with, sometimes, the
initial of the house for whom they are made, as for “Keiller,” and so
on.
with, sometimes, the
initial of the house for whom they are made, as for “Keiller,” and so
on.
FROM PRE-HISTORIC TIMES DOWN TO THE PRESENT DAY
BEING A HISTORY OF THE ANCIENT AND MODERN
POTTERY AND PORCELAIN WORKS
OF THE KINGDOM
AND OF THEIR PRODUCTIONS OF EVERY CLASS
BY
LLEWELLYNN JEWITT, F.S.A.
LOCAL SECRETARY OF THE SOCIETY OF ANTIQUARIES OF LONDON;
HON. AND ACTUAL MEMBER OF THE RUSSIAN IMPERIAL ARCHÆOLOGICAL COMMISSION, AND STATISTICAL
COMMITTEE, PSKOV;
MEMBER OF THE ROYAL ARCHÆOLOGICAL INSTITUTE OF GREAT BRITAIN AND IRELAND;
ASSOCIATE OF THE BRITISH ARCHÆOLOGICAL ASSOCIATION;
HON. MEMBER OF THE ESSEX ARCHÆOLOGICAL SOCIETY AND OF THE MANX SOCIETY, ETC.;
COR. MEMBER OF THE ROYAL HISTORICAL SOCIETY,
ETC. ETC. ETC.
ILLUSTRATED WITH NEARLY TWO THOUSAND ENGRAVINGS
IN TWO VOLUMES.—II.
LONDON
VIRTUE AND CO., Limited, 26, IVY LANE
PATERNOSTER ROW
1878
[All rights reserved.]
LONDON:
PRINTED BY VIRTUE AND CO., LIMITED,
CITY ROAD.
[All rights reserved.]
| CHAPTER I. | |
|---|---|
| PAGE | |
| Potteries of the Tyne, Tees, and Wear—Newcastle-on-Tyne—Warburton Pottery—Newcastle Pottery or Forth Banks Pottery—Stepney Bank Pottery—Ouseburn Bridge Pottery—Ouseburn Ford Pottery—Ouseburn Potteries—Low Pottery—South Shore Pottery—Phœnix Pottery—St. Peter’s Pottery—Gateshead—Carr’s Hill Pottery—St. Anthony’s Pottery—Sherriff Hill Pottery—Tyne Main Pottery—North Shields—Low Light Pottery—South Shields—Tyne or Shields Pottery—North Hylton—South Hylton or Ford—Southwick Pottery—Wear Pottery—High Southwick Pottery—Deptford Pottery—Monkwearmouth—Sheepfold Pottery—Sunderland Pottery and the Garrison Pottery—Seaham Harbour—Newbottle—Bishop Auckland—New Moor Pottery—Stockton-on-Tees—Stafford Pottery—North Shore Pottery—Middlesborough-on-Tees—Wolviston Pottery—Coxhoe Pottery—Alnwick | 1 |
| CHAPTER II. | |
| Liverpool Pottery—Shaw’s Delft Ware—Shaw’s Brow—Zachariah Barnes—Sadler and Green—Transfer Printing—Wedgwood’s Printed Ware—Drinkwater’s Works—Spencer’s Pottery—Richard Chaffers—Reid and Co.’s Works—The Penningtons—Patrick’s Hill Works—The Flint Pottery—Herculaneum Works—Warrington Pottery and China—Runcorn—Prescot—St. Helen’s—Seacombe | 18 |
| CHAPTER III. | |
| Derby—Cock-pit Hill—Mayer—Heath—Derby China—Andrew Planche—Duesbury and Heath—William Duesbury—Purchase of the Chelsea Works—Weekly Bills—Show Rooms in London—Sales by Candle—Changes in Proprietorship—Bloor—Locker—Stevenson & Co.—Hancock—Painters and Modellers—Spengler—Coffee—Askew—Billingsley—Pinxton—Nantgarw—Swansea—Other Artists employed at Derby—Cocker and Whitaker’s China Works, &c., &c. | 56 |
| CHAPTER IV. | |
| Chesterfield—Caskon—Heathcote—Brampton—Posset Pots—Puzzle Jugs—Welshpool and Payne Potteries—The Pottery—Walton Pottery—Wheatbridge Pottery—Alma, Barker, and London Potteries—Whittington—Bromley—Jewitt—Newbold—Eckington—Belper—Codnor Park—Denby—Bournes Pottery—Shipley—Alfreton—Langley Mills—Ilkeston—Pinxton—Pinxton China—China Tokens—Wirksworth—Dale Abbey—Repton—Encaustic Tiles—Tile Kilns, London—Tickenhall—Kings Newton—Burton-on-Trent—Swadlincote Potteries—Church Gresley Potteries—Gresley Common—Woodville—Hartshorne, &c.—Wooden Box—Rawdon Works—Pool Works—Coleorton—&c., &c. | 115 |
| CHAPTER V. | |
| Stoke-upon-Trent—Josiah Spode—Copeland and Garrett—Copeland and Sons—Mintons—Hollins—Trent Pottery; Jones—Albert Street Works—Copeland Street Works—Glebe Street and Wharf Street Works—Copeland Street—Bridge Works—London Road; Goss—Kirkham—Campbell Brick and Tile Company—Harrison and Wedgwood—Bankes—Hugh Booth—Ephraim Booth—Wolf—Bird—Adams and Son—H. and R. Daniel—Boyle—Reade—Lowndes and Hall | 167 |
| CHAPTER VI. | |
| Burslem—Early Potters—Earthenware Gravestones—Toft—Talor—Sans—Turnor—Shawe—Mitchell—Cartwright—Rich—Wood—Wood & Caldwell—Churchyard Works—Bell Works—Red Lion Works—Big House—Ivy House—Lakin & Poole—Waterloo Works—Boote & Co.—Washington Works—Nile Street Works—Newport Pottery—Dale Hall—Stubbs—Bates—Walker & Co.—Mayer & Co.—Dale Hall Pottery—Rogers—Edwards & Son—Dale Hall Tile Company—Albert Street Works—Mersey Pottery—Steel—Maddock & Son—New Wharf Pottery—Over House Works—Swan Bank Pottery—Hill Top Pottery—Hill Pottery China Works—Crown Works—Scotia Works—Queen Street Works—Hill Works—Ralph Wood—Sylvester Pottery—High Street Pottery—Sneyd Pottery—Hadderidge Pottery—Navigation Works—Sytch Pottery—Kiln Croft Works—Albert Pottery—Waterloo Works—Central Pottery—Longport—Davenports—Terra Cotta—Brownhills—Wood—Littler—Marsh and Heywood—Brownhills Pottery Company—Cobridge—Cobridge Works, Brownfields—Clews—Furnivals—Bates & Bennett—Abbey Pottery—Villa Pottery—Cockson & Seddon—Alcock & Co.—Elder Road Works—Warburton—Daniel, &c. | 236 |
| CHAPTER VII. | |
| Hanley and Shelton—Miles—Phillips—Astbury—Baddeley—Edwards—Voyez—Palmer—Neale—Wilson—New Hall Works—Hollins—Keeling—Turner—Warburton—Clowes—Bagnall—New Hall Company—Richard Champion—Glass—Twyford—Mare—Twemlow—Old Hall Works—Meigh—Broad Street Works—Mason—Ashworth—Cauldon Place—Ridgways—Browne-Westhead & Co.—Trent Pottery—Keeling—Booth & Co.—Stafford Street Works—Church Works—Waterloo Works—Kensington Works—Burton Place Works—Clarence Street Works—Nelson Place—Phœnix and Bell Works—Bedford Works—Mayer Street—Cannon Street Works—Brewery Street—Percy Street Works—Taylor, Tunnicliffe & Co.—Biller & Co.—Albion Works—Eastwood Vale—Eastwood Works—Dental Manufacturing Company—Trent Pottery—James Dudson—Victoria Works—Charles Street Works—High Street—Eagle Works—Brook Street Works—Cannon Street—William Stubbs—Norfolk Street Works—Broad Street—Albert Works—Ranelagh Works—Swan Works—Mayer Street Works—Brook Street Works—Dresden Works—Bath Street Works—Waterloo Works—New Street Pottery—Castle Field Pottery—Henry Venables | 298 |
| CHAPTER VIII. | |
| Etruria—Josiah Wedgwood—The Wedgwood Family—Indenture of Apprenticeship—Ridge House Estate—Etruria Works founded—Thomas Bentley—Flaxman—Catalogues of Goods—Jasper and other Wares—Portland Vase—Monument to Josiah Wedgwood—Marks—Various productions of the Works—M. Lessore | 345 |
| CHAPTER IX. | |
| Longton—Sutherland Road Works—Market Street Works—High Street Works—Park Works—Sheridan Works—Commerce Street Works—Crown Works—Stafford Street Works—Peel Pottery—King Street Works—Chancery Lane Works—St. Mary’s Works—Commerce Street—New Town Pottery—Borough Pottery—High Street—New Street—Prince of Wales Pottery—High Street Works—Alma Works—Market Street—Victoria Works—Stafford Street—Russell Street—Mount Pleasant Works—High Street—British Anchor Works—Royal Porcelain Works—Stafford Street—St. Gregory’s Pottery—Gold Street Works—Wellington Works—St. Martin’s Lane—Heathcote Works—Green Dock Works—Chadwick Street—Baddeley—Waterloo Works—Heathcote Road Pottery—Sutherland Potteries—Church Street—Cornhill Works—Sutherland Works—St. James’s Place—Daisy Bank—Park Hall Street—Viaduct Works—Beech, King Street—Anchor Pottery—Dresden Works—Palissy Works—Fenton, Minerva Works—Victoria Works—Fenton Potteries—Fenton Pottery—Foley—Old Foley Pottery—Anchor Works—Fenton Potteries—Lane Delph Pottery—Grosvenor Works—Park Works—Foley Pottery—Foley Potteries—Foley China Works—King Street Works—Heath—Bacchus—Meir—Harrison—Martin—Miles Mason—Whieldon—Wedgwood & Harrison—Turner—Garner—Edwards—Johnson—Phillips—Bridgwood—Greatbach—Greenwood—Heathcote, &c. | 386 |
| CHAPTER X. | |
| Tunstall—Early Potters—Enoch Booth—Child—Winter—Unicorn and Pinnox Works—Greenfield Works—Newfield Works—George Street Pottery—Phœnix Works—Sandyford—Lion Works—Victoria Works—Swan Bank Works—Church Bank Works—Well Street Works—Old Works—Black Bank—High Street Works—Woodland Pottery—Greengate Pottery—Sandyford Works—Tunstall Works—Highgate Pottery—Clay Hill Pottery—Royal Albert Works—Soho Works—Marshall & Co.—Walton—Stevenson—Birch—Eastwood—Shorthose & Co.—Heath & Son—Newcastle-under-Lyme—Tobacco-pipes—Charles Riggs—Garden Edgings—Thomas Wood—Terra Cotta Works—Armitage—Lichfield—Penkhull, &c. | 423 |
| CHAPTER XI. | |
| Swansea—Cambrian Pottery—Dillwyn’s Etruscan Ware—Swansea China—Glamorgan Pottery—Rickard’s Pottery—Landore Pottery—Llanelly—South Wales Pottery—Ynisymudw—Terra Cotta Works—Nantgarw—Billingsley—Nantgarw China—Brown and Stoneware Potteries—Cardigan—Cardigan Potteries—Hereford—Lugwardine Tile Works—Torquay—Terra Cotta Works—Alderholt—Smethwick—Reading—Coley Avenue Works—Wakefield Moor—Houghton’s Table of Clays—Ditchling Pottery, &c.—Amblecote—Leicester—Spinney Hill Works—Wednesbury—Winchester—Aylesford—Exeter—Lincoln | 435 |
| CHAPTER XII. | |
| Irish Ceramics—Early Pottery of Ireland—The Cairns—The Crannogs—Mediæval Pottery of Ireland—Dublin—Delamain—Stringfellow—Grants by Irish Parliament—Donovan—Delft Ware—Brown Ware Manufactories—Belfast—Leathes and Smith—Delft Ware—Coates’ Pottery—China Works—Florence Court Pottery—Coal Island Pottery—Youghal Pottery—Captain Beauclerc’s Terra Cotta—Larne Pottery Works—Castle Espie Pottery—Belleek China and Earthenware Works, &c. | 459 |
| CHAPTER XIII. | |
| Early Pottery of Scotland—Cinerary Urns—Mediæval Pottery—Glasgow—Delft Ware—Verreville Pottery—Garnkirk Works—Gartcosh Works—Heathfield Pottery—Glasgow Pottery—North British Pottery—Saracen Pottery—Port Dundas Pottery Company—Hyde Park Potteries—Britannia Pottery—Annfield Pottery—Bridgeton Pottery—Barrowfield Pottery—Coatbridge—Glenboig Star Works—Glenboig Fire-Clay Works—Cardowan and Heathfield Works—Paisley—Ferguslie Works—Shortroods and Caledonia Works—Paisley Earthenware Works—Crown Works—Grangemouth—Fire-brick Works—Greenock—Clyde Pottery—Dumbarton—Rutherglen—Caledonia Pottery—Portobello—Midlothian Potteries—Portobello Pottery—Kirkcaldy—Sinclairtown Pottery—Kirkcaldy Pottery—Gallatown Pottery—Boness—Boness Pottery—Prestonpans Pottery—Alloa—Alloa Pottery—The Hebrides | 499 |
| CHAPTER XIV. | |
| A List of Patents relating to Ceramics from 1626 to 1877 | 524 |
[1]
CERAMIC ART IN GREAT BRITAIN.
Potteries of the Tyne, Tees, and Wear—Newcastle-on-Tyne—Warburton Pottery—Newcastle Pottery or Forth Banks Pottery—Stepney Bank Pottery—Ouseburn Bridge Pottery—Ouseburn Ford Pottery—Ouseburn Potteries—Low Pottery—South Shore Pottery—Phœnix Pottery—St. Peter’s Pottery—Gateshead—Carr’s Hill Pottery—St. Anthony’s Pottery—Sherriff Hill Pottery—Tyne Main Pottery—North Shields—Low Light Pottery—South Shields—Tyne or Shields Pottery—North Hylton—South Hylton or Ford—Southwick Pottery—Wear Pottery—High Southwick Pottery—Deptford Pottery—Monkwearmouth—Sheepfold Pottery—Sunderland Pottery and the Garrison Pottery—Seaham Harbour—Newbottle—Bishop Auckland—New Moor Pottery—Stockton-on-Tees—Stafford Pottery—North Shore Pottery—Middlesborough-on-Tees—Wolviston Pottery—Coxhoe Pottery—Alnwick.
The following brief account of the earthenware works of Newcastle-upon-Tyne and its district, drawn up for the British Association, in 1863, by Mr. C. T. Maling, one of the manufacturers, may serve as an introduction to this chapter. “The manufacture of white earthenware was introduced into this district by Mr. Warburton, at Carr’s Hill Pottery, near Gateshead, about 1730 or 1740. Those works were very successfully carried on for seventy years, when they gradually declined, and in 1817 were closed. A small portion of the building is still used as a brown ware pottery. The next manufactory was built by Mr. Byers, at Newbottle, in the county of Durham, about 1755, where brown and white earthenware still continues to be made. In 1762, Messrs. Christopher Thompson and John Maling erected works at North Hilton, in the county of Durham; their successor, Mr. Robert Maling, in 1817 transferred his operations to the Tyne, where his descendants still continue the manufacture. St. Anthony’s, Stepney Bank, and Ouseburn Old Potteries were commenced about the year 1780 or 1790. Messrs. A. Scott & Co. and Messrs. Samuel Moore & Co. erected potteries at Southwick, near Sunderland, the former in the year 1789, the latter in 1803. The pottery carried on by Messrs. John Dawson & Co., at South Hylton, was built by them in 1800. The works of Messrs. John Carr & Sons, at North, Shields, were[2] erected in 1814. Messrs. Thomas Fell & Co. built St. Peter’s Pottery in 1817. The establishment of Messrs. Skinner & Co., Stockton-on-Tees, dates from 1824. There are now about twenty-five potteries in this district, of which, on the Tyne, six manufacture white and printed wares, four white, printed, and brown wares, and three brown ware only, employing 1,200 people, and manufacturing yearly about 12,000 tons of white clay and 3,000 tons of brown clay, and consuming in the process of manufacture about 34,000 tons of coals. On the Wear there are two potteries manufacturing white and printed wares, two white, printed, and brown wares, and two brown ware only, employing about 500 people, manufacturing yearly about 4,000 tons of white clay, 1,500 tons of brown clay, and consuming in the manufacture about 14,000 tons of coals. On the Tees there are four potteries manufacturing white and printed wares, employing 500 people, manufacturing 5,000 tons of white clay and consuming 13,000 tons of coals. Two potteries at Norton manufacture brown wares; the particulars of their operations the author has not been able to obtain. The potteries in this district, being situated upon navigable rivers, have great advantages over their inland competitors, Staffordshire and Yorkshire. The expenses on clay from sea freight and inland carriage average 13s. per ton to Staffordshire, and 5s. per ton to this district; and in flints the advantage is still greater, in Staffordshire the average being 19s. per ton against 4s. 6d. per ton here. Coals, although a little dearer here per ton, are so much superior in quality that 80 tons of Newcastle coals are equal to 100 tons of Yorkshire or Staffordshire coals. About 1858 Messrs. Skinner & Co., of Stockton-on-Tees, first applied Needham & Kite’s patent filtering press for expelling the surplus water from the slip, which had formerly been done by evaporation. This is a much cleaner and better process than the old system, and is now adopted by thirty or forty potteries in England and Scotland. With the exception of three potteries in this district and at Glasgow, machinery has been very little applied to the manufacture of earthenware, and even at these works not nearly to the extent to which it is capable of being profitably adopted. One manufactory on the Tyne, Ford Pottery, having the best machinery, supplies at least 80 per cent. of the jars used by confectioners for marmalade and jam, &c., in England and Scotland. The description of goods manufactured in this district is that used by the middle and working classes, no first class goods being made here. The principal markets,[3] in addition to the local trade, are the Danish, Norwegian, German, Mediterranean, and London, for exportation to the colonies. The trade to the United States being so very small from here, the American war has affected this district less than any other.”
The potteries of the Tyne are:—
Warburton Pottery was established about 1730; its site was on Pandon Dean, Newcastle-on-Tyne. Coarse ware was, I believe, its only product. It was removed between 1740 and 1750 to Carr’s Hill, Gateshead (which see).
Newcastle Pottery, or Forth Banks Pottery, commenced operations about 1800, by Messrs. Addison and Falconer. Some years after it passed into the occupation of Messrs. Redhead, Wilson, and Co., then Messrs. Wallace and Co., who now make only brown ware, but formerly manufactured white and printed ware also.
The Stepney Bank Pottery was established about 1780 or 1790, for the production of the common earthenware. In 1801 it was occupied by Messrs. Head and Dalton; in 1816 by Messrs. Dryden, Coxon, and Basket; in 1822 by Messrs. Davies, Coxon, and Wilson; in 1833 by Messrs. Dalton and Burn, who were succeeded by Mr. G. R. Turnbull, by whom the character of the ware was considerably improved. About 1872 the works passed into the hands of Mr. John Wood, who produces both white and brown ware.
Ouseburn Bridge Pottery was commenced in 1817, by Mr. Robert Maling (see North Hylton Pottery), who manufactured white and printed ware chiefly for the Dutch market. He was succeeded, in 1853, by his son, C. T. Maling, who in 1859 built Ford Pottery, and discontinued his old works. They were re-opened under the name of the Albion Pottery, by Bell Brothers, about 1863; next by Atkinson and Galloway, and lastly by Mr. W. Morris, and were finally closed in 1872.
[4]
Ford Pottery.—This pottery was built in 1859 by Mr. Christopher
T. Maling, son of Mr. Robert Maling, who, in 1817, had removed the
Hylton pottery[1] to Newcastle. The works were erected for the purpose
of manufacturing by machinery the various goods produced by Mr. Maling,
the main bulk of which are marmalade, jam, and extract-of-beef pots.
These are of a very fine and compact white body, with an excellent
glaze made from borax without any lead; and it is said that at least
95 per cent. of these pots used by wholesale manufacturers in Great
Britain are made at this establishment. The pots being entirely made
by machinery are necessarily much more uniform in size and weight and
thickness than those produced by any other process, and these, as
well as the excellence of body and glaze, are advantages which have
been appreciated. The mark used is simply the name or MALING
impressed in the clay,
with, sometimes, the
initial of the house for whom they are made, as for “Keiller,” and so
on.
Ouseburn Pottery was built about the same date as Stepney Bank Pottery, by Mr. Yellowley, who was succeeded by Messrs. T. and J. Thompson, then by Mr. I. Maling; it was finally closed about 1864. White, printed, and brown ware were its productions.
Another “Ouseburn Pottery” was established, at the latter end of last or the early part of the present century, by Mr. Ralph Charlton, who carried on the business on a small scale for the manufacture of brown ware. On his death he was succeeded by his son, John Charlton, who after a few years gave up the business, and was succeeded by Mr. George Gray who, or his predecessor, enlarged the kilns, &c. Mr. Gray was succeeded in the business by Messrs. Morrow and Parker, from whose hands it passed into those of Mr. Rogers, who erected another kiln and otherwise extended the buildings. It was next worked by Mr. William Blakey, who held it until 1860, when it passed into the hands of Messrs. Robert Martin and Co., who still continue the business. The goods made are brown ware, and brown ware lined with white, in all the usual classes of domestic vessels.
Another “Ouseburn Pottery,” established some years ago, passed[5] in 1860 into the hands of Mr. John Hedley Walker. Its productions are plain and ornamented flower-pots, chimney-pots, and horticultural vessels of various kinds, as well as the lead-pots and lead-dishes which are so extensively used in the lead works of the district.
The Low Pottery, identical with the Ouseburn Pottery, now discontinued, was carried on by Messrs. Thompson Brothers, for the manufacture of white and Sunderland wares.
South Shore Pottery.—Now discontinued.
The Phœnix Pottery was built by John Dryden and Co., about 1821, for the manufacture of brown ware. White and printed ware were made afterwards. About 1844, it passed into the hands of Messrs. Isaac Bell and Co. for a short time; it was afterwards purchased and carried on by Messrs. Carr and Patton (who at same time had North Shields Pottery); it was then carried on by Mr. John Patton; next by Messrs. Cook Brothers, who discontinued manufacturing earthenware in 1860, and converted the premises into a Chemical Factory.
Mr. John Charlton had also a small manufactory in the Ouseburn.
St. Peter’s Pottery was established in 1817 by Messrs. Thomas
Fell and Thomas Bell under the style of “Thomas Fell & Co.,” by whom
it was carried on until 1869, when it became a limited liability
company under the same title; the shareholders being the descendants
of the original proprietors. The productions are still, as they have
always been, the ordinary classes of common earthenware, in white,
printed, and sponged varieties. The mark was formerly an anchor with
the letter F  (for “Fell”) on one side,
and the workman’s mark or number on the other, impressed in the body
of the ware. Later on this mark was discontinued, and the name FELL
substituted. Under the company only printed ware is marked, and that
bears the name FELL & Co.
(for “Fell”) on one side,
and the workman’s mark or number on the other, impressed in the body
of the ware. Later on this mark was discontinued, and the name FELL
substituted. Under the company only printed ware is marked, and that
bears the name FELL & Co.
St. Anthony’s Pottery.—This is one of the oldest potteries for fine ware on the Tyne, being established about 1780, but nothing is known as to its earlier history. In 1803 or 1804 it passed into the[6] hands of a Mr. Sewell, in whose family it has continued to the present day, under the styles of “Sewell & Donkin,” and “Sewell & Co.” The following particulars were furnished to me by the aged manager of the works, Mr. T. T. Stevenson:—
“I cannot go back to say when first begun as a Small White and Common Brown Ware Works, but about 1803 or 1804 it was taken by the Sewells, and gradually extended by them for Home trade until 1814 or 1815, when a considerable addition was made to manufacture entirely for exportation, chiefly C.C. or Cream Coloured, Painted, and Blue Printed, and when I came to the Works in 1819, the description of ware then produced say about five Gloss Ovens and two or three Enamel Kilns per week, say C.C. and best Cream Colour to imitate Wedgwood’s Table Ware then made in considerable quantities for Holland and other Continental markets, all kinds of Biscuit Painted, Printed very dark engraved patterns, also Stamping with Glue, and Printing on the Glaze from Wood Engravings, also with Glue, I believe the first that was done in this way, Gold and Silver lustre, &c. So it has been continued up to the present period by the Sewell family; but latterly not doing so much business, owing to a change of partnership, and is at present in the market for sale since the death of Mr. Henry Sewell, the natural son of the late Joseph Sewell, who was the Potter for nearly sixty years, and was a noble specimen of a good master and the old English gentleman.”
The fact of printing on pottery from wood engravings, being practised at these works, is highly interesting, as I have been enabled to ascertain that engravings by Bewick were thus brought into use; specimens are, however, very rare. In the Museum of Practical Geology are examples of St. Anthony’s ware; they bear the marks—
SEWELL SEWELL & DONKIN SEWELLS & DONKIN SEWELLS & CO.
The Carr’s Hill Pottery was the first manufactory for white ware in the North of England. Painted, enamelled, and brown ware was also made. It was established about 1750, by a Mr. Warburton, who removed to this place from Newcastle (see Warburton Pottery), and was successfully carried on by him and his successors until 1817, when it was closed. A part of the premises was afterwards carried on by Messrs. Kendall and Walker, and later still by Messrs. Isaac Fell and Co.
Sherriff Hill Pottery.—These works are carried on by Mr. George Patterson, as the successor of the firm of Jackson and Patterson. His chief productions are white ware, which are supplied largely to the Norwegian Markets.
[7]
Messrs. Lewins and Parsons are also stated to have had a pottery here for the manufacture of the common kinds of earthenware.
Tyne Main Pottery, on the opposite side of the river to St. Peter’s, was built by Messrs. R. Davies and Co., in the year 1833, and carried on by them, manufacturing white, printed, and lustre ware, chiefly for the Norwegian market. It was closed in 1851. Mr. R. C. Wilson, the managing partner, then commenced manufacturing at Seaham Harbour.
There was also a pottery at Heworth Shore, carried on by Patterson, Fordy, and Co. It was closed about 1835.
There was also a pottery at Jarrow for a few years, which manufactured brown ware only.
The “Low Light Pottery” was established in 1814, by Mr. Nicholas Bird, and afterwards passed from him, in or about 1829, to Messrs. Cornfoot, Colville, and Co. The firm was afterwards changed to Cornfoot, Patton, and Co., and on the withdrawal of Mr. Cornfoot, and the addition of Mr. John Carr, the style was changed to that of “Carr and Patten.” Next the firm was “John Carr and Co.,” and when the concern became the property of the first of these partners, the late Mr. John Carr, he and his sons carried it on under the style of “John Carr and Sons.” It is still continued by the same family under that style. Originally brown and black wares of the usual common kinds were made, in addition to the ordinary earthenware, but in 1856 these were discontinued, and the ordinary white earthenware in cream coloured, printed, painted, and lustred varieties substituted; these are the only productions of the firm. These goods are exported principally to the Mediterranean ports and to Alexandria, for transport to Cairo, and by the Red Sea to Bombay, &c. It is for these markets that the goods are mainly manufactured. In brown ware, common mugs, butter-jars, pancheons, milk-pans, &c., were produced; and in black ware, Egyptian black and smeared tea-pots, cream ewers, and other articles were produced. The mark, which, however, has been but seldom used, is a stag’s head.
The Tyne or Shields Pottery was established about 1830, by a Mr. Robertson, from whom, about 1845, it passed into the hands of Mr.[8] John Armstrong; by whom the works were considerably enlarged. In 1871 the concern was purchased by Messrs. Isaac Fell and George Shields Young, by whom it is still carried on under the style of “Isaac Fell and Co.” The goods manufactured are “Sunderland” and “brown” wares, of which large quantities are shipped for the Continent, as well as supplied to the London, Scottish, and other home markets. The goods are, as usual, made from the common brick clay, and after drying are lined inside with white slip; and they are glazed with lead glaze. The “Tyne Pottery” is, with the exception of the works of Messrs. Harwood, at Stockton-on-Tees, the largest in the district for this kind of pottery.
The Potteries of the Wear are:—
A pottery was established here in 1762, by Messrs. Christopher Thompson and John Maling, for the manufacture of the ordinary brown and white earthenware for the home trade, and also for France: the first printed ware made in the North of England was manufactured here. The works were also celebrated for their enamel and lustre wares. In 1817 their successor, Mr. Robert Maling, removed his works from Hylton to the neighbourhood of Newcastle-on-Tyne, where he manufactured principally for the Dutch markets. They were afterwards carried on by Dixon, Austin, Phillips, and Co., who at the same time carried on the Sunderland Pottery (which see).
In the Mayer Museum is an excellent example of this lustre ware. It is a large jug, of creamy-white earthenware, very light, ornamented with purple lustre in wavy lines, &c. On one side of the jug is an engraved and coloured view of the iron bridge over the river Wear, and underneath it (engraved and transferred from the same plate) in three small ovals, with borders, &c., are the inscriptions:—“A South-East View of the Iron Bridge over the Wear, near Sunderland. Foundation-stone laid by R. Burdon, Esq., September 24th, 1795. Opened, August 9th, 1796. Nil Desperandum. Auspice Deo.” “Cast Iron, 214 tons; Wrought do., 40.” “Height, 100 feet; Span, 256.” “J. Phillips, Hylton Pottery.” On the other side of the jug is another engraving, having in its centre a tree, on one side of which, in the distance, is a ship, and on the other a public-house. In the foreground of the ship side of the tree is a sailor; and on the other a woman with hat and feathers, an[9] umbrella, and a little dog. Underneath are the words—“Jack on a Cruise. ‘Avast there! Back your maintopsail.’” In front of the jug, beneath the spout, in an oval, occurs the verse:—
In my own collection is another example of this white ware with purple “lustre-splash” ornament. On one side is an engraving, in an oval, of the same bridge; and around the oval the inscription—“A West View of the Cast Iron Bridge over the River Wear; built by R. Burdon, Esq. Span, 236 feet; height, 100 feet. Begun, 24 Sept., 1795. Opened, 9 Aug., 1796.” On the other side, a ship in full sail. Another example is a punch-bowl. Like the others, it is decorated with purple lustre, and with views, ships, and verses in transfer-printing. On the bottom, inside, is a similar view of the Wear bridge to the one just described, in an oval, with the same inscription. The inside is divided into three compartments, in one of which is a ship in full sail, with the words—
in another, in a border of flowers, surmounted by a small ship, is this verse:—
and on the third, is a similar border:—
[10]
On the outside, are also three engravings. The first is a ship in full sail; the next a border of flowers with a small “world” at top, with the verse:—
and the third has a border of flowers and the verse:—
The works of Messrs. John Dawson & Co. were erected by them in 1800, and were carried on by the firm until 1864, when, on the death of the last of the family, Mr. Charles Dawson, they were closed and converted into bottle houses; these were destroyed by fire. The flint mill was taken by Mr. Ball, of the Deptford Pottery, who grinds large quantities of flint for both home consumption and export. The mark was simply the name “DAWSON” impressed in the ware. A part of the premises were, several years afterwards, used as a brown ware manufactory, and later still by Messrs. Isaac Fell and Co.
The Southwick Pottery was built in 1788, by Mr. Anthony Scott, who had, previously to that time, carried on a small potwork at Newbottle, and it is still the property of one of his descendants, Mr. Anthony Scott, and is carried on by that family, under the style of “Scott Brothers and Co.” At these works, which are among the most successful in the district, and where especial care is taken as to quality of the productions, the usual classes of white, coloured and brown earthenware are produced. In these works upwards of 150 “hands” are employed. The goods are made for foreign markets, the greater part being exported to Denmark and Germany. Messrs. Scott Brothers and Co., of these works, stand—and deservedly so—high in the scale of manufacturers, and their goods,[11] whether of the finer or of the commoner classes, are in good repute, and are well calculated for an extensive home trade.
The Wear Pottery, founded by Messrs. Brunton & Co., in 1803, and soon after carried on by Messrs. Samuel Moore & Co., passed, about 1861, into the hands of its present proprietor, Mr. Robert Thomas Wilkinson, by whom it is carried on under the style of “Samuel Moore & Co.” The goods manufactured are the ordinary descriptions of white, sponged, and printed earthenware, and also brown ware, for the English, German, and Danish markets.
The High Southwick Pottery, for Sunderland ware, is carried on by Mr. Thomas Snowball.
Deptford Pottery.—These works were established at Diamond Hall, in 1857, by Mr. Wm. Ball for the manufacture of flower-pots, in which he effected many important improvements, one of the principal of which is the “making them hollow footed, or with concave bottoms, with apertures for drainage and air, and kept free from the attacks of worms. This gives them a superiority over most, and has gained an extensive patronage.” In 1863 the manufacture of “Sunderland Ware”—glazed brown earthenware lined with white—was introduced, and is carried on very largely for the London and Scottish markets. At these works, too, suspenders, highly decorated, and other flower vases, seed-boxes, &c., are extensively made. Machinery has lately been introduced which very much facilitates the manufacture of the ware.
The Sheepfold Pottery, for Sunderland ware, is carried on by Messrs. T. J. Rickaby & Co.
The Sunderland Pottery or the Garrison Pottery, also established by Mr. Phillips, and carried on by Dixon, Austin, Phillips, and Co., produced white and Queen’s ware, in all the usual variety of articles. Sponged, printed, painted, and lustred earthenware were also produced. The works are now discontinued. The marks were
PHILLIPS & CO. PHILLIPS & CO.
Phillips & Co. SUNDERLAND, 1813
PHILLIPS & CO.
SUNDERLAND POTTERY.
[12]
In the Mayer collection is a well-painted quart mug, with allegorical group of the arts, with the name “W. DIXON, 1811,” pencilled on the bottom. Among other examples in the Jermyn Street Museum are a printed coloured and lustred jug, bearing on one side the common view of the bridge over the Wear, and on the other the Farmers’ Arms, while in front are the words—“Forget me not,” within a wreath. It bears the name DIXON AUSTIN & CO., SUNDERLAND. Figures were also produced, and marked examples may be seen in the same museum. The name occurs in various ways beyond those just given. Thus, among others, are “W. Dixon,” “Dixon & Co.,” “Dixon & Co., Sunderland Pottery,”
DIXON AUSTIN & CO
Sunderland Pottery
DIXON & CO
Sunderland Pottery
DIXON & CO
SUNDERLAND
A manufactory was built here about the year 1836 for the manufacture of brown ware by Captain Plowright, of Lynn, and in 1838 it was altered into a white and printed ware manufactory, by a number of workmen from Messrs. Dawson and Co., of Hylton; it was closed about the year 1841, and re-opened in 1851, by Mr. R. C. Wilson, and finally closed in 1852.
These works were founded about 1755, by Mr. Byers, and he manufactured both brown and white wares. They passed into the hands of Mr. Anthony Scott, who carried them on until 1788 (see “Southwick”). They are now discontinued. A pottery for the manufacture of common brown ware, and flower-pots, &c., was also carried on by Messrs. Broderick, but is now discontinued.
New Moor Pottery, at Evenwood, carried on by Mr. George Snowdon for the manufacture of brown ware.
The potteries of the Tees are:—
Stafford Pottery.—Several earthenware manufactories have been carried on at this place, and, at the present day, there are four pot-works in operation, at each of which a considerable number of[13] hands are employed. The largest, called the “Stafford Pottery,” at South Stockton, or Thornaby, was established, in 1825, by Mr. William Smith, a builder of Stockton, for the manufacture of the ordinary brown ware. Determining shortly afterwards to add the general earthenware to its productions, he visited Staffordshire, and engaged and ultimately took into partnership Mr. John Whalley, a Staffordshire potter of considerable skill, to carry on the work. The firm commenced, under the style of “William Smith & Co.” in January, 1826. In 1829, in order further to extend the concern and increase its capital, a partnership was entered into with Messrs. William and George Skinner, sons of Mr. Skinner, banker, of Stockton, and continued for some years, when Mr. George Skinner having purchased the interest of his brother, and of Mr. William Smith, changed the name of the firm to that of “George Skinner & Co.” By Mr. George Skinner and Mr. Whalley it was carried on for some years, when the latter retired, and the management devolved on Mr. Ambrose Walker, who, shortly after the death of Mr. Skinner in April, 1870, succeeded to the business, and still carries it on in connection with the executors of Mr. Skinner under the style of “Skinner and Walker.” Mr. Walker is a native of Hanley, and in 1837, when a boy, came to Stockton with his father, who at that time entered the service of Messrs. Smith & Co. In 1843 he became junior clerk, and was instructed in the art of potting by Mr. Whalley, who subsequently transferred to him his valuable receipts.
It is worthy of remark that at these works for many years past, no thrower is employed; this important branch of the art being entirely superseded by machinery, for the application of which to potting the firm has acquired a high reputation.
The goods manufactured were principally “Queen’s ware;” a fine white earthenware; and a fine brown ware, which were shipped in large quantities for Belgium, Holland, and some parts of Germany. I am also informed that the firm at one time established a branch pottery at Genappes, near Mons, in Belgium, sending workmen from Stockton; and that the manufactory there was carried on under the style, of “Capperman & Co.” One mark is—
W. S. & CO.
QUEEN’S WARE.
STOCKTON.
[14]
impressed in the body. Other examples have simply the words
STOCKTON.
or
S. & W.
QUEEN’S WARE.
STOCKTON.
or the same, without the initials impressed upon them.
In 1848 the firm consisted of William Smith, John Whalley, George Skinner, and Henry Cowap, and in that year an injunction was granted restraining them from using, as they had illegally done, the name of “Wedgwood & Co.” or “Wedgewood,” stamped or otherwise marked on goods produced by them. The following is the official notification of this matter, which I here reprint from my “Life of Wedgwood:”
“Vice-Chancellor of England’s Court,
“Lincoln’s Inn, 8th August, 1848.
“In Chancery.
“Wedgwood and others against Smith and others.
“Mr. Bethell on behalf of the Plaintiffs, Francis Wedgwood and Robert Brown (who carry on the business of Potters, at Etruria, in the Staffordshire Potteries, under the Firm of ‘Josiah Wedgwood and Sons’), moved for an Injunction against the defendants, William Smith, John Whalley, George Skinner, and Henry Cowap (who also carry on the business of Potters, at Stockton, in the County of Durham, under the firm of ‘William Smith and Company’), to restrain them and every of them, their Agents, Workmen, or Servants, from stamping, or engraving, or marking, or in any way putting or placing on the Ware manufactured by them, the Defendants, the name ‘Wedgwood’ or ‘Wedgewood,’ and from in any manner imitating or counterfeiting such name on the Ware manufactured by the Defendants since the month of December, 1846, or hereafter to be manufactured by the Defendants, with the name ‘Wedgwood’ or ‘Wedgewood,’ stamped, engraved, or otherwise marked or placed thereon. M‘r. Bethell stated that the trade mark ‘Wedgwood’ had been used by the family of the Wedgwoods for centuries; he would not, however, go further into the matter at present, because Mr. Parker appeared for the Defendants, and it might become necessary—with whom, and himself, it had been arranged by consent on Mr. Parker’s application on behalf of the Defendants, for time to answer the Plaintiffs’ Affidavits—that the Motion should stand over until the Second Seal in Michaelmas Term next; and that in the meantime the Defendants should be restrained as above stated; except that for the words, ‘since the month of December, 1846,’ the words, ‘since the month of July, 1847,’ should be substituted. Mr. J. Parker said he appeared for the Defendants, and consented without prejudice; and on his application for time to answer the Plaintiff’s Affidavits, the Court made an order accordingly.
“On the 9th day of November, being the Second Seal in Michaelmas term, 1848, Mr. E. Younge, as counsel for the above-named Plaintiffs, moved for, and obtained, a perpetual Injunction against the Defendants in the Terms of Mr. Bethell’s Motion, substituting for the words, ‘since the month of December, 1846,’ the words, ‘since the month of July, 1874;’ the Defendants consenting to pay to the Plaintiffs their costs.
“Solicitor for the Plaintiffs,
“Samuel King,
“Furnival’s Inn, Middlesex.”
In 1845, Messrs. George Skinner and John Whalley took out a[15] patent for “certain improvements in the manufacture of earthenware pastes and vitreous bodies, and also a new composition and material for the same, with certain new modes of combination thereof, which improvements, compositions, and combinations are applicable to the manufacture of earthenware pastes, vitreous bodies, slabs, tiles, and pavement, and various other useful and ornamental purposes, and is especially adapted for grave indicators, hydrant indicators, etc., as it is impervious to all weather and unaffected by change of atmosphere.” This consists in “combining chalk or carbonate of lime in union with silica, flint, or silex.” In the specification seven compositions are given, five of which are for ware and the other two for glaze. The compositions for ware are various “combinations of the above substances, and they contain besides, some or all of the following substances, namely, Cornwall stone, china clay, ball clay, felspar, helspar, or sulphate of barytes.” The wares may be tinted with the oxides generally used. Nos. 1 and 2 compositions do not require glazing; Nos. 3, 4, and 5 can be glazed with glazes which either do or do not contain lead. In this patent two glazes without lead are claimed. One of these is made of felspar and chalk, and the other of chalk, silica, flint, or silex, Cornwall stone, china clay, ball clay, and felspar, mixed in certain proportions.
The “North Shore Pottery” was established about 1840, by Mr. James Smith, afterwards of Danby Grange, near Yarm, in Yorkshire, and was carried on by his nephew, Mr. William Smith, Jun. (son of the William Smith to whom I have alluded as the founder of the “Stafford Pottery”), under the style of “William Smith, Jun., and Co.” Subsequently to this the business was carried on successively under the styles of “G. F. Smith and Co.” and “G. and W. Smith.” A few years ago the senior partner, Mr. S. P. Smith, retired from the concern, and since then it has been continued solely by Mr. William Smith, son of the founder and still present owner of the works.
The classes of goods made at this pottery were both in white and cream-coloured wares, and some of the examples of the first productions are of excellent quality. The markets for which, principally, the “North Shore Pottery” goods were and are made, are, besides the home trade—which is principally confined to London and the South of England—Holland, Germany, and Denmark. Large quantities of wares are also exported to Constantinople, and other[16] Mediterranean markets. The goods now made are the usual classes of white earthenware, and printed and coloured goods, in dinner, teas, toilet, and other services; bread, cheese, and other trays of good design; mugs, jugs, basins, and all the usual varieties of domestic vessels. In quality they equal the ordinary classes of Staffordshire ware, and many of the printed patterns (notably, perhaps, the “Danby”) are of a superior kind. The “sponge patterns” for foreign markets are extensively used, and green-glazed ware in flower-pots, &c., are also made.
The impressed mark at the present time is
W. S.
Stockton.
The printed marks, besides an ornamental border and the name of the pattern, bear simply the initials W. S.
Other potteries are Mr. Ainsworth’s, at North Stockton, for white and printed wares; Mr. Thomas Harwood “The Norton Pottery,” at Norton, for Sunderland and yellow wares; and Messrs. Harwood Brothers, “Clarence Pottery,” for Sunderland ware.
The Middlesborough Pottery was established in 1831; the first oven being fired in April of that year, and the first order shipped to Gibraltar in September. They were the first public works established in Middlesborough. From 1831 to 1844 the firm traded under the style of “The Middlesborough Pottery Company,” and from that year until 1852 as “The Middlesborough Earthenware Company.” From 1852 to the present time the firm has traded under the name of the proprietors as “Messrs. Isaac Wilson & Co.” The works, with wharf, occupy an area of about 9,702 square yards.
At the first commencement of the works the proprietors directed their attention to the production of the better classes of ordinary earthenware for the continental trade, and in the same year in which the works were started, their present extensive warehouse at Roding’s Mart, Hamburg, was established. The goods produced are the ordinary “opaque china,” cream-coloured ware, and lustre enamelled ware in dinner, tea, and toilet services, and all the general classes of domestic vessels, enamelled flower pots, bread trays, &c. Some of these are of very good quality, and the printed services are equal to the more ordinary Staffordshire goods. The principal impressed marks, used are the following—
The printed marks indicating the pattern have, in addition to the[17] name of the pattern (“Convolvulus,” “Trent,” “Nunthorpe,” &c.) the initials of the firm, as “M. P. & Co.” for “Middlesborough Pottery Company,” and “I. W. & Co.” for “Isaac Wilson & Co.”
Wolviston Pottery, now discontinued, formerly produced yellow ware.
Coxhoe Pottery, also discontinued, produced Sunderland ware.
There were formerly pot-works here; but no trace of them is now left, save the name of the street, “Potter Gate,” where they existed. The former name of this street was, in 1567, “Barresdale Street,” but potters having there located themselves, it became gradually changed. Another old street in this town now known as “Clayport,” was formerly called “Clay-peth,” peth being a provincialism for a steep road, and clay the nature of the soil; probably it was this clay that the Alnwick potters turned to good account.
[18]
Liverpool Pottery—Shaw’s Delft Ware—Shaw’s Brow—Zachariah Barnes—Sadler and Green—Transfer Printing—Wedgwood’s Printed Ware—Drinkwater’s Works—Spencer’s Pottery—Richard Chaffers—Reid and Co.’s Works—The Penningtons—Patrick’s Hill Works—The Flint Pottery—Herculaneum Works—Warrington Pottery and China—Runcorn—Prescot—St. Helen’s—Seacombe.
It would, perhaps, scarcely be expected that in such a busy, bustling, and gigantic place of enterprise and commercial activity as Liverpool—in the midst of shipping of every description, and surrounded by the most enormous and busy undertakings of one kind or other—we should successfully look for the full and perfect accomplishment of so quiet, so unostentatious, so peaceful, and so delicate an art as that of the potter. But thus it is; and Liverpool, which counts its docks by tens, its wharves and stores by hundreds, its shipping by thousands, and its wealth by millions—which can boast its half-million inhabitants, its overground and under-ground railways, and every appliance which skill and enterprise can give or trade and commerce possibly require—which has undertaken the accomplishment of some of the most wonderful and gigantic schemes the world ever knew, and has carried them out in that spirit of commendable and boundless energy that invariably characterises all its actions—has not been behindhand with its more inland and more modest neighbours in the manufacture of delicate porcelain, and of pottery of the most fragile nature.
It is more than probable that in mediæval times the coarse ware of the period—the pitchers, porringers, dishes, &c.—was made on the banks of the Mersey. The first mention of pottery, however, occurs in 1674, when the following items appear in the list of town dues:—
“For every cart-load of muggs (shipped) into foreign ports, 6d. For every cart-load of muggs along the coasts, 4d. For every crate of cupps or pipes into foreign ports, 2d. For every crate of cupps or pipes along the coast, 1d.”
[19]
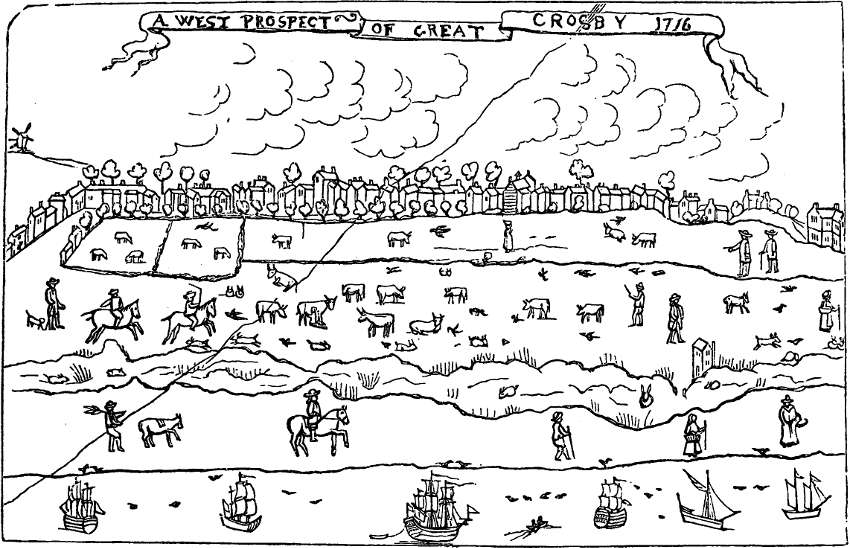
A WEST PROSPECT OF GREAT CROSBY 1716
Fig. 1.
Shaw’s Delft Ware Works.—The earliest potwork of which there is any reliable information, appears to have been that of Alderman Shaw, situated at Shaw’s Brow, which afterwards became a complete nest of pot-works belonging to different individuals. At these works was most probably made the earliest known dated example of Liverpool delft ware. This is a large oblong-square plaque, unique in its size and decoration, which is preserved in the Mayer museum, and is shown on Fig. 1. It is of fine delft ware, flat in surface, and measures 2 feet 7 inches in length, by 1 foot 8 inches in depth, and is nearly three quarters of an inch in thickness. The body is composed of the ordinary buff-coloured clay, smeared, like what are usually called “Dutch tiles,” on the face with a fine white clay, on which the design is drawn in blue, and then glazed. The plaque represents the village of Great Crosby as seen from the river Mersey, and bears the name and date, “A west prospect of Great Crosby, 1716,” on a ribbon at the top. In the foreground is the river Mersey, with ships and brigs, and a sloop and a schooner. The large ship in the centre of the picture has a boat attached to her stern, and another boat containing two men is seen rowing towards her, while on the water around them are a number of gulls and other sea-birds. On the sandy banks of the river are several figures,[20] consisting of a woman with a basket on her arm, apparently looking across the river; another woman, also with a basket on her arm, walking with a long stick; a man also walking with a stick; a gentleman on horseback; and a man driving an ass before him. Beyond these figures rise the sandbanks, covered with long grass and heather, in which is a rabbit warren. The warren keeper’s house is shown, as are also numbers of rabbits. Beyond this again, in the open space, are a number of figures: men are seen galloping on horseback; women are carrying baskets; men are walking about, some with dogs, others without; and the intermediate space is pretty well studded with cattle, rabbits, and birds; a milkmaid milking one of the cows. Behind this, again, the ground is divided by hedgerows into fields, in which are cattle, people walking to and fro, and a milkmaid carrying a milkpail on her head. In the background is the town of Great Crosby, including the school-house and numerous other buildings, with long rows of trees, palings, gates, and other objects incidental to the scene. To the left of the spectator is Crosby windmill, still standing; and those[21] who are best acquainted with the aspect of the place, as seen from the river at the present day, say that little alteration has taken place in the village; that this view, taken a hundred and fifty years ago, might well pass for one just executed.
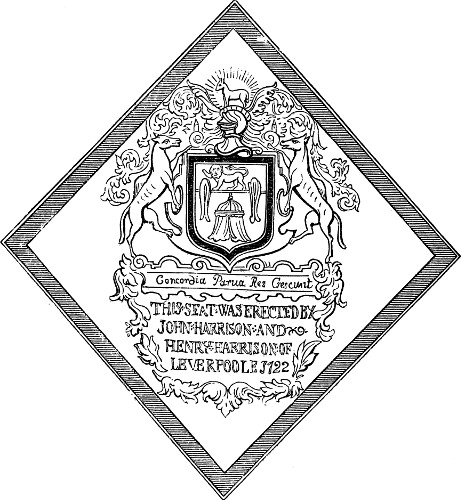
Concordia Parua Res Crescunt
THIS SEAT WAS ERECTED BY
JOHN HARRISON AND
HENRY HARRISON OF
LEVERPOOLE 1722
Fig. 2.
Another plaque, Fig. 2, is of a few years later date, 1722. It is affixed to the wall over one of the seats of old Crosby Church, and bears the arms of the Merchant Taylors’ Company, viz., argent, a royal tent between two parliament robes, gules, lined ermine; on a chief azure, a lion of England; crest, a Holy Lamb in glory, proper; supporters, two camels, or; motto, “Concordia parvæ res crescunt.” Below is the inscription—“THIS SEAT WAS ERECTED BY JOHN HARRISON AND HENRY HARRISON, OF LEVERPOOLE, 1722.” This plaque measures sixteen inches on each side, and is nearly an inch and a half in thickness. It is of precisely the same kind of ware as the view of Crosby, and was doubtless the production of the same establishment. John and Henry Harrison are said to have been natives of Crosby, the grammar school of which village they erected and endowed, after having made large fortunes as merchants in London, the trust being held by the Company of Merchant Taylors. Mr. Mayer mentions that another of these curious plaques, or slabs, was attached to the front of a house at Newton-cum-Larten. It was circular, and bore the arms of Johnson and Anton impaled, with the date 1753. The Mr. Johnson whose armorial bearings it represents, was afterwards Mayor of Liverpool, and formed St. James’s Walk. He married Miss Anton, an heiress, and built the house where the slab was affixed, and which is believed to have been made and presented to him for that purpose by his brother alderman, Mr. Shaw, the potter. Another dated example is a mug in the Mayer museum shown on the accompanying engraving. It is decorated with borders in blue and black, and bears on its front the initials and date
P
I · R
1728

Fig. 3.
There were, it appears, two potters, at least, of the name of Shaw—Samuel Shaw, who died in October, 1775, and Thomas Shaw, who,[22] I believe, was his son. The works were, as I have stated, at a place which, from that circumstance, took the name of Shaw’s Brow, a rising piece of ground on the east side of the rivulet that ran at the bottom of Dale Street. Here the early pot-works were established, and here in after years they increased, until the whole “Brow” became one mass of potter’s banks, with houses for the workmen on both sides of the street; and so numerous were they that, according to the census taken in 1790, there were as many as 74 houses, occupied by 374 persons, the whole of whom were connected with the potteries. At these works, Richard Chaffers, to whom credit is due for the advances he made in the manufacture of porcelain, was apprenticed to Shaw, and on the Brow he established his own manufactory. In 1754 the following very interesting little notice of these pot-works occurs in “The Liverpool Memorandum Book:”—
“The chief manufactures carried on here are blue and white earthenware, which at present almost vie with China. Large quantities are exported for the colonies abroad.”

Fig. 4.
Of about this period are some examples in the Mayer museum. Fig. 4 is a magnificent punch-bowl, measuring 17½ inches in diameter, and of proportionate depth. It is of the ordinary Delft ware; its decorations painted in blue. At the bottom of the bowl, inside, is a fine painting of a three-masted ship, in full sail, with streamer flying at the mast-head, the Union Jack at the jib, and a[23] lion for a figure-head. This bowl was “made for Captain Metcalfe, who commanded the Golden Lion, which was the first vessel that sailed out of Liverpool on the whale fishery and Greenland trade, and was presented to him on his return from his second voyage, by his employers, who were a company composed of the principal merchants of Liverpool, in the year 1753.” The size of the bowl, and the excellence of its decorations and workmanship, show to what perfection Shaw had arrived in this manufacture. Among other articles besides mugs and punch-bowls, were char-pots; these, like the rest, are of Delft ware, and usually decorated with fishes around their outsides. One (Fig. 5) bears the initials I. B. Figs. 6 and 7 are two mugs, of the same body and glaze as the plaques already described. The larger one, a quart mug, is ornamented with flowers, painted in blue, green, and black, and bears the initials and date T. F. 1757, the initials being those of Thomas Fazackerley, to whom it was presented by its maker, a workman at Shaw’s pottery. In 1758, Mr. Fazackerley having married, his friend made the smaller of the two mugs, a pint one, on which he placed the initials of the lady, Catherine Fazackerley, and the date C. F. 1758 within an oval on its front. This mug is decorated with flowers, painted in green, yellow, and blue. Fig. 8 is one of a pair of cows, 4¾ inches in height; the upper half of each lifts off. They are excellently modelled, and painted in flowers, evidently by the same artist as the Fazackerley mugs, in yellow, blue, and green. Fragments of figures were, I believe, found in excavating on the site of Shaw’s pottery.
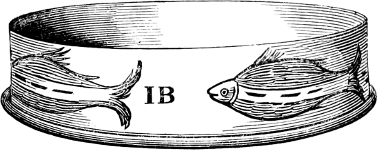
Fig. 5.

Figs. 6 and 7.
Another dated example of about this period is a fine Delft ware bowl, on the outside of which are painted birds, butterflies, and flowers, and on the inside a man-of-war, painted in blue and colours, with the inscription, “Success to the Monmouth, 1760.”
[24]
Fig. 8.
Figs. 9 to 12.
A most interesting matter in connection with the Delft ware works at Shaw’s Brow is the fact of a number of broken vessels being discovered on its site during excavations for building the Liverpool Free Library and Museum, in 1857. On that occasion an old slip-vat was found containing clay, which might probably have been prepared as early as 1680. The clay was of the common coarse kind, the same as the general body of Delft ware. Of this clay so discovered Mr. Mayer had a vase thrown and fired. Some of the Delft cups, &c., exhumed are shown on Figs. 9 to 14. These are all of a pinkish white; one only having a pattern painted in blue. Another example of Delft ware (Fig. 15), said to be of Liverpool make, in Mr. Mayer’s collection, is one of a pair of flower vases, of good design, with heads at the sides, and elaborately painted in blue. It is marked on the bottom—
W
D A
in blue. Another example (Fig. 16), said to be of Liverpool make, is the puzzle jug, and bears the very appropriate motto, painted in blue—
Zachariah Barnes.—another maker of Delft ware in Liverpool—was a native of Warrington, and brother to Dr. Barnes, of Manchester.[25] He was born in 1743, and having learned the “art, mystery, and occupation” of throwing, &c., commenced business as a potter in the old Haymarket, at the left-hand side in going to Byrom Street. He is said to have first made China, but afterwards turned his attention to Delft ware, and soon became proficient in the art. The principal varieties of goods made by him were jars and pots for druggists; large dishes, octagonal plates and dishes for dinner services; “Dutch tiles;” labels for liquors; potted-fish pots, &c., &c. Of the druggist’s jars, of which he made considerable quantities, it is said that the labelling in his time underwent no less than three changes from alterations in the pharmacopæia.

Fig. 13.

Fig. 14.

Fig. 15.
Fig. 16.
The large round dishes made by Barnes were chiefly sent into Wales, where the simple habits of their forefathers remained unchanged among the people long after their alteration in England; and the master of the house and his guest dipped their spoons[26] into the mess and helped themselves from the dish placed in the middle of the table. Quantities of this ware were sent to the great border fairs, held at Chester, whither the inhabitants of the more remote and inaccessible parts of the mountain districts of Wales assembled to buy their stores for the year. The quality of this ware was very coarse, without flint, with the usual Delft-like thick tin glaze. But Barnes’s principal forte lay in the manufacture of square tiles, then much in vogue. When these tiles were required to be printed, that part of the work was done by Messrs. Sadler and Green. So large was the sale of this article, that Mr. Barnes has been heard to say he made a profit of £300 per annum by his tiles alone, he having a monopoly of the trade. He also made large quantities of pots for potting char, which were sent to the lakes. The ovens were fired with turf brought from the bogs at Kirkley, and on the night of firing, the men were always allowed potatoes to roast at the kiln fires, and a certain quantity of ale to drink.

WORMWOOD
Fig. 17.
The labels for different kinds of liquors, to which I have just alluded as being largely made by Barnes, were of various sizes, but generally of one uniform shape; the one engraved (Fig. 17) being five a and half inches long. Examples in the Mayer Museum are respectively lettered for Rum, Cyder, Tent, Brandy, Lisbon, Peppermint, Wormwood, Aniseed, Geneva, Claret, Spruce, Perry, Orange, Burgundy, Port, Raisin, and other liquors. They are of the usual common clay in body, faced with fine white slip and glazed.
Fig. 18.
The tiles made by Zachariah Barnes were usually five inches square, and about a quarter of an inch in thickness, and were used for lining fire-places, forming chimney-pieces, and other domestic purposes. Originally, the tiles were painted in the ordinary Delft style, with[27] patterns of various kinds—flowers, landscapes, ships, groups, &c.—usually in blue, but sometimes in colours. A plaque of Liverpool Delft, painted in two or three colours (in the possession of Mr. Benson Rathbone), is shown on Fig. 18; it represents a bird in a cage, the perspective of which is more curious than accurate.
Sadler and Green.—The tiles to which I have alluded bring me to a very interesting part of the subject of this chapter. I mean the introduction of printing on earthenware, an invention which has been attributed to, and claimed by, several places, and which will yet require further research to entirely determine. At Worcester it is believed the invention was applied in the year 1756, and it is an undoubted fact that the art was practised there in the following year, a dated example of the year 1757 being, happily, in existence.[2] At Caughley transfer-printing was, as I have already shown, practised at about the same period. At Battersea, printing on enamels was, it would seem, carried on at about the same date, or probably somewhat earlier. At Liverpool it is certain that the art was known at an earlier period than can with safety be ascribed to Worcester. A fine and exquisitely sharp specimen of transfer-printing on enamel, dated 1756, is in Mr. Mayer’s possession. It is curious that these two earliest dated exemplars of these two candidates for the honour of the invention of printing on enamels and earthenware, Liverpool and Worcester, should be portraits of the same individual—Frederick the Great of Prussia. But so it is. The Worcester example is a mug, bearing the royal portrait with trophies, &c., and the date 1757; the Liverpool one an oval enamel (and a much finer work of art), with the name, “J. Saddler, Liverpl. Enaml.”
The art is said to have been invented by this John Sadler, of Liverpool, in 1752. In Moss’s “Liverpool Guide,” published in 1790, it is stated:—“Copper-plate printing upon china and earthenware originated here in 1752, and remained some time a secret with the inventors, Messrs. Sadler and Green, the latter of whom still continues the business in Harrington Street. It appeared unaccountable how uneven surfaces could receive impressions from copper-plates. It could not, however, long remain undiscovered that the impression from the plate is first taken upon paper, and thence communicated to the ware after it is glazed. The manner in which this continues to be done here remains still unrivalled in perfection.”
[28]
John Sadler, the inventor of this important art, was the son of Adam Sadler, a favourite soldier of the great Duke of Marlborough, and was out with that general in the war in the Low Countries. While there, he lodged in the house of a printer, and thus obtained an insight into the art of printing. On returning to England, on the accession of George I., he left the army in disgust and retired to Ulverstone, where he married a Miss Bibby, who numbered among her acquaintance the daughters of the Earl of Sefton. Through the influence of these ladies he removed to Melling, and afterwards leased a house at Aintree. In this lease he is styled “Adam Sadler, of Melling, gentleman.” The taste he had acquired in the Low Countries abiding with him, he shortly afterwards, however, removed to the New Market, Liverpool, where he printed a great number of books—among which, being himself an excellent musician, one called “The Muses’ Delight” was with him an especial favourite. His son, John Sadler, having learned the art of engraving, on the termination of his apprenticeship bought a house from his father, in Harrington Street, for the nominal sum of five shillings, and in that house, in 1748, commenced business on his own account. Here he married a Miss Elizabeth Parker, daughter of Mr. Parker, watchmaker, of Seel Street, and soon afterwards became engaged in litigation. Having got together a good business, his fellow townsmen became jealous of his success, and the corporation attempted to remove him as not being a freeman of Liverpool, and therefore having no right to keep a shop within its boundaries. Disregarding the order of removal, the corporation commenced an action against him, which he successfully defended, and showed that the authorities possessed no power of ejection. This decision was one of great importance to the trading community, and opened the door to numberless people who commenced business in the town.
Mr. John Sadler was, according to Mr. Mayer, the first person who applied the art of printing to the ornamentation of pottery, and the story of his discovery is thus told:—Sadler had been in the habit of giving waste and spoiled impressions from his engraved plates to little children, and these they frequently stuck upon pieces of broken pot from the pot-works at Shaw’s Brow, for their own amusement, and for building dolls’ houses. This circumstance gave him the idea of ornamenting pottery with printed pictures, and, keeping the idea secret, he experimentalised until he had nearly succeeded, when he mentioned the circumstance to Guy Green, who had then recently[29] succeeded Mr. Adam Sadler in his business. Guy Green was a poor boy, but spent what halfpence he could get in buying ballads at the shop of Adam Sadler. Sadler liking the lad, who was intelligent beyond his age or his companions, took him into his service and encouraged him in all that was honourable. John Sadler having, as I have said, mentioned his discovery to Guy Green, the two “laid their heads together,” conducted joint experiments, and having ultimately succeeded, at length entered into partnership. This done, they determined to apply to the king for a patent; which, however, under the advice of friends, was not done.
The art was first of all turned to good account in the decoration of tiles—“Dutch tiles,” as they are usually called—and the following highly interesting documents relating to them, which are in the possession of Mr. Mayer, and to whom the antiquarian world is indebted for first making them public, will be read with interest:—
“I, John Sadler, of Liverpoole, in the county of Lancaster, printer, and Guy Green, of Liverpoole, aforesaid, printer, severally maketh oath that on Tuesday, the 27th day of July instant, they, these deponents, without the aid or assistance of any other person or persons, did within the space of six hours, to wit, between the hours of nine in the morning and three in the afternoon of the same day, print upwards of twelve hundred Earthenware tiles of different patterns, at Liverpoole aforesaid, and which, as these deponents have heard and believe, were more in number and better and neater than one hundred skilful pot-painters could have painted in the like space of time, in the common and usual way of painting with a pencil; and these deponents say that they have been upwards of seven years in finding out the method of printing tiles, and in making tryals and experiments for that purpose, which they have now through great pains and expence brought to perfection.
“Taken and sworn at Liverpoole, in the county of Lancaster, the second day of August, one thousand seven hundred and fifty-six, before William Statham, a Master Extraordinary in Chancery.”
“We, Alderman Thomas Shaw and Samuel Gilbody, both of Liverpoole, in the county of Lancaster, clay potters, whose names are hereunto subscribed, do hereby humbly certifye that we are well assured that John Sadler and Guy Green did, at Liverpoole aforesaid, on Tuesday, the 27th day of July last past, within the space of six hours, print upwards of 1,200 earthenware tiles of different colours and patterns, which is upon a moderate computation more than 100 good workmen could have done of the same patterns in the same space of time by the usual painting with the pencil. That we have since burnt the above tiles, and that they are considerably neater than any we have seen pencilled, and may be sold at little more than half the price. We are also assured the said John Sadler and Guy Green have been several years in bringing the art of printing on earthenware to perfection, and we never heard it was done by any other person or persons but themselves. We are also assured that as the Dutch (who import large quantities of tiles into England, Ireland, &c.) may by this improvement be considerably undersold, it cannot fail to be of great advantage to the nation, and to the town of Liverpoole in particular, where the earthenware manufacture is more extensively carried on than in any other town in the kingdom; and for which reasons we hope and do not doubt the above persons will be indulged in their request for a patent, to secure to them the profits that may arise from the above useful and advantageous improvement.
[30]
“Liverpoole, August 13th, 1756.
“Sir,
“John Sadler, the bearer, and Guy Green, both of this town, have invented a method of printing potters’ earthenware tyles for chimneys with surprising expedition. We have seen several of their printed tyles, and are of opinion that they are superior to any done by the pencil, and that this invention will be highly advantageous to the kingdom in generall, and to the town of Liverpoole in particular.
“In consequence of which, and for the encouragement of so useful and ingenious an improvement, we desire the favour of your interest in procuring for them his Majesty’s letters patent.
“Addressed to Charles Pole, Esq., in London.”
In the Mayer museum are found, among other invaluable treasures, some enamels on copper bearing impressions from copper-plates transferred to them, and having the name of “J. Sadler, Liverpl, Enaml,” and other examples of enamels and of earthenware with the names of “Sadler, Sculp.,” or of “Green.” Messrs. Sadler and Green appear to have done a very profitable and excellent business in the printing on pottery. The process was soon found to be as applicable to services and other descriptions of goods as to tiles; and these two enterprising men produced many fine examples of their art, some of which, bearing their names as engravers or enamellers, are still in existence. Josiah Wedgwood, always alive to everything which could tend to improve or render more commercial the productions of his manufactory, although at first opposed to the introduction of this invention, as being, in his opinion, an unsatisfactory and unprofitable substitute for painting, eventually determined to adopt the new style of ornamentation, and arranged with the inventors to decorate such of his Queen’s ware as it would be applicable to, by their process. The work was a troublesome one, and in the then state of the roads—for it must be remembered that this was before the time even of canals in the district, much less of railroads—the communication between Burslem and Liverpool was one of great difficulty. Wedgwood, however, overcame it, and having made the plain body at his works in Staffordshire, packed it in waggons and carts, and even in the panniers of pack-horses, and sent it to Liverpool, where it was printed by Sadler and Green, and returned to him by the same kind of conveyance. The works of Sadler and Green were in Harrington Street, at the back of Lord Street, Liverpool, and here they not only carried on their engraving and transfer-printing for other potters, but made their own wares,[31] and carried on an extensive business. It was here that they printed ware for Josiah Wedgwood. Of this connection of Wedgwood with the Liverpool works, Mr. Mayer thus writes:—
“About this time Josiah Wedgwood was making a complete revolution in the art of pottery; and four years after Messrs. Sadler and Green’s invention was announced to the world, Wedgwood brought out his celebrated Queen’s ware. Dr. Gagerly seizing upon the new style of ornamentation invented in Liverpool, he immediately made arrangements with the proprietors for decorating his hitherto cream-coloured Queen’s ware by their process; and accordingly I find him making the plain body at Burslem, and sending it in that state to Liverpool by waggon, where it was printed, and again returned to him by the same conveyance, except in the case of those orders that must go by sea, fit for the market. This he continued to do until near the time of his death, when we find by invoices in my possession that ware was sent to Liverpool and printed by Mr. Guy Green as late as 1794. A little before this time, his manufactory at Etruria having been made complete in all other branches of the art, and the manufacture at Liverpool being much decayed, he engaged many of the hands formerly employed there: amongst the indentures is the name of John Pennington, son of James Pennington, manufacturer of china, dated 1784, to be taught the art of engraving in aquatint, and thus he was enabled to execute the printing on his own premises in Staffordshire, thereby saving the expense of transport to and fro. In proof that Mr. Wedgwood did this, I may quote a few passages from letters to his partner, Mr. Bentley, in London. He says:—
“‘1776.—We wrote to Mr. Green in consequence of your letter, acquainting that a foreign gentleman wanted a series of ware printed with different landskips, but that he would not confirm the order without knowing how many different designs of landskips we could put upon them.’
“Mr. Green’s answer is:—
“‘The patterns for landskips are for every dish a different landskip view, &c.; about 30 different designs for table, soup, and dessert plates, and a great variety for various purposes of tureens, sauce boats, &c.’
“‘1768.—The cards (address) I intend to have engraved in Liverpool, &c.’
“‘1769.—One crate of printed tea-ware.’
“On the other hand I find letters from Mr. Green to Mr. Wedgwood:—
“‘1776.—Your Mr. Haywood desires the invoice of a box of pattern tiles sent some time ago. As I did not intend to make any charge for them, I have no account of the contents. The prices I sell them for to the shops are as follows:—For black printed tile, 5s. per dozen; green vase tile, 4s. ditto; green ground, 4s. ditto; half tiles for borders, 2s. 9d. ditto; rose or spotted tiles, 3s. 6d. ditto, &c.’
“‘1783.—I have put the tile plate to be engraved as soon as I received your order for doing it; but by the neglect of the engraver it is not yet finished, but expect it will be completed tomorrow.’
“‘1783.—Our enamel kiln being down prevented us sending the goods forward as usual.’
“‘1783.—The plate with cypher was done here. I think it would be best to print the cypher in black, as I am much afraid the brown purple that the pattern was done in would not stand an up and down heat, as it would change in being long in heating.’
“‘1783.—For printing a table and tea-service of 250 pieces (D. G.) for David Garrick, £8 6s. 1½d.
“‘1783.—Twenty-five dozen half-tiles printing and colouring, £1 5s.’
“The last invoice I find from Mr. Green is dated
“‘1793.—I am sorry I cannot make out the invoice you request of goods forwarded you, April 4, for want of having received your charge of them to me. Only directions for printing these came enclosed in the package.’
“‘1798.—To printing two fruit baskets, 1s.’
“This last item, of course, does not imply that Mr. Wedgwood had the chief of his work done here, but no doubt the articles were required to match some service previously sold, of[32] which Mr. Green had possession of the copper plates. In the following year Mr. Green retired from business to enjoy the fruits of his long and successful labours. The following memorandum, in the handwriting of Mr. Sadler (from Mr. Sadler’s receipt-book in my possession, date 1776), will give an idea of the extent of their business:—
“J. Sadler and G. Green would be willing to take a young man about 18 into partnership for a third of their concern, in the printing and enamelling china, earthenware, tile, &c., business, on the following conditions:—1st, That he advances his £200 for the third part of the engravings and other materials necessary for the business (N.B.—The engravings alone have cost above £800). 2nd. That he should give his labour and attendance for twelve months without any share of the profits, in consideration of being instructed completely in the business. 3rd. After the expiration of twelve months, the stock in ware should be valued as low as is common in such cases, and he should immediately enter as a partner into the profits of the whole concern throughout, either paying the value for his third share of such stock, or paying interest for it till it is cleared off. The value of the stock is uncertain, being sometimes £200 more than other time; but reckon it at the least may be about £600. The sole reason of taking a partner is, J. Sadler not choosing to confine himself to business as much as heretofore.”
Specimens of these early printed goods, bearing Wedgwood’s mark, are rare. The curious teapot (Fig. 19) will serve as an example. It bears on one side a well-engraved and sharply printed representation of the quaint subject of the mill to grind old people young again—the kind of curious machine which one recollects in our boyish days were taken about from fair to fair by strolling mountebanks—and on the other an oval border of foliage, containing the ballad belonging to the subject, called “The Miller’s Maid grinding Old Men Young again.” It begins—

Fig. 19.
The teapot is marked WEDGWOOD. In the possession of Mr. Beard, of Manchester, is a fine dinner service of the printed “Queen’s ware,” and other pieces of interest. In the Museum of Practical Geology is an example of this printing, the design on one side of which is a group at tea—a lady pouring out tea for a gentleman, and on the opposite side the verse:—
Examples of Liverpool made pottery, printed by Sadler and Green, are also of uncommon occurrence. In the Mayer Museum the[33] best, and indeed only series worthy the name in existence, is to be found, and to these wares I direct the attention of all who are interested in the subject.
Of TILES printed by John Sadler and Guy Green, many examples are in existence—a large number, some bearing their names, being in Mr. Mayer’s Museum. Of these I also possess examples, and others again are found in other collections. They are remarkable for the sharpness of the engraving, the wonderful clearness and beauty of the transfers (the ink used being evidently far superior to that usually used at the present day), and excellence of the glazes. They are printed either in black, green, red, or purple, and the devices are extremely varied. It is interesting to add, that the same copper-plates which were used for decorating these Delft ware tiles were used also for ornamenting mugs, jugs, &c., of finer earthenware. Adam Sadler died on the 7th of October, 1788, aged eighty-three, and his son, John Sadler, the 10th of December, 1789, aged sixty-nine, and they were buried at Sefton.
Drinkwater.—Another Delft ware pottery was situated at the bottom of Duke Street, in a small street which, from that establishment, took the name which it still retains, of “Pot-House Lane.” These works were conducted by Mr. George Drinkwater (who was born in the neighbourhood of Preston), brother to Mr. James Drinkwater, who, in the navy, acquired considerable riches and honour, and was ancestor of Sir John Drinkwater. The works were not, however, of very long continuance, and except they can be authenticated by evidence of descent, &c., the productions cannot be distinguished from those of the other potteries of the time. In the Mayer museum are some authenticated specimens of Drinkwater’s make, among which a large plate, twenty-three inches in diameter, is the most interesting.
Spencer.—Another potwork of a similar kind was established by a Mr. Thomas Spencer, at the bottom of Richmond Row. These works were, however, carried on only for a few years, when Mr. Spencer removed to the “Moss Pottery,” near Prescot, where he continued to make coarse red ware for common use.
Chaffers.—One of the most noted men connected with the ceramic art in Liverpool was Richard Chaffers, who made great advances in that art, and to whom his native town owed the introduction[34] of the manufacture of china. He was the son of a shipwright of considerable eminence and means; was born in Mersey Street, Liverpool, in the year 1731, one year only after the birth of Josiah Wedgwood; and was apprenticed to Mr. Alderman Shaw, the Delft ware potter, of whom I have already spoken. About 1752 he commenced business on his own account, for which purpose he took, or erected, some small works on the north side, and nearly at the bottom of Shaw’s Brow, where he began making the ordinary kind of Delft ware of the period, the same as he had learned to manufacture during his apprenticeship. These productions he, as well as the other makers in Liverpool, in great measure exported to what were then our American colonies, now the United States of America. In the manufacture of this ordinary blue and white ware—the staple of the trade as it then existed—Chaffers continued for some years actively employed. From the Delft ware Chaffers passed on to the manufacture of fine white earthenware, and produced an excellent body, and an almost faultless glaze. The rapid strides which Wedgwood was making in the art served as a strong incentive to Richard Chaffers, and he determined to go on improving until his productions should equal those of his great rival. In this, of course, he did not succeed, but he did succeed in making the pottery of Liverpool better than that of most localities. A dated, though not very early, example of Chaffers’s make is fortunately in the Mayer museum and is here engraved (Fig. 20). It is, Mr. Mayer says, “a pepper-box of the hour-glass shape,” painted in blue on a white ground, with a chequered border at top and bottom, and the name,
Fig. 20.

Richard Chaffers 1769
Fig. 21.
round the waist. “So well known was the ware of Mr. Chaffers in the American colonies,” continues Mr. Mayer, “that it was a common saying of a person that was angry, that ‘He’s as hot as Dick’s pepper-box,’ alluding to those made by Mr. Chaffers, who exported a very large portion of his manufacture to the then English colonies.” But[35] here I think he is decidedly in error. The example is, no doubt, a pounce-box or pounce-pot of the ordinary and not at all uncommon form, and was made and painted with his name and date so prominently, for use on his own desk. This pounce-box remained in the family of its maker until it was presented to Mr. Mayer by the grandson of Richard Chaffers, Mr. John Rosson.
In 1754 or 1755 William Cookworthy, of Plymouth, as I have already shown in my account of those works, discovered the “moor stone, or growan stone, and growan clay”—two important materials in the manufacture of china—in Cornwall, and in 1768 he took out his patent for the manufacture of porcelain from those materials. Chaffers having determined upon prosecuting researches into the nature of china ware, and of endeavouring to produce it at Liverpool, entered into a series of experiments, but finding that the “soap-stone” was essential for his purpose, and that the district where it was found was held by lease for its production, so as to keep the monopoly of its use to Cookworthy and those whom he might supply with it, he determined to try and seek the stone in a fresh locality. About this time a Mr. Podmore, who had for some years been employed by Josiah Wedgwood, and who was a good practical potter, and a man of sound judgment, left Wedgwood’s employment, intending to emigrate to America, and establish himself as a potter in that country. To this end he went to Liverpool, intending thence to embark for the colony. On reaching Liverpool, he called upon Mr. Chaffers, who was then the leading man in the trade at that place, and the result of their meeting was, that Mr. Chaffers finding Podmore to be a man of “so much intelligence and practical knowledge, induced him, by a most liberal offer, to forego his American project, and enter into his service.” This Podmore entirely confirmed the views of his new master as to the importance of getting a supply of the Cornish materials, and the two practical men together soon effected improvements in the then manufacture of earthenware, and laid their plans for future operations. Of the manner in which Chaffers set about his search, and the successful results at which he arrived, Mr. Mayer gives the following graphic account:—
“Mr. Chaffers’s object now was to come into the field with Staffordshire pari materiâ, if I may be allowed that play upon words. He therefore determined to set out for Cornwall upon the forlorn hope of discovering a vein of soap-rock. The operations would be most expensive and laborious, somewhat akin to the process of boring for coal in our country. But where was he to begin? On whose estate, was it to be found? What description of men was he to employ? He was, however, in the prime of manhood, of untiring energy, of fine address,[36] and, what was then necessary, an excellent horseman. He obtained letters of introduction from the Earl of Derby, Lord Strange, his eldest son, and other men of consequence in our county, to some of the leading landowners in Cornwall, then attending their duties in Parliament. In those days there were no mail-coaches and railways to aid the weary traveller. A stout horse was the only means of conveyance for a man of the higher class. Imagine Mr. Chaffers, having taken leave of his wife, and his numerous family and friends, mounted with a pair of saddle-bags under him, containing a supply of linen, &c., a thousand guineas,—the first instalment to pay the wages of the miners,—a brace of pistols in his holsters, pursuing his journey to London. He had made considerable progress in practical geology, though the science was then but little cultivated. Having, during his stay in London, obtained permission to bore for soap-rock from more than one of the principal proprietors of mountain land he judged most likely to yield it, he proceeded to Cornwall and commenced operations. His first efforts were not successful. He moved to another quarter with no better result; in a word, he expended large sums of money without finding the wished-for vein. Somewhat disheartened but not subdued, he determined to return home, where his presence was much wanted. He did not, however, intend to abandon, but only suspend, his operations. He accordingly assembled all the miners in his employ, and announced to them, to their great regret, his determination. Previously to his departure, he scrupulously paid every man his wages. One of them was missing: he was told the man in question was gone up the mountain to try another place. He then left that man’s wages in the hands of the ‘captain of the gang,’ and, mounting his horse with a heavy heart, took leave of the men, to whom his animated and conciliatory manners had greatly endeared him. The road to the nearest town, the name of which I never could learn, was precipitous and rugged. A traveller on horseback made so little progress, that a mountaineer on foot, by taking a short cut over the rocky crags, could easily come within earshot of him. After journeying for some time, he thought he heard a faint cry in the distance; he dismounted, and, ascending a hill, plainly saw the signal of discovery flying from a lofty peak. It appeared that the man who had separated from his fellow-miners, and pursued his researches alone, had discovered a vein, and finding Mr. Chaffers had left them, he hoisted the preconcerted signal, and pursued him across the mountain with the pleasing intelligence, shouting at times to attract the somewhat dispirited traveller’s attention. Mr. Chaffers immediately returned, took the whole gang into permanent employment, and obtained an ample supply of the long-sought-for clay, which was conveyed to the nearest port, and shipped thence to Liverpool. On its arrival the vessel entered with its precious freight into the Old Dock, dressed in colours, amidst the cheers of the assembled spectators. During his absence, Mr. Chaffers had regularly corresponded with his wife, but on his arrival in London on his return home, the continued fatigue he had endured, together with anxiety of mind, brought on a dangerous fever, under which he laboured for several weeks. He was unknown at the inn where he stayed; but the landlord, seeing that his guest—a very handsome man—had the dress and demeanour of a gentleman, called in an eminent physician, who sedulously and skilfully attended his patient. The doctor examined his saddle-bags, and having ascertained his name and address from the letters and papers therein, communicated to his anxious wife all the particulars of his illness, and concluded with the consoling intelligence that ‘he could that day pronounce him out of danger.’ As soon as he could travel, he delighted his family and friends with his presence in Liverpool. No sooner had Mr. Chaffers arrived at home, than he set to work with his new materials, and soon produced articles that gained him much reputation, as was frankly acknowledged by the great Wedgwood, to whom Mr. Chaffers presented a tea-set of his china ware, and who, on looking at one of the cups, admiring the body and examining the colours used in decoration, exclaimed, ‘This puts an end to the battle! Mr. Chaffers beats us all in his colours and with his knowledge; he can make colours for two guineas which I cannot produce so good for five!’”
William Cookworthy discovered the Cornish stone about the year 1754 or 1755, and Richard Chaffers must soon afterwards have prosecuted his researches in the same direction, for in December, 1756, we find him making his “porcelain or china ware” in considerable quantities, both for home sale and for exportation. This is shown by[37] the evidence of Williamson’s Liverpool Advertiser and Mercantile Register for the 10th of December, 1756, in which the following advertisement, discovered by Mr. Mayer, occurs:—
“Chaffers and Co., China Manufactory.—The porcelain or china ware made by Messrs. Richard Chaffers & Co., is sold nowhere in the town, but at the manufactory on Shaw’s Brow. Considerable abatement for exportation, and to all wholesale dealers. N.B.—All the ware is proved with boiling water before it is exposed for sale.”
Liverpool may therefore boast of producing its china in 1756, if not in 1755, which is an early date in the annals of English porcelain manufacture. Not only, however, in this year did Richard Chaffers and Co. make china-ware, but another firm, that of William Reid and Co., held at the same time, as I shall presently show, the “Liverpool China Manufactory,” where they produced blue and white ware in considerable quantities.

Fig. 22.
Of the “china ware” made by Richard Chaffers some excellent examples are in the Mayer collection. They are unmarked, but remained in the possession of the family until they passed from Chaffers’s descendant to Mr. Mayer. One of these is the cup (Fig. 22.) It is, of course, of “hard paste,” and is of remarkably compact and excellent texture. It is painted, after the Indian style, with figure and landscape of good and rich colours, and is faultless in manipulation and in its glaze. Examples of Chaffers’s china are of exceeding rarity, but in the Mayer collection is a fine jug, bearing in front a portrait of Frederick the Great, with trophies of war on either side. This jug has the peculiarity of being painted inside as well as out. At the bottom, inside, is the Prussian Eagle in a border; in the spout is a trophy, and all around the inside of the vessel roses and other flowers are spangled about.
Chaffers carried on his works for some years, making both earthenware and china—the former largely, the latter but to a limited extent—but was suddenly cut off in the midst of his usefulness, and at an early age. It appears that Podmore, his foreman, being seized with a malignant fever, and beyond hope of recovery, sent a message to Chaffers, expressing “his wish to see his dear master once more before their final separation.” With this request Mr. Chaffers, who was a man of full and sanguine habit, most kindly but unfortunately[38] complied, and at once visited the sufferer. The consequence was he took the fever, and soon afterwards died, and master and servant were interred near to each other in St. Nicholas’s churchyard. “This unfortunate event, by taking away both master and principal assistant, put an end to the prosecution of the trade, and was the commencement of the breaking up of that branch of the art which Mr. Chaffers had mainly brought to such a high state of perfection. A great number of the potters ultimately emigrated to America, whilst many of the best hands transferred themselves to the service of Mr. Wedgwood, or were hired by other Staffordshire manufacturers.”
Reid & Co.—About the year 1753 or 1754, I believe, works were established in Liverpool by a Mr. William Reid, who afterwards took a partner and conducted his business under the style of Reid & Co. These works, in 1756, were called “the Liverpool China Manufactory.” In that year Messrs. Reid & Co. opened a warehouse in Castle Street, as is shown by the following announcement in Williamson’s Liverpool Advertiser of November 19, 1756:—
“Liverpool China Manufactory.—Messrs. Reid & Co., proprietors of the China Manufactory, have opened their warehouse in Castle Street, and sell all kinds of blue and white china ware, not inferior to any make in England, both wholesale and retail. Samples sent to any gentlemen or ladies in the country who will pay carriage. Good allowance for shopkeepers and exporters.”
In 1758, Messrs. Reid & Co. removed their warehouse to the top of Castle Hey, where, having largely increased their business, they occupied much more extensive premises. In the same year they were found advertising for apprentices for the painters in the china manufactory. In 1760, again, the works appear to have considerably increased, and “several apprentices for the china work” were advertised for, as well as “a sober, careful man, who understands sorting and packing of ware and merchants’ accounts.” Messrs. Reid & Co. continued in business many years, and produced, besides their “china ware,” a considerable quantity of the ordinary blue and white earthenware, most of which was exported.
Pennington.—Another of the principal manufacturers of Liverpool pottery was Seth Pennington, of whose works, as well as those of his two brothers, a few words may well be here introduced. Of the Penningtons, three brothers were potters, and each had separate works. Their names were James, John, and Seth, and they were[39] sons of John Pennington, a maltster, by his wife, formerly a Mrs. Johnson, of Everton. James Pennington, the eldest, had his works on Copperas Hill, but produced only the commoner varieties of ware, and being dissipated, and having done his youngest brother a serious injury by divulging a secret in the mixing of colour, he removed to Worcester, where he obtained employment, and where, at a later period, one of his sons painted a fine dinner service for the Duke of York.
Fig. 23.—Part of Pennington’s Works.
John Pennington, the second son, had his pot-works at Upper Islington, which he carried on for some time. Ultimately he sold the concern to a Mr. Wolf, “who being a scientific man, made great improvements in the ware, but ultimately finding it did not answer, as the Staffordshire potters were making such rapid strides towards monopolising the whole trade, he gave up the manufacture, and the works were closed, never to be resumed.”
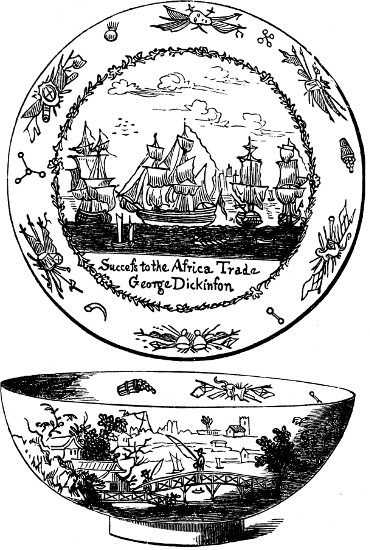
Figs. 24 and 25.
Seth Pennington, the youngest of the three brothers, it appears, had his pot-works in that nest of potters, Shaw’s Brow. His factories were very large, extending as far as Clayton Street, and were conducted with much spirit. At these works, Seth Pennington, besides the ordinary classes of earthenware then in use, and which he produced in large quantities both for home consumption and for exportation, made a remarkably fine kind of ware that successfully competed, for vases and beakers, with the oriental, both in its colour, its glaze, and its decoration. He also produced many remarkably large and fine punch-bowls both in Delft ware, in fine earthenware, and, latterly,[40] in china. The largest size bowl I have met with was made by Pennington, at these works, and is here shown. This fine bowl, which is 20½ inches in diameter and 9 inches in height, is painted in blue on the usual white ground. Outside it is decorated with a landscape with two bridges in the foreground, on which men are standing to fish, trees, houses, church, &c., &c. Inside the upper part of the bowl is decorated with a series of six trophies, composed of flags, swords, cannons, drums, trumpets, spears, &c., divided from each other by different kinds of shot, viz., chain, crescent, arrow or triangle shell with fusee burning, cross or bar, and grape. In the centre, and filling up the inside of the bowl, with the exception of the border, is a group of ships and boats on the water, with the inscription beneath it—
Success to the Africa Trade,
George Dickinson.

Figs. 26 to 30.
This bowl was painted probably about the year 1760–70 by John Robinson, who was apprenticed, and afterwards employed, at Pennington’s works. Robinson subsequently removed into Staffordshire, and ultimately presented the bowl to the Potteries Mechanics’ Institution at Hanley, where it is now carefully preserved along with his note—“John Robinson, a pot painter, served his time at Pennington’s, in Shaw’s Brow, and there painted this punch-bowl.” Several other bowls of Pennington’s make are in the Mayer collection. Of these, two of the finest are dated. One bears on its outside a design of trees, birds, and butterflies, painted in yellow and green, and on its inside a ship in full sail, with the words, “Success to the Monmouth, 1760.” The other has on the outside a soldier and a sailor, one of whom is seated on the stock of an anchor, and holding in one hand a sword, and in the other[41] a punch-bowl; and the other sitting, Bacchus-like, astride a barrel. Between them is a chest, bearing the words “Spanish gold;” while inside the bowl is a painting of a ship in full sail, with the words, “1779. Success to the Isabella.” Of the fine earthenware vases and beakers illustrations are given on Figs. 26 to 30. They form part of a set of chimney ornaments, purchased by Mr. Mayer from the only and aged daughter of Seth Pennington, by whom they had been treasured as examples of her father’s manufacture. In the making of blue colour, Pennington succeeded in beating all his competitors, and it is said that a Staffordshire manufacturer offered him a thousand guineas for his recipe. This he refused, “as it was a source of great profit to him, being kept so secret that none ever mixed the colours but himself.” His brother James, however, whom I have spoken of as being a dissipated man, persuaded him to tell him his secret, and soon afterwards, in one of his drunken bouts, told it to a pot-companion, who at once sold it to the Staffordshire house, and thus did Pennington a grievous injury. Seth Pennington took into partnership a Mr. Port, but the connection[42] was not of long duration. Having turned his attention to the manufacture of china, he produced some excellent services and other pieces in that material. In china[3] he also produced punch-bowls, as well as services. Pennington is said to have used the following marks—
Figs. 31 and 32.
Christian.—Philip Christian was another of the famous Liverpool potters, and had his works also on Shaw’s Brow, but higher up than those of Pennington. They were on the site of what is now known as Islington Terrace. His house was at the corner of Christian Street, which was called after his name. At these works he produced octagonal and other shaped plates of tortoiseshell ware, as well as bowls and other pieces of the same material. He also made the ordinary earthenware of the time. Here, later on, he manufactured china[4] to a considerable extent, and, after the death of Richard Chaffers, is said to have become the leading potter in the place. Mr. Christian is said to have produced in china ware some remarkably good dinner, tea, and coffee services, as well as a number of vases and other ornaments. It is, however, impossible at present to authenticate his productions, so similar are they to those of other makers of the same time and place.
Patrick’s Hill Pot-house.—In 1760 the firm of Thomas Deare & Co. took the old Delft ware pottery at Patrick’s Hill, known as the “Patrick’s Hill Pot-house,” where they manufactured “all sorts of the best blue and white earthenware.”
The Flint Pot Works.—About the same time a Mr. Okell carried on “The Flint Pot Works,” which were situated at the upper end of Park Lane, near the Pitch House. Here he made blue and white earthenware, and afterwards the more fashionable cream-coloured ware. Mr. Okell died in 1773–74, and the works were then taken by Messrs. Rigg and Peacock, who immediately advertised their[43] intention of “making all kinds of cream-coloured earthenware, &c.” Mr. Rigg was, I have reason to believe, from Newcastle-under-Lyme, and a descendant of the celebrated Charles Rigg, the pipe-maker of that town. In the same year there was also a pot-house, called the “Mould Works,” carried on by Messrs. Woods & Co., near the infirmary, but where nothing of a finer description than jars, sugar-moulds (for sugar refiners), crucibles, chimney-pots, melting-pots, black mugs, and the like, were made.
In 1761 Liverpool was the scene of a strongly contested election between three rival candidates, viz., Sir William Meredith, Bart., Sir Ellis Cuncliffe, Bart., and Charles Pole, Esq., and the election was carried by the potters, one hundred and two of whom gave plumpers for Sir William. This is proved by the poll and squib book, which was published by John Sadler, and I allude to the circumstance for the purpose of introducing an engraving of one of the drinking-mugs made specially for the occasion by the “jolly potters” of Liverpool. This mug is of common white earthen ware, and has a rude border, with the words,
Ser William
a
Plumper,
scratched in, in blue, in the soft clay before firing.

Fig. 33.
In connection with this election, a song written especially for the potters, and no doubt sung while this very mug was filled with strong ale, and passed round from mouth to mouth, is worth reprinting:—
THE POTTER’S SONG.
To the tune of “Ye mortals whom fancy,” &c.
ADDRESSED TO THE PLUMPING POTTERS.
Fig. 34.—Herculaneum Pottery.
The Herculaneum Pottery,—the largest earthenware manufactory ever established in Liverpool,—was founded in the year 1796, on the site of some old copper works on the south shore of the river Mersey at Toxteth Park. The pottery had originally been established about the year 1793–4, by Richard Abbey, who took into partnership a Scotchman named Graham. Richard Abbey was born at Aintree, and was apprenticed to John Sadler, in Harrington Street, as an engraver, where he produced many very effective groups for mugs, jugs, tiles, &c. Of these, one of his best productions was the well-known group of the “Farmer’s Arms.”[45] After leaving Sadler’s employment, Abbey removed to Glasgow, where he was an engraver at the pot-works, and afterwards served in a similar capacity in France, before he began business in Liverpool. Messrs. Abbey and Graham were successful in their factory at Toxteth Park, but Abbey growing tired of the business, they sold it to Messrs. Worthington, Humble, and Holland, and he retired to his native village, where he died in 1801, “at the age of eighty-one, after breaking a blood-vessel whilst singing in Melling Church, where, being a good musician, he used to lead the choir on a Sunday. He was buried at Walton.”
In the Mayer museum is a teapot of cream-coloured ware, with black printing, of Richard Abbey’s making. On one side is “The Farmer’s Arms,” with supporters quarterly: viz., 1st, a sheaf of corn; 2nd, two scythes in saltier, across them in fess two flails, knitted together by a sickle; 3rd, a hay rake and hay fork in saltier, with a three-pronged fork, prongs upwards, in pale; 4th, a riddle and a bushel measure; crest, a plough; supporters, a dairymaid with a churn, and a mower with a scythe; motto, “In God is our trust.” On the other side is the appropriate verse;—
On taking to these works, Messrs. Worthington, Humble, and Holland engaged as their foreman and manager, Mr. Ralph Mansfield, of Burslem. This person served them for some years, and afterwards commenced a small pottery on his own account at Bevington Bush, where he made only the commoner kinds of earthenware. These works ceased at his death. Besides Mansfield the foreman, the new Company engaged about forty “hands,” men, women, and children, in Staffordshire, and brought them to Liverpool to work in different branches of their art. As Wedgwood had chosen to call his new colony “Etruria,” the enterprising company determined on christening their colony “Herculaneum,” which name they at once adopted, and stamped it on their wares. The buildings acquired from Richard Abbey were considerably enlarged, the arrangements remodelled, new ovens and workshops erected, houses for the workmen built, and then workpeople were[46] brought from Staffordshire. The story of the removal of this band of artisans is thus pleasantly told by my friend Mr. Mayer: “After enlarging and remodelling the works, and the little group of emigrants, who were chiefly from Staffordshire, being ready to start, their employers gave them a dinner at the Legs of Man public-house at Burslem, to which a few of their friends were invited. There they spent the parting night in jollity and mirth; and at a late hour, in conformity with an old Mercian custom, still prevalent in some parts of Staffordshire, the parting cup was called for, and each pledged the other to a loving remembrance when absent, and a safe journey and a hearty goodwill. Next morning at an early hour they started on their journey, headed by a band of music, and flags bearing appropriate inscriptions, amongst which was one, ‘Success to the Jolly Potters,’ a motto still met with on the signs of the public-houses in the Staffordshire pot districts. When reaching the Grand Trunk Canal, which runs near to the town of Burslem, after bidding farewell to all their relatives and friends, they got into the boats prepared for them, and were towed away amid the shouts of hundreds of spectators. Now, however, came the time for thought. They had left their old homes, the hearths of their forefathers, and were going to a strange place. Still the hopes of bettering themselves were strongest in their thoughts, and they arrived in Runcorn in good spirits, having amused themselves in various ways during their canal passage, by singing their peculiar local songs, which, as ‘craft’ songs, perhaps stand unrivalled in any employment for richness of material, elegance of thought, and expression of passion and sentiment, and it is to be regretted that many of them are daily becoming lost. Amongst other amusements was one that created much merriment—drawing lots for the houses they were to live in, which had been built for them by their employers; and as they had not seen them, nor knew anything about them, the only preference to be striven for was whether it should be No. 1, 2, 3, &c.
“At Runcorn they stayed all night, as the weather was bad and the river very rough, after one of those storm-days frequent in the Mersey, when the waters are lashed by the wind into such fury, that few boats dare venture out, and many who had never seen salt water before, were afraid to trust themselves upon it in a flat. Next morning, November 11, 1796, the wind had subsided. They embarked on board the flat, and at once, with a fair wind, got into[47] the middle of the Mersey, where it becomes more like an inland sea surrounded by lofty mountain ranges. This much surprised the voyagers, alike by its picturesque beauty and the vast extent of water. They had a pleasant voyage down the river, and arriving at their destination, were met on their landing by a band of music, and marched into the works amidst the cheers of a large crowd of people, who had assembled to greet them. Thus commenced the peopling of the little colony called Herculaneum, where a few years ago, on visiting the old nurse of my father, who had accompanied her son there, I heard the same peculiar dialect of language as is spoken in their mother district in Staffordshire, which to those not brought up in that locality, is almost unintelligible.”
From this it will be seen that the little colony was peopled in the middle of November, 1796. The works were opened on the 8th of December, on which occasion an entertainment was given to the workpeople, as will be seen from the following interesting paragraph from Gore’s General Advertiser of December 13th, 1796:—
“On Saturday last, the new pottery (formerly the copper works)[5] near this town was opened, and a plentiful entertainment given by Mr. Worthington, the proprietor, to upwards of sixty persons employed in the manufactory, who were preceded by a military band, from the works along the docks and through Castle Street. Two colours were displayed on the occasion, one representing a distant view of the manufactory. We have the pleasure to say, that these works are very likely to succeed, from their extent and situation, and will be of infinite advantage to the merchants of Liverpool.”
The first productions of the Herculaneum works were confined to blue-printed ware, in which dinner, toilet, tea, and coffee services, punch-bowls, mugs, and jugs, were the principal articles made; and cream-coloured ware, which was then so fashionable. At a later date, terra-cotta vases and other articles were produced, as were also biscuit vases, figures, &c.
Of the cream-coloured ware, or Queen’s ware, the examples which have come under my notice are of remarkably fine quality, and are as well and carefully potted as those of any other manufactory, scarcely even excepting Wedgwood’s own. In colour they are of a somewhat darker shade than Wedgwood’s and Mayer’s, and not of so yellow a cast as the Leeds ware. The collector will find some good examples of this ware in the Mayer Museum at Liverpool, which will serve for comparison with other makes. The Herculaneum works also produced some remarkably good jugs[48] with bas-relief figures, foliage, &c, of extremely fine and hard body. These pieces, which rival Turner’s celebrated jugs, are marked with the name HERCULANEUM in small capitals, impressed.
In terra-cotta, vases of good design, as well as other pieces, were produced. In the possession of Mr. Beard is a remarkably fine pair of covered vases, with boldly-modelled heads of satyrs for handles, and festoons on the sides. The vases are black, and the heads and festoons gilt. This fine pair is marked Herculaneum. In Mr. Rathbone’s collection is a wine cooler of vine leaves and grapes, of similar design, and of the same reddish colour as some of Wedgwood’s terra-cotta coolers. It is marked Herculaneum, impressed on the bottom.
In Blue Printing the Herculaneum Works produced many remarkably good patterns, and the earthenware bearing those patterns was of a fine hard and compact body, of excellent glaze, and the potting remarkably good and skilful. Some services had open-work basket rims, of similar design to those produced by Davenport. One service bore views of the principal towns in England, the names of which were printed in blue on the bottoms of each piece, which mostly bear the impressed mark of Herculaneum in large capitals. Batt printing was also practised.

CAMBRIDGE
Fig. 35.
In 1800 the manufactory was considerably increased, and again in 1806 it received many additions. At this time, in order to augment the working capital, the number of proprietors was increased. Early in the present century china was made at these works, and continued to be produced, though not to a large extent, to the time of the close of the works. Of the china produced several examples may be seen in the Mayer museum. In 1822 it was ordered by proprietors at a meeting held in that year, that “to give publicity and identity to the china and earthenware manufactured by the Herculaneum Pottery Company, the words ‘Herculaneum Pottery’ be stamped or marked on some conspicuous part of all china and earthenware made and manufactured at the manufactory.” In 1833 the company was dissolved, and the property sold for £25,000 to Mr. Ambrose Lace, who leased the premises to Thomas Case and James Mort, who are said to have carried on the[49] business for about three years only. By these gentlemen, it is said, the mark of the “Liver” was introduced. About 1836 the firm of Case, Mort & Co. was succeeded by that of Mort and Simpson, who continued the manufactory until its close in 1841. During the time the works were carried on by Case, Mort & Co., a fine dinner-service, of which a portion is in Mr. Mayer’s museum, was made for the corporation of Liverpool. It was blue-printed, and had on each piece the arms of Liverpool carefully engraved, and emblazoned. In the same collection is part of another service of somewhat similar description, but with the earlier mark of Herculaneum impressed. The marks used at the Herculaneum Works at different periods appear to have been the word
HERCULANEUM HERCULANEUM
impressed in large capitals. The same in small capitals, also impressed. These have generally a number attached, which, of course, is simply the mark of the workman or of the pattern. The same name also occasionally occurs in blue printing. A crown, with the word Herculaneum in a curve, above it, impressed. A crown within a garter, bearing the word Herculaneum; impressed. (Figs. 36 and 37.) The words in capitals, impressed,
HERCULANEUM
POTTERY.

