Transcriber’s Note
Larger versions of most illustrations may be seen by right-clicking them and selecting an option to view them separately, or by double-tapping and/or stretching them.
Additional notes will be found near the end of this ebook.
The History and the
Modern Development
of Rope-Making.
Compiled and Published by
Plymouth Cordage Company
NORTH PLYMOUTH, MASS.
WELLAND, ONTARIO
1916
Copyright 1916, by Plymouth Cordage Company 663-11-15-5-28500
The matter contained in this book originally appeared, in substantially the same form, as a series of articles in our monthly publication “Plymouth Products.” The story aimed to make better known an industry previously little understood and thereby to advance the cause of good rope.
First and last this “Story of Rope” has had many interested and responsive readers. Encouraged by the large numbers of requests for it which continually come to us, we are now led to publish it anew and with the hope that in its present improved form it will still further fulfill its original purpose.
Plymouth Cordage Company
| PART I | ||
| Historical | ||
| CHAPTER | PAGE | |
| I | Ancient, Mediæval and Tribal Rope-Making | 11 |
| II | Rope-Making in the Seventeenth, Eighteenth and Early Nineteenth Centuries | 19 |
| PART II | ||
| Raw Materials | ||
| I | Manila Fiber | 27 |
| II | Sisal Fiber | 35 |
| III | The Hemps—American, Russian, Italian. Other Fibers | 43 |
| IV | Pine Tar. | 49 |
| PART III | ||
| Present Day Manufacturing Processes Methods and Equipment as Seen in the World’s Largest Cordage Factory | ||
| I | Buying, Grading and Storing of Fiber | 55 |
| II | Preparation of Fiber for Spinning—Formation of “Sliver” | 63 |
| III | Spinning of Rope Yarn and Binder Twine | 71 |
| IV | Tarring of Rope Yarns and of Small Ropes | 77 |
| V | Forming and Laying of Ropes and Cables—Ropewalk Method | 79 |
| VI | Forming and Laying of Ropes and Cables—Factory Method, Two-Machine System | 85 |
| VII | Forming and Laying of Ropes—Factory Method, Single-Machine System | 91 |
vii
| PAGE | |
| Ancient Egyptian rope | 12 |
| Nootka whaling lines | 13 |
| Ancient Egyptian rope-making methods | 14 |
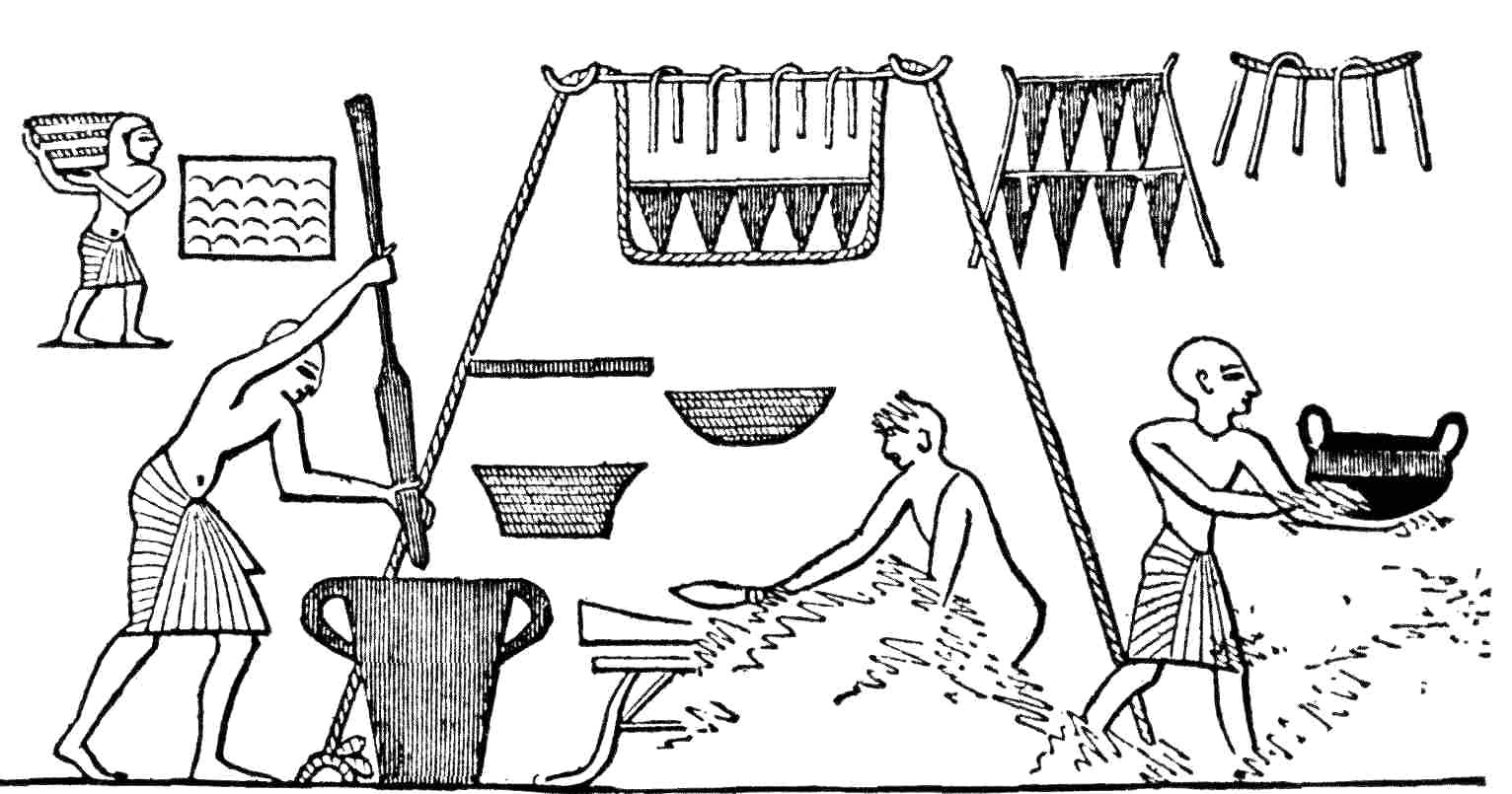
| Use of rope in ancient Egyptian kitchen | 14 |
| Specimens of ancient Egyptian cordage | 15 |
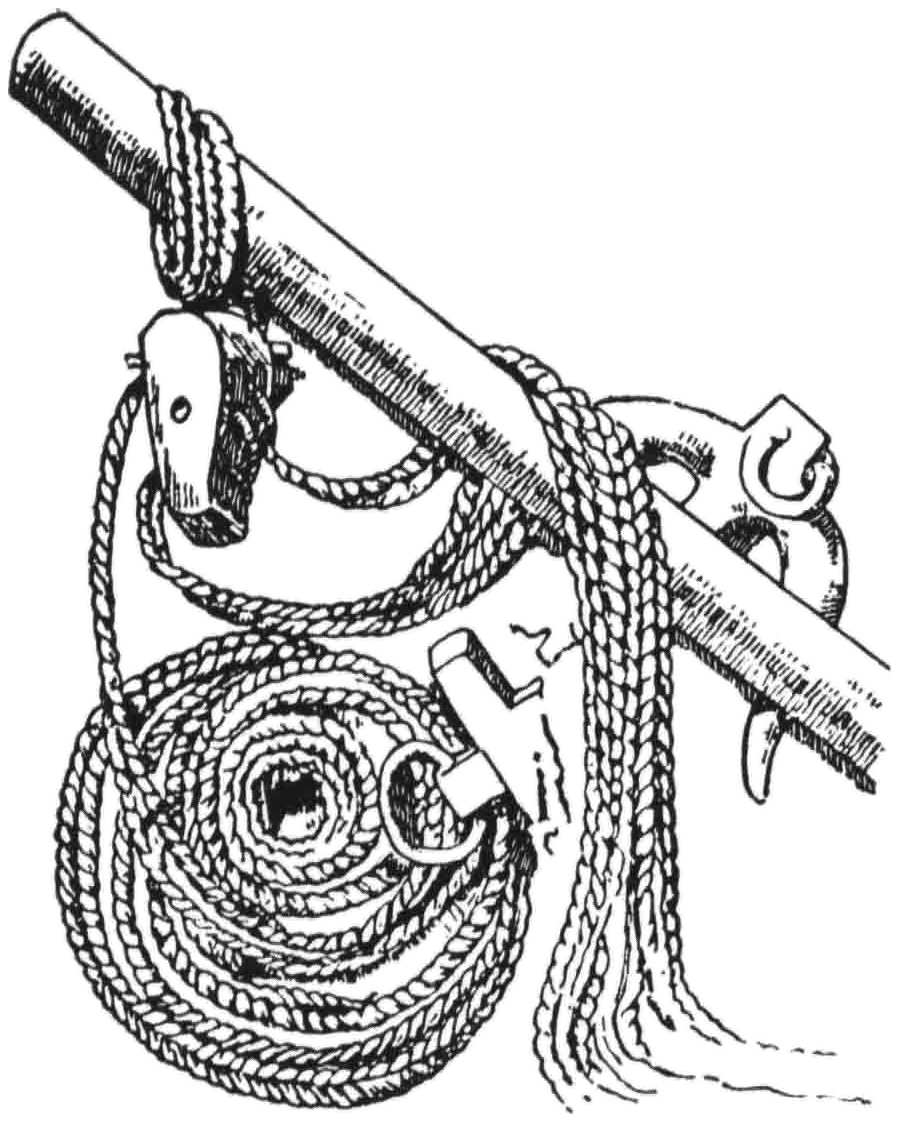
