*** START OF THE PROJECT GUTENBERG EBOOK 65287 ***
Transcriber’s Note:
The cover image was created by the transcriber and is placed in the public domain.
The Manufacture of Tomato Products
INCLUDING Whole Tomato Pulp or Puree, Tomato Catsup, Chili Sauce, Tomato Soup, Trimming Pulp
BY
W. G. HIER
Technologist in the Canning and Preserving of Tomato Products
Formerly Chief Chemist and District Factory Supervisor of The T. A. Suider Preserve Co. of Chicago
Published by
W. G. HIER
2324 South Columbine Street
Denver, Colorado
COPYRIGHT 1919
BY
W. G HIER
DENVER
THE BROCK-HAFFNER PRESS CO., PRINTERS
1919
iii
Preface
The past ten years have seen revolutionary changes made
in the tomato product manufacturing business. Old methods of
making tomato pulp, catsup, chili sauce, etc. have been discarded,
and the modern plant presents a very striking contrast
to the plant of former days.
In this book I have tried to present all the methods used
which have merit, and to bring forth the advantages and disadvantages
of each so that the packer can weigh them and decide
which is best to use under the conditions which obtain at his
plant. In some cases one method is universally applicable and
has advantages which stamp it as superior, but more often
varying conditions of manufacture in different localities make
it impossible to recommend any one method for everyone.
In writing the text I have had to rely almost entirely on
the experience gained during the seven years in which I have
been engaged in the manufacture of these products, as there are
no books on the subject, and no sources of reference except the
bulletins prepared by Mr. B. J. Howard and Mr. C. H. Stephenson
of the Bureau of Chemistry, U. S. Department of Agriculture, on
the sorting and washing of tomatoes, the handling of tomato
trimmings, and the effect of proper and improper sorting and
washing on the content of micro-organisms as determined by
microscopical examination.
I wish to thank Mr. B. J. Howard of the Bureau of Chemistry
for the valuable suggestions and information he gave me with
reference to portions of the text of Chapter II and Chapter VII,
and also to thank the Bureau of Chemistry for permission to use
many of their photomicrographs and photographs.
April 22, 1919.
v
PART I
The Manufacture of Whole Tomato Pulp or Puree
vii
Table of Contents
| PART I |
| |
| THE MANUFACTURE OF WHOLE TOMATO PULP OR PUREE |
| |
| |
|
|
PAGE |
| Chapter I. Obtaining Good Tomato Stock |
1 |
| |
| |
Value of good tomato stock—plant raising—use of fertilizer—methods in east and west—shipping tomatoes—tomato crates—degrees of ripeness for shipping—careful handling at factory—varieties—storing tomatoes—stemless tomatoes. |
|
| |
| |
| Chapter II. Washing and Sorting |
8 |
| |
| |
Washing and sorting equipment—rotary washer—water bath with compressed air—importance of agitation—plain sorting belt—number of sorters—tomato turning device—divided sorting belt—sorting—forms of decay—cleanliness of equipment—molds, yeasts and spores, and bacteria. |
|
| |
| |
| Chapter III. Principal Methods in Use for Pulping |
20 |
| |
| |
Cold pulping—care of cyclone—hot pulping—advantages claimed for hot pulping—objections to hot process—crushing—conveying to kettle—value of pumice. |
|
| |
| |
| Chapter IV. Condensing the Strained or Crushed Tomatoes |
26 |
| |
| |
Vacuum pan—types of open kettles—steam pressure—copper jacketed kettles—tinning kettles—advantages of various types of kettles—glass-lined tank—cypress tank—cleaning kettles—coil leaks—starting the cooking—methods of gauging finishing point—cooking to gauge on kettle—cooking a definite length of time—determining specific gravity by weight—objections to weighing method—testing with hydrometer—method of using hydrometer—finishing the cook. |
|
| |
| |
| viiiChapter V. Conveying the Condensed, Strained, or Crushed Tomatoes to the Finishing Machine, and Finishing Same |
38 |
| |
| |
Conveying to finisher—receiving tanks—finishing—screen metal for finisher—effect of finishing on mold count—finishing before cooking. |
|
| |
| |
| Chapter VI. Filling the Finished Pulp and Storing the Canned Product |
41 |
| |
| |
Filling devices for five gallons—square can and round can—testing for leaks—washing and steaming—filling and capping—handling filled cans—advantages of separating batches—how to stack—processing—life of cans—washing and drying cans—protection from dust—testing used cans—packing No. 10’s and No. 1’s—packing barrel pulp—metal drums—a method of preserving pulp in barrels. |
|
| |
| |
| Chapter VII. The Micro-Organisms of Tomato Products; the Attitude of the Pure Food Authorities Toward Them; and the Interpretation of Analyses |
51 |
| |
| |
Micro-organisms; what they are—molds—bacteria—yeasts—spores—how germs retard their own growth—rapidity of growth—the government attitude on micro-organisms—government regulations—state food officials—checking up daily runs—how to interpret analyses. |
|
| |
| |
| PART II |
| |
| THE MANUFACTURE OF TOMATO CATSUP, CHILI SAUCE, TRIMMING PULP, AND TOMATO SOUP |
| |
| Chapter VIII. A Discussion of Preservative and Non-Preservative Catsups; and the Most Frequent Cause of Inferiority |
73 |
| |
| |
Unfavorable publicity on preservatives—“natural” preservatives—proper acidity—processing catsups—advantage of benzoate catsups—causes of poor color and flavor—advantage of direct conversion of tomatoes into catsup—thickness—spicing and sweetness—“black neck”—general attractiveness. |
|
| |
| |
| ixChapter IX. A Discussion of the Ingredients of Catsup; When and How They Should Be Added; and the Amounts of Each per 100 Gallons of Finished Catsup |
80 |
| |
| |
Measuring the volume of tomato juice—amount of tomatoes—keeping batches uniform—use of spices in a sack—use of spices direct and when to add them—use of spices in two batches—what is extracted—storing spices—quality of flavor—use of essential oils—how to add essential oils—paprika—quantities of spices and oils per batch—essential oils economical—adulteration of ground spices—onions and garlic—sugars—sugar syrups—use of sugar in large quantities—salt—vinegar—transference of vinegar—adding the vinegar—acidity—testing finishing point—holding batches—making catsup from pulp—use of benzoate of soda. |
|
| |
| |
| Chapter X. Finishing, Bottling, Sterilizing, and Storing the Catsup |
97 |
| |
| |
The receiving tank and finisher—filling and sealing—washing the filled bottles—processing—advantages of omitting processing—process method—time and temperature—temperature controlling and recording devices—non-process method—which method is the better?—labeling and casing—stacking catsup to avoid “black neck”—packing gallons and No. 10’s. |
|
| |
| |
| Chapter XI. The Manufacture of Chili Sauce and the Pulping of Tomato Trimmings |
107 |
| |
| |
Grading the tomatoes—method of handling tomatoes—amount of tomatoes and onions—spices—salt, sugar and vinegar—testing finishing point—filling, sealing and sterilizing—microscopical counts—pulping the trimmings—government attitude on trimming pulp—method of handling tomatoes when trimmings are pulped. |
|
| |
| |
| Chapter XII. The Manufacture of Tomato Soup |
112 |
| |
| |
Convenience and economy of canned soup—factors upon which success depends—unpalatability—proper sweetness—gradual souring of pulp—sampling—proper acidity—price and quality—microscopical counts—beginning the cook and adding soda—butter, onions, and spices—sugar and salt—testing thickness before adding flour—adding flour—filling and processing—shaking and labeling. |
|
1
CHAPTER I
OBTAINING GOOD TOMATO STOCK
Value of Good Tomato Stock
Obtaining a good quality of tomatoes at a price which is not
prohibitive is a problem which in many localities is becoming
more difficult to canners and catsup makers each year. Every
experienced manufacturer knows that regardless of the expertness
with which he may work up his tomatoes into the finished
product, he cannot expect to get good quality unless he has good
stock to begin with. It is true that by using intelligence and
extreme care in the manufacturing processes one manufacturer
will make better pulp or catsup from tomatoes of fair quality
than another man can get from the best quality of stock. This
same care and intelligence applied, however, in working up high
quality tomatoes will probably show a greater difference in the
finished products than was apparent in the tomatoes from which
these products were made; in other words, the goodness of good
tomatoes becomes accentuated by the manufacturing process.
In order to insure as large a proportion as possible of good
quality stock, as well as a good yield per acre in tonnage, manufacturers
are each year realizing the necessity of closer co-operation
with the farmer. Where in growing tomatoes under contract
it was formerly largely up to the farmer to buy his seed
and raise his plants and set them out, it is now the usual custom
to supply the farmer with seed of the desired variety and of high
germination test, and in many cases to go a step farther and
supply him with plants six to eight inches high, ready for setting
out in the field. Unquestionably, the best results are secured by
growing the plants for the farmer. The average farmer does not
go about the raising of his plants in an intelligent way, and he
will not devote the time to the plant-raising business that it
should have.
Plant Raising
Most packers are agreed that the best plant is raised by
starting the seeds in rows in hot beds, transplanting to cold
2frames when they are two to four inches high to harden them
and make them stocky, and again transplanting to the field when
the plants are six to eight inches high. This method produces
a dark green, bushy, thick-stemmed plant of high vitality, which
is so essential to a good yield. What a contrast to the average
plant raised by the farmer—the seed often broadcasted, either in
a hot bed or in a spot in the garden where the soil has not been
specially prepared for plant raising, and when the plants, a
large number of which are thin, pale green, and spindly looking,
attain a height of anywhere from six inches to a foot they are
all set out in the field and allowed to struggle along as best they
can. When one looks at the kind of plants that are so often
set out he can see at least one reason why yields of from three
to seven tons per acre are so often obtained from ground which
should yield twice that much, and why the plants are easy
victims to blight and other diseases.
A prominent canner recently told me that by raising the
plants for his farmers he had increased the average yield 4
tons per acre.
Use of Fertilizer
So many articles have been written on tomato culture for
canning plants by experienced horticulturists that the subject
will not be dealt with extensively here. In these articles emphasis
is usually laid on the desirability of the use of commercial
fertilizer, not only to increase the yield, but to hasten the
maturing of the crop so that a large proportion of it can be
harvested before frost.
My experience testifies to the wisdom of this in practically
all cases, and with late maturing varieties such as the Stone
tomato, in regions subject to early frost, and especially where
planted on low ground, it is absolutely essential that fertilizer
be used if a good percentage of the crop is to be harvested.
Methods in East and West
In the Tri-States—that is, Delaware, Maryland, and New
Jersey—quite a different situation exists from that in the middle
west or far west. The western packer has practically all of his
tomatoes grown under contract, while the Tri-State packer,
although he tries to contract as much acreage or tonnage as
possible at a reasonable figure, is up against the competitive
buying of the open market for a large proportion of his raw
3stock, as there are always a large number of farmers who are
willing to gamble that the coming season will be a good one for
playing the open market. In this case the buyer usually cannot
be as particular about the quality of the tomatoes he buys
as can the packer who has his tomatoes all grown under contract
at a specified price, and who can exercise supervision over his
farmers. This is particularly true in seasons of short crop, when
the grower sells his tomatoes on the market and can afford to
be very independent, and buyers are wildly forcing up the price
by competitive bidding, and taking whatever they can get. Even
if the eastern grower is under contract for his entire crop, if the
crop is short, and high prices are prevailing on the market, it is
the exceptional grower who will live up to his contract, and often
to get an excuse for breaking his contract he will deliver very
poor tomatoes right along in the hope that they will be objected
to, thus giving him the liberty of disposing of them elsewhere.
The eastern packer, however, is blessed with a longer season
in which to operate. While in the west there are seldom enough
tomatoes to justify a run at the factory before August 15th, the
Tri-States packer starts in on the early crop about the 25th of
July, and his crop is not as liable to be severely injured by an
early frost as is the western crop.
Canning and preserving plants in the west, being scattered
rather sparsely over a very large territory, and being farther
away from the large centers of population than in the east, the
western packer is able to get a large percentage of his tomatoes
hauled to the factory by wagon. This is indeed a big advantage,
not only in the saving of freight and handling expense, but in
the condition of the fruit when delivered to the factory. Probably
having been picked not more than twenty-four hours before
delivery, the wagon-hauled tomatoes are solid, and because the
skin is not broken by repeated handling, thus preventing the
growth of molds, they require very little sorting, in fact, no
sorting at all in some cases. A load of tomatoes which requires
no sorting at all, however, is unusual. If the packer can get
his growers to use spring wagons for hauling tomatoes, it is a
big advantage, especially if the fruit must be held any length
of time at the factory. If the wagon-hauled tomatoes can be
worked up quickly the packer gets 100 per cent value for them,
which he very seldom does get on shipped tomatoes, which commonly
undergo a loss of between 5 and 20 per cent in shipment,
depending upon the time involved in shipment, the ripeness
of the fruit, the amount of handling it received, the condition
4of the weather, the kind of crate in which the fruit is packed,
and the amount of ventilation it received in transit.
Shipping Tomatoes
Shipment by water, although slow, has the advantage of
smoothness of transit, and the crates or baskets of tomatoes
are not subjected to the frequent joltings of rail shipments, and
it is to be remembered that every jolt makes the tomatoes settle
to a certain extent in the crates and mashes the tomatoes in the
bottom layers. The best car for rail shipments is the slatted car
or stock car, which permits of better circulation than any of
the other types. A box car should never be used, as it allows
the fruit to heat very badly, and there is no circulation of air.
The crates in the slatted cars should be so stacked as to allow as
much circulation of air through the car as possible. However,
care must be taken that the crates are so stacked that they
will not shift. A small air space can always be left at the end
of every other row on each side without endangering the stability
of the crates, and a large air space can be left at the top.
Tomato Crates
One advantage in the use of the basket over the crate in shipments
is the advantage of better circulation of air through the
piled baskets of fruit, due to the conical shape of the basket.
Good ventilation is thus supplied without danger of the baskets
shifting during shipment. The ⅝-bushel basket is used almost
universally in the east, while in the west the crate holding a
bushel is the common container. The construction of the crate
is a more important item than is often thought. The most
important point, of course, is strength in construction, and the
use of a wood which will not warp easily by alternate soaking
and drying out, allowing the nails to become loose and the bottoms
to begin to fall out of the crates after a half season’s use.
The slats of the crates should have rounded, smooth edges so
as not to cut the surface of the tomatoes when they are jolted
and weighted down during shipment. The slats should be only
close enough together to hold the small tomatoes, so as to permit
of as much air circulation as possible. This particularly applies
to the bottom of the crates, which become soggy and musty after
a little use, and the openings soon become clogged up with
tomato substance. It is important to turn a steam hose over
5the bottoms of such crates to clean them out before returning
to the point of shipment. If the empty crates pass along on a
chain belt after dumping, this steaming can be accomplished
easily. Accumulated decaying tomato substance in the bottom
slats not only rots out the crates, but contaminates otherwise
good tomatoes every time the crate is used. The crate should
also be as shallow as will permit of easy handling, so as to distribute
the weight of the tomatoes over as much surface as possible.
A shallow, broad crate is preferable to a deep, narrow
one.
Degrees of Ripeness for Shipping
The proper degree of ripeness for tomatoes to be shipped
depends, of course, upon the length of time it will take for them
to arrive at their destination. Dead-ripe tomatoes will stand very
little handling and shipping, particularly if the weather is warm
and damp, as it so frequently is during tomato season. It is important,
too, not to have the tomatoes delivered to the shipping
station too underripe, as they are very apt to rot before they
become red enough to cook up into a product of good color. That
the employee in charge of receiving tomatoes at the shipping point
should be a man of experience and good judgment as well as tact
in dealing with the farmers, is apparent. So much depends upon
the control he exercises over the farmers in getting them to pick
their fruit at the proper degree of ripeness. If he falters, is
uncertain, and changes his mind a few times, he is lost, as the
farmers soon lose confidence in his judgment.
It is always difficult to impress upon the farmer the fact
that tomatoes gain in weight during the ripening process, and
the riper they have their tomatoes the more they get in dollars
when they drive up on the scales. This argument cannot be
advanced when the tomatoes are bought by the basket, as they
are in the east, but when paid for according to weight and not
volume, the ripeness of his tomatoes is an important point for
the farmer to watch. At the tail end of the season when frosts
are threatening, this argument of the increased weight of tomatoes
which are red ripe all over of course loses its effect
entirely. All the farmer is interested in at that time is in getting
as many of his tomatoes as possible accepted before a heavy
frost finishes them. At this time increased vigilance at the
receiving end is necessary.
6
Careful Handling at Factory
The less handling crates or baskets of tomatoes receive, the
better. Every packer wants to eliminate handling as much as
possible to conserve labor, but when one sees the laborers around
the average plant heaving crates of tomatoes around as though
they were pig iron, he wonders if the manager fully realizes the
effect of this bouncing of heavy crates of tomatoes on to trucks,
receiving platforms, etc. It is just as easy, or almost as easy,
to set the crates down gently, but the laborers who do this work
must be constantly reminded of it. You do get tired of constantly
hammering at them, but it is surely worth the effort. A common
attitude for the men to take is that the tomatoes are all going
to get mashed up anyway pretty soon, so what’s the difference.
When you consider the fact that crates of tomatoes are commonly
handled from six to eight times before they reach the
sorting belt, this handling often consisting of dropping the crates
down so hard that the top tomatoes almost bounce out, it is no
wonder that when they are spread out on the sorting belt the
bottom layer of each crate is mashed and moldy, so that half
of these bottom tomatoes have to be thrown away.
Varieties
Any of the brilliant red varieties of tomatoes are suitable
for catsup or pulp making. Those varieties having a purplish
cast should be avoided, as they cook up into a product having
a brownish color. The smooth, round varieties, such as the
Stone, are especially good for peeling, while the flat varieties,
and those having a very coarse, uneven surface, are well suited
for pulp or catsup.
Storing Tomatoes
For storing the tomatoes at the factory until they can be
put over the sorting belts the open-air storage is used almost
universally, and it seems to be the only method which can be
economically employed at a plant which handles large quantities
of tomatoes. I have seen the wet storage method in use at a
small plant where the receipts only amount to a few hundred
bushels a day on good days, and less than a hundred on many
days when the weather is very bad, and it was liked very much
by the plant manager. The tomatoes, as soon as received, were
dumped into a large concrete tank of cold water, which was
kept fairly fresh by letting fresh water run into it constantly,
7with an overflow at the other side of the tank, and a large
revolving paddle at one side of the tank kept the water in
motion. Attached to this paddle was a series of flights on an
endless chain, which, when thrown into gear, carried the tomatoes
to the sorting belt.
The argument advanced in favor of the wet storage method
by the operator of this plant was that at certain times in the
season their receipts of tomatoes were very small, that is, at the
beginning and at the close of the season, and during stretches
of cold, rainy weather, and at such times they only made a run
every other day, or possibly only twice a week, and that the
tomatoes kept much better in wet storage.
The tomatoes were clean when delivered to the sorting belt,
and although they received very little sorting, and only one
spraying after they left the storage tank, the count of molds,
yeasts and spores and bacteria on their pulp was fairly low.
The wet storage method could undoubtedly be used at large
plants, and might prove profitable during periods of glut, as there
is no doubt but what tomatoes will keep better in wet storage
than in the open air. It would take a lot of tanks for a large
plant, however, and large operators are not inclined to look
favorably on the idea.
In open-air storage the crates of tomatoes should be stacked
so as to leave an air space between each crate, and if stacked
inside of a building, all the windows and doors should be thrown
open to allow as free a circulation of air as possible.
Stemless Tomatoes
Most tomatoes are delivered to the factory with the stems
on, but I know of one plant where they are all received stemless,
and the quality of the pulp made from them simply cannot be
beat. There surely must be an undesirable taste imparted by all
these green stems in the cooking process. Of course, where the
cold pulping process is used, that is, the tomatoes pulped cold directly
after sorting and washing, these stems are eliminated
before any cooking is done. In the hot pulping process, however,
and when the tomatoes are put in a crusher instead of a pulp
machine, the stems are cooked along with the rest of the pulp.
The operator of the plant referred to above pays a bonus of a
dollar a ton to his contractors for having the tomatoes delivered
stemless, and he believes he gets that dollar back and more, too,
in the price he gets for his product, which is very fancy.
8
CHAPTER II
WASHING AND SORTING
Washing and Sorting Equipment
A great many outfits for washing and sorting tomatoes have
been placed on the market, some of which have many good points,
and others are very inadequate. The type of washer best adapted
to one plant may not be the best for another one. If tomatoes
are grown on clay ground a friction washer is necessary, while
for fruits grown on sandy soil it is very infrequent that much
friction is needed to properly clean the tomatoes.
As to sorting belts, as a rule one type will serve as well in
one place as in another. A majority of the sorting belts used
are subject to many criticisms; some are too narrow, some too
short, some travel at a speed of 100 feet or more per minute,
while others move as slowly as 10 feet per minute. The latter
speed is much better than the former, although both are extremes,
25 feet per minute being about right.
Rotary Washer
For tomatoes grown on clay ground the cylindrical rotary
washer or squirrel cage type made of 1–inch mesh heavy wire
is very satisfactory. When tomatoes come to the plant caked
with clay, as they are after a hard rain followed by strong sunshine,
a friction washer of this type is about the only thing that
will clean them. This type of washer also does excellent work
on late tomatoes, and this applies to all localities. A large
percentage of late tomatoes become deeply cracked at the stem
end, and although these cracks, or fissures, usually appear to be
healed over, an examination will generally reveal the presence
of mold in them, and in many cases large tufts of mold like cotton
completely filling them. By merely passing such tomatoes
through a water bath, even though the water is thoroughly agitated
by means of many inlets of compressed air, this imbedded
mold will be scarcely affected. A rotary, heavy wire, reel washer,
inclined at an angle of about 1 foot in 8, and rotating slowly,
with a heavy, sharp spray of water striking the rolling tomatoes
9from the time they are dumped in until they roll out, will take
out a very large proportion of this mold, besides cleaning the
entire surface of the tomato thoroughly.
The washer should deliver about two bushels of tomatoes
per minute to the sorting belt. As the wire cylinder revolves,
the tomatoes are carried half way up the side and are then
thrown back again, being carried slowly and steadily toward the
outlet. A 1½-inch pipe at the top of the cylinder, and running
from end to end, with small holes bored at intervals of an inch,
should direct a sharp, cutting shower of water on the tomatoes as
they revolve and rub each other. A fine, sharp spray will accomplish
more than a less forceful but larger stream of water coming
from a larger opening. The dirt, mold, etc. is washed through
the wire mesh into a drip pan, and thence to the sewer.
Some of the rotary washers used are of solid metal, and others
constructed of wooden slats have been used. Both of these
should be avoided, as the solid metal produces a sliding, instead
of a rolling action, and the wooden slats mold quickly and become
slimy. Also, some of the washers are slightly too narrow, and
the tomatoes are so crowded while they are rotating that many
of them do not come in contact with the wire, but merely roll
on top of other tomatoes. Other washers are considerably wider
than necessary. If the tomatoes are to be fed to the belt at
the rate of 2 bushels per minute, a reel (squirrel cage) washer
2 to 2½ feet in diameter, and about 8 feet long, having an inclination
of about 1 foot in 8, and revolving at about 20 revolutions
per minute, will usually give satisfactory results. These
are the figures recommended by Mr. Howard of the Bureau of
Chemistry, who has made a very extensive study of the efficiency
of rotary washers.
By having the tomatoes thoroughly clean, with no mud and
scarcely any mold adhering to the surface when they drop on
the sorting belt, the amount of sorting required is not only
greatly lessened, but the spots of black rot and other forms of
decay show up prominently on the surface.
It is important that the reel deliver the tomatoes to the sorting
belt at a uniform rate, which is seldom done when the crates
are dumped into the reel without any system of timing them.
At present a hopper for feeding the reel is being experimented
with, and it is hoped that it will be an improvement over the
uncontrolled system that is now used.
The chief objection made to the reel cylinder is that when
tomatoes are overripe, having been shipped a long distance, or
10held at the factory for a day or two, the rubbing action of the
wire on the tomatoes, and of the tomatoes against each other,
is too severe, and considerable tomato substance is lost by being
forced down through the wire mesh by the sharp sprays of water
from overhead. The loss in this case is not nearly as great as
would be imagined, and what tomato substance is thus lost should
be discarded anyway, as it is so soft that in all probability the
fiber is permeated with growths of mold, yeasts, and bacteria,
which no amount of washing would eliminate.
Water Bath With Compressed Air
The reel washer is not so common in the east as in the west,
and the reason is, as previously stated, that during the greater
part of the season at least, tomatoes grown on loose, sandy soil
can be washed satisfactorily by other devices which are less
cumbersome and can be more easily rigged up. One of these
devices which is in satisfactory operation is a shallow water
bath through which the tomatoes pass on a chain carrier, and in
which the water is kept “boiling” (that is, it has the appearance
of boiling) by compressed air which is forced into the water
bath through small pipes, and at a number of different places.
The tomatoes are thus bounced around and knocked against each
other in a very lively manner and receive a thorough cleansing.
It is very doubtful, however, if this device would give such good
results on tomatoes that had clay baked hard on the surface, or
on those which had mold deeply imbedded in cracks at the stem
end.
Importance of Agitation
It is always advisable to wash the tomatoes before sorting
them, as it makes the sorter’s work so much easier. After the
tomatoes leave the sorting belt they can pass under a few strong
sprays which will put on the finishing touches. Warm or hot
water is sometimes used in washing tomatoes, but cold water
does the work just as well. Neither will accomplish much more
than wetting the surface unless the tomatoes are agitated. Some
devices which I have seen are almost worse than nothing, as they
merely consist of a long water bath through which the tomatoes
are conveyed by means of a large worm or helicoid. The tomatoes
are not only washed insufficiently, but are contaminated by
rubbing against the surface of the worm, which soon becomes
coated with a film of mold, and, being enclosed in a cylinder, this
worm cannot be cleaned as it should be. It is essential that
11every part of the equipment with which the tomatoes come in
contact be readily accessible to the brush and the steam hose.
Mold accumulates very rapidly, clings very tenaciously to the
surface on which it grows, and a damp surface in a dark place
is ideal for its growth.
Plain Sorting Belt
The type of sorting belt used most commonly is the ordinary
plain wire or metal belt 18 to 24 inches in width and about
10 to 12 feet in length. Canvas belts are also used quite
frequently, but the packer can now obtain wire belts of such
strong, sturdy construction that they give scarcely any trouble
and are very satisfactory in every way. Eighteen to twenty
inches has been found to be about the best width.
Number of Sorters
The number of sorters which should be employed on each
belt depends upon whether they are going to do both the inspecting
and trimming, or the inspecting alone, and also upon the
rate at which the tomatoes are fed to the belt, the length of
the belt, and the quality of the fruit. Some pulp makers prefer
to feed the belt at a uniform rate regardless of the quality of
the fruit and to vary the number of sorters, employing about
14 or 16 to a belt when the quality is poor, and about half that
number when the tomatoes are almost entirely sound and need
very little trimming done to them. Others prefer to use the
same number of sorters and trimmers on the belt all the time
and to vary the speed of the belt according to the quality of the
fruit, using a variable speed transmission for this purpose. When
running on solid fruit, with very little decay, the maximum speed
can be employed, say 40 feet per minute, and when running on
stock that is not so good the speed can be decreased to about
10 feet per minute.