HERCULANEUM
Fig. 36.

HERCULANEUM
Fig. 37.
The crest of the borough of Liverpool, a bird called the Liver, or Lever, with wings expanded, and bearing its beak a sprig of the plant liverwort. Of this mark of the crest three varieties are shown on Figs. 38 to 40; they are all impressed in the ware. An anchor, with and without the word Liverpool in a curve, above it (Fig. 41), impressed. Another, and more imposing looking mark, has the name of the pattern (“Pekin Palm,” for instance) within a wreath of foliage, surmounted with the crest of Liverpool, on an heraldic wreath.

Figs. 38 to 40.

LIVERPOOL.
Fig. 41.
Among the men of eminence who have been connected with the potteries of Liverpool, besides those named, were William Roscoe, the eminent Art-critic and biographer; Peter Pever[50] Burdett, the engraver, who also worked for Wedgwood, and who introduced the process of transferring aquatints to pottery and porcelain; Paul Sandby, who assisted other manufactories; and other artists of note. It may also be well to say a word or two on those pieces which more than others are considered to be “Liverpool pottery,” and which, indeed, I believe are thought by many collectors to be the only kind ever made there. I allude to the mugs, plates, &c., of cream-coloured ware which are decorated with ships or with flags of different merchants, and signals. These were principally made at the works of Guy Green, in Harrington Street, of whom I have already spoken. Some pieces have the engraving of the lighthouse and flags, with the name, “An east view of Liverpool Light House and Signals on Bidston Hill, 1788.” The flags are all numbered, and beneath are references, with the owner’s names, to forty-three different flags. Another piece with the same date has forty-four flags and owners’ names, showing the addition of a new merchant in that year. Others again, without date, show fifty and seventy-five flags, and are therefore interesting as showing the rapid extension of the port. These pieces are very sharply engraved and printed in black, and the flags on some of the pieces are coloured.
This pottery was one of but short duration, but during the time it was in operation some very good ware was produced. The works were commenced about 1797 or 1798, by Messrs. James and Fletcher Bolton, who were brothers, and members of the Society of Friends. These gentlemen got their idea of starting an earthenware manufactory at Warrington from the fact that the great bulk of the raw materials from Cornwall, &c., used in the Staffordshire manufactories for the finer kinds of wares, was brought by sea to Liverpool, where it was unshipped and sent on again by boats on the Trent and Mersey Canal, and thus passed within a short distance of Warrington. Messrs. Bolton, with this knowledge, and with the further fact before them that the Liverpool potters drove a very successful trade, very shrewdly argued that if the Staffordshire manufacturers could make money, with the longer freightage from Ellesmere, they, at Warrington, with the shorter freightage, might hope for equal success. Soon after the establishment of the works they associated[51] themselves with Mr. Joseph Ellis, of Hanley, in Staffordshire, who was practically conversant with every branch of the manufacture. Joseph Ellis was born in 1760, and was apprenticed to Wedgwood, as a turner. He is said to have been very clever and ingenious, of careful and sober habits, and of a plodding disposition. He married a daughter of Ralph and Ellen Simpson, of Hanley, a family then considered to be in very fair circumstances, from whom he derived considerable pecuniary help, which, together with his own thrifty habits, soon placed him in comfortable circumstances. Mr. Ellis became superintendent of the Tabernacle Independent Chapel Sunday-school, now said to be the oldest place of worship of that denomination left in the Potteries. As his family began to increase, he disposed of his property in the potteries, joined Messrs. Bolton at Warrington, and became the managing partner of the firm. He is said to have directed his special attention in all his spare time to the discovery of new colours, glazes, and bodies, and to have been very successful in jasper and enamelled ware. To the manager of some adjoining glass-works he also gave many useful recipes for colours. Mr. Ellis’s manuscript recipes for different glazes and colours required in the manufacture are still preserved in the hands of his descendants, and show him to have been a man of considerable practical knowledge and skill.
A number of potters were engaged at Hanley and the other pottery towns, and they, with their wives and children, forming quite a little colony, and their household goods, tools, and everything requisite for their use and for the trade they were engaged in, were brought by canal to Warrington, where kilns, sheds, and other buildings were erected. Here they commenced operations. The goods made at these works were intended principally for the American markets, and a good trade was soon established. The works continued to flourish until 1807, “when the embargo which was laid by the Americans upon all articles of British manufacture, and the subsequent war between Great Britain and America, in 1812, caused the failure, by bankruptcy, of the firm.”
In 1802, Mr. Ellis appears to have fallen into a weak state, and his share in the concern was given up on condition of an annuity being granted to himself and his widow and children, so long as the pot-works were carried on. With the failure of the works of course this arrangement ceased. He died at Warrington, and was buried in the old dissenting burial-ground at Hill Cliff, near that town.
[52]
The potters, with their wives and families, their household goods and tools, and all their other belongings, on the failure of the firm, returned to Staffordshire in the same manner as they arrived. During their stay at Warrington, they are described as having held little or no communication with the townspeople; marrying only and solely amongst themselves; preserving their own manners, customs, and amusements; and, beyond purchasing at shop or market the necessaries of life, keeping quite aloof from “the natives,” with a pertinacity so remarkable as still to be the subject of occasional remark. The expressions, “as proud as th’ potters!” and “as close as th’ potters!” are still to be heard, and serve to perpetuate the remembrance of the class-feeling which existed. They dwelt in “Pottery Row, Bank Quay,” on the bank of the river Mersey, and this name is the only local record which Warrington now possesses of this little colony of industrious workpeople. The factory itself has been successively converted into lime-kilns and an iron ship-building yard, and is now used as a chemical works.
Of the productions of the works Dr. Kendrick has got together a number of examples, which he has deposited in the Warrington museum. The wares produced were an ordinary quality of white ware; blue and white printed goods, and common painted goods; as well as an inferior description of black-jasper ware, and both gold and silver lustre. Besides these, a china ware is said to have been made to some extent, but of this, although the matter is generally believed, there is, perhaps, some little doubt. Among the examples in the Museum is a black teapot of somewhat curious character. It is of a hard, but somewhat inferior black ware, and is ornamented with raised borders and groups of figures—some of the borders, the figures, and the swan knob of the lid, being surface-painted in yellow, red, &c. The lid is attached by a hinge. Another curious piece is a “tobacco-jar, comprising within itself a drinking mug and a candlestick,” and also a small upright jar, capable of holding exactly half-an-ounce of tea,—the quantity, we are told, which was served out to each visitor to the tea-gardens of that day. The china ware attributed to these works is somewhat curious. It is of a kind of creamy colour, and of inferior quality, and is ornamented with raised borders, &c, and with groups of figures in blue. In general appearance it is more like earthenware than porcelain. Among the examples, stated by Dr. Kendrick to have been made at Warrington, is a lantern of Delft ware, ornamented with flowers in[53] blue. There are, however, grave doubts as to this having been made in this locality. No mark is known. This distinction is believed to have been omitted in consequence of the jealous dislike of the Americans of that day to anything emanating from the mother country.
Warrington Pottery.—These works, in a locality where older ones had long existed, were established in 1850 in Dallman Lane, by the late Mr. John Welsby, who manufactured stoneware, Rockingham and black tea-pots, coarse red ware, terra cotta chimney tops (the construction of the “Dallman Chimney Pot” being very effectual for preventing smoky chimneys), ornamental garden vases, flower-pots, pancheons, &c. On his death, in 1863, the works passed into the hands of Mr. Thomas Grace, who, in 1871, removed them to their present site, on the Winwick Road. Mr. Grace’s productions consist of plain black ware of various descriptions, chimney tops, and plain and fancy garden vases, flower-pots, &c., which he supplies largely to the home markets. Most of the goods are made from clays found on the spot, and those of Arpley Moor, a mile or two distant from the works.
At Sutton, near Warrington, where some potteries for the manufacture of the commoner descriptions of wares are still worked, Dr. Kendrick is of opinion pottery was made in mediæval times. His opinion is founded on the fact of a fragment of a vessel in form of a mounted knight (of somewhat the same character as those already described in last volume) being said to be made of Sutton fire-clay. The fragment was found in Winwick Churchyard, and is preserved in Warrington Museum; fragments of similar ware are frequently dug up in the district.
Old Quay Pottery.—These works were carried on in 1869 by Mr. John Cliff who, in that year, removed from the Imperial Pottery, Lambeth, to this place, where he manufactures largely chemical stoneware and other goods. Mr. Cliff has taken out patents for an improved kiln, and for wheels for throwers, and lathes for turners, which have the reputation of being the most effective, simple, and valuable of any in existence.
[54]
The Moss Pottery.—Mr. Thomas Spencer, who last century established pot works at the bottom of Richmond Row, Liverpool (see Page 33) for the production of Delft ware, removed them to Prescot, where he founded the “Moss Pottery,” and made coarse brown ware from the native clays of the district. At his death the works passed into the hands of his son, who, in turn, was succeeded by his son, the present owner of the place, Mr. Thomas Spencer. White stone ware was afterwards manufactured to a large extent, but of late years the operations have been principally confined to sanitary ware, one of the most notable features of which are the socket drain pipes, for which Mr. Spencer holds a patent, dated April 10th, 1848. Sugar moulds for sugar refiners were at one time a staple production of the Moss Pottery, but these have been superseded by the iron moulds now in general use. Mr. Spencer, too, has taken out a patent (in 1861) “for improvements in apparatus for the manufacture of articles of earthenware, and of other plastic materials” by which saggars for burning earthenware in glass cisterns, crucibles, etc., are made by direct action of steam pressure. The principal goods produced are vitrified and glazed earthenware; sanitary and chemical wares; garden, sea-kale and other pots; black ware articles; filters; stoneware bottles, jars, pans, barrels, foot warmers, and other useful domestic articles.
Messrs. Case, Mort & Co., of the Herculaneum Works at Liverpool, had, at one time, a manufactory at St. Helen’s, where goods of common quality were produced. Messrs. Doulton, of the Lambeth Pottery, have also established a branch manufactory here for drain pipes, sanitary ware, &c.
Mr. Goodwin, a potter of Lane End, in Staffordshire, in 1851, established a pottery at Seacombe, on the opposite shore of the Mersey from Liverpool. He brought his workmen from Staffordshire, and fired his first oven in June, 1852. Of this pottery, now closed, Mr. Mayer thus wrote in 1855: “The ware manufactured here at present consists principally of earthenware and stoneware, chiefly of blue and colour printed ware, and, lately, parian has been[55] made of a good quality. Here has been introduced one of the throwing tables for making hollow ware, cups, bowls, &c., by machinery, with the aid of which four boys who are quite unacquainted with the art can, in a day or two’s practice, produce as much work as by the old process of hand throwing could formerly be made by five men in the same space of time. The success of the undertaking may be considered fairly established, and a very large and increasing trade is now carried on with the east and west coast of South America, Turkey, California, and India. So admirably arranged are the buildings on this work that all the different parts work together. The ware after being fired is carried direct from the ovens into the bisque warehouse which adjoins them, and on the other side the coal is conveyed along a railway and deposited close to the mouths of the kilns. The whole may be looked upon as a model for all future buildings and arrangements for pot works. Indeed, so perfect is it that it has been visited by several manufacturers from France and Germany, who, by permission of Mr. Goodwin, have taken plans of it as a guide for new works to be erected in those countries.”
[56]
Derby—Cock-pit Hill—Mayer—Heath—Derby China—Andrew Planché—Duesbury and Heath—William Duesbury—Purchase of the Chelsea Works—Weekly Bills—Show Rooms in London—Sales by Candle—Changes in Proprietorship—Bloor—Locker—Stevenson & Co.—Hancock—Painters and Modellers—Spengler—Coffee—Askew—Billingsley—Pinxton—Nantgarw—Swansea—Other Artists employed at Derby—Cocker and Whitaker’s China Works, &c., &c.
Cock-pit Hill.—There is nothing yet known as to the time when these works were first established. It is certain that at a tolerably early period coarse brown ware was made here, of much the same general character as that made at Tickenhall and by the Tofts, but researches have as yet failed to bring to light any particulars regarding them. There is a positive certainty that the Mayer or Mier family were potters in Derby for more than one generation. A John Mier—an ancestor probably of the Mayers or Meers, of Staffordshire—was a pot-maker in 1721. Some vessels bearing his name are extant. One of these, a posset-pot, bears the words IOHN MIER MADE THIS CUP 1721. Another has been described as “a three-handled pot that holds about two gallons, which is said to have been made at these pot works.” It is of coarse brown ware, glazed, and bears the words:—
Another, a large pitcher in my own possession, traditionally said to have been made in Derby, bears the initials I S between the date 1720 (Fig. 42), and below the I S the letters D F, about which it is perhaps scarcely worth hazarding a conjecture. It is 16½ inches in height, and is of dark brown glazed ware. The name[57] best known in connection with these works is that of Heath, and they were carried on by this family for a considerable number of years. How, or when, the works came into the hands of the Heaths, remains to be discovered. In 1772, in some very curious and unique MS. “Lists of Gent., &c., in Derby, 1772,” in my own possession, occurs in one, under “Cock-pitt Hill,” “Mayer Mr..... pott merchant,” and in another, “Cock-pitt Hill,” “Mr. Mayer ..... pott merchant.” In the same list, dealers are put down as keeping a “pott shop,” while Mayer is returned as a “pott merchant.” In this same list “John Heath” is entered as an “Alderman;” and “Mr. Chris. Heath” as a “Comon Council Man.”

I S 2
DF
Fig. 42.
On the 1st of January, 1756, a draft of an agreement was drawn up “between John Heath, of Derby, in the County of Derby, gentleman; Andrew Planche, of ye same place, china maker; and Wm. Duesberry, of Longton, in ye County of Stafford, enameller,” by which they became “co-partners together as well in ye art of making English china as also in buying and selling of all sorts of wares belonging to ye art of making china” for ten years, with power on Heath’s part to extend for another ten years. In this agreement, the original MS. of which is in my own possession, Heath (who, it will be seen, is described as a “gentleman,” while the others are respectively described by their trades of “china maker” and “enameller”) agrees to pay in £1,000 to the concern, as his share “as stock,” “to be used and employ’d in common between them for ye carrying on ye said art of making china wares,”[7] for which he was to receive one-third of the profits till the principal sum of £1,000 be paid back.
One of the clauses in this agreement is as follows:—“Also it is agreed between ye sd parties to these Presents that ye sd Copartners shall not at any time hereafter use or follow ye Trade aforesaid or any other Trade whatsoever during ye sd Term to their private Benefit and advantage.” From this it would seem[58] that John Heath could not at that time be carrying on the Cock-pit Hill Works. There is nothing to show that this deed was ever legally executed, and two years later—in 1758—I find him named as one of the proprietors of the Cock-pit Hill Works, along with two partners, “William Butts, gentleman,” and “Thomas Rivett, Esquire”—Butts, I presume, being the practical man of the concern. The document in which this appears is in my own possession, and is a commitment of a man named John Lovegrove, one of the workmen “at their pottery in the said Borough of Derby,” for running away from his said service. The commitment is as follows:—
“Borough of Derby.
“To the constables of the said borough of Derby and to each and every of them and also to the Keeper of the House of Correction for the said borough.
“Whereas Information and complaint hath been made before me Samuel Crompton Esquire Mayor and one of his Majesties Justices of the peace for the said Borough by William Butts of the said Borough Gent upon his oath that John Lovegrove was on the Thirteenth day of January last duly hired as a Labourer and Servant to the said William Butts and to Thomas Rivett Esquire and John Heath Gent for one year then next ensuing to work at their Pottery in the said Borough of Derby and that the said John Lovegrove hath departed and run away from his said service, his said year not being expired, And Whereas in pursuance of the Statute in that case made and provided, I have had the said William Butts and John Lovegrove before me and have duly examined the Proofs and allegations of both the said parties touching the matter of the said Complaint and upon due consideration had thereof have adjudged and determined and do hereby adjudge and determine the said Complaint to be true. These are therefore to Command you the said constables and each and every of you forthwith to convey the said John Lovegrove to the said House of Correction for the said Borough of Derby and to Deliver him to the Keeper thereof together with this warrant. And I do hereby Command you the said Keeper to receive the said John Lovegrove into your Custody in the said House of Correction there to remain and be corrected and held to hard Labour for the space of from the Date hereof and for your so doing this shall be your sufficient Warrent Given under my Hand and seal the .”
It will be seen that this commitment is not dated, but I am enabled to fix it with certainty to 1758. Samuel Crompton was Mayor of Derby in 1758, 1767, 1777 (to complete the year of office of Robert Hope, deceased), 1782, and 1788, and High Sheriff of the County in 1768, while holding office as Mayor. There is nothing in the commitment to show to which of these years of Crompton’s Mayoralty it can be assigned, but as Thomas Rivett, one of the partners named in it, died in 1763, it leaves no doubt that 1758 is the correct date. This Thomas Rivett, one of the partners, was Mayor of Derby in 1715 and 1761, and High Sheriff of the County in 1757. In 1747 he was elected Member of Parliament for the Borough of Derby in room of John Stanhope, deceased, and served till 1754. He died in 1763, and was buried in All Saints’ Church.[59] John Heath was Mayor in 1763 and 1772, and his son, Christopher Heath, was Mayor in 1774.
The works were situated on Cock-pit Hill, at the commencement of Siddal’s Lane. The site is still known as the “Pot Yard.” It is distinctly marked on some of the old maps of Derby, and appears to have stood immediately opposite the “Cock-pit” itself—an octagonal building, with a spire-roof terminated with a vane. Buildings existed on this spot as early as 1610, and at that time probably were employed for the making of the rough ware of the period. In the last century they seem to have formed three sides of a quadrangle, and to have been of considerable extent. In 1772 it is thus spoken of in “A Short Tour in the Midland Counties;” after speaking of the china works, the writer says:—“Here is also a pottery, and I was showed an imitation of the Queen’s ware, but it does not come up to the original, the produce of Staffordshire.”
In 1780, in consequence of the failure of the Heaths (who were bankers and men of property, besides one of them being at one time the partner of Duesbury, and, later, the owners of these pot works), the Cock-pit Hill Pottery sold off its stock of goods. The following is one of the announcements of this sale.—
“To the Merchants, Traders, and Dealers in Earthenware.
“To be Sold without Reserve (and considerably under the usual wholesale prices) at the Derby Pot Manufactory a large quantity of Earthenware, being the whole stock in trade of that great and extensive Factory commonly known by the name of the Derby Pot Works, consisting of an assortment of Enamelled, and Blue and White useful China, a large quantity of Enamelled Creamware and plain Cream Tea-table-ware, a great quantity of White Stone and Brown ware.
“N.B.—The aforesaid Earthenware, &c., will be opened for sale on the 4th and 6th of April and continued every Tuesday and Thursday until the whole is disposed of; on which days (but no other in the week) a proper person will attend the sale. The Earthenware will be sold in different lots, and is well worth the notice of Pot Carriers in and about the neighbourhood of Coleorton Moor. No less a quantity than two horse loads will be sold to any one person.”
In the same year, 1780, a sale of “a large quantity of earthern and china ware from the Pot Works on Cock-pit Hill, in Derby, being the stock-in-trade of Messrs. John and Christopher Heath, of Derby, bankrupts,” was advertised to take place by auction at the King’s Head Inn, Derby. The works were carried on for a year or two by the assignees of Messrs. Heath, but in 1782 “a lease of the Pot Works situate on Cock-pit Hill, in Derby, twelve years after which have yet to come, and unexpired, at Lady Day next, at the yearly rent of £6, and the lessee has a right by the lease to take away the buildings (except only leaving a fence-wall), and[60] except a barn that was built on the premises before the lease was granted,” was advertised for sale by auction, along with other property, by the Heaths, “at the house of Mr. George Wallis (being the New Inn, in Derby), on Tuesday, 12th March.” The lease, however, does not seem to have found a purchaser, for in the Derby Mercury of March, 1785, another sale is announced “in Messrs. Heath’s bankruptcy,” in lots, of “the materials of some buildings at the late Pot Works on Cock-pit Hill, in Derby, consisting of brick, tile, and timber; also some old iron, old lead, Hopton stone, a quantity of deal boards, and some lumber.”
Although these works were very extensive, and produced a large quantity of goods of various kinds during the Heaths’ time, but few specimens can, unfortunately, be correctly appropriated. This, of course, is owing to the fact that no mark was used by the owners of the works, and therefore, doubtless, scores of examples pass as “early Staffordshire,” and as the productions of other places. Three or four well-authenticated pieces, however, may be named. The first is a jug in my own possession. It is of the “imitation of the Queen’s ware,” alluded to in a previous page, and bears on one side, within a border of foliage, the quaint and characteristic drinking inscription, “One Pot more and then, why what then, why another Pot.” On the other side and front, within one continuous border, is a blacksmith busy at his forge, working the immense bellows with his left hand, and holding the iron in the fire with his right; while in front is a youth standing by the anvil waiting, as a “striker”; tools and other things lying about; and the inscription, “Thos. Burton, Winster, 1778.” This jug was made at the Cock-pit Hill Works, for Mr. Thomas Burton, a blacksmith, of Winster, whose name it bears, and who is represented at his forge, and from his family passed into my own hands. It is engraved, Fig. 43.

Fig. 43.
Another excellent example belonged to my friend, the late Mr. Lucas. It is a teapot, of the same kind of ware, and bears on one side the words, “Harper for ever fow play and now fair dealing”—probably in commemoration of the contested election of 1768, when Sir Henry Harpur was defeated by Godfrey Clarke, Esq.
[61]
It is no little thing to say of Derby that the town in which the silk manufacture of England first took its rise—for here the first silk-mill ever built in this kingdom was erected by John Lombe; in which the cotton trade made its first gigantic stride—for here Arkwright and Strutt completed their invention for spinning, and within a few miles erected the first cotton-mill in England; in which the hosiery trade was first brought to perfection—for here Strutt invented his famed “Derby Ribbed Stocking Machine,” and carried on his manufacture of those articles; and in which many other branches of manufacture have also had their rise—should likewise have been one of the few places, and one of the first, in which the manufacture of porcelain was matured, and in which the biscuit was first invented. But so it is, and it is no little for Derby to be proud of, that these branches of industry, which are among the most important in the kingdom, should have had their birth, and in their infancy been carefully nurtured, within its boundaries. The stories of Lombe and his silk, Arkwright and Strutt and their cotton, and Jedediah Strutt and his stockings, have been often told, and will bear telling again and again; but that of Duesbury and his china has never been fully told, and it was only by the most laborious research that I was enabled, in 1862, to tell it, and to show to what an extent the manufacture, under the care of three generations of one family, was carried. That information I now, after many years of patient research, considerably amplify. Alas! that so important, so beautiful a branch of Art should ever have been allowed to decay in the town by which it has so long been fostered.
One of the earliest printed notices of the Derby China Works occurs in a scarce old book, “A Short Tour in the Midland Counties of England performed in the summer of 1772, together with an account of a similar excursion undertaken September, 1774.” It is as follows:—
“The manufacture of porcelain employs, in all, near a hundred men and boys; several of the painters earn a guinea and a half per week. Mr. Duesbury (who has also bought the manufactory at Chelsea) is every day bringing the art nearer to that perfection at which it has arrived in other countries. Derby porcelain is at present by no means contemptible: figures and other ornaments are among their most capital articles. Here is also a pottery, and I was showed an imitation of the Queen’s ware, but it does not come up to the original, the produce of Staffordshire.”
[62]
In the “Poll Book” of 1775, when Christopher Heath was Mayor of Derby, the following names occur:—
Bray, who wrote his “Tour” in the year 1777, says, speaking of Derby:—
“The china manufactory is not less worthy of notice. Under the care of Mr. Duesberry it does honour to this country. Indefatigable in his attention, he has brought the gold and blue to a degree of beauty never before obtained in England, and the drawing and coloring of the flowers are truly elegant. About one hundred [this number is in his second edition corrected to seventy] hands are employed in it, and happily many, very young, are enabled to earn a livelihood in the business.”
Dr. Johnson visited the Derby China Works in 1777, and the following is Boswell’s note on the visit:—
“When we arrived at Derby Dr. Butter accompanied us to see the manufactory of China there. I admired the ingenuity and delicate art with which a man fashioned clay into a cup, a saucer, or a teapot, while a boy turned round a wheel to give the mass rotundity. I thought this as excellent in its species of power as making good verses in its species. Yet I had no respect for this potter. Neither, indeed, has a man of any extent of thinking for a mere verse-maker, in whose numbers, however perfect, there is no poetry, no mind. The china was beautiful; but Dr. Johnson justly observed it was too dear; for that he could have vessels of silver of the same size, as cheap as what were here made of porcelain.”
Pilkington, in his “View of the Present State of Derbyshire,” published in 1789, says:—
“About forty years ago the manufacture of porcelain was begun by the late Mr. Duesbury. This ingenious artist brought it to such perfection as, in some respects, to equal the best foreign china. The ornamental part of the business was at first almost solely attended to. But the foreign demand being much interrupted by the last war, the proprietor turned his thoughts to the manufacture of useful porcelain. At this work a very rich and elegant dessert service, consisting of one hundred and twenty pieces, was lately made for His Royal Highness the Prince of Wales. The number of hands at present employed by Mr. Duesbury is seventy-two, and the manufacture is in a flourishing state.”
William Hutton, the historian of his native town and of Birmingham, who wrote his “History of Derby” in 1791, says:—
“Porcelain began about the year 1750. There is only one manufactory, which employs about seventy people. The clay is not of equal fineness with the foreign, but the workmanship exceeds it. The arts of drawing and engraving have much improved within these last thirty years. The improvements of the porcelain have kept pace with these. They adhere to nature in their designs, to which the Chinese have not attained. A dessert service of one hundred and twenty pieces was recently fabricated here for the Prince of Wales. The spot upon which this elegant building stands, which is internally replete with taste and utility, was once the freehold of my family. It cost £35, but the purchaser, my grandfather’s brother, being unable to raise more than £28, mortgaged it for £7. Infirmity, age, and poverty,[63] obliged him to neglect the interest, when, in 1743, it fell into the hands of my father as heir-at-law, who, being neither able nor anxious to redeem it, conveyed away his right to the mortgagee for a guinea.”
And again, in his MS. “History of the Hutton Family,” 1799,[8] he says, speaking of John Hutton:—
“He was the man who purchased the house east of St. Mary’s Bridge, now the China Works, for £35, but being master of only £28, mortgaged the premises to Mr. Crompton, a banker, for the other seven. He becoming old and poor, and inheriting the supineness of the Hutton family, suffered the trifling interest to remain unpaid till the mortgagee seized the premises. The freehold in 1743 fell into the hands of my father, as heir-at-law, who assigned over his interest to Mr. Crompton for a guinea.”
The manufactory was situated on the Nottingham Road, near St. Mary’s Bridge, in a locality then named Suthrick, or Southwark. On its site, in 1845–6, the Roman Catholic nunnery of St. Marie, designed by Pugin, was erected, but this has now, like the China Works, become “a thing of the past”—the nunnery having been purchased by the Midland Railway Company, and taken down in 1863. Hutton’s remark as to this site being his patrimony, is very curious, and adds an increased interest to the locality. The very premises he speaks of were those first occupied for the making of porcelain, and, curiously enough, they were opposite to Lombe’s silk-mill, from which they were divided by the road and the broad expanse of water of the River Derwent.
It is generally believed that in 1750, perhaps a little earlier, the manufacture of china first sprang into existence in Derby—about a year or so before the works at Worcester were established; and there is a tradition that the first maker was a Frenchman, who lived in a small house in Lodge Lane, and who modelled and made small articles in china, principally animals—cats, dogs, lambs, sheep, &c.—which he fired in a pipe-maker’s oven in the neighbourhood, belonging to a man named Woodward. There were, at this time, as I have shown, some pot works on Cock-pit Hill, which afterwards belonged to Alderman Heath, a banker; and the productions of this French refugee, or rather son of a French refugee, having attracted notice, an arrangement was made between him and Heath and Duesbury, by which the manufacture of porcelain was to be carried on jointly. This man’s name, to whom I take it belongs the absolute honour of commencing the Derby China Works, was Andrew Planché; and I am enabled to arrive at this conclusion by means of a draft of a deed now in my[64] possession, by which a partnership for ten years was entered into by the three already named. In this arrangement I apprehend Planché found the knowledge of mixing bodies and glazes, Heath the money (£1,000), and Duesbury the will, ability, and skill to carry out the scheme. These articles of agreement are as follows:—
“Articles of Agreement between John Heath of Derby in the County of Derby Gentleman, Andrew Planche of ye same Place China Maker & Wm Duesberry of Longton in ye County of Stafford Enamellor. Made and enter’d into the 1st of Jany 1756.
“First it is agreed by ye said John Heath Andrew Planche & Wm Duesberry to be Copartners together as well in ye Art of making English China as also in buying and selling of all sorts of Wares belonging to ye Art of making China wch said Copartnership is to continue between them from the Date of these Presents for & during ye Term of Ten years from thence & then fully to be compleated & ended And to that end He ye said John Heath hath ye day of ye date of these Presents deliver’d in as a Stock ye sum of One Thousand Pounds to be used & employ’d in Common between them for ye carrying on ye sd Art of making China Wares And that one third share of Profits arising therefrom It is mutually agreed between all ye sd parties shall be receiv’d by & paid to ye said John Heath till ye said Prinl Sum of £1000 be paid in Also it is agreed between ye sd parties to these Presents that ye sd Copartners shall not at any time hereafter use or follow ye Trade aforesaid or any other Trade whatsoever during ye sd Term to their private Benefit and advantage. And also that ye sd Copartners shall during ye said Term pay and discharge equally and proportionably between them all expenses they shall be at in managing ye Art and Trade aforesaid[F1: period?] And also that all Gain or Profit that shall arise from ye Art & Trade aforesaid during ye said Term shall be divided between them ye sd Copartners Share and Share alike And likewise that all such Losses as shall happen by bad Debts Ill Commodities or otherwise shall be borne equally between them And it is further agreed by ye sd Parties that there shall be kept during ye sd Term Just & True Books of Accounts to wch sd Books any of ye sd Copartners shall have free access without Interruption of ye other And it is further agreed that at any time hereafter at ye request of ye said John Heath New Articles shall be made & an additional Term of years not less than Ten shall be added with such alterations and additions as may be found necessary And that ye said Copartners shall from time to time communicate to each other every Secret of ye said Art And that ye said John Heath shall have it in his power to appoint any other Person to Act for him if he should chuse so to do wch Person shall be as fully impowered to Act with regard to all Covenants herein contained as ye sd John Heath himself. Witness our hands the Day & Year above written.”
These articles are not signed, and as in no instance which has come under my notice the name of Planché again appears—and as I can only trace the firm as that of “Duesbury and Heath”—I fear one is driven to the inference that the usual fate of clever men awaited Andrew Planché, and that when his knowledge was fully imparted, he was, from some cause or other, discarded by those who had taken him in hand. At all events, this is the only instance in which his name appears in any of the papers connected with the works which I have examined. Of Planché, however, whom I was the first to discover and note in 1862, but who, despite all I had written, was spoken of by Mr. A. Wallis, eight years[65] later, as “an apocryphal French refugee,”[9] I am enabled to give some additional particulars.
Andrew Planché was one of the five sons of Paul Planché, a French refugee, by his first wife, Marie Anne Fournier, also a refugee, whom he married in 1723. Andrew was born on the 14th, and baptized on the 24th, of March, 1727–8, and his youngest brother was Jacques Planché (born in 1734), who married his cousin (the only daughter of Antoine Planché by his wife Mary, daughter of Herr Abraham Thomas and his wife Catherine), and was father of my old and valued friend, J. R. Planché, F.S.A., the well-known dramatist and antiquary. This fact I brought to his knowledge in 1862, and again when he was writing his interesting “Recollections,” in which he has embodied some of the information I supplied him with. Through the re-marriage of their father, the two boys, Andrew and Jacques, had early to shift for themselves; the latter made his way to Geneva, where he learned the business of watch-making, and the former, I believe, went into Saxony, and there learned the art of making porcelain at Dresden. How he came to Derby is at present a mystery, but he was there at all events as early as, if not earlier than, 1751. This is proved, as I shall presently show, by the birth of one of his sons. In 1751 he would be 23 years of age, and was living in the parish of St. Alkmund, in Derby. The following entries are extracted from the parish register of St. Alkmund’s:—
That Andrew Planché was not very strict in his morals is revealed by these extracts, which show that in 1756 he had two sons baptised within four months of each other, the first by a young woman named Margaret Burroughs, and the second by his wife. This was the year, 1756, in which the articles of agreement were drawn up. What became of Planché after he left Derby is not known. He appears to have been a very erratic individual, and his whereabouts uncertain. He was living at Bath at the ripe age of 76, in 1804, and died there soon afterwards. At all events,[66] I have proof that he was in Derby eight years—how much longer I know not—and I have also, as will be seen, indisputable proof that William Duesbury had no connection with Derby till 1755–6, the date of the deed I have printed above.
When Duesbury, whether in conjunction with Planché and Heath or not, commenced business, it appears to have been in the small premises which had not long before been relinquished for a guinea by the father of William Hutton; and in them was thus commenced, in a very small way, that manufacture of porcelain which afterwards grew to so immense an extent. In the year 1756 the draft of agreement was drawn up, and the ware made at the manufactory must soon have found a ready sale, for in the course of a very few years Mr. Duesbury was carrying on a good trade, had a London house for the sale of his productions, and became a thriving and well-to-do man.
William Duesbury was of Longton Hall, in the county of Stafford, and was the son of William Duesbury, currier, of Cannock, in the same county, who in 1755, as is evidenced by the original deed in my possession, made over to him his household furniture, leather, implements of trade, and other effects, on condition that he should find him “during the term of his natural life, good and sufficient meat, drink, washing, and lodging, wearing apparel, and all other necessaries whatsoever.” The following is a verbatim copy of this curious deed, from the original. It is fully stamped, signed, and attested, and runs as follows:—
“This Indenture made the Twenty-seventh day of September in the twenty-ninth Year of the reign of King George the second over Great Britain and so forth and in the Year of our Lord One Thousand Seven Hundred and fifty-five Between William Duesbury of Cannock in the County of Stafford Currier of the one part and William Duesbury of Longton Hall in the Parish of Stoke-upon-Trent in the said County of Stafford Son of the said William Duesbury of the other part Witnesseth that for and in Consideration of the natural Love and affection which he the said William Duesbury hath and beareth to the said William Duesbury the younger And of the Covenant or Agreement hereinafter contained on the part and behalf of the said William Duesbury the younger to be done and performed and of the Sum of Five Shillings of lawful British Money to the said William Duesbury in hand paid by the said William Duesbury the younger at or before the execution of these presents the receipt whereof is hereby acknowledged He the said William Duesbury Hath given granted bargained and sold and by these presents Doth give grant bargain and sell unto the said William Duesbury the younger All and singular the Household Goods Leather Implements of Trade and all other the goods Chattles and Personal Estate of him the said William Duesbury situate and being at Cannock aforesaid or elsewhere in the said County of Stafford and every of them and every part thereof And all the Estate right title Interest & property claim and demand whatsoever both in Law and Equity of the said William Duesbury of in or unto the same every or any part thereof To have and To hold take retain and enjoy the said Household Goods Leather Implements of Trade and every of them And all other the goods Chattles and personal Estate above given granted bargained and sold or mentioned and intended so to be with their appurtenances unto the said[67] William Duesbury the younger his Extors. admors. & assigns from henceforth absolutely and for ever to his and their own Use and benefit And the said William Duesbury for himself his Extors. & admors. doth covenant promise and grant to and with the said William Duesbury the younger his Extors. admors. & assigns that he the said William Duesbury his Extors. & admors or some of them All and singular the said Goods Chattles and personal Estate above given granted bargained and sold or mentioned & intended so to be to the said William Duesbury the younger his Extors. & admors. against all Men shall and will warrant & for ever defend And the said William Duesbury hath put the said William Duesbury the younger into possion. of all & singular the said Goods and Chattles by delivering him one Pewter Plate in the name of all and singular the said Goods and Chattles at the execution of these presents And This Indenture further witnesseth And the said William Duesbury the younger in Consideration of the Premises for himself his Heirs Extors. & admors. doth covenant promise grant and agree to and with the said William Duesbury his Extors. & admors. That he the said William Duesbury the younger his Heirs Extors. and admors. or some of them shall and will from time to time and at all times hereafter find and provide for the said William Duesbury during the term of his natural Life good & sufficient meat drink washing and Lodging wearing apparel and all other necessaries whatsoever at the proper Costs and Charges of him the said William Duesbury the younger his Heirs Extors. Admors. or assigns In witness whereof the said Parties to these presents have hereunto set their Hands and Seals the day & year first above written.
Sealed and delivered
in the presence of
William Duesbury. 
Mary Knight.
Jo: Knight.
William Duesbury.
I next find William Duesbury, the enameller, of Longton, entering into partnership with Heath and Planché on the first January in the year following his executing this deed for the maintenance of his father; and entries in the family Bible prove that at this time he removed to Derby, to carry on his newly-acquired business “in ye art of making English china, as also in buying and selling of all sorts of wares belonging to ye art of making china.” The partnership deed bearing date the first of January, 1756, shows that the negotiations must have been made in the previous year, 1755, and as the deed of gift from his father is dated September 27th of that year, it is evident that the one was consequent on the other, and that the arrangement with his father was the result of his determination to come to Derby. The father lived until 1768, and died and was buried in Derby. In the parish register is the entry, “1768. Buried, Mr. Duesbrie, March 17.”
William Duesbury was born on the 7th of September, 1725, and married Sarah James, of Shrewsbury (who was born on the 12th of August, 1724). In 1755 he was residing at Longton, as an enameller on china ware, &c., and in 1756 removed to Derby to carry on the porcelain works there. By his wife Sarah, who died on the 14th of September, 1780, and was buried at St. Alkmund’s Church, Derby, he had several children. These were, so far as I have been able to ascertain, William, born in London[68] in 1752, and died there in infancy; Anne, born at Longton, Oct. 3, 1754, who became the wife of Richard Egan, linendraper, of London, and afterwards china, earthenware, and glass dealer, of Bath; Mary, born in London, in 1753, but baptised at St. Alkmund’s, Derby, who died in infancy; another Mary, born at Derby, Nov., 1756, and died in 1783; Sarah, born in 1758, and died an infant; another Sarah, born in 1759, and buried in 1767; Dorothea, born in 1761, who married the Rev. John Chawner, of Church Broughton, in 1786; William, born in 1763, who succeeded his father; and James, born in 1765, who, after an erratic and evidently misunderstood and unfortunate life, died in obscurity. Mr. Duesbury himself, after a long and useful life, in the course of which he not only established the Derby China Works, but became the purchaser of those of Chelsea, Bow, Vauxhall, and Kentish Town, died at Derby, and was buried at St. Alkmund’s Church, in that town, on the 2nd of November, 1786.
William Duesbury, son and successor of the last named, was born at Derby, and baptised at St. Alkmund’s Church there, March 1, 1763. On the 4th of January, 1787, he married Elizabeth, daughter of William Edwards, Esq., solicitor, of Derby, the lady having three days before completed her twentieth year. By her he had issue three sons—William, who succeeded him; Nathaniel, who died in 1809, aged 19; and Frederick, who became an eminent physician in London—and two daughters, viz., Sarah, who remained unmarried, and died in 1875; and Anne Elizabeth, who became the wife of Francis Jessop, Esq., solicitor, of Derby. So far it has been necessary to summarise this bit of family genealogy, but the remainder will form a part of the thread of the history of the works.
The manufacture of china under the first William Duesbury must have rapidly risen into eminence, for in 1763, in an account of “goods sent to London,” no less than forty-two large boxes appear at one time to have been despatched to the metropolis, and the proceeds, I presume, of the sale of a part of them, on the 2nd of May, in that year, amounted to no less a sum than £666 17s. 6d. It is very interesting, at this early period of the art, to be enabled to say of what varieties of goods the consignment to London consisted, and I therefore give the list of contents of some of the boxes entire, and also a few items from others. I do this the more readily because it has been recently said by the writer to whom I have already alluded, “We doubt very much whether the higher sorts of fine porcelain (figures, vases, &c.) were[69] made upon the Nottingham Road until the purchase of the Chelsea Works in 1769 and the commencement of what is called the Chelsea-Derby period, which lasted until 1785 or 1786.”
Box No. 41 contained—
Box No. 31—
Box No. 29—
Box No.11—
There were also, of various sizes, blue fluted boats, Mosaic boats, sage-leaf boats, potting pots, caudle cups, blue strawberry pots, fig-leaf sauce boats, octagon fruit plates, vine-leaf plates, coffee cups, flower vases, standing sheep, feeding sheep, cats, sunflower blows, pedestals, honeycomb jars, coffee pots, blue guglets and basins to ditto; butter tubs, Chelsea jars, tea pots, honeycomb pots, figures of Mars and Minerva, sets of the Elements, Spanish shepherds, Neptune, the Muses, bucks, tumblers, roses, Jupiter, Diana, boys, garland shepherd, Spaniards, Chelsea-pattern candlesticks, Dresden ditto, jars and beakers, polyanthus pots, &c., &c.
It is worthy of note that at this time, although much within the ten years stipulated for the partnership, the name of William Duesbury alone usually occurs. It is true that in some instances “Duesbury and Co.,” and “Duesbury and Heath,” are met with, but these are the exception. The works at Derby continued now rapidly to extend, and fresh articles and subjects were being continually added to those already made. The best available talent was got together, apprentices were taken to the modelling, the painting, the making or “repairing” of china, and other parts of the manufacture, and it was soon found advisable to have a regular warehouse in London.
The mark used in the earliest days of the works is not certain, but I
believe, and I have reason for that belief, that it was simply[70] the
letter  , which, would stand either for “Duesbury”
or for “Derby;” probably in gold. The figures and groups, too, were
numbered and registered for reproduction.
, which, would stand either for “Duesbury”
or for “Derby;” probably in gold. The figures and groups, too, were
numbered and registered for reproduction.
On the 17th of August, 1769, Mr. Duesbury arranged for the purchase of the Chelsea China Works, their purchase being completed on the 5th of February, 1770, when a payment of £400, in part of the purchase-money, was made by Mr. Duesbury, who thus, as the proprietor of the Derby and the Chelsea Works, became the largest manufacturer in the kingdom.[10] The history of the Chelsea Works has already been fully given in the first volume of this work, and therefore it is only necessary here to say, that in 1862, in my paper on the Derby China Works, in the Art Journal, I was for the first time enabled to state the fact that Mr. Duesbury purchased “the Chelsea Porcelain Manufactory, and its appurtenances and lease thereof,” on the 5th of February, 1770, and that it was covenanted to be assigned over to him on or before the 8th of that month; the date of the arrangement to purchase being August 17th, 1769. For some few years, then, Mr. Duesbury carried on both establishments, and subsequently removed the models and some of the workmen to Derby, where also he removed such of the models, &c., from Bow, which had likewise come into his possession. The purchase of the Chelsea Works soon entailed upon him the commencement of some heavy law proceedings which lasted many years. The cause of these proceedings was the attempt at recovery of a quantity of goods claimed by Duesbury as a part of his purchase, being goods made by Spremont, and of his material, but which were afterwards sold, it was said, wrongfully, by Francis Thomas, to a person named Burnsall. The action was commenced in 1770, and in 1771 Mr. Spremont, the old proprietor of the Chelsea Works, died. The proceedings, however, continued for several years.
During the time Mr. Duesbury carried on the Chelsea Works, from February 1770 to 1773, the “weekly bills” are now in my possession, and are particularly interesting as showing the nature of the articles then made, and the names of the painters and others employed, and the amount of wages they earned. The following examples will be read with interest. The first I give[71] is quite one of the early ones—of the same month in which the works were delivered over to Duesbury:—
1770. A Weekly Bill at Chelsea from the 24 of March to the 31.
| £ | s. | d. | |
| Barton, 6 days att 3s. 6d. | 1 | 1 | 0 |
| Boyer, 6 days att 3s. 6d. | 1 | 1 | 0 |
| 3 dozen of Seals of the Lambs, made overtime | 0 | 3 | 6 |
| 3 dozen of Lyons, ditto | 0 | 3 | 6 |
| Roberts, 6 days att 2s. 6d. | 0 | 15 | 0 |
| Piggot, 6 days att 1s. 9d. | 0 | 10 | 6 |
| Ditto, Taking Care of the Horse on Sunday | 0 | 1 | 6 |
| Inglefield, 6 days at 1s. 8d. | 0 | 10 | 0 |
| £4 | 6 | 0 |
Work done this Week at Chelsea—
Recd. of Mr. Duesbury in full of all Demands for self and the a Bove.
Richd. Barton.
1770. A Weekly Bill at Chelsea from Decr. 1 to the 8.
| £ | s. | d. | |
| Boarman,[11] 6 days att 5s 3d. | 1 | 11 | 6 |
| Wolliams, 6 days att 4s. 6d. | 1 | 7 | 0 |
| Jenks, 6 days att 3s. 6d. | 1 | 1 | 0 |
| Boyer, 6 days att 3s. 6d. | 1 | 1 | 0 |
| Barton, 6 days att 3s. 6d. | 1 | 1 | 0 |
| Roberts, 3 days att 2s. 6d. | 0 | 7 | 6 |
| Piggott, 6 days att 1s. 9d. | 0 | 10 | 6 |
| Ditto, Sunday, taking care of the Horse | 0 | 1 | 6 |
| Inglefield, 6 days att 1s. 8d. | 0 | 10 | 0 |
| Overtime by Barton and Boyer, 10 Globe Cover Jarrs | 0 | 10 | 0 |
| 72 Seals painted in Mottords[12] by Boarman and Wolliams | 0 | 7 | 6 |
| 42 Seals, painted by Jinks at 2d. each, figures | 0 | 7 | 0 |
| A Letter from Darby | 0 | 0 | 5 |
| 2 Tons of fine clay Shipping to Darby | 2 | 7 | 0 |
| And 1 Ton to Chelsea of Corse | 0 | 17 | 0 |
| A Letter to Darby | 0 | 0 | 1 |
| Tax’s of the Factory | 2 | 0 | 3 |
| Turpentine for the Painters | 0 | 0 | 6 |
| Peaper for the Use of the factory | 0 | 0 | 4 |
| £14 | 1 | 1 | |
| Deduct for 2 Tun Clay[13] | 2 | 7 | 0 |
| £11 | 14 | 1 |
Rec. of Mr. Duesbury in full of all demands for Self and the a Bove.
Exd. and Ent.
Richd. Barton.
Amongst other interesting entries from week to week in the bills, I have chosen a few examples to illustrate the kind of work then carried on in this factory.
[72]
| £ | s. | d. | |
| Paid for the Plaister Mould from Darby, the 9 of August | 0 | 0 | 6 |
| Paid for a box from Darby | 0 | 0 | 6 |
| Overwork by Barton and Boyer, 2 Junquill Beakers | 0 | 4 | 0 |
| And 1 Vincent Pattern Perfume Pot | 0 | 1 | 6 |
| Seals painted by Jinks, 33 Lambs 1½d. | 0 | 4 | 1½ |
| 33 Covers Painted Overtime by Jinks at 1½d. each | 0 | 4 | 1⅓ |
| Cord[14] for the Kilns | 1 | 17 | 4 |
| Overtime by Boyer and Barton, 5 Sweet Meat Basons at 1s. each | 0 | 5 | 0 |
| ——4 hart shaped Perfume Pots with handles, at 1s. 3d. each | 0 | 5 | 0 |
| 1 Cupid Forgin Harts at 1s. 3d. | 0 | 1 | 3 |
| Overtime, Painting by Jinks 2 dozen of Tom titts at 1½d. each | 0 | 3 | 0 |
| Seals made overtime 3 dozen Chineas Men with a Bird | 0 | 3 | 6 |
| 3 dozen Cupids as a Backus | 0 | 3 | 6 |
| 24 Strawberry Compotiers made with the Darby clay. | |||
| 1 dozen and 6 Cupid Booted and Spurd | 0 | 1 | 9 |
| 1 dozen and 6 Harts on a Cushin | 0 | 1 | 9 |
| 1 dozen and 6 Cupid as a Doctor | 0 | 1 | 9 |
| 1 dozen and 6 Turks a Smokin | 0 | 1 | 9 |
| 1 dozen and 6 Shepherds Shearing of Sheep | 0 | 1 | 9 |
| 12 Tooth Picks with Head of Turk and Companions, painted with emblematick Mottoes, ditto at 1s. 6d. | 0 | 18 | 0 |
Examples of this kind[15] could be multiplied to any extent, but to bring the extracts a little later down in date, I shall content myself by giving the “weekly bill at Chelsea from June 19 to the 26, 1773,” to show that the same hands, with the addition of a modeller named Gauron, were still employed:—
| £ | s. | d. | |
| Gauron, 5¾ days at 8s. 9d. | 2 | 10 | 3½ |
| Boreman, 5¼ days at 5s. 3d. | 1 | 7 | 7 |
| Woolams, 5½ days at 4s. 6d. | 1 | 4 | 9 |
| Jenks, 6 days at 3s. 6d. | 1 | 1 | 0 |
| Snowden, 6 days at 3s. 6d. | 1 | 1 | 0 |
| Boyer, 6 days at 3s. 6d. | 1 | 1 | 0 |
| Barton, 6 days at 3s. 6d. | 1 | 1 | 0 |
| Roberts, 6 days at 2s. 6d. | 1 | 15 | 0 |
| Painting, overwork, Smelling Bottles of boys catching Squirrel at 1s. 3d. | 0 | 2 | 6 |
| 2 Ditto, with a Bird’s Nest at 1s. each | 0 | 2 | 0 |
| 1 Ditto, Piping with a Dog at 1s. | 0 | 1 | 0 |
| 1 Ditto, Double Dove | 0 | 1 | 0 |
| Mottoing 60 Seals at 1¼d. each | 0 | 6 | 3 |
| Modling Clay | 0 | 0 | 6 |
| A Parsel | 0 | 0 | 2 |
| A Letter | 0 | 0 | 1 |
| £10 | 15 | 1¾ |
Recd. of Mr. Duesbury in full of all demands for Self and the a Bove.
Richd. Barton.
Before Mr. Duesbury purchased the Chelsea works the mark of that
manufactory was an anchor,
 and to this Mr. Duesbury[73] added the letter D
and to this Mr. Duesbury[73] added the letter D
 ; and the mark now known
as distinguishing the “Derby Chelsea” ware was thus—generally in gold.
Examples of this period are of comparative rarity, and are eagerly
sought after by collectors.
; and the mark now known
as distinguishing the “Derby Chelsea” ware was thus—generally in gold.
Examples of this period are of comparative rarity, and are eagerly
sought after by collectors.

Fig. 45.
In 1772, in the very curious MS. “Lists of Gent., &c., in Derby, 1772,” in my own possession (a list prepared for official purposes over elections), are the following entries under “Southwark,” as that part of Derby was called. In one:—
| Duesbury, Mr. Wm | China Manufacturer. |
| Steer, Mr. John | At to China Manufactory. |
| Wood, Mr. Wm | Do. |
and in the other list:—
| Mr. Duesbury | China Manufacturer. |
| Mr. Wm Wood | Clerk to Do. |
| Mr. John Steer | Do. |
In June, 1773, Mr. Duesbury took the lease of premises (late the Castle Tavern) in Bedford Street, Covent Garden, for a warehouse for his Derby and Chelsea ware, and here, with this William Wood as his agent (afterwards succeeded by J. Lygo), he exhibited and kept a large stock of his manufactures, and carried on, in conjunction with his two works, a very thriving and lucrative trade. Here he issued a “List of the principal additions made this year to the new invented Groups, Jars, Vases, Urns, Beakers, Cups, Chalices, &., of Mr. Duesbury’s Derby and Chelsea Manufactory of Porcelaines, Biscuits, and China Ware, both Ornamental and Useful.” This “list” is printed in small quarto. Among the articles enumerated, one hundred and twenty-three in number, the following will be sufficient to show their beautiful and elaborate nature, and the amount of labour and artistic skill which they exhibited:—
“1. Their present majesties, the king and queen, and royal family, in three grouped pieces of biscuit. The centre piece represents the king in a Vandyke dress, on a blue and gold basement, supported by four lions leaning on an altar richly ornamented in blue and gold, with hanging trophies of the polite arts and sciences. The crown, munde, and sceptre reposing on a cushion, of crimson, embroidered, fringed, and tapelled in gold. 14 inches.
“42. A large beaker, sky-blue ground spotted in white; two dolphins, lion footed, standing on white goats’ heads, form the two anses in crimson and white edged with gold, the mouth of the beaker and the top of the vase are furrowed with twisted crenures in white and gold; the zone of the top is adorned with golden lions, turned toward white and gold marks; the rim of the cup part is foliated and crenulated friese, white and gold, with detached patera, the pediment striped with gold in alternate triangles, the foot covered with gilt leaves; the pedestal in white and gold has four white sphinxes for angular supporters, over which runs a gold festoon fixed to the surbase; the whole, with the pedestals, 20 inches.
[74]
“105. A white gallon cask, with gold edged hoops, adorned with four trophies of music emblems of love, in chiaro-oscuro, surmounted by a young coloured Bacchus, sitting on the bung tasting a grape, of which he holds a basket full between his legs, and a cup in his left hand, the barrel is made to turn round on a pivot fixed in an ormolu pediment, a satyr’s mask holds an ormolu cock in his mouth, which opens and shuts by a spring. 18 inches.”
The works at Chelsea were not finally discontinued until the year 1784, when they were destroyed by Mr. Duesbury, the kilns and every part of the work pulled down, and what was available sent down to Derby. The removal of the kilns, and the work of demolition, was entrusted to Robert Boyer, the painter, &c., the old and faithful servant whose name appears in the “weekly bills” above given; and when his work was done he removed to Derby at twenty-five shillings per week in place of a guinea, with house rent free, and fire as heretofore.[16] It is also worthy of remark that Mr. Duesbury purchased the Bow business, and owned the pottery at Pedlar’s Acre, at Lambeth, the rents of which he assigned in 1781.

Fig. 46.
Periodical sales of stock were held in London by Mr. Duesbury, and judging by the catalogues of “Sales by Auction” by Messrs. Christie and Ansell, of Pall Mall, and “Sales by Candle,” by Mr. Hunter, the articles sent up for the purpose were excellent examples of the manufacture, and just such as were likely to be sought after by the traders—the “chinamen” of London. The descriptions of the goods were of much the same character as in the “list” referred to, with this addition, that in the late catalogues the price (the trade price possibly) was attached to each article. I have by me the priced catalogues of several years’ sales, and it is highly interesting to examine them, and to see the prices the different articles realised at the sales. They give, perhaps, one of the best insights into the porcelain trade of that period of anything I have seen. A few items, taken at random, from some of these catalogues, will be useful to the collector. The “Catalogue of an elegant and extensive assortment of Derby and Chelsea Porcelaine” for sale on May 10th, 1781, and four following days, has a long and full title-page,[75] and occupies thirty-two octavo pages. The company were invited to this sale by cards, of which the following is a copy:—
“At Messrs Christie and Ansell’s great Room, next Cumberland House, Pall Mall, will be sold by Auction on Tuesday next, the 7th of May 1782, and the Four following Days, an elegant and extensive Assortment of the Derby and Chelsea Porcelain, consisting of Table and Desert Services, Tea and Coffee Equipages, Biscuit Ornaments, &c., &c.
“To be viewed on Saturday the 4th of May, and till the Sale (Sunday excepted), which will begin each Day at 12 o’clock.
“N.B.—Mr. Duesbury flatters himself the Produce of his Manufactory this Year will be found far superior to any Thing he has ever yet exhibited, and therefore humbly hopes he shall experience the wonted generous Countenance of the Nobility, and his Friends in general, whose Patronage (with the highest Sense of Gratitude) he will be ever studious to deserve.”
The following are a few of the lots offered. It was a five days’ sale, and there were 529 lots in all. The figures I have placed in brackets, thus [ ] are the prices the lots realised at this sale:—
A complete set of tea china, waved, shank’d, enamel’d with a border of green flowers and gold edge, 41 pieces. [£3 3s.]
Six French-shape chocolate-cups and saucers, enamel’d with festoons of green husks and pink and gold border. [18s.]
One small-size group representing Music, in biscuit. [21s.]
One pair of element-groups representing Air and Water, and 4 standing seasons, in ditto (biscuit). [£1 18s.]
An elegant Etruscan-shape vase, enamel’d in compartments with a figure of Shenston, and fine blue ground striped with gold.
One set of five beautiful vases, enamel’d in compartments with landscapes and figures, richly finished with green and gold.
A beautiful dejune, enamel’d in compartments with Cupids and striped with gold.
A beautiful large group of figures of the three Virtues, in biscuit. [30s.]
A beautiful desert-service, enamel’d with coloured flowers and fine blue and gold leafage border, consisting of 24 plates, 2 large oblong compotiers, 1 ditto with a foot, 2 heart-shape, 4 round, and 4 square ditto, 1 pair cream-bowls, covers, stand, and spoons.
One beautiful vase, enamel’d in compartments with a landscape on one side and Romeo and Juliet on the other, richly finished with chas’d and burnish’d gold.
One pair of ewer-shape vases, enamel’d in compartments with figures and richly gilt.
An elegant inkstand, fine blue and gold. [10s. 6d.]
One group of Jason and Medea before Diana.
One set of (three) vases, beautifully painted in compartments with jett figures, and richly finished with chas’d and burnish’d gold. [£7.]
One pair of Etruscan-shape vases, enamel’d with trophies and figures richly gilt.
A beautiful dejune, enamel’d with vases, &c., rich, finished with fine blue and gold. [63s.]
Six caudle cups, covers and stands, peacock pattern, white and gold. [25s.]
A superb and elegant pair of caudle cups, covers and stands, enamel’d in compartments with figures and striped with gold.
One pair of small foxes, in biscuit. [10s.]
A figure of Time and a set of the Seasons, enamel’d. [35s.]
One small group representing Music, 1 pair Sportsman and Companion, 4 small groups, and 4 small flower vases, in biscuit. [£2 6s.]
One pair of Dragon candlesticks, green and gold.
A beautiful three-quart punch-bowl, enamel’d with flowers and rich blue and gold border [17s.]
[76]
One superb and elegant vase with therms, beautifully enamel’d with figures, the Three Graces on one side and a landscape on the other, in compartments, enriched with chased and burnished gold, and 2 ewer-shape vases to match, figure of Virtue on one side and Prudence on the other.
One pair of basket-work antique-handled vases, enamel’d with figures, Pomona and Prudence on one side and a landscape on the other, in compartments, gilt to match.
One beautiful large group of two Virgins awaking Cupid, in biscuit. [42s.]
One ditto to match of two Bacchants dressing Pan with a garland of flowers.
One pair of beautiful groups representing Poetry and Music, in biscuit.
One set of figures, the four quarters and four small groups, in biscuit. [30s.]
One large punch-bowl, enamel’d with festoons of coloured flowers and gold edge. [12s.]
One large perfume-vase, beautifully painted in figures in compartments representing Eneas meeting Venus before he enters Carthage, richly gilt.
One pair of large beakers to match, enamel’d in compartments with figures, on one side Bacchus and Ariadne, and on the other Venus and Adonis, richly gilt.
A very rich and beautiful compleat desert service, enamel’d with different vases, festoons of green husks, and fine blue and gold, consisting of 24 plates, 2 large oblong compotiers, 1 ditto with a foot, 4 round, 2 heart-shape, 4 oval, 4 oblong ditto, and a pair of cream-bowls, covers, stands, and spoons. [£22 1s.]
Four pierced desert flower-vases, 1 pair fitting figures, and 4 shooting Cupids, in biscuit.
One pair of fox-hunters’ cups.
A very beautiful Seve-pattern compleat desert service, enamel’d with roses, fine mosaic border, richly finished with chased and burnish’d gold, consisting of 24 plates, 3 oblong compotiers, 2 heart-shape, 4 round, 4 square, 4 small oblong ditto, and a pair cream-bowls, covers, stands, and spoons. [£25 4s.]
One pair of sitting religious figures, in biscuit. [9s.]
One pair Satyr-head drinking-mugs, enamell’d and gilt. [8s.]
One beautiful figure of Shakespear, in biscuit, and fine blue and gold pedestal. [21s.]
One pair large rummers, enamel’d with festoons of coloured flowers, and gilt. [6s. 6d.]
Two large leaves, 4 small ditto, and one round fruit-dish. [13s.]
One group of 3 boys playing at hazard, and one ditto of a galanter show, in biscuit.
Six Egg-spoons, 6 artichoke-cups, and 6 asparagus-servers, enamel’d, fine blue and white. [9s.]
One sett of 3 vases, enamel’d with birds and gilt.
One large-size group representing Poetry and Music, in biscuit. [22s.]
One pair of large gardeners, 2 pair of muses, and 4 small flower-vases in ditto.
An elegant stand for different cheeses and butter, enamel’d with vazes and fine mazarine blue and gold (rivetted). [21s.]
1 sett of 5 elegant jars, enamel’d in compartments with groups of natural flowers and fine blue and gold.
A beautiful large group of 3 graces and 2 cupids, supposed to be crowning her Majesty with garland of flowers, in biscuit.
One pair of element groups, 1 pair of large fruit and flower figures, and one pair figures representing earth and water, in ditto. [42s.]
A neat chimney-piece embellished with composition ornaments.
Six beautiful coffee or chocolate cups and saucers, enamel’d with Cupids, fine blue ring and gilt.
A very rich and beautiful desert-service, enamel’d with roses and fine mazarine blue and gold border, consisting of 24 plates, 2 large oblong compotiers, 1 ditto with a foot, 2 heart-shape, 4 oval, 4 octagon, and 4 shell-shape ditto, and a pair of cream bowls, covers, stands, and spoons. [£28 7s.]
One beautiful group of 2 Virgins awaking Cupid, and a ditto of 2 bacchants dressing Pan with a garland of flowers, in biscuit. [£3 18s.]
One superb and elegant vase with therms, beautifully enamel’d with figures of wisdom and Vigilance on one side, and a landscape on the other in compartments, and richly ornamented with fine blue and gold, 2 ewer-shape vases to match, figure of Virtue on one side and fortitude on the other, with landscape and fine blue and gold.
One pair of elegant tripods richly ornamented with fine blue and gold.
[77]
One pair of beautiful antique lamps.
One beautiful vase, enamel’d in compartments, with a figure of rhetoric and a landscape enrich’d with gold stripes.
Two Neptune-head drinking-mugs.
One figure of Andromache weeping over the ashes of Hector, and one pair of Madona groups, in biscuit.
A large dove-house ornamented with natural flowers and richly gilt.
One large oval-shape vase and two egg-shape, enamel’d with Cupids gathering the vintage, richly finished with burnished gold.
One pair of elegant figures, Bacchus and Ariadne, 1 pair sportsman and companion, and 1 pair harlequin and columbine, in biscuit. [37s.]
One group of 4 Cupids, in biscuit. [17s.]
Four pierced flower vases, 2 pair gardeners, and 1 pair small dancing groups in ditto. [34s.]
A superb and elegant large vase with therms, beautifully enamel’d with figures of the three Graces on one side and a landscape on the other, 1 pair of ewer-shape vases to match, figure of Virtue and History on one side and landscapes on the other, in compartments, enrich’d with chased and burnished gold.
One pair of Egg-shape vases to match, enamel’d with figures of Prudence and Rhetoric.
Four small desert flower-vases, in biscuit. [9s.]
A beautiful group of 4 Cupids, 2 pair of small music figures, 1 pair French shepherds, and 4 small vases, in biscuit. [£2 3s.]
One pair large dancing groups, in biscuit. [24s.]
A pair of uncommonly large octagon jars (near 2 feet high) decorated with natural flowers and finely enamel’d with figures, landscapes, &c., richly ornamented with chased and burnish’d gold, the figures represent a votaress of Bacchus and Innocence washing her hands at an altar.
Six breakfast basons and saucers, enamel’d with green festoons and gold edges.
One pair of large perfume-vases, enamel’d with flowers, ornamented with dogs, rabbits, &c., and gilt.
An elegant Seve-pattern complete desert-service, enamel’d with roses and rich mosaic and gold border, consisting of 3 dozen plates, 2 large oblong compotiers, 4 round, 2 heart-shape, 4 large square, 4 small oblong, and one large ditto with a foot for the center, and a pair of cream-bowls, covers, stands, and spoons. [£30 9s.]
One pair groups, the arts and sciences, and a pair large gardeners, in biscuit. [30s.]
One superb and elegant large vase with therms, enamel’d in compartments with figures, the three Graces, enrich’d with chas’d burnish’d and gold. [£8 8s.]
One pair of beautiful oval jars to match, the figures represent Apollo and Agrippina lamenting over the ashes of Germanicus. [£6 6s.]
One of pair small enamel’d foxes. [10s.]
A pair of hares’ heads, enamel’d, after nature. [10s.]
Three elegant vases, enamel’d with rose-coloured figures from Ovid, and enriched with gold. [£9 19s. 6d.]
One pair large dogs, enamel’d.
A desert-service, enamel’d with roses, festoons of green husks, and pink and gold border, consisting of 24 plates, 3 large oblong compotiers, 4 round, 2 heart-shape, and 4 small oblong ditto, and a pair of cream-bowls, covers, stands, and spoons. [£13 2s. 6d.]
Six elegant ice cream cups, enamel’d with festoons of red husks, and fine blue and gold.
Two pair of large boys riding on dolphin and fawn, in biscuit.
One of these sale catalogues, at the risk of occupying much space, I here reprint entire, because I conceive nothing could more completely show the character of the goods, ornamental as well as useful, which at that time were the staple productions of the Derby works. It cannot, I opine, but be of immense use to collectors in assisting them to correctly appropriate and date their[78] examples. The catalogue which I now reprint (one of several years in my possession) is of folio size, and occupies twelve pages. The selling prices are printed in the catalogue; the prices realised at the sale, however, were not, on the average, more than one-half the printed ones. The proceeds of the whole sale was £276 4s. It is of the year 1785. The title-page is as follows:—
“Four Months Promp.——CHINA, for SALE, by the CANDLE, at Mr. William Duesbury’s Warehouse, in Bedford-Street, Covent-Garden, On Wednesday the 9th, and Thursday the 10th of March, 1785, at Six of the Clock in the Afternoon, A very good Assortment of Derby Figures and Candlesticks, compleat Tea and Desert Services, Caudle and Chocolate Cups, &c. of the newest and best Patterns. To be viewed on Monday and Tuesday, and ‘till the Time of Sale. To be Sold by Auction by WILLIAM HUNTER, Sworn Broker, No. 59, New Bond-Street.—Printed by Joseph Good, Stationer, &c., No. 79, Fleet Street.”
At the back of the title are the conditions, thus:—
“Bedford-Street, Covent-Garden, March 9, 1785.—Conditions of the Sale.—I. The Goods are all to be taken away without any Allowance at the Buyer’s Expence, on or before the 14th day of March, 1785, and paid for on delivery.—II. Buyer’s Notes, approved of by the proprietor, will be taken payable four Months after date.—III. The Proprietor will allow a discount of 2½ per Cent. to those who chuse to pay ready money.—IV. Such goods as shall not be taken away as aforesaid, the Proprietor shall be at liberty to re-sell without further notice, either by public sale or private contract; and all losses attending such re-sale shall be made good by the respective Buyer or Buyers at this Sale.—V. If any dispute shall arise between any Bidders concerning any lot, such lot to be put up again.—VI. The Buyer to pay Six-pence per lot deposit, in order to bind the bargain, which is not returnable.”
Then follows:—
A CATALOGUE, &c.
| LOT. | £ | s. | d. | |
| 1 | A Tythe pig group, 1 pair of large gardeners, 1 pair of Jupiter and Juno, 1 pair of Harlequin and Columbine, and 2 pair of basket boys | 3 | 11 | 0 |
| 2 | A set of 3 jars, decorated with natural flowers, and gilt | |||
| 3 | Five dozen of small boys | |||
| 4 | A pair of large singers, 1 pair of sitting pipe and guitar figures, 1 pair of less ditto, 1 pair of sporting figures, and 12 boys | 3 | 17 | 0 |
| 5 | A compleat set of tea china, double shape, enameled with roses, festoons of green husks, and purple and gold border, 40 pieces | 5 | 5 | 0 |
| 6 | Two Cupid groups, 1 pair of large Bacchus and Ariadne, 1 pair of pheasant figures, and 12 boys | 5 | 14 | 0 |
| 7 | Six double shape caudle cups and stands, enameled with Dresden flowers, and gilt | |||
| 8 | A pair of figures Shakspeare and Milton | 3 | 3 | 0 |
| 9 | Two second size Dianas, 1 pair of piping shepherds, 1 pair of large gardeners, 1 pair of sporting figures, and 1 pair of Mars and Venus | 4 | 15 | 0 |
| 10 | Two breakfast sets, enameled fine blue and white, 15 pieces each | 3 | 5 | 0 |
| 11 | A figure of Andromache, 1 pair of figures Diana and Apollo, 1 pair of boys riding on goat and panther, and 2 pair of small singers | 6 | 1 | 6 |
| 12 | A very elegant compleat set of tea china, Devonshire shape, enameled with roses, and richly finished with fine blue and gold, 41 pieces | 10 | 10 | 0 |
| 13 | A pair of figures Andromache and Plenty, 1 pair of haymakers, 1 pair of Mars and Minerva, and 2 basket boys | 4 | 15 | 0[79] |
| 14 | A pair of Madona groups, and 2 pair of sitting fruit and flower figures | 3 | 6 | 0 |
| 15 | Twelve very elegant cups and saucers, slop bason, cream ewer, and 4 plates | 6 | 13 | 0 |
| 16 | A large pastoral group, and 1 pair of groups Poetry and Music | 5 | 15 | 6 |
| 17 | Five dozen of small boys | |||
| 18 | A beautiful breakfast set, fluted, enameled fine blue and gold, 18 pieces | 3 | 18 | 0 |
| 19 | A pair of grotesque Punches, 1 pair of sitting figures, 1 set of standing seasons, and 1 pair of gardeners | 3 | 15 | 0 |
| 20 | Two groups of the four seasons, 2 pair of fruit and flower figures | 4 | 18 | 0 |
| 21 | A compleat set of tea china, plain shape, enameled, fine blue and gold border, the Prince of Wales’s pattern, 41 pieces | 8 | 8 | 0 |
| 22 | A breakfast set handled cups, small waved flute, 18 pieces | 2 | 0 | 0 |
| 23 | Twelve French shape cups and saucers, ditto | 2 | 2 | 0 |
| 24 | A pair of figures Diana and Apollo, and 1 set of small elements | 4 | 10 | 0 |
| 25 | A set of large antique seasons, 1 pair of large singers, 1 pair of pipe and guitar figures, and 2 pair of basket boys | 4 | 1 | 0 |
| 26 | A compleat set of tea china, white and gold, 41 pieces | |||
| 27 | Six very elegant caudle cups covers and stands, enameled with flowers and fine blue and gold | 6 | 0 | 0 |
| 28 | A group of Poetry, 1 pair of Mars and Venus candlesticks, 1 pair of piping shepherds, and 1 pair of boys riding on goat and panther | 4 | 12 | 0 |
| 29 | A pair of large pipe and guitar candlesticks, 1 pair of garland shepherds, and 1 pair of large pipe and guitar figures | 4 | 0 | 0 |
| 30 | A figure of Falstaff, a figure of Neptune, 1 pair of large gardeners, and 2 figures of Prudence | 5 | 4 | 0 |
| 31 | A very capital compleat set of tea china, fluted, richly enameled with fine blue and gold, 41 pieces | 14 | 14 | 0 |
| 32 | A compleat set of tea china, waved shanked, enameled with roses, festoon of red husks, and green and gold border, 41 pieces | |||
| 33 | A group of Jason and Medea before Diana, and 1 pair of groups, Poetry and Music | 5 | 5 | 0 |
| 34 | A figure of Diana, two pair of pheasant figures, 1 pair of boys riding on goat and panther, 3 pair of small music figures, and 4 busts | 5 | 5 | 0 |
| 35 | Six half-pint basons and stands, slop bason, sugar box, cream ewer, and 2 plates, enameled fine blue and white | 2 | 6 | 0 |
| 36 | A beautiful compleat desert service, enameled with roses, and fine blue and gold borders, consisting of 24 plates, 13 comporteers, 1 pair of cream bowls, covers, stands, and spoons | 26 | 5 | 0 |
| 37 | A figure of Justice, 1 set of small elements, 1 pair of Cupids, and 12 boys | 4 | 8 | 0 |
| 38 | A group of Jason and Medea before Diana, 1 pair of pipe and guitar candlesticks, and 2 pair of haymakers | 4 | 17 | 0 |
| 39 | A pair of figures Shakspeare and Milton, and a figure of Mr. Garrick | 4 | 14 | 6 |
| 40 | An elegant compleat set of tea china, new shape, white and gold, 41 pieces | 8 | 8 | 0 |
| 41 | A figure of Andromache, 1 pair of Bacchus and Ariadne, 1 pair of pipe and guitar figures, and 1 pair of fruit and flower | 4 | 15 | 0 |
| 42 | A pair of Madona groups, a pair of large gardeners, and 1 pair of sitting figures | 4 | 8 | 0 |
| 43 | A very elegant bason and ewer, richly ornamented with fine blue and gold | 2 | 10 | 0 |
| 44 | A compleat set of tea china, Devonshire shape, enameled with roses, festoons of red husks, and green and gold borders, 41 pieces | 5 | 5 | 0 |
| 45 | A pair of pipe and guitar candlesticks, one pair of Mars and Venus figures, 1 pair of pipe and tabor, 1 pair of sporting figures, and 1 pair of small pipe and guitar | 4 | 9 | 0 |
| 46 | A pair of Mars and Venus candlesticks, 2 pair of sacrifice figures, 6 Cupids, and 12 small boys | 4 | 0 | 0 |
| 47 | A group of Poetry, and 1 pair of figures Andromache and Plenty | 4 | 7 | 0 |
| 48 | A beautiful dejune, enameled fine blue and gold | 3 | 13 | 6 |
| 49 | A compleat set of tea china, waved shanked, enameled with festoons of coloured flowers, and green and gold border, 41 pieces | 6 | 6 | 0 |
| 50 | A figure of Falstaff, 1 pair of grotesque Punches, 1 set of Seasons, and 1 pair of Cupids riding on goat and panther | 4 | 11 | 0[80] |
| 51 | Two Cupid groups, 2 pair of large music figures, 4 seasons, and 4 busts | 5 | 8 | 0 |
| 52 | A large figure of Britannia, 1 figure of Justice, and 1 figure of Falstaff | 4 | 19 | 0 |
| 53 | A very elegant breakfast set of plain shanked, enameled fine blue and gold, 18 pieces | 4 | 9 | 0 |
| 54 | A ditto | 4 | 9 | 0 |
| 55 | A tythe pig group, 1 set of standing seasons, 1 pair of Mars and Minerva, 1 pair of large gardeners, and 12 small boys | 4 | 3 | 0 |
| 56 | A pair of Madona groups, 2 pair of sacrifice figures, 1 small group, and 3 pair of small music figures | 5 | 3 | 0 |
| 57 | A compleat set of tea china, new embossed, enameled with a fine blue and gold border (the Queen’s pattern) 41 pieces | 6 | 6 | 0 |
| 58 | Six caudle cups, covers and stands, ditto | 3 | 12 | 0 |
| 59 | A pair of large groups | 4 | 4 | 0 |
| 60 | A pair of groups, Poetry and Music, and 1 pair of boys riding on goat and panther | 4 | 7 | 0 |
| 61 | Two figures of Diana, 1 pair of sitting pipe and guitar figures, and 2 pair of music figures | 4 | 13 | 0 |
| 62 | A very elegant compleat set of tea china, fluted, richly ornamented with fine blue and gold, 41 pieces | 14 | 14 | 0 |
| 63 | A figure of Falstaff, 2 pair of Cupids, 1 set of standing seasons, and 12 small boys | 3 | 15 | 0 |
| 64 | A compleat desert service, enameled fine old japan pattern, consisting of 24 plates, 13 comporteers, and 1 pair of cream bowls, covers, stands, and spoons | 20 | 0 | 0 |
| 65 | A large pastoral group, 2 figures of Diana, and 1 pair of large singers | 5 | 5 | 0 |
| 66 | A pair of groups, Poetry and Music, and 1 pair of large pipe and guitar figures | 4 | 4 | 0 |
| 67 | A very elegant set of tea china handled cups, white and gold, 41 pieces | 8 | 18 | 6 |
| 68 | A group of the Virtues, and 1 ditto of the quarters | 4 | 4 | 0 |
| 69 | Five dozen of small boys | |||
| 70 | A compleat set of tea china, fluted, enameled fine blue and gold, 41 pieces | |||
| 71 | A set of small elements, 2 pair of large gardeners, 1 pair of sporting figures, and 3 pair of basket boys | 5 | 3 | 0 |
| 72 | Two sets of breakfast sets, small waved flute, enameled fine blue and white, 17 pieces each | 3 | 19 | 0 |
| 73 | A compleat set of tea china, waved shanked, white and gold, 41 pieces | |||
| 74 | A pair of spring candlesticks, 1 pair of boys ditto, 1 pair of haymakers, 1 pair of Mars and Venus figures, 1 pair of small singers, and 2 pair of buck and doe | 4 | 10 | 0 |
| 75 | Six Devonshire shape caudle cups, covers, and stands, enameled fine green and gold | 3 | 12 | 0 |
| 76 | Two figures of Neptune, 3 pair of large fruit and flower figures, 6 squarrels, and 12 boys | 5 | 16 | 0 |
| 77 | A set of 3 vauses, enameled with flowers, and green and gold | |||
| 78 | A pair of figures Andromache and Plenty, and 1 pair of large pipe and guitar candlesticks | 4 | 12 | 0 |
| 79 | A very elegant compleat set of tea china, peacock pattern, enameled fine blue and gold, 41 pieces | 11 | 11 | 0 |
| 80 | A tythe pig group, 1 pair of Jupiter and Juno, 2 pair of Harlequin and Columbine, 1 set of standing seasons, and 12 small boys | 4 | 11 | 0 |
| 81 | A pair of groups, Poetry and Music, and 1 pair of boys riding on goat and panther | 4 | 7 | 0 |
| 82 | A breakfast set of bell-shape cups with handles, enameled fine blue and gold, 18 pieces | 3 | 13 | 0 |
| 83 | A ditto | 3 | 13 | 0 |
| 84 | A set of elements, 1 pair of singers, and 1 pair of Mars and Venus figures | 5 | 8 | 0 |
| 85 | A pair of figures Shakspeare and Milton | 3 | 3 | 0 |
| 86 | A compleat set of tea china, white and gold, 41 pieces | |||
| 87 | A group of 2 Baccants, 1 figure of Andromache, and 1 figure of Neptune | 4 | 14 | 0 |
| 88 | A figure of Diana, 2 pair of sitting pipe and guitar figures, 1 set of grotesque seasons, 1 pair of Jupiter and Juno, and 12 boys | 4 | 8 | 0[81] |
| 89 | A pair of Madona groups, 1 set of quarters, and 2 pair of basket boys | 4 | 4 | 0 |
| 90 | A pair of figures Andromache and Plenty, and a pair of pipe and guitar chandeliers | 4 | 18 | 0 |
| 91 | A figure of Falstaff, 1 set of small elements, 2 Cupids and 2 pair of sporting figures | 4 | 14 | 0 |
| 92 | Five dozen of small boys | |||
| 93 | A group of 3 virgins distressing Cupid, and 2 Cupid groups | 5 | 16 | 0 |
| 94 | A figure of Diana, 1 pair of haymakers, 2 pair of small gardeners, 5 desert gardeners, 4 busts, and 12 boys | 3 | 4 | 0 |
| 95 | A tythe pig group, 1 pair of sitting pipe and guitar figures, 1 pair of Harlequins, and 3 pair of basket boys | 3 | 2 | 0 |
| 96 | A group of Poetry, 2 pair of small elements, and 1 pair of sitting pipe and guitar figures | 4 | 11 | 0 |
| 97 | A figure of Justice, 1 pair of piping shepherds, 1 set of standing seasons, and 1 pair of grotesque figures | 4 | 12 | 0 |
| 98 | A pair of large groups | 4 | 4 | 0 |
| 99 | A pair of Madona groups, 2 pair of sitting fruit and flower figures, and 3 pair of small music figures | 4 | 7 | 0 |
| 100 | A pair of figures Diana and Apollo, 2 pair of large gardeners, and 1 pair of sitting figures | 4 | 14 | 0 |
| 101 | A set of large French seasons | |||
| 102 | A pair of pipe and guitar candlesticks, 1 pair of spring ditto, and a set of standing seasons | 3 | 3 | 0 |
| 103 | Æsculapius and Hygiæa, 1 pair of sacrifice figures, 4 pair of small Turks, 2 pair of salutation figures, 2 basket boys, 13 birds, 2 dogs, and 4 boys | |||
| 104 | A group of Poetry, 2 pair of sporting figures, and 1 pair of boys riding on goat and panther | 4 | 2 | 0 |
| 105 | A pair of large ice-pails, white and gold | 5 | 5 | 0 |
| 106 | A group of Jason and Medea, 1 pair of large singers, 1 pair of Mars and Minerva, and 2 pair of basket boys | 5 | 1 | 0 |
| 107 | A compleat set of tea china, white and gold, 41 pieces | |||
| 108 | A group of Poetry, 8 antique seasons, 1 pair of sitting figures, 1 pair of music figures, and 12 boys | 4 | 14 | 0 |
| 109 | Four elegant broth basons, covers, and stands, enameled fine blue and gold pearl border | 3 | 0 | 0 |
| 110 | A pair of Madona groups, 1 pair of Jupiter and Juno, and a set of sitting seasons | 4 | 1 | 0 |
| 111 | Twenty-two sundry small figures | |||
| 112 | A beautiful bason and ewer, and 2 punch jugs, with covers, enameled fine blue and gold | 3 | 18 | 0 |
| 113 | A large pastoral group, 4 antique seasons, and a pair of large gardeners | |||
| 114 | A pair of groups Poetry and Music, and a pair of boys riding on goat and panther | 4 | 7 | 0 |
| 115 | A breakfast set, small flute, enameled with a fine blue and gold pearl border, 18 Pieces | 4 | 3 | 0 |
| 116 | A compleat set of tea china, new embossed, enameled with a fine blue and gold border, 41 pieces | 6 | 6 | 0 |
| 117 | A pair of figures Andromache and Plenty, a pair of Cupids, and 2 pair of sitting pipe and guitar | 4 | 13 | 0 |
| 118 | Five dozen of small boys | |||
| 119 | A compleat desert service, enameled, fine old Japan pattern, consisting of 24 plates, 13 comporteers, and 1 pair of cream bowls, covers, stands, and spoons | 26 | 5 | 0 |
| 120 | A figure of Falstaff, 2 pair of Bacchus and Ariadne, and 1 pair of boys riding on goat and panther | 5 | 18 | 0 |
| 121 | Twelve new shape cups and saucers, 1 slop bason, sugar-box, cream ewer, and plate, enameled with fine blue springs, and narrow blue border | 2 | 0 | 0 |
| 122 | A very elegant compleat set of tea china handled cups, richly enameled with fine blue and gold scrole border, 41 pieces | 12 | 12 | 0[82] |
| 123 | A group of the virtues, 1 pair of large Bacchus and Ariadne, 1 pair of haymakers, and 1 pair of sitting figures | 5 | 3 | 0 |
| 124 | A tythe pig group, a set of standing seasons, a pair of Cupids, a pair of gardeners, and 3 pair of basket boys | 4 | 2 | 0 |
| 125 | Twelve chocolate cups and saucers, enameled with festoons of green husks, and pink and gold border | 3 | 18 | 0 |
| 126 | A beautiful dejune, enameled, with vauses, &c. and fine blue and gold | 4 | 4 | 0 |
| 127 | A pair of figures Shakspeare and Milton, and a pair of sitting pipe and guitar figures | 4 | 4 | 0 |
| 128 | A figure of Falstaff, and a set of elements | 4 | 5 | 0 |
| 129 | Two breakfast sets, enameled fine blue and white | 4 | 6 | 0 |
| 130 | A pair of pipe and guitar candlesticks, and a pair of spring ditto | 2 | 3 | 0 |
| 131 | Six elegant caudle cups, covers, and stands, enameled fine blue and gold | |||
| 132 | Two breakfast sets, enameled fine blue and white, 18 pieces each | 4 | 6 | 0 |
| 133 | Two Cupid groups, a pair of singers, and a pair of boys riding on goat and panther | 4 | 11 | 0 |
| 134 | A figure of Falstaff, 4 small elements, and 2 pair of Jupiter and Juno | 4 | 13 | 0 |
| 135 | A beautiful compleat set of tea china, enameled with festoons of gold husks, and fine blue and gold border (Prince of Wales’s pattern) | 10 | 10 | 0 |
| 136 | A pair of large groups | 5 | 15 | 0 |
| 137 | A pair of figures Shakspeare and Milton | 3 | 2 | 0 |
| 138 | Six elegant caudle cups, covers, and stands, enameled fine blue and gold | |||
| 139 | A breakfast set, enameled with blue and gold springs, and blue and gold border, 18 pieces | 3 | 13 | 0 |
| 140 | A pair of large pipe and guitar candlesticks, and a set of small French seasons | 3 | 18 | 0 |
| 141 | A tythe pig group, 1 pair of large gardeners, 2 pair of sitting pipe and guitar figures, and 3 pair of basket boys | 3 | 14 | 0 |
| 142 | A compleat set of tea china, white and gold | |||
| 143 | A season group, 1 pair of Bacchus and Ariadne, and 3 odd figures | |||
| 144 | A pair of large Bacchus and Ariadne, 1 pair of boys riding on goat and panther, 1 pair of large fruit and flower figures, 3 pair of small ditto, and 1 pair of basket boys | 4 | 16 | 0 |
| 145 | A compleat set of tea china, peacock pattern, enameled green and gold, 41 pieces | 8 | 8 | 0 |
| 146 | Four caudle cups, covers, and stands, enameled with roses, festoons, and purple and gold border | 2 | 8 | 0 |
| 147 | Two large pastoral groups | 4 | 4 | 0 |
| 148 | A pair of figures Andromache and Plenty, and 1 pair of grotesque Punches | 3 | 17 | 0 |
| 149 | Five dozen of small boys | |||
| 150 | A elegant compleat set of tea china, white and gold, 41 pieces | |||
| 151 | A group of Jason and Medea before Diana, 1 pair of large singers, 1 pair of large gardeners, and 1 pair of sporting figures | 4 | 13 | 0 |
| 152 | A large pastoral group, and 1 pair of pipe and guitar candlesticks | 3 | 17 | 6 |
| 153 | A beautiful compleat desert service, enameled with roses and fine blue and gold borders, consisting of 24 plates, 13 comporteers, and 1 pair of cream bowls, covers, stands, and spoons | 26 | 5 | 0 |
| 154 | A figure of Andromache, a pair of antique seasons, a pair of Bacchus and Ariadne, a pair of sacrifice figures, and a pair of fruit and flower | 4 | 13 | 0 |
| 155 | A compleat set of tea china, white and gold, 41 pieces | |||
| 156 | Five dozen of small boys | |||
| 157 | A large group of three virgins, a pair of large seasons, and 2 pair of music figures | |||
| 158 | Six chocolate cups and saucers, enameled with fine blue and gold borders, and 6 ditto, enameled with Dresden flowers and gold edge | 3 | 6 | 0 |
| 159 | Four basons, covers, and stands, enameled with red husks, and fine blue and gold border | 3 | 3 | 0 |
| 160 | A group of Baccants, and 2 pair of large elements | 5 | 14 | 0 |
| 161 | A pair of figures Andromache and Plenty, and 2 pair of sporting figures | 4 | 4 | 0 |
| 162 | A compleat desert service, enameled fine old blue and gold Japan pattern, consisting of 24 plates, 13 comporteers, and a pair of cream bowls, covers, stands, and spoons | 18 | 18 | 0[83] |
| 163 | A pair of Mars and Venus candlesticks, 2 pair of haymakers, and 1 set of quarters | 4 | 6 | 0 |
| 164 | A very elegant compleat set of tea china, enameled with roses, and fine blue and gold border, 41 pieces | 8 | 8 | 0 |
| 165 | Twelve breakfast basons and stands, slop bason, sugar box, and 12 bread and butter plates, white and gold | 4 | 10 | 0 |
| 166 | A tythe pig group, 2 pair of small singers, 2 pair of sporting figures, and 3 pair of basket boys | 3 | 16 | 0 |
| 167 | A group of three virgins, a pair of large seasons, and a pair of Bacchus and Ariadne | 5 | 15 | 6 |
| 168 | A compleate set of tea china, enameled fine blue and gold, 41 pieces | |||
| 169 | A group of the quarters, 1 pair of large elements, and 6 antique seasons | 4 | 18 | 0 |
| 170 | A pair of Madona groups, and 2 pair of Mars and Minerva | 3 | 18 | 0 |
| 171 | A compleat set of tea china, white and gold dontel edge, 41 pieces | 4 | 4 | 0 |
| 172 | A Cupid group, a pair of season groups, and 2 pair of small Bacchus and Ariadne | 5 | 0 | 0 |
| 173 | Five dozen of small boys | |||
| 174 | A very elegant compleat set of tea china, fluted, richly enameled with fine blue and gold, 41 pieces | 14 | 14 | 0 |
| 175 | A pair of pipe and guitar chandeliers, 1 pair of garland shepherds, and 1 pair of French shepherds | 4 | 2 | 0 |
| 176 | A pair of Welch taylors, 2 pair of sporting figures, 2 pair of small gardeners, and 1 set of sitting seasons | 4 | 8 | 0 |
| 177 | A compleat desert service, enameled with groups of flowers, and fine blue and gold vini border, consisting of 24 plates, 13 comporteers, and 1 pair of cream-bowls and stands | 25 | 0 | 0 |
| 178 | A pair of figures Andromache and Plenty, 1 pair of fruit flower figures, and 1 pair of sacrifice figures | 4 | 2 | 0 |
| 179 | A figure of Diana, 1 pair of sitting pipe and guitar figures, 2 pair of Harlequin and Columbine, and 2 pair of basket boys | 3 | 19 | 0 |
| 180 | An elegant compleat set of tea china, 41 pieces | |||
| 181 | A group of the 4 seasons, 1 set of French seasons, 2 antique seasons, and 6 small Turks | |||
| 182 | A Cupid group, 1 pair of Bacchus and Ariadne, 6 antique seasons, and 12 boys | |||
| 183 | A set of 5 large vauses, enameled compartments, with figures, and richly gilt | |||
| 184 | A group of poetry, and 1 pair of large figures | 3 | 6 | 0 |
| 185 | A pair of groups Poetry and Music, and 4 odd figures | |||
| 186 | Five dozen of small boys | |||
| 187 | A tythe pig group, 1 set of standing seasons, 1 pair of sitting figures, and 2 pair of small gardeners | 3 | 11 | 0 |
| 188 | A pair of boy candlesticks, 2 pair of large gardeners, 1 pair of sitting pipe and guitar figures, and 2 pair of small fruit and flower | 3 | 18 | 0 |
| 189 | Sundries | |||
| 190 | Ditto | |||
| 191 | Ditto | |||
| 192 | Ditto | |||
| 193 | Ditto | |||
| 194 | Ditto | |||
| 195 | Ditto | |||
| 196 | Ditto | |||
| 197 | Ditto | |||
| 198 | Ditto |
Figs. 47 to 50.—From the Museum of Practical Geology.
A few months before Mr. Duesbury’s death—which, as I have stated, took place in November, 1786—he took his son William into partnership, and the business was carried on under the style[84] of “Messrs. William Duesbury and Son.” It thus appears upon the title-pages of the sale catalogue of 22nd September in that year, but is altered back to “Mr. William Duesbury” alone in that for 21st December following. For some years before the death of his father the younger Mr. William Duesbury had devoted himself untiringly to the advancement of the works. No man could have been more highly respected, both by his workmen and by all who knew or had dealings with him at home and abroad, than was this second William Duesbury, and under his care the works continued to grow in importance with an astonishing rapidity, and soon became by far the most prosperous and most successful in the kingdom. The connection which had previously been formed with the principal families, from royalty downwards, spread and increased, and among the hundreds of names of purchasers on the sale sheets and other papers, I come across, at random, those of the King, the Queen, the Prince of Wales (afterwards George IV.), who was a large customer for dessert, tea, coffee, and other services; the Duchess of Devonshire, William Pitt, Sir Hugh Pallisser, the Margravine of Anspach, the Duke of Northumberland, Lord Howe, and indeed almost every title then in the peerage. Besides this, several ladies of distinction painted groups of flowers and other pictures on porcelain, supplied to them for the purpose by Mr. Duesbury, who afterwards fired and finished them for their own special use. Of these ladies, Lady Margaret Fordyce, Lady Plymouth, and Lady Aubrey executed some beautiful drawings, which probably may still remain in their families. Lord Lonsdale also had twenty-four plates painted with landscapes in[85] Cumberland, from his own sketches, and many other noblemen and gentlemen did the same; many sets of china being painted with views of different parts of the estates of those for whom they were manufactured. Bronze figures of horses—probably originally belonging to the famous Duke of Newcastle, whose work on Horsemanship is the finest ever produced—were lent to Mr. Duesbury from Welbeck Abbey; and Lady Spencer also sent some choice moulds for working from. Altogether the Derby works, during the latter part of the first Mr. Duesbury’s time, and during the life of his son, were, as I have said, the most successful, the best conducted, and the most fashionable establishment of the kind in the kingdom.

Fig. 51.—“King’s vase,” Museum of Practical Geology.
Constant application to business, and the wear and tear of the brain from incessant anxieties, about 1795 made such fearful inroads on the health of Mr. Duesbury, that he was induced by his friends to take into partnership a Mr. Michael Kean, a very clever miniature painter, an Irishman by birth, who brought his talents to bear on the works, and by his skill in designing and drawing added much to the beauty of the articles manufactured. His connection however, seems to have been a source of still greater anxiety to Mr. Duesbury, whose mind gradually gave way under his load of care. In 1796 Mr. Duesbury died, and after a time Mr. Kean (who had for a time the management of the business for the widow and her young family) married the widow, but not long after, from reasons into which it is needless to enter, as they do not affect the narrative, withdrew hastily from the concern, and the works were then continued for, and afterwards by, the third William Duesbury. Mrs. Duesbury, by her[86] second marriage (with Michael Kean) had a family of five children. She died in 1829, after having passed a not altogether happy life. This third William Duesbury (grandson of the founder of the works) was the eldest son of William Duesbury by his wife, Elizabeth Edwards. He was born in 1787, and on the 26th September, 1808, married Annabella, daughter of William E. Sheffield, Esq., of the Polygon, Somers Town, London, and for a time the concern was carried on under the firm of “Duesbury and Sheffield.”
In 1815, Mr. Duesbury leased the premises to Mr. Robert Bloor, who had been a clerk to his father, and had carried on the business during Mr. Duesbury’s minority, and the entire concern ultimately passed into his hands, and was carried on by him for the first few years with much judgment and skill.

Fig. 52.
Before Mr. Bloor’s time it had been the constant plan of the Duesburys—so worthily tenacious were they of their reputation, and of keeping up the high and unblemished character of their works—to allow none but perfect goods to leave their premises, and no matter how costly the article, or how trivial the fault (frequently so trivial as to be only perceptible to the most practised eye), all goods which were not perfect were stowed away in rooms in the factory, and had accumulated to an enormous extent. When Mr. Bloor took the concern, this stock of seconds goods became an almost exhaustless mine of wealth to him. Having to pay the purchase money by instalments, he found the easiest method of doing so was to finish up these goods, take them to different large towns, and there sell them by auction, and also to have sales at the manufactory; one of these sales, in 1822, continued twenty-five days. By this means Mr. Bloor amassed large sums of money, as the “Derby china” found ready and liberal purchasers wherever it was thus offered. This system, however, though it had a temporary good, produced a lasting evil. The temptation to produce large quantities of goods specially for auction sale was so great as not to be withstood, and as by this means[87] they were disposed of “with all their imperfections thick upon them,” less care was devoted to their manufacture, and the decline of the works, principally from this cause, commenced.
Mr. Robert Bloor was assisted in his works by his brother Joseph, by whom the “mixing” was mainly done, and from 1828, when Mr. Robert Bloor’s health began to fail, they were carried on for him by a manager named Thomason. The two brothers died within a short time of each other. Robert, who had lost his mind for many years before his decease, died in 1845, and Joseph the year following. The works then passed into the hands of Mr. Thomas Clarke, who had married a grand-daughter of Robert Bloor’s, who discontinued them, and sold most of the models, &c., to the Staffordshire manufacturers—the greater bulk going into the hands of Mr. Boyle, a manufacturer, of Fenton, who was son of Mr. John Boyle, and for a short time before his death a partner with the Wedgwoods. The final dissolution of the old works took place in 1848, when a number of the workmen naturally migrated into Staffordshire and Worcestershire.
At this time, however, several of the old hands—actuated by the laudable desire of securing the continuance of a business which for a century had been so successfully carried on, and of continuing it as one of the trades of their native town—clubbed together (to use a characteristic expression), and commenced business on their own account. They each and all threw into the common stock what knowledge, experience, money, and tools, &c, they possessed, took premises in King Street (on the site of old St. Helen’s Nunnery), and under the name of “Locker and Co.” commenced making “Derby china,” and adopted, very properly, a distinctive mark, which shows this epoch in the works. It is a somewhat curious circumstance, that on the site of the old china works the modern Roman Catholic nunnery of S. Marie was erected; while on the site of the old nunnery of St. Helen, the present china works are now carried on. Great difficulties were encountered by this band of workmen, but their zeal and determination overcame them.
Mr. Locker (who was a native of Blackfordby, and had been clerk and warehouseman at the old works in the latter part of their existence) died in 1859, and the works were next conducted under the style of “Stevenson and Co.,” and “Stevenson, Sharp, and Co.,” till the death of Mr. Stevenson, when the style was changed to that of “Hancock and Co.,” and the works are now[88] continued by Mr. Sampson Hancock, and bid fair, if not to rival the early glory and success of the works, at least to do credit to the town of Derby, in which they are situated. Some of the productions are highly creditable to the taste and skill of the men, and show that “ye art of making English china,” imparted to William Duesbury in 1756, is not forgotten, but remains with his successors to the present day.
One of the last large services made by Bloor was a magnificent dessert made for her present Majesty, and some large additions to that set, and pieces for replacing, have been from time to time made by the present owners of the works, which are still therefore as fully entitled to the name of “Royal” works as any of their predecessors. The marks used by these later firms will be found engraved on page 93; I give them to complete the chronological series. The name of Courtney, which appears on one of these marks, was Bloor’s agent.
Having now gone through the History of the works, it only remains to speak of the artists employed, and of one branch of the manufacture, that of “Biscuit,” which requires more than a passing notice. This material was a discovery of, and quite peculiar to, the Derby Works, and the secret of its composition is still preserved. To it the beautiful material Parian thus owes its origin. One of the Derby workmen having engaged himself to Mr. Copeland, was trying experiments to recover the secret of the biscuit composition, when instead of it he produced accidentally that which has been named “Parian,” and in which all the exquisitely beautiful figures and groups that characterise their, and other equally admirable, productions have since, with modifications and improvements, been worked. It is pleasant thus to know, that although the art of making Derby biscuit figures has been discontinued, the Parian has sprung from it, and was first produced by a Derby man. Nothing could exceed the sharpness and beauty of the biscuit figures as produced in the best days of the Derby Works, and some examples, for delicacy and fineness of modelling, and for sharpness of touch, have never, in any ceramic material, been surpassed, or scarcely equalled.
Transfer printing on china appears to have been introduced at Derby in 1764—some years before even Wedgwood printed his own ware, but while he was in the habit of sending it off to Liverpool to be printed by Messrs. Sadler and Green. The process, however, did[89] not obtain much favour at Derby, and Mr. Duesbury evidently found it better, and more satisfactory, to adhere to hand-work in all his goods. The person who introduced the process, and whom he engaged to carry it on, was Richard Holdship, of Worcester, who, by deed, covenanted for the sum of £100 paid down, and a yearly sum of £30 so long as the works continued on his process, to impart in writing to Messrs. Duesbury and Heath his secret process for making china according to proofs already made by him at the Derby Works; to supply them with all sufficient quantities of soapy rock at fair prices; and to print all the china or porcelain ware which might have occasion to be printed. The engagement with Holdship lasted, at all events, many years, but during that time the printing evidently was not much followed, as in his letters to his employers he is constantly complaining of having no work for his presses, and in having no goods made according to his process. He had an assistant named William Underwood, and in one of his letters he values his press at ten guineas in cash, and his copper-plates at a large amount, while he says “for his process for Printing Enamell and Blew, he hath been offered several Hundred Pounds.” His stock of enamel colours, 151 lbs. in weight, he offers to sell for £35. It is needless to write more in this place of Holdship’s connection with Derby, as I have already given more full particulars in the first volume, page 232. At one time John Lodge, the eminent engraver, engraved some plates for printing at Derby. The following is his bill for some engraving done in 1771:—
Mr. Deusberry Dr. to John Lodge,
| £ | s. | d. | |
| Engraving a Plate of Chinese Figures | 0 | 10 | 6 |
| Copper to do. | 0 | 2 | 6 |
| To Engraving Eight Borders | 0 | 16 | 0 |
| Copper to do. | 0 | 1 | 11 |
| To Engraving two Plates for Cups and Saucer | 1 | 1 | 0 |
| Copper | 0 | 4 | 5 |
| To Engraving two Plates for Cup and Saucer | 1 | 1 | 0 |
| Copper to do. | 0 | 2 | 4 |
| To Engraving two Plates for Small China | 1 | 4 | 0 |
| Copper to do. | 0 | 5 | 10 |
| £5 | 9 | 6 |
Sept. 28, 1771.
Recd. the Contents in full of all demands, John Lodge.
Fruit dishes, and other articles were at one time made with open-work reticulated rims or sides; a raised “Dresden” flower[90] being placed on each of the outer sections in much the same manner as was characteristic of one period of Worcester work. These were made both in blue and white, and in enamel; they are somewhat scarce.
Fig. 53.
In 1789 Mr. Duesbury endeavoured to introduce batt-printing into his manufactory, and for that purpose prevailed on his former assistant, J. Hancock, then in Staffordshire, to inquire into and describe to him the process. I must not omit to say that earthen ware, called the “Cream Ware,” very closely resembling Wedgwood’s celebrated “Queen’s Ware,” was made at Derby for a short time, and was of great beauty. Specimens of this ware are of great rarity.
In 1790 Mr. Duesbury invented a machine for exhibiting the contraction of earthen bodies when in the fire; this he had constructed by Spooner and Son.
Figs. 56 to 58.
The marks used at the Derby China Works may be thus briefly summarised.
The simple writing letter
 is said to have been the first mark used by William Duesbury. The
, which stands either as
the initial of Derby or of Duesbury, conjoined with the anchor of
Chelsea
is said to have been the first mark used by William Duesbury. The
, which stands either as
the initial of Derby or of Duesbury, conjoined with the anchor of
Chelsea  is the distinctive mark of
the Chelsea-Derby period—the period when William Duesbury, who had
purchased the Chelsea works, carried on both the manufactories, and,
later, produced goods at Derby from the Chelsea moulds. Two or three
varieties of this mark, according to the taste or whim of the workmen,
occur (see Figs. 56, 57, and 58).
is the distinctive mark of
the Chelsea-Derby period—the period when William Duesbury, who had
purchased the Chelsea works, carried on both the manufactories, and,
later, produced goods at Derby from the Chelsea moulds. Two or three
varieties of this mark, according to the taste or whim of the workmen,
occur (see Figs. 56, 57, and 58).

