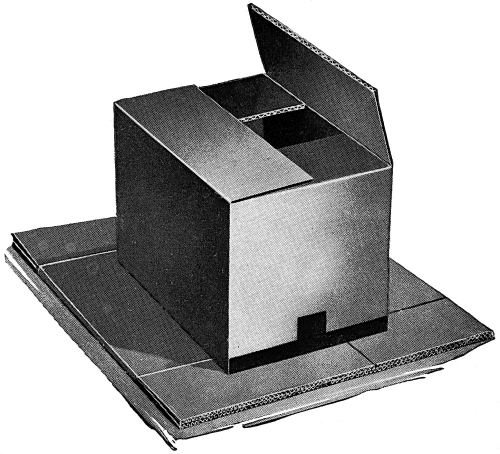
The regular slotted carton, made of double-face corrugated board, is designed with two inner flaps which do not meet at the center when folded, and also with two outer flaps which do meet at the center when folded. This is one of the most popular cartons in general use. For shipment, the regular slotted carton is sealed either by gluing down the flaps, or by covering all outer joints, openings or seams with paper sealing tape.
All kinds of staying material and paper sealing tape, as used for sealing corrugated shipping containers, are supplied by the larger manufacturers of paper box machinery. Many of the paper houses also carry this line.
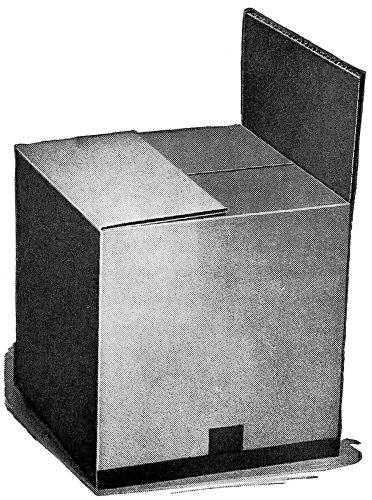
This carton is much the same as the regular slotted carton, only the two inner flaps and the two outer flaps all meet at the center when folded, forming a more solid box, top and bottom, than the regular slotted carton. The side special slotted carton is made on this same plan, the flaps meeting at the side of the box.
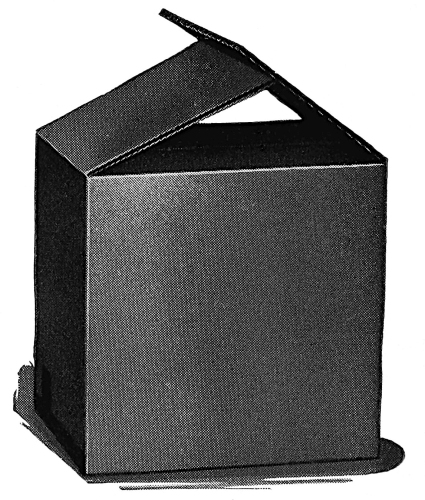
This container is made of double-face corrugated board, and has four flaps at the top and bottom, the[215] inner flaps not quite meeting at the center and the outer flaps overlapping about two inches.
The special overlap slotted carton is practically the same design with the exception of the inner flaps which meet at the center.
To provide additional strength at the top and bottom, the full flap slotted carton has two full-size flaps at the top and bottom which cover over one another. The inner flaps do not altogether meet at the center.
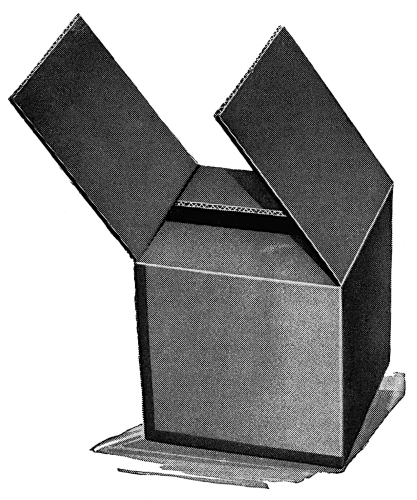
The special full flap slotted carton is of this same plan, only the inner flaps meet at the center, giving[216] three thicknesses of board at the top and bottom of the box.