The Bureau of Chemistry advises very strongly against the
practice of having the women who do the inspecting do the
trimming also. They contend that inspecting and trimming
should be two distinct and separate operations and each should
be done by a different set of women. By this method the women
on the sorting belt merely pick out all the tomatoes which are
imperfect and throw them into receiving boxes which are attached
to the framework of the sorting belt by a bracket, there
being about four of these boxes to a table—two on each side.
12One or two women stand at each receiving box, pick out the
defective tomatoes from this box, and trim out the bad part,
which is dropped into a chute, which directs the material down
to a drain underneath the table through which is flowing the
waste water from the rotary washer. This stream, properly
placed, has sufficient current to carry away the waste matter.
The trimmer throws the good part of the tomato back on to
the sorting belt. By using this system there is no lugging of
boxes or buckets back and forth from the sorting table.
This method, which is the one approved by the Bureau of
Chemistry, accomplishes the work more thoroughly than can be
done if the inspecting and trimming are all done on the sorting
belt by the same set of women. The minimum cost of sorting
and trimming in this manner is from 2 to 3 cents per bushel,
according to the government figures.
If the women on the sorting belt are to be used for both
inspecting and trimming, a longer belt should be used than if inspecting
alone is to be done. About 2 feet of belt should be
allowed to each sorter.
Tomato Turning Device

Fig. 1.—Tomato turning device on sorting belt.
There is another feature which helps greatly in sorting, and
that is a tomato turning device, which is illustrated in Figure 1.
This device turns a very large percentage of the tomatoes if they
are fed to the belt properly, that is, if they are spread out evenly
13and are not too thick on the belt. The turning device allows
them to be inspected from all angles, and is described in Bulletin
569 of the U.S. Department of Agriculture as follows:
“For an apron (sorting belt) 18 inches wide, 14 pieces of
¾ inch iron pipe (1 inch outside) were cut, each piece about
7 inches long. About one-half inch from one end of each piece
a hole was drilled through the pipe large enough to permit of
the pipes being strung on a ¼ inch steel rod. In order to
insure freedom of movement, a thin washer was placed between
each pipe and the one next to it. The whole set was then suspended
by means of the steel rod across the sorting apron with
the lower ends one-half inch above the apron. A back-stop rod
is put in behind the set to prevent the pipes from swinging back
past the center. This was found necessary to prevent them from
swinging so far back as to strike and gouge the oncoming tomatoes. * * * In operation the weight of the pipes is sufficient
to roll the tomatoes over as they pass under.”
“In order to obtain satisfactory operation it is most important
that the tomatoes do not cover more than 50 per cent of
the apron area, otherwise they do not have room to turn properly.
A test at one plant showed that 70 to 80 per cent of the
tomatoes were turned each time they passed under a set of the
pipes. It was found also that this turning device worked better
on the open metal apron than on the canvas or rubber type,
owing to the fact that the tomatoes slipped badly on aprons
made of canvas or rubber.”
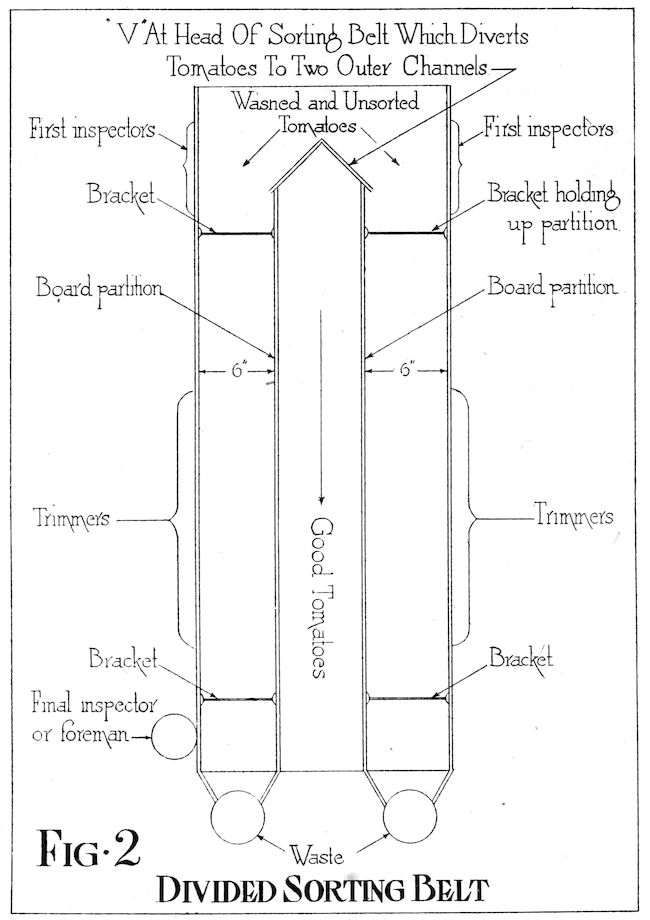
Divided Sorting Belt
There is a modification of the plain belt which is in use
at several plants, and which some operators like very much.
This belt is illustrated in Fig. 2. Note that it is divided into
three partitions by two boards which run lengthwise. These
boards are about 3 inches high and are raised a fraction of an
inch above the belt so as to allow the belt to slide under them
easily. At the head of the belt the board partitions connect in
a “V”. The tomatoes strike this V and are guided into the two
outer channels, where they are given a hasty inspection by the
first four sorters, who throw all those which are perfectly
sound into the center partition. As the tomatoes which remain
in the two outside partitions pass down to the rest of the sorters
they are inspected, the bad parts cut out, and the good part
thrown into the center partition. The bad parts which are cut
out are left on the outside partitions, where they are carried
along into two waste barrels, which are provided for this purpose
at the end of the belt.
14
15By using this method no tomatoes but good ones can go through
unless bad ones are carelessly thrown into the center partition
and every tomato HAS to be picked up. Of course, some bad
tomatoes are thrown into the center carelessly, where they will
remain unless taken out by the final inspector, who is supposed
to watch this. However, the number which are thus thrown in
are not great if the first four women on the belt are trained
as they should be—that is, to only throw those tomatoes in the
center which a hasty inspection shows are perfectly sound, and
to leave all doubtful ones pass by.
By this method each good tomato is only inspected once, which
is not the case with any of the other systems, and in that respect
it is more efficient. One good tomato is not picked up, looked
at, and placed on the belt again by a number of different sorters.
When a tomato is picked up by a sorter some disposition is made
of it at once. If good it is tossed in the center and is never looked
at again except by the final inspector. If bad, the good part is
thrown in the center and the bad allowed to remain on the outside,
to be conducted to the waste barrel. All the sorters except the
first four can spend their entire time working on tomatoes which
need to have bad parts cut out of them.
The main objection which is made to the divided belt system
is that the first four women get careless and throw unsound tomatoes
into the center partition and they are never looked at
again. However, if care is used in the selection of these women,
and a reliable sorter is placed at the end of the belt to inspect
the center partition before it leaves the belt, such carelessness
can be checked and held down to a minimum. Another objection
that is advanced is that there is the possibility of partly good
tomatoes going into the waste barrels due to the fact that the
women might not always keep up on them. In my experience
with the system I have had practically no trouble in this regard.
If a long belt is used, as many trimmers as desired can be put
on, and the belt can be slowed down or the rate at which it is
fed slowed up if the tomatoes are running particularly bad. Then,
in extreme cases, it is always possible to have someone go over
the waste barrels before they are dumped.
An average grade of tomatoes can be handled quite rapidly
by the divided belt system. Some packers who have used it
several seasons like it very much, and an analysis of their product
16will generally show a low count of molds, yeasts and spores,
and bacteria. I understand, also, that other packers that have
used the method have discarded it.
Sorting
By far the greater part of the trouble packers have with
their goods not complying with the government regulations as
to molds, yeasts and spores, and bacteria is due to inadequate
sorting. At least ninety per cent of this trouble could be overcome
right at the sorting belt. Packers often say they can’t
understand why the mold is running high on their pulp and
catsup, as they are sorting their tomatoes carefully. However,
the chances are ten to one the trouble is they are not sorting
them carefully enough. One who has not had much experience
managing help on the tomato sorting belt would imagine that
almost any woman could step up there and sort out the good
tomatoes from the bad, and know what to cut out, and what not
to cut out. But such is not the case. The tomato sorters must
be instructed. Someone who is competent to do so must work
with each one of them and show them just what is a good tomato
and what is not. Otherwise they will be spending part of their
time cutting out black, fibrous growths on the surface of the
tomatoes which are absolutely normal and entirely free from
molds, etc., and allowing tomatoes to pass by them which have
black spots on the surface no bigger than a dime, but indicating
to the trained eye that probably half of the tomato is eaten up
with black rot. They will allow a tomato to pass by which is
cracked open, and the edge of the skin on each side of the crack
will be as white as a piece of paper. Unless they are instructed,
they may not realize that this is mold, and they certainly will
not realize the amount of damage a small percentage of tomatoes
like that can do. They know nothing about mold counts, but
most women can be impressed with the importance of watching
for moldy streaks and spots in mashed and split tomatoes, and
the importance of eliminating every bit of tomato tissue that is
so effected.
Every sorting belt should have a boss—a competent sorter
who knows his or her business, and who stands at the end of
the belt and inspects the tomatoes just as they are about to
leave the belt. This person can order the speed at which the
tomatoes are fed to the sorters increased or decreased according
to the quality, can see just what form of decay is predominating
17and caution the sorters to watch out for it, can see the
mistakes that are being made in the sorting and try to correct
them, and in addition can throw out into a receptacle such
bad tomatoes as have passed by the sorters so that they can
be sorted over again. It is not safe to put a bunch of women
on the sorting belt with no one in authority who is on that
particular job every minute, and expect an entire day’s run to
come within the government limits.
Forms of Decay
There are many forms of rot, but the most common are the
black rot, soft rot, and the mold growths in cracked tomatoes,
either those which have cracked deeply around the stem end
during their growth, or have been cracked or mashed in shipment.
Just as soon as the skin is broken, either in a natural
or unnatural way, molds start growing on that broken surface
immediately, and develop very rapidly.
There is also the brown spotted tomato, which is not so common,
but which has been very bad in some localities. I remember
one field of tomatoes in southern Ohio several years ago which
was absolutely worthless for canning purposes, due to the fact
that practically all of the tomatoes were covered with brown
spots, and under each one of these spots was a lump of white
mold and mold spores. This field was plowed up before half of
the tomatoes were picked, as the pulp plant which had contracted
them refused to receive any more after having cooked
several batches of pulp on which the mold ran very high due to
this condition, which had never been met with before. The
brown spots were soft and concave, and if once the character
of the spot was fixed in the memory one could never fail to
quickly detect that type of tomato if it was run across again.
The disease appeared in both central and southern Indiana
the following year and I sent samples of the tomatoes to the
Department of Agriculture at Washington and to the Indiana
state experiment station, but it was new to them and they had
no remedy for it. Whether it has appeared since I do not know,
but it was very bad while it lasted. It is almost impossible to
sort such tomatoes, as the spots are so numerous on the surface,
and every spot would have to be cut out. When the spots are
small, as they frequently are, they are very apt to pass by the
sorters unnoticed, or at any rate considered harmless, but it
doesn’t take many bushels of such tomatoes to send a batch over
the limit in mold count.
18Extremely soft spots which will yield to very slight pressure
with the finger are usually receptacles for the growth of yeasts
and bacteria and should be cut out. Nine times out of ten such
spots are offensive to the nose when the skin of the tomato is
broken. However, one quickly learns to pick them out by sight.
It is important that the sorting belt be well lighted with
100–watt lamps overhead provided with large reflectors. On
dark days good sorting is impossible unless the belt is adequately
lighted, and, of course, for sorting in the early morning or late
evening adequate light is absolutely essential.
Cleanliness of Equipment
To dwell upon the necessity of thoroughly cleaning all washing
and sorting equipment each night, as well as to frequently
change the water in water baths, in case a water bath is used,
would seem almost unnecessary, yet there are many packers
who do not comprehend the trouble that can be caused by
inadequate cleaning of the washing, sorting, and conveying
equipment.
Does the sorting and washing equipment in every pulp plant
impart a clean, fresh, sweet smell when the morning’s work is
begun? It does not, and the reason is that it was not properly
cleaned the night before. Those surfaces which were easy to get
at and which are easily seen in a hasty inspection are clean, of
course, but how about the dark corners and almost inaccessible
places that are hard to clean? Can you run your fingernail over
the surface of one of the bucket conveyors, or “flights,” for example,
and scrape off a thin, slimy film? If you can, you can
be sure it is mold, and that the only way to get it off is with a
very stiff brush—even a wire one may be necessary—hot water,
and soda ash. If the bucket conveyors or “flights” are covered
with a thin film of mold, the tomatoes will carry along a small
part of this mold with them every time the conveyor is used, and
as fast as the mold is rubbed off the conveyor by the tomatoes
more mold will grow on again.
The same care should be taken with this equipment as is
given to the equipment in a milk bottling or condensing plant.
My experience has been that the only safe way to check up the
thoroughness of the cleaning job is to go over it with a spot
light, with particular attention to the most inaccessible parts, and
to do everything possible to make every part of the equipment
accessible.
19
Molds, Yeasts and Spores, and Bacteria
An understanding of the nature of molds, yeasts and spores,
and bacteria is very helpful to any packer. A knowledge of the
rapidity of their growth and the conditions under which they
multiply most rapidly is also helpful. The average packer
has a very vague idea of this subject, yet it is easy of comprehension.
In CHAPTER VII a discussion of it will be found,
which it is hoped will help to clear up the misty atmosphere
surrounding this subject, and in the same chapter the government
attitude toward micro-organisms is also discussed.
20
CHAPTER III
PRINCIPAL METHODS IN USE FOR PULPING
The chief methods in use for preparing the tomatoes for
the cooking kettle are: first, cold pulping; second, hot pulping;
third, crushing without cycloning.
Cold Pulping
The cold pulping method is probably the most common, and
requires less equipment than the hot method, with results that
are considered by many packers just as good, if the pulp machine
is operated by a careful man who will not feed it too fast, and
who will keep it clean. Sometimes, with this method, the tomatoes
are run through a crusher before pulping, and sometimes
not.
Care of Cyclone
It is important that the outlet from the receiving box under
the cyclone be directly from the bottom, and not from the side
of the box near the bottom. The box must drain completely so
as not to leave any tomato juice lying in it to ferment. A tapering
enamel lined receptacle which drains itself completely is best
to use under the cyclone.
The steam hose should be turned into both the cyclone and
receiving box several times during the day to arrest growths
of micro-organisms, and clean out adhering tomato fiber. It is
particularly important to do this just before the noon hour, as
considerable fermentation can take place in the cyclone during
that hour if it is not cleaned out beforehand.
Hot Pulping
By the hot pulping method the tomatoes are conveyed, usually
by means of a series of “flights,” or a bucket conveyor, to “breaking
tanks” which are arranged above the cyclones. These “breaking
tanks” hold about 1000 gallons, and are usually constructed
of cypress. At the bottom of the tank are open brass steam pipes
running horizontally in four directions. These pipes are about
21two feet in length, and are open at the ends so that the steam
comes directly in contact with the tomatoes. The tomatoes are
conveyed direct from the sorting belt to the “breaking tanks,”
and as soon as the brass pipes are covered the steam is turned
on full and the breaking up process begins. It usually takes about
30 minutes to break up the tomatoes, and they are then cycloned.
The tank should have a concave bottom and large outlet, preferably
3 inch, so that the broken up tomatoes can be let out of the
tank easily. Iron pipes should, of course, be avoided, as the
acid of the tomato attacks the iron, producing an iron salt which
is apt to discolor the product, particularly if it is to be used for
catsup, and this dissolved iron comes in contact with the tannic
acid of the spices. This will be discussed further under the
manufacture of catsup.
Some packers object to brass and copper coming in contact
with the tomatoes on account of the slight amount of copper
which goes into solution by the action of the tomato acid. In the
case of the “breaking tank,” however, the few short brass pipes
offer a very small surface to the action of the tomato acid, and
the amount of metal dissolved would be negligible. These brass
pipes can be plated with tin if it is desired to avoid contact with
brass altogether, and this is frequently done.
Advantages Claimed for Hot Pulping
Those who use the hot pulping method like it for a number
of reasons. In the first place, the tomatoes are brought to a
boil while they are still whole, and this eliminates any chance
of fermentation due to the crushing of the tomatoes before
they are cooked. By bringing the tomatoes to a boil quickly,
that is, as soon as the washing and sorting is completed, any
incipient fermentation is arrested immediately. As the tomato
juice is near the boiling point when it is cycloned and delivered
to the cooking kettles, no multiplication of yeasts, bacteria, etc.
can take place between the sorting and the final condensing,
unless the juice is allowed to cool considerably at some point
between the “breaking tank” and the cooking kettle.
Another advantage claimed for the hot process is that the
pulp of the tomato is more completely separated from the seed
and skin than when the tomatoes are pulped cold, and therefore
the tomatoes will give a slightly larger yield of pulp. It is also
claimed that a better color can be obtained by the hot pulping
process, as the color cells of the tomato lie in greatest abundance
22directly next to the skin, and by making a clean cut separation
of the skin from these color cells by boiling in a “breaking tank,”
none of this color will be lost in the pumice during the cycloning.
Although this argument does appear reasonable, I have failed to
see that tomatoes which are pulped by the hot process give any
better color than those which are pulped cold.
The hot process is also liked where the tomatoes are to be
manufactured directly into catsup or tomato soup, as the “breaking
tank” can be filled up to a certain mark with the boiling
tomatoes and that gives the measure of tomatoes for the catsup
or soup batch, and no other measuring devices for this purpose
need be employed.
Objections to Hot Process
The chief objection to the hot process is that it requires a
lot of additional tanks for breaking the tomatoes, which are
entirely dispensed with when cold pulping is used. The tanks
are not only an additional expense to the equipment, but require
one or two operators to tend to them, and they take up a lot of
room, and consume a lot of steam. No seed can be saved from
tomatoes which are pulped hot, as the cooking either kills the
germ or renders it impotent. Quite a few canners save the seed
from cold pulped tomatoes, and the revenue from it proves to be
a profitable item.
As to whether the slightly increased yield to be obtained by
the hot pulping method, and the decreased danger of multiplication
of yeasts and bacteria, more than compensate for the advantages
to be obtained by the cold process is a question which
the individual packer must decide for himself.
Crushing
Crushing the tomatoes without cycloning them is a very good
method where the tomatoes are going to be made into pulp or
puree, as the finishing machine will convert the crushed cooked
tomatoes into a very smooth product. Where catsup is to be made
direct from the tomatoes, however, cycloning is to be preferred
to crushing. If the final product is to be soup, cycloning is
necessary. This will be discussed further in the chapters on
catsup and soup.
When a crusher is used it takes the place of the cyclone or
pulp machine, although it performs an entirely different kind
of an operation, and the tomatoes go through exactly the same
23process as in cold pulping, except that instead of removing the
seeds and skins from the tomatoes before cooking, the tomatoes
are chopped very fine and conveyed to the cooking kettles—seeds,
skin and all. It is obviously somewhat harder to gauge the
finishing point of a batch of pulp where the skins and seeds are
present, however a little practice largely eliminates this difficulty,
and there is always the method of determining the specific gravity
by weight to fall back on. The seeds and skins will not
interfere with making the specific gravity test as it is usually
carried out in the cook room with a large copper flask, small trip
balance, and set of weights.
Conveying to Kettle
If the plant is so arranged that the pulped or crushed tomatoes
can be conveyed to the cooking kettles by gravity, that is an
advantage, as it does away with a pump and someone to tend
to it, and the fewer the pumps, the better; however, in most
plants it is necessary to pump the pulped or crushed stock into
the cooking kettles. Unless the plant consists of several floors
and the tomatoes start at the top and come out as finished pulp
at the bottom, or the plant is built on a terraced plan, as one
plant is in Indiana, which is built on the side of a hill, it is
necessary to do a certain amount of pumping. An ordinary pump
will not do, as there would be contamination by iron, and considerable
rusting, while the pump was idle, of those parts of
the pump with which tomato juice comes in contact, this rust
to be carried along with the tomato juice the first time the pump
is used again. The rotary pump constructed partly of bronze or
nickel is very good for this purpose, and offers as little opportunity
for metallic contamination as any pump does.
The pipe used for the conveying of this tomato stock should
by all means be enamel lined. Enamel lined pipe, if properly
made, will last for many years without chipping or cracking.
Just how long it will last on the average I cannot say, but I
have often taken down lines of enamel lined pipe that have been
in use for several years, and it looked practically as good as
new. The flanged pipe with flanged fittings is better than that
with the ordinary screw ends, as it makes practically a continuous
white tube without any pipe threads in which molds,
yeasts, and bacteria can lodge and multiply.
Wooden troughs are still used in many plants for conveying
tomato juice and pulp, but they are a relic of the old days,
24and have no place in the modern pulp or catsup plant. Wooden
troughs are hard to keep clean, they mold very quickly after
they become damp, they are open to contamination from ceilings
and roofs which aren’t always in good condition, and they are
usually wasteful. It will pay any packer who still uses even a
few wooden troughs to invest in enamel lined pipe. Wooden
pipe is also unsanitary for this purpose, as mold grows in it
and clings so tightly to the porous, damp surface that it cannot
possibly be flushed out.
Value of Pumice
This chapter, which deals principally with cycloning, seems to
be a fitting place to discuss the value of the pumice which comes
as a waste product from the cyclone. Although it has been
repeatedly demonstrated by chemical analysis that this pumice
or tomato waste is a valuable by-product, every time the question
has come up of its utilization and preparation into a salable
product or products, the decision has been that the expense involved
would be too great to make it pay. This by-product is
profitably handled in Italy, producing an oil of commercial value,
and an oil cake which is used for stock feed; however, the conditions
in Italy and in this country are very different. In the
Parma district of Italy there are forty factories very close together,
and little expense is involved in bringing the waste to
a central point where enough of it can be had to keep a drying
outfit and an oil press or oil extraction outfit busy. Labor is also
very cheap and plentiful, and there is a ready market for the
product, the oil being used as a soap stock, and the oil cake finding
ready sale as a stock feed. In this country, however, there is
not enough waste at even one of the largest plants to pay for
the operation of a drying outfit and the pulp plants are so scattered
that hauling or shipping charges to a central point would be
expensive. Furthermore, labor is scarce and expensive.
That quite a little labor is involved in the preparation of the
waste is soon discovered by a little experimenting. As the waste
ferments quickly it must be handled as produced, or preserved
in some way, which would be a questionable operation, as the
oil cake is used for stock feed. As the skins are practically valueless,
they must be separated from the seeds in which all the
value lies. This separation can either be carried out in the moist
state by a gravity separation in water, in which the seeds, being
heavy, sink, and the skins float; or by the use of a fanning mill
25after drying, in which case the dried skins, being very light, are
blown out. Before drying either the seeds alone or the unseparated
waste, the excess moisture must be pressed out with a
hydraulic press. The pressed product must then be broken up
and put through a steam or hot air dryer of the rotary, cylindrical
type. After the seeds are dried to a 10 per cent moisture
basis they must then be ground, and the oil extracted either by
pressure, or by dissolving it out with a chemical agent, such as
carbon tetrachloride. The oil cake which remains would then
be sacked for stock feed.
This briefly gives an idea of the labor involved, and the difficulties
surrounding the situation. It may be successfully worked
out some time, but will require close co-operation from a number
of large pulp plants which are near each other to be a success.
Some plants are giving the waste to farmers if they will haul it
away, and I know of one farmer who has for years fattened a
bunch of hogs cheaply during the tomato season in this way. It
is a queer thing, though, that most farmers turn up their noses at
the idea.
The seed, when dried to a 10 per cent moisture basis, contains
about 23 per cent protein and from 20 to 25 per cent of
fat. After the fat is extracted the protein in the cake will run
close to 30 per cent.
In a test made by the U. S. Department of Agriculture the
ground cake ran 37 per cent in protein, which puts it in about the
same class with cottonseed meal. They also refined some of the oil
and are of the opinion that it has the qualities of an edible oil.
If a factory uses the cold pulping method the most profitable
way to handle the pumice is to ferment it and then separate the
seed and dry it, and use it for planting the following season.
Care must be taken, however, to keep out undesirable strains and
varieties foreign to the one which is being grown.
26
CHAPTER IV
CONDENSING THE STRAINED OR CRUSHED TOMATOES
Vacuum Pan
Practically all of the tomato products made in this country are
cooked in an open kettle under atmospheric pressure—either a
copper-jacketed kettle, or a tank with a closed coil. The vacuum
pan is used, however, in several plants, and makes a very high
grade product—a better product as a rule than can be made by
condensing under atmospheric pressure. When tomato juice is
condensed in vacuum it boils at anywhere from 54 degrees F. to
175 degrees F., depending upon the degree of vacuum obtained.
At sea level, under atmospheric pressure, it boils at 212 degrees
F. By employing a low temperature, and condensing rapidly,
which can be done in the vacuum pan, the natural bright red color
of the tomatoes is affected very little by the cooking. High temperatures
and continued boiling are the agents which destroy
tomato color as well as flavor. The vacuum pan produces a
pulp of not only fine color, but of very fine flavor. The reason
the vacuum method is not used more frequently than it is is
undoubtedly due to the difficulty in getting the vacuum equipment,
and also to the expense of the equipment when it can be
obtained.
Types of Open Kettles
The open kettle method produces a very satisfactory product
when the proper precautions are taken, and if the cooking and
subsequent processes are carried out intelligently, the finished
product compares very favorably with that which is condensed
in vacuum. The types of kettles in most common use are the
copper jacketed kettle, the glass-lined tank with closed copper
coil, and the cypress tank with closed copper coil. All of
these give good results where the jacket or coil is properly constructed,
the steam trap is of the right type and takes care of
all of the condensation without allowing it to back up into the
coil, and the kettle has a good head of steam so that a vigorous
boil can be maintained throughout the cooking.
27
Steam Pressure
If the steam pressure at the boiler is kept above 75 lbs., and
too much is not lost by radiation from uncovered pipes, and
by leaks at poorly packed flanges, etc., there should be no difficulty
in maintaining a vigorous boil. The evaporation should be
so rapid that the vaporizing steam will burn the hand, even if
placed over the kettle for a second. If you can hold your hand
over a kettle of boiling pulp, even for a few seconds, you can
be sure that you are not getting a proper boil. A pressure of
100 lbs. is, of course, to be preferred to 75, as it will effect a
quicker condensation, however there is not a large percentage of
boilers in tomato pulp plants that are permitted to carry as much
as 100 lbs.
The kettles should be close to the boiler room, and the steam
pipes feeding them should be as straight and short as possible,
and covered with magnesia pipe covering to prevent excessive
loss of heat by radiation. It is not an uncommon sight in canning
plants to see the main pipe from the boiler to the cooking
kettles pass through an areaway between two buildings, and
have no protective covering whatever. Such sights, however,
are becoming more infrequent, as packers are plugging up many
of the leaks through which dollars have escaped every day in
years gone by. The condensation from the steam traps can, of
course, be used right over again in the boilers.
Copper-Jacketed Kettles
Copper-jacketed kettles used for condensing tomato products
range all the way from 50 gallons capacity to 500 gallons, the
larger size making a batch of finished pulp of about 250 gallons
as a rule. A larger batch than this can be cooked in a 500–gallon
kettle, but it is not advisable to keep pumping fresh tomato
juice into the kettle too long, as it gives too long a cook to the
first that goes in. Forty-five minutes should be the absolute limit
for a batch of pulp, no matter what kind of a kettle it is cooked
in, and it is much better to confine the cooking time to 30 minutes
or less. The shorter the cook, the better the color and flavor
of the finished product, other things being equal.