Figs. 59 to 61.
Two other marks, the one a
surmounted by a crown, and the other an anchor, similarly surmounted,
are said to have denoted respectively the articles made at this period
at Derby and at Chelsea (Figs. 59 to 63). Now and then the first of
these is met with in connection with the anchor (Fig. 63).
[91]

Figs. 62 to 67.
The most usual mark is that of the letter D, with crossed swords, dots,
and crown, of which several varieties occur. Sometimes the initial is
the writing letter
, and sometimes a Roman
capital D, and the crown also varies according to the caprice of the
painter. Figs. 64 to 67 show some of the varieties.

Fig. 68.
A variety of this, in which a
and a  are conjoined, denotes the period when the
works, in their later days, were carried on by Duesbury and Kean. It
was, however, only very sparsely used. For some years, at all events
up to about 1825 or 1830, Mr. Bloor continued to use the old mark of
the Duesburys—the crown, cross daggers with dots, and D beneath—but
about that period discontinued it, and adopted instead a mark with his
own name (Fig. 68). It is well to note, that down to the discontinuance
of the old mark, it had invariably been done with the pencil, by
hand, but that those adopted by Mr. Bloor were printed
ones. The first printed mark I believe to be Fig. 69, and somewhat
later the same was used, but slightly larger in size (Fig. 71). Other
marks are shown on the engravings. Figs. 74 and 75 have an old English
are conjoined, denotes the period when the
works, in their later days, were carried on by Duesbury and Kean. It
was, however, only very sparsely used. For some years, at all events
up to about 1825 or 1830, Mr. Bloor continued to use the old mark of
the Duesburys—the crown, cross daggers with dots, and D beneath—but
about that period discontinued it, and adopted instead a mark with his
own name (Fig. 68). It is well to note, that down to the discontinuance
of the old mark, it had invariably been done with the pencil, by
hand, but that those adopted by Mr. Bloor were printed
ones. The first printed mark I believe to be Fig. 69, and somewhat
later the same was used, but slightly larger in size (Fig. 71). Other
marks are shown on the engravings. Figs. 74 and 75 have an old English
 surmounted by a crown; another (Fig. 76) a crown,
with a riband bearing the word DERBY in Roman capitals beneath it.
surmounted by a crown; another (Fig. 76) a crown,
with a riband bearing the word DERBY in Roman capitals beneath it.

Figs. 69 to 73.

Figs. 74 to 78.
[92]
Other marks, said to have been for one purpose or other—of course as imitations—used at Derby, are the following:—
Figs. 79 to 84.
In my own possession is a design, in pencil, by Mr. Duesbury, by his
own hand, for a mark, which I engrave on Fig. 84, although I believe
it was never adopted. At all events I have failed in discovering a
single specimen so marked. Mrs. Palliser, however, engraves a mark
as occurring on a cup and saucer, which somewhat assimilates to it.
She also gives, from a specimen in her own possession, the word
 in writing letters. This, she states,
occurs “in black on a biscuit statuette;” but I fear the mark has been
added at a later date. Another mark, which has been described to me,
but of which I have not seen an example, is very similar to Fig. 84,
but has the cross daggers and crown added, with the encircling words
“DUESBURY, DERBY,” Fig. 85. It may be well, en passant, to
notice a mark which appears on one of the copper-plates of the Caughley
works (see Vol. I., p. 273). It is an anchor over the word “Derby.” As
the initials RH conjoined also appear along with the anchor and word
“Worcester,” and may mean either R. Hancock or Richard Holdship, the
probability is they belong to the latter (who was connected with the
Derby works), and that the anchor was adopted in allusion to his
name, hold ship—a very clever and ingenious device. Another
variety belonging to Mr. Robinson differs slightly from these.
in writing letters. This, she states,
occurs “in black on a biscuit statuette;” but I fear the mark has been
added at a later date. Another mark, which has been described to me,
but of which I have not seen an example, is very similar to Fig. 84,
but has the cross daggers and crown added, with the encircling words
“DUESBURY, DERBY,” Fig. 85. It may be well, en passant, to
notice a mark which appears on one of the copper-plates of the Caughley
works (see Vol. I., p. 273). It is an anchor over the word “Derby.” As
the initials RH conjoined also appear along with the anchor and word
“Worcester,” and may mean either R. Hancock or Richard Holdship, the
probability is they belong to the latter (who was connected with the
Derby works), and that the anchor was adopted in allusion to his
name, hold ship—a very clever and ingenious device. Another
variety belonging to Mr. Robinson differs slightly from these.

Figs. 84 to 89.
On some services, notably on the royal service, mentioned on page 88, Mr. Bloor had his name painted in full—

Messrs. Robert Bloor & Co.,
34, Old Bond Street,
on the back of plates, &c. The “Co.” in this instance was Mr.[93] Thomas
Courteney, the London agent, through whom the order was procured.
His place of business was 34, Old Bond Street, and many of the goods
afterwards made for him bore the accompanying mark, Fig. 91. Messrs.
Locker & Co., at the modern King Street works, used the mark, Fig. 92,
and their successors, Stevenson, Sharp, and Co., the next one. The next
firm, Stevenson and Hancock, used, in accordance with my suggestion,
and a sketch I made for them, in 1862, the old Derby mark of the crown,
crossed daggers, dots, and letter
, with the initials of the firm S. H. (for Stevenson and Hancock); this is still
continued by the present sole proprietor, Sampson Hancock—the letters
S. H. being, fortunately, his own initials.

Figs. 91 to 94.
Of the artists employed at the Derby China Works, the principal modellers appear to have been Spengler, Stephan, Coffee, Complin, Hartenberg, Duvivier, Webber, and Dear, and many others, including Bacon the sculptor, were employed in London, and the models sent down to the works.
Of the painters, the principal ones were Bowman, who was originally of Chelsea, afterwards of Derby, and then again of London, and who was one of the best flower and landscape painters of his day; Billingsley, who received instruction from Bowman, and whose flower pieces have certainly never been surpassed, or even equalled; Hill, a famous painter of landscapes, who delighted in sylvan scenery; Brewer, also an excellent landscape and figure painter, and whose wife, Bernice Brewer, was also a painter; Pegg, who surpassed in faithful copying of nature, in single branches and flowers, and in autumnal borders; Samuel Keys, a clever ornamentalist, who ended his days in the employ of Mintons; Steel, who excelled all others in painting fruit; John Keys, a flower painter; Cotton and Askew, two highly-gifted painters of figures; Webster, Withers, Hancock (two, uncle and[94] nephew), Bancroft and others as flower painters; Lowton, clever at hunting and sporting subjects; and Robertson, at landscapes.[17] But besides these, there were many other really clever artists employed. It is pleasant, too, to know, that “Wright, of Derby,” the celebrated portrait painter, the contemporary and fellow pupil with Reynolds, lent his powerful aid on some occasions,[18] in supplying drawings and giving advice, as did also De Boeuff, Bartolozzi, Sanby, Glover, and many others of eminence; and it is also interesting to add, that one of the Wedgwood family, Jonathan Wedgwood, was at one time employed at Derby. The draft of agreement between himself and William Duesbury, dated 1772, is in my own possession, and by it he binds himself for three years to work at “the arts of repairing or throwing china or porcelaine ware,” for the sum of fourteen shillings per week. A few brief notes upon some of the artists of the Derby works will doubtless be of service to collectors; I therefore dot down the following memoranda:—
J. J. Spengler, a Frenchman, had been occasionally employed in London by Mr. Duesbury to model figures for him, and in 1790, on the recommendation of Mr. Vulliamy, entered into an agreement to come to Derby. Mr. Wallis, in his not very reliable account of the Derby China Works, to which I have before referred, says Spengler “was brought to Derby from London by Mr. Kean,” but this is an error. He was in Derby years before Mr. Kean had any connection with the works. The original agreements, dated July 13 and September 15th, 1790, are in my own possession (as are also a number of original letters, accounts, and other documents connected with him), and is as follows:—
“A Copy.
“A Memorandum.
London, July 13, 1790.
“That the Bearer, Mr. J. Spengler, has agreed to come down to the Manufactory at Derby, to work as Modeller, &c, and to receive for the first month after the rate of three Guineas per week, and his expenses paid down by the Coach. His hours of work is to be from Seven o’clock in the morning till the rest of the People in the Manufactory give Over work in the Evening. It is further agreed on, that after the expiration of the first Month, if the parties like each other and they agree for a fixed time to come, The bearer, Mr. J. Spengler, is then only to receive after the rate of two pounds ten shillings per week from the first day he began to work in the manufactory.
“Witness: (Signed) “For Mr. W. Duesbury.
“B. Vulliamy. “J. Spengler. “J. Lygo.”
He accordingly came to Derby and a more full agreement was drawn up in September. On the 15th of that month he drew up and signed a memorandum to the effect that as he knew[95] nothing either of the laws or language of England, he was to go to London to cause to be examined the agreement made between himself and “Monsieur Duesbury Maitre de la fabrique de Porcelaine a Derbey,” and should it be found right, to return at once to Derby and sign and execute it; Mr. Duesbury agreeing to pay the expenses of the journey and half the loss of time at the rate fixed in the agreement. This memorandum, which is well written, but in wretched French, is signed by “J. Spengler” and by “Mr. Duesbury” thus:—
“Sep. 15th, ’90. As far as I can understand the French Language, I conceive the above to be right.
Wm Duesbury.”
Spengler first went down to Derby in the beginning of August, 1790, soon after the date of the agreement of July 13th (having just previously modelled a “Figure of Astronomy, in London,” for which Mr. Duesbury paid him ten guineas, and for extra time expended over it at Derby, in finishing, an additional two and a half guineas), and his first pieces of work were “Figure with a Vase (Morning),” and its companion, a “Figure with a Vase (Noon),” for each of which he was paid seven guineas; and the “Three Graces,” for the time expended on which he was paid six guineas.[19] Before long, unpleasantness arose through Spengler’s inattention to work, breach of contracts, and getting into debt, and in 1792 he left Derby surreptitiously. Proceedings were taken by Mr. Duesbury; his goods (the inventory of which, dated March 18th, is before me) were sold; and he was captured at Ramsgate, and placed in the King’s Bench Prison. The result of law proceedings was that Spengler entered into a fresh agreement with Mr. Duesbury (I have the draft) by which he covenanted “Not to lose more time in any one week than half a day, sickness excepted, under the penalty of paying after the rate of 7s. per day to Mr. D., Mr. S. to continue to serve Mr. D. to the best of his skill (without working for any other person) until he shall have paid Mr. D. the ballance due to him, and all lawful expences; Mr. D. receiving two-thirds of his earnings, Spengler to have liberty to attend any number of hours (that the manufactory is open for others) over and above those work’d by himself and the rest of the other hands for overtime, and to receive in the same proportion for such time as for the regular day’s time,” and so on. He was, evidently, for the purpose of carrying out the agreement, bailed out of the King’s Bench by a friend, whose letters I possess, but by November of the same year had again left his employment.[20]
[96]
Spengler was then again in the King’s Bench, from which, on the 31st of January, after other correspondence, he wrote a very pathetic letter (in French, as all his letters are) to Mr. Duesbury, and ultimately it appears that an arrangement was come to for him to work in London. In 1794, fresh arrangements were again in progress (Spengler, who was living at Chelsea, in the meantime having continued to work for Mr. Duesbury), and much correspondence took place; the result being that in February, 1795, Spengler returned to Derby, under a fresh agreement, which, as it contains much valuable information as to figures and groups, and prices for modelling them, I give entire:—
“Heads of an Agreement to be enterd into between Wm. Duesbury of Derby in the County of Derby & J. J. Spengler, Modeller, Viz.:—
“J. J. S. to serve Wm. D. his Exs. Adms. or Asss. in his Manufactory at Derby for so long as W. D. his Exs. Adms. or Asss. shall have occasion for the assistance of J. J. S. W. D. his Exs. Adms. & Asss. reserving to themselves the power of Terminating this Agreement by giving J. J. S. 1 Month’s notice at any time. J. J. S. to have the like power of Terminating it at any time by giving 1 Ms. notice unless he shall not be able in that time to complete any Set of work he may have undertaken in which case J. J. S. to stop with W. D. his Exs. Adms. or Asss. till such work is so finishd if required by W. D. his Exs. Adms. or Asss.
“W. D. having been a great looser by J. J. S. under a former Agreement, it is now agreed that W. D. his Exs. Adms. or Asss. shall have the liberty to pay J. J. S. for his Work either by the day at four shillings pr day of 10 hours (to be the same hours which other Workmen work for a day from time to time in the Porcn. Manufactory at Derby) or by the piece as aftermentiond at their option when any piece of Work shall be finished.
“The prizes for each Male or Female Human Figure to be Modeld by J. J. S. from any sketch either on paper or in Clay &c. as highly finished as the Russian Shepherd Group—Palemon & Lavinia Group—Blind Beggar & Daughter Do. modeld for W. D. by J. J. S. some time since to be
| £ | s. | d. | ||||||
| If | 4 | Inches high | & not exceding | 5 In. | 6 | 6 | ||
| „ | 5 | „ | „ | 6 „ | 8 | 0 | ||
| „ | 6 | „ | „ | 7 „ | 11 | 6 | ||
| „ | 7 | „ | „ | 8 „ | 13 | 6 | ||
| „ | 8 | „ | „ | 9 „ | 16 | 0 | ||
| „ | 9 | „ | „ | 10 „ | 18 | 6 | ||
| „ | 10 | „ | „ | 11 „ | 1 | 1 | 0 | |
| „ | 11 | „ | „ | 12 „ | 1 | 4 | 0 | |
| „ | 12 | „ | „ | 13 „ | 1 | 8 | 0 | |
| „ | 13 | „ | „ | 14 „ | 1 | 13 | 0 | |
| „ | 14 | „ |  |
and so on in proportion. | ||||
| „ | 15 | „ | ||||||
| „ | 16 | „ | ||||||
| „ | 17 | „ | ||||||
| „ | 18 | „ | ||||||
| Intermediate Sizes in proportion. | ||||||||
“J. J. S. to go to Derby at his own expence & to begin work in 28 Days after his signing this Engagement. In the mean time Mr. Lygo to pay him from the Time he signs this Agreemt. 5/- pr. Week to be repaid by J. J. S. by Weekly Stoppages of Eight Shillings.
“J. J. S. in all other particulars to work at & be subject to the same rules, orders, & regulations as the rest of the Workmen of the Manufactory at Derby.
“All Sketches to be made whether in Clay or on paper, &c., under the direction of Mr. D. his Exs.] Adms. or Asss]. by the day without limitation of time. J. J. S. to do the best he can in this particular to dispatch business.
“J. J. S. & W. D. agree hereby to execute regular articles of agreements conformable to the above specified heads so soon as the same can conveniently be prepared, under the Penelty of One Hundred Pounds. Signd this 10th day of Jany 1795.
“SPENGLER
“Witness—Joseph Lygo.”
“Modeler.
In a letter dated February 3, 1795, it is said “Spangler will set off for Derby tomorrow, he intends walking as it will not be so expensive and he may as well be walking to Derby as stay here doing nothing.” How long he remained in Derby after this I have not ascertained[97] but as Mr. Duesbury died the following year, and things went very awkwardly, it is probable he did not long remain.
Pierre Stephan, another Frenchman, was for some years a modeller and china maker at Derby, and produced many lovely groups and single figures. He removed to Jackfield, where he commenced a small pot-works, producing not only earthenware, but encaustic tiles. His son, Mr. Peter Stephan, is, at the time I write, a skilled modeller at the Coalport China Works. (See page 305, vol. I.) By articles of agreement entered into on the 17th September, 1770, “between Peter Stephane of Derby in the County of Derby, Modeler and China or Porcelaine Repairer of the one part and William Duesbury of the same place China or Porcelain Manufacturer of the other part” he binds himself for three years “to employ himself in the art of Modelling and Repairing China or Porcelaine Ware” at £2 12s. 6d. per week. The agreement is signed “Pierre Stephan” and “William Duesbury,” and is attested by “Constantine Smith,” “Friederick Decuber,” and “Thos. Morgan, Junr.”—names which will be found noticed elsewhere. In 1795 Stephan was at Shelton, and while there continued to model for and send moulds to Mr. Duesbury.
Fidele Duvivier, a Frenchman, entered into an engagement with the elder Mr. Duesbury in 1769. The agreement (duly signed by both Duesbury and Duvivier, and attested by “John Bosher” and “S. Horrocks,”) is dated 31st October, 1769, and is “between Fidelle Duvivier of the borough of Derby China or Porcelain Painter,” and “William Duesbury of the same place China or Porcelain Manufacturer,” and covenants that the former shall, for four years from that date, “diligently and faithfully according to the best and utmost of his skill and knowledge, exercise and employ himself in the Art of Painting China or Porcelain Ware,” for the weekly wages of 24s.; Mr. Duesbury agreeing, at the end of that time, to give him an additional five guineas “in case he shall merit the same.” He became the principal flower painter at the Derby Works, and his style was much followed by the later painters. Duvivier remained some years at Derby, and then left, being afterwards employed at Wedgwood’s and various other places. In 1790, being then employed at the New Hall Works (which see), he wrote the following letter to the then Mr. Duesbury, and in consequence, I believe, he returned for a time to Derby:—“Hanley green, the 1 novebr 1790, Mr. Dousbery, Sir,—take the liberty Adressing you with a few lines, as mine Engegement in the new Hal Porcelaine manufatory is Expierd, and the propriotors do not intend to do much more in the fine line of Painting, therefor think of Settling in new Castle under lime being engag’d to teech Drowing in the Boarding School at that place, one School I have at Stone, so as to have only three days to Spare in the week for Painting, wich time Could wish to be employ’d by you preferable to eany other fabricque, because you like and understand good work, as am inform’d, my painting now to watt I did for your father is quit diferent but without flatering my Self, Hope to give you Satisfaction, in Case you Schould like to inploy me, Sir,—your anser will much oblige your Humble Servant, Duvivier P.S. the conveyance would be much in fevoir for to Send the ware to and from as ther is a waggon Every week from darby to new Castle”
William J. Coffee, a modeller, who “made his mark” at Derby, was the son of William Coffee, who worked either at Hempel’s or Triquet’s pottery at Chelsea, and afterwards entered into domestic service in a gentleman’s family. Coffee was, I believe, brought up to some branch of the business with his father at these Chelsea works, and was afterwards employed at Coade’s Lambeth Pottery.[21] He first came down to Derby, I believe, about the year 1791, and agreements were entered into between him and Mr. Duesbury. I believe he at first came as a kiln-man. He does not, as a modeller, seem to have made much head-way at first, and even in 1794 the London agent wrote, “I do not much admire Mr. Coffee’s modelling from what I have yet seen. The figure No. 359 is one of the most stupid looking things I ever saw, and the figure of Apollo in group No. 379 is very vulgar about the bosom, for sure never such bubbys was seen and so much exposed—the design is pretty enough.” Soon after this a fresh agreement was entered into as to prices to be paid for figures according to size by the piece, or at day’s wages; Mr. Duesbury covenanting to have the option of paying him after the rate of 3s. 6d. per day for each day of 10 hours that he works at the manufactory, “or at the rate of 7s. for any single human figure of 6 inches high, whether standing or in any other action, which if standing would be 6 inches high; and that all figures shall be roughed out naked in correct proportions before draped;” three pence for every half inch additional in height being[98] paid, and so on. On the 30th of January, 1795, a fresh agreement was entered into:—“Memorandum—Whereas Heads of an Agreement between Wm. Coffee and Wm. Duesbury were Executed by W. C. and W. D. wherein 6 Months notice was agreed upon between them when either wished to close the Agreement—It is hereby agreed between W. D. and W. C. that the said Agreement shall be cancell’d, and this Agreement stand in its place viz—W. C. shall Modell for W. D. untill the 6th of July next at the prizes which shall be paid by W. D. to the Modeller he has now engaged to come down who is to have 4s. pr. day for such work as he shall do by the day and various prizes by the piece in proportion to their value when he works by the piece in lieu of by the day—NB—This Agreement is not to be construed to imploy that W. D. has agreed to raise W. C.’s wages by the day above 3s. 6d. when he shall chuse to imploy W. C. by the day in preferance to his working by the piece—Signed this 30th of Jany. 1795. NB—W. C. remarks, that he would wish to know before he begins any piece of work whether the said work is to be Executed by him by the day or by the piece, W. D. certifies by this proviso that such was always his intention—W. Coffee, W. Duesbury, Witness, Charles King.”
In the same year Coffee left Derby, and engaged himself with Sir Nigel Gresley, Bart., and Mr. Adderley, at their china works at Burton-on-Trent,[22] and immediately wrote as follows to Mr. Duesbury:—“Burton on Trent J 4 1795, Sir,—My being your Debtor makes it my Duty to inform you immediately of my arrival here and likewise of my engagement with Sir Nigel Gresley and Mr Adderley lest you should suppose that I had forgot the Obligation I lie under to you—but am extremely sorry to understand that you meant to injure me respecting my Business as that would totally deprive my honest intention of paying you, the mode of which I shall be happy to submit to your own satisfaction when I wait on you, I intend as soon as possible.—I am sir your h servant, W. Coffee.” To this Mr. Duesbury returned a manly letter, denying the imputation, asking for the name of Coffee’s informant, and assuring him that he has only to make the mode of repayment quite convenient to himself. In the same year the father of Coffee thus wrote:—“London Sepr 9th 1795, Sir,—My Son since He left you has been at Work near your Manufactory for Sir Nigel Gresley which He says He inform’d you of at the time—having finished all there was to do there He is now return’d to London and out of Employ. As I was very sorry for his leaving you and severely reflected on Him for it—He now assures me that He shou’d be extremely happy to serve you again—for a constancy if you thought proper under an Article for a Term of Years—at the lower rate of 18 or 17 Shillings pr week—He gave Sir Nigel the greatest satisaction both in His behaviour and in His Business—as a proof of which Sir Nigel has offer’d to give Him the best of Characters at any time it shou’d be requir’d of Him—therefore Sir you cou’d be satisfied in that respect at any time you pleas’d—hoping whatever may have happen’d at any time disagreeable your goodness will forget—Your condescention in favouring me with an Answer directly will much oblige Sir Your most humble Servant William Coffee P.S. He is wiling to repair or do what work you think proper. I will attend Mr Ligo hopeing your kind Answer.” The result was that Coffee returned to Derby; worked at the china factory as of old; and afterwards commenced business on his own account in Derby. Here he produced terra-cotta figures of considerable merit and in tolerable variety. Of these, a wolf, a lion, a dog, and others are strikingly good. He stamped his productions with his name, “W. COFFEE, DERBY,” and occasionally the number, or the date. He also gave lessons in modelling, and turned his attention to oil-painting and sculpture. His statue of Æsculapius, on the roof of the Infirmary at Derby, was his principal work. It was executed in or about 1810.
Richard Askew was employed at the Chelsea works when taken to by Duesbury, and came from there to Derby in 1772. His name occurs regularly in the “weekly bills” at Chelsea where he received 4s. 2d. a-day wages. The following is an account for extra work done by him:—
| £ | s. | d. | |
| 2 Perfume pots in figuars | 1 | 16 | 0 |
| 2 Row wagons in figuars | 1 | 10 | 0 |
| £3 | 6 | 0 |
Recid. £2 2s.
April the 30, 1771.
Richard Askew.
[99]
Robert Askew, his son, was employed at Derby in 1772, and in that year, along with John Laurence, absconded from his employment, and was advertised three different times in the Birmingham newspapers. In 1794 Askew, “enamel painter of Birmingham,” was living in Birmingham (at 8, Friday Street), and on the 2nd of August an agreement was drawn up, by which he bound himself “to work by the piece in lieu of the day, and at prizes mentioned in the ajoining list;” the subjects to be executed in the best manner in his power, and not agreeable to the coffee cans already executed, viz., Duke of York, King and Queen of France, and Spinning Wheel, &c., but in quality and effect equal to the Cupids on two flower pots by James Banford having R. Askew’s name written upon them (to prevent a mistake in alluding to them) in ink, subscribed this day in presence of Mr. C. King. The list of prices by the piece, attached to the draft of the agreement, is of great interest, but too long to insert. The coffee cans here named were some then recently painted by Askew, and as the bill for them contains many curious items and much valuable information on the Art-productions of that day, I give it entire. This bill, and many others which are still extant, show that Askew was the principal figure-painter employed at the Derby China Works. It is headed, “Mr. Wilm. Duesbury, Deptur to Richd. Askew, July 1794.”
| £ | s. | d. | |
| “a coffe can, with the king of france, one days work | 0 | 5 | 3 |
| a coffe can, with the Queen of france, one day | 0 | 5 | 3 |
| a coffe can, with a woman spining, one Day | 0 | 5 | 3 |
| a coffe can, with the head of the Duke of york, one day | 0 | 5 | 3 |
| 2 coffe cans, with cupeds, tow Days & a half | 0 | 13 | 1 |
| a cadle cup, with a woman & child, tow days | 0 | 10 | 6 |
| a cadle cup, with a begar-Girl & child, tow days | 0 | 10 | 6 |
| a coffe can, a woman holding flowers siting, a day & half | 0 | 7 | 10 |
| a flower Pot, with a woman & child, tow days | 0 | 10 | 6 |
| a cadle cup, with a woman & a Lion, tow days | 0 | 10 | 6 |
| 2 coffe cans, figuors of fath & hope, to days & a half | 0 | 13 | 1 |
| a cadle cup, with the fourting-teller, three and a half days | 0 | 18 | 4 |
| a coffe can, with the head of the Prince of Wails, tow days | 0 | 10 | 6 |
| a coffe can, with a Girl & bird, one Day & a half | 0 | 7 | 10 |
| 2 coffee cans, with cupids, tow Days and a half | 0 | 13 | 1 |
| a cadle cup, with a woman siting at Woark, tow days | 0 | 10 | 6 |
| a cadle cup, with Doatage and beauty, three days | 0 | 15 | 9 |
| a cadle cup, with Age and youth, three Days | 0 | 15 | 9 |
| 2 coffe cans, with cupieds, tow Days and a half | 0 | 13 | 1 |
| a coffe can, with a man & woman offiring to Cuped, 3 days & a half | 0 | 18 | 4 |
| a coffe can, with cupied chiding Venus, 3 days & a half | 0 | 18 | 4 |
| 2 cadle cups, first & scount lasson of love, Eaght Days | 2 | 2 | 0 |
| a Plate, with a head, half a Day | 0 | 2 | 7 |
| a cup & scarcer, with landsceps, one Day | 0 | 5 | 3 |
| a coffe can, with a Girl & a Rabbet, tow Days | 0 | 10 | 6 |
| a coffe can, with bebe & Eagle, tow Days | 0 | 10 | 6 |
| 2 coffe cans, with the Prince of Wails & Dutches of york, 4 days | 1 | 1 | 0 |
| a coffe can, with maid of Corinth, four Days | 1 | 1 | 0 |
| a coffe can, with love sleeps, four Days | 1 | 1 | 0 |
| a coffe can, with sapho & cuped, 3 Days & a half | 0 | 18 | 4 |
| a coffe can, with a offering to cuped, 3 Days & a half | 0 | 18 | 4 |
| for Drawings, tow Days & a half | 0 | 13 | 1 |
| a cup & sacer, in brown, half a day | 0 | 2 | 7 |
| a coffe can, in brown, half a Day | 0 | 2 | 7 |
| a Plate, with Plamon & lavinea, 3 Days | 0 | 15 | 9 |
| 2 coffe cans, with single figuars, tow Days | 0 | 10 | 6 |
| a Plate, with a cupied & Emblems, tow Days & half | 0 | 13 | 1 |
| 12 Tea cups, in brown figuars, three Days & a half | 0 | 18 | 4 |
| a Plate, with a cupied only, a Day & a half | 0 | 7 | 10 |
| 8 coffe cans, single figuars, Eight Days | 2 | 2 | 0 |
| 2 coffe cans, with figuars, Day & a half Each | 1 | 11 | 6 |
| 4 coffe cans, with the four Elements, 4 Days Each | 4 | 4 | 0[100] |
| to three weekes Drawing of cupieds | 4 | 14 | 6 |
| 4 coffe cans, with figuars, a Day & half Each | 1 | 3 | 7 |
| 4 coffe cans, with figuars, a Day & half Each | 1 | 10 | 6 |
| a coffe can, with the Duke o york, tow Days | 0 | 10 | 6 |
| a Pair, with figuars, 5 Days | 1 | 6 | 3 |
| 2 chamber Pots, with cupieds in the inside, 4 days | 1 | 1 | 0 |
| a coffe can, with the Prince of Wails | 0 | 10 | 6 |
| to Drawing of cupieds, 5 Days | 1 | 6 | 3 |
| a stand, with cupieds, in Rose couler, Day & half | 0 | 7 | 10 |
| a cram Pot, in Do, half a Day | 0 | 2 | 7 |
| a cram Pot, with figuar in brown, half a Day | 0 | 2 | 7 |
| 4 coffe cans, with dancing figuars, 5 Days | 1 | 6 | 3 |
| 4 coffe cans, with the Elements, 4 Days | 4 | 4 | 0 |
| a cadle cup, with a woman & children a brakefarst, 3 Days & half | 0 | 18 | 4 |
| a cadle cup in Do, at supper, 3 Days & a half | 0 | 18 | 4 |
| a stand, a tay Pot, 2 coffe cans, a sugar Bason and cram Pot, work warry heily & neatly finishd by Pertickler Desier, 5 weekes | 7 | 17 | 6 |
| 5 cups, in landskips, 2 Days | 0 | 10 | 6 |
| £61 | 0 | 4 | |
| the subjects on the stad, 3 womans & cupied tyde to a tree. | |||
| on the coffe cans, to woman offereng to Pan & to woman awaking of cupied. | |||
| on the Tea Pot, maid of Corinth & love sleeps. | |||
| on the sugar-Bason, Euphorsnay & cuped. | |||
| on the crame Pot, a flying cupied. | |||
| Dilevered October the 3, 1795. | |||
| £ | s. | d. | ||
| 1. | 2 coffe cans, with the King & Queen of france | 0 | 10 | 0 |
| 2. | 1 Do, with the duke of yorke | 0 | 5 | 0 |
| 3. | 1 Do, with the spining weele | 0 | 3 | 0 |
| 4. | 2 Do, with Cupets | 0 | 10 | 0 |
| 5. | 1 cadle cup, with a woman & child | 0 | 7 | 0 |
| 6. | 1 Do, with Begar Girl & child | 0 | 7 | 0 |
| 7. | 1 coffe cup, with a woman siting | 0 | 5 | 0 |
| 8. | a flower Pot, with a woman & cupet | 0 | 9 | 0 |
| 9. | a Cadle cup, with Hosea & a Leon | 0 | 7 | 0 |
| 10. | 2 coffe cans, with hope & fath | 0 | 10 | 0 |
| 11. | a cadle cupe, with the fortin teller | 0 | 14 | 0 |
| 12. | a coffe can, with a head of the Prince of Wales | 0 | 7 | 6 |
| 13. | a coffe can, with a Girl & bird | 0 | 5 | 0 |
| 14. | a cadle cup, with a woman siting at work | 0 | 7 | 0 |
| 15. | a cadle cup, with doatage & beauty | 0 | 12 | 0 |
| 16. | Do, with age and youth | 0 | 12 | 0 |
| 17. | 2 coffe cans, with cupets | 0 | 10 | 0 |
| 18. | 2 cadle cups, first & secont leson of love | 1 | 8 | 0 |
| 19. | 2 coffe cans, with venus and cupet & sacrafise to love | 1 | 10 | 0 |
| 20. | a Plate, with hand | 0 | 2 | 0 |
| 21. | a cup & saucer, with Landsceps | 0 | 6 | 0 |
| 22. | 2 coffe cans, hebe & the child & rabbet | 0 | 18 | 0 |
| 23. | 2 coffe cans, with heads of the Prince of Wales & Dss of York | 0 | 15 | 0 |
| 24. | a coffe can, with the maid of corneth | 0 | 15 | 0 |
| 25. | a coffe can, with love slepes | 0 | 15 | 0 |
| 26. | a coffe can, with sappho to Phaon | 0 | 15 | 0 |
| 27. | a coffe can, with offering to cupet | 0 | 15 | 0 |
| 28. | for Drawings | 0 | 12 | 0 |
| Deliverd. November the 26, 94. | £15 | 11 | 6 | |
| Richard Askew. |
[101]
William Billingsley, whose name is more intimately mixed up with the history of porcelain than most of his contemporaries, was a china painter of unusual excellence, and a practical maker as well. Like many another man of genius, he was, however, unstable and erratic in his movements; but to this very quality we are indebted for the establishment of more than one eminent manufactory. To him and his practical skill is due the establishment of china-works at Pinxton, at Mansfield, at Nantgarw, and at Swansea, and to some extent the improvement of the ware at Coalport and at Worcester, as well as much of the high class of decoration at the old Derby Works; and he has thus “left his mark” on the history of Ceramic Art. Billingsley was a man of great genius, of extraordinary talent, of extreme ability as an artist, and of skill as a practical potter; but wanting stability, he became but a living illustration of the adage which says “a rolling stone gathers no moss.” He settled only for a very short time anywhere before he again moved; but wherever he did remain, if only for a short time, he left the impress of his name and the most indisputable evidence of his skill behind him. William Billingsley was the eldest son of William and Mary Billingsley, of the parish of St. Alkmund, Derby. He was baptized in that church on the 12th of October, 1758. The following is the entry of his birth:—“1758, Oct. 12, Baptized, William, the son of—Billingsley and—his wife.” Other entries in the register show that the names of his parents were “William” and “Mary.” His father died in March, 1770, when he was only twelve years of age.[23] Four years afterwards, on the 26th of September, 1774, when sixteen years of age, he was bound apprentice to William Duesbury. In the indenture he is described as “William Billingsley, son of Mary Billingsley, of Derby, in the county of Derby,” and he is bound apprentice for five years to “William Duesbury, of Derby aforesaid, China or Porcelain Maker,” to “learn the Art of Painting upon China or Porcelain Ware.” He was to receive as[102] wages five shillings per week for the whole time of his servitude; not an advancing scale year by year as was usual. The indenture is signed by “William Billingsley,” “Mary Billingsley,” and “Wm. Duesbury,” in the presence of “Wm. Clarke.” To Mr. Duesbury he served the full time of his apprenticeship, during which time he received considerable instruction as a painter, from Zachariah Boreman,[24] one of the best artists of the old Chelsea Works, who had removed with those works to Derby. On the 4th of November, 1780, William Billingsley, then just over twenty-two years of age, married, at St. Alkmund’s Church, Derby, Sarah Rigley, of that parish, by whom he had several children, three of whom were baptised at St. Alkmund’s Church. On the expiration of his apprenticeship, William Billingsley continued in the service of Mr. Duesbury, and by his extreme skill as a flower-painter became the best artist in that line of decoration. In 1785, Mr. Duesbury died; and the business was carried on by his son, with whom Billingsley and other artists remained for some years. Soon after this time some correspondence having taken place between Mr. Duesbury and Mr. Coke concerning the properties of a bed of clay at Pinxton, in Derbyshire, which it was considered would be useful for the manufacture of china, trials were made, which ultimately resulted in Billingsley making an arrangement with Mr. Coke for the establishment of a manufactory at that place (see Pinxton).
Billingsley’s name frequently occurs in papers and memoranda relating to the Derby China Works in my possession, and certain patterns and designs in the old pattern-books of the works are distinguished as “Billingsley’s flowers.” As it is highly interesting to know what artists and other principal “hands” were employed at the same time as, and worked along with, William Billingsley, I give the following copy of a document relating to the keeping of the men employed on one part of the works from entering any other part:—“Derby China Manufactory, 23rd Nov., 1787. If any person in Future, either within the working Hours or at any other time, is seen or discover’d in the Rooms, Kilns, Apartments, or other Premises of the other (not having any proper Business relative to his particular Occupation there) he will positively be fined the sum of five Shillings. The Fines (if any are incur’d) to be put into the Box of Donations at pay time, on the Saturday after the detection.
Again, in 1788:—
“In November last notice was given that persons of one branch of the manufactory were not to go into the premises of the other, unless they had real business there relative to theire particular occupation, notwithstanding which the practice is still by some Individuals continued. Notice is therefore hereby finally given, that if any person in future (having received this Notice) shall intrude themselves contrary to this injunction they will positively be fined 5 shillings.
“Sept. 24th, 88.
The following is also an interesting document, signed by Billingsley along with other artists:—“From the many injuries done to the trade by employing Women in Painting of China, &c., Particularly not being employ’d in London in any Painting or Gilding Shop whatsoever, we hope you will not withstand Granting us the favour of their not being employ’d here.
In this matter of opposition to the employment of women Billingsley seems, later on, to have relented, as will be seen by the following very nice letter from Bernice Banford, one of the female painters employed, and wife of one of the men:—“Sir, I hope you will excuse me for takeing the liberty to trouble you again, as my motive for writeing is to Return you thanks for the Favour you was pleased to confer in allowing me some work. I have only painted 4 Dozen and 3 plates, at 3d. each, which I believe is Charged Right, but know not whether I am so happy to merit your approbation in the Performance. Mr. John Duesbury would have sent me more work, but Mr. Banford Declin’d it till your return, as all the men (Mr. Bilinsley and Mr. Complin Excepted) treated him in a very unbecoming manner, and even threaten’d him if the work was continu’d to me, which would at this time be of the greatest service to my Family, and should be very happy to contribute to its support. Pardon me, Sir, if I presume to say I am certain one word from you would ease their Doubts and effectually silence them. I am, Sir, with the greatest Respect, your Obliged, Humble Servt., Bernice Banford.—March ye 3.”
Billingsley appears to have been paid from about £1 10s. to £2 per week at the Derby China Works, and several of his accounts and receipts are in my possession. In one of these (September 23rd, 1793), the balance due to him being £34 7s. 2d., he asks for “a draft on London for £30 at twenty-one days’ date,” on account, as usual, and acknowledges to having “lost some little time, which in some degree differs from our agreement, but it has been a matter of necessity, not choice;” and states that as he shall “in the course of a fortnight quit the public business,”—he at this time, as I gather, being landlord of a public-house (the “Nottingham Arms” in Bridgegate, Derby)—he shall be able to make up the time so lost. Again, receipts in 1793–4–5, show that he was still at that time in Mr. Duesbury’s employ in Derby. It may be well, before proceeding further, to say that, from a curious draft of an order to the painters employed at the Derby China Works, in my own possession, William Billingsley’s number which he was supposed from that time (not long before he left) to mark on such pieces as he painted was 7. The document is so curious, and will be so interesting to collectors, that I give it entire. It is as follows, and is in the second William Duesbury’s own handwriting:—
“Every Painter to mark underneath each Article he may finish, the number corresponding to his name, and any other mark which may be required, in such manner as he may be directed (viz.):—
| Thos. Soar | 1 |
| Jos. Stables | 2 |
| Wm. Cooper | 3 |
| Wm. Yates | 4 |
| Jno. Yates | 5 |
| 6 | |
| William Billingsley | 7 |
| Wm. Longdon | 8 |
| Wm. Smith | 9 |
| Jno. Blood | 10 |
| Wm. Taylor (except on blue and white) | 11 |
| Jno. Duesbury | 12 |
| Jos. Dodd | 13 |
The Painter in fine blue, and in laying grounds to use for his mark the like colours.
| Ditto, in other colours | Orange-red. |
| Ditto, in Gold | Purple. |
“On omission of the above Injunctions, for the first Offence (after this public notice), the person so offending shall forfeit to the Box which contains donations for the Manufactory at large, one-fourth of the value of the Article or Articles found to be deficient in marking; for the second, one-half of the value; and for the third, the whole of the value, and discharged the Manufactory. And if any Painter is found working at any hour contrary to those already[104] appointed for Business, without Permission or Orders, such person shall, for the first offence forfeit to the Box 6d.; for the second, 1s.; for the third, 2s., and so on, doubling each time.”
In 1795 Billingsley determined upon bringing his connection with the Derby China Works to an end, and for that purpose gave notice to his employer, Mr. Duesbury. Knowing how ill he could be spared from the decorative part of the manufactory, his employer endeavoured to retain his services, and, not unnaturally, put various obstacles in the way of his leaving Billingsley; however seems to have determined on the removal, and much to his credit that that removal should be an honourable one. The following letter shows his determination:—
“Sir,—From the circumstance that occurr’d when I was last in Conversation with you, I am induc’d to take this mode of informing you of my opinion on the subject then in question. My opinion is, that I have fulfill’d the warning[28] I gave (my reasons in support of which it is not necessary to advance at this time). But as I am inform’d that you believe I have some further time to work for you before the Warning is fulfill’d—namely, to make up the time I lost in the six months I was under warning, and as it is my wish to leave no ground for dissatisfaction, I take this opportunity of informing you that I am willing to come and Work that time according to that opinion of the case. If the foregoing is according to your opinion and desire, your being so kind as to send me advise to that effect at any time in the course of a week, and likewise the time I have to work according to the rule and opinion above stated, I will attend your works accordingly. If I do not hear from you in the course of the time above stated, I must then conclude that you are satisfy’d, and the information that I have receiv’d is without foundation. I am, Sir, your Humble Serv., Wm. Billingsley.—Derby, Oct. 14, 1796.”
Shortly before this time Mr. Joseph Lygo, the London agent and manager of the business of the Derby China Works, wrote to his employer, Mr. Duesbury:—“I hope you will be able to make a bargain with Mr. Billingsley for him to continue with you, for it will be a great loss to lose such a hand, and not only that, but his going into another factory will put them in the way of doing flowers in the same way, which they are at present entirely ignorant of.” Despite all this, Billingsley left the Derby China Works, where he had been apprenticed, and in which he had worked for twenty-two years, and in 1796 commenced, for or with Mr. Coke, a small manufactory at Pinxton, near Alfreton. Here his practical skill stood him in good service, and the experiments he had long tried in china bodies were brought to bear satisfactory results. He succeeded in producing a granular body (the fracture having much the appearance of fine loaf-sugar), very soft, but of extreme beauty. Here Billingsley remained for about four years only, removing in 1800 to Mansfield, where he started a small concern, which he continued for about three or four years longer. Having once become unsettled by his removal from Derby, Billingsley does not appear ever afterwards to have rested long in any one place. In 1804 he is stated to have commenced, or joined, some small china works at Torksey in Lincolnshire; and a few years later he appears to have started a china manufactory at Wirksworth in Derbyshire—no doubt being in part actuated in locating himself there through the fact of the existence of a beautiful white clay being found in connection with the lead mines at Brassington and other places in its neighbourhood. In 1811 Billingsley removed to Worcester, where he engaged himself with Messrs. Flight and Barr, of the Worcester China Works. Here, as in some of his other migrations, he was accompanied by his son-in-law, George Walker, the husband of his daughter Sarah. Of the engagement of these two at Worcester, Mr. Binns says: “In 1811, Billingsley, the Derby artist, came to Worcester. As a clever flower-painter, he was no doubt an acquisition, but that does not appear to have been the object of his visit. Billingsley knew something of making porcelain, and was possessed of a receipt which there is no doubt he valued very highly. From Messrs. Flight and Barr’s letter to Mr. Dillwyn, it would appear that he had endeavoured to introduce this special body at Worcester, but we do not think he was allowed to interfere to any extent in the manufacturing department. Walker, Billingsley’s companion and son-in-law, introduced a more important invention to the Worcester Works in the reverberating enamel kiln. These kilns had been in use in London and at Derby, but were now for the first time built at Worcester. Up to this time iron muffles were used, but from their arrangement requiring a preparatory kiln or muffle, after the same manner as the annealing oven of a glass-house, they were most objectionable, the ware having to be removed from one to the other whilst very hot. Previous to this iron muffle, a more[105] original muffle still was used. The description given to us quite accords with the engraving in Biancourt, with the exception of the arrangement of the fire. In the old Worcester kilns the space between the bricks and the iron case was filled with small pieces of charcoal, and when the iron cover was finally placed, it was also covered with charcoal; the fire was then applied to the centre of the cover, and gradually extended all over and down the sides until it got to the bottom; the object of this arrangement was to get an equal heat all over, which would not have been the case had the bottom been heated first. The method of building these new enamel kilns was kept as a great secret, Walker always working by night. He built them both for Messrs. Flight and Barr and Messrs. Chamberlain.” After remaining two years only at Worcester, in 1813 Billingsley and Walker (the former under a name he had for cogent reasons assumed—that of Beeley, this name being a contraction of his own B[illings]ley, or B’ley, otherwise Beeley) left that place and went to Nantgarw, a small, out-of-the-way village in Glamorganshire, near Pontypridd, where they established themselves and commenced making china. From here they sent up a specimen of their ware to Government,[29] to show their special body, and to seek Government aid; and the Board of Trade, through Sir Joseph Banks, requested Mr. Dillwyn, of the Swansea pot-works, to visit Nantgarw and report on the quality of the ware. This visit of Mr. Dillwyn’s resulted in his entering into an arrangement with Billingsley and Walker to transfer themselves and their works to Swansea, where he built a small manufactory for them, closely adjoining his other works. Not long after this Mr. Dillwyn received a notice from Messrs. Flight and Barr, of Worcester, informing him that Billingsley and Walker “had clandestinely left their service,” and warning him not to employ them. This occurred, I believe, in about two years from the time of founding the Swansea China Works, and on Mr. Dillwyn being assured by Messrs. Flight and Barr that china with the granulated body could not be made to be commercially successful, he gave up the manufacture, and dismissed Billingsley and Walker, who then at once returned to Nantgarw, where they resumed their manufacture of china, and produced many beautiful services and pieces, which now fetch remarkably high prices. The productions of this small manufactory having found their way into some of the best London dealers’ hands, Mr. Rose, of the Coalport China Works, feeling that the Nantgarw trade, if allowed to continue, would seriously affect his business, went over to Nantgarw, and after some negotiation, made a permanent engagement with Billingsley and Walker, and bought up from them at once their stock, their moulds, and their receipt for the body, and removed them and all their belongings (as he did also those of Swansea) to Coalport. Thus the manufacture of Nantgarw porcelain, just as it was approaching perfection and becoming known, was, unfortunately, at once and for ever closed.
William Billingsley remained at Coalport[30]—living in a small cottage a short distance on the Shiffnal Road—for the rest of his days, which, however, were but few in number. In 1827 or 1828 (I am uncertain which), this remarkable man—one of the most remarkable in the whole line of English potters, and one to whose artistic genius the exquisite decorations of some of the Derby and of the Worcester productions are indebted, and to whose practical skill and life-long energies so many important factories owed their origin—passed away in complete obscurity and in much greater poverty than his talents deserved.
George Walker, after the death of William Billingsley, removed with his family to America, where he founded and built a manufactory in New Troy, which he called “Temperance Hill Pottery,” at which he and his family were, I am enabled to add from reliable information, working to great advantage a few years ago, and where, I believe, they still continue.
Jonathan Wedgwood, “of the Borough of Derby, China or Porcelain Repairer or[106] Thrower,” was employed for some time at the Derby Works. On the 2nd of December, 1772, articles of agreement[31] were drawn up between him and William Duesbury, by which he was to serve Mr. Duesbury for three years “in the Arts of Repairing or Throwing China or Porcelain Ware,” at the weekly wages of fourteen shillings “for every whole week” he “shall work according to the usual hours of Repairing at the said Wm Duesbury’s Manufactory in Derby aforesaid.” In the contested election of 1776, a John Wedgwood, son of William Wedgwood, of St. Peter’s Parish, Derby, claimed, through apprenticeship, to be admitted and vote as a freeman, and before the Committee of the House of Commons, was accordingly admitted. By the registers of St. Alkmund’s, Derby, it appears that a Jonathan Wedgwood was married on the 12th November, 1785—thirteen years after the date of this agreement—to Mary Stenson; and that three years before this time, 22nd Sept. 1782, an Amy Wedgwood was married to Abijah Tyrrell, both of that parish. The probability is that the Jonathan Wedgwood whose agreement I have quoted was born at Ellenborough in 1735; that he migrated to Burslem (where one of his children was born in 1757), and afterwards to Derby; and the Jonathan and Amy, whose marriages are noted, were his son and daughter. His name appears as one of the workmen in 1787.
Other artists, &c., were as follows:—
John Ash, a thrower and presser in 1794.
Joseph Bancroft, who belonged to the old Derbyshire family of Bancroft, of Swarkestone and elsewhere, was apprenticed at the Derby Works, and became a proficient in painting flowers, birds, insects, and shells. He did not remain long after the expiration of his apprenticeship, but worked for Copelands and others, and lastly for Minton’s, in whose employ he died.
James Banford, of London, a clever painter, was employed from 1790 till 1795. He removed from London to Derby in the middle of 1790, his wife, Bernice Banford, and family following him in August of that year. He appears, from penitent letters, to have been, like many of the other hands, addicted to drinking, and to have been of improvident habits. In one of his letters (Feb. 1, 1794) he says, “I cannot help informing you that I have been dissatisfied some time at the difference of wages between Mr. Boreman and self. I am not conceited of my work, but every man knows what he is capable of doing, and in any line of painting china except landscapes, I have the advantage of Mr. B. Cannot help observing that in the landscape line, when there is anything minute or requires neatness, my optic nerves are to be strained for 18s. pr week less, and tim’d to ten hours each day at the manufactory.”
Bernice Banford, wife of James Banford, china painter, was also employed as a painter, but at her own house or lodgings. She had a somewhat unsteady husband and a family to look after, and seems to have been a great help to them. Here is her first letter, asking for work, showing that she had been employed at Wedgwood’s works in London; and another letter by her, when objection was taken to her being so employed, is given on page 103. “Sir, I beg pardon for addressing you on a Subject which nesessety oblidge’s me to which is to Solicit the favour of a little work in the painting way at home, I was brought up to the business at Mr. Wedgwoods manufactory in London, and flatter my Self I should be able to do the Slightest paterns on China. I would Sir very willinly Contribute any thing towards the Suport of my family, and to assist my Husband to pay Some Debts which we owe in Derby, which if I Should be so happy to obtain Such a favour I Doubt not but we Should be soon able to Effect and do better for our Family than at present. if Sir you would please to take it into Consideration by Permiting me a little work, you would for Ever oblidge, Sir your Hume Sert, Bernice Banford.”
W. Barker, formerly of London, was employed between six and seven years at the Derby Works, and left them in March, 1795.
Richard Barton, the manager at Chelsea (it is he who makes out all the “weekly bills” and receives and pays) was a modeller. In 1773 “Barton, modling 2 small antiquit vauses, £1 1s.”
John Blood was an apprentice at the Derby works, and became a clever painter.
Robert Blore, a late apprentice at the Derby works, afterwards for a time produced on his own account small figures, vases, &c., at a small place in Bridge Gate; he removed into Staffordshire.
[107]
Zachariah Boreman, one of the old Chelsea painters, employed by Spremont, and afterwards by Duesbury, and came down to Derby on the closing of those works, was for some time employed. In 1784 he left Derby and returned to London; but about 1794 fresh articles of agreement were entered into, and a supplemental agreement drawn up same day covenanted that “wherever three shillings and sixpence per day occurs in the aforesaid agreement, the words ‘seven shillings’ shall be inserted in Z Boreman’s agreement, when regularly executed on stamps.” He was to employ himself in painting, and in improving the enamel colours, &c. He is said to have died in London in 1810.
R. B. Bowman, of Goswell Street, London, was engaged by articles of agreement, dated May 6th, 1793, to come down to Derby, and agreed to be there in three weeks from the 12th of that month. A week afterwards, however, he begged to have the agreement cancelled, as he had had “a beneficial offer in London, in the engraving branch,” at 30s. a week.
George Bradbury, son of William Bradbury, of Little Chester, Labourer, was bound apprentice on the 10th of March, 1765, for seven years, to “William Duesbury of Derby aforesaid (altered by the pen to “in the said county”) China or Porcelain Maker,” “to learn the Art of Repairing China or Porcelain Ware.” (The indenture is printed on a skin of parchment; the name “William Duesbury, of Derby, China or Porcelain ,” being printed with the rest, and a blank left for writing in “maker,” “painter,” or the like.)
Thomas Brentnall, a flower-painter.
John Brewer, an artist of repute in London, who had previously, as early as 1782, been employed by Mr. Duesbury, was engaged by him in 1795, and removed with his family to Derby. He was engaged to paint figures, animals, landscapes, and flowers by the piece, a schedule of prices being drawn up for that purpose; and to be assured that he should not have less than a guinea and a half a week for the first year, and two guineas afterwards. Until his engagement with Mr. Duesbury he had not painted on china, and therefore had to make himself acquainted with the art after his arrival. Brewer later on gave lessons in drawing in Derby, and in 1811 held an exhibition of his drawings:—
“Mr. Brewer most respectfully informs the Nobility, Gentry, Clergy, and others in Derby and its vicinity, that he has arranged for their inspection his Specimens of Water-colour Paintings as an Exhibition, consisting of more than two hundred different Subjects, many of them quite new, and the whole designed and painted by himself, which he hopes during the interval of time not given to the festival will afford an agreeable change of amusement. May be viewed from 8 in the morning until dark at his house near St. Mary’s Bridge, Bridge Gate, Derby. Admittance—Ladies and Gentlemen 1s., Children half price. Mr. Brewer’s pupils free, also purchasers of Drawings.”
| Finished from April 29th. | ||
| 2 | Coffee cans and stands, Shipping N | 1 |
| 6 | Plates of plants | 2 |
| 4 | Comports of Landscapes | 3 |
| 6 | Comports of plants | 4 |
| 2 | Comports of plants | 5 |
| 2 | Coffee Cans Moonlight and fire | 6 |
| 2 | Coffee Cans and stands Birds | 7 |
| 2 | Tea pots Landscapes from Gilpin | 8 |
| 1 | Dejuneé of Birds | 9 |
| 20 | Plates of Rose border | 10 |
| 1 | Cream jug of Birds | 11 |
| 1 | Sugar bason Do. | 12 |
| 2 | Cabinet cups 1st and 2d Lesson of Love | 13 |
| 12 | Coffee cups of Landscapes | 14 |
| 12 | Plates of Landscapes | 15 |
| 3 | Comports Do. | 16 |
| 1 | Tea pot of Birds | 17 |
| 83 | Pieces to Septbr. 8th. | |
| In hand. | |
| 2 | Comports of plants. |
| 4 | Plates of do. |
| 4 | Coffee Cans of flowers. |
| 1 | Dejuneé of Ships. |
| 1 | Comport of Landscape, finished. |
| 1 | Cream jug Birds |
| 1 | Tea pot Do. |
| 12 | Saucers Landscapes. |
| 2 | Cans shipping. |
| 1 | Cream jug Do. |
| 1 | Sugar Bason Do. |
| 30 | Sept. 8th. |
| Jno. Brewer. | |
Robert Brewer is stated to have been a brother to John Brewer. He was a pupil of Paul Sanby. On leaving the Derby works he commenced practising as a drawing master, and died in 1857.
[108]
Benjamin Brocklesby, son of John Brocklesby, of Derby, labourer, was apprenticed, for seven years, on the 16th of September, 1783, to learn “the Art or Business of Painting Porcelain or China Ware.” On the 24th of August, 1787 (Mr. Duesbury, to whom he had been apprenticed, having died on the 30th October, 1786) he absconded, and on the 13th January, 1789, a warrant was issued for his apprehension, and endorsed to be executed in Middlesex and Westminster.
George Broughton, a painter.
Thomas Broughton, painter, 1776.
Joseph Bullock, son of Joseph Bullock, of the borough of Derby, Framework Knitter, was bound apprentice on the 23rd September, 1765, by the same printed indentures “to learn the Art of Painting upon China or Porcelain ware.”
Sebastian Clais, a Frenchman, was employed as a painter about 1772–9.
James Clarke, a painter and gilder, was apprenticed, and for nearly 30 years remained, at the works.
William Cleavey was also an apprentice, and became a flower-painter.
George Cocker, born in Derby in 1794, was apprenticed at the Derby Works about 1808, as a figure maker, and continued to work there till 1817, when he removed to Coalport, where he is said to have been much employed in making raised flowers. He next, in connection with two partners, also workmen, commenced a small manufactory at Jackfield, which, however, was closed in a few months. He then got employment at the Worcester works, and in 1821 returned to Derby and again worked at the Derby China Works till 1826. In that year he left, and in partnership with another of the “hands,” Thomas Whitaker, commenced a china manufactory in Friar Gate, Derby, under the style of “Cocker and Whitaker.” The following is the announcement of the opening of these works:—
“DERBY.—NEW CHINA WORKS, For the Manufacture of Porcelain Figures, Ornaments, &c.—MESSRS. COCKER and WHITAKER beg most respectfully to inform the nobility, gentry, and the public, that they have commenced the above business in Friar Gate, Derby, where they manufacture, and have now ready for inspection, and sale, a numerous assortment of Goods in Biscuit and Enamel, such as they hope will be found not inferior to anything of the kind at present produced in this kingdom.
“Messrs. C. and W. have also a variety of TEA and DESSERT SERVICES of modern and approved patterns; and by arrangements already made, and a strict attention to the orders with which they may be favoured, they hope to obtain the honor of that patronage they now venture to solicit, and which it will ever be their most earnest endeavour to merit.
“N.B.—Ladies or Gentlemen may have Figures, Ornaments, &c. executed from models or drawings of their own.
“Friar Gate, Derby, Feb. 28, 1826.”
Their place of business was at the bottom of Friar Gate, near St. Werburgh’s church; Cocker living on the opposite side of the street, a little higher up, where he erected a kiln and all the necessary appliances. The business, however, did not answer well; the partnership with Whitaker was terminated; and in 1840 Cocker removed with his family to London. Here, in Chenies Street, Tottenham Court Road, he carried on his business of china figure making, and had a small shop in Regent’s Quadrant for their sale. This again not answering, he, in 1853, obtained an engagement with Messrs. Minton and removed to Stoke-upon-Trent, where he died, at the age of 74, in 1868, His figures and busts, of which he produced a goodly variety, were of small size, and were produced both in biscuit and painted. They were very clever and meritorious. He also made, rather extensively, as they met a ready sale, small baskets of beautifully-formed raised flowers; and brooches and other trinkets in the same way. In these he was assisted by his sons, daughters, and nephew. Groups of animals were also produced.
George Complin was one of the most noted painters at the works, many of his landscapes being of high character. He must have been an old man in 1794, for in one of his letters (Sept. 18) of that year he says, “I think my hair admits of more respect.” In the same letter he speaks of his employment, “the variety I do, and the variableness of the work.”
William Cooper was a clever flower painter, 1770–76.
William Cooper, son of Sarah Cooper, of Derby, was apprenticed for seven years on the[109] 1st of January, 1777, to learn the “Art of Painting upon China or Porcelain Ware.” His father also, I believe, had been employed at the works about 1770, to his death, in 1776.
William Corden, born at Ashbourne, 28th Nov. 1797, and was apprenticed to the Derby China Works in 1811. He remained some time after the conclusion of his apprenticeship, and then commenced as a miniature and portrait painter. In 1829 he was employed in painting portraits at Windsor Castle, and from that time continued to receive royal commissions. In 1843 he was employed to paint by the Queen, and in the following year was sent by the Prince Consort to the Castle of Rosenau, in Coburg, to copy family portraits for him. He died at Nottingham, 18th June 1867. A workman named Corden was also connected with the Liverpool pot-works.
William Cotton, a painter of landscapes and rural scenes, in the early part of this century.
William Cresswell, a flower-painter.
J. Deare was a modeller of considerable note, in London, and was employed by Duesbury to model various groups and figures in 1784.
William Dexter, a fruit, flower, and bird painter; became a noted enamel painter and draughtsman. He died in 1860, and his wife—Mrs. Dexter—was the celebrated costume lecturer on “Bloomerism.”
Richard Dodson, a clever painter of birds, was the son of William Dodson, one of the late foremen.
William Dixon, a painter of humorous figure subjects.
John Duesbury, overlooker and private timekeeper.
Elin was a painter and gilder from 1786 to 1795.
J. Farnsworth was an apprentice, and remained when out of his time. He died in 1822.
John Frost, son of William Frost, of Nottingham, was bound apprentice to Edward Phillips, “China or Porcelain Painter,” on the 16th of April, for seven years, “to learn the art of Painting upon Porcelain ware,” and on the 25th of February in the following year (1771) he was transferred, by fresh indenture, to Mr. Duesbury.
William Gadsby, of Little Chester, mould maker, bound himself by agreement, dated September 2, 1772, for four years (“in the Art of Making Molds”), at ten shillings per week; Mr. Duesbury, in addition, agreeing “to give William Gadsby a Waggon Load of Coals at the end of every year.”
William Hall, a flower-painter.
John Hancock, son of George Hancock, of Derby, was bound apprentice for seven years, on the 29th of September, 1769, “to learn the Art of Painting upon China or Porcelain or China Ware;” to receive 1s. 6d. a week for the first year, 2s. for the second, 2s. 6d. for the third, 3s. for the fourth, 4s. for the fifth, 5s. for the sixth, and 6s. for the seventh year. He became a very clever and successful flower painter. From Derby he is said to have gone to Swansea for a time, and from thence to have removed into Staffordshire. In 1786–7, he was settled at Hanley, where he seems to have remained many years, and occasionally supplied Mr. Duesbury with enamel colours. He had a brother (probably George Hancock) working for Mr. Duesbury in 1790. To him is due the invention of gold, silver, and steel lustre, which, according to his own account, written when at the age of 89, he first put in practice at Spode’s manufactory. After working at many places—Spode’s, Turner’s, and others—Hancock, about 1816, was engaged by Messrs. Wedgwood as colour-maker and manager of one of the departments of their works. He died in 1847, in the 90th year of his age. Some receipts of his and of Aaron Hancock are given in Shaw’s Chemistry. His five sons were all brought up to their father’s business.
J. Hancock, jun. There appears to have been a second J. Hancock, who was an apprentice and who absconded. He is described as “5 ft. 5½ inches high; dark brown long hair; between 18 and 19 years of age; had on a dark blue coat with yellow metal buttons (rather too short for him), velvet breeches, and either a striped velvet waistcoat, or red and white washing waistcoat.”
George Hancock, second son of John Hancock, removed to Derby in 1819, and became a painter at the Derby works; and in 1820 his elder brother, John, also was there engaged as a colour maker and painter. He died in 1840. George Hancock is said for a time to have been employed by Billingsley at Pinxton and at Mansfield. In 1835 he removed to Burton-on-Trent, having been engaged by Mr. Edwards for those works. After many changes he died in 1850. These two were uncles of Mr. Sampson Hancock, the proprietor[110] of the present Derby China works, whose father was James Hancock. William Hancock, a son of the younger John, was one of the last apprentices at the Derby works, and is now one of the most successful designers in the potteries.
William Hand, a handler and presser.
Francois Hardenburg (lodged with a Mrs. Johnson), as he spelled it himself, or Heartenburg, as it was spelled by Mr. Duesbury, was a modeller in Derby in 1788 and 1789; having previously been employed at Caughley. On the 8th of December in the latter year, he was dismissed through repeated “idleness and ignorance.” “Brosley, February 16th, 1789. Hond Sir, I take the Libberty of wrightng to you not knowing aney other Name to truble in what I ham going to aske I am a pirson in bunisness was a frend and trusted Frances Hartinbirg. When at Mr. Turners Manufactory it was not in His power to pay me before he Left, but Promised to returne some as soon as he got worke as it is more than I Can afford to loose Shall Esteeme it as a great favor if you will be so good as to give leafe for one of your Servants to answer this to let me know if he is there or not as he is not so gratfull to answer aney letter That is sent to him. And ham Sir your Most Obed. and Humbe. Sarvt., Ann Oakes. P.S. plest to Direct for Me at the Tirkes armes, near Jacfield in Brosley, Shropshire.” He afterwards resided in London.
John Haslem, a very late painter of flowers, figures, and animals.
John Henson, one of the last apprentices, became a partner with Mr. Hancock, in the present works in King Street; he died in 1873.
Hickey,—“A Monsr Monsr Hickey, pres l’Hotel d’Angleterre a Bruxelles,”—entered into negotiations with Mr. Duesbury in 1792; the correspondence having gone on since 1789. He was “a native of Ireland,” “a man of reputation,” and a clever painter, and “the first china burner in the world, who understands the whole from the beginning to the end; if he (Mr. Duesbury) would establish a Saxon manufactory,” &c.
Hill, a native of Warwickshire (commonly known by the soubriquets of “Jockey Hill,” and “The Flying Painter,” through his partiality for horses and horse-racing), a landscape and flower painter of considerable note. After leaving Derby he settled in London as a buyer and seller of old Government stores, and died there about 1827.
James Hill, one of the latest apprentices, became a clever flower-painter. At the close of the works he became one of the partners at the King Street works, and died in 1854.
Holland, a flower painter.
William Holmes, a modeller of small animals.
William Horsley, kiln man or labourer, and private timekeeper, 1794.
| David Keen | |
“Fire-men,” all bound themselves by agreement for three years each, on the 2nd September, 1772, to employ “themselves in glazing and burning of Porcelain, or in such other branch of the business” as Mr. Duesbury might think proper to employ them in, at six shillings per week each. |
| Joseph Hall | ||
| Jacob Spooner | ||
| Robert Woodward | ||
| Thomas Wardle | ||
| Samuel Weaver | ||
| William Whitehall | ||
| John Butler | ||
| Willam Yates |
Samuel Key, son of Thomas Key, of Derby, who let out horses for hire, was, in 1785, apprenticed to Mr. Duesbury, and died in 1850, in his 80th year. He was a painter of considerable skill, especially in the fashionable Dresden style. After leaving Derby, he worked for Minton’s at Stoke-upon-Trent. He drew up a MS. account of the old Derby China Works, from memory, in 1837, of which he seems to have made two or three copies; one of these is in my own possession. Three of his sons, John, a flower-painter; Edward, a modeller; and Samuel, also a modeller; were apprenticed at the works. The latter became a famous modeller, and his statuettes of theatrical celebrities and others were of a high order and became popular. He removed into Staffordshire.
John Key, son of Samuel Key, also an apprentice, was a clever painter of flowers, and afterwards a teacher of drawing, but died young. His brother Samuel is a clever modeller.
Joseph Lakin was employed in 1789.
John Lawrence, “repairer,” was one of the earlier hands, and in 1772 he, along with Robert Askew the younger, absconded while under articles of agreement, and was advertised in the Birmingham papers. On April 11, 1790, he wrote, “I now am in employ for Mr.[111] Turner, the Salop china manufactory.” This was after he left Derby. In July of the same year, dating from “Broasley, July 12, 1790,” he desires letters to be addressed to him “at the China Works, near Bridgnorth, Shropshire.”
Stephen Lawrence was a clever moulder of ornamental ware.
Cuthbert Lawton, or Lowton, was a painter of figures and general subjects, including hunting scenes, which are said to have been his forte.
Leonard Lead, of Belper, “wood collier,” executed articles of agreement on the 20th May, 1790, by which he bound himself to “burn, manufacture, and convert into charcoal in a good and workmanlike manner, all the cord wood which he the said William Duesbury shall have occasion to have converted into charcoal;” not to work for any one else when he has any in hand for him; and to be paid 7d. a quarter for every quarter of charcoal so made. In this he continued till 1795, when Mr. Duesbury finally gave up the use of charcoal. In a letter of Lead’s he says that “for generations back, both of father’s side and mother’s, have followed the above-mentioned business” of “coaling and cording line”—i.e., charcoal burning. A son of his, of the same name, was, I believe, apprenticed at the works as a flower-painter.
William Longdon, sen., was a china painter of considerable note at the Derby Works.
William Longdon, jun., son of William Longdon, sen., china painter, became an apprentice to Mr. Duesbury, July 5th, 1790, “for painting or embellishing porcelain or earthenware.” In an order in bastardy in 1799, he is described as a “china-painter.”
John Lovegrove (the same as named on page 58 in my notice of the Cock-pit Hill Works), Edmund Hopkinson, and Joseph Kirkland, gilders.
William Lovegrove entered into an agreement to work for Duesbury.
Daniel Lucas, a landscape and general painter, died in 1867. His sons, John, William, and Daniel, were all apprenticed at the Derby works.
Maclachlan, a painter of landscapes.
Thomas Mason, of Derby, “China or Porcelain repairer,” bound himself by an agreement, dated September 2, 1772, for four years to Mr. Duesbury, at one guinea per week; Mr. Duesbury, by an additional clause, promising “to make Thomas Mason a present of five guineas at the end of each year over and above what is specified in the articles (according to his service).” Later on a Thomas Mason was a timekeeper.
M. Mason was an apprentice to Mr. Duesbury as a painter. He left Derby and engaged himself to Mr. Barr of Worcester, in October, 1792.
George Mellor, whose forte was painting flowers and insects, was an apprentice but left and went to Pinxton. After that he was employed at Coalport, and then in Staffordshire, but returned to the Derby works. He died in 1861. His son, George Mellor (now of London), was also a painter and gilder, as likewise was his daughter Sarah.
William Moore, Edward Belfield, John Morledge, Thomas Trundell, and Joseph Shipley, were throwers in 1774–6.
John Morlidge, son of William Morlidge, of Derby, hatter, was apprenticed for seven years, on the 21st August, 1777, “to learn the Art of Repairing of China or Porcelain Ware.”
Mullins, a figure and landscape painter, was engaged for one year certain to come down from London in 1795, to paint in enamel on porcelain by the piece, at a fixed scale of charges, on which for the first month he was to have 20 per cent., and the second month 10 per cent. additional. The prices, in the original list in my possession, are very curious.
John Musgrove, kiln man and labourer about 1796.
William Pegg, a Quaker, was a remarkable man in more ways than one. He was a tolerably clever painter, but of a very erratic and changeable character, and a religious enthusiast; indeed, judging from his writings, there can be but little doubt that he was not in all things perfectly sane. He wrote a singular account of himself, “Traits in the singular life of that persecuted man, for his obedience to the Truth, Wm Pegg, who joined the Society of the People called Quakers in the year 1800,” in which he traced his descent from Abraham, “who is said to be the Father of the Faithful,” because his family were of the seed of Esau, red; and that on his mother’s side he was descended from Ishmael, because she (his mother) and “all her kin are swarthy and marked with a brown freckle.” William Pegg was the son of Thomas Pegg, of Etwall, near Derby, who was a gardener at Etwall Hall, and a member of the parish choir, where he played the hautboy; from here he removed to Whitmore, in the Staffordshire pottery[112] district. William Pegg was born in 1775, and two years afterwards his father removed to Shelton, where, at the age of ten, William Pegg was sent to work at a pottery. At fourteen he was put to learn the painting on china and earthenware, and when of age removed to Derby, and engaged himself at the china works till he was twenty-three, when he gave it up, and took to the stocking frame, at which he worked at one place or other for twelve years. He then, in 1812, returned to his old occupation, “making drawings and pictures and painting china,” till 1820, when he again gave it up, and commenced a small shop. He married Anne Hendley of Derby in 1814, and died in 1851. Pegg was a clever painter of flowers, and his productions had the merit of being, in almost every instance, painted from nature.
Thomas Pegg, a brother of William Pegg, was one of the gilders for many years.
William Pegg, of a different family, was an apprentice at the works in the beginning at the present century, but left, and became a clever designer for calico printers.
Robert Pennington, painter, 1775.
Edward Phillips, of Derby, “China or Porcelain Painter,” by agreement entered into September 2, 1772, bound himself as a china painter, at twenty-five shillings per week. He afterwards, I believe, removed into Staffordshire, where he carried on business on his own account.
John Porter, son of Elizabeth Porter, of Spoondon, widow, was apprenticed for seven years, on the 7th of April, 1777, “to learn the Art of Painting upon China or Porcelain Ware.”
Henry L. Pratt, a landscape painter, was apprenticed at the Derby works, and afterwards, employed in Staffordshire. He became a clever artist in oil, and died in 1873.
E. Prince, a landscape painter.
Richard Roberts, one of the Chelsea workmen, under Duesbury at Chelsea, was a soldier and pensioner at Chelsea Hospital, and was allowed occasional furlough to paint at Derby. Mr. Duesbury endeavoured to procure his discharge, so that he might remain with him. Here is one of the orders regarding him: “By Order of Sir George Howard, K.B., General of His Majesty’s Forces, and Governor of the Royal Hospital at Chelsea. Permit the Bearer, Richard Roberts, a pensioner in the above-said Hospital to pass from hence to Darby in Darbyshire, for the space of Two Months from the Date hereof, and then to return to the above-said Hospital. He behaving as becomeith. Given under my hand this first Day of Decr. 1781.
“L. Grant, Adjt.”
George Robertson, a landscape painter, died in 1835.
Robinson, a landscape painter.
John Rockley, labourer; agreement for three years, from 1795 and forward, at 9s. per week to be employed in the kilns, or in any other manner.
Thomas Rodgers was employed, at all events, from 1778 in which year his wages were raised a shilling per week. He received this addition for three years (£7 16s.) in January, 1782, after that, till 1793, he received an addition of 3s. a week.
Thomas Rogers, timekeeper and labourer, 1780–95.
Jonathan Rose, a painter, came from London to Derby in 1780, and was employed some time.
James Rowse, a late flower-painter. Now employed at the King Street Works.
Sartine was a modeller in London, employed by Duesbury in 1790, on the recommendation of Vulliamy, to model figures.
Charles Sheen, a clever thrower and presser, formerly of Worcester, and in 1791, at the New Hall works at Shelton, was engaged for Derby.
Thomas Simes (or Sims) was an apprentice, from the age of 11 to 21, to Mr. Duesbury; in 1792 he absconded, and a warrant was issued for his apprehension, and endorsed for the county of Stafford.
Mundy Simpson, a gilder and general painter.
William Slater, born at South Normanton, was an apprentice at the Pinxton works, but came to Derby in 1813. He was a good general painter. He died in Staffordshire in 1867. Two of his sons, William and Joseph, were apprenticed at the Derby works. They and their sons rank among the best painters in the Staffordshire potteries.
Constantine Smith, of Derby, in the county of Derby, preparer of colours and porcelain painter and enameller, was one of the best “hands” at the Derby works. On the 28th of October, 1773, his son William Smith was bound apprentice to him.
[113]
William Smith, who had on the 28th October, 1773, been bound apprentice to his father, Constantine Smith, to learn “the art of preparing colours, and Painting and Enameling Porcelain,” agreed with Mr. Duesbury, to whom he had “finished his time,” and been since employed, in 1790, to employ himself “in preparing enamel colours, painting china, or otherwise at the discretion of Mr. Duesbury.” Up to this time he had been receiving a guinea a week, but on the signing of this fresh agreement Duesbury was to pay him £10 down, and to raise his wages to 25s.
Joseph Smith was a landscape painter; he had 7s. a dozen for painting teas No. 115 in 1792.
William Smith, son of Hannah Smith, of Derby, agreed “to make colours for painting on china or porcelain ware,” and by covenant entered into on the 23rd of November, 1778, agreed as follows:—“I do hereby promise to pay to my mother, Hannah Smith, weekly, and every week, out of the wages I may get under Messrs Duesbury & Co., the sum of eighteen shillings, to commence from this date and expire the 28th October, 1780. Witness my hand, this 23d Novr 1778.—W. Smith.”
Thomas Soare was an apprentice to Duesbury, and afterwards employed by him. He was son of —— Soare, of Little Chester, and was a clever gilder and arabesque painter. After leaving the China Works, Thomas Soare commenced, in 1810, a small business on his own account. The following is his advertisement, copied from the “Derby Mercury” of April 5th, 1810:—“Enamelled China.—Thomas Soare, with the greatest respect, begs to inform the Nobility, Gentry, and Public at large that he enamels Dessert, Breakfast, and Tea Services with Arms, Crests, Cyphers, &c., in the most elegant manner and on the most reasonable terms. His long experience in the Derby Porcelain Manufactory encourages him to look with confidence for support, which it will be his study to deserve and his pride to acknowledge. N.B.—Ladies instructed to Paint china at their own apartments, on reasonable terms. Navigation Row, near St. Mary’s Bridge, Derby.”
Thomas Southall, “son of Humphrey Southall, of the Borough of Derby, Pincher,” was apprenticed on the 25th of December (Christmas Day) 1772, for seven years “to learn the Art of Painting upon China or Porcelain Ware.”
J. Stables, a clever gilder, was employed for very many years.
John Stanesby, a flower painter in the latter days of the works.
Thomas Steele, one of the later and more celebrated painters of flowers and fruit, in the latter of which he excelled. He died in 1850, in his 79th year. Three of his sons, Edwin, Horatio, and Thomas, were apprenticed at the works.
Martin Stephens, then of Duke Street, St. James’s, London, signed articles of agreement in 1794.
Francis Stone, a skilled workman, was employed at all events from 1770 to 1772, and probably much longer.
Joseph and Thomas Tatlow were late apprentices and became clever painters.
Taylor, at first a blue painter, afterwards became a clever arabesque and Indian pattern painter. He painted the centres of a service of plates for Mr. Digby in 1784.
James Turner, a late flower-painter.
S. or J. Vidal, a painter, who, in August, 1793 till May, 1795, was living at “No. 1, Grosvenor Row, near the Bun-house, Chelsea,” arranged, in the latter year, to leave London for Derby “for six months every year, from June to January.” In 1793, he had sent specimens of his flower-painting to Mr. Duesbury, and in doing so said, “As I have not painted anything on china in this country, I am for that reason induced to show what I am capable of doing in that line, being perfectly master of the employment and direction of employing the colors, having painted for about eleven years in the Porcelaine line,” &c.
John Wardle, “china painter” in 1800 (so described in an affiliation order).
Wathews, a thrower and presser, was employed in 1787–90.
William Watson, a general painter.
H. Webber, a noted modeller, was employed in London by Mr. Duesbury, and afterwards, in 1795, removed to Derby; the terms of his engagement being shown in a letter from which the following is an extract:—“London, Wedy, July 15, 95.
No 4, Lisson Grove,
near Lisson Green.
“Dear Sir,—When I had the pleasure of seeing you in Town, I understood (or rather misunderstood) you was about to depart for the Lakes; not for Derby: Therefore I had no intention of writing to you ’till I shou’d have heard of your [114]return home;—But a call from Mr Lygo has set me right on that head, and I lose no time to perform my promise; which I think was, that as soon as I cou’d make up my mind on the matters spoken of, to communicate it to you. Permit me then Sir briefly to say, that the terms you propose—namely £100 pr. Anm. I accept; with the allowance of a months vacation in the year without deduction. But I find many obstacles arise which I am sorry for—the detail of which I will not trouble you with; but only beg leave to point out one of them,—which is—how to get a tenant for the house I live in, and what relates to it. However, I have requested the favor of Mr. Lygo to speak of it to any friend he may suppose wou’d wish such a thing, and have also spoken to other acquaintances and friends; and you may rest assur’d Sir, that as soon as I can get rid of this Stumbling-block (which is indeed the principal), I shall not fail to use the utmost diligence in doing away every other in hope to realize the pleasure I anticipate of paying my respects to you at Derby. I am Sir, with Deference and Regard, Your Most obedt and very Humble Servant, H. Webber.”
Moses Webster, a flower-painter, was an apprentice, and afterwards employed at the works. He was afterwards a teacher of drawing, and died in 1870.
John Wells, a labourer, to be employed in any part of the manufacture of china; fresh articles of agreement dated 1794.
William Wheeldon (whose mother was a sister of the wife of William Billingsley), was a clever flower painter.
John Whitaker, one of the workmen, in partnership with Mr. Cocker, began in February, 1826, a china manufactory in Friargate, Derby, but he failed in the same year. His son, John Whitaker, began to work at the Derby China Works in 1818, when only eleven years old, and in 1821 (Feb. 23rd) was bound apprentice to Mr. Blore. In 1831 he became overlooker, and so continued until the close of the works. Later on he was employed at Minton’s and other places. He died in 1874.
Richard Whitaker, a thrower and presser, employed in the ornamental department, in which he was very clever, from about 1769 till 1786, when he died.
William Wingfield, apprenticed at the works, was a clever modeller, but died young.
John Winrow, son of John Winrow, of Duffield, Innholder, was apprenticed, by the same printed indentures, for seven years, on the 6th of June, 1766, “to learn the Art of Painting on China or Porcelain ware.”
Edward Withers, “of London, porcelain or china painter,” entered into an agreement with Mr. Duesbury, on the 8th of May, 1789, engaging himself for three years from the 27th of September in that year “as a painter on porcelain” at the rate of 3s. 6d. per day. It is said that he had previously been employed at Derby, and from thence removed into Staffordshire, where he worked as a china painter; then to Birmingham, where he worked as a painter of japanned tea-trays. He is stated to have died in Bridge Gate, Derby. A William Withers, potter, residing in 1778 at Rotherham, was in that year a voter at Derby.
William Yates, a gilder.
John Yates, general and flower painter and gilder, apprenticed to, and afterwards employed by Duesbury about 1772. He is said to have excelled in hunting subjects and flowers.
In 1876, while this chapter is passing through the press, new China Works, on a large scale, are about to be established on the Osmaston Road, Derby, by Mr. Edward Phillips, one of the proprietors of the Royal Porcelain Works at Worcester; there is therefore at last the pleasant prospect of one of the old staple trades of the town, that of porcelain, being brought back in all its integrity, and carried on with vigour and enlightenment.
[115]
Chesterfield—Caskon—Heathcote—Brampton—Posset Pots—Puzzle Jugs—Welshpool and Payne Potteries—The Pottery—Walton Pottery—Wheatbridge Pottery—Alma, Barker, and London Potteries—Whittington—Bromley—Jewitt—Newbold—Eckington—Belper—Codnor Park—Denby—Bournes Pottery—Shipley—Alfreton—Langley Mills—Ilkeston—Pinxton—Pinxton China—China Tokens—Wirksworth—Dale Abbey—Repton—Encaustic Tiles—Tile Kilns, London—Tickenhall—Kings Newton—Burton-on-Trent—Swadlincote Potteries—Church Gresley Potteries—Gresley Common—Woodville—Hartshorne, &c.—Wooden Box—Rawdon Works—Pool Works—Coleorton—&c., &c.
The earliest potter in Chesterfield of whom there is any record is William Caskon, or Kaskon, who died 8th Henry VIII. (1517), and the next is Ralph Heathcote, who was both a potter, brazier, and bell-founder. This Ralph Heathcote, who had married Elizabeth, daughter of John Tomson (or Tomason, as it is variously spelled), brazier, of Chesterfield, became by will of his father-in-law (will dated October 1, 1496) executor. Tomson lived in Saltergate, in a house previously held by William Forneday and Margaret his wife, which was surrendered to him in 1483. This house was afterwards, in 1501, released to “Ralph Heathcote, of Chesterfield, Potter.” This is evidenced by two deeds, one by Thomas Moore, of Cuttethorpe, releasing the messuage in Saltergate to “Ralph Hethcote, of Chesterfield, Potter”; and the other from Thomas Moore, of Cuttethorp, and James Moore, of Syrley Grange, “to Ralph Hethecote, of Chesterfield, Potter,” a bond for £20 to secure peaceable possession of the messuage in the Saltergate, Chesterfield, late in the occupation of John Tomson, deceased, and W. Forneby, deceased.”
It is evident, from a deed of 8th Henry VIII. (1517), that Ralph Heathcote took to the trade and goods of William Caskon, potter, of Chesterfield, in that year. The deed is a receipt from “Isabel Kaskon, ye daughter of William Caskon, of Chesterfield, Potter, lately deceased,” to “Rauff Hethcote, of ye same place, brasier,[116] for her child’s part of the goodes and money of the said William Caskon.”
In 1557–8 Robert Parker, of Chesterfield, gent., and Mary, his wife, son and heir of George Parker, deceased, of the one part, and Rauf Heathcott, of Chesterfield, potter, of the other part, released a tenement in Saltergate, and lands at Tapton Lane.
The manufacture of pottery continued uninterruptedly from Heathcote’s time downwards, although the names of the potters are not always to be found. In a scarce little book, entitled “A Short Tour in the Midland Counties of England performed in the Summer of 1772,” the following interesting notice of Chesterfield occurs:—
“Chesterfield is a large town; but, as I passed through, I saw nothing uncommon but the ugly church; it is old and built of bad stone, but rendered most disgusting by its wooden spire (covered with lead) being so much warped that I discovered its crookedness at three miles distance. In the town is a manufacture of pots. At Asher and many villages in the neighbourhood camomile is much cultivated.”
Pilkington, who wrote in 1789, says, speaking of the manufactures of Chesterfield:—
“Nor should it be omitted, that a large quantity of coarse earthenware is manufactured here. In this business three potteries are worked, which afford employment to about sixty hands.”
Sir Richard Phillips, who wrote his “Tour” in 1828, says, speaking of Chesterfield:—
“There are some potteries in this neighbourhood which employ about 200 persons, at wages of from 10s. to 13s. per week, and for better workmen, from 18s. to 25s. The description of manufacture is exclusively brown ware, except in one instance, which includes black also. The number of potteries is ten, and the larger part is for home consumption, though a small proportion is sent to the Dutch market.”
The manufacture of brown ware at Brampton has probably been established a couple of centuries. In the early part of the present century there were here six earthenware manufactories, which were carried on by the following persons:—Mrs. Blake (this now forms part of the works of Mr. Matthew Knowles); Mr. William Briddon (now continued by his son); Mr. Luke Knowles (now forming part of Mr. Matthew Knowles’ works); Mr. Thomas Oldfield (now continued by his nephew, Mr. John Oldfield); Mr. John Wright (now discontinued; it stood on what is now the site of the[117] present rectory of St. Thomas’s Church); and that of Edward Wright and Son (still carried on by the family). At the present time there are eight manufactories, which will be separately spoken of presently. At these, brown ware of a remarkably hard and durable quality, and stoneware of the most impervious character, are made in great perfection and in immense quantities. The clays principally used are “Stone Edge,” or “Lidd clay,” found at East Moor, or[118] Wadshelf, about three miles away, and “Brampton clay,” found in the immediate neighbourhood.

Figs. 95 and 96.

Figs. 97 and 98.
At Brampton, “posset pots” have, for some centuries, been, and still continue to be, made. Of these some notice is already given in vol. i., pp. 107 , 108 , and 418. The two here engraved (Figs. 95 and 96) show their general form; the one is dated 1750 and the other 1819. I have myself examples as late as 1874. Usually the name of the parties for whom they are made are incised in same manner as the pattern.
Another marked feature of Brampton, or “Chesterfield Ware,” has for a long period been the “puzzle jugs” there made. These, which are still produced on the old models, as well as in more modern applications of the principle, are made in a variety of shapes and of various sizes. In some the perforations in the neck and rim are more elaborate and intricate than in others, and some have three, five, or seven spouts. Commonly, as in Fig. 97, they are ornamented with figures or other designs in relief, but sometimes are plain.
Another usual class of design is that which includes jugs, mugs, and other vessels whose handles (Fig. 98) are formed of more or less cleverly modelled greyhounds. Some of the larger of these mugs have two, others three, and others four, handles thus formed.
The Welshpool and Payne Potteries.—These works, belonging to Messrs. Matthew Knowles and Son, are among the largest in Brampton. They embrace the old works carried on last century by Mr. Blake, and afterwards by his widow, and those of Mr. Luke Knowles, with considerable additions. They came into the hands of Mr. Matthew Knowles about 1840, and were by him considerably enlarged. Recently he has been joined in partnership by his son, under the style of “Matthew Knowles & Son,” and the works were again in 1875 very much extended. At these works all the general descriptions of brown and stone ware goods are produced; but an immense number of articles are made for the Australian, Russian, African, and Jamaica markets, as well as for the home trade. Among the articles produced in large quantities at these works are stoneware spirit-bottles, and spirit kegs and barrels, which are much esteemed for their hardness and durability and their fine quality; ginger-beer bottles, both in stone ware and brown ware; jam jars, for wholesale preserve manufacturers (such as Grey, Dennett & Co., and others), in[119] gallon and half-gallon sizes, in brown ware glazed inside, forming one of the staple productions of Mr. Knowles, and of which, with one exception, he is the only maker in the district; stew and sauce pots; fruit and other jars; flat dishes; turtle and beef pots; bowls and collanders; tobacco-jars, highly ornamented; “Punch” jugs of striking design, “hunting” jugs, “game” jugs, and other jugs designed and modelled with great taste; puzzle-jugs; posset-pots; candlesticks of classical design and good execution; bread-baskets; toast-racks; tea-kettles; flower-pots and vases; foot and carriage warmers; grotesque tobacco-pipes, and a large variety of other goods, besides the usual domestic vessels, are made at these works, and are as good as the common nature of the material will admit. The filters made by Mr. Knowles, of which he produces a large number, are of excellent construction, and of good design. They are among the best produced, and being in the fine deep rich colour of the “Chesterfield ware,” are very effective, and perhaps more pleasing in appearance than many others in the “Bristol ware,” &c. In china clay ware also a large variety of articles of remarkably good quality are made. It may be well to add that at these works the clay is prepared by steam. It is “blunged,” and then passed through a fine sieve, driven at considerable speed on a large flat iron boiler, heated by steam, where it is boiled to a proper stiffness. It is then passed through a pug-mill, and is ready for use. Mr. Knowles’s are the only works in Brampton where this process is adopted.
“The Pottery.”—These works were established, in 1810, by “Messrs. Oldfield, Madin, Wright, Hewitt & Co.,” by whom they were carried on. After various changes and retirements, Mr. John Oldfield became, in 1838, sole proprietor of the works, and under his name they continue at the present time. The works have from time to time been considerably extended; they are now nearly the largest in the district, and employ a large number of hands. The goods manufactured are the usual descriptions known as “New Brampton” or “Chesterfield ware,” or, as more frequently falsely called in the London and other markets, “Nottingham ware,”—a remarkably hard, compact, and durable salt-glazed brown ware; and stoneware, which is dipped in different “slips.” In “brown ware,” the principal goods produced are dishes and bowls of various kinds; turtle, beef, butter, Dutch, stew, sauce, and other pots; bottles[120] and jars of all shapes and sizes, and for all uses; pitchers and jugs in endless variety; churns: milk-pans and pancheons; nappies and porringers; tea and coffee-pots; Welsh trays; carriage and feet-warmers; hare-pans and dog-troughs; spirit and wine-barrels and kegs; figured flower-pots and stands; scent jars; “hunting,” “cottage,” “tulip,” and other figured jugs and mugs; moulds for puddings, blanc-mange, jellies, &c., of great beauty and of excellent and even artistic design, and many other articles. In “antique ware,” Mr. Oldfield makes remarkably effective and well-designed hunting, game, cottage, tulip, and other jugs; figured Stilton-cheese stands; fruit-dishes and trays; tea and coffee-pots; tobacco-pots, some of which, with goblet and candlestick, are very striking; watch-stands; “Toby Fill-pot” jugs; small figures of stags, dogs, &c.; grotesque and twisted pipes; puzzle-jugs, &c. In stoneware many articles are also produced, the great bulk being bottles and spirit kegs of various kinds and of every size, from one pint up to ten or more gallons in capacity; and sanitary goods.
Filters also form a staple branch of the manufacture, and these are filted up on an exceedingly good principle, with vegetable charcoal, sand, &c., on the premises, and are supplied in large quantities both at home and for exportation. The manufacture of filters was here commenced in 1826.
The clays used and the processes observed in the manufacture may be briefly alluded to as follows:—
Five kinds of clay are here used, viz., Barclay, which is procured from Stanedge, near Wingerworth. This clay is used to make the arches which are technically called “Bars,” and two of them form nearly a semicircle that spans from side to side of the ovens and whereon the pots are placed. Setting-clay is a clay that is found on the peat-moss, near Stanedge, and is quite of a sandy nature: it acquires the name from its being rolled by the hands into “nobs” and placed upon the “Bars” to “set” the pots upon; unless this was used, the pots would have to be broken to get them off the “Bars.” The Lidd-clay (what is commonly called Fire-clay) is used in the lower parts of the “Ovens” or “Kilns,” because of its being stronger to resist the fire; this clay is procured from Loads, near Holymoorside, about two miles from Brampton. The next clay is the Brampton-clay which is burnt in the upper portion of the “Ovens,” because it will not stand the amount of fire that the Lidd-clay will, although it is of a much closer body, and, when glazed, will resist the action of any acids. Mixed-clay is burnt in the middle portion of the “Ovens;” it is, as its name implies, a mixture of the Brampton and Lidd-clay, of each about equal portions to suit the fire or heat in that portion of the ovens.
At these works spirit bottles of a similar character to the one engraved on Fig. 105 were made. One was a representation of Lord Brougham, with the words, “The true Spirit of Reform.”
[121]
Among the marks used by this firm are—
ESTABLISHED
1826
J. OLDFIELD & CO.
CHESTERFIELD
WATER FILTER
MANUFACTURERS,
WHOLESALE AND RETAIL
AND FOR
EXPORTATION.

OLDFIELD & CO
MAKERS
OLDFIELD & CO.
CHESTERFIELD.
J. OLDFIELD.
Figs. 99 to 102.
The Walton Pottery was built by William Briddon, the grandfather of the present proprietor, in 1790, and at his death was continued by his son, William Briddon. This gentleman died in 1848, and was succeeded by his son, William Briddon, the present proprietor. It has consequently, from the first to the present moment, been carried on by three generations of William Briddons. The goods made are brown ware and stoneware in all their varieties. In these are produced stew, souse, turtle, beef, and butter pots; jugs of every variety; preserve and pickle jars; pancheons, bowls, and cullenders; porringers and patty-pans; bottles of every conceivable size and shape; filters; spirit-barrels and kegs; foot-bottles and carriage-warmers; tea and coffee-pots; twisted and grotesque pipes, and many other articles. In quality they are much the same as those of other Brampton manufactories.
Wheatbridge Pottery.—These works have been in the family of their present proprietor for three generations. They are now carried on by Mrs. J. Walton Wright, the widow of the late proprietor. The staple trade of the manufactory is general brown ware for the Dutch markets.
The Alma Pottery was commenced by its present proprietor, Mr. Samuel Lowe, and his then partners, about 1852. After a few years Mr. Lowe’s two partners withdrew from the concern, and it has continued in his hands solely to the present time. The goods produced are the same general kinds, both of wares and articles, as the other Brampton potteries. In brown ware and in stoneware Mr. Lowe produces filters, bottles of every kind and size, jugs and mugs, jars of various descriptions, and all the articles usually produced in these wares, and of the same general quality as those of other works in the district.
[122]
The Pottery of Mr. William Briddon, Jun., produces the usual kinds of wares, and most of the articles, of the district.
The London Pottery, belonging to Messrs. F. Lipscombe & Co., of London, was established by them for the purpose of manufacturing their filters.
At Whittington, pot works have existed from an early date, and are still continued. At these much good ware and many specialities of design, &c., were produced; it is only necessary to premise that the goods are commonly known by the general term of “Chesterfield ware” or “Nottingham ware”—it being a fact that London houses still sell, and persist in calling, the products of these Derbyshire works by the latter name.
The Whittington Potteries[32] are of very old establishment, having been in existence since about the middle or latter end of the seventeenth century, if not longer. Here the ordinary brown ware of the period was manufactured; the ware being of extreme hardness and closeness of texture, and having a rich warm reddish-brown colour. About the year 1800, and for some years later, the works, which were near the race-course, were held by Mr. William Bromley, who, in addition to the ordinary brown ware, made also a white, or cream-coloured, earthenware of fine quality. In this fine body he manufactured dinner, tea, and other services, principally decorated, in the prevailing manner, with transfer-printing in blue. He also practised batt-printing for some of his goods. Mr. Bromley also made some experiments in, and succeeded in producing, a very good china ware, but he did not prosecute this branch of manufacture to any extent. At that time, when Mr. Bromley was making the fine earthenware, and was experimenting on porcelain bodies, my late father, Mr. Arthur Jewitt,[123] then a young man, was residing at Brampton, and was in habits of close intimacy with him. My father being a man of scientific, as well as of high literary attainments, and being, moreover, a good artist, took considerable interest in his friend Mr. Bromley’s manufacture, and at his own house at Brampton entered with spirit into a series of experiments in enamelling and enamel-printing, and in other processes for decorating the wares. For this purpose he caused to be erected in his own house two enamel kilns, one of which he had constructed on the ordinary simple principle of heating, and the other on the spiral principle. He also fitted up, for the purpose of these private experiments, a small printing-room, and here, being, as I have said, a good artist, he tried various processes for transferring aquatints and etchings (which he etched and prepared himself) by the batt-process, both on to the biscuit and on to the white glazed ware. By this process he produced many remarkably successful transfers; but, like the boy who dug up the seeds in his garden day by day, to see if they were sprouting, and so killed them, he was always so impatient to see the result of his experiments that he did not wait for the fire in the kilns to die out, but opened the doors, and so frequently spoiled all the pieces. Sufficient, however, remained each time to show that he was right in his experiments, and that his trials were all that could be desired.

Fig. 103.
Besides transfer-printing, he tried some interesting experiments in surface-painting on the biscuit. Only one example of this ware is known to exist, and this fortunately is now in my own possession. It is here engraved (Fig. 103). It bears a view of (I believe) Renishaw Hall, and part of the park, with deer, &c. The body is extremely light, and the painting highly artistic. It is simply surface-painted on the biscuit. It is a small flower-pot, or “bow-pot,” and saucer, and is only 3⅜ inches in height.
These experiments are highly interesting in connection with the Whittington and Brampton potteries. They were very successful, and showed that had my father devoted his time and his talents to the process, great results would have been achieved. As it was,[124] he prosecuted his inquiries as an amateur only, and from a simple love of the art, and his name, until I made it known in the Art-Journal a few years ago, has never been publicly associated with the fictile history of the country. I felt that it was due to the memory of one of the most talented of men, and the best of parents, that I should place his name on record in connection with an art in which, for a short time, in midst of a busy literary life,[33] he took such a lively interest.
Mr. Bromley continued the works for some years, when they changed hands. He was a man of great ability and of much spirit, and did more to further the standard of excellence of the works in his district than any of his contemporaries. He had three sons, Rev. Samuel Bromley, who was a poet of no ordinary stamp, and was a Baptist missionary to Jamaica and other countries; Joseph Bromley, who entered the army; and the Rev. James Bromley, whose name is well known in connection with the Wesleyan persuasion. The works afterwards belonged to Messrs. Robert Bainbrigge & Co. The pot-works at Whittington, in the early part of the present century, were carried on by Mr. William Johnson and Mr. Aaron Madin. At the present time there are two manufactories at this place; viz. those of Mr. Samuel Lancaster, successor to Mr. Madin, and Mr. James Pearson.
Stone Bottle Works.—These works, at Whittington Moor, were established in 1818 by Mr. Aaron Madin, and they are now carried on in his name by his son-in-law, Mr. Samuel Lancaster. The goods produced are in stoneware, brown ware, and coarse black ware. The stoneware is made of fire-clay, found underneath the Tupton coal-measures at Brampton and elsewhere, and glazed with the usual compound of flint, Paris white, Cornwall stone, barytes, and ground glass. It is of good quality, and very hard and durable. The ground ware is, as is usual in the district, salt-glazed; and the black ware, which is made of the common brick-clay, is glazed chiefly with lead-ore. The goods produced are the usual domestic and other articles made in the neighbourhood, and their quality is equal to most others.
[125]
Whittington Pottery.—At these works, belonging to Mr. James Pearson, the usual classes of goods, as made at the other potteries of the district, are produced.
Whittington Moor Pottery.—Mr. S. Lancaster (late A. Madin) has a manufactory of coarse pancheon ware at this place; the body, as usual, coarse red outside, and lined with a black glaze inside.
There is a manufactory of coarse brown ware—pancheons, bread-pans, stein-pots, &c.,—carried on by Mr. W. Sharratt at this place. The productions are of much the same character as those of Whittington Moor, Tickenhall, &c.
Pilkington in 1789 says, “A manufacture of sickles is carried on. There are also two potteries in the town.”
About the middle or towards the latter part of last century, a small manufactory of common coarse brown ware existed here, and about 1800 Mr. William Bourne took to the works carried on by Messrs. Blood, Webster, and Simpson, at Belper Pottery. Mr. William Bourne, sen., was, it appears, very much engaged in the business of the then new canal. Letters of his, and of his son, William Bourne, jun., in which reference is made to his connection with the canal, and show business transactions between them and Mr. Duesbury of the Derby China Works, are in my own possession. Mr. Bourne carried on the manufacture of salt-glazed blacking, ink, ginger-beer, and spirit bottles. The ordinary brown ware, produced from a less vitreous clay, found on the spot, consisted of bowls, pans, pancheons, dishes, pitchers, and all the commoner varieties of domestic vessels, and these were of excellent and durable quality. The stoneware bottles, &c., were made from a finer and more tenacious bed of clay, at Denby, a few miles distant. The finer, or figured wares, were made from clay procured from Staffordshire. By Mr. Bourne all these descriptions of goods were made, but he principally confined himself to the manufacture of stoneware bottles of various kinds. A good antique-shaped hunting jug, and other similar articles, with figures in relief, was also[126] extensively made. In 1812, Mr. Joseph Bourne (son of William Bourne) took to the Denby Pottery (which see) then carried on by Mr. Jäger, and the two works were carried on simultaneously until 1834, when the Belper Pottery was finally closed, the workpeople, plant, and business being removed to Denby, and incorporated with those works, and the premises converted into cottages. From that time no pottery has been made at Belper. The site of the works was at Belper-Gutter, and “Pot-House Lane,” the name of one of the streets, perpetuates the manufacture.

BELPHER & DENBY
BOURNES
POTTERIES
DERBYSHIRE
Fig. 104.