Instead of having four flaps at the top and bottom, the half slotted carton has only four flaps at the bottom, being covered by a separate lid in the same manner as a set-up paper box. The cover is made of the same kind of double-face corrugated board as the container, and the corners of the cover are stayed. The flaps at the bottom are sealed with sodium silicate, or the joints are sealed with tape. For express shipment, the cover may be tied on. For freight shipment, the cover should be glued on, and completely sealed at the edges with tape.

When an extra-strong carton is needed, the double-wall box is recommended, especially for articles in glass of the half-gallon sizes. This box is of the same style as the regular slotted carton with the exception that the sides and flaps are double thickness, made of one sheet of double-face corrugated stock and one sheet of single-face corrugated board, glued together. In addition to being used for glass articles, the double-wall box is also used for large and heavy goods like mattresses, canned goods, etc.
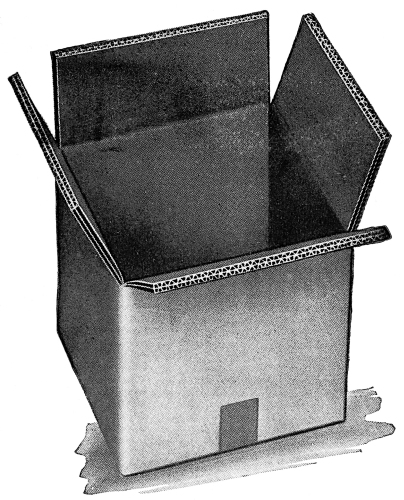

The main advantage of the double cover box is that it may easily be cut down to the level of the contents. The part of the body which has been cut off may be used as a box for other goods. Separate covers are bought by the user and applied as needed. The body of this type of box is made of a single piece of double-face corrugated board, stayed at one corner. The covers overlap, and are made the same as a lid for a set-up paper box. The same kind of cover is used for both the top and the bottom of the box, and after the goods have been packed, the two covers are glued to the body of the box and tape is wrapped around the edges of the covers. Or, the covers may be tied on in addition to being sealed at the sides.[219] The corners of the covers are stayed on the outside with heavy cloth tape.
This style of box is popular for the shipment of millinery, artificial flowers, men’s hats, etc.
The telescope box is made in various heights, and consists merely of two sections on the plan of box covers, one fitting down over the other. The corners of the covers are stayed with cloth tape. Flat telescope boxes of this class are often used for shipments of books, pictures, lithographed paper cut-outs and similar articles.
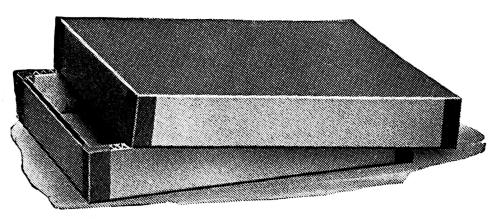
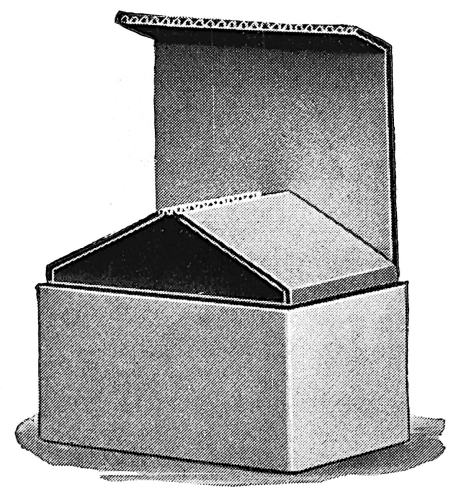
This container was formerly known as the “Three-Piece Lambert Box,” and is composed of three separate pieces. When put together, the three pieces of this box provide a double wall of corrugated board on every side. The inner slide is like one box fitting within the other. This box is usually made in small sizes and is adapted to the shipment of drugs, dolls, toys, novelties, etc.