| Detail of sculptured rope from Triumphal Arch at Orange | 17 |
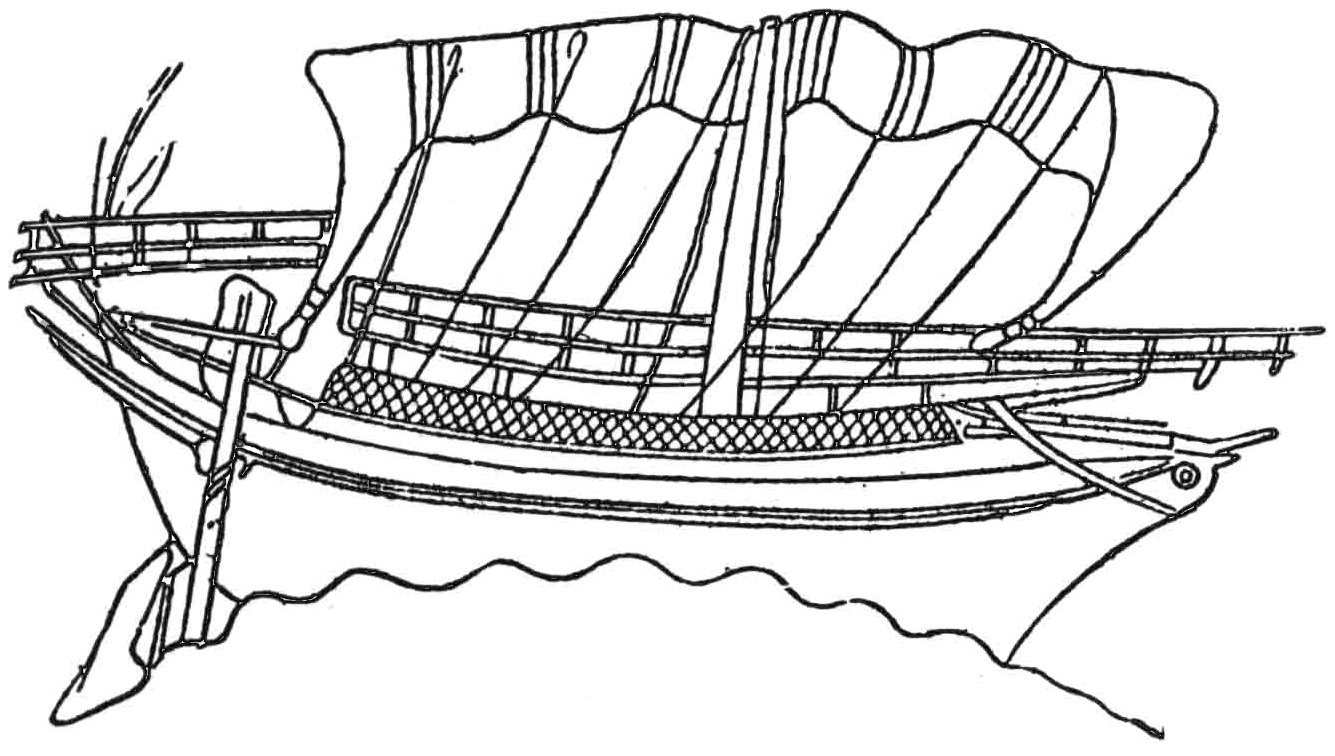
| Attic sailing ship, sixth century B.C. | 17 |
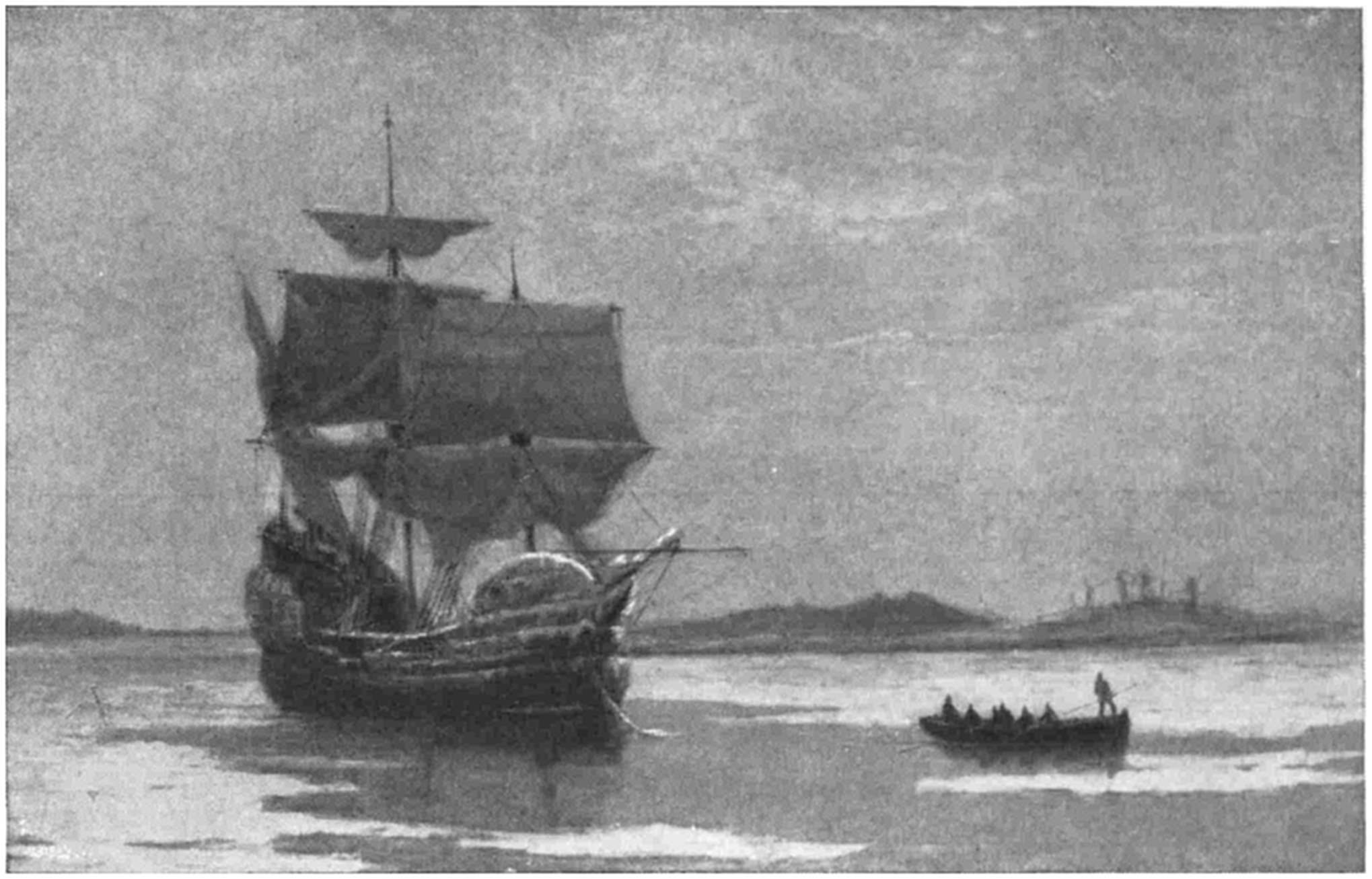
| Mayflower in Plymouth harbor | 18 |
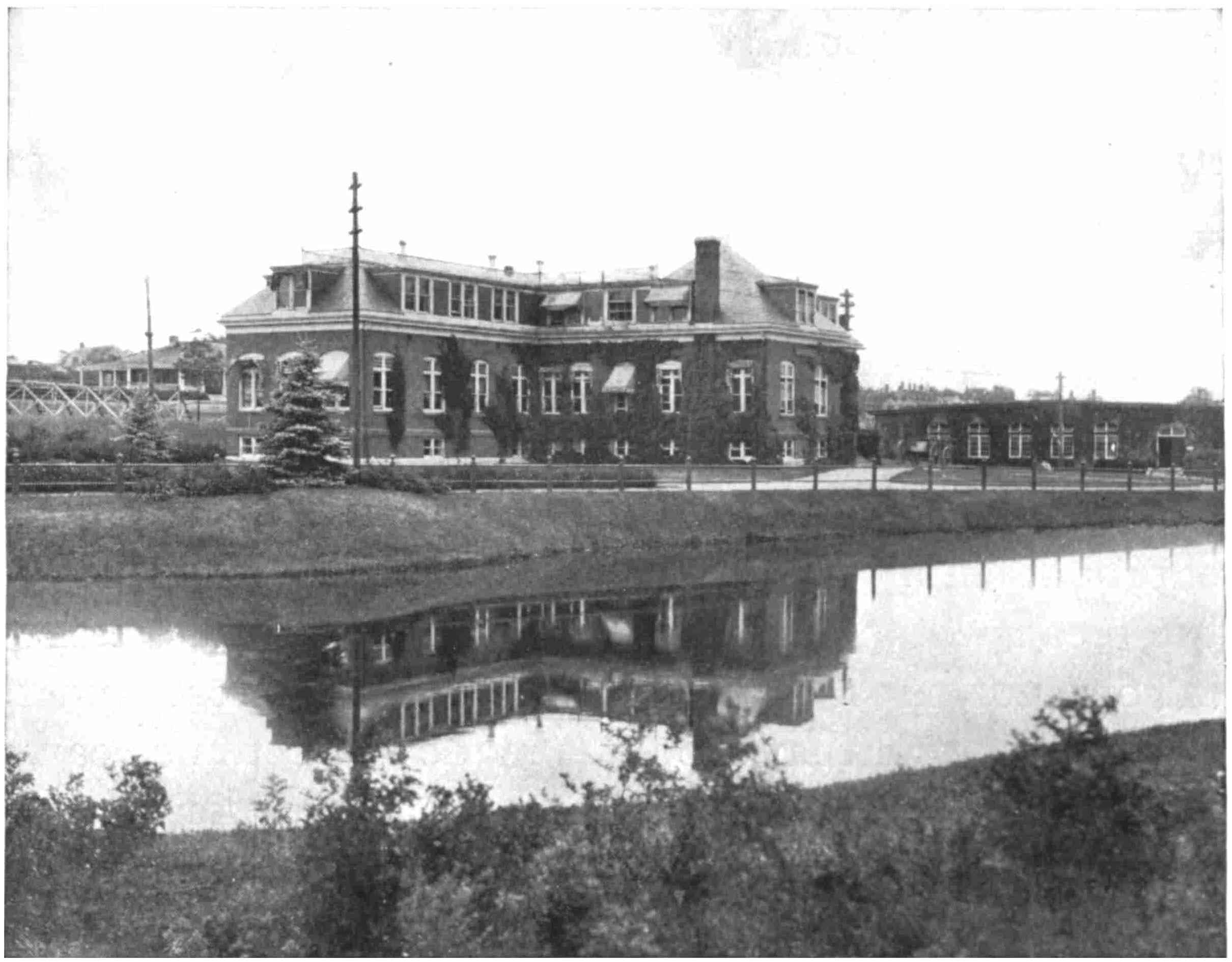
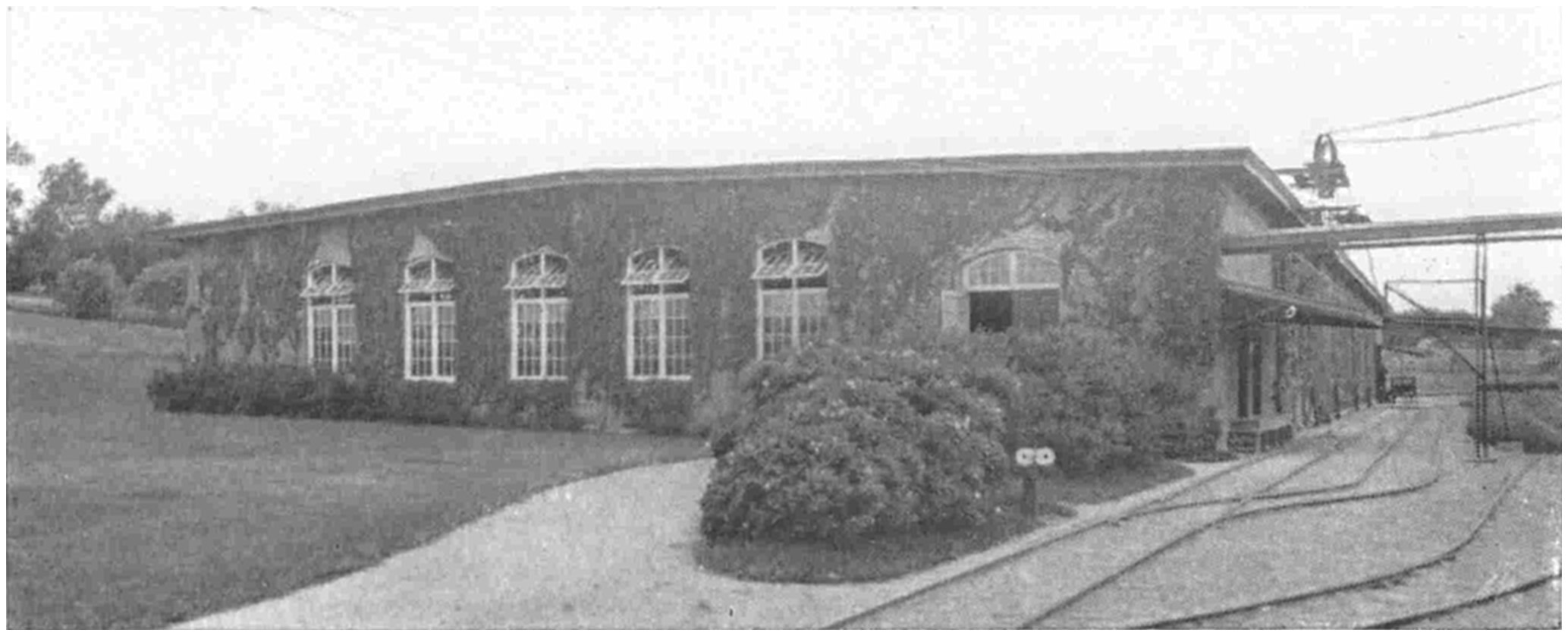
| Office of Plymouth Cordage Company | 20 |
| Bourne Spooner, founder of Plymouth Cordage Company | 21 |
| First advertisement of Plymouth Cordage Company | 21 |
| Old-time method of hackling cordage fiber | 22 |
| Spinning rope yarn by hand with old-time spinning wheel | 23 |
| Pilgrim Hall, Plymouth | 24 |
| Hank of Manila fiber | 28 |
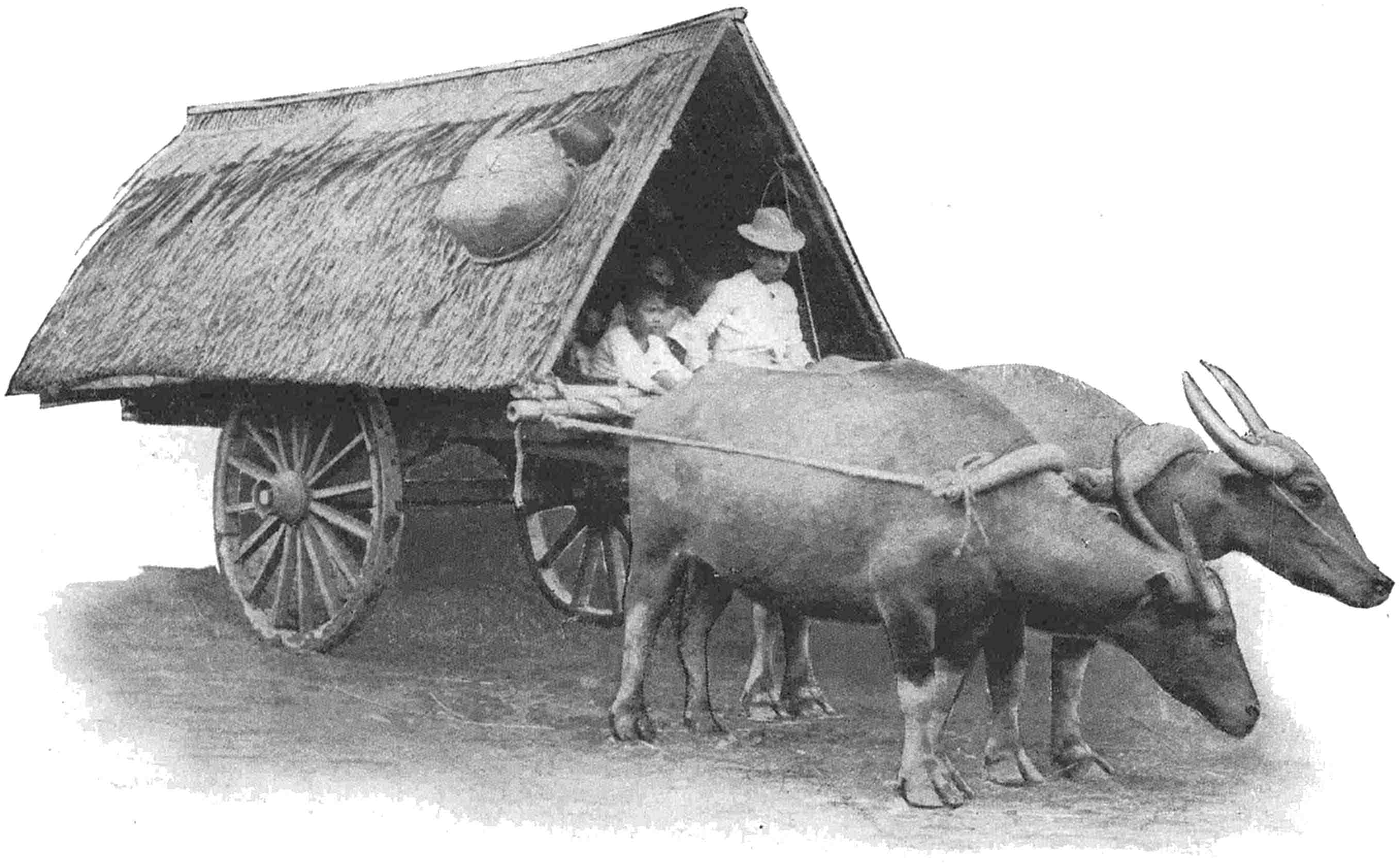
| Philippine hemp cart | 29 |
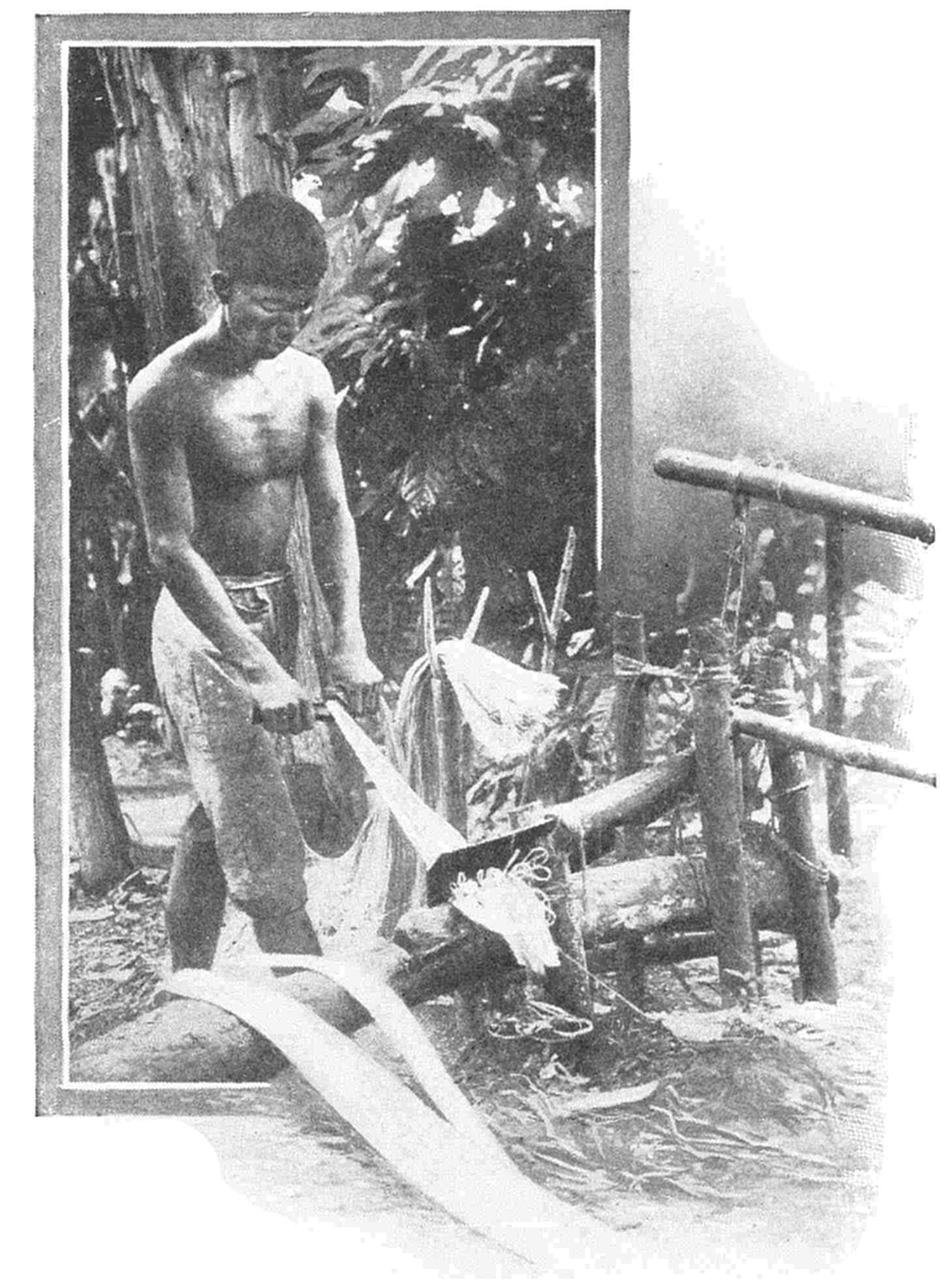
| Filipino cleaning Manila fiber | 30 |
| Filipinos preparing Manila fiber for market | 31 |
| Examining Manila fiber at dock | 32 |
| Suburb of Manila—Manila fiber plant growing | 33 |
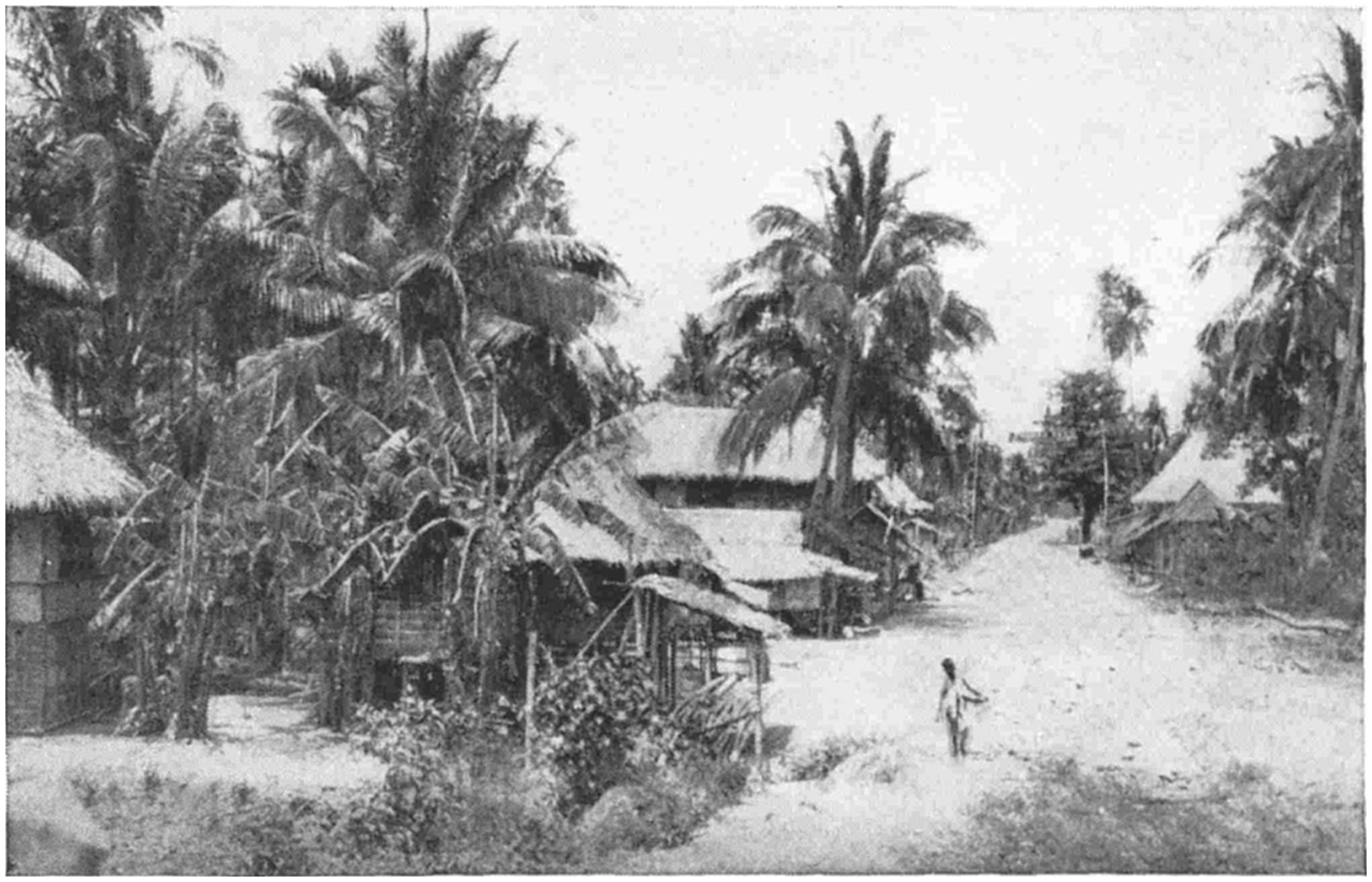
| Philippine street scene | 34 |
| Gathering leaves of Sisal fiber plant | 36 |
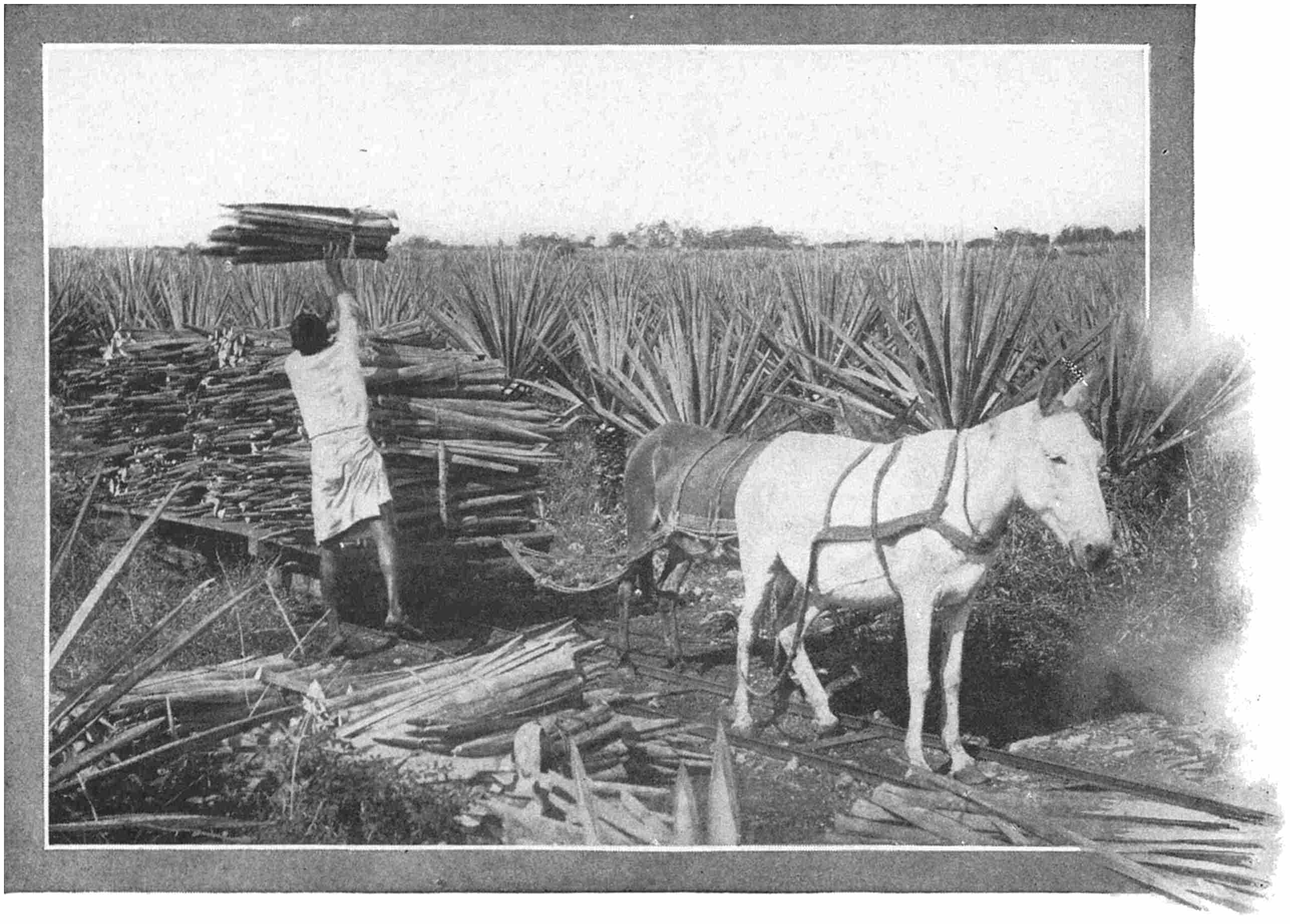
| Loading Sisal fiber leaves on plantation car | 37 |
| Scenes at cleaner house on Sisal fiber plantation | 38 |
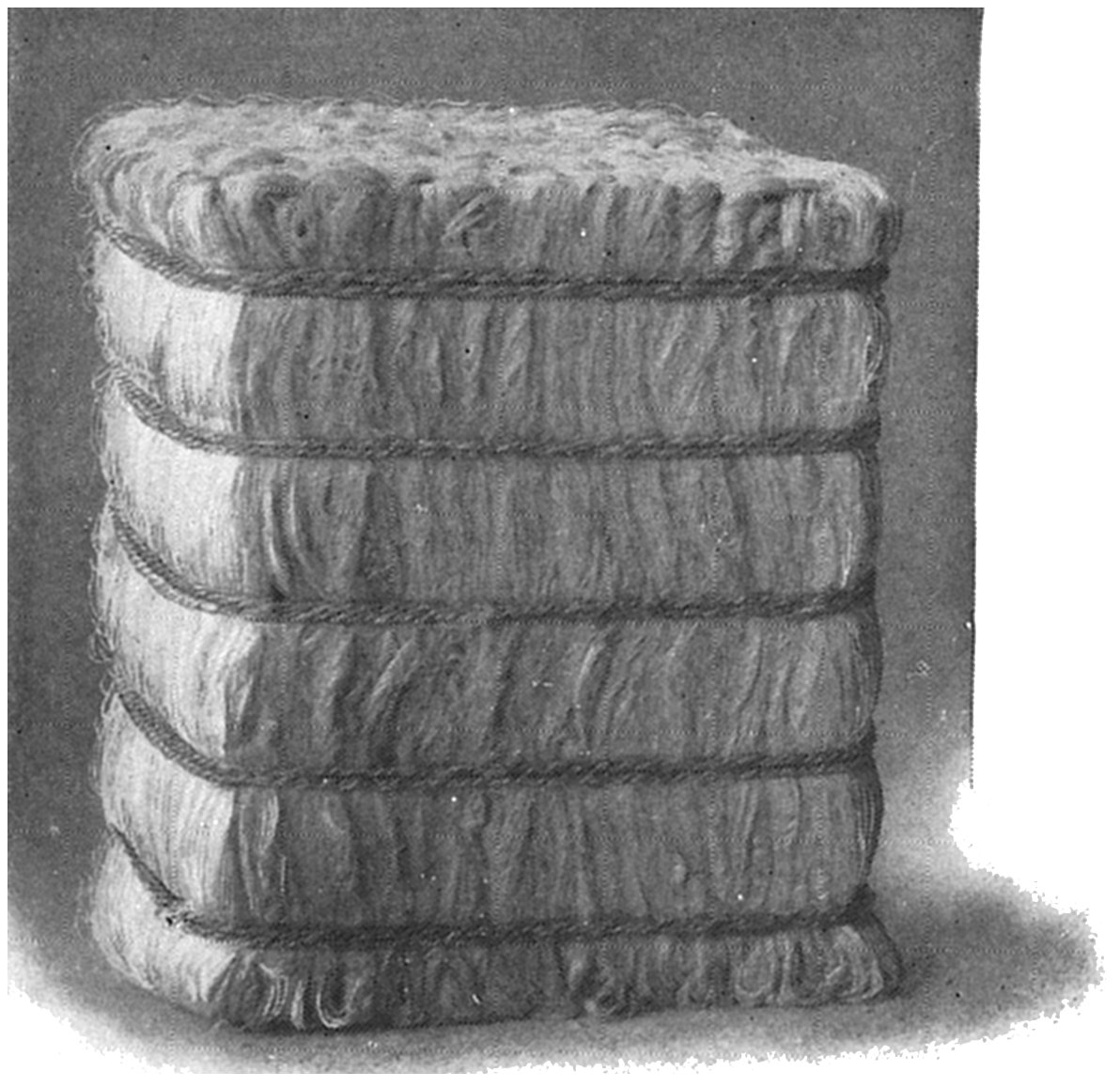
| Bale of Sisal fiber | 39 |
| Machine separating Sisal fiber from leaves | 40 |
| Sisal fiber drying | 41 |
| Sisal fiber steamer at Plymouth Cordage Company’s pier | 42 |
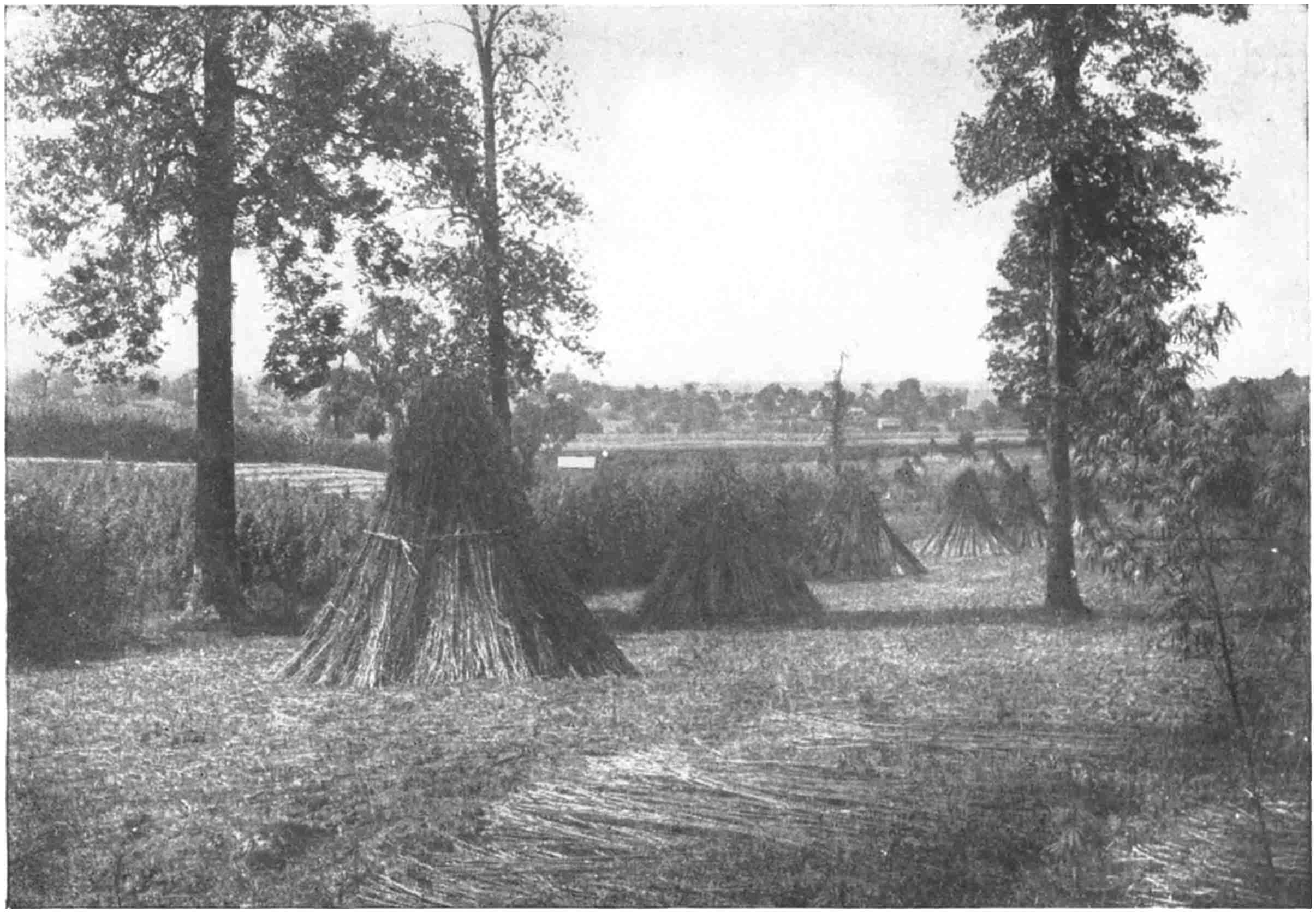
| American hemp stacked in fields | 44 |
| Preparing American hemp for market | 45 |
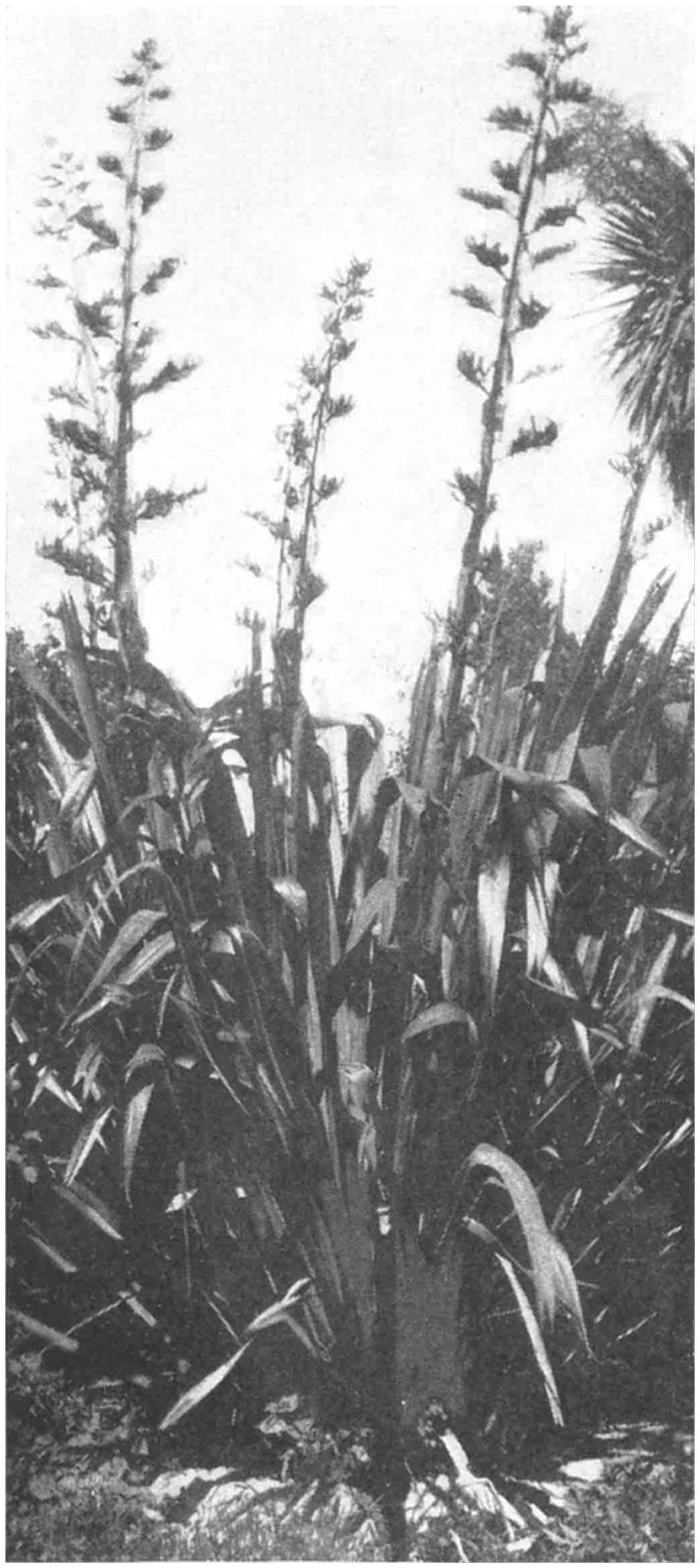
| New Zealand flax plant | 46 |
| Hemp growing by the water | 47 |
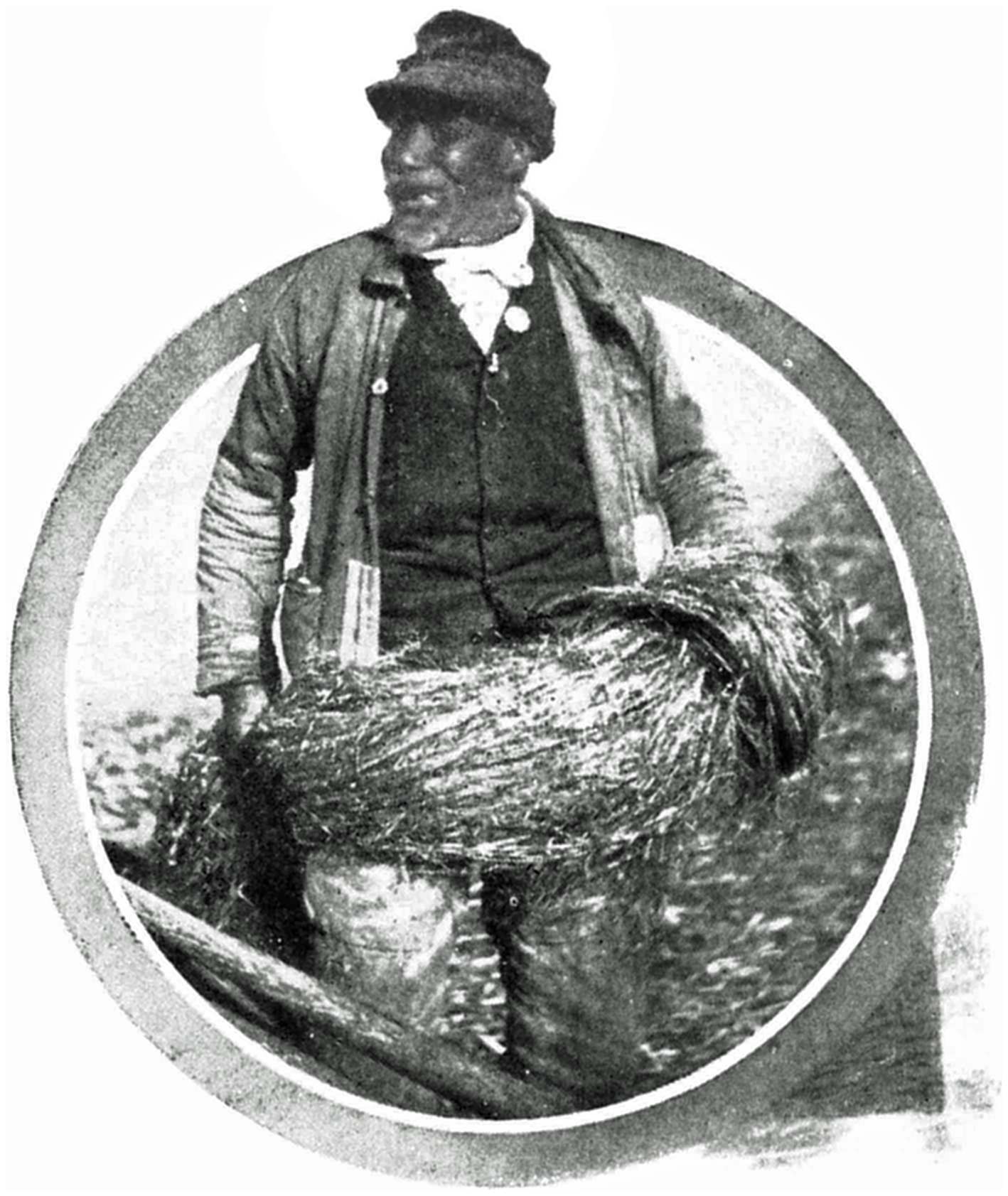
| Uncle Ben, hemp breaker | 48 |
| Pine tar manufacturing methods | 50viii |
| Pine tar handling at naval stores yard | 52 |
| Examining and re-grading Manila fiber at cordage factory | 56 |
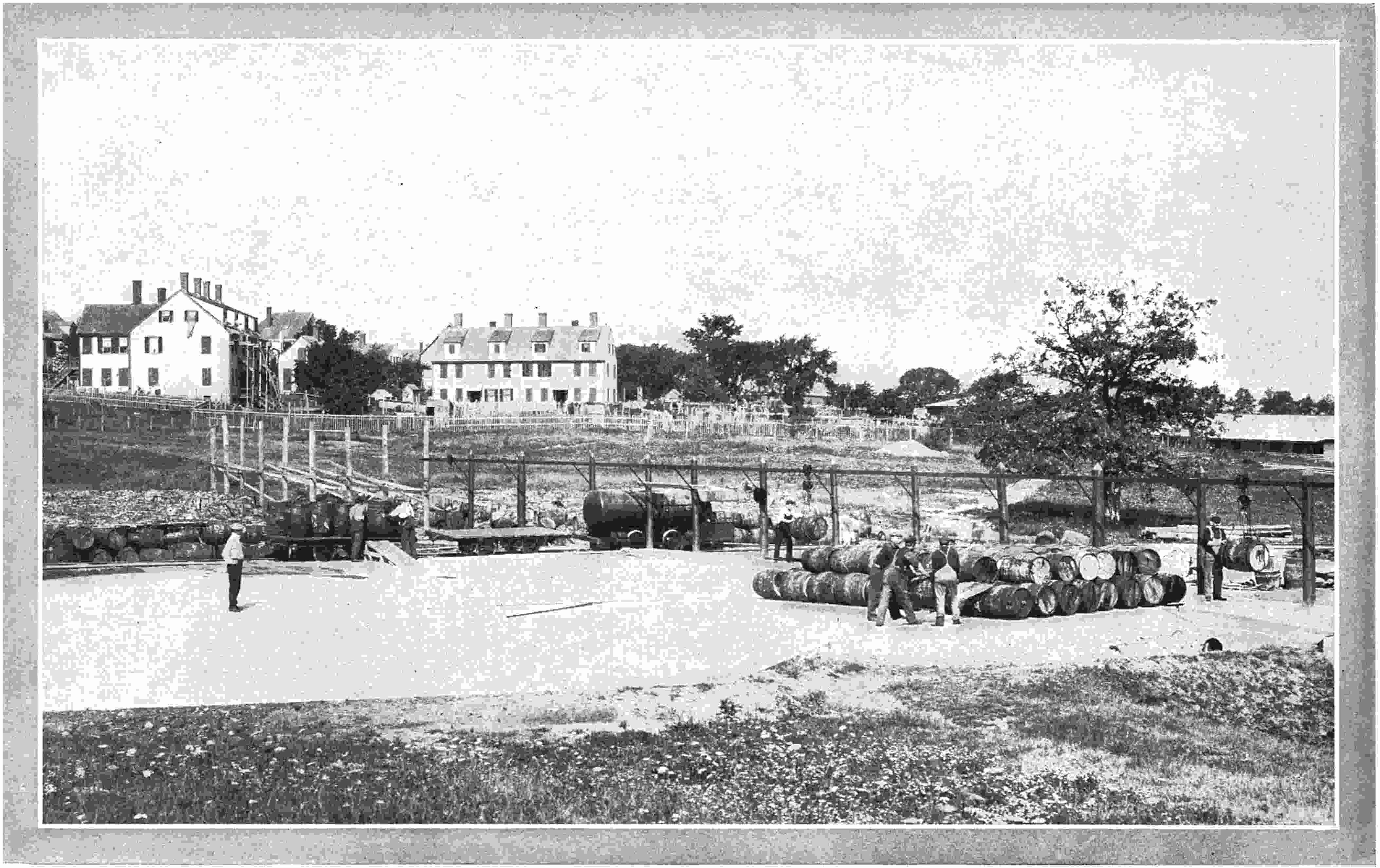
| Track and warehouse facilities, Plymouth Cordage Company | 57 |
| Stacking Manila fiber in warehouse | 58 |
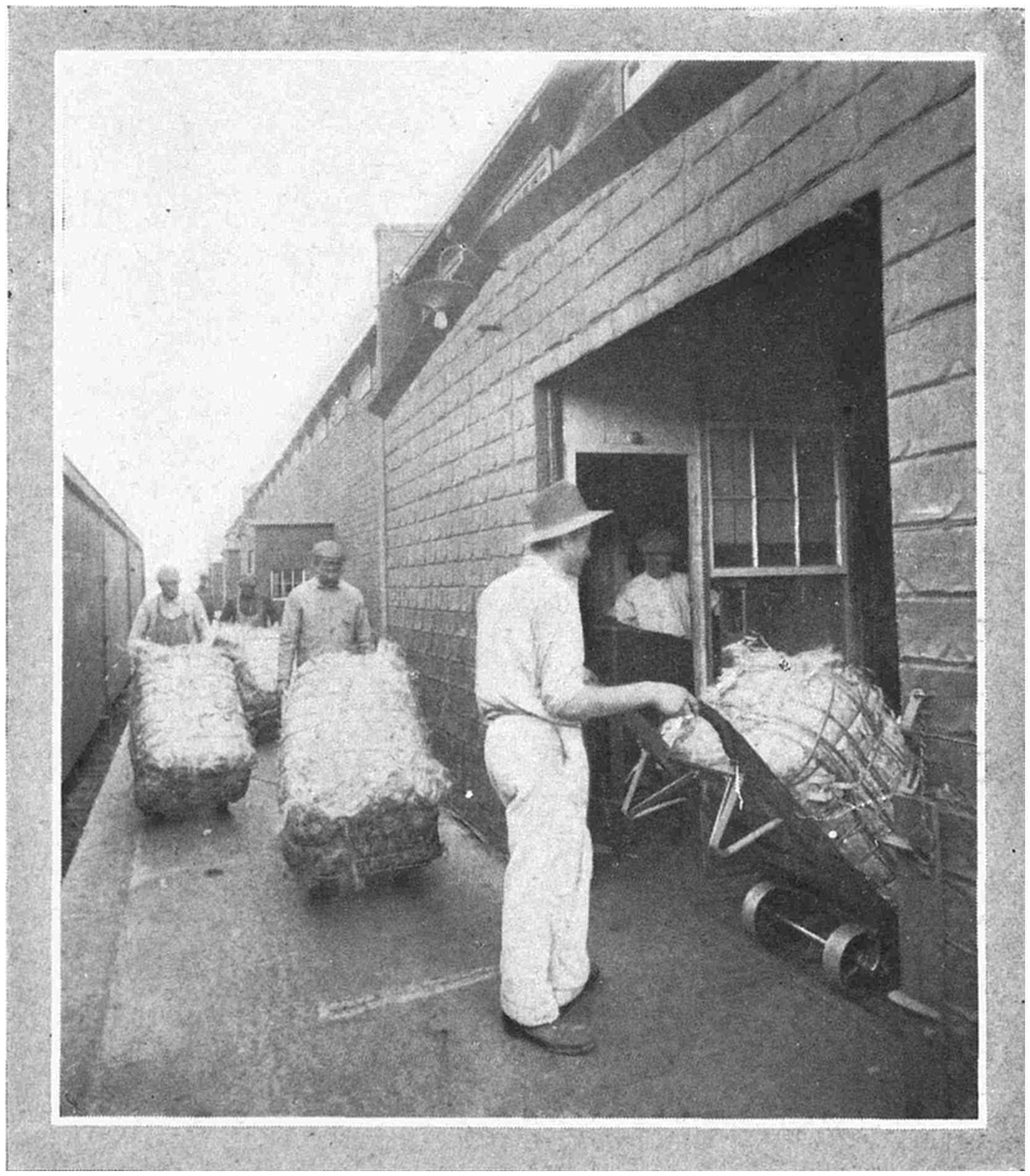
| Trucking Manila fiber into warehouse | 59 |
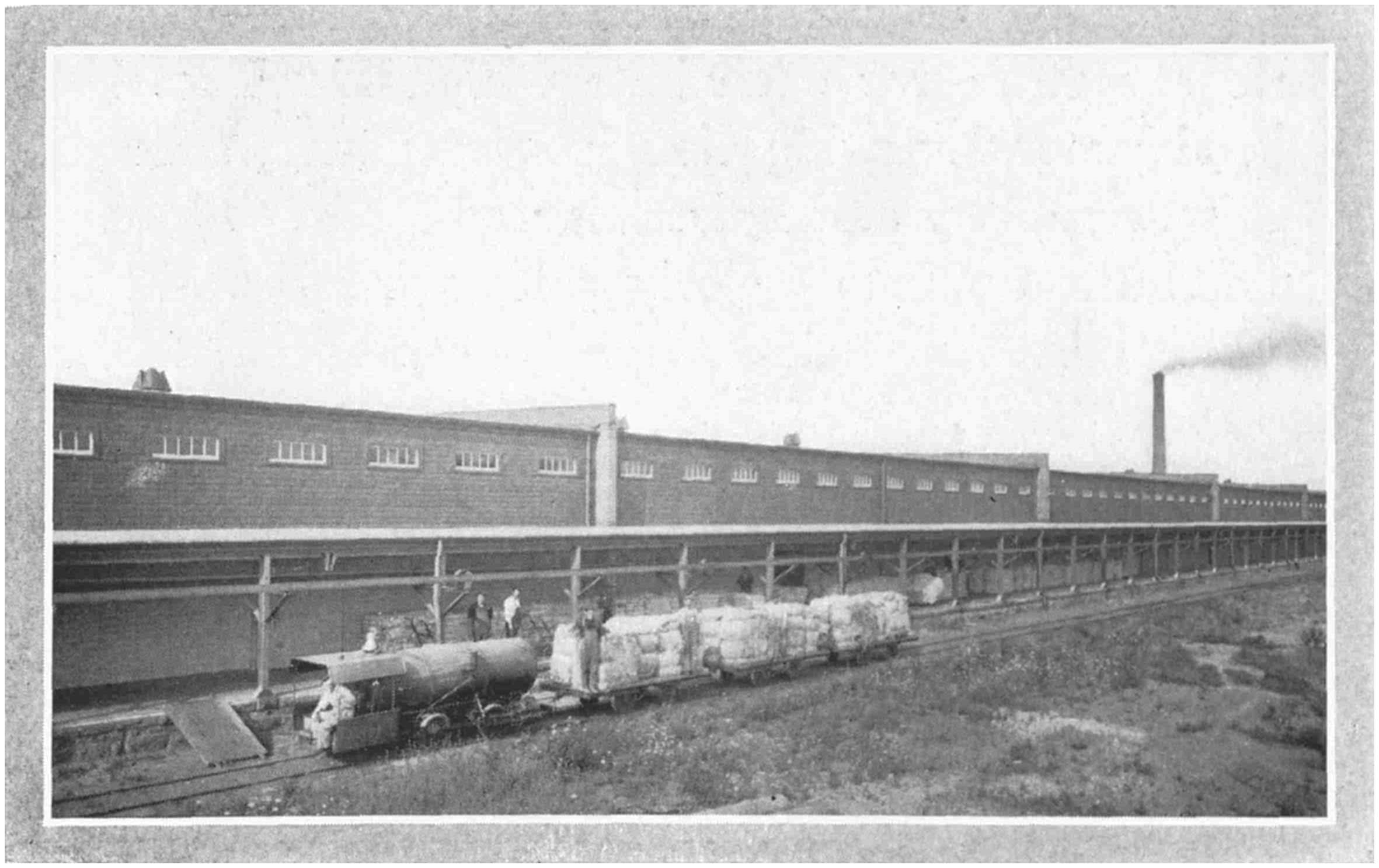
| Sisal fiber being transferred from warehouse to mill | 60 |
| No. 2 tar house, Plymouth Cordage Company | 61 |
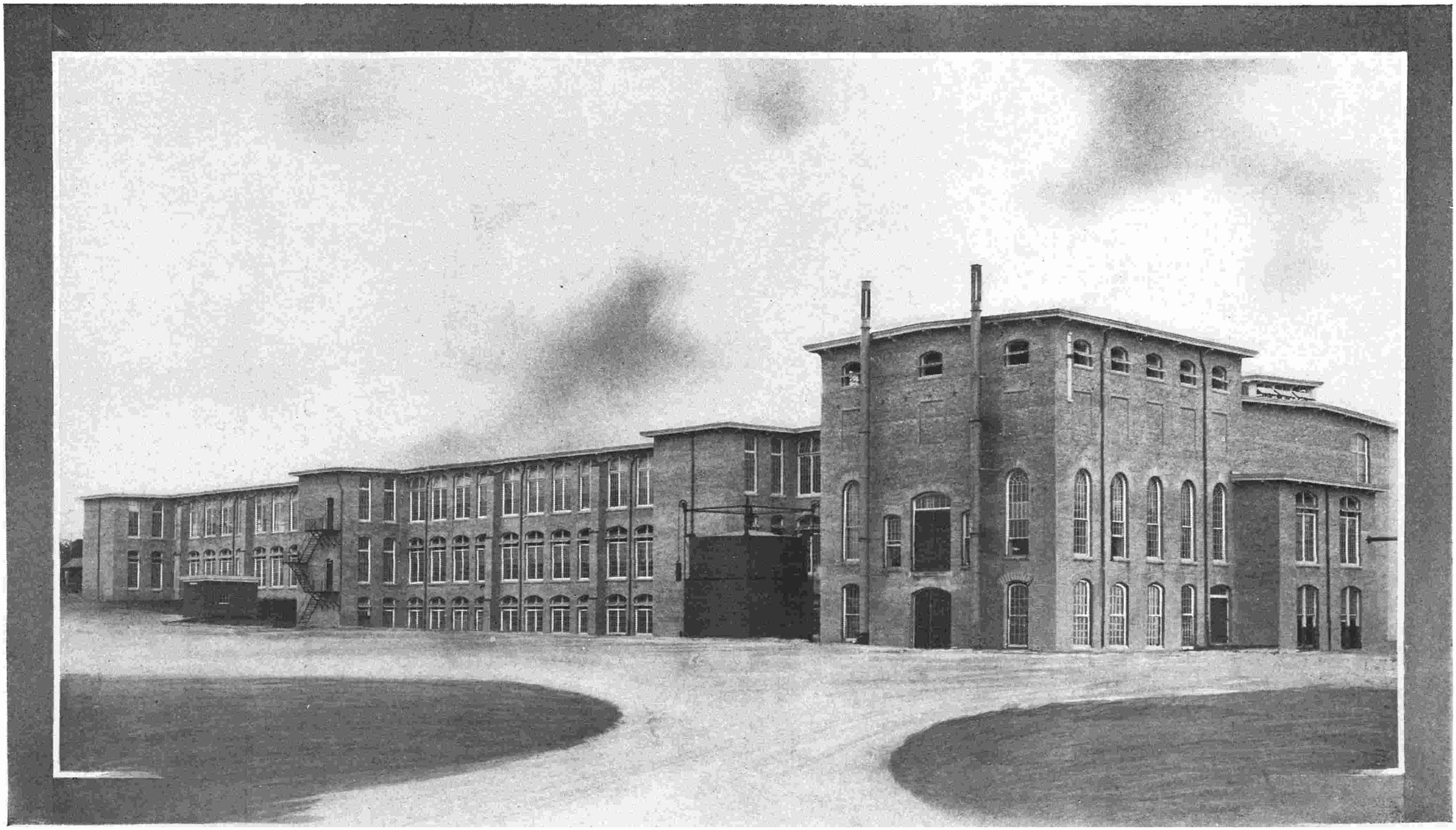