Tinning Kettles
Copper kettles are frequently lined with block tin to prevent
the acid of the tomato from dissolving some of the copper. The
28desirability of this is argued both from a standpoint of health
and flavor, as dissolved copper, even in small quantity, has a
very bitter taste. It should be remembered, however, that the
acid of the tomato, which is generally thought to be citric acid,
is a weak organic acid, and the amount of copper dissolved in a
batch cooked not over an hour is exceedingly small; certainly
so small as to have no ill effect upon health. As to the question
of flavor, it would indeed take a very delicate palate to detect
among a half dozen samples which ones were cooked in an
unlined copper kettle, and which in a kettle lined with block tin
or silver. The latter is said to be used by some packers.
It is a good idea, however, to play safe, and line all kettles
with block tin, as we know that there is a small amount of copper
taken up in solution in the pulp. This is more important in
the case of catsup and chili sauce than where the kettles are
used for pulp alone, as vinegar and salt act on the copper much
more severely than tomato acid does. As to the thickness of the
block tin lining, an inspection of the kettles used by various
packers shows this to run all the way from a good half-inch thick
to a coating so thin that in one season’s use it is almost all
scraped off by friction in cleaning the kettle. The kettles should
be plated heavy enough to last several seasons without re-tinning,
however a coating a half-inch thick is unnecessary and wasteful
of steam. The same remarks apply to the tinning of copper coils.
Advantages of Various Types of Kettles
Although copper-jacketed kettles have the advantage of being
very easily cleaned, and also the advantage of wasting very little
of the product when the finished batch is being discharged,
the large tanks of either cypress or glass-lined steel are coming
into use more and more because of their greater capacity. It is
true that they are very slightly more wasteful than the jacketed
kettles, but this really amounts to very little if the tanks are
built with a concave bottom. They take up no more room than
the jacketed kettles, and will hold a much larger volume, as
they can be built so much higher. If one were to buy a series
of copper-jacketed kettles to cook batches as large as are commonly
cooked in tanks equipped with copper coils, the expense
would be very heavy, there would be much exposure to metal,
and the results obtained would be no better, or possibly not as
good. In the tank equipped with a coil, batches of 300 or 400 gallons
are often cooked, and the juice can generally be condensed
to a specific gravity of 1.035 in 25 to 30 minutes.
29
Glass-Lined Tank
During the last few years quite a few packers, when adding
to their cooking capacity, have put in glass-lined steel tanks.
The glass-lined tank is equipped with coil and steam trap in
the same manner as the cypress tank, and it has certain advantages
which make it very nice to work with, even though the first
cost is considerably more than that of a cypress tank of equal
capacity. The only objection I have heard to the glass-lined tank
is that it radiates more heat than a wooden tank, and on very
hot days, unless it is insulated, makes the cook room more uncomfortable
than the same capacity in cypress tanks would.
However, when the tank is covered with cork insulation, or
asbestos, or even wood staves, it radiates no more heat than a
cypress tank.
The glass-lined tank is perfectly sanitary, and is very easily
cleaned. It is really the most sanitary thing we have to cook
in. The surface is smooth and entirely free from any irregularities
such as there are bound to be between the staves of the
cypress tank. It is always ready for use, and does not have to
be swelled and then scrubbed for a half day after standing idle
for a while before it is fit to use again. There are no places
for molds to creep in and multiply. Furthermore, being of metal
and all in one piece, a battery of glass-lined tanks will not shake
like cypress tanks will when you are running heavy and have
several tanks going full blast at the same time. This may seem
rather unimportant, but it is quite a relief to the cook and his
helpers, as they can go about their work without having their
nerves rattled. Just how long a glass-lined tank will last under
average conditions in a pulp or catsup plant is not known, as
they have not been in use a great many years for this purpose;
however, one would guess that they would be serviceable almost
indefinitely.
Cypress Tank
Cypress tanks should be constructed of 2–inch material and
made with a sloping or concave bottom, preferably the latter.
They will not impart any foreign taste to the product, as is
sometimes thought, even after becoming charred by long usage,
and if kept clean they will remain sweet as long as they are
kept in continuous use. A musty taste is sometimes imparted
to pulp or catsup cooked in a cypress tank if it has been standing
idle for a long time and is not thoroughly cleaned and boiled
out with soda before it is used again. Cypress tanks have the
30advantage of being cheap, and also of having large cooking capacity.
Cleaning Kettles
Cooking tanks and kettles should be cleaned thoroughly
after every batch. If the steam trap is working properly the
burning on the coils and sides of the kettle will be so slight that
almost all of it can be washed off with the hose if the water pressure
is strong and the hose is bushed down to one-eighth inch.
The best things to use to take off the material which burns
on hard and black is a pot chain for coils, and for the jacketed
kettles a wire brush or very stiff fiber brush does very well. If
any of the baked on pulp is not removed before the next batch
is cooked it will interfere with the cooking by lengthening the
time required to finish the batch, and by causing the coils to
burn still harder next time. The cook should be instructed to
get down in the tanks frequently, and feel underneath his coils
to see that they are properly cleaned. The manager should
also make it a point to do this several times a day. His quality
will depend in no small degree on the way his coils are cleaned.
Coil Leaks
Leaks in coils should be attended to immediately, as they cut
down the available steam pressure, and soon become so large
that it becomes impossible to cook satisfactorily. An ordinary
soldering job will only hold them for a day or two, and it is
necessary to take out the coil and braze it if the leak is to be
permanently mended.
Starting the Cooking
We will say that we are now pumping over the cycloned
or crushed tomatoes into the cooking kettle. Some packers pour
a cupful of cottonseed oil in the kettle to assist in breaking the
boil, others rub the sides of the kettle with fat, such as a piece
of cocoa butter, while others use no oil or fat at all, but take
care to feed the kettle slowly and carefully, and cut the foam
with a sharp spray of water from the hose to assist in breaking
the boil. The oil or fat does seem to help some, but it is not
necessary if the kettle is fed carefully. As soon as the coil or
jacket is covered the steam can be turned on full; however, the
exhaust should be opened immediately, and not closed until all
the condensation which has collected in the coil or jacket runs
31out and the steam comes through perfectly dry. The condensation
of the pulp should then be conducted as rapidly as possible,
pumping over more of the tomato juice as the kettle is able to
take care of it, and boiling continuously. The eye soon learns to
judge the approach of the finishing point, and then the exact
finishing point must be determined. There are many ways of
doing this, and a number of ways have been recommended. No
method can succeed which is not simple and quick, and which
offers scarcely any chance for error when used by a cook, whom,
it must be remembered, is a man of very ordinary intelligence.
Methods of Gauging Finishing Point
The simplest method is gauging the finishing point by the
eye, but this method is also the least accurate in the hands of
the average cook. Cooks who have had years of experience with
tomato pulp sometimes get to be very expert in gauging the
finishing point by the eye, and can determine it with surprising
accuracy. Such a cook is the exception, however, and most
packers have to use some sort of a mechanical method by which
at least fair accuracy can be counted on. These methods consist
of: first, condensing the pulp to a certain mark on the kettle,
a definite volume of juice having been taken to start with;
second, cooking a certain length of time; third, determining the
specific gravity of the hot pulp by weighing a definite quantity
on a small balance; fourth, estimating the gravity by the use
of a hydrometer.
Cooking to a Gauge on Kettle
With the first method the amount of tomato juice pumped
into the kettle, or the number of bushels of tomatoes from which
this juice was derived, must be measured. This is a nuisance,
and is not necessary with any of the other methods except the
second. Furthermore, even though every batch of pulp cooked
during the season be made from a measured quantity of tomatoes
or tomato juice, and cooked to the same point on the measuring
stick, the pulp will not all be of the same specific gravity, because
tomatoes are very watery at some seasons of the year and
very firm and solid at other times. The watery tomatoes will
make a thin pulp, and the firm tomatoes will make a heavier
pulp.
32
Cooking a Definite Length of Time
Cooking for a certain length of time is not dependable because
the steam pressure is not always the same, the coils do
not always condense the pulp with the same efficiency, and the
character of the tomatoes varies during the season. With this
method it is also necessary to start with a definite quantity of
tomato stock for each batch.
Determining Specific Gravity by Weight
The third method—that of determining the specific gravity
by weight—is used as commonly as any of the others. The specific
gravity of pulp merely means the comparison between the
weight of a definite volume of the pulp and the weight of the
same volume of water at the same temperature. If pulp has a
specific gravity of 1.035, that means that a gallon of it is 1.035
times as heavy as a gallon of water.
The determination, as carried out in the cook room, is made
with a small trip balance, a set of weights, and a copper flask
which is tin lined. The weight of the empty flask is taken. Then
the weight of the flask filled to the top with boiling water is
taken. The difference between these two weights is the weight
of water at the boiling point which the flask contains. When
the boiling pulp approaches the finishing point, the flask is filled
to the top with the boiling pulp. This should be done rapidly,
as the pulp cools quickly, and as it cools, decreases in volume.
The weight of the flask filled with pulp at the boiling point is
taken. This weight, minus the weight of the empty flask, equals
the weight of pulp at the boiling point which the flask contains.
You now have the weight of boiling water the flask contains,
and the weight of boiling pulp the flask contains. Divide the
former into the latter, and the result (the quotient) is the specific
gravity. For example, if the water weighs 1,000 grams, and
the pulp weighs 1,035 grams, the specific gravity is 1.035. If
the specific gravity of cold pulp is taken, then cold water of the
same temperature must be taken as the comparison. The weight
of cold pulp must not be compared with the weight of hot water,
and vice versa.
Objections to Weighing Method
One of the objections to the use of this method is that there
is usually a certain amount of air bubbles and foam in the boiling
33pulp and this causes an error, as the air takes up volume
but does not weigh anything. Another objection is that the determination
is often not made rapidly enough, with the result
that while the flask is being filled with boiling pulp, the pulp
is cooling and correspondingly decreasing in volume, and by the
time the flask is full, it contains more pulp than it should, that
is, instead of containing 1,000 cubic centimeters of pulp at 210
degrees F., it will contain about 1,010 cubic centimeters of pulp
at 200 degrees F., or possibly lower. One reason for this delay
is that the foam caused by filling the flask with boiling pulp
rises in the neck of the flask, and makes it hard to judge when
the flask is exactly full. The main difficulty with the method,
however, is that pulp cooks do not have scientific minds, they
do not appreciate the importance of doing the determination in
a strictly scientific way, and the results they get are not very
accurate. I have frequently checked up on pulp cooks using
this method, and sometimes they were very decidedly off.
Testing With Hydrometer
The estimation of the gravity of the boiling pulp by the use
of a hydrometer is not in very general use, and it has been
stated by some scientific men that a hydrometer is no good
for tomato pulp or catsup except where the sample on which the
test is made is previously filtered so as to get a clear liquid. A
test which involves filtering, is, in my opinion, entirely unsuited
for everyday use on the cooking platform.
I have used the hydrometer for testing pulp and catsup direct
from the kettle for seven years, and have had more success with
this method than with any other.
The hydrometer was never intended to be used with semi-solid
substances such as tomato pulp, but only with liquids such
as brine, sugar syrup, etc., in which there is no solid matter in
suspension. With liquids, the number of degrees registered on
the hydrometer when it is immersed in the liquid is equal to
a definite specific gravity. This is not true with semi-solids
such as tomato pulp, as each packer must work out the relation
between the degrees of the hydrometer and the specific gravity
on pulp under the conditions which obtain in his plant. This
is a very simple thing to do, and once the packer has established
this relation, it will hold good as long as he is in the pulp
packing business. The reason why this relation is not the same
for all packers is because tomato juice is not screened to the
34same degrees of fineness in all plants, and because all
hydrometers having the same scale will not work the same on
pulp. This is because they have different shapes. The shapes
may only vary slightly, which will not interfere with their
accuracy on clear liquids, but it will make a difference when
the hydrometer is used in tomato pulp. Furthermore, some of
the hydrometers will probably have too much variation in their
diameter at different points, which is a disadvantage when they
are used in tomato pulp. I have therefore always had the
hydrometers which I have used for this test made to order and
to conform to certain specifications which I laid down.

Fig. 3. Special hydrometer for testing tomato pulp and catsup.
(C. J. Tagliabue Mfg. Co.)
In Fig. 3 is illustrated a hydrometer
which is manufactured by the C. J. Tagliabue
Mfg. Co. of Brooklyn, and which
is made to conform to these specifications,
which are: first, perfect balance; second,
a minimum amount of variation in the
diameter of the various parts of the
spindle with the slope very gradual;
third, a Beaume scale reading from 0 to
50 degrees; fourth, that it can be obtained
in exact duplicate in any quantity.
If the diameter at various points in
the spindle is slight, with the slope very
gradual, it seems to be an advantage. It
is, of course, necessary that exact duplicates
can be obtained to use when the
first one, on which your calculations are
based, is broken.
In order to avoid disappointments
which would be very apt to result from
the use of a hydrometer which was not
particularly adapted to this test, and
which would very likely be difficult of
exact duplication, the type illustrated
above should be adhered to, and it will
be found to give good results when used
as directed in this chapter.
Two pulps of the same specific gravity, and of practically
the same degree of fineness, if tested hot, will register the same
on the same hydrometer, or on two hydrometers which are exactly
alike in every respect. (The hydrometer does not work
well on cold pulp unless the pulp is thin.)
35Two pulps of the same specific gravity, showing a very
marked difference in their degree of fineness, will not register
the same on the same hydrometer, because, even though a
definite volume of each will weigh the same, the two pulps are
of different thicknesses, which will have an effect on the degree
to which the hydrometer will sink when placed in the pulp. However,
if a packer cyclones his tomatoes before condensing them,
and uses the same mesh of wire screen in his cyclone all the
time, his pulp will all be of the same degree of fineness, and this
point is eliminated. Every pulp packer who cyclones his tomatoes,
and who uses the same mesh of screen in his cyclone
throughout the season, can use the hydrometer for testing his
pulp and can obtain uniformity without the use of any complex
apparatus.
The relation between the hydrometer reading and the desired
specific gravity is arrived at as follows:
When the boiling pulp approaches the finishing point, pour
a sample into a tall gallon measure and take the hydrometer
reading immediately. Save this sample, put it through the finishing
machine along with several additional gallons dipped from
the kettle so as to get a good sized sample through the finisher,
taking care that the brushes are dry so as not to dilute the sample,
and have the specific gravity determined on this finished
sample when it gets cold. Take other samples from the kettle
at five-minute intervals, and save them for the same purpose,
after getting the hydrometer reading. We will say that one of
these samples, when tested for specific gravity, ran 1.035. The
packer looks up the hydrometer reading he got on this sample,
when taken hot from the kettle, and finds the reading was
18 degrees. He then knows that for pulp of the degree of fineness
he gets from his cyclone, 18 degrees on his hydrometer
equals specific gravity 1.035 after finishing. He may also find
that for the sample that was taken from the kettle five minutes
later, specific gravity 1.04 is equivalent to 24 degrees under
the same conditions. He now has established a relation between
the degrees on his hydrometer and the actual specific
gravity. (The reason for putting the pulp through a finisher
before determining the specific gravity is that he wants to make
this test under the same conditions that the buyer would
make it.)
Now, if the packer decides that he wants to condense his
season’s run of pulp to 1.035, he simply cooks it all to 18 degrees
36on his hydrometer, providing this is the comparison he got.
Under his conditions he may find that 16 or 20 degrees equals
specific gravity 1.035. As stated before, each packer must determine
this for himself.
Method of Using Hydrometer
The cook should fill a tall gallon measure with the boiling
pulp and allow the spindle to sink into it slowly. Do not drop
it into the pulp so that it will fall suddenly, as the weight of
the mercury or shot in the bottom will carry it farther than it
should go. It will be noticed that the spindle will sink rapidly
for a few seconds and then almost come to a standstill. At this
point—when a standstill is almost reached—the reading should
be taken. It requires quite a little time to reach an absolute
standstill, and this is not necessary, as it is easy, with a little
practice, to catch the other point and take the reading. After
the reading is taken, lift out the spindle, stir the pulp with it,
and allow it to sink again as a check determination, merely for
the satisfaction of being doubly sure. You will find that you
get the same reading unless you wait so long before making the
check determination that the sample has had a chance to cool
considerably. As the test only takes ten seconds, the two tests
can be made in a half minute at the most, which gives the pulp
no chance to cool.
The hydrometer method is not absolutely fool proof, but it
is as near fool proof as anything I know of. Neither is it the
acme of perfection in a pulp testing method, but it is, in my
opinion, far better than anything that has been suggested to date.
It is simple, and accurate enough for all practical purposes, and
any ordinary laborer can be shown in a few minutes how to
make the test, and the chances of error are very small indeed.
This method will not work where crushed tomatoes are being
condensed. It is necessary that the tomato juice be previously
cycloned. The pulp must be homogeneous and not lumpy
and full of skins to be capable of being tested by the direct
hydrometer method. When determining the finishing point on
crushed tomatoes it is best to use either the eye or the specific
gravity test by weighing.
Finishing the Cooking
The steam should be kept on the kettle continuously until
the batch is done. While testing is being done it is not necessary
37to shut off the steam. If salt is used it should be scattered
over the batch slowly a few minutes before it is done. Salt
increases the specific gravity, and also the hydrometer reading.
The relation between the hydrometer reading and the specific
gravity can be worked out just as well where salt is used as
when it is not used.
The addition of salt does add to the flavor, and some buyers
prefer it, while others do not. I have seen buyers pick out a poor
quality pulp with salt in it in preference to a much better quality
with no salt.
As soon as the steam valve is closed the exhaust should
be opened to discharge the steam from the coil or jacket and
allow it to cool as quickly as possible.
It is often necessary to hold batches in the cooking kettles
for some time after the cooking is finished. This darkens the
pulp some, both because of contact with the air, while hot, and
from long contact with the sides of the kettle or coil, which remain
hot. Cooked pulp should therefore be discharged from the
kettle just as soon as possible. If held over 30 minutes in the kettle
it should be given a momentary boil before letting it down.
Be careful to avoid contamination in the kettle after the steam
is shut off, such as cold dirty water dripping in from rafters
overhead, and leaks from pipes over the kettles through which
cold tomato juice is flowing. Such material will not become
sterilized merely by contact with the hot pulp, and may cause
swells in the canned product if there is very much of it.
38
CHAPTER V
CONVEYING THE CONDENSED, STRAINED, OR CRUSHED TOMATOES TO THE FINISHING MACHINE AND FINISHING SAME
Conveying to Finisher
The fewer pipes and receiving tanks the condensed pulp
passes through before being filled in the cans, the better. All
of this conveying and finishing equipment offers possibilities
of contamination, and allows the cooked pulp to cool to some
extent before it is filled. Eliminate as much equipment as possible
between the cooking kettle and the filler, and have the pulp
enter the cans at at least 170 degrees F., and if possible, at 180
degrees or above. A receiving tank between the cooking kettles
and the filler should be dispensed with if possible, and the
finishing machine draw the cooked pulp direct from the kettle
by means of a short line of enamel lined pipe.
Receiving Tanks
Unfortunately the arrangement of many plants is such that
it is almost necessary to use a receiving tank; at least in such
cases it would be a disadvantage not to have one. Where
a tank must be used here it should be in such a position that it is
easily accessible, so that it will not be necessary for a man to be
an acrobat to get into it, inspect it, and see that it is kept clean,
and that an inch of pulp is not allowed to lie in it and get cold
while waiting for another batch to come down.
The best kind of a tank for this purpose is an enamel or glass-lined
tank with a rounded, tapering bottom so that it will almost
drain itself completely, and what little adheres to the
sides can be scraped down in a few seconds if it is necessary
to wait five or ten minutes for a fresh, hot batch to come down.
Even if it isn’t scraped at all it will probably not cause any
trouble in a tank like this. Wooden tanks will do, of course,
but it would pay a packer who must use a tank here to throw
out his wooden one and put in a tank such as is recommended
above. It is hard to construct a wooden tank so that it will
39drain well; in fact, nine out of ten scarcely drain themselves
at all; they are never kept as clean as they should be, and wet
wood seems to be a favorite spot for molds to grow, so that
frequent scrubbing is necessary if it is kept sanitary. It is
most important to inspect the receiving tank carefully before it
is first used in the morning, as they sometimes mold slightly
over night, or dirt falls into them from overhead. A steam
hose should be kept close to a wooden tank to sterilize it at
night after it is scrubbed out.
Finishing
Whether or not a receiving tank is used, the finishing machine
should be as close to the cooking kettles as possible, and
should receive constant attention from a careful operator who
can comprehend to some degree the importance of keeping it
clean. If the filling department gets ahead of the cooking department
and is obliged to wait fifteen minutes or a half hour
for a fresh batch of pulp to come down, the man who tends to
the finisher should take it apart at once, wash it off, steam
it off thoroughly with the steam hose, and put it together again
so that it will be clean and practically sterile when it receives
the next batch. Otherwise the screen and the brushes will be
clogged up with cold pulp when the fresh batch comes down,
which is a bad condition, especially if the pulp is not to be
sterilized after it is filled, which is usually the case with 5–gal.
pulp. Even though the finisher is operated continuously through
the day, it should be taken apart and cleaned at least twice during
the morning and twice during the afternoon.
The finishing machine should be operated slowly, so that the
pumice will come out dry. The small receiving box under the
finisher should drain completely so that it does not have a foot
of cold pulp lying in it when the finisher is idle.
Screen Metal for Finisher
The best kind of screen for the finisher is made of monel
metal. The brass screen is more common; however, the same
thing can be had in monel metal, and it does not offer the opportunity
for metallic contamination that the brass screen
does. The monel metal screens wear very well and have proven
themselves to be satisfactory in every respect. Aluminum
should not be used, as it is eaten up by the tomato acid and
will not last long.
40
Effect of Finishing on Mold Count
The opinion has often been expressed that the brushing of
the pulp through the fine meshes of the screen breaks up the
small clumps of mold and scatters them in small threads throughout
the mass, thus increasing the mold count, since this count
is not based on the total quantity of mold present, but upon the
number of microscopic fields containing molds. Thus, by scattering
the mold, instead of allowing it to be retained in comparatively
large clumps, the number of microscopic fields containing
mold threads would be increased.
Although one might reasonably expect this to take place, experiments
have proven that it does not take place. Several
years ago, in order to determine this point, I analyzed thirty
batches of catsup just before entering the finisher and again
just after coming through the finisher. In every case the percentage
of microscopic fields containing molds after finishing
was practically the same as before finishing. A cone-shaped
finisher with three revolving brushes and fine mesh screen was
used for this test.
Finishing Before Cooking
Although the finishing machine, if properly tended to, is
probably responsible for very little of the spoilage in pulp, it
has been suggested to use the finisher before the pulp is condensed.
Then the pulp can be drawn direct from the kettle
to the cans, and the chance of contamination and cooling in the
finisher can be eliminated. This idea is well worth experimenting
with, as the pulp could be filled at almost the boiling point.
I have not tried out this idea, but offer it here as a possibility
which has advantages which are well worth looking into. Packers
who are having spoilage trouble which they cannot attribute
to other causes would do well to experiment with it. As to
whether both the pulp machine and finisher would have to be
used before the cooking, or whether the finisher alone would do,
providing the tomatoes were previously crushed, or cooked in a
“breaking tank,” would have to be determined by experiment.
The method may be in use now by some packers; however, I
have not heard of it being used.
41
CHAPTER VI
FILLING THE FINISHED PULP AND STORING THE CANNED PRODUCT
Filling Devices for Five Gallons
The most commonly used containers for pulp are the five-gallon
can, the No. 10 and the No. 1 can.
The usual method of filling 5–gal. cans is to draw the pulp
from the finishing machine by means of a large, heavy wall,
single line hose filling one can at a time. Some packers use a
manifold by which five cans can be filled at once. This requires
a lot of valves and enamel lined pipe fittings, and unless the
operator is very expert the manifold will not do the work any
faster than a single line hose.
Square Can and Round Can
The square 5–gal. can is preferred by nearly all packers to
the round can. The round can is hard to handle, hard to stack,
and is very wasteful of space wherever it is stacked. The square
can is to be preferred in every way.
Testing for Leaks
When new cans are being used it shouldn’t be taken for
granted that they are absolutely free from leaks, as it is sometimes
found that a large percentage of a car of cans will run
bad, and the packer should test representative samples from
the car as soon as it is received, so that he can reject it and
secure other cans if the car doesn’t test up right. The best
way to do this testing is with a small tank of water, a one-eighth
inch air line, giving about four pounds pressure, and a can
tester. A simple kind of can tester can be easily constructed
in any blacksmith shop, and merely consists of an iron brace
to fit around the can and which can be quickly tightened over
the can and released, and a soft rubber semi-circle to fit tightly
into the cap hole and which is gripped at the top and held in
place by one side of the brace. The one-eighth inch brass air
pipe passes through the center of the rubber semi-circle and
42into the can. As soon as the can is tightly clamped and the cap
hole sealed by the rubber, the air is turned on and the can is
immersed in the water. The leaks show up very quickly under
a four-pound pressure, and a dozen cans can be tested in as
many minutes.
Washing and Steaming
New cans, as well as old ones, should be thoroughly washed
and steamed before filling. There is often a fine, light colored
dust in new cans which a good strong spray of water properly directed
into the inverted cans will remove. Through the same
pipe which directs the spray of water into the cans, the cans
can be steamed by means of a simple arrangement of valves
on the steam and water pipes. A washing and steaming rack
can easily be fitted up which will wash and steam a half dozen
cans at once. A single stream of water entering the cap hole of
the inverted can is not sufficient to clean it. The pipe which
enters the cap hole should be capped, and about three holes
drilled into this cap at a slight slant so that the upward spray
of water will strike three different spots in the bottom of the inverted
can, and make the washing thorough.
If the average packer could see just how little of the inside
surface of his 5–gal. cans is actually washed, he would be surprised.
About fifteen seconds is sufficient time to spray the inside
of the cans, and then the water valve can be closed and the
steam valve turned on. The steam should be kept on for a full
minute and kept on strong. The idea is not merely to heat the
can but to sterilize it, at least to some degree, before the pulp
is admitted. The average employee steaming 5–gal. cans leaves
the steam on ten seconds at the most, and often not more than
three seconds. Such a short steaming does very little good. The
space of time between the steaming and filling should be just
as short as possible. The employees should not be permitted to
keep a half dozen cans steamed ahead all the time so that they
are cold by the time the pulp enters them.
Filling and Capping
As stated in the previous chapter, the temperature of the pulp
when it is filled should be at least 170 degrees F. and preferably
above 180 degrees. The cans should be filled clear to the top with
the pipe or hose which conducts the hot pulp from the finisher;
they should not be topped off out of a dipper which contains luke
43warm pulp and is used for topping purposes. It is not necessary
to do this topping and the practice should not be permitted. The
sponges which are used for wiping the edges of the cap hole
should be kept in a bucket of clean, hot water, and put back in
the bucket after being used on a truckload of cans. The capping
and tipping job should undergo inspection before the cans
are trucked away.
Handling Filled Cans
Cans of filled pulp should be handled carefully. The cans
should be set down easily, so as to strain the seams as little as
possible. Of course the laborer wants to let go of cans of red-hot
pulp just as quickly as possible, but it is not necessary to drop
them several inches, and the employees should be taught to set
the can on edge and then let its weight straighten it up. If the
employee is given good thick gloves it is just as easy to handle
the cans carefully. I had occasion at one time to check up on
the percentage of swells resulting from one pile of pulp which
was stacked by an old hand who knew how to handle pulp easily
and carefully, and another pile from the same day’s run which
was stacked by a gang of new and uninstructed help who simply
picked the cans off the truck and dropped them in place. These
were second-hand cans, and the difference was considerable.