WILLIAM, IV,TH’S REFORM CORDIAL.
Figs. 105 and 106.
The mark used while these works were carried on in conjunction with those at Denby was this; and it may be well to remark that a series of political bottles, bearing representations of various Reform leaders, were made. On these the head of the individual—the King, Sir Francis Burdett, Earl Grey, or whomsoever was intended—formed the neck of the bottle, and the arms and bust the shoulder; political references, and the name of the political leader, were impressed on the clay. One of these, which represents the King (William IV.) is engraved on Fig. 105. It bears in front the words “WILLIAM IV.’S REFORM CORDIAL,”—the “cordial” being the brandy or[127] other spirit it was intended to contain. Another is a representation, in smaller form, of Lord John Russell (afterwards Earl Russell); it bears, in front, the name “LORD JOHN RUSSELL,” and on a scroll which he holds in his hand are inscribed the words, “THE TRUE SPIRIT OF REFORM.” At the back is the mark Fig. 104. At these works too, I believe, quaintly designed inkstands, of which Fig. 106 is an example, were made. The projecting lower jaw formed the well for the ink, while holes on the shoulders served for places to put the pens in when not in use. They were made of the ordinary vitrified stoneware.
In 1827 a coarse-ware pottery was carried on here by Mr. Heapey.
The pottery at Codnor Park was built in the year 1820, by the world-renowned Butterley Iron Company, the owners of the famed iron works of Butterley and Codnor Park. At this time the Butterley works were under the management of the late Mr. William Jessop, son of one of the partners, and afterwards senior partner of the firm. Some years before this time the Company had constructed a large cast-iron bridge for the Nabob of Oude, and on its despatch a brother of Mr. William Jessop accompanied it to India to superintend its erection, taking with him several workmen, among whom was an engine-fitter named William Burton. From some cause or other the bridge was not erected by the Nabob, and after remaining several years in India, the parties returned to England. On their return, this William Burton was induced to commence the pottery, and having engaged a skilled workman from the Brampton Potteries, near Chesterfield, he commenced operations in 1821. The pottery was situated near the Codnor Park Iron Works, from which it took its name, and pretty close to the Butterley Canal, and was successfully carried on for several years. Sir Richard Phillips, in his “Tour,” in 1828, thus notes the pottery:—
“Over near Codnor Castle, I viewed a rough and ill-built manufactory, where they turn and bake those opaque bottles used for ginger-beer, soda-water, liquid blacking, &c. About 50 women and children finish 100 gross per day, and they sell the pints at 15d. and 16d. per doz., and all pints at 2s., and quarts at 3s. 6d. They are made of the clay of the vicinity, and the agent for selling them is Kemp, in Milk Street, London. They are harder and less liable to burst than glass bottles.”
In 1832, Mr. Burton having got into pecuniary difficulties, the[128] works were closed. After remaining unworked for many months, the concern was, in 1833, taken by Mr. Joseph Bourne, of the Denby Pottery. They gave employment to about sixty persons.
The Codnor Park Works were carried on by Mr. Bourne until 1861, when they were finally closed, and the workmen, plant, &c. were transferred to the Denby Works, where additional work-rooms had been erected for their accommodation.
The clay was of a similar kind to that used at Denby, but owing to a larger impregnation of iron the ware produced therefrom was not equal in appearance to that made at Denby, though the bottles were highly vitreous, and had an extensive sale. This clay was obtained at Cupet Green, in the immediate neighbourhood, and the coal from Birchwood Colliery. (The hard coal is the only kind adapted for burning in the salt-glazed kilns.) London was the chief market, the crates being forwarded by canal.
The classes of goods produced at Codnor Park were all the usual classes of household vessels, and also stoneware bottles of various kinds, and of all sizes up to six gallons, and pans, bowls, jugs, pitchers, and other articles. Besides these, however, a remarkably fine, compact, light, and delicate buff-coloured terra-cotta was produced. In this were made butter-coolers, vases of various kinds, flower-baskets and pots, ewers, spill-cases, and numberless other articles. Many of these were of excellent design, and beautifully decorated with foliage and other ornaments in relief. Puzzle-jugs, &c. were also made of this material, and surface-painted with a peculiar mottled effect. The mark during Mr. Burton’s time was his name and “Codnor Park,” or simply the name “Wm. Burton,” impressed on the clay. The manufacture of ordinary household earthenware was discontinued when Mr. Bourne took to the concern, his operations being confined to the manufacture of bottles. For some of this information I am indebted to Mr. Humphrey Goodwin (through Mr. Bourne of Codnor Park), who was connected with the works from their opening in 1821 until their close.
The “Denby Pottery” is situated in the parish of Denby, seven miles from Derby and two from Ripley,—a village memorable as being the birthplace of Flamstead, the astronomer,—in the midst of the rich ironstone and coal-fields of Derbyshire, the former of which are said to have been regularly worked from the time of the[129] Romans.[34] The works were commenced in 1809 by a Mr. Jäger, on the estate of W. Drury Lowe, Esq., where, some time before, a valuable and extensive bed of clay had been found to exist. This clay, previous to the establishment of the Denby Works, was used at the Belper Pottery, for the manufacture of stoneware ink, blacking, and other bottles. The Denby clay was also supplied to the Derby China Works, in considerable quantities, where it was used for saggers, and for a few other articles which were produced. In 1812, Mr. Joseph Bourne, son of William Bourne, of the Belper Pottery, succeeded Mr. Jäger, and the Belper and Denby works were carried on simultaneously until 1834, when the Belper Works were discontinued, and the plant and workpeople removed to Denby. The works were at this time much increased, and gradually extended their operations. In 1833, the Codnor Park Works (which see) passed into the hands of Mr. Bourne, and were carried on by him, along with those of Denby, until 1861, when they were closed, and the workpeople, plant, &c., as in the case of the Belper Works, removed to Denby. Considerable additions were made for this increase of workpeople, and the manufactory was much extended. In 1845, Mr. Bourne also became possessed of the Shipley Pottery (which see), and in 1856 removed those works to Denby. With the Denby Pottery are therefore incorporated those of Belper, Codnor Park, and Shipley.
Mr. Joseph Bourne having taken his son, Joseph Harvey Bourne, into partnership, the business was carried on under the style of Joseph Bourne and Son, and has so continued until the present day. Joseph Bourne died in 1860, and his son in 1869, and the works are still carried on, under the old trading style, by the family. In 1851 a medal was awarded to Mr. Bourne for his stone bottles.
In addition to the extensions required from time to time at Denby to provide for these continual augmentations arising from the closing of the smaller works, the business has so extended as to necessitate considerable additions and improvements. Excellent machinery has been applied to the blunging and other processes, and instead of the old process of getting rid of the water from the slip by evaporation, the clay is obtained therefrom by the patented process invented by Messrs. Needham and Kite, Vauxhall,[130] London, ten of their presses being employed, turning out at least 25 tons per day of workable clay. The class of ware produced has not varied to any extent, though an advance in shape and quality is evident from a comparison with some of the earlier specimens extant. The great bulk of the stoneware produced by Messrs. Bourne and Son is the kind known as the salt-glazed stoneware, which, on account of its peculiar vitreous and non-absorbent qualities, is in great demand not only in the home market, but in all parts of the world. About the year 1836 a considerable change was made in the size and form of the salt-glazed kilns, and for these improvements Mr. Joseph Bourne obtained a patent. The old kilns were only half the height of the present ones, and had each five chimneys. To these, what may be called an upper storey has been added, and, while the lower half is fired by mouths opening into the kiln and the flame passing perpendicularly up the kiln, the upper portion is fed by fires passing out of the kiln by means of flues at the side, and the modern kilns have only one chimney, thus securing a better consumption of smoke and lessening the objectionable results which would follow from such a dense volume of smoke proceeding from a low chimney. Since this patent was taken out an additional improvement has been made by the erection on the top of each kiln of a separate small oven, in which biscuit or terra-cotta fancy articles can be burnt, these being simply burnt by the heat passing up the chimney and from the top of the kiln, but no flame or salt-glaze reaching the goods. Much thought and care as well as considerable expense have been expended during the last twenty years to perfect the manufacture of telegraph insulators, and the very large business transactions in this department proves that the enterprise of the firm has not been fruitless.
Messrs. Bourne and Son have for many years possessed the exclusive right to manufacture Mr. Varley’s Patent Double V. Insulators, and since the transfer of the telegraphs to the Government, the firm have executed immense quantities for that department of the public service. A demand having recently arisen for white-glazed ink and other bottles, additional appliances have been provided on the most approved and modern principles, which have enabled the firm to produce a class of ware of this description unrivalled alike for its excellence and appearance.

Figs. 107 to 109.
The main productions of the works are as follows:—
[131]
In bottles, which are the staple production, almost every variety are manufactured in large quantities both in the patented vitreous stone, and white glazed, varieties of ink-bottles of every shape and size are made by thousands weekly, as are also ale, porter, ginger-beer, blacking, fruit, and every other kind of bottles. Spirit and other liquor bottles, with handles, up to a very large size, are also made. Feet-warmers, carriage-warmers, and medical appliances, with or without patent screw stoppers; spittoons, tobacco-jars, churns, mortars and pestles, pipkins, bird fountains, inkstands, feeding-bottles, candlesticks, pork-pie moulds, and every variety of domestic vessels, are made. Druggists’ shop-jars, snuff-jars, spirit-barrels, pudding-moulds, &c., many of them highly ornamented, are also made. The filters are of excellent construction, and good form, and are made to purify from 5 to 30 gallons per day each.
“Hunting Jugs”—a name by which a certain class of jugs with raised ornaments consisting of hunting subjects, sometimes a stag, at others a fox, chased by horsemen and dogs; and with other relief subjects of trees, bee-hives, windmills, and men seated smoking or drinking, &c., are called—are made here to a great[132] extent, and of the hardest and most durable quality, and with an excellent glaze. Some of these are made with greyhound handles of very clever and effective design, of the class shown on Fig. 98. Upright jugs, or canettes, of the same general character, are also made, as are also plain jugs. Jars, too, are a staple branch of the Denby manufacture, and for preserves, pickles, jellies, marmalades, &c., are considered to be of the best quality. They are made of the most approved shapes, and of every variety of size, covered and uncovered; one great advantage of this make being the great width of the mouth, ensuring cleanliness, and preventing the waste that occurs with an overhanging shoulder. The same remark holds good with regard to the stew-pots.
In terra-cotta, which is of a remarkably light and fine quality, and of a warm buff colour, many elegant articles are made. These are flower vases of various designs, lotus vases, garden and other vases, wine-coolers, water-bottles, ewers with snake handles, flower-stands, Stilton-cheese stands and trays, fern stands, fonts, Indian scent jars, butter coolers, mignionette boxes, and many other articles of artistic excellence.
The marks used by the Denby Pottery are as follows:—
Figs. 110 to 113.
VITREOUS STONE BOTTLE
BOURNE & SON
PATENTEES,
DENBY POTTERY
NEAR DERBY.
BELPER & DENBY
BOURNES,
POTTERY
DERBYSHIRE.
J. BOURNE & SON.
PATENTEES
DENBY POTTERIES
NEAR DERBY.
J. BOURNE & SON.
PATENTEE S
DENBY POTTERY
NEAR DERBY.
But besides these, which, by the way, are only used upon some of the goods, the great bulk being made without any mark at all, there are others which it is not necessary to particularise.
These works were commenced about 1825 on the estate of Edward Miller
Mundy, Esq., of Shipley Hall, by whom the buildings[133] were erected, in
consequence of the discovery of valuable beds of clay. They were first
carried on by some working potters from the Staffordshire district,
and the ordinary classes of goods in “cane” or “yellow” ware were
produced, as were also Rockingham ware tea-pots and other articles.
These were made to a considerable extent, and of good quality, but the
works did not answer. They were next taken by a Mr. Waite, a blacking
manufacturer, from London, who commenced making stoneware bottles
for his own blacking, and other articles of general use. Eventually,
in 1845, the works passed into the hands of Mr. Bourne, of the Denby
pottery, and were carried on by him. The clay at Shipley was of two
kinds—one was obtained from the hard seam coal after the coal was
worked, at a depth of 250 yards. This was of a beautiful and extremely
fine quality, but was of itself difficult to work owing to a want of
tenacity. It was found, however, that by using in equal proportions
this clay and another known as the Waterloo seam, which was about 100
yards from the surface, an excellent body was produced. At this period
the coal mines on the estate furnished saline and chalybeate waters,
which were much in repute; and bottles, specially designed for these
waters, were made in large quantities at these works. Some of these
bottles are still preserved, and are of excellent material. They bear
impressed on the side a garter ribbon, on which are the words
 enclosing the name SHIPLEY
SALINE WATER in three lines. In 1856 the Shipley pottery was
closed; the workmen, plant, &c., being removed to, and incorporated
with, the Denby pottery.
enclosing the name SHIPLEY
SALINE WATER in three lines. In 1856 the Shipley pottery was
closed; the workmen, plant, &c., being removed to, and incorporated
with, the Denby pottery.
During the last, and the early part of the present century, brown ware of common quality, and red-ware pancheons, &c., were made at Alfreton, but have long been discontinued. Pilkington, who wrote in 1789, says, “There are also here six malt offices, and two potteries of the brown earthen ware.” The site of the last of these pot sheds, I am informed by Mr. Rowbottom, was purchased, in 1845, by the Gas Company, for their works, and during the progress of building, &c., only the commonest brown ware was seen.
Somewhat extensive pot works existed here, on Morewood Moor,[134] in the middle and latter part of last century, or probably much earlier. In 1763 they belonged to a Mr. Thomas Dodd, who in that year became bankrupt. The estates were somewhat extensive, and their sale—land and houses, &c.—covered three days. The sale was “at the house of Mr. Jonathan Kendall, known by the sign of the Peacock, near Alfreton, in Derbyshire.” The following is a copy of the description of the lots in which the pot works occur:—
Lot 1. A large commodious Dwelling House, called Crich Pot House, standing in Wheatcroft, within the said parish of Crich, together with the Garden, walled round, and planted with Wall Fruit, and a Summer House within; and all the Outhouses, Barns, Stables, Cowhouses, Workrooms, Pot furnace, Warehouses and other Edifices therto belonging. And also those six several closes or parcels of enclosed land lying and being in Wheatcroft aforesaid, therto adjoining and belonging, containing by estimation about 38 acres, and being tythe free and paying a chief rent of Two pence halfpenny per ann. And also the Potter’s Clay upon all the commons or waste grounds within the Manor of Lea (within which Manor the before mentioned premises lie), all which are now in the occupation of Mr. Thomas Wheldon, or his assigns.
Lot 2. A Leasehold estate for the reversion of a term of 99 years, which commenced at Lady Day, 1744, of one acre of Land to be fenced out of the South-east corner of a certain Close in Wheatcroft aforesaid, commonly called Agnes, otherwise Annis Bottom, under the yearly rent of one pound. Upon which said acre of Land there is now built and standing a good new Pot House, with Workrooms, Pot furnace, Warehouses, and all other Edifices and Apartments necessary for a Pottery, now also in the possession of the said Mr. Wheldon.
Lot 3. A Close (being formerly three Closes) in Plaistow, within the parish of Crich aforesaid, containing about 8 acres, being tythe free, together with a Windmill, Kiln for drying Corn, and Blacksmith’s Shop, standing thereupon, being only separated from the fold-yard of the aforesaid house, called Crich Pot-house, by a narrow Lane (called Dark Lane) which said Close pays a Chief rent of £6 per ann., and is now in the holding of the said Mr. Wheldon.
Lot 4. A Dwelling House with a Barn and Cowhouse, and two Closes of Land adjoining, tythe free, in Plaistow aforesaid, containing about five acres, paying only a Chief rent of 4d. per ann., and now in the occupation of John Bacon and Mr. Thomas Wheldon.
Lot 5. A Messuage, House, Barn, and Stable, Two Cowhouses, and other Edifices in Wheatcroft aforesaid, and also a large Orchard, planted with Fruit Trees, and six several Closes therto belonging, tythe free, containing about 18 acres, formerly in the holding of William Street, deceased, paying a Chief rent of Two pence halfpenny per ann., and subject to an annuity of Twenty shillings a year, payable thereout to the Vicar of Crich, for the time being. N.B.—There’s a large quantity of Potter’s Clay in this Farm.
“The Potters’ Clay Delph,” or “Delph of Pot Clay,” is also stated to go through two other of the lots.
Mr. Robinson, who has searched into matters regarding the Crich Pottery, gives me the following particulars. They were situated near the “Pot-House Farm,” as the place is still called. The buildings still remain and are known as the “Pot-House Hillocks.” After the bankruptcy of Thomas Dodd, the works were carried on by George Bacon, and at his death passed into the hands of his son,[135] Edward Bacon, who gave up the earthenware manufacture and converted the place into a brickyard; this also he closed about 1810. Of the ware made here, which appears to have been brown ware, like that of Brampton, nothing reliable is known. A posset-pot, formerly belonging to the landlord of the Horse and Groom, a public-house a mile off, is said to be an undoubted example; it bears the names of the then landlord and his wife—“John and Mary Wood, 1794.” A spill-board weight, bearing on one side the date 1760, with initials, and on the other the initials G B (supposed to be George Bacon) and a fleur-de-lis, is also supposed to have been made here.
Langley Mill Pottery.—This pottery was established by its present owner, Mr. James Calvert, in 1865, and was the first established in the neighbourhood. The productions are vitrified stoneware of similar character and quality to that of Messrs. Bourne at Denby. In this ware a large trade is done in ginger-beer, ink, beer, and other bottles, and all the usual domestic vessels—jars, pitchers, hot-water bottles, foot-warmers, jugs, mugs, &c.—are produced from clay found in the neighbourhood. The works are extensive and well arranged, consisting of three kilns for brown ware and one for Bristol ware.
The “Ilkeston Potteries” were established by the late Mr. George Evans in 1807, and were carried on by him until his decease, in 1832, when he was succeeded by his son, Mr. Richard Evans, the present sole proprietor of the concern. At first, and during the lifetime of Mr. George Evans, Derbyshire stone bottles alone were made, and these are still manufactured to a large extent. By the present proprietor the buildings have been considerably increased, and a general pottery added for the production of useful articles in stoneware and ornamental terra-cotta goods. The present productions of the works are in stoneware bottles, jars, pans, &c., of all sizes and of every usual form; filters of an improved construction; carriage, foot, and other warmers; sanitary pipes, and ware of every kind, &c., &c.; and in terra-cotta, vases, pedestals, flower and tree boxes and pots,[136] garden-edgings, chimney-tops, &c., of various designs, and all the more usual productions of fire-clay goods.
The village of Pinxton (a large parish in East Derbyshire, close on the borders of Nottinghamshire) is principally inhabited by colliers and other “hardy sons of toil,” who work in the ironstone mines and at the furnaces of the neighbourhood. The manor belongs to the family of Coke, the same family as the Cokes of Trusley and the Cokes of Melbourne, and to one of this family, John Coke, Esq., the establishment of the china works is owing. Mr. John Coke was the youngest brother of D’Ewes Coke, Esq., the lord of the manor; the second brother being Sir William Coke, Judge of the Supreme Court, Ceylon, who died at Trincomalee, in Ceylon. The present head of the family is Lieut.-Col. E. T. Coke, of Debdale. Mr. John Coke, who was born in 1775, passed several of the early years of his life at Dresden, and there, doubtless, acquired that love for porcelain ware which induced him to commence the manufactory at Pinxton on his return to this country. Having an idea that some clays found on the family estates near Pinxton might be made available for the manufacture of china ware, Mr. Coke entered into correspondence with Mr. Duesbury, of the Derby China Works, and sent him samples of his clays for trial and experiment. Whatever encouragement or otherwise he received from Mr. Duesbury—and I have reason to believe that encouragement was not given—the result of his own convictions and his own trials, &c., determined Mr. Coke on starting the works, and he ultimately made an engagement with William Billingsley, of the Derby China Works (which see, page 102); and having built a somewhat large and very conveniently arranged factory, commenced the manufacture of china ware in 1796.
William Billingsley was the son of William and Mary Billingsley, of the parish of St. Alkmund, Derby. In 1774 he was apprenticed by his widowed mother to Mr. Duesbury, the proprietor of the Derby China Manufactory, for five years, “to learn the art of painting upon china or porcelain ware,” as I have already shown in my notice of Billingsley on page 101, ante. In 1796 he left the Derby China Works, where he had been employed for the long period of twenty-two years, and removed to Pinxton, occupying, with his wife, his wife’s mother, and two daughters, a part of the factory built by Mr. Coke. Here Billingsley succeeded in producing[137] that beautiful granular body which he afterwards perfected at Nantgarw and at Swansea; and here, too, stimulated by Mr. Coke’s good taste, he introduced faultless forms in his services and a high style of excellence in decoration. He brought with him several experienced workmen and artists from the Derby Works, and took into the factory, and instructed, several young people of Pinxton and its neighbourhood. His own time was thus so fully occupied with the management of the works, with the arrangement of the concern, and with the “overlooking” of the persons employed, that, unfortunately, his own skill and his own splendid colouring of roses and other flowers were lost to the manufacture; and thus we do not find that the expressed fear of his late Derby employers that “his going into another factory will put them in the way of doing flowers in the same way, which they are at present entirely ignorant of,” was sustained. In fact, while employed by Mr. Duesbury, Billingsley was in every way master of the art he had been taught; and he had acquired a peculiar method—entirely peculiar to himself—of painting roses which, with his free and truly artistic grouping and harmonious arrangement of colours, made his pieces so much sought after, that orders were constantly sent in for objects “painted with Billingsley’s flowers.” At this period of course his whole time was devoted to painting, and his heart was in his work. After leaving his employer, his attention was naturally, in the new sphere in which he found himself at Pinxton, almost wholly given to the practical instead of the Art portion of the establishment, and thus none, or scarcely any, of the known examples of Pinxton china bear evidence of being his handiwork. Indeed, it is not too much to say that, from the time when he closed his connection with the Derby Works, his Art-skill declined, but his manufacturing skill became more and more apparent.
The works at Pinxton were built by the side of the canal, and the workshops formed three sides of a square. These are still in existence at the present day, and are shown in the accompanying vignette, from a sketch made for the purpose. They are now converted into cottages, and are occupied by colliers and others. The kilns, &c., have entirely disappeared. The place and cottages are still called “China Square,” or “Factory Square.”
Through some misunderstanding or other, the arrangement between Messrs. Coke and Billingsley was not of long duration,[138] and in a very few years—probably about 1800 or 1802—Billingsley left the place and removed to Mansfield, where, it is said, he for some time occupied himself in decorating and finishing china ware which he bought in the white state in Staffordshire. He afterwards, as I have already shown, removed to Torksey, Worcester, Nantgarw, Swansea, and Coalport, and died about 1827 or 1828.
Fig. 114.
Mr. Coke married in 1806 and settled at Debdale Hall, where he died in 1841, in his sixty-sixth year, leaving his estates to Lieut.-Col. Coke, their present possessor. At Debdale are preserved, with religious care, some of the finest examples ever made at Pinxton. These pieces were brought there by the founder of the works, Mr. John Coke just spoken of, and have remained there ever since. They consist of large semicircular spill-stands, mugs, &c., beautifully painted with views, one of which, a view of the family seat of Brookhill Hall, is remarkably fine. Some of the stands are grounded in the Dresden canary colour, and the whole are very choice and unique examples of Pinxton porcelain.
The group of china here engraved is a selection of pieces made[139] during Billingsley’s time at Pinxton. The pieces are all remarkable for the beauty of the body and of the glaze, and some of them are also noticeable for the excellence of the gilding. The coffee-pot in the centre is one of a set bearing, in oval borders, views of different places either in Derbyshire or elsewhere. These landscapes are excellently painted, of a peculiar brownish effect which pervades the whole colouring, by James Hadfield, who was the best landscape painter at the works. The views on the pieces which have come under my notice are of local and other places: for instance, Pinxton Church, Darley Hall, Hartington Bridge, Ashwood Dale, Buxton, Wingerworth Hall, Tong Castle, Saltram, Menai Straits, Wanstead Church, Frog Hall, Caerphilly Castle, &c. The teapot and stand are of elegant shape, unusually narrow and carefully gilt; the stand is of peculiar form. The cup and saucer have the “Derby sprig” (Tournay sprig), as it is frequently called. The coffee-mug and flower-pot tell their own tale.
Fig. 115.
After the close of Billingsley’s connection with the Pinxton Works they were carried on by Mr. Coke with the assistance of a Mr. Banks. Afterwards Mr. Coke took Mr. John Cutts to manage the concern, and he became a partner in the works. In the later part of the time the manufactory was carried on by Cutts alone. At the close of the Pinxton Works, which took place about 1818, Mr. Cutts removed into Staffordshire—fixing himself at Lane End—where[140] he commenced business; at first buying ware in the white and finishing it for sale. In 1811, Davies says, “There is a considerable porcelain manufactory at Pinxton, which finds employment for several hands.”
After Billingsley’s removal from Pinxton the character of the ware underwent a change. The granular body of which I have spoken as produced, and afterwards brought to such perfection, by him, was his own secret, and he zealously kept it. On leaving Pinxton this secret, naturally, went with him, and, of course, the goods produced after that time were of a different and much inferior body. The later ware approached pretty closely the ordinary china body of the time, and had a slightly bluish tint in the glaze. The decoration was also, as a rule, not equal to what it had been in the earlier days of the factory.
Among the workmen brought from Derby along with Billingsley, were Thomas Moore, a clever thrower; Ash, also a clever thrower and turner, and many others of repute. Among the painters, &c., were James Hadfield, a good landscape painter; Edward Rowland, a landscape painter; Morrell, who painted landscapes and flowers; Richard Robins, from London; William Alvey, and others, including Slater and Marriott. Alvey left Pinxton about 1803, and became master of Edingley School, near Southwell, where he died in 1867, aged about eighty-three. He had a numerous family, some of whom re-settled at Pinxton. Alvey was held in high respect at Edingley, and was possessed of remarkable natural gifts; he was an excellent musician, a clever draughtsman and colourist, a first-rate mathematician, a splendid penman, a very fair land-surveyor, and a poet of no mean order. He was fond of drawing and painting to the last.
No especial mark was used at the Pinxton Works. The number of the
pattern was occasionally given, and sometimes a workman’s mark was
added; and although other marks were used, none seem to
have been adopted as distinctive of the works. A writing letter
 and a Roman capital letter P have both been
noticed as occurring on isolated specimens. A tea service, named to me
by Capt. G. Talbot Coke, bears, however, inside the lid of the teapot,
the word Pinxton, written in gold letters. The service is of a
beautifully clear white china, with broad edges of burnished gold; a
handsome arabesque border of red, blue, and gold ornamenting each piece.
and a Roman capital letter P have both been
noticed as occurring on isolated specimens. A tea service, named to me
by Capt. G. Talbot Coke, bears, however, inside the lid of the teapot,
the word Pinxton, written in gold letters. The service is of a
beautifully clear white china, with broad edges of burnished gold; a
handsome arabesque border of red, blue, and gold ornamenting each piece.
One peculiarity connected with the Pinxton China Works remains[141] to be noticed: it is the issuing of china tokens, i.e., tokens representing different values of money, made of china, and payable as money among the workpeople and others, including shopkeepers. These were issued in a time of difficulty, so that they were only temporary conveniences, and thus they possess great interest. They were of two distinct kinds. The general form was a circular disc of white china, thicker in the middle than at the edges—in fact, exactly of the form of a common magnifying glass—and bore on the obverse a figure of 5 in the centre, and the words, “Let the Bearer have in goods five shillings,” in four lines across. On the reverse a similar figure 5 and the words, “which place to account with John Coke, Pinxton. Decr. 24th, 1801,” in five lines across. The writing is in blue, and the tokens are well glazed. They were issued of various values, as 10s., 7s. 6d., 5s., 3s. 6d., 1s. 6d., and 1s. respectively. The one here engraved belongs to W. S. Coke, Esq., of Brookhill, and I am indebted for it to his nephew Capt. J. Talbot Coke. Others bore, as shown on the next engraving, simply the figure of value, gilt or painted on an oval disc. These tokens were used as promissory notes, and when returned to the works by their holders their value in money was given for them, and they were broken up and destroyed. They were payable in and around Pinxton, on one side as far as Sutton, but their payment did not extend to Mansfield. They were called “Mr. Coke’s coin,” or “Chainé money” (china money), in the provincialism of the locality.[35]
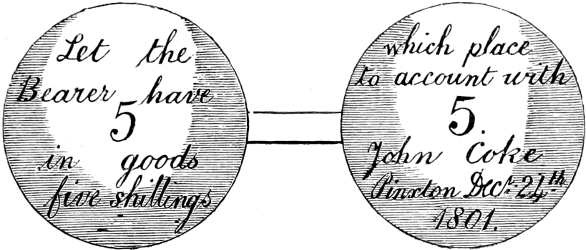
Let the
Bearer have
5
in goods
five shillings
which place
to account with
5
John Coke
Pinxton Decr 24th
1801.
Fig. 116.
7s.
5s.
Figs. 117 & 118.
[142]
It is pleasant to see how the memory of the old china works at Pinxton is cherished by its inhabitants of the present day, among whom some of the people who worked there are still, at a ripe old age, living. One of these, in her eighty-fifth year, who began to work at the factory when but a child of some eleven years of age (at that time named Elizabeth Smith), and became ultimately the chief burnisher of the works, was, when I saw her a few years back, in full possession of all her faculties, and delighted in describing, with marvellous accuracy, all the processes employed. To her wonderful memory, and to that of others, as well as to documents and long personal research, I owe the information which I, in 1868, for the first time, gave in the Art-Journal, and now repeat, in regard to this interesting manufactory.
Wirksworth is much more intimately mixed up with the history of the Ceramic Art than is usually imagined, and yet but little is known of the works which were there carried on, or of their productions. Dugdale, in 1799, says, “About forty years ago, a manufacture of porcelain was attempted, but it proved unsuccessful.... It was in the Holland Manor House that the unsuccessful manufacture of porcelain was attempted;” and Davis, in 1811, repeats the same thing: “In the Holland Manor House the manufacture of porcelain was attempted, about forty years ago, but proving unsuccessful, it was relinquished.” Holland House, where this manufacture was carried on, was the Manor House of the manor of Holland, otherwise Richmonds, which was given by Thomas, Earl of Lancaster, to Sir Robert Holland, in which family it remained until the attainder of Henry Holland, Duke of Exeter, in 1461; it afterwards belonged to Margaret, Countess of Richmond and Derby, and was subsequently granted by the Crown to Ralph Gell. In 1745, Philip Gell leased the manor to “Robert Atkinson and Francis Parry, of Lincoln’s Inn, gentlemen,” and to “Andrew Wilkinson, of Boroughbridge, com. York, Esq., and Thomas Wilkinson, Esq., brother of the said Andrew Wilkinson.” In 1777 it was “leased by Philip Gell, Esq., of Hopton, to Richard Arkwright, of Cromford, cotton merchant.”
In this latter lease (dated 6th November, 1777), the china works are thus named: “All those several messuages, tenements, or[143] dwelling-houses, and all other buildings, warehouses, workshops, and appurtenances, situate, standing, and being in Wirksworth, in the said county of Derby, heretofore used for the making and manufacturing of China Ware, and now in the tenure or occupation of the said Philip Gell, his assignee or assigns, tenant or under-tenants.” So that at that time the first china works had probably ceased to be in operation. In 1793, by deed dated 1st November, Richard Arkwright, Esq., assigned the remainder of the lease to Charles Hurt, Esq., of Wirksworth, in the following words: “All those several messuages, tenements, or dwelling-houses, and all other the buildings, warehouses, workshops, and appurtenances, situate, standing, and being in Wirksworth, heretofore used for ye making and manufacturing of china, but now for picking cotton.”
My late friend, Mr. T. N. Ince, to whom Wirksworth is indebted for much patient research into its early history, thus wrote to me regarding the china works, having at my request turned his attention to the matter:—“I much regret that I did not extract from the original deed of co-partnership, which I once had in my hands, at least its date, parties, and the like. My opinion is that it was begun about the middle of last century, and did not continue more than a few years. I know the Hurts of Alderwasley, Gells of the Gatehouse and Hopton, Sir Thomas Burdett of Foremark, and many others were partners—nearly the same who were partners in the English and Welsh Mineral Company, of whose concerns were many papers in a bundle in my grandfather and father’s office, labelled ‘Tissington v. Burdett and others;’ and amongst them, Mr. Julius Cæsar Robiglio, of Hopton, gentleman, who was said to have been present at a duel in Italy, in which the then Philip Gell of Hopton slew his antagonist and fled to England with Mr. Cæsar Robiglio, who, I have heard my mother say, was a most gentlemanlike man. He died at Hopton, and was buried at Wirksworth or Carsington. The premises called ‘China House Yard’ were afterwards the property of the late Charles Hurt, Esq., senr. His son, Charles Hurt, junr., died in 1834, on whose death it was sold to the late Mr. John Wilson, maltster; whose son, Mr. Daniel Wilson, wine merchant, is the present owner.” Mr. Wilson, who has examined his title deeds specially for me, tells me they contain no information as to the china works.
Some years ago, during excavations which were being made,[144] portions of saggers and of china were found; some of these are in my own possession.
It is said that after leaving Pinxton and other places, Billingsley attempted to establish china works here; being probably led to do so by the fact of felspar being abundant in the neighbourhood. Of this, however, there is no proof. Earthenware is also said at one time to have been made here; but of this, also, there is no proof.
Encaustic paving tiles were made here, within the grounds of the abbey, in the fourteenth century. The remains of the kiln in which they were fired were discovered some years back, and in and around it were several tiles and fragments of tiles.
Fig. 119.
Vol. II.
Plate I.
MEDIÆVAL PAVING TILES MADE AT REPTON.
Encaustic tiles were made here in the fourteenth century, and the kiln in which they were fired, and a vast number of unfinished tiles and fragments of tiles, were discovered in 1866. The site of the tile works was within the old abbey walls, and was accidentally brought to light by the boys of Repton School, who were busying themselves in levelling a piece of land for their cricket ground. During their work they came upon patches of a stiff red clay with fragments of tiles; and, presently afterwards, found some regular layers of them, face downwards. Next they came upon masses of brickwork, which, upon careful clearing, turned out to be a kiln for the firing of the tiles. Of this, and of the tiles found within and around it, I made careful measurements and drawings, and some of these are shown on the accompanying engravings.[36] The kiln, [145]Fig. 119, consisted of two series of arches (each series consisting of six arches alternating with the same number of openings) over what may be termed two vaults, each 7 feet 6 inches long, by 2 feet 6 inches wide, and about 1 foot 10 inches in height. The arches were formed of chamfered bricks or tiles, those composing the actual arch measuring 7¼ inches in breadth at the square, or upper end; 2¾ inches in breadth at the lower end; 7¼ inches in length; 4½ inches in length on the square sides; 3½ on the chamfer; 1¼ inches in thickness at the upper end: and three quarters of an inch in thickness at the lower end. The basement, four inches in thickness, was formed of bricks or tiles. Upon this were built up, at distances of 4½ inches apart, the chamfered bricks from which the arches sprung, these being placed broadends together and so forming an hexagon. Between these the remainder of the wall, to a level with the top of the arches, was formed of encaustic tiles, which being 4½ inches square exactly fill up the width. These encaustic tiles, some hundreds in number, were of various patterns, but evidently unfinished, being quite soft and pliable. The floor of the vault was paved with tiles, and at the entrance was a stone wall on either side, and against the wall-pier was placed the curious relief tile, Fig. 120.
Fig. 120.
The tiles and fragments of tiles exhibit some examples different in
form, as well as in material and in design, from any others which have
come under my notice. One of these, on Fig. 121 (repeated so as to form
the complete pattern in a lozenge), is of very light stone-coloured
clay. The foliated pattern is in very high and bold relief, and the
whole face of the tile is covered with a rich green glaze. It measures
10 inches on its angles, and 14 inches from point to point on its
base, and it is 1¾ inches thick. Fig. 120 is of the same material and
general character; the pattern in high relief, and the face covered
with green glaze. It measures 8 inches by[146] 6½, and is 1¾ inches thick.
Another green glazed tile, also with the pattern in relief, is shown
on Fig. 123. Its design, which is extremely elegant, consists of the
crowned initial of the blessed Virgin,
 each limb of the letter M terminating in a crowned letter A
and foliage. This, I take it, simply means “Ave, Maria.”
each limb of the letter M terminating in a crowned letter A
and foliage. This, I take it, simply means “Ave, Maria.”
Fig. 121.
Figs. 122 and 123.
Vol. II.
Plate II.
MEDIÆVAL PAVING TILES MADE AT REPTON.
Vol. II.
Plate III.
MEDIÆVAL PAVING TILES FOUND AT WIRKSWORTH.
Of the ordinary class of red and yellow tiles, a very large variety of patterns was found. These consisted of single, four, nine, and sixteen tile patterns of great beauty, and, in many cases, unusual intricacy; border tiles of strikingly beautiful design; heraldic tiles representing the armorial bearings of many local families of note, as well as those of the monarch, &c.; alphabet tiles, bearing the entire alphabet in Lombardic capitals; and grotesque, astronomical, and other devices. Some of these are represented on plates I. and II., and it is worthy of remark, as showing the extent to which this manufacture was carried by the monks at Repton, that tiles still existing in, or exhumed on the sites of, many of the old churches and religious houses of this and the adjoining counties, are identical with those discovered in this kiln, and are therefore proved to be of Repton make.
Figs. 124 and 125.
Another description (to which the same remark will also apply) of tiles found in this kiln is very peculiar. On these, the pattern, in sharp and tolerably fine lines, is simply indented, or incised, into the soft clay, and not filled in with “slip.” These, which for convenience I will call “incised tiles,” are of dark blue or black colour. Some of these patterns will be found in Figs. 124 and 125. Another very singular unique tile of this class is given of its full size on Fig. 122. It bears a head within a wreath, and is covered with green glaze. Another curious and unique tile, in which the simple device[148] of four saltires within a square has been literally cut into the clay, not impressed, was also found.
Figs. 126 to 128.
Having described the Repton kiln it will be well in the present chapter to give some few particulars of other remains of a like kind. In 1833, my late friend, Mr. H. Eginton, discovered a tile kiln on land formerly belonging to the Priory of Great Malvern. It consisted of two semicircular arches, strongly built, separated from each other by a thick and massive wall or pier. The length of the kiln was 35 feet, and the width of the openings 2 feet 3 inches. In each of the archways was a flooring of stone, about two feet from the ground, composed of three slabs in width; the centre one serving as a key-stone to the others, but more especially, in my opinion, so arranged as to allow the fumes of the charcoal to have proper access to the chamber where the tiles were placed. The place for the fire was on the ground, beneath this elevated flooring, and the earth from long action of the heat had become of extreme hardness, and had all the appearance of a thick pavement of limestone. There was no aperture for smoke, so that the process was literally that of the “smother kiln.” The arches were double, the outer being constructed of tiles, the inner of bricks, which from long action of the fire had become completely vitrified. The flooring on which the tiles were placed for burning was two inches in thickness, and at the time of the discovery a number of the tiles were found lying in their places as they did when the fire smouldered away beneath them four centuries before. The kiln was placed seven feet under ground—most probably to prevent injury to the structure from expansion by heat—and was firmly backed and bedded in with blocks of Malvern ragstone. The tiles found were identical with some of those now remaining in Great and Little Malvern churches. Another kiln was[150] discovered in 1837, at St. Mary Witton, near Droitwich. It consisted of arched chambers similar to those at Malvern, and separated from each other in like manner by a strong intermediate central wall or pier. The arches were 2 feet 2 inches in height, 2 feet 4 inches in width, and of several feet in length, and were partly composed of tiles, partly of brick, and highly vitrified with the heat. In them, as at Malvern, a considerable quantity of charcoal was found. Other remains of kilns have been discovered in Wiltshire, in Sussex, and in Staffordshire, and in the latter county the family name of Telwright, or Tilewright, doubtless taking its origin from makers of tiles, is one of great antiquity.
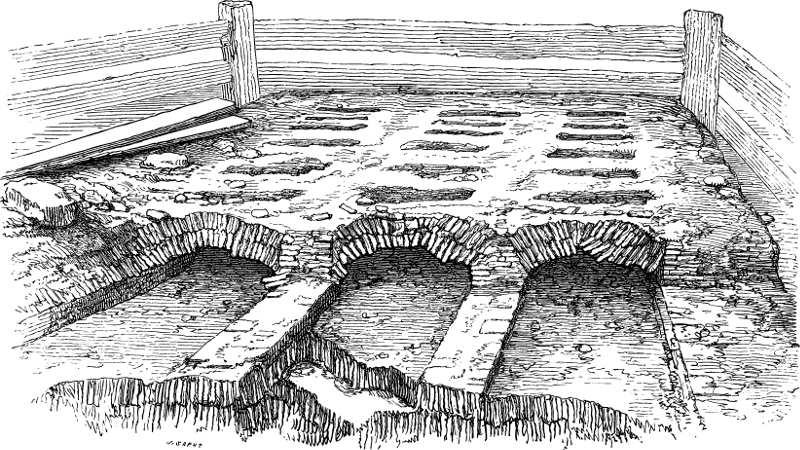
Fig. 129. Tile Kiln Discovered near Farringdon Road, London.
Another remarkably interesting kiln was discovered in London in the course of excavations in forming the Metropolitan Railway, close to the Farringdon Street Station. The kiln, which rests upon the natural bed of clay of the locality, was found about fourteen feet below the surface level of Turnmill Street, or the natural bank of the Fleet River. Over it was an immense accumulation of rubbish, doubtless caused by the Great Fire of London. An account of this kiln has been drawn up by my friend Mr. J. E. Price, to whom I am indebted for the view of the kiln engraved on Fig. 129. It was about 16 feet long and 10 feet wide, and consisted of three parallel arches, which averaged 2 feet wide by 1 foot high, separated from each other by a pier of about 1 foot in width. These arches constituted the furnaces, and supported a level floor, which was pierced, at equal distances, with a series of openings each 2 feet long by 5 inches wide. Through these the heat would rise from below for firing the tiles. On the spaces between the apertures the tiles were probably placed for burning. There were thirty of these openings remaining, though in some instances the intervening spaces had fallen away. The entire structure is composed of plain tiles, similar to those used for roofing purposes.
A manufactory of coarse brown ware formerly existed at Little Chester near Derby. Fragments of various fictile vessels of much the same character as the Tickenhall dishes, and also of the same kind as the Chesterfield brown ware, have from time to time been found, as well as remains of a potter’s kiln. Nothing, however, is known regarding it.
[151]
A pottery existed at this place, as early, at all events, as the reign of Queen Elizabeth; probably much earlier. This is incontestably proved by remains which have from time to time been exhumed on the spot. There can, therefore, be no doubt that pottery has for more than three centuries been uninterruptedly made at this place. In 1650, Philip Kinder, in his collections towards a History of Derbyshire, preserved in the Bodleian Library, thus wrote:—“Numa Pompilius here might have learn’t his ‘Straine of Frugalities’! Here are your best Fictilias made you; earthern vessels, potts, and pancions, at Tycknall, and carried all East England through.” This is the earliest mention of Tickenhall pottery I have met with.
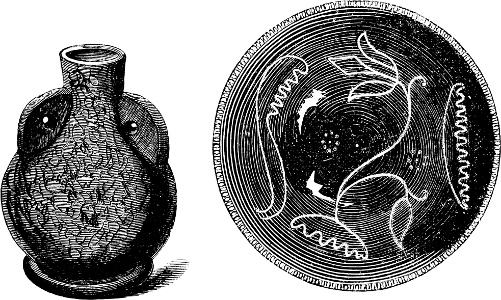
Figs. 130 and 131.
Pilkington (1789) says:—“Formerly a very large quantity of earthen ware was manufactured at this place; but lately the business has very much declined. It is said, that, since the land in the neighbourhood has been enclosed, it has been difficult to meet with proper clay.”
The ordinary coarse domestic vessels—“potts and pancions” as they are called by Kinder—were made, but beyond these there were many highly-decorated ones, with human heads for handles, &c.; some fragments of these are in the possession of Sir John Harpur Crewe, Bart., of Calke Abbey, to whom Tickenhall belongs. The ware was coarse, but very hard, the colour a dull brown, nearly black, in some instances with a yellow slip. Sometimes, however, it was of the ordinary red colour. A mediæval pitcher, or jug, in[152] my own possession, which was dug up here in the course of draining operations on the site of the old works, has the body of deep red clay, very hard and compact, and its upper part is covered with a dark glaze; it has been much blistered in firing. In Sir John Crewe’s possession is a pilgrim’s bottle, found here, of the ordinary shape. It is shown on Fig. 130. He has also portions of two others, the most perfect fragment being nearly black, and the other of a reddish brown colour. Of these several other fragments have been found.

Fig. 132.
Two apparently well-authenticated examples of bowls, in the possession of Mr. W. Bemrose, jun., and formerly belonging to Mr. J. J. Briggs, are shown on Figs. 131 and 132. They are of the ordinary class of earthenware (like those of the Tofts, Taylors, &c.), of a dark brown or chocolate colour, well glazed, and ornamented with a white slip. The larger one bears a very rude representation of a fox-hunt—a fox and three dogs, and a tree. The smaller one bears a somewhat gracefully thrown lily, and other ornaments. Another example, in my own collection, is the candlestick engraved on Fig. 138. It is of precisely the same kind of ware, with white slip ornaments. The decoration of the base will be seen to bear a strong resemblance to the outer ornament of the large bowl.
[153]
Perhaps among the most interesting of existing examples are the fragments engraved on Figs. 133 to 136. These are in the possession of Sir John Crewe, Bart., and are undoubtedly authentic, having been dug up on the spot. They are heads formed of a buff clay and “touched” with a darker slip. Figs. 133 and 136 show the front and back of the principal of these fragments. The head-dress and ruff indicate the period to be at all events about the reign of Mary or Elizabeth. Fig. 134 bears the plaited cap of the same period. They are all engraved of the full size. It will be seen on reference to Figs. 137 and 139 that, in general character, these heads bear a marked resemblance to some which were found in 1854 on the site of a mediæval potwork on the North Cliff at Scarborough. Another vessel there found is engraved in vol. i., Fig. 299.
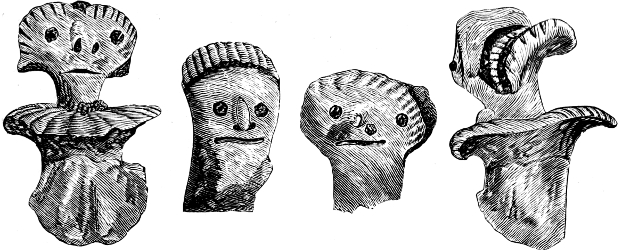
Figs. 133 to 136.
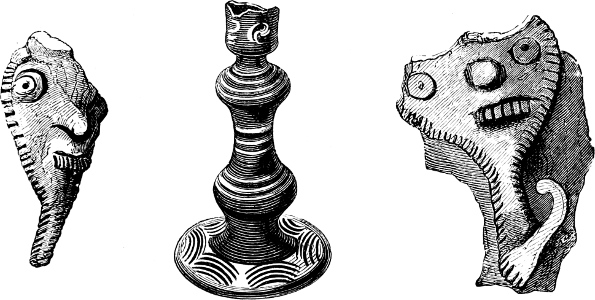
Figs. 137 to 139.
[154]
At this pleasant little village (so celebrated for its hall, now in ruins, where Charles I. passed a night, and as being the place from which the family of Hardinge, now represented by “Baron Hardinge, of Kings Newton,” takes its origin) one of the finest assemblages of examples of Anglo-Saxon Ceramic Art has been brought to light,[37] and here, in recent times, pottery of a good quality and excellent character has been made. The Anglo-Saxon urns[38] were, there can be no possible doubt, made from the same bed of clay from which the modern specimens have been produced, but it seems not to have been worked in intermediate times. About 1852 Mr. Henry Orton (brother to James Orton, author of “The Three Palaces,” “Excelsior,” &c., and himself a writer of no mean repute under the nom de plume of “Philo”), then of the Chauntry House, Kings Newton, considering the bed of clay at this place well adapted for useful and ornamental purposes, erected workshops, sheds, and kilns, and commenced the manufacture of garden-vases, chimney-tops, flower-boxes and pots, brackets, and a large variety of other articles. These he produced both in their natural colour and surface-painted and gilded, and many of them were of excellent design. From one of the beds of clay a fine red terra-cotta was produced, and from another a fine buff colour was made. Mr. Orton was so impressed with the importance of these beds for ceramic purposes, that he caused a number of domestic and ornamental articles to be made in the Staffordshire potteries from Kings Newton clay, and the results were highly satisfactory. Circumstances, however, occurred which prevented his plans being matured, and after a large expenditure of time and money on his part they were abandoned. The place is now carried on as a steam brick yard, and the clay is of so good and tenacious a quality that the maker stamps the name of KINGS NEWTON on each brick produced.
Of the articles made from this clay (which, being very few, are now of the utmost rarity), I possess examples. One of these is a butter-cooler, with perforated cover and twisted handles, formed of red unglazed clay of remarkably fine and compact character. Another is a pressed jug, with groups of relief flowers, in a chocolate-coloured clay; partly lined with white slip inside, and[155] glazed in its natural colour. The other examples are a terra-cotta flower-vase and stand of fine light buff-coloured clay, and a two-handled goblet or drinking-cup, silver lustred, and of excellent quality. This is made of the brown, or chocolate, clay. The probability is that some day these clays may be turned to better account than that of making bricks for railway tunnels.
In 1794 a manufactory was established in the neighbourhood of Burton-on-Trent by Sir Nigel Gresley, Bart., of Drakelow, and C. B. Adderley, Esq., of Hams Hall (ancestor of the present statesman, the Right Honourable C. Adderley, M.P.), who died in 1826. In June, 1795, William Coffee, one of the modellers at the Derby china works, was engaged for these works. On page 98 I have given a copy of a letter relating to this engagement; and another letter, also in my possession, dated “Burton on Trent, June 4th, 1795,” says, “Sir,—My being your debtor makes it my duty to inform you immediately of my arrival here, and likewise of my engagement with Sir Nigel Gresley, and Mr. Adderley, lest you should suppose I had forgot the obligation I lie under to you,” etc. The works were, I have ascertained, situated “within fifty yards of Gresley Hall, near the village and castle of Gresley, in the county of Derby,” with also a place in Burton itself. From some cause or other the project did not answer the expectations of Sir. N. Gresley and Mr. Adderley, and about the year 1800 the works passed from them into the hands of Mr. William Nadin, the father of Mr. Joseph Nadin of Arthurlie, Burton-on-Trent. Mr. Nadin only carried on the manufactory for four or five years, when, it having proved a failure, he discontinued it, and was succeeded by Mr. Burton, of Linton, Derbyshire, who continued the works for a few years and then closed them.
During Mr. Nadin’s time the usual classes of ordinary Staffordshire wares were made, as also was china. In the latter, one great speciality was boots, shoes, and slippers, which were extensively produced, and variously ornamented. His now aged son, Mr. J. Nadin, wrote me, in reference to these, “My father made a large number of china boots and shoes, and I well remember when about six years old, walking up to my ankles into a pond of water in a pair of these boots (Wellington in shape).” He also tells me that when his father “had these works, he received an order for a magnificent dinner-service—the price was fixed at £700—for[156] Queen Charlotte, through Colonel Desbrow, her Chamberlain, but he was never able to execute it, as the china always came out of the ovens cracked and crazed, though he employed the very best men he could obtain.” The Duke of Kent is said to have paid the works a visit, accompanied by Colonel Desbrow. No examples of the productions of these are, so far as my inquiries go, now known to be in existence.
About 1832 Mr. William Edwards, a solicitor, of Derby (brother-in-law of the second Mr. William Duesbury of the Derby china works), in conjunction with a Mr. Tunnicliffe, commenced an earthenware (yellow ware) manufactory at the Hay, Burton-on-Trent. Later on the manufacture of china or “artificial marble” was commenced; workmen having been brought from the Potteries and from Derby. The works, which were in High Street, only continued in operation for a very few years, and the productions were not marked. Mr. Edwards, in his ornamental ware, confined himself mainly to the production of figures, but they were, both commercially and artistically, complete failures. “Mr. Edwards’s artificial marble gods and goddesses, made at the Burton-on-Trent works, came out of the oven with their limbs twisted into every conceivable form.” On Mr. Edwards’s failure the works were closed, and he removed to Butt House, near Woodville, at that time known as Wooden Box. Mr. Edwards employed some really good workmen, amongst whom was a clever modeller named Wornell, who, besides, was an excellent stuffer of birds. Some good examples of Wornell’s work are in the possession of Mr. Abram Bass, by whom much of this information has kindly been supplied to me.
Swadlincote Potteries.—The works of Messrs. Sharpe, Brothers, and Co. were established, and erected, by the late Mr. Thomas Sharpe, in 1821, and were carried on by him, alone, as “Thomas Sharpe” until 1838, in which year he died. They were then continued by his brothers under the style of “Sharpe, Brothers, and Co.,” under which firm they are still carried on; the sole proprietor being the last surviving brother, Mr. Edmund Sharpe. The productions of the firm are the same as those of the general district, viz., the “Derbyshire Ironstone Cane (or Yellow) Ware” (a name by which this ware has for upwards of a century been known, and which is the speciality of the district); buff drab[157] ware, fire-proof ware, Rockingham ware, mottled ware, and black lustre ware. In “Derbyshire Ironstone” plain and pressed jugs and mugs; bowls of various kinds; ewers and basins, tea-pots, cups, and jars of various kinds; beef, jelly, bread, stew, and other pans; and every description of household vessels are made, as they are also in the buff drab ware. In the Rockingham, mottled, and black lustre wares, tea and coffee pots in endless variety of patterns, “Bohemian,” “American,” “Rebecca,” “Shakspere,” “Fuchsia,” “Ivy,” “Chinese,” “Cottage,” “Mandarin,” “Royal Flute,” “Gipsy,” &c., &c.; pressed and plain jugs and mugs of good designs; and many other useful articles are made. Blue printed goods are also produced.
Among many ornamental specialities of these works may be named the “Toby Fill-pot” jugs, which are made in both coloured and Rockingham ware, on much the same model as the older jugs of that name; one is shown on Fig. 140.

Fig. 140.
Sanitary earthenware is a great speciality of these works, and is produced in cane-colour, white, and blue printed varieties, as well as, occasionally, of a highly decorative character. In these, plug-basins, closet-basins with Sharpe’s Patent Direct Action, requiring no fans, but acting on the principle of a hollow rim with graduated perforations; traps, cabinet wash-hand stands of excellent and convenient construction, and other articles, are extensively made. Besides the Home trade, Messrs. Sharpe export in large quantities to Canada, the United States, Nova Scotia, South Africa, New Zealand, India, Australia, Africa, the Sandwich Islands, Germany, Holland, Russia, Prussia, Hungary, &c.
The mark used by Mr. Thomas Sharpe was simply the name Thomas Sharpe, or T. Sharpe, impressed in the ware. That of[158] the present firm is the monogram S. B. and Co. within a wreath of oak and ivy, and the words Sharpe’s Patent, as here engraved.
SHARPES PATENT
SB
Fig. 141.
Swadlincote Pottery.—These works were established in 1790 by the late Mr. John Hunt, of Swadlincote, and were, after his death, continued by Mr. Thomas Woodward, whose son, Mr. James Woodward, is their present proprietor. They were at first small, but being the first of the kind in the place soon got into repute, and fire bricks were constantly being fetched by cart to Leicester, Derby, Wirksworth, &c. Fire bricks, fire clay, for Sheffield steel works crucibles, and iron furnaces, were the sole productions till 1859, when the manufacture of sewage pipes, terra-cotta chimney-pots, vases, &c., was added, and since then marble, white, and cane-coloured sanitary earthenware has been introduced, and is largely made. In this department lavatory and closet fittings of every variety are produced. Some of the constructions are peculiar to these works, and are—especially the patent “Wash-out” arrangement,—in high repute. Majolica and Rockingham ware are also largely made. The mark adopted by Mr. Woodward is “the anchor, with a portion of cable twisted round it, forming a monogram of J. W.,” as engraved on Fig. 142.

TRADE MARK
Fig. 142.
Swadlincote Mills.—Established by Moses Cartwright about 1837, but now carried on by Mr. Edward Grice, who produces all the usual sanitary and terra-cotta goods of the district.
Waterloo Pottery.—This pottery was established by Messrs. Robinson and Rowley in 1815, and has been successively worked since their time by Mr. Robinson alone, Mr. James Staley, and Messrs. Staley Brothers. From these last the works passed in 1875 to Messrs. Mason and Adcock, the present proprietors. They produce, extensively, all the usual descriptions of Derbyshire cane ware, yellow ironstone, and buff, Rockingham, and mottled wares. No mark is used.
[159]
Old Midway Pottery.—Established many years ago by a Mr. Granger, these works passed from him to Mr. Richard Staley, sen., and they are now carried on by Messrs. Richard Staley, John Staley, and John Brookes, under the style of “Richard Staley and Sons.” The operations of the firm are confined to Derbyshire fire-proof cane ware, Rockingham ware, and buff ware; and in these they produce all the usual domestic and other articles. The mark is the name, with the word “Fireproof” added upon dishes, &c.
Church Gresley Pottery.—These works were originally built about the year 1790, by a Mr. Leedham, for the purpose of manufacturing coarse ware wash-pans. About 1816 Mr. W. Bourne bought the works, enlarged them, and commenced the manufacture of Derbyshire ironstone cane ware, which has been made here ever since. Since Mr. Bourne’s time the works have been carried on successively by Mr. Edwards (see Burton-on-Trent), Messrs. Shaw and Harrison, and Mr. Henry Wileman, at whose decease in 1864 they were taken by Mr. T. G. Green, the present proprietor.
Cane-coloured ironstone, Rockingham, mottled, black lustre, buff, and other wares are made; and at an adjoining manufactory, built by Mr. Green in 1871, ordinary earthenware, painted, lined, sponged, and cream colour, and other wares are made in all the usual services and domestic articles. Mr. Green has taken out patents for a process of moulding earthenware, and for a bat-making machine.
Commonside Pottery.—These works are of old establishment. At first the commonest description of earthenware was made, and afterwards Mr. Edward Grice carried them on for the manufacture of sanitary goods and chimney-pots. From him they passed, in 1873, into the hands of Messrs. Mason, Gough, and Till. In 1874 Mr. Mason left the firm, and the style since then has been “Till and Gough.” Yellow, Rockingham, and buff wares are made of the usual quality, and in the same general variety of articles, as in the other Derbyshire potteries. No mark is used.
Commonside Works.—Mr. Edward Grice, who, after leaving the above, established these works in 1867, manufactures sanitary and terra-cotta goods of various kinds.
[160]
Hill Top Works.—These were established in 1810, by Mr. John Cooper, who was afterwards joined in partnership by Mr. Massey, and afterwards by Mr. Banks, the firms being successively “John Cooper,” “Cooper and Massey,” and “Cooper and Banks.” They next belonged to Mr. Henry Ansell. The sole proprietor now is Mr. Nehemiah Banks. The wares produced are the ordinary “Derbyshire Ironstone Cane Ware,” buff ware, Rockingham ware, and black lustre ware. In these all the usual household articles are produced in large quantities for home and foreign markets. Horticultural ware is also largely made; the garden, sea-kale, and other pots, and seed-pans, &c., being of superior quality.
Hillside Works.—These are devoted to the manufacture of fire-clay goods.
Other manufactories in the district are Mr. R. Quinton’s brown ware and stone-bottle works; Mr. E. Jones’s pancheon and flower-pot works, and the works of Mr. W. Cotterell.
About 1846, Mr William Edwards, formerly of Derby, and later of Burton-on-Trent, commenced a yellow-ware manufactory at Ashby Holes, Gresley Common, which he carried on for a few years. (See Burton-on-Trent.)
Woodville, the modern and more euphonious name given to the village of “Wooden Box,” is five and a half miles from Burton-on-Trent. The original name arose from an old wooden “box,” or hut, which formerly stood on the site of the present toll-house, where a man used to sit to collect toll, but which was afterwards burned down. The original “box,” it may be added, was an old port-wine butt, from Drakelow Hall, and in this the collector, Diogenes-like, spent his days. In 1800 only two houses existed here, the “Butt House,” belonging to the then Earl Ferrars and the residence of his son Lord Tamworth, and a farmhouse. On this farm some valuable beds of clay were found to exist, and a Mr. Peake, from the Staffordshire pottery district, established a small manufactory on the spot. From this manufactory the trade of the district has entirely taken its rise, and it is now noted for extensive manufactories of Derbyshire ironstone ware; cane-coloured, Rockingham, black, buff, and brown wares; sanitary goods, terra-cotta, &c. Its[161] inhabitants are principally potters and colliers, and it has risen to the importance of being a parish of itself—part of the parish of Hartshorne, in Derbyshire, and of Ashby-de-la-Zouch, in Leicestershire, being taken for the purpose—the main, or High, street separating those two counties. Near Woodville is the modern hamlet of Albert village, and it has a branch-line on the Midland Railway.
The Hartshorne Potteries were established in 1818 by Mr. Joseph Thompson, the father of the present proprietors, Richard and Willoughby Thompson, who now trade under the style of “Thompson Brothers.” The goods made by this firm are Derbyshire ironstone-ware, brown stoneware, cane ironstone ware, buff stoneware, yellow ironstone ware (enamelled white inside), and black and Rockingham wares, and terra-cotta goods. Sanitary and drain-pipes, flooring and other tiles, fire-bricks and building bricks, &c., are also produced. The former mark of this pottery was—
J THOMPSON
or
JOSEPH THOMPSON
WOODEN BOX
POTTERY
DERBYSHIRE
Hartshorne Pottery.—These works were established about 1790 by James Onions, who was succeeded by Luke Copeland. The works were next carried on by Messrs. Read, Malkin and Co., and afterwards by Read and Malkin only, and next by G. S. Read alone, who continued proprietor for thirty or forty years. Mr. Read died in January, 1860, and in March of the same year the concern passed into the hands of its present owner, Mr. J. B. Rowley. The goods produced are “Derbyshire Ironstone” or cane-coloured ware, Rockingham ware, Mottled ware, Buff ware, and Black Lustre ware of the usual quality and character. In these, bowls of various kinds, jugs of all descriptions, jars, dishes, tea and coffee-pots, mugs, and almost every article for domestic use, are extensively made.
Woodville Tile Works.—At these works, established by Messrs. Barry and Co., sanitary goods and geometric and other tiles are made. The tiles are “encaustic, mosaic, geometrical, and white-glazed tiles for baths, &c.,” of average quality. In terra-cotta, vases, chimney-tops, and other ornamental goods are produced, as are also fire-backs for stoves, &c.
[162]
Woodville Pottery.—This manufactory was established in 1833 (in which year it was built) by Messrs. Thomas Hall and William Davenport, both of whom are now deceased. In 1858 the works passed into the hands of Messrs. Thomas Betteridge and Thomas Nadin. In 1863 Mr. Nadin retired from the concern, which, from that time to the present, has been carried on solely by Mr. Thomas Betteridge. The goods produced are the usual classes of Derbyshire cane-coloured ironstone, Rockingham, mottled, and buff wares of the district. In these all the ordinary articles—jugs, tea and coffee-pots, dishes and bowls, jars, and other domestic vessels—are made in considerable quantities. The quality is that of the entire district.
Albion Works.—The Albion Fire Clay Works, established by the present proprietors, Messrs. Hosea Tugby & Co., produce all the usual fire-clay goods, bricks, tiles, &c. The firm have patented a “continuous direct action kiln.”
Woodville Potteries.—These works were established about 1810 by the late Mr. Watts, who was joined in partnership by his relative, Mr. Cash, and it has remained in the same family to the present day. The present proprietors are Mr. William Cash and his son Mr. Thomas Cash, who still trade under the style of “Watts and Cash.” The productions of this pottery are the Derbyshire “ironstone” or “yellow” ware, buff-coloured ware, Rockingham ware, &c., of the ordinary qualities, in which all the usual varieties of domestic vessels, services, &c., are largely manufactured, principally for the American and other foreign markets. The local clay from which these goods are produced “is peculiar to this district, and is not found precisely the same anywhere else;” it was not brought into use for ceramic purposes until the establishment of these works.
The Rawdon Pottery was built by the fourth Marquess of Hastings, on whose estate it was situate, and was first worked by John Hall, who was succeeded, on his failure, by John Brunt, who carried it on until his death. He was succeeded by his son, Mr. Thomas Brunt, who, however, did not succeed in the business, and in 1861 the works passed into the hands of the present proprietors, Messrs.[163] Smith, Dooley, and Co. The goods produced are the usual varieties of articles in “Derbyshire Ironstone,” or cane-coloured ware, Rockingham ware, buff ware, and cream-coloured ware.
The “Pool Works” for terra-cotta fire-bricks and sanitary tubes, at Woodville, near Burton-on-Trent, were established about the year 1830, by the late Mr. Joseph Walker Bourne, yellow earthenware manufacturer, of Church Gresley, who purchased the property of the late Sir Roger Gresley, Bart., of Drakelow Hall, Derbyshire, and established the works for the manufacture, on a small scale, of fire-bricks for his earthenware manufactory. After the death of Mr. Bourne, in 1840, the present proprietor, Mr. Edward Ensor, then of Lyme Regis, Dorsetshire, purchased the business, and the year following sent his second son, Henry Loader Ensor, at the age of fourteen years, to learn, and eventually manage, the business. At that time the works consisted of a 4-horse power condensing engine to grind and prepare the fire-clay; two small hovels or sheds, and two small brick-kilns, covering an extent of 4,000 yards, the whole make not exceeding 20,000 bricks per week, and only seven men and six boys being employed. The market for the bricks was the local earthenware manufactories and collieries, and a few towns in the immediate neighbourhood; the bricks being carted to the Ashby and Burton Canals. About that time, the clay being found suitable for making crucibles for steel refiners at Sheffield, their manufacture was introduced into that market, and has gradually grown into a very important branch of the trade of the district. In 1845 Mr. Ensor, senr., came to live in his present residence, Gresley Cottage, and took the active management of the business. In 1846 the Midland Railway opened the line from Burton to Leicester, with branches to Woodville and Swadlincote, thus opening up a means of cheaper transit for the valuable productions of the neighbourhood. From this time the different manufactories and collieries greatly increased, and other branches of the trade were started, such as salt-glazed sanitary pipes and terra-cotta chimney-tops, &c. About 1850 Mr. Ensor purchased the Pool property from Mr. Mammatt, and soon after this his eldest son, Edward, having returned from South Africa, took part in the management of the business. In 1864, Mr. Ensor having seen the Hoffman Patent Brick Kiln at Wakefield, and being struck with the saving of fuel effected in burning common bricks,[164] purchased the right of the sole use of the patent in this district, and erected kilns, drying-sheds, &c., intending to burn all his goods by this system, but found it essential to introduce many improvements and alterations, as the Hoffman system, although well adapted for common red bricks (which require little heat), was not adapted to fire-brick and terra-cotta, which requires very great heat. Mr. Ensor succeeded in inventing a process by which he retained the heat so effectively that 3 cwt. of small coal more successfully burnt 1,000 bricks than 20 cwt. of good rough coal did in the most approved old-fashioned kilns. At this time, i.e. in 1865, the works consisted of four high-pressure engines for grinding and preparing the clay for the different branches of the manufactory. The machinery for grinding the fire-clay was two pairs of iron rollers and pug mill; that for the terra-cotta clay was different, and consisted of edge runners of great weight revolving in an iron pan, to reduce the clay into a fine powder before passing through sieves and the pug mill. At this time Carr’s “Patent Disintegrator,” for mixing and reducing manures, &c., was seen by Mr. Ensor, to whom it occurred it might be adapted to this process, and he erected one, adding to it many improvements, and eventually so constructed it that it is now the most valuable clay reducer ever used. The machine is circular, made of iron, and consists of four rows of bars, each running in opposite directions at the speed of 400 revolutions per minute; the clay being put in the centre, is forced out through the bars, thus reducing it into the finest powder, and pulverising from 50 to 150 tons in a day of 10 hours, according to the texture of the clay. About 1868, through an itinerant firebrand causing a strike amongst the colliers of the district, and thus almost stopping the different trades of the district through want of coal, and its consequent high price, experiments were tried by Edward Ensor, jun., who ultimately patented “a process for an improved system of burning all kinds of earthenware, salt-glazed, sanitary, and terra-cotta goods, fire, blue, and common bricks, tiles, &c., lime, and other commodities.” A kiln on this principle was erected, and has been a perfect success, and is still in use at these works for burning salt-glazed sanitary goods, and at several other manufactories for bricks, in each case effecting a saving of 75 per cent. in fuel and in labour. The works at the present time occupy an area of 40,000 yards, and employ about 290 persons. Another patent adopted at these[165] works is the “Patent Wire Rope Tramway” for conveying any material any distance up to one mile over hilly or broken ground; which has been so improved as to be made to drain the pits of water by pumping, hoisting the clay out of the pits from a depth of about 20 yards to the surface, and conveying it to the machinery for making up into bricks, and to the railway for conveyance to the different steel-melting districts. The fire-bricks made here are sent to every quarter of the globe, being largely used by Government on colonial military stations in the erection of cooking-ranges, ovens, and boilers; and for sugar refineries in China and the East, as well as for glass, earthenware, gas, iron and steel works in our own country. Fire-place backs are also extensively made. The salt-glazed sanitary goods are of excellent and durable quality, and, being highly vitrified in the body, are capable of withstanding the action of the acids in sewage, &c. In terra-cotta, the only art-branch carried on at the Pool Works, vases, tazzas, pedestals, brackets, trusses, and ornamental bricks are produced, many of which are of very good design; the colour is a light stone.
The beds of clay on this property are as follows:—The principal, or fire-clay, found at a depth of from 10 to 30 yards, is a bed of about 6 feet in thickness, “and is proved to be equal to any bed in the kingdom.” There are also valuable beds of clay for terra-cotta and salt-glazed ware, both above and below the fire-clay: these consist of, first, common marl, generally blue in colour, from 2 to 4 yards in thickness (this is intermixed with small ironstones, round and oval in form); then a thin bed of clunch; next a thin vein of coal or smut, about a foot in thickness, but of little value; then another bed of marl, from 3 to 5 feet, with small pieces of ironstone intermixed, generally kidney-shaped; then the fire-clay, 6 feet; next 1 foot of smut or coal; then a bed of clay called “bottle clay,” good for brown earthenware, of similar character to the Chesterfield and Denby ware, but used by the firm for pipes, from 6 to 9 feet in thickness; then a very hard light-coloured clay, full of silica, which is used for terra-cotta, &c.
Woodville.—Messrs. Barry & Co. manufacture all the usual varieties of glazed stoneware sewerage and drain-pipes.
Wooden Box Pottery.—This manufactory was established by Mr. Thomas Hallam in 1817. Since his time it has been successively[166] worked by Mr. Robinson, Messrs. Harrison and Cash, Messrs. Hallam & Co., and Messrs. Watts and Cash. Its present proprietor is Mr. Thomas Nadin, who manufactures ironstone, cane, buff, and Rockingham wares of the usual kinds and qualities as the other Derbyshire manufactories. No mark is used.
Mount Pleasant Works.—In 1847 the late Mr. John Knowles, of Matlock, established these works for the manufacture of bricks, tiles, fire-clay goods, and terra cotta. These he continued till his death in 1869, when they were carried on by Mrs. Knowles, his widow, till 1871; since that time they have been continued by the trustees of Mrs. Knowles, under the style of “John Knowles & Co.” Besides all the usual classes of bricks, tiles, stove-backs, garden edgings, salt-glazed sanitary and drain-pipes, &c., some highly ornate chimney-tops, and garden vases of good design are made. The firm are also proprietors of crucible and cement fire clays.
Coleorton Pottery.—Established in 1835 by Messrs. Wilson, Lount, and Proudman. On the retiring of the latter partners, the works were carried on by Mr. Thomas Wilson alone, and so continue. The productions are yellow, buff or cane, and Rockingham wares, in which all the usual domestic articles are made. The ware is of more than average excellence in quality. The “buff” is made of a mixture of Devonshire china clay and the local clay found close by the works, from which the yellow ware is made; it is found about nine yards below the surface, underlying a seam of coal. The London and other home markets are supplied. No mark is used.
[167]
Stoke-upon-Trent—Josiah Spode—Copeland and Garratt—Copeland and Sons—Mintons—Hollins—Trent Pottery; Jones—Albert Street Works—Copeland Street Works—Glebe Street and Wharf Street Works—Copeland Street—Bridge Works—London Road; Goss—Kirkham—Campbell Brick and Tile Company—Harrison and Wedgwood—Bankes—Hugh Booth—Ephraim Booth—Wolf—Bird—Adams and Son—H. and R. Daniel—Boyle—Reade—Lowndes and Hall.
The large and commercially important, as well as thickly populated district, known as the “Staffordshire Potteries,” or more commonly called simply “The Potteries,” comprises a number of towns known as the “Pottery Towns,” and other places adjoining them. These are Burslem, Hanley, Shelton, Tunstall, Stoke-upon-Trent, Longton, Etruria, Cobridge, Fenton, Longport, and Dresden. Of these, Stoke-upon-Trent, although far from being the oldest, or largest, or busiest, is the great railway centre, and head of the electoral district; the parliamentary district of Stoke-upon-Trent (which returns two members to Parliament) comprising these towns just named, with a few other out-lying places. Some of these towns are corporate, and Newcastle-under-Lyme is both a corporate and parliamentary borough. It is estimated that in this pottery district considerably over thirty thousand persons are employed in, or dependent on, the staple trade of the place, that of china and earthenware manufacture.
Spode.—Copeland.—The first notice of the name of Spode that I have met with in connection with potting is an entry of the “hiring” of Josiah Spode by Thomas Whieldon, in 1749. This I was the first to make public from the original book of Whieldon’s accounts in my possession. It is as follows:—
| 1749. | £ | s. | d. | |
| April 9. | Hired Siah Spoade, to give him from this time to Martelmas next 2s. 3d., or 2s. 6d. if he Deserves it. | |||
| 2d year | 0 | 2 | 9 | |
| 3d year | 0 | 3 | 3 | |
| Pd. full earnest | 0 | 1 | 0 |
[168]
This entry is of considerable historical interest, as being the first hiring of Josiah Spode, who, being born in 1733, would at that time be sixteen years of age, and was the founder of the family which subsequently rose to such eminence in the art. The “hiring” being for three years, and at wages ranging from 2s. 3d. to 3s. 3d. per week, while other men at the same time were being paid from 5s. 3d. to 7s. per week, would appear to have been a kind of apprenticeship, or, at all events, a “finishing touch” to the learning of the trade. From April till Martinmas, which is the great time for all hirings in the pottery trade, the payment was to be at 2s. 3d. per week, “or 2s. 6d. if he deserves it,” with the prospect of a rise of sixpence per week in successive years. He appears to have fully worked out his time, and to have been found deserving. Two other entries in the same book, showing successive hirings, after the expiration of the first term of three years, are as follows:—
| 1752. | £ | s. | d. | |
| Feby. 22. | Hired Josiah Spoad for next Martlemas, per week | 0 | 7 | 0 |
| I am to give him earn. | 0 | 5 | 0 | |
| Pd. in Part. | 0 | 1 | 0 | |
| Pd. do. | 0 | 4 | 0 | |
| 1754. | ||||
| Feby. 25. | Hired Siah Spode, per week. | 0 | 7 | 6 |
| Earnest. | 1 | 11 | 6 | |
| Pd. in part. | 0 | 16 | 0 |
Thus in 1752 he got 7s. a week, and an earnest of 5s.; and in the following year he was raised to 7s. 6d. per week, with the unusually high earnest of £1 11s. 6d. At this time he must have been married, for in the same year, 1754, it appears the second Josiah Spode was born. But little is known of the early life of this second Josiah Spode; the probability, however, is that his father, after leaving Whieldon’s service, commenced a small manufactory on his own account, and that he learned the business with him. About 1770, Spode (the son at that time being about sixteen years old) is stated to have taken the works at Stoke, previously carried on by Messrs. Turner, or Turner and Banks. He is said also to have introduced, about 1784, transfer printing into Stoke. Previous to this time Mr. William Copeland, of London (a native of Stoke), who travelled in the tea trade, made the acquaintance of Mr. Spode and offered to undertake a commission to sell his tea ware and other goods to his customers. The enterprise was very successful, and a warehouse was taken in Fore Street, Cripplegate, London, for the general sale of Spode’s goods. Trade increasing rapidly, Mr. Copeland, who[169] became a partner with Mr. Spode, afterwards, in 1779, purchased the property, 37, Lincoln’s Inn Fields, and, at the back, in Portugal Street, opened an immense depot for the sale of pottery goods, in the place where stood the theatre (originally built by D’Avenant in 1662, and rebuilt by Rich in 1714), famous as being the house in which Garrick first appeared; the original Joe Miller flashed out his witticisms; and where the Recruiting Officer, the Beggars’ Opera, &c., were first produced. This establishment was managed by Mr. Copeland; the manufactory being conducted entirely by Mr. Spode. Mr. Spode’s son, who was ultimately taken into partnership with his father, was for a time in the London house, but on the death of the latter, in 1797, he returned to Stoke, and devoted himself to the manufactory. In 1800 Mr. Spode commenced making porcelain in addition to earthenware, and was the first to introduce felspar into its composition. In 1805 he introduced an opaque porcelain, known as “ironstone china,” which he manufactured to a very large extent, and exported in immense quantities to France and other countries. In 1806 H.R.H. the Prince of Wales visited the works, and Mr. Spode was appointed potter to him. The porcelain, the ironstone china, and the ordinary earthenware manufactured at this time were of the very highest character, both in body, in glaze, and in decoration; indeed, in all three of these respects they rank with the best of the period.
The first partnership was Spode and Copeland,[39] and next, Spode, Son, and Copeland. After the death of the elder Spode it again became Spode and Copeland, and next, on the son of the latter, who was afterwards alderman, being taken into partnership, Spode, Copeland, and Son, and was so carried on until the elder Mr. Copeland’s death, in 1826. In 1827 the second Mr. Spode died, and was succeeded by his son, the third Josiah Spode, who, however, only survived his father two years, and died in 1829. Until 1833 the business was carried on by the executors of the third Josiah Spode, of Hawksyard (his only son, also named Josiah, being a minor), and Mr. Alderman Copeland. In that year the entire concern was purchased by Mr. Alderman William Taylor Copeland, who shortly afterwards took into partnership his principal traveller and town correspondent, Mr. Thomas Garrett. The firm then became “Copeland and Garrett,” and was so continued until 1847, when a dissolution[170] took place. From that time till 1867 the style of the firm remained simply “W. T. Copeland, late Spode.” In that year Mr. Copeland took his four sons into partnership, and from that time to the present the firm has continued under the name of “W. T. Copeland and Sons.”

Figs. 145 to 149.
Fig. 150.
Mr. Alderman Copeland was Lord Mayor of London in 1835–6.[172] He sat as member of Parliament for Coleraine from 1828 till 1832, and for Stoke-upon-Trent from 1837 till 1852. Losing his seat in that year, Mr. Copeland was re-elected in 1857 and sat till 1865, when he retired from the representation. He was the grandson of Mr. William Copeland, yeoman, of the Holly Bush, in the parish of Stoke-upon-Trent, and son of the partner of the first Mr. Spode. The will of Mr. William Copeland, of Holly Bush, was dated November 10th, 1775, and proved December 28th, 1786. A daughter named Hannah, mentioned in that document, became the wife of the late Mr. William Astbury, of the family whose name is intimately mixed up with the history of the pottery of the district. Mr. Alderman Copeland died in 1868.

Figs. 151 to 155.
Figs. 156 to 159.—Messrs. Copeland’s Productions.
Of the productions of the present firm it is manifestly impossible to give even a brief resumé; the bare enumeration of the different articles in porcelain and earthenware would occupy many closely printed pages. It will only be possible to note, here and there, one of their art-productions. For services, both breakfast, dinner, dessert, tea, and toilet, the firm ranks among the very highest in order, and[174] these are produced both in china and in earthenware, and every variety of ornamentation; in the former from the simple gold or coloured lines and borders, and in the latter from the commonest sponged patterns, to the most profuse and lavish relief and painting. One of their highest efforts, and deservedly so, in the way of services, is the dessert service made especially for H.R.H. the Prince of Wales, in 1866, which is one of the greatest triumphs of ceramic art yet achieved. The service consists of 198 pieces, comprising a centre, eight compotiers, two cream-bowls, two ice-pails, twelve sweetmeat compotiers, seventy-two cups and saucers, and fifty plates. The commission was given shortly before the Prince’s marriage, and hence, as all the decorations are floral, the orange blossom was allowed to become a prominent object in each group; and it would be impossible to conceive flowers more exquisitely painted than they are; they were painted by Mr. Hürten and others. The centre piece is a double assiette montée, the principal compartment being supported by seated figures representing the four quarters of the globe, and each bearing an appropriate symbol. These were the work of Joseph Durham, R.A., and are miniature reproductions of those which support the statue of “Albert the Good,” in the Royal Horticultural Society’s Gardens. The four raised fruit-dishes are elevated upon groups of three figures each, typical of the twelve months of the year, admirably modelled by Mr. F. Miller. The four smaller ones, by Mr. G. Halse, equally well typify the elements, earth, air, fire, and water. The plates, as well as the pieces I have named, are of the purest porcelain, and are exquisitely and elaborately perforated. They are divided into panels of fruit and flowers, surrounded by ribbons and festoons in raised and chased gold, and in the centre of each is the monogram of the Prince and Princess of Wales. There are no two pieces alike, although all harmonize well together.
Three pieces of this beautiful royal service, the centre, one of the compotiers, and a cream-bowl, are engraved, Figs. 150, 156, and 159, and will show better than any description can the high class of art-workmanship which they exhibit.

Figs. 160 to 163.—Messrs. Copeland’s Vases.
One of the greatest improvements in ordinary earthenware which has been effected by this eminent firm, who have always exercised a laudable desire to keep pace with, or to be leaders of, the improved Art-taste of the age, is the production of what they appropriately term an “Ivory-tinted body.” In this kind of ware they[176] produce table, dessert, and toilet services of every conceivable design, and of various degrees of decoration. In the dinner and dessert services the delicate, soft, warm tone of the ivory tint is peculiarly grateful to the eye, and has a charming effect when “set” out on the white linen cloth. The tone of colour which Messrs. Copeland have succeeded in producing has all the softness of the finest examples of old Wedgwood cream-coloured ware, but without its somewhat harsh yellowness. Nothing could be less grating to the eye of taste than this soft tint, and doubtless in many homes of taste the warm “ivory body” will take the place of the cold white of the general classes of earthenware. It only remains to say that in that peculiar body every variety of pattern, from the rich old Spode with its Eastern brilliant combinations of gold and rich patches of colour, down to the most ordinary painted borders, are made. One service which has particularly struck us as beyond average in excellence is the “Stork.” Those examples in which the pattern is in relief, and heightened in gold, are peculiarly rich and good. The shape of the tureens and vegetable-dishes are of great elegance and beauty. The ivory body is one of the greatest achievements of the period.
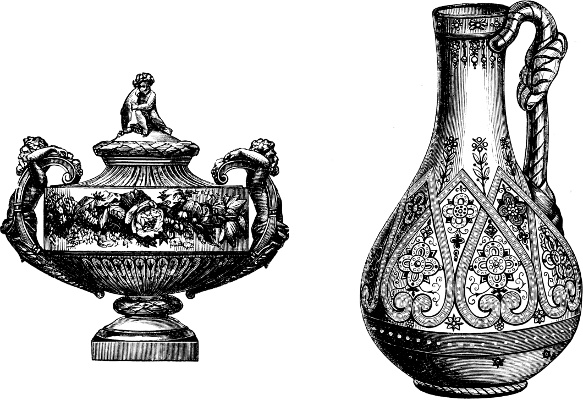
Figs. 164 and 165.
In porcelain, vases, tazzas, bottles, and other articles of every conceivable form, and decorated in an endless variety of ways both in[177] painting, in alto-relievo figures and flowers, and in massive jewelling, gilding, and enamelling, are produced, and are of the most costly and elegant character. Services, both of the most sumptuous and severely simple character, are also produced in every style of art, and on every scale of cost.
And here it becomes necessary to say a word as to some of the achievements in colour of this firm. Of these, a new turquoise (which Messrs. Copeland have christened “Cerulean blue”) is the richest and fullest produced, and is remarkable for its brilliant intensity; the Sardinian green is also very good, and the vermilion finer and more rich than has at any time, or in any place, so far as my experience goes, been produced. This is especially apparent upon a Japanese dessert plate, where the decorations are upon pure enamel, requiring a very high degree of heat, and where the colours come out more brilliantly than on any other examples I have seen. On this plate, which is a chef-d’œuvre of Messrs. Copelands’ art, the border is purely Japanese, and the centre essentially English, but all equally perfect and equally beautiful; it is, in fact, an original and brilliant conception, true to the spirit and principles of Japanese design, but in no respect a copy of any of the productions of the artists of that nation. The birds are exquisitely painted by Weaver, one of the best painters of this class, and the remainder by artists of equal celebrity in their several walks of decoration.
The “Satsuma ware” produced by Messrs. Copeland is of the most exquisite beauty, and of rare excellence both in the matchless quality of the body, the peculiarly waxy and very lovely surface of the glaze, the pure taste which characterises its decoration, and admirable manipulation apparent in each piece. In this ware, as in others produced by the firm, it is a literal truism to say “perfection can no farther go!” Vases and other decorative articles are produced in this Satsuma ware, and take rank with the finest productions of any age or any country.
Messrs. Copeland and Son are large producers of plain, and painted, and enamelled tiles for internal decoration, and these, from the excellence they have attained in the “body,” and the skill displayed in design and in ornamentation, have become a speciality of the firm. They are produced in endless variety, and for every purpose, but one of the most striking and attractive novelties in this kind of mural decoration, is that of a continuous design for a whole room, as first attempted by them for Mr. Macfarlane. Of this[178] speciality, I gave the following notice in the Art Journal for December, 1875:—
“One of the most pleasing, and, at the same time, novel and effective, adaptations of fictile art to internal mural decoration yet attempted, has just been successfully accomplished by Messrs. Copeland and Sons, of Stoke-upon-Trent. To this, having been favoured with a private view of the decorations, we desire to draw attention. The lining of entire rooms with wall-tiles is, of course, no new thing, but has been repeatedly done, and in a variety of styles, by different firms and at different periods; but it has been left to Messrs. Copeland to strike out an entirely new idea in the mode of treatment. Mr. Macfarlane, whose Art-productions in metal we have often commended in the pages of the Art Journal, has recently erected in Glasgow a magnificent mansion, which, as might be expected from a man of such extensive knowledge and such pure taste, will enshrine many works of high-class examples in various walks of Art. In several of the apartments of this mansion—the billiard and bathrooms, for instance—Mr. Macfarlane desired to introduce some new feature which should, if possible, inaugurate what might with propriety be called a nineteenth-century style of decoration. He therefore wisely consulted Messrs. Copeland, who, acting on his idea, prepared a series of designs which, while adhering faithfully to the classic laws of Art, were, both in subject and in treatment, strictly characteristic of the present day. The general design is a terra-cotta dado of full Indian red tone of colour, walls of pale celadon tint, and a frieze painted in monochrome, in continuous subjects apposite to the uses of the various rooms, which are thus covered with tiles, in one grand design, from floor to ceiling. The walls between the dado and frieze are covered, as just stated, with celadon tiles placed diagonally, with the joints made just sufficiently apparent to give a geometrical break to the surface, and so remove what otherwise might be a sameness in appearance; while those of the frieze (which are of a pale yellow-ground colour, well adapted for throwing out the figures, and which, when the room is lit up, disappears, and gives the effect of a luminous sky to the pictures) are placed horizontally, and their edges fitted with such mathematical precision and nicety that their joints are invisible. The whole of the tiles have a dead, or purely fresco surface, and are most perfect for the purpose for which they are intended; and from their peculiar hardness and other characteristics—the result of much anxious thought and experiment—are perfectly impervious to the action of damp, and cannot fail to be permanent.
“The frieze (three feet in height) of the billiard-room represents, in four separate groupings on the four sides of the apartment, the sports of the British race; one side being devoted to ‘Health,’ in which youthful games conducing to that essential, from infancy, with its doll and other playthings, to boyhood and youthhood, with hoop, cricket, skating, curling, snowballing, and so on; another to ‘Strength,’ with its central allegorical figure and groups representing pole-leaping, shot-throwing, wrestling, football, hockey, boxing, &c.; a third to ‘Courage,’ a central allegorical figure supported by genii, the one proclaiming, and the other crowning, deeds of heroism in the army, in saving lives from shipwreck, fire, and other casualties, and the wild sports of our Eastern empire and North American colonies; and the fourth to ‘Fortitude,’ in which the central group surrounding the allegorical figure is composed of lifelike portraits of such men as Livingstone, Burton, McClintock, Layard, and others; the remaining portions showing athletes contesting in a foot-race, and crews in a boat-race. The friezes of this room, painted in monochrome, are the work of Mr. R. J. Abraham (son of the Art-director of the works), who recently won the Art-Union prize, and is a gold medallist, and Mr. Besche, a skilful artist, whose works are in high repute. The frieze of the heating-room of the Turkish baths, which is lined in a precisely similar style to the other, is entirely composed of tropical plants and flowers, arranged in a masterly and effective manner, and painted, even to the most minute detail, with consummate skill and with true artistic feeling. This frieze, which is painted in sepia with its fullest and best effect, is entirely the work of Mr. Hürten, and is a worthy example of his pencil both in arrangement and in treatment. The whole of the plants represented are, without an exception, studies from nature, sketched and arranged for this special purpose from the plants themselves in the magnificent conservatories of the Duke of Devonshire at Chatsworth; and they are in each individual instance reproduced with pre-Raphaelite accuracy and precision.
“The friezes are masterpieces of Art as well as of manipulative skill. They reflect the highest credit on Messrs. Copeland and their Art-director, Mr. Abraham, by whom they have been produced, and who have thus inaugurated a new, and what we pronounce to be a successful style, of[179] internal decoration—one that is sure to be followed in many a mansion and home of taste in our country and abroad. Mr. Macfarlane will have reason to be proud of his acquisition, and has the satisfaction of feeling, that with the aid of Messrs. Copeland and their skilled staff of artists, he has originated a novel feature in Art-decoration, and carried it to an enviably successful issue. Messrs. Copeland are renowned for the excellence of their work and for the true artistic feeling and skill which characterise everything that passes from their hands, and their present productions will, if that be possible, add to their celebrity.”
Tiles for flower-boxes, lily-pans, garden-seats, slabs for chimney-pieces, table-tops, fire-places, &c., and for every other purpose, as well as door-plates, are also largely produced and highly decorated.
In Parian—the next best material to marble—statuary and busts, as well as other objects, are extensively made. This is another speciality of the firm, and one the discovery of which belongs to them. It is, in fact, the development of the old and ever-famous Derby biscuit ware,[40] rendered finer and more commercially, as well as artistically, available by the careful attention of the Messrs. Copeland. It was introduced by them about 1846, and is said to have been then made at the suggestion of Gibson the sculptor; from that time to the present it has been extensively manufactured by every house—by Copeland’s, perhaps, more extensively than any other. Among the more recent of their finest works in Parian, are the “Infancy of Jupiter,” “Lady Godiva,” “Nora Creina,” the “Flute-player,” the “Reading Girl,” busts of “A Mother” and of “Love,” all by Monti; “Young England” and “Young England’s Sister,” a very charming pair by Halse; a “Shepherd Boy,” “Spring,” and “Summer,” by L. A. Malampre; and “Master Tom” and “On the Sea-Shore,” by Joseph Durham, R.A. Among their other special works, Foley’s “Ino and Bacchus,” Durham’s “Chastity” and “Santa Filomena,” Monti’s “Night” and “Morning,” and a score or two others, are brilliant examples. Besides figures, groups, and busts, a large number of other beautiful objects of various kinds are produced in Parian.

Figs. 166 to 168.—Copeland’s Parian Figures.
The more ordinary classes of goods for general use and consumption are all of good quality, whether produced in the ordinary earthenware, the stoneware, or any other kind of body, and in all these classes Messrs. Copeland are very large producers. Their “crown ware” has so good a body as to stand the heat of the hard kiln, and thus to take the richest tints of crimson, &c. The ship[181] fittings—the Atlantic washtop slab especially—are considered to be among the best produced. It ought also to be added, that Messrs. Copeland were the first to introduce those elegant and most convenient novelties, “Gordon Trays,” which they produce in a variety of forms.
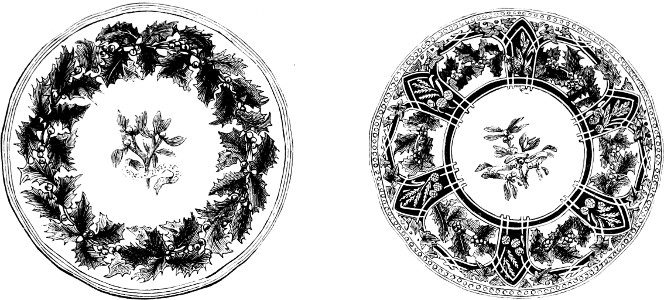
Fig. 169 and 170.

Fig. 171.
The principal artists employed are Hürten, who has attained, and deservedly so, the distinction of being one of the best flower-painters in Europe; Weaver, whose birds are equal to those of any other painter; Besche, a figure and general painter of great power and excellence; and Abraham, Junior (a gold medallist), a figure painter of much promise. Besides these, a number of other talented artists are employed, and the staff of enamellers, ground-layers, and gilders, includes some of the best obtainable in each department. In these works, too, female talent has been highly cultivated, many of the productions of the paintresses evidencing pure feeling and cultivated taste. The whole is under the control of Mr. R. F. Abraham, as Art-director of the establishment. Mr. Abraham, who was formerly at Coalport with Mr. Rose, was a student of Antwerp[182] and Paris, and is a successful follower of the school of Etty. The softness of touch, the purity and delicacy of feeling, and the sunny mellowness of tone, as well as the chasteness of design and correctness of drawing, produced on the best pieces of his productions, show him to be a thorough artist, and place him high above most others in this difficult art, while his intimate knowledge of all the phases and intricacies of Art, and of all the processes of the manufacture, render him peculiarly fitted for the post to which he has been called.

Fig. 172.
The marks successively used by this firm in its various changes are as
follows:—
Sometimes impressed in the body, and at others pencilled on the glaze;
also SPODE in larger capital letters.

Also impressed, or painted, or printed on the ware.
Fig. 175 and 176.
Printed in blue on the bottom of the goods of that description.
[183]
These, with immaterial variations in detail, were all printed on the ware.

Figs. 177 to 180.
 or SPODE & COPELAND, both impressed and printed.
or SPODE & COPELAND, both impressed and printed.

Figs. 181 to 186.

Figs. 187 to 190.
All the above printed on the ware.
Figs. 191 to 203.
The following are the dates when some of the most celebrated printed patterns were first introduced:—“Castle,” 1806; “Roman,” 1811; “Turk,” 1813; “Milkmaid,” “Dagger-border,” “Tower,” “Peacock,” and “New Temple,” 1814; “New Nankin,” “New[184] Japan,” and “India,” 1815; “Italian” and “Woodman,” 1816; “Blossom” and “Pale Broseley,” 1817; “Waterloo” and “Arcade,” 1818; “Lucano” and “Ship,” 1819; “Panel Japan,” “Geranium,” and “Oriental,” 1820; “Font” and “Marble,” 1821; “Bud and Flower,” “Sun,” “Bonpot,” and “Union,” 1822; “Double Bonpot,” “Blue Border,” and “Filigree,” 1823; “Image” and “Persian,” 1824; “Etruscan” and “Bamboo,” 1825; “Blue Imperial” and “Union Wreath,” 1826.

Fig. 204.
[185]
Mr. Thomas Minton, the founder of these works, was born in Wyle Cop, Shrewsbury, in 1765, and received his education at the Shrewsbury Grammar School. He had an only brother, Arthur Minton, and a sister, Elizabeth. On leaving school, Thomas Minton was apprenticed to an engraver (probably Hancock), at the Caughley China Works, at Broseley, one of his fellow-apprentices (also a Salopian) being Richard Hicks, who became founder of the firm of Hicks, Meigh, and Johnson. On the expiration of his apprenticeship, Thomas Minton continued to be employed for a time at the Caughley China Works under Mr. Turner, and then removed to London, where he engraved some patterns for Josiah Spode, whose London warehouse was at that time in Portugal Street. From London, having married, he removed into Staffordshire, in 1788 or 1789, where the rapidly increasing demand for blue printed earthenware gave promise of a good opening for so skilful a draughtsman and engraver as he had become. On removing into Staffordshire, he set up as a master-engraver, at Stoke-upon-Trent, his residence and engraving shop being one of a block of buildings then called Bridge Houses, so called from being close to Trent Bridge, which houses had been erected by Thomas Whieldon, the first partner of Josiah Wedgwood. Here he became very successful, one of his chief employers being Josiah Spode, for whom he engraved a tea-ware pattern called the “Buffalo,” which continued in demand for many years; the “Broseley,” so called from being first produced at the Caughley Works, Broseley, by Mr. Turner, and which, like the “Willow Pattern,” remains a favourite stock pattern to the present day; the famous “Willow;” and many others. In the latter he was assisted by Mr. Henry Doncaster of Penkhull; the original plate from which this pattern was thus engraved passed from Mr. Doncaster into the hands of Mr. Wildblood, engraver, of Burslem, and from him into the possession of Minton & Co., where it appropriately remains, as do also some drawings and other interesting relics. Mr. Minton had two apprentices, one of whom, Greatbatch (father of the eminent artist William Greatbatch, engraver of the “Waterloo Banquet”), became chief engraver, and manager of that department at Messrs. Spode and Copeland’s.
In 1793, having determined to commence the manufacture of[186] earthenware, Mr. Minton purchased a plot of land, the site of the present manufactory, of Mr. John Ward Hassals, and commenced building on a very small scale. The following account of the early progress of the works has been kindly written for me by Mr. Stringer:—
“To start with, there was one ‘Bisque,’ and one ‘Glost’ oven, with slip house, for preparing the clay, and only such other buildings and appliances as were necessary to make good working commencement. Mr. Minton formed an engagement with the brothers Poulson, who owned the works opposite to the land he had purchased, known as the ‘Stone Works,’[41] and who were potters on a small scale, and, as was then the practice, had houses on the works, now converted into potters’ workshops. They belonged to an ancient family which had been located at Boothen for several centuries. Mr. Joseph Poulson was the practical potter, and his brother Samuel was modeller, mould maker, and useful man of all work. It was not until May, 1796, that Mr. Minton’s works were in operation. Considering the magnitude of the present operations of the firm, which has recently adopted the globe for its trade mark, it may not be uninteresting to quote from an old cash-book, which has been fortunately preserved, an item or two to show from what a very humble beginning great results have arisen. We find the amount paid the first week, which appears to have been a sort of broken week (perhaps there had been some merry-making to celebrate the opening);—
| 1796. | £ | s. | d. | |
| May 21. | By paid wages, coals, &c., this week | 12 | 19 | 5½ |
| „ 28. | „ „ „ „ | 29 | 1 | 2½ |
| June 4. | „ „ „ „ | 32 | 9 | 7½ |
| Sept. 17. | „ Joseph Poulson 18 weeks’ wages, to this day inclusive | 18 | 18 | 0 |
“The average weekly amount under the above head of wages, &c., was within a trifle of £50, but still showing real progress.
“The first item on the contrary side is—
| 1796. | £ | s. | d. | |
| May 23 @ June 3. | To received for goods sold, ready money | 33 | 10 | 10½ |
This would be for goods sold to the pot-sellers who hawked their wares about the country; and we find £596 10s. 2d. was received under this head during the remaining months of the first year. The next year’s transactions showed a satisfactory advance in every respect, as did every subsequent year; and amongst the circumstances favouring Mr. Minton’s prosperity may be named—first, that aided by Mr. Poulson’s experience as a potter, and his own good taste as an engraver and designer, he produced a quality and style of ware that commanded a ready market; and in his brother, Mr. Arthur Minton, who had established himself in the trade in the metropolis, a ready and devoted agent to extend the trade; so much so that the business done by him in 1800 amounted to nearly £2,000. He was also fortunate in having the acquaintance of Mr. William Pownall, a merchant of Liverpool, who aided him with capital to extend his operations, and who was, for a few years, a sleeping partner in the business. Mr. Joseph Poulson was in a short time after the opening of the works admitted as a partner, and the firm traded as ‘Minton and Poulson’ for a short time, and then the style was altered to ‘Minton, Poulson, and Pownall.’ Mr. Poulson remained a partner until his death in 1808; and it would seem that up to this period, china or soft porcelain was made at the stone-works, but was abandoned as unprofitable until Mr. Herbert Minton’s experiments in after years were fully successful.”
On the failure of the eminent firm of John and William Turner, of Lane End, the first named entered the service of Thomas Minton, and became, in fact, the practical potter of the firm after the death of Poulson. He effected great improvements in the bodies and glazes,[187] and in the general character of the productions of the works. Soon after Mr. Minton had commenced business, a scheme having been set on foot for monopolising the sale of Cornish clay, he and his partners purchased an estate of eighty-four acres on Hendra Common for a comparatively trifling sum, and also certain rights and a leasehold interest in Treloar Common, where there was abundance of china clay and stone, as also other valuable minerals. Having secured the property, Mr. Minton took steps to associate with him the leading manufacturers to work the mines. In this he appears to have been successful, and the first meeting of “the Hendra Company” was held at the Swan Inn,[42] Hanley, on the 8th of January, 1800, Mr. Thomas Byerley in the chair, who represented the firm of Josiah Wedgwood and Byerley; Hollins, Warburton & Co., by Mr. John Hollins and Mr. John Daniel; Mr. William Adams, in person; and Minton, Poulson, and Pownall, by Mr. Minton and Mr. Poulson. These manufacturers composed the whole of the Company, and they agreed to purchase a part of Minton, Poulson, and Pownall’s property. Mr. John Brindley, of Longport, was appointed agent to the Company. The minutes of the meetings are brief in the extreme, and there is no recital as to the objects of the Company, but there are a few particulars which may interest the present race of manufacturers as contrasting their present improved position, as regards the supply of material, with what it was in those days. July 24, 1800, stone was ordered to be sold at 50s. per ton at Etruria wharf, and 42s. at Runcorn; fifteen tons were a boat-load. A vessel, called the Venus, brought to Runcorn ninety-nine tons, and the freight was £72 7s. 9d. China clay was £6 per ton at Polemear.
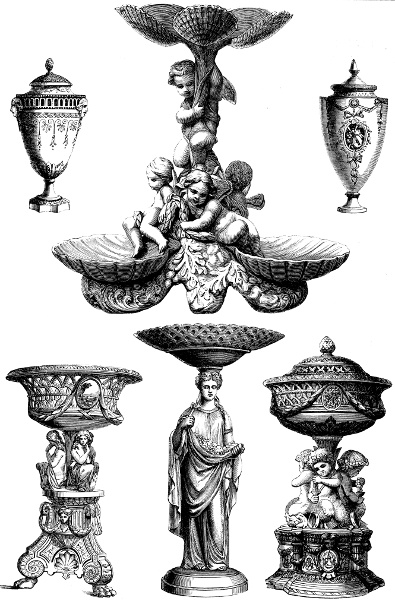
Figs. 205 to 210.—Messrs. Minton’s Productions.