| No. 3 mill, Plymouth Cordage Company | 62 |
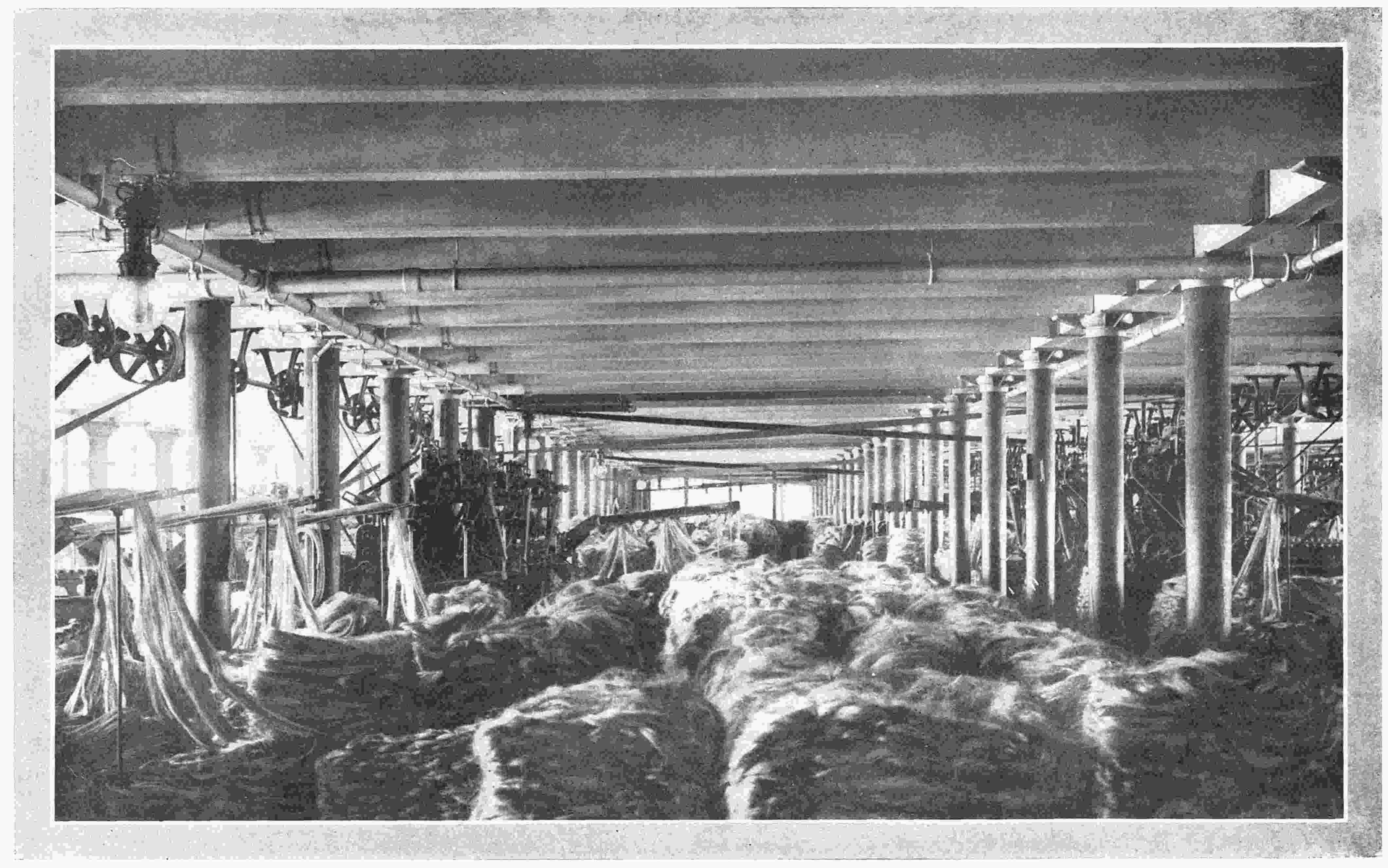
| Preparation room, No. 3 mill, Plymouth Cordage Company | 64 |
| Lubricating oil mixing room, Plymouth Cordage Company | 65 |
| Formation of sliver on first breaker | 66 |
| Reducing size of sliver on preparation machines | 67 |
| Draw frame machines | 68 |
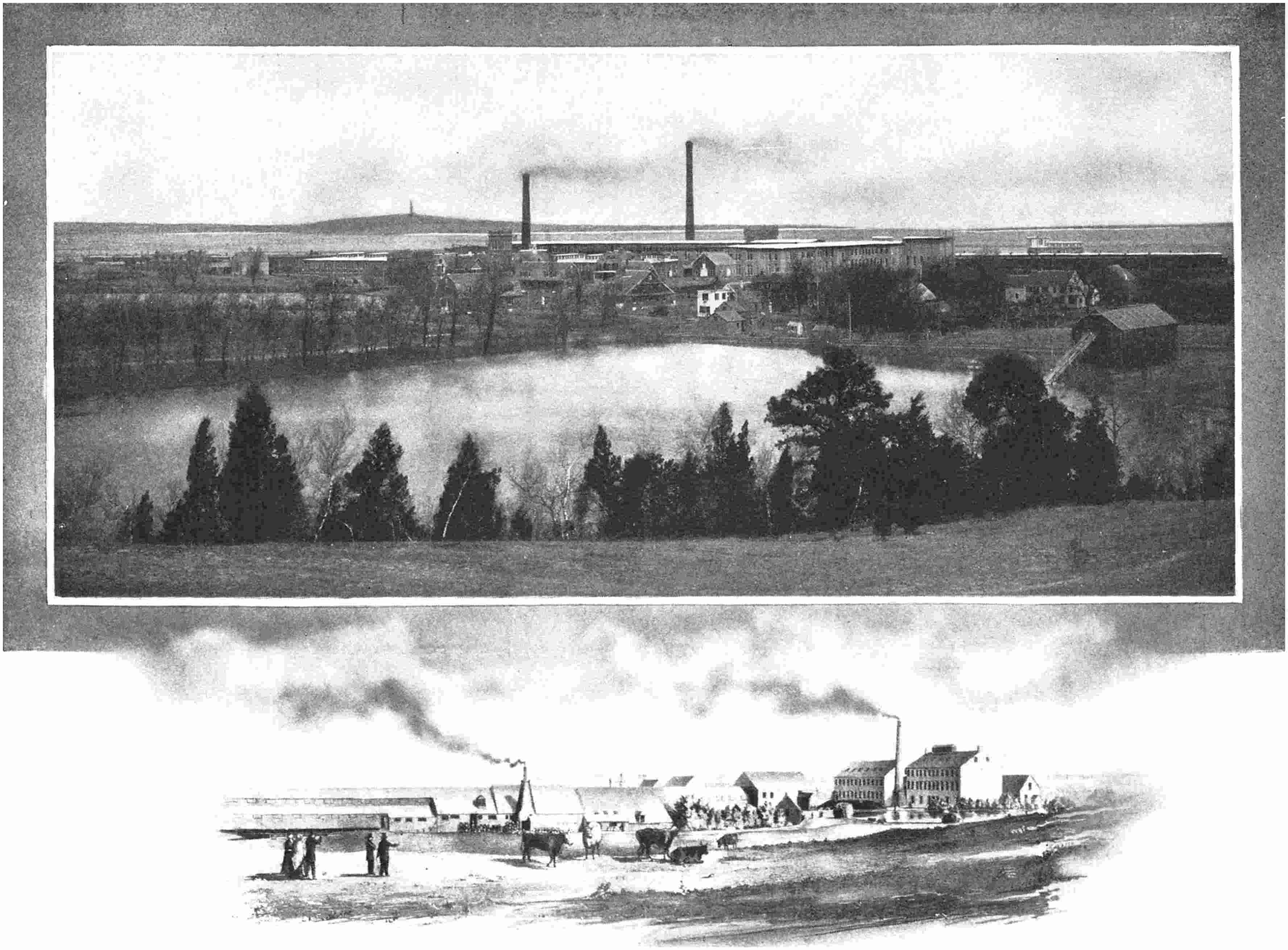
| Plymouth Cordage Company factory in early days and today | 70 |
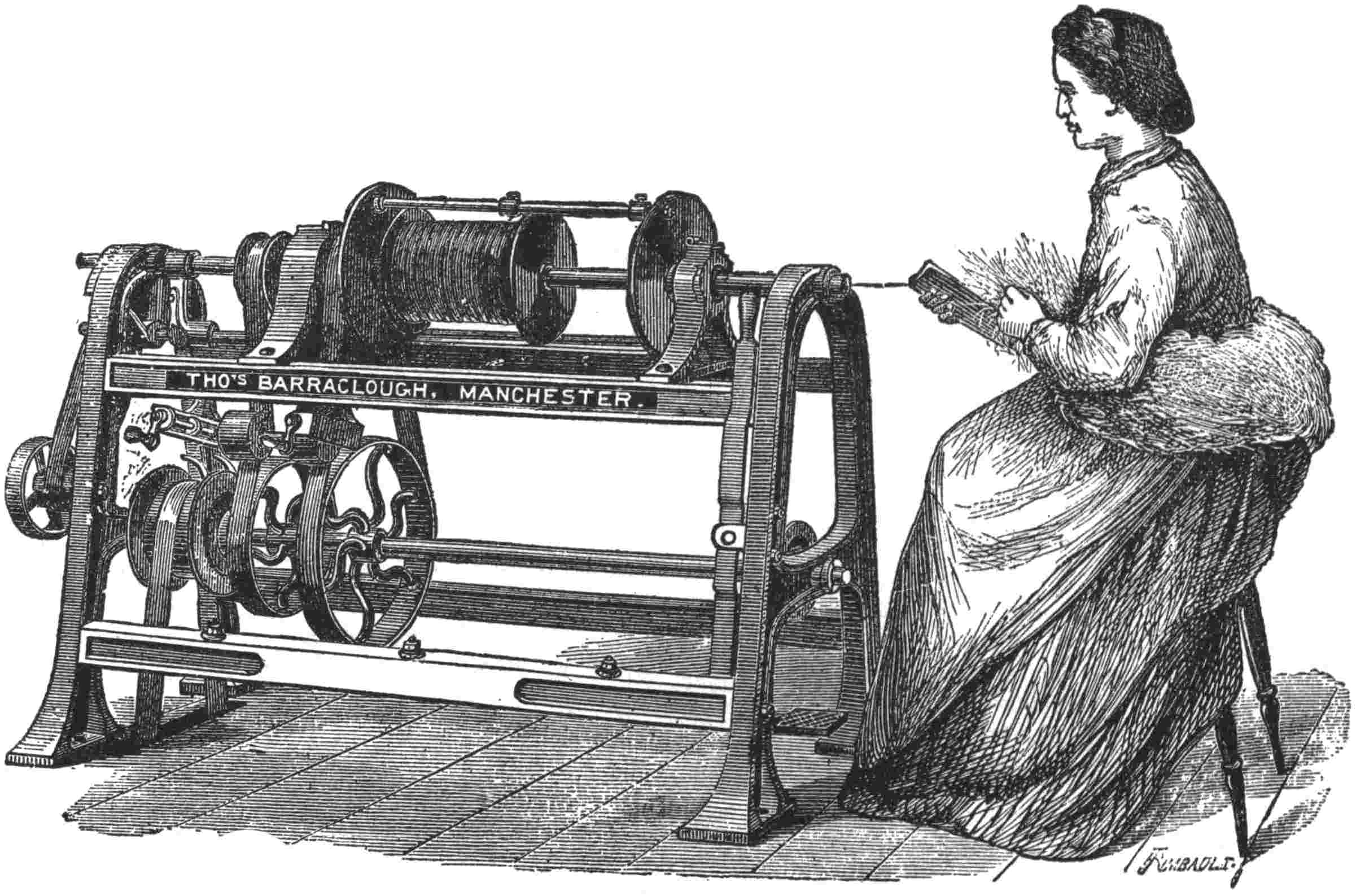
| Spinning machine of early nineteenth century | 72 |
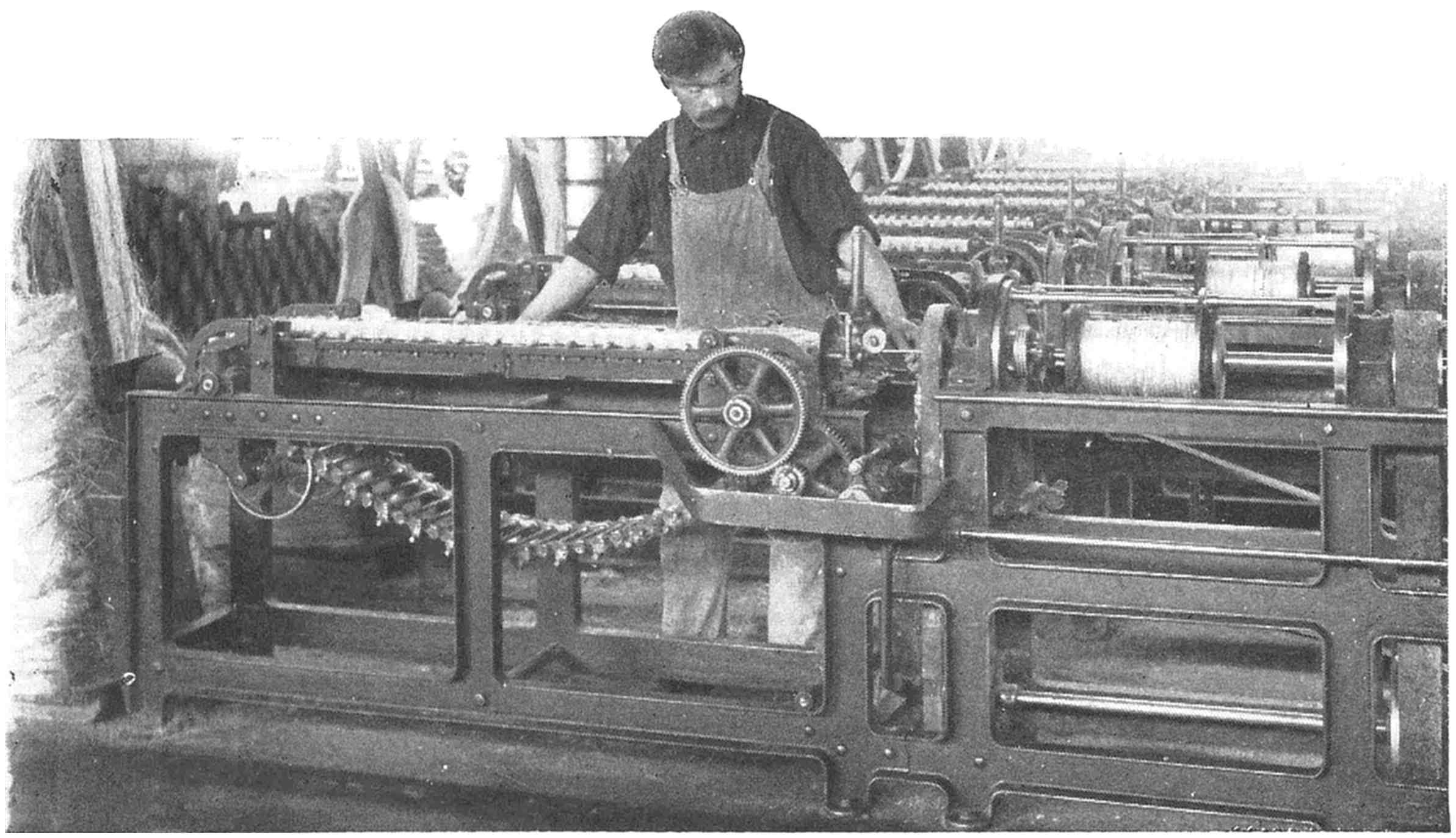
| Modern spinning machine | 73 |
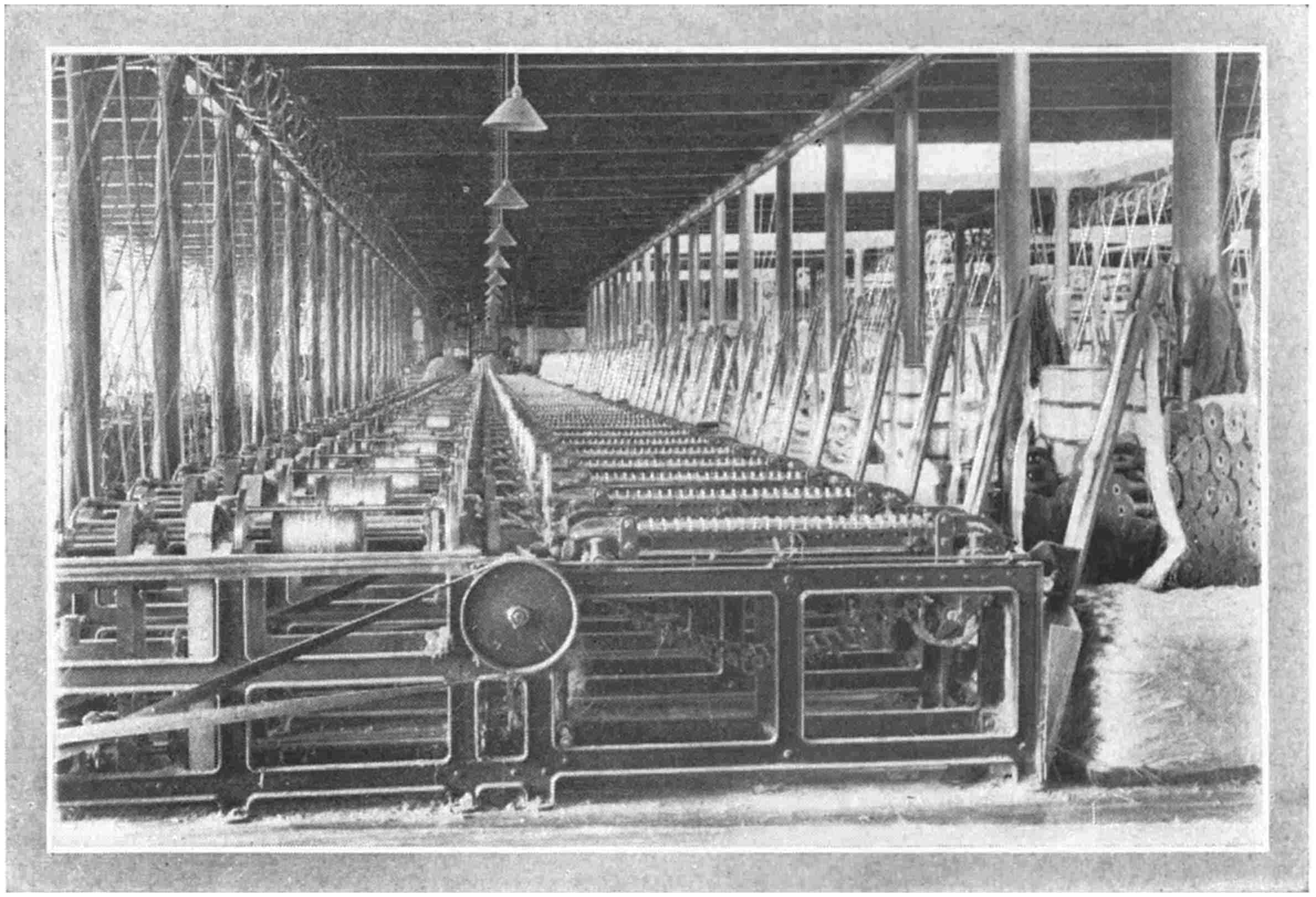
| Spinning room, No. 1 mill, Plymouth Cordage Company | 74 |
| Spinning room, No. 3 mill, Plymouth Cordage Company | 75 |
| Tar storage and handling equipment, Plymouth Cordage Company | 76 |
| Tarring of rope yarns | 78 |
| Ropewalk manufacturing processes | 80 |
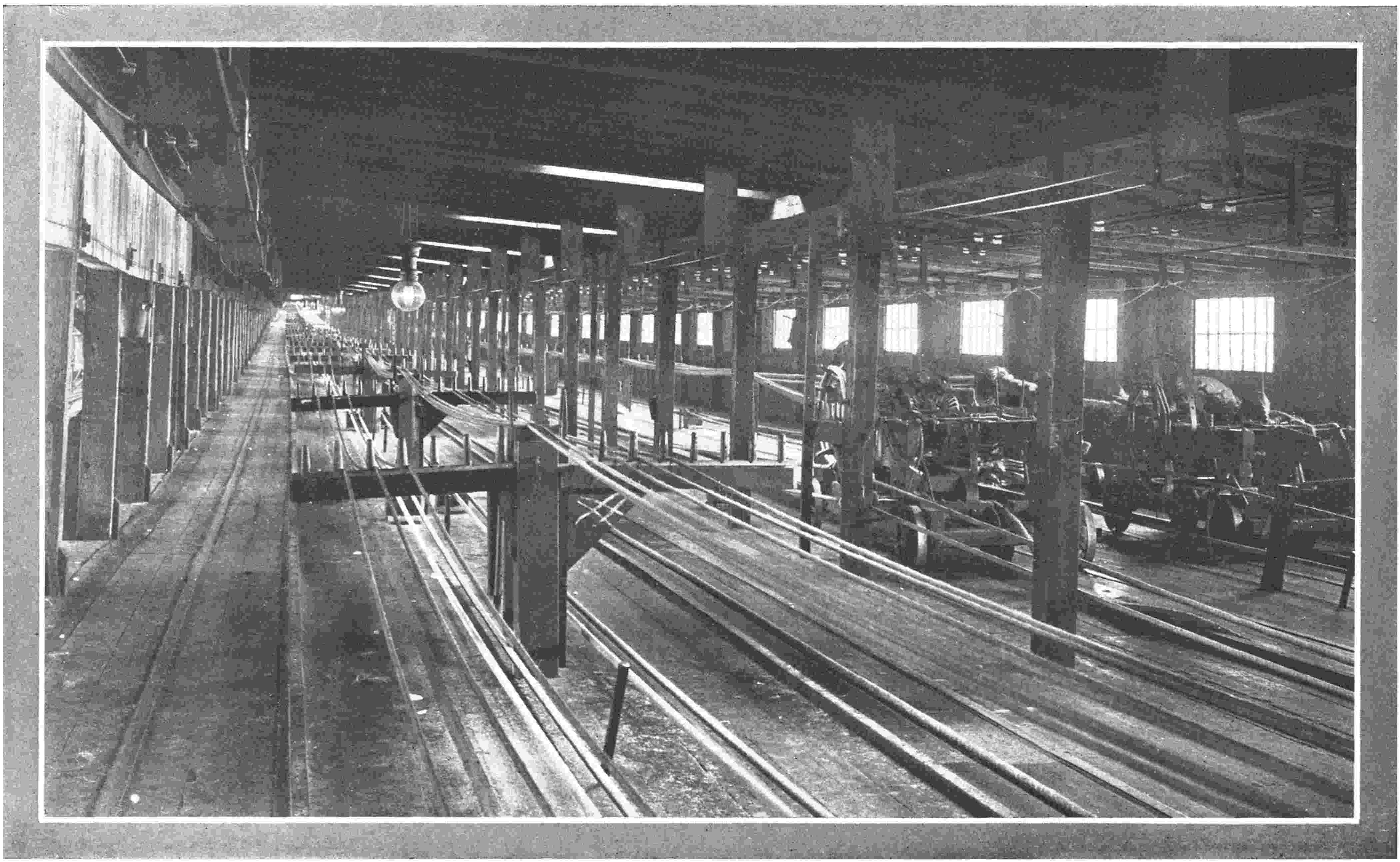
| Interior of ropewalk, Plymouth Cordage Company | 82 |
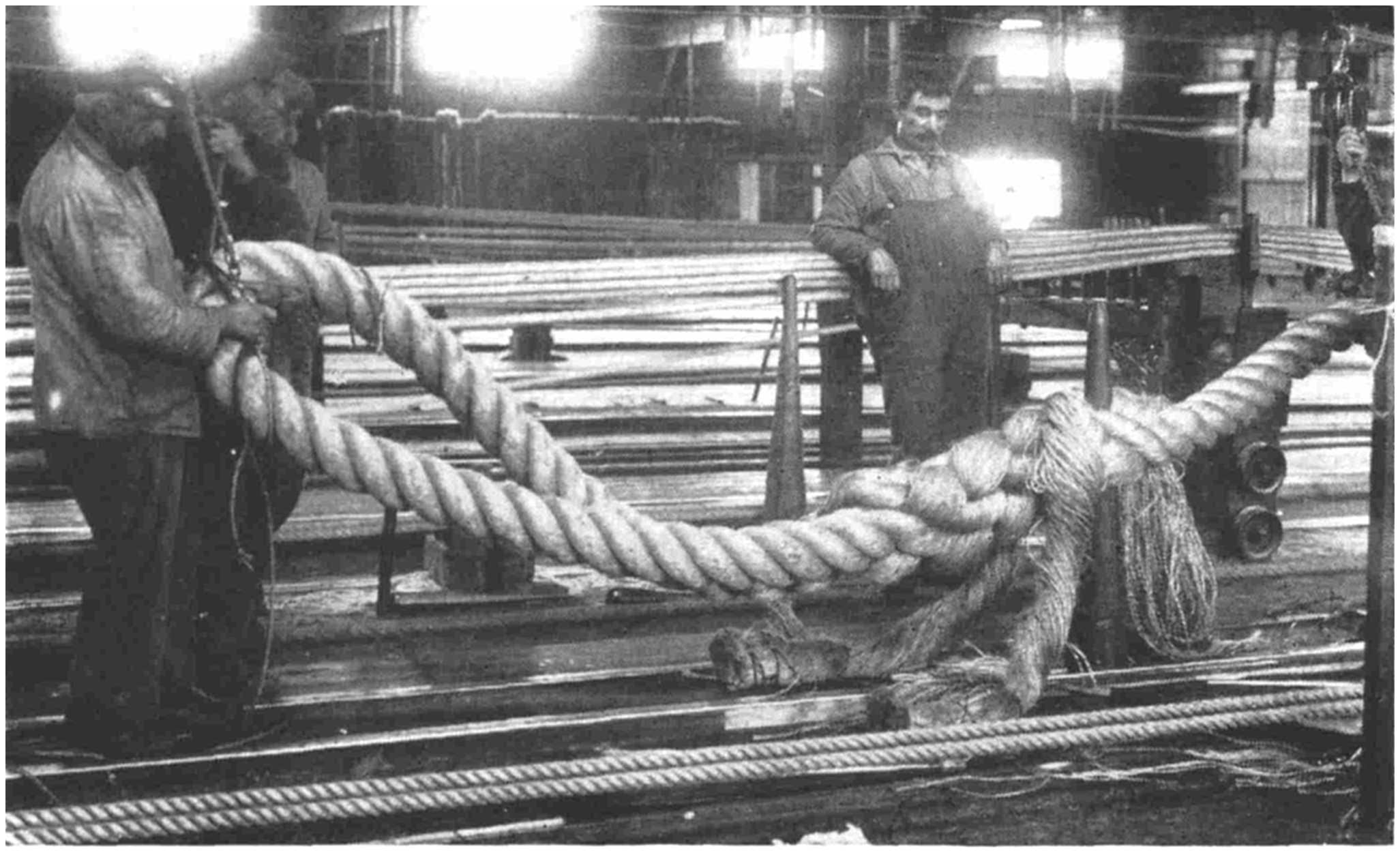
| Sixteen-inch towline with eye-splice | 83 |
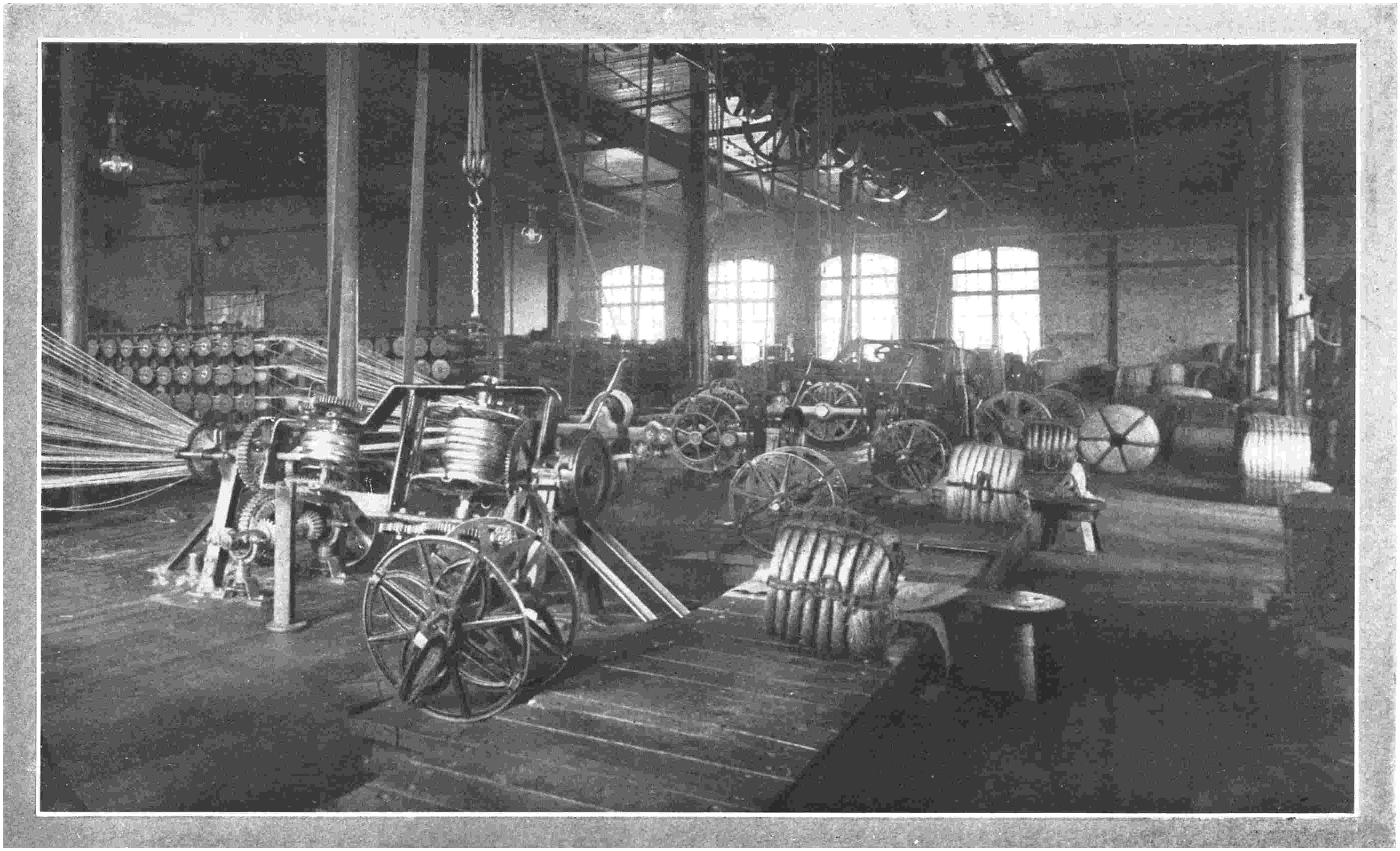
| Lathyarn and tie rope machines, Plymouth Cordage Company | 84 |
| Rope-making machinery, Plymouth Cordage Company | 87 |
| Removing reel from forming machine | 89 |
| Compound laying-machine, four-strand type | 90 |
| Shipping platform, Plymouth Cordage Company | 92 |
11
 How many people have ever given a thought to
the question of where rope comes from and
how it is made, or realize what a variety of
uses it is put to, and how dependent we are
upon it in many of the everyday affairs of life? But
let us suppose for a moment that the world were suddenly
deprived of its supply of this very commonplace
material, and of its smaller relatives, cords and twine.
We should then begin to realize the importance of a
seemingly unimportant thing, and to appreciate the
difficulty in getting along without it.
How many people have ever given a thought to
the question of where rope comes from and
how it is made, or realize what a variety of
uses it is put to, and how dependent we are
upon it in many of the everyday affairs of life? But
let us suppose for a moment that the world were suddenly
deprived of its supply of this very commonplace
material, and of its smaller relatives, cords and twine.