Both filled cans and empty cans should be handled almost like
eggs. One large pulp packing concern is particularly cautious
about this, and it is certainly soothing to the nerves to see their
employees handling 5–gal. cans after witnessing the rough and
tumble methods in the average plant. They know that it pays to
be particular, and that they can get three years’ use out of almost
all of their 135–lb. plate cans, and not have many swells either.
This concern rarely sells any of their pulp, but puts it up for their
own use, to be made into bean sauce, catsup, soup, etc., during
the winter months.
Advantages of Separating Batches
Some packers stack their pulp away without dating it; others
date each day’s run; while others stack each batch separately.
The latter system is practicable where the pulp is cooked in
large batches of about 300 gallons or more and in working up the
pulp during the winter months it is a great help. For instance,
suppose part of the pulp is to be used for catsup and part for
bean sauce. The packer can take batches one to fifty, for example,
44open one can from each batch, examine it for color and
microscopical analysis and he knows exactly what he has in that
stack of pulp, which may be three thousand cans. He can select
the various batches to be used for the purpose to which they are
best adapted, and he can be absolutely sure that each can in a
batch is exactly the same in every respect.
Take another example: We will say that the packer is selling
his pulp. His records show that on September 20th and on
October 2nd, for instance, he had a lot of bad tomatoes; shipments
received on those days were unavoidably held up and he
had to make the best of the situation. He knows, however, that
on those same dates he had a lot of good tomatoes which came
in by wagon haul and that they were run up at the same time.
He has a large order for pulp from a catsup maker who is very
particular about the microscopical analysis of the goods he buys.
In order to play absolutely safe, the packer can take a sample
from each batch of the pulp run on September 20th and October
2nd, and if a half dozen batches run too high he can omit them
when he makes the shipment to this buyer. If he preserved a
sample from each batch run on these dates at the time they were
run, which is the better way, it makes the sorting out of this
pulp a very easy matter. He thus eliminates the danger of the
loss of a good buyer by sending him even a comparatively small
quantity of pulp which is high in micro-organisms.
It may seem to one who has never tried it that stacking each
batch of pulp separately would involve an awful lot of extra labor,
and loss of valuable space when stacking. As a matter of
fact, it involves no extra labor at all and no extra space. I have
had a season’s pack of pulp amounting to 75,000 5–gal. cans at
one plant and cooked in batches of 300 gallons each, stacked each
batch separate and it was no trouble at all. The inspector who
examined the tipping and capping job, or the tipper, if the inspecting
was done by him, merely took a fine stiff brush and a
marking pot and marked the batch number on the cap of each
can. This only takes a half minute for a truck load. The date
was not marked on the can, as a record of the batch numbers run
on each date during the season was kept at the office. When
the pulp was piled away each batch was stacked together, and
where one batch left off and another one began a slip of wood
was inserted between two of the cans.
On days when the tomatoes are running bad, or there is a
scarcity of help for the sorting belt, it is wise to preserve a sample
from each batch and have an analysis made of it for reference
45when the pulp is shipped out. On days when a good grade of
tomatoes are being run it is hardly necessary to analyze every
batch, but a sample of about every third batch can be taken.
Stacking each day’s run separate is, of course, better than no
separation at all. However, there are not many days when the
entire run will have a similar analysis; the best becomes inseparably
mixed up with the worst, and when the pulp is worked
up the packer is working in the dark. To stack a season’s run
away without any system of separating various divisions of it is
the worst kind of folly, and is almost sure to lead to trouble.
How to Stack
When the pulp is stacked away a space of at least an inch
should be left between each can to allow the air to circulate
and prevent stack burning. If this is not done, a pile of pulp may
hold the heat for a week or ten days, and the pulp, particularly
that on the inside, will become brown or even black, due to the
long exposure to the heat. The quicker the pulp can be cooled,
the more the bright red color of the tomato will be retained.
The height to which the pulp is stacked depends upon the
heaviness of the plate of which the can is made, and also, of
course, upon the weight the floor of the warehouse is able to
stand. As a rule it is not wise to pack 5–gal. cans of 107–lb. plate
over four high, and not over five high for cans of 135–lb. plate.
Dry, sheltered storage should be provided for pulp, and it will be
found to pay in the end. Exposure to the elements is very hard
on the cans, and alternate freezing and thawing of the pulp is
a great strain on the seams of the can. A comparison of the leaks
and swells on pulp stored in shelter, and that stored in the open,
will convince the packer that it pays to construct dry storage
space.
Narrow aisleways should be provided for between the stacked
pulp so that it can be frequently inspected for leaks and swells.
By pulling out a leaker in time, several other cans are prevented
from becoming leakers, as the leaking pulp from one can will run
down on several others, and the pulp, in connection with the
oxygen of the air, will eat through the tin plate, causing rust
spots, and then pin holes. Frequent inspection of the pulp pile
and pulling out cans when they are just beginning to leak or
swell will save the packer a lot of money.
Cans should not be stacked on thin boards which will leave
the surface of the can close to the ground, as the moisture of the
46ground will quickly rust the tin. It almost seems foolish to
mention such a point, but much pulp is stacked this way and the
entire bottom layer when turned up will be moldy and rusty on
one side. The surface of the can should be at least two inches
from the ground. Lacquering will help some, but will not prevent
rusting if the cans are close to the ground.
Processing
Nothing has up to this point been said about the processing
of 5–gal. pulp. Very few packers process their pulp, and many
unprocessed packs have been put up that have not shown over 1
per cent of leaks and swells where new cans were used and the
various manufacturing processes were carried out as they should
be. In many cases a long shipment of such pulp, after having
been stored in a sheltered place for several months, has produced
very few additional swells.
One large packer of pulp has for years given his 5–gal. cans
a 30–minute process in boiling water, having them pass slowly
through a boiling water bath on a chain carrier, the speed of
which is regulated so as to give each can the required time in
bath. The cans are placed on the chain as soon as they are
capped and tipped. Although this packer is very careful in his
manufacturing methods he processes as a matter of insurance,
principally because a great deal of his pulp is shipped long distances.
He must figure that it pays him or he wouldn’t keep it
up, as the processing involves quite a little extra handling and
extra equipment, and of course has a tendency to darken the
pulp somewhat.
Thirty minutes at boiling temperature is, of course, not sufficient
time to bring the center of the can near the boiling point,
but it will sterilize the can itself and that portion of the pulp
which is near the outside. If the pulp is filled very hot, that portion
of it which is in the center of the can, being the last to cool,
should practically sterilize itself.
Life of Cans
Where a packer puts up pulp in 5–gal. cans for his own use
during the winter months he ought to be able to get two years’
use out of all of his cans, and three years out of a large percentage
of them. It is questionable whether it is ever advisable
to use a can over three seasons. One reaches a point where the
percentage of swells is so large with old cans that the saving of
47the cans is unprofitable. When a new can is first used, the year
should be indelibly stamped on the can, so that at any time the
packer can go through his stock of used cans and tell how many
seasons’ use each can has had. This will prove a help in making
a decision on which cans are worth holding over for another season,
and which ones are not. It also gives him a line on the kind
of can that gives him the most value for his money.
Enamel lined cans are now being used a great deal, and as a
rule they seem to give a little better service than the plain tin,
although this is not always the case. Some packers think the
enamel imparts a very slight foreign taste to the pulp, but I have
never been able to detect it. Enameling or lacquering of the
outside of the cans is essential if there is not sufficient sheltered
storage for the pulp, or if it must be stacked in a damp warehouse.
An excessive amount of moisture in the air will quickly start
the tin to rusting on plain cans, and many cannery warerooms
are entirely too moist for stacking cans, as they are near the
process room, and the air is often misty with the presence of condensing
steam from the process tanks. If there is ample dry
storage space, the outside enameling of the cans does not seem
to be an advantage.
Washing and Drying Cans
When the season’s pack of pulp is being worked up, the cans
which are to be saved for another season’s use should be
thoroughly washed out in a tub with hot water. Spraying devices
will not work, as the top of the can will probably have a layer of
pulp stuck to it, due to the receding of the pulp in the can when
it cooled, and even a heavy spray will not remove all of this. The
cans must be partially filled with hot water and shaken hard to
properly clean them. The foreman should inspect the washed
cans at frequent intervals by means of a small electric light which
is wired to a short rod and which can easily be inserted in the
can through the cap hole. If the washing is not thoroughly done
this will show it up quickly.
After as much of the water as possible is shaken out of the
cans they should be put in a drying oven and left over night. In
the morning the cans should be thoroughly dry if sufficient steam
is kept in the oven radiators. The oven is made with a partition
which divides it into two parts, and one part can be filled with the
wet cans while the other side is being emptied of the dry cans.
48
Protection From Dust
After the cans are dried, a pasteboard insert should be placed
in the cap holes to keep the dust out of them while they are in
storage during the winter and spring. One of the can companies
at least, supplies these pasteboard inserts or inverted caps with
their cans, and they fit snugly into the cap hole.
Testing Used Cans
Before the old cans are used the following year they should
all be tested for pin hole leaks and the leaks patched up. They
should then be re-tested and not used until they are shown to
be tight under air pressure when immersed in water. This can
be done during the spring and summer months, and the packer
can then be reasonably sure that his old cans are in good shape
for the next season’s run. If the cans are very old and the seams
are very rusty, new pin holes will be opened up every time air
pressure is put in them. Such cans should, of course, be thrown
away.
Packing 10’s and 1’s
Pulp packed in No. 10 and No. 1 cans is usually filled with a
rotary filling machine, although No. 10’s are often filled from a
single line pipe and the filling can be done quite rapidly where
the operator is expert at the job. If it is necessary to top any of
the cans, it should be done from a small jacketed kettle which is
connected up near the filler, so that the pulp used for topping can
be kept hot. The cans should be put through a can washer and
steamer before filling.
No. 1 pulp should have a much larger call from the consumer
than it has, and it could be made very popular if a high standard
of quality was set and maintained, and the advantage of its use
advertised to the housewife. Many consumers who have purchased
the small size pulp or puree for use in making tomato
sauce, spaghetti, tomato soup, etc., have been disappointed in the
quality, and after one trial have gone back to canned tomatoes
for these purposes.
For No. 10’s a process in boiling water of 40 minutes in the
old style straight process tank is usually considered sufficient;
this is to be followed by a very gradual cooling in water so that
the cans will not buckle badly. For the No. 1 size a 20–minute
process in boiling water is sufficient. It is always well to cool
49the cans about ten minutes so they will not retain the heat a
great length of time. A better color and flavor can be maintained
if the goods are cooled in water after processing. If a
continuous agitating cooker is used for processing the lengths
of time given above can be cut down at least 60 per cent.
Packing Barrel Pulp
Barrel pulp is scarcely being packed any more, as the barrel
has shown itself to be unfit for pulp which is packed without preservative.
The use of barrels today is usually only resorted to
in emergency cases when cans for the purpose are not available.
If the pulp is to undergo long storage and shipment, or any great
amount of handling, barrel goods will usually show quite a big loss,
not only because much of the pulp is spoiled so that the spoilage
is evident at once upon inspection, but because of the growth of
yeasts and bacteria in the pulp while it has been in storage, and
because of loss of color due to the action of air seeping into the
barrel. Wooden barrels as a rule are not absolutely air tight,
and it is hard to make them so.
I have packed pulp in good uncharred whisky barrels, using
5 lbs. of salt to the barrel, and rolled the barrels to a sheltered
place where they would not be disturbed until they were ready
to open, and after two or three months’ storage the pulp was
all right. If this pulp had been moved, or held until a spell of
warm weather came on, it is doubtful if it would have shown up
so well. The barrels should be washed out well and steamed for
about five minutes before being filled, and the bungs should be
burlapped.
Metal Drums
Ingot iron drums, such as are used for shipping oil, have been
recommended for tomato pulp and I have tried them, but they
will not do, as the tomato acid dissolves too much of the iron.
A Method of Preserving Pulp in Barrels
As a method of preserving pulp in barrels one packer for a
number of years put hydrochloric acid in it. This, being a strong
acid, is also quite a good preservative, and evidently kept the
pulp in good shape. When the pulp was worked up, enough bicarbonate
of soda was added to neutralize this acid, and the
result of the neutralization was sodium chloride, or common salt.
50There evidently could be no objection made to this from a pure
food standpoint, as none of the acid was left in the pulp after
the neutralization, and sodium chloride is a common ingredient
of pulp. However, the process darkened the pulp, which was an
objection. As to whether or not the flavor was impaired by this
treatment I do not know.
51
CHAPTER VII
THE MICRO-ORGANISMS OF TOMATO PRODUCTS; THE ATTITUDE OF THE PURE FOOD AUTHORITIES TOWARD THEM; AND THE INTERPRETATION OF ANALYSES
Micro-Organisms; What They Are
By micro-organisms we mean molds, yeasts, bacteria, and their
spores. The term “micro-organisms” takes in all of these.
This chapter will deal with the subject in as short and concise
a manner as possible, with the object of giving the manufacturer
a working knowledge of it that will help him in his
everyday factory routine. Although volumes have been written
about micro-organisms in food, it is not necessary for the packer
of tomato products to have an accurate, detailed scientific knowledge
of the subject in all its ramifications, but a general understanding
of it will suffice for practically all purposes.
What are molds, yeasts, spores, and bacteria? Are they animals
or plants? Where do they grow, and under what conditions
do they multiply most rapidly? Are they harmful, or are
the kinds found in tomatoes all harmless varieties? If they are
harmless, why does the government object to them? Why is a
product containing a certain number considered all right, while
when a larger number is present the product is said by the
government to consist in whole or in part of a filthy, decomposed,
putrid vegetable substance? Aren’t such foods as Roquefort
cheese, cottage cheese, buttermilk, and sauerkraut fairly
swarming with the same kinds of germs as tomato pulp? Aren’t
these foods all considered healthful? Then why object to these
germs in tomato pulp? Aren’t the germs all killed by the boiling,
anyway? These are questions often asked by pulp packers,
and it is hoped that the following will throw some light on
the subject.
Molds, yeasts, spores, and bacteria are very tiny plants, not
animals. They are so small that they can only be seen by the
naked eye when there are very large masses of them together,
consisting, in the case of bacteria and yeasts, of hundreds of
52millions of small individual plants, and in the case of molds,
of many individual mold plants closely massed together.
You have all seen large tufts of white mold on tomatoes,
and black mold covering a loaf of bread, but you probably did
not realize the enormous numbers of individual mold plants
that were present, or the rapidity with which they multiplied
themselves. You have all seen swelled cans of tomato pulp, and
after the cans were opened you have noticed the bubbles rising
in the pulp, and have noted the very sour taste and often an
extremely disagreeable odor. In every thimbleful of that sour
pulp there were hundreds of millions of bacteria and yeast cells,
so small in size that many thousand could collect at the same
time on the point of a pin and they would not be noticed
by the naked eye. It was these tiny bacteria and yeast plants
which caused the physical and chemical changes in that pulp.
Just as a parasitic vine winds itself around a tree and sucks
the life out of it, so these millions of bacteria and yeast plants
sucked all the goodness out of this tomato pulp, and left nothing
but sour, decomposed tomato fiber, acid, and foul-smelling gas.
Molds
The structure of the mold plant is similar to that of a very
small vine, the branches of which are many and are closely
massed together. The tiny threads or filaments of mold resemble
the vine and its branches. These threads keep sending out
new shoots which spread rapidly all over the surface the mold
is growing on, and the fruit of the mold plant, which is called
spores, is similar to the little berries which grow at the ends of
the branches of a vine. These berries are the fruit of the vine;
spores are the fruit of the mold plant. Just as the berries contain
seeds which reproduce the plant, so the tiny spores contain
the seed which will reproduce the mold plant. These spores
grow at the end of the mold threads or branches, and when
ripe, either fall on the surface directly beneath, or are carried
away by a breath of air and move along with the dust.
The spores of the mold plant will remain alive for months
in a dry state, floating in the air, or if the air be very still,
falling to the surface. The air everywhere is full of them,
and as soon as they light upon a moist surface, such as tomato
juice, for example, which contains nourishment for them, they
begin to send out shoots of mold threads and reproduce another
mold plant.
53

Fig. 4.—Mold filament from catsup. (×150.)
Mold grows most rapidly upon a warm surface, preferably
about the temperature of the human body. It will not grow
on a surface which is at freezing temperature, or on a very hot
54surface. Under these extremes of temperature it is unable to multiply
itself. Boiling kills the mold plant, and continued boiling of
15 minutes or more also kills the seeds or spores of practically
all species. That is one reason why it is desirable to bring
peeled tomatoes or tomato juice to a boil as soon as possible—so
that the mold and mold spores which are always on these
surfaces will be killed before they have an opportunity to grow.
There are many different species or varieties of mold plants
which thrive on tomatoes and tomato pulp, but they are all very
similar; they reproduce themselves in exactly the same way,
and they are all arrested in their growth by extremes of temperature,
and are killed by continued boiling. It should not
be thought, however, that boiling for a very few minutes will
kill all mold spores, as they have a tough surface which has
considerable resistance to heat. I have seen 5–gal. pulp packed
which was only given a very short boil on account of low steam
pressure, and molds grew in the sealed cans after packing to such
an extent that the pulp all had to be thrown away. It is safe
to assume, however, that a 15–minute boil will kill mold spores
and prevent the growth of molds in the cans after they are
sealed, providing, of course, that the pulp is filled hot into cans
which are clean and almost sterile.
Bacteria
Bacteria and yeasts are very much smaller plants than molds.
While an individual mold plant, growing as stated above like a
very small vine, branches out and spreads over considerable surface,
bacteria (that is, those forms in which the pulp packer is
interested) are very short, single rods, which, when multiplied
in size 500 times by the microscope, appear to be from 1
32 to
⅛ of an inch long. Yeasts, when multiplied in size 500 times,
usually appear to be from two to five times as large as a pin
head.
The rod-shaped bacteria referred to above are mainly the
lactic acid, and acetic acid bacteria, both of which produce fermentation
in tomato products. The lactic acid germ is the same
one which causes milk to sour, while the acetic acid germ is the
one which produces the acetic acid of vinegar. There are many
other kinds of bacteria in tomato pulp, many of which are
small, round cells. However, the bulk of these probably come
from the soil and are natural to the tomato, and are not
counted when the number of bacteria per cubic centimeter are
estimated. The rod-shaped types indicate fermentation.
55

Fig. 5.—Rod-shaped bacteria from tomato pulp, common in bad catsups. (×500.)
Bacteria reproduce themselves with amazing rapidity. It has
been found out by watching them multiply under the microscope
that under favorable conditions one germ reproduces
itself every 30 minutes, and in some cases reproduction is
known to have been even more rapid than that. The method
of reproduction is by simple division. The rod-shaped bacterium
is just like a match in shape, only many thousand times
smaller, and in the space of about 30 minutes it will divide itself
56in the middle, thus changing itself into two shorter rods. Each
of these rods grows in length, and each of them then divides,
making four rods. In 30 minutes more the four rods change
into eight, etc. It is the simplest method of reproduction
there is.
Bacteria also have another method of reproducing themselves
which they resort to when conditions become unfavorable for
their growth and they can no longer multiply themselves by
the simple division method. Such an unfavorable condition
would be the drying up of the moist surface on which they are
growing. In this case the rod-shaped bacterium forms one or
more spores within itself. These bacteria spores are somewhat
similar to mold spores, but are much smaller. However,
they are only produced by bacteria under unfavorable conditions,
while the mold plant produces them under all conditions. The
bacteria spores, like mold spores, have a tough surface which
gives them high resistance, and they contain the germ of bacteria
life which can reproduce the species when favorable conditions
for growth are again encountered. The bacteria spores, therefore,
float through the air as do the mold spores, remaining in the dry
state without nourishment for months at a time, and as soon as
they light upon a moist surface containing the elements for
growth, even to a very small degree, they reproduce the rod-shaped
bacteria form, which begins to multiply itself again by
the simple division method.
Although most bacteria spores are killed by boiling for 10
or 15 minutes, there are a few species of extremely high resistance
which have been known to remain alive after several
hours’ boiling. Spores of this nature are infrequent, however,
and the packer might as well forget that they exist. Not one
case of spoilage out of a hundred is caused by the presence
of such spores, and if all food products were cooked a length
of time sufficient to kill all bacteria spores which might possibly
be present, the foods would be cooked to death, and unfit
to eat.
Yeasts
Yeasts are very tiny individual cells, and multiply by
budding, instead of by simple division, as bacteria do. Instead
of the yeast cell dividing in half, thus producing two cells, it remains
intact, but a bud forms on its outer surface. This bud
grows in size until it becomes almost as large as the cell which
produced it, and then it separates from the mother cell, and
57we have two yeast cells. Each of these two cells then produces
buds, which again separate, and so on. Like bacteria,
the multiplication is very rapid under favorable conditions.
Favorable conditions for yeasts and bacteria are the same as
they are for mold, that is, a warm temperature, preferably near
blood heat, and a moist substance which is not too strongly
acid, and which contains the elements necessary for growth,
preferably the natural sugar of fruits and vegetables.

Fig. 6.—Yeasts and spherical bacteria from decaying tomatoes. (× 500.) [The oval bodies are the yeasts, some in budding stage; the bacteria appear as small spheres, or pairs of spheres.]
Yeasts are the principal gas-forming agents in the fermentation
58of pulp. In the production of this gas they consume the
natural sugar of the tomato. They will multiply by the budding
method described above as long as they are in a medium which
is favorable for their growth. As soon as this medium drys
up, or for some other reason becomes an unfavorable medium
for the multiplication of the yeast cells, the yeasts resort to spore
forming, just as bacteria do. These spores are formed within
the yeast cell, and when the cell wall breaks the spores pass
off into the air. Like all other spores, they have a high resistance,
and will float around in the dry state and remain
alive for a very long time. When they light upon a medium in
which they can grow they reproduce the yeast species, in the
same manner in which the bacteria spore reproduces the bacteria
species from which it was derived.
Spores
The spores, then, which are found in tomato products are of
three different kinds, namely, mold spores, yeast spores, and
bacteria spores. The greater number are almost always mold
spores, since the mold plant produces spores under all conditions,
while yeasts and bacteria only produce them under unfavorable
conditions. When microscopical analyses of tomato
products are reported, the mold spores and yeast spores are included
with the yeasts in the term “Yeasts and Spores.” This
is because a large number of the spores are very similar to yeast
cells in appearance, and as it would be a laborious process for
the analyst to separate them, the yeasts and spores are included
in one figure, which greatly simplifies the analysis. The
bacteria spores are not included in the count of “Yeasts and
Spores.”
How Germs Retard Their Own Growth
We will say that we have stacked away a 5–gal. can of pulp
which contains several living spores of bacteria, as is apt to
be the case, since the air is full of them, and the pulp is constantly
open to contamination from the air after it is cooked;
also the spores may be in the empty cans at the time they are
filled. Why is it, since these few spores are alive, and in a
favorable medium for their growth, that the rod-shaped bacteria
forms which they produce do not multiply to such an extent
that they will ferment the can of pulp. It was stated
above that bacteria do not multiply in a strongly acid medium.
59Since the bacteria produce acid as a by-product of their own
growth, they surround themselves with an acid medium, and
they thus retard and finally stop their growth by the product
of their own reproduction. When this acid medium reaches a
certain strength the bacteria can no longer multiply, and if
that can is not moved until used, the chances are it will be
all right when opened. But if the can is moved, the contents
are agitated, and these living bacteria are shaken away from
the acid medium in which they have been suspended, and they
are shaken into a fresh, sweet medium in which they can again
begin to multiply. It may therefore follow that if this can is
moved several times it would be at least partly fermented when
opened, while if it was left alone it would have remained sweet.
This illustration shows the desirability of moving pulp as little
as possible, and as carefully as possible when moving becomes
imperative. The lack of air in the can will, of course, also retard
bacterial growth, but there is usually a small amount of
air in the can, and many species of bacteria do not need any
air whatever for their growth.

Fig. 7.—Mold spores and filaments. A type frequently found in decaying tomatoes. (×300.)
60
Rapidity of Growth
Yeasts and bacteria multiply more rapidly than do the molds,
and that is why pulp which is made from tomatoes or tomato
peelings which are handled slowly or carelessly usually shows
a high content of yeasts and bacteria, while the molds may be
low. As a rule, most of the mold found in pulp was present in
the original tomatoes, and is found in the pulp because it
wasn’t eliminated in the sorting. But, as a rule, tomatoes are
not full of yeasts and bacteria unless they are very soft and
mushy, and it is evident on looking at them that they have
fermented to some extent. If pulp contains a high count of
yeasts or bacteria it usually means that this fermentation took
place in the factory at some stage in the manufacturing process,
or that the product has been contaminated by fermented tomato
substance lodged in pipes, troughs, and conveying equipment.
Often it is due to delay in getting the tomato stock to a boil.
The laxness in this regard in some factories is surprising, and
their pulp is almost always high in yeasts and bacteria.
When you consider the extreme rapidity with which these
germs multiply, the folly of allowing tomato peelings or tomato
juice to be very slowly conveyed to a large tank for an hour or
more before the steam is turned on becomes apparent. Much
has been written about the rapidity of bacterial reproduction,
and yet extreme delay in working up tomato stock continues in
many plants, and we frequently see bacteria counts of a hundred
million or more per cubic centimeter, all of which could
be easily avoided if the packer would just make up his mind to
get to the bottom of the cause and apply the simple remedy.
Just as an illustration we will say that we are putting up
trimming pulp, and the tomato receipts are rather light and
the peelers are working slowly, or that there aren’t many peelers
working. The trimmings are passed along on a belt conveyor
61where they go to a bucket carrier and are lifted to a
large cypress tank with a coil. They drop into the tank slowly,
and it may take two hours for the coil to be covered so that
the steam can be turned on; or after a foot or two of the trimmings
have been put in the tank it is lunch time, and it is
an hour before the filling of the tank continues. This may make
it three hours before these peelings are brought to a boil.
Suppose at the time those peelings go into the tank they contain
enough bacteria so that if they were cooked at once, the
pulp would run 10 million to the cubic centimeter. This is
very probable. However, they are not cooked at once and at
the end of 30 minutes you have peelings which, when condensed
and cycloned, would show close to 20 million bacteria. In an
hour the first peelings which entered that tank would yield
40 million, and in 1½ hrs., 80 million. This is on the basis of
the bacteria reproducing themselves every 30 minutes. Even if
they multiply much more slowly than that you can see that in
the course of a little over an hour you are getting into dangerous
ground, and in the course of two or three hours the bacteria
have multiplied to such an extent that the product would
almost be sure to be condemned if it was picked up by an inspector.
If the tomatoes had quite a few soft spots in them
when they were peeled it is very likely that the peelings would
yield 20 million bacteria if worked up immediately, and then
if delay of an hour or more comes on top of that you can see
where you will be on the bacteria count. The yeasts are also
probably multiplying at the same time, and the molds are
growing to some extent.
Now what this packer should do is to put a small open
steam jet in the bottom of his cypress tank, with four pipes
running horizontally, as in a “breaking tank,” and turn on the
steam as soon as the peelings cover these pipes, which lie right
on the bottom of the tank. The peelings are thus kept at a boil
until the steam can be turned on the coil, and then the steam
from the open jet can be shut off. This is a very simple arrangement
to make and will save no end of trouble.