The single lined slide box is made of two pieces of corrugated board, and it does not contain an inner slide. The folding cover extends down over one side of the box. Used for drugs, toys, dolls, etc.
This style of box is made much like the small slide box used by druggists for pills, powders, etc. When put together the double slide box has two thicknesses of board on only two sides.

The one-piece folder is made from a single piece of double-face corrugated board, cut and creased in such a manner that when folded up it forms a complete, flat “box,” of any size arranged for. These folders are delivered in flat form to the customer who, after packing the goods, glues and seals each folder according to freight requirements.
The two-piece folder is made in many different sizes, and consists of two straight-cut sheets of corrugated board which, when folded together, form a closed box having four flaps at the top. The flat pieces, which are scored, are sent to the customer who folds and assembles them as needed.
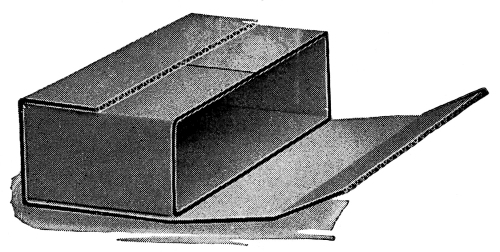
Corrugated paper tubes are very simple in construction and are used for holding bottles, glass jars, etc., protecting them from breakage during shipment in cases. There are several different styles of tubes as follows:
The single-face scored sheet is merely a square or oblong piece of single-face corrugated board, scored in three places in such a way that when folded and sealed at one corner a plain tube is formed.
The double-face scored sheet is made of double-face corrugated board, scored and folded in the same manner as a single-face scored sheet.
The single-face tube is the same as a single-face scored sheet, with the exception of being folded and stayed at one corner ready for the customer’s use.
The double-face tube is a double-face scored sheet, usually made with chipboard or strawboard liners; scored, folded and joined together, ready for the customer’s use.

Round tubes, and those of odd shape, are made in the same way, of either single-face or double-face corrugated board. The round tubes require no scoring.
All scored sheets and complete tubes are delivered flat to the customer.
Partitions for re-shipping cases, and other kinds of corrugated boxes used for holding medicine bottles, etc., are made of both single-face and double-face corrugated board. A special “gang saw,” for slotting containers, or for sawing slots for partitions, is made by Samuel M. Langston Co., of Camden, N. J. The gang saws are also furnished by other manufacturers of paper box machinery.
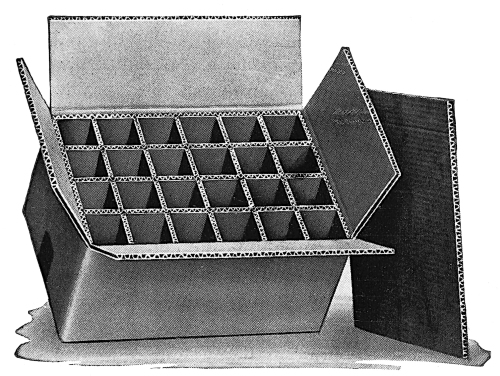
Cuts of corrugated boxes shown herewith were kindly furnished by the National Association of Corrugated Fibre Box Manufacturers, Chicago.
Printing fibre and corrugated paper boxes is a special branch of the paper box industry, and there are several printing presses of different makes designed particularly for this class of work. Many large buyers of fibre and corrugated paper boxes have advertising matter printed on the outside of the boxes, and in numerous instances, the printing is done in two or more different colors. The advantages of having advertising matter printed on the shipping containers are recognized by large manufacturers. For example, many of the corrugated containers used for holding tins and glass jars of smoking tobacco have attractive advertising matter printed on all four sides.

Among the most efficient printing presses which are now in general service for printing fibre and corrugated shipping containers are the F. X. Hooper[225] fibre printing press, made by the F. X. Hooper Co., Inc., of Glenarm, Md., and the Langston multi-color printing press, made by Samuel M. Langston Co., of Camden, N. J. Both of these machines are rotary presses and are capable of producing great quantities of work at high speed. The printing is done from electrotype plates which are attached to the printing cylinder of the press.