We should then begin to realize the importance of a
seemingly unimportant thing, and to appreciate the
difficulty in getting along without it.
Longfellow, in his poem “The Ropewalk,” which we have printed, shows that he recognized the scope of the usefulness of rope, and appreciated the romance and pathos connected with the use of a seemingly prosaic article; for in his brief catalogue of the uses of rope which passed in pictured procession through his mind, as he stood in the ropewalk and came under the influence of the drowsy hum and whir of the spinners’ wheels, he succeeded in covering a good share of the changing phases in the drama of human life: childhood12 in its swing, happy, without a care; the life of the sailor, which, with its heroism, its romance, its courageous meeting of danger or disaster, has always been the subject of verse and story; the pathetic picture of the faded beauty on the tight rope; and the tragic scene of the criminal dying upon the gallows.

“All these and many left untold,” the poet says, and when we once begin to let our thoughts run we find uses almost innumerable, on sea and land, to which our rope is put. Then, if we allow ourselves to come more and more under the drowsy spell of the wheels, we wonder how long all these things have been going on, and when, where and how the first rope was made and used.
A little investigation shows us that the use of rope is older than history itself. Back beyond the time of any authentic record of events, beyond even the range of tradition, the first rope-makers did their work.
In his very earliest days man must have had something to serve for cords or lines,—strips of hide or of bark, pliant reeds and rushes, withes of tough woods, fibrous roots, hair of animals,—then, as the need arose for longer, larger and stronger lines, it was met, as human ingenuity developed, by twisting a number of some of these elements together and forming a rope or cord. Just who was the prehistoric genius that first performed13 this operation, or in what part of the world he lived, we have no means of knowing.
Certain it is, according to the best authority, that not only were the ancient civilized nations accomplished rope-makers, but savage tribes in all parts of the world, for unknown thousands of years, have been able to make ropes and cords from a great variety of materials, and the beauty of their workmanship in many cases is little short of marvelous.
The North American Indians, for instance, are known to have made cordage not only from well-known fiber plants, as cotton, yucca and agave, but from such plants as the dogbane and nettle; from the inner bark of trees, slippery elm, willow, linden; from the fibrous roots of the spruce and pine; and from the hair, skins or sinews of various animals.
The native Peruvians were good rope-makers, using a substance known as “totora,” as well as many other materials. The Island tribes of the South Seas, expert in making rope, are favored with some very good materials for its manufacture, obtained from the leaves of various palms and plantains, from the fiber of the cocoanut, etc.
14
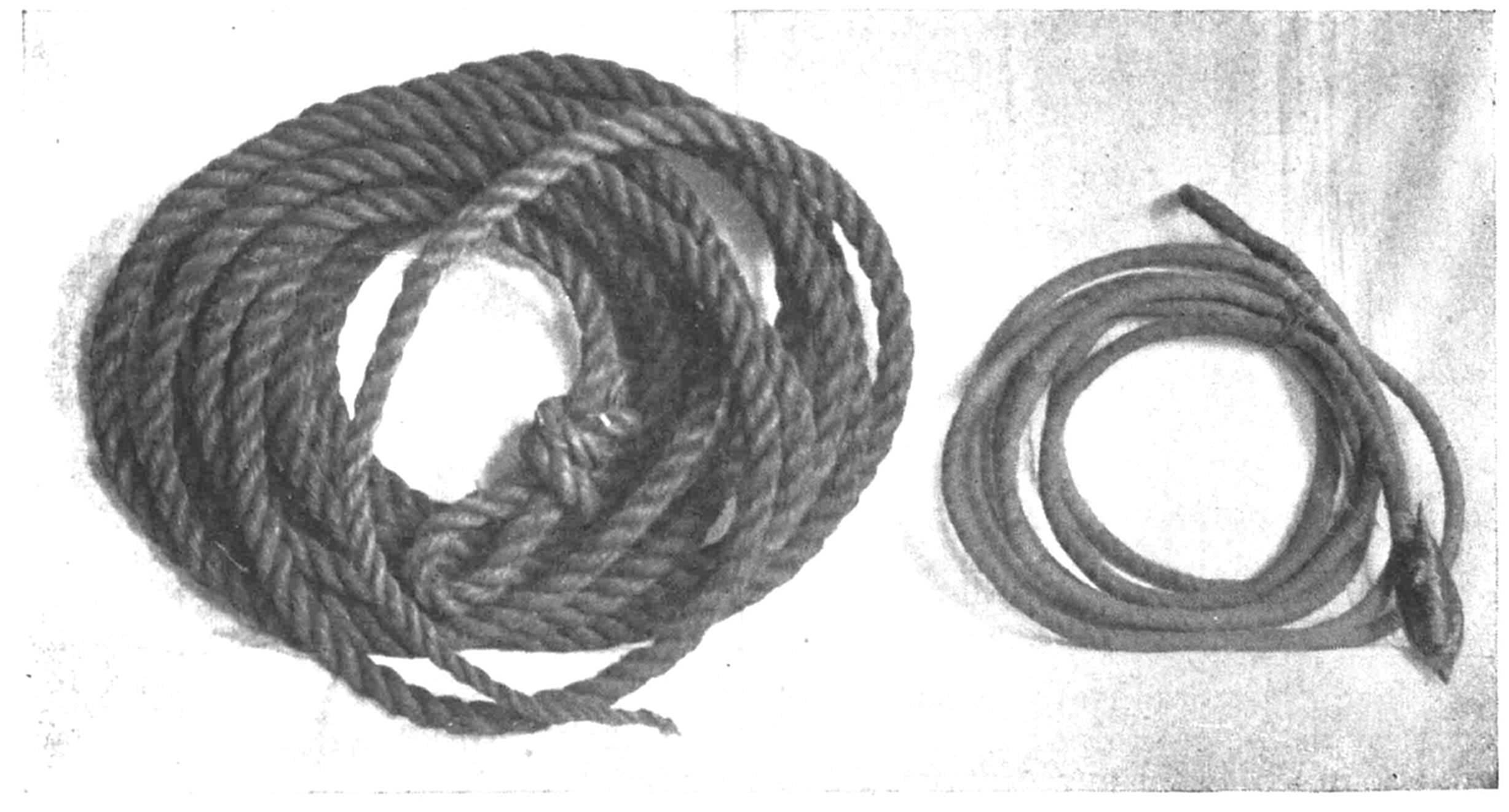
As, at the present day, the shipping and fishing industries are among the principal users of cordage, so it has been among all tribes and nations from earliest times. The people who lived on islands or the shores of large bodies of water, and who thus naturally became fishermen, have been the larger users of ropes and lines, and we find they always have been capable of producing a wide variety of fishing lines and nets of excellent construction, capable of capturing all sorts of fish, from the smallest brook trout to the huge sturgeon or halibut.
Even the whale has been successfully hunted by some adventurous tribes, and we show a picture of lines made by the Nootka Indians of Vancouver Island,A which are used by them in harpooning whales. The smaller rope is made from sinews of the whale, served or wound with small cord. It is very pliable and exceedingly strong. The harpoon is fastened to this line, which, in turn, is fastened to the larger rope and that to the boat. The large rope shown is made from spruce roots and is about two inches in diameter.
A The photograph shown on page 13 was taken expressly for us through the courtesy of the officials of the Peabody Museum, Cambridge, Mass., to whom we are also indebted for our information concerning the use of rope among the various primitive tribes.
15
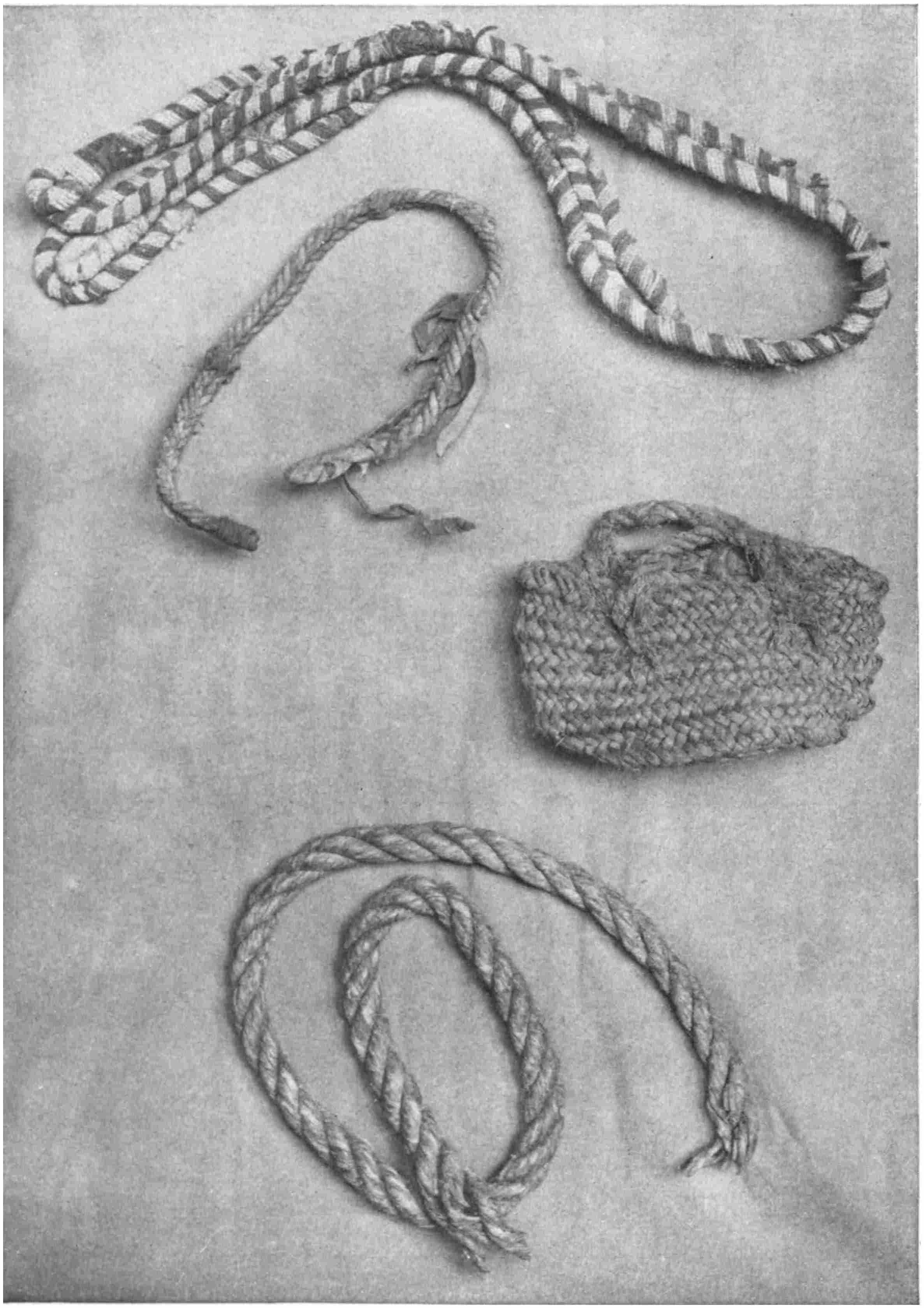
ANCIENT EGYPTIAN RELICS
BRIDLE OF HEMP ROPE COVERED WITH WOVEN COTTON—HALTER OF BRAIDED LEATHER BASKET WITH ROPE HANDLES—PALM FIBER ROPE
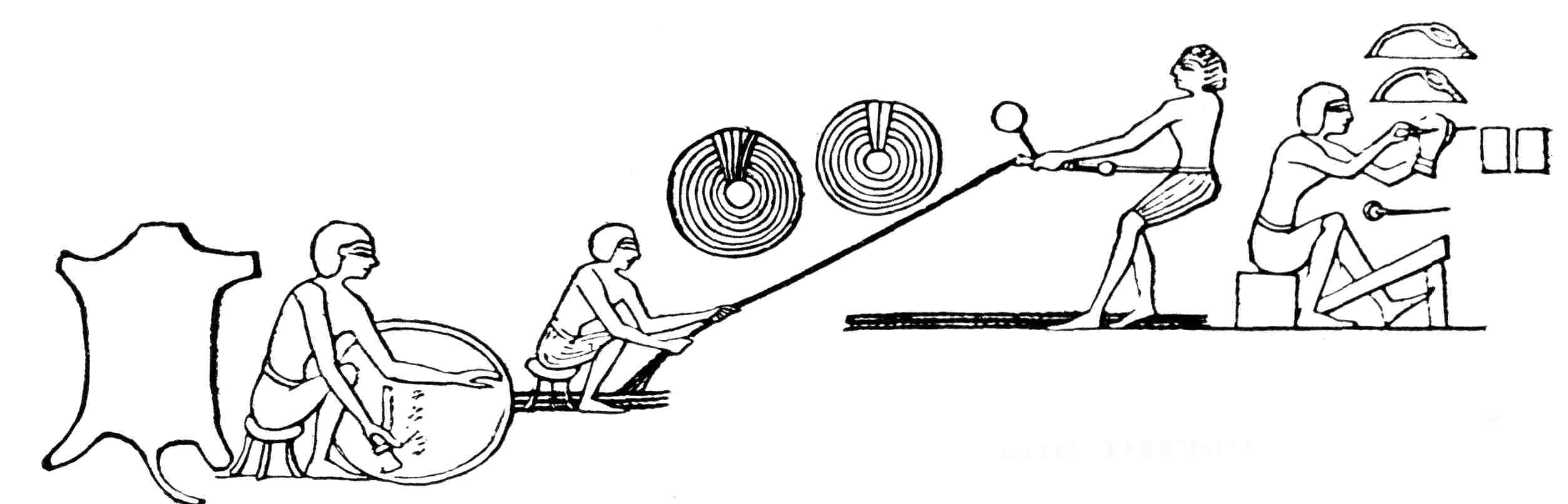
Ancient civilized peoples had their ropes and cordage, made from such materials as were available in their respective countries. The Egyptians are said to have16 made rope from leather thongs, and our illustration on page 14 will be found interesting in this connection. This is from a sculpture taken from a tomb in Thebes of the time of the Pharaoh of the Exodus.
While this scene is said by the best authority to represent the preparation of leather cords for use in lacing sandals, it has been supposed by some to be a representation of rope-making. In any event, the process is undoubtedly the same as that used in making rope.
The scene is depicted with the true Egyptian faculty for showing details, making words almost unnecessary to an understanding of their pictorial records. We see the raw material in the shape of the hide, and also two well-made coils of the finished product. One of the workmen is cutting a strand from a hide by revolving it and cutting as it turns. Anyone who has not tried it will be surprised to see what a good, even string can be cut from a piece of leather in this way.
Another man is arranging and paying out the thongs to a third, who is evidently walking backward in time-honored fashion, twisting as he goes. The thongs are evidently tied to a sort of swivel which is fastened to the man’s body in such a way that it enables him to keep a strain upon the strand without interfering with the twisting, in which process the weight shown upon the swivel is probably of some assistance.
The Egyptians also made rope from papyrus and from palm fiber. The specimen shown in our illustrationB is from the latter material, and was made probably not less than 3,500 years ago, having been taken from an ancient tomb. It has always been a puzzling question how the Egyptians were able to17 move and put in place the massive stones used in some of their structures, but it is certain that rope must have been an indispensable part of their equipment. Indeed, some of the sculptures illustrate the free use of rope in moving heavy stone carvings. It is known that rope was made in China at a very remote period.
B See page 15. Photograph from the original specimens taken expressly for us through the courtesy of the Boston Museum of Fine Arts.
It is of course certain that when men began to propel boats by means of sails, some sort of rope must have been at hand for rigging such vessels. The early history of the building of sailing ships seems to be lost in obscurity, but many of the ancients were good sailors, there seeming to be some difference of opinion as to who were the pioneers in undertaking long voyages. We show an illustration of an Attic sailing ship of the sixth century B.C. The drawing was made from the painting on a drinking cup in the collection of the British Museum. We also give a picture illustrating a detail of the bas-relief from the triumphal arch at Orange erected about A.D. 41. This shows an anchor and a coil of rope, evidently a halyard for a good-sized sail, rove through a pulley. In these and numerous other cases we have records of the use of rope among the Greeks and Romans, as well as similar ones from other nations, handed down to us through their sculptures and paintings.
The historians also occasionally mention the use of rope in connection with some great undertaking. Herodotus tells us that Xerxes, during18 his invasion of Greece, B.C. 480, crossed his army over the Hellespont upon two bridges of boats, which were held together, and the plank roadway supported, by enormous cables stretched from shore to shore, a distance of seven-eighths of a mile. It is said that these ropes, of which there were six to each bridge, were twenty-eight inches in circumference, two of each set being made of flax and four of papyrus. It is stated that the famous galley, the Syracusia, built for Hiero under the supervision of Archimedes, was furnished with hempen rope from Rhodes.
19
 Coming down to more recent times we find
that rope-making had been going on for centuries
with probably very little change, up
to the time of the introduction of machinery
and the establishment of the factory system. It had
been carried on as a domestic industry, or a trade
handed down from father to son, and naturally was of
most importance in the principal seaport towns where
vessels were built or fitted out.
Coming down to more recent times we find
that rope-making had been going on for centuries
with probably very little change, up
to the time of the introduction of machinery
and the establishment of the factory system. It had
been carried on as a domestic industry, or a trade
handed down from father to son, and naturally was of
most importance in the principal seaport towns where
vessels were built or fitted out.
This was the state of the business at the time of the settlement of America, and it was not long before the rope-maker began to be needed as a citizen of the new Colonies. This need was felt in Boston with the first efforts at shipbuilding there, and was also suggested by the great demand for fishing lines, the cod-fisheries being of great importance upon the Massachusetts coast.
It is recorded that rope was made in Boston as early as 1641 or 1642. John Harrison, a rope-maker of Salisbury, England, came to this country at the request of a number of citizens of Boston, and set up his business in that village. He seems to have had a monopoly of20 the local trade for a good many years, under the paternal protection of the town authorities, for John Heyman, to whom permission to make rope in Boston was given in 1662, was the next year ordered to give up the work and depart from the town, it being found that this competition interfered with Harrison’s business to such an extent as to make it difficult for him to properly support his family of eleven persons.
However, upon the death of Harrison this monopoly came to an end, and ropewalks began to multiply in Boston as well as in other parts of the country. In 1794 there were fourteen large ropewalks in Boston, the business having steadily increased with the development of the new country. The importance of this industry is shown by the report that in the federal procession in Boston in 1788, the rope-makers outnumbered any other class of mechanics.
21
In 1810 there were 173 ropewalks in the United States, scattered over the country from Maine to Kentucky.
In 1824 the infant Plymouth Cordage Company entered upon the scene and gradually but surely became an important factor in the trade, until today it stands at the head.
In the first half of the last century Manila hemp began to take its place as a cordage fiber. According to official records, 27,820 bales were imported to the United States in 1843. This figure looks small when compared with a recent high figure of approximately 830,000 bales in a single year. The first record of the importation of Sisal is in 1860, when the United States received 1,393 bales. This has increased to 1,000,000 bales.
PATENT AND COMMON-LAID
CORDAGE,
Manufactured by Water-Power.
The Plymouth Cordage Company hereby give notice, that they have on hand One Hundred Tons, Clean St. Petersburg Hemp, of superior quality, which they are ready to manufacture into Cordage of any size or description to suit purchasers. Their machinery and water privilege is equal to any in the Country—and their Cordage shall in every respect be equal to their advantages. All orders for Cordage, in any quantities shall receive immediate attention, at the Ropewalks, from
BOURNE SPOONER.
Plymouth, March 12, 1825. tf46
N. B. A number of good Spinners would find employment as above.
PLYMOUTH CORDAGE COMPANY’S FIRST ADVERTISEMENT
The large consumption of Sisal during recent years has been caused by the production of binder twine, which has now become an important part of the cordage business. This company first made binder twine in 1882. In 1899 it completed its No. 2 Mill, devoted entirely to this product, and by the completion of the Welland (Ontario) factory in 1906 was22 enabled to supply its large Canadian trade from that point. The Sheaf of Wheat trademark and the name “Plymouth” on binder twine are now known the world over and, as in the case of the Ship brand on rope, are always recognized as standing for quality.
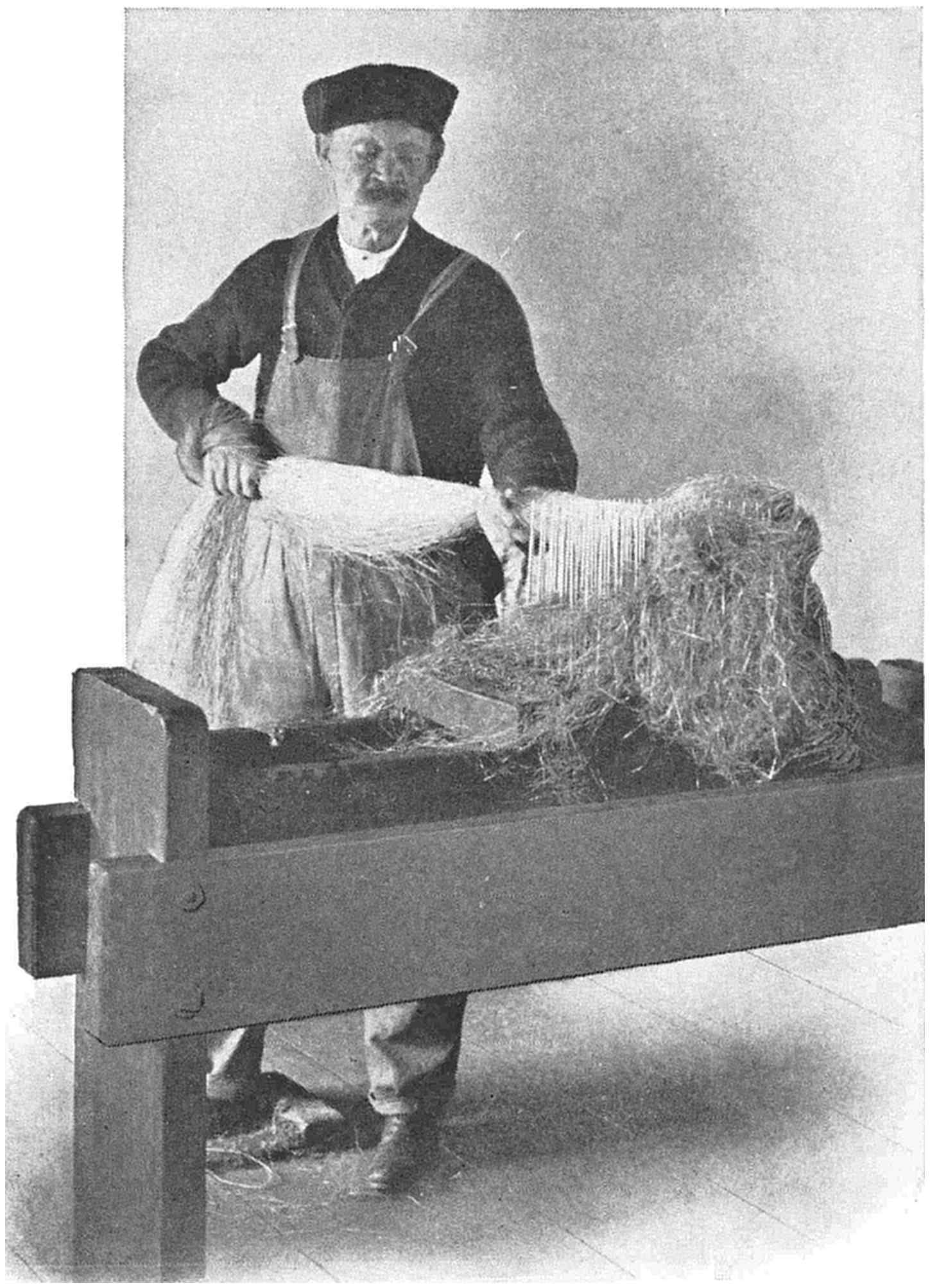
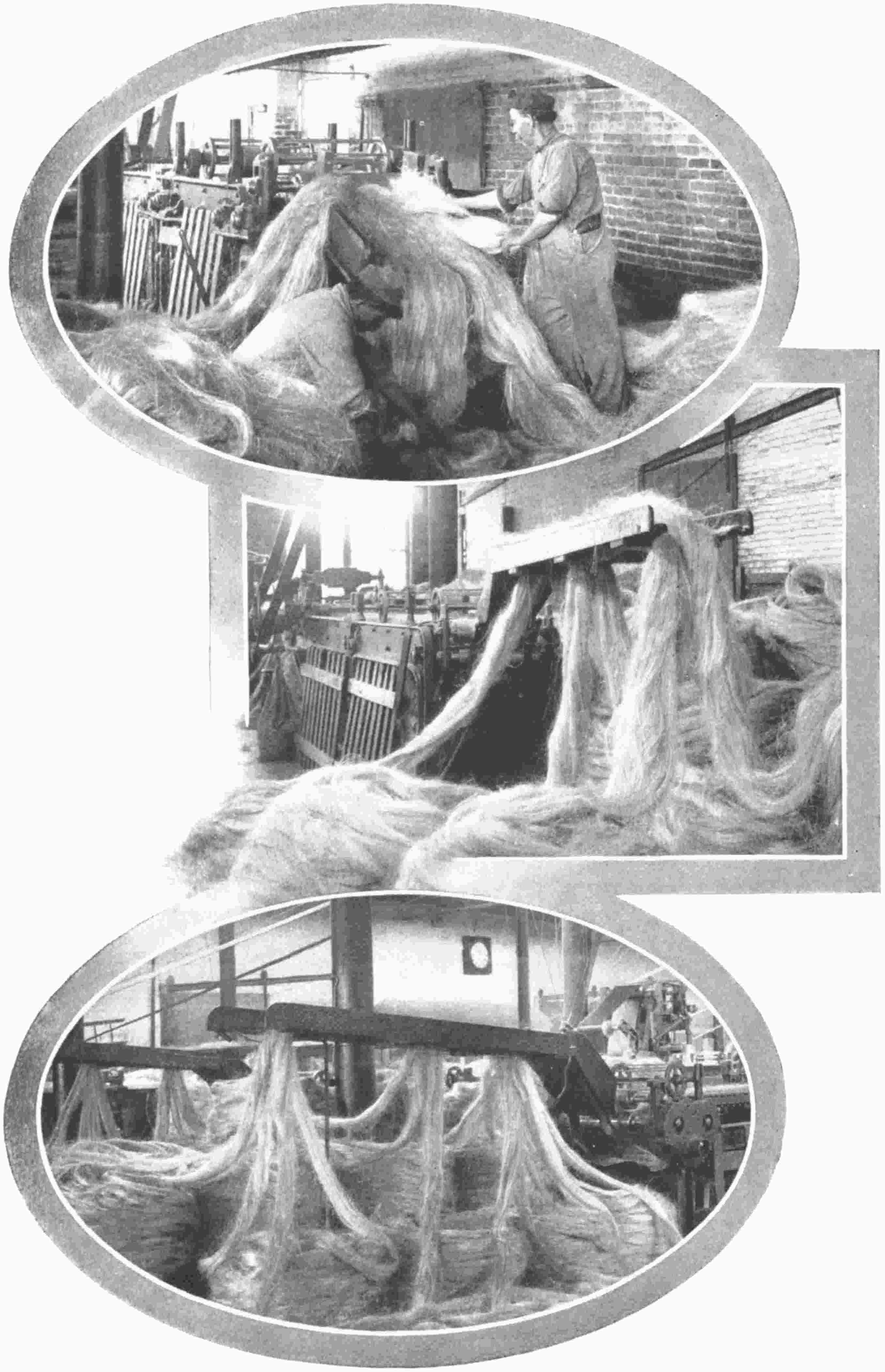
In the early days to which we have referred, all the yarn for rope-making was spun by hand in the time-honored way. We are able to represent to our readers, by the photographs shown, this now almost lost art. The material shown in the pictures is American hemp, which, because the earlier machines were not adapted to working this softer fiber, continued to be spun by hand long after Manila was spun chiefly on machines.
The hemp was first hackled, as is also shown by our photograph, the hackle or “hechel” being simply a board having long, sharp steel teeth set into it. This combed out the tow or short, matted fiber, leaving the clean, straight hemp. This “strike” of hemp the spinner wrapped about his waist, bringing the ends around his back and tucking them into his belt, thus keeping the material in place without knot or twist, and allowing the fibers to pay out freely.
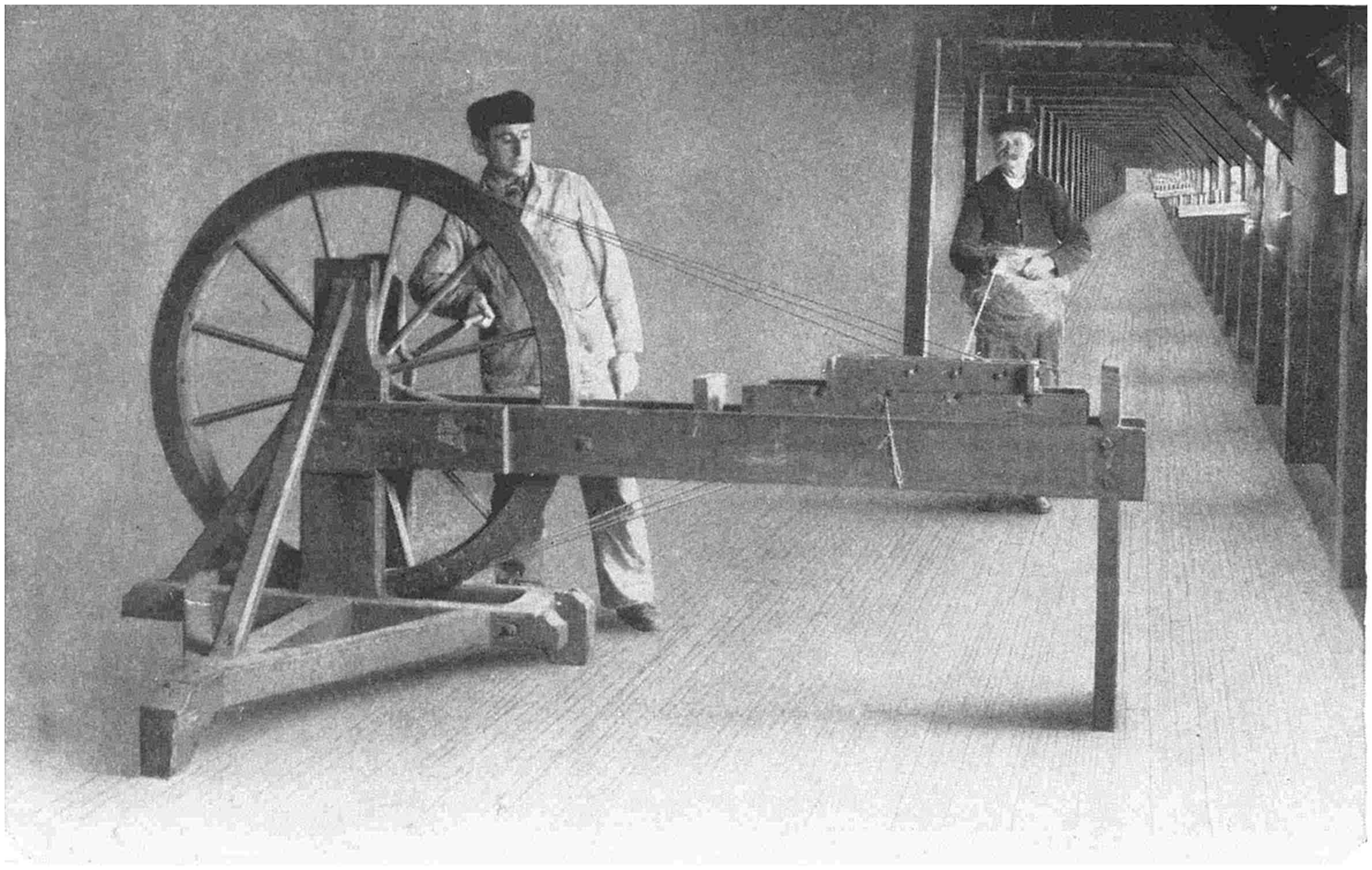
The workman in our picture is Johnny Moores, an old-time expert hand-spinner, who could walk off23 backward from the wheel with his wad of hemp, spinning with each hand a thread as fine and even as could be asked for. In the photograph, in order to show the process more clearly, one large yarn is being spun.
The large wheel, usually turned by a boy, is used to convey power to the “whirls” or small spindles carrying hooks upon which the fiber is fastened. These whirls, revolving, give the twist to the yarn as the spinner deftly pays out the fiber, regulating it with skillful fingers to preserve the uniformity and proper size of the yarn. As he goes backward down the long walk through the “squares of sunlight on the floor” he throws the trailing yarns over the “stakes” placed at intervals along the walk for the purpose.
The spinning “grounds” were usually arranged with wheels at either end, so that spinners, reaching the farther end, could go back to their starting point spinning another set of yarns.
Then, in the case of small ropes, the strands could be made by attaching two or more yarns to the “whirl”24 and twisting them together, reversing the motion to give the strands a twist opposite to that given the yarns. These strands were twisted together, again reversing the motion, making a rope. Thus it will be seen that, reduced to its lowest terms, rope-making consists simply of a series of twisting processes. The twisting of the yarns into the strand is known as “forming” or putting in the “foreturn.” The final process is “laying,” “closing” or putting in the “afterturn.” Horse power was used in old times for forming and laying rope which was too large to be made by hand.
25
27
 In any manufacturing enterprise the question
of raw materials is one of the highest importance.
No manufacturer can become
extensively successful without an intimate
knowledge of the material entering into his product.
He must be an expert judge of its quality to be able
to determine for himself the exact value of what is
offered him and its adaptability for his particular purposes;
he must be closely in touch with all the markets;
he must know all the conditions surrounding the production
and marketing of the material; he must be
fully posted as to all causes, natural and speculative,
affecting the supply or the demand.
In any manufacturing enterprise the question
of raw materials is one of the highest importance.
No manufacturer can become
extensively successful without an intimate
knowledge of the material entering into his product.