Figs. 211 to 214.—Messrs. Minton’s Productions.
It would seem that Mr. Minton had visited Cornwall several times—the first time in 1798, and we are afforded an insight into the difficulty and expense of travelling at that period, by the fact that the cost of each journey was nearly thirty pounds. It seems that Mr. Minton must have got the mines into something like working order during these visits, as an immediate supply of clay and stone was available at the time the Company was formed, and there is proof of this in the following document:—
“I, John Varcoe, farmer, resident in Treloar, of the parish of St. Denis, in the county of Cornwall, have this day agreed with Thomas Minton, of Stoke-upon-Trent, in the county of[190] Stafford, to let to the said Thomas Minton all my right of lower tin bounds in Trelavour Common, for the purpose of the water for washing china clay, so long that Thomas Minton, or his representatives, may carry on the clayworks in Lord Arundel’s lands, or in Hendra Common—but not to hinder any streaming—with privilege of making pools for the use of the works, at the yearly rent of one pound and eleven shillings and sixpence, to commence at Michael. next. As witness our hands the 26th day of July, one thousand seven hundred and ninety-nine.
“Signed in the presence of
Charles Bagnall.
James Kent.”
Difficulties of all kinds sprung up. Sometimes the water-courses were obstructed; robbery of all kinds was going on; and there were also the exacting demands of lords of the manor to battle with and satisfy. Bad roads, imperfect machinery and methods of getting the minerals, were other stubborn facts tending to abate “the pleasures of landlordism.” The property was within three miles of St. Austel, but Charlestown was then the port of shipment, and the cost of transit thither in waggons over the wretched roads was 8s. per ton; cost of raising, working, and casking, £1 15s.; and other expenses, raised the value free on board there to £4 15s. Freight from Charlestown to Liverpool 12s., dues 2s. 6d., canal freight to the Potteries, 11s. 6d., and making a moderate allowance for capital invested, the clay could not be delivered at less than £6 15s. per ton.[43] As a trading concern the Hendra Company was not a profitable one; but it afforded the proprietors for twenty years a supply of good and pure material, and checked any attempt at monopoly. The clay mines were abandoned, but as there were good tin lodes on the property, and other minerals, the investment proved not a bad one.
From the first establishment of the Pottery works at Stoke, their success was unbroken, and not only were great advances made in processes of manufacture, but they were so much enlarged, that at the time of Mr. Minton’s death in 1836, they were among the most important in the district. Mr. Minton married, on January 1st, 1789, Miss Sarah Webb, of Bruton Street, London, and by her had a family of four sons, two of whom were the Rev. Thomas Webb Minton and Herbert Minton, and six daughters. After his marriage, his mother-in-law, Mrs. Webb, resided with them, and was a valuable acquisition to him in his business; keeping his books and accounts, and being, in fact, the financial manager of the concern. She[191] received and paid all money, and superintended the entire office arrangements, thus leaving Mr. Minton at liberty to devote his entire time to the manufactory and to the engraving. Mrs. Minton, also, so far as the cares of her home and family would permit, took her share in the business.
Mr. Herbert Minton, the second son, was born at the house erected at the works, at Stoke-upon-Trent, in March, 1792, and when old enough, was, with his brother and sister, sent to a dame-school kept by Miss Cheadle, at the only house, beyond what is now the Queen’s Inn, at that time existing on the Liverpool Road, the remainder being fields and gardens. At that time the Mintons had removed from the house at the Works to one on Talbot Bank (now Hill Street, corner of Commerce Street). Later on, Herbert Minton (as was also his brother) was sent to Audlem Grammar School, under the Rev. Nicholas Breakspear, where he remained until nearly fourteen, when he was placed in his father’s manufactory. In 1808, when only sixteen, he had attained such proficiency in the business that he became traveller and salesman, and represented the house both in London and the provinces; and this he continued till more pressing engagements necessitated his more general attendance at the works.
“He was ever at the works, before any one else in the morning, and frequently at five o’clock. In the depth of winter, or however inclement the weather, at all seasons of the year, nothing hindered his early commencement of the duties of the day. Lucifer-matches were unknown in those days, and he, therefore, usually brought a tinder-box in his pocket—the old flint and steel affair. He thus procured a light and made himself a fire. Then he would proceed to examine the stock in the warehouses, that he might be enabled to order what was necessary to replenish it, and thus keep the printers and others constantly at work. He also devoted a certain portion of his time to the mixing-room, in order to keep up the supply of bodies, glazes, &c. Then he would proceed to the counting-house, where I,” says Mr. Stringer, “was an assistant-cashier under his special superintendence. To convey an idea of his peculiar nicety and accuracy in this department of his labours, I may relate the fact that, on a certain Saturday evening, after examining my cash account, Mr. Herbert told me that I was one halfpenny short in my balance. He was aware of my usual accuracy, and was surprised even at this trifling mistake. I opened my cash-box for further examination, when, to my good fortune, I discovered the missing halfpenny within it standing on its edge. This rectified the supposed mistake, and afforded us both a hearty laugh.”
In 1817, Thomas and Herbert Minton were admitted into partnership with their father, the firm being “Thomas Minton and Sons.” In 1821, the elder brother, Thomas Webb Minton, quitted the works, for the purpose of studying for the Church, and he was ordained in 1825, taking his first curacy at Chesterfield, and afterwards at St. Cuthberts, Darlington, and other places. He died in 1870, at Darlington, where he was incumbent of the Church of the Holy Trinity.[192] In 1828 the partnership was dissolved, although Mr. Herbert Minton continued to devote his energies to the development of the concern. On his father’s death, in 1836, he again took up the business, and shortly afterwards took into partnership Mr. John Boyle, under the style of “Minton and Boyle.” In 1841, Mr. Boyle withdrew from the firm, and, about 1842, became a partner with Mr. Wedgwood; and in 1845, Mr. Michael Hollins, nephew to Mrs. Minton, joined the firm under the style of “Herbert Minton and Co.” In 1849 a nephew of Mr. Minton’s, Mr. Colin Minton Campbell, now M.P. for North Staffordshire, joined the firm under the same style. In 1858, Herbert Minton died, and Messrs. Hollins and Campbell continued the manufactory. The present head of the firm is Mr. Colin Minton Campbell, M.P.; the trading style being simply “Mintons.”

Fig. 215.
Up to 1798, white, cream-coloured, and blue printed wares only were made at these works. In that year, semi-transparent porcelain was made, and continued until 1811, when it was abandoned, and earthenware only again produced. In 1821 it was again produced, and soon afterwards china was commenced and has been a staple branch to the present day. In 1825 some of the more skilled workmen[193] from the Derby works found employment with Mr. Minton, and brought their skill to bear on his productions. “Among these were Steele, Bancroft, and Hancock, as painters in fruit and flowers.” In 1836 Mr. Herbert Minton, as will be shown, first conceived the idea of making encaustic paving tiles. Mr. John Simpson held the position of principal enamel painter of figures and the highest class decorations, from about 1837 to 1847, when he removed to London to take charge of the porcelain painting at Marlborough House. Mr. Samuel Bourne, of Norton-in-the-Moors, Staffordshire, who had been apprenticed to Messrs. Wood and Caldwell, to learn the art of enamel-painting, and who had attained by his industry and talents a high reputation, entered the service of Mr. Minton, in 1828, as chief designer and artist, and continued to render the firm occasional services until 1860, when the infirmities of increasing years necessitated his retirement.

Fig. 216.
In 1849 M. Arnoux, son of a celebrated manufacturer of hard porcelain at Toulouse, visited Stoke, bringing with him an introduction[194] from Mr. Evans, of Birmingham; when it was arranged that M. Arnoux should superintend and carry out the patent which, in 1839, Mr. Minton, in conjunction with Dr. Wilton George Turner, had taken out. This was for “an improved porcelain,” “made from Kaolin or Cornish clay, made into cream and passed through sieves; Dorsetshire or similar clay treated in like manner; and pure feldspar, all in certain proportions and mixed with great care.” In this, the bisque was produced by submitting it to a less heat than usual before glazing, and then, when dipped, subjecting it “to a greater degree of heat than is usual for the mere purpose of glazing, and effecting the glazing at the same time.” The glazes were also of peculiar composition. Beyond various experiments, this was not carried out until 1849, when this hard paste porcelain for chemical purposes was brought to such perfection, that it was pronounced to be better than that of Meissen or Berlin. There was, however, so much risk in firing this ware, in consequence of the difficulty of procuring a sagger capable of withstanding the necessary heat, that the manufacture was abandoned, and M. Arnoux turned his attention to the artistic decoration of the ordinary manufacture, and to his continual zeal and ability, combined with the enterprise which has always distinguished the firm, England is indebted for the highest honours in this branch of their national industries.
M. Emile Jeannest was engaged as sculptor, and in 1854 he left and took an appointment with Messrs. Elkington, in whose service he died.
M. Carrier de Belleuse succeeded M. Jeannest, and remained some years, when he returned to Paris, and attained so high an eminence as a sculptor that he has been placed on the Commission for the Sèvres Manufactory.
He was succeeded by M. Protât, who, after having executed some of the stone statues now adorning the India Office, returned to France.
Previous to this, Parian was, about 1842, introduced, and formed a staple branch of Messrs. Minton’s productions. In 1851 Herbert Minton and Augustus John Hoffstaedt took out a patent for “improvements in the manufacture.” In the same year Herbert Minton and James Nasmyth took out a patent for “certain improvements in machinery.” In the same year, 1851, the “Great Exhibition” was held, and resulted in an award of great merit to this firm, an honour which each successive exhibition, whether English or foreign, has[195] augmented. In 1850 Majolica was added to the other art-productions of this manufactory, and in this it still stands pre-eminent. No firm has surpassed them in the sharpness of details; the purity of colours; the excellence of glaze, or the artistic character of these goods, which comprise every description of both useful and ornamental articles. In 1851 Della Robbia and Palissy ware were also here commenced.
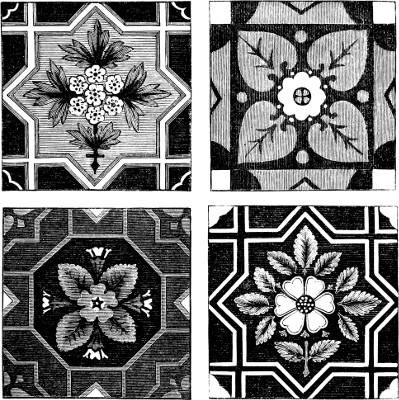
Figs. 217 to 220.
Figs. 221 to 223.—Minton’s productions.
Figs. 224 to 229.—Minton’s productions.
The history of the manufacture of encaustic and other tiles by Minton, Hollins & Co. is the history of the entire modern trade in these useful and beautiful articles. In 1828 Herbert Minton first turned his attention to the subject, but was prevented by circumstances from fully developing his plans. In 1830 Mr. Samuel Wright, of Shelton, took out a patent for “a manufacture of ornamental tiles.” This, in January 1844, he supplemented by another patent for the “manufacture of ornamental bricks and quarries for floor pavements and other purposes.” Mr. Wright’s experiments were highly satisfactory, but from various causes, although he executed several orders, they were not commercially successful.[198] Becoming weary of his almost resultless experiments, he sold his moulds and patent rights to Mr. Minton, who agreed to pay him a royalty of 10 per cent. on all the tiles sold. Mr. Minton commenced the manufacture in a single room next to the present throwing-house at the earthenware works, and only three men were at first employed. He was much aided in his task by the late Mr. George Leason, a practical potter, who had been brought up under him.
Figs. 230 to 233.
“Mr. George Berks,” says Mr. Stringer, to whom I am indebted for the following notes, “who was a man of good general attainments, did what modelling was required. One of the earliest improvements effected by Mr. Minton was the substitution of brass moulds for the plaster ones used by Mr. Wright, which enabled the maker to beat up the clay so as to give a sharper edge to the tile. Before that alteration the edges had to be cut after they were taken from the plaster mould. A decided advantage was thus gained; but innumerable other difficulties had to be encountered, chiefly arising from the irregular contraction of the clays. Sometimes the inlaid parts would at a slight tap at the back of the tile fall out, or the tiles would become stained in the firing; and in short all sorts of ill luck and misadventures were the weekly result. The tiles were at first fired in a small oven at the china works which would hold about 700 tiles, and he and his fellow labourers used regularly to go there to witness the drawing of the oven. Time after time they found nearly the whole contents spoilt in one way or other, and they were carted away to form part of the foundations on which many of our pottery streets now stand. If it so happened that 100 out of the 700 proved fairly good, the fact was a source of encouragement to all concerned. Repeated failures were, however, only followed by further experiments. Mr. Minton was ever confident that skill and perseverance would in the end prove a success; but surely never was any man’s patience or pocket more sorely or severely tried. Occasionally a few orders were satisfactorily executed, but they were on a comparatively small scale. In April, 1836, Mr. Minton[199] sent to Mr. Josiah Booker, of Liverpool, a plan for tiling his hall, and this gentleman adopted Mr. Minton’s suggestions; and it would seem gave the order with the view of forming an opinion of the tiles for the purpose of exportation; little imagining the difficulties that had to be got over before they could be successfully introduced at home. The prices quoted to Mr. Booker were 15s. per square yard, and 6d. per tile of 6 inches square for the border, being about one-half the prices Mr. Wright had charged them. In 1837, a hall pavement was laid in the mansion of Sir John P. Orde, Bart., at Kilmoray, Loch-Gilp-Head, N.B. It should be remarked that, at this time, the only colours made use of were buff, red, and chocolate. In November, 1836, after the death of his father, Mr. John Boyle joined Mr. Minton as partner, and so continued until December, 1841. This gentleman had a keen eye to the profitable working of the manufactures, and often cast uneasy glances at the corner near the throwing-house, and at length began to urge that that department ought to be abandoned. It was on one of these occasions that Mr. Minton uttered the well-known words, “Say no more on the subject, Mr. Boyle. I will make these tiles if they cost me a guinea each!” We do not hear that any other remonstrance followed this rebuke. The late Harriette, Duchess of Sutherland, was one of the early patrons of the tile manufacture; and, indeed, the Staffordshire potteries generally are much indebted to her Grace for the great encouragement she ever gave, and the interest she ever took in every improvement calculated to elevate the character of our manufactures, and advance the prosperity of the district. Her example and influence amongst the nobility afforded much encouragement to the British potter, and tended greatly to the attainment of that success in the art which has been so marked of late years. The tiles were extensively introduced at Trentham Hall, and some of the finest of the early specimens are to be found there. The first work of great importance that was undertaken was the floor of the Temple Church, London. Lewis N. Cottingham, Esq., F.S.A., made an examination of the Chapter House, Westminster, in January, 1841, in order to procure suitable examples for the tiles proposed to be used in the restoration of the Temple Church. On the removal of portions of the boarded floor the pavement was found to be in a very perfect state, few tiles being broken, and the colours in many parts as brilliant as when laid down. Mr. Minton undertook to reproduce the various designs composing this ancient pavement. It was a work of great labour and difficulty; but was accomplished to the satisfaction of the architect, and all others interested in the work. The charge made was merely nominal, taking into account the great expenditure necessarily involved at a time when so many difficulties still attended the manufacture. Mr. Minton was a diligent collector of old tiles, and friends amongst the nobility, gentry, and clergy, in all parts of the country, ministered to his taste, and sent him either examples or sketches of such as they met with in their travels; nothing pleased him better than to receive choice specimens and to superintend their reproduction. The late Mr. Welby Pugin furnished Mr. Minton with many tile drawings, some of which he had designed during his many night journeys to Staffordshire, whilst engaged in the extensive works for Lord Shrewsbury, at Alton Towers and Cheadle Church.”
Figs. 234 to 239.—Minton’s productions.
Figs. 240 to 243.
In June, 1840, Mr. Richard Prosser took out a patent for making a variety of articles from clay in a powdered state, viz., buttons, tesseræ, floor tiles, glazed tiles, &c., by pressure; by preference using screw presses of different powers for articles containing up to and including fifty square inches of surface in each piece; articles of larger surface, and of course requiring a greater pressure, being made by hydraulic press, the pumps of which were worked by steam. Patents were taken for England, France, and America. That for France lapsed in consequence of a condition of the French patent law requiring the process being worked in that country within six months of its date; the political condition of France at that time, in the opinion of the patentee, not being safe for the investment of[202] capital. Of this patent and its application, the following notes, drawn up for me by Mr. John Turley, are of especial interest.
“The English patent was very early introduced to the firm of Minton and Boyle, of Stoke-on-Trent. Mr. Minton took a lively interest in it, but not so Mr. Boyle. Mr. Prosser sold the half part of the English patent to Mr. Minton. Arrangements were made for the prompt commencement of making glazed tiles, tesseræ, and buttons, at Messrs. Minton and Boyle’s works. Two work-rooms were given up to Mr. John Turley, engineer, who at first placed six button presses in one, and a large tile-press in the other, and commenced making white glazed tiles (6 in.) and buttons in these works in August, 1840. Prior to this time, white glazed or Dutch tiles (6 in.) could be bought in the London market for less money than paid to the journeyman potter for making this article at Stoke. The demand for white glazed tiles was soon very great, and has subsequently become a staple article of manufacture in most potting districts by this process. Buttons, tiles, and tesseræ continued their progress in numbers manufactured until 1843, when, on March 8th, the process of making tesseræ was exhibited by Mr. Turley at the Society of Arts, London—Lecture by Cowper; Paper read by Blashfield—and 290 boxes of buttons, three dozen in each, given away at the doors. March 11th, 1843, the same press and process was exhibited by Mr. Turley at the Marquess of Northampton’s soirée, as President of the British Association—a brilliant gathering, at which were present Prince Albert, the Duke of Wellington, Sir Robert Peel, a number of bishops, and about thirty foreign princes. The late Prince Consort took so much interest in the process, that Mr. Prosser and Mr. Minton decided that a description of the process and a drawing of the press as then seen at work should be prepared forthwith, and presented to his Highness, which was done, and presented on the 15th of March, 1843. This paper, with copy of drawing of the press, was reproduced in Dr. Ure’s ‘Dictionary of Arts and Manufactures,’ edited by Robert Hunt. After this introduction to the Society of Arts and the British Association, Mr. J. M. Blashfield, Digby Wyatt, and Owen Jones, by their designs and favourable influences, brought the geometrical floor tile with its many colours, in combination with the encaustic floor tile, into extensive use in the rebuilding of churches, noblemen’s mansions, and other public buildings.
“In August, 1840, he commenced making buttons and tesseræ with six presses, and continued progressing until December, 1841, when twenty-five presses were at work; September 5, 1842, sixty-two presses at work; and at March, 1844, ninety presses at work, with ninety women and one hundred and eighty girls. The girls working half-days and at school half-days—one girl being required to place on setters for firing the produce of one press. The first six months of 1844 the firm received orders for 27,123 great gross, and sold 22,519 great gross. Infringements were now rife in various directions. Most of them were stopped on receipt of notice. Two were costly suits: one, by Mr. Thomas Prosser (who held the American Patent) versus Mr. Henry Van Wart, as an American merchant, for sending into the States buttons made in England irrespective of the American patentee; the other suit was for infringement in making—R. Prosser and H. Minton versus Chamberlain and Lilly. This trial ended August 22, 1845, at Bristol, and its issue was, that Chamberlain and Lilly should work under license. February 3, 1845, an arrangement was made between Minton and Prosser and Mr. H. Van Wart to close the American suit. The course for the sale was again clear for buttons, and progress was made in the manufacture and sale thereof for a few years, when an abrupt termination took place from the unfavourable surroundings and the inability of the patentees to agree as to the future manufacture.
when button-making ceased at Stoke.”
In August, 1845, Mr. Michael Daintry Hollins joined Mr. Minton in the general manufacturing business; and the tile department formed a separate concern, under the style of Minton, Hollins, & Co. Mr. Hollins was a nephew of Mr. Minton’s deceased wife (who was[203] Miss Hollins, of Shelton,) and had been educated for the medical profession. In 1846, Mr. Samuel Barlow Wright, son of the original patentee, was admitted to a share in the business of the tile works, under the style of Minton, Hollins, and Wright. The patent of Mr. Wright was for fourteen years, and was renewed for seven years in 1844. At that period the works continued to be conducted at a loss, and but a small amount of business was done. It may be safely asserted that during the entire existence of the patent, so far from profit being the result, Mr. Minton had sacrificed many thousands of pounds to perfect the manufacture; to say nothing of the extraordinary liberality of his gifts of tiles. In other hands the manufacture might have proved a pecuniary success at an earlier period; but Mr. Minton was lavish in his expenditure in adopting every mechanical or other improvement—hydraulic presses under Prosser’s patent, Napier’s steam hammer, &c.—that promised further success.
Figs. 244 to 246. Minton’s Vases.

Figs. 247 and 248.—Minton’s Majolica.
Previous to the year 1848, the only process of printing which had succeeded for the decoration of pottery, was the one from engraved copper-plates. In this process all the lines that form the picture are cut into the metal, and these lines were filled in by the printer with the required colour, which had previously been mixed with boiled oil. The impression was then taken on tissue paper, at the ordinary copper-plate printing press, and from the paper transferred to the ware. In that style the picture or ornament was formed by a succession of lines, so that it was almost impossible to produce an even layer of colour, so desirable in flat-surface ornamentation. In 1848, Messrs. Collins and Reynolds, who had for some years carried on in London the business of decorative and picture printers, submitted to Mr. Minton some trials they had made of transferring to pottery impressions taken on paper from the flat surface of metal or stone, instead of from the engraved lines; and by that process broad and flat layers of colour could be produced, and several colours transferred at the same time to the ware. These first-trials were made with ordinary pigments; and, therefore, only served to show the power of transferring the impression from the paper to the ware. Mr. Minton perceived at once that the process would, in all probability, prove of advantage, and supplied the proper enamelling colours for further experiments. It was now found, however, that these colours were much more difficult of management than the ordinary pigments. This arose from their being mixed with so[206] large a proportion of glass, which necessitated the use of stronger oils to carry the colour; and this again caused the colour, when of sufficient strength, to blister in the kiln. Mr. Minton was not, however, discouraged; and, believing that the difficulties would ultimately be overcome, he joined the experimenters in taking out a patent for the process. The patent is dated the 14th March, 1848, and is entitled “for improvements in ornamenting china, earthenware, and glass.” The difficulties so early encountered were very long in being overcome; months, and even years, of disappointment and loss followed, and it was only after innumerable trials had shown what particular oils and of what strength were required for different colours, that the obstacles were finally surmounted, and the process established as an additional and improved means of mechanical decoration. The process was applied to the decoration of earthenware and china generally, both useful and ornamental; but has proved to be more successful with flat surfaces. It was at an early period applied to ornamenting glazed tiles, and quickly supplanted the old and more expensive method of ground-laying. Mr. Pugin was the earliest patron of these tiles, and introduced them into the new palace of Westminster; the walls of the smoke-room of the House of Commons being the first instance of their use. Numerous specimens were shown at the Exhibition of 1851, and again at Paris in 1855, on which occasion the inventor and manager (Mr. Alfred Reynolds) obtained a first-class certificate. And here it should be remarked that Messrs. Minton took every opportunity of bringing before the Jury the merits of those in their employ, whom they considered deserving of distinction for the service they had rendered to them. There is now a very extensive trade done in these tiles, which are very beautiful and every variety of design. They are applied to wall decoration generally, also to hearths, the sides of fire-places, the making of flower boxes, and to a variety of other useful and ornamental purposes. In this improvement both beauty and cheapness are combined. To speak of the merits of these, even briefly, would occupy a chapter; it is sufficient to say that they are of every possible variety of design—floral, geometrical, mythological, historical, and otherwise,—and that the combinations of colours and the arrangement of the patterns give them a brilliancy all their own. Later on the partnership with Mr. Hollins terminated, and that gentleman continued the manufacture of encaustic and other tiles. (See page 213.)
[207]
Of the variety of productions of Minton’s works in former, and at the present times, it is impossible to speak in detail. So varied, so distinct, and so extensive are they in material, in body, in style, in decoration, and in uses, that anything like a detailed account becomes impossible. In stoneware, all the ordinary articles—jugs, mugs, bottles, &c.—are extensively produced; many of the designs of the pressed jugs being marked by pure taste and simplicity of design. In ordinary earthenware, dinner, tea, breakfast, toilet, and other services, and all the usual articles, are made in great variety, from the ordinary white and blue printed wares, up to richly enamelled and gilt patterns.
Figs. 249 and 250.
One of the processes successfully adopted by Minton’s is that of pâte-sur-pâte, a process in which the artist, instead of using colour, employs liquid clay, in which he paints, or rather “lays on” his design; the whole being afterwards glazed. In this process M. Marc Solon, formerly of Sèvres, is particularly successful, and the trays, plaques, &c., produced by him are characterised by pure but severe taste, and masterly treatment. His monogram, the combined letters M and S, distinguish his best works.
In imitation of bronze Messrs. Minton have succeeded far beyond anything before attained, in producing not only a perfect colour, but a thoroughly metallic appearance; their drinking cups and other articles in bronzed porcelain are well designed and of high character. The Persian ware also is of the highest class both in point of correct adaptation of Persian designs and in manipulative treatment.
[208]
The pierced or perforated articles are marvels of lightness and of skill. These, which are among the most difficult tasks for the potter, are, as emanating from Minton’s, perfect in every minute detail; they are gems for any cabinet.
Fig. 251.
In china, besides all the usual services—dinner, tea, breakfast, dessert, déjeuner, toilet, trinket, etc.—an endless variety of fancy and ornamental goods are produced. Notably among these are vases, ewers, tazzæ, and other articles of extreme beauty, and of every style of decoration. A marked feature in these is the embossed gilding of borders, &c. by a process patented by the firm. In[209] Parian, the statuary, busts, groups, vases, ewers, and other articles, equal those of almost any manufactory; while in majolica, della Robia, and other goods, the productions of this firm stand pre-eminent. The engravings, Figs. 205 to 264, give a fair idea of the marvellous beauty and variety of Minton’s goods. Whatever emanates from their factory, indeed, may safely be pronounced to be perfect and unsurpassed, both in design, in manipulation, in body, in glaze, and in colouring. Messrs. Minton rank among the foremost houses throughout the world in those specialities of manufacture to which they have devoted their unbroken attention. The richness and elaborate character of some of the designs, and the faultlessly artistic treatment of others, are shown on the examples I have selected for illustration.

Figs. 252 to 254.

Figs. 255 to 258.
Fig. 259.—Minton’s Productions.
Figs. 260 to 264.—Minton’s Productions.
The marks used by Messrs. Minton from time to time are the name “MINTON” impressed on the body of the ware; the names “MINTON,” “MINTON & BOYLE,” “MINTON & CO.,” etc., printed on the surface; and an imitation of the Sèvres double L, with the initial M added. This latter mark, of which two examples are given on Figs. 255 and 256, is pencilled in blue on the ware; it[212] occurs on fine porcelain tea services, richly painted and gilt, and of remarkably good, and sometimes very elaborate, design. Sometimes also the letter M alone (Fig. 221) occurs. Of late years, too, an ermine spot (Fig. 222) in gold or colours has occasionally been used.
Fig. 265.
The name MINTON impressed, or “stamped,” in the body of the ware, was not used until 1861, so that this will be a guide to possessors in appropriating examples.

Figs. 266 to 270.
Sometimes the words “FELSPAR CHINA,” “NEW STONE” or “SEMI CHINA” occur.
Other marks used by Messrs. Minton are shown on Figs. 266 to 270.
[213]
Hollins.—The history of the famous works of Messrs. Minton, Hollins, & Co., and of the rise and development of their manufacture of encaustic, enamelled, majolica, and other tiles, has already been given on pages 195 to 206, and therefore need not be repeated. In 1868, as there stated, the partnership ceased, and from that time the manufacture of tiles passed into the hands of, and has been continued solely by, Mr. Michael Daintry Hollins, under the old style of “Minton, Hollins, & Co.” The productions of the works, as of old, consist of unglazed encaustic, and tesselated, or rather, geometrical, tiles for pavements; glazed encaustic tiles for fire hearths; majolica and enamelled tiles for grate cheeks, flower-boxes, wall-linings, &c.; and plain and painted tiles for various species of decoration. These are all made from the same moulds, and of precisely the same excellent quality both in body and decoration as under the old firm; the business is, indeed, in every respect the same as before the dissolution.
The engravings, Figs. 271 to 282, show some of the designs of Minton, Hollins, & Co., and are of the highest style of art. The unglazed and the glazed encaustic tiles for pavements are made of the hardest and most durable materials that have yet been discovered—far beyond those of many other makers—and the workmanship as well as the designs are of a superior order. They are made in the simple red and buff patterns of mediæval times, as well as in various combinations of colours; among these are black, white, buff, chocolate, salmon, green, blue, red, grey, yellow, &c., and these are varied in their combinations to an almost endless variety.
In majolica tiles, for flower-boxes, many effective and appropriate designs are made; these are of bold relief and richly coloured. Among the patterns are tulips and other flowers in high relief, painted true to nature, and of remarkable richness. Earthenware tiles, printed or painted, not in relief, are also largely produced for the same purpose.
For wall decoration, fire-place cheeks and linings, and other purposes, the variety of tiles produced by the firm is very extensive, and embraces almost every class of design. In these are some with the patterns (notably the lily) all in very high relief, and the colouring of the richest and most effective character.
Figs. 271 to 276.—Minton, Hollins & Co.’s Tiles.
Fig. 277.—Minton, Hollins & Co.’s Tiles, Philadelphia Exhibition.
Others have their patterns painted by hand on the flat surface, by skilled artists; and others, again, are transfer-printed, or a[216] combination of printing and painting. Some form a more or less rich diaper, and others are separate or continuous patterns, while others again form borders of more than usual elegance.

Fig. 278.
Among special patterns may be named a series of masterly designs of Morning, Noon, Evening, and Night, represented by well-conceived figures in blue on a black ground; a series of emblematic designs of the Seasons, printed in chocolate or other monochrome on the white or buff surface; and a series of allegorical, mythological, and fabulous subjects, each treated in the same admirable manner. The body of some is of fine white earthenware, very hard and durable, and others are buff, grey, or cream-coloured, and in each of these bodies the tiles are produced of many patterns and of every degree of finish.

Figs. 279 to 281.—Minton, Hollins & Co.’s Tiles.
Fig. 282.—Mosaic and Alabaster Reredos by Minton, Hollins & Co., Philadelphia Exhibition.
The geometric or tesselated pavements are of every conceivable variety; the tiles composing them being made of different forms and of all shades of colour, but all produced with the utmost mechanical nicety so as to “fit” in ever-changing variety. A notable feature in the tiles of this firm is the richness, the clearness, and the purity of the colours and the excellence of the glaze; these features, added to faultless quality of body, to high-class artistic treatment of patterns, and to excellence of mechanical workmanship, place them high in estimation. Messrs. Hollins were very extensive exhibitors at the Philadelphia Exhibition, 1876, and their productions excited great interest and admiration. One of their main attractions was a lovely chimney-piece composed of[218] tiles exquisitely painted with humming birds, &c., and over it a lovely painting of a mother and her children executed with perfect artistic taste and feeling on thirty tiles; this great achievement in ceramics is shown on Fig. 277. Another notable exhibit was a reredos in mosaic (Fig. 282), and in mosaic also was a fine head of Washington. The rest of their exhibits consisted of every possible variety of tiles, and all of equal excellence. The marks used are “Minton Hollins & Co. Patent Tile Works, Stoke on Trent”; “Minton & Co. Patent, Stoke on Trent”; “Minton Hollins & Co. Stoke on Trent”; “M. H. & Co.,” &c., at the back of the tiles.
Trent Pottery.—These works were established in 1861 by Mr. George Jones, the head of the present firm of “George Jones and Sons.” Messrs. Jones manufacture all the ordinary description of ordinary earthenware; from the gaily-decorated articles required in Africa and in South America, and the spotless white granite for the United States, to stoneware, and printed, enamelled, and gilt wares, for home use and for the Colonies. The firm also make a large and striking variety of articles in majolica, in which they successfully vie with most houses in the trade. In this they make both useful and ornamental articles, most of which are of a high order of art, being well modelled, carefully finished, and of a quality that will bear comparison with most others. Some of the productions exhibited at Paris in 1867 (when they obtained a medal), at London in 1871, and at Vienna in 1873, are shown by Figs. 283 to 306. The imitation Palissy ware is highly successful. In vases, candelabra, centre and side pieces, flower shells, and numberless other articles, Messrs. Jones have produced many striking and good designs. Some of these are shown on the engravings; others, especially an aquatic centre-piece of four heights, in Cupids, shells, dolphins, and coral; a flower-pot, in which the magnolia forms the basis of ornamentation; and an ewer abundantly decorated with lizards, snakes, &c., are bold, good, and highly effective in design. The mark used by Messrs. Jones is simply the monogram composed of the initials G J joined together.

Figs. 283 to 286.—Trent Pottery Majolica.
Figs. 287 to 306.—Trent Pottery Majolica.
Albert Works, and Copeland Street Works.—(Poole, Stanway, & Wood.)—The business of this firm was established in 1859 in the Albert Works, Liverpool Road, by Messrs. George Turner, Joseph Emery Hassall, and William Bromley, as a Parian manufactory only.[221] In 1863, the present much larger works were built. In 1862, Mr. Bromley retired from the concern, and in 1863 Mr. Thomas Peake joined it, and the firm continued as “Turner, Hassall, & Peake” until 1871, when the latter withdrew, and was succeeded by Mr. Poole, when the style became “Turner, Hassall, and Poole.” In 1873 Mr. Hassall retired, and was succeeded by Mr. Stanway, and the firm then became “Turner, Poole, and Stanway.” Later on Mr. Turner also retired from the firm, and Mr. Josiah Wood, having entered into partnership with the remaining partners, the style was altered to its present form of “Poole, Stanway, and Wood.” At first Parian only was made, but after a time the decoration of china (bought in the white) was added. After this had been done for about ten years the manufacture of china was commenced, and is now a large and profitable branch of the business. The present productions of these works are Parian, principally statuary, of the higher quality in body, in colour, and in workmanship; china, in which tea, breakfast, dessert, trinket, and other services, vases, figures, groups, &c., are made in every style of decoration, and of excellent quality; majolica, in all the usual varieties of articles; and terra cotta, in which they produce water-jugs, fern-stands, tobacco-jars, filters, candlesticks, flower-vases, tea-pots, &c. The speciality of the works is, however, in Parian, and in this they rank very, and deservedly, high; in this the novelty was introduced by Mr. Turner of decorating the Parian body with majolica colours. By this means a greater clearness and brilliancy as well as softness of colour is attained, “crazing” is avoided, and a more pleasing effect and finish gained. The operations of the firm are not confined to the home markets, but a considerable trade is done with foreign ports. The terra cotta goods are produced in red and cane colour, and richly enamelled. The body is remarkably fine and even, and very hard, compact, and durable. In statuary Parian, a large variety of groups, single figures, animals, and ornamental pieces are produced. The groups and figures, both after the antique and original designs by celebrated modellers, are of a high degree of excellence. Notably among these is a very charming pair, “Night” and “Morning,” by Carrier. Busts, too, are produced very extensively, and of various sizes, both copied from classic models and of modern celebrities. In centre-pieces, compotiers, &c., Messrs. Poole, Stanway, & Wood are particularly successful. A set of four, with juvenile figures representing[222] the Seasons, are peculiarly graceful and elegant, the open-work dishes of these and others being of admirable design and faultless finish; as is also another in which the stem is surrounded by three cleverly modelled Cupids. The tinting of these is pleasing and artistic; the creamy richness of the body (of course unglazed) giving a peculiar softness to the flesh, while the drapery and accessories, being delicately coloured and glazed, impart a finish to the designs that is very charming. A centre-piece with a pedestal rising from three gracefully modelled female figures, and supporting an exquisite open-work dish, is of peculiar elegance; the angles of the tripod base are formed of boldly modelled sea-horses, whose curled tails rise gracefully up and support three smaller dishes. A very successful and powerfully conceived design is a comport in which the base is formed of three young Tritons, who, surrounding an elegant lyre standard, alternate with the same number of shells; above them rises the open-work bowl.
It is interesting to add that one of the partners of this firm, Mr. Josiah Wood, is a worthy descendant of a long line of potters; his grandfather, Aaron Wood, himself a famous potter, was the son of Aaron Wood (who was apprenticed to Dr. Thomas Wedgwood), and the brother of the celebrated Enoch Wood, of whom notices are given in other parts of this volume. Mr. Stanway, another of the partners, is the son of William Stanway, whose fifty years’ connection with the Wedgwoods I have spoken of in my “Life of Wedgwood” and alluded to in another part of this volume.
Glebe Street Works, and Wharf Street Works.—These two manufactories belong to Messrs. Robinson and Leadbeater, and are entirely confined to the production of Parian goods, of which they are among the largest and most extensive producers, both for the home markets and for exportation. The Glebe Street Works were commenced in 1850, by a clever Italian figure-modeller named Giovanni Meli, who produced clever groups and single figures, till 1865, when he sold the entire business, with its plant, moulds, and machinery, to Messrs. Robinson and Leadbeater, and returned to Italy with the full intention of there commencing a terra cotta manufactory. This he relinquished, after a short trial, mainly through the lack of a suitable native clay or marl for the making of his saggers. Giovanni Meli then went to Chicago, where[223] he succeeded in his wishes, and established a manufactory of the kind he had attempted in Italy, and there he continues to the present time. The Wharf Street Works were commenced in 1858 by Mr. Leveson Hill, after whose death, which occurred shortly afterwards, they were carried on by his executors until 1870, when they were sold to Messrs. Robinson and Leadbeater, who thus became proprietors of both concerns. By them the works have been considerably enlarged, and as their business operations are rapidly extending, they bid fair to rank among the largest in the district.
The operations of the firm are entirely confined to Parian, and in this they produce statuary groups and figures in large variety; statuettes and busts, both classical, portrait, and imaginative; vases of endless form, variety, and size; centre-pieces and comports of elegant design; flower-stands; brackets and pedestals; bouquet-holders trinket-caskets; cream-ewers; jugs, and a considerable variety of fancy articles.
By giving their constant and undivided attention to this one branch of ceramic art (Parian), Messrs. Robinson and Leadbeater have succeeded in so improving it both in fineness and purity of body and in tone of colour, as to render their productions of far higher than average merit. They have studied excellence of body, originality of design, and cleverness of workmanship, as before that of marketable cheapness, and in this they have done wisely. In material, they rank with the best productions of many competing firms, while in fineness of surface and careful manipulation they are scarcely excelled.
Among the designs produced by this firm are many of more than average merit, and they are issued, in some instances, of large size.—“Clytie,” a clever reproduction, is a bust of about twenty-two inches in height, whilst several others (Gladstone, Disraeli, Cobden, Tennyson, Dickens, and other modern celebrities) are of various heights. Among their principal groups are “Innocence Protected,” “Penelope,” “The Power of Love,” “Cupid Betrayed,” “Cupid Captive,” “Golden Age,” “Rock of Ages,” “Guardian Angel,” “The Immaculate Conception,” “Christ and St. John,” and “Virgin and Child;” and in single figures are many well designed and faultlessly produced. These are all good, and the same remark will apply to the remainder of the figures and busts. The centre-pieces, comports, and flower-holders, are characterized by the same good taste in design and the same excellence in finish; their variety is great, and[224] many of them have a freshness and originality in conception that is very encouraging. Messrs. Robinson and Leadbeater are very successful in their original portrait busts, many of which they have produced, both for private purposes and for sale. Among the latter, the busts of Abraham Lincoln, Charles Sumner, and Governor Andrew, have had a very extensive sale in the United States, to which market, indeed, the greater part of their general statuary and other goods is sent. An excellent portrait statuette of Queen Victoria may also be reckoned among their successful productions. In addition to the States and the home markets, the firm export largely to Canada, the Colonies, and Germany. They use no mark.
Copeland Street.—Messrs. Billington & Co. manufacture the commonest descriptions of china in all the usual services.
Bridge Works.—Formerly worked by Messrs. Davenport & Co., W. Adams & Co., Minton, Hollins & Co., Jones & Co., and Grose & Son, this manufactory is now carried on by Hancock & Whittingham for the production of the usual useful classes of earthenware.
Walker & Carter.—The manufactory now carried on by this firm belonged formerly to Wolf, and next to his son-in-law Hamilton, and later was worked by Z. Boyle & Co., W. Adams & Co., and Minton, Hollins & Co. The present firm manufacture the ordinary classes of earthenware.
Figs. 307 to 323.
London Road (and Eastwood Vale).—The works of Mr. William Henry Goss were commenced in 1858 for the production of Parian, ivory-porcelain, terra cotta, &c., and their progress from that time as pure art-productions has been very marked. The most famous of the specialities of Mr. Goss’s manufacture are porcelain floral jewellery and dress ornaments, in which brooches, hair-pins, scent-diffusers, crosses, and other beautiful articles are made; jewelled porcelain, in which vases, scent-bottles, tazzæ and other ornaments are produced; and vessels to be filled with perfumes, including illuminated scent-vases, pomade-boxes, rice-powder jars, pastil and scented ribbon burners, &c., these latter being made largely for the great Paris and London perfumehouses.[225] The process of modelling jewelled porcelain, just alluded to, which is of extreme richness and beauty, is the invention of Mr. Goss, who, many years ago observing that the enamel jewels on the old Sèvres porcelain frequently dropped, or were rubbed, off, turned his attention to the subject. The process adopted at Sèvres was as follows: a gold foil was stamped into circles, ovals, and other required forms for the reception of the enamels, which were then pencilled on, and fired before applying them to the article they were intended to decorate. After being vitrified into imitations of uncut[226] rubies, emeralds, &c., they were stuck on to the surface of the porcelain with a flux, and again fired. The adhesion was by this process often incomplete, and thus it frequently occurred that part of the design became rubbed away. The process invented by Mr. Goss for this mosaic jewellery, is, to indent the designs for the intended jewelled decoration in the dry or moist clay before baking, and in these to insert the jewels, which are all previously cut, and thus attain an increased brilliancy. Being inserted into the hollow or recess prepared for them, they are made secure. The process is an extremely delicate but very ingenious and beautiful one, and the effect produced is richer and finer than is attained by any other processes. Real pearls are often also introduced by Mr. Goss with good effect. For this and other purposes Mr. Goss has taken out a patent “for improvements in manufacturing articles of jewellery, dress ornaments, dress fastenings, smoke-shades for lamps and gas-burners, and the handles of cups and other vessels of ceramic materials”—an invention peculiarly applicable to the “manufacture of brooches, earrings, the heads of scarf-pins, hair-pins, and shawl-pins, the trinkets called charms, bracelets, necklaces, stud and ring fittings,” and a vast number of other articles. The floral brooches, crosses, &c., are of great beauty, and in delicacy of modelling remind one of the famous Bristol and Derby floral plaques. Some are produced in pure white bisqué, others are tinted in the natural colours of the flowers represented, and others are in ivory-porcelain prepared by a patented process.
In Parian, for which Mr. Goss ranks deservedly high, busts, statuary, vases, tazzas, scent-jars, bread-platters, and many other ornamental goods, are made. Notably among these are admirable busts of Charles Swain and of myself, the author of this work; this forms the frontispiece to the first volume. This fine work of Art was modelled expressly for the purpose in 1875, and is pronounced by those capable of judging to be a fine and highly successful example of Ceramic Art. These are modelled by Mr. W. W. Gallimore, under the personal and artistic supervision of Mr. Goss. They, as are all the busts which emanate from this combined source, are of the highest style of Art in point of pose and poetic treatment, and of the most careful character in manipulative workmanship. As portrait-busts they rank far above the average, and are, indeed, perfect reproductions of the living originals. It is not often that this can be said of portrait-busts, but it has been[227] a particular study of Mr. Goss, and of his coadjutor, Mr. Gallimore, and they have succeeded admirably.[44] Of Mr. Gallimore it may be well to say a word or two. He at one time was engaged as a modeller at the Belleek Works in Ireland, and while there, by the bursting of a gun, lost his right arm. His modelling has, therefore, ever since then, been entirely done by his left hand, and, strange as it may seem, is far better than when he had both.
Figs. 324 to 330.
One of Mr. Goss’s specialities is ivory porcelain, and this he produces of the full soft mellow tone which characterizes the finest ivory, while, from the nature of the body he has by constant experiments and study succeeded in producing, it is far more lasting[228] and durable, and capable of more decoration, than the ivory itself. It possesses all the delicate beauty of the ivory, with, as just stated, more durability, and, unlike it, is unchangeable. In this material one of Mr. Goss’s most successful productions is a pierced scent-bottle of the pilgrim-bottle or puzzle-jug form. Its centre is double pierced in a very elaborate pattern, and judiciously heightened with lines of gold.
In terra cotta, which is of peculiarly fine quality and rich colour, water-bottles and all the usual articles are made, a speciality being the fern-leaves with which they are decorated. All kinds of enamel colours and lustres are made at these works. The name W. H. GOSS is sometimes stamped in the ware, and on the other higher class goods the crest, a falcon rising, ducally gorged, is used.
London Road.—In 1856 a field on the London Road was found to contain a valuable mine of red clay, and a manufactory of floor, roof, and ridge tiles, &c., was commenced. This property was purchased by Mr. W. Kirkham, who still continues the works. In 1862 Mr. Kirkham built a manufactory for the production of Parian, terra cotta, and general earthenware for the home and foreign markets. To this he has more recently added the making of door-furniture, brass-founders’ fittings, knobs, mortars and pestles, chemists’ goods, stoneware, &c.; a patent is also worked for the production of porcelain bottle-stoppers, feeding-bottles, &c. The terra cotta goods, comprising water-bottles, ornamental flower-pots and stands, table-jugs, spill-cases, tobacco-jars, and an infinite variety of other articles, are of a high degree of excellence, both in body, in form, in colour, and in style of ornamentation. In colour it is of a deep, rich, full red, and is remarkably close, compact, hard, and durable in texture. The ornamentation consists of embossed borders of more than average relief; printed groups of Etruscan figures, borders, groups of flowers, &c.; rich enamelling in various colours; and dead and burnished gilding. Some of the fern decorations are graceful, natural, and elegant; and those with the Etruscan figures and the enamelled borders are in pure taste. The table-jugs are of excellent form, many being good examples of severe Art, and their decorations are faultless.
The Campbell Brick and Tile Company.—The company to whom this manufactory belongs was formed in 1875 for the purpose[229] of carrying on the business of Mr. Robert Minton Taylor, who had till that time conducted it at Fenton. A new manufactory was, in 1876, erected at Stoke, when the Fenton business was transferred to it. In addition to this, new buildings and machinery have been erected for the production of all kinds of bricks, roofing and other building tiles, &c. The works were established at Fenton, as just stated, by Mr. Robert Minton Taylor—nephew to the late Mr. Herbert Minton, and until the past few years a partner in the firm of Minton, Hollins & Co.—in 1868, on a dissolution, consequent on effluxion of time, of the old firm. The productions of these works, as were those at Fenton, are encaustic, mosaic, geometrical, and majolica tiles, and in these every variety of design, from the purely ornate to the severe classic, are made.
The encaustic tiles are produced not only in the usually simple red and buff colours, but also in various combinations of buff, red, blue, green, yellow, white, black, brown, grey, and every shade of compound colour. The designs are very effective and pure, and are the result of considerable study on the part of the artists employed in their preparation. The geometric tiles are of every conceivable form and of great variety in colour; they are prepared with mathematical nicety, and produce remarkably rich and effective pavements.
One of the specialities of these works are majolica and coloured tiles. These are of the highest possible class of beauty and excellence, and the richness of the colours and their harmonious combinations cannot be surpassed: they are perfect works of Art, and are a great and marked advance upon any which have preceded them. Some have the ornament in relief—sometimes approaching even to alto-relievo—and exquisitely modelled: the ornament consisting of arabesques, foliage, flowers, birds, &c., in endless variety. In reproduction of natural objects, as the hawthorn, the bramble, the violet, the primrose, the anemone, the lily, and the lilac, Mr. Minton Taylor is particularly happy: the effect is strikingly beautiful. The tiles, of course, are adapted for wall decorations of churches, &c., for ceilings, grate-cheeks, lining of fire-places, flower-boxes, friezes, inlaying in cabinet work, &c., but not for floors.
Figs. 331 to 338.—Campbell & Co.’s Tiles.

Figs. 339 and 340.—Campbell & Co.’s Tiles.
Among the other features of these works are the tesselated pavements, which are careful reproductions of examples of the Romano-British period. In these the antique character is well preserved, the designs copied with scrupulous accuracy, the colours[232] kept strictly to the originals, and the effect of the rich guilloches admirably preserved. Tile hearths, too, are a speciality of Mr. Minton Taylor’s, and these are produced in great variety and of extreme beauty: they are among the most successful adaptations of ceramic decorative Art to domestic purposes. The principal designs are by E. Welby Pugin, John Gibbs, J. Seddon, Dr. Dresser, and others.
The mark used by Mr. Minton Taylor while at Fenton was the name “ROBERT
MINTON TAYLOR, TILE WORKS, FENTON, NEAR STOKE-ON-TRENT,” arranged in
various ways, and impressed or raised on the back; or the initials
 used in the same way. That of the
present firm (the proprietor of which is Colin Minton Campbell,
Esq., M.P., and the manager, Mr. Robert Minton Taylor) is a compass
used in the same way. That of the
present firm (the proprietor of which is Colin Minton Campbell,
Esq., M.P., and the manager, Mr. Robert Minton Taylor) is a compass
 encircled by the words “CAMPBELL BRICK & TILE
CO., STOKE-UPON-TRENT.”
encircled by the words “CAMPBELL BRICK & TILE
CO., STOKE-UPON-TRENT.”
Harrison and Wedgwood.—John Harrison, of Newcastle, and afterwards of Cliff Bank, Stoke, a man possessed of some means, but little taste, entered into partnership with Josiah Wedgwood on the latter first commencing business. He was not a practical potter, but was taken into partnership by Wedgwood for the advance of capital. They carried on the business at what was Mr. Aldersea’s pottery, at the top of Stoke, opposite the works of Hugh Booth. Here, besides agate and other knife-hafts, they made the ordinary kinds of wares then in demand, both “scratched” and blue. In 1754 they entered into partnership with Thomas Whieldon, and later on the works were, I believe, bought and pulled down by Josiah Spode.
Bankes.—Mr. R. Bankes and Mr. John Turner, in 1756, made white stoneware on what, later, formed a part of Josiah Spode’s premises. In 1762 Mr. Turner removed to Lane End, and about 1780 discovered a valuable vein of clay at Green Dock; this he turned to profitable and artistic use in the making of his fine and celebrated cane-coloured and other wares.
Aldersea.—John and Thomas Aldersea were makers of tortoiseshell, clouded, and other wares.
[233]
Hugh Booth, of Cliff Bank, was one of the leading manufacturers of the district. His productions were common cream-coloured, mottled, and, I believe, lustre-wares. He died unmarried in June, 1789, aged 57, and was succeeded by his brother, Ephraim.
Ephraim Booth (an alderman of Plymouth), who took into partnership his two sons Hugh and Joseph, and carried on the business under the firm of “Ephraim Booth and Sons.” The eldest of these sons, Hugh Booth, married Ann, daughter of Thomas Lovatt, Esq., and died in 1831. This firm was somewhat extensive, and produced blue printed and other wares. The heading of their bills in 1792 was “Ephm Booth & Sons, Potters to His Royal Highness the Duke of Clarence and St. Andrew’s, in the Kingdom of Great Britain, Earl of Munster, in the Kingdom of Ireland.” “Stoke, Staffordshire.” At that time (1792) some of their productions were “barrel-shape” and other jugs, “ewers and basons,” “cups and saucers, bell-shape handled,” “coffees and saucers, fluted,” all “printed Dresden pattern;” “tureens and ladles, green edge, cream-coloured glaze;” sallads, baking dishes, fish-drainers, oyster-shells, pickle leaves, egg-cups, peppers, mustards, scollop shells, sauce tureens, all stands either “green edge,” “blue edge,” or “blue and green;” tea-pots, milks, bread and butter plates, &c., “narrow flute, printed Dresden pattern,” &c.
Wolfe.—Mr. Thomas Wolfe was a very successful manufacturer, the latter part of last century. He died in 1818, and was, I believe, succeeded by his son-in-law, Mr. Robert Hamilton, and afterwards by Messrs. W. Adams and Co.
Bird.—Daniel Bird, the “flint potter,” as he was called, at Cliff Bank (afterwards Mayers), made agate-ware knife-hafts and buttons, and the usual earthenware of the period.
The manufacturers at Stoke in 1829, were, according to Shaw, Spode;
Minton; H. and R. Daniel, who here made only porcelain, their
earthenware works being at Shelton; Adams, in one part of whose works
the first steam-engine for grinding flints is said to have been
erected; Zachary Boyle & Son, near the churchyard, who made both china
and earthenware; Thomas Mayer (Cliff[234]
[235] Bank), formerly Daniel Bird’s,
who was called the “flint potter,” through his having ascertained the
exact proportions of flints and clays required “to prevent cracking
in the oven”; and Ward and Forrester. In 1843, there were Spode and
Copelands; Messrs. Mintons; Messrs. William Adams and Co., who at one
time or other had five separate manufactories, three of which had
formerly been Mr. Wolfe’s, the fourth the Bridge Works, and the fifth
Hugh Booth’s; Messrs. Henry and Richard Daniel; Mr. Zachary Boyle;
Messrs. Samuel and George Reade; and Messrs. Lowndes and Hill.
Figs. 341 and 342.—Campbell & Co.’s Tiles.
Fig. 343.

Fig. 344.—Campbell & Co.’s Tiles.
[236]
Burslem—Early Potters—Earthenware Gravestones—Toft—Talor—Sans—Turnor—Shawe—Mitchell—Cartwright—Rich—Wood—Wood & Caldwell—Churchyard Works—Bell Works—Red Lion Works—Big House—Ivy House—Lakin & Poole—Waterloo Works, Boote & Co.—Washington Works—Nile Street Works—Newport Pottery—Dale Hall—Stubbs—Bates, Walker & Co.—Mayer & Co.—Dale Hall Pottery—Rogers—Edwards & Son—Dale Hall Tile Co.—Albert Street Works—Mersey Pottery—Steel—Maddock & Son—New Wharf Pottery—Over House Works—Swan Bank Pottery—Hill Top Pottery—Hill Pottery China Works—Crown Works—Scotia Works—Queen Street Works—Hill Works—Ralph Wood—Sylvester Pottery—High Street Pottery—Sneyd Pottery—Hadderidge Pottery—Navigation Works—Sytch Pottery—Kilncroft Works—Albert Pottery—Waterloo Works—Central Pottery—Longport—Davenports—Terra Cotta—Brownhills—Wood—Littler—Marsh and Heywood—Brownhills Pottery Company—Cobridge—Cobridge Works, Brownfields—Clews—Furnivals—Bates & Bennet—Abbey Pottery—Villa Pottery—Cockson & Seddon—Allcock & Co.—Elder Road Works—Warburton—Daniel, &c.
Burslem.
Plot, writing in 1686, says, “the greatest pottery they have in this county is carried on at Burslem, near Newcastle-under-Lyme, where for making their different sorts of pots they have as many different sorts of clay, which they dig round about the towne, all within halfe a mile’s distance, the best being found nearest the coale,” &c.[45] The town has earned for itself the name of “mother of the potteries.” In the early part of the eighteenth century, the potters in Burslem appear to have been as follows:—
[237]
In 1750 the potters—i.e. owners of pot-works—appear to have been—
A century later, in 1843, according to Ward, the potters then at work were Enoch Wood and Sons; Samuel Alcock & Co., who occupied their pot-works at the Hill Top; Machin and Potts (formerly Machin and Baggaley), at the Waterloo Works; Mellor, Venables & Co., Hole House; Thomas Godwin, Burslem Wharf; John WedgWood, Hadderidge; Barker, Sutton, and Till, Liverpool Road; Peter Hopkin, Market Place; William Pointon, Green Head; Samuel Mayer & Co., Waterloo Road; Joseph Hawley, Waterloo Road; Maddock & Seddon, Newcastle Street; James Vernon & Co., High Street; James and Thomas Edwards, Kiln Croft; Cork and Condliffe, Queen Street; Nehemiah Massey, Bournes Bank; Ann Holland, Hill Top; Daniel Edge, Waterloo Road; Jones and Bell, Bell Works; and those not then occupied were the Churchyard Works (late J. and J. Jackson), the Big House Works (formerly Thos. Wedgwood), the Hamill Street Works (formerly Cartlidge and Beech), the Knowl Works (formerly Breezes), and the Navigation Works, late John Waltons.
Many of the names in the earliest of these lists will be recognised as those of successful potters even of our own day. Burslem, long the centre of the pot-making district, was the place where the Wedgwoods had their various works, and where Josiah Wedgwood was born. It has, therefore, always been, as it is now, a place of considerable importance in connection with the history of the ceramic art of our country. It is manifestly impossible, nor would it be desirable, to enumerate all the firms from that time forward. The following are some of the more noted houses, exclusive of the Wedgwoods, to whom a separate chapter will be devoted. Shaw, in 1829, mentions that besides the various manufactories held by Enoch Wood and Sons, there were about twenty-six other pot-works,[238] the principal of which were Machin & Co., T. and B. Godwin, T. Heath, J. Cormie, J. Hall & Sons, and John Riley Marsh.
Fig. 345 to 347.
ThomAs:
PAin 1718
W:M
1·7·3·7
R:M
1·7·3·7
A very interesting matter relating to the history of pottery in this locality is the number of coarse earthenware gravestones which may be noticed in the churchyards at Burslem, Wolstanton, and elsewhere. They are formed of the common dark brown marl, or sagger clay, and the inscriptions are generally deeply incised, or pressed in. In some instances, however, they are laid on in white slip, and in others the incised letters are filled in with white clay. They are fired in the usual manner. The earliest, as regards date, which I noticed on my cursory examination of the two churchyards just mentioned, is at Wolstanton, and bears the inscription, “ThomAs PAin 1718.” (Fig. 345). In the same churchyard are other earthenware memorials of various dates, the latest of which is 1828, viz., “William Heath departed this life 14 February, 1828 aged 6 weeks.”
Among others of which I made notes in the same churchyard are—

“Here Lyeth the Body of John Bin[ns] who Departed this Life November the [ ] 4 1751 Aged 41 years.”
“Here lieth the body of Samuel Willshaw died th 20 1755 aged 11 [?]”; at the top are the remains of cherubs’ wings.

“Here Lyeth the Body of Thos. Son of William and Mary Rowley of Red Street who Died November the 17 in the year 1767 in the 7 year of His age.”
[239]
“Here Lieth the Body of Mary Meller who departed this Life January the 6th 1750 aged 10.
“Here lieth the Body of Esther Vernon aged 51 1745”;
“Here Lyeth the Bodey of Thomas Coleough aged 70 1737”; and so on.
The other engravings are from Burslem churchyard—the same ground in which some of the older of the Wedgwoods are buried, and adjoining which Thomas Wedgwood’s “Churchyard Works” stood when Josiah Wedgwood was an apprentice there, and still exist. They are early (1737) and good specimens of these interesting memorials. Another bears the simple inscription, “Elesbeth Malkin Aged 96: 1745.” Many others of various dates occur.
Toft.—The name of Toft is intimately connected with pottery, both in Staffordshire and Derbyshire. The names of Thomas Toft and Ralph Toft occur on large coarse earthenware dishes of the middle of the seventeenth century (see vol. i. pages 101 to 104), some of which are dated. The material of the body of Toft’s dishes platters, and other domestic articles, is a coarse, reddish, or buff-coloured clay—a common fire-brick clay—and the patterns are laid on in yellow, white, or other coloured slip, and then thickly glazed over with a lead glaze. I have reason to believe that some of the Tofts were potters at Tickenhall (which see, page 152).

Fig. 348.
THOMASTOFT
[240]
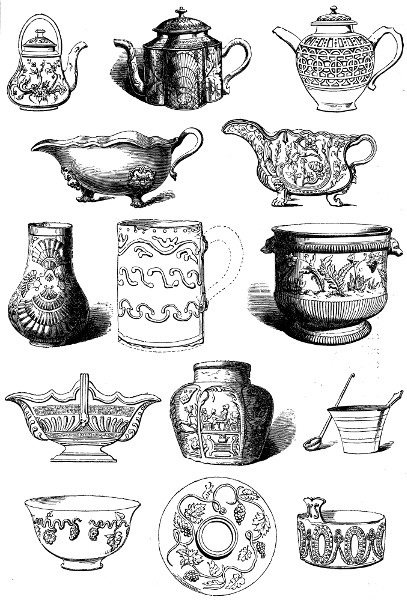
Figs. 349 to 362.—Examples of early Staffordshire Wares, Museum of Practical Geology.
[241]
Talor.—Apparently contemporary with the Tofts, or at all events producing precisely the same kind of dishes, &c., was William Talor, one of whose productions is in the Bateman collection. He was probably of Staffordshire, and most likely of the same family as the Taylors, potters of Burslem, in the beginning of last century.
Sans.—Another contemporary of the Tofts was William Sans, whom Shaw states to have used manganese and pulverised galena in his processes. The name Thomas Sans also occurs on an example.
Turnor.—Turnor is a name so long and so intimately connected
with potting and Staffordshire, that it is fair to presume Ralph
Turnor, whose name
 occurs on a tyg of the same
general character as Toft’s dishes, belongs to that county.
occurs on a tyg of the same
general character as Toft’s dishes, belongs to that county.
Shawe.—Ralph Shawe, of Burslem, “earth potter,” in 1733 took out a patent for improvements in earthenware (see Vol. I. p. 110). In 1736 he commenced an action for infringement of his patent right, against John Mitchell, an extensive potter of the same town, but was defeated (p. 111). He removed with his family into France, where he carried on his trade, but his family, about 1750, returned to Burslem. About 1710 Aaron Shaw was a maker of stone and dipped wares in Burslem, with a house adjoining his works; and Moses Shaw (surely two brothers, Aaron and Moses!) made stone and freckled goods at the same place, with a house in the middle of the town.
John Mitchell.—In 1736, this potter having succeeded in producing ware very similar to that of Ralph Shawe, an action was commenced against him by Shawe for infringing his patent. This was tried at Stafford, but the defendant, being fully supported by his pottery neighbours, gained the verdict, the judge concluding with the memorable words, “Go home, potters, and make whatever kind of pots you like.” Aaron Wood was at one time employed by Mitchell, whose principal productions were white stoneware and salt-glazed ware. In 1743 an agreement was entered into between Aaron Wood, of Burslem, “earth-potter,” and John Mitchell, of the same town, “earth potter,” by which the former[242] bound himself to the latter for seven years at 7s. a week, and 10s. 6d. on each 11th November.
Cartwright.—The name Cartwright is stated by Shaw to occur on some butter-pots, along with the date 1640. This maker, Cartwright, at his death, in 1658, gave twenty pounds yearly to the poor of Burslem for ever. Burslem, which, as I have already shown, was famed for its butter-pots (in 1670 these were ordered to be made to contain not less than 14 lbs., and to be of hard quality), was to some extent known as the “butter-pot manufactory.”
Rich.—Shaw (1829) describes a crouch-ware dish, bearing the name W. Rich, 1702.
Wood.—Ralph Wood, of Burslem, was a potter in the first half of
last century. He was probably brother of Aaron Wood, and son of Ralph
Wood, miller, of Burslem. Specimens of his ware, which is of the same
general character as Whieldon’s, bear the mark
 and others R. WOOD, or “Ra. Wood.” Aaron Wood, son of “Ralph Wood, of Burslem,
in the county of Stafford, miller,” was apprenticed in 1731, to “Dr.
Thomas Wedgwood, of Burslem, potter;” the indentures being dated the
23rd August in that year.[46]
and others R. WOOD, or “Ra. Wood.” Aaron Wood, son of “Ralph Wood, of Burslem,
in the county of Stafford, miller,” was apprenticed in 1731, to “Dr.
Thomas Wedgwood, of Burslem, potter;” the indentures being dated the
23rd August in that year.[46]
When out of his time Wood continued with the same master, Dr. Wedgwood, for five years, at five shillings per week. Afterwards he worked principally at making moulds for the then very fashionable embossed ware, erroneously known as “Elizabethan ware” (at which he was remarkably clever), for Thomas Whieldon and others. He next engaged, as already stated, in 1743, with John Mitchell, of Burslem, a rival of Dr. Thos. Wedgwood, to work solely for him for seven years, at seven shillings a week, and half-a-guinea every 11th November. About 1750 he began business for himself in making salt-glazed white stoneware or crouch-ware. Dying about 1780, he was succeeded by his youngest son Enoch Wood, “the Father of Pottery” as he is sometimes called. Enoch Wood was a good practical potter, and a modeller of no little skill for the period. In 1781 he produced a bust of John Wesley (who[243] used to stay at his house when in the Potteries, and sat to him for the purpose) which became very popular. He was at one time joined in partnership by Mr. James Caldwell, under the style of “Wood and Caldwell” (which see). In the early part of this century Mr. Wood formed, at considerable labour, a collection of pottery, which, after his death, was dispersed; some of his specimens are in the Museum of Practical Geology, and others in the Dresden Museum. The firm in 1792 was carried on as “Enoch Wood & Co.,” and later on, after he took his son into partnership, “Enoch Wood & Sons.” The marks, so far as I am aware, used by Enoch Wood are E. WOOD, or ENOCH WOOD, or ENOCH WOOD & CO., and later on, ENOCH WOOD & SONS impressed in the body of the ware. The firm was succeeded by Messrs. Pinder, Bourne, and Hope.
Figs. 363 to 365.
Wood and Caldwell.—This firm (Enoch Wood and James Caldwell) produced earthenware of very superior character, both in ordinary articles and services of various kinds. Some of their tea-pots were of admirable design and excellent workmanship. Busts and small statuettes were also extensively made, as were highly ornamented candlesticks. Good examples are found in the Jermyn Street Museum. The usual marks, impressed, are
WOOD & CALDWELL
BURSLEM
Staffordshire
or WOOD & CALDWELL.
[244]
Mr. Caldwell, who, I believe, was a “sleeping-partner,” was one of the executors under the will of Josiah Wedgwood. He married a daughter of Thomas Stamford (half brother to Mary Stamford, wife of Thomas Bentley, the partner of Wedgwood), and by her was father of the late gifted and popular authoress of “Emilia Wyndham,” &c., Mrs. Marsh-Caldwell, of Linley Wood.
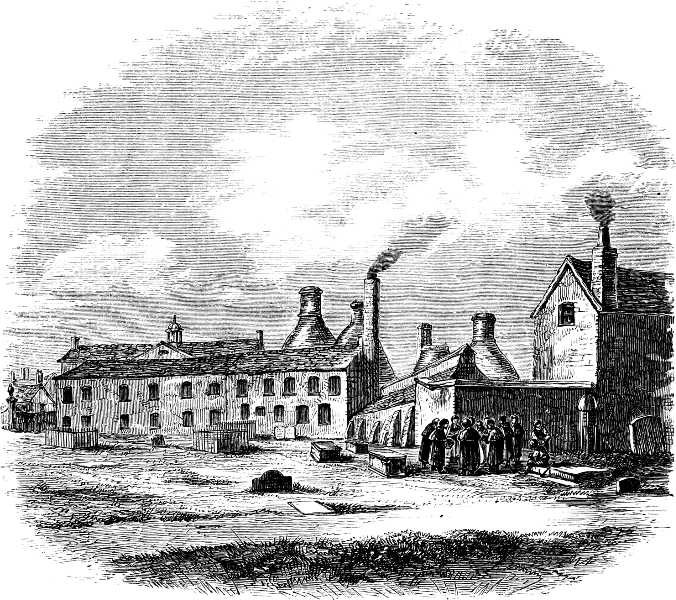
Fig. 366.—The Churchyard Works, Burslem.
The Churchyard Works.—The Churchyard Works, at the house adjoining which Josiah Wedgwood was born, and where he was apprenticed to his brother Thomas, form the north-east boundary of the “churchyard” of the old church at Burslem. Since that time they have naturally been much altered and enlarged, but the site is the same, and some of the buildings now there are what stood and were used in his day. The house in which he was born, taken down[245] many years ago, stood near where the present slip-house stands, but its site has since been occupied by fresh buildings. New hovels and other buildings have, of late years, been added to the establishment, which is now a very complete and commodious manufactory. These works, for several generations, belonged to the Wedgwoods, and are described in 1698 as belonging to Thomas Wedgwood, “of the Churchyard House,” to whom they appear to have passed on his father’s death, who was also a potter. His son Thomas, eldest brother of Josiah, inherited this property on his father’s death in 1739, and three years later, on his marriage with Isabel Beech, by marriage settlement dated 12th of October, 1742 (in which he is described as Thomas Wedgwood, of the Over House, Burslem, Potter), “the messuage, with the appurtenances situate and adjoining the churchyard, Burslem, and all outhouses, work houses, &c., then in the occupation of the said Thomas Wedgwood, or his under tenants,” were settled upon the children of this marriage. On the death of Thomas Wedgwood, in 1772, this and other property descended to his son Thomas, of the Over House, subject to portions to his younger children, under the settlement of 1742. The works were for some time carried on, along with the “Bell Works” and “Ivy House Works,” by Josiah Wedgwood. On his removal to Etruria, they were occupied by his second cousin, Joseph Wedgwood (brother of Aaron, and nephew of the Aaron Wedgwood who was partner with William Littler in the first manufacture of porcelain in the district), who lived at the house now the Mitre Hotel, near the works. This Joseph Wedgwood, who made jasper and other fine bodies under the direction of and for Josiah, occupied the works until the time of their sale to Mr. Green, when he removed to Basford Bank. About 1780 “the Churchyard premises were sold to Josiah Wedgwood, then of Etruria, who in 1787 conveyed them to his brother John, also of Etruria, who in 1795 sold them to Thomas Green, at which time two newly-erected houses near the potwork were included in the sale.” Mr. Green manufactured earthenware at these works, and for some time resided at the house near the works, now known as the Mitre Hotel, which had been built by one of the Wedgwood family. The property remained in Thomas Green’s hands until his bankruptcy in 1811, when it appears to have been purchased by a manufacturer named Joynson, from whom it passed, some years later on, to Mr. Mosely. While in his hands, the potwork was held by various tenants, and until[246] about 1858 was let off in small holdings to different potters. About that period Mr. Bridgwood, of Tunstall, became the tenant of the premises as a general earthenware manufacturer, and was soon afterwards joined in partnership by Mr. Edward Clarke, whose large practical experience tended much to increase the reputation of the works. This firm, having taken a lease of the premises, remodelled many of the buildings, and erected others, and greatly improved the whole place by bringing to bear many improvements in body unknown and unthought of by their predecessors. After Mr. Bridgwood’s decease, which took place in 1864, these works, and the large establishment at Tunstall, were carried on by the surviving partner, Mr. Clarke, until after a time he ceased working them, when they passed into other hands as his tenants. The manufactory was afterwards again carried on by Mr. Clarke in partnership with Mr. Josiah Wood (a descendant of Aaron Wood), who is referred to under the head of Poole, Stanway, and Wood, under the style of Wood and Clarke. The productions of the Churchyard Works, while carried on by Mr. Clarke, were opaque porcelain of the finest and hardest quality (known as “white granite”), for the American market, and ordinary earthenware of the finest quality in the usual services; many of the services, &c., being embossed in excellently designed patterns, and others artistically painted and gilt. One of the notable features was artists’ goods (palettes, tiles, slabs, saucers, &c.), and door furniture, both black, white, and highly gilt and decorated. The impressed mark was “Bridgwood and Clarke,” and the printed mark a royal arms, with the words “Porcelain Opaque, B & C, Burslem.”
In 1874, Mr. W. E. Withinshaw entered upon the Churchyard Works, and since then has greatly improved them, and raised their productions to a high order of merit. His productions consist of dinner, tea, toilet, and other services; vases, jugs, tea-pots, kettles, and jug stands; trinket and fancy articles; candlesticks, and all the usual varieties of useful and ornamental goods, both plain, printed, painted, enamelled, and gilt. In toilet designs Mr. Withinshaw is particularly successful, many of the designs being novel in character, striking in conception, and beautiful in point of manipulative decoration. Notably among these is a service in which the head of the elephant is utilised in a very pleasing manner to form the handle of the ewer; the head itself forming the top of the handle, and the trunk the part for grasping. This[247] is, in some of the services, produced in mass gold, with a rich and striking, but at the same time simple and elegant, effect. Other designs of this firm are of equal excellence. In vases, Mr. Withinshaw produces some admirable designs, the outlines of which are faultless, and the decoration well and judiciously managed. The quality of the ware is far above the average, and gives the productions a high standing among those of the locality. In jet ware, all the usual articles—tea-pots, kettles, jugs, spill cases, &c.—are made, and in endless variety of style; all being equally good in body, in glaze, and in decoration.
Another speciality of these works is now, as in former days, door furniture. The plates are remarkable for their evenness and flatness of surface, and for the taste displayed in the patterns which adorn them; they are made both in white and in black, and of every possible style of decoration. Umbrella, walking-stick, kettle, machine, and every other kind of handles, as well as other china articles used by cabinet brassfitters, are made.
The mark, impressed in the body of the ware, is W. E. WITHINSHAW. On the dinner ware the name of the pattern is given on printed marks, with the initials W. E. W.
The Bell Works.—The Bell Works, of which, as they appeared in 1865, I give an engraving, Fig. 367, was, at the time when the great Josiah Wedgwood entered on its occupancy, the property of Mr. John Bourne, an army contractor, in the neighbouring town of Newcastle. From him the property, about the year 1771, passed to his grandson, Mr. John Adams, of Cobridge, and in 1847 the estate again passed by will into the hands of the late Mr. Isaac Hitchen, of Alsager. The pot-works were occupied by Josiah Wedgwood, as tenant to Mr. John Bourne, until his removal to Etruria. The next tenant was, I believe, Mr. William Bourne, an earthenware manufacturer, who held them for some years, and was tenant in 1809. Mr. Bourne afterwards entered into partnership with a potter named Cormie, and the works were carried on under the style of “Bourne and Cormie.” In 1836, the works having then remained for some time unoccupied, were divided, a portion being taken by Messrs. Beech and Jones as an earthenware manufactory, another portion taken away for the building of the present Independent Chapel, which was erected on its site in the following year; and other parts were let off to various holders for different purposes apart from the pot trade.[248] In 1839, the partnership between Messrs. Beech and Jones was dissolved, the former gentleman alone continuing to occupy the same portion of the premises, in which he produced china and earthenware figures. In 1846 Mr. Beech, having increased his business, became tenant of the whole of the remaining premises, with the exception of that part occupied by Mr. Dean’s printing-office, &c., and in 1853 took into partnership Mr. Brock, which firm, however, only lasted a couple of years. In 1855, Mr. Brock went out of the concern, and from that date Mr. William Beech carried on the manufactory until his death, which took place in 1864. It was next carried on by Messrs. Beech and Podmore; but in 1876 a part of the premises was purchased by the Board of Health for the purpose of building a covered market on the site, and the remainder was bought by Mr. George Beardmore of Rode Heath and taken down; thus these historically interesting works have been brought to a close.
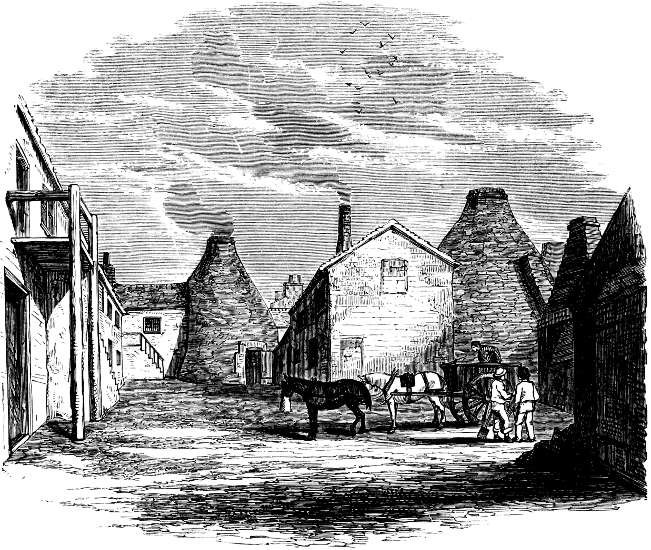
Fig. 367.—The Bell Works, Burslem.
At these “Bell Works” Josiah Wedgwood turned his attention[249] more especially to the production of the fine and delicate descriptions of earthenware which soon earned for him the proud distinction of “Queen’s Potter.”
The Bell Works were situated at the corner of Brick House Street and Queen Street, very near to the new Wedgwood Institution, but in the time of Josiah Wedgwood, Brick House Street was not formed, but was a part of the ground belonging to the manufactory, and was, indeed, waste land, covered with “shard rucks,” and other unmistakable evidence of the potter’s art. Queen Street then, too, was little better than a lane, but was dignified with the name of Queen Street, through Wedgwood being there appointed Queen’s potter, and there making his celebrated Queen’s ware.
Red Lion Works.—These were carried on by Dr. Thomas Wedgwood, and took their name from their contiguity to the Red Lion Inn.
Big House.—The pottery adjoining this house, at the corner of Wedgwood Street and the Market Place, passing down Swan Square, belonged to Thomas and John Wedgwood; the works have long ceased to be used, and are converted into builder’s premises.
The Ivy House and works, so called from the fact of the house being covered with ivy, was situated where the butchers’ shambles now stand, the old buildings having been purchased by the market commissioners, and taken down for the erection of the present market in 1835. These premises belonged to Thomas and John Wedgwood, of the “Big House,” to whom Josiah became tenant, covenanting by written agreement to pay for the house and the potwork attached to it the yearly rent of ten pounds. The “Ivy House” and works were situated nearly in the centre of Burslem, at the corner of what was then known as Shoe Lane, or Shore Lane, now called Wedgwood Street, which at that time was a narrow way, only wide enough for a single cart to pass along, and as rough and uneven as well could be. The visitor to Burslem who desires to know exactly the site of this historically interesting house, should stroll up to the fine modern-built shambles, or “butchery” as it is sometimes called, and while he stands at the corner facing down Swan Square, he may rest assured that he is standing on what was the little enclosed garden in front of Wedgwood’s house; that the outer wall of the building at his back goes diagonally across the house from corner to corner,[250] one half being under the shambles and the other where the street now is; that the site of one of the kilns is just beneath the centre of the shambles; and that another kiln was about the middle of the present street at his back; the surrounding workshops being partly where the street now is and partly where the building at present stands.
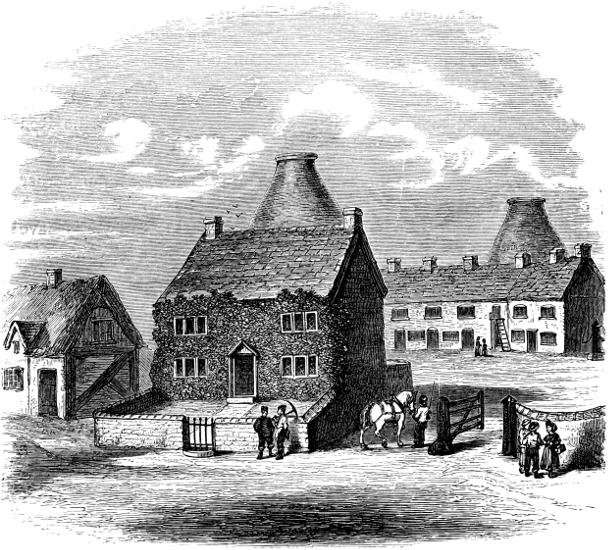
Fig. 368.—The Ivy House, Burslem.
The “Ivy House” might originally have been roofed with thatch or mud, like the other buildings of the district, but it was afterwards tiled, as shown in the engraving. In front was a small garden enclosed with a low wall, and a brick pathway led from the gate to the doorway. The front faced the open space called the “Green Bank,” and adjoining was a low, half-timbered, thickly-thatched building, afterwards known as the “Turk’s Head,” and beyond this again was the maypole, on “Maypole Bank,” on the site now[251] occupied by the Town Hall. At the opposite side of the house from the Turk’s Head was a gateway leading into the yard of the works, which made up one side of Shoe Lane, the pot-works of John and Thomas Wedgwood, with which they were connected, being on the opposite side of the lane. These works and house have the reputation of being the first roofed with tiles in the district—the usual roofing being thatch, or oftener still, mud. At the Ivy House Josiah Wedgwood carried on the manufacture of his ornamental goods, his more ordinary ware, I believe, being produced at the Churchyard. At the Ivy House works he produced many things far in advance of his day, and to the Ivy House itself he brought home his bride, and there lived happily with her for several years.
Lakin and Poole.—Messrs. Lakin and Poole were in business in Burslem, and doing a very extensive trade, at the latter end of the last century. Their billhead in October, 1792, was simply “Burslem, Staffordshire, Bought of Lakin & Poole,” and in the front of the heading was a garter and star, surrounding a vase, on which was “Manufacturers of Staffordshire Earthenware. Table Services Enamelled or Painted with Arms, &c., &c.” On the garter “Burnished gold got up as in London.”[47] In 1793 (July) a new billhead was used—“Burslem, Staffordshire, Bought of Lakin and Poole. Blue Painted Table Services, &c., and Coloured in all its various Branches.” At the front is a standing figure of Commerce, with an anchor, against which is an oval tablet with “Table Services Enamelled with Arms, Crests, Cyphers, &c., &c.,” to which the figure is pointing. In many of the billheads I have seen the word “Painted” is altered to “Printed” with a pen, and the word “Ware” is written between (over) “coloured” and “in.” This heading was used till the early part of 1794.[48] In December, 1794, they used a written billhead. On the 14th of February, 1795, it is announced in a letter that “Mr. Thomas Shrigley[49] has joined us in our manufactory of Earthenware, and that for the future the business will be carried on under the firm of Poole, Lakin and Shrigley.” In May, 1795, the billhead (written) is “Burslem, Bought of Lakin, Poole & Shrigley,” the managing man being R. B. Swift. This firm continued until the end of 1795, but in[252] January, 1796, another change took place, the firm now being simply “Poole and Shrigley”—Mr. Lakin either having died or withdrawn. The billheads were still written. T. Kempe was managing man in February, 1796. The last account I have is up to February, 1796.
During this period (1792 to 1796) the goods manufactured by them, as appears in these invoices, are as follows:—cream-colour, blue-printed, fawn-colour, black, stone, and other wares; “oval concave dishes of various sizes, flatt plates, soups, twifflers, muffins, tureen compots, sauce ditto, boats and stands, root dishes, cover dishes, sallads, bakers, dessert services of various patterns, ewers and basins, cups and saucers, bowls, cream-jugs, tea-pots, chocolates, flower-horns, flower-pots, jugs, sugar-boxes, double-handled coffee cups, salad dishes, sauce boats, gravy pots, candlesticks, baskets and stands, black tea-pots, mugs, figures in great variety, mortars, cheese toasters, raddish dishes, paste pots, tripe pots, Mocoa tumblers, candlestick vases, bow pots, hand vases, French pies, English pies, stone jugs with and without figures, fawn-coloured porter mugs, blue printed dishes and other articles, egg-cups, custards and covers,” &c. The products of this manufactory were of very superior character both as regards the quality of the various bodies, and the modelling, painting, and artistic decoration of the articles. The blackware, in imitation of Wedgwood’s basalts, is remarkably good, and many of the figures and services are of good character.
The mark of the firm was usually simply the words LAKIN & POOLE impressed in the body of the ware. On one or two examples the name LAKIN only occurs, and on others R. POOLE.
After the death of Mr. Lakin, presumably the potter named above, his widow, in 1824, published a book of his recipes, of which the following is a note:—
“Potting, Enamelling, and Glass Staining.—The valuable Receipts of the late Mr. Thomas Lakin, with proper and necessary directions for their preparation and use in the manufacture of Porcelain Earthenware, and Iron Stone China, together with the most recent and valuable improvements in the advanced art of Glass Staining and Painting. Leeds: Printed for Mrs. Lakin, by Edward Baines. 1824.” Such was its title.
The Preface, which is very explanatory, is as follows:—“The progressive improvements in the manufacture of Porcelain and Earthenware, during the last thirty years, have raised this art to an eminence which it never reached before in the British Empire; and, perhaps, in no department of art has scientific research and experiment been so productive of wealth and fame as in this, and it is no undue encomium on the industry of the manufacturer to state, that the consumption at home and the demands from abroad have kept pace with the improvements which have increased both. The important station which this art holds amongst our manufactures renders every attempt at improvement worthy of consideration and attention. It has been said, the man who causes one ear of corn to grow where one never grew before, deserves the thanks of his country; but what does that man merit who, by indefatigable industry, contributes[253] materially to the advancement of the interests of his country, in the improvement of its manufactures? It was in this class that the late Mr. Thomas Lakin held a situation much above mediocrity, for, in Staffordshire, it is well known that few men have contributed more to the improvement of an art so useful and so much admired. The following work is the result of upwards of thirty years of labour, study, and repeated experiment, and no pains have been spared in arranging the various Receipts in such a chain of connection as to render them easy of comprehension to an intelligent operator. The Subscribers may rest assured, that the whole of the following Receipts may be individually depended upon as genuine, each having been repeatedly tried in the course of the author’s long experience. Mr. Lakin had also extensive practice in the admired art of Staining and Painting Glass; several windows of exquisite workmanship were executed by him during the time he was engaged with John Davenport, Esq., for some of the first noblemen in the kingdom. The Receipts, together with the method of using them, are therefore laid down from actual experiment, and it is hoped will be found extremely valuable. In presenting the following work to the subscribers, Mrs. Lakin is anxious to express her gratitude for the liberal encouragement she has met with, and for the highly gratifying tribute they have paid to the abilities of her departed husband; but to the kindness of those gentlemen who had before purchased some of the Receipts at a price far beyond the whole charge of this work, and yet have become subscribers, she feels herself particularly indebted. Mrs. L. respectfully solicits of the subscribers not to permit persons who are not purchasers to copy any of the Receipts, as it might not only injure her as proprietor of the copyright, but also other subscribers; on her part she pledges herself not to publish the work, nor permit the work to be published, at a lower price than that at which it is now offered to the subscribers.” The work extends to 86 pages, and contains 136 processes connected with potting, enamels, and glass-staining. The receipts are evidently the compilation of a greatly experienced and very intelligent potter.

Fig. 369.
Fig. 370.
Waterloo Potteries.—These works were carried on in the latter part of last century by Walter Daniel, who was succeeded by Messrs. Timothy and John Lockett; the manufacture at that time being principally salt-glazed ware. About 1809 the premises were purchased by Joseph Machin and Jacob Baggaley, and carried on by them for the making of china and ordinary earthenware. In 1831 Mr. Machin died and was succeeded by his son Mr. William Machin[254] and partners. The works next passed into the hands of Mr. Richard Daniel, and next to Mr. Thomas Edwards. In 1850 they were purchased by Messrs. T. and R. Boote, who still occupy and work them.

Fig. 371.
Figs. 372 to 374.
In 1843 Messrs. Boote took out a patent for “Certain improvements in pottery and mosaic work.” These consist in producing “coloured designs on grounds of different colours, as black on white or white on black. First, the designs are made from a mould, as in figuring, and laid on the moulds for making the ware; the ground colour is then put on. Second, the design, cut in paper, parchment, &c., is laid in the moulds and the halves fastened together, the colour to form the ground is poured in, after which the paper, &c., are removed and other colour poured in to fill its place. Third, producing different coloured raised surfaces. The figures in low relief in the inside of the moulds are filled with[255] a composition, the halves of the moulds fastened together, and the slip poured in to form a thin coating, which was then supplemented with an inner lining of a cheaper material to form a substratum, thus producing mosaic and other elaborate designs. In this process the excess of liquid is withdrawn when the necessary thickness is attained.
Fig. 375.
In 1857 Messrs Thomas Latham Boote and Richard Boote took out a patent for “Improvements in the manufacture of ornamental pottery, and articles made from clay and other like plastic materials.” “A thin piece of metal or other suitable substance, which forms the outline of the design, is fixed on the flattened clay intended to form the article then being made. The hollow parts are then filled up with the coloured clay or clays which are to form the design. The piece of metal is next removed, and the flattened clay with the design upon it is put in the mould to form the article. In some cases that part of the mould which is to correspond to the groundwork of the article to be manufactured is made to rise by springs[256] or other means, suitable coloured clay is put into the hollow parts of the mould thus formed, and the clay to form the body is put in and the whole is pressed;” or the parts of the mould corresponding to the ornaments may be raised and the ground part filled in. We give three examples produced by one of those processes, Figs. 369 to 371. The effect in many instances was very pleasing, and gave the appearance of relief, without, however, the pattern being at all raised. Parian was also formerly largely produced and of considerable excellence, both in vases, jugs, figures, both single and in groups, and other objects. One of the most effective groups is that of “Repentance, Faith, and Resignation,” modelled by Mr. Gillard. (Fig. 375.)
Figs. 376 and 377.
Among the Parian vases formerly produced at the Waterloo Works were some the body of which was buff and the raised flowers in white; thus producing a very pleasing and softened effect.
All these decorative classes of goods have been discontinued by Messrs. Boote, who now confine themselves to the production of the ordinary white graniteware for the American markets, and encaustic and other glazed and unglazed pavement tiles. For these latter the firm are patentees of a process for inlaying encaustic tiles with clay dust—a process which is also adopted for the manufacture of dishes and other articles in earthenware in what this[257] firm called “Royal Patent Ironstone,” and by which, by means of one press alone, as many as 100 dozen plates or small dishes, could be made in a day.
The encaustic and other tiles made by that firm consist of encaustic, geometrical, and majolica tiles of great variety in pattern and of very effective combinations of colours.
The marks used by Messrs. Boote are, on their white granite ware, the impressed initials T & R B.; and the following, printed in black, viz.—

ROYAL PATENT
IRONSTONE
T & R BOOTE
Fig. 378.
and another bearing the crest, a greyhound, couchant, collared and
slipped, between two laurel wreaths, and the words—
 and above the words TRADE MARK. On the
tiles, the name in raised letters,
and above the words TRADE MARK. On the
tiles, the name in raised letters,
 appears.
appears.
The Jurors’ Report of 1862 says: “The tiles exhibited by this firm are deserving of high commendation; the designs are well selected; the equality of surface evidences great efficiency. Messrs. T. and R. Boote claim some originality in their process, to which this perfection is not only attributable, but obtained at a much less cost.”
Fig. 379.
Washington Works.—The business now carried on at this manufactory originated experimentally in King Street, Burslem, where the late Mr. William S. Kennedy, about the year 1838, commenced the production of palettes and other requisites for artists’ use. Shortly afterwards, removing to a pottery in Bourne’s Bank, he there added to his business the manufacture of door furniture, letters for signs, &c. With perseverance, Mr. Kennedy combated the difficulties which these novel articles presented; and while in conjunction with Mr. William Maddock, who remained[258] with the firm for thirty-five years, he was successful in effecting great improvements in the various processes. About 1847, the manufacture was removed to its present locality, and has from time to time been enlarged. The marks W. S. KENNEDY and J. MACINTYRE have been very rarely used.
In 1852 Mr. Kennedy was joined in partnership by his brother-in-law, Mr. James Macintyre, who shortly afterwards became sole proprietor of the works. In 1863, Mr. Macintyre patented methods of producing oval, reeded, octagon, and other forms, by the lathe; and he was ever alert to devise and apply improvements in mechanism, &c. He succeeded in the production of a rich cream-coloured body, which, under the name of “Ivory China,” has held a high reputation, and will always be honourably associated with the “Washington” Works. In 1867 Mr. Macintyre produced backs for hair-brushes, hand-mirrors, &c., which were patented by Mr. J. J. Hicks, and in numerous other instances, especially for France, the “body” has been used as an ivory substitute. So far as can be ascertained, the successful application to door furniture of the earlier invention of the beautiful black, which is produced by dipping the brownish red bisque in a rich cobalt glaze, also originated at these works. This “jet,” produced in great perfection, has been applied in plain, and also with richly gilt and enamelled ornamentation, not only to door furniture, but more recently to inkstands and similar goods. Mr. Macintyre, who was a man of public spirit and great enterprise, was much beloved by his workpeople, and the annual festive gatherings in which he, his family and friends, met his employés, obtained a well-merited celebrity. He died in December, 1868, having a few years previously taken into partnership his confidential manager, Mr. Thomas Hulme, and his son-in-law, Mr. William Woodall. By these two gentlemen the business is still carried on under the old title of “James Macintyre and Co.”
Nile Street Works.—These works were built upon the site of an early pottery; this is evidenced by numbers of early fragments of pitchers, “porringers,” and other salt-glazed domestic vessels “of red and yellow clay marbled together,” being found during alterations of the premises in late years. Messrs. J. and R. Riley removed from here to the Hill Works, and were, I believe, succeeded by Mr. James Cormie, uncle of the late Mr. Thomas Pinder (who[259] at one time was a partner in the firm of Mellor, Venables, and Co.), and great-uncle of the present sole proprietor of the works, Mr. Shadford Pinder, who trades under the style of “Pinder, Bourne, and Co.” China was at one time made here, but the productions have latterly been confined to printed, enamelled, and gilt earthenware, in which all the usual services are made; stoneware for telegraphic purposes; fine red ware for useful and ornamental goods; jet ware in a variety of articles; and sanitary goods. These they export largely both to the colonial and foreign markets. Messrs. Pinder, Bourne, and Co.’s ornamental goods, notably their “red ware,” or terra cotta, is of fine, hard, and durable quality, and much taste is evinced in some of the designs of its decoration. The vases, spill-cases, and other articles in this body, richly enamelled and gilt in arabesque and other patterns, are remarkably good. The jet ware is also of good quality. Among their specialities in this ware, and in fine earthenware, are flower vases, and jardinières; some of the latter being skilfully painted in birds, flowers, &c. Messrs. Pinder, Bourne, and Co. have patented improvements in ovens and in steam printing presses; but this latter, having excited the hostility of the workmen at the time of the riots in 1842, was abandoned. The firm received medals at the London and Paris Exhibitions of 1851, 1855, and 1867. The marks used are a circular garter, bearing the name of the pattern and the initials “P. B. & Co.” surmounted by a crown and encompassed with a wreath of laurel; and a triangular figure, with the words “Pinder, Bourne & Co., Nile St., Burslem.”
Fig. 380.
Newport Pottery.—These works were established at the close of last century by Mr. Walter Daniel, and about 1810 passed into the hands of Mr. John Davenport. The manufacture was afterwards carried on by Messrs. Cork and Edge, and is now continued by Messrs. Edge, Malkin, & Co., a firm which, with various alterations in partnership, dates back to the beginning of the present century. Messrs. Cork and Edge, in their ordinary earthenware, introduced many years ago a process of inlaying the patterns in the ground body, but of different colours. These were intended for the cheapest markets, but were produced in good taste. Three of these designs, two tea-pots and a ewer, shown at the Great Exhibition of 1851, are engraved[260] on Figs. 381 to 383. The productions of the firm at the present time are dinner ware; jet, enamelled, lustre, and other fancy goods; and all the ordinary wares for the home and foreign markets.

Figs. 381 to 383.
Newport Works.—Established in 1866 by Malkin, Edge, & Co. for the manufacture of encaustic and other tiles. The tiles are made from dust (by the process of Messrs. Boulton and Worthington), by which process the various colours are fixed in the tile, immediately and without pressure, in the following manner. “On a level block of iron, surrounded by an outer casing which is movable, is placed a sheet of brass with the pattern cut out of the same, and into the different spaces are put the various coloured clays, in dust, required. A raised counterpart of the design is then gently pressed upon these dusts, and the brass sheet, or plate, is removed. The outer casing before referred to is then raised according to the thickness required, and the space is filled up with dust to form the body of the tile. A screw, worked by a wheel, is then lowered upon the outer casing[261] and block, which forces the out-casing back again to its former position around the level block, as far as the dust will allow. The tile is then taken out of the outer casing, and is completely finished, with the exception of being fired. This screw pressure produces in a few moments a remarkably solid substance.” Messrs. Malkin, Edge, & Co. produce an extensive variety of patterns, both in encaustic, wall, and other tiles. The designs are good and effective, and the colours rich, clear, and well defined.

Figs. 384 and 385.

Figs. 386 and 387.
Dale Hall.—The extensive works at Dale Hall (or Dale Hole, as it used to be written), founded in 1790, originally belonged to Mr Joseph Stubbs, a very successful manufacturer, who, having retired from business, died in 1836. He was succeeded by Messrs.[262] Thomas, John, and Joshua Mayer, who afterwards traded “as Mayer Brothers and Elliot,” and from them, successively through the firms of “Liddle, Elliot, & Co.,” and “Bates, Elliot & Co.,” to the present owners and occupiers, Messrs. Bates, Walker, and Co.; Mr. Elliot having retired, and Mr. Walker, stepson to Mr. Bates, being taken into partnership. By the earlier firms, ordinary earthenware was produced, but under Messrs. Mayer, who came from Stoke to Dale Hall,[50] rapid strides were made in art manufactures, and many important improvements effected. They were exceedingly clever[263] potters, especially Mr. Jos. Mayer, who died prematurely through excessive study and application to his art. They introduced many important improvements in the manufacture and decoration, especially in the beautiful polychromatic bisque printing which is continued by their successors and other firms. Besides ordinary earthenware, this firm produced stoneware of a highly vitreous quality; Parian of an improved body; a fine caneware, in which some remarkably good jugs (notably the “oak” pattern) were made; and other wares. In the stoneware, besides many well-modelled jugs and other articles, they made tea-urns, which they were the first to introduce, of excellent design and admirable finish. Two of these, made in 1851 (Figs. 384 and 385) I here engrave. The peculiar body of the stoneware of which they were made was capable of withstanding the variations of temperature to which vessels of this kind, usually formed of metal, are liable. These were not made to any extent by Messrs. Mayer, but are now being reproduced by Messrs. Bates, Walker, & Co. with great success; they are highly ornate in appearance, and will doubtless come much into use. Messrs. Mayer also produced some admirable designs in vases, decorated with a profusion of exquisitely modelled raised flowers. Two of these are shown on Figs. 386 and 387, and a jug in the following figure. The dinner plates, dishes, &c., of Messrs. Mayer, were characterized by an excellent “fit” in nesting, by lightness of body, and by neatness of finish in decoration. In 1851 they received a medal for their exhibits, and again in the New York Exhibition of 1853 and the Paris Exhibition of 1855 medals were awarded.

Fig. 388.
The present firm of Bates, Walker, & Co., produce perhaps a larger variety of manufactured articles than any other one house in the trade. In earthenware, dinner, tea, toilet, and other services, and every variety of article of use and of ornament, are made; and the other wares are ironstone, opaque porcelain, jet, stone, &c. In tableware, whether in dinner, breakfast, or tea-services, every variety of style, from the plain white, ordinary printed, and flown, to the most elaborately enamelled, painted, and gilt patterns made[264] The jugs, too, are a speciality; of these there are an immense variety of excellent shapes, and of strikingly beautiful decoration. The same remark will apply to the toilet services, which are, as a rule, characterized by good form and artistic decoration; of these, the “Mistletoe” pattern is one of the most simply elegant yet produced. Among other articles in earthenware, the richly ornamented spirit barrels form a distinct feature. In stoneware, of which I have spoken, well designed and sharply executed pressed patterns, in jugs, tea-pots, and other articles, are made in great variety.
Figs. 389 and 390.
In terra cotta, Messrs. Bates, Walker, and Co. produce statuary groups, figures, and busts of remarkably good design and of artistic finish. The body is of a somewhat similar character to that of the Watcombe ware, but the process is different. The Watcombe “is fired in the enamel kiln or in an oven not subjected to greater heat, while this is fired in the biscuit oven; the one is so soft that it may be cut with a knife, while the other is quite vitreous and hard.” In this material—a clay found near the works—the firm produce a large variety of subjects, and a selection of[265] these formed a notable feature in the Philadelphia Exhibition of 1876. Among the subjects are “Peace” and “War,” and “Time unveiling Truth,” by Grispie; “The Fighting Gladiator,” “The Bath,” “The Young Apollo,” and other subjects from the antique; “Flora,” “Pomona,” “Washington,” and other pieces by Beattie; Flaxman’s “Wine” and “Water” vases; the “Crowning of Esther,” “The Lorelei Syren,” “The Seasons,” “The Elements,” &c.

Figs. 391 to 397.
Another speciality of the firm is what they have named their “Turner Jasper Ware.” This consists of a terra-cotta body, with a slip of various colours—green, blue, chocolate, buff, &c.—decorated with bas-reliefs, many of which are Flaxman’s designs, as used by Turner at his famous works of last century. Of a large number of these old Turner moulds, Messrs. Bates, Walker, and Co. are the fortunate possessors, and they are reproducing them in a variety of ways and with good effect, although their body wants the fineness, hardness, and compact character of the old Turner ware.
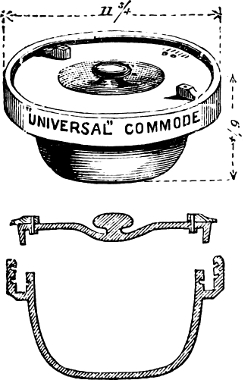
Figs. 398 and 399.
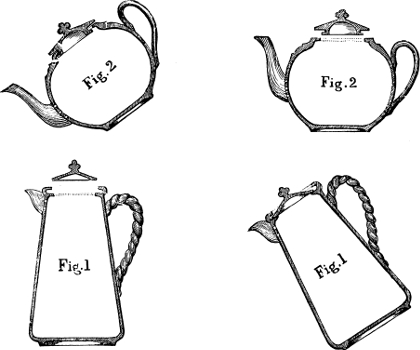
Figs. 400 to 403.
Among other goods produced by Dale Hall are artists’ palettes, slabs, tiles, mullers, &c.; photographic articles (trays, baths, troughs, stands, funnels, and every other requisite); chemical and druggists’ goods (mortars and pestles, leech-jars, covered jars, evaporating pans, inhalers, pill tiles, and every other article); scent bottles and vases; toilet and other boxes; sign-board letters;[266] door furniture; ironmongers’ fittings; and fancy articles of various kinds. Garden and ornamental flower-pots, garden-seats, suspenders, fern and other stands, &c., are also made. In sanitary ware, Messrs. Bates, Walker, & Co. rank very high, and produce every known article and of faultless excellence in quality. They are patentees of an improved “wedge commode pan,” the principle of which is shown in Fig. 398; its advantage in the sick chamber or travelling carriage being very apparent. Another and very important patent taken out by the firm, is for self-locking and self-adjusting covers for jugs, tea-pots, &c. The principle, which is one of the most simple, but at the same time most successful yet adopted for preventing the falling off of the lid in the act of pouring, is shown in Figs. 400 to 403. One of the great specialities of the firm is the process by which printing in two to five colours is successfully transferred on to the ware while in biscuit state, and is, therefore, under the glaze. By this process, the invention of Messrs. Mayer Brothers, vases, dinner and other services, and other articles,[267] are decorated in thoroughly good taste; and, through there being no touching whatever by the pencil, as the entire pattern is transferred at one operation from the coloured print, they are produced at a comparatively moderate cost. The effect is soft and delicate, and is capable of considerable development.