It must not be thought that because micro-organisms multiply
most rapidly in a warm medium they will not multiply in
a cold medium, or one which is considerably warmer than blood
heat—the degree of temperature most favored. The only safe
extremes are 33 degrees F. for the lower extreme, and 150
degrees F. or above for the higher extreme. Anywhere between
these two extremes of temperature there is danger of germ
62activity, and the nearer the medium is to 98 degrees F., the
more rapid is the multiplication of the germs.
As tomato juice contains all the nutritive requirements for
the growth of micro-organisms, and is not strongly acid, it is
an ideal medium for them to grow in. There doesn’t seem to be
any medium whatever that molds, yeasts, and bacteria prefer
to tomatoes and tomato juice.
The Government Attitude on Micro-Organisms
What are the objections of the pure food authorities to the
presence of large numbers of micro-organisms in tomato products,
and how do they substantiate their objections? We know
that all of these germs that grow in tomato products are harmless.
Even if an occasional harmful germ should enter it would
not be discovered by the method of analysis employed, and
unless it was in the spore form and of extremely high resistance
it would be killed by the boiling.
We know that buttermilk and sauerkraut are full of bacteria,
and that the latter is also full of yeasts, and that these two
foods are recommended by physicians as being particularly
healthful because of the lactic acid they contain, which is produced
by the lactic acid bacteria—the same kind that are condemned
in tomato products.
In sauerkraut we know that these lactic acid bacteria and
yeasts are killed by the cooking, just as they are in tomato
products, which seems to make the two cases analogous. In
buttermilk and cottage cheese, however, they are alive and
growing, and these products are considered healthful. Roquefort
cheese is full of a green mold which gives it its characteristic
flavor and color, and it is considered healthful. Then why
object to molds in tomato products?
The difference is that in one case we have a controlled
and regulated fermentation, which is confined to one or more
species, which in combination with the characteristic elements
of that particular food produce a healthful by-product or desirable
flavor. In the other case we have an unregulated and
uncontrolled fermentation, produced by a variety of species of
micro-organisms. In tomatoes we have a number of species
of molds; we have a great many different species of wild yeasts,
many of which produce by-products of a disagreeable character;
and we have a number of species of bacteria, chief among which
are the lactic acid and acetic acid types, which change the
63tomato pulp from a sweet product, as it should be, to a sour one.
The objections of the government are therefore more confined
to the by-products which are produced by the growth of
these germs than to the germs themselves. It is the contention
that the by-products produced in tomato products by many of
these germs are such as to be classed as a filthy, putrid, decomposed
vegetable substance. Just how many of these germs a
product may contain before it is sufficiently decomposed to be
classed as filthy and putrid is a question. The government
tries to play safe in the matter, and give the packer a fair
deal. When they condemn a tomato product as unfit for food it
isn’t because it contains only an average quantity of micro-organisms,
but because the number of germs present, and the
decomposition produced, is such as to indicate extreme laxness
in sanitation and lack of care in the manufacturing processes,
or the admittance of quite a large percentage of rotten material.
The spoilage may be either primary or secondary, that is, it
may be due to the use of a lot of partly rotten, moldy tomatoes
at the start, which were not carefully sorted, or it may be due
to fermentation which takes place in the factory, caused by
extreme delay or by unsanitary equipment. In primary spoilage
the mold is usually very high and the yeasts and bacteria may
be low, while in secondary spoilage either the yeasts or bacteria,
or both, will be high, and the molds may be low. This
will be explained further later in this chapter.
Government Regulations
When the government regulations on tomato products were
first published it was stated that for catsup the microscopical
counts should not run above the following:
Molds in 25% of the microscopic fields.
Yeasts and spores—25 in 1/60th cubic millimeter.
Bacteria—25 million per cubic centimeter.
It was also stated that pulp which was to be converted
into catsup should not contain more than half this number of
micro-organisms, as allowance must be made for the increase
due to concentration.
The fact that pulp and catsup can be made to keep within
these limits has been demonstrated a number of times, but
I have yet to see a season’s run, all of which, or even 50% of
which, will come within these limits. It is easy enough to run
64individual batches which by careful supervision over the sorters
will have a very low count of molds, etc., but regardless of the
precautions a man will take to safeguard himself, there is
almost bound to be at some time in the season some manufactured
goods that will run over these limits. The packer, however,
should keep these limits in mind as an ideal to work to,
not on one batch, but on a season’s run, but it is not an easy
goal to attain, and in my opinion the government doesn’t expect
it to be attained very often. The packer has to contend with
a glut of tomatoes in September almost every year; it is difficult
to get good help to do the sorting and to supervise the
sorting; unfavorable weather conditions make the tomatoes
moldy and full of rot; delayed shipments come in in very bad
condition; machinery breaks down at the most unexpected times,
and necessitates delay in the factory at critical moments; the
help get careless about the cleanliness of the equipment, and
run through some goods before the unclean parts are discovered;
accidents occur in the power plant and the plant may have to
run on inadequate steam for two or three days, etc., etc. Every
packer has been up against these things, but as a rule pure food
inspectors have not, and they are sometimes slow to appreciate
the packers’ side of the case. This is particularly true of local
health inspectors who have had no experience with food manufacturing
problems, and sometimes permit a packer to receive
a lot of unfavorable and unjust newspaper publicity.
The heads of the government pure food departments, that is,
the high officials of the Bureau of Chemistry, intend to play
very fair with canners, and it must be admitted that they will
go a long way with a man who is making an honest and determined
effort to pack his goods in the right way, and who
is taking advantage of the opportunities he has to post himself
on modern methods of packing his products. The packer should
remember that the product of a plant that is run in an unsanitary
way is always under suspicion by the government, and that
shipments from these plants are the ones which are apt to be
watched by the government agents. The government can go
into any railroad office, whether government or privately controlled,
ask the agent to show them the bills of lading on shipments,
and notify their inspector at destination to take samples
of the car on arrival.
Getting back to the subject of established limits for micro-organisms,
in the fall of 1916 the government authorities named
the point at which they were recommending condemnation proceedings.
65The notice, which was issued by the Bureau of
Chemistry of the Department of Agriculture, stated that at the
present time they were not advising condemnation of tomato
products unless the micro-organisms exceeded at least one of
the following counts:
Molds in 66% of the microscopic fields.
Yeasts and Spores—125 in 1/60th cubic millimeter.
Bacteria—100 million per cubic centimeter.
This is a long way from the limit of 25 on each count, which
the government formerly stated should not in their opinion
be exceeded. At the same time, however, Mr. Howard of the
Bureau of Chemistry made a statement to the effect that they
still considered it possible under manufacturing conditions to
make these products to comply with the original 25–25–25 limit,
and that it was their intention to approach the original limits
more closely. It should not be understood that the government
thinks that products which run below the higher limits are good
enough, because they decidedly do not, but at present they are
not recommending for condemnation those products which run
below these figures.
State Food Officials
What about the state pure food boards? Do they follow
the government lead in this matter or act according to their
own ideas? Some follow the government and some do not.
Some state officials are quite lenient while others are very strict.
A product which one would pass as being all right, another would
condemn. I have seen state officials condemn catsup which I
am quite sure the government would pass, although it wasn’t as
good as it should have been. If the manufacturer had cared to
carry it to the courts there would have been an even chance of
him winning out. However, the loss of prestige due to the publicity
of such action is often greater than the loss of the manufactured
goods would be and as a rule the manufacturer does not
contest the case. Publicity is a powerful whip in the hands of
the government and state officials.
Checking Up Daily Runs
What is the manufacturer to do about checking up his
daily runs of pulp and catsup during the season? Is it better
for him to send his samples to a commercial laboratory, or to
employ an analyst to work at his factory, or to do the best he can
66in the sorting and in the factory routine, assuming that if he
uses proper care here his products are sure to analyze all right
and he doesn’t need to worry.
This problem has been discussed a great deal. To employ
an analyst on the place is usually rather expensive for a small
packer if the man is fully competent to do the work, and unless
he is, he is worse than useless. To send samples to an outside
laboratory often involves considerable delay in getting the
reports, and by the time the results are known the goods are
stacked away and almost forgotten. If they ran high in micro-organisms
there was some cause for it, and that cause should
have been remedied at once, and probably would have been had
the analysis been reported within a day or two. Therein lies
the chief advantage of getting an analysis quickly. An analysis
on products which have been run a week previously is, of course,
better than nothing, but it is far from being satisfactory.
The third method, that is, relying upon care in the factory
and having no analysis made, was at one time recommended,
but it is not now considered good policy. In a great many cases
where this policy was adopted it was found out when it was too
late that much of the goods that was thought to be all right was
decidedly off. There were undiscovered errors in the manufacturing
process, and they remained undiscovered because there
was no means of checking them up.
My advice in this matter is to have an analyst trained for
this work and employ him at your factory if you are so far
from a reputable analyst that it will take some little time to
get a report. The Research Laboratories of The National Canners
Association at Washington is undertaking the training of
men in this analytical work for those companies that desire it.
If the packer is close enough to a reputable analyst to get a
report within a day or two he will find that such an arrangement
is usually satisfactory, and he should rush his samples
with all possible speed, and request the analyst to wire the
report if the analysis is high.
Then there is the problem of what laboratory to send
samples to. Will any reputable chemical or bacteriological laboratory
do for this purpose? Many packers have made a mistake
right here, and the analyses they have received have been
worse than nothing because they were not only grossly inaccurate
but misleading. They have gone on thinking their
goods were all right and have found out later by some accident
that they were all wrong.
67Although an analyst may be a good microscopist and fully
competent to do general bacteriological or biological work, he
cannot possibly get a correct microscopical analysis on tomato
products unless he is familiar with the Howard method as
used by Mr. Howard. This means that he must use the exact
technique that Mr. Howard uses in his laboratory. Every
manipulation, no matter how slight, must be made in precisely
the same manner that Mr. Howard makes it; otherwise the
results are worthless. An analyst, in order to be competent to
use the method, must either work with Mr. Howard until he
can check him on all kinds of samples, or he must work with one
of the analysts that have been closely associated with Mr.
Howard in this work. If the analyst has had factory experience
and can assist the packer in running down the causes of
high counts, that is a great advantage.
How to Interpret Analyses
We will say that a sample of pulp taken from one of the
daily runs has been sent to an analyst, and the report on it
is as follows:
Molds in 70% of microscopic fields.
Yeasts and Spores—10 in 1/60th cubic millimeter.
Bacteria—12 million per cubic centimeter.
What does that analysis mean?
The first item means that the analyst examined through the
microscope 50 views of a thin layer of the pulp on a slide, and
that out of these 50 views, 35 of them contained sufficient mold
to count them as positive fields, so that molds were found to be
present in 35 out of 50 fields, or in 70% of them.
The second item means that from another prepared slide of
this pulp (which slide is so ruled that the volume of liquid on
any given space of it can be measured) there were found to
be 10 yeasts and spores in 1/60th of a cubic millimeter. A cubic
millimeter is about ⅕th of a drop, and 1/60th of a cubic millimeter
is therefore about 1/300th of a drop—an exceedingly small
quantity, almost inconceivable. The best way to conceive it is to
think of one drop of pulp mixed in 299 drops of water, and a
drop taken from this exceedingly dilute mixture. In this
almost inconceivably small amount of pulp there were 10 yeasts
and spores.
The third item means that in the same slide in which the
68yeasts and spores were counted there were found to be 12
million rod-shaped bacteria in each cubic centimeter. A cubic
centimeter is about 20 drops.
More important to the packer than the above, however, is
the interpretation of the analysis from the factory standpoint.
What does it indicate about the way the tomatoes were handled
and worked up? The molds are high and the yeasts and bacteria
are low. It means that in all probability the tomatoes were
not properly sorted, but that they were worked up rapidly
enough after the sorting. It indicates primary spoilage, but
little or no secondary spoilage. If there had been secondary
spoilage, either the yeasts or bacteria or both would be high.
It is a tip for the packer to watch the sorting belt closely.
We will say that the report on another sample is as follows:
Molds in 20% of the microscopic fields.
Yeasts and Spores—70 in 1/60th C. M.
Bacteria—110 million per C. C.
What is indicated by that analysis?
It shows that the tomatoes were probably sorted all right,
and that the primary spoilage is probably small, but that there
is a very strong indication of secondary spoilage, that is, spoilage
which took place in the factory. Unless the tomatoes were
extremely soft and partially fermented when they were run up,
there was probably great delay at some stage in the manufacturing
process, or some of the equipment was in a very unsanitary
condition and the fresh goods became contaminated with
fermented tomato substance which was carried over with it a
little at a time.
Suppose the analysis ran as follows:
Molds in 20% of the microscopic fields.
Yeasts and Spores—25 in 1/60th C. M.
Bacteria—110 million per C. C.
This also indicates secondary spoilage. The same conditions
are indicated in this analysis as in the preceding one. The only
difference is that instead of the fermentation being conducted
by both yeasts and bacteria, it was conducted by bacteria alone.
In other cases the yeasts and spores may run high and the
bacteria low, indicating that the fermentation was one of yeasts,
and not bacteria. If all three of the counts run high it indicates
that either the tomatoes were very moldy and soft to
begin with and were improperly sorted, or that they were
69both improperly sorted and that the pulped juice was improperly
handled in the factory. It is almost a sure indication of primary
spoilage, and points very strongly to secondary spoilage also.
There has been considerable criticism of the Howard method
of analyzing tomato products, and it cannot be denied that the
method is far from being ideal. It is the best method that we
have, however, and the packer can be sure of one thing, namely,
that if his products are made right they will never show a
high test by this method. It is true that all improperly made
goods do not give a high test by this method, and that is one
objection to it. These cases, however, are infrequent. The
method of estimating all three counts has also been criticized
as being unfair and not in accordance with the best bacteriological
practice. If anything better was suggested the Bureau
of Chemistry would no doubt be glad to adopt it, but so far as
I know, no improvement has been offered.
71
PART II
The Manufacture of Tomato Catsup, Chili Sauce, Trimming Pulp, and Tomato Soup
73
CHAPTER VIII
A DISCUSSION OF PRESERVATIVE AND NON-PRESERVATIVE CATSUPS, AND THE MOST FREQUENT CAUSES OF INFERIORITY
Unfavorable Publicity on Preservatives
When the pure food movement first swept over this country
the subject of preservatives got very wide publicity, and the
sensational press fed the people up on the news that their food
was being doctored with all sorts of chemicals. Tomato catsup
came in for its share of this publicity, and the two preservatives
most commonly used in catsup, namely, benzoate of soda and
salicylic acid, were classed among the chemicals that were
ruining our stomachs.
Although salicylic acid has been ruled out, benzoate of soda
is still being used to some extent. The great bulk of the catsup
now being manufactured, however, is made without preservative,
because packers realize that a good percentage of the public
became prejudiced against preservatives of all sorts during the
pure food agitation, and a great many are still prejudiced
against even so mild and harmless a preservative as benzoate
of soda. There are those who still maintain that this preservative
is or may be harmful when used to the extent of one-tenth
of one per cent, which is the permissible amount according to
the federal law; however, the Remsen board appointed by President
Roosevelt to decide the benzoate question unanimously
decided that when benzoate of soda is used in condiments to
the extent of one-tenth of one per cent it is perfectly harmless.
It was even found to be perfectly harmless in much larger proportions.
These facts, however, have never reached the masses, most
of whom never heard of the Remsen board, and even if they
had, a great many people would still remain prejudiced. Most
packers think, therefore, that it is best to play safe and make
their catsup without chemical preservative, relying solely upon
sterilization to keep their product from spoiling up to the time
the bottle is opened, and upon so called “natural” preservatives
to keep it from fermenting after the cork is drawn.
74
“Natural” Preservatives
That these “natural” preservatives, when present in large
quantity, as they sometimes are, may be more harmful to the
stomach than a minute quantity of benzoate of soda, is surely
a reasonable supposition. I have known of people getting sick
directly after a meal by eating a good deal of catsup of high
acidity on a steak and drinking milk along with it. At least
the sickness was attributed to this combination, and it doesn’t
seem unreasonable. A high acetic acid acidity will keep catsup
as well or better than ⅒th of 1% of sodium benzoate will.
There are catsups on the market made “without preservative”
that would probably never ferment, even if exposed to the air
for a year, because they contain so much acetic acid. The raw
acetic acid is, of course, not permitted to be used, but a very
strong distilled vinegar is used containing about 10% of acetic
acid.
The “natural” preservatives of catsup are the vinegar, sugar,
salt, and spices. The vinegar probably exerts 80% of the preserving
property, the sugar about 10% and the salt and spices
together 10%. The sugar would have much greater preserving
properties if it was present in higher concentration as in preserves
or jelly. It is doubtful if the preservative properties of
sugar are very great when it is only present to the extent of
about 10 or 15%, and the product is of a liquid nature like catsup.
Proper Acidity
The proper thing for a packer of non-preservative catsup to
do is to strike a happy medium on acidity; use enough vinegar
to keep it under almost any conditions, but not so much as to
almost entirely mask the tomato flavor and require sugar in
such large quantity as to make the final product resemble tomato
preserves. A good total acidity is 1.25%, figured as acetic
acid. This figure includes both the acetic acidity of the vinegar
and the natural acidity of the tomato. If a catsup is properly
manufactured, this acidity should answer practically all purposes.
The catsup packer should not be expected to make catsup
which will keep in perfect condition in restaurants where absolutely
no care or intelligence is used in handling it. This
class of restaurant proprietor is fortunately in a decided minority,
but rather than make a catsup that will be so strongly
acid that it will stand up under his treatment, he should be
educated to use a little care in the handling of the catsup.
75The following is a common abuse in restaurants. We will
say, for example, that three catsup bottles are on the tables
containing from a half inch to two inches of catsup. The waitress
does not like to put a bottle which is almost empty before
a customer, so she pours the contents of two of the three bottles
into the other one. The catsup in these bottles may be a week
old. When the contents of the bottle containing this mixture
are almost gone she pours the rest of it into another partly
filled bottle and so on, so that some of the bottles may contain
catsup which is over a month old, and in a warm, poorly ventilated
restaurant it is apt to start fermenting. The proprietor
should be educated to the fact that when using a non-preservative
catsup he must not pour it from one bottle to another, but
must leave it in the original container until almost gone, and
then use the balance for making tomato sauce, spaghetti sauce,
and for flavoring soups, gravies, etc.
One advantage the packer using benzoate of soda has over
the non-preservative packer is that he can make his catsup so
that it will keep properly and at the same time maintain the
natural tomato flavor to a high degree. The tomato flavor is
maintained because it is not largely masked by the use of a lot
of vinegar and sugar. The packer using benzoate rarely uses
more than a third as much vinegar or half as much sugar as
the non-preservative packer.
Many non-preservative catsup makers who read this will think
a total acidity of 1.25% is higher than necessary. They will say
to themselves that the acidity on their catsup never runs over 1%,
and they have never had any complaints. It may be that they
do not have a very big restaurant trade where so many of the
fermentation complaints come from, or that they do not have a
very wide distribution of their product so that it is subjected
to all sorts of climatic conditions, or it may be that they are
having a case of fermentation now and then in households
but never hear about it. In that case the housewife usually
merely drops that brand and buys another one next time. But
where a restaurant or hotel is having fermentation trouble,
the manufacturer is sure to hear about it quick.
It is wise to allow a fair margin of safety, and my experience
is that a total acidity of 1.25% is not too high. Quite a
few catsup packers maintain an acidity between 1.50% and
1.75%, and one large concern has for years kept the acidity
of their catsup around 2%. This, however, seems unnecessarily
high. Acidity will be discussed further in the next chapter.
76
Processing Catsups
Non-preservative catsups should either be processed after
filling and sealing, or the bottles should be sterilized before
filling and the catsup filled very hot without giving an after-sterilization. Catsups made with the addition of benzoate of
soda are not processed; however, the fact that benzoate is used
should not cause laxness at any stage in the manufacturing
process. It is a mistake for manufacturers to think that ⅒th
of 1% of benzoate of soda will keep their product in perfect
condition regardless of how careless they are in their manufacturing
processes.
Advantage of Benzoate Catsups
Some brands of benzoate catsup enjoy a very good sale, and
are popular with those who do not like a strongly acid and
sugary catsup, but prefer one which is mild and in which the
predominating flavor is one of tomato blended with mild spicing.
A restaurant using a catsup or chili sauce of this character
will almost always use more of it than they will of a strongly
acid catsup which is highly spiced. If the catsup is mild,
more of it is usually used at a time.
Causes of Poor Color and Flavor
The chief objections to most of the catsups on the market
are a lack of bright red color, and a more or less scorched taste.
This may be due to a number of causes. The brownish color
may be due to underripe tomatoes, or to tomatoes which were
picked during a spell of cold, dark weather. It takes sunshine
to give tomatoes a brilliant color, and when there is an absence
of sunshine for a week or ten days many of the tomatoes
will rot before they attain a bright red color. At such times
during the season it is impossible to get a brilliant color, but
if the packer will exercise as much control as he is able to
over the picking, persuading the farmers to hold their tomatoes
back just as long as possible, he will not have a great deal of
such goods and he can get a fair color out of what he does
get, out of these dull colored tomatoes. He should be careful
not to mix brownish tinted catsup with the brilliant red goods.
If he will keep similar shades of catsup in the same shipment
he is not nearly as apt to have complaints as he will have if he
mixes different colors. It is even more important that all the
77bottles in one case should be very nearly alike. A grocer who
receives a case of catsup all of which is very slightly off in
color will usually not complain unless it is decidedly off. If,
however, off colored bottles are mixed in the same case with
bottles of a brilliant red color, the poor colored goods suffer
greatly by comparison, and then there is apt to be a complaint.
The other causes of poor colored catsup are scorching at
some stage in the manufacturing process and too much cooking.
By too much cooking is not only meant too long a cook at one
time, but also too much cooking in the aggregate. For example,
a packer receives tomatoes of good color and he cooks them
into pulp, which requires a cook of thirty minutes. He
packs the pulp in No. 10 cans and sterilizes it about forty minutes,
and he has a good colored pulp, as it has only received two
short cookings. He stores this pulp for several months, and
then makes it into catsup. It is reheated, which is hard on the
color, as heat applied to cold pulp for five minutes to bring it
to a boil seems to hurt the color as much as a half hour added
on to the cook after the pulp is hot. After reheating, it is cooked
into catsup, which requires about thirty minutes, and after being
bottled it is sterilized at a high temperature for about an hour,
which makes the fourth cooking those tomatoes get. This is
what is meant by too much cooking in the aggregate. Too long
a cook at one time will, of course, also darken the product.
Scorching is more frequent with catsup made from pulp
than with that made from fresh tomatoes. Much of the catsup
made from pulp, although not actually scorched, has a very
faint scorched flavor to it.
It is hard indeed to make catsup from pulp which tastes
like the goods which is bottled from freshly run tomatoes. It
falls behind in both color and flavor. One finds that color and
flavor are very closely associated in catsup. A bright red
catsup is practically always a fine flavored product, while a dull
colored catsup with a brownish cast to it very frequently has
a more or less unpleasant taste with the suggestion of being
somewhat scorched.
Advantage of Direct Conversion of Tomatoes Into Catsup
Many catsup makers are doing away with winter packing
almost altogether. They bottle at least 90% of their catsup direct
from fresh tomatoes. Half of the remaining 10% is made from
50% fresh tomatoes and 50% pulp, the pulp being added about
78ten minutes before the cooking is completed. This fresh tomato
and pulp mixture makes a much better flavored product than one
can expect to get from straight pulp. Pulp can always be used
in combination with fresh tomatoes at the beginning and at the
close of the season when the tomato receipts are light.
Catsup made direct from tomatoes is not only of superior
quality, but it can be manufactured at least 20c a dozen cheaper
for the pint size than catsup made from canned pulp. In many
cases the difference will run more than that. Packers who put
up a general line of tomato products will do well to reserve
their fresh tomatoes for catsup, and to use their pulp for bean
sauce, spaghetti sauce, tomato soup, etc., all of which can be
made better from pulp than one can make catsup from pulp.
Thickness
The thickness of catsups found on the market is fairly
uniform, and there is rarely a cause for complaint on this
score. When catsup is packed in cans, the thicker it is the
better the buyer likes it as a rule; however with bottled goods
excessive thickness is not a virtue but a cause of much annoyance
to the consumer. It is better to have it just a shade too
thin than too thick.
Spicing and Sweetness
Improper spicing of catsups is not a common fault either.
Even where essential oils are used exclusively for spicing, a real
good flavor can be had if the oils are properly administered.
As to sweetness, many catsup makers are coming to the conclusion
that the public is demanding a slightly sweeter catsup
than was generally packed eight or ten years ago. There is
very little doubt but what a composite sample from a half dozen
prominent brands of today, if compared with a composite
sample taken from the same brands ten years ago, would show
quite an increase in sweetness. One of the largest selling brands
on the market has a distinct sweetish taste, and the public, at
least a large percentage of it, seems to like it. There are still
many who like a tart or slightly sour taste, but the tendency
is unquestionably in the other direction.
“Black Neck”
A rather common defect in bottled catsup is what is commonly
called “black neck,” which is a darkened space in the
79neck of the bottle, all the way from a half inch to over two
inches in depth. Several years ago I made a very thorough
investigation of the causes of black necked catsup, and every
thing seems to point to the fact that in nine cases out of ten it
comes from leakage of air into the closure of the bottle. The
space between the surface of the catsup and the top of the bottle
should be a vacuum if the seal is perfect, as this space is left
by the contraction of the catsup in the bottle when it cools.
Many closures, no matter what style, do not seem to be entirely
impervious to air, and the catsup gradually darkens as the air
is gradually admitted. A suggestion for overcoming “black
neck” will be given later under the head of “stacking catsup.”
General Attractiveness
The general attractiveness of the package is, of course,
important. A cheap, unvarnished label which quickly becomes
dirty looking, and a cheap tin cap which gets black and filthy
looking on the inside after the catsup has been open a few days,
do not enhance the sale of a product, and only make a very
slight reduction in the manufacturing cost. The packer should
by all means use either a re-tinned cap or an inside enameled
cap. Ordinary plain tin caps should be absolutely barred, as
they are entirely unfit for a bottled condiment which contains
as much acid as catsup.
Although the remarks in this chapter have been confined to
catsup, it should be understood that they apply equally to chili
sauce, which only differs from catsup in that it is made from
peeled instead of strained tomatoes, and is usually a little bit
more spicy.
80
CHAPTER IX
A DISCUSSION OF THE INGREDIENTS OF CATSUP; WHEN AND HOW THEY SHOULD BE ADDED; AND THE AMOUNTS OF EACH PER 100 GALLONS OF FINISHED CATSUP
Practically all of this chapter will be devoted to non-preservative
catsup. The use of benzoate of soda and the changes in
the formula which its use involves will be briefly discussed
at the end of the chapter.
Measuring the Volume of Tomato Juice
When catsup is being manufactured direct from tomatoes
the tomatoes should be previously cycloned, either by the cold
or hot process. I have never cooked catsup direct from crushed
tomatoes, as it is evident that crushed stock is open to at least
two objections. The first is that the finishing point would be
rather hard to gauge accurately, due to the presence of so many
peelings, and the second is that when the peelings and seeds
are screened out by the finishing machine they would no doubt
carry some of the ingredients with them, chiefly sugar, which
would be a waste.
If the tomato juice is delivered to the catsup cooking kettle
from a “breaking tank,” as it is in the hot pulping method, the
volume of tomatoes to be used per batch of catsup is measured
on the “breaking tank,” and the cycloned juice is delivered from
this tank to the catsup cooking kettle as the condensation
gradually allows more and more of it to be taken care of.