He must be an expert judge of its quality to be able
to determine for himself the exact value of what is
offered him and its adaptability for his particular purposes;
he must be closely in touch with all the markets;
he must know all the conditions surrounding the production
and marketing of the material; he must be
fully posted as to all causes, natural and speculative,
affecting the supply or the demand.
To be most valuable, this knowledge must not only cover matters affecting the present, but must forecast the future with the greatest possible degree of certainty. Such foresight is particularly valuable in the cordage business, where material must be provided for many months before it is used. This factor has always been conspicuous in the management of the Plymouth Cordage Company, and has contributed not a little28 to its continued and increasing growth and prosperity.
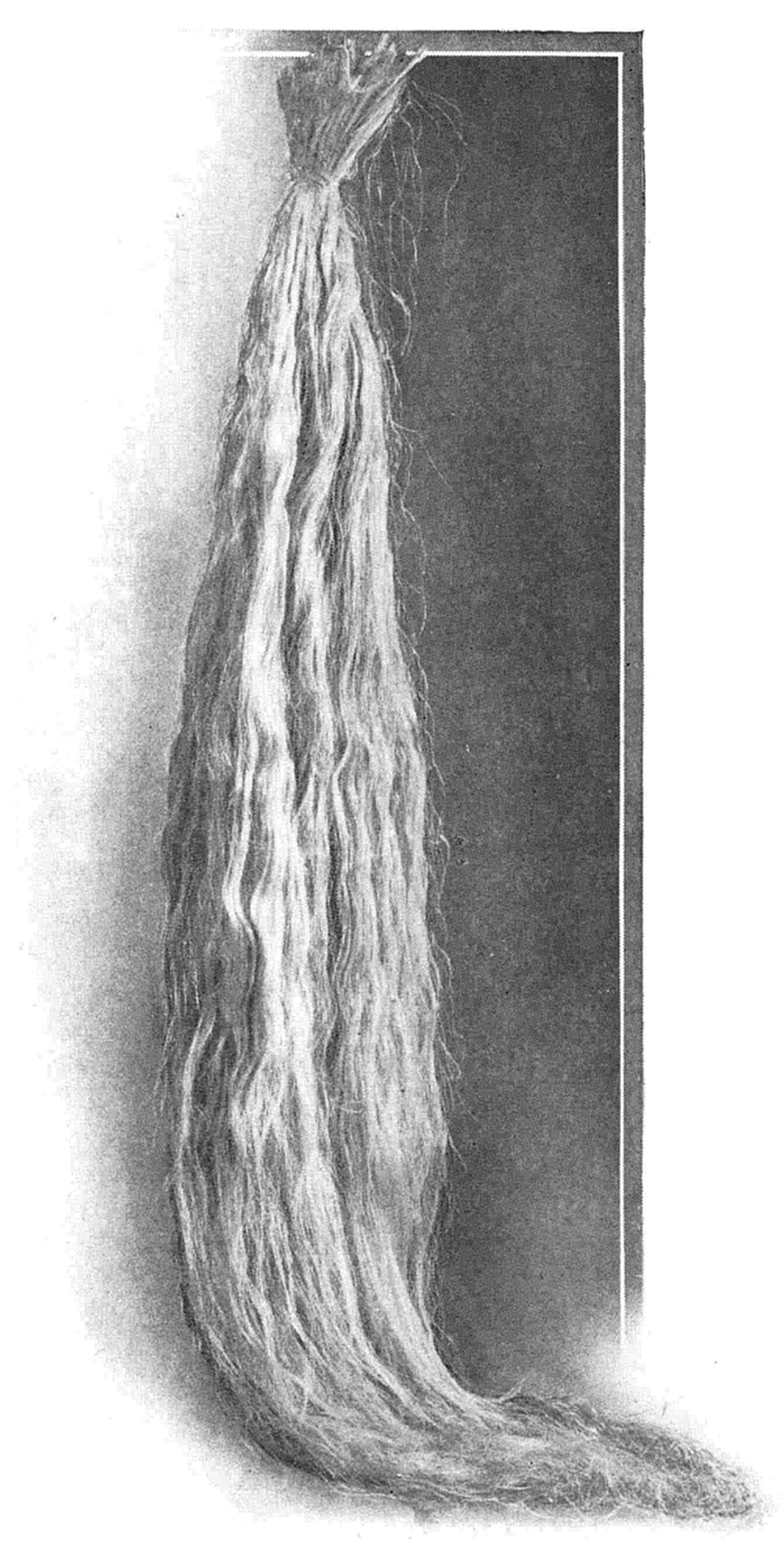
For the rope-maker the raw material par excellence is the so-called “Manila hemp.” Strictly speaking this is not a hemp at all, being a fiber obtained from the wild banana plant of the Philippine Islands. The botanists tell us to call this plant Musa Textilis, but the Filipino, who ought to know, calls both the plant and its fiber “Abacá.”
The Philippines have a monopoly of this very important plant, as it has never been successfully cultivated elsewhere. So it will be seen at the start that the user of Manila hemp is dependent entirely upon our foreign possessions in the far East for his supply. Like most monopolists, the Filipino is not particularly susceptible to the wishes of his customers, and the procuring of hemp produced and prepared in the way to make it most valuable for rope-making is attended with some difficulty.
The Abacá is cultivated by setting out shoots of the plant after a suitable tract of land has been cleared. When the field has had proper cultivation for a period of two or three years some of the plants will be ready to cut. They will then be tree-like in shape, and from fifteen to twenty-five feet in height. The stalk, some fifteen feet long, and a foot or more in diameter, is composed of the separate leaf29 stems growing compactly together in overlapping layers.
The fiber is contained in the outer bark of these leaf stems, their inner portions being of a soft, pulpy nature. After the stalk is cut the native peels off strips of this fibrous bark, and after stripping the outer layer of stems, scrapes off its remaining pulp and proceeds to strip the next inner layer. This process is kept up through all the successive layers. The fiber from the inner layers of stems is finer and whiter than that from the outside.
The fibrous strips are then cleaned by drawing them under a knife hinged over a block of wood. This scraping frees the fibers from the surrounding pulp. The quality of the hemp depends very much upon the thoroughness with which this cleaning is done. By using a smooth-edged knife and putting considerable pressure upon it during the operation, a fiber is secured of high strength and good color. However, this means strenuous work on the part of the operator, and our brown fellow-citizen, like many of his white brethren, is averse to tiring his back; consequently the bulk of the fiber put upon the market is cleaned under30 knives with rough edges and loosely held against the material. This makes the workman’s task easier and enables him to turn out a larger product, but of an inferior quality. Hence one of the worries of the manufacturer of high-grade cordage.
This, briefly, is the way Manila hemp is extracted from its parent stalk. A fortune awaits anyone who will perfect machinery capable of superseding these antiquated hand methods.
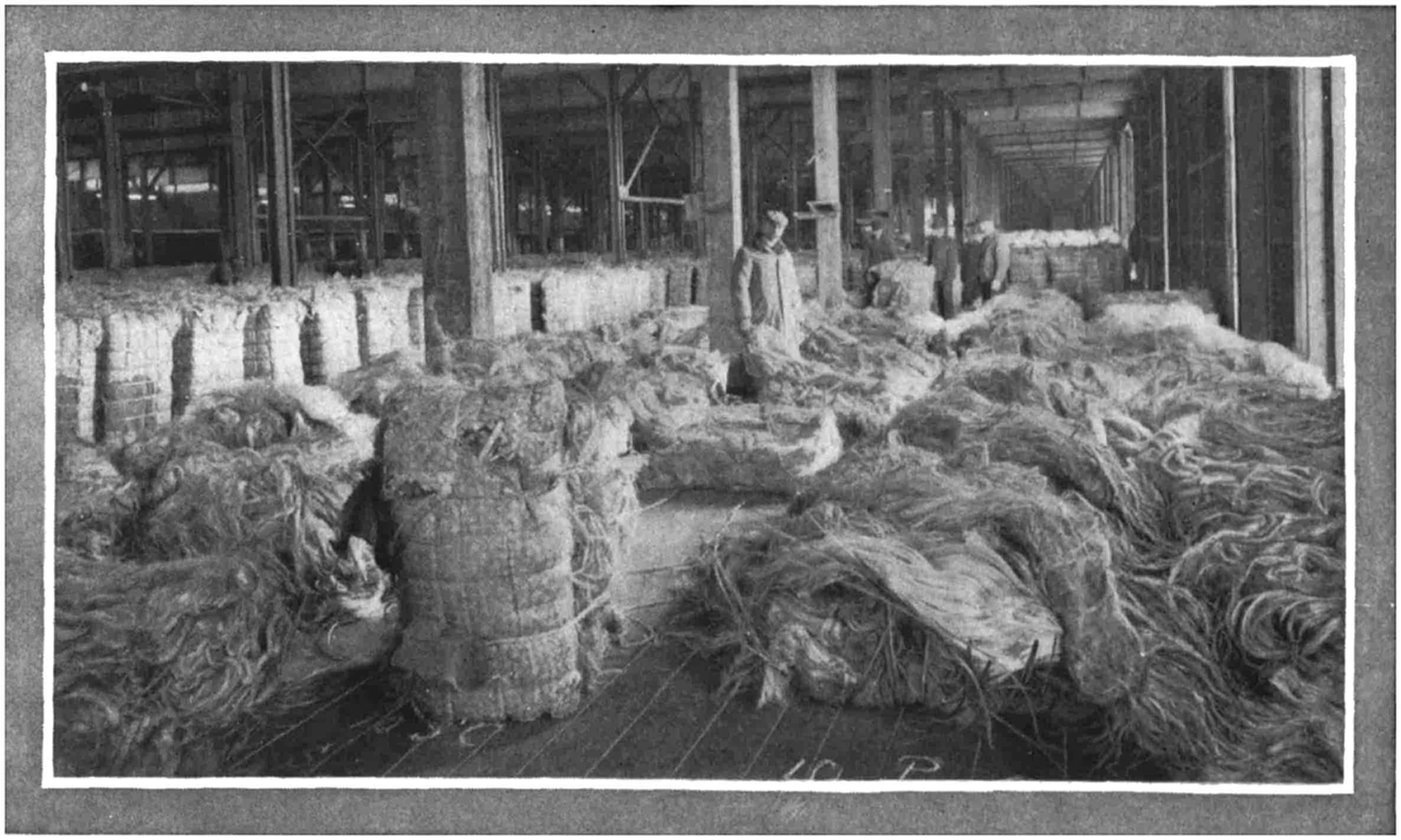
After scraping, the fiber is hung over bamboo poles to dry. When thoroughly dried, it is tied up in hanks and carried to market. In the warehouse of the exporter the fiber is sorted and graded and then packed in bales of 275 pounds. In this form it eventually reaches the cordage factory.
With this description, let us sum up some of the elements entering into the quality of various parcels of hemp, which will be of interest as showing the task imposed upon the manufacturer in selecting the quality of fiber necessary to furnish rope of the required standard. It must be strongly impressed upon the mind that the fact that a certain rope may be honestly called “Manila” is no proof of its strength, durability or general value.
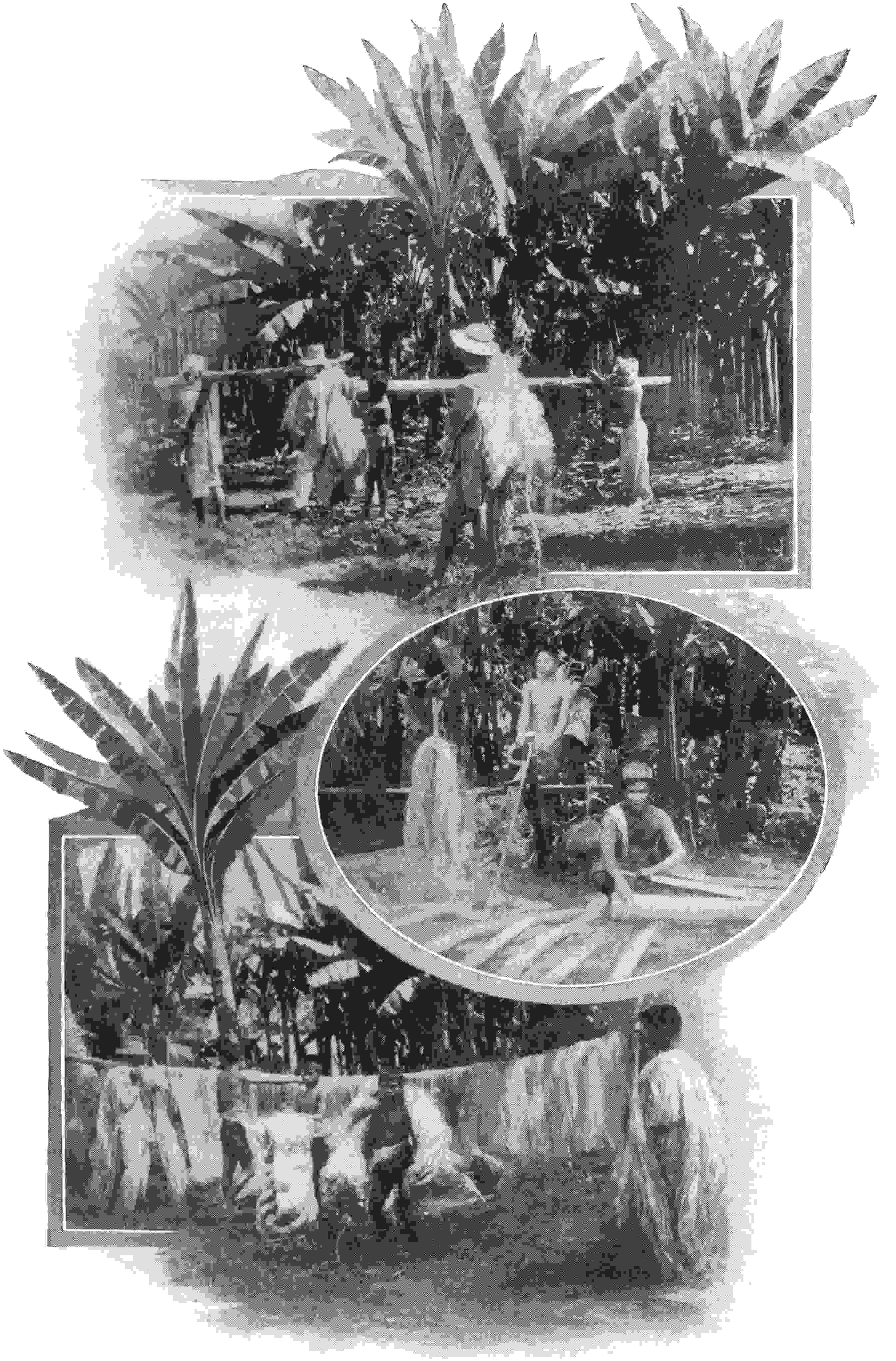
COLLECTING THE STALKS
STRIPPING AND SCRAPING
DRYING—TYING IN HANKS
FILIPINOS PREPARING MANILA FIBER
In the first place, there are some fourteen varieties of the Musa Textilis, presenting a like range in the quality32 of fiber produced. Then each process of gathering and preparation presents opportunities for deterioration: the plant must be cut at just the right time, and if, after cutting, the stalk is allowed to remain too long before it is stripped, the fiber is injured. We have already seen that quality is largely dependent upon the character of the knife used in cleaning and the care given to this operation. Likewise, for best results, the fiber must have proper care while drying.
As all these operations are in the hands of people not noted for industry or carefulness, it will be easily understood that the resulting output contains but a small percentage of really first-class material.
To get an idea of the wide range in quality of Manila hemp, we have but to refer to any broker’s list of offerings, which will show prices varying from six to thirteen cents, or in similar proportion.
For a number of years past prices of Manila hemp have ruled much higher than previously.
This great increase in price has placed the rope manufacturer in a difficult position. He must either use a poorer grade of material in his goods or must raise his33 prices to a point which, to his customers, may seem excessive.
The reluctance on the part of manufacturers to accept the latter alternative has led to the use of low-grade Manila, and to mixing Manila with inferior fibers (Sisal, New Zealand, etc.), to a greater extent than at any other period in the history of the industry.
The Plymouth Cordage Company, however, has steadily held the opposing position, and has continually been on the alert to secure the grade of hemp necessary to maintain its long-established standard of quality. Not a particle of any other fiber has entered into our Manila rope.
This is because of our knowledge that a high-grade rope can be produced, with the proper facilities, to sell at a price relatively lower than one made from cheaper materials. This, of course, because the advantages of lightness, strength and durability more than outweigh the difference in price per pound. This is true from a strictly dollars-and-cents standpoint, to say nothing of the greater satisfaction in using the better article.
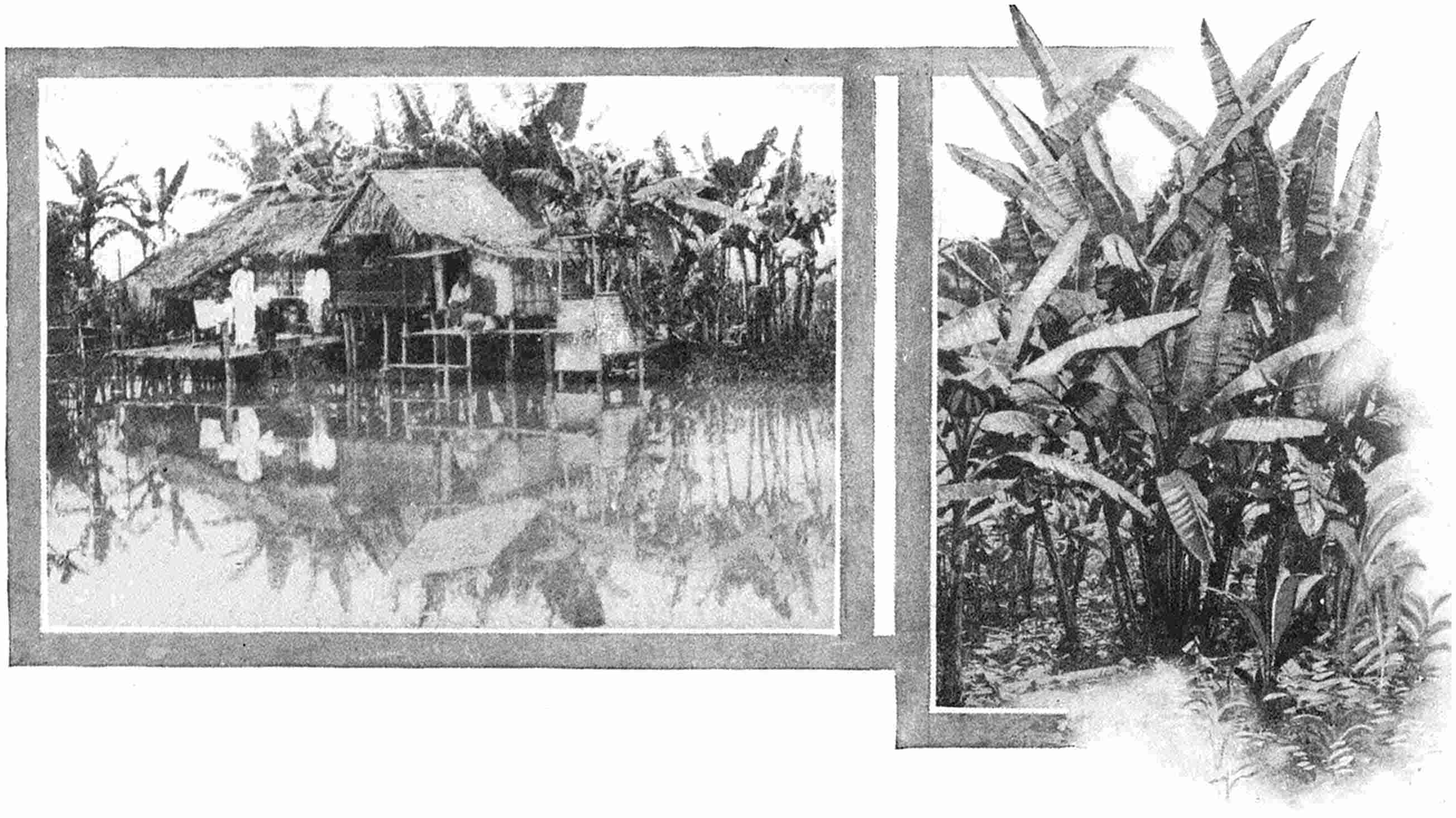
“SUBURB OF MANILA”
ABACÁ GROWING
The making of cheap Manila (or so-called Manila)34 rope has been carried to such an extent that recently signs of a reaction have been apparent. Writers in trade journals are protesting against the lengths to which the cheapening of rope is being carried; buyers are learning that quality and economy are close companions in the rope trade; and so the correctness of our position is being more fully demonstrated every day.
35
 The American cordage manufacturer is an
importer; very little of the fiber entering
into his product is grown at home. We
have already seen how the principal cordage
fiber—Manila—is brought from the Philippines.
Fiber is also imported from Russia, from Italy, and
from New Zealand, but we wish to speak now of the
material which, next to Manila, is most used in hard-fiber
cordage—Sisal—and which is secured from
one of our nearer neighbors. This fiber is obtained
from the leaves of a cactus-like plant belonging to
the Agave family. While varieties of this plant grow
in many parts of the world, it is cultivated most
extensively in Mexico, the state of Yucatan being the
chief center of production and Merida the capital
of the state the principal market. Several railroads
connect Merida with its seaport, Progreso, whence the
fiber for export is shipped.
The American cordage manufacturer is an
importer; very little of the fiber entering
into his product is grown at home. We
have already seen how the principal cordage
fiber—Manila—is brought from the Philippines.
Fiber is also imported from Russia, from Italy, and
from New Zealand, but we wish to speak now of the
material which, next to Manila, is most used in hard-fiber
cordage—Sisal—and which is secured from
one of our nearer neighbors. This fiber is obtained
from the leaves of a cactus-like plant belonging to
the Agave family. While varieties of this plant grow
in many parts of the world, it is cultivated most
extensively in Mexico, the state of Yucatan being the
chief center of production and Merida the capital
of the state the principal market. Several railroads
connect Merida with its seaport, Progreso, whence the
fiber for export is shipped.
As Sisal more than any other fiber is used as a substitute for, or competitor of, Manila, we may make a brief comparison of the two.
36
The length of Manila fiber is usually from six to ten feet, while that of Sisal is only from two to four feet. The tensile strength of Sisal is not more than three-fourths that of Manila.
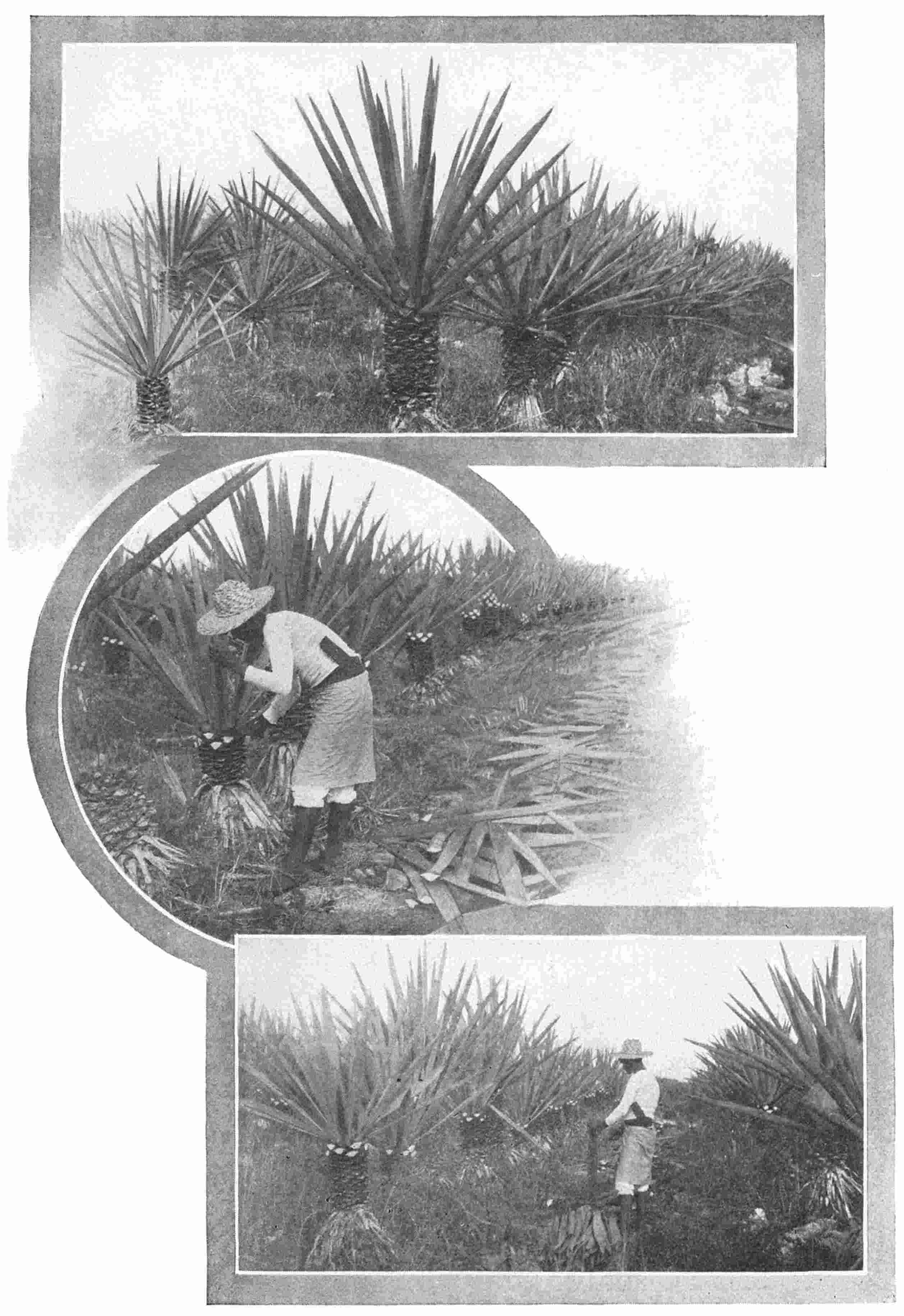
FIELD OF SISAL PLANTS
CUTTING LEAVES
TRIMMING OFF THORNS
37
The color of Sisal is quite attractive, being a yellowish white, with sometimes a slight greenish tinge. Some fine lots of the fiber are very nearly white, but it all lacks the gloss and brilliancy which are characteristic of good quality Manila.
Manila is noted for its smoothness and pliability, which make it an ideal fiber for rope-making. Sisal, on the other hand, is without this flexibility, and is much more stiff and harsh. This accounts for the presence of the unpleasant “splinters” in a Sisal rope, and their appearance in so-called Manila rope is an indication of the use of Sisal as an adulterant. Sisal is also more easily injured by exposure to moisture and varying atmospheric conditions than Manila.
While some of these qualities work against the use of Sisal in rope for general purposes where the question of durability is a factor, or even when softness and ease of handling are considered, this fiber is not without38 uses which it admirably serves. When a rope or yarn is wanted for tying purposes, where it is used as a band and then discarded, Sisal can be used to advantage, as it is of sufficient strength and can be spun with a fair degree of smoothness. It may be readily treated with tar, which is an advantage when the material upon which it is used is to be stored out of doors.
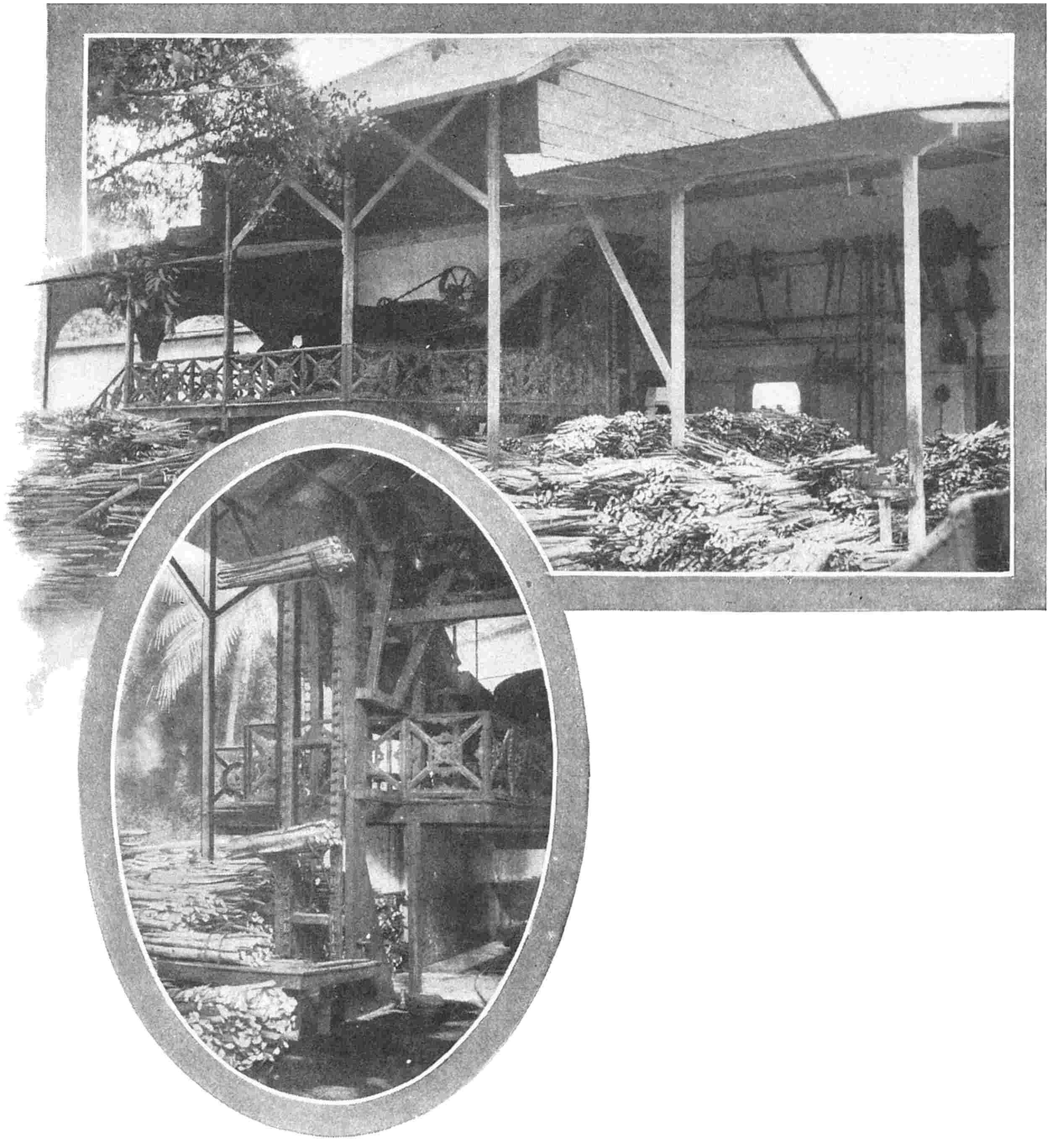
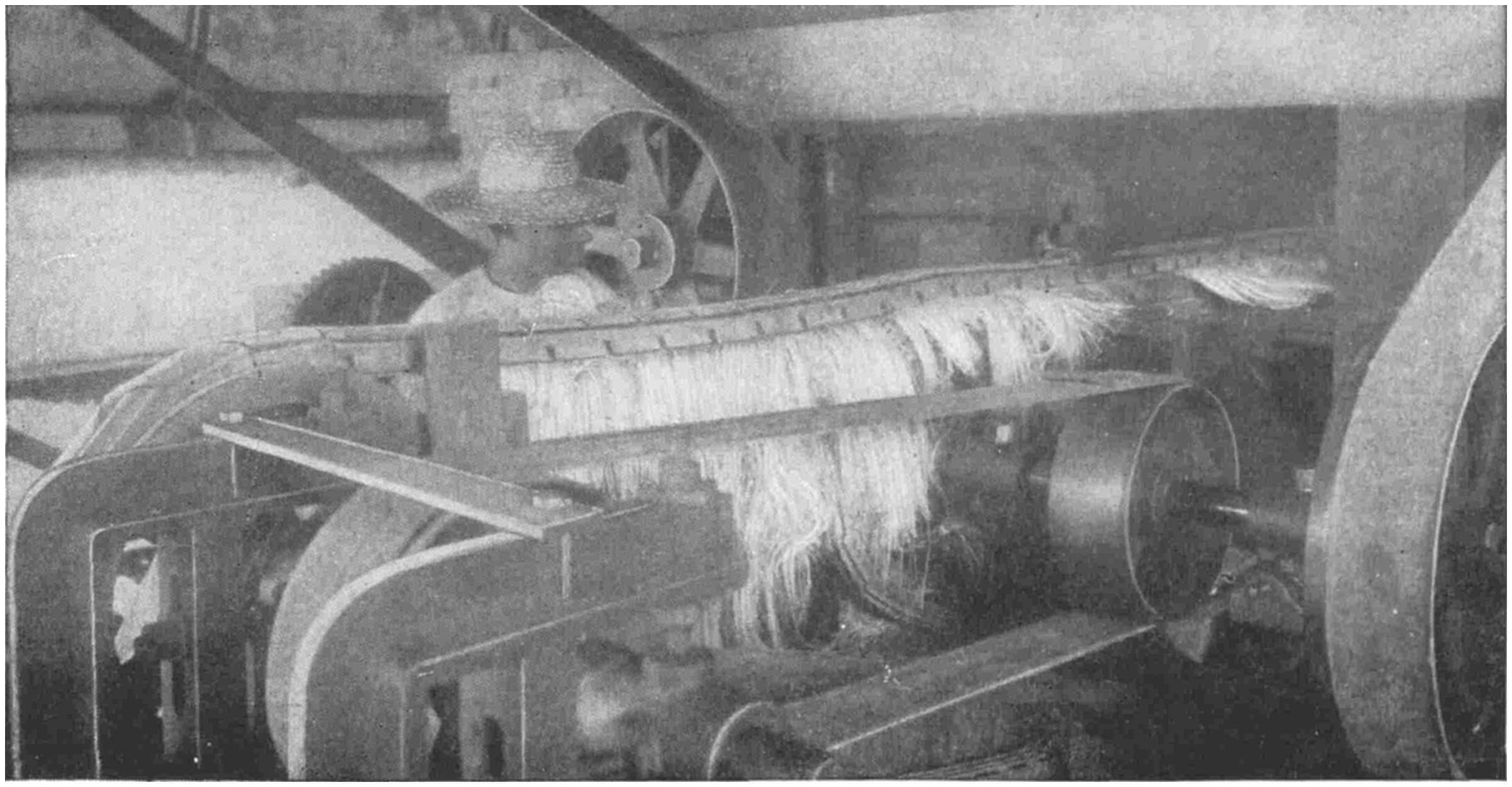
LEAVES READY FOR CLEANING
ELEVATOR TAKING LEAVES UP TO MACHINE
Sisal is largely used by this company for making Lathyarn and tie ropes of various kinds used for bundling laths, shingles, lumber, kindling wood, cooperage stock, hides, leather, nursery stock, for tying grain and cement sacks, for baling cloth in textile mills and for similar purposes almost innumerable.