Fig. 404.
Fig. 405.
The marks of Messrs. Mayer were T. J & J MAYER; MAYER BROS, &c. Those of the present firm are BATES, WALKER & CO. PATENTEES, on an oval ribbon, with date, &c., of registration inside; and a nude figure kneeling and holding an ewer in front of him, on a tablet with the date 1790. This is introduced in a variety of ways, with the initials B. W. & CO., and the name of the pattern, &c. The markets supplied are both home and foreign.
Dale Hall Pottery.—The extensive works of Messrs. James Edwards and Son are the oldest existing works in Dale Hall. They belonged to Messrs. John and George Rogers (brothers) till 1815, when the latter died, and Mr. Spencer Rogers having joined his father, the business was carried on under the style of John Rogers and Son. In 1816 Mr. John Rogers died, leaving £1,000 to the North Staffordshire Infirmary, and other charitable bequests. He had erected a handsome residence, “The Watlands,” near Wolstanton. The firm continued as John Rogers and Son until 1842, when the manufactory was purchased by the late Mr. James Edwards,[268] formerly of the firm of James and Thomas Edwards of the Kiln-Croft Works. Messrs. Rogers produced tableware of a higher and better quality than most of their contemporaries, and were especially famed for their light blue “Broseley” or “Willow” pattern services. The mark used by them appears to have been simply the name ROGERS impressed in or printed on the ware; sometimes with the addition of the sign of Mars or Iron
♂
ROGERS
Mr. James Edwards was entirely a self-made man, and was one of those bright examples of indomitable perseverance, unflinching rectitude, steadiness of purpose, and genuine benevolence, which crop up every now and then among our most successful manufacturers. Commencing simply as a thrower at Messrs. Rogers, he became a manager at Philips’s of Longport, and at John Alcock’s of Cobridge, then commenced business in partnership with John Maddock, and afterwards, in partnership with his brother Thomas Edwards, carried on business in Sylvester Square, Burslem, and next in partnership with Mr. John Maddock, in the same town. In 1842 he purchased the manufactory of Messrs. Rogers and Son, where he commenced entirely on his own account. By him the manufactory was considerably enlarged and extended; a flint-mill erected; new machinery of the most approved construction (including steam jiggers, lathes, jollies, throwing-wheels, and Needham and Kite’s patent pressing machines for preparing clay by filtration) put up, patent stoves and pug-mills erected, and the whole place so increased as to be enabled to produce fully six times the amount of ware it was capable of doing when he first entered upon it.
By these improvements much of the heavy drudgery of labour both to children and adults was saved. In these works, too, the whole of the rooms containing the machinery are heated by steam, and kept at one uniform temperature. To Mr. Edwards the white graniteware, which has now become so important a feature in the Pottery district, mainly owes its excellence; that made by him being considered to be all that could be desired by our transatlantic brethren, and to be the standard of perfection to which the aims of other houses were directed. In 1851 a medal was awarded to Mr. Edwards, and an additional certificate of merit, for beauty of form and excellence of goods exhibited. At the New York Exhibition they also received honourable mention, and[269] in 1865 a prize medal was awarded for electrical, chemical, galvanic, and photographic apparatus in both ironstone and earthenware. Mr. Edwards, who had taken his son Mr. Richard Edwards into partnership, retired from the concern in 1861, and died, full of honours, as a magistrate and otherwise, in January, 1867,—one of his last acts of thoughtful benevolence being that of (only a few days before his death) sending to a number of his old workpeople at the manufactory cheques varying in amount from £20 to £100 each, according to each one’s length of service. The works are now carried on by Mr. Richard Edwards under the style of “James Edwards and Son.”
The productions consist of white graniteware for the American and steamship trade; ordinary earthenware for the home trade, in which all the usual services, &c., are made; Indian ironstone goods; and electrical, chemical, galvanic, and photographic appliances. These are all of the highest quality, and are much in repute. In “stone china,” which is of good firm semi-transparent quality, many excellent patterns are made. Among these are the “bishop,” “barley,” “mediæval,” “rope,” “tulip,” “scroll,” and others.
The marks used by the firm, June, 1842, are as follows. The royal arms above the name
STONE CHINA
JAMES EDWARDS & SON
DALE HALL
The same, with the addition, beneath, of the trade mark, a dolphin
entwined round an anchor. The initials
 in writing letters, surrounded by a circular garter bearing the
words IRONSTONE CHINA.
in writing letters, surrounded by a circular garter bearing the
words IRONSTONE CHINA.
The name
 surrounded by an oval garter bearing the words IRONSTONE CHINA. And
surrounded by an oval garter bearing the words IRONSTONE CHINA. And
 surrounded by a similar oval garter bearing the name
JAMES EDWARDS & SON. An impressed
mark of
surrounded by a similar oval garter bearing the name
JAMES EDWARDS & SON. An impressed
mark of
 is also used.
is also used.
Dale Hall Brick and Tile Company.—These works belong to the Brownhills Pottery Company (see page 288, pcst.) and produce all the usual classes of plain and ornamental goods.
[270]
Dale Hall Tile Works.—These Tile Works are carried on by Mr. James P. Basford, whose grandfather, above half a century ago, worked the same field of clay. His productions are all the usual classes of plain and ornamental tiles, bricks, &c.
Albert Street Works.—These works were established by Mr. John Hawthorne in 1854, who continued them until 1869, when they were taken by Messrs. Wiltshaw, Wood, & Co., and are now carried on by William Wood & Co.; they were among the earliest in this branch of trade. The goods made are door plates, lock furniture, &c., both in white, black, gilt, and painted; drawer, shutter, and other knobs in oak, white, black, &c.; bedstead vases; caster bowls; umbrella, walking-stick, sewing-machine, closet, and other handles; inkstands, bottles, and wells; highly decorated jam-pots and biscuit-jars for the table; match-pots; teapot and urn stands of various degrees of decoration, painted, gilt, and enamelled; and every description of china used by brass-founders, tin-plate workers, japanners, &c. Most of these articles are of good quality in body, and excellent glaze and finish, and the colours—white, black, ivory, oak, brown, turquoise, green, and blue—in which they are produced are clear and effective. The only mark used is W W & CO.
Mersey Pottery.—Established in 1850 by its present owner, Mr. Anthony Shaw. Goods specially adapted for the various American markets are made: the specialities being white graniteware and cream-coloured wares for the United States; the same with the addition of printed, lustred, and painted goods for South America, and printed for the colonies. In 1855 Mr. Shaw was awarded a medal at the Paris Exhibition. The mark used is the royal arms, with ribbon bearing the words STONE CHINA, and beneath,
WARRANTED
ANTHONY SHAW
BURSLEM
The works were rebuilt on a very extensive scale in 1866, and are looked upon as a model manufactory, in which are brought to bear all the latest improvements in the art of pottery.
Steel.—A manufacturer named Moses Steel had a potwork in Burslem in 1715, and made the ordinary clouded ware of the period.[271] Another potter of the same name, probably his descendant, carried on business in the latter part of the same century; he produced a fine earthenware and an imitation jasperware. The works are still standing by Queen Street, and are known as “Bournes Bank.”
John Maddock and Son manufacture white graniteware for the American markets to a large extent.
New Wharf Pottery—(Hollinshed and Kirkham, late J. Daniel & Co.)—Printed ware of the kinds required for the home, Russian, Italian, and French markets, and all the usual kinds of painted and Paris white wares suitable for the African, Australian, and American trades.
The Overhouse Works—Wedgwood Place.—The old works, now, alas! taken down, were possessed of no ordinary degree of interest, from the fact of the “Overhouse,” the residence which closely adjoins them, having been the property and residence of Thomas Wedgwood, the eldest brother of Josiah Wedgwood (to whom Josiah was bound apprentice), and having been in the possession of the Wedgwood family for some generations. The old works were situated at the back and side of the “Overhouse,” with entrance in Wedgwood Place, where that street joins Scotia Road. A doorway, over which was a tablet, now no longer in existence, connected the works with the house. This historically interesting but now lost relic is represented by Fig. 407.
The Overhouse works were occupied, early in the present century by Messrs. Goodfellow and Bathwell, who were succeeded in turn by Mr. Edward Challinor in 1819, and later by Mr. Pointon. In 1856 they passed to Messrs. Morgan, Williams, & Co., and afterwards to Morgan, Wood, & Co., from whom, in 1861, they passed into the hands of Messrs. Allman, Broughton, & Co., and next to Messrs. Robinson, Kirkham, & Co.
In 1869 the old works were entirely taken down and a new and extensive manufactory erected with all the latest improvements of machinery and appliances; the jiggers all being driven by steam power, and the drying stoves heated by exhaust steam. The rebuilding is commemorated in ornamental scroll stonework over the entrance: “Edward Challinor commenced business here A.D. 1819, and rebuilt the premises A.D. 1869.” The new manufactory was[272] opened in 1870 by Mr. Ralph Hammersley, who removed here from the Church Bank Pottery at Tunstall, and who had previously been engaged for twenty years or more with Mr. Challinor.
The goods produced are the ordinary description of earthenware in services of various kinds and in the usual classes of useful articles, which, besides a good home trade, are shipped in large quantities to the United States, Canada, and Sweden. Stoneware jugs are also produced.
Fig. 407.
Swan Bank Pottery.—These works have passed successively through the hands of Thomas Edwards; Messrs. Pinder, Bourne, & Co.; Messrs. Beech and Hancock (now of Tunstall); and Messrs. Hancock, Whittingham, and Hancock (now of Stoke). In 1873 they came into the hands of the present proprietors, Messrs. Tundley, Rhodes, and Procter. The goods produced are, and have been, printed, enamelled,[273] and gilt earthenware, of the useful classes in all the usual services, &c., for the home, Russian, and South American markets.

Figs. 408 and 409.
The Hill Top Pottery, or Hill Pottery.—These works, formerly belonging to Ralph Wood were for many years carried on by Messrs. Samuel Alcock & Co., by whom they were in 1839 rebuilt and enlarged; their rearranged manufactory comprising the works of Mr. Riley (formerly John Taylors), John Robinson and Sons, and William Taylors, which were all taken down for the purpose. The productions of Messrs. Samuel Alcock & Co. were, both in china and the finer descriptions of earthenware, of the highest quality, both in body and in decoration. One of their specialities was their semi-porcelain, which was of fine and durable quality. The marks,
ALCOCK AND CO.,
HILL POTTERY,
BURSLEM,
or S. ALCOCK & CO., either printed along with the name of the pattern or some device, or impressed in the ware. In 1860 the works and general estate were purchased by Sir James Duke and Nephews, and continued by them till 1865, when they sold the estate to Mr. Thomas Ford, who, in the ensuing year, 1866, sold it to the Earthenware and Porcelain Company, by whom (under the management of Mr. R. Daniel, once a noted china manufacturer at Stoke, Hanley, and Burslem) it was carried on under the style of the “Hill Pottery Company, Limited, late S. Alcock & Co.”
[274]
Figs. 410 to 414.
[275]
The productions of Sir James Duke and Nephews (Messrs. J. and C. Hill) were of a high order of excellence, in ordinary earthenware services, ranging from plain white and cream-coloured to the most superb styles of decoration; in china, which was of remarkably good quality; and in Etruscan wares. In the latter, some of the best forms of ancient Etruscan vases were cleverly reproduced, and the decoration, both in spirit and in style, artistically rendered. Some of the productions of this firm, who received well-merited distinctions at the Exhibition of 1862, are shown by Figs. 408 to 428.
Figs. 415 to 417.
The operations of the “Hill Pottery Company” were of short duration, for in the next year, 1867, it was put in liquidation and sold up, when the property again came into the hands of Mr. Ford. In the same year the works were divided, the china department being taken by Messrs. Alcock and Diggory, and the earthenware part by “Messrs. Burgess & Leigh (late S. Alcock & Co.),” by whom it is still carried on under the style of “Burgess, Leigh, & Co.”

Figs. 418 to 423.
Figs. 424 to 428.
Messrs. Burgess, Leigh, & Co. manufacture largely the commoner and ordinary, as well as the higher and more artistic classes of earthenware goods, both for the home and foreign markets, and their productions rank high in point of excellence of body, manipulative skill, and good taste displayed in decoration. The firm produce all the usual services, and useful as well as many highly[278] ornamental articles. The mark used by the firm is a beehive on a stand, with bees, with a rose-bush on either side, and a ribbon bearing the name of the pattern (“Kensington,” for instance,) beneath, and under this the initials of the firm, “B. L. & Co.” Many of these patterns are registered.
The Hill Pottery China Works, on the division of the manufactory as already stated, in 1867, were carried on by Messrs. Alcock, Diggory, & Co. In 1870, the firm was altered into that of Bodley and Diggory, but in the following year, Mr. Diggory having retired, the manufactory was continued by Mr. Edward F. Bodley. In 1874, the style was again changed to Bodley and Son, and in 1875 to that by which it is at present carried on, viz., Edwin J. D. Bodley. The productions formerly embraced china, earthenware, and Parian, but are now entirely confined to china. A speciality of Mr. Bodley’s productions is that of pans and vases for chandeliers and lamps. These are made of various forms, and more or less highly decorated; they form an important branch of manufacture. Services of all the usual kinds, more or less elaborately decorated, are also made. The markets supplied are the home and the South Australian, New Zealand, and Colonial.
The mark used by Messrs. S. Alcock and Co. at these works was a beehive; and that of Sir James Duke and Nephews the dexter hand denoting a baronet.
Crown Works.—Established about 1867 by Messrs. Lea, Smith, and Boulton, these works were next occupied by Mr. W. E. Withinshawe (see “Churchyard Works,” page 244, vol. ii.), and then by the present proprietors, Messrs. Gaskell, Son, and Co. The productions have always been china door furniture and similar goods (and these are now made of remarkably good quality, and in many cases of artistic design, by the present firm), finger-plates, knobs, scutcheons for doors, roses, caster bowls, and other fittings; scale plates and weights; stands and bases for lamps; an infinite variety of articles for fittings of many kinds—white, coloured, black, enamelled, gilt, &c., &c.; while the imitations of marbles, malachites, and other stones are remarkably clever and good. Another speciality of these works is umbrella, parasol, and walking-stick knobs, many of which, whether in imitation ivory or in dead black, evince great taste in design and skill in execution. Messrs.[279] Gaskell and Son have taken out patents for the manufacture of caster bowls on an improved method, and another for improvement in turning.
Scotia Works.—This manufactory was originally the parish workhouse of Burslem, and was calculated to accommodate three hundred inmates. On the establishment of unions, under the Poor-Law Act, when the new union workhouse was erected, this building was occupied as barracks, and so continued for some years. It was then converted into a manufactory by Mr. James Vernon in 1857, and he, in 1862, was succeeded by the present firm of “Edward F. Bodley & Co.” At these works the usual descriptions of earthenware, printed, enamelled, and gilt, and “ironstone china,” for steamship and hotel use, are made. The bodies and glazes, which have been considerably improved by the manager, Mr. Edward Beardmore, of Rode Heath, are, through his attention and skill, of a very high quality. The mark is the Staffordshire knot, with the words SCOTIA WORKS.
Queen Street Works.—Messrs. Tinsley and Bourne entered on these works in 1874. They were formerly occupied by Mr. J. Edge and others.
The Hill Works, on the opposite side of the road to the “Hill Pottery” already described, are of old foundation, and were, I am informed, worked by Enoch Wood (see page 273); Mr. Wood here growing, it is said, considerable quantities of “Siberian crabs,” which trees he planted in successive terraces. The works were also, I believe, at one time carried on by Ralph Wood, a member of the same family. He was a master potter in Burslem in 1787, and a very interesting relic connected with him is now in the hands of Mr. Thos. F. Wood, of this present firm of Wood & Baggaley. It is an iron tobacco box, bearing, engraved on its lid, the words, “Ralph Wood, Potter, Burslem, Staffordshire, 1787.” This box was given by this Ralph Wood, whose name appears upon it, to the grandfather of its present owner. About 1768, John Robinson, who before that time was with Sadler and Green, of Liverpool, left their employ to commence here the making of enamelled ware. In the Mayer Museum is a teapot made by him, and painted by Letitia Marsh (afterwards Mrs. Brood), who worked for him. It is of[280] “squeezed ware,” and was given to Mr. Mayer by Dr. Simeon Shaw. After Wood’s time the works were carried on by Mr. Taylor, and next by Messrs. John & Richard Riley (who removed to them from the Nile Street works), by whom they were rebuilt, in 1814, and who produced china and earthenware and Egyptian black ware. They next passed to Messrs. Alcock & Keeling; and, on the retirement of the latter, to Messrs. Samuel Alcock & Co., who, having rebuilt and enlarged the “Hill Pottery,” removed there as already detailed. About 1851, Messrs. Barker & Son took the “Hill Works” for goods for the home and foreign markets. On their failure they were, in 1860, succeeded by Messrs. Morgan, Wood, & Co., which firm was afterwards altered to Messrs. Wood & Baggaley, the present occupiers. The goods made by Messrs. Wood & Baggaley are generally confined to the home market; they produce printed and decorated goods in dinner, toilet, tea, and breakfast services, and green glazed dessert ware, which, to some extent, they export. The mark used by the firm is a bee, with wings expanded; beneath which is a ribbon, with the initials, M W & CO, or W & B.
Sylvester Pottery, Nile Street, belonging to Charles G. Barker, produces the ordinary white granite ware for the United States, Canadian, and other foreign markets.
High Street Pottery.—This manufactory, usually known as “Union Bank,” through its having been for some time worked by the Potters’ Trades’ Union, belonged at one time to a family named Marsh; and was also carried on by Messrs. Whittingham, Ford, & Co., from whom it passed into the hands of the present proprietors, Messrs. Buckley, Wood, & Co. The goods produced are ordinary earthenware for the common home trade, and the mark used is simply the initials B W & CO.
Sneyd Pottery, Albert Street.—These works were formerly carried on for the production of ordinary earthenware, by Messrs. Bennett. About 1867 they came into the hands of Williams, Oakes, & Co., and in 1876 the firm was altered to Oakes, Clare, & Chadwick, who produce in Rockingham, jet, majolica, and common earthenware, the ordinary classes of articles. They also make chest of drawers feet in large numbers, of various designs.
[281]
Hadderidge Pottery.—These works, carried on by Mr. Thomas Heath, and afterwards, successively, by Mr. John Wedgwood, Mr. Phillips, and Messrs. W. & G. Harding, came into the hands of the firm of Heath & Blackhurst in November, 1859, by whom they are still continued. The productions are a middle-class quality of earthenware, both plain and decorated, for the home trade. In this class all the usual table, toilet, tea, and other services, and a variety of other articles, are made. The mark is a garter, encircling the initials H & B.
Navigation Road.—The works of Mr. Edward Corn, erected some time back on what was a timber yard, and now carried on by Messrs. W. & E. Corn, are exclusively devoted to the production of white graniteware for the United States and other foreign markets.
Bleak Hill Works.—Messrs. Beech & Podmore, of the Bell Works (which see), entered upon this manufactory in 1876. The works formerly belonged to Messrs. Moore Brothers, who produced the white graniteware for the American Markets, then successively to M. Isaacs and Son, Beech and Podmore, and Podmore alone. The goods now produced, besides tea and other services, are the ordinary marketable china and Parian chimney ornaments and toys, which are produced in large quantities both for home sale and for exportation to the United States, the East Indies, the Netherlands, and Australia. In Parian and “ivory body,” besides flower-vases and other small ornaments, some tolerably large groups have been produced; the “ivory body” possesses great softness in appearance, and is capable of being made largely available for ornamental purposes.
Sytch Pottery.—Of very old foundation, this was, many years ago worked by Messrs. Keeling. The “Sytch Pottery” passed successively into the hands of Mr. R. Hall and Messrs. J. Hall & Sons. About 1832, Messrs. Barker, Sutton, & Till took to the works; but at subsequent periods, Mr. Barker and Mr. Sutton withdrew from the partnership; and from 1850 it remained in the hands of Mr. Thomas Till, who has been joined in partnership with his sons, and the firm is now “Thomas Till & Sons.” The wares usually produced have been good middle-class earthenware; but the present proprietors have greatly improved the ware, and added other branches to their manufacture. Besides earthenware of the usual[282] average quality—in which services and innumerable useful articles are made by them—Messrs. Till produce coloured bodies of various kinds (cane, sage, drab, and lilac); stoneware of a hard and durable kind for jugs, &c.; jet glazed ware; terra cotta; enamelled ware; and various coloured lustres. These are principally intended for the home trade. At the Paris Exhibition of 1855 the firm received a certificate of merit. The mark used is the name of the firm.
Kiln Croft Works.—These works are of old establishment. In or about 1800 they were carried on by a Mr. Handley, and in 1825, by Messrs. James and Thomas Edwards, who were succeeded by Messrs. Willett & Marsh. They were then continued by Mr. Marsh alone, and next by Messrs. T. & R. Boote, who were succeeded by the present owner, Mr. Henry Burgess. The goods produced are the usual quality of white graniteware, in services and various articles, for the United States and Canadian markets. The mark is the Royal Arms, with the name or initials of the firm.
The Albert Pottery was built in 1860, by Mr. William Smith, of Tunstall; on whose failure in 1862 it was taken by Messrs. Dix & Tundley, of Silverdale, for the production of foreign-trade goods. In 1864 the works were purchased by the late Mr. Charles Hobson (who had originally been apprenticed to Mr. Williamson, the predecessor of the Davenports, at Longport), and successfully carried on by him until his death, in 1875. Mr. Hobson was then succeeded by his two sons, George and John Hobson, by whom they are continued. By Mr. Hobson the works were considerably enlarged. New biscuit ovens were added, and flint and colour mills, steam slip-house, pug mills, and sagger makers’ mill, built. The productions of the firm are now confined to the home trade, and consist of the usual services and other articles, in ordinary earthenware, both white, printed, lined, enamelled, and gilt.
Waterloo Works.—These works were established about 1846 by Mr. James Vernon; then continued under the style of James Vernon & Son; and are now carried on by the son, Mr. James Vernon, jun., for the manufacture of ordinary earthenware for the South American and Italian markets. On this same site a manufactory was at one time carried on by Mr. Jonathan Leak, a clever potter, who after some strange vicissitudes went to Sydney, where, after a time,[283] discovering a valuable bed of clay, he established the first pottery in Australia. He married a niece of Enoch Wood.
Central Pottery.—These old-established works, the property of Mr. Alcock, of Bradwell Lodge, and carried on by his son, Mr. Richard Alcock, were formerly worked by Messrs. Hopkin & Vernon, next by Messrs. Hulme & Booth, next by Thomas Hulme, and then by Messrs. Burgess & Leigh, who were succeeded by Mr. Richard Alcock, by whom they have been considerably enlarged, rebuilt, and remodelled. Earthenware for the home markets was formerly made, but the operations are now confined to white graniteware for the United States.
Other manufacturers in Burslem have been, Joseph Machin & Co.; Thomas Heath (probably of the same family as the Heaths formerly of the Cock-pit Hill Pottery, Derby); John Hall & Sons; J. R. Marsh; T. & B. Godwin; J. Cormie; Messrs. Phillips, Dale Hall.
Longport.—(Davenport & Co.) The famous works of Messrs. Davenport & Son date back more than a hundred years, the centenary of their establishment having taken place in 1873. In 1773 a manufactory was erected at Longport by John Brindley (brother of the celebrated James Brindley, the engineer, both of whom were natives of Tunstead, in Derbyshire), who also built for himself a handsome residence near at hand. This house was purchased in 1843 for a parsonage for St. Paul’s, Burslem, and was again, in 1858, sold to Mr. W. Davenport. Shortly after 1773 Mr. Edward Bourne built another manufactory, and this was followed by a third, erected by Mr. Robert Williamson, who in 1775 married Anne (née Henshall), widow of James Brindley, the engineer.
In 1793 the first-named manufactories passed into the hands of Mr. John Davenport, who greatly extended their operations. In 1797 Mr. John Davenport added to his other operations “the chemical preparation of litharge and white lead for the use of potters,” which, however, was afterwards discontinued. In 1801 the business of glass-making was added and is still carried on. In 1803 Mr. Davenport, supported by his neighbours at Longport, offered to raise, clothe, and equip, free of expense to Government, except arms, a volunteer corps of 500 men, and his offer was accepted, the number being limited by Government to four companies of 80 rank and file each. Mr. Davenport became Major of this force, and raised it to a high state of discipline. In connection[284] with this it may be well to note that one of Mr. Davenport’s workmen at that time, and a member of his volunteer corps, was William Clowes, a nephew of Aaron Wedgwood, to whom he had been apprenticed. This William Clowes was a co-founder with Hugh Bourne of the now wide-spread sect of Primitive Methodists. About 1830 Mr. Davenport retired from active business, and chiefly resided at Westwood Hall, near Leek, where he died in 1848. The business was then carried on by the second son, Mr. Henry Davenport (who died in 1835), and the youngest son, Mr. William Davenport. Mr. Henry Davenport purchased the manufactory of Mr. Robert Williamson, and also his residence; these he enlarged and improved and added to his other works. In 1832 Mr. John Davenport was elected M.P. for the borough of Stoke-upon-Trent, being one of the first two members for that newly enfranchised borough. After the death of Mr. Henry Davenport the manufactories were carried on by his youngest brother, Mr. William Davenport, under the style of “W. Davenport & Co.” This gentleman died in 1869, and the entire business is now carried on by his only son, Mr. Henry Davenport, who fully sustains the high character of the works and of their varied productions.
King George IV., while Prince of Wales, in 1806 visited Messrs. Davenport’s works in company with his brother, King William IV., at that time Duke of Clarence. On the accession of William IV. to the throne his Majesty gave the order to this firm to manufacture for him a superb service, to be used at his coronation banquet. This Royal Service was completed in a very satisfactory manner, and was the subject of high commendation from the king and his noble guests on that occasion. On this service the crown was first used by the firm.
In the earlier years of the Longport manufactory, earthenware alone was produced, but no pieces of Brindley’s make are known. Mr. Davenport at first confined his operations to the manufacture of white, cream-coloured, and blue-printed wares, and these were of good substantial quality; his blue-printed plates with open-work rim of the same general character as those of the Herculaneum Works at Liverpool, are to be seen in most collections. Later on china was commenced, and at the present time this forms an equally extensive branch of the business with the earthenware. In both these, all the usual services and miscellaneous articles are produced, from the plain to the most elaborately decorated, both for the home, the[285] continental, and the Brazilian markets; warehouses having been many years ago established by Mr. Davenport, M.P., at Hamburg and at Lubeck.
The china produced by Messrs. Davenport at the present time is of remarkably fine and good quality, both in body, in glaze, and in make, and in all these particulars ranks among the best produced in the district. Their tea and dessert ware is of extreme excellence, and many of the patterns are unsurpassed for richness of colouring and gilding by any other house. Among these specialities, their adaptations of the fine old Indian patterns, and such designs as gave so important a character to the productions of the old Derby works in their palmiest days, are especially good. The deep blues, the rich gradations of red, and the other colours employed, are in some of the patterns laid on with a lavish richness, and being combined with the most elaborate and delicate as well as massive gilding, produce intricate patterns of great beauty and of sumptuous appearance when “set out.” Some of the cups (notably those with sunk panels, and others which are bowl-shaped and supported upon gilt feet) are of elegant form, and are as faultless in manipulation as they are in decoration. In blue and white, whether in pencilled, ordinary transfer printing, or “flown” patterns, Messrs. Davenport are highly successful; and the blues they introduce have all the delicacy and purity of the best Oriental. The same remark as to purity and cleanness of tone will apply to their ground colours—the celadon and the rose du Barry—in both of which they produce charming but simple services, as they do also in white; in the latter the “potting” of some—approaching closely to egg-shell—is remarkably delicate and clever.
Another striking speciality of design in Messrs. Davenport’s china is the clever and artistic way in which they have adapted the old Willow pattern to the modern requirements of déjeuner services and menu holders. The forms of the various pieces composing the service are of quaint and striking elegance, and, being heightened by massively gilt handles, and by strictly appropriate gilding of borders, rims, feet and raised ornaments, an effect is produced which is surpassingly “taking.” The déjeuner of which I have thus briefly spoken is one of the most successful adaptations of the Willow pattern yet achieved.
In “stone china,” Messrs. Davenport’s dinner and dessert services, as well as jugs and other articles, are of faultless quality,[286] and the styles of decoration, especially those which are adaptations—not servile imitations—of old Indian patterns, are remarkably good and effective. In some of these the spirit of the foreign artist has been so thoroughly caught, that, to the casual observer, they might well pass for genuine foreign pieces. The services in ordinary earthenware are extremely varied in pattern, in amount of decoration, and in variety of shapes; they are of good quality.

Figs. 429 to 431.
The marks used by Messrs. Davenport have been various, but almost in every instance the anchor has been the distinguishing characteristic; it is the trade mark of the firm. The crown was first used by them, on the Royal Service for William IV., and is now generally used on porcelain services. Figs. 429 to 436 are impressed marks.

Figs. 432 to 436.
The printed marks are, a circular garter, bearing the words DAVENPORT LONGPORT STAFFORDSHIRE, surrounding an anchor and the words “Stone China” in script. Another is a shield, with the words 30 CANNING PLACE LIVERPOOL 82 FLEET STREET LONDON encircled by a garter bearing the words DAVENPORT LONGPORT STAFFORDRE and surmounted by the crest, an anchor on an heraldic wreath. Another has a circular garter, bearing the words DAVENPORTS & CO. surrounding the address, 82, FLEET STREET LONDON.
Longport Terra Cotta.—At the 1851 Exhibition Mr. W. Marsh, (modeller at Davenports’) of Longport, exhibited a very successful example of terra cotta produced by him. It was a wine-cooler of bold and good design. It is engraved on Fig. 414. In the early[287] part of this century Messrs. Samuel Marsh & Co. were manufacturers at Brownhills.
Fig. 437.
Brownhills.—About 1782 Mr. John Wood (son of Ralph Wood, of Brownhills, and Mary Wedgwood) built a manufactory, with house adjoining, on property originally belonging to the Burslem and Wedgwood families, which he had purchased of Thomas Lovatt. Here he carried on the potting business until his death in 1797, when he was succeeded by his son, Mr. John Wood, who continued it until 1830, when he took down the manufactory, enlarged the house, and extended the grounds.
Littler.—William Littler, of Brownhills, whose father had carried on a business as potter there, was the first man in Staffordshire who attempted the making of china ware. “He commenced business about 1745 when he attained his majority, and a few years afterwards removed the seat of his manufacture to Longton Hall, where he prosecuted his experiments with very good success, as regarded the beauty and delicacy of his china, but with disastrous results to himself, for he soon sacrificed his patrimony in the speculation, and[288] was obliged to abandon it. The specimens we have seen of Mr. Littler’s china exhibit great lightness and beauty, and would certainly have won their way in after times. Mr. Littler had the merit of first making use of the fluid glaze which Mr. Enoch Booth afterwards improved upon.”—(Ward.) Littler’s pot-works have long disappeared. Some specimens of Littler’s porcelain are preserved in private collections, and one or two are in the Hanley Museum; to one of these is attached the following note in Enoch Wood’s handwriting: “This was given to Enoch Wood by William Fletcher, in January, 1809.”
Marsh and Haywood.—This firm formerly carried on business here as manufacturers of general earthenware, as did also Mr. John Wood, at Highgate.
Brownhills Works.—These works (formerly Marsh and Haywoods) were for many years carried on by Mr. George F. Bowers, who attained a fair reputation for china goods, and gained a medal at the Exhibition of 1851. Subsequently he commenced the manufacture of earthenware, which he continued until his death, when he was succeeded by his son, Mr. Frederick F. Bowers. On his failure in 1871 the manufactory was purchased by Mr. James Eardley, of Alsager, and it is now carried on by his son and sons-in-law, Messrs. Alfred J. Eardley, Edwin Meir, William H. Bratt, Robert H. Parker, and George Hammersley, under the style of “The Brownhills Pottery Co.;” considerable alterations and extensions have been made in the buildings. The goods produced by the Company are of the usual useful classes of table, tea, toilet, and other requisites, in fine earthenware, stoneware, buff, turquoise, and cream-coloured ware; and in decorations of the fine earthenware services improvements have been effected by which the printing of enamel upon the glaze, and lining on the bisque, are effected. The last is produced at considerable less cost than enamel lines, and while making a tolerably near approach in point of colour, is more durable, because protected by the glaze. The body and glaze are of good quality, and the decorations, whether printed or painted, are of good average character. In dinner services some of their more recent patterns, are the “Premier,” “Pagoda,” and “Dragon,” which are produced both printed and enamelled; their most successful shapes are the “Bulrush,” “Laurel,”[289] and “Boston.” In toilet ware their “Greek” shape, is remarkably good, and is made in various degrees of decoration. In stone ware, some excellent designs in tea-pots, jugs, &c., are produced, as are also jugs and other useful articles in cream ware; the adaptations of Japanese ornamentation in the former are highly successful. In jet ware, which is of good quality, tea-pots, jugs, and other articles are made, and some of those are highly decorated in enamel and gold; the firm also have a process of printing in yellow upon the glaze of their jet goods, which produces a cheap and somewhat effective class of decoration. Another speciality is a rich full deep-red terra cotta, highly glazed, and elaborately decorated in a variety of effective patterns in enamel and gold; in this, toilet services of good design and novel appearance are largely made. In ornamental goods the Company produce vases of various forms (notably among which are the “Hindoo,” “Milan,” “Pekin,” and other designs); scent jars, flower tubes, and stands, and other articles. The productions are of a good useful quality, decorated in a more than ordinarily artistic style; many of the designs (notably the “Briony” pattern toilet services, “Lorne” tea-pots, &c.) are good, and the colours faultless. The marks used, besides the name of the pattern, “Minerva,” “Link,” “Laurel,” &c., bear the initials B. P. Co., with ribbon, &c., printed on the ware.
New Bridge Works, Longport.—This manufactory, spoken of on page 283 as one of those carried on by Messrs. W. Davenport and Son, in 1877 passed into the hands of Mr. Edward Clarke, formerly of the Church Yard Works at Burslem, and of the Phœnix Works at Tunstall (both of which see), who removed thither from the last-named place. In that year Mr. Clarke took into partnership Mr. F. J. Emery, the inventor of the process of crayon drawing and painting on the bisque surface, referred to on page 295. Mr. Clarke, whose productions both at Burslem and at Tunstall are spoken of in other parts of this volume, produces the finest, hardest, and most durable earthenware in “white granite” for the American markets, where it takes and maintains the highest rank. He also produces all the usual services in various styles of decoration, for the home trade. The mark used by the new firm is the name “EDWARD CLARKE & CO.”
Waterloo Road Works, established in 1820 (on the site of a very old[290] pottery “on Bournes Bank,” afterwards worked by William Harrison) by Mr. Thomas Hughes (grandfather, of the present owner), and carried on by him and his successors, Stephen Hughes & Co., till about 1856, since which time they have been continued solely by the present Mr. Thomas Hughes, by whom the whole place has been enlarged, improved, and modernised. The manufactory is now considered to be one of the best arranged in the town. The goods produced are all the usual articles in the hard durable “granite” or so-called “ironstone china” for the American markets; they are of good quality, and are produced both light and heavy to meet various requirements. Goods are also, to some extent, produced for the home trade. The mark, stamped on the ware, is
THOMAS HUGHES
IRONSTONE CHINA
Cobridge Works.—The manufactory of Messrs. W. Brownfield & Son was erected in 1808, and from that time for a few years was worked by Messrs. Bucknall & Stevenson, and afterwards by Mr. A. Stevenson alone. In 1819 the works were closed, and afterwards passed into the hands of Mr. James Clews, who continued them until 1829, when they were again closed. His mark was a crown and his name, thus—

CLEWS
Warranted Staffordshire
Fig. 438.
Fig. 439.
In 1836 the premises were opened by Messrs. Robinson, Wood, & Brownfield, and after Mr. Robinson’s death, in the same year, were continued by Wood & Brownfield. In 1850 Mr. Wood retired, and the business was continued solely by Mr. Brownfield (who died in 1873) until 1871, when he was joined in partnership by his eldest son, Mr. William Etches Brownfield, and from that time to the present the firm has been carried on under the style of “W. Brownfield & Son.” The goods produced during the earlier period of the works were the ordinary white, blue printed, and sponged varieties of earthenware. From 1850, when the works became the sole property of Mr. Brownfield, rapid strides were made in the improvement of the wares, and under the present[291] firm they have become equal to any others produced. In earthenware, which, both in body and glaze, is of more than average quality, Messrs. Brownfield & Son produce white, printed, enamelled, and gilt wares, from the simplest to the more elaborate and costly patterns, in table, toilet, and dessert services, and all the usual articles for household use. Many of the printed patterns are well designed, and in the better classes of goods the enamelling and gilding are very effective. Some of the most successful are imitations of the grand old patterns adopted by Mason on his ironstone china. The stoneware jugs produced are a speciality of this firm, and take a foremost rank; in quality of body they are remarkably good; while in form, in modelling, and in decoration they are of equal excellence. The group Fig. 439 represents some examples from the Exhibition of 1862, where the firm, as well as at Paris in 1867, received a medal. Tea services, tea-kettles, tea-pots, flower-pots, vases, jardinière, trinket services, and other goods, are also produced in earthenware in every style of decoration. Notably among these is a remarkably well-designed and elegant strawberry tray, formed of shells and strawberry leaves, with a seated Cupid in[292] the centre at the back; it is particularly artistic, both in composition, in execution, and in colouring.
In 1871 the manufacture of china was added to that of earthenware (new buildings being specially erected for the purpose), and the productions in this department have made rapid strides towards perfection. In china, dinner, tea, breakfast, dessert, and other services, jugs, and a variety of useful articles, as well as vases and other fancy goods, are produced. Messrs. B. & S. have, in this branch, produced some novel and very effective designs in dessert services, centre-pieces, fern and flower-stands, &c., and some of their vases are of the highest style of excellence. Notably among these is a pair of magnificent vases, exquisitely painted, with Etty-like subjects of “Morning and Mid-day.” These are among the highest achievements of modern Art. Among the minor pieces is an oviform vase representing the hatching of the egg. The body of the vase is true to nature in colour—that of a sea-bird’s egg; the handles are formed of the heads, and the bird’s legs and feet form the stand.

Fig. 440.
The mark of the firm upon the printed goods was formerly W & B, W B, or W B & S, in addition to the name of the pattern. The present mark on both earthenware and porcelain is—

Fig. 442.

Fig. 441.
The impressed marks are the Staffordshire knot (Fig. 442), enclosing the initials W B; and the name BROWNFIELD.
The firm does a large home trade, as well as an export one to[293] Denmark, France, Germany, Holland, Russia, Italy, Spain, Portugal, United States and other parts of America, Canada, Australia, New Zealand, India, and other countries. The manufactory is very extensive; upwards of five hundred persons being employed.

Figs. 443 to 446.

Figs. 447 to 453.
T. Furnival & Sons.—This firm (who occupy two old manufactories, viz., those formerly belonging to Adams and to Blackwell) has been established about thirty years, and ranks high as manufacturers of white granite and vitrified ironstone, and decorated toilet wares, for the United States and Canadian markets, to which they ship large quantities of goods, as they do also printed goods to the continental markets. For the home trade Messrs. Furnival & Sons produce, in their beautiful “patent ironstone,” dinner and other services of various qualities in point of decoration. Among their more recent “specialities” are dinner services, &c, of rich Italian design (made for Pellatt & Wood), plain white, with a china-like surface and glaze; the ornamentation, which is indented, is[294] produced from an embossed mould, the lines being as fine and delicate as if cut in by the graver, so as to have the appearance of chasing; and the lines being filled with glaze the surface is still even. Other noted patterns are the “Dresden Flute” and “Lemon Knob” services. In crested services for the home markets a large and satisfactory trade is done. Another noticeable feature is the happy combination in services of transfer printing, hand painting, enamelling and gilding; some of the services, those decorated with grasses and insects especially, are of high artistic order, and show how advantageously the two processes can be combined. Our engraving shows a group of articles produced at that manufactory, which are remarkable for their elegant forms and for the simple beauty of their decorations. Another engraving exhibits a remarkably elegant flower-pot and stand, with relief figures and other decorations. But these are not a tithe of the beautiful articles produced by Messrs. Furnival. Among the more successful of their productions are the “Swan” and “Nautilus” toilet services, which are of great beauty. The body of the former ewer is oviform, with bulrush decorations in relief; the neck, mouth, and handle make a well-formed swan. These are produced in white, heightened with gold, and enamelled in colours. The “Nautilus” pattern has the mouth of the ewer formed of a nautilus shell and the handle of[295] coral, while the decorations are sea-weeds, true to nature, both in modelling and in colour. The mark of the firm is simply FURNIVAL impressed in the ware.
In connection with these works Mr. F. J. Emery, the then cashier to the firm, introduced, a few years ago, a method of crayon drawing and painting on the bisqué surface of earthenware and china. This beautiful process, which is especially applicable to tiles for fire-places, &c., but is also admirably adapted for the decoration of ordinary articles, has become much in repute, and exquisite drawings have been made in it by some of the first artists of the time, as well as by lady and other amateurs. The bisqué articles, and prepared crayons and colours, were supplied by Mr. Emery, who afterwards became a partner with Mr. E. Clarke at Longport.

Fig. 454.
Bates & Bennet (formerly John & Robert Godwin), are manufacturers of general earthenware of ordinary quality, the principal productions being what is called “Imperial measure ware” for the home markets.
Abbey Pottery.—(H. Meakin, late Edward Pearson.)—These works were, it is said, established in 1703. White granite ware, for the American markets only, has of late years been produced.
Villa Pottery.—This manufactory for general earthenware was carried on at the beginning of the present century, by Mr. Warburton. From about 1835 it was carried on by Messrs. Jones & Walley till 1850, from which time, until 1865, Mr. Edward Walley continued it. In the latter year it passed into the hands of Messrs. Wood, Son, & Co., its present proprietors, who confine themselves to the production of plain white granite ware for the American and other foreign markets. The mark is the Royal Arms and name of the firm.
[296]
Cobridge Works.—Established in 1836 by Messrs. Wingfield Harding & Charles Cockson, under the firm of Harding & Cockson, who produced ordinary china goods. In 1856, on the death of Mr. Harding, the business was continued, until 1861, by his sons, W. M. and J. B. Harding, in partnership with Mr. Cockson; and from 1862 to 1865 by Mr. Charles Cockson alone, during the whole of which time china was produced. In 1866 Elijah and David Chetwynd became partners, the firm being then Cockson & Chetwynd. In 1873 Mr. Cockson died, and the business was continued by his widow under the same style till 1876, when the former retired, and it again changed to Cockson & Seddon. In 1866 the making of china was discontinued and the manufacture of white granite ware, for the American trade, substituted. The mark is the Royal Arms and the name “Imperial Ironstone China, Cockson & Chetwynd,” or “Cockson & Seddon.”
Cobridge Works.—Messrs. Henry Alcock & Co., at these extensive works, which were formerly carried on by John Alcock, manufacture white granite ware exclusively for the American markets.
Elder Road Works.—This pottery has been worked by Messrs. Meakin & Co. since 1865, and is capable of turning out about 2,500 crates of ware annually. The productions are entirely confined to the white granite ware for the United States.
Warburton.—Pot works were established here by John Warburton very early in the last century; after his death they were continued by his widow, Ann Warburton. They are stated to have made white stoneware for Holland and the Continent, and to have ultimately brought over some workmen from Delft. Jacob Warburton, the son, succeeded to the business, and died in 1826, at the ripe age of eighty-four. His son, Peter Warburton, was one of the partners of the New Hall China Works (which see); to him is said by Shaw to belong the credit of printing in gold, and to his mother that of first using soda. In 1810, Peter Warburton took out a patent for “a new method of decorating china, porcelain, earthenware, and glass, with native, pure or adulterated, gold, silver, platina, or other metals, fluxed or lowered with lead or any other substance, which invention or new method leaves the metals after being burned in their metallic state.”
[297]
Daniel.—Ralph Daniel, a potter at Cobridge, employed in the early part of last century some workmen from Delft, and, to keep their process secret, started works at Bagnall for them. About 1743 he introduced the use of plaster of Paris moulds, such as he found were being used in France.
The potters at Cobridge in 1843 were Wood and Brownfield, John and George Alcock, Francis Dillon, Elijah Jones, Stephen Hughes and Co., Benjamin Endon Godwin, John Mayer Godwin and James Godwin, John and Robert Godwin, George and Ralph Leigh, and Coxon, Harding, and Co. Potteries also, early in last century, existed at Holden Lane, at Milton, and at Sneyd Green.
Other potters at one time or other at Cobridge are N. Dillon, R. Stevenson, Mansfield & Hackney, and Rathbone, Hill & Co.
Other manufacturers are W. E. Cartledge, Bournes Bank; W. Holdcroft; Hope and Carter; Thos. Hughes; Maddock & Co., formerly Maddock and Gater; C. Meakin; Oulsnam and Son; Pope and Co.; and Wade and Colclough.
In 1770 (Feb. 4th), the following Staffordshire potters signed an agreement as to prices:—John Platt, John Lowe, John Taylor, John Cobb, Robt. Bucknall, John Daniel, Thos. Daniel, junr., Richd. Adams, (Dr.) Saml. Chatterley, Thos. Lowe, John Allen, Wm. Parrott, Jacob Warburton, Warburton and Stone, Jos. Smith, Joshua Heath, John Bourn, Jos. Stephens, Wm. Smith, Jos. Simpson, John Weatherby, J. and Rd. Mare, Nicholas Poole, John Yates, Chas. Hassells, Ann Warburton and Son (T. Warburton), Wm. Meir. Other potters were Chas. and Ephraim Chatterley, W. Mellor, and Whithead.
[298]
Hanley and Shelton—Miles—Phillips—Astbury—Baddeley—Edwards—Voyez—Palmer—Neale—Wilson—New Hall Works—Hollins—Keeling—Turner—Warburton—Clowes—Bagnall—New Hall Company—Richard Champion—Glass—Twyford—Mare—Twemlow—Old Hall Works—Meigh—Broad Street Works—Mason—Ashworth—Cauldon Place—Ridgways—Browne-Westhead & Co.—Trent Pottery—Keeling—Booth & Co.—Stafford Street Works—Church Works—Waterloo Works—Kensington Works—Burton Place Works—Clarence Street Works—Nelson Place—Phœnix and Bell Works——Bedford Works—Mayer Street—Cannon Street Works—Brewery Street—Percy Street Works—Taylor, Tunnicliffe & Co.—Biller & Co.—Albion Works—Eastwood Vale—Eastwood Works—Dental Manufacturing Company—Trent Pottery—James Dudson—Victoria Works—Charles Street Works—High Street—Eagle Works—Brook Street Works—Cannon Street—William Stubbs—Norfolk Street Works—Broad Street—Albert Works—Ranelagh Works—Swan Works—Mayer Street Works—Brook Street Works—Dresden Works—Bath Street Works—Waterloo Works—New Street Pottery—Castle Field Pottery—Henry Venables.
Miles.—In 1685 Thomas Miles, of Shelton, was a maker of white stoneware, of much the same kind as that imported from Germany and Holland. He is stated to have used the Shelton clay, such as had been used by pipe-makers, worked with other clays from Baddeley Edge.
Phillips.—Occasionally pieces are met with bearing the name of this potter, who was of Shelton.
Astbury.—Having already, in the first volume, spoken of the manner in which one of the family of Astbury discovered the use of calcined flint, and how the secret of the brothers Elers was surreptitiously obtained, it is not necessary to recapitulate it here. The Astburys were a very old and important family, as connected with the potteries, and one of them, Samuel Astbury, was uncle to Josiah Wedgwood (having married his father’s sister, Elizabeth Wedgwood), and in 1744 was one of the witnesses to the deed of his apprenticeship. The discoverer of the use of flint, it appears more than probable, was John Astbury, whose gravestone is in Stoke churchyard.[299] The inscription on the stone is, “Here lieth the body of John Astbury, the Elder, of Shelton, Potter, who departed this life March 3rd, 1743, aged 55 years.” The use of flint was discovered about 1720, when he was about thirty-two years old, and the brothers Elers had previously left the district, about 1710. John Astbury had a son Joshua, of the Foley, who died 1780, as recorded on the same stone. Other sons were Thomas and Samuel. “John Astbury, the elder,” as recorded on his tombstone, lost a daughter Margaret, aged six, in 1728, and he had afterwards a second daughter of the same name, who married Robert Garner, potter, and was the mother of Robert Garner (father of Robert Garner, Esq., of Stoke), an eminent potter of Lane End (which see). Twyford, who shares the credit of having wormed out the secrets of the Elers, was a fellow workman, and afterwards a partner of Astbury, and was, either himself or by his descendants, connected with the family.
Baddeley.—Another of the old potteries of this place was carried on in 1750 by R. & J. Baddeley, who, at a somewhat later date, were famous for their blue ware. An interesting reference to these works will be found at page 137, vol. i., in connection with a workman named Doe. In 1794 Ralph Baddeley was in business in Shelton, and in 1796 the firm was “John & Edward Baddeley, Shelton,” as appears by their billheads of that date. The premises were afterwards used by Hicks, Meigh, & Co. (see Broad Street Works). Of another potter of this name, William Baddeley, a notice will be found on a later page.
Edwards.—Warner Edwards had, last century, works in Albion Street, where he not only manufactured various kinds of ware, but made enamel colours for other houses. He died in 1753, and the premises were afterwards occupied by Messrs. J. & W. Ridgway. Mr. Thomas Daniel, an eminent potter, was his apprentice. During his last illness Warner Edwards handed his book of recipes to this Thomas Daniel, who was father of Spode’s clever enameller, Henry Daniel, who afterwards, in conjunction with his son Richard, was a successful manufacturer at Stoke and Hanley. It is worthy of remark that Edwards was a maker of enamel colours full twenty years before Wedgwood took out his patent for them in 1769.
Voyez.—This clever workman, a modeller, was employed by[300] Wedgwood about 1768, and “off and on” afterwards, but was a dishonourable and erratic character. He produced many clever imitations of Wedgwood and Bentley’s wares, and is said to have even stamped them with their name, which he forged, and sold the goods as their work. Occasionally his name, J. VOYEZ, is found impressed in the body of the ware.
Palmer.—John Palmer, of Bagnall, about 1680, was a salt-glaze potter, and was the one to whom the discovery of the use of salt was first told (see vol. i., page 94). His son or grandson, Henry Palmer, was also a potter at Hanley (at the Church Works, in High Street, which he probably built), and was a successful imitator of Wedgwood’s productions. His Egyptian black, or basalt ware, and his jasper ware, are of great excellence and beauty and very closely resemble those of Wedgwood. He was noted for his piracy of these goods, and surreptitiously obtained Wedgwood’s new designs as they came out. His piracy was, however, after a time, carried too far, and an injunction was served upon him to restrain his making Etruscan painted vases in contravention of Wedgwood’s patent. This ended in a compromise: Palmer purchasing a share in the patent right. Intaglios and seals were also, about 1772–3, closely copied by Palmer, much to the annoyance and loss of Wedgwood and Bentley. In 1778 Mr. Palmer failed. Neale, who is said to have been a partner with Palmer so far as his London business was concerned, having arranged matters, the business at Hanley was carried on under the style of “Neale & Palmer” and “Neale & Co.” The mark of Mr. Palmer was in the same style as that of Wedgwood and Bentley—a circle with the name in raised letters (Fig. 455). Some examples bear the name, stamped, “H. Palmer, Hanley, Staffordshire.” Palmer and Neale are said to have married two sisters, the daughters of Thomas Heath, of Lane Delph; and Mr. Pratt, of Fenton, a third daughter.

Fig. 455.
Neale.—Neale, the successor of Palmer, continued the business at Hanley, and produced many remarkably good and artistic articles in basalt, in jasper, and in other wares, and became, if possible, even a more close and clever imitator of Wedgwood’s wares than his[301] predecessor had been. In 1780 he appears to have had two partners, and to have carried on the business under the style of “Neale, Maidment, and Bailey,” and, later, as “Neale & Bailey” and “Neale and Wilson.” Usually, however, the firm was simply “Neale & Co.” Neale’s productions are much esteemed for the excellence of the body, the cleverness of design, and the sharpness of their execution. His cream-coloured earthenware, too, is of very good and fine quality. He was succeeded, I believe, by his partner Wilson. The marks used by Neale, so far as I have met with them, are “Neale & Co.,” sometimes in large and at others in small sized letters, impressed in the ware; NEALE & CO. in italic capital letters, also impressed; NEALE & CO. in Roman capital letters, also impressed; and “Neale & Wilson.” Another mark was, like Palmer’s, adopted, in form, from Wedgwood & Bentley. It is a circle, bearing the name in raised letters.

Fig. 456.

Fig. 457.
Wilson.—Robert Wilson, the successor to the firm of Neale & Wilson, continued the manufactory, but devoted himself mainly to cream-coloured earthenware, more or less decorated. His name is occasionally met with simply as WILSON impressed in the body of the ware, and occasionally in connection with a crown and the distinctive mark C (Fig. 457). Robert Wilson was for a long time sole manager to Neales; and he, and the still more celebrated potter, Elijah Mayer, whose works and residence were just opposite the Church Works, married two sisters of the name of Mayer, but of different families. After the retirement or death of Wilson his brother David carried on the works (1802). It was afterwards D. Wilson & Sons; then Assignees of Wilson; then Phillips & Bagster. The Phillips of this firm was Jacob, brother to Jonathan Phillips, of Oxford Street, London, and uncle to the present Messrs. Phillips of Oxford Street. The firm was then Bagster alone for a while, after which the manufactory and house adjoining, where Bagster had resided, came into the market and were purchased by Joseph Mayer, son and successor of Elijah Mayer, whose works and residence, as I said before, were immediately opposite the road. The Church Works were then (1831) rented by William Ridgway & Co., Mr. Ridgway being Joseph Mayer’s cousin; and I should here mention that Job Ridgway, the[302] father of William and John Ridgway, had married the sister of Elijah Mayer, Joseph’s father. Joseph Mayer had in his employ a clever modeller named Leonard James Abington, who was also a fair chemist, and so much in favour with his employer that the latter placed him in partnership with William Ridgway, and he was the ‘Co.’ It was shortly after this (about 1833) that Joseph Mayer ceased potting, and let his works to William Ridgway & Co. in addition to the Church Works. He, however, retained some warehouses and stabling offices adjoining his residence, and had these crammed with some of the best of his stock, Egyptian black, cane, chocolate, brown, and Queen’s ware, some of the latter elaborately perforated and painted—an indescribable jumble of most beautiful pottery,—and there it remained locked up until his death in 1860. To return to the Church Works: the next addition to the firm, as soon as he was old enough to enter it, was William Ridgway’s son, Edward John, the title of the firm being changed to William Ridgway, Son & Co. In course of time William Ridgway retiring, the two manufactories were carried on by his son, Edward John Ridgway, and L. J. Abington, and it was styled Ridgway & Abington. It was ultimately Edward John Ridgway alone, and is now Powell & Bishop, Mr. E. J. Ridgway having built large works in Bedford Road called the Bedford Works.
The New Hall Works are historically interesting as being the first in which porcelain was successfully made in Staffordshire, and to them, therefore, must be ascribed the introduction of that art into “the Potteries,” since become so famous and so extensive. In my account of the Bristol china works[51] I have shown how Richard Champion’s patent (who had purchased the patent right of William Cookworthy, of Plymouth,) was sold to a company of Staffordshire potters. This transfer of rights took place in or about the year 1777. The company consisted of six persons, viz., Samuel Hollins, of Shelton, Anthony Keeling, of Tunstall, John Turner, of Lane End, Jacob Warburton, of Hot Lane, William Clowes, of Port Hill, and Charles Bagnall, of Shelton. Of these six persons the following are brief notices:—
Samuel Hollins, a maker of the fine red-ware tea-pots, &c., from the clay at Bradwell, previously worked by the brothers Elers, was[303] of Shelton, and was the son of Mr. Hollins, of the Upper Green, Hanley. He was an excellent practical potter, and made many improvements in his art. He was afterwards one of the partners of the New Hall China Works, and his successors in the manufactory were his sons, Messrs. T. & J. Hollins.
Anthony Keeling, of Tunstall, was son-in-law of the celebrated potter, Enoch Booth, having married his daughter Ann. Keeling succeeded Enoch Booth in his business, which he carried on successfully for many years. He erected a large house near the works, but in 1810, retired on a small independence to Liverpool, where he died a few years afterwards. He was the principal support of a small sect calling themselves “Sandemanians,” who had their place of worship in his works.
John Turner, first of Stoke, and then of Lane End, father of Messrs. John and William Turner, was one of the most clever and successful potters Staffordshire ever produced, but one about whom little has been written. Many of his productions in black and in jasper, &c., are quite equal to those of Wedgwood, and, indeed, are often mistaken for the work of that great man. Mr. Turner’s cream ware, too, as well as his stone ware, of which his jugs are best known to collectors, rank high in excellence both of design and manipulation. In 1762 Mr. Turner commenced manufacturing at Lane End, and made many improvements in the art, and by the discovery of a vein of fine clay at Green Dock was enabled successfully to compete not only with other potters, but with Wedgwood himself. Mr. Turner is stated to have been deputed, with Wedgwood, by the Staffordshire potters, to oppose the extension of the patent to Champion.
Jacob Warburton, of Hot, or Holt Lane, a man highly respected by every class, and who lived until the year 1826, was born in 1740, and passed his long and useful life as a potter, in which art he rose to considerable eminence in his early years in connection with his father and brothers, and later on his own account, and, in partnership with others, in the New Hall Works. He was the “last member of the old school of potters, the early friend and contemporary of the ‘father of the Potteries,’ Josiah Wedgwood, with whom he was for many years in the habit of confidential intercourse[304] and friendship. Numerous are the benefits which the public derived from the united exertions of the talents and abilities of these two venerated characters, on every point connected with the local interest and prosperity of the Staffordshire Potteries.” Besides being one of the most clever and energetic potters, “he was a good scholar, and a man of pure taste; he had read extensively, and his memory was tenacious in a very extraordinary degree. He was equally distinguished for his moral and convivial habits of mind, for the soundness of his intellect and the goodness of his heart. He spoke fluently the French, Dutch, and German languages, and was learning the Italian up to the very period of his death.” He retained his activity of body and mind to the last, and, though eighty-six years of age, set out the day preceding his death to walk to Cobridge. He died while a friend was reading to him. Mr. Warburton, who was a Roman Catholic, was twice married. For some years before his decease he had retired from business, and died at his residence, Ford Green, in the parish of Norton.
William Clowes, of Port Hill, was, it is said, only a sleeping partner in the concern.
Charles Bagnall, of Shelton, who had previously been with Joshua Heath, was a potter of considerable experience, in the middle of last century. He was probably a son of the potter of the same name, who was a maker of butter-pots in Burslem in 1710–15. He became one of the partners in the New Hall Works a century ago. The family has been connected with Staffordshire for many generations.
The company, being thus formed, purchased the patent right from Richard Champion, who removed into Staffordshire to superintend the establishing of the new works in that county. The first operations of the company were conducted at the works of one of the partners, Anthony Keeling, at Tunstall, the pottery formerly belonging, as just stated, to his father-in-law, Enoch Booth. Tunstall at this period was a mere small street, or rather roadway, with only a few houses—probably not more than a score—scattered about it and the lanes leading to Chatterley and Red Street. To this spot, the forerunner of the present large and important town, Cookworthy’s patent was brought, and here, with the experienced potters who had become its purchasers, and under the management of[305] Champion, who had produced such exquisite specimens of art at Bristol, and who had been induced, as a part of the arrangement, to superintend the manufacture, the first pieces of china made in Staffordshire, with the exception of the trial pieces of Littler, were produced. To accommodate the new branch of manufacture at Keeling’s pot-works some alterations of course became necessary, and thus it was some little time before the partners had the satisfaction of seeing anything produced under the patent-right which they had purchased. Among the partners, too, some disagreements arose, which ended in John Turner and Anthony Keeling withdrawing from the concern, and about 1780 Keeling is said to have removed to London. This withdrawal and disagreement caused the remaining partners to remove their work from Keeling’s premises, and they took a house in Shelton, known as “Shelton Hall,” afterwards the “New Hall,” in contradistinction to the “Old Hall,” celebrated as being the birthplace of Elijah Fenton, the poet. At this time Shelton Hall, which had been purchased in 1773 of Alice Dalton, widow, (who had inherited it from her brother, Edward Burslem Sundell,) by Humphrey Palmer, was occupied by his son, Thomas Palmer, as a pot-works. In 1777, Humphrey Palmer, intending a second marriage with Hannah Ashwin, of Stratford-on-Avon, gave a rent-charge of £30 on the Hall and pot-works, and a life interest in the rest of the estate, as a dower to that lady, reserving the right for his son, Thomas Palmer, the potter, to get clay and marl from any part of the estate for his own use. In 1789, Humphrey Palmer and his wife being both dead, the estate passed to their infant and only child, Mary Palmer, of whose successor’s executors, after some uninteresting changes, it was, as will be seen, ultimately purchased by the china manufacturers. At this time the works had been considerably increased, and they grew gradually larger, till, in 1802, they are described as three messuages, three pot-works, one garden, fifty acres of land, thirty acres of meadow, and forty acres of pasture, &c. About the time of the withdrawal of Keeling and Turner from the partnership, and the removal of the works from Tunstall to Shelton, Richard Champion left.
Fairly settled at New Hall, the company took for their manager Mr. John Daniel, who afterwards became a partner in the concern. The firm, as at first formed at Shelton, consisted of Messrs. Hollins, Warburton, Clowes, and Bagnall, but was afterwards carried on by Hollins, Warburton, Clowes, and Daniel. A considerable quantity[306] of china was produced under the patent, but the most extensive and profitable branch of the New Hall business was the making and vending of the glaze called “composition,” made of materials to whose use the company had the exclusive right. This “composition,” made from the ingredients given in the specification printed in my account of the Bristol works, was supplied by the New Hall firm to the potters of the neighbourhood, and even sent to other localities, to a large extent and at a highly remunerative price. The ware made at this period was precisely similar in body and glaze to that of Bristol, to which, from the fact of some of the same artists being employed, it bears also a marked resemblance in ornamentation. In 1796 the patent, which had been enjoyed successively by Cookworthy, Champion, and the Staffordshire company, for a period of twenty-eight years, expired; but the company continued to make the hard paste china, and to supply “composition” (many potters finding it more convenient still to purchase instead of making that essential) to other manufacturers. In 1810, the firm—then consisting of four partners, viz., Samuel Hollins, of Shelton, Peter Warburton (son of Jacob Warburton), of Cobridge, John Daniel, of Hanley, and William Clowes, of Port Hill—became the purchasers of the New Hall estate for the sum of £6,800. In 1813 Peter Warburton died, leaving his share in the works to his father (Jacob Warburton) and John Daniel, as trustees under his will. In 1821, John Daniel died, and two years afterwards Samuel Clowes died also. John Daniel, I presume, was a son of Ralph Daniel, to whom the potters were indebted for discovering the system of making moulds in plaster of Paris instead of in brass, as previously done. Mr. Daniel is said to have visited the potteries and porcelain manufactories in France, and brought back with him a mould of cast plaster of Paris, which he showed and introduced to the English makers. The potters, however, knew so little of the process by which the mould was produced, that they got blocks of the gypsum of Derbyshire and cut their moulds in them, until it was explained that the gypsum must be first burnt and ground, and then cast. This circumstance is so graphically described in the “Burslem Dialogue,” given by Ward, that I transcribe the few following lines for my readers’ amusement:
“Telwright.—That wur a queer trick, wur it no’, o’ Rafy Dennil’s?
“Leigh.—Dun yo’ meeon th’ cause o’ his gooin’ to France, or es ha he geet int’ th’ work hâisn theer, an seed’n aw ha they did’n wi ther ware?
[307]
“Telwright.—Oi meeon him foindin’ aat i’ whot wey they mayd’n ther mewds (moulds).
“Leigh.—That wur a fawse trick, for sartin, an o’ gret yewse to th’ treyde. Bu’ wot a blunder th’ mesters here mayd’n, when he sent ’em word abaat it!
“Telwright.—Haa dust meeon, Rafy? Oi am no’ properly insens’t on’t.
“Leigh.—Whoy, yo’ seyn as haa they geet’n th’ plaster-ston’ fro’ Darbyshur aw reet; bu’ then, i’stid o’ fust groindin’ it an’ bakin’ into dust loike fleawr, an usin’ th’ dust wi wayter for t’ cast on th’ moddills, as they cawn ’em, th’ mesters had th’ raw ston’ cut i shapes, an’ tryd’n for t’ mak things oof ’em; bu’ they cudna. Then at last he sent ’em full word haa to dew it.”
Hard paste porcelain continued to be made at New Hall until about the year 1810 or 1812, when the bone paste, which had been gradually making its way in the district, finally superseded it, and the company continued their works on the newer system. In 1825 the entire stock of the concern, which had for a short time been carried on for the firm by a person named Tittensor, was sold off, and the manufacture of china of any description entirely ceased at New Hall.
The works, after having been closed for a short time, were next opened as an earthenware manufactory by Mr. William Ratcliffe, who for a few years continued to make the commoner description of white and printed earthenware for ordinary home consumption. They next passed, in 1842, into the hands of Messrs. W. Hackwood & Son, who removed from their works near Joiner Square (now called the “Eastwood Pottery”) for that purpose; and seven years later, Mr. Hackwood senior having died, they were continued by the son, Thomas Hackwood. The goods were the ordinary descriptions of earthenware, principally for Continental markets, and bore the name of HACKWOOD impressed. In 1856, they passed into the hands of Messrs. Cockson & Harding, who continued to manufacture the same descriptions of goods, using for a mark C & H, late Hackwood, impressed on the bottom.
In 1862, Mr. Cockson having retired from the concern, the works were carried on by the remaining partners, Messrs. W. and J. Harding (Brothers), who did an extensive trade with Holland and Italy. Besides the cream-coloured and printed wares for foreign trade, druggists’ fittings formed a staple branch. Black, Egyptian, Rockingham, and tinted wares too were made. In 1872 Messrs. Harding gave up the business, when Mr. John Aynsley, china manufacturer, of Longton, purchased the back portion of the works and let it to its present occupiers, Messrs. Thomas Booth & Sons. The entire front of the New Hall Works was purchased by Mr. Henry Hall, metal mounter of jugs, tea-pots, &c., so that the manufactory[308] became divided into two distinct properties. The portion occupied by Messrs. Booth having been burnt down has been rebuilt.
The productions of Messrs. Booth & Sons are the usual classes of ordinary earthenware in printed, painted, enamelled and gilt services; stone ware of good quality, in which a large variety of jugs and tea-pots are made; and jasper ware, in various ornamental articles. Among their shapes of toilet ware are the “Eldon,” “Globe,” “Alexandra,” and “Cottage;” and among their specialities in other goods are a self-closing hot-water jug, and a molasses jug, which are considered very successful.

Fig. 458.

Figs. 459 and 460.
Specimens of the hard paste of the New Hall Works are rare. They are almost entirely without mark; but sometimes there is an incised letter N as here shown. Fig. 460 exhibits a beautifully painted teapot. On one side is a group of children playing at blind man’s buff. They are dressed in the characteristic costume of the latter part of last century, but what renders the group peculiarly interesting is that in the background is a view of a pot-works, with kiln, which may probably have been a representation of the works when this interesting piece was made. On the opposite side of this teapot is an equally well painted group of a boy riding on a dog, and on the lid are also two little figure vignettes. This piece was made for, and belonged to, one of the partners, Charles Bagnall, from whose family it passed more than half a century ago, by marriage, to a Mr. Sutton, from whose own octogenarian hands it passed into my own. It was painted by Duvivier, a French artist of celebrity, who, as well as Bone, was employed at these works. Fig. 459 is a cup and a saucer of excellent form and twisted fluting. Fig. 462 is a jug, carefully[309] painted with birds, and bearing in front the initials S. D. This jug was made at New Hall for Sampson Daniel, a cousin of John Daniel, one of the partners, and is still in possession of his grandson, Mr. Daniel, of Hanley. The coffee cup and saucer (Fig. 464) is a good and characteristic specimen; and Fig. 463 is one piece of a dessert service, belonging to Mr. Gray, which was made for Mr. Daniel, one of the partners. The porcelain made at New Hall principally consisted of tea, dinner, and dessert services, of various designs; but figures and busts, as well as vases, were also, to some extent produced there.

Fig. 461.
The later productions of the New Hall China Works, the soft paste, are also scarce, especially the marked pieces. The body is of good colour, and clear, and the decorations, especially the flowered examples, are remarkable for the brightness of their colours. The only mark used—and this was not, it appears, adopted until after 1820—is the one here shown.

Figs. 462 to 464.
Batt printing was practised at New Hall, and some remarkably good examples have come under my notice. In 1810, Peter Warburton, on behalf of the company of which he was a partner, is said to have taken out a patent “for printing landscapes and other designs from copper plates, in gold and platinum, upon porcelain and pottery.” The company was also among the first to adopt the improvements in printing on ware made by William Brookes in the beginning of the present century.
[310]
Glass.—Joseph Glass was a potter in Hanley, in the middle of the seventeenth century, and his works are stated to have been still carried on by him or his son, Joseph Glass, in the beginning of the eighteenth. “Joseph Glass ... clowdy, and a sort of dishes, painted with different coloured slips, and sold at 3s. and 3s. 6d. per dozen.” A tyg bearing his name, IOSEPH GLASS S V H G X, painted round the body is in the Staniforth collection. Later on the works were carried on by John Glass, and from him passed to Samuel Keeling & Co., then to Meakin Brothers, and lastly to Taylor Brothers. The works were situated in Market Street, and have of late years been pulled down. This Samuel Keeling was great nephew to the patentee, James Keeling, mentioned on another page, who was an important manufacturer towards the close of the last century. Mr. Samuel Keeling, one of the patriarchs of the potteries, resided in partial retirement at Rocester. His firm, Messrs. Keeling & Adams, hold three mills at Hanley for grinding potters’ materials. One of them, the Eastwood Mill, consists of two old erections combined; one portion was a pottery worked by William Baddeley; another, the place erected by William Baddeley’s brother James for a silk mill. They also work the Botteslow Mill and the Albion Mill.
Twyford.—Twyford, the potter, already named, “commenced business near Shelton Old Hall, the seat of Elijah Fenton’s family; and the only known specimen of his manufacture,” says Shaw, “is a jug made for T. Fenton, Esq.,” then in the possession of his descendant. Mr. Twyford and his children and grandchildren continued as potters, and are now represented by Mr. Thomas Twyford, of the Bath Street Works.
In 1829 the manufactories named by Shaw were E. Mayer & Son; Job Meigh & Son (Old Hall); Dimmock & Co.; Toft & May; J. Keeling; W. Hackwood; T. Taylor; J. Glass; J. & W. Ridgway; Hicks, Meigh, & Johnson; H. Daniel & Sons; J. Yates; and Hollins, Warburton, Daniel, & Co. (New Hall).
Mare or Maer, or Mayer.—In the early part of the last century Hugh Mare and John Mare were potters at Hanley, and produced black and mottled wares. Later on were “Elijah Mayer” or “E. Mayer,” then “Elijah Mayer & Son,” and next “Joseph Mayer.”
[311]
Other potters in the early part of last century were William Simpson, Richard Marsh, Moses Sandford, and John Ellis. Several of these and later potters will be named in the course of the notices of existing manufactories. The potteries in Hanley and Shelton enumerated by Ward in 1843 are the Old Hall, the New Hall, Cauldon Place, William Ridgway and partners (six manufactories), Thomas Dimmock & Co. (three manufactories—formerly James Whitehead, J. and W. Handley, Edmund John Birch, and Christopher Whitehead); Samuel Keeling & Co., formerly John Glass; William Hackwood; Samuel and John Burton, formerly James Keeling; Samuel Mayer, formerly Sarah Brown’s; Thomas Furnival, junior, & Co., formerly Reuben Johnson’s; George Lomas, formerly Barlow and Hammersley’s; Joseph Clementson, formerly Elijah Jones’s (who was a potter about 1760); Yates & May, formerly John and William Yates, successors to their father; William Dudson, formerly William Rivers & Co.; William White, formerly Poulson’s; Henry Mills, then newly erected, and other smaller factories. Edward Phillips was also a manufacturer, and used his name in full, “Edward Phillips, Shelton, Staffordshire,” on his goods. Other names are J. Sneyd, Toft & May, and T. Taylor.
John Twemlow was in business in 1797. An invoice in my possession is curious as showing some of the goods he made. These are “E Black Teapots, capt., festd. and figd.” (Egyptian black tea-pots, capped, festooned, and figured); “ditto upright, festd. and figd.”; “Oval E Black Teapots;” ditto “prest leaf,” “scollop top, festd. and figd. and banded”; “ditto, prest leaf and festd. and figd. and banded a’tip;” “ditto creams” to match; “ditto fluted;” “ditto coffee pots;” octagon tea-pots, with scollop top, and creams to match; oval plain tea-pots (all, so far, are in Egyptian black); “blue and enamelled handled cups and saucers, London size, sprig and border and vine pattern;” “bowls to match.”
Figs. 465 to 468.—1851—Exhibits of Mr. Meigh, Old Hall Works.

Fig. 469.
Fig. 470.
Old Hall Works.—The “Old Hall Works” are among the most interesting historically of any in the district, being built on the site of, or quite closely adjoining to, the “Old Hall” or Manor House of the Colclough family, who formerly held the lordship of Hanley, from about the time of Edward III. until about a century and a half ago, when it passed into the family of Bagnall. The “Old Hall” or “Manor House” has long since disappeared. The present works were[312] built about the year 1770, by Mr. Job Meigh, on what, I believe, was for a time previously a salt-glazed white stoneware pottery, carried on by a Mr. Whitehead. From 1770 until 1861 the works were uninterruptedly carried on by Mr. Job Meigh, his son, and his grandson (Mr. Charles Meigh), successively. In 1861 Mr. Charles Meigh transferred the business to a limited liability company, called “The Old Hall Earthenware Company,” by whom it is still carried on. The productions of the works include every variety of earthenware, from the most highly decorated to the ordinary blue printed and plain white wares, stone ware, jet ware, and parian. In earthenware all the usual dinner, tea, breakfast, dessert, toilet, and other[313] services, and all other articles are made. In these the body is of the finest quality, hard and of remarkable durability, and the glaze is hard, clear, and faultless. Many of the patterns of dinner services are of great beauty and elegance. Especially among these are the “Nonpareil,” the “Verona,” and the “Koh-i-noor” shapes, which last is one of the most simply elegant yet produced. The form of the covered dishes is chaste and remarkably effective. They stand upon well-modelled feet, and the handles are formed of folds of ribbon held together by jewelled rings. This pattern is produced in various styles of decoration, one of the most pleasing of which is the convolvulus, exquisitely coloured after nature; the gilding is rich and substantial. Among the patterns produced by the staff of artists here employed are many others of surpassing beauty; the excellence of the painting, the gilding, the jewelling, and the enamelling, being very apparent in all, and the combination of printing and hand painting carried to great perfection. The transfer printing at the Old Hall Works is more carefully done, and the colours are clearer and brighter, than at most manufactories. Dessert services are made in every style of decoration; the richer and more costly varieties being equal to any produced by other firms, both in quality of body, in shape, in pattern, and in artistic treatment. Toilet services form a very extensive branch of the productions, and in these the firm is very successful. Among the more popular shapes are the “Buckle,” “Richmond,” “Perth,” “Exeter,” and “Mediæval,” and these are produced in every possible style of decoration whether in printing, painting, enamelling, and gilding. In stone ware, jugs of good and faultless form, and many other articles are produced. In black ware, water-bottles,[315][314] elegant little table tea-kettles, spill cases, vases, and other articles are made, and are effectively decorated with dead and burnished gilding, enamelling, &c.

Figs. 471 to 473.—1851. Exhibits of Messrs. Meigh, Old Hall Works.
In Parian, vases, groups, busts, figures, and other ornamental articles are produced; the body is of good quality, and the modelling and finish of faultless excellence.
The marks of these works are the following:

Figs. 474 to 478.
In 1851 medals were awarded to Mr. C. Meigh, of these works, who has also received medals from the Society of Arts.
Figs. 465 to 468 are stoneware jugs, one of which bears a young bacchanal imbibing the juice of the grape, and Fig. 470 a candlestick adapted from a celebrated wine cup, the work of Cellini. Figs. 471, 472, 473 exhibit three admirable pieces, a clock case, a vase, and a drinking cup or tankard, all in statuary porcelain and of the finest possible style of art. The works are very extensive, including mills for grinding all descriptions of materials used in the manufacture of pottery, and are capable of supplying a large demand. The markets principally supplied are the home, French, German, Indian, American, Australian, and colonial.
Broad Street Works.—These works are interesting as being the place where the celebrated “Mason’s Patent Ironstone China,” as well as the “Ironstone China” of the old firm of Hicks, Meigh, and Johnson, in addition to most varieties of useful earthenware, are made. Mr. Charles James Mason, the inventor of this famous “Mason’s Ironstone China,” was a potter of great taste and skill at Lane Delph (now Middle Fenton), and in 1813 took out a patent for his process. The manufacture was at that time carried on under the styles of “G. M. and C. J. Mason” and “C. J. Mason & Co.” The partners were Charles James Mason and his brother George Miles Mason (father of Mason the artist) who in 1832 unsuccessfully contested the then new district borough of Stoke-upon-Trent, his successful competitors being Josiah Wedgwood and John Davenport, both, like himself, manufacturers in the district. After a time Mr. G. Mason retired from the concern, and it was then continued[316] by the patentee alone. The concern, however, for want of capital and from other causes, gradually dwindled down, until at length, in 1851, Mr. Francis Morley purchased the patent, the moulds, copper-plates (on which an immense amount of money had been expended), and entire business, from Mr. Mason, and removed the whole to his manufactory. Mr. Morley, who married a daughter of Mr. W. Ridgway, and was a partner in the firm of Morley, Wear & Co., succeeded to the old-established concern of Hicks, Meigh, & Johnson, which he carried on for a time under the style of “Ridgway & Co.” Afterwards Mr. Morley continued the business as F. Morley & Co. This manufactory was one of the oldest in the Potteries. It was in existence in the early part of the last century (probably established about 1720), and afterwards belonged to John Baddeley (in 1750 R. and J. Baddeley), an eminent potter, who died in 1772. Here, it is said, printing in oil was first practised. Messrs. Hicks, Meigh, & Johnson were among the most successful of the manufacturers in the district, and produced, among other wares, a remarkably good quality of ironstone china. Besides this, they were large manufacturers of earthenware of the ordinary and finer kinds, and of china. They and Mason were the only makers of ironstone china; and when Mr. Morley, who purchased their business, became also the owner of Mason’s process and of his moulds, plates, &c., he became the only manufacturer of ironstone ware. Having united the two manufactories, he removed Mason’s concern to his own works, where he entered with spirit into the manufacture, and soon established a lucrative business in “Mason’s wares.” In 1856 a first-class medal for this ware was awarded at the French Exhibition.
Mr. Morley retired from trade in 1859, having sold the entire business, moulds, copper-plates, &c., to the present owners, Messrs. Geo. L. Ashworth and Taylor Ashworth (brothers), who continue, to the fullest extent, the manufacture of the “Patent Ironstone China,” which they and their predecessor named the “Real Ironstone China” (of which patented articles they are the only makers) on their marks, and produce all Mason’s best patterns in services, vases, &c., made from his original models. They also manufacture Meigh’s ironstone, from his old moulds, &c. This manufacture has been very largely developed by Mr. Taylor Ashworth (who studied the processes under Mr. Morley, and is the resident acting partner), to whom the art is indebted for many improvements. This gentleman, who[317] married the grand-daughter of Mr. Meigh, obtained by that alliance a vast deal of valuable information about the working of the stoneware; and it is a somewhat singular and pleasant circumstance to record, that after a lapse of half a century, or more, the manufacture may, through that marriage, be said again to be brought into the old family. Messrs. Ashworth, besides these great features of their trade, make table, toilet, dessert, and other services, and ornamental goods of the best quality, in every description of general earthenware. These they produce in immense quantities, both for home and foreign markets, about one-third of the whole being exported. The ordinary classes are principally exported to Russia, India, &c., and the more rich and costly to Havanna, Spain, and other countries. Sanitary wares are also produced, as well as insulators for our own and for foreign governments. The “Ironstone China,” from its extreme hardness and durability (for it is not easy to break even a plate) is specially adapted, in its simpler styles of decoration, for services used by large steamship companies, hotels, clubs, colleges, and other places where hard usage has to be undergone; while in its more elaborate and rich styles—and it is capable of the very highest degree of finish—it is eminently fitted for families of the higher ranks. No climate affects this ware. The usual style of decoration for dinner services is imitation of Oriental patterns—Japanese and Indian flowers, &c.—and the colours and gilding are rich in the extreme. In vases and jugs the handles are usually dragons and other grotesque animals. The Indian vases are of perfect form, of exquisite design, rich in their colours, and massive in gilding. They are priceless Art-treasures, and examples of Ashworth’s make deserve to be in every “home of taste.”
The marks used by Mason were principally the following:

MASON’S PATENT IRONSTONE CHINA
MASON’S PATENT IRONSTONE CHINA.
MASON’S PATENT IRONSTONE CHINA ASHWORTHS.
MASON’S PATENT IRONSTONE CHINA.
PATENT·IRONSTONE·CHINA
Figs. 479 to 483.
[318]
Figs. 479 to 481 are printed, usually in blue, on the bottoms of the pieces, and Figs. 482 and 483, impressed in the body of the ware.
After the patent passed out of Mason’s hands into those of Morley and Co., the mark was changed on more than one occasion. The principal one was
REAL
IRONSTONE
CHINA
impressed in the ware, and the royal arms, with supporters, crest, motto, &c., above the words IRONSTONE CHINA, printed on the bottom of the goods. The marks used by Messrs. Ashworth are, a circular garter, bearing the words “Real Ironstone China,” and enclosing the royal arms and the name “G. L. Ashworth & Bros, Hanley;” Mason’s mark (Fig. 488) with the addition of the word ASHWORTHS; a crown, with the words ASHWORTH BROS. above, and a ribbon bearing the words REAL IRONSTONE CHINA beneath it; and the royal arms, with supporters, crest, motto, &c., and the words, IRONSTONE CHINA.
ASHWORTH
REAL
IRONSTONE
CHINA.
Mason at one time produced what he called Bandana or Sandana ware. In this jugs and other articles were made, and were of a peculiarly striking and rich character in printing. The designs were complicated Indian foliage and grotesque animals, printed in red and black on a buff or other ground. The name I presume to have been taken from the famous Bandana handkerchief patterns. The mark, on a jug in my own possession, is a circular garter bearing the words, “Mason’s Bandana Ware, 1851,” and enclosing the words “Patentee of the Patent Ironstone China,” the whole surmounted by a crown. I have an impression of a similar mark, which for some purpose has evidently been altered to Sandana, and the date to 1801. As Mason’s patent was only granted in 1813 the alteration of this mark is very palpable.
Cauldon Place.—These works were founded about 1794, and the present manufactory built in 1802, by Mr. Job Ridgway, father of John and William Ridgway, the eminent potters; and were carried on by him and his sons until his death in 1814, under the style of “Ridgway & Sons.” The business was then continued by his two sons for some years, when a dissolution of partnership took place, the elder, John Ridgway, continuing the Cauldon Place Works, and the younger, William Ridgway, removing to a new manufactory[319] which he had erected. Mr. John Ridgway continued, with various changes of partners, under the firm of “John Ridgway & Co.,” until 1855, when the Cauldon Place business passed into the hands of the present firm of “T. C. Brown-Westhead, Moore, & Co.”; Mr. Ridgway continuing his connection with it until 1858, when he finally retired. Mr. W. Moore had for many years previously been a valuable assistant of Mr. Ridgway. He died in 1866, and his brother, Mr. James Moore, succeeded to the management of the potting department, and was admitted into partnership in 1875; in that management he is assisted by his nephew, Mr. Frederick T. Moore, son of Mr. W. Moore. By the present firm the premises have been considerably enlarged, and another manufactory, “The Royal Victoria Works,” has been added, and this business, which formerly was confined to the home and American markets, extended to all foreign ports. Mr. Ridgway, who was “Potter to the Queen,” was awarded in 1851 a Prize Medal for the excellent quality of his ware, the jurors in their report stating that the firm was one of the most important in the Staffordshire Potteries. In 1862 the present proprietors also received a similar distinction. The productions of this manufactory are, and have uniformly been, the useful varieties of china and earthenware, of elegant forms, where applicable, and of various styles of decoration. Table, tea, breakfast, and toilet services in fine earthenware, printed or otherwise decorated, and in china, in endless variety of forms and patterns, are produced in immense quantities. The firm has also introduced improvements in druggists’ and perfumery goods, anti-corrosive tops, &c. Parian is also, to a small extent, produced. A great feature of the manufactory is sanitary ware, which is of the highest quality and reputation, and is made up in a variety of ways for cabinet fittings, plug-basins, lavatories, drinking-fountains, &c. In some of the largest articles, such as the “Toilettes Victoria,” which were used by the Imperial family and elsewhere in Paris, they have accomplished results which have never before been attained or attempted as to magnitude and finish of goods.
In 1843, Mr. William Ridgway, younger son of Job Ridgway, held, with his partners—composing three or four distinct firms of which he was head—six different manufactories in Hanley and Shelton. These were, 1st, a china manufactory in Hanley, formerly worked by George, and afterwards by Thomas, Taylor; 2nd, the earthenware works late belonging to Elijah Mayer & Son; 3rd,[320] the pot-works formerly worked by Robert Wilson and next by Philips & Bagster, where ordinary earthenware and high-class chemical goods were made; 4th, the pot-works previously belonging to Toft & May; 5th, the “Bell Bank” works, in Shelton, formerly George Ridgway’s; and 6th, the old manufactory formerly belonging to John Baddeley (where printing with oil is said to have been first introduced) and next to Hicks, Meigh, & Johnson.
The goods produced at Cauldon Place embrace almost every description of ceramics. In earthenware all the usual table and toilet services, and useful and ornamental articles of every class are made. The quality is peculiarly good, hard, compact, and durable, and the patterns chaste and effective. They are produced in white and in every variety of printed, flown, enamelled, painted, and gilt patterns. In china, which in body and glaze is of the highest quality and of peculiar durability, an immense variety of services and articles are produced, and all are equally good in point of artistic decoration; the ground colours, whether rose du Barry or otherwise, of a remarkable purity and evenness, and the gilding, both dead and burnished, of unusual solidity. The same remarks apply with equal force to the dessert ware, some of the patterns of which are of surpassing loveliness and give evidence of the highest and most successful cultivation of decorative art. One special design has an outer rim, so to speak—for the plate itself is perfect without it—formed of loops of ribbon standing out clear from the beaded edge of the plate. This simple but graceful arrangement imparts a lightness and elegance to the service which are quite refreshing. Another has the rim formed of rays of pellets with a pleasing and novel effect; the tripod stands of the comports being, like the plates, exquisitely modelled and richly painted and gilt. Other patterns, notably one with a rich maroon ground and white bead edge, are, besides being exquisitely painted and gilt, enriched with jewelling. Vases of pure and severe taste in form, and displaying great skill and judgment in decoration, are also produced, as are likewise jugs of faultless excellence. Among other elegant articles Messrs. Brown-Westhead, Moore & Co., have a sandwich-box of white china; it is of wicker or basket work, with a fern leaf laid across the lid, on which rests the butterfly which forms the handle. At each corner hangs a piece of stem bent into a ring and tied into form with a ribbon. This ribbon and the butterfly being tinted in azure with enamel, and all the rest of pure white, give a purity and simplicity[321] to this design that are very gratifying to the eye. Equal with this is an elegant basket, also in white china, which forms an attractive addition to table decoration. In services a novel idea has been introduced by this firm. The handle is formed of a double cord, doubled and passed through a loop, and either tied around the rim or formed into four knots as feet. The design is simple, but one of the prettiest and most striking yet introduced. A rose du Barry cup and saucer, with the cord and knots in white heightened with gold, and on embossed gold lines, is peculiarly elegant. Another admirable contrivance, which has been patented by Toft, and is produced at the works, is a self-acting lid or cover for hot-water jugs, &c. By this contrivance, the lid is hung on a pivot or axle, which fits into a notch on each side the mouth of the vessel, so that, being lightly hung, it opens whenever the jug is sloped for pouring, and closes again when held or set down in an upright position. It is, without exception, the best and most effective plan yet brought out, and one that cannot be superseded.
In 1876–7 Messrs. Browne-Westhead, Moore & Co. manufactured for the Prince of Wales a splendid and costly china dessert service, decorated with finely painted hunting subjects, no two pieces being alike. They also made for the Imperial family of Russia, richly decorated dinner, tea, dessert, and breakfast services, all of which orders were obtained in competition with the Sèvres, Dresden, and other Continental manufactories; and also services for the Emperor of Morocco, including punch bowls of extraordinary largeness. In addition to this it is interesting to record that they also made for H.R.H. the Duchess of Edinburgh a series of toilette services from designs drawn by herself.

Figs. 484 to 491.—Productions of the Cauldon Place Works.
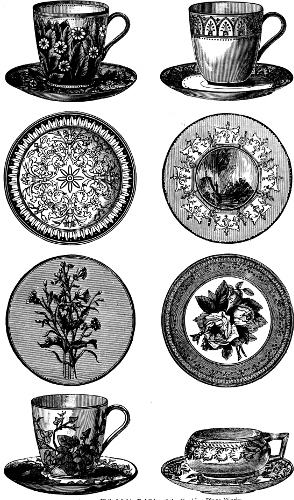
Figs. 492 to 499—Philadelphia Exhibits of the Cauldon Place Works.
In 1825 Messrs. John and William Ridgway took out a patent for “an improved cock, tap, or valve, for draining off liquors:” in 1840, John Ridgway took out another for “certain improvements in the moulds used in the manufacture of earthenware, porcelain, and other similar substances, whereby such moulds are rendered more durable” by having a face of “pitcher;” in the same year, in conjunction with George Wall, for “certain improvements in the manufacture of china and earthenware, and in the apparatus or machinery applicable thereto;” in the same year again, the same two, for “certain improvements in the mode of preparing bats of earthenware and porcelain clay, and of forming or shaping them into articles of earthenware and porcelain, and in the machinery or[324] apparatus applicable thereto;” in 1847, John Ridgway, for “certain improvements in the manufacture of paste boxes, and other similar articles in china or earthenware, or other plastic materials”; and in 1852 for “certain improvements in the method or process of ornamenting or decorating articles of glass, china, earthenware, and other ceramic manufactures.” These are, applying “the art of electrotype or electro-metallurgy” for the above purpose, applied as “described, or by any other suitable process; provided always that the surface of the non-conducting body is so prepared that the metal deposited thereon shall become alloyed or combined therewith.” The invention, however, is said to consist “in the application of certain novel and peculiar media,” “whereby such surface may be caused to combine with gold, silver, copper,” &c. Before coating with the metals, the vessels are covered thinly with some varnish, dried, and immersed, first in a solution “of phosphorus reduced by bisulphuret of carbon,” then in nitrate of silver, and set aside to dry. Instead of this, “phosphoric vapour” or “a solution of phosphorus in sulphuric ether” may be employed; but the method preferred is brushing them over with “an impalpable powder of carburet of iron and sulphate of copper” in certain proportions; afterwards the vessels are “corroded by means of the fumes of hydrofluoric acid.”
It may be added, that in the application of photography to the decoration of porcelain this firm has achieved a perfect success so far as the art is concerned, and has produced some splendid specimens, which show how completely and how thoroughly they are artists as well as manipulators. This feature, although not one, unfortunately, at present made to much extent commercially available, is one which cannot but attract attention, along with the sanitary and other classes of goods, to this establishment.
The marks used by the Cauldon Place Works, so far as I am aware, are the following:

Figs. 500 to 502.
A shield, quarterly, 1 and 4 gules, 2 or, 3 azure, over all on a bend[325] argent B-W. M. & Co.; the shield surmounted by a crown, and surrounded by a garter with the name of the pattern.

Figs. 503 and 504.
Medals have been awarded at the Exhibitions of London, 1851, 1862, Paris 1855, Lyons 1872, and Vienna 1873; at the latter, two medals, one for excellence of earthenware and china and the other for sanitary goods, were awarded. The firm were large contributors to the Philadelphia Exhibition of 1876; some of their exhibits are shown in Figs. 484 to 499.
Trent Pottery.—These works, in Joiner Square, were built by Messrs. Stanway, Horne, and Adams, the present proprietors, in 1859, and they have been carried on without change since that time. The works were established for the production of ornamental goods in parian, and useful goods of an improved design in stoneware and ordinary earthenware, and these have continued to extend themselves year by year. The great speciality is their cheap ornamental parian, in which jugs of various kinds, vases, figures, groups, busts, and a large number of other articles are made; of these they are large makers, not less than 460,000 pieces of these alone being made and disposed of during one year. Notably, among the designs for jugs and cream ewers, are the Indian corn, pine-apple, shell, and dolphin patterns; the first of these is of peculiar elegance. Vases and other chimney ornaments are produced of excellent design and of various sizes. Of late years, classical statuettes, groups, busts, &c., in Parian, have been made, and are a prominent feature of the works; they are well and cleverly modelled, and the quality of the body is remarkably good. A group of “Commerce,” seated, is one of the most effective. The great and laudable aim of the “Trent Works” has been the production of good average designs in Parian at a[326] cheap rate, so as to place them within the reach of all; in this they have eminently succeeded. Stone ware, lustre ware, and terra cotta, are also produced, and of late the manufacture of pearl china has been added. The markets supplied are the home, United States, the Continent, etc. No mark is used.
“The members of this firm, namely, Mr. John Stanway, Mrs. Thomas Horne (Mr. Stanway’s sister), and Mr. Thomas Adams,” writes my good friend Mr. Goss, “are all natives of Etruria, where their grandfathers were the valued servants of the great Josiah Wedgwood. Mr. Stanway’s father was the William Stanway mentioned by Mr. Jewitt in his ‘Life of Josiah Wedgwood,’ as one of the ‘Etruria Jubilee Group of Francis Wedgwood, Esq., and nine workmen, whose average term of servitude is fifty-four and a half years, November, 1859;’ and Mr. Jewitt further remarks: ‘It is interesting to note that in the person of one of these men, William Stanway, an absolute link with the great Josiah is kept up. This man began to work at Etruria the very year of Josiah Wedgwood’s death (1795), and has remained there ever since—a period of sixty-nine years.’ Two others of the nine workmen of the Jubilee Group—William Adams and John Adams—were uncles to Mr. Thomas Adams of the above firm. Mr. John Stanway has distinct recollections of his grandfather, John Stanway the elder, who for many years served the first Josiah, and died in the service of the second. His occupation at the works was that of “slipmaker” or claymaker, a position of great trust at that time, when not only the newly-invented proportions but the very materials used in the composition of the clays were important secrets. It is curious to reflect that the ingredients of all the famous jasper and other wares which the great Wedgwood produced, and which are now numbered among the treasures of kings and emperors, were blended and made into clay by this John Stanway the elder. Being proved a faithful servant, he was greatly valued and favoured by his employer, spending a portion of his time in personally waiting upon Wedgwood at Etruria Hall, whence he used to carry valuable parcels and letters to the Three Tuns Inn at Newcastle-under-Lyme, which was in those days the stage coach house. After the death of Wedgwood, John Stanway retained the same share of the confidence and favour of the second Josiah, both at the manufactory and at the Hall. At that time the country where Etruria now stands, and for miles around, was an uncultivated waste, and Mr.[327] Stanway remembers to have accompanied his grandfather many times when he trudged along the road from Etruria Hall to Newcastle, with his parcels on his back, and his dog Driver and his cat Molley following him all the way, a distance of about two miles. In these journeys it appeared to be distinctly understood between the two animals that Driver was Molley’s protector, and the confidence of the latter was always justified in the moment of danger. In those days old Stoke Church (since removed) was the only church for miles around, and the Wedgwoods had their freehold pew there, which they regularly used until the second Josiah bought the Maer estate, near Whitmore, and removed to it from Etruria Hall. ‘Then,’ relates Mr. John Stanway the younger, ‘Mr. Wedgwood desired my grandfather—who was a good Christian and a regular attendant at church—to make use of that pew ever after. And the good old man never missed attendance there on the Sabbath while he had strength to walk. And because the distance was too great to allow him to go home to dinner and return in time for afternoon service, he used to take his dinner with him in the morning, and stay and eat it in the church or schoolroom, or, when the weather was fine enough, in the churchyard. And Mr. Wedgwood was not ashamed to be represented in that family pew by my grandfather, altho’ the old man used to sound his way up the aisle in wooden clogs, which it was the custom of all workpeople to wear in those days in those parts. But although Mr. Wedgwood was content to be represented by his faithful servant in wooden clogs, there was an old lady, who sat in the pew behind Wedgwood’s, who seems to have objected; and so one week she managed to have taken down the partition between her pew and Wedgwood’s, and made the whole into one square pew for herself. Then my grandfather meekly took his place on the free benches, until, some time after this, Mr. Wedgwood happened to say to him one day at the works, ‘Well, how come you on at church, Jack?’ And my grandfather replied, ‘Well mester, th’ owd lady i’ the pew behind has made it all into a square un’, an’ turned me out. But I’m right enow on the free bench.’ ‘Ha!’ said Mr. Wedgwood. ‘I’ll see to that, Jack.’ And he did see to it, and undid the old lady’s improvements, restoring his pew as before. Ever after that my grandfather enjoyed his sitting without further interference, and continued every Sunday to sound his way[328] up the aisle in his wooden clogs, with his dinner in his pocket, until at last, at a good age, he was taken ill. Mr. Wedgwood went to see him immediately, and sent his own physician to attend him; but after a few day’s illness he died.’”
Keeling.—James Keeling, in 1796, patented improvements in decorative and glazing processes, and, in conjunction with Valentine Close, some improvements in ovens, kilns, and processes of firing. His ware was of remarkably good quality, and some of the services were decorated with series of scenes and views.
Booth & Co.—These potters were makers of a red ware—a kind of terra cotta—in which they produced various articles more or less ornamented with medallions, wreaths, or other decorations, in relief; sometimes of the same colour as the body, and at others in black. The mark was the name, address, and date, within a border—
PUBLISHED BY GR. BOOTH & CO.,
HANLEY, STAFFORDSHIRE,
MAY 29, 1859.
An example occurs in the Liverpool Museum.
Stafford Street Works.—This manufactory was originally occupied by Messrs. Reuben Johnson & Co., who produced the ordinary classes of earthenware and stoneware. From them it passed to Messrs. Thomas Furnival, jun. & Co., and “Furnival & Clark,” by whom it was continued until 1851, when it was taken by the present firm, which at that time was Livesley, Powell, & Co. In 1865 Mr. Livesley went out of the concern, when the firm changed its name to “Powell & Bishop,” by which it continues to the present time. Messrs. Powell & Bishop own two other manufactories, the “Church Works” for white granite, and the “Waterloo Works” for china (both of which see), but the Stafford Street Works are their principal ones, or head-quarters. At these works earthenware alone is produced, but this is of the finest quality and in every style of decoration, both for the home, French, Australian (principally Adelaide and Sydney), and other markets. The body is extremely hard, compact, and durable, and whether in pure white or of a creamy tint is clear in colour, and the glaze of faultless[329] quality. The decoration of the dinner services, which is a speciality of these works, ranges from the plain white and printed goods up to the most elaborately and gorgeously enamelled, painted, gilt, and jewelled varieties, and in each of these stages the decorations, whether simple or complicated, are characterized by the purest taste and the most artistic feeling. Messrs. Powell & Bishop are the sole workers of, and possess the exclusive right to and in, a patented process of printing in gold and colours, originally purchased by their firm from some Austrians, by whom it was invented. This important process has been vastly improved by the present firm and brought to bear in a variety of ways upon their manufactures. By this invention a background of dead gold is produced of surpassing beauty and loveliness, and of such solidity and evenness as is perfectly impossible to be obtained by hand-gilding even by the most skilled artist. In this, Messrs. Powell & Bishop have produced services of a novel and faultlessly beautiful character, the designs of which are taken from, and are of equal gracefulness, richness, and beauty with, mediæval MS. illuminations. In toilet services a number of effective and well-conceived designs are produced in every style in transfer printing, lustred, enamelled, painted, and gilt varieties, and the shapes of the ewers are, in some instances, of unusually good designs. Jugs are another speciality of this firm, and they are produced in almost endless variety; many of the arabesque patterns are of great richness and beauty, and are characterized by graceful finish in the enamelling. The same remark will apply to the table flower-pots, which are all that can be desired in form, pattern, and arrangement of colours. Tea and dessert services in great variety are also made in the finest earthenware, and of considerable variety in design. A speciality in tea ware is a charming little teapot, modelled from the one used by the poet Addison. It is of the form at that time so fashionable, and made in so many styles by Lakin and Poole, Adams, and others of the famous old potters. The reproducing of this shape was a wise thought of Messrs. Powell & Bishop, and the way in which it is issued—excellently enamelled and richly gilt—is in every way satisfactory. Messrs. Powell & Bishop have recently reproduced in all its softness and delicacy of tint, and evenness of surface, the famous old ivory or cream-coloured ware of Josiah Wedgwood, and known as “Queen’s Ware.” In this, dinner, tea, dessert, and toilet services of the[330] newest shapes and designs are made, and are among the most marked successes of the time. In this ivory ware, ornamental goods—vases, beakers, &c.—of a more or less highly decorated character are also successfully produced. The firm received medals from the London International Exhibition in 1862; from the Amsterdam Exhibition of 1869; and from the Paris Maritime Exhibition of 1875; “le Diplôme d’excellence” and a certificate at the 1871 Exhibition. They were also large exhibitors at the Philadelphia Exhibition of 1876.
The marks used by the firm have been simply the words
 impressed in the ware; and the initials P & B, in addition to the name
of the pattern, printed on the surface. The trade mark lately adopted
by the firm is the Caduceus, surmounted by the letters P. & B.; this is
now impressed on the body or printed on the surface of all their best
goods.
impressed in the ware; and the initials P & B, in addition to the name
of the pattern, printed on the surface. The trade mark lately adopted
by the firm is the Caduceus, surmounted by the letters P. & B.; this is
now impressed on the body or printed on the surface of all their best
goods.
The Church Works, in High Street (for the history of which see page 301, “Wilson”) are old established, and passed from Mr. Ridgway, to their present owners, Messrs. Powell & Bishop. The previous proprietors produced the usual classes of earthenware. The present firm confine their operations at these works to “white granite” ware for the United States and Canadian markets, which they produce of excellent quality and in every variety of style, both plain, embossed, and otherwise decorated. (See “Stafford Street.”)
Waterloo Works.—These works were recently erected close to their large mill on the canal side near Nelson Place for the manufacture of china, by Messrs. Powell & Bishop, in place of one formerly occupied by them but removed for town improvements. At this manufactory china of the finest quality is made in the white; the whole of the decoration being accomplished at their principal works in Stafford Street (which see). In china the firm produces all the usual services and miscellaneous articles, in every variety of decoration. In dessert services Messrs. Powell & Bishop rank deservedly high, not only for the faultless quality of the body and glaze and for the beauty of their designs, but for the perfect artistic feeling and the exquisite finish which characterize their best productions; in these, and in tea services—to which, the above remarks[331] with equal force apply—they have, in some instances, introduced with excellent effect a species of decoration which may be said to give the appearance to the various articles of being inlaid with ormolu. The effect, in connection with admirable grounds and delicately beautiful paintings, is rich and pleasing. Messrs. Powell & Bishop also introduce with great success their patent process of printing in gold and colours (see page 329) upon dessert and tea services; the effect upon the fine china body is very pleasing—the colours softened and subdued, and the gilding remarkable for its fulness, brilliance, and precision. In tea and breakfast and déjeuner services they have introduced many of the most chaste and elegant patterns produced by any house, and they take rank among the very highest and best in quality, and exhibit the highest phases of manipulative and artistic skill. The same remarks will apply to the table jugs—some of which have for a ground the rich deep Derby or Sèvres blue—the candlesticks, and the rest of the articles produced by this celebrated firm.
Kensington Works, established by Messrs. Wilkinson & Rickuss, who were succeeded by Wilkinson and Sons, and next by Messrs. Bailey & Bevington. Mr. Bailey having retired, the works are now carried on by Mr. John Bevington, who produces ordinary earthenware, ornamental china, Parian, and stone ware; the great speciality being imitation Dresden, for home, United States, and Australian markets. A monster vase, the work of Rickuss & Wilkinson, exhibited 1862, is preserved in the Museum of Practical Geology.
Burton Place Works.—Formerly carried on by Mr. S. Bevington; this manufactory is now continued by his sons, Messrs. James & Thomas Bevington, who have held them since 1862. The operations are entirely confined to china, in which all the usual useful and ornamental classes of goods are made for the home markets. Formerly, Parian statuettes and majolica goods were made, but these are discontinued.
Clarence Street Works.—Mr. Ambrose Bevington produces china and earthenware.
Nelson Place, commenced in 1850 by its present proprietor, Mr. John Bamford. These works produce ordinary stone ware and Parian.
[332]
Phœnix and Bell Works, Broad Street.—These manufactories are both worked by Messrs. Clementson Brothers, who make largely the white granite and common painted ware for America and Canada. For the latter market they also produce some good decorated ware. The back part of the Phœnix Works was originally part of John and Edward Baddeley’s, Broad Street Works (now Ashworth Brothers), which it adjoins. In 1832 the present business was started by Reed & Clementson, but Joseph Clementson shortly after became sole proprietor, and in 1845 enlarged the works to their present proportions, with the exception of a large mill adjoining, which his sons, the present proprietors, have completed. In 1856 Mr. Joseph Clementson purchased the Bell Works on the other side of the road, opposite the Phœnix, formerly William Ridgway’s. In 1867 he retired from business, leaving it to his four sons, the present members of the firm. He died in 1871.
Bedford Works, Bedford Road.—These extensive works were built by Edward John Ridgway, son of William Ridgway, in November, 1866, and to them he removed from the Church Works, High Street, where he had, until then, carried on business in partnership with Mr. Abington. In 1870, Mr. E. J. Ridgway took his sons into partnership, and the concern was carried on as E. J. Ridgway & Son. In 1872, Mr. E. J. Ridgway retired from the business, leaving it to his two sons, Messrs. John, and Edward Ackroyd Ridgway, who were joined in partnership by Mr. Joseph Sparks, and continue the business under the title of Ridgway, Sparks, & Ridgway. Their productions include all classes of fine useful earthenware, jet, stone, terra cotta, and jasper, of very superior bodies and decoration, for the home, American, and Continental markets. One of the great specialities of the firm is their jet ware, highly decorated in raised enamel “after the Limoges ware.” In these a remarkable richness, beauty, and delicacy are obtained, and the designs, as well as the treatment of the foliage and figures, are artistic and well considered for effect. The jet ware thus decorated and highly gilt is of the very finest quality and of the highest degree of excellence in design and manipulative treatment; in this the Bedford Works are pre-eminent. Another speciality is relief decoration on various stoneware bodies, and these are faultless in their taste and excellent in their workmanship. The jasper (in which both tone of colour of the body and the beauty of detail in the groups and foliage and[333] borders of the relief decoration in white, remind one forcibly of the later productions of the Wedgwood’s) tea-pots and other articles are produced and rank high as achievements of Ceramic Art. Mosaic or inlaid decoration is also successfully carried out by the firm, and their ordinary stoneware jugs and other articles are remarkable for purity of design, the high relief of their ornament, the hardness and compactness of their body, and the beauty of their workmanship. The mark used by the firm on their white goods is the Staffordshire knot, enclosing the letters R. S. R.