Any of the paper box machinery concerns mentioned in this series of articles will send catalogues and detailed information covering their machines upon request.
Transcriber’s Note
The cover image was created by transcriber and placed in the public domain.
Inconsistencies in spelling and hyphenation such as “box-maker”/“box maker” and “strawboard”/“straw-board” have been maintained.
Minor punctuation and spelling errors have been silently corrected and, except for those changes noted below, all misspellings in the text, and inconsistent or archaic usage, have been retained.
***END OF THE PROJECT GUTENBERG EBOOK HOW PAPER BOXES ARE MADE***
******* This file should be named 64212-h.htm or 64212-h.zip *******
This and all associated files of various formats will be found in:
http://www.gutenberg.org/6/4/2/1/64212
Updated editions will replace the previous one--the old editions will be renamed.
Creating the works from print editions not protected by U.S. copyright law means that no one owns a United States copyright in these works, so the Foundation (and you!) can copy and distribute it in the United States without permission and without paying copyright royalties. Special rules, set forth in the General Terms of Use part of this license, apply to copying and distributing Project Gutenberg-tm electronic works to protect the PROJECT GUTENBERG-tm concept and trademark. Project Gutenberg is a registered trademark, and may not be used if you charge for the eBooks, unless you receive specific permission. If you do not charge anything for copies of this eBook, complying with the rules is very easy. You may use this eBook for nearly any purpose such as creation of derivative works, reports, performances and research. They may be modified and printed and given away--you may do practically ANYTHING in the United States with eBooks not protected by U.S. copyright law. Redistribution is subject to the trademark license, especially commercial redistribution.
To protect the Project Gutenberg-tm mission of promoting the free distribution of electronic works, by using or distributing this work (or any other work associated in any way with the phrase "Project Gutenberg"), you agree to comply with all the terms of the Full Project Gutenberg-tm License available with this file or online at www.gutenberg.org/license.
1.A. By reading or using any part of this Project Gutenberg-tm electronic work, you indicate that you have read, understand, agree to and accept all the terms of this license and intellectual property (trademark/copyright) agreement. If you do not agree to abide by all the terms of this agreement, you must cease using and return or destroy all copies of Project Gutenberg-tm electronic works in your possession. If you paid a fee for obtaining a copy of or access to a Project Gutenberg-tm electronic work and you do not agree to be bound by the terms of this agreement, you may obtain a refund from the person or entity to whom you paid the fee as set forth in paragraph 1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be used on or associated in any way with an electronic work by people who agree to be bound by the terms of this agreement. There are a few things that you can do with most Project Gutenberg-tm electronic works even without complying with the full terms of this agreement. See paragraph 1.C below. There are a lot of things you can do with Project Gutenberg-tm electronic works if you follow the terms of this agreement and help preserve free future access to Project Gutenberg-tm electronic works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the Foundation" or PGLAF), owns a compilation copyright in the collection of Project Gutenberg-tm electronic works. Nearly all the individual works in the collection are in the public domain in the United States. If an individual work is unprotected by copyright law in the United States and you are located in the United States, we do not claim a right to prevent you from copying, distributing, performing, displaying or creating derivative works based on the work as long as all references to Project Gutenberg are removed. Of course, we hope that you will support the Project Gutenberg-tm mission of promoting free access to electronic works by freely sharing Project Gutenberg-tm works in compliance with the terms of this agreement for keeping the Project Gutenberg-tm name associated with the work. You can easily comply with the terms of this agreement by keeping this work in the same format with its attached full Project Gutenberg-tm License when you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern what you can do with this work. Copyright laws in most countries are in a constant state of change. If you are outside the United States, check the laws of your country in addition to the terms of this agreement before downloading, copying, displaying, performing, distributing or creating derivative works based on this work or any other Project Gutenberg-tm work. The Foundation makes no representations concerning the copyright status of any work in any country outside the United States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other immediate access to, the full Project Gutenberg-tm License must appear prominently whenever any copy of a Project Gutenberg-tm work (any work on which the phrase "Project Gutenberg" appears, or with which the phrase "Project Gutenberg" is associated) is accessed, displayed, performed, viewed, copied or distributed:
This eBook is for the use of anyone anywhere in the United States and most other parts of the world at no cost and with almost no restrictions whatsoever. You may copy it, give it away or re-use it under the terms of the Project Gutenberg License included with this eBook or online at www.gutenberg.org. If you are not located in the United States, you'll have to check the laws of the country where you are located before using this ebook.