But the greatest use we make of this fiber and the use which has done much to place Sisal in its high39 position in the fiber family, and has helped to make the Mexican state of Yucatan wealthy in a comparatively few years, is in the making of binder twine. The advent and development of the self-binding reaper have opened a veritable gold mine for the Mexican Sisal growers, and a large proportion of the more than 300,000,000 pounds of Sisal annually imported to this country eventually finds its way to the wheat fields, not only of our own great West, but of all the world’s grain-raising countries.
A fiber so largely used can hardly help being a factor in the markets, and some account of its production should be of interest. This story we shall tell briefly, and largely by the use of pictures. These illustrations, to which we draw particular attention, are from photographic negatives in our possession which were taken in Yucatan expressly for us.
The Sisal or heniquen plant of Yucatan has been used for its fiber for many centuries, but, as we have stated, the present enormous development of the industry dates back but comparatively few years, during which time great progress has been made in putting it upon a highly practical basis as regards both the cultivation of the plant and the preparation of the fiber. Labor-saving machinery is used in place of the old hand methods for extracting the fiber; indeed, the business is now so thoroughly up to date that reports are frequently circulated of the organization or contemplated organization of a “Sisal trust.” Apparently, however, the right “Napoleon of Finance” has not yet come to the fore to accomplish this.
40
The cultivation of the heniquen is now carried on principally upon large farms or plantations known as haciendas, many of which have made their owners enormously wealthy. In starting a field of plants the suckers or hijos are set out in rows, and cultivation is carried on once or twice a year to keep down the weeds. The appearance of the fields of Sisal and of the growing and matured plants may be seen from our illustrations. When the plant has been growing about five years some of the long, sword-like leaves will be ready to cut, those around the base of the plant maturing first. The time for cutting is indicated by the leaves assuming a nearly horizontal position instead of the more upright one of the younger leaves, at which stage the fiber is at its best. Then the natives, with their corbas go through the fields and cut off the matured leaves, trim the sharp thorns from the sides and ends, and tie up the leaves in bundles of fifty, ready to be carried to the cleaning mill.
The plant continues to yield a supply of leaves for a period of from ten to twenty years. The end of its usefulness is marked by the appearance of the flower stalk or “pole,” and the plant soon dies.
41
Most of the large haciendas are supplied with portable tracks, and small cars carry the bundles of freshly cut leaves from the fields to the cleaner house, where the pulp is scraped from the fiber by the powerful cleaning machinery.
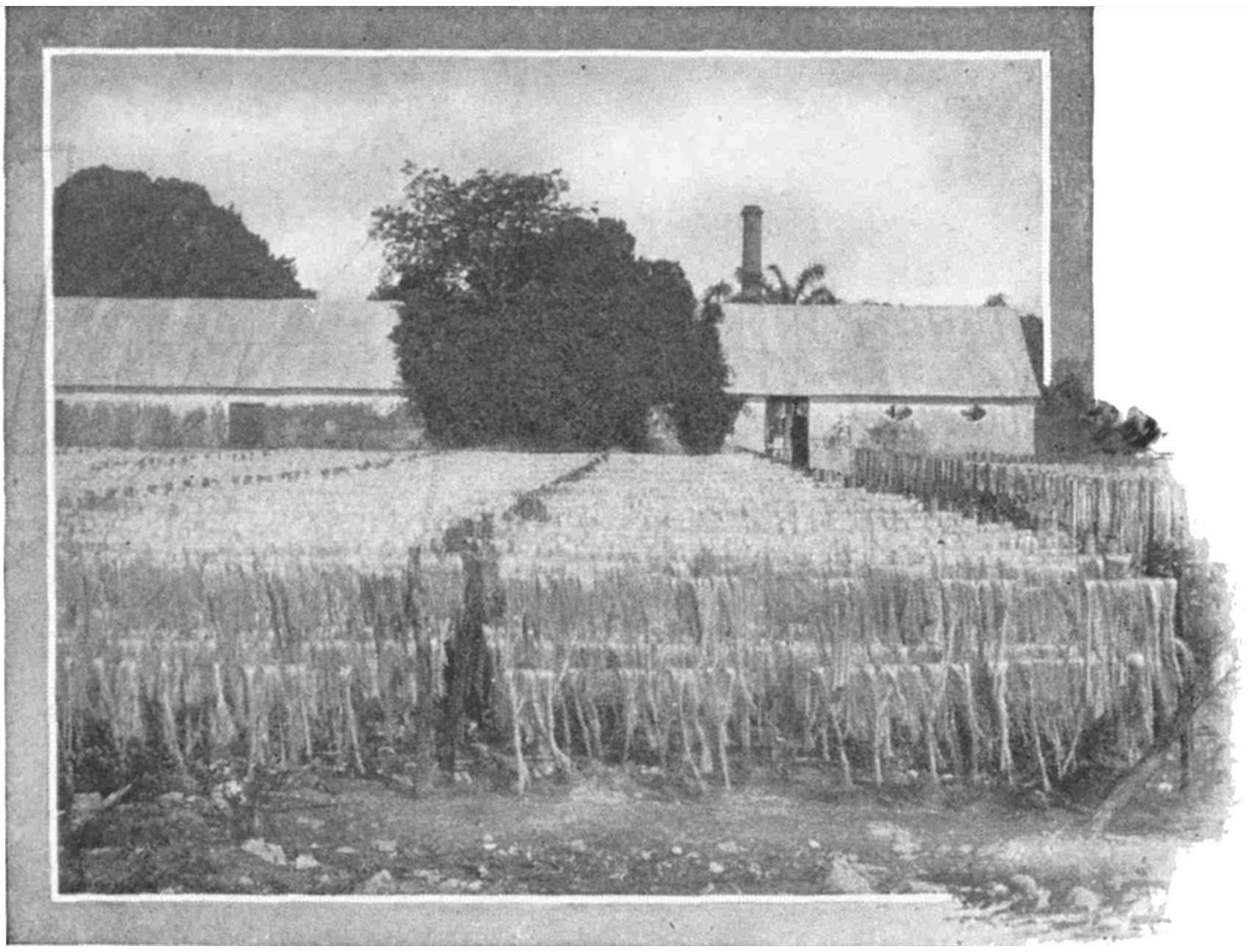
As will be seen in the photographs, the bundles of leaves are taken up on an elevator and along a carrier, which feeds them into the machine. The grip chains of the carrier hold the leaves, while the scraping wheels clean the pulp from the fiber, first one end of the leaves being cleaned and then, as they are carried farther along, the second wheel cleans the other end. This leaves the bundles of the fiber still in the grip of the carrier, which takes it out of the machine as shown in the picture. It is then carefully hung in the sun to dry. When thoroughly dry the fiber is taken to the press and made into bales weighing about 370 pounds each.
We have already mentioned the fact that Manila rope is frequently adulterated with cheaper and inferior fibers, and so Sisal in its turn has its inferior imitators, the most common of which is known as Istle, a fiber which also grows in Mexico as well as in other parts of the world. A recent government publication, speaking of the use of Istle in cordage, states, “this fiber has been regarded heretofore as suitable only for use in the manufacture of brushes.”
42
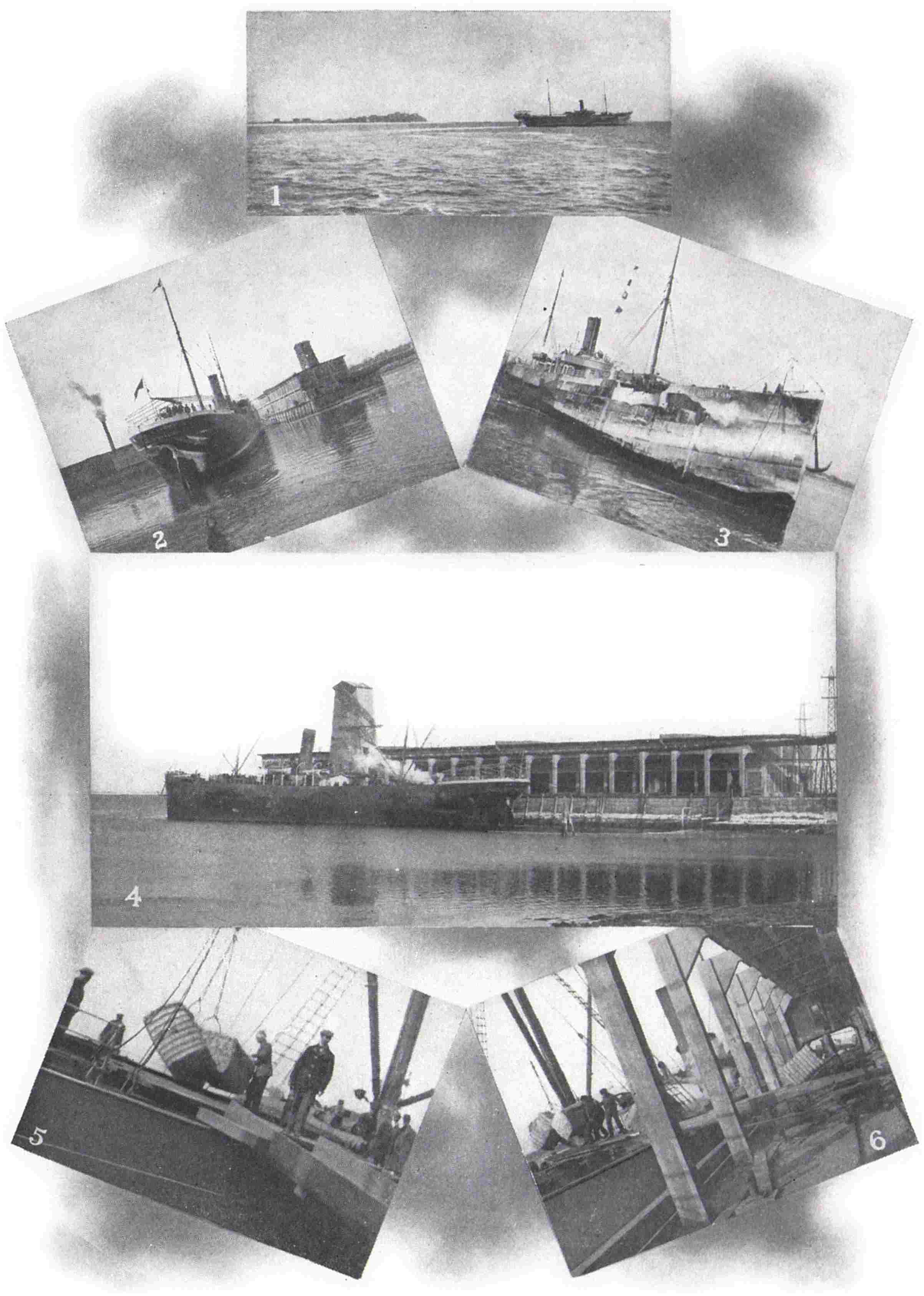
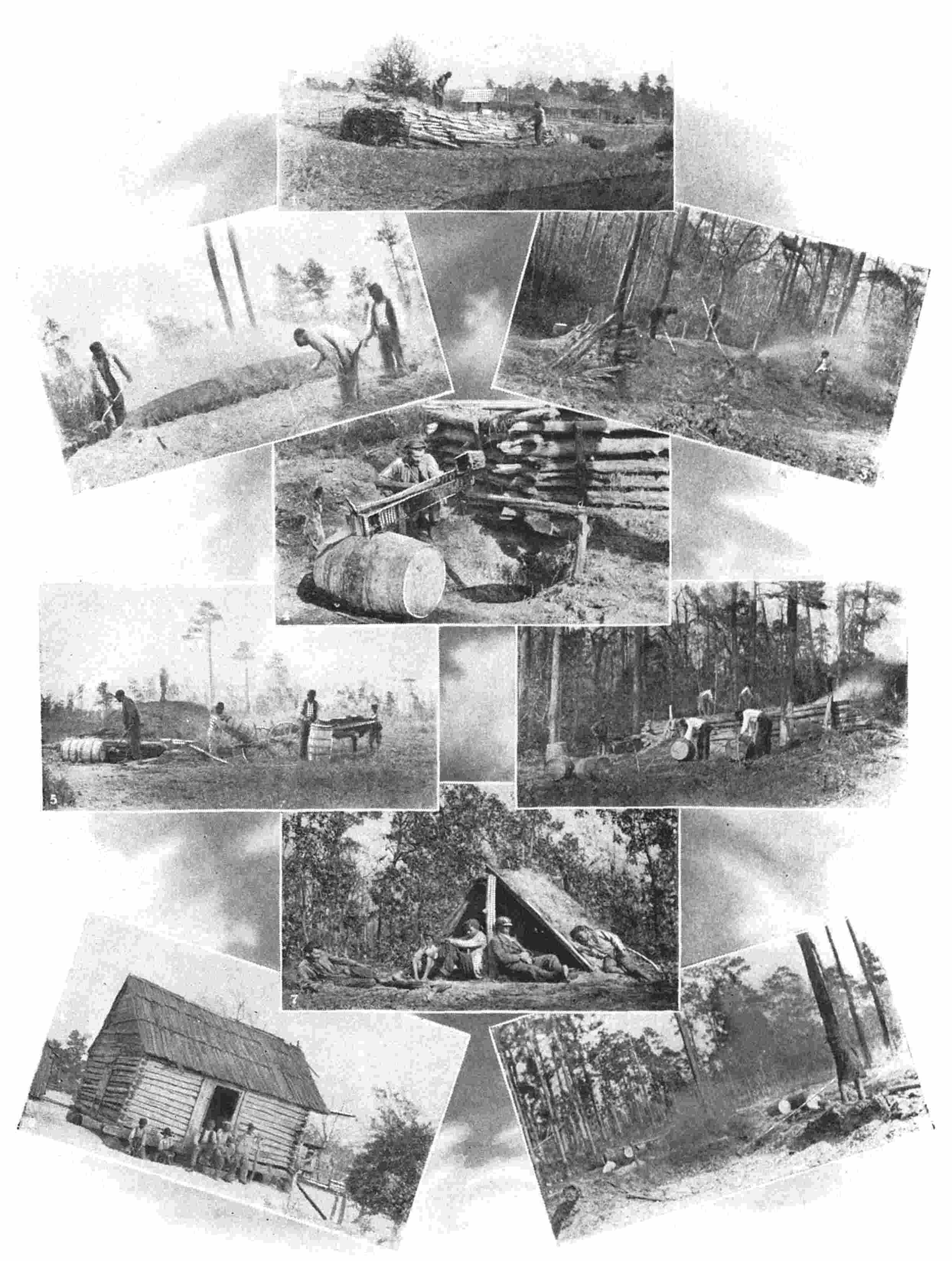
1. WAITING FOR THE PILOT
2. APPROACHING PLYMOUTH CORDAGE CO. PIER
3. COATED WITH ICE FROM THE STORM
4. LYING ALONGSIDE PIER
5. FIRST BALES COMING FROM HOLD
6. UNLOADING INTO WAREHOUSE
SISAL STEAMER FROM YUCATAN ARRIVING AND DISCHARGING AT PLYMOUTH CORDAGE COMPANY’S PIER
43
 While the fibers we have already discussed—Manila
and Sisal—comprise by far the
greater part of the raw material of cordage,
we wish to mention in this chapter a fiber
which, while now of comparatively slight importance,
has the interesting feature of being a home product,
and the cultivation of which at one time formed an industry
of considerable magnitude in this country. This
is the American or Kentucky hemp.
While the fibers we have already discussed—Manila
and Sisal—comprise by far the
greater part of the raw material of cordage,
we wish to mention in this chapter a fiber
which, while now of comparatively slight importance,
has the interesting feature of being a home product,
and the cultivation of which at one time formed an industry
of considerable magnitude in this country. This
is the American or Kentucky hemp.
Most of the cordage fibers are commonly known as hemp, but strictly speaking this name applies only to the fiber of the hemp plant (Cannabis sativa), of which the American hemp is an example. This hemp plant, while a native of Asia, has for many years been grown in the different countries of Europe as well as in America. Its fiber in commerce takes the name of the country from which it comes, as Russian hemp, Italian hemp, etc.
The character of the plant and of its fiber varies considerably, depending upon the conditions of climate and soil in the various sections where it is produced.44 The fiber is also more or less affected by the varying methods of preparation used in different places. The Italian hemp, particularly, is finer, lighter colored and stronger than American or Russian, and commands a higher price in the market.
Hemp differs from Manila and Sisal by being what is known as a bast fiber, being obtained from the bark of the plant, which necessitates altogether different methods of treatment in extracting the fiber.
The pictures below and opposite, which are from photographs secured through the courtesy of Messrs. T. P. Curry & Son, Danville, Ky., give an interesting glimpse of the Kentucky hemp industry. The plants are cut and spread out to dry, after which they are gathered together in bundles and carefully stacked. Later the stacks are opened and the hemp again spread out for exposure to the action of the dew, frost and sun during the retting process which rots the gums holding the filaments together. The inner, woody part of46 the stem also becomes dry and brittle by this treatment so that it breaks and falls away during the “breaking” which follows. This process of breaking leaves the fibrous strips or bands in such shape that they can be readily hackled, thus cleaning out any remaining fragments of wood, short fibers and dirt, leaving the long, smooth fiber ready to be bunched together and pressed into bales.
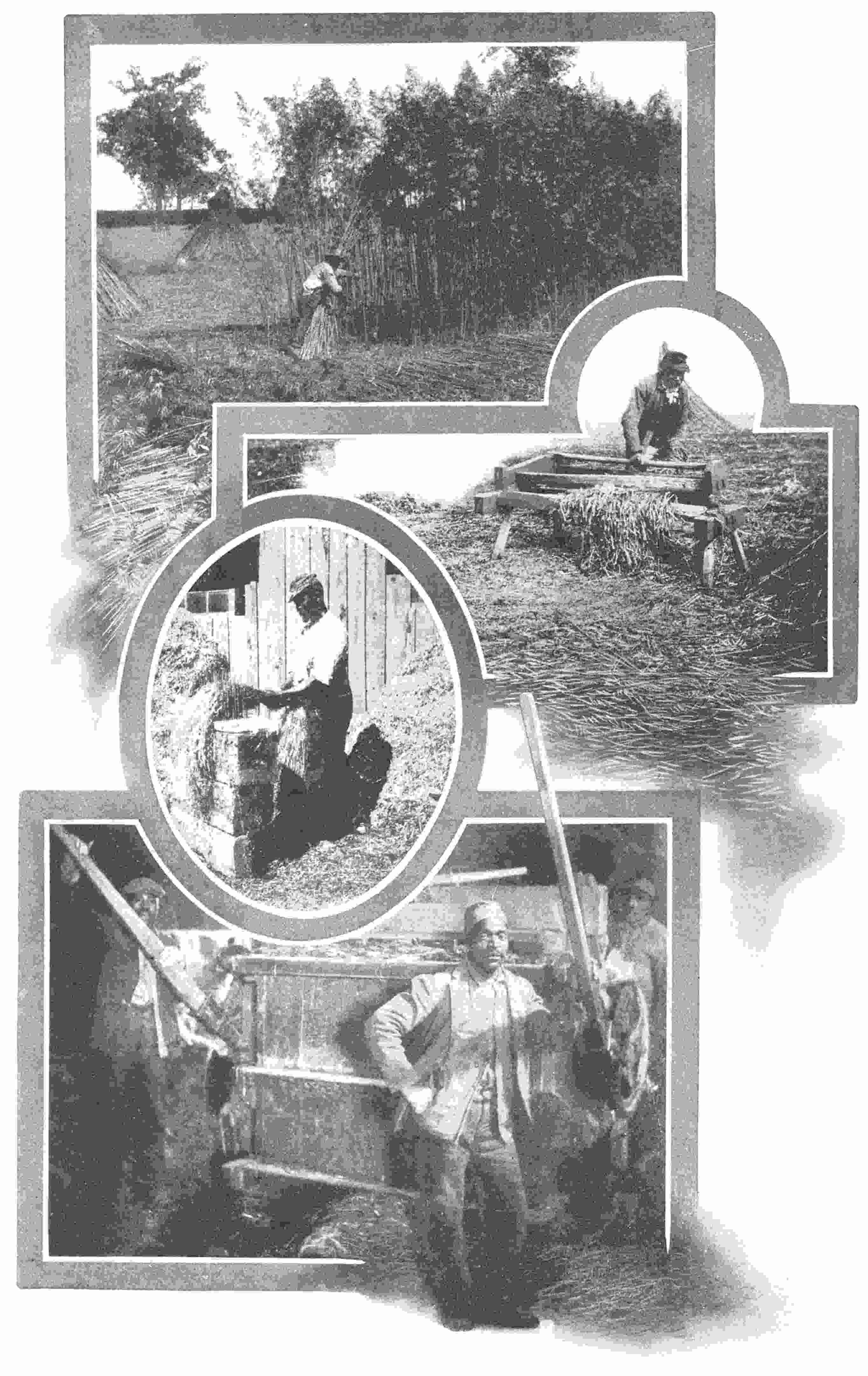
American hemp differs from Manila by being much softer and of a dark gray color, and is sometimes known as black hemp. Like the Russian and Italian varieties, it is used by cordage manufacturers principally for making various tarred goods, such as ratline, marline, houseline and other products. Before the Manila fiber was so largely used in this country for rope-making, the Kentucky hemp business was of considerable importance, but it has of late years declined very greatly and is now of interest chiefly as representing that class of industries which have been robbed of their former importance by changing conditions. Years ago the American hemp went into the rigging of many a famous vessel, both merchantman and man-of-war, and was a source of pride to its patriotic producers and users. But the substitution of steam vessels for sail and the use of other fibers and of wire for rigging47 have taken away the great field of usefulness once open to this home product.
Besides the hemps—-American, Russian and Italian—another cordage fiber used to some extent in this country is known as New Zealand hemp or flax, taking its name from the country where it is produced. This is not strictly a hemp, although so called like many other fibers. It is obtained from the leaves of a plant belonging to the lily family, the cultivation of which forms an important New Zealand industry. The extracting of the fiber is done by special machinery and, contrary to the former practice, much attention is now given to properly grading and packing the product, these matters being subject to government inspection.

New Zealand hemp in general appearance resembles Manila more closely than does any other cordage fiber, and, although it is far inferior in strength and other practical qualities, it is sometimes used as an adulterant in making the cheaper grades of so-called Manila rope. Its presence in a rope sold for Manila is sometimes difficult to detect, which emphasizes the necessity of care on the part of the buyer in getting48 positive assurance of the purity of the goods offered him.
The only other cordage fibers of much consequence are the so-called African and Java hemps—the first named a product of German East Africa and of British East Africa, the Java hemp a product of the island of the same name.
 Who does not know of the tarred rigging
which once meant so much to the rope-maker?
Its very odor seemed to cling to
the pages of seafaring books. Its use naturally
declined with the development of steam power,
yet how few people, perhaps, realize that tarred goods
for quite different purposes form an important though
incidental branch of the rope business today! Lathyarn—to
mention but one class—is consumed annually
by the lumber industry in quantities that
would surprise many persons. Today’s buyers, furthermore,
need goods of high quality just as did the
old-time sea captains, and in the manufacture of such
goods the tar itself is an important factor.
Who does not know of the tarred rigging
which once meant so much to the rope-maker?
Its very odor seemed to cling to
the pages of seafaring books. Its use naturally
declined with the development of steam power,
yet how few people, perhaps, realize that tarred goods
for quite different purposes form an important though
incidental branch of the rope business today! Lathyarn—to
mention but one class—is consumed annually
by the lumber industry in quantities that
would surprise many persons. Today’s buyers, furthermore,
need goods of high quality just as did the
old-time sea captains, and in the manufacture of such
goods the tar itself is an important factor.
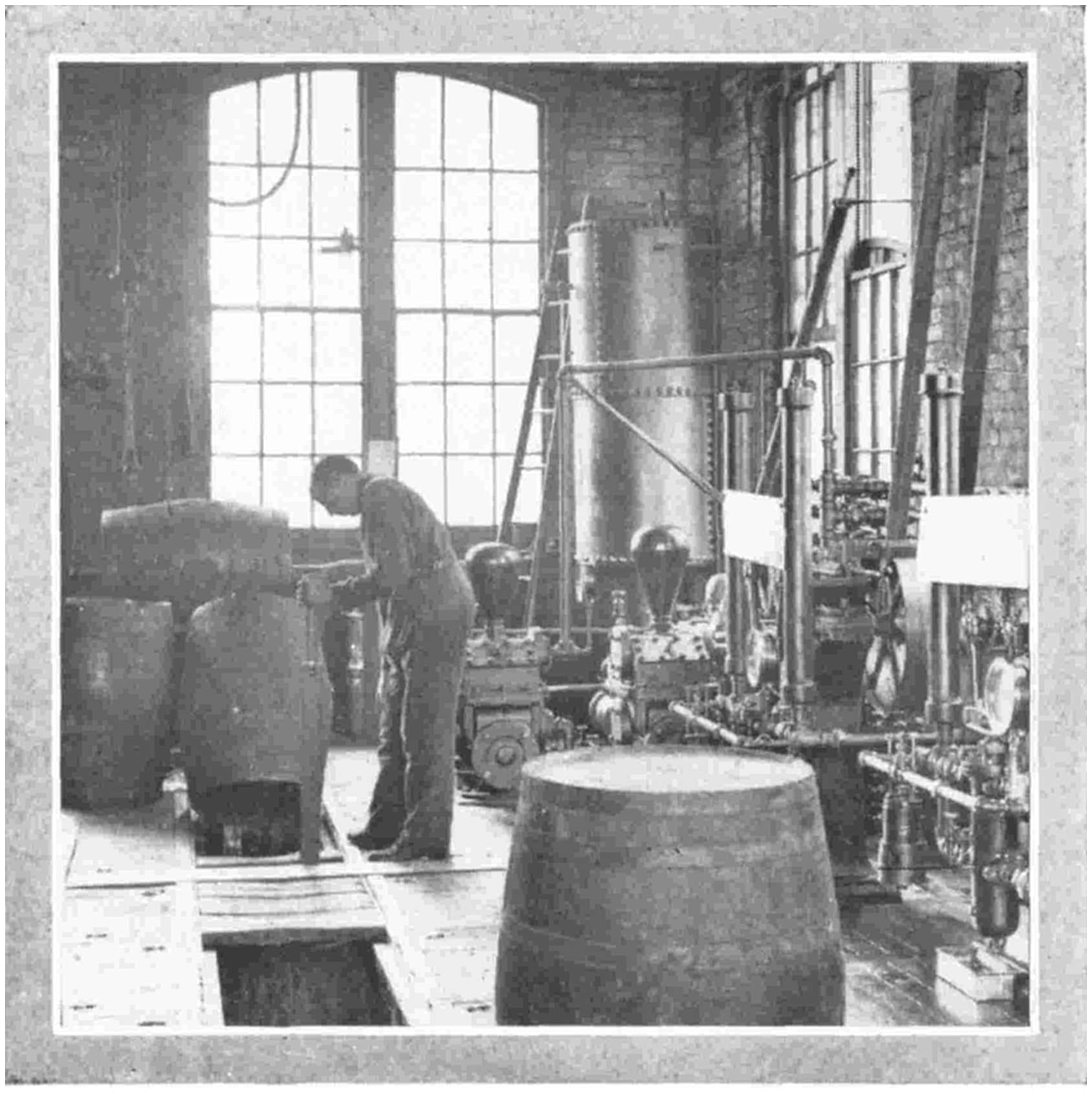
Pine tar—the kind best suited for cordage—comes from various members of the pine-tree family, and is secured by a distillation process. The principal producing sections are northern Europe and the south-eastern United States—the yellow, long leaf or Georgia pine, which ranks first in this country for tar-making, growing in a territory about one hundred and twenty-five50 miles wide along the coast from North Carolina to Texas.
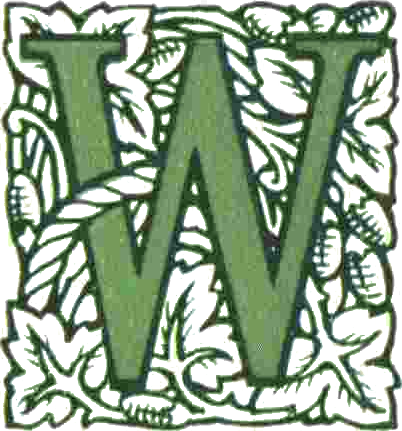
HOW PINE TAR IS MADE IN THE SOUTH ATLANTIC STATES
1. BUILDING THE KILN
2. STARTING FIRE
3. RAKING BACK COALS
4. TAR COMING FROM KILN
5. DIPPING AND BARRELING
6. WORKING AROUND KILN
7. AFTER HARD DAY AND NIGHT
8. TAR-MAKERS AT HOME
9. BURNING COMPLETED
Of the two methods for extracting the tar—the51 old kiln and the modern retort processes—the second yields the greater supply, largely because of the more systematic manner in which the industry is carried on. As yet, however, no way has been perfected for obtaining by this newer method a tar that measures up to Plymouth Cordage Company standards, and for this reason we have continued to use the kiln-made article only.
Tar-kiln burning is conducted so far out in the country and in such a desultory fashion that few people have the opportunity to become acquainted with the process. A brief description may, therefore, be of interest. Only dead wood is used, as the green tree does not yield the quality or quantity of tar necessary to make the work profitable. Among the tar-makers the material is known as fat lightwood, possibly from the fact that it ignites easily and burns rapidly. In weight and color it is anything but a light wood.
The wood is cut into convenient lengths and then laid up, with the ground as a floor, to form a pile about twenty-five feet long by five high and tapering in width from eight to five feet. The soil, if soft or sandy, is first covered with clay to lessen the loss of tar, and the pile is usually built on a slope so that the liquid will flow toward the pipe which serves as an outlet.
The kiln is completed by covering the wood with “pine straw” and sand. This prevents air currents and keeps the fire, which is on the back end, from drawing through and consuming the wood without producing tar. Moreover, while the kiln is burning—a period of two weeks or more for a twenty-five cord pile—it must be watched day and night so that straw and sand blown off by the gases within may be replaced at once.
52
As the tar comes from the kiln it is caught in a hole dug beneath the outlet and is dipped up and poured into barrels—the average yield being one barrel to the cord. The tar is then hauled by cart to water or railroad, thence to be transported to the various naval stores yards.
For the foregoing description and the accompanying illustrations of tar manufacture we are indebted to the American Naval Stores Company. The pictures showing kiln operations are very unusual and were secured only after several trips. The others were taken at the Company’s yards at Wilmington, North Carolina, where the tar is carefully inspected, strained and then re-barreled for shipment to our two factories.
TAR HANDLING AT NAVAL STORES YARD
1. INSPECTING
2. STRAINING
3. LOADING FOR SHIPMENT
4. TAR YARD FROM RIVER
53
55
 In Part II we described the various fibers
from which rope is made and pointed out
the importance of expert knowledge and
foresight in the buying of these raw materials.
Purchasing power and the resources for grading
and using each bale of fiber with strict regard to
its particular fitness for his products are also of special
value to the rope manufacturer.
In Part II we described the various fibers
from which rope is made and pointed out
the importance of expert knowledge and
foresight in the buying of these raw materials.
Purchasing power and the resources for grading
and using each bale of fiber with strict regard to
its particular fitness for his products are also of special
value to the rope manufacturer.
We have already shown that Manila fiber or hemp, as it is commonly called, is the principal and for most purposes the best cordage material. Including the numerous commercial grades and the brands of individual packers, the market designations or marks of Manila hemp run into the hundreds and cover a wide range in the four important qualities of strength, texture, length and color. A single mark may, furthermore, vary greatly in one quality or another from time to time, so that the market designation alone is not a safe sign of the fiber’s fitness for a certain purpose.
Because of these facts the only way a manufacturer can be sure of sufficient fiber of the character required56 to insure uniform quality in each of his products is by examining and re-grading, according to his own standards, the hemp delivered to him and by combining selections of different marks in the right proportions to give the desired results. To do this successfully requires a thorough knowledge of fibers, large stocks always available and special storage facilities.
The steadily increasing demand for our products and our large scale of production warrant our buying yearly more Manila hemp than any other single manufacturer—more than many combined. Our purchases are governed, furthermore, by the knowledge gained through more than ninety years’ experience with the fiber markets and rope-making. These facts explain why we are able to secure the choicest marks so consistently and in such quantity.
We have also erected warehouses capable of holding large quantities of fiber for months at a time so that we can store such as is not necessary for our immediate57 wants. This helps us to take full advantage of specially favorable offerings in the fiber markets. In addition, we maintain a system of fiber examination and classification by our own experts together with warehouse records that insure each bale being put to the particular use its quality fits it for.