S
R R
Mayer Street Works.—Mr. Samuel Lear has erected a small china works on part of the site of the old manufactory, which includes as warerooms and offices the residence of the Mayers. Mr. Lear produces common domestic china, and, in addition, decorates in the ordinary way all kinds of earthenware made by other manufacturers; a speciality being spirit-kegs.
Mayer Street.—Mrs. Massey carries on a small earthenware works on part of the site of the same old works just mentioned, including the stables and coach and cart-houses of the Mayers. Her productions are of the commoner classes.
Cannon Street.—These works, dating back to the beginning of the present century, were for many years carried on by Mr. Thos. Ford, who here commenced business. Mr. Ford has since built a larger manufactory in the same street. The manufactory is now carried on by Mr. Edward Steele, who produces earthenware of the more ordinary qualities, stoneware of good useful character, majolica, and Parian. In stoneware all the usual useful classes of goods are made, and many of the designs and workmanship are of good character. In majolica both useful and ornamental goods are made, and consist of jugs, tea-pots, brackets, flower vases, dessert services with figure centre-pieces, comports, etc.; the designs in many instances are artistic, and the quality, both of the body and colouring, of more than average excellence. Parian statuary is one of the specialities of the firm and is very extensively made; some hundreds of different single figures, groups, busts, and animals, besides numbers of ornamental articles, being issued. The quality is superior to many for the American markets, and the modelling of the figures is artistic and clear. Many of them are of large size, and are produced with remarkable skill. Mr. Steele uses no mark.
[334]
Brewery Street.—Robert Cook makes ordinary Parian goods in large quantities, principally for shipment to America.
Percy Street.—William Machin makes ordinary earthenware and common coloured figures.
Taylor, Tunnicliffe & Co., who used to manufacture in Broad Street very excellent door furniture and other fittings for Birmingham houses, have recently built more commodious works at Eastwood Vale.
Biller & Co. make good door furniture and other fittings for metal workers at Eastwood Vale.
Albion Works, Stafford Street.—John Dimmock & Co. are very large producers of earthenware of superior quality and finish. The firm is very old established. The firm of Thomas Dimmock & Co., at the time when Ward’s History was published, held three manufactories, viz., one “in Hanley, adjoining the New Market house, formerly James Whitehead’s, afterwards J. & W. Handley’s; another on the upper end of Shelton, formerly of Edmund John Birch, afterwards of Christopher Whitehead; and an enamelling and gilding establishment adjoining the King’s Head at Shelton.”
Eastwood Vale.—W. H. Goss (see “London Road, Stoke-upon-Trent”).
Eastwood Works.--Formerly carried on by Mr. Thomas Twyford, and afterwards by E. Hampton & Son, these works passed, in 1864, into the hands of the present proprietor, Mr. George Howson. The productions are entirely confined to sanitary ware, made of the ordinary Staffordshire fire-clay, washed inside with a white slip; sometimes blue printed.
Dental Manufacturing Company, Limited, Broad Street.—This manufactory was established by Mr. J. S. Crapper, in 1856, and by him carried on and gradually developed until June, 1873, when it was purchased from him by this Company, Mr. Crapper remaining the managing director. The Company have other manufactories and depôts at 25, Broad Street, Golden Square, London, and in Grosvenor Street, Oxford Road, Manchester. It is one of the largest porcelain tooth producing manufactories yet established.
[335]
The dento-ceramic art is, naturally, of recent origin, but it has already almost reached perfection; the artificial teeth so closely resembling the natural, that the false are undistinguishable from the real. In durability nature is by this manufacture excelled; since the porcelain tooth lasts much longer than bone or ivory. Surprising, however, as we find the exact imitation of nature, it is, perhaps, still more surprising to learn that it is only obtained by a variety of at least 100 different shades and tints of colour, and of about 1,000 different shapes and sizes of teeth. Being a new branch of Ceramic Art I have no hesitation in giving fuller details than usual. They are furnished by my friend Mr. Goss.
“The material of which the teeth are composed, although differing in the proportions of its ceramic ingredients from any other porcelain body, is yet strictly porcelain. It is a vitreous, translucent body, consisting of silica, alumina, and potass, with the alumina in smaller and the potass in larger proportions than in any other porcelain body. Feldspar is the chief constituent, to which some silica, in the form of quartz, is added, and, in some instances, a small proportion of china clay. The colouring materials are the oxides of titanium, uranium, cobalt, manganese, platinum, and gold. From these bases the company obtains, as before said, about one hundred tints and shades, ranging from the delicate blue-white—the poetic “pearl”—to the dark tobacco stain. We have seen an American account of the matter, however, in which a palette of thirty-nine times 64,000 varieties or gradations of colour is claimed from the same bases for dental selection, and the different shapes and sizes of teeth are estimated at 10,000 instead of the 1,000 which the Company claims in its modesty.
“The materials being finely ground together, the teeth are either cast or pressed in metal moulds, the inner surface of the moulds being oiled, as is usual when metal moulds are used in potting, to prevent the adhesion of the clay or slip. It will surprise most potters to learn of ceramic articles being made, or cast, from ‘slip’ in metal moulds; but this is successfully done at the company’s works, the moulds being warmed to facilitate evaporation and the ‘setting’ of the material, which is sooner effected in this body than in any other porcelain, on account of the small proportion of alumina in its composition. In those teeth which are furnished with platinum pins the latter are fitted into small holes in the mould before the casting, and the end of the pin, which is inserted into the tooth, being headed, the firing secures it inextractably in its place. The machine which cuts up and ‘heads’ the platinum wire is a marvellous little creature. A correspondent of an American paper writing of it says, ‘Here is a spitefully busy little machine, too busy with one particular process to tell us what it is doing, and yet we discover that it is eating platinum wire and spitting out tiny pins at the rate of six hundred a minute. Each comes out with a solid head like that of a brass pin, with rough indentations in the other end, so as to be firmly held in the plastic body of the tooth until fierce heat makes the union indissoluble. The strength, infusibility, and incorruptibility of platinum make it the close companion of mechanical dentistry.’ The teeth being removed from the moulds and sufficiently dried, are seamed and otherwise finished off by young ladies with very delicate handling. They are then placed on fire-clay trays and baked in a furnace until they are properly vitrified and have attained the necessary polish from surfacial fusion.
“The White House, where the Company’s manufacturing operations are carried on, and on which stands the residence of the managing director, has some old potting associations and history. It was many years ago the residence of Mr. Richard Hicks, of the firm of Hicks, Meigh, and Johnson, from whose executor (Mr. Charles Meigh) Mr. Crapper purchased the property, and still retains it, letting to the Company the Porcelain Tooth Works. Hanging on the wall of the Company’s office is a printed quotation from Josiah Wedgwood:—‘All works of taste must bear a price in proportion to the skill, taste, time, expense, and risk attending their invention and manufacture. Those things called dear are, when justly estimated,[336] the cheapest; they are attended with much less profit to the artist than those which everybody calls cheap. Beautiful forms and compositions are not made by chance, nor can they ever, in any material, be made at small expense. A competition for cheapness, and not for excellence of workmanship, is the most frequent and certain cause of the rapid decay and entire destruction of arts and manufactures.’ This quotation, beautifully and ornamentally lithographed, has emanated from Philadelphia, and nearly every dentist in the United States has a copy of it displayed in his operating room. Not only do our American cousins generally highly appreciate the productions and the career of the great Josiah, but the dental community especially, although they do not claim to be potters, proudly claim to be his followers in ceramic art and science.”
Trent Pottery, Eastwood.—This manufactory, situated by the side of the North Staffordshire Canal, at Eastwood, was established in 1867 by Messrs. Livesley & Davis, and on the retirement of Mr. Livesley the style was changed to J. H. & J. Davis (brothers). In 1875 Mr. J. Davis retired, and since then the concern has been carried on by its present proprietor, Mr. J. H. Davis, alone. Until latterly the productions were confined to white granite ware for the United States, but Mr. Davis now manufactures to a large extent dinner, toilet, and tea services, and other articles, both for the home and foreign markets. He is also an extensive maker of sanitary wares, lavatories, plug-basins, hoppers, etc.
James Dudson, Hope Street Works, established in 1800. In 1835 Mr. James Dudson entered upon the works, and they are still carried on by him. At one time he manufactured ornamental china figures, vases, and services. His finest productions are white and coloured (drab, blue, sage, &c.) stoneware jugs, tea and coffee pots, sugar-boxes, &c.; metal-mounted goods; flower-pots, candlesticks, &c. Among the registered designs for jugs, which have been modelled by the best artists, are the “Fern,” “Argyle,” “Barley,” “Vine-border,” “Pine-apple,” and “Wheatsheaf” patterns, which are produced in a variety of colours. In tea-pots the “Damascus,” “Fern,” and “Argyle” patterns are among the most popular. In mosaic ware Mr. Dudson makes a variety of articles in white, drab, blue, and other bodies inlaid with a variety of colours. In these are tea and coffee pots, sugar bowls, jugs, &c., of different shapes, the “Tanhart” and “Cambridge” being among the most successful. These goods are produced in large quantities. Mr. Dudson, who received “honourable mention” in the Exhibitions of 1851 and 1862, supplies both home and foreign markets.
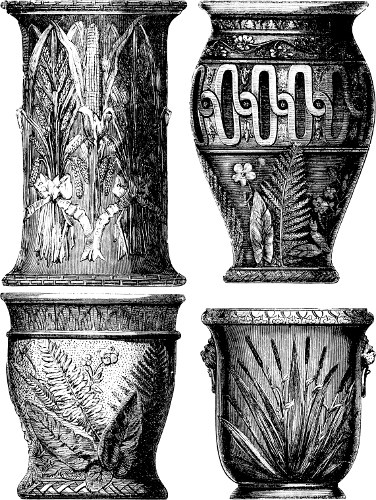
505 to 508.
Victoria Works, St. James Street.—The productions of Messrs. Adams & Bromley, until 1873 carried on as John Adams & Co., are[337] majolica and jasper wares of high class, both in quality and in design, and have given them an honourable name among the manufacturers of the district. Parian portrait busts (among which were those of the Poet Laureate, Lord Derby, and Mr. Gladstone) were formerly produced, and are remarkable for their truthfulness and artistic treatment. In jasper, besides vases and candlesticks, tea[338] and other services, tea and coffee-pots, table-kettles, fruit bowls, jugs, and a variety of other decorative and useful articles, cameos and medallions, after Wedgwood, for inlaying and other ornamental purposes, are made to a large extent and of satisfactory quality. The jasper is in quality and in general character of ornamentation, as well as in colour, a very close imitation of the more modern Wedgwood ware, and the shapes of many of the articles evince good taste in design. In majolica, bread-trays, cheese-trays, candlesticks, flower-pots, vases, garden-seats, jardinières, figures, and a very large variety of useful and ornamental goods are produced. The quality of the majolica is far above the average, and many of the designs are artistic; the workmanship in all cases is skilful and good. Some of these productions, exhibited in 1871, are shown on Figs. 513 to 516. Since that period Messrs. Adams & Bromley have made rapid strides in the art, and have introduced many good patterns. Notably among these are a large flower-vase, some four feet in height, with a well-modelled Cupid supporting the bowl; a masterly flower-vase on mask feet, and surrounded by a wreath of oak-leaves; another large vase in which the handles are formed of Cupids; water-lily, and other well-conceived dessert pieces, &c. Green glazed dessert ware is also extensively made. The mark is the names ADAMS & Co., or ADAMS & BROMLEY, or A. & B.

STONE CHINA.
J. W. PANKHURST & Co.
Fig. 509.
Charles Street Works.—This manufactory, now carried on by Messrs. J. W. Pankhurst & Co., is one of the oldest in Hanley. About a hundred years ago it was owned and worked by William Mellor, to whose family the property still belongs. Mr. Mellor made the Egyptian black ware for the Dutch markets, as did his successors Messrs. Toft & Keeling, who also produced other varieties of earthenware. It was next carried on by Messrs. Toft & May, and then by Robert May alone, for the manufacture of the same goods for the Dutch markets. Mr. May was succeeded by Mr. William Ridgway, who changed the manufacture to that of goods for the American markets. Upon his failure the works were[339] taken by the present firm of J. W. Pankhurst & Co. The goods produced by this firm are confined to white granite for the American markets. In this material, dinner, tea, and toilet services, and all the usual useful articles are largely produced, and are of high quality both in body and glaze. The mark used by the firm is the royal arms and name, printed in black, on the ware.
High Street.—The works carried on by Messrs. Gelson Brothers
until a dissolution of partnership in 1876, and now continued by
Messrs. Thomas Gelson & Co., form a part of those founded in the latter
part of last century by Elijah Mayer, who about 1820 took his son into
partnership under the style of “Elijah Mayer & Son.” It was afterwards
“Joseph Mayer” and “Joseph Mayer & Co.” In 1867, the premises were
purchased by Messrs. Gelson Brothers. Elijah Mayer was a potter of
considerable eminence, and produced an extensive variety of goods. His
Egyptian black, or basalt, ware, was, in quality of body, nearly equal
to that of Wedgwood, and the ornamentation sharp and well defined; in
this he produced tea-pots, cream ewers, bowls, and other articles. In
cream-coloured ware, services and all the usual useful articles were
made, and were of unusually good style and quality; for these and
his “brown-line” patterns he was noted. His cane-coloured, or drab,
unglazed goods were another of his famous productions; specimens of
these are not often obtainable. In the Museum of Practical Geology is
a vase of this description, with festoons of raised flowers. Elijah
Mayer produced a service commemorative of Nelson’s Trafalgar and Nile
victories, which became very popular. His mark was “E. Mayer” impressed
in the ware, and afterwards “E. Mayer & Son.” Of the later firm some
examples with the name
 are preserved in the Liverpool Museum. The following note upon these works has been supplied
to me by Mr. Goss:—
are preserved in the Liverpool Museum. The following note upon these works has been supplied
to me by Mr. Goss:—
“A walled lane ran through the premises owing to a right of way across the property which had been acquired, to the annoyance of the Mayers, by a Mr. Smith, whose property lay beyond the manufactory, going from High Street. The division to the right hand included the residence of the Mayers, warehouses, offices, and stabling, &c. About 1833 Mr. Joseph Mayer suddenly ceased potting, filled his warehouses, offices, stabling, and part of his house with his most valuable stock, and locked it up until his death. He let the other part of his works, that now Messrs. Gelson’s, to his cousin, William Ridgway, as beforesaid. After Mr. Joseph Mayer’s death in 1860 the residence was converted into a works for mounting jugs and tea-pots, carried on by Thomas Booth. It is now part of the china manufactory, of Mr.[340] Samuel Lear. Besides Mr. Lear’s china works there is a small earthenware works on the old site carried on by Mrs. Massey; this includes the Mayers’ stabling and coach-houses. There are also numerous cottage residences erected in the other spaces.”
Messrs. Gelson & Co. formerly produced the usual white granite ware for the American market. This has been now abandoned, and they confine themselves to the production of the highest classes of useful goods for the home trade. In this they make dinner, tea, breakfast, toilet, and other services in every variety of printed, enamelled, and gilt patterns. One of their specialities is the successful imitation of the old Dresden style, which is produced with marked success in a dinner service. This has all the character, in general appearance, of the antique, and is a very satisfactory reproduction of a good old pattern. Another happy decorative idea is the introduction of Anglo-Saxon and early Irish interlaced ornaments in bands encircling mouth ewers and other articles.
Eagle Works.—This business, commenced at Longton in 1845, was removed to Hanley in 1848 by Mr. James Meakin. In 1852 he retired, and was succeeded by two of his sons, James and George Meakin. In 1859, the business having considerably increased, the Eagle Works were erected, and in 1868 were very considerably enlarged. Messrs. J. & G. Meakin have also branch works at Cobridge and Burslem, and are large producers of ordinary earthenware. All the usual classes of useful, plain, and embossed white earthenware are produced and shipped to the United States and most foreign ports; the speciality of the works being white granite ware of ordinary quality, in imitation of French china. The mark is J. & G. MEAKIN, stamped in the ware, and printed in black.

IRONSTONE CHINA.
J. & G. MEAKIN.
Fig. 510.
Brook Street Works.—These works were established by Ralph Salt, and he and his survivors, Richard Booth and Messrs. Williams & Willet, manufactured painted china toys. In 1860 the works passed into the hands of Mr. William Taylor, who commenced making white granite and common coloured and painted ware. These latter have been discontinued, and the productions are now confined exclusively to white granite ware for the United States and Canadian markets, of both qualities—the bluish tinted for the provinces, and the purer white for the city trade.
[341]
Cannon Street.—Charles Ford (formerly Thomas and Charles Ford) manufactures the better class of china in tea, breakfast, dessert, and table services for the home markets.
William Stubbs, Eastwood Pottery, manufactures china and earthenware services of the commoner kinds, lustres, stone ware jugs, black tea-pots, &c., and the smaller and commoner classes of china toys and ornaments.
Norfolk Street Works, Cauldon Place.—These works were established by their present proprietors, Messrs. R. G. Scrivener and Thomas Bourne (trading under the style of “R. G. Scrivener & Co.”), in 1870, and are situate about midway between Stoke and Hanley. Their productions are china tea, breakfast, dessert services, and fancy articles, and earthenware toilet and other services of a more than average degree of artistic decoration. They export considerably to the colonies and also supply the home markets.
The mark is simply the initials
 impressed, but even this is only used on some classes of goods; the
registered designs have a printed mark, with the name of the pattern
and initials of the firm.
impressed, but even this is only used on some classes of goods; the
registered designs have a printed mark, with the name of the pattern
and initials of the firm.
Broad Street.—The small works occupied by Mr. Ash, as a Parian and majolica manufactory, are of old establishment.
Albert Works, Victoria Place.—These works were erected in 1875 by Mr. J. Buckley, who in December of that year removed to them from the Vine Street Works, which he had occupied from 1861. Mr. Buckley commenced business in Hanley as a sanitary ware potter in 1836. His productions are all the usual varieties of sanitary goods (pans, traps, tables, &c.), ship and other fittings, toilet ware, handles for various purposes, plumbers’ fittings, spirit casks, &c.
Ranelagh Works.—Established in 1846 by Mr. Stephenson, these works were next occupied by Mr. James Oldham, next by Oldham & Co., then by Mr. T. R. Hinde, and next Hollinshed & Staner. The productions are the commoner classes of earthenware and stone[342] ware, in which all the usual services and general articles are made. No mark is used.
Swan Works, Elm Street, established in 1835 by Samuel Bevington as Parian works, and afterwards carried on by his son, John Bevington, passed in 1866 into the hands of Messrs. W. L. Evans & Co., and in 1871 to Neale, Harrison & Co., who gave up the manufacturing and confined themselves to decoration only; they were succeeded by Mr. T. R. Simpson.
Mayer Street Works, established in 1864, by Mr. E. Hodgkinson, for the manufacture of mosaic stone ware, Parian, and pearl-white granite wares. In 1871 Mr. Hodgkinson was succeeded by Mr. W. E. Cartledge.
Brook Street Works.—Messrs. Worthington & Son produce earthenware and stoneware, both for home and foreign markets.
Dresden Works, Tinkersclough.—In 1843 Edward Raby produced at these works china ornaments with raised or “Dresden” flowers, hence the name. From 1852 until 1864 they were carried on by Messrs. John Worthington and William Harrop; from that time till 1873, by Thomas Worthington and William Harrop; and from that time to the present by William Harrop alone. The productions are the cheaper classes of Parian goods, and fancy jugs in stone ware and ordinary earthenware, of good middle-class quality, all of which are supplied both to the home and American markets. No mark is used.
The works are situated at what is called “Tinkersclough,”—a place whose name is said to be “derived from the fact of its being frequented in the olden times as a place of rendezvous by Gipsies and travelling tinkers.”
Bath Street Works.—These works were established in 1849 by the late Mr. Thomas Twyford (father of the present proprietor), who was a lineal descendant of the famous old seventeenth century potter, Twyford, who with Astbury wormed out the secret of the Elers, as detailed in vol. i. page 101. The operations of the firm are confined to sanitary and plumbers’ ware, and wine and spirit show barrels. In the former of these departments, Messrs. Twyford, as well as being among the oldest, are the largest producers in the[343] locality, and their wares rank high for form, workmanship, and quality. The principal goods produced are plug-basins, drinking-fountains of excellent design, closet and bath fittings, cabinet stands, &c. These are made in every variety of shape, and of the most approved construction. The barrels, as usual, are more or less painted and gilt. The mark of the firm is the Staffordshire knot enclosing the letters T T (Thomas Twyford), with H (Hanley) beneath. Besides the home trade, Messrs. Twyford export very largely to America, Australia, Russia, France, Germany, Spain, and other countries. The same firm has a manufactory at Buckland for the manufacture of cane and white sanitary ware.
Waterloo Works, Nelson Place.—These are old-established works, and have, with others, been occupied by Mr. W. Stubbs, Thomas Booth and Son, Holmes and Plant, and their present proprietors, Messrs. Pugh and Glover. The ordinary classes of earthenware in toilet and other services, painted, enamelled, and grounded; stoneware jugs, tea-pots, &c.; and other wares, are largely made, and of all the usual classes of decoration, both for home and foreign markets.
New Street Pottery.—These works were established in 1873 by the present proprietors, Messrs. Edward Banks and Thomas Thorley. Their productions are majolica, terra cotta, jet, and stone wares, and these they produce for both home and foreign markets. In terra cotta, water-bottles of porous body, unglazed, of elegant forms and of a more or less highly decorated character, with stoppers and stands; alcorazzas; water goblets; Malaga jars; tobacco jars, &c, are made in great variety. These porous goods are of three distinct kinds, a clear full red, a buff, and a purplish white. They are printed, painted, enamelled, and gilt in encircling borders, wreaths, &c.; in groups of flowers and ferns; or in Japanese figure subjects, and are of excellent shape and workmanship.
In majolica, cheese stands, bread trays, dessert services, jugs, egg-holders, jardinières, flower-pots, tea-pots, ladies’ work-baskets, water-bottles, and an infinite variety of ornamental articles are made. Many of these are of a high degree of merit in design, and their production is faultlessly good. Notably among the dessert services in majolica is one with a rich chocolate-coloured ground, which throws out, with a strikingly beautiful and rich effect, a[344] naturally arranged group of ivy, ferns, and anemones, which are slightly embossed, and are coloured true to nature; this is surrounded by an embossed “key” border and white enamel edge, and the handles are in keeping with the ornamentation. Another striking design in majolica is a jug. The ground of this is chocolate, and upon it are panels of rope in buff, enclosing thistle-leaves in green. The whole design, including the twisted rope handle, is novel and pleasing. Besides these, green glaze dessert services, and a large variety of other articles, both useful and ornamental, are made. The firm use no mark.
Castle Field Pottery.—These works were formerly carried on by Mr. Ball for the manufacture of ornamental bricks. Mr. Ball “distinguished himself as the first to bring out hollow and glazed bricks, and these he made for Prince Albert’s Model Cottages. They were from his works at Poole, in Dorsetshire, and matured here at Etruria.” In 1860 Messrs. Davenport & Banks established themselves at these works, and commenced the manufacture of fancy goods of various kinds, which they successfully carried on until 1873, when Mr. Banks retired, and was succeeded by Mr. Beck,—the firm now being “Davenport, Beck & Co.” The principal productions of the Castle Field Works are fancy antique goods, in which numberless articles are made; majolica in all its varieties; porous goods; terra-cotta water-bottles, &c.; jet ware; and the ordinary classes in which dinner, tea, dessert, toilet, trinket, and other services are made, both for home and foreign markets. The mark used is a castle, and the letters “D. B. & CO. ETRURIA” within an oval garter, bearing the words TRADE MARK.
Henry Venables, Etruria Road, established 1860, manufactured Etruscan-red porous goods, black basalt ware, jet glazed ware, and blue and other coloured jaspers. In these he produced a large variety of vases, as well as other ornamental and useful goods.
[345]
Etruria—Josiah Wedgwood—The Wedgwood Family—Indenture of Apprenticeship—Ridge House Estate—Etruria Works founded—Thomas Bentley—Flaxman—Catalogues of Goods—Jasper and other Wares—Portland Vase—Monument to Josiah Wedgwood—Marks—Various Productions of the Works—M. Lessore.
Having already, some years ago, written a work devoted to the life of Josiah Wedgwood—a history of the family to which he belonged, of the works founded by him, and of his various productions[52]—it will not be necessary to enter at any very great length into the subject in this chapter.
Josiah Wedgwood was born at Burslem in July, 1730, and was baptized on the 12th of that month, the entry in the parish register being as follows:—“1730. Josiah, son of Thomas and Mary Wedgwood, bapd. July 12th.” He was the youngest, the thirteenth, child of Thomas Wedgwood (eldest son of Thomas Wedgwood and his wife, Mary Leigh, of the Churchyard House and Works, Burslem), by his wife, Mary Stringer. This Thomas Wedgwood was born in 1686–7, and his family consisted of seven sons and six daughters. The daughters were, I believe, Maria, born in 1711; Anne, born in 1712; Mary, born in 1714; Margaret, born in 1720; Catherine, born in 1726; and Jane, born in 1728: while the sons were Thomas, of the Churchyard and Overhouse, born in 1716; Samuel, in 1718; John, in 1721; Aaron, in 1722; Abner, in 1723; Richard, in 1725; and Josiah, in 1730.
Figs. 517 to 523.—Wedgwood’s Jasper Ware.
The Wedgwoods were an ancient family of Staffordshire, being originally, I believe, of Wedgwood in Wolstanton, where a Thomas de Weggewood “was frankpledge, or headborough, of the hamlet of Weggewood” in 1370; and a century later John Wedgwood, a[346] descendant, then of Blackwood or Dunwood, married Mary Shawe, the heiress of Harracles. The Wedgwoods of Burslem, who belonged to this family, had, for many generations before the birth of Josiah, been potters there, and indeed a considerable portion of the place passed into the hands of one of them, Gilbert Wedgwood, by marriage with Margaret Burslem, heiress of the De Burslems, the original owners of the place, about the year 1612. The issue of this marriage was, it appears, six sons and two daughters: Joseph, who died without issue; Burslem, whose line became extinct in the third descent; Thomas, who married Margaret Shaw (who survived him, and afterwards married Francis Fynney), and had a family of seven sons and nine daughters, and was the ancestor of the families known as the “Overhouse Wedgwoods” and the “Church Wedgwoods,” of which latter Josiah was a member; William; Moses; and Aaron, who was ancestor of the family known as the “Big House Wedgwoods;” Mary, married to Broad; and Sarah, married to Daniell. The eldest son of Thomas and Margaret, to whom I have alluded, was John, who appears to have been born in 1654 and to have died in 1705. He had by his wife, Alice, a daughter, Catherine, who married her cousin, Richard Wedgwood, potter, of the “Overhouse” branch, and had by him John, an only child, who died a minor.[347] This lady, who survived her husband, married, secondly, Thomas Bourne, and thirdly, Rowland Egerton, and died a widow in 1756. The second son of Thomas and Margaret, Thomas Wedgwood, was born in 1660, and married, in 1684, Mary Leigh. He resided, and had his pot-works close to the churchyard at Burslem, where they still exist. By his wife, Mary Leigh, he had a family of four sons and five daughters. The sons were Thomas (father of Josiah), John, Abner, who died young, Aaron, and Daniel; and the daughters, Catherine, married to her relative, Dr. Thomas Wedgwood, jun.; Alice, married to Thomas Moore; Elizabeth, married to Samuel Astbury; Margaret, married to Moses Marsh; and Mary, married to Richard Clifton. Thomas Wedgwood, who succeeded his father at the Churchyard Works, died in 1739, when his youngest and most famous son, Josiah, was hardly nine years old (and by his will the sum of twenty pounds, to be paid him on attaining the age of twenty, was left), and was in turn succeeded by his eldest son, Thomas, in the business. This Thomas Wedgwood married, in 1742, Isabel Beech, and in his marriage settlement is described as “of the Over House, Burslem, potter,” and probably both these and the Churchyard Works were carried on by him.
To this Thomas Wedgwood his eldest brother, Josiah Wedgwood, was bound apprentice on the 11th of November, 1744. The original indenture of apprenticeship (which, with a vast number of other documents, wills, &c., I had the pleasure to be the first to make public in the Life of Wedgwood), preserved in the Museum at Hanley, is as follows:—
“This Indenture, made the Eleventh day of November, in the Seventeenth year of the Reign of our Soveraign Lord, George the Second, by the grace of God, King of great Brittain, and so forth, and in the year of our Lord one Thousand Seven Hundred forty and four, Between Josiah Wedgwood, son of Mary Wedgwood, of the Churchyard, in the County of Stafford, of the one part, and Thomas Wedgwood, of the Churchyard, in the County of Stafford, Potter, of the other part, Wittnesseth that the said Josiah Wedgwood, of his own free Will and Consent to, and with the Consent and Direction of his said Mother, Hath put and doth hereby Bind himselfe Apprentice unto the said Thomas Wedgwood, to Learn his Art, Mistery, Occupation, or Imployment of Throwing and Handleing, which he the said Thomas Wedgwood now useth, and with him as an Apprentice to Dwell, Continue, and Serve from the day of the Date hereof, unto the full end and term of five years from thence next Ensuing, and fully to be Compleat and Ended; During which said Term, the said Apprentice his said Master well and faithfully shall serve, his secrits keep, his Lawfull Commands Every were gladly do; Hurt to his said Master he shall not do, nor willfully suffer to be done by others, but the same to his Power shall let, or forthwith give notice thereof to his said Master; the goods of his said Master he shall not imbezil or waste, nor them Lend, without his Consent, to any; at Cards, Dice, or any other unlawfull Games he shall not Play; Taverns or Ale Houses he shall not haunt or frequent; Fornication he shall not Commit, Matrimony he shall not Contract; from the Service of his said Master he shall not at any time depart or absent himselfe without his said Master’s Leave:[348] but in all things as a good and faithful Apprentice Shall and Will Demean and behave himselfe towards his said Master and all his, During the said Term, and the Said Master his Apprentice the said Art of Throwing and Handleing which he now useth, with all things thereunto, shall and will Teach and Instruct, or Cause to be well and Sufficiently Taught and Instructed after the best way and manner he can, and shall and will also find and allow unto the Said Apprentice Meat, Drink, Washing and Lodging, and Apparell of all kinds, both Linen and Woolen, and all other Necessaries, both in Sickness and in Health, meet and Convenient for such an Apprentice During the Term aforesaid, and for the true performance of all and Every the said Covenants and Agreements either of the Said Parties Bindeth himselfe unto Each other by these presents, in Witness wereof they have Interchangeably Set their hands and Seals the Day and year before mentioned.
Sealed and Delivered
in the Presence of
Samuel Astbury.
Abner Wedgwood.
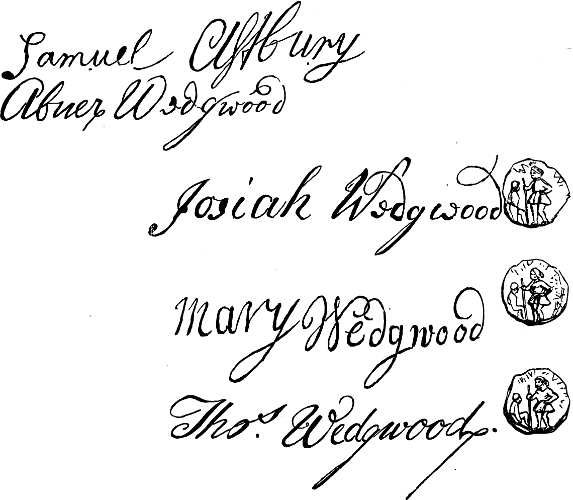
Fig. 524.—Fac-simile of Signatures to Wedgwood’s Indentures.
Facsimiles of the autograph signatures of Josiah Wedgwood; of his mother, Mary Wedgwood; his brother, Thomas, to whom he was bound; his uncle, Samuel Astbury (husband to Elizabeth Wedgwood, his father’s sister); and his brother or uncle, Abner Wedgwood, are given in Fig. 524. The indenture is endorsed “Josiah[349] Wedgwood to Thos. Wedgwood. Indenture for 5 years. November 11th, 1744.” Of the Churchyard Works a view is given on page 244.
In 1749 Josiah Wedgwood’s apprenticeship expired, but he probably remained for some time in the employ of his brother. He next went to Stoke, where he lodged with a mercer, Mr. Daniel Mayer, and commenced making imitation agate and other knife-handles, and in 1752 entered into partnership with John Harrison for the manufacture of the same kind of goods (see page 232). Two years later both Wedgwood and Harrison entered into partnership for a term of five years with Thomas Whieldon, at Fenton Low, as already spoken of under the head of those works (which see). At the expiration of the five years, namely, in 1759, Josiah Wedgwood returned to Burslem and commenced business on his own account; first, there is reason to believe, at the “Churchyard” Works, and next at the Ivy “House” (Fig. 368), which he rented from his relatives of the “Big House.” Next, he entered upon another manufactory, the “Bell Bank,” or “Bell Works” (Fig. 367), as it became called, and thus carried on their pot-works at the same time. Here he produced his famous “Queen’s ware,” which earned for him the appointment of “Queen’s potter,” which was thus brought about.
In 1762, on the occasion of the accouchement of Queen Charlotte, Wedgwood, having by that time perfected the body and glaze of his fine cream-coloured ware, presented to her Majesty a caudle and breakfast service of his manufacture, which was graciously received. This service, which was of course made of the finest and best cream-coloured quality which could be produced, was painted in the highest style of the day by the first artists of the works, Thomas Daniell and Daniel Steele. The ground of this service, which was prepared with all the skill the art would then admit of, was yellow, with raised sprigs of jessamine and other flowers, coloured after nature. The Queen received this tribute of an infant art, and was so pleased with it that she at once expressed a wish to have a complete table service of the same material. Wedgwood submitted patterns for the several pieces, “which were approved, with the exception of the plate, which was the common barleycorn pattern, then making by all the salt-glaze manufacturers. Her Majesty objected to the roughness—the ‘barleycorn-work’ as it is called—and therefore this part was made plain; on the edge was left only the bands, marking the compartments; and being approved by her Majesty, the pattern was called ‘Queen’s pattern.’” The ware was at once named by Wedgwood[350] “Queen’s ware,” and he received the Queen’s commands to call himself “Potter to Her Majesty.” On the service being completed the King gave Wedgwood his immediate patronage by ordering a similar service for himself, but without the bands or ribs. This alteration in pattern was “effected to the entire satisfaction of his Majesty,” and some little alterations being made in the forms of some of the other pieces, it was called the “Royal pattern.” The patronage thus given was of incalculable benefit to Wedgwood, to the district around him, and indeed to the whole kingdom, for it opened up a source of wealth to thousands of people, and was the means of extending commerce to a marvellous extent. Orders for the new kind of ware flowed in upon him in a regular and constantly increasing stream, and at prices which were then considered liberal or even high. It is recorded that at this period he received at the rate of fifteen shillings per dozen for table plates, and for other pieces a proportionate price. The tide of fortune which thus had set in upon him was immensely increased by his subsequent inventions, and ultimately swept him from his small manufactories at Burslem to the colony he established a few miles off at Etruria. The other most usual form of plate in his Queen’s ware was the “Bath” or “Trencher,” from its resemblance to the wooden platter or trencher, and this was succeeded by the concave rim, and other varieties. Wedgwood did not patent his inventions and improvements, and thus every manufacturer was stimulated, and a host of Queen’s or cream-ware makers soon, sprang up. When he “discovered the art of making Queen’s ware,” wrote Wedgwood himself, “which employs ten times more people than all the china works in the kingdom, he did not ask for a patent for this important discovery. A patent would greatly have limited its public utility. Instead of one hundred manufactories of Queen’s ware there would have been one; and instead of an exportation to all quarters of the world, a few pretty things would have been made for the amusement of the people of fashion in England.” Some of his Queen’s ware Wedgwood had decorated with transfer printing by Sadler and Green of Liverpool, as already noted under that head. This is alluded to in the “Burslem Dialogue:”—
“L.—Oi’d summat t’ doo t’ get dahn t’ L’rpool wi’ eawr caart, at th’ teyme as oi fust tayd Mester ‘Siah Wedgut’s wheit ware for t’ be printed theer. Yu known as hâe ther wur noo black printin’ on ware dun i’ Boslem i’ thoos deys.
“T.—Oi remember ’t varry weel. Oi s’pose as ’Siah wur abaht th’ same age as thiseln, Rafy, wur he no’?
[351]
“L.—Ya, oi rek’n he wur tew year yunker til me.
“T.—When he started i’ bizness fust, he made spewnes, knife hondles, an’ smaw crocks, at th’ Ivy hahs, close to where we’re nah sittin’.
“L.—Aye, oi weel remember th’ toyme; an’ arter that he flitted to th’ Bell Workhus, wheer he put up th’ bell-coney for t’ ring th’ men to ther work isted o’ blowin’ em together wi’ a hurn. ’Twur a pity he e’er left Boslum, for he wur th’ cob o’ th’ Wedguts.”

Figs. 525 and 526.—Flaxman’s Medallions of Josiah Wedgwood and his Wife.
Figs. 527 to 533.—Wedgwood’s Basaltes or Egyptian Black Ware.
On the 25th of January, 1764, Josiah Wedgwood married, at Astbury, in Cheshire, his distant relative—his seventh cousin—Sarah Wedgwood, daughter, and eventually heiress, of Richard Wedgwood, Esq., of Smallwood, in that county, and also heiress to her brother John. By this marriage Josiah Wedgwood ultimately became possessed of a fortune of some twenty thousand pounds. After his marriage he still resided at the “Ivy House;” and, having failed in his proposal to purchase the “Big House” when his relatives retired from business, he set about the founding of an entirely new manufactory. His “Big House” relations were the brothers Thomas and John Wedgwood, sons of Aaron Wedgwood, by his wife Mary Hollins. This Aaron was son of Aaron, sixth son of Gilbert, from whom Josiah and the various Burslem branches of the family were descended, and he and his wife, Mary Hollins, were both buried in[352] the same grave on the same day, 24th of April, 1743. He, as well as his son and his grandsons, Thomas and John, were lead-glaze potters. About 1740, it is said, these two “commenced the manufacture of white stoneware upon their own account; but although very industrious and ingenious workmen (one of them being well skilled in burning or firing the ware, and the other an excellent thrower), they were unsuccessful for a long time, and had actually determined to abandon any further attempt to make the white stoneware, when an accidental circumstance encouraged them to proceed. The water with which they prepared the clay, it seems, became highly saturated with salt, owing to the shard ruck or rubbish from their ovens being placed immediately above their water pool, and which rubbish contained much salt. The rain passing through the shard ruck, dissolved the salt, and carried it into the pool, whence it got into the body of the ware, and, in conjunction with the flint and clay, together with the lime which generally adheres to flint stones, formed a fusible body that arrived at a state of vitrification with a lower degree of heat than was requisite to prepare this body for the salt glaze. This discovery induced them to make other and more extended trials, and in these they succeeded beyond expectation. The Wedgwoods followed up their success with unremitting diligence; and shortly[353] afterwards built a new and commodious manufactory, where they had a supply of good water. This was near the Windmill, invented and erected by the celebrated Brindley for reducing flint-stones to a fine powder by grinding them in water, and thereby preventing the pernicious effects upon the health of the men employed in preparing the flint according to the old method, by pounding it by hand in a dry state in a mortar. The fine dust of the flint getting into the lungs produced coughs and consumptions, which frequently proved fatal. This building, censured at the time as having been upon too extensive a scale, was the first earthenware manufactory in the Potteries not covered with thatch. In 1750 they erected an excellent and substantial dwelling-house adjoining their manufactory, which so far exceeded the other houses in the Potteries in point of size and elegance, that it then was, and now is, distinguished by the appellation of the ‘Big House;’ and in the year 1763 these gentlemen retired from business in the possession of an ample fortune, the just and honourable reward of their industry and integrity.”
Having taken into partnership his relative, Thomas Wedgwood, “who had been some years a faithful and industrious foreman in the manufactory,” in the Queen’s ware department, Wedgwood became more at liberty to prosecute his experiments. This Thomas married Elizabeth Taylor, of the Hill, Burslem, by whom he had issue Ralph (the head of the firm of “Wedgwood & Co.,” of the Hill Works, afterwards of Ferrybridge; inventor of the “Penna-polygraph,” the “Manifold Writer,” &c.; author of the “Book of Remembrance,” developer of his father’s invention of the Electric Telegraph, the “Fulguri-polygraph” as he called it; and a man of undoubted scientific attainments); John Taylor Wedgwood, the eminent line-engraver; Samuel; Thomas; Aaron; and Abner. Thomas Wedgwood, the partner of Josiah, a man of great acquirements, of high scientific attainments, and of intense business qualifications, died in 1788.
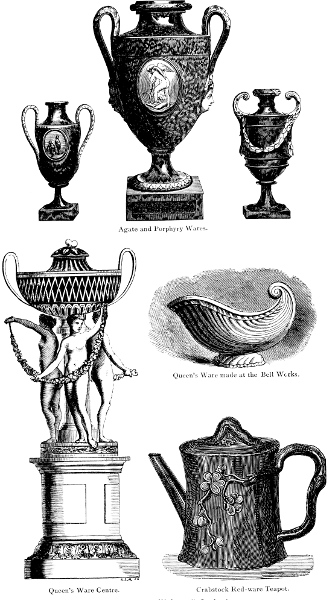
Agate and Porphyry Wares.
Queen’s Ware made at the Bell Works.
Queen’s Ware Centre.
Crabstock Red-ware Teapot.
Figs. 534 to 539.—Wedgwood’s Productions.
In 1766 Wedgwood produced his “basaltes” of “Egyptian,” fine black ware, which became so famous, and this was followed by his “Jasper,” “White-stone,” “Cane-coloured,” “Mortar,” and other wares. His various wares were thus described by himself:—
“1. A terra-cotta; resembling porphyry, granite, Egyptian, pebble, and other beautiful stones of the silicious or crystalline order.
“2. Basaltes or black ware; a black porcelain biscuit of nearly the same properties with the natural stone; striking fire with steel, receiving a high polish, serving as a touchstone for metals,[355] resisting all the acids, and bearing without injury a strong fire: stronger, indeed, than the basaltes itself.
“3. White porcelain biscuit, of a smooth, wax-like surface, of the same properties with the preceding, except in what depends upon colour.
“4. Jasper; a white porcelain biscuit of exquisite beauty and delicacy, possessing the general properties of the basaltes, together with the singular one of receiving through its whole substance, from the admixture of metallic calces with the other materials, the same colours which those calces communicate to glass or enamels in fusion; a property which no other porcelain or earthenware body of ancient or modern composition has been found to possess. This renders it peculiarly fit for making cameos, portraits, and all subjects in bas-relief, as the ground may be of any particular colour, while the raised figures are of a pure white.
“5. Bamboo, or cane-coloured biscuit porcelain, of the same nature as No. 3.
“6. A porcelain biscuit, remarkable for great hardness, little inferior to that of agate. This property, together with its resistance to the strongest acids and corrosives, and its impenetrability by every known liquid, adapts it for mortars and many different kinds of chemical vessels.
“These six distinct species, with the Queen’s ware already mentioned, expanded by the industry and ingenuity of the different manufacturers into an infinity of forms for ornament and use, variously painted and embellished, constitute nearly the whole of the present fine English earthenwares and porcelain which are now become the source of a very extensive trade, and which, considered as an object of national art, industry, and commerce, may be ranked amongst the most important manufactures of the kingdom.”
Fig. 540.—Etruria Works.
In 1766 Josiah Wedgwood purchased the Ridge House Estate, in the township of Shelton, which he afterwards named “Etruria.” On this estate, in the succeeding year, he commenced the building of what he called the “Black Works,” i.e. the works intended for the production of his basaltes or black ware, and soon afterwards (in 1768) took into partnership, in the ornamental department, Mr. Thomas Bentley, of the firm of Bentley & Boardman of Liverpool, who were his agents in that town.
[356]
Figs. 541 and 542.—Medallion and Autograph of Thomas Bentley.

Figs. 543 and 544.—First Vases made at Etruria.
Thomas Bentley, who was the son of Thomas Bentley of Scropton, in Derbyshire, was born there on the 1st of January, 1730, and was brought up at Manchester. From thence he removed to Liverpool, where, in conjunction with Mr. Boardman, he commenced business as Manchester warehouseman, they living together in Paradise Street.[53] On joining Wedgwood, Thomas Bentley of course left Liverpool, and devoted himself to the business in London. In 1769 the Etruria works were opened, and on the 13th of June in that year its first productions were thrown—Thomas Bentley turning the wheel, while the “great” Josiah Wedgwood himself “threw” the pieces. These were three vases of Etruscan form, and they afterwards passed through[357] all the processes of the potter’s art, and were painted in Etruscan style, with suitable inscriptions. These historical and priceless vases are in the possession of Mr. Francis Wedgwood, of Barlaston. Two of these are shown above (Figs. 543, 544), engraved from careful drawings made by myself from the vases at Barlaston. They bear the words
June xiii mdcclxix
One of the first Day’s Productions
at
Etruria in Staffordshire
by
Wedgwood and Bentley
Artes Etruriæ renascunter
Figs. 545 and 546.—Flaxman’s Bas-reliefs in Jasper Ware.
Each of these vases is labelled in Wedgwood’s own handwriting, “Part of Plate 129, vol. i., of Hamilton’s Antiq. Hercules and his Companions in the Garden of the Hesperides,” showing both the subject and where obtained. In 1770 Wedgwood and Bentley[359] established works at Chelsea for the decoration of these “encaustic vases” and for other purposes. Of the names of some of the painters at that time (October, 1770) employed in this Chelsea establishment I am enabled to give evidence in the following document in my own possession:—
| Cash paid at Chelsea for Wages. | On J. W.’s Acct. |
On W. & B.’s Acct. |
|||||
| 1770. | £ | s. | d. | £ | s. | d. | |
| Oct. 6. | John Lawrence, 6 days. | 0 | 5 | 3 | 0 | 5 | 3 |
| Timothy Roberts, 6 days. | 0 | 12 | 0 | ||||
| „ 5. | James Bakewell, 6 days. | 0 | 16 | 0 | |||
| Thos. Blomeley’s Bill. | 1 | 0 | 5 | ||||
| Thos. Hutchings, 6 days. | 1 | 6 | 0 | ||||
| William Roberts, 4 days. | 0 | 4 | 4 | ||||
| Nathl. Cooper, 6 days. | 0 | 16 | 0 | ||||
| William Shuter’s Bill. | 0 | 8 | 0 | ||||
| Thomas Simcock, 6 days. | 0 | 16 | 0 | ||||
| Ralph Willcocks, 6 days. | |||||||
| Mrs. ditto 6 days. | |||||||
| John Winstanley, 6 days. | 0 | 13 | 0 | ||||
| „ 6. | Thomas Barrett, 5 days. | 0 | 7 | 0 | |||
| Thomas Green, 6 days. | |||||||
| Miss Edwards, 6 days. | |||||||
| Miss Parkes, 6 days. | |||||||
| Mr. Rhodes. | |||||||
| Ditto for Joe. | |||||||
| Ditto for Will. | |||||||
| Ditto for Unwin. | |||||||
The partnership of Wedgwood and Bentley had reference only to the ornamented, not to the useful ware; and in this account, although the workmen were employed on both branches, the wages were divided into headings:—“On J. W.’s Acct.” (distinguished as Josiah Wedgwood’s account), and “On W. & B.’s Acct.” (Wedgwood and Bentley’s account). Thus, John Lawrence, for the week ending October 6th, is paid for six days’ Work, at 1s. 9d. a day, of which 5s. 3d. is charged to “J. W.,” and the other 5s. 3d. to “W. & B.” The Chelsea painting establishment continued for some time, and down nearly to the close of last century painting and enamelling were done for the firm in London.
In 1772 Bentley (who, in 1754, had married Hannah Oates of Sheffield, who did not live long) married, at All Saints’ Church, Derby, his second wife, Mary Stamford, of that town. In the year following, the partners issued their first catalogue of goods, which was entitled—
“A Catalogue of Cameos, Intaglios, Medals, and Bas-reliefs, with a general account of[360] Vases and other ornaments after the antique; made by Wedgwood and Bentley, and sold at their rooms in Great Newport Street, London.
“London: printed in the year MDCCLXXIII., and sold by Cadel, in the Strand; Robson, New Bond Street; and Parker, printseller, Cornhill.”
It is of much smaller size than the later editions, and contains sixty pages, inclusive of introduction, &c. The following quotation, from the introductory portion, will enable collectors to arrive at a correct idea of the dates of the production of the various wares:—
“The proprietors of this manufactory have been encouraged by the generous attention of the nobility and connoisseurs to their first essays to give it all the extent and improvement they were able, and with constant application and great expense they have now produced a considerable variety of ornaments in different kinds, the merit of which they humbly submit to the judgment of those who are best skilled in these subjects.
“The variety of new articles which many of their respectable friends have not seen, and multitudes of persons of curiosity and taste in the works of Art have never heard of, render some account or catalogue of them desirable, and even necessary: but many of the articles, and especially the vases, being of such a nature as not to admit of satisfactory and clear descriptions, several parts of this catalogue can only give a slight and general enumeration of the classes, without descending to particulars.
“We shall, however, hope to make the general enumeration sufficiently intelligible, and descend to particulars where the nature of the subjects admits of it.
“To give an idea of the nature and variety of the productions of our ornamental works, it will be necessary to point out and describe the various compositions of which the forms, &c., are made, and to distinguish and arrange the several productions in suitable classes.
“The compositions, or bodies, of which the ornamental pieces are made, may be divided into the following branches:—
“I. A composition of terra cotta, resembling porphyry, lapis lazuli, jasper, and other beautiful stones, of the vitrescent or crystalline class.
“II. A fine black porcelain, having nearly the same properties as the basaltes, resisting the attacks of acids, being a touchstone to copper, silver, and gold, and equal in hardness to agate or porphyry.
“III. A fine white biscuit ware, or terra cotta, polished and unpolished.”

Fig. 547.—Medallion, White on Black.
Thus, in 1773, it is evident there were only three kinds of ware made by Wedgwood, viz., “terra cotta resembling porphyry, lapis lazuli, jasper, and other beautiful stones, of the vitrescent or crystalline class,” such as the imitation porphyry, marble, and other vases, were composed of; the “fine black porcelain, or basaltes,” so largely used for vases, figures, medallions, and other ornamental purposes, as well as for tea-pots, &c.; and the “white biscuit ware, or terra cotta,” used both in combination[361] with other materials in the production of vases, medallions, and other decorative pieces, and separately for the manufacture of stands and other ornamental goods. The combination of these two latter bodies will be called to mind by collectors, perhaps, more easily with regard to medallions than otherwise. In these the oval of the plaque was frequently made of the black ware, and the bust of the white terra cotta (Fig. 580).
In the next year (1774) a fourth variety was added, thus described in the catalogue of that date:—
“IV. A fine white terra cotta, of great beauty and delicacy, proper for cameos, portraits, and bas-reliefs.”
Fig. 548.—Jasper Plaque.
This was the first appearance of what afterwards became the most beautiful of all Wedgwood’s productions—the “Jasper ware.” It will be perceived that at this date (1774) it was simply spoken of as a “fine white terra-cotta,” and that it remained for later years to produce it with its splendid blue and other coloured grounds, with raised white figures and ornaments. In 1787 this variety, which then had attained its highest perfection, is described at greater length as—
“IV. Jasper—a white porcelain bisqué of exquisite beauty and delicacy, possessing the general properties of the basaltes, together with that of receiving colours through its whole substance, in a manner which no other body, ancient or modern, has been known to do. This renders it peculiarly fit for cameos, portraits, and all subjects in bas-relief, as the group may be made of any colour throughout, without paint or enamel, and the raised figures of a pure white.”
Figs. 549 to 562.—Wedgwood’s Jasper Ware.
Fig. 563.—“Peace preventing Mars from bursting the door of Janus’s Temple.”
Fig. 564.—“Mercury uniting the hands of England and France.”
Bas-reliefs in Jasper by Flaxman; charged in his bills.
Of the productions in this ware Wedgwood wrote:—“As these are my latest, I hope they will be found to be my most approved, works. Verbal descriptions could give but an imperfect idea of the delicacy of the materials, the execution of the artist, or the general effect, and I must therefore beg leave to refer those who wish for[364] information in these respects to a view of the articles themselves.„ In 1775 a reissue of the English catalogue, consequent on the change of the London warehouse from Great Newport Street to Greek Street, Soho, made its appearance. At the end is an addition of six pages, containing an engraving and explanation of Wedgwood’s newly-invented inkstands and eye-cups.

Fig. 565.—Jasper Déjuner.
In 1775, on the occasion of Richard Champion applying to Parliament for an extension of the term of patent-right in Cookworthy’s invention of porcelain (as detailed in my first volume), “Josiah Wedgwood, in behalf of himself and the manufacturers of earthenware in Staffordshire,” gave the scheme his most determined, but happily not successful, opposition. The printed papers connected with this matter are of the highest interest and importance, but having already been printed in extenso in my “Life of Wedgwood,” I refrain from again introducing them. It is also needless to recapitulate the particulars regarding numerous editions, English and foreign, of the catalogue.
In 1780 (November 26th) Thomas Bentley died at his residence at Turnham Green, London, and was buried at Chiswick on the 2nd of December, where a tablet is erected to his memory. About this time, and probably previously as well as later, Flaxman the sculptor was much employed by Wedgwood, and his designs and models gave a tone and a character to the productions which raised them to an immeasurable height. I was so fortunate as to be able to print, for the first time, in 1864, some of the original bills for work done by Flaxman for Wedgwood, in which many well-known portrait groups, &c., are named. From these I give a few items for the purpose of reference:—
| £ | s. | d. | |
| “A portrait of Mr. Herschell | 2 | 2 | 0 |
| A „ Dr. Buchan | 2 | 2 | 0[365] |
| A portrait of C. Jenkinson, | 2 | 2 | 0 |
| A „ Govr. Hastings Esq. | 3 | 3 | 0 |
| Mr. and Mrs. Meerman’s portraits | 5 | 5 | 0 |
| Moulding a bust of Mr. and Mrs. Siddons | 1 | 11 | 6 |
| A model in wax of Capt. Cook | 2 | 2 | 0 |
| A „ „ Dr. Johnson | 2 | 2 | 0 |
| A figure of a Fool for Chess | 1 | 5 | 0 |
| A drawing of Chess Men | 6 | 6 | 0 |
| A model of the King of Sweden | 2 | 2 | 0 |
| A model of Peace preventing Mars from bursting the Door of Janus’s Temple | 15 | 15 | 0 |
| A bas-relief in wax of Veturia and Volumnia entreating Coriolanus | 9 | 9 | 0 |
| A model of Mercury uniting the hands of England and France | 13 | 13 | 0 |
| A bas-relief of Hercules in the Hesperian Garden | 23 | 0 | 0 |
| A model of the Queen of Portugal | 3 | 3 | 0 |
| A bas-relief of Boys in wax | 11 | 0 | 6” |
and so on. Besides these he charges for drawings of crests and coats of arms; drawing bas-relief vases, &c., at a guinea a day; outlines for lamp and stand; drawings of chimney-pieces; patterns for borders for plates, &c. Many of Flaxman’s originals are still in Messrs. Wedgwood’s hands, and the moulds are still used by them for their lovely productions; others, notably a series of exquisite models in wax, are in the possession of Sir D. C. Marjoribanks. Of some of those named I give engravings.
In 1782 Wedgwood was elected F.R.S., and communicated to that learned body his invention of “a thermometer for measuring the higher degrees of heat, from a red-heat up to the strongest that vessels made of clay can support;” in the following year his observations on “Derbyshire Black Wadd;” and afterwards other observations on thermometers, &c. In 1785 he invented his famous “Jasper Dip,” which has continued in use ever since. In that year he wrote “The new jasper, white within, will be the only sort made in future; but as the workmanship is nearly double, the price must be raised. I think it must be about 20 per cent. Nov. 21, 1787.” Thus, till 1785, the “jasper” body was the same throughout; from Nov., 1785 to 1858, it was “dipped,” remaining white inside; and in the latter year the “solid jasper” body was re-introduced, and continues to some extent to be made.

MRS. MEERMAN.

MRS. SIDDONS.

MR. MEERMAN.

HERSCHELL.

KING OF SWEDEN.

THE QUEEN OF PORTUGAL.

DR. BUCHAN.

C. JENKINSON.
Figs. 566 to 573.—Wedgwood Medallion Wares.
Fig. 574.—Group from the Portland Vase.
In 1786 the then recently deceased Duchess of Portland’s magnificent collection of antiquities and objects of virtu were sold by auction, and among other articles of matchless interest was the Barberini or Portland Vase. This vase Wedgwood determined to possess, and having bid up to about a thousand pounds against[366] the Duke of Portland, his grace, on learning why it was wanted, very kindly offered, if he would forego bidding and permit him to purchase, he would place it in Wedgwood’s hands to copy as he thought proper. It was therefore knocked down to the Duke for £1,029, and[367] handed to Wedgwood by him; this “inestimable jewel,” as he called it, remained in his hands more than twelve months. Of this vase Wedgwood produced fifty copies, which were subscribed for at fifty guineas each, but it is said that even this sum, £2,500, fell far short of the outlay incurred in making them. One of the first fifty is in the possession of Mr. Francis Wedgwood (where it will remain, it is hoped, with the first-thrown vases, as heirlooms); another is in the possession of the Duke of Sutherland, at Trentham; a third belongs to Sir D. C. Marjoribanks; a fourth is in the Mayer Museum; and others are at different collections. The body used for this vase was black jasper, and the figures, in their proper tone, were worked up and cut by the seal and gem engraver to the utmost possible degree of sharpness and finish. The original moulds are still in existence, and from them Messrs. Wedgwood still produce their famed Portland vases, both with a black, and with deep, or light, blue ground.[54]
[368]
In 1786 Wedgwood was elected a Fellow of the Society of Antiquaries, and in the following year the sixth edition of his Catalogue contained for the first time the addition of the “Bamboo” and “Mortar” bodies:—
“V.—Bamboo, or cane-coloured bisqué porcelain, of the same nature as No. 3.
“VI.—A porcelain bisqué of extreme hardness, little inferior to that of agate. This property, together with its resistance to the strongest acids and corrosives, and its impenetrability by every known species of liquids, adapts it happily for mortars and different kinds of chemical vessels.”

Fig. 575.
In 1788 Thomas Wedgwood, Josiah Wedgwood’s partner in the “useful ware,” died. In the following year the medallion (Fig. 575) supposed to be made of clay brought from New South Wales, was executed. In 1790 the fifty copies of the Portland vase were issued, and the same year Wedgwood published his “Dissertation” upon it.[369] The same year he took into partnership his three sons, John, Josiah, and Thomas Wedgwood, and his nephew, Thomas Byerley (the son of his sister, Margaret Wedgwood, by her husband, who was a descendant of the Byerleys, of Byerley Hall, in Yorkshire), the style of the firm being “Josiah Wedgwood, Sons, & Byerley.” In 1793 Mr. John Wedgwood retired from the concern, and the style was then altered to “Josiah Wedgwood, Son, & Byerley.”
In the following year, 1794, Josiah Wedgwood was seized with his last illness, and on the 3rd of January, 1795, he died, and was, on the 6th, buried in the churchyard at Stoke-upon-Trent (“Burials in 1795, Jany. 6th, Josiah Wedgwood, of Etruria”), where his tomb still remains, and a tablet erected to his memory in the chancel (Fig. 588). It bears a remarkably fine bust of Wedgwood, by Flaxman, an ewer and a Portland vase, and the following inscription:
Sacred to the Memory of
JOSIAH WEDGWOOD, F.R.S. AND S.A.,
Of Etruria, in this County,
Born in August, 1730, died January 3rd, 1795,
Who converted a rude and inconsiderable manufacture into an elegant art
And an important part of national
Commerce.
By these services to his country he acquired an ample fortune,
Which he blamelessly and reasonably enjoyed,
And generously dispensed for the reward of merit and the relief of misfortune.
His mind was inventive and original, yet perfectly sober and well regulated;
His character was decisive and commanding, without rashness or arrogance;
His probity was inflexible, his kindness unwearied;
His manners simple and dignified, and the cheerfulness of his temper was the natural reward of
The activity of his pure and useful life.
He was most loved by those who knew him best,
And he has left indelible impressions of affection and veneration on the minds of
His family, who have erected this monument to his memory.
Figs. 576 to 580.—Wedgwood’s Wares.
Josiah Wedgwood, whose wife survived him, had a family of children. These were, Susannah, baptized at Burslem, on the 2nd of January, 1765, married Dr. Robert Darwin, of Shrewsbury, son of the celebrated Dr. Erasmus Darwin, of Derby (and half-brother to Sir Francis Darwin, M.D., of Breadsall Priory, and Sydnope, Darley Dale,) by his first wife, Mary Howard, of Lichfield, and was the mother, along with other sons and daughters, of Charles Darwin, the naturalist, author of the “Origin of Species,” &c. John, baptized at Burslem, April 2nd, 1766, resided at Seabridge, and married Louisa Jane, daughter of Mr. Allen, of Criselly, Pembrokeshire, and by her had four sons and three daughters (viz., the Rev. John[371] Allen Wedgwood; Lieut.-Col. Thomas Josiah Wedgwood, who married Anne Maria, daughter of Admiral Sir C. Tyler; Charles, who died without issue; the Rev. Robert Wedgwood, who married Frances, daughter of the Rev. Offley Crewe; Sarah Elizabeth; Caroline Louisa Jane; and Jessie, who married her cousin, Henry Allen Wedgwood). Richard, born in 1767, and died in 1782. Josiah, one of the founders of the Royal Horticultural Society, first member of parliament for the borough of Stoke-upon-Trent, of Maer Hall, who married Elizabeth Allen, of Criselly, Pembrokeshire,[372] and by her had four sons and five daughters, viz., Josiah (the third of that name), who married his cousin, Caroline Elizabeth, daughter of Dr. Darwin, of Shrewsbury, and had issue Henry Allen Wedgwood, barrister-at-law, who married his cousin Jessie, daughter of John Wedgwood, of Seabridge; Francis Wedgwood, of Etruria and Barlaston, the late head of the Etruria firm, who married Frances, daughter of the Rev. J. P. Mosley, of Rolleston Rectory, and has issue three sons, Godfrey, Clement, and Lawrence, the present members of the firm, and four daughters; Hensleigh, barrister-at-law, of London, who married Elizabeth, daughter of the Right Hon. Sir James Mackintosh, the historian, and has issue Sarah Elizabeth; Mary, who died unmarried; Charlotte, married to the Rev. C. Langton, of Hartfield; Frances, who died unmarried; and Emma, who married her cousin, Charles Darwin, F.R.S., author of the “Origin of Species,” &c. Thomas, who died without issue; and Catherine, Sarah, and Mary Anne.

Fig. 582.—Medallion of Thomas Byerley.
For a time after Josiah Wedgwood’s death, the management of the business devolved mainly on Mr. Byerley, whose experience, and skill were of great value. In 1800 the partners were, however, the brothers Josiah and John Wedgwood, and Thomas Byerley, which arrangement continued until the death of the latter in 1810. Thomas Wedgwood, who suffered constant ill-health, took no part in the management of the business, and died in 1805, at Gunville, Dorsetshire. He was a man of considerable scientific attainments. During his father’s lifetime he prosecuted his studies with his aid and that of Alexander Chisholm, and made such progress in his researches into the properties of light, &c., that in 1792 he communicated to the Royal Society an account of his “Experiments[373] and Observations on the Production of Light from different bodies by Heat and by Attraction.” His continued experiments and researches resulted in the discovery of the process of photography, and in 1802, in conjunction with Sir Humphrey Davy, he made those discoveries known by a paper printed in the “Journal of the Royal Institution of Great Britain,” under the title of “An Account of a Method of Copying Paintings upon Glass, and of making Profiles by the Agency of Light upon Nitrate of Silver; with observations by H. Davy.” This is the first recorded attempt at fixing the images of the camera-obscura (which Wedgwood appears to have used from a youth) by the chemical influence of light.
On the death of Mr. Byerley, the business was carried on by the second Josiah Wedgwood alone, until Martinmas, 1823, when he took his eldest son Josiah (the third of that name) into partnership, the firm being carried on under the style of “Josiah Wedgwood & Son.” Four years afterwards, at Martinmas, 1827, another son, Francis, having been taken into partnership, the style was altered to that of “Josiah Wedgwood & Sons.”
In November, 1841, Josiah Wedgwood, senior, of Maer Hall, retired from the business, and it was carried on by his sons until the following April, when Josiah Wedgwood, junior, also retired. The style of the firm, however, continued to be, as it is to the present day, “Josiah Wedgwood & Sons.”
The manufacture of china, which had never been attempted by the first Josiah, was commenced at Etruria about 1808 or 1809, in the time of Mr. Byerley, who considered that it would be an advantageous addition to the works; but was only carried on for probably nine or ten years, and then finally discontinued. The china was of extremely good quality, both in texture of body, in colour, in glaze, and in decoration. It was not made to any great extent, and is now very scarce. In the Museum of Practical Geology, the Mayer Museum, and other collections, are excellent and characteristic specimens. The mark on the china is the simple name
WEDGWOOD,
in small capital letters, printed on the bottom in red or blue.
“Stone china” was also at one time, to some little extent, made at Etruria, examples of which are now rare. It ceased to be made about the year 1825.
In 1815, on the 15th of January, Mrs. Wedgwood, widow of the[374] great Josiah, died at Parkfield, in the eighty-first year of her age; she was buried at Stoke-upon-Trent, near her husband, where a Gothic memorial tablet bears the following inscription:
Sacred to the memory of
SARAH
Widow of Josiah Wedgwood,
of Etruria.
Born August the 18th, 1734.
Died January the 15th, 1815.
The productions of the firm at this time—and indeed through each successive change in the proprietary down to the present time—were, as they had been in the time of the first Josiah, divided between the “useful” and the “ornamented.” The “useful” consisting of services of every kind in fine earthenware, and in all the varieties of bodies hitherto introduced, to which additional patterns were constantly added; and the “ornamented” comprising all the immense variety of exquisite articles which had been made by the great founder of the works, with additional vases, medallions, and other pieces.
In 1843, on the 23rd of August, Mr. John Boyle became a partner in the firm; but his connection was only of short duration, and sixteen months afterwards, on the 4th of January, 1845, he died.
On the 2nd of March, 1846, Mr. Robert Brown, of Cliff Ville, became a partner with the Messrs. Wedgwood; but, dying on the 26th of May, 1859, Mr. Francis Wedgwood was again left sole proprietor of the works. In November of the same year he was joined in partnership by his son, Mr. Godfrey Wedgwood, in 1863 by his second son, Mr. Clement Wedgwood, and in 1868 by his third son, Mr. Lawrence Wedgwood, and (Mr. Francis Wedgwood having retired in 1870) the works are still carried on by them under the old style of “Josiah Wedgwood & Sons.”
Figs. 583 to 588.—Perseus and Andromeda Vase by Lessore; Vase by Lessore; Jasper Beads; and three Vases.
The Marks used by the Wedgwoods have been in all cases, except during the partnership of Thomas Bentley, on that particular branch of the manufacture in which he had an interest, the simple name of WEDGWOOD. In some instances the name is impressed in large capitals—
WEDGWOOD.
In others, it appears in small capital letters—
WEDGWOOD.
[376]
And in others, though not so commonly, in the ordinary type—
Wedgwood.
On a few pieces the name occurs thus:
WEDGWOOD
ETRURIA.

Fig. 589.
On the ornamental goods (vases, medallions, &c.) in which Thomas Bentley had an interest, the general mark was circular (Fig. 589), with the letters raised, not sunk. Another was
WEDGWOOD
& BENTLEY,
and another
Wedgwood
& Bentley;
both being impressed.
With regard to these marks of “Wedgwood & Bentley” it may be well to remark that all pieces bearing these names must have been made in the twelve years between 1768 and 1780.
Besides these marks, a variety of smaller ones—letters, flowers, figures, and numbers, both impressed and in colours, are to be seen on the different varieties of wares. These are simply workmen’s marks, or marks denoting period, &c., and, being private marks, concern only, and are of interest only, to the proprietors themselves.
The classes of goods manufactured by the Messrs. Wedgwood at the present day are much as they were in the times of the great Josiah. The same block moulds are used; the same principles are acted upon and carried out; the same mixture of bodies and glazes, with certain modifications, are in daily use; the same varieties of goods are manufactured; and consequently, many of his vases, medallions, services, and other goods, are reproduced at the present time. And although the ornamental goods now produced have not quite that charm of super-excellence about them which those made in the days of the first Josiah possess, Messrs. Wedgwood’s jasper and other ornamental goods now stand as far in advance of their competitors of the present day as those of the great Josiah did in advance of those of his own time; they are simply unsurpassable both in design and execution. It must be remembered that in the days of the first Josiah Wedgwood there was little competition in other branches of the potter’s art, and the great care, skill, and labour he bestowed upon his purely ornamental pieces was, there[377] can be no doubt, amply repaid in the high prices he could obtain for them. This is not so now; for at the present day Art productions of attractive and showy character are so extensively made and so readily purchased at a low rate that the quiet, unobtrusive, but truly lovely bas-reliefs originated by Wedgwood only command a limited sale, and even then at such prices as will not admit of the same scrupulous attention being paid to their production as in the earlier days. That the present firm can produce work equal in excellence and beauty to that of their gifted ancestor is amply evidenced by a Portland vase, which in 1877 they made—regardless of trouble or cost—in exact imitation, both in colour and material, of the first fifty. This was polished and cut by a lapidary, and forms a priceless treasure of Art, and one that will bear the closest comparison with the great Josiah’s greatest work. The firm still produce “jasper,” “basaltes,” “red,” “cream-coloured,” and indeed all the other wares for which the works in the olden times were so famous. The jasper goods are still, as they have ever been since the first production of that marvellous body, their principal feature—the great speciality of their works. In this, since the days of Turner, although they have had many imitators, they have never even been approached, and their goods still maintain their old and high reputation. All the famous works of the olden time—from the Portland vase down through all the chaste and truly beautiful varieties of vases, plaques, medallions, services, &c.—are still made in all their beauty, with the addition of many new and ever-varying designs and combinations. In jasper, of which some excellent examples are given in the engravings, Messrs. Wedgwood have of late years produced some remarkably large and costly works. Notably among these may be named the magnificent table decoration, shown in London a few years back, and purchased by Sir Dudley Coutts Marjoribanks from Messrs. Phillips & Pearce. It was designed by Mr. Pearce, and considered to be a faultless chef-d’œuvre of fictile Art.
The jasper is produced in dark and in light blue of various shades (with, of course, the raised figures and ornaments in white), in sage-green, in pink, and other tints. It is also produced both in “solid jasper”—that is, the solid coloured body throughout—and in “jasper dip,” which is the white jasper body with the colour laid on the surface. The “solid jasper” was re-introduced in 1856. The manufacture of majolica was commenced at Etruria in 1860, and is an[378] important branch of the manufacture. With regard to majolica it is necessary to state that the true Italian majolica, as well as Minton’s reproductions of that famous ware, were made with a coarse cane-coloured body and decorated with opaque enamel colours; but that Messrs. Wedgwood were the first to use a white body and transparent coloured glazes. By this process much greater brilliancy of effect is produced than by the use of enamel colours.
In “malachite,” “mottled,” “agate,” and other wares, dessert, toilet, and trinket services, and a variety of both useful and ornamental articles, are made—ranging from the large-sized garden seat and the gigantic vase down to the small and delicately-formed ladies’ ring stand. In the “mottled” ware a marvellously rich and striking effect is produced by the combination of brilliant colours, while in the “malachite” the beautiful green and darker wavings of the stone are well imitated.
“Parian” was made by the Messrs. Wedgwood at Etruria about 1848 or 1849, and was of good quality. In this both busts and figures were produced, mainly of classical subjects, and the best modellers, Wyon, Beattie, and others, were employed in their production.
Another variety of ornamental work is the “inlaid” ware, in which a variety of articles are made. The effect of this style of ornamentation is much the same as the wood “Tunbridge ware.” It is striking in its novelty, and pleasing in its simplicity. This “inlaid ware” is made by the same process as the famous “Henri Deux wares;” an impress from a metal runner being filled up with a different coloured clay, and afterwards turned or scraped level on the surface. In this ware a magnificent and highly appropriate chess-table has been produced by Messrs. Wedgwood to use with the celebrated Flaxman chess-men.
Figs. 590 to 598.—Messrs. Wedgwood’s Productions. Lessore’s Europa Plateau, and other Wares.
“Cream-coloured” ware, the veritable “Queen’s ware” of the olden time, is still extensively made by Messrs. Wedgwood. Of a delicate creamy whiteness in colour, light and pleasant to the touch, true and close-fitting in the “potting,” and covered with a faultless glaze, this ware still “holds its own,” and maintains its wonted supremacy. In it, services and every variety of useful articles are made; and it is pleasant to add that the pieces are still made in the old moulds used in the great Josiah’s time, with only such modifications as fit them for more modern notions. For instance, the “turin” modelled by Flaxman, and charged for in his bill, which I have printed, is still made, with only the addition of newly-designed[380] handles, and hundreds of others of the “ancient forms” are still in the same way preserved and produced. In the “pearl” body, which is of great hardness and durability and of a pure pearly whiteness, services and useful goods are manufactured, in plain white, printed, and decorated varieties. “Rockingham ware,” of a very superior quality and of a good colour, is made largely at Etruria in tea-pots, coffee-pots, services (the cups white inside), and other articles. The “porous ware” used for water-bottles, butter-coolers, &c., is also made at the present time; and the “mortar ware” is still made, and keeps foremost rank in the market. In the “red ware”—a rich colour and fine body—services and a large number of other articles are produced, and are frequently ornamented with raised figures, &c., in black, with good and striking effect. Blue printing was introduced at Etruria at an early date, and has, with black, &c., been continued to the present day. Under the third Josiah Wedgwood, from 1820 forward, this process was brought to intense perfection. By making a special glaze for it—the result of much deep thought and careful experimenting—he succeeded in giving a rich, soft, almost flowing look to the colour, which gave it a beauty and a richness that could not otherwise be attained. This effect was afterwards imitated, but not so successfully, by means of what is technically called a “flow”—that is by introducing a little volatilising salt in the saggar in which the ware is placed and fired.

Fig. 599.
Messrs. Wedgwood employ a large number of clever modellers, painters, gilders, and others, and many of the most skilled of workmen in every department. The present firm is quite alive to the necessity of keeping up to the full standard of excellence which the works have attained, and are making rapid strides in new branches of decoration. In order to give renewed life and greater variety to their bas-relief goods in jasper, &c., they have engaged Mr. Charles[381] Toft, who was the principal figure modeller under Mr. Wilms at Elkington’s, who, at the time I write, is busily engaged in bringing to perfection various works intended for display at the Paris Exhibition of 1878. In place of the lamented Mr. Lessore the firm have engaged Mr. Thomas Allen, for many years known as the principal figure-painter at Minton’s, and some of whose paintings on vases will also form a feature of the same Exhibition. His work, it may be added, is mainly on the bisque, in colours, which gain great brilliancy and a much heightened effect by being glazed and fired in the oven at a high temperature.
Figs. 600 to 609.—Painted by Lessore.
The firm have of late introduced a process by which photographs of original drawings, in colours, are produced on ware by the same method as the autotype process. This forms a notable feature of progress in scientific decoration, and it is only meet that as photography itself was the undoubted discovery of a Wedgwood, its development as an aid to ceramic decoration should be left to his successors at the present day.

Fig. 610.—Ewer modelled by Protat, painted by Lessore.

Figs. 611 to 618.—Messrs. Wedgwood’s Productions. Lessore’s Wares.
Fig. 619.
The principal painter at Etruria for many years was the late gifted M.
Emile Lessore, an artist of more than European reputation, who takes
rank above all others in that exquisite style for which he was so
famous. As M. Lessore (whom I had the privilege of knowing, and who
pressed me more than once to visit him at Marlotte) and[382] his works are
so closely identified with Etruria, a few words on his career cannot
but be interesting. He was born in 1805, his father being a notary, for
which profession the son was at first intended. Giving up the law for
Art, he entered for a short time the studio of Ingres. When twenty-six
years old Lessore exhibited his first picture (“Le Frère Malade”) in
the Salon at Paris. This was in 1831, and from that time until 1850
he continued to exhibit both oil[383]
[384] and water-colour pictures, which
were always eagerly sought for and purchased at high prices. In 1851
Lessore was induced, through offers made to him by the Sèvres china
manufactory, to turn his attention to china painting. He attempted to
introduce a more artistic feeling at Sèvres, and succeeded notably; a
pair of large vases decorated by him, which were exhibited in Paris in
1853, were purchased by the Emperor of Russia for a thousand guineas.
The originality of Lessore’s work caused a division amongst the artists
at Sèvres, and the partisans of the two camps were so virulently
wearisome in their disputes that he eventually abandoned Sèvres and
came to England, where he arrived in 1858, and was employed for a short
time by Mintons, but ultimately joined Messrs. Wedgwood, who thoroughly
appreciated his talents and his loyal sympathetic[385] character. The
most remarkable of his works were shown in the Exhibition of 1862,
the Paris Exhibition of 1867, and at Vienna in 1873, and medals were
awarded to him in all countries. The climate of England, especially
Staffordshire, not suiting him he returned to France, living at
Marlotte, near Fontainebleau, where he still continued his connection
with the Wedgwoods, painting pieces and sending them to be fired at
Etruria. There is little doubt Emile Lessore was one of the first
artists in England to revolutionise the decoration of pottery, and some
of his pieces are undoubtedly more artistic than is usually produced in
faience; the drawing, without being laboured, is true to nature; the
colouring, as a rule, is subdued and delicate, but the master hand is
apparent in every touch. During the siege of Paris many of Lessore’s
finest works were concealed by him in the cellars of his cottage, and
afterwards preserved by Messrs. Wedgwood. He was the first to employ
the freedom of the artist’s brush to the decoration of pottery, which
previously to his time had been painted with the finish and stippled
perfection of the miniature painter, but without the imagination and
freshness of an artist’s sketch. M. Lessore died in the spring of 1876,
and soon afterwards his remaining works were sold by Messrs. Wedgwood
to Mr. Mortlock, by whom they were exhibited in London and disposed of.
The markets to which Messrs. Wedgwood’s goods are sent are more widely spread than perhaps will be conceived by the uninitiated, and it is not too much to say that, besides the home trade, which is very extensive, the “Wedgwood ware” of the present day is dispatched, as it used to be, to every quarter of the globe.
[386]
Longton—Sutherland Road Works—Market Street Works—High Street Works—Park Works—Sheridan Works—Commerce Street Works—Crown Works—Stafford Street Works—Peel Pottery—King Street Works—Chancery Lane Works—St. Mary’s Works—Commerce Street—New Town Pottery—Borough Pottery—High Street—New Street—Prince of Wales Pottery—High Street Works—Alma Works—Market Street—Victoria Works—Stafford Street—Russell Street—Mount Pleasant Works—High Street—British Anchor Works—Royal Porcelain Works—Stafford Street—St. Gregory’s Pottery—Gold Street Works—Wellington Works—St. Martin’s Lane—Heathcote Works—Green Dock Works—Chadwick Street—Baddeley—Waterloo Works—Heathcote Road Pottery—Sutherland Potteries—Church Street—Cornhill Works—Sutherland Works—St. James’s Place—Daisy Bank—Park Hall Street—Viaduct Works—Beech, King Street—Anchor Pottery—Dresden Works—Palissy Works—Fenton, Minerva Works—Victoria Works—Fenton Potteries—Fenton Pottery—Foley—Old Foley Pottery—Anchor Works—Fenton Potteries—Lane Delph Pottery—Grosvenor Works—Park Works—Foley Pottery—Foley Potteries—Foley China Works—King Street Works—Heath—Bacchus—Meir—Harrison—Martin—Miles Mason—Whieldon—Wedgwood & Harrison—Turner—Garner—Edwards—Johnson—Phillips—Bridgwood—Greatbach—Greenwood—Heathcote, &c.
Sutherland Road Works.—These works were commenced in 1862 by Messrs. Adams, Scrivener, & Co. Mr. Scrivener having a few years afterwards retired from the business, Mr. Adams was joined by Mr. Titus Hammersley, and the concern was carried on by them under the style of “Harvey Adams & Co.” until the death of Mr. Hammersley in 1875, when he was succeeded by his son Mr. George Harris Hammersley; the style of the firm remaining as before. The productions of the firm comprise china, semi-china, and fine stoneware. In earthenware—toilet and all the usual table services and numberless useful articles of the best designs and highest finish are made. In stoneware—jugs, tea-pots, and other articles are produced; in these many excellent shapes and designs have been introduced. In china—tea, breakfast, dinner, dessert, trinket, toilet, and other services; jugs of various kinds; vases, and an endless variety of ornamental and highly decorated goods, are made. The quality of the china is remarkably fine and good, and the glaze of more than average excellence. The decorations are[387] remarkable for purity of conception, for admirable arrangement, for manipulative skill, and for the thorough and perfect artistic feeling which pervades each design. In tea and breakfast services many novel, but at the same time chastely beautiful designs, have been introduced by this firm, who have also the credit of being the first to make and introduce “moustache cups”—an invention that has become so popular as to be adopted by many other firms. These services are made by Messrs. Harvey Adams & Co. in every style, from the simple white and gold (one variety of which, with a beaded edge, is peculiarly simple and pretty) to the most richly, even gorgeously painted, gilt, enamelled, and jewelled varieties; in each of these their productions take rank with those of any other house. In some services, both tea and dessert, what may be called an ormolu decoration has been introduced with as good effect by this firm as by any other. It gives a richness and a solidity to the patterns which could not otherwise be easily obtained. The jewelling—especially the pearl borders—is admirably executed, and with marked effect. Two important features in the productions of these works—which, from first being confined to the medium quality of common china, have gradually progressed to the present time, when they rank among the highest and best in the district—are, the introduction of silver both as a ground and as a heightening, and of embossed leaf decoration of a peculiar and artistic character. In like manner with gold, the silver is introduced both dead and burnished, and forms a pleasing and marvellously rich combination with gold and colour. It is introduced on tea services in bands upon wreaths of flowers, and other decorations are painted with marked effect. One of the finest and most chastely beautiful of the ceramic productions of this or any other age or country is an open-work plate in which solid silver forms the ground for the centre. On this silver ground is painted, with all the skill that art is capable of, a group of flowers as true to nature as if pencilled by nature herself; the richness and delicacy of the colouring are “thrown up” and a finer and more exquisitely beautiful effect produced by this ground than could by any other means have been effected. The open-work rim, with its interlaced ribbon, and the whole of the subordinate decorations, are in excellent keeping and harmony with the central group.
In leaf-decoration Messrs. Harvey Adams & Co. have, with good taste, introduced “shamrock” tea and breakfast sets, which have become deservedly popular; embossed foliage dessert services; and[388] fern and foliage tea and dessert services and vases, and other ornamental articles, all of which they have very wisely registered. These services consist of upwards of fifty arranged groups of leaves of trees and arrangements of ferns in relief, the whole of which have been modelled from specimens obtained from the gardens of his Grace the Duke of Sutherland, at Trentham Hall. These are painted both in the spring, summer, and autumnal tints, with such scrupulous nicety, and so true to nature, that it is next to impossible to fancy it is not the leaf itself that lies on the plate.
The firm have more recently extended embossed relief by the introduction of the primrose on tea, breakfast, and dessert services. The leaves and flowers of the primrose are in relief, and are beautifully painted and tinted from nature; they are also finished in various styles, but always in strict accordance with the simplicity of the original design. Messrs. Harvey Adams & Co. have also entered very largely into the work of ornamental flowering in relief à la Dresden, and have brought out a number of good shapes in vases, jardinières, and other articles, with flowers and plants modelled on the ware, and painted true to nature. In this and in other departments of the art-manufactory they secured the services of several well-known artists; among them Mr. Henry Mitchell, medallist of the Paris and Vienna Exhibitions, celebrated as an animal, landscape, and figure painter, and whose works are remarkable for their finish, their modelling, and their delicacy of treatment, and whose greys and flesh tints are of peculiar purity and beauty; Mr. Swan, and Mr. Longmore—the former a clever flower painter, and the latter highly skilled in his artistic treatment of birds. The firm has recently brought out in great variety a series of designs of the Chinese, Japanese, and Persian style, consisting of figure and floral decoration, and have adapted them to tea, breakfast, dessert, and ornamental goods—the cobalt blue, introduced largely in these patterns, being of a specially pure and rich colour; and while many of these are for the general buyer, a very large number are of a high class character. In these Mr. Slater, the art manager, has happily realised the full force of the special characteristics of this ancient style of art, and produced admirable works. Some of his plaques, which are admirably drawn and exquisitely coloured, evince much force, and show that he has thoroughly studied the works of these countries, and is acquainted with the peculiarities of their gems of art.
[389]
The general art director of the works (which employ nearly seventy artists, gilders, &c.) is Mr. Harvey Adams, to whose pure taste and artistic judgment their high state of excellence is to be attributed; the principal modeller being Mr. W. M. Clowes.

Figs. 620 and 621.