1.E.2. If an individual Project Gutenberg-tm electronic work is derived from texts not protected by U.S. copyright law (does not contain a notice indicating that it is posted with permission of the copyright holder), the work can be copied and distributed to anyone in the United States without paying any fees or charges. If you are redistributing or providing access to a work with the phrase "Project Gutenberg" associated with or appearing on the work, you must comply either with the requirements of paragraphs 1.E.1 through 1.E.7 or obtain permission for the use of the work and the Project Gutenberg-tm trademark as set forth in paragraphs 1.E.8 or 1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted with the permission of the copyright holder, your use and distribution must comply with both paragraphs 1.E.1 through 1.E.7 and any additional terms imposed by the copyright holder. Additional terms will be linked to the Project Gutenberg-tm License for all works posted with the permission of the copyright holder found at the beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm License terms from this work, or any files containing a part of this work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this electronic work, or any part of this electronic work, without prominently displaying the sentence set forth in paragraph 1.E.1 with active links or immediate access to the full terms of the Project Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary, compressed, marked up, nonproprietary or proprietary form, including any word processing or hypertext form. However, if you provide access to or distribute copies of a Project Gutenberg-tm work in a format other than "Plain Vanilla ASCII" or other format used in the official version posted on the official Project Gutenberg-tm web site (www.gutenberg.org), you must, at no additional cost, fee or expense to the user, provide a copy, a means of exporting a copy, or a means of obtaining a copy upon request, of the work in its original "Plain Vanilla ASCII" or other form. Any alternate format must include the full Project Gutenberg-tm License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying, performing, copying or distributing any Project Gutenberg-tm works unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing access to or distributing Project Gutenberg-tm electronic works provided that
1.E.9. If you wish to charge a fee or distribute a Project Gutenberg-tm electronic work or group of works on different terms than are set forth in this agreement, you must obtain permission in writing from both the Project Gutenberg Literary Archive Foundation and The Project Gutenberg Trademark LLC, the owner of the Project Gutenberg-tm trademark. Contact the Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable effort to identify, do copyright research on, transcribe and proofread works not protected by U.S. copyright law in creating the Project Gutenberg-tm collection. Despite these efforts, Project Gutenberg-tm electronic works, and the medium on which they may be stored, may contain "Defects," such as, but not limited to, incomplete, inaccurate or corrupt data, transcription errors, a copyright or other intellectual property infringement, a defective or damaged disk or other medium, a computer virus, or computer codes that damage or cannot be read by your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right of Replacement or Refund" described in paragraph 1.F.3, the Project Gutenberg Literary Archive Foundation, the owner of the Project Gutenberg-tm trademark, and any other party distributing a Project Gutenberg-tm electronic work under this agreement, disclaim all liability to you for damages, costs and expenses, including legal fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE PROVIDED IN PARAGRAPH 1.F.3. YOU AGREE THAT THE FOUNDATION, THE TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a defect in this electronic work within 90 days of receiving it, you can receive a refund of the money (if any) you paid for it by sending a written explanation to the person you received the work from. If you received the work on a physical medium, you must return the medium with your written explanation. The person or entity that provided you with the defective work may elect to provide a replacement copy in lieu of a refund. If you received the work electronically, the person or entity providing it to you may choose to give you a second opportunity to receive the work electronically in lieu of a refund. If the second copy is also defective, you may demand a refund in writing without further opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth in paragraph 1.F.3, this work is provided to you 'AS-IS', WITH NO OTHER WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT LIMITED TO WARRANTIES OF MERCHANTABILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied warranties or the exclusion or limitation of certain types of damages. If any disclaimer or limitation set forth in this agreement violates the law of the state applicable to this agreement, the agreement shall be interpreted to make the maximum disclaimer or limitation permitted by the applicable state law. The invalidity or unenforceability of any provision of this agreement shall not void the remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the trademark owner, any agent or employee of the Foundation, anyone providing copies of Project Gutenberg-tm electronic works in accordance with this agreement, and any volunteers associated with the production, promotion and distribution of Project Gutenberg-tm electronic works, harmless from all liability, costs and expenses, including legal fees, that arise directly or indirectly from any of the following which you do or cause to occur: (a) distribution of this or any Project Gutenberg-tm work, (b) alteration, modification, or additions or deletions to any Project Gutenberg-tm work, and (c) any Defect you cause.