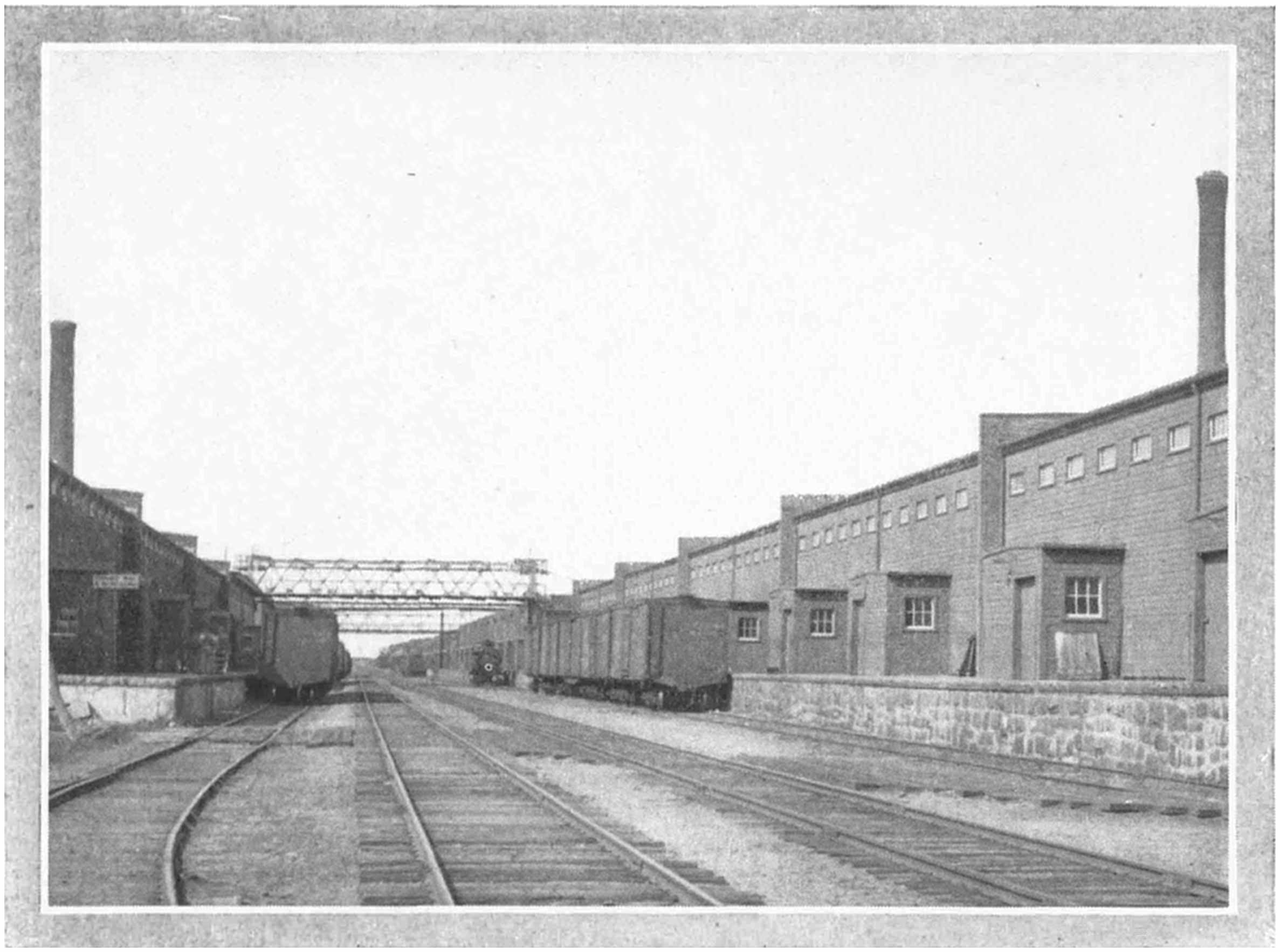
The important question of quality is determined when the hemp first reaches us. The carloads of Manila from Boston, New York, Seattle and other ports are brought directly alongside our warehouses and after the hemp has all been transferred to the platforms every mark is carefully gone over. Bales are opened, the hanks laid out flat, the fiber minutely examined and each mark given our own grading. This examination is conducted purely from the manufacturing standpoint and is entirely in addition to the one made on the dock. The expert ability to judge fiber and the constant care required can be imagined from the59 fact that single shipments frequently contain as many as seventy-five marks.
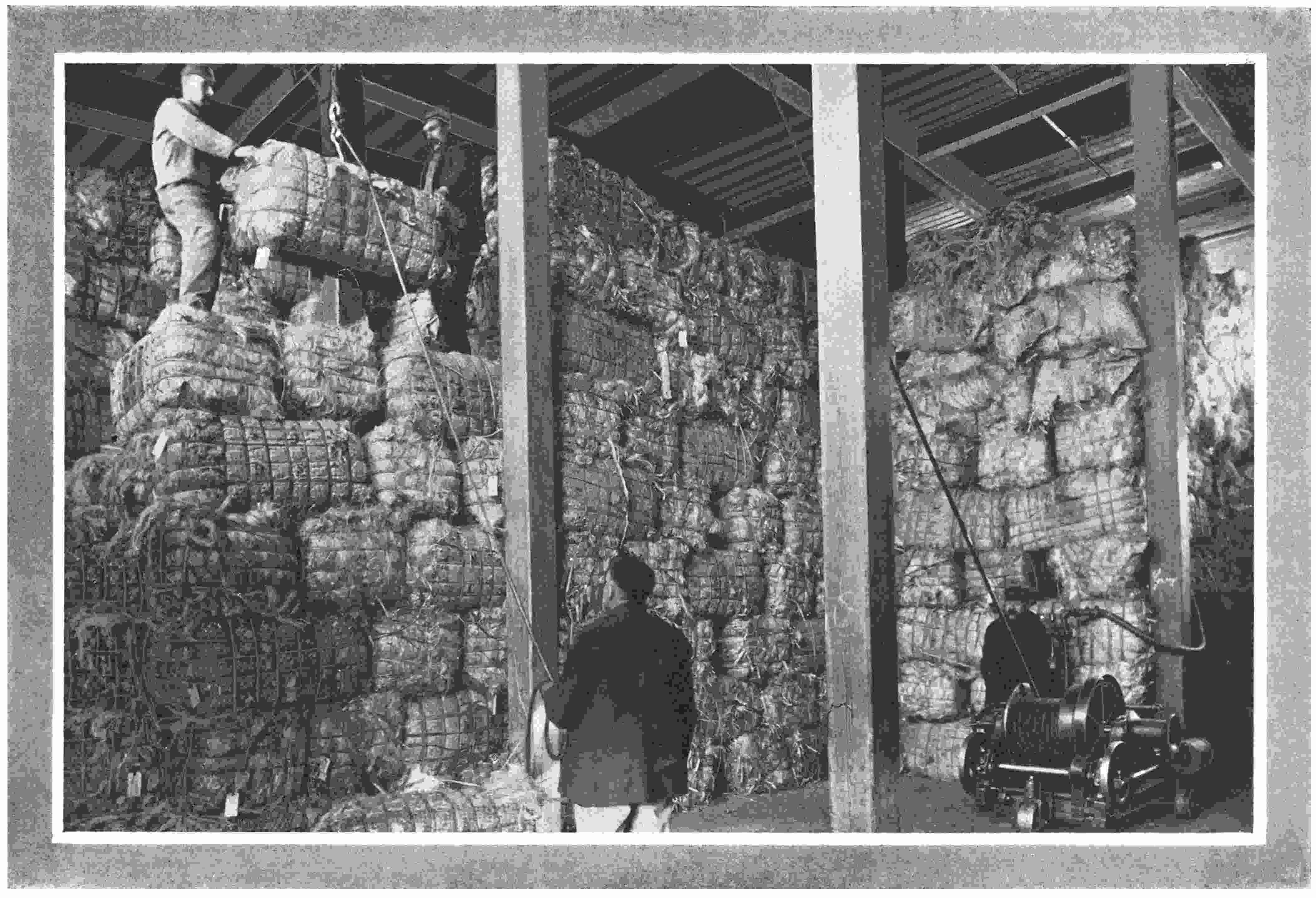
The weighing and storing of the fiber follow next, and the latter is a task of considerable magnitude, for our warehouses contain a floor space of over 370,000 square feet and each mark must be so placed that it will be readily accessible as needed. When the bales are put on the scales and an entry made of the weight—always close to 275 pounds on Manila—a record is also set down for each bale which identifies it by mark, shipment and location in warehouse, according to the section, bay and hoist selected for it. The hemp is then built up into orderly piles with the aid of a portable compressed-air engine, each mark being placed by itself.
By means of this warehouse system and the separate record showing the proper use for every mark in each shipment, the qualities and quantities of fiber needed by any mill for the regular day’s work or for a particular job can be gotten out at a moment’s notice and with very small chance of error. As an additional safeguard, however, against accidental use of the wrong60 lot of fiber, we maintain a checking system which would reveal at once any mistake in delivery from warehouse to mill.
The careful methods we have just described are indicative of the watchfulness maintained with each of the many fibers we use, although in none of them is there as great range of quality as in Manila, nor is purchasing power so important a factor.
A recent and interesting development in connection with our Sisal importations is the direct steamship service now in effect between Yucatan and North Plymouth, and because of which cargoes of this fiber can now be brought directly alongside our own pier, unloaded by our own employees and trucked at once into our own warehouse.
Every user of rope naturally expects that under equal conditions he will receive the same service from one rope that he does from another of the same kind and size made by the same manufacturer. The Plymouth Cordage Company aims to have each of its products61 give that sort of service; first, by possessing the best materials, facilities and workmen obtainable; second, by utilizing each of these factors to the best advantage.
This policy, so well illustrated in our buying and selecting of fiber, finds its expression in every phase and department of our business, and herein lies one of the vital reasons why Plymouth Rope has always been so popular and is becoming increasingly so among discriminating rope buyers.
Speedy transfer of the fiber from warehouse to mill is made by an industrial railroad operated by compressed air, which carries the bales directly into the various opening rooms.
62
63
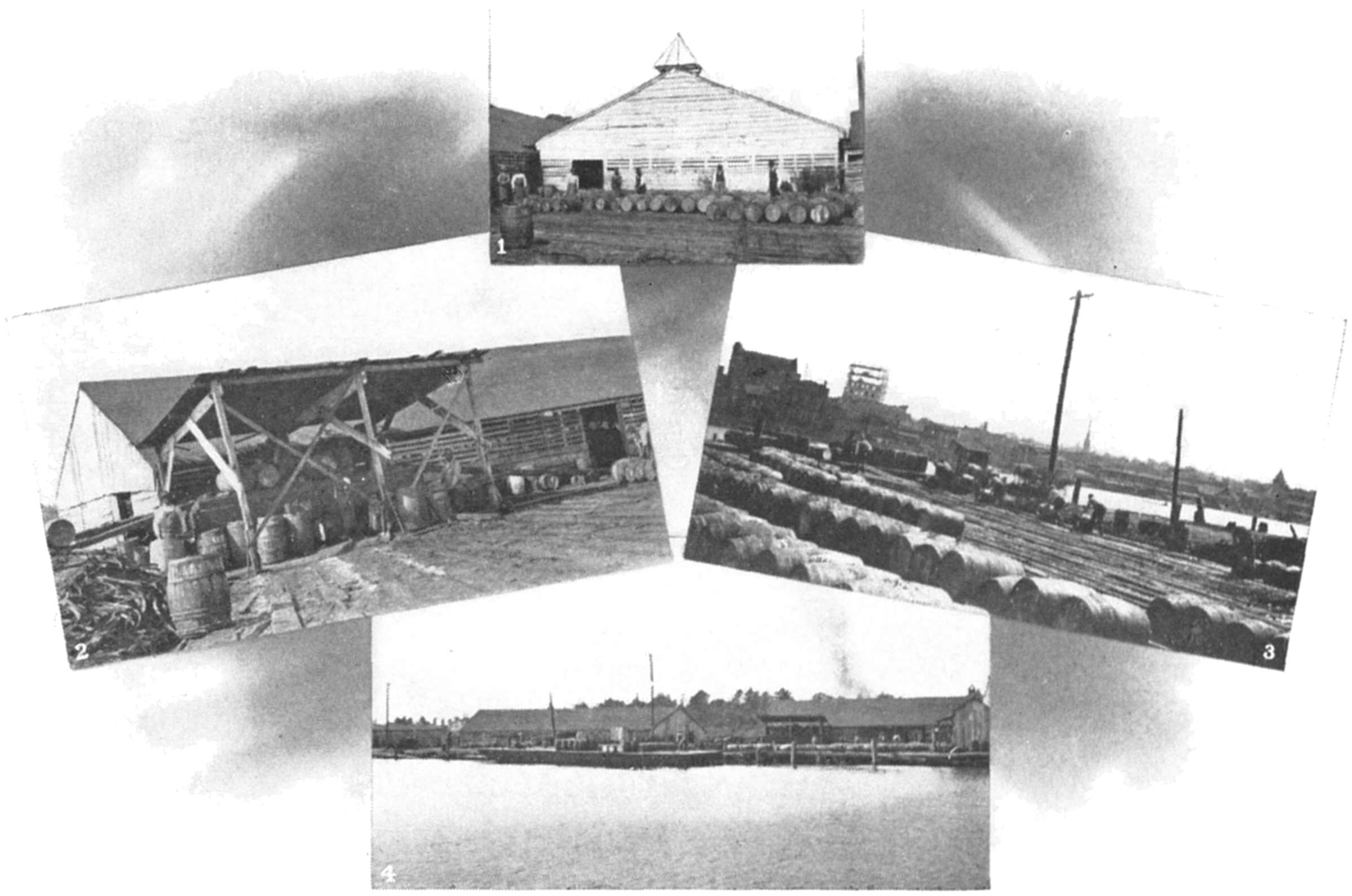
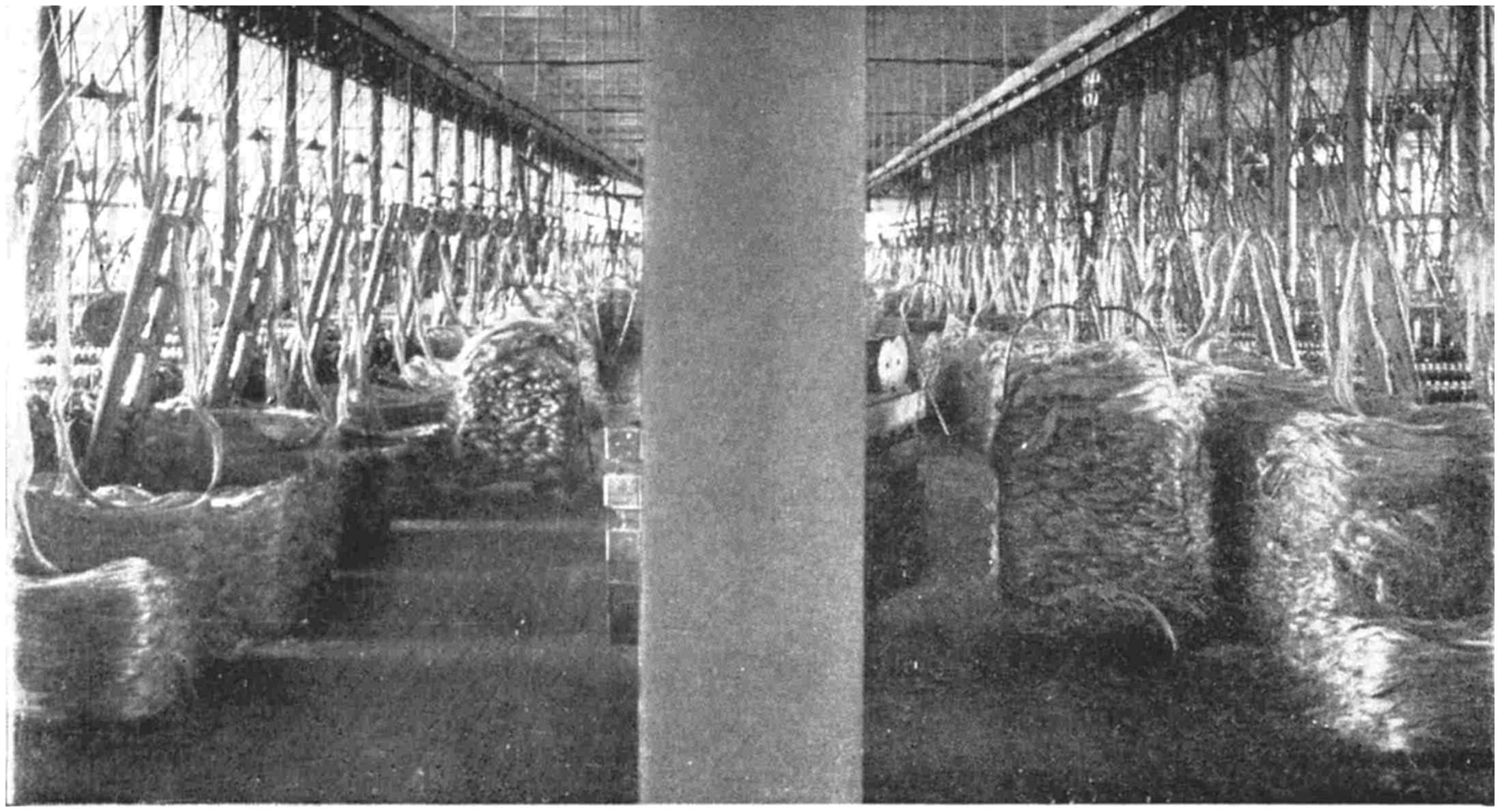
 The opening room where the fiber is made
ready for the preparation machinery is a reminder
of the days when all rope-making
processes were hand work. The bales are
first opened up. In the case of Manila this means
cutting away the straw matting put on to protect the
fiber in shipment. Then the hanks which are packed
in various ways—sometimes doubled, sometimes
twisted—are taken out and straightened and the
band at the end of each hank removed.
The opening room where the fiber is made
ready for the preparation machinery is a reminder
of the days when all rope-making
processes were hand work. The bales are
first opened up. In the case of Manila this means
cutting away the straw matting put on to protect the
fiber in shipment. Then the hanks which are packed
in various ways—sometimes doubled, sometimes
twisted—are taken out and straightened and the
band at the end of each hank removed.
No machinery has yet been perfected for doing the work just described, but the first of the preparation processes, a short step beyond, tells quite a different story. Here the hanks of such fibers as require a special cleaning treatment are placed on fast-working hackling machines which comb away most of the snarls, loose tow and dirt.
At this point hard fibers—Manila, Sisal and New Zealand—are usually oiled to soften them and to make them more workable for the operations that follow. The oil, furthermore, acts as a preservative. It is a65 matter of importance to the buyer, however, that the fiber should not be too heavily oiled, for that merely increases the weight and cost of the rope without improving its quality. Our experts have determined through long experience the amount of oil that should be used to best serve the interests of both manufacturer and buyer, and have perfected a process which insures a perfect distribution over all the fibers, while frequent tests on each machine, in which definite quantities of fiber are weighed before and after oiling, prevent any excess.
The quality of oil used is also important, for grades containing acids have a harmful effect on all vegetable fiber. We compound our own oils and we also take great care to prevent acids from entering our grounds or factories and so coming in contact with our products.
Long ago the Plymouth Cordage Company learned that in the methods employed in the preparation of fiber for spinning lay one of the secrets of fine rope-making. To secure a more effective and special treatment in this process, we have added to the regular machines many improvements of our own. So highly perfected is the apparatus that by machine work entirely66 the separate hanks of fiber are combed and elongated into a soft, continuous sliver of any size desired and of convenient length, glossy in appearance, perfectly clean, and with each fiber lying as nearly as possible in the straight position which gives it maximum strength. These operations, in which the entire character of the comparatively short vegetable fiber changes seemingly, are wholly a development of modern rope-making, since in the days of hand spinning no sliver was necessary.
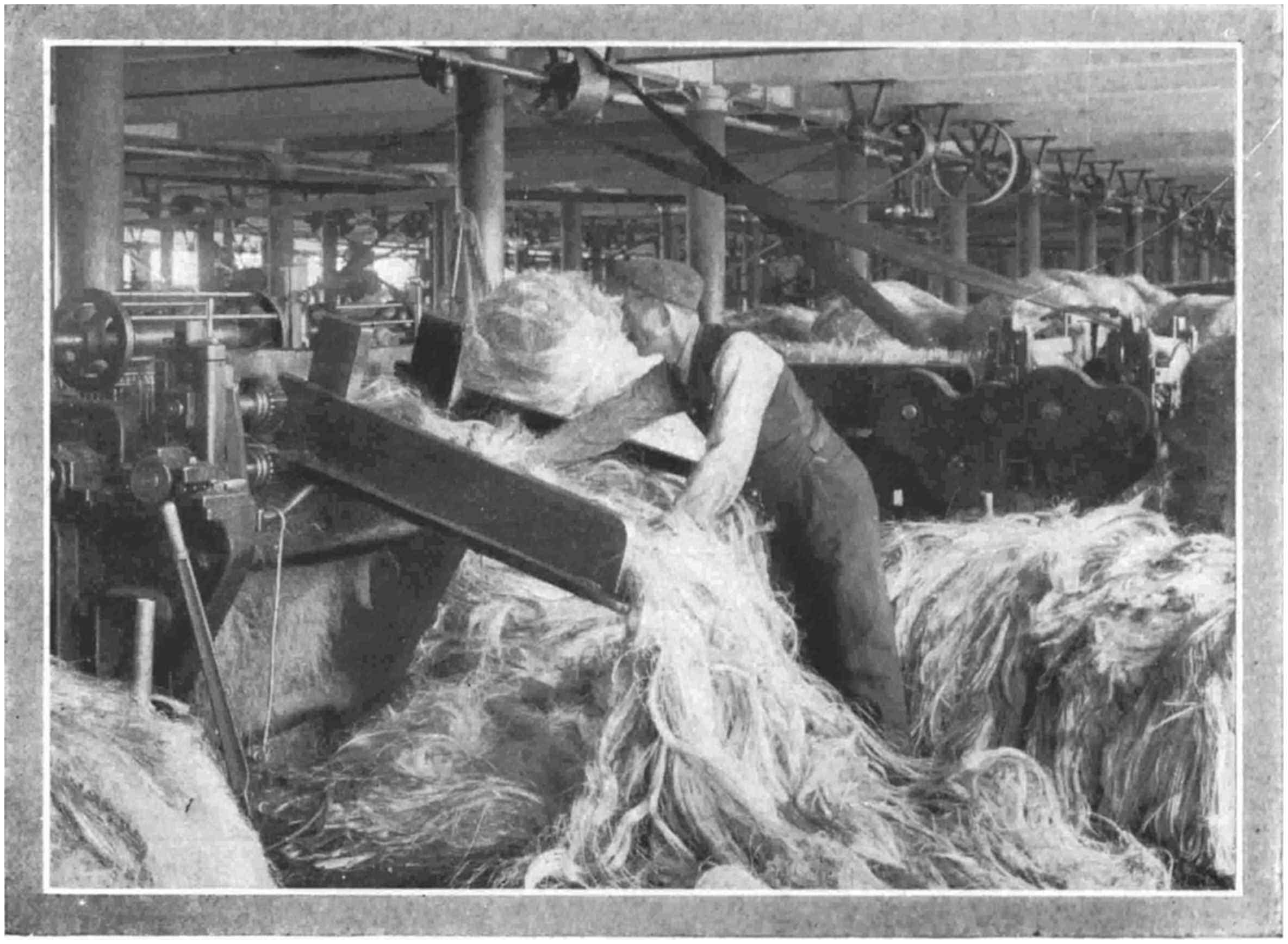
The machines are arranged in series, usually as follows: a first and second breaker, a coarse and a fine spreader and a draw frame. The treatment is varied to suit the particular requirements of different hemps or ropes by a prolonging or shortening of the series and by the adjusting of individual machines, but the method is always essentially the same.
SECOND BREAKER
SPREADER
DRAW FRAME
REDUCING SIZE OF SLIVER FOR SPINNING
The purpose of the first breaker is to form the primary6867 sliver or “roping” as it is sometimes called. The hanks of fiber—somewhat matted if they have been oiled—are fed by hand into the machine, several at a time. Steel pins fitted to a slowly revolving endless chain grasp the mass while a second set of pins, moving more rapidly, draws out the individual fibers and combs them into a continuous form.
The operations which follow are very similar. A number of “ropings” are allowed to feed together into a first, slowly revolving set of pins and are drawn out again by a high-speed set into a smaller sliver, the pins becoming finer on each succeeding machine until the draw frame is reached. Here the fiber is pulled from a single set of pins between two rapidly moving leather belts called aprons. On all of these machines the fiber passes between rollers as it goes onto and leaves the pins and the sliver is given its cylindrical form by being drawn through a circular opening.
A finished sliver must conform to the special size desired for spinning. Different sizes are secured by changing the number of “ropings” which are allowed69 to feed into the fine spreader. When “rule of thumb” standards of measurement were practiced the size of the sliver was tested by the number of turns which could be clasped in the hand between the ends of the thumb and forefinger. If the workman’s hand chanced to be different from the official hand, he made allowances accordingly. At best this was a rough and ready method, but through long practice the men could become surprisingly expert. Mechanical grips or clasps are now used because they are more convenient and afford greater accuracy.
The wonder of modernism in rope-making is nowhere more striking than in the preparation room. To pass from one end, where the raw hemp is received just as it left the hands of the native Filipino laborer with his crude methods, down through the long rows of machines to the draw frames from which the sliver is delivered in a form that can be likened to a stream of molten metal, is to cover decades of inventive genius and mechanical development.
The mechanism performs its work so accurately that at first glance the man feeding the fiber into the machine and all the other men, busy about their various duties, would appear to be playing very minor parts in modern rope-making. In reality, expert workmanship and watchfulness are very important factors. Good rope depends no more upon scientific machine processes than upon ceaseless attention to the little details. And the attention paid to the details of the preparation room is especially important.
A rope expert once said, “Any manufacturer can make rope—it is a simple operation; but very few can make good rope because few are willing to devote the necessary amount of pains to each of the little operations in the process.”
70
71
 Hand spinning, as practiced in the early days
of the Plymouth Cordage Company, yielded
a remarkably good rope yarn, but large production
was very expensive and laborious.
The length of the spinning grounds, which with the
buildings protecting them were known as the ropewalk,
determined the length yarn that could be spun. Hand
and water power had to suffice, and even the best spinner
could make but two yarns at a time.
Hand spinning, as practiced in the early days
of the Plymouth Cordage Company, yielded
a remarkably good rope yarn, but large production
was very expensive and laborious.
The length of the spinning grounds, which with the
buildings protecting them were known as the ropewalk,
determined the length yarn that could be spun. Hand
and water power had to suffice, and even the best spinner
could make but two yarns at a time.
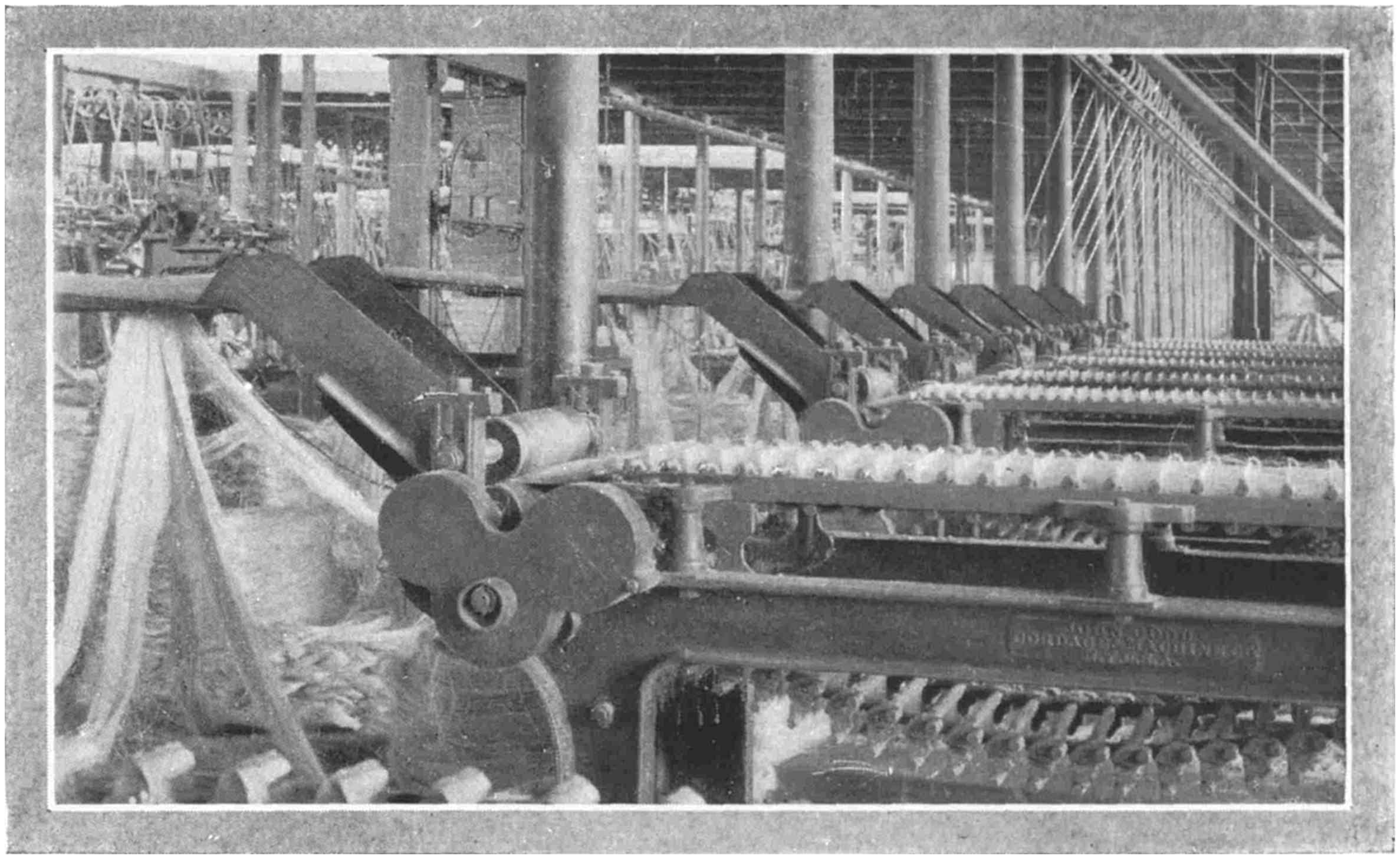
Steam-driven spinning machines were introduced, however, as early as 1838, for our records show that near the close of that year Bourne Spooner, founder of our company, wrote to one of the directors as follows:
“Our new spinning concern has consumed more time in the work of preparation than was expected, but we are now ready—this being the second day of steam spinning. It affords me much gratification to say that everything connected with this enterprise has gone comfortably on, and my faith in the utility and expediency of the measure is unabated.”
Through the courtesy of the Watson Machine Co.72 of Paterson, N. J., we are able to show an excellent picture of one of these earlier-type machines which, it will be noted, is tended by a woman. Those familiar only with the present factory practice of putting none but men on the spinning machines may be surprised to know that during this first period in the modern development of the process women spinners were regularly employed by the Plymouth Cordage Company and other concerns.
Our founder’s belief in the new method was speedily justified. A way was found to adapt the machines to the spinning of Russian and American hemps which could not at first be handled as successfully as Manila because of their somewhat softer texture. About 1848 the self-feeding device came into use. As the years passed, still other improvements were invented and utilized, giving us the highly perfected machine of today.
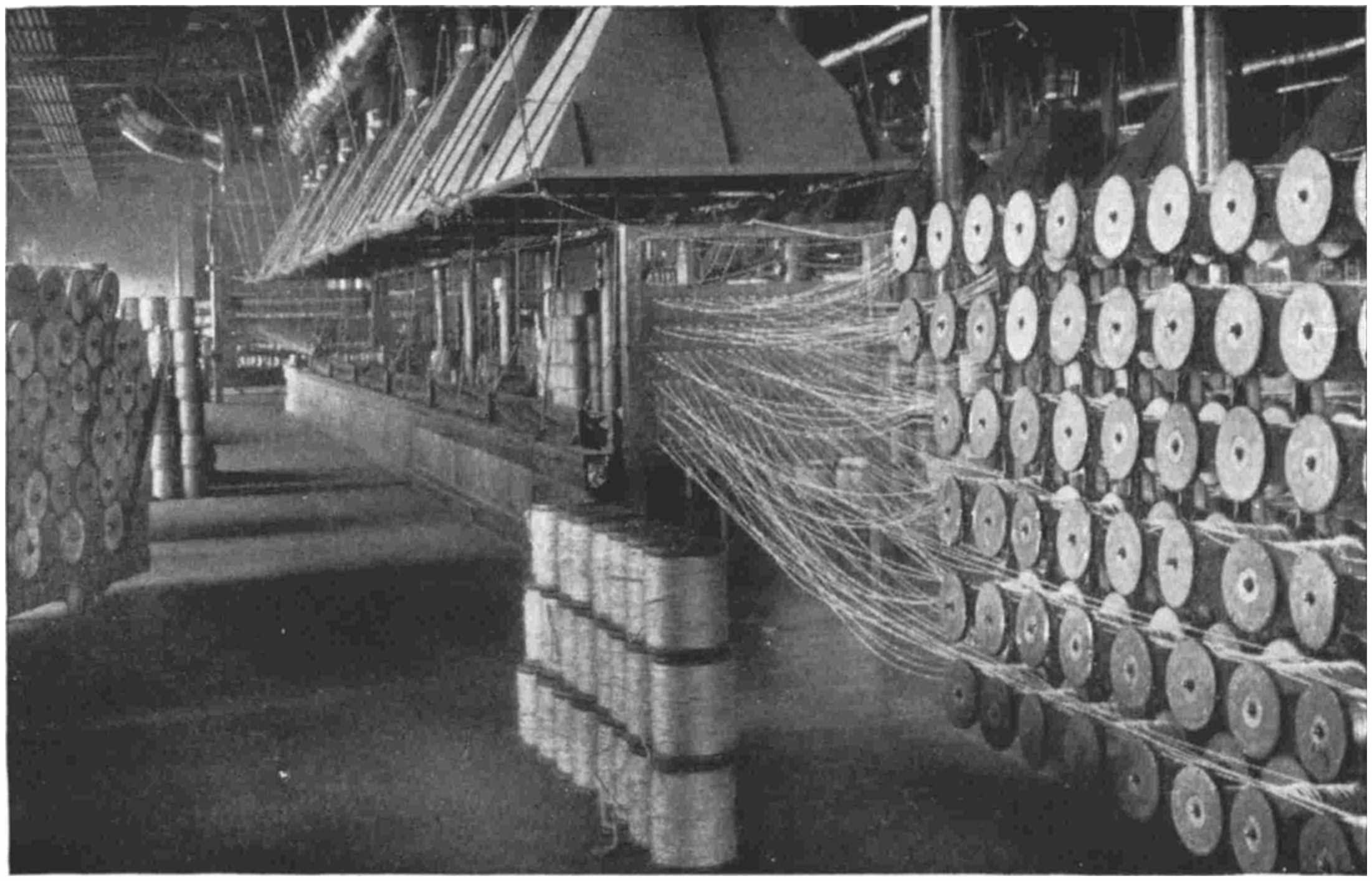
Under favorable working conditions the only interruption in the spinning process, as now carried on, is the removal of the full bobbin and the substitution of73 an empty one. A bobbin will hold as much as half a mile of yarn which will weigh in the neighborhood of ten pounds—the length and weight of the load varying with different sizes of yarn.