If the cold pulping process is used some other method of
measuring the tomatoes for each batch must be used. One way
is to have the catsup cooking kettle built high enough so that
it can hold the entire volume of cycloned juice required for
the batch without boiling over when the steam is turned on.
The juice is then pumped over to a certain measure on the kettle
before the cooking is begun. This requires very high cooking
tanks. Another way is to take over as much juice as the
kettle will hold and concentrate it, and then shut off the steam
and take over another measured volume according to a gauge
81on the inside of the tank which reaches from top to bottom,
and is marked off in gallons. If this method is used the cooking
kettles need not be so high. Another way is to use a meter on
the pipe line between the cyclone and the cooking kettles, which
will register, within twenty-five gallons, the volume of tomato
juice being pumped over.
It is, of course, an advantage to start the cooking as soon as
the coil or jacket is covered, so as to kill growing micro-organisms
as quickly as possible, and it is also an advantage to keep
the contents of the kettle vigorously boiling from the time the
coil or jacket is covered with the fresh juice until the batch of
catsup is finished.
None of the ingredients should be added until all of the
tomato juice for the batch is in the kettle, with the exception
of the bag of spices.
It is usually not considered advisable to cook batches of
catsup of over 300 gallons when finished. I have cooked as
much as 400 gallons at a time, but it requires quite a long
cook to complete the condensation unless the tank has a large
surface for evaporation and a coil with a very large cooking
capacity, and a high steam pressure is available.
Amount of Tomatoes
In discussing the proper amounts of the various ingredients
to use, a batch of finished catsup of 100 gallons in volume, when
measured hot, will be taken as the basis throughout this chapter.
The amount of tomatoes required to make 100 gallons of
finished catsup varies according to the season of the year and
the quality of the stock. If the tomatoes are watery, or contain
so much rot that 25% or more must be cut away, that of course
makes a big difference. If, on the other hand, the tomatoes are
large and meaty, and contain scarcely any rot, a comparatively
small amount of them are required. Taking tomatoes of average
size, containing an average amount of solid matter, and from
which 10% by weight of rotten material is sorted out, it is
safe to figure on 37 bushels of tomatoes or 59⅝th bushel baskets
for 100 gallons of finished catsup.
Keeping Batches Uniform
If the catsup batches are to be kept uniform in size throughout
the season, as they should be, the quantity of tomatoes per
82batch will have to be changed slightly from time to time according
to the amount of water they contain. The only safe way
is to put a gauge on each cooking tank which marks the desired
volume of catsup when cooked, and to vary the volume of tomato
juice per batch to the extent which is indicated by the gauge. If
the batches are running two inches low, the cook will know by
a little experimenting just how much extra juice will be required
per batch to make it right.
Having all the batches come out exactly the same in size
is important, both in preservative and non-preservative goods.
In the former, the percentage of preservative cannot, of course,
be kept uniform unless the batches are kept uniform in size.
In non-preservative goods it is advisable to keep the percentage
of acetic acid—that ingredient upon which the keeping quality
chiefly depends—as nearly uniform as possible. Of course, if a
batch runs large, the acetic acid percentage will be low, while
if the batch runs small, the acetic acid percentage will be higher
than necessary. The spicing will also be more uniform if the
batches are uniform in size.
Use of Spices in a Sack
Where the spices are put in a sack, the sack is usually tied
to the coil, if this type of cooking tank is being used, and where
a jacketed kettle is used, there being no place to tie the sack,
it is usually just thrown on top of the boiling tomato juice and
allowed to float around near the surface during the boiling.
One concern uses a long pole which is suspended from overhead
and reaches to within a foot of the bottom of the jacketed kettle.
The sack is tied to this pole, and it is thus held down during
the boiling. As to whether any flavor is actually lost by allowing
the spice bag to float near the surface is a question. This
could easily be determined by an analysis of the spice residue.
Use of Spices Direct and When to Add Them
As far as I know, whole spices are always used when the
spices are placed in a sack, and when they are thrown into the
catsup direct, ground spice is used. It is claimed by some that
the latter method gives just as good results as the former, and
that no advantage is to be gained by the use of sacks. As to
whether or not this is true I cannot say, as I have never used
ground spices in catsup with the exception of pepper, ginger
and paprika. The reason for using sacks, of course, is to allow
83the flavor of the spice to be extracted without having the spices
come in direct contact with the catsup. If you will macerate
some ground allspice or cloves in dilute acetic acid for a while,
you will notice the black substance which is extracted, and it is
surely reasonable to suppose that at least some of this will
be extracted in catsup when the ground spices are thrown in
direct. As for the cassia, there probably would be no objection
to the use of the spice direct.
The flavor of mace is lost by continued boiling, and the use
of it in a sack which stays in the boiling liquid for thirty
minutes or longer is a waste of the mace. If mace is boiled long
in direct contact with the catsup it imparts a very bitter taste.
The proper way to add mace is to throw it in direct in the broken
form about three minutes before the batch is done. Ginger
should be added at the same time as mace, as its volatile oil
passes off very rapidly, and if cooked long it will practically all
be lost by volatilization. As to the pepper and paprika, they
are added direct in the ground form at the beginning of the
cooking. Mustard is also said to be used in catsup, but it apparently
isn’t used extensively.
Use of Spices in Two Batches
If the whole spices are placed in a sack it is a good idea
to cook each sack of spices in two batches. In this way more
of the flavor is extracted than would be taken out by one boiling.
This can be proven by cooking a batch of catsup with
no spice other than a sack of spices which has been previously
cooked in a batch of catsup. Note the flavor which is extracted
by the second cooking, and you will see where you are losing
valuable material when you throw away a bag of spice residue
after one cooking. Of course the cook will then have two sacks
of spices in each batch—a new one and an old one, and he must
mark them in some way so he can tell which is which when
the batch is drawn off. A good way is to tie the new sack with
a single knot, and the old one with a double knot. This method
seems to be less confusing to the cook than any other.
It is also important to tie the spices in the sack loosely.
If a cook is not instructed about this he will invariably tie a
cord around the sack so close to the spices that there is no
room for them to move around while the sack is being agitated
by the boiling. Undoubtedly a better extraction can be obtained
if the spices have freedom of movement in the sacks.
84
What Is Extracted
What we really get from the spices is a water extract. The
acetic acid of the vinegar probably extracts a little more, but
as the vinegar is only cooked in the catsup about three minutes,
a great deal of extraction could not be expected from that source.
Not only the volatile oils, but organic compounds called esters,
and also some of the non-volatile oils are extracted from the
spices. The volatile oils produce most of the flavor, however the
esters also add to the flavor considerably. The non-volatile or
“fixed” oil of cayenne pepper has quite a strong spicy flavor,
although not nearly as strong as the volatile oil of cayenne. The
fixed oils of cassia, allspice, and mace have no flavor at all.
Even though a bag of spices be boiled in two batches of forty-five
minutes each, a great deal of their flavor is still left in them.
This has been proven by chemical analyses of spice residues.
Even quite a large percentage of the volatile oils still remain
in the spice residue, and, of course, a larger percentage of the
non-volatile or fixed oils. It is a question, however, as to
whether the extraction of the volatile oil of these spice residues
would be a paying proposition. So far as I know, none of the
distillers of essential oils seem to be interested in them.
Storing Spices
Spices should not be held in storage for a long time, particularly
in open bins, as some of their volatile oils pass off little
by little into the air and are lost. This is especially true of
cassia, either ground or broken. They should be stored in a dry
place, as some of them are apt to mold if left in an atmosphere
of condensing steam, and of course this mold would contaminate
the catsup to some extent. I have seen mace which was in
a very moldy condition due to its having been stored in the
cook room for some time, and having collected moisture. Some
of the milder varieties of pepper are also known to become
moldy on exposure to extreme dampness.
Quality of Flavor
A great deal could be written about the quality of various
varieties of the same spice. All of these varieties will not be
discussed here but I will try to show how the packer is sometimes
mislead by spice salesmen who show chemical analyses
of their spices as positive proof of the actual value that they
85contain. As a matter of fact, the true value of a spice cannot
be shown by a chemical analysis.
Take, for example, cassia. The finest flavored cassia is the
Saigon cassia, which can be obtained in the thin quill, the
medium bark, and in the thick bark. At the other extreme we
have the China cassia, which is considerably cheaper than the
Saigon. If the catsup packer is going to judge his spices according
to strength, he may find that he gets more strength from the
cheap cassia than from the expensive one. The chemical analysis
may show that the China cassia contains more essential oil
than the Saigon does. In fact, this is often the case. However,
what about the quality of that essential oil? There is the
point. The essential oil extracted from the Saigon is different
from that extracted from the China cassia. It has a more
delicate, refined flavor. Its flavor is more pleasing to the palate,
and is free from “harshness,” and “strength” of an unrefined
nature.
This does not mean that one cannot make a nice flavored
catsup with China cassia, as such is not the case, but a better
flavor can be obtained with Saigon. The point is that quality
of flavor as well as quantity of flavor must be considered.
Chemical analyses are only of value when exactly the same
variety of two or more samples of spice are compared.
When it comes to cayenne pepper, the quality of the flavor
is not the important factor that it is in the milder spices.
Cayenne is used to give “hotness” to the catsup, and the hotter
the cayenne is, the greater its value to the packer. The Mombassa
and the Japan chillies are the hottest, although in recent
years they have been so expensive that it is more economical
to use some of the others, even though a slightly larger quantity
may be required.
For allspice, it is not necessary to use a large, fancy berry,
but a small size which is fairly free from sticks, stones, and
decayed or pithy berries will answer the purpose just as well.
The relative values of samples can be compared by inspecting
them and noting the percentage of foreign and decayed material.
As to cloves, it is again not necessary to use a fancy article,
although all varieties will not impart exactly the same flavor,
just as in the case of cassia a different flavor is obtained from
Saigon and China cassia. Some packers like the flavor of the
Zanzibar cloves, while others give another variety slight preference,
chief among which are the Penang, Amboyna, and Pemba.
Penang and Banda are the fanciest varieties of mace, but
86some of the other varieties are all right for catsup, with the
exception of Bombay mace, which has no flavor, and is considered
an adulterant.
Use of Essential Oils
In many cases spices are not used at all, but their essential
oils are used instead. In other cases both spices and oils are
used. Some packers object to the use of cloves on account of
the large amount of tannic acid they contain (usually from 16
to 20%), which it is thought has a darkening tendency, especially
if any iron is present, and it is also thought that other
darkening substances are extracted from the cloves. If the
essential oil is used, this is avoided.
Essential oils, when added properly, produce a catsup of good
flavor, and the product is in every way acceptable. A better
flavor, however, can be obtained by the use of whole spices.
A water extract obtained from whole spices is different from the
essential oil of the spice. It contains the essential oil, part of
it at least, but it also contains other substances which impart
flavor. The flavor produced by whole spices is not quite as
harsh as that produced by essential oils. “Harsh” is not
exactly the word, but it comes about as close to it as anything
I can think of. The whole spices impart a wealth of flavor, but
there is freedom from “strongness,” or any faint suggestion of a
“drugstore taste.” I have tasted catsups made with oils in which
this “drugstore taste”—I use the term for lack of a better one—was
apparent, and it may have been due to the quality of the essential
oils used, but more than likely was due to the fact that
they were not properly administered. It is necessary to get the
oils thoroughly and evenly incorporated into the catsup without
volatilizing too much of them.
How to Add Essential Oils
The best way I know of to do this is as follows: Add the
oil from a small lipped container, like an 8 oz. glass graduate,
after the catsup is cooked, that is, just as soon as the steam is
shut off of the batch, spreading it slowly over the entire surface
of the catsup, not dumping it in one spot; then turn the steam
on full, and leave it on five seconds; then shut it off immediately,
and open the exhaust. This will not make an absolutely
perfect mixture of the oil in the catsup, but it will do the
job better than agitators, and by only leaving the steam on five
87seconds very little of the oil is lost by volatilization. The
brushing of the catsup through the finishing machine also
helps in more thoroughly mixing in the oil, and if the catsup is
then pumped from the finisher to a receiving tank over the
filling machine, as is often done, the mixing is made still more
complete by the pumping process. If a number of different
essential oils are used they are mixed together before adding.
One large manufacturer whose catsup is well liked uses no
whole spices at all, even using oleo resin capsicum instead of
ground cayenne pepper. Oleo resin capsicum is much hotter
than the ground cayenne, and, of course, a very small quantity
of it is required.
Paprika
Paprika is used to a very large extent in catsup, chiefly
because of its bright red color, which assists to some extent in
toning up the color of a catsup that would otherwise be rather
unattractive because of its brownish cast. If any appreciable
help is to be obtained from paprika, it must be used in large
quantity, and it must be of the most brilliant red variety.
Much paprika has a dull brick or brownish color, and it might
as well be left out. The use of only a pound of paprika to 100
gallons of catsup scarcely produces any effect on the color. If
paprika is used, at least two pounds should be used for this
quantity of catsup, otherwise it might almost as well be omitted.
Of course, paprika is a spice as well as a color, and on that
account it can be used in catsup without any statement on the
label to the effect that the product is colored artificially. It does
impart some flavor, but the flavor isn’t particularly desirable
in catsup. If paprika was yellow or brown, instead of red,
it is doubtful if it would be used at all in catsup; certainly it
would not be used extensively.
Most of the best catsups on the market are made without
paprika, and these catsups are as a rule the most brilliant in
color, as they are made almost entirely from fresh tomatoes.
The color is not killed by a long succession of cooking processes,
and therefore the use of paprika is unnecessary and would add
absolutely nothing to the color.
Paprika is a rather poor excuse for a coloring matter anyway.
The coloring principle in the spice is not soluble in the catsup,
and all of the color is retained within the grains of the powder.
If this coloring principle dissolved in the catsup, as does
cochineal, the effect would be very good. The use of paprika
88is very easily detected by pouring out a bit of the catsup on a
piece of paper, and making a thin layer of it. The grains of
paprika then stand out very prominently.
Some catsups are literally “loaded” with paprika, and they
have a sort of brick color, which is somewhat different from
the color produced by fresh, ripe tomatoes. This catsup would
no doubt be brown if so much paprika wasn’t used. As to
flavor, such goods are usually not very good, and are often very
poor indeed.
Quantities of Spices and Oils per Batch
As to the quantity of spices to use per 100 gallons of catsup,
I would suggest 3 oz. of ground cayenne pepper, 1½ lbs. of
medium bark, broken Saigon cassia, 1¼ lbs. of whole allspice,
and 1¼ lbs. of whole cloves. The cassia, allspice, and cloves
go in a sack, and the cayenne goes in direct at the beginning of
the cooking. If paprika is used it is put in with the cayenne.
If the essential oil of cloves is preferred to the whole spice, 1
oz. of it will give a pronounced clove taste, although not too
pronounced.
If it is desired to use essential oils altogether, with the
exception of the cayenne pepper, a good mixture is ½ oz. oil of
cassia, 1 oz. oil of cloves, and ½ oz. oil of pimento. A good
flavored catsup can also be obtained with the amounts of pepper,
oil of cassia, and oil of cloves given above, but with no oil of
pimento.
It should be remembered that with these oils the most important
point is the successful administration of them. Giving
proper quantities to use amounts to nothing if they are improperly
administered. In fact, any kind of a formula for making
a tomato product amounts to very little in itself. It doesn’t
make any difference how fine a formula a man has, it by no
means assures a good product. When the formula is obtained
a bare start is made. In the hands of one manufacturer excellent
results will be obtained with the use of a formula, while
another man who has practically the same formula will make
an absolute failure of his manufacturing.
Essential Oils Economical
The use of spice oils is more economical as far as the actual
expense of the formula is concerned, and it is also very convenient,
as you have your flavoring in small packages in a highly
89concentrated form. As these oils are distilled from spices which
are wormy, or for some other reason not marketable as whole
spices, the spice from which they are distilled can be obtained
very cheap. As a rule the oils are distilled where the spices
are grown, and only the essential oil is imported. In order
to make the oils comply with the regulations of the U. S.
Pharmacopoeia, it is usually necessary to re-distill them here,
as they often contain lead from being transported in lead containers.
Adulteration of Ground Spices
If ground spices are used they should be bought from a concern
of very high standing, as their adulteration is by no means
an uncommon practice. Deception is, of course, difficult in whole
spices. Such adulteration as the use of ten or twenty per
cent of ground pepper shells in ground pepper has frequently
been discovered by government chemists. Ground olive stones,
sawdust, brick dust, ground cocoanut shells, and many other
inert substances have also been found in ground spices. Adulteration
can almost always be detected by either microscopical or
chemical examination, but there have been cases where the
adulteration has been so cleverly done that the only way it
could be verified was by detective work on the part of government
agents.
Onions and Garlic
Onions for catsup need not be carefully peeled, as a little
peeling will not impart any foreign taste. It is well, however,
to remove that part of the peeling which is dry and comes off
easily. The finishing machine will remove that portion of the
peeling which is left.
The sweet Bermuda onions are not as good for catsup as are
the stronger kind, as it takes too many of them to impart a
distinct onion flavor. The onions should, of course, be washed
if they are not clean when taken from the sack. Some firms
use an onion washing and peeling machine and they like the
machine very much. A coarse grinding of the onions is sufficient.
Some packers use garlic and some do not. Garlic is treated
in exactly the same way as onions but should be ground rather
fine. The cloves of the garlic should be removed from the
enveloping tissue, but it is not necessary to separate the individual
cloves from the hard, fibrous coating which surrounds
them.
90Onions and garlic should be added as soon as all of the
tomato juice for the batch is boiling in the kettle. For a 100
gallon batch, two gallons of chopped onions and ½ lb. of ground
garlic are about the right amounts. Ground onions and garlic
should not be left standing over night, as they get black and
lose their flavor. In cases where some are unavoidably left
over, they should be covered with vinegar and salt.
Sugars
The sugars most commonly used in catsup are granulated
cane, clarified cane, granulated beet, and raw, unrefined sugars.
The purest of these are granulated cane and granulated beet,
which are equally good. There is a prejudice against beet
sugar by many people in the east, who think it is not as good as
cane sugar, but this is a mistaken idea. Any food chemist will
tell you that they are the same, and are equally good. All granulated
sugar, whether cane or beet, must contain at least 99.5%
of sucrose (pure sugar) to comply with the federal standard.
And remember that sucrose is sucrose, whether derived from
sugar cane or sugar beet. Almost all granulated sugar will
test 99.8% sucrose, which is slightly above the minimum established
by the government. This leaves a negligible quantity of
impurities, which in the case of beet sugar are derived from
the beet, and in cane sugar from the cane. If there is any
difference between the two sugars it lies in this very minute
quantity of impurities and such a difference can surely not
be objected to. Granulated sugar, whether cane or beet, is the
purest food article in commerce.
Clarified cane sugar is not quite as pure as granulated, but
when used in catsup will make equally as good a product as
granulated will; however, as the percentage of sucrose is not so
high, a little more of it has to be used. A considerable saving
can often be made by buying clarified instead of granulated
sugar, but the purchase should be made on polariscope test,
so the buyer knows exactly what he is getting.
Raw sugars are slightly less pure than clarified, although
there is very little difference between the best grades of raw
sugar and clarified. Good centrifugal raw sugar will contain
about 96.5% of sucrose. The lower grades of raw sugars should
not be used, as they are dark and will darken the catsup to
some extent, but there is scarcely any color to the better grades,
and they give good results. The use of raw sugars often permits
91quite a saving on the sugar bill. They should be bought on
polariscope test, and when received should be tested against the
sample on which they were bought.
Sugar Syrups
“Cane sugar syrups” have for several years been offered to
canners and preservers, and they are advertised to be equal
pound for pound to granulated sugar and to be considerably
cheaper. The samples of these heavy, colorless syrups that I
have tested have contained a considerable percentage of invert
sugar, and also moisture. The moisture is, of course, worthless,
and as the invert sugar is less sweet than sucrose it is ridiculous
to claim that such a product is equal in sweetness to granulated
sugar. These syrups are said to be used by some catsup
makers, however the saving that is effected by their use is probably
imaginary.
The sugar can be added at any time after all the tomato
juice for the batch is boiling in the kettle. Some prefer to
add it at the end of the batch so as to run less danger of scorching;
however, if the coils are clean, and there is a good head
of steam, and the taps are working right, there need be no fear
of burning, even if the sugar is added twenty minutes before
the batch is done. The sugar should be put in small pails or
boxes, so that it can be scattered easily over the surface of
the boiling pulp. If it is put in heavy containers it is apt to
be dumped in one spot, and may not all dissolve, as much of it
may fall in a lump below the coil where the circulation is
not good.
If the coils or traps are not working properly, or the tomatoes
are a little green, and the cook is having trouble with the
catsup burning on the coils badly, it is advisable to not add
the sugar until a few minutes before the batch is done.
If 10½ gallons of 100 grain vinegar are used to a 100–gallon
batch, about 105 pounds of granulated sugar will be required.
Use of Sugar in Large Quantities
It should not be thought that extra sugar is going to increase
the volume of catsup in proportion to the volume of extra sugar
added. I am reminded in this connection of a conversation
I had with a large catsup packer, in which we were discussing
the large amount of sugar and vinegar required to insure the
keeping quality of non-preservative catsup, as compared with
92the amounts usually used in benzoate goods. This packer made
non-preservative goods altogether, and he surprised me by
remarking: “What if we do have to use a hundred pounds or
so more sugar to the batch; we buy the sugar at 8c a pound, and
sell it for about 11c a pound in catsup. Where do we lose anything?”
I was surprised at the remark because I thought he
should know better than that. If catsup was bought and sold
by weight that argument might hold good. However, regardless
of the fact that the net weight in pounds and ounces avoirdupois
is always stated on the label, the public buys catsup by volume.
Your pint bottle may hold 17 oz. avoirdupois, or it may hold
18 oz; however, in the eyes of the consumer it is a pint, and
it will not bring more money because its net weight is slightly
greater than that in the pint size of some other brand. It is
the same way with the 10 oz. and 11 oz. sizes. The public buys
by volume. When we quote prices on the larger sizes, it is so
many dozen No. 10 at so much per dozen, or so many dozen
gallon jars at so much per gallon. Who cares what the net
weight is in the No. 10 can, or the gallon jar, as long as the container
is full—or as full as it should be?
Therefore, the subject of gain or loss caused by the addition
of extra sugar resolves itself into the question of the additional
volume produced. If I add a hundred pounds more of sugar
per batch, how much will my volume be increased? That is the
question. It is one which I cannot answer definitely, and I have
never seen any figures on it, but I can say this much—that every
pound of sugar added to catsup in excess of the minimum amount
required is a very great loss to the packer. A 5–gal. pail of granulated
sugar will not add anywhere near five gallons to the catsup.
One gallon will come nearer to it. The reason for this is that
the sugar dissolves in the tomato juice, and although it increases
the specific gravity of that juice, it adds very little to its volume.
As to the extra vinegar which must be added to counteract
the sweetness of this extra sugar, this is an absolute loss as
far as volume is concerned. The catsup must be reduced to a
definite thickness, no matter how much vinegar is used, and if
more vinegar is used, more water must be boiled out to allow
for the thinning down caused by this additional vinegar.
Salt
An air dried salt of a fair degree of purity (about 98 per cent
on a moisture-free basis) is perfectly satisfactory for catsup.
93The purer salts are often desirable in the canning of vegetables
where lime and magnesia are apt to have a toughening or hardening
effect, but in catsup a very small quantity of lime and
magnesia salts have no ill effect.
Salt should be added a few minutes before the vinegar is put
in. It is desirable to add the salt toward the end of the cooking,
as it acts to some extent on the copper of the coil or kettle.
Great care should be used in so adding the salt that it
will all dissolve. I have often seen a large mass of undissolved
salt in the bottom of a cooking tank after a batch of catsup
was let down, even when the salt had been thrown in a half
hour before the cooking was completed. The reason for this
was that the salt was thrown in without scattering it, and it
fell quickly to the bottom of the tank in one mass. Owing to
the fact that the circulation below the coil was poor, and that
salt does not dissolve readily in boiling water or boiling tomato
juice, a large proportion of it remained undissolved.
Salt is less soluble in hot water than in cold water. It should
be placed in small containers, such as small pails or boxes, so
that it will be light in weight and can easily be scattered over
the surface of the boiling pulp. If this is done, and done slowly,
there is no need of agitating devices to dissolve the salt. Agitators
are also unnecessary to dissolve the sugar if it is added
in this way, although sugar dissolves more readily than salt.
Thirty pounds of salt is about the right amount for a 100–gallon
batch.
Vinegar
The kind of vinegar usually used in catsup is the strong
distilled vinegar—about 100 grain, which contains 10 per cent
of acetic acid. The stronger the vinegar, the better, as the
weaker vinegars require too much volume to be handled, and
dilute the catsup too much when they are added.
Most manufacturers buy their vinegar in barrels. However,
some of the larger ones have it shipped in tank cars from which
it is pumped at the factory into a large storage tank, and
siphoned off as needed. This is the better way when it is used
in large enough quantities to warrant buying it in this manner.
Barreled vinegar often contains very finely divided charcoal,
which is sometimes hard to strain out; the barrels are often
full of nails from which the vinegar dissolves iron, and this
iron, in combination with the tannic acid of spices, produces a
chemical compound (iron tannate) which is as black as ink;
94and sometimes the barrels contain some foreign liquid, which
was left in them when they were filled with vinegar. The use
of barrels also requires a lot of handling, and the waste by
evaporation through the wood is considerable when the vinegar
is held over a long time. One might imagine that the evaporation
from a large storage tank would be greater than from barrels.
However, such is not the case, as there is much more
surface per gallon for evaporation in the barrel than in the
large tank. Vinegar shipped in tank cars is free from contamination
and is easily and economically handled. Barreled
vinegar should always be strained through fine cheesecloth.
Transference of Vinegar
The use of steam pumps and ejectors, in fact any kind of
steam appliance for hoisting vinegar, should not be used, as
the steam passes into the vinegar, dissolves in it, and dilutes it.
If you pump 100–grain vinegar into a storage tank with a steam
pump you may find that you have 90–grain when you get it up
there. If it is necessary to pump the vinegar, and it usually
is, a small electric pump should be used. Either enamel lined
or wooden pipe should be used for vinegar. All iron pipe and
fittings should be eliminated.
Adding the Vinegar
Vinegar should be added about three minutes before the batch
is done. To do this it is usually necessary to cook the catsup
just a shade heavier before the vinegar is added than it will
be when it is done. If a hydrometer is used, about two degrees
is enough. Five minutes should be the outside limit for cooking
the vinegar. Vinegar is a volatile liquid and vaporizes rapidly.
It should therefore only be cooked long enough to insure its being
thoroughly incorporated in the catsup, and three minutes
boiling is ample for this purpose. For a 100–gallon batch, 10½
gallons of 100 grain vinegar is about the right amount, and when
properly added will give an average total acidity of about 1.25
per cent calculated as acetic acid.
Acidity
It should be understood that this total acidity will by no
means be constant, as there is such a great variation in the
natural acidity of tomatoes. Tomato pulp made from tomatoes
95all grown in the same locality, and condensed to a specific
gravity of 1.035, will run as low as 0.40 per cent in natural
acidity, and as high as 0.70 per cent. This will cause the total
acidity of the catsup to vary accordingly. When in doubt as
to whether you are getting the proper acidity, send samples
to a chemist and have the acetic acidity determined. This is
the acidity of the vinegar alone. It should not run below 0.60
per cent. This figure should be taken as the absolute minimum
for acetic acidity.