Project Gutenberg-tm is synonymous with the free distribution of electronic works in formats readable by the widest variety of computers including obsolete, old, middle-aged and new computers. It exists because of the efforts of hundreds of volunteers and donations from people in all walks of life.
Volunteers and financial support to provide volunteers with the assistance they need are critical to reaching Project Gutenberg-tm's goals and ensuring that the Project Gutenberg-tm collection will remain freely available for generations to come. In 2001, the Project Gutenberg Literary Archive Foundation was created to provide a secure and permanent future for Project Gutenberg-tm and future generations. To learn more about the Project Gutenberg Literary Archive Foundation and how your efforts and donations can help, see Sections 3 and 4 and the Foundation information page at www.gutenberg.org.
The Project Gutenberg Literary Archive Foundation is a non profit 501(c)(3) educational corporation organized under the laws of the state of Mississippi and granted tax exempt status by the Internal Revenue Service. The Foundation's EIN or federal tax identification number is 64-6221541. Contributions to the Project Gutenberg Literary Archive Foundation are tax deductible to the full extent permitted by U.S. federal laws and your state's laws.
The Foundation's principal office is in Fairbanks, Alaska, with the mailing address: PO Box 750175, Fairbanks, AK 99775, but its volunteers and employees are scattered throughout numerous locations. Its business office is located at 809 North 1500 West, Salt Lake City, UT 84116, (801) 596-1887. Email contact links and up to date contact information can be found at the Foundation's web site and official page at www.gutenberg.org/contact
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
gbnewby@pglaf.org
Project Gutenberg-tm depends upon and cannot survive without wide spread public support and donations to carry out its mission of increasing the number of public domain and licensed works that can be freely distributed in machine readable form accessible by the widest array of equipment including outdated equipment. Many small donations ($1 to $5,000) are particularly important to maintaining tax exempt status with the IRS.
The Foundation is committed to complying with the laws regulating charities and charitable donations in all 50 states of the United States. Compliance requirements are not uniform and it takes a considerable effort, much paperwork and many fees to meet and keep up with these requirements. We do not solicit donations in locations where we have not received written confirmation of compliance. To SEND DONATIONS or determine the status of compliance for any particular state visit www.gutenberg.org/donate.
While we cannot and do not solicit contributions from states where we have not met the solicitation requirements, we know of no prohibition against accepting unsolicited donations from donors in such states who approach us with offers to donate.
International donations are gratefully accepted, but we cannot make any statements concerning tax treatment of donations received from outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation methods and addresses. Donations are accepted in a number of other ways including checks, online payments and credit card donations. To donate, please visit: www.gutenberg.org/donate
Professor Michael S. Hart was the originator of the Project Gutenberg-tm concept of a library of electronic works that could be freely shared with anyone. For forty years, he produced and distributed Project Gutenberg-tm eBooks with only a loose network of volunteer support.
Project Gutenberg-tm eBooks are often created from several printed editions, all of which are confirmed as not protected by copyright in the U.S. unless a copyright notice is included. Thus, we do not necessarily keep eBooks in compliance with any particular paper edition.
Most people start at our Web site which has the main PG search facility: www.gutenberg.org
This Web site includes information about Project Gutenberg-tm, including how to make donations to the Project Gutenberg Literary Archive Foundation, how to help produce our new eBooks, and how to subscribe to our email newsletter to hear about new eBooks.