The feed portion of the machine, as can be seen in the picture below, consists of a revolving endless chain fitted with fine steel pins, and by these the fiber—now in the sliver form given it in the preparation room—is drawn from its bundle and carried toward a tube which can be adjusted to regulate the size of the yarn as desired. Into this tube the fiber disappears in a fashion only to be described by the single word “whisked.”
In the preceding chapter we spoke of the importance of an even sliver in the securing of a good yarn and pointed out the care with which our sliver is prepared. We have still further lessened the possibility of bunches or thin spots in our yarns by perfecting and installing on all spinning machines a device which insures a uniform amount of feed to the tube at all times.
The two capstans which pull the fiber from the pins and through the tube show in our picture directly at the left of the bobbin. Their revolution also imparts the twist to the yarn. The amount of74 this twist—the number of turns per foot—depends on the capstan’s speed and is fixed in a way best explained by describing the flyer—the first part of the machine to be perfected.
The closed flyer, as the present-day type is called, is composed of two discs joined by stay rods and carrying through their centers a spindle which holds the wooden bobbin. The capstans are set into the disc at the left and revolve with the flyer, at the same time receiving a lesser reverse power from an independent gearing. Their speed is, therefore, equivalent to the difference in speeds of these two drivers.
To insure an even twist these speeds, once they are set, should not be allowed to vary, and to obtain this steady running, the Plymouth Cordage Company uses, almost entirely, machines of a special type, so constructed as to guarantee the best possible results.
Binder twine is always given what is known as a right-hand twist, but rope yarns must, for certain kinds of rope, be given a left-hand twist. This is accomplished75 by reversing the direction of the capstans. The flyer carries four grooved wheels—two for the right, the others for the left-hand yarn—and by these the yarn is guided from the capstans to the revolving bobbin.
The spinning room, with its hundreds of flyers, each running in the neighborhood of 1,500 revolutions a minute, speaks eloquently of the years’ changes. Gone is the “drowsy dreamy sound” of the wheel in Longfellow’s “Ropewalk,” and in its place we hear the high singing noise of the gears—the voice of modern industry. And with the changes have come more rapid and economical production, better hours and pay for the workman, better rope for the consumer.
76
77
 In the last chapter we described the spinning
of rope yarn. Let us now turn to the process
where, for certain ropes, this yarn is
treated with the tar, the manufacture of
which we have already discussed.
In the last chapter we described the spinning
of rope yarn. Let us now turn to the process
where, for certain ropes, this yarn is
treated with the tar, the manufacture of
which we have already discussed.
To penetrate and adhere to the yarn the tar must be heated to 200° or over. This work is begun in tanks from which the liquid feeds into the long copper-lined troughs where the tarring takes place. Through these “coppers,” so called, run steam pipes to further regulate the temperature. Excessive heating would cause the loss of the tar’s good qualities, and to prevent this the supply in the “coppers” must be freshened frequently.
The picture on the next page illustrates how the yarns unwind from the bobbins, onto which they have been wound in the spinning process, and pass on into the “copper.” The plates which keep the yarns under the tar are shown elevated above the surface to give a clearer idea of their operation. As the heavily saturated yarns come from the “copper,” they are compressed78 between two rollers, adjusted to leave in the yarn as much or as little tar as needed for the particular goods being made and to turn back the surplus.
The pull which carries the yarn through the tar and between the rollers comes from two large drums around which the yarns travel preparatory to reeling onto friction-driven receiving bobbins.
Goods of nine-thread size and under are usually tarred in the completed rope form, but the process is essentially the same as with the yarns.
Visitors to our tar-houses frequently remark upon the rich golden brown of our tarred goods. Those who use and sell them have come to look upon that color—an outward sign of right materials and methods—as the Plymouth mark of the weather-resisting qualities contained in the goods.
79
 Before taking up the strictly modern
machines so largely used now in the final
processes of rope-making—the forming of
strands, laying of common ropes and closing
of cable-laid goods—we shall describe the ropewalk
method of performing these operations as it is practised
today.
Before taking up the strictly modern
machines so largely used now in the final
processes of rope-making—the forming of
strands, laying of common ropes and closing
of cable-laid goods—we shall describe the ropewalk
method of performing these operations as it is practised
today.
For making tarred goods in all but the smaller sizes the walk has certain advantages not afforded by more advanced methods. It also provides efficient equipment for turning out the largest ropes, which would otherwise require special machinery.
The long alleys or grounds where the work takes place are usually laid out in pairs, one for forming, the other for laying and closing. Each ground has a track to accommodate the machines and an endless band-rope which conveys the power.
At the head of the forming ground stand frames holding the bobbins of yarn. The yarns for each strand first pass through a plate perforated in concentric circles. This arrangement gives each yarn81 the correct angle of delivery into a tube where the whole mass gets a certain amount of compression.
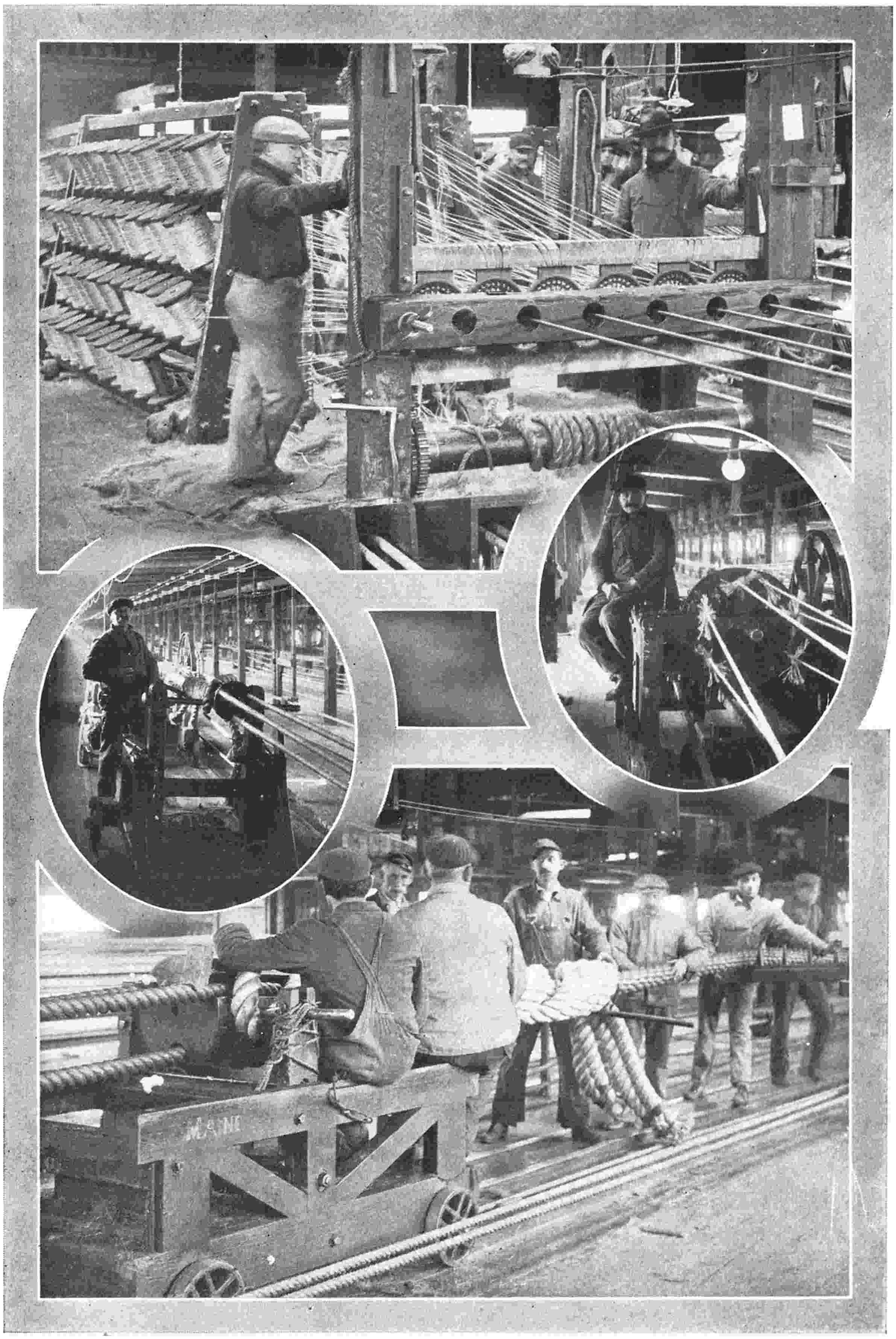
CORDAGE MANUFACTURE BY THE ROPEWALK METHOD
YARNS PASSING FROM BOBBINS THROUGH PERFORATED PLATES
“TOP TRUCK”—LAYING PROCESS
FORMING MACHINE—MAKING STRAND
CLOSING TARRED RUSSIAN HEMP CABLE 15¾″ CIRCUMFERENCE FOR ARGENTINE BATTLESHIP “RIVADAVIA”
The forming machine—a heavy carriage surmounted by the band-rope wheel into which are geared several spindles and a driving drum—is now drawn up, and each group of yarns is attached to a separate spindle as shown opposite. A rope made fast at either end of the walk is given a few turns around the drum, the band-rope is set in motion and the machine moves off, leaving in its wake the compactly twisted strands.
In the case of a common right-laid rope, the forming twist is left hand. A change to right hand can be made simply by shifting clutches. The amount of turn or twist depends on the diameter of the drum, which is adjustable.
Behind the machine follows a man who swings out the stakes, placed at intervals along the walk, and throws the strands over them. When the process is completed the strands are cut away at either end and transferred to the laying ground, the stakes being pushed back to allow the return of the forming machine for another trip.
The two laying machines stationed at opposite ends of the walk greatly resemble the forming machine. One—usually the “afterturn,” so called—is made fast; the other, or “foreturn,” is braked down but not secured. The strands are attached to separate spindles on each machine and given a little extra twisting from both ends—left hand as in the forming. During this process of putting in the “hard,” so called, as well as in the laying itself, the foreturn machine is drawn slowly ahead by the shortening of the strands.
For the laying, the ends of the strands at the afterturn machine are transferred to a single spindle. The 82“top”—a cone-shaped block containing a groove for83 each strand and mounted on a light truck—is backed up to the machine, the strands are inserted and the twisting recommenced, the direction of the afterturn spindles now being reversed. The resulting tendency of the strands to untwist is counteracted, partly by a left-hand revolution of the foreturn spindles, and partly by the presence of the “hard” or surplus twist just described.
As the top truck is forced ahead by the twisting process, the rope-maker preserves a correct lay in the rope by means of greater or less leverage on the “tails”—the loose ropes shown in our picture. The stakes on which the strands rest are removed one by one to allow the top truck to pass and are then replaced to support the rope until the laying is finished and the reeling in of the rope begun.
The closing process on cable-laid goods is like the laying except that the twist is reversed. The work being with three complete ropes—frequently very large—a heavier top truck is necessary, and this must often be ballasted, as shown in our illustration on page 80, to keep down the vibration which would otherwise tend to lift the truck off the track.
84
85
 Unlike the ropewalk system of making
strands, ropes and cables described in the
preceding chapter, the factory method, so
called, is a development of the last few decades
only. From the first this company has been a
leader in purchasing the best stock machines obtainable
and in designing devices to fulfill special requirements—a
policy which has given us unequalled production
facilities.
Unlike the ropewalk system of making
strands, ropes and cables described in the
preceding chapter, the factory method, so
called, is a development of the last few decades
only. From the first this company has been a
leader in purchasing the best stock machines obtainable
and in designing devices to fulfill special requirements—a
policy which has given us unequalled production
facilities.
To describe this equipment in detail would require an entire book. We shall attempt, in this chapter and the next, to give an idea of the principal machines only.
There are two methods to the modern system: that in which the strands are formed on one type of machine and twisted into a rope on another; and that in which both operations are performed on a single machine. The second method carries with it the advantage of economy in space and equipment, but is not followed so generally with the larger sizes of rope as is the first.
A complete set for the two-part method comprises86 two or more horizontal strand-forming machines, several bobbin frames and a vertical laying-machine. In our illustration, the latter is shown making three ropes into a cable—a process essentially the same as where three strands are united into a single rope.
Three men usually suffice on the strand-making—one to tend the machines, the others to tend the bobbins which turn on fixed posts and can be renewed as needed without interrupting the process.
The yarns are first drawn from the bobbins through the perforated plates seen in the lower section of the picture, the entire number being so distributed as to converge in layers and at the proper angles around one central yarn. They next pass into a tube. Here the whole mass is compressed and at the same time is twisted by the revolution of the long carriage or flyer, which, as our picture shows, supports a winding-reel and two capstans.
The strand can be twisted right or left hand as called for. The amount of twist is regulated by the flyer’s speed—easily varied by the use of different gears.
The two capstans are geared to pull the strand through the tube and, by holding it taut, keep the twist uniform. The reel also has its separate gears and revolution. Whenever the increasing diameter of the load tends to make it exert too much strain on the strand, the reel is slowed down by an ingenious friction device. The strand is guided into even layers on the reel by an arm which is made to travel from side to side.
Here, then, are four distinct operations going on at once and all in perfect harmony. From this may be judged the many difficulties which had to be overcome before strands could be manufactured in such small space.
87
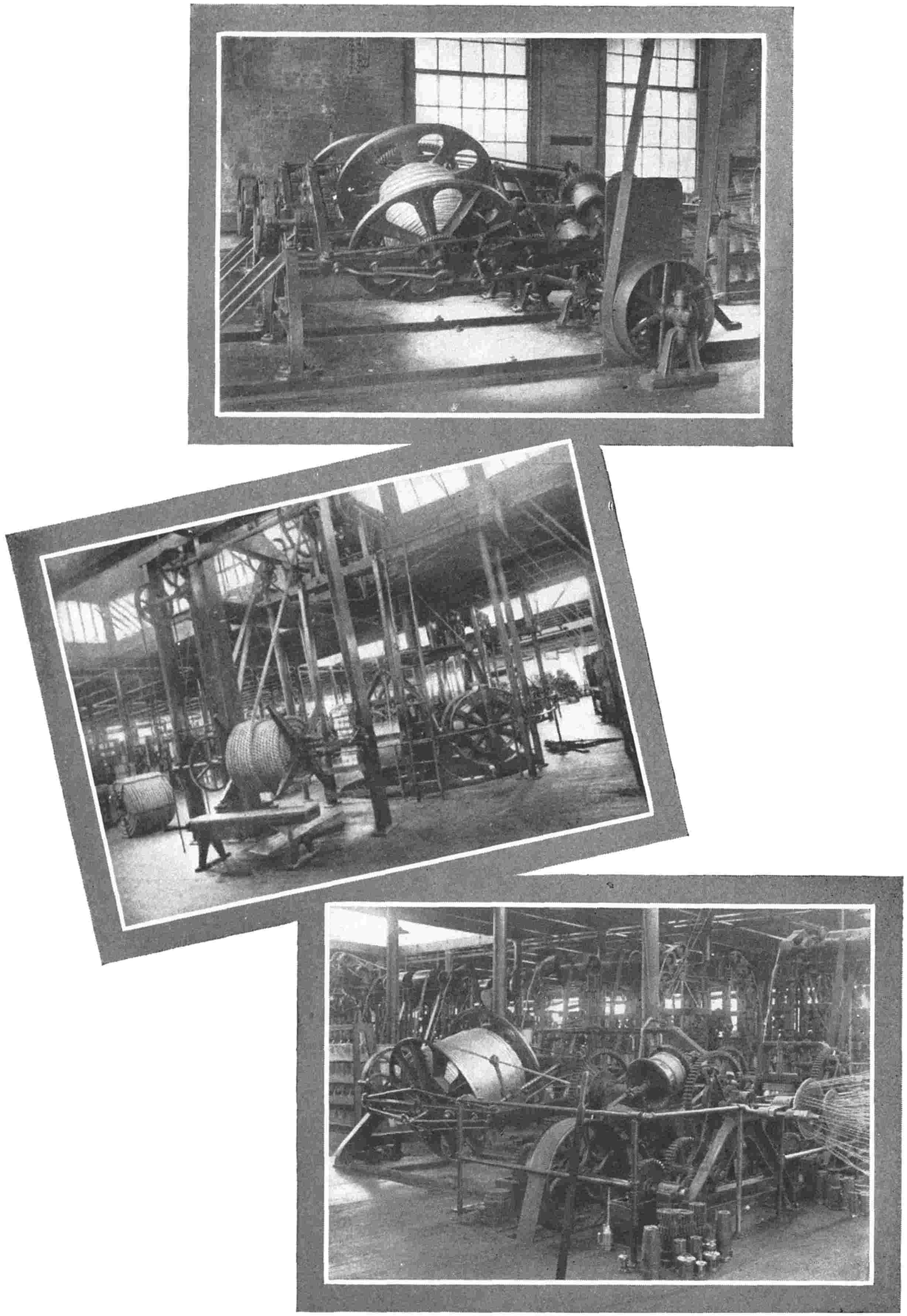
HORIZONTAL FORMING MACHINES MAKING STRANDS
VERTICAL LAYING-MACHINE MAKING OIL-WELL CABLE
FORMING MACHINES (WINDING REEL ON FARTHER MACHINE REMOVED)
ROPE-MAKING MACHINERY, PLYMOUTH CORDAGE COMPANY
88
The illustration opposite page 85 shows the machines which make Plymouth Lathyarn and Hide Rope. Although somewhat smaller than the type just described, these machines are constructed and operate in practically the same manner. The speed of their flyers is naturally much slower, however, since the goods they work on need not be twisted so hard as a rope strand.
For the laying process, in which the strands are united to make a rope, the full reels are removed from the forming machines by overhead chains, as shown on the opposite page, and by like means are placed in the vertical flyers of the laying-machine. The strands pass through openings in the top-piece just above the flyers and converge into a central tube still higher up to form the rope.
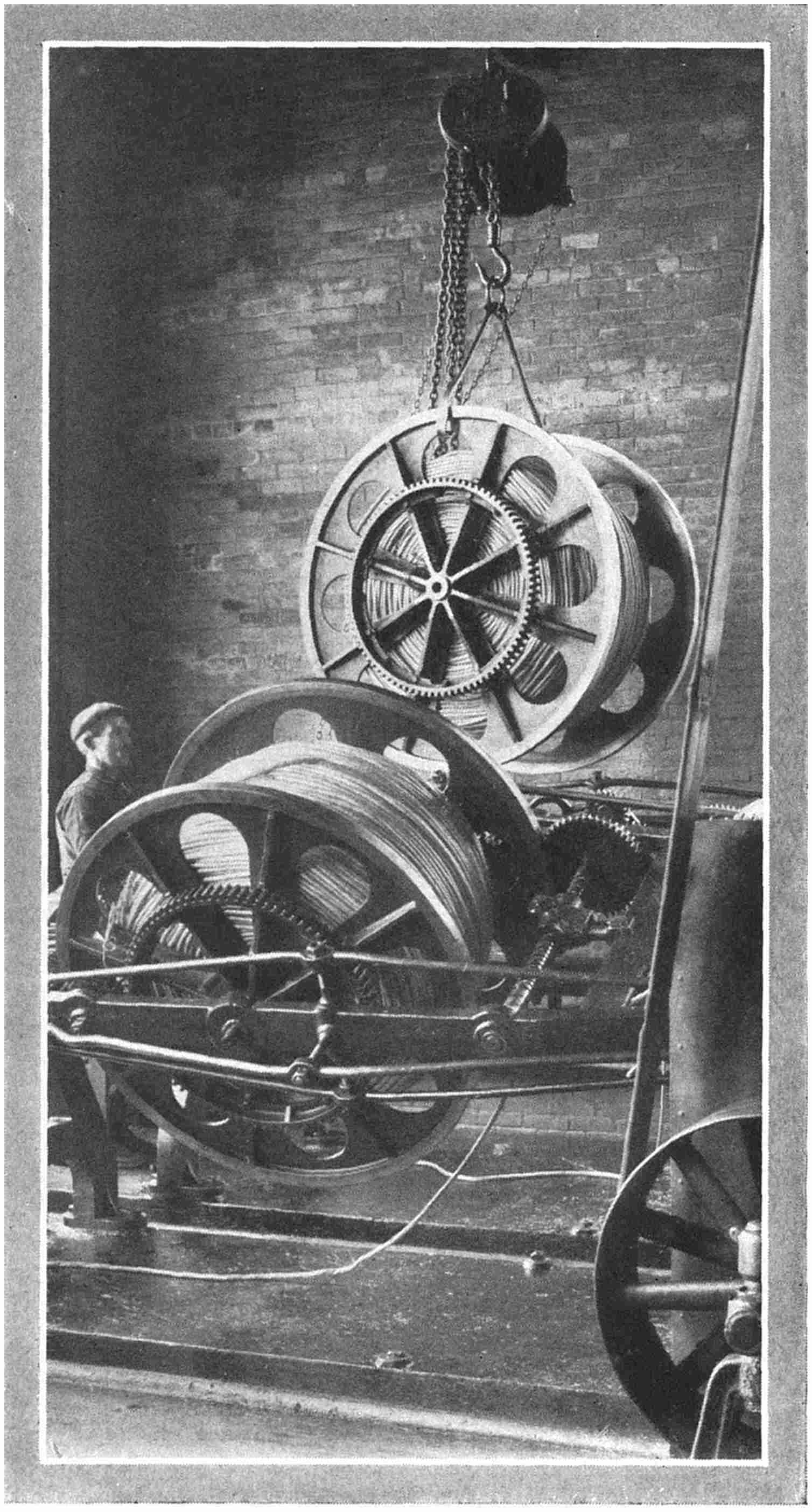
When the machine is in operation the whole lower portion, from the tube down, revolves, either to the right or left as the goods require, and thus puts the twist into the rope. This twist being opposite, always, to that of the strands, the natural tendency of the latter as they are laid together would be to loosen up. To regulate this, each flyer is made to revolve on its own axis—in a direction opposite to the general direction of the machine. Each reel revolves also on its axis to feed out the strand—the effect of the changing load being met as before by a friction attachment.
The overhead pulleys, which perform the same mission for the rope that the capstans previously did for the strands, deliver the finished product onto a belt-driven coiling reel where it is guided into even layers by the workman tending the machine.
As already explained, the laying-machine is used in the same way when three ropes are made into a cable. When a four-strand rope is to be turned out the machine89 has four strand-reels. If the strands are to be laid around a heart rope, as in transmission goods, the heart feeds directly into the twist tube from a smaller reel placed on the top-piece previously mentioned.
All the foregoing machines are equipped with ingenious devices for measuring the strand or rope as it is made, so that the attendant can tell instantly from the gauge how many feet have been run. The features we have here touched on are only a few of the many that have transformed the final stages of rope-making from a laborious task—dependent for its success on the skill of the individual expert—into quick, sure operations where every problem is met with the unfailing accuracy of a perfect machine. Rope nowadays is, generally speaking, made more scientifically, more uniformly than it was in the days of strictly hand processes. And the end is not yet. Better and still better rope should mark the years to come.
90
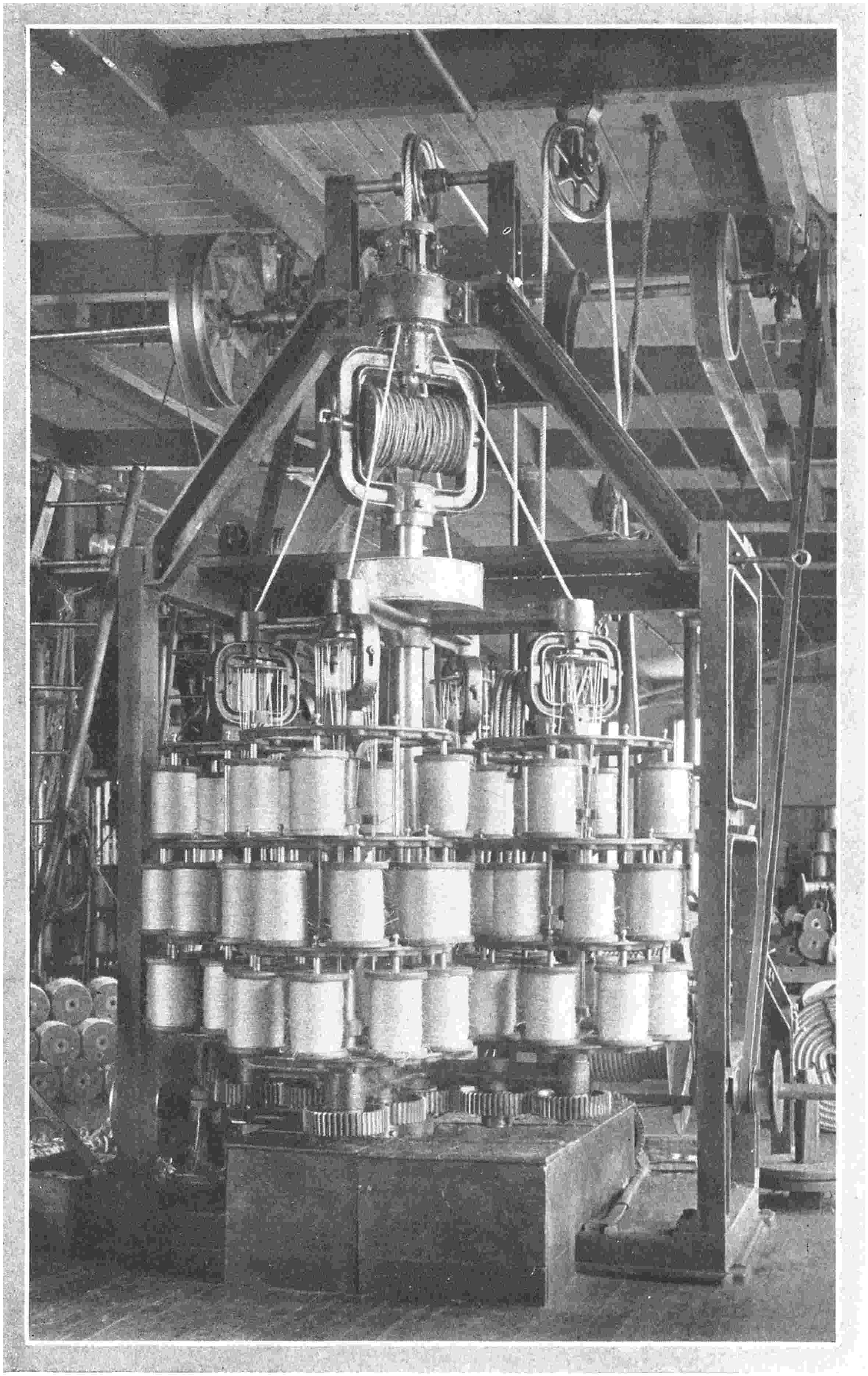
91
 Modern rope-making ingenuity reaches its
high-water mark in the compound laying-machine
where the two operations of forming
the strands and laying them into a rope
are combined. Up to a certain point this method is
more economical than that in which the forming and
laying are unconnected as already described. Fewer
machines are required for a given output,—hence
less floor space and fewer workmen. The time-saving
element also enters in.
Modern rope-making ingenuity reaches its
high-water mark in the compound laying-machine
where the two operations of forming
the strands and laying them into a rope
are combined. Up to a certain point this method is
more economical than that in which the forming and
laying are unconnected as already described. Fewer
machines are required for a given output,—hence
less floor space and fewer workmen. The time-saving
element also enters in.
The compound laying-machine must, however, be stopped each time that the supply of yarn on any bobbin is so low as to call for a fresh one. This would occur so frequently in the case of the larger ropes as to offset the advantages just mentioned, and the machine is therefore used on a limited range of sizes only.
As can be seen in the picture opposite, the machine contains a vertical shaft with upper and lower projecting arms which support the bobbin-flyers—four in number in this particular case. The bobbins within each flyer turn on separate spindles, allowing the yarns92 to pass up through small guide plates and thence into a tube.
Each flyer is geared to revolve on its own axis, thus twisting its set of yarns into a compact strand. At the same time all the flyers revolve with the main shaft in an opposite direction and form a rope out of the strands as the latter come together in a central tube still higher up.
The rope is drawn through this tube by a series of pulleys which exert a steady pull and so keep the proper twist in the rope. From these pulleys the finished product is delivered onto a separately driven coiling reel, an automatic device registering meanwhile on a dial the number of feet run.
The small reel, seen near the head of the main shaft, holds the small heart rope which is fed into the center of certain four-strand ropes to act as a bed for the strands.
The compound laying-machine can be had in many sizes of differing bobbin capacity, and the extent and variety of a manufacturer’s equipment on this type is one important indication of his ability to turn out promptly and at a reasonable price the sizes of rope in most common demand.
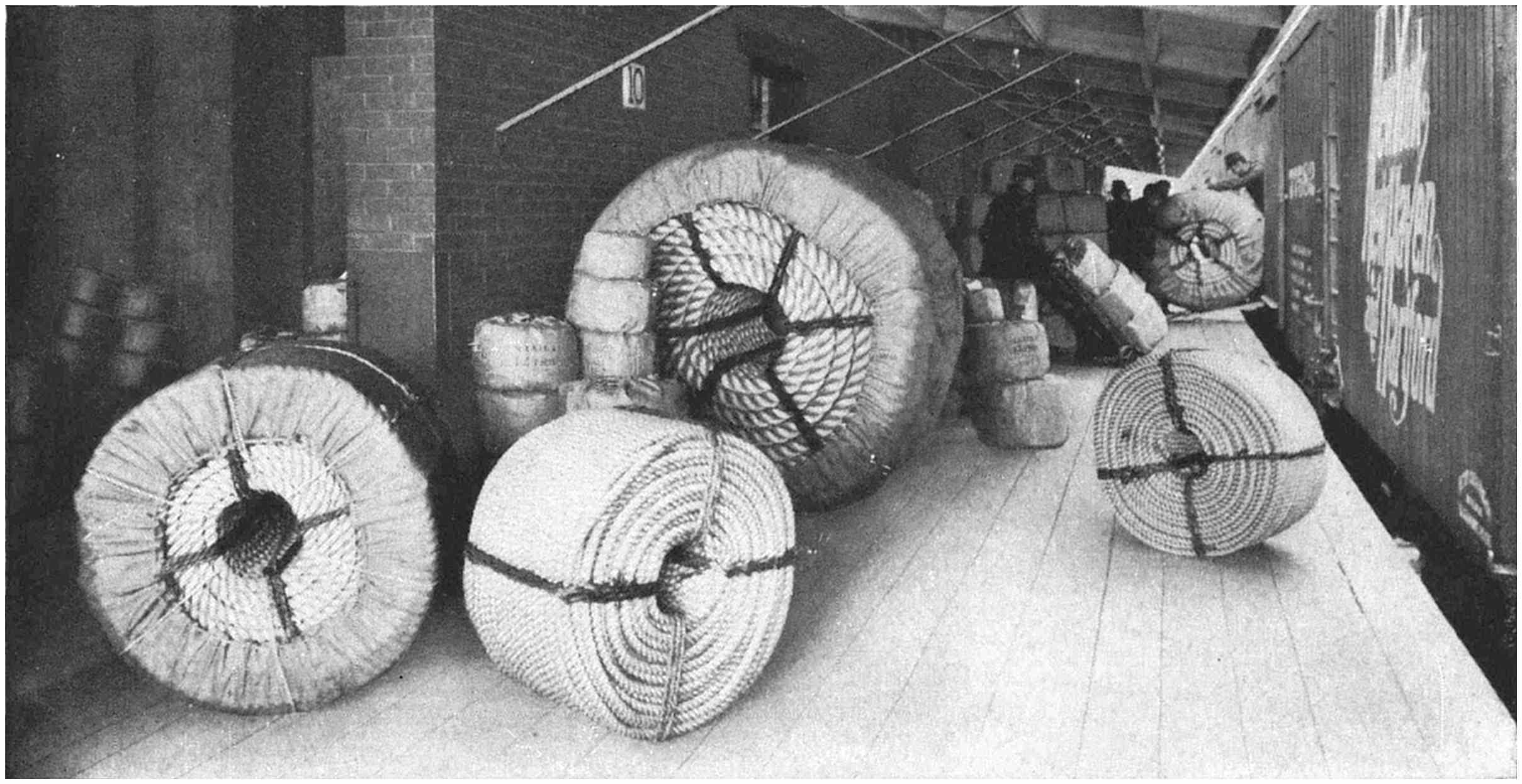
THE
UNIVERSITY
PRESS
CAMBRIDGE
MASS
Punctuation, hyphenation, and spelling were made consistent when a predominant preference was found in the original book; otherwise they were not changed.
Simple typographical errors were corrected; unbalanced quotation marks were remedied when the change was obvious, and otherwise left unbalanced.
Illustrations in this eBook have been positioned between paragraphs and outside quotations. In versions of this eBook that support hyperlinks, the page references in the List of Illustrations lead to the corresponding illustrations.
The uncaptioned illustrations at the beginning of each chapter are identical decorative headpieces.