Testing the Finishing Point
For testing the finishing point of catsup I recommend either
testing by the eye or the hydrometer method as described under
the testing of pulp. The eye cannot often be relied upon,
although some experienced cooks are very good at judging by
the eye, and they do not need a mechanical device of any kind.
The specific gravity determination by weight, and cooking to
a certain gauge, or for a certain length of time, will not do at
all for catsup. I have used the hydrometer method on catsup
for a number of years, and it is entirely satisfactory. A little
experimenting will indicate the number of degrees on the
hydrometer, when immersed in the hot catsup, at which the
catsup is heavy enough so that it will be of the right thickness
when cold. After this point has been determined every batch
should be almost exactly alike if it is cooked to this point.
Holding Batches
Catsup should not be held in the cooking kettle very long,
as the sugar is apt to caramelize where the catsup is in contact
with the hot surface of the kettle or coil. Also, the air darkens
it somewhat. Of course, if the jacket or coil is completely exhausted,
and the valves are absolutely tight, there should not
be this burning or caramelization while holding a batch. However,
there is often a very slight leak in the valve, and the coil
or jacket is thus kept hot constantly. The quicker the cooked
batch is let out of the kettle, the better.
Making Catsup From Pulp
Many catsup makers make their catsup from pulp altogether.
They feel that during the season they have their hands
full packing pulp, and they can work this pulp up into catsup
96during the winter months when there would otherwise be little
or nothing to do. When pulp is used, about 29 5–gal. cans of
specific gravity 1.035 is sufficient for a batch of catsup of 100
gallons. Do not add water to the pulp, even if it is a little
heavy. The only danger from not getting a very long cook is
that there will not be a very complete extraction of the spices,
when whole spices are used in a sack. If, however, each spice
bag is cooked in two batches, this danger is greatly minimized.
The question now arises—if I am making catsup from pulp
which has been put through a catsup finisher I am working
with material which is screened fine, whereas my hydrometer
test is based on tomato juice from my cyclone, which is coarser
than this, and this finely screened stuff will give me a different
hydrometer reading. If you cook your catsup to, say, 32 degrees,
when making it direct from cycloned tomato juice, you
will probably find that 28 degrees is enough when making it
from pulp which has been put through a catsup finisher. The
finisher makes this much difference.
Use of Benzoate of Soda
The use of benzoate of soda in catsup permits of the use of
a much smaller quantity of vinegar and sugar than is used in
non-preservative goods. About 3 gallons of 100 grain vinegar
to a 100–gallon batch is all that is usually used, and this only
makes it necessary to use about 50 lbs. of sugar.
The benzoate of soda is added just about a minute before
the batch is done.
It should be remembered that if ⅒th of 1% of benzoate of
soda is being used, this percentage is by weight, and that a
gallon of cold catsup weighs 9 or 9½ lbs., depending upon the
amount of sugar that is used.
97
CHAPTER X
FINISHING, BOTTLING, STERILIZING, AND STORING THE CATSUP
The Receiving Tank and Finisher
From the cooking kettles the catsup is usually run through
the finisher, and then conducted to a receiving tank, either by
gravity or by pumping. If a pump is used, care should be taken
that the pump parts which come in contact with the catsup
are of bronze. Needless to say, enamel lined pipe should be
used. The receiving tank should be either of wood, or enamel,
or glass-lined steel.
Regarding the finishing of the catsup, the action on the
metal screen is more severe than in pulp, and it is best to
use a monel metal screen. It will usually be noticed that the
frothy catsup which collects at the large end of the cone of
the screen blackens quickly. This is probably due to the air,
and this catsup should be scraped off into a pail as it collects,
and mixed back in the cooking kettle, just giving it a minute
cook. It is also very important to see that the screen fits
absolutely tight, and to frequently inspect it for small cuts
which are often made by pieces of tin or glass accidentally getting
into the catsup.
Filling and Sealing
If the catsup is to be sterilized after bottling it is usually
just run through an ordinary enamel lined pipe from the receiving
tank to the filling machine, but if it is not to be given
an after-sterilization a steam-jacketed pipe should be used here.
This will be discussed further later in the chapter.
Rotary fillers are being used quite commonly for catsup now,
and they do the work rapidly, with little waste, and with a
small labor outlay per gross for bottling. The more simple
types of fillers, operated either with a foot or hand lever, are
less expensive, and also do the work quite well, although not
as rapidly as the rotary fillers.
The empty bottles should be washed in hot water on a
98rotary bottle washing machine, and filled directly after washing
if an after-sterilization is to be used. If the catsup is not
to be processed after bottling, the empty bottles should be
given a hot air sterilization after they are washed, and the
bottles conducted to the filling machine from the sterilizer.
If an automatic rotary filler is used, the bottle capping
machine is usually regulated to operate at the same speed as
the filler, and the whole line becomes automatic. The type
of closure most commonly used now is the crown style, either
plain or of the self-opening type. The cork is getting to be a
thing of the past for catsup. These closures come either with
a composition cork insert or with a solid cork insert, the former
being a little cheaper, and for catsup it is just as good.
For chili sauce, or any bottle having a wide mouth, I do not
like the composition cork insert, as the vacuum produced in
a wide-mouthed bottle on cooling is too great a strain on the
composition, and is apt to cause it to crack. For narrow-mouthed
bottles such as catsup, the composition cork is all
right.
Washing the Filled Bottles
Whether or not an after-sterilization is used, the filled bottles
should be run through a warm water bath immediately
after sealing to wash off any catsup which adheres to the
outside of the bottle before it has a chance to bake on. If this
water bath has a couple of jets of compressed air entering it
to keep the water vigorously agitated, the bottles will come out
nice and clean. Of course, a continuous flow of clean water
must be allowed to pass into the bath, with an overflow at the
opposite end. If bottles of catsup are put into processing tanks
with catsup adhering to the outside of the bottle, the soluble
part of the catsup will be dissolved in the process water but
there will be flakes of insoluble tomato fiber floating in the
process water everywhere, and these will bake on the bottles
so hard that it is very hard to remove. After a few days this
condition in the process tanks becomes very bad, and the bottles
become increasingly hard to clean. If the bottles are clean
when they are put into the tanks, and the tanks are clean, they
will come out of the tanks clean and ready to be labeled.
Processing
The process method is probably used by the majority of
catsup packers, first, because they feel that an after-sterilization
99is an insurance which is well worth paying for, and they
can have more peace of mind knowing that they have processed
their goods; second, because by processing carefully and intelligently
the color and flavor of their goods will be scarcely
effected, except when made from pulp which is a little overcooked;
third, because they don’t know much about packing
catsup so that it will keep without processing, and they don’t
care to experiment, as they feel that in the end the experimenting
may prove disastrous to their business.
In this attitude no one can blame them. There is nothing
more trying on a manufacturer than having complaints on fermentation
coming in from every corner of the country. The
natural inclination is to let well enough alone, and take no
chances.
At the same time it must be admitted that thousands of
cases of catsup are being manufactured every day without
processing, and it is giving little or no trouble. Those who
use this system say it is a waste of time and money to process,
and that years of experience have shown that processing is unnecessary.
Advantages of Omitting Processing
There are certain advantages in not processing. In the
first place a better colored and flavored product is often obtained,
particularly if the catsup is made from pulp, and especially
is this true if the pulp is a little overcooked, and consequently
a little dark in color. Then there is the advantage of
the saving on labor and on steam, which is a large item. Running
a half dozen or more process tanks constantly draws
heavily on the steam supply, and the processing means more
handling of the bottled product, and therefore more labor. It
also means more equipment, with the floor space which this
equipment takes—not only a lot of tanks, in case stationary
tanks are used, but iron baskets to hold the bottles, electric
or steam hoist, and trolley track. Not only the original cost
but the maintenance of this equipment is considerable. Then
there is a certain amount of breakage during processing. Also,
steam must be kept up late at night for no other purpose than
processing.
When no after-sterilization is used all of this is done away
with, and the only equipment needed to supplant the above is
a steam-jacketed pipe to conduct the catsup to the filling machine,
and a continuous hot air sterilizer for the bottles, which
100usually consists of a vertical shaft, and takes up practically no
floor space.
Process Method
I will discuss in detail the process method first. The catsup
should be filled as hot as possible, and it is a good idea to use
a steam-jacketed pipe in this case, as well as in the non-process
method, because the hotter the catsup is when bottled, the
quicker the center of the bottle will be raised to the desired
temperature, and the quicker the sterilization can be accomplished.
The catsup should be 180 degrees or above when it
enters the tank of the filling machine, and it should be placed
in the process tanks as soon after sealing as possible.
The process tanks may be large stationary iron tanks, or a
continuous pasteurizer such as is used in beer bottling plants
may be used. The latter is the better way, as it is compact,
automatic, takes up very little floor space, and there is no danger
of over-sterilization, or of scorching by leaving the bottles
in the tanks after the water is drawn off, where the air cannot
get at them to cool them off. The reason continuous pasteurizers
are not used more commonly is their expense, although
they should pay for themselves in a few years by the labor
and steam they save, it being only necessary to keep one large
tank in operation instead of a half dozen or more.
If stationary tanks are used, which is usually the case, the
catsup should be taken out of them as soon as the water is
drawn off, so that the air can get at the bottles and cool them
off. To leave the hot, bottled catsup in the tanks over night is
almost as bad as piling a lot of hot pulp close together, the only
difference being that there is a little more room for air circulation
between the catsup bottles, but not much.
Time and Temperature
There is a great difference between the time and temperature
employed for processing in different factories. Some packers
process as low as 170 degrees F., it is said, while others
use a temperature very close to the boiling point. In some
plants pint bottles receive only a 30–minute process, while in
others they get over an hour.
The proper time to use depends upon the temperature that
can be maintained at the filling machine, and the rapidity with
which the processing can be done after the filling. If the packer
101can hold his catsup around 180 degrees at the filler, and is so
equipped, either with continuous pasteurizers or stationary
tanks, that he can process immediately, an hour is ample time
for pints, and 45 minutes is sufficient for half-pints; other
sizes accordingly. If, however, the temperature of the catsup
at the filler often falls to 170 degrees or below, and the catsup
is filled faster than it can be processed, so that at times much
of it must stand for an hour before it can get in the process
tanks, 15 minutes additional for each size bottle had better be
added to the above.
This may seem to some packers like a long time. All one
has to do to convince himself that it is not too long is to take
one of those thermometers which are made especially for determining
temperatures at the center of the bottle, and put it
in a bottle of catsup while it is being processed, watch the
mercury rise, and note the time it takes to bring the center of
the bottle to the temperature of the water surrounding it. You
will find that if the water surrounding a pint bottle is 200 degrees,
and the temperature at the center of the bottle is 160 degrees,
it will take just about an hour to bring the catsup at the
center of the bottle up to 200 degrees.
As to the proper temperature, I do not see why as high a
temperature as is possible without breaking the bottles should
not be used. Why some packers process at 170 degrees or 180
degrees I do not know. They certainly have not carefully investigated
the effect of their processing. The temperature I
prefer is six degrees below boiling. At sea level this would be
206 degrees. This temperature will not break the bottles, but
the steam pipes entering the tank should be so arranged and
perforated that there will be as even a distribution of steam
as possible. If these pipes are not properly arranged, there is
apt to be as much as 6 degrees variation in the temperature
at different parts of the tank.
Several years ago I made a large number of tests to determine
the number of micro-organisms that remained alive in
bottled catsup after processing at 206 degrees F., as compared
with the number which remained alive in catsup bottled from
the same batch and processed at 200 degrees F. for the same
length of time. The difference was surprising. I expected some
difference, but not nearly as great as was shown by the tests.
That which was processed at 200 degrees for an hour contained
quite a few living molds, yeasts, and bacteria per cubic
centimeter. This was shown by plating out samples bacteriologically
102on culture media—the media used being dextrose
agar and wart agar. The catsup from the same batch processed
one hour at 206 degrees contained scarcely any living micro-organisms
at all per cubic centimeter. This test was repeated
a number of times with the same result each time. These
micro-organisms may have been in the form of spores in the
catsup, but developed into the vegetative forms of molds, yeasts,
and bacteria when placed in the culture media.
Temperature Controlling and Recording Devices
The process tanks should all be equipped with temperature
controllers and recording thermometers. The controller holds
the steam at the right point, not allowing the temperature
to vary more than 2 degrees, if it is a good make. Several
years ago it was impossible to find a temperature controller
which operated without compressed air that would hold the
temperature closer than a variation of 10 degrees, which is
too wide a variation for catsup pasteurization. The compressed
air controllers worked very well but required an air compressor
where the pressure must be held within certain limits,
and air pipes to connect with all the controllers. Some plants
did not have the air equipment, and in cases where it was put
in the pipes gave more or less trouble due to the collection of
moisture in them and to occasional grains of dust or rust from
the air tank which lodged in the controller and threw it off.
It is now possible, however, to obtain controllers which will
operate with almost no variation from the temperature desired,
and which require no compressed air for their proper functioning.
Under these conditions there is hardly an excuse for a
manufacturer to operate his plant on the old system of hand
control of the steam valves, with the resulting losses in manufactured
goods due to pure reliance on human efficiency.
The recording thermometer makes a pen and ink record on
a chart showing the temperature and length of time each tank
of catsup is given, or, if a continuous pasteurizer is used, it
shows up any variations in the temperature of the water in that
pasteurizer during the day. The factory manager can look at all
of these charts in the morning, and know positively that every
bottle of catsup was processed the right length of time, and at
the right temperature. If any mistakes were made the chart
will show it, and it will show at just what time the mistake
was made, and how serious it was. It is a great satisfaction to
103have such a record, and the processor invariably takes great
pride in making a perfect chart.
Non-Process Method
When no after-sterilization is given, it is imperative that
the catsup be very hot when filled. Boiling catsup runs about
214 degrees F. in temperature, and although running it through
the finisher and receiving tank cools it down somewhat, if it is
heated in a long jacketed pipe while being conveyed from receiving
tank to filling machine it should not be below 180 degrees
at the very lowest when filled, and if it can be filled hotter
than that, so much the better. As to the pipe above mentioned,
the smaller the pipe, and the larger the steam jacket, and the
higher the steam pressure, the greater will be the heating capacity
of this jacket on the catsup. After a little experimenting
these points can be adjusted to give the proper result. If
the jacketed area is short, of course a higher steam pressure
must be used than if this area is long.
Some packers of non-processed catsup use a jacketed tank
or kettle directly over the filling machine to hold the catsup at a
high temperature while it is awaiting bottling, with a very
short line of enamel pipe going from it to the filling machine.
If this is used, a jacketed pipe is not needed.
Guesswork should be eliminated. Do not assume that you
are getting the right temperature on your catsup when it is
filled, and do not be satisfied with going up to the filler once
or twice a day, dropping a thermometer in the liquid, and waiting
for the temperature to record itself. Put a recording thermometer
in that tank just over the filling tubes, with the dial
in a prominent place, so that you can step up to it at any time
and know what the exact temperature of that catsup has been
every minute of the time for the past ten or twelve hours.
If this is done there is no chance of escape on the part of
the man who is supposed to watch this temperature, and if he
knows his work is being recorded every minute on a chart
he is going to be mighty careful.
The empty bottles, when placed in the filling machine, should
be clean and practically sterile. After they have passed around
the rotary bottle washer, and had a thorough washing with
hot water, they are placed in the hot air sterilizer neck down,
so they can drain. The best kind of sterilizer is an endless
chain carrying trays to hold about a dozen bottles each, and
104enclosed and protected by either wood or metal. The sterilizer
should be vertical, so that it will not occupy much floor space,
and inside of the wood or metal covering are steam pipes fitted
with a temperature controller or thermostat so that a temperature
of about 250 degrees F. can be maintained. The speed of
the endless chain is so regulated that it takes about 30 minutes
from the time the bottles enter the sterilizer until they
come out.
Needless to say, the filling machine should be kept
scrupulously clean, and before being used in the morning, or
for the afternoon run, should be thoroughly steamed out so that
it will be hot and practically sterile to receive the first batch
of catsup.
As to the bottle closures, if they are kept in covered
barrels in a clean place and not allowed to be contaminated by
dust, etc., it is not considered necessary to sterilize them, although
they could no doubt be given a hot air sterilization very
easily if it was thought necessary. I have seen thousands of
cases packed without sterilizing the closures, and the catsup
never gave any trouble.
After applying the closure the bottles are rinsed off in a
warm water bath, and are then ready to be labeled and cased.
Which Method Is the Better?
Now comes the question which is of vital importance to every
packer—what am I going to do—give my catsup an after-sterilization
or not? I believe the answer to that question should
depend upon the conditions under which the packer operates.
I do not believe either method is to be recommended universally,
but that there are many cases where it is better not to process,
and other cases where processing is advisable.
If a manufacturer makes his product at a large central plant,
where he can count on reliable and fairly intelligent help at all
times, and where he is so equipped that he is not bothered with
frequent breakdowns and delays during the day’s run, he should
give the non-processing method his careful consideration, and
I believe he will profit by adopting it. If, on the other hand,
he has many plants scattered all over the country, many of
them dependent to a large extent on an indifferent class of
help, with little experience or intelligence, or he has a lot of
wornout equipment, and has several breakdowns almost every
day in the bottling department, he had better insure his product
by processing.
105If I were building a new plant or remodeling an old one,
I would most certainly arrange to eliminate processing if I could
count on a fairly good class of help.
Labeling and Casing
Most bottles are labeled by machine. The machines do the
work much faster than can be done by hand, and also do it
neater as a rule. However, in most cases it is necessary to
have someone to adjust the neck band after the bottle leaves
the machine. Sometimes they are wrapped, and sometimes not.
Wrapping in transparent tissue makes a very attractive package,
and it will modify the effect of strong light, which some
manufacturers think has a discoloring tendency if the catsup
is exposed to it a long time.
Both wood and fiber cases are used for catsup, and the fiber
cases seem to do all right where the contents do not weigh
over about 40 lbs. If they weigh more than that it is usually
considered advisable to use wood cases.
Stacking Catsup to Avoid “Black Neck”
In CHAPTER VIII mention was made of the darkening in
the neck of the bottle, called “black neck.” It was stated that
this was usually due to the fact that the closure is not absolutely
air tight, and allows the air to very slowly filter into the
space in the neck, which should be a vacuum if the seal is perfectly
tight. This condition can be partly avoided by printing
the cases so that when the case is stacked right side up the
catsup will be neck down in the case. Therefore, the vacuum
space will be at the bottom of the bottle, instead of at the neck,
and there is no chance for air to filter into the neck because
the body of the catsup is right up against the closure. When
these cases are shipped out and stacked in a warehouse, the
catsup will always be bottom up as long as the cases are right
side up. In all probability the bottles will remain in this position
until the case is unpacked by the retailer and the bottles
are placed on the shelves.
Packing Gallons and No. 10’s
Packing catsup in gallon glass jars and enamel lined No.
10 cans is very similar to packing it in bottles. These sizes
can either be processed or not processed, and the same principles
106apply as in packing the smaller sizes. If no process is
given, the containers should be put through a hot air sterilizer,
just as the small bottles are, and the catsup should be very hot
when filled.
With glass jars the breakage is often very great, and they
must be heated slowly and carefully, and placed on a warm
wooden surface when they are filled. A metal surface beneath
the jars will almost always cause a lot of breakage due to the
fact that it chills so easily. For the closure a cork is usually
used, and the process should not exceed 180 degrees, as a higher
temperature will cause the corks to pop out. A process of two
hours is sufficient for gallon jars.
If No. 10 catsup is given an after-sterilization, 1½ hours in
boiling water is sufficient. It must be understood that it takes
much longer for the heat to penetrate to the center of a can
of catsup than it does with pulp, as the catsup contains sugar
and salt and is heavier in specific gravity. After-sterilization
the cans should be cooled gradually in water, and allowed to remain
in the water until they only have sufficient heat left to
allow the water to evaporate from the surface of the can and
prevent rusting.
107
CHAPTER XI
THE MANUFACTURE OF CHILI SAUCE AND THE PULPING OF TOMATO TRIMMINGS
Chili sauce is the finest tomato product manufactured. It
differs from catsup in that it is made from whole peeled tomatoes
with the seeds and fiber left in, and in that it usually contains
more onion than catsup, and is usually a little “hotter.”
Grading the Tomatoes
For chili sauce the tomatoes are peeled as they are for canning.
As a rule they are run over a grader and only the large
ones are used for peeling, the small ones being pulped or made
into catsup. It does not pay to peel the small tomatoes, as it
requires too much labor, and the women who do the peeling
at so much per bucket try to fight shy of them, and often mash
them up in their buckets to avoid having to peel them. They
will make just as good pulp or catsup as the large tomatoes
will, and much more can be got out of them in this way than
if an attempt is made to get them peeled.
Sometimes the small tomatoes and the peelings of the large
tomatoes are pulped together. If this is done the whole small
tomatoes tone up the flavor of the peelings, and also help to
keep the final product within safe limits as to microscopical
count.
Some packers throw away the peelings, either because they
are so busy with the whole tomatoes that they can’t bother
with them, or because they are afraid the pulp which they are
worked up into will run high in micro-organisms, and they
don’t want to have such pulp on their hands.
Method of Handling Tomatoes
The usual method of handling the tomatoes is to run them
first over a sorting belt, where they are inspected by several
women, then over a grader, which lets the small tomatoes fall
through on to a belt which conveys them to a washing arrangement,
and thence to the “breaking tanks,” or to the pulp
108machine, or the crusher, depending upon which pulping method
is used. The small tomatoes may or may not be given a second
sorting.
If the trimmings are to be thrown away, the large tomatoes
don’t need to be sorted, as the peelers will take care of that, and
in this case a good way is to put all the tomatoes through a
rotary washer first, then over a grader, and have the small
tomatoes carefully sorted after the grading is done. The large
tomatoes pass from the grader to the scalder, and thence to
the peeling table or “merry-go-round,” where they are peeled.
The best method to use if the trimmings are to be pulped
will be discussed later in the chapter.
The peeled tomatoes are thrown into a cutting machine
which cuts them into good-sized chunks, and drops them on a
bucket conveyor which takes them to the cooking kettles. The
cutter should be so adjusted that it will not make the tomatoes
mushy. A few fair-sized pieces of tomato in a bottle of chili
sauce is nearly always pleasing to the consumer.
It is important that the peeling be thorough. Each bucket
should be inspected before the tomatoes are thrown into the
chopper. Pieces of peeling in chili sauce are very noticeable
when the product is used, and make an unfavorable impression.
Amount of Tomatoes and Onions
It takes just about 72 fourteen-quart buckets of peeled tomatoes
of average firmness to make 100 gallons of finished chili
sauce. For this same amount about 100 lbs. of chopped onions
should be used. The onions should be very carefully peeled,
and very finely chopped. If this chopping is not done fine
enough the pieces of onion will stop up the tubes of the filling
machine. It is best to use only large onions for chili sauce,
as it takes a great many women to peel the required amount
if small ones are used, and the waste on the small ones is
considerable when the peeling must be done so thoroughly.
The cooking is carried out the same as in catsup, and the
same ingredients are used, with the possible exception of garlic,
which, so far as I know, is not often used in chili sauce.
Spices
The spicing is very similar to catsup. In some brands about
twice as much cayenne is used as was suggested for catsup, while
other brands are spiced mildly. One of the best liked brands
109on the market is quite mild, and another brand which is equally
popular is quite hot.
Salt, Sugar and Vinegar
The same amounts of salt and vinegar are used as in catsup,
and they are added in exactly the same manner. About 10 lbs.
more of sugar is needed for a 100–gallon batch than is used in
catsup. This is probably necessitated by the large amount of
onions used.
Testing Finishing Point
Testing the point at which the cooking is completed must
be done by the eye. The hydrometer can not be used, as chili
sauce is too lumpy. A hydrometer can only be used when the
product is smooth and homogeneous. By a little experience
the cook will soon learn to judge the finishing point. It is
that point at which very little water runs from the lumps of
tomatoes when the chili sauce is hot, and practically no free
water shows when a little of it is cooled in a saucepan. In my
opinion the finishing point of chili sauce is easier to judge by
the eye than it is on catsup.
Filling, Sealing, and Sterilizing
As to filling, sealing, sterilizing or not sterilizing, labeling,
stacking, etc., the same remarks apply to chili sauce as to
catsup. The filling is somewhat more difficult, as the product
is lumpy, and a special filling tube must be used. As to whether
an automatic rotary filler similar to that used for catsup is ever
used for chili sauce I do not know. I have always filled it with
one of the old style catsup fillers, using a special filling tube.
On account of the fact that a wide-mouthed bottle is used,
there is even more danger of air leakage in the neck of the
bottle, causing “black neck,” than there is in catsup. It is a
common sight to see chili sauce with an inch, or even two
inches, of blackening at the top of the bottle. Sometimes the
very finest quality of cork is used, and then paraffin is put over
that, but even then we find that this darkening is not avoided.
I recommend the same procedure here as was given when discussing
this subject on catsup.
If a crown seal, either plain or of the self-opening type, is
used as the closure, a pure cork insert should be used. As
mentioned in a previous chapter, the composition cork insert
110does not work as well on wide-mouthed bottles as it does on
those with a narrow mouth.
The remarks which were made on the packing of No. 10 and
gallon catsup also apply to the packing of chili sauce in these
sizes.
Microscopical Counts
The counts of molds, yeasts and spores, and bacteria in chili
sauce usually run very low. I have never seen a sample that
ran high in molds, and very few that ran high in the other
counts. The molds seldom run higher than 10, and counts of
zero are often obtained. This is because practically all of the
mold in tomatoes is on the outside and clings to the peeling.
When the peeling is removed the mold is removed. As the
peeled tomatoes are usually cut and cooked immediately after
they are peeled, there is very little opportunity for the multiplication
of yeasts and bacteria.
Pulping the Trimmings
Trimming pulp, or “skin and core,” as it is sometimes called,
is made from that part of the tomato which is removed when
the tomatoes are peeled. This consists of the peeling, with the
tomato substance which clings to it, and the hard core at the
stem end of the tomato.
In as much as practically all of the mold in or on the tomatoes
is retained in the trimmings, it is not an easy matter to
work these trimmings up into a product which will mark up
to the government requirements, and do it economically. If
the tomatoes are firm and largely free from cracks around the
stem end it is not so bad, but when they come in badly cracked,
with tufts of mold growing in all the cracks, as is often the
case late in the season, the amount of labor required to properly
sort them makes the working up of trimmings unprofitable.
When the trimmings show up fairly well, and the labor to
handle them is available, there is no reason why the chili sauce
packer or tomato canner should not utilize what would otherwise
be a waste by turning it into pulp or “trimming catsup.”
Government Attitude on Trimming Pulp
The government does not object to the manufacture of
tomato products from trimmings, but they demand that the
111product comply with the regulations as to micro-organisms, and
that it be sold for exactly what it is, and if put up for sale to
the consuming public, that it be labeled—“made from pieces of
tomatoes,” or, “made from tomato trimmings,” or, if small
tomatoes are worked up with the trimmings, “made from small
tomatoes and tomato trimmings,” or, “made from small tomatoes
and pieces of tomatoes.”
Method of Handling Tomatoes When Trimmings Are Pulped
If the trimmings are to be pulped the tomatoes must be
very carefully sorted, and thoroughly washed, preferably in a
rotary washer. As it is practically impossible to sort or wash
the trimmings, the tomatoes must be in almost perfect condition
when they enter the scalder. Washing the trimmings carries
away too much of the tomato substance which clings to
them, and sorting is not practicable, as the soft rot and mold
becomes incorporated in the entire mass and it is impossible to
separate it. The peelers can not be depended upon to sort out
any substantial amount of rot when they do the peeling. Therefore
the only thing that can be done toward keeping down the
micro-organisms is painstaking sorting of the whole tomatoes
and thorough washing to keep out the mold, having the conveying
equipment and tanks clean, and bringing the trimmings
to a boil quickly to prevent multiplication of yeasts and bacteria.
It is wise to steam out the peeling buckets and bucket
conveyors at noon, as well as at quitting time, as the juice which
lies in them is constantly undergoing fermentation.
When the trimmings are pulped, either alone or with the
small tomatoes, the tomatoes are all washed and sorted before
they are graded. The trimmings should be cooked before they
are run through the pulp finisher, so as to get all of the clinging
tomato substance cooked away from the skin. The density to
which to cook the trimmings can be judged fairly well by the
eye, or the specific gravity test by weighing can be used.
The pulp is canned the same as whole pulp.
112
CHAPTER XII
THE MANUFACTURE OF TOMATO SOUP
Convenience and Economy of Canned Soup
Canned tomato soup is a commodity which is increasing in
favor with the housewife. The old method of preparing this
soup in the home was to open a can of tomatoes, strain it
through a colander, and stew it, adding butter, salt, sugar,
spices, flour, and perhaps soda and milk. The modern way is
to immerse a can of condensed tomato soup in boiling water for
five minutes, open it, and mix the contents with an equal volume
of hot water or hot milk. How much more convenient the
modern way is, and when the quality is just as good and often
better than can be obtained the long troublesome way, it is
natural that canned tomato soup should become increasingly
popular. Buying the canned soup is also cheaper than buying
the canned tomatoes and making the soup from them.
Factors Upon Which Success Depends
The maker of tomato soup should be a crank on quality.
There is no other tomato product in which quality is at a
greater premium. In catsup and chili sauce, heavy spicing and
mixing with lots of vinegar and sugar help to mask the
tomato flavor, but in soup the spicing is light, no vinegar is
used, and being eaten as a food in itself, instead of as a condiment
with which to flavor a food, the palate quickly detects
inferiority. Also, the palate is just as quick to detect that
pleasing fresh tomato taste which should be the basis of all
good soup.
The quality of the tomato stock is the real important thing.
Fresh tomatoes may be used or a fine grade of pulp may be
used, and either will make an excellent soup. With poor tomato
stock a good soup cannot be made no matter what you do to
it. Spicing artistically, and making rich by the use of plenty
of good butter, will not make amends for poor quality of tomato
stock.
113To succeed in making tomato soup the manufacturer must
at least make good on the following counts: first, his soup must
be palatable, that is, pleasing, to the taste with no lingering unpleasant
after-taste; second, it must not be too sweet or too
sour; third, it must be uniform in consistency, smooth when
poured out of the can, and must not get lumpy or grainy after
being in storage a long time; fourth, it must not curdle fresh
milk, even though the housewife adds no baking soda when
mixing milk with it; fifth, it must be reasonable in price and
attractively packed in popular sizes.
Unpalatability
I will discuss these points a little further. What makes
tomato pulp unpalatable and what causes an unpleasant after-taste?
The most common cause is poor tomato stock, or tomato
stock which has been overcooked. Such a foundation for soup
will almost invariably leave a lingering unpleasant after-taste
in the mouth. Another thing is too much flour, masking the
flavor of the tomato and giving it a somewhat “pasty” taste.
Another thing is the injudicious use of spices, producing unpopular
flavors, or using one spice, such as bay leaves, for instance,
in such large proportion that almost every other flavor
is masked. None of these defects are rare in tomato soups, and
they all cause unpalatability to some extent.
Proper Sweetness
Getting proper sweetness is not nearly so easy as one might
suppose. It is not so difficult when the soup is made from
fresh tomatoes, although even then every batch must be tasted
after all but a few pounds of the sugar is added, and the
amount of sugar varied according to the sweetness of the tomatoes.
When the weather is moderately dry, with plenty of sunshine,
the tomatoes are usually sweet and do not require so
much sugar, but tomatoes which ripen during rainy, dark, cold
days are not so sweet, and a little more sugar is needed.
When making soup from canned pulp it is necessary to
watch the sweetness of the pulp very close, and it may be
necessary for the cook to vary the sugar on a 100–gallon batch
ten or fifteen pounds during a day’s run. Canned pulp often
varies greatly in sweetness, and if held in storage for many
months it often loses some of its sweetness on account of the
114action of living, acid forming bacteria, which may not be present
in large amount, but nevertheless, in time, have a noticeable
effect on the sweetness of the pulp.
When pulp is purchased for the purpose of making soup
its sweetness should be one of the first considerations in passing
judgment on it.
Gradual Souring of Pulp
When the soup manufacturer makes his own pulp and works
it up into soup during the winter months he will probably find
that he will save on his sugar bill if he will pack the pulp
in No. 10 cans and sterilize it—at least that part of the pulp
which must be held in storage several months. In this way
living, acid forming bacteria are killed, and the danger of the
pulp losing its sweetness during months of storage is greatly
minimized.
The fact that the gradual souring of pulp in 5–gal. cans, even
though very slight, is due to the action of living, acid forming
bacteria can hardly be doubted. Bacteriological tests supplemented
by chemical analyses would determine the matter
definitely, but there is evidence in the experience of every canner
to show that this souring is due to the fact that the pulp
is not sterile.
Canned tomatoes are always sterilized and can be kept in
storage for years without losing their sweetness. Pulp packed
in 5–gallon cans is not sterilized and quite a after-sterilization percentage
of it will lose much of its sweetness on being stored for
six months, and after being stored a year still more is lost.
It takes hundreds of pounds of expensive sugar to make up
for this loss of sweetness when the pulp is made into soup.
Sampling
Of course, a cook is not infallible in his judgment as to
just what is the right sweetness and he needs the co-operation
of others at the factory. The factory manager should make it
a point to sample the soup several times a day, and also to
have others sample it. It is better to have it just a little less
sweet than it should be than to have it too sweet. The consumer
can always add a little sugar but cannot take any out.
The third point mentioned above—that of uniform consistency
and smoothness, will be discussed fully under the cooking
and shaking processes.
115
Proper Acidity
I stated as the fourth point that the soup should not curdle
fresh milk, even though no soda is added by the housewife.
One of the favorite ways of preparing canned tomato soup in
the home is to mix it with an equal quantity of hot milk. The
experienced housewife knows enough to add a pinch of
soda to the milk before adding the soup, and she may also know
that she will get a smoother mixture if she slowly pours the
soup into the milk, stirring constantly, than if she pours the
milk into the soup. The inexperienced housewife does not know
these things, and often she opens the can and mixes it with
milk without reading the admonition on the label as to how
the cream of tomato soup should be prepared. Sometimes she
forgets to add the soda, or does not thoroughly dissolve it, or does
not add enough of it, and then there is disappointment. In order
to guard against such disappointments the soup canner should so
prepare his product that curdling of the milk cannot occur under
any method of mixing. The way to do this is to add enough soda
to the soup to reduce the acidity to a point where it will not curdle
fresh milk, whether the soup is poured into the milk or the milk
into the soup. The canner can then print a notice on the label
of the can to the effect that it is not necessary to add soda to
this soup when preparing it as “cream of tomato,” as the soda
is already in it.
The acidity of the tomato is the active principle which
causes the milk to curdle. If this acidity runs 0.60% it will
curdle the milk badly. If it is reduced to 0.50% it will still
curdle the milk, but if it is reduced to 0.40% it will not curdle
the milk, if the milk is fresh. The aim of the soup maker
should therefore be to keep the acidity of the soup between 0.30
and 0.40%, not allowing it to go above or below these limits.
If it is reduced below 0.30% the flavor of the tomato begins to
be effected—in fact, if possible, it is best to keep the acidity between
0.35 and 0.40% to avoid any possibility of loss of tomato
flavor.
Now, the packer will ask—“How am I going to do this
acidity testing? I’m not a chemist, and have no chemist
at my factory, or any laboratory.” The acidity test on
pulp and soup is a very simple one. The equipment required
scarcely amounts to anything, as the sample can be taken by
volume. Any chemist will be glad to show you how to make
this test and to secure for you the few accessories needed.
116Why is there less danger of curdling if the soup is poured
into the milk than if the milk is poured into the soup? The
soup contains all the acid, and the milk contains none. If the
soup is poured into the milk slowly, with stirring, the acid is
slowly added to the milk, and is diluted, there being at the beginning
of the mixing a very small volume of acid and a large
amount of milk. If, however, the milk is added to the soup, a
small volume of milk is at first being thrown into a large
volume of acid, and naturally the danger of curdling is considerably
increased. But if the acidity of the soup is not above
0.40% and the milk is fresh, there will not be an appreciable
amount of curdling no matter which way the two are mixed.
A statement as to the proper way of mixing with milk should
be made on the label.
Price and Quality
That the soup, to be a success, must be popular in price
and packed in convenient sizes is self evident, and there is no
need of dwelling on this point. Practically all of the tomato
soup on the market is packed either in the 10½ oz. or 16 oz.
size, and almost all of it is cheap in comparison with other
foods, but it is a mistake to cut the quality one iota in order
to shade the price. The mark for quality should be set at the
highest point possible and the price to correspond. The canner
may book a lot of new business with a low price and mediocre
quality but he is not likely to hold it. Almost anyone would
rather pay a cent a can more and get better quality.
Microscopical Counts
The first operations in soup making are the same as in pulp.
The same care must be taken in sorting and washing the tomatoes,
and the government authorities put soup on the same basis
as other tomato products when it comes to microscopical analysis.
The fact that soup contains flour and butter makes the
counting of yeasts, spores, and bacteria under the microscope a
difficult operation. The molds, however, show up almost as
well in soup as they do in pulp.
Beginning the Cook and Adding Soda
The tomatoes must be cycloned before they are converted
into soup. Crushed tomatoes will not do. The cycloned juice
for each batch is measured in the same manner as for catsup,
117and any of the types of cooking kettles that are used for catsup
are satisfactory for soup. For a 100 gallon batch of finished
soup, using the amount of flour I am going to recommend, about
28 or 29 bushels of tomatoes will be required. As soon as all of
the tomato juice for the batch is boiling in the cooking kettle the
soda is added. The amount of bicarbonate of soda to use depends
upon whether the soup is being made from fresh tomatoes
or pulp, and if made from pulp the soda should be varied according
to the pulp’s acidity. It is nearly always necessary to
use more soda in pulp than in fresh tomatoes, and if the pulp
is old goods which has lost much of its sweetness, and in which
the acid has been increased by the slow but telling action of
living bacteria, still more soda must be used.
For fresh tomatoes 18 to 20 oz. of soda is enough for a batch
of 100 gallons when finished, but for pulp, as high as 30 oz.
may be required. If it takes more than this to reduce the acidity
of the pulp to the proper point, that pulp had better be used for
some other purpose than soup. There is a limit as to the amount
of soda that can be added without loss of tomato flavor.
The soda is added a little at a time while the pulp or tomato
juice is boiling. The cook must allow considerable room for
effervescing, so that the formation of the carbonic acid gas will
not cause much of the contents to be lost by flowing over the top
of the kettle. Cutting the foaming tomato juice with a sharp
spray from the hose will help to keep the effervescing mass down.
Butter, Spices and Onions
After the effervescence from the addition of the soda has
stopped, the butter, spice, and onion are added. Of course, the
more butter that is added the richer the soup will be, but the
idea should be to give the soup the butter flavor without adding
so much that the cost will mount up beyond a reasonable
limit. I would suggest 6 or 7 lbs. of butter to 100 gallons
of finished soup. The butter will so thoroughly distribute
itself during the boiling that every drop of the soup will
contain practically the same amount. It is not necessary to
use a fancy print of butter. If the butter is a little mottled,
or the salt isn’t quite as evenly incorporated in it as it should
be it makes no difference, as the butter fat and salt all become
evenly distributed in the soup after boiling for a minute or
two. The butter, however, should be sweet and clean. Rancid
butter should not be used.
118Soup should not be heavily spiced, as many people do not
like highly seasoned soups, and if it isn’t hot enough for some
consumers they can add as much pepper as they want to. So far
as I know the spices most commonly used are white pepper,
paprika, cassia, mace, cloves, bay leaves, and celery salt. Black
pepper should not be used at it makes black specks in the soup
which are apt to be mistaken for dirt. About 7 oz. of white
pepper to 100 gallons of finished soup will give it sufficient
spiciness. If paprika is used this can be cut down somewhat.
Cassia, mace or cloves are used in small amount, 1 oz. of either
being ample.
Pepper, cloves, and cassia are added at the beginning of the
cooking and mace is added just a few minutes before the flour.
It is said that celery salt gives tomato soup a very nice flavor
but I have never tried it. Some people like bay leaves, but I
have tasted canned tomato soup with a very decided bay leaf
taste which I thought was about as poor as any soup I have
ever tasted.
The onions are chopped the same as for catsup, and 4 lbs.
is about the right amount for 100 gallons of soup.
Sugar and Salt
The sugar can be added at any time after the spices, butter,
and onions, but about 5 lbs. should be held back from the average
amount being used, figuring that we are cooking a 100 gallon
batch, and after the sugar and salt is in, the contents of the
kettle should be tasted before the balance of the sugar is added.
It may be that the last 5 lbs. are not needed, or it may be that
all of it is needed and also an additional 5 lbs. For fresh
tomatoes about 25 or 30 lbs. of sugar may be sufficient for a 100
gallon batch, and for pulp it may be necessary to use as much
as 50 lbs. or even 60 lbs. in some cases.
After the condensation has continued until the boiling mass
is of the consistency of thin pulp the salt is added. The same
grade of salt is used as for catsup, and about 14 lbs. is the
right amount. The sugar and salt should be put in small containers
or pails and scattered slowly over the surface of the
boiling pulp.
Testing Thickness Before Adding Flour
Now the contents of the kettle contain all of the ingredients
except the flour and the water which is mixed with the flour
when it is added. Before this flour mixture is added the contents
119of the kettle must be condensed to a definite thickness.
If this thickness is not measured with a fair degree of accuracy
the finished soup will either be so thick that it will be lumpy
in the can, even after shaking, or it will be so thin that the
housewife is apt to feel that she is getting cheated when she
pours the soup out of the can. The object to attain should
be to have the soup as thick as the consumer could reasonably
expect, but at the same time to have it of such consistency that
it will pour out of the can easily and smoothly. Nobody wants
soup that will come out of the can like a brick, but at the same
time they expect condensed soup to be reasonably thick.
I prefer to gauge the point at which it is time for the flour to
be added with a hydrometer. The use of the hydrometer here is
subject to the same precautions as were described under the
testing of pulp, and it is used in the same way. Whatever
reading pulp of specific gravity 1.04 gives on the hydrometer
you use, that is the reading you should take for the point at
which to add the flour mixture on soup. If you follow this rule
you will come out all right. We will say that pulp of the degree
of fineness you have reads twenty degrees on your hydrometer
when it is at a specific gravity of 1.04. Then twenty degrees on
this hydrometer is the point at which the flour mixture should
be added on soup.
It might occur to you that it would be a good idea to use
the specific gravity test by weighing to determine the point
at which to add the flour. This would work all right if you
used the same amount of sugar all the time, but as varying
quantities of sugar will vary the specific gravity without materially
varying the thickness of the pulp, using the specific
gravity test by weighing at this point is apt to throw you off.
This varying amount of sugar will have a slight effect on the
hydrometer reading also, but not enough to make an appreciable
difference. What you really want is to have your partially
completed soup at a uniform thickness before adding the flour,
rather than at a uniform specific gravity. Thickness and specific
gravity do not always correspond. Tomato fiber may be
very thick and still have a rather low specific gravity, and it may
be thin and have a high specific gravity due to the fact that it contains
added sugar in solution. For determining the point which
we are trying to gauge, the hydrometer is much less apt to throw
you off the track than is a specific gravity test by weighing, as
increasing thickness will change the hydrometer reading very
quickly but will only alter the specific gravity slowly.
120We will say that we have found out that 20 degrees on the
hydrometer is the proper point at which to add the flour mixture—that
this degree of thickness, with the added thickness produced
by the flour mixture, produces a soup, which when cold
and well shaken, will be thick enough, but will also pour out of
the can easily and smoothly. We test the boiling liquid several
times; it runs 14 degrees, then after a few minutes 18 degrees,
then 20, and it is time to add the flour.
Adding Flour
The flour must be smoothly mixed with water in a flour mixer
with sifter attachment. For a 100 gallon batch of soup I would
recommend 40 lbs. of hard flour and 13 gallons of water. The
hard flour seems to give the best results. The water is placed
in the bottom of the mixer and the mixing attachments (paddles
and sifter) set in motion either by a separate motor or by a belt
from a line of shaft. The flour is then poured through the
revolving sifter and is brushed through as a fine powder, which
the paddles slowly work into the water without allowing lumps
to form. When the total amount of flour is added to the water,
and the paddles have worked the mixture up smooth, the flour
mixture is added to the boiling contents of the kettle, either
in pails or by means of enamel lined pipe running from the
mixer to the cooking kettles. The contents of the kettle should
be at a vigorous boil when the flour is added, and the flour
mixture should not be thrown in so fast that it will kill the boil.
During this process the boiling mass should be stirred vigorously
with a long paddle. After all the flour is in the kettle the boil
is continued for ten minutes, after which time the batch of
soup is done and ready to be let down into the finishing machine.
Filling and Processing
From the finisher it is conducted to a receiving tank, and
thence to the filling machine. A large volume of soup should not
be kept ahead in the receiving tank as it cools and may get
somewhat lumpy. The hotter it is canned, the better, and
it should be placed in the process tanks immediately after
canning.
It is usually canned in No. 1, 16 oz., and No. 10 cans, and is
filled with a rotary filling machine of the type used for heavy
liquids.
It may be processed either in straight process tanks or in
121a continuous agitating pasteurizer. If the straight stationary
tanks are used the following time is given in boiling water:
No. 1, 30 minutes; 16 oz., 40 minutes; No. 10, 1 hour. If a
continuous agitating pasteurizer is used this time can be cut
down about 60%.
As soon as the processing is completed the cans should be
gradually cooled in cold water and left in the cold water until
the outside has cooled sufficiently to allow them to be handled
easily. On account of the flour it contains soup holds its heat
a long time, and it should be properly cooled before stacking
away.
Shaking and Labeling
Before shaking and labeling it is wise to let the soup stand
for about ten days, both to give leaks a chance to show up,
and to give the contents of the can a chance to thoroughly “set.”
If the soup is shaken too soon after it is canned there is a possibility
of it coagulating again, but this will be avoided if the soup
is allowed to stand long enough before shaking—10 days being
ample.
Before the soup is shaken it will be in a jelly-like mass, and
if dumped out of the can just as it is it will have this jelly-like
appearance and look lumpy. Shaking makes it smooth, and also
makes it flow easily from the can. The shaking should be
thorough, and the type of shaking machine that is used for
canned corn answers the purpose better than anything. Shaking
by hand is very tedious and trying on the employee, and
as a rule hand shaking isn’t as thorough as it should be. The
shaking is done at the same time as the labeling, and from the
shaker the cans pass through the labeling machine without a
second handling. The small sizes are usually packed four dozen
to the case, and the No. 10’s six cans to the case.
122
“TAG” INDICATING THERMOMETERS

Adjustable Connection Thermometer
FOR TOMATO PULP BOILING, CATSUP
KETTLES, SCALDING TANKS, PASTEURIZERS,
STERILIZERS, TANKS, VATS, Etc.
have been especially designed to meet
the exacting requirements of tomato
product manufacturers and represent the
ultimate perfection of 150 years of thermometer
development and progress.
Permanent accuracy is guaranteed because
each tube is “seasoned” to prevent
future false readings due to shrinkage
of the glass.
Actual temperature conditions are reproduced
similar to those which the instrument
will encounter in later use due to
the “TAG” method of “pointing” and
making a special scale for each thermometer.
Bulletin T–305 will provide further details of interest
C. J. TAGLIABUE MFG. CO.
18–88 Thirty-third Street
Brooklyn, N. Y.

Regular Angle Union Connection

Straight Form Fixed Connection
123
“TAG” Recording Thermometers
For Cookers, Scalders, Pasteurizers, Sterilizers, Vats, Tanks, Etc.
are extremely accurate and reliable because
they have been designed along sound and
correct principles, also due to their simplicity
of construction.
Uniformity of results is assured because these
instruments faithfully record every temperature
operation, day or night, thereby promoting
efficiency and helpful competition
among the workmen in their efforts to produce
praise-worthy charts.
Made in both full-nickeled bronze and japanned
iron cases with nickel ring, in 8, 10 and
12–inch sizes, with 12, 24–hour or seven day
charts.
For further details write for Bulletin T–305
C. J. TAGLIABUE MFG. CO.
18–88 Thirty-third St. Brooklyn, N. Y.
124
Variable Speed Transmission
is ideal for regulating the speed of your Tomato Sorting
Belt. You can get any speed even to a fraction of a
revolution at any time by simply turning a small hand
wheel. It is so simple that even a child can operate it
and get variation as low as two to one or as high as
ten to one. It is admirably adapted for regulating not
only the Tomato Sorting Belt but Cappers, Fillers, Exhausters,
Pea Blanchers, Viners or any kind of vegetables
or fruit packing machines where a variation of
speed is desired.
Write for Canner’s bulletin C–170 and see how other
Canners have profited by the use of “THE REEVES”
Variable Speed Transmission.
REEVES PULLEY COMPANY
Columbus, Indiana
125
Members of
Wholesale Grocers’ Exchange. Chicago
National Pickle Packers’ Association
National Kraut Packers’ Association
National Canned Goods and Dried Fruit Brokers’ Association
C. J. Sutphen & Co.
Brokers and Manufacturers’ Agents
140 North Dearborn Street
CHICAGO
Pickles
Sauer Kraut
Tomato Products
Vinegar
Canned Goods
Twenty-five Years’
Experience
Pickles and Condiments
Jeffrey Canning Machinery

The Jeffrey Binless Peeling Table. Absolutely Sanitary. Built in sizes to accommodate 44 to 400 peelers.
Includes a complete line of
Peeling-Tables.
Conveyers for handling all kinds of materials.
Chains—all types.
Power Transmission Machinery.
Sprockets—Buckets.
The Jeffrey Manufacturing Co.
940 N. 4th Street Columbus, Ohio
126
Pfaudler Cooking Kettle
For Tomato Pulp, Catsup, Chili Sauce, Tomato Soup, Etc.
This tank is 72 inches inside
diameter, 72 inches
deep and has a capacity of
1,336 gallons. It is made
in one piece of sheet steel
without any joints or crevices,
and is lined with
Pfaudler Glass Enamel. It
may be equipped with any
standard coil.
The outside and bottom
should be insulated with
asbestos to prevent loss of
heat by radiation.
Quick cooking.
No burning.
Long lived.
Easily cleaned.
Always ready for use.
Prevents discoloration of the product due to metallic contamination.
Lined with Pfaudler Glass Enamel
New York
Chicago
San Francisco
Detroit
St. Louis
The Pfaudler Company
Rochester, New York
127
Hot Tomato Pulp and Catsup
(For holding at predetermined temperature after cooking and while awaiting bottling.)
The Jacket is connected with a small expansion tank
and is thus kept filled with water. Steam is passed
into the coil in the jacket heating this water. This
method of heating has been found to give a close control
of temperature so that super-heating of the contents
is avoided.
The Brass Agitator gives a slow, thorough mixing
without violent disturbance of the contents and thus
avoids driving off the more delicate aromatic flavors.
Lined with Pfaudler Glass Enamel
Can be had in different capacities from 150 gallons
upwards.
New York
Chicago
San Francisco
Detroit
St. Louis
The Pfaudler Company
Rochester, N. Y.
128
Cooking Kettle for Tomato Pulp
“The Acme of Canning Apparatus”
ELYRIA GLASS ENAMEL—tough, elastic, a part of the
fiber of the steel itself—is the ideal equipment for the
manufacture of tomato products. The sanitary qualities of
glass and its acid-resisting properties are combined with
the rugged wearing qualities of steel. Seams, rivets, crevices
for the lodgment of waste substances are eliminated,
and the smooth, hard, polished interior of the tank presents
the finished surface of a glass bowl and can be cleaned
easily, quickly and absolutely.
Send for our Special Bulletin of Canning Apparatus—it will prove interesting and instructive
The Elyria Enameled Products Co.
Elyria, Ohio, U. S. A.
New York
Chicago
Pittsburgh
San Francisco
Los Angeles
129
Kelso Pulp and Catsup Finishing Machine
A Machine adapted
for making Tomato
Pulp for Catsup and
for finishing Catsup
and for preparing
Fruit Products such
as Apples, Plums,
Prunes, Strawberries,
etc., for canning.
For Peeling Onions,
Potatoes, Beets, Sweet
Potatoes, Horse Radish
Roots, etc., in large
quantities. Working
Capacity 1 bushel per
minute. Saves 75%
labor and 25% material.
Send for our Catalogue
of Special Machinery
and supplies for
Cider and Vinegar
Manufacturers,
Picklers, Canners,
Preservers,
Bottlers.
KELSO & COMPANY
559 W. Quincy St. Chicago, Ill.
130
An up-to-the-minute machine, made by manufacturers of broad experience in various kinds of labeling problems.
Quickly adjustable to different sizes.
Only one kind of gum needed.
No dripping of gum—no wasted labels.
Speedy and durable—mechanically correct.
You should know all about it.
Send for particulars.
Economic Machinery Co.
Worcester, Mass.
Makers of the well-known World Labeler for bottles, jars, tumblers, and other packages
131

SPRAGUE WORKS—THE HOME OF THE SIGN OF QUALITY
Builders of Complete Equipment for Canning and Preserving Plants
The only manufacturers who are prepared
to supply your requirements in canning factory
machinery, complete, in every detail,
backed up by thirty years of experience and
a money back guarantee of satisfaction.
Sprague Canning Machinery Co.
General Offices: Chicago, Ill.
Factory: Hoopeston, Ill.
Eastern Branch:
Sheppard Supply & Equipment Co.
37 So. Charles St.,
Baltimore, Md.
Western Agents:
Premier Machinery Co.
16 California St.,
San Francisco, Cal.
132
NO
COMPRESSED AIR
SKILLED LABOR OR
COSTLY SPOILAGE
“TAG”
SELF-OPERATING
TEMPERATURE
CONTROLLERS
Uniform processing, an economic necessity
in the manufacture of tomato products, depends
upon a uniform temperature constantly
maintained within the cookers.
Fluctuating temperatures, common to hand
regulation of the steam inlet valves, therefore,
must be eliminated.
A simple solution is provided by installing
“TAG” Self-Operating Temperature Controllers—a
device which requires no compressed
air and is so simple to operate that all
the workman need do is to “set” the controller
for the desired temperature and “forget it.”
Pasteurizing, sterilizing, etc., to an efficient degree
can also be easily accomplished with these anti-spoilage
and self-paying controllers.
For further details ask for Bulletin T–386
C. J. TAGLIABUE MFG. CO.
18–88 Thirty-third St., Brooklyn, N. Y.
- Silently corrected typographical errors and variations in spelling.
- Archaic, non-standard, and uncertain spellings retained as printed.
*** END OF THE PROJECT GUTENBERG EBOOK 65287 ***