Figs. 622 and 623.
Market Street Works.—These are said to be the oldest works in Longton—the first there established—and to be contemporaneous with those of Wedgwood at Etruria. They were originally carried on by Cyples, afterwards by Cyples & Barker, who were succeeded by Mr. Thomas Barlow. For many years Egyptian black and other tinted bodies only were made, but these were of a fine and very superior character. Lustre wares were also produced, and some of these were marked with a large letter B impressed in the body. Later on china for foreign markets was produced of good average quality, both in body and glaze. Within the past few years the present proprietor, Mr. Thomas[390] Barlow, has successfully turned his attention to the production of the more costly classes of decorated goods for the home markets, and in these he now vies in excellency of body and glaze, and in purity and beauty of design and decoration, with most other houses in the trade. In 1871 Mr. Barlow exhibited some of his productions, which attracted much attention. Some of these are engraved on Figs. 632 to 643, and consist of a selection of cups, saucers, and dessert-plates of remarkably chaste and elegant design. The productions of these works consist of tea, breakfast, dessert, and déjeuner services, and a number of ornamental articles, in every style of decoration. The whole evidences a purity of taste, a delicacy of finish, a chasteness of form, and a harmony of colouring, in the highest degree creditable to the proprietor. Many of Mr. Barlow’s designs and patterns are original and worthy of high commendation. Mr. T. W. Barlow produces earthenware in all the usual varieties at Coronation Works in Commerce Street.
High Street Works.—This manufactory, formerly belonging to the Bridgwoods, and next to Cyples & Ball, has, since 1842, been carried on by Messrs. Adams & Cooper. Formerly Egyptian black, brown, and lustre wares, as well as china, were made, but china is now its exclusive product; it is made both for home and foreign markets.
Park Works, High Street.—Messrs. Charles Allerton & Sons here manufacture both earthenware and china in the usual varieties, as well as gold and silver lustre wares, both for home markets and export. The works were established in 1831.
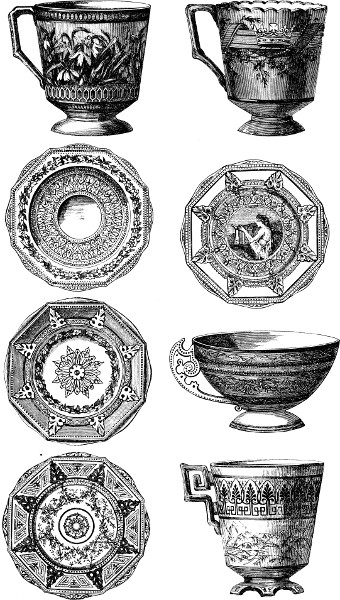
Figs. 624 to 631.—Barlow’s Tea Services.
Sheridan Works.—Built in 1858 by the late Mr. John Sheridan, the works passed, in 1866, into the hands of Messrs. George Edwards & Co., and are now carried on by Mr. Edwards alone. About 1840 the business of the present proprietor was commenced in Market Street, Longton, on premises partly now occupied by Lloyd’s Bank, by Messrs. Thomas Cope and James Edwards, and after the death of the former, was continued by the late Mr. Edwards, who died in 1873 at the age of seventy-nine; the present proprietor being his youngest son. The productions are china tea, breakfast, and dessert services, both plain white and in every style of decoration, both for the home and foreign[392] markets. Among the specialities are small cans and saucers richly and elaborately decorated in gold and colours, in “Japan work,” for Morocco, Gibraltar, and the Turkish markets, and tea-sets, tea-jars, kettles, &c., decorated in an immense variety of patterns, in imitation of ancient Japanese examples, for the Dutch trade.
Commerce Street.—Messrs. H. Aynsley & Co. manufacture all the usual varieties of lustre, Egyptian black, drab, turquoise, and painted wares, as well as stoneware mortars, &c. The works were originally carried on by Wooley, and afterwards by Robinson & Chetham. After remaining for half a century in the family of Chetham they passed a few years ago into the hands of their present proprietors. China of superior character is made at Mr. John Aynsley’s manufactory in the Sutherland Road.
Crown Works.—Messrs. Collingwood & Greatbach manufacture china services, &c., of the commoner classes. The works were formerly carried on by Anderson & Bellamy.
Crown Works, Stafford Street.—Mr. John Tams manufactures the usual classes of earthenware.
Stafford Street Works.—These works, amongst the oldest in Longton, were built, in 1799, by Messrs. John & Charles Harvey, and carried on by them for some years, and were succeeded by Messrs. Hulme & Hawley, from whom they repassed into the hands of the former family, being carried on by Messrs. Charles & W. K. Harvey, sons of Mr. Charles Harvey of the original firm. In 1841 these gentlemen worked three manufactories in Longton. In 1853 Messrs. C. & W. K. Harvey were succeeded by the present proprietors, Messrs. Holland & Green, by whom the premises have been considerably extended. By the first two firms common and useful earthenware was made, and these were continued by C. & W. K. Harvey, who added china to the productions, and also, to a large extent, gold lustre ware. Later on these were discontinued, and the firm devoted themselves to printed goods and white granite ware, chiefly for the North American markets. These were continued solely by the present firm, until 1862, when Messrs. Holland & Green turned their attention to the South American markets, which they now largely supply. They[393] established, a house abroad, and succeeded in introducing a superior class—similar to those for the home trade, consisting of printed and enamelled services, &c. This supply of an improved class of patterns has produced an increased demand, and one that must ultimately have a marked effect on the American trade. Messrs. H. & G. also supply the home and Continental markets with all the usual varieties of printed, enamelled, and gilt dinner, tea, and toilet services, &c. The quality of the body is good, and the enamelling, gilding, and other decorations, excellent. Many of the patterns are rich and elegant, and all are carefully finished. Notably among these are their new registered “bracelet” pattern, and a remarkably elegant form for covered dishes. The gilding is of high character. They also make sanitary ware. The works, as they have now been reconstructed, are built on the most modern principles, and fitted with machinery for turning jiggers and wheels, and also for preparing the clay. The mark is the name of the pattern or body, the royal arms, and the name or initials of the firm.
IRONSTONE.
HOLLAND & GREEN.
REGINA
H. & G.
Figs. 632 and 633.
The toilet services produced by this firm are of superior quality; the ground colours, rose-du-barry, Brunswick green, &c., of great clearness and beauty, and the gilding rich and elaborate.
Peel Pottery.—These works, originally belonging to Mr. Stirrup, passed successively into the hands of Messrs. Bell, Deakin, & Procter; Mr. Deakin; Messrs. Webb & Walters; and Messrs. Webb & Co. From the last named they passed into the hands of the present proprietor, Mr. John Green. The first three firms originally produced common classes of earthenware. China was added by Messrs. Webb & Walters, and is now alone made. Mr. Green produces china of more than average excellence in body and of various styles of decoration, chiefly for the home trade; a fair proportion, however, being exported. Many are richly gilt, and the floral and other decorations carefully painted.
[394]
King Street and Market Street.—At these works, which have been established half a century, Mr. John Lockett manufactures all the usual varieties of earthenware, china, stoneware, lustre, Egyptian black, drab, and other wares, both for the home and export markets. In 1862 he produced some special examples for the exhibition of that year; these are shown in the accompanying group.
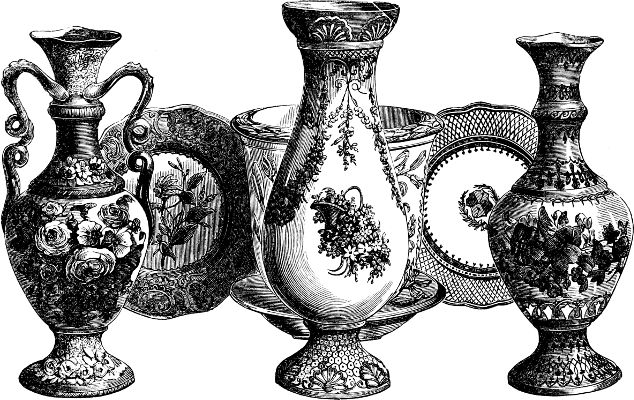
Figs. 634 to 639.
Chancery Lane.—Messrs. Taylor, Hudson, & Middleton here produce all the ordinary varieties of china ware.
High Street.—Established about 1840, by Mr. Thomas Cooper, these works were afterwards carried on by Keeling, Walker, & Cooper, and Keeling & Walker, the latter of whom, Mr. John Walker, is now the sole proprietor. He manufactures the ordinary classes of earthenware, gold and silver lustre, figures, &c.
St. Mary’s Works, Mount Pleasant.—This manufactory was carried on from 1830 till 1852 by Messrs. Moore & Hamilton, and so continued until 1859, when Mr. Samuel Moore became sole owner. In 1862 he built the present manufactory, and in 1870 was succeeded by his two sons, Bernard and Samuel Moore, who from that time have carried on the business under the style of “Moore[395] Brothers.” The productions have, from the first, been china of a good marketable quality, in which all the usual breakfast, tea, dinner, dessert, déjeuner, and other services, more or less decorated, are made; but in addition to this, attention has been given with marked success to the development of the strictly ornamental departments. A camel teapot—the Arab tying on the bale forming an excellent handle, and the neck and head of the camel an admirable spout—is a well-conceived design, and is powerfully and cleverly modelled. For table decoration, the firm produces many good designs. Notably among these is a group of three well-modelled Cupids (two of whom are carrying the third), the upper one of which bears a turquoise shell, massively gilt inside. It is of very artistic design, and is well executed. The Persian turquoise glaze made by the firm is remarkably clear and brilliant in colour and not surpassed by other houses. In enamelling, Messrs. Moore Brothers have made much progress, some of their designs in cloissonné enamelling being highly effective, both in form of vessel and in arrangement of colour. Notably among these are “pilgrims’ bottles,” the rich and massive gilding of which throws out and relieves the enamelling in a very marked and effective manner. In china, and also in majolica, Japanese reproductions are made; in these the well-known Chinese ruby glaze has been cleverly imitated; it is rich and full in colour. A turquoise majolica jardinière, the design being water-lilies, is well designed. Mirror frames of large size are also a speciality of these works. Messrs. Moore Brothers’ operations are principally confined to the home markets, a large proportion of their goods bearing the name of the dealers, “T. Goode & Co., London.” The mark of the makers is either the name “MOORE” or “Moore,” impressed on the body of the ware; “Moore,” incised; or “MOORE BROS.,” painted on the surface.
Commerce Street.—The works, now carried on by Mr. Thomas Walters (late Walters & Hulse), were, he informs me, established by Messrs. Riddle & Lightfoot. The productions are china of ordinary quality for both home and export markets.
New Town Pottery.—Erected in 1845 by Mr. J. Meakin, who continued it until 1850, when it passed to Messrs. Stanley & Lambert, who in 1855 were succeeded by Messrs. J. & H. Procter & Co., who produced common earthenware in the usual cream[396] colour, printed, painted, and lustred varieties; the mark was a crown upon a ribbon, bearing the word WARRANTED; over the crown STAFFORDSHIRE, and beneath the ribbon P for Procter. In 1876 the works passed into the hands of Messrs. Dale, Page, & Goodwin, of the Church Street Works, and are carried on by them. The Church Street Works were established in the latter half of last century, and in 1780 were carried on by Mr. John Forrester, who was succeeded, in 1795, by Messrs. Hilditch & Sons, who in their productions followed closely in the wake of Josiah Spode and Thomas Minton; at which time most of the processes here were carried out by female hands. In 1830 the firm changed to that of “Hilditch & Hopwood,” who, at the Exhibition of 1851, sent up some notable examples of their productions, one of which was a dessert service decorated in the Renaissance style in gold, with landscape and figure vignettes, mainly illustrative of Scott’s “Marmion;” and they also exhibited some very successful imitations of Indian china, prepared by them from designs by Mr. Shorter, of London. The tea services exhibited at the same time were remarkable for their excellent body, the design and execution of the painted decoration, the high class of the ground colours, and the massiveness of the gilding. One example, with raised antique foliage in gold on the fine old “Derby blue” ground, was especially good; while the painting of others, with small landscapes in medallions, and wreaths of flowers, was far beyond average merit. In 1858, on the death of Mr. William Hopwood, the works were continued by the trustees till May, 1867, when the business, stock, and plant, including the moulds, copper-plates, &c., were sold to the present firm of Dale, Page, & Co., who, as just stated, in 1876 removed to the larger premises called New Town Works. The productions of the firm consist of all the usual services in china, and are of a better class than those of many other houses. In tea and breakfast services the firm is particularly successful in designs where leaves, accurately copied from nature, are carelessly thrown on grounds of various tints; the green ground, with geranium leaves, being especially pleasing. Others with wreaths of roses on the same ground, and others again closely diapered with burnished gold, are among their more successful patterns. Others of their productions are dessert services with fruit, flowers, and landscapes, and with richly designed festoons, borders, and gilding; dinner services; richly gilt and enamelled jet ware, &c.
[397]
Borough Pottery.—These extensive works were established in 1869 by Messrs. Cartwright & Edwards. They are very extensive, and are built as a “model factory” of the present day. The ovens are built on the down-draught system; the smoke is conveyed to large chimneys (one 50 yards, and the other 26 yards, high), and the enamel and other kilns all work in the same chimneys. The clay is prepared by machinery—both the blunging, sifting, and other processes—and the water is taken out by pressure (a process now generally adopted), so that fuel is entirely dispensed with except at the engine. All the throwing-wheels and jiggers are turned by steam power, and the workshops are fitted with steam drying stoves, so that no fires whatever are used in drying the goods. The goods produced are the ordinary classes of earthenware.
High Street.—Messrs. Thomas Birks & Co. manufacture china, earthenware, and gold and silver lustre of the more ordinary qualities.
New Street.--Messrs. Cooper, Till, & Co. produce both earthenware and china goods of the more ordinary qualities.
Prince of Wales Pottery.—These works, in Sutherland Road, were established by Mr. Benjamin Shirley, of Bangor, in Wales, on the day of the marriage of H.R.H. the Prince of Wales, March 10th, 1863, and were in honour of that event named the “Prince of Wales’ Works.” They were carried on for a time by Benjamin Shirley and Walter Freeman, under the style of “Shirley & Freeman,” late of the Sheridan Works, and on the death of the former, in 1864, Mr. Titus Hammersley became a partner with Mr. Freeman. In 1866 Edward Asbury joined the firm, which was carried on as “Hammersley, Freeman, & Co.” In 1870 Mr. Freeman retired from the concern, and the style at that time was “Hammersley & Asbury.” Since the death of Mr. Hammersley, in 1875, the works have been continued by Mr. Asbury alone, under the style of “Edward Asbury & Co.” The goods produced are china tea, coffee, dessert, and trinket services—a special feature, however, being articles bearing local views in colours, for sale at watering-places—principally for the home markets, but goods are also shipped to Australia and the United States. The mark used is the Prince of Wales’ feathers with the letters H. & A. in a garter, or A. & Co.
[398]
High Street Works.—Mr. Walter Freeman, just spoken of as a proprietor successively of the “Sheridan” and of the “Prince of Wales” Works, withdrew from the latter in 1870 and entered on this manufactory, and in these he competes successfully with many of the other houses. Mr. Freeman’s productions are confined to china, in which he produces all the usual tea, breakfast, and dessert services in great variety of style; trinket sets for toilet, and other articles, both enamelled, painted, printed, and otherwise decorated: these are made for the home, American, and Australian markets. The quality of the ware and the style of decoration are higher than the average.
New Market Works, Market Street.—These are among the oldest works in Longton. Half a century or more ago they were occupied by Messrs. Martin & Cope for the manufacture of lustre ware and china. They were succeeded by Abel Booth, and after other changes the manufactory came into the hands of Messrs. Glover, Colclough, & Townsend, who were extensively engaged for the Eastern markets. From this firm the works passed to Messrs. Skelson & Plant, and from them to the late Mr. George Copestake, sen., and from him to Messrs. Radford & Co. The productions are china tea, breakfast, and dessert services, &c., chiefly for the home trade.
Alma Works, High Street.—Messrs. Copestake & Allen produce here the ordinary services, &c., in china.
Market Street.—Messrs. Knight & Rowley produce all the usual classes of china goods in tea, breakfast, and dessert services, &c., for the home and foreign markets. Many of their shapes and patterns are of great beauty, and the quality of the body is good; notably among their shapes for tea services the “Napier” is remarkable for its neatness and simplicity; it is a great advance on the usual white and gold services. It was here that the late Mr. Sampson Bridgwood made his first start, and after noble struggles against adversity laid the foundation of his ultimate splendid success.
Victoria Works.—Built by the late Mr. Ralph Shaw about 1828, these works still remain the property of his executors. About 1853 they were taken by Mr. Joseph Finney, who still carries on the business.[399] For the first fifteen years of Mr. Shaw’s working, earthenware was manufactured, but it was then converted into china works and has so continued to the present time. The goods produced are the usual classes of tea, breakfast, and dessert services, and fancy goods of fair average quality in body and decoration for home and foreign markets.
Stafford Street.—Mr. James Dawson occupies these works and produces ordinary earthenware of the usual classes.
Russell Street.—Mr. William Edwards manufactures ordinary earthenware.
Mount Pleasant Works.—Hallam, Johnson, & Co., late Wood & Co., manufacture ordinary qualities of china.
High Street.—Messrs. Richard Hodson & Co., china services of the ordinary quality.
British Anchor Works, Anchor Road.—At these works, occupied by Mr. J. T. Hudden, earthenware only is made.
Royal Porcelain Works, Forrester Street, Anchor Road (Messrs. Robinson & Chapman).—These works have been built as a “model factory.” All the throwing-wheels and jiggers are turned by steam power, and many other operations, which under the old system were done by manual labour, are here carried on by the aid of steam. China of a superior quality and style of decoration is produced at these works.
Stafford Street.—Messrs. Hudson & Son produce ordinary china services.
St. Gregory’s Pottery.—These works, in High Street, were established in 1794 by Mr. G. Barnes, and were successively held by him and his partner Mr. Wood (under the style of Barnes & Wood), by Messrs. Wood & Blood, Mr. Chesworth; Messrs. Beardmore & Birks, and Mr. G. Townsend, from whom they passed in 1864 to Messrs. Tams & Lowe; they now belong to Mr. William Lowe alone. The goods produced comprise all the usual varieties of articles in useful ordinary earthenware, and in china of an average quality. In the former, dinner, tea, toilet, and other services, &c.,[400] are made in white, sponged, printed, ground-laid, and gilt varieties; in the latter only the ordinary common classes are made, principally for the home trade. The quality of the body is firm and good, and the mosaic jugs and tea-pots, mounted and otherwise, are well formed and decorated. In these and in the reeded turquoise tea-pots, &c., the ground colours are clear and even. The usual mark in the common willow pattern is a garter, with the words STAFFORDSHIRE IMPROVED, enclosing the name of the pattern and the Staffordshire knot; the ribbon is surmounted by a crown, and beneath are the initials of the firm, T. & L.
Gold Street Works, near Stafford Street (Barker Brothers).—This is one of the oldest manufactories in Longton, and it is historically interesting from the fact of gold lustre having been here first discovered and applied to decorative purposes. The earthenware here made is of the ordinary medium quality, both for home and for foreign markets, including the Cape of Good Hope, Western Africa, Australia, South America, Turkey, &c. It consists of cream-coloured, white, fancy-sponged, painted and printed, enamelled and other descriptions, in toilet, dinner, breakfast and tea services, and other articles.
Wellington Works.—These works, in Stafford Street, were established in 1862 by Messrs. G. L. Robinson & W. Cooper, the latter retiring after a few years in favour of Mr. G. L. Robinson, when the firm became Robinson & Son. In 1871 Mr. G. L. Robinson retired in favour of his son Mr. G. A. Robinson, who became a partner, and the firm now is “Robinson, Repton, & Robinson.” The class of china manufactured is of the best finished kind, and is suited, in style and decoration, both for the principal home and foreign markets. The goods principally produced are tea, breakfast, dessert, and other services; toilet trinket-ware, vases, centre-pieces, &c., and a large variety of ornamental china goblets, fruit and other baskets, open-work (or pierced) comports, moustache cups of the same construction as those already spoken of, and the general varieties of articles which are made in this material. The body of Messrs. Robinson’s china is of good pure quality, and the decoration artistic and clever. Some of the tea services are peculiarly chaste in design and rich in colouring; and the gilding, enamelling, and painting are good. The jewelling and embossing of some of the[401] services, and the happy combinations of colours in others, combined with careful artistic treatment, show how thoroughly the designing as well as the manufacturing departments are “managed” by this enterprising firm.
Messrs. Robinson & Co. at The Foley, also produce china of the usual classes, both for home and export trades.
St. Martin’s Lane. (Taylor, Hudson, & Middleton.)—At these works, which have been established about forty years, a general assortment of plain and decorated china, in all the various services, is made both for home and foreign markets.
Heathcote Works.—Established in 1854 by Messrs. William Brammall and John Dent, from whom it passed to William Brammall, then to Messrs. Edwin Brammall and T. S. Repton, and is now carried on by W. H. Derbyshire & Co. The works are in Heathcote Road. The manufactures consist of china tea, breakfast, and other services, and all the usual useful articles in that material suitable for the home trade.
Green Dock Works.—Messrs. Cooper, Till, & Co. (formerly Hampson Brothers) manufacture improved stoneware, ordinary earthenwares, and lustres, for the home, American, Australian, and other markets. Established in 1846.
Chadwick Street.—Messrs. Frederick Jones & Co. manufacture earthenware of the more ordinary class.
High Street.—Mr. J. L. Johnson produces all the usual services, &c. in the commoner classes of china.
Baddeley.—About 1720 William Baddeley (an old name in the
district) commenced making brown ware at Eastwood, Hanley. About 1740,
having invented an “engine-lathe,” he began to make “turned articles
in cane and brown ware. He was succeeded in the pottery by his son,
William Baddeley; his other son, John Baddeley, taking the business
of the lathe making, by which he acquired a competency, and died
in 1841, aged eighty-five.” This second William Baddeley made many
improvements in the ware, and attempted, both by an imitation of body
of his vitreous wares, and by his mark, to palm off some of his goods
as Wedgwood’s. His mark was the[402] word EASTWOOD impressed on
the ware, but he contrived always to have the EAST indistinct
and the WOOD clear
 thus hoping to catch the unwary by the latter syllable. He died at
an advanced age, and the works at Eastwood having been sold, his
son, William Baddeley, commenced in Queen Street, Hanley, for the
manufacture of terra-cotta articles, and a large trade was carried on
in earthenware knobs for tin and japanned tea and coffee-pots. He also
made fancy pipes, japanned terra cotta, and other goods. He also, at
the Market Lane Works, “was the first to make telegraph insulators
in iron moulds with screw and lever pressure.” The works were in
1846 removed to Longton (Wharf Street), and here the manufacture of
imitation stag, buck, and buffalo-horn, and bone handles for knives,
forks, &c., for the Sheffield trade, was first introduced. In this
branch “a very good trade was done, but the working handlers of
Sheffield refused to work them up, and threats were sent to several
masters, that if they did not give up the terra-cotta knife-handle
trade, their works would be blown up.” The masters, thus intimidated,
gave up the use of these handles, and on Mr. Baddeley visiting
Sheffield, an attack was made on his life, and letters sent to him
on his return threatening that if he did not give up making the
handles, he and his works “would be done for.” The manufacture was
then discontinued. Mr. Baddeley “invented the thimble placing rack,
now so extensively used; this he sold to Elias Leak, of Longton, who,
in 1856, took out a patent for the invention.” Mr. Baddeley, who
died in 1864, held the St. Martin’s Lane Works, and his widow now
carries on business in Commerce Street. Their son, William Baddeley,
commenced manufacturing in the Normacott Road, in 1862. His productions
were rustic terra-cotta articles for floral, horticultural, useful,
and decorative purposes; the principal articles being fern-stands,
vases, flower-stands, hyacinth-pots, flower-pots, garden-seats,
flower-baskets, mignonette-boxes, crocus-pots, globe-stands, brackets,
inkstands, &c. The designs were all taken from nature, and appropriate
to the intended use of the vessel. His imitations of bark, &c., and of
various woods and plants, were remarkably good.
thus hoping to catch the unwary by the latter syllable. He died at
an advanced age, and the works at Eastwood having been sold, his
son, William Baddeley, commenced in Queen Street, Hanley, for the
manufacture of terra-cotta articles, and a large trade was carried on
in earthenware knobs for tin and japanned tea and coffee-pots. He also
made fancy pipes, japanned terra cotta, and other goods. He also, at
the Market Lane Works, “was the first to make telegraph insulators
in iron moulds with screw and lever pressure.” The works were in
1846 removed to Longton (Wharf Street), and here the manufacture of
imitation stag, buck, and buffalo-horn, and bone handles for knives,
forks, &c., for the Sheffield trade, was first introduced. In this
branch “a very good trade was done, but the working handlers of
Sheffield refused to work them up, and threats were sent to several
masters, that if they did not give up the terra-cotta knife-handle
trade, their works would be blown up.” The masters, thus intimidated,
gave up the use of these handles, and on Mr. Baddeley visiting
Sheffield, an attack was made on his life, and letters sent to him
on his return threatening that if he did not give up making the
handles, he and his works “would be done for.” The manufacture was
then discontinued. Mr. Baddeley “invented the thimble placing rack,
now so extensively used; this he sold to Elias Leak, of Longton, who,
in 1856, took out a patent for the invention.” Mr. Baddeley, who
died in 1864, held the St. Martin’s Lane Works, and his widow now
carries on business in Commerce Street. Their son, William Baddeley,
commenced manufacturing in the Normacott Road, in 1862. His productions
were rustic terra-cotta articles for floral, horticultural, useful,
and decorative purposes; the principal articles being fern-stands,
vases, flower-stands, hyacinth-pots, flower-pots, garden-seats,
flower-baskets, mignonette-boxes, crocus-pots, globe-stands, brackets,
inkstands, &c. The designs were all taken from nature, and appropriate
to the intended use of the vessel. His imitations of bark, &c., and of
various woods and plants, were remarkably good.
Waterloo Works, Stafford Street. (Brough & Blackhurst).—Built in 1815, the year of the Battle of Waterloo, and in honour of that event named the “Waterloo” Works. The date 1815 occurs on one of the ovens. The manufactory formerly belonged to Messrs. Ratkin[403] & Booth, who were so justly celebrated for their gold and silver lustre wares. At these works, which are large and commodious, are produced the ordinary classes of earthenware suitable both for the home and for foreign markets, enamelled and gilt services, &c.
Heathcote Road Pottery.—Messrs I. and H. Procter removed here in 1876 from the New Town Pottery. The productions are common earthenware in the usual cream colour, printed, painted, and lustred varieties. The mark is a crown upon a ribbon, bearing the words WARRANTED; over a crown is STAFFORDSHIRE, and beneath the ribbon P for Procter.
Sutherland Pottery, Daisy Bank.—Established in 1870 by Mr.
Joseph Holdcroft, their present proprietor, for the manufacture of
majolica, Parian, and silver lustre ware for the home, continental,
South American, and Australian markets. Mr. Holdcroft, who for eighteen
years was in the employment of Minton & Co., commenced business in
another manufactory in Longton, which he left on the erection of
his present pottery. His majolica productions are of a high class,
both in design, in quality, and in workmanship; a “Wren Vase,” with
well-modelled birds and flowers, is a speciality of his works. His mark
is his initials
 impressed in the ware.
impressed in the ware.
Church Street.—These works, for the production of Parian, jasper, and majolica ware, belonging to Mr. G. A. Robinson, were pulled down in 1876 for town improvements, Mr. Robinson erecting new works in Sutherland Road.
Cornhill Works.—Messrs. Poole & Unwin entered on these works,
which had previously been carried on as general earthenware works
by others, in 1871. The productions are middle-class earthenware;
stoneware jugs, &c., chiefly intended for the home market. Gold and
silver lustres of the ordinary kind, and rustic majolica, were also at
one time made. The initials of the firm are
 impressed in the body of the ware.
impressed in the body of the ware.
Sutherland Works, Barker Street.—Established by the present proprietor, Mr. Sampson Smith, for the production of china, tea, and other services, silver and gold lustre, and china figures and ornaments.
[404]
Sutherland Pottery, Normacott Road.—These works were established by their present proprietors, Messrs. Skelson & Plant, who were previously of the New Market Works, Chancery Lane, Longton, and the Heathcote Road Pottery. They are also proprietors of the Heathcote Road Pottery. These latter were established by Mr. Thomas Beardmore, and much enlarged by Messrs. Stubbs & Bridgwood, before they came into the hands of Skelson & Plant. At these works china is made in all the usual useful services.
St. James’s Place.—The St. James’s works were established by William Bradshaw, and afterwards occupied by John Gerard, Jesse Cope & Co., and Baggaley & Ball. In 1831 they were taken by Robert Gallimore, who about 1840 was joined in partnership by George Shubotham. In 1842 Mr. Gallimore retired from the concern, and the business was then continued by George Shubotham and William Webberley, under the style of “Shubotham & Webberley.” In 1847 Mr. Shubotham died, and the works are now carried on by Mr. Webberley alone. In 1858 this gentleman purchased the premises, and soon afterwards pulled down the old buildings and erected the present commodious “four-oven” manufactory. Originally lustre ware only was produced, but china was added by Mr. Gallimore. In 1844 lustre was entirely abandoned, and since that time china alone has been made. This is produced in all the usual services both for the home, Dutch, and Australian markets. No mark is used.
Daisy Bank.—These are among the most historically interesting works in this immediate locality. They were built in the latter part of last century by a Mr. Hughes, and passed successively through the firms of Drury, Ray, & Tideswell, and Ray & Wynne, to Charles James Mason & Co., who succeeded the latter firm. It was in these works that Mr. Mason produced his ever famous “Ironstone china,” the firm at that time being “George Miles Mason and Charles James Mason,” and subsequently “C. J. Mason” only. The patent taken out by C. J. Mason in 1813 was for “a process for the improvement of the manufacture of English porcelain;” the process, according to the specification, consisting “in using scoria or slag of ironstone pounded and ground in water, in certain proportions, with flint, Cornwall stone, and clay, and blue oxide of cobalt;” doubtless, however, this was not correct so far as the first ingredients[405] are concerned. It should also be added that the name “Ironstone” was simply a combination of “iron” and “stone,” used to denote the extreme hardness of the body, as combining the strength of both. From various causes the manufactory, after some years, became a commercial failure, though a great artistic and manipulative success; in 1851 the patent right, moulds, copper-plates, &c. were sold to Mr. Morley; and in 1853 the lease of the premises was sold to Messrs. Hulse, Nixon, and Adderley. (For an account of Mason’s ironstone china, &c. see pages 315, 407, and 408.)
The freehold of the premises was afterwards purchased from John Edward Heathcote, Esq., by Hulse, Nixon, and Adderley. In 1869 Mr. Nixon died, and the firm was changed to “Hulse and Adderley,” and so continued until 1874, when (Mr. Hulse having died in the preceding year) it was altered to that of “William A. Adderley,” who was the surviving partner, and is now the sole proprietor of the place. Since Mason’s time the premises have been very considerably enlarged and improved. The productions are china and earthenware for the home, Canadian, West Indian, South American, Australian, New Zealand, and continental markets, the operations being conducted on a large scale. No distinctive mark is used.
Park Hall Street.—Messrs. Daniel Sutherland & Sons entered on these works in 1863, and they are now carried on by the sons under the same style. The productions are majolica and Parian of various qualities. In the former, jugs of an infinite variety of shapes and patterns; vases, tripods, and flower-holders; Stilton cheese, butter, and sardine stands and boxes; bread, cheese, and fruit dishes; water-bottles; tea and coffee-pots; kettles; flower-pots; brackets, and scent-jars, taper-stands, candlesticks, and other articles are largely made. In Parian, the firm produces groups, figures, busts, &c., in considerable variety, as well as all the usual lesser articles, jugs, brooches, crosses, and trinkets. Stoneware jugs, tea-pots, &c., are also made. The mark of the firm was formerly S & S, but none is now used.
Viaduct Works, Caroline Street.—Established about 1836. This manufactory, in 1863, passed into the hands of Cooper, Nixon, & Co., and next to Cooper and Dethick. They produce plain and printed earthenware of the ordinary kinds, and drab and other coloured[406] bodies, both for the home and foreign markets. The mark is the initials of the firm, C & D.
High Street and Sutherland Road.—Messrs. James Beech & Co., the present proprietors, opened those works about 1846. They produce all the usual tea, breakfast, and dessert services in china of a more than ordinary quality, and in various styles of decoration. They are also grinders of flint and stone for the trade.
King Street.—These works were established in 1875, being opened on March 25th of that year, by their present proprietors, Messrs. Bridgett, Bates, & Beech. They manufacture china only, but in this are produced all the usual services in every variety of style. No mark is used, but the productions are both for the home and foreign markets.
Anchor Pottery.—Messrs. Sampson Bridgwood, & Sons, who are extensive manufacturers, first carried on business in the Market Street Works, and next for many years at a manufactory in Stafford Street, originally occupied by G. Forrester, which was purchased by the late commissioners of Longton, and pulled down for the erection of the present market buildings. They then removed to their present works, the “Anchor Pottery,” where they produce both china and earthenware. In china all the usual tea, breakfast, and dessert services are made, partly for the home, but principally for the United States and Canadian markets. In earthenware they produce largely the white granite for the United States, Australian, and Canadian trade, and they also produce for the home market. One of their specialities is what is technically called “Parisian granite” (stamped as “Limoges”), which is of fine hard durable body and excellent glaze. In this ware, tea, breakfast, dessert, dinner, and toilet services are largely produced; many are of excellent design. The marks used are, on china, an impressed stamp of the name “S. BRIDGWOOD & SON.” The Parisian granite bears the impressed stamp, an oval, with the word “LIMOGES,” and in the centre P. G. (for Parisian granite). It also bears the printed mark of an elaborate shield of arms with mantling, sceptres, &c., and the words “PORCELAINE OPAQUE,” “BRIDGWOOD & SON.”
Dresden Works, Normacott Road, established by Mr. John[407] Proctor.—These works, after being worked successively by Messrs. Glover & Colclough, and Messrs. Goodwin & Bullock, came into the hands of the present firm of Mason, Holt, & Co., in 1858, since which time they have been much enlarged. All the usual tea, breakfast, dessert, and other services, in china of excellent commercial quality, are made, both for home and foreign markets.
Dresden Works, Stafford Street.—These works were established by Mr. John Ferneyhough, and in 1858 passed into the hands of Messrs. Shelley & Hartshorne, who were succeeded by Messrs. Adams & Scrivener, who in turn were again succeeded by, in 1866, John Ferneyhough, who manufactures all the usual varieties of services, &c. in china of good quality.
Palissy Works, Chancery Lane.—These works were erected in 1862, by Mr. R. H. Grove, for the purpose of decorating, not manufacturing, china ware. In 1867 he retired, and was succeeded by his son, Mr. Fredk. Wedgwood Grove, and his partner, Mr. John Stark, who continued them for decorating purposes alone until 1867, when they commenced manufacturing, having increased the premises for the purpose, and erected the necessary kilns and machinery. They manufacture earthenware only. In this all the usual dinner, dessert, toilet, and other services and domestic articles are produced, and of all degrees of decoration, from plain and printed up to enamelled and gilt varieties. Some of their more beautiful patterns are the “Hindoo,” “Arabesque,” and “Shell,” and these are made in a variety of styles of more or less richness in detail. Spirit and wine show-barrels or casks are also specialities.
Minerva Works, Fenton.—In 1812 these works were held by Charles James Mason & Co., the producers of the famous “Patent Ironstone China” (which see), and from them passed to Messrs. Pratt & Co., who were succeeded by Mr. Gerard (or Jerrad) and Mr. Richard Hassall. About 1833 or 1834 Mr. Hassall was joined in partnership by Mr. Thomas Green (son of Mr. Thomas Green, of the Churchyard Works at Burslem), of Bank House, Fenton, who produced the common classes of china. Shortly afterwards, Mr. Hassall retired, and Mr. Green was joined in partnership by Mr. W. Richards, of Great Fenton, and the business was continued by “Green & Richards,” until 1847, when the latter withdrew. The business was[408] then continued by Mr. Thomas Green alone, until his decease in 1859; from that date to the present time it has been carried on by his widow, Mrs. Margaret Green, under the trading style of “M. Green & Co.” under the careful management of her sons. The china made by the earlier firms was of the commonest kind of blue figured, white and gold, and lustre wares. During the partnership of Mr. Richards, a variety of ornaments, small ewers and basins, toy mugs and jugs, &c., were extensively made; this trade was, however, checked by the introduction of a similar, but cheaper, class of goods from France. This had a good effect on the firm, for it induced attention to be turned to a better class of productions; and this again was more decisively done in 1851, when goods of a highly creditable character were made. The present productions of Messrs. M. Green & Co. are china tea, breakfast, dessert, trinket, and other services; toy sets; jugs, mugs, feeders, wheel-barrow, and spade salts; and a large variety of other articles, both for home and foreign markets.
Victoria Works, for many years carried on by Mr. S. Ginders, are now held by Mr. James Reeves, who produces the more ordinary qualities of earthenware.
Fenton Potteries.—The goods produced are of the commoner class of printed, sponged, and pearl-white granite wares suitable for British North American, United States, West Indian, African, and Indian markets. None are produced for the home trade. The works are carried on by Messrs. W. Baker & Co., who were awarded a medal at the Paris Exhibition.
Fenton Pottery.—This was established in 1825, by Messrs. C. J. & G. M. Mason, for the manufacture of their famous “Ironstone China” ware (which see). “The works of C. J. Mason & Co.,” says Ward, in 1843, “standing obliquely to two turnpike-roads, and on the line of the Canal Company’s railway, present an extensive front of four stories in height, inscribed in large letters ‘Patent Ironstone China Manufactory.’ For this article of trade, which Messrs. G. & C. J. Mason introduced some years ago, they obtained extensive public favour, and an almost exclusive sale, on account of its resemblance to porcelain, and its very superior hardness and durability.” Messrs. Mason were succeeded by Mr. Samuel Boyle, from whom the works[409] passed into the hands of Messrs. E. & C. Challinor, formerly E. Challinor & Co. of Sandyford and Tunstall, who still carry them on. The goods produced are white granite, printed, sponged, and common earthenware, for the American, Australian, and other foreign and colonial markets. In these, tea, coffee, breakfast, dinner, toilet, and other services, and all the usual useful articles, are largely produced. The white granite, or ironstone china, is of good, hard, sound, and durable quality; some of their most successful embossed patterns being the Ceres or Wheat, the Garland, and the Vine-leaf patterns. In jugs, Messrs. Challinor produce the Ceres or Wheat, Paris, Garland, Barberry, Lily, Missouri, Florence, Versailles, Lotus or Cora, and other shapes, both plain and embossed. The earthenware is of the ordinary common quality, specially designed and well adapted for the various markets to which it is sent.
The marks are the Staffordshire knot
 impressed in the ware—
impressed in the ware—

E & C CHALLINOR
FENTON
E & C CHALLINOR
IRONSTONE
CHINA
E & C CHALLINOR
within an ornamental border, surmounted by the royal arms, &c., also impressed in the ware; and the following printed on the surface:—the royal arms with crown, supporters, motto, &c., and, beneath, a ribbon with IRONSTONE CHINA, E & C CHALLINOR FENTON; the name of the pattern, as “Australia,” “Gothic,” “Portland,” &c. within various borders, &c., and the name E & C CHALLINOR, or E & C C.
Old Foley Pottery.—Messrs. Moore & Co., late Samuel Bridgwood, produce white granite ware, of the ordinary character, for the American markets.
Anchor Works, Market Street.—These works were carried on for some years by T. and J. Carey, until about 1845, when they came into the possession of Mr. Ashwell, who occupied them for about thirteen years. They were afterwards carried on by Mr. W. Green, from whom they passed to Copestake Brothers, and are now occupied by Mr. George Copestake, who produces china of the usual varieties for both the home and foreign markets.
[410]
Fenton Potteries.—These works appear to have been in the hands of the present firm, Messrs. Pratt, ever since the commencement of this century. The style of the firm is “F. & R. Pratt & Co.,” and they produce all the ordinary classes of earthenware goods in services, and the usual useful and ornamental articles. They are large makers of “druggists’ sundries,” as that particular branch of trade is described, for which they are in high repute. Messrs. Pratt also produce a variety of articles in a peculiarly compact, vitreous terra cotta; the colour is a good, full, rich red, and the enamel ornamentation is usually artistically arranged. Another speciality of this firm is under-glaze colour-printing, for which, and their Etruscan ware, they received a medal at the 1851 Exhibition. A silver medal was also awarded to them by the Society of Arts for a pair of the largest Etruscan-style vases up to that time produced; they were exhibited in 1851, and were purchased by the Prince Consort.
Lane Delph Pottery (John Pratt & Co.).—These works have been in the hands of the present firm for above half a century. The goods produced are earthenware of the ordinary class, chiefly for foreign markets.
Grosvenor Works, Foley Place.—The works were established about 1850 by Messrs. Till, Bourne, & Browne, and since their time the successive changes in the proprietorship have been Bourne & Browne; Charles Browne, alone; Jackson & Browne; and Jackson & Gosling, by whom they are now carried on, and who do a large home and foreign trade. The manufactures are confined to china, in which tea, breakfast, and dessert services are produced.
Park Works, Market Street.—Mr. Ralph Malkin, doubtless a descendant of the old pottery family of Malkin, manufactures here the ordinary classes of earthenware goods.
Foley Pottery.—This is one of the oldest works in the district. It was originally occupied by Samuel Spode, who lived in a large house adjoining, which was pulled down some years ago. It was afterwards occupied by Christopher Bourne. It has been in the possession of the present occupiers (Messrs. W. Hawley & Co.) since 1842. The productions are earthenware of the ordinary kind both for home and export markets.
[411]
The Foley Potteries.—These potteries take their name from the Foley family, who own property in the neighbourhood. They were built by Mr. John Smith, of Fenton Hall, about 1820, the first firm by whom they were worked being Messrs. Elkin, Knight, & Bridgwood (who made the better classes of “Willow pattern,” “Broseley pattern,” and other blue printed services). On the retirement of the latter the style was changed to Knight & Elkin, and, subsequently, on the retirement of Mr. Elkin, the works were carried on by Mr. John King Knight alone, till 1853, when he was joined in partnership by the late Mr. Henry Wileman, wholesale china dealer, of London, the style being Knight & Wileman. On the retirement of Mr. Knight, in 1856, Mr. Wileman carried on the works alone until his death, in 1864, when his two sons succeeded him as J. & C. Wileman. In 1866 the partnership was dissolved, and from that time till the present the business has belonged to Mr. James F. Wileman, the present proprietor. The goods produced are the usual granite ware, printed wares, lustres, Egyptian and shining black, and cream-coloured wares. All of these of the ordinary classes for household use, and the great bulk of the trade are export to the States, Panama, Australia, South Africa, Ceylon, Java, and India.
The Foley China Works were built in 1860 by the late Mr. Henry Wileman, the owner of the Foley Potteries. At his death, in 1864, they were continued by his sons, Messrs. J. & C. Wileman, till 1867, when the partnership was dissolved, the latter (Mr. C. J. Wileman) continuing the china, and the former the earthenware works. In 1870 Mr. C. J. Wileman retired, and his brother then became proprietor of both manufactories, and shortly afterwards took into partnership Mr. J. B. Shelley, the firm being styled Wileman & Co. The china produced is of the ordinary useful class for household purposes.
King Street Works.—These works were established in the latter part of last century by Mr. Shelley, who was succeeded by Mr. Marsh, from whom they passed to Messrs. T. & J. Carey. The productions of these firms were the ordinary Rockingham ware and common classes of earthenware; Messrs. Carey also occupying two other manufactories at Longton. They were next held by a company, and about 1850 passed into the hands of the present proprietor, Mr. John Edwards. The goods now produced are semi-porcelain[412] and white granite for the American markets. Until 1856 Mr. Edwards produced china in addition, but this has since then been discontinued. Mr. Edwards is patentee of a process for making thimble pins; and he also, in 1859, took out a patent for “improvements in stacking or holding biscuit, earthen, china, and glossed ware for firing” by means of “a ring frame or holder, with a rim or flange projecting inwardly, so as to occupy the whole or part of the centre of the ring.”
Heath.—Thomas Heath was a potter in Lane Delph in 1710, and produced a good hard grey-coloured ware. His three daughters married three potters, Palmer and Neale, of Hanley, and Pratt of Fenton. Heath was an enterprising potter, and was successful in making the coated or delft ware, same as made by Astbury.
Bacchus.—Thomas Bacchus, who, according to Shaw, married first a widow named Astbury, manufactured cream-coloured and blue painted ware; his second wife being a skilled painter, his late productions were of a more superior character.
William Meir had pot works at Fenton in the middle of last century, which he rented from Whieldon, as the following entry in his book shows: “Mr. Wm. Meir, of Fenton Low, for a house and pottworks & 3 small closes, March 25, 1750, a year’s Rent due—£14—10—0.” Whieldon at that time owned much land about Fenton, and Fenton Hall seems also to have belonged to him. This he let to Ralph Woolf, at a yearly rental of £4; the “New House in Lower Lane” being at the same time let to Thos. Woolf for £2 2s. a year. Fenton Hall was afterwards, in 1750, let at the same rent to Wm. Marsh and Wm. Kent; it was afterwards divided.
Harrison.—George Harrison was an earthenware manufacturer in the latter part of last century. His productions, according to an invoice of August 20, 1793, consisted of “large and less tureens,” “sauce tureens,” “root dishes,” “sallad bowls,” and “tureen ladles,” blue edged; and cream-coloured “ewers.”
Martin.—Anne Martin (I presume, widow of S. Martin), was a manufacturer at Lane Delph in 1793. Her productions, as appears from invoices of hers of that year in my possession, were “variegated jugs” of different sizes, “blue-gray mugs and jugs,” “hand-basins,”[413] different sizes, “egg cups,” “pattie pans,” “cups and saucers,” (these were 10d. a dozen!) “sauce boats,” “bottles,” “bowls,” “cowlerd toys,” “hand bowls,” “dipd bosed jugs,” “sallad bowls,” “flower pots,” “stoole pans,” “blue painted mugs and jugs,” “pickel jars,” “table services,” &c.
Miles Mason was a manufacturer in the latter part of last
century. An invoice of his of 1797 enumerates blue dessert ware sets,
each consisting of “1 centre piece, 4 shells, 2 hearts, 2 cucum.
tureens, dishes & stands, and 24 desert plates;” “melon shapes,”
“squares,” oval and round baking dishes, oval and square salad dishes,
“Nankeen spitting pots,” basins and egg cups. Miles Mason was the
father of George Miles Mason, Charles James Mason, of “Ironstone china”
celebrity (see page 408), and William Mason. The family of Mason was
originally of Westmoreland, where they were tenants of Sir Michael
Freeman, of Rydal Hall. One of the sons went to London and established
a shop for the sale of East India china. He afterwards, I am informed,
opened a manufactory at Liverpool. He then bought land at Fenton from
the Bagnall family, on which he erected the works now occupied by Mrs.
Green, and called the “Minerva Works,” at Fenton. Afterwards he and his
brother built the “Fenton Pottery” (which see), and after some reverses
removed from it to a much smaller and less pretentious manufactory, the
“Daisy Bank Works” (which also see). Miles Mason’s marks were—
MILES MASON. Miles Mason. M. Mason.
M. MASON.
Whieldon.—Thomas Whieldon, whose name is more intimately mixed up with the early development of the potter’s art than that of almost any other man, was a manufacturer at Little Fenton in the middle of last century. Spode, Astbury, Garner, Greatbach, Heath, Edge, Marsh, and many others, were his apprentices or employés, and Josiah Wedgwood, when quite a young man, and Harrison, were his partners, while his mottled and other wares were of high character. In 1740 Whieldon’s works consisted of a small range of low thatched buildings. “His early productions were knife-hafts for the Sheffield cutlers, and snuff-boxes for the Birmingham hardwaremen to finish with hoops, hinges, and springs, which himself usually carried in a basket to the tradesmen, and, being much like agate, they were greatly in request. He also made toys and chimney ornaments, coloured in either the clay state or[414] biscuit by zaffre, manganese, copper, &c., and glazed with black, red, or white lead. He also made black glazed tea and coffee-pots, tortoiseshell and melon table plates (with ornamented edge and six scollops, as in the specimens kept by Andrew Boon, of the Honeywall, Stoke), and other useful articles. Mr. A. Wood made models and moulds of these articles; also pickle leaves, crab-stock handles, and cabbage-leave spouts for tea and coffee-pots, which utensils, with candlesticks, chocolate-cups, and tea-ware, were much improved, and his connections extended subsequently, when Mr. J. Wedgwood became Whieldon’s managing partner. He was a shrewd and careful person. To prevent his productions being imitated in quality or shape, he always buried the broken articles, and a few months ago we witnessed the unexpected exposure of some of these, by some miners attempting to get marl in the road at Little Fenton. The fortune he acquired by his industry enabled him to erect a very elegant mansion near Stoke, where he long enjoyed, in the bosom of his family, the fruits of his early economy. He was also sheriff of the county in the twenty-sixth year of the late reign. The benevolence of his disposition, and his integrity, are honourable traits of character, far superior to the boast of ancestry without personal merit. Mr. Whieldon lived, I am informed by Mr. John Ward, in a large house near the lower part of Fenton, called Whieldon’s Grove; the line of railway passes through the grounds, and a part of the house is used by the railway company as a store. He died in 1798 at a very old age, and in 1828 his relict was interred beside him in Stoke churchyard.
In 1749, Thomas Whieldon built an addition to his works, and the account of the “Expenses of the new end & Seller of the Over Work-house” are in my own possession.
From this period downwards for some years the dates and terms of “hirings” of workpeople, “setting” of houses and land to different tenants, and many other matters of interest, are all entered in his own handwriting in a pocket account-book belonging to Whieldon, now in my own possession. From this book I extract the following entries of “hirings,” for the purpose of showing the small amount of wages paid in those days as compared with the present, and the curious and amusing bargains which were made between master and workman as to “earnest money” and gifts of “old cloaths,” &c. The entries relating to Josiah Spode and Robert Gardner I have already given in another part of this volume:—
[415]
| 1749. | £ | s. | d. | |
| Jany. 27. | Hired Jno. Austin for placeing white, &c., pr. week | 0 | 5 | 6 |
| Pd. his whole earnest | 0 | 3 | 0 | |
| Feby. 14. | Then hired Thos. Dutton | 0 | 6 | 6 |
| Pd. 1 pr. Stockins | 0 | 3 | 6 | |
| Earnest for vineing[55] | 0 | 15 | 0 | |
| 1 pr. Stockins | 0 | 2 | 6 | |
| Pd. in part | 0 | 1 | 0 | |
| Pd. do. in 7 yds. cloth | 0 | 8 | 9 | |
| „ 16. | Hired Wm. Keeling for handling | 0 | 6 | 0 |
| Pd. his whole earnest | 0 | 1 | 0 | |
| „ 20. | Hired Wm. Cope for handleing & vineing & cast ware, for | 0 | 7 | 0 |
| Pd. his whole earnest | 0 | 10 | 6 | |
| March 8. | Then hired Jno. Barker for ye huvel, | 0 | 5 | 6 |
| Pd. earnest in part | 0 | 1 | 0 | |
| Pd. it to pay more | 0 | 1 | 0 | |
| „ 24. | Hired ... Low for making Slip | 0 | 5 | 3 |
| Pd. him in part of his earnest | 0 | 2 | 6 | |
| To pay more | 0 | 2 | 6 | |
| „ 26. | Then hired George Bagnall, for fireing for this year, for | 0 | 5 | 3 |
| Full earnest, 5s. | ||||
| Pd. in part, 2s. 6d. | ||||
| Hired for 1750 | 0 | 5 | 6 | |
| June 2. | Hired Jos. Astbury | 0 | 1 | 6 |
| Pd. earnest | 0 | 0 | 6 | |
| 1751. | ||||
| April 6. | Hired Thos. Astbury | 0 | 6 | 0 |
| Till Michaelmas, pd. earnest | 0 | 1 | 0 | |
| Oct. 26. | Then hired Cupit | 0 | 2 | 3 |
| Pd. earnest | 0 | 0 | 6 | |
| I am to give him a old pr. of stockings or something. | ||||
| 1752. | ||||
| Hired George Bagley for 2 years. 1st year | 0 | 3 | 6 | |
| 2nd year | 0 | 4 | 0 | |
| To give him a pair of shoes each year. | ||||
| 1753. | ||||
| June 21. | Hired Wm. Marsh for 3 years. He is to have 10s. 6d. earnest each year and 7s. per week. I am to give an old coat or something about 5s. value. | |||
| Aug. 29. | Hired Westaby’s 3 children, per week | 0 | 4 | 0 |
| Pd. earnest | 0 | 0 | 6 | |
| Hired John Everal, per week | 0 | 4 | 6 | |
| Pd. earnest, 2 pr. Stockings | 0 | 4 | 0 | |
| 1 shilling in cash | 0 | 1 | 0 | |
| To have a handkerchief. | ||||
| 1749. | ||||
| June 2. | Hired a boy of Ann Blowrs for Treading ye lathe, per week | 0 | 2 | 0 |
| Pd. earnest | 0 | 0 | 6[416] | |
| 1751. | ||||
| Jany. 11. | Then hired Elijah Simpson for Turning, he is to have pr week | 0 | 8 | 0 |
| Whole earnest | 2 | 2 | 0 | |
| Pd. in part | 1 | 2 | 0 | |
| Then hired Saml. Jackson for Throwing Sagers and fireing pr. week | 0 | 8 | 0 | |
| Whole earnest | 2 | 2 | 0 | |
| Pd. in part | 1 | 2 | 0 | |
| Pd. more | 1 | 1 | 0 | |
| Feby. 9. | Hired Jno. Edge, for per week | 0 | 6 | 0 |
| He is to have earnest | 0 | 5 | 0 | |
| & a new pr. stockins | 0 | 2 | 0 | |
| Pd. in part | 0 | 1 | 0 | |
| Hired his son Saml for | 0 | 1 | 3 | |
| April 6. | Hired Wm. Kent, per week | 0 | 7 | 6 |
| To give for earnest | 0 | 12 | 0 | |
| Pd. in part | 0 | 1 | 6 | |
| To give a new Shirt at 16d. per yard. | ||||
| Hired Ann Blowrs Girl & Boy | ||||
| Girl | 0 | 0 | 9 | |
| Boy, Joseph | 0 | 2 | 0 | |
| To give earnest, Testament. |
The names of workpeople occurring in these hirings are:—
That Whieldon was a man of large property is evident from the entries of “settings” of lands and houses, in the same book, but this is not pertinent to my subject of the goods manufactured during the same period. One or two entries give interesting particulars; thus:—
To send Mrs. Davison.
6 ½ pt. mugs, white, 2d.
1 flat candlestick, Tor.[56]
Mr. Thos. Fletcher, Dr.
| £ | s. | d. | |
| To 1 doz. Plates, Tor.[56] | 0 | 8 | 0 |
| „ 2 ¼ do. plate | 0 | 2 | 6 |
| „ 2 2 dishes | 0 | 2 | 0 |
| „ 1 do. painted | 0 | 2 | 0 |
| „ 1 do. Cream Colr. | 0 | 1 | 8 |
| „ 5 pails | 0 | 2 | 6 |
Mr. Davison.
| 1 pail | 0 | 0 | 6 |
[417]
To make for Mr. Green (of Hovingham, near Heylsham, Norfolk).
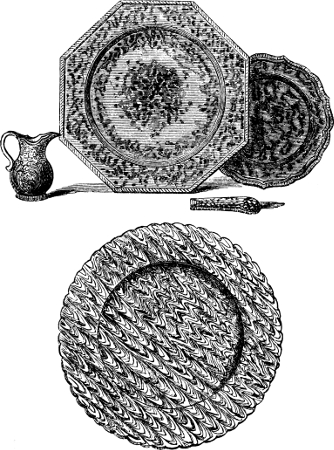
Figs. 640 to 644.
The goods manufactured by Whieldon, both before, during, and after his partnership with Wedgwood, were of good quality and excellent form. They are now very scarce, and are highly and deservedly prized by collectors. Two “tortoiseshell plates,” a small “cauliflower jug,” a marbled, or “combed-pattern” plate, and an imitation agate knife-haft, are shown by Figs. 640 to 644.
In 1754 Wedgwood and Harrison entered into partnership with Thomas Whieldon. The partnership with Harrison, however, continued[418] but for a short period, and in 1752 he went out of the concern, Wedgwood and Whieldon continuing in partnership five years, and carrying on their trade at Whieldon’s works at Fenton Low. In 1754 Wedgwood here produced his famous green glaze, which helped much to extend the fame of the manufactory. In 1759 the partnership expired; Wedgwood returned to Burslem, and Whieldon continued the business alone. He acquired a large fortune, in 1786 was high sheriff of the county, and in 1798 died at an advanced age.
Turner.—Messrs. William and John Turner, whose manufactory was in the High Street, have often been referred to in this work. They were among the best and most successful potters of the end of last and early part of the present century. About 1756 Mr. John Turner and Mr. Banks made white stone ware at Stoke, but in 1762 Turner removed to Lane End, “where he manufactured every kind of pottery then in demand, and also introduced some other kinds not previously known.” About 1780 he discovered a valuable vein of fine clay at Green Dock, from which he “obtained all his supplies for manufacturing his beautiful and excellent stone ware pottery of a cane colour, which he formed into very beautiful jugs, with ornamental designs, and the most tasteful articles of domestic use.” Turner produced “a shining blue glazed pottery similar to that of the Japanese porcelain,” as well as making many other improvements in the art. He died in 1786, and was succeeded by his sons William and John Turner, who became, as just said, among the best potters of the day—equalling in many respects Josiah Wedgwood himself. In jasper ware, in Egyptian black, and other finer wares, there is little choice between Turner and Wedgwood, although the composition of the two bodies was not the same, and had been obtained by different processes. In 1800 Messrs. Turner took out a patent for a new method of manufacturing porcelain and earthenware by the introduction of “Rafferness Mine Rock, Little Mine Rock, and New Rock.” The works were closed about 1803. The mark used by the Turners was simply the name TURNER, impressed on the jasper and other fine bodies; on their blue-bordered and printed wares sometimes they used the Prince of Wales’s feathers, with the name Turner beneath.

TURNER. Fig. 645.
Garner.—Robert Garner, or Gardner, son of Robert Gardner, was an apprentice with Thomas Whieldon, and afterwards employed[419] by him, at the same period as his fellow workman, Josiah Spode, was employed. The following entry is in Whieldon’s own handwriting, in my possession:
| £ | s. | d. | |||
| “1749. | Feb. 28. | Then hired Robt. Gardner, per week | 0 | 6 | 6 |
| Earnest | 0 | 10 | 6 | ||
| Pd. him toward it | 0 | 1 | 0 | ||
| I am to make his earnest about 5s. more in something. | |||||
| 1751. | Feby. 22. | Agreed with Robt. Gardner for his son for next year, pr. week | 0 | 7 | 0 |
| I am to give him earnest | 1 | 1 | 0 | ||
| Paid it. | |||||
| 1754. | Novr. 11. | Hired old Robt. Gardnr & pd. earnest | 1 | 1 | 0 |
| March 16. | Pd. Robt. Gardner, senr., earnest for this year | 1 | 1 | 0 | |
| 1757. | May 30. | Pd. earnest for this year | 1 | 1 | 0” |
Gardner was also a tenant of Whieldon’s, as shown by the following entry:—
| “1752. | May 11. | Let Robt. Gardner a house at Fenton Hall Bank, pr. year | £2 | 2 | 0” |
This he continued to hold for some years, as receipts for rent show.
Robert Gardner, who was hired from his father in 1751, married Margaret Astbury, daughter of Astbury, the well-known potter, and at one time was in partnership with one of her brothers at the Foley. He built a large house, then known as the Foley House, but latterly as the Bank House. By his wife Margaret Astbury, Mr. Garner was the father of Robert Garner, potter, of Lane End, some of whose accounts of 1797 are in my possession. He married a Miss Middlemore, daughter and co-heiress of the Middlemores of Edgbaston and Studley, by whom, with other issue, he had a son, the present Robert Garner, Esq., F.L.S., surgeon, of Stoke-upon-Trent, the author of the “Natural History of the County of Stafford,” and other works, and one of the most talented and enlightened of the worthies of the pottery district.
About 1750, it is said, the elder Robert Garner, in conjunction with Messrs. Barker, “commenced the manufactory of Shining Black and White Stone Ware, salt glaze, at the Row Houses, near the Foley, Fenton, and where afterwards they made tolerable cream colour. They realised a good property here, and Mr. R. Garner rented a manufactory and the best mansion of the time in Lane End, near the old turnpike gate.” Robert Garner, of Lane End, was a[420] potter in a large way of business, and excellent in Queen’s or cream-coloured ware. Some examples of his make are preserved in the Stoke Museum. A sister of his married Mr. Banks, formerly one of the principal potters of Stoke.
Edwards.—William Edwards, a potter at Lane Delph in 1750, made a very superior kind of earthenware. One of his productions, described by Shaw, was a plate with basket-work rim, the centre part divided into compartments of embossed work, and decorated with various devices.
Johnson.—Thomas and Joseph Johnson made white stone, Crouch, and other wares. Their manufactory was afterwards held by Mayer and Newbold.
Phillips.—About 1760, a son of Mr. Phillips, of Lane Delph, commenced making white stone and other wares at Green Dock, Longton, and afterwards produced cream-coloured ware of good quality.
Sampson Bridgwood.—His manufactory was erected in 1756 by Roger Wood, of the Ash, and occupied by a Mr. Ford, for stone and brown wares.
Greatbach.—Robert Greatbach was bound apprentice with Thomas Whieldon. He afterwards carried on business at Fenton, where he produced a number of good and useful patterns in various wares. Thomas Radford was associated with him in this business, and his engravings were very popular. One of the best examples is a mug bearing “The World in Planisphere,” on which occurs the name “engraved by Radford;” it is very sharply and clearly engraved, and bears, on an heraldic wreath, the initials “E. T.” Another celebrated production was the subject of the “Prodigal Son” on tea-pots, &c. Greatbach was afterwards engaged by Wedgwood, and was a successful modeller.
Greenwood.—A potter named Greenwood was in Fenton, in Staffordshire, about 1770–80.
Other potters in Fenton were Thomas Heath, Bourne, Baker & Bourne, Thos. Bacchus.
Other potters about 1760 were Phillips, Matthews, Moses Simpson, John Adams, John Prince, and William Hilditch.
[421]
Heathcote & Co.—The Heathcotes were potters in Staffordshire, I believe, at the close of last and in the early part of the present century. The wares produced were good quality blue printed, painted, and gilt services, and ornamental goods. The mark was the Prince of Wales’s feathers with the name C. Heathcote & Co. above, and on a ribbon beneath the name of the pattern, as CAMBRIA, &c. Some good examples are in the Mayer Museum.

Fig. 646.
Matthews.—William Matthews, of Lane Delph, was a maker of tortoiseshell and clouded pottery.
Myatt.—“At the southern extremity of Foley,” says Shaw in 1829, “are the house and factory of the late Mr. Myatt, one of the first persons who received the Wesleyan and Methodist preachers, and in whose parlour the late Mr. J. Wesley stood, while from the window he preached to a vast congregation, when last he passed through Staffordshire only a few months prior to his decease.” He produced ordinary white and printed earthenware and red ware.
His mark was his name, impressed:
 MYATT.
MYATT.
Williamson.—Hugh Williamson was a potter in the latter part of last century, and principally made the ordinary blue printed ware. A plate or tray with blue flowers and border is in the Mayer collection, and is labelled as “Made at Hugh Williamson’s. It was transferred by Mrs. Hancock, seventy-eight years of age, when she was an apprentice.”
Harley.—Thomas Harley, a manufacturer at “Lane End,” produced
some good earthenware services, jugs, and other articles. He sometimes
marked with his name in full in writing letters,
 and at other times HARLEY.
and at other times HARLEY.
Plant.—Benjamin Plant was a potter here at the close of last century. His name sometimes occurs as below.

Bailey & Batkin.—This firm (see Batkin & Booth, page 403) made a fine quality of lustre ware—a brown clay with lustre wash[422] all over outside, and often inside. In the Mayer collection is a service of it, and one large piece with “Bailey & Batkin, Sole Patentees,” running round a central band.
Mayer & Newbold.—This firm produced excellent goods in the early part of the present century. One of their marks was—Mayr & Newbd, and another Mayer & Newbold in full.
It will be interesting to add that at Longton Hall William Littler, of Brownhills, at one time resided, and there, according to Shaw, “continued his experiments [in the manufacture of porcelain] until his success surpassed all the expectations of his contemporaries; but there not being much demand for this kind of ware he sacrificed his estate at Brownhills, near Burslem, and then discontinued manufacturing porcelain. His chief workman was not only a good practical potter, but a tolerable modeller, Dr. Mills, who subsequently died at Shelton at a very advanced age.” Littler’s removal to Longton Hall is said to have been “about 1765.” Littler is said afterwards to have been manager of Baddeley & Fletcher’s works at Shelton. Ten years previously William Duesbury, the founder of the Derby China Works, was also of Longton Hall. In a deed of that year, which I have given in extenso on page 66, he is described as “William Duesbury, of Longton Hall, in the parish of Stoke-upon-Trent,” and in another deed as “Wm. Duesbury, of Longton, in ye County of Stafford, Enamellor” (see under “Derby,” ante).
[423]
Tunstall—Early Potters—Enoch Booth—Child—Winter—Unicorn and Pinnox Works—Greenfield Works—Newfield Works—George Street Pottery—Phœnix Works—Sandyford—Lion Works—Victoria Works—Swan Bank Works—Church Bank Works—Well Street Works—Old Works—Black Bank—High Street Works—Woodland Pottery—Greengate Pottery—Sandyford Works—Tunstall Works—Highgate Pottery—Clay Hill Pottery—Royal Albert Works—Soho Works—Marshall & Co.—Walton—Stevenson—Birch—Eastwood—Shorthose & Co.—Heath & Son—Newcastle-under-Lyme—Tobacco-pipes—Charles Riggs—Garden Edgings—Thomas Wood—Terra-cotta Works—Armitage—Lichfield—Penkhull, &c. &c.
The Tunstall potters enumerated by Shaw in 1829 are: John Mear, T. Goodfellow, Ralph Hall, S. & J. Rathbone, J. Boden, Bourne, Nixon & Co., Breeze & Co., and Burrows & Co. Ward in 1842 enumerates seventeen manufactories at Tunstall; these were as under. China and earthenware, three, viz.: Hancock & Wright, Bill & Proctor, and Rathbone & Brummitt. Earthenware only, twelve, viz.: Wood & Challinor, Thos. Goodfellow, John Meir & Son, Joseph Heath & Co., Hall & Holland, Wm. Adams, Jun., & Co. (Greenfield), Podmore, Walker & Co. (two manufactories), James Beech (two), Thos. Bowley, and Mayer & Mawdesley. China toys and black ware, two, viz.: Michael Tunnicliffe and John Harrison. Mr. Abraham Lowndes was also a manufacturer here. Messrs. James Beech & Abraham Lowndes had a manufactory here in 1829.
In the sixteenth and seventeenth centuries the common coarse brown ware of the period was made at Golden Hill, near Tunstall, and later on the ordinary “brown chequered and Porto Bello wares were made.” In the beginning of this century there was a small establishment for the manufacture of cream colour and porcelain, but it is now (says Shaw in 1829) discontinued, and the building is converted into dwelling-houses. At Green Lane, Golden Hill, coarse black and brown ware was formerly made.
Enoch Booth.—This potter established a manufactory at Cliff[424] Bank, Tunstall, and about 1750 commenced making cream-coloured ware of a superior kind, “which was coated with a glaze of lead ore and ground flint.” He married Ann, one of the daughters of Thomas Child, of Tunstall, on a part of whose property he settled and commenced his works. By this marriage he had, with other issue, a daughter Ann, who married Anthony Keeling, by whom he was succeeded in business. The works were afterwards carried on by Mr. T. Goodfellow. Keeling about 1793 built a large residence adjoining his works, and in 1810 retired from business; he died at Liverpool in 1866 (see Phœnix Works).
Child.—About 1763 Mr. Smith Child established a pottery here, which was afterwards carried on by Mr. Clive. It was subsequently occupied by Messrs. Joseph Heath & Co., Mr. Anthony Shaw, and the Messrs. Adams. Some examples are known which bear the impressed name CHILD (see Newfield Works).
Winter.—“Early in the present century,” says Shaw, “Captain Winter having boasted that the articles of his manufacture at Tunstall were the only true porcelain made in Staffordshire, experienced no little chagrin on ascertaining that his ware would fuse at a heat much below that usually required,” &c.
Unicorn Pottery and Pinnox Works.—These large and important manufactories, situated in Amicable Street and Great Woodland Street, for the production of general earthenware, early in the present century were occupied by Mr. E. Challinor, who was succeeded in 1825 by Messrs. G. Podmore Walker & Co., who also occupied the Swan Bank Pottery. That firm was succeeded by the present proprietors, “Messrs. E. Wedgwood & Co.,” the head of the firm being Enoch Wedgwood, Esq., of Port Hill, J.P. for the county of Stafford, whose elder son, Edmund M. Wedgwood, is also a partner. The works are of large extent, and give employment to six or seven hundred persons; they occupy an area of about an acre of ground, and are among the most substantially built and best arranged in the pottery district. The goods produced are the higher classes of earthenware. In these, dinner, tea, breakfast, dessert, toilet and other services, and all the usual miscellaneous articles, are made to a very considerable extent, both for the home, colonial, continental, and American markets, to which considerable quantities are regularly[425] exported. The quality of the “Imperial Ironstone China”—the staple production of the firm—is of remarkable excellence, both in body and in glaze, and the decorations are characterized by pure taste, artistic feeling, and precision of execution; they consist of an endless variety of admirable patterns, printed in various colours, wholly or partially hand-painted, enamelled, and gilt. The great and laudable aim of the present firm has been and is to produce the best, most artistic, and most pleasingly effective designs, and to adapt them to ordinary purposes, so that they may become the every-day surroundings of the artisan as well as of the educated man of taste. Thus they associate durability of quality in body and a perfect glaze with purity of outline in form, chasteness of decoration, and clearness and harmony of colour—adapting their designs and styles of decoration to the national tastes of the people in the various climes to which the goods are sent. One of the most successful of their ordinary printed designs is the pattern known as “Asiatic Pheasants,” which has become so popular as to be considered one of the standard patterns of this country and the colonies. Other equally effective designs have also been introduced by Mr. Wedgwood with great success.
In the higher classes of decoration—painting, jewelling, and gilding—the productions of this firm also rank deservedly high, and they are particularly successful in services bearing monograms and armorial decorations.
Besides the usual classes of useful and ornamental earthenware in services, &c., E. Wedgwood & Co. produce beautiful specimens of inlaid decorations for hall stairs, and elaborately carved furniture, which may hereafter be in general repute.
They have not made a public display of their distinct manufacture, except at the Paris Exhibition, where they were awarded a medal for the excellence of their earthenware. The marks used by the firm are the following, impressed in the body of the ware:

Fig. 647.
STONE CHINA
WEDGWOOD & CO
Greenfield Works (William & Thomas Adams).—This business was originally established at Stoke by the grandfather of the present owner,[426] William Adams, who then carried on the business in his own name until 1829, when the firm was changed to Wm. Adams & Sons; the second William Adams being head of the firm. In 1834 the business was considerably enlarged, and the present works at Greenfield, Tunstall, opened. In 1853 a dissolution of the firm took place, and the Greenfield works were carried on by William Adams (the second) until 1865, when he retired in favour of his sons, William and Thomas Adams, the present owners of the manufactory. The trade of this large and important manufactory is entirely confined to foreign markets, the principal trade being done with the Brazils, Cuba, Central America, Java, Manilla, Singapore, the United States, &c., the first six of which are the special trade of this firm. The quality of the earthenware is the best of its class, and is noted in the markets for which it is specially prepared for its durability, its “pleasant handling,” and the richness and variety of its coloured and sponged patterns, the bright fancy character of which is much admired in the out markets of the world which have been named. The goods produced are tea, toilet, and table services, besides a variety of other articles; and these are all the best of their class, both in body, in form, and in decoration. White granite (or ironstone china) of an excellent quality is also made for the American and other markets, some of the raised patterns—as, for instance, the “Dover”—being remarkably good, and the forms of the pieces—side-dishes with covers, &c.—being faultless. Transfer printing is much used, and is by this firm judiciously combined with “sponged” patterns with good effect.
William Adams was an apprentice to Josiah Wedgwood, and was a great favourite with him. He commenced business for himself at Tunstall, and there produced some fine works of art in jasper and other wares. He died quite in the beginning of the present century, and was, I have heard, succeeded in the Tunstall business by his son Benjamin Adams. Occasionally the name ADAMS, or W. ADAMS & SON, is met with.
“About 1800,” according to Shaw, “Mr. Benjamin Adams, of Tunstall, was successful in the manufacture of jasper” in imitation of, though not equal to, that of Wedgwood.
Newfield Works.—These were occupied in 1857 by the father of the members of the firm whose works have just been spoken of, and are now carried on by Mr. William Adams. The goods are[427] of a similar excellent character and are produced for the same markets, with the addition of Australia and Cape of Good Hope. An extensive business is done with the United States, especially in Philadelphia and Baltimore (see Child).
George Street Pottery, established 1862.—At these works Mr. W. Holdcroft (formerly Holdcroft & Wood) manufactures all kinds of earthenware dinner, toilet, tea, and other services, and the usual varieties of useful articles. Jugs are produced in immense quantities and of great variety, both in form and in styles of ornamentation, as is also every variety of goods. Even in the commoner classes a better style of decoration is observable in the productions of this manufactory than in many others. The styles of ornamentation are hand painting, transfer printing, ground colours, lustre-glazes, &c. The markets produced for are both home and foreign, and the general classes of goods are what may be called generally commercial. Connected with these works is the highly interesting fact that Mr. Holdcroft was the first to introduce the down-draught system of firing into the potteries, which has effected a great saving in fuel and a freedom from smoke. Mr. Wood was great-nephew of one of the most celebrated men of the district—the late Enoch Wood—and is now a partner in the firm of Poole, Stanway, & Wood, of Stoke.
Phœnix Works.—These works were built in the last century by Anthony Keeling, one of the eminent potters of the district in the “olden days,” and of whom a notice has already been given (page 424). He married Ann Booth, daughter of the celebrated Enoch Booth, to whose business he succeeded. At the commencement of the present century he was the principal manufacturer in Tunstall, but was unsuccessful and retired on a small independence in 1810. He was succeeded by Mr. Thomas Goodfellow, who made considerable additions to the establishment. They afterwards passed into the hands of Mr. Bridgwood, by whom (being, later on, joined in partnership by Mr. Edward Clarke) they were carried on under the style of “Bridgwood & Clarke.” Mr. Bridgwood dying in 1864, Mr. Clarke, whose large practical experience had added much to the already extensive transactions of the establishment, became sole proprietor, and carried on the concern until 1877, when he removed to the New Bridge Works at Longport, which see.[428] Mr. Clarke produced “white granite” (porcelain opaque) in immense quantities and of the very best quality, for the American markets, where it successfully competed with “French porcelain;” artists’ palettes, tiles, slabs, saucers, &c., were also made in large quantities, and possessing all the requirements of hardness, evenness, and durability of glaze, are much esteemed. Finger plates and door furniture of every variety, both in black in white and in ivory coloured body, and plain or variously decorated, were also produced in large quantities. In ivory body, in white, and in brown, Mr. Clarke manufactured, very largely, castor bowls, which are used on legs of tables, chairs, sofas, &c., and on other varieties of furniture which require constant moving. Mr. Clarke also for many years carried on the “Churchyard Works” at Burslem, of which a lengthy notice is given on page 244. The marks used were EDWARD CLARKE, impressed on the body of the ware, and the royal arms, with supporters, garter, motto, &c., above a flowing ribbon on which are the words “EDWARD CLARKE, PORCELAIN OPAQUE,” and, beneath, TUNSTALL (see Enoch Booth).
Lion Works, Sandyford.—These works were commenced for goods for the home trade by James Beech in 1838, and afterwards passed into the hands of Thomas Walker, who made South American goods, and next, in 1856, to Broughton & Mayer, whose productions were for the United States. In 1862 the present firm, “Ford & Challinor,” became proprietors, and have continued the manufacture of general earthenware for the home and foreign markets.
Victoria Works.—Established and built by Mr. John Tomkinson in 1858, and carried on by him and Mr. G. W. Turner under the style of “Turner & Tomkinson” until 1873, when Mr. Tomkinson retired. The business is now carried on by Mr. Turner and his sons, under the style of “G. W. Turner & Sons.” The goods produced are the ordinary printed and enamelled earthenware in dinner, toilet and other services, &c., for the home and colonial markets. The mark used is simply the initials of the firm.
Swan Bank Works.—This is one of the oldest manufactories in Tunstall. In the beginning of the present century it belonged to and was worked by Mr. Ralph Hall, and is still the property of[429] his descendants, his sole executor being Mr. Frederick J. Bowers, by whom (as successor to his father, Mr. George F. Bowers) the Brownhills Pottery was carried on until that concern was formed into a company (see page 288). Mr. Ralph Hall was succeeded in the manufactory by Messrs. Podmore Walker & Co., by whom it was carried on until about 1862, when it passed into the hands of Messrs. Beech & Hancock, by whom it was much improved, and from them to its present occupier, James Beech.
The productions of the firm are the ordinary classes of earthenware and stoneware for the home trade. In these wares dinner, tea, toilet, and all the usual services are largely produced in every variety of style and of various degrees of ornamentation, both in “sponged,” printed, painted, enamelled, gilt and lustred styles. Stoneware jugs and other articles are also largely made and are of excellent quality, as are also black ware and other jardinières flower vases, &c.
Church Bank Works.—The Church Bank Works were built in 1842 by Mr. Robert Beswick (of Chell, the present owner), by whom they were carried on till 1860, and afterwards successively by the firms of Beech & Hancock, Eardley & Hammersley, and Ralph Hammersley alone. In 1870 the manufactory passed into the hands of its present occupiers, Messrs. Thomas Booth & Son. The firm commenced business in 1864 at the Knowles Works, Burslem, under the style of Evans & Booth, which in 1868 was altered to Thomas Booth & Co. In 1872 the style was changed to its present form of Thomas Booth & Son. The productions are earthenware of medium quality in which all the usual services and other domestic articles are produced for the home and colonial markets.
Well Street Pottery, called also the Old Works.—These works—of old foundation—are carried on by Mr. Stephen Clive under the style of Stephen Clive & Co., whose productions are the ordinary middle classes of earthenware goods for the home and foreign markets. The firm was formerly Clive & Lloyd, and after Mr. Lloyd retired became Stephen Clive & Co. “About 1802 Mr. William Brookes, engraver, then of Tunstall, afterwards of Burslem, suggested to Mr. J. Clive a new method of ornamenting by blue-printing. The border of the plate was engraved from a beautiful strip of border for paper-hangings of rooms, and many of the manufacturers[430] approved of the alteration. The New Hall Company instantly adopted it for some of their tea-services.”
Black Bank and High Street Works.—These works are carried on by Mr. Ralph Hammersley; the latter for the production of ordinary earthenware, and the former for common jet, red, and Rockingham ware articles.
Woodland Pottery.—Messrs. Hollinshed & Kirkham, formerly Edmund T. Wood, is situated in Woodland Street. Earthenware for the home and foreign markets is produced in all the usual varieties.
Greengate Pottery.—Messrs. Henry Meir & Son manufacture earthenware in all the usual services of the more ordinary classes.
Sandyford Works.—Ordinary earthenware is here made by Mr. Jabez Blackhurst.
Tunstall Works.—Messrs. Blackhurst & Dunning commenced these works in 1857 for the manufacture of ordinary earthenware for the home and South American markets. In 1867 Mr. Dunning died, and since then the business was carried on by Mr. Richard Blackhurst alone; he died in 1877.
Highgate Pottery.—Established by George Hood, who purchased the land from Mr. Randle-Wilkinson in 1831, and built the manufactory. The works were purchased by Mr. William Emberton in July, 1846, and carried on by him until his death in 1867, since which time they have been carried on by his two sons, Thomas Isaac Emberton and James Emberton, the present owners. The goods manufactured are all the usual varieties of earthenware for the home markets, and the firm are also large producers of special goods for Ceylon, Calcutta, Bombay, and other Indian markets.
Clay Hill Pottery.—Messrs. Thomas Elsmore & Son manufacture ordinary earthenware.
Royal Albert Works.—Mr. Albert Meakin produces the ordinary classes of earthenware goods.
[431]
Soho Works.—Mr. George Guest here manufactures common earthenware.
Fig. 648.
Marshall & Co.—This firm were manufacturers in the early part of this century, but their locality is unknown to me with certainty. The mark, Fig. 648, occurs in the Mayer Museum. It is impressed on the bottom of a shell-piece, a part of a dessert service, painted in pink waves with gilt edge. It is a very good design, and in painting and gilding excellent.
Walton.—The name WALTON in a scroll, and also “Walton” alone, occur impressed in the ware of common earthenware statuettes.
Stevenson.—There were more than one firm of potters named Stevenson in Staffordshire. Some were of Cobridge. One potter of that name used a vesica-shaped mark bearing a three-masted ship with the name Stevenson above it impressed in the ware. Another used the mark of a crown within a circle, bearing the words A. STEVENSON, WARRANTED, STAFFORDSHIRE, impressed in the ware. Another mark was simply the name STEVENSON, also impressed.
Birch.—Mr. Birch produced Egyptian black ware articles of good quality. His mark was the name BIRCH, impressed in the ware.
Eastwood.—Red ware, cane-coloured ware, with raised foliage, flowers, figures, &c., and black ware tea-pots, were made by Eastwood, and bear his name impressed in the body of the ware, EASTWOOD or Eastwood.
Shorthose & Co.—I have met with the marks of SHORTHOSE & CO., SHORTHOSE, Shorthose & Co., Shorthose, on a variety of wares, including ordinary cream-coloured services, white and printed goods, and Egyptian black and other articles. My late friend, Mr. Bagshawe, owned some good examples; he considered the works to have closed about 1820.
[432]
Heath & Son.—The two impressed marks here engraved, Figs. 649 and 650, are supposed to be those of Messrs. Heath & Son. They occur on well-decorated earthenware services of average quality.

Figs. 649 and 650.
Charles Riggs’s Tobacco-pipes.—Two hundred years ago, when Plot wrote, there was a famous manufactory of tobacco-pipes at this place. The maker was Charles Riggs, and he made “very good pipes of three sorts of clay.” Plot says (1676), “As for Tobacco-pipe clays they are found all over the county, near Wrottesley House, and Stile Cop, in Cannock Wood, whereof they make pipes at Armitage and Lichfield, both which, though they are greyish clays, yet burn very white. There is Tobacco-pipe clay also found at Darlaston, near Wednesbury; but of late disused, because of better and cheaper found in Monway-field, betwixt Wednesbury and Willingsworth, which is of a whitish colour, and makes excellent pipes, as doth also another of the same colour dug near the Salt Water poole in Pensnet Chase, about a mile and a half south of Dudley. And Charles Riggs, of Newcastle, makes very good pipes of three sorts of clay—a white and blew—which he has from between Shelton and Hanley Green, whereof the blew clay burns the whitest, but not so full as the white, i.e., it shrinks more; but the best sort he has is from Grubbers Ash, being whitish mixt with yellow. It is a short britle sort of clay, but burns full and white; yet he sometimes mixes it with the blew before mentioned.”
Fig. 651 and 652.
[433]
With reference to this Charles Riggs, pipe maker, of Newcastle-under-Lyme, it is interesting to add that nearly a hundred pipes, each bearing, as a heel or other mark, the initials C R in various forms—found at Newcastle and other localities in the district—have come under my notice, and are, there can be but little doubt, examples of his workmanship. They are interesting too as showing the transition in the lifetime of one maker from the flat heel to the pointed spur. Two of these are engraved on page 432 (Figs. 651, 652). The first has a stamp on the heel bearing the initials C R between two crescents, one above, the other below. The second, being a pipe with pointed spur, has the stamp on the front of the bowl so as to face the smoker; it bears the same mark of initials C R (Charles Riggs?) and crescents. Another mark of Riggs was simply the initials C R as shown on the same group.
Thomas Wood’s Garden Edgings.—Tiles for garden edgings were in Plot’s time made at Newcastle-under-Lyme, and must have had extensive sale, as the gardens of the better kind were in those days always laid out in “Knots” of more or less elaborate design. Plot, speaking of this branch of manufacture, says: “Also at Newcastle-under-Lyme the Tiles burnt in a Kill, the usual way, being found not to last, one Mr. Thomas Wood, of the same Towne, first contrived to burn them (which we may look upon as an art relating to fire) in a Potter’s Oven, wherein he made them so good and lasting, that notwithstanding they have been put to the hardship of dividing the parts of Garden Knots, to endure not only the perpetual moisture of the earth, but frost, snow, and all sorts of weather; yet they few of them decay, scarce 5 tiles in 500 having failed in 20 yeares time; so that now he has been followed by all the countrey thereabout.”
Newcastle Pottery.—This manufactory was established by Messrs. Harrison & Baker in 1866, for the production of red ware, ebony or jet ware, and terra cotta, as well as ordinary horticultural goods. In red and jet wares the usual useful and ornamental classes of articles are made, and are of average quality. Rockingham ware is also somewhat largely made.
[434]
Keys and Mountford.—In the Exhibition of 1851 Messrs. Keys and Mountford exhibited, and received honourable mention for parian statuettes.
In 1676, when Plot wrote, there was a manufactory of pipes at this place. They were made from the native greyish clay of the district, which burned very white.
The manufactory of pipes from the native clays of Cannock Wood and other places in the county, which, though naturally grey, burned very white, is mentioned by Plot in 1676.
In 1600, it is stated by Shaw, there “were three manufactories for coarse brown pottery” at Penkhull, “one of which belonged to Mr. Thomas Doody, whose descendants now reside at Tunstall.”
[435]
Swansea—Cambrian Pottery—Dillwyn’s Etruscan Ware—Swansea China—Glamorgan Pottery—Richard’s Pottery—Landore Pottery—Llanelly—South Wales Pottery—Ynisymudw—Terra Cotta Works—Nantgarw—Billingsley—Nantgarw China—Brown and Stoneware Potteries—Cardigan—Cardigan Potteries—Hereford—Lugwardine Tile Works—Torquay—Terra Cotta Works—Alderholt—Smethwick—Reading—Coley Avenue Works—Wakefield Moor—Houghton’s Table of Clays—Ditchling Pottery, &c.—Amblecote—Leicester—Spinney Hill Works—Wednesbury—Winchester—Aylsford—Exeter—Lincoln.
Cambrian Pottery.—A small manufactory of earthenware appears to have existed at Swansea in the middle of last century, at which time the works had come into the hands of, and belonged to, a Mr. Coles, who afterwards took into partnership a Mr. George Haynes. The buildings were originally copper-works, and were converted into a pottery. In February, 1783, the works were offered for sale, as will be seen by the following highly interesting advertisement, which I now, for the first time, reprint. It shows the importance and extent of the works at that time.
“POTTERY AND MILLS.
“To be SOLD, A very capital SET of WORKS, well calculated for the POTTERY, GLASS, or any other Business, wherein well constructed Cones are necessary.
“These Works have been built within these few Years, and have been employed in a very extensive Pottery and Earthenware Manufacture. They are situated at Swansea, in Glamorganshire (the most flourishing Port in that Part of this Island), and have every Convenience for carrying on the present or any other similar Business. Coals of a most excellent Quality are brought into the Works for less than 5s. per Ton; Teignmouth Clay for 12s. per Ton; and Flints for 20s. per Ton; and may be landed at the Door of the Works, from Vessels of 300 Tons.
“The Country being full of excellent Coals, and there being several considerable Manufactures of Copper, Lead, Tin, &c. on the River, the Port of Swansea is resorted to by great Numbers of Ships from the West of England, Ireland, Holland, France, Spain, Portugal, Sweden, and Norway, by which Means advantageous Connexions are already formed and may be easily extended. The Country is very populous, Provisions in great plenty, and Labour very cheap.
[436]
“There are two excellent Water Mills included in the Premises, for grinding the Flints, one of which is more than sufficient for the Works; the other may be very advantageously altered to a Grist-Mill, not being above a Quarter of a Mile from Swansea; and at present the Inhabitants of that populous Town are under the Necessity of sending their Corn above three Miles to be ground.
“The Purchaser may be accommodated with a very good Dwelling-House, Gardens, Stable, and some Pasture Ground, close to the Works.
“The present Proprietor accidentally became possessed of the Works, and is settled in a very different Way of Business, at a 100 Miles distance; which is the Reason of the Premises being disposed of.
“Further Particulars may be had by applying to Mr. John Miers, Merchant, in London; Messrs. J. and W. Cave, Merchants, in Bristol; Mr. Edward Coles, on the Premises; or Mr. John Coles, at the Iron Warehouse, Glocester.”
Later on, probably after the sale, Mr. Haynes became sole proprietor, and by him and his partners, under the firm of “Haynes & Co.,” the works were much enlarged, and were by them styled the “Cambrian Pottery.”
In the year 1800, when Donovan wrote his excursions in South Wales and Monmouthshire, the works, then carried on by G. Haynes & Co., of which he gives an extended account, were considered to be extensive, and to be producing wares of a superior class; the buildings being said to be arranged on the same plan as those of Josiah Wedgwood, at Etruria. In 1802 Mr. Haynes sold his works, moulds, models, stock, &c., to Mr. Lewis Weston Dillwyn, and by him the buildings were very greatly enlarged, and the business considerably extended.
At first, only the ordinary descriptions of common earthenware were made at these works; but the manufacture was gradually improved by Mr. Haynes, who produced a fine white earthenware, a cream-coloured ware, an “opaque china,” and other varieties, as well as a very passable kind of biscuit ware. This “opaque china,” a fine, hard, compact, and beautiful body, is doubtless the “porcelain” ware spoken of by Donovan, on which so much unnecessary stress was laid by a recent writer in attempting to prove that veritable porcelain was made at Swansea before the time when Mr. Dillwyn commenced it; the same writer forgetting to notice that in the same paragraph in which Donovan speaks of the Swansea “porcelain” he speaks also of it and other wares bidding fair some day to vie with “Sieve pottery.”
In 1790, one of the “throwers” was Charles Stevens, who had been an apprentice (at the same time as William Taylor) at the Worcester China Works. In that year he applied to be employed at the Derby China Works, sending as his address “The Pot Work,[437] Swansea,” and next “at Mr. Bothwell’s, engraver, in the Strand, Swansea.”
In the body of the Swansea wares, “the North Devon or Bideford clays seem to have been early employed; as also the Dorset or Poole clays, the last still continuing to be used. Cornish Kaolin and China stone likewise formed a portion of the porcelain body.”
Upon the works passing into the hands of Mr. Lewis Weston Dillwyn, in 1802, the opaque china was much improved, and the decorations assumed a much more artistic character. Mr. Lewis Weston Dillwyn, who was a Fellow of the Linnæan Society, was the author of “A Synopsis of British Confervæ, Coloured from Nature, with Descriptions;” “A Description of Recent Shells;” and “Catalogue of the more rare Plants found in the neighbourhood of Dover;” and, in conjunction with Dawson Turner, of “The Botanist’s Guide through England and Wales.”
Fig. 653.
The principal painter employed for the decoration of this ware appears to have been a Mr. W. W. Young, an artist of great ability, who was particularly skilful in painting flowers, but more especially natural history subjects—birds, butterflies and other insects, and shells. These he drew from nature, and was remarkably truthful and free in his delineations. Pieces decorated with his painting are now of rare occurrence, especially those with his name signed upon them. When it does appear, it is, so far as my knowledge goes, either Young pinxit, or Young f. In the Museum of Practical Geology are some interesting examples of this “opaque china,” or “opaque porcelain.” The decorations consisted—we are told by Donovan—in 1800, of “emblematical designs, landscapes, fruit, flowers, heraldic figures, or any other species of ornamental devices,” so that several artists must at that time have been employed. Mr. Young, of whom I have just spoken, had been for some time previously employed by Mr. Dillwyn in illustrating his works on Natural History; and having been instructed in the use of enamel colours, he proved a great acquisition to the manufactory. He afterwards became one of the proprietors of the Nantgarw China Works, as I shall show in my account of that manufactory.
[438]
In 1814 Mr. Dillwyn received a communication from Sir Joseph Banks, that a specimen of china had been submitted to Government from Nantgarw, and he was requested to examine and report on those works. This matter is thus spoken of by Mr. Dillwyn himself: “My friend Sir Joseph Banks informed me that two persons, named Walker and Beeley,[57] had sent to Government, from a small manufactory at Nantgarw (ten or twelve miles north of Cardiff), a specimen of beautiful china, with a petition for their patronage; and that, as one of the Board of Trade, he requested me to examine and report upon the manufactory. Upon witnessing the firing of a kiln at Nantgarw, I found much reason for considering that the body used was too nearly allied to glass to bear the necessary heat, and observed that nine-tenths of the articles were either shivered, or more or less injured in shape, by the firing. The parties, however, succeeded in making me believe that the defects in their porcelain arose entirely from imperfections in their small trial-kiln; and I agreed with them for a removal to the Cambrian Pottery, at which two new kilns, under their direction, were prepared. While endeavouring to strengthen and improve this beautiful body, I was surprised at receiving a notice from Messrs. Flight & Barr, of Worcester, charging the parties calling themselves Walker and Beeley with having clandestinely left an engagement at their works, and forbidding me to employ them.” In 1814, then, William Billingsley and George Walker commenced for Mr. Dillwyn, at the Cambrian Pottery, Swansea, the manufacture of china, of the same body and glaze as that they had produced at Nantgarw.
For this purpose some new buildings, kilns, &c., were erected, and the utmost secrecy was observed. The new buildings for the manufacture of china were erected on a place previously a bathing-place. Mr. Dillwyn—or rather Billingsley and Walker for him—succeeded in producing a beautiful china; but the loss of time in building and altering the kilns, &c., and the losses and disappointments attending numerous experiments and trials, prevented it being made to more than a limited extent. Soon after the receipt of Messrs. Flight & Barr’s letter, Mr. Dillwyn dismissed Billingsley and Walker (who returned to Nantgarw), and continued the manufacture of china, but of a somewhat different body. About 1817 the manufacture was laid aside by Mr. Dillwyn, and for a time carried[439] on by Mr. Bevington. In 1823, the moulds, &c., were purchased by Mr. Rose, of the Coalport Works, and removed to that place; and since that time no china has been made at Swansea.
The Cambrian Pottery passed successively from Mr. Lewis Weston Dillwyn (who afterwards became, from 1832 till 1835, Member of Parliament for Glamorganshire) to Mr. Bevington, who, I am informed, was at one time manager of the works, and who subsequently took a partner, and carried them on under the style of “Bevington & Roby,” and “Bevington, Roby, & Co.,” and so back again, ultimately to Mr. Dillwyn, and thence to his son, Mr. Lewis Llewellyn Dillwyn, M.P. for Swansea. Under this gentleman’s management the works were carried on with much spirit and consequent success. In 1840 negotiations were entered upon between Mr. Dillwyn and the Messrs. Brameld of the “Rockingham Works” (which see) for the letting of the “Glamorgan Pottery” to the latter firm for the purpose of manufacturing china ware. The following letter in my own possession is too interesting to omit:—
“Burrows Lodge, Swansea.
“June 1, 1840.
“Gentlemen,—I am altogether unacquainted with the China manufacture and should therefore decline any partnership in one. I have, however, no doubt that China may be manufactured very profitably in Swansea, and should rejoice to see a manufacture established here. I am also convinced that a China and Earthenware factory might very materially assist each other in many ways. On these accounts I have made an arrangement, at some inconvenience to myself, by which I shall be enabled to let you the Glamorgan Pottery, which I should think was in every way well calculated for a China work. I am ready also to let the premises to you on lower terms than I should have expected from any other party.
“The terms I would let them upon to you would be £300 per annum, with a stipulation on your part that nothing but China of the best transparent body should be manufactured upon them.
“Should you think this offer worth your consideration, if one of your Firm will come down, I shall be happy to shew him everything in my power.
“I remain, Gentlemen,
“Yours very truly,
“L. L. Dillwyn.”
“Messrs. Brameld & Co.
Near Rotherham.”
The letter is addressed to Messrs. Brameld, and a pencilled note by Mr. Brameld says, “Too high, unless a good mill with it.” The negotiations fell through, and thus Swansea was deprived of a good chance of becoming an important centre of porcelain manufacture.
About 1848 or 1850 Mr. Dillwyn introduced a new branch of manufacture—that of an imitation of Etruscan vases, &c. This[440] ware, which was called “Dillwyn’s Etruscan Ware,” was a fine rich red body. On this was printed, in black outline, Etruscan figures, borders, &c., and the general surface was then painted over and up to the outlines with a fine black, leaving the figures of the original red of the body. The effect was extremely good, and some remarkably fine examples, although but few pieces were made, are still preserved. The accompanying engraving exhibits an example formerly in my own collection. It is of extremely elegant form, and the pattern, both border and figures, is in remarkably good taste. The mark is the one shown below. It is printed in black on the bottom of the vase. The forms were all taken either from vases in the British Museum, or from Sir William Hamilton’s “Antiquités Etrusques, Grecques, et Romaines.” But very little was produced, as it was not a ware, unfortunately, to command a ready sale. It was made from clay found in the neighbourhood, which, when not too highly fired, burns to a good red colour.

Fig. 654.

Fig. 655.
In 1852 Mr. Lewis Llewellyn Dillwyn retired from the concern, and it then passed into the hands of Mr. Evans, who carried it on, under the firm of “Evans, Glasson, & Evans,” until 1859, when, for a time, the style was altered to “Evans & Co.,” and, subsequently, to “D. J. Evans & Co.” (son of the Mr. Evans just alluded to), by whom it is at the present time carried on. The manufacture consisted of the ordinary classes of white, blue and white, and agate earthenware; the markets being principally Wales, Ireland, West of England, and Chili. No trade-mark is used.
About the end of 1869 earthenware was rather suddenly discontinued[441] being made at the Cambrian Pottery, and the bulk of the workpeople discharged, a portion only being retained till the ware made was printed and finished by passing through the kilns. The site of the Cambrian Pottery, adjacent to the Swansea Canal and the North Dock, having become more valuable for other commercial purposes than for a pottery, an arrangement was made by Mr. Dillwyn with Messrs. D. J. Evans & Co. to surrender the short unexpired term of their lease, so that as soon as the stock and plant could be cleared off, the buildings might be taken down or converted to other uses. The whole site was let to Messrs. Cory, Yeo, & Co., who held an adjoining wharf, and about June, 1870, they commenced clearing space for erecting their new Patent Fuel Works, and cutting a branch from the canal across the site to near the North Dock. The “Patent Fuel Works” was quickly erected (in part from the old pottery materials at hand), about the centre of the site, the kilns, workshops, and warehouses taken down (except one or two buildings and sheds on the west side, converted), so that scarcely a vestige of what was properly called the working part of the Cambrian pottery now remains. At the close of the works the copper-plates were sold to the South Wales Pottery, Llanelly.
Among the artists at one time or other employed at Swansea, besides Young, of whom I have already spoken, it may be interesting to note the following: Pardoe, who was an excellent flower-painter (afterwards of the Nantgarw Works); Baxter, a clever figure painter, who came to these works from Worcester, to which place he afterwards returned;[58] Bevington, a flower-painter, also[442] from Worcester; Reed, a modeller of considerable repute; Hood, also a clever modeller; Jenny, a tracer in gold; Morris, a fruit-painter; Colclough, who was much admired as a painter of birds; Evans, who was a talented flower-painter; and Beddoes, who was the best heraldic painter; to these, of course, must be added Billingsley, who was the best flower-painter of the day, or since.
The principal marks used at these works appear to have been the following:—

Fig. 656.
This occurs on a beautiful dark mottled blue oviform earthenware vase (formerly in the collection of Mr. S. C. Hall), having on one side an exquisitely painted group of passion-flowers, roses, &c. The mark is painted on the bottom, and is, I believe, unique. In Mr. Hall’s collection, besides this splendid example of “Cambrian” ware, were an oviform vase and cover, having a yellow ground, with blue borders and handles, and brown scrolls at top; a flower vase on a tripod stand, blue ground with a white border, painted with acanthus scroll, and on the cover a bouquet of flowers in relief; a pair of cup-shaped vases, with blue ground, black borders, and white classical figures at the top; and a lamp, the handle in form of a female holding a pitcher, the lamp resting on a pedestal and triangular foot.
[443]
Another mark occasionally met with has the words “Cambrian Pottery” in writing letters, and another has the same words but in capital letters.
Cambrian Pottery.
CAMBRIAN
POTTERY.
On the porcelain made by Billingsley and Walker for Mr. Dillwyn, the mark appears to have simply been the name SWANSEA printed in red; or, as on the subsequent make of china, the name sometimes occurs simply impressed,
 Swansea, or SWANSEA, or Swansea.
Swansea, or SWANSEA, or Swansea.
Sometimes the name  appears impressed in the body
of the ware, at other times with the addition of a trident, “which,”
Mr. Dillwyn says, “denotes a supposed improvement which was not
ultimately found to answer.” It is thus—
appears impressed in the body
of the ware, at other times with the addition of a trident, “which,”
Mr. Dillwyn says, “denotes a supposed improvement which was not
ultimately found to answer.” It is thus—
 or
or

Another mark, which I here engrave, has two tridents in saltire and the
name Swansea, thus—
Other marks which I have met with, or have notes of, are—
DILLWYN & CO.
CAMBRIAN POTTERY.
OPAQUE CHINA,
SWANSEA.
HAYNES, DILLWYN & CO.
CAMBRIAN POTTERY.
SWANSEA.
The Glamorgan Pottery, already alluded to, was situated to the west of the “Cambrian Pottery,” on the opposite side of the road leading to the North Dock Bridge. In extent it was about two-thirds of the Cambrian, and produced similar wares. It was discontinued some years ago, the kilns taken down, and part of the building converted into iron warehouses. It was, I am informed[444] by Mr. Holland, built about the year 1816, by a Mr. Baker, who was soon after joined in partnership by Mr. Bevan and Mr. Herwain, and the business carried on under the style of “Baker, Bevan, & Herwain,” until 1839, when it seems to have been purchased by Mr. Dillwyn, who, in the following year, as I have shown, offered it to Messrs. Brameld, of the Rockingham China Works, for the purpose of carrying on the porcelain manufacture there. Mr. Baker also, at one time, held another small pottery for a finer kind of earthenware, near the river Tawe, in another part of Swansea.
Rickard.—In Swansea, too, is also a small potwork belonging to Mr. Rickard or Ricketts, who produces only the commonest kinds of black and Rockingham ware tea-pots, jugs, &c., and hardware jugs of mixed local clay and Dorset clay (principally for the home markets), ornamental flower-pots, garden vases, &c.
Landore Pottery.—About 1848 Mr. John Forbes Calland, of Swansea district, built a pottery, conveniently situated, on the Swansea Canal, and near the river Tawe at Landore, about a mile from Swansea. This was worked for a few years by Mr. Calland, who produced printed and common earthenware from white clays, in dinner, tea, and toilet ware, for the home trade under the style and mark of
J. K. CALLAND & CO.,
LANDORE POTTERY.
and
CALLAND
SWANSEA.
Not being commercially successful, Mr. Calland discontinued the manufacture about 1856, when the whole of the copper-plates then in use were transferred to the South Wales Pottery at Llanelly. The Landore Pottery has since been converted into a smelting-works, and is now used for smelting copper ores.
South Wales Pottery.—These works, belonging to Messrs. Holland & Guest, are now the only blue and white earthenware manufactory in the principality. They were established in 1839 by William Chambers Jun., Esq., of Llanelly House, Llanelly, who carried on the manufacture of earthenware for home and foreign markets, with different managers, up to the end of 1854. The general classes of goods manufactured were for the home trade, and included white[445] or cream colour, edged, dipt, painted, and printed wares. Other descriptions of goods, viz., coloured bodies, figured, enamelled, and parian, were tried and worked for a time, but soon discontinued. It was also intended, a few years after starting the pottery, to commence the making of china, and a kiln was built specially for that purpose, but the idea was then abandoned, and porcelain has never been made at these works. For some two or three years, about 1850, a large quantity of white granite, printed, and flown printed ware, was made for the United States market, the crates being sent per vessel from Llanelly to Liverpool for transshipment. During the first few years after the commencement of these works the principal trade was by coasting vessels carrying coals to ports in England and Ireland, and by carts and waggons inland. When the South Wales Railway (now Great Western, South Wales section) was opened to Swansea, crates of earthenware for forwarding were frequently sent there by road, twelve miles, till the continuation of the railway past Llanelly was opened.
At the end of 1854 the business of the South Wales Pottery was transferred to Messrs. Coombs and Holland, who were then connected in the management, and they carried on the works till May, 1858, when there was a dissolution of partnership, and Mr. W. T. Holland continued the business alone till November, 1869, when he was joined in partnership by Mr. D. Guest, under the firm of Holland & Guest. The trade after 1854 was chiefly local or South Wales, with the West of England districts and South of Ireland for seven or eight years, when there was a partial discontinuance of travelling, and introduction of orders for foreign markets, as for South America, Brazil, Chili, East Indies, France, and the Mediterranean, so that the working became about half for foreign markets. The goods produced consist of a variety of table, tea, and toilet services, and other ordinary articles in printed and flown printed earthenware of average quality, and the usual classes of white, cream-coloured, sponged and painted wares.
It is interesting to add that the copper-plates formerly in use at the other earthenware potteries in South Wales—now discontinued working, viz., the Landore, the Ynisymudw, and the Cambrian Pottery, Swansea—were purchased for the South Wales Pottery, and selections of patterns made from these (as well as more modern styles) have been introduced in patterns and shapes. Mr. Holland was an exhibitor at the International Exhibition of 1862.
[446]
Terra Cotta Works.—This manufactory, now devoted to terra cotta goods, fire bricks, and sanitary pipes, was formerly an earthenware pottery, where ordinary blue printed ware was manufactured. It is situate in the Swansea Valley, about ten miles from Swansea on the Brecon road, is on the Swansea Canal (which extends seven miles higher up the valley), and about two miles from Pontardawe station, on the Midland Railway Swansea Vale section. It was commenced as a fire brick works (there having been a small common brick works there previously) in 1840 by Mr. William Williams and his brother, Mr. Michael Martyn Williams, of Swansea, who then took a long lease of the premises, and soon afterwards introduced, in addition, the manufacture of the now famed “South Wales Dinas Bricks” from the Cribbath stone, obtained near the top of the Swansea Canal. These bricks are still made there, and the “Ynisymudw dinas” are equal to the best “dinas” or silica bricks made. Terra cotta work was also introduced, and made in buff of good quality, with some success. About 1850 Mr. William Williams and his brother decided to add the manufacture of earthenware, in table, tea, toilet, and other services, &c., in common white, painted and printed wares, for home or local trade, and foreign shipment (chiefly worked for South America, crates sent to Liverpool per steamer from Swansea); and this was continued till about 1859, when the blue-and-white earthenware branch was discontinued (the copper-plates being purchased for the South Wales Pottery, Llanelly), and the works transferred to another brother, Mr. Charles Williams, and in course of a year or so it was disposed of to Messrs. Griffith Lewis and John Morgan, of Pontardawe, who carried it on under the style of the “Ynisymudw Brick Company,” “Ynisymudw Pottery Company,” and “Lewis & Morgan,” at various periods during eleven years, in the early part of which the manufacture of Rockingham tea-pots, &c., glazed stoneware bottles and similar goods, was for a time carried on. From the first, arrangements had been made for the extension of the manufacture of salt glazed sanitary pipes, using the three old pottery glost kilns for this purpose, and the manufacture of these, together with fire bricks and terra cotta goods, was continued till the end of 1870, when the works and business were transferred to Mr. William Thomas Holland, of the South Wales Pottery, Llanelly, by whom they have been[447] continued. In 1871 Mr. Holland exhibited specimens of his fire bricks, glazed pipes, and terra cotta manufacture at South Kensington. The premises consist of ten kilns, with ample space for extensions, and the works are situate in a beautiful part of the Swansea Valley, on the river Tawe, with a tributary stream, the Cwm Du, running through the premises, giving a supply of good water. Probably the manufacture of white earthenware will ere long be revived at Ynisymudw as an addition to the present manufactures.
These short-lived works, whose history is so mixed up with those of Swansea, Derby, Coalport, Pinxton, and other places, were commenced on a very small scale, in 1813, by William Billingsley,[59] the famous flower-painter of Derby, and his son-in-law, George Walker; the former at that time passing under the assumed name of Beeley, which was simply a contraction of his own name B’ley or B[illings]ley. Shortly afterwards, having applied to the Board of Trade for patronage and, of course, Government aid, Mr. Dillwyn, of the “Cambrian Pottery,” at Swansea, went over to examine and report upon the ware; and this examination resulted in his entering into an engagement with Billingsley and Walker, by which they, with their recipe, their moulds and other appliances, removed to Swansea. In about two years this engagement was brought to a close, and Billingsley and Walker returned to Nantgarw, where they again commenced the manufacture of china of the same excellent and peculiar kind for which they had become so famous. The proprietors appear to have met with liberal friends to assist them in their undertaking. The Hon. William Booth Grey, of Duffryn, is said to have subscribed £1,000 towards the undertaking, and other gentlemen almost equally liberal sums. The whole of the money subscribed, understood to have been about £8,000, is said to have been expended in little more than two years. This in great measure appears to have been caused by experiments and trials and alterations in buildings, &c., and by the immense waste in “seconds” goods, or “wasters,” which were invariably broken up, instead of, as now at most works, being disposed of at a cheaper rate.
[448]
That Billingsley and Walker, with Mr. Young, who appears to have come from Swansea to join them, as also Mr. Pardoe, from the same works, who was formerly of Staffordshire (with Mr. Turner), and afterwards of Bristol, and who was a clever painter, were the proprietors of the renewed works, seems evident, and they were carried on with considerable success.
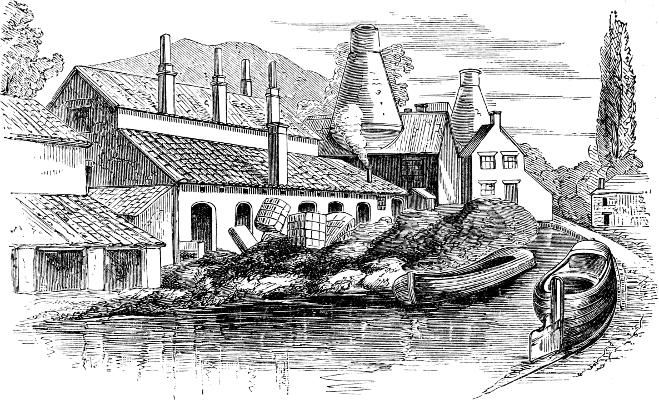
Fig. 657.—Nantgarw Works.
The productions of Nantgarw were, as far as beauty of body and of decoration, as well as form, are concerned, a complete success, and the works gradually, but surely, made their way in public estimation. The London houses—especially it is said Mr. Mortlock’s—found it to their advantage to support the manufactory, and there was thus no difficulty in finding a good and profitable market. A service was made and presented to the Prince of Wales (afterwards King George IV.); “the pattern was a green vase, with a single rose on every piece, and every rose different.” This beautiful service was painted, I believe, partly by Billingsley and partly by Pardoe. It helped very materially to make the works fashionable, and it is said that they were visited by numbers of the nobility and gentry, “as many as forty gentlemen’s carriages having been known to be there in one day.” A considerable quantity of the Nantgarw ware was sold in the white to Mortlock, who had it painted in London, and fired at the enamel kiln of Messrs. Robins & Randall[449] of Spa Fields. Webster, one of the painters of the Derby China Works, thus decorated a deal of this ware in London. The trade which was thus beginning to prosper being felt to be likely to some considerable extent to affect that of the Coalport Works, Mr. Rose (of those works) entered into an arrangement with Billingsley and Walker by which he bought up their concern, made a permanent engagement with them, and at once removed them and their moulds, and everything else to Coalport. The manufacture of china was, therefore, closed at Nantgarw. In 1823 Mr. Pardoe died. Mr. Young removed, I am informed, to Droitwich, where he carried on a salt-work. Billingsley and Walker, as I have already stated, removed to Coalport, where Billingsley died in 1827 or 1828. Walker ultimately sailed for America, where he established a pottery, still, I believe, in operation.

Fig. 658.
In 1823 the greater portion of the china works were pulled down, the dwelling-house and some other portions alone remaining. In 1832, Mr. William Henry Pardoe, of Bristol (who was a china painter of great skill), a good practical potter of great experience in the art which had, through Richard Champion and his successors, made his city famous, entered upon the premises, and commenced there a red-ware pottery, in connection with an extensive tobacco-pipe manufactory. To this he afterwards added Rockingham ware and stoneware departments, in each of which he produced goods of excellent quality. Mr. Pardoe died in 1867, and the Nantgarw works—those works around which such a halo of interest exists—are still carried on by his widow and her family. The goods now produced are red or brown earthenware, made from clay found in the neighbourhood—many of the pitchers being of purely mediæval form—stoneware bottles of every kind, jugs, butter-pots, cheese and bread pans, foot and carriage warmers, snuff-jars, hunting jugs and[450] mugs, tobacco-jars, jugs, &c., and other goods; tobacco-pipes, which experienced smokers declare to be at least equal to those from Broseley, garden-pots, pancheons, &c., are also made.
The only marks used at Nantgarw which can be considered to be marks of the works are the following, impressed in the the body of the china:
NANT-GARW
G. W.
the G. W. being the initials of George Walker, the son-in-law and
partner of Billingsley; and the single word NANT-GARW in red
colour.[60] Another mark, supposed to belong to these works is this:
 ; with the number of the pattern as “No.” added.
; with the number of the pattern as “No.” added.
Fig. 659.
Fig. 660.
The goods produced were tea, dinner, and dessert services, vases, match-pots, cabinet cups, pen and wafer trays, inkstands, and a large variety of other articles. One of the most interesting relics of these works which has come under my notice is the cup here engraved, which was formerly in my own collection. It has been painted with what is technically known as the “Chantilly pattern,” in blue, and then has been used as a trial piece for colours and glazes. It bears in different parts of its surface various washes of colour, with marks and contractions to show the mixture, which have been submitted to the action of the enamel kiln. In my own collection are also some other highly interesting examples, including an oval tray, painted with flowers, a plate, “Chantilly” pattern saucers, and some interesting fragments and relics of the old works. In the Jermyn Street Museum the collector will find some good[451] examples for comparison, as he will also in some private collections. Some remarkably fine examples of Nantgarw china are in the possession of Sir Ivor Bertie Guest, Bart., and others are in various collections.
The village of Nantgarw is situated in the parish of Eglw y Sillan, in Glamorganshire; it is eight miles from Cardiff, and one mile from the “Taffs Well” Station, on the Taff Valley Railway; and the Rhymney Valley Railway is also equally near.
The works shown in the engraving are picturesquely situated by the side of the Glamorganshire Canal, on the road to Caerphilly, from whose glorious old ruined castle they are only a few miles distant.
Brown and Stoneware Potteries.—The other works (besides Nantgarw) in Glamorganshire and Monmouthshire are those of Messrs. Henry James, Joseph Rogers, Evan Davies, George Sherrin, and Thomas Moore. At these only common, coarse brownware pitchers and other domestic vessels are made.
The Cardigan Potteries.—These pottery works were established in 1875 by Mr. J. H. Miles and Mr. William Woodward, and were at first intended simply for the production of common coarse red earthenware goods for domestic and horticultural purposes. The clay of this district having been found to be of a superior character and capable of being turned to good account for better classes of goods, the firm turned their attention to its development, and have succeeded in producing not only articles of an artistic character, but architectural decorations of more than average excellence. The productions of Messrs. Woodward and Co. are vases, jugs, flower stands, and other ornamental articles, and these are decorated and glazed in a manner peculiarly their own, and which gives to them a distinctive character over those of other manufactories. In some, quaint and well-designed patterns are impressed in the clay, and the whole being surface coloured and highly glazed have a rich and peculiar appearance. The firm trade under the names of “The Cardigan Potteries,” “Woodward and Co.,” and their works are called the “Patent Brick, Tile, and Pottery Works” and “Cardigan Potteries.” The goods are principally for the Welsh coast and for[452] England, but the trade is rapidly developing itself, and by the addition of other branches, especially in blue clay goods, will become an important feature in Welsh manufactures. Glazed and unglazed bricks and tiles, coloured tiles for interior mural decoration, and paving tiles of various kinds, form also a staple branch of trade of the Cardigan Works.
The marks used by the firm are the words “Cardigan Potteries” and “Woodward and Co.,” impressed in the ware, and a design of a brick bearing the words Woodward and Co., Cardigan.
Lugwardine Works.—These encaustic tile works, situated at Withington, four miles from Hereford, were established in 1861 by Mr. William Godwin, and are of considerable extent. In encaustic tiles Mr. Godwin has paid particular attention to the reproduction of mediæval patterns in all their entirety, both as to fac-simile of form and ornament, and antique appearance of surface, and in these essentials to artistic effect has succeeded admirably. Many of his tiles are exact reproductions, not old designs modernised, and this it is that gives to floors laid by him that peculiar charm which they undoubtedly possess. In addition to actual copies of old tiles, Mr. Godwin has produced a large variety of new designs, in which the patterns are characterized by pure mediæval feeling and by excellent workmanship. The tiles are of extremely hard and durable quality, and the colours clear, distinct, and good. Mr. Godwin’s name impressed on the back of the tile is his mark.
Terra-Cotta Works.—The Terra-Cotta Works at Hele Cross, Torquay, were established in October, 1875, by Dr. Gillow, who that year discovered the bed of clay, and are worked by a Limited Liability Company, with that clever and energetic gentleman as chairman and general director. The clay is of remarkably fine, tenacious, and durable quality, and is capable of working to the very highest degree of perfection. Its colour is a rich full red, and its surface almost metallic in its hardness and fine texture; it is almost identical in quality and beauty of tone to that at Watcombe, to whose productions those of Torquay bear a marked resemblance. Dr. Gillow has, very wisely, directed his efforts entirely in an Art[453] direction, with a determination to produce only works of a high class of excellence, whether the designs or objects be simple or elaborate, low priced or costly, useful or strictly ornamental. Architectural terra-cotta is not made or intended to be made, but only Art productions of an ornamental character. To this end a staff of forty or more experienced workmen has been got together, and skilled modellers, enamellers, and decorators engaged from other seats of manufacture. The company started with the aim of producing works of a high standard of excellence, and thus expressed their intention: “They (the Company) believe that they have at Hele Cross the best deposit of clay yet discovered, and their one aim and object is to improve the artistic standard by persevering energy; one year’s existence has given grounds for hope and encouragement; much has been done, but much more remains to be done. They trust to improve year by year until they place terra-cotta in its old proud position as a favoured branch of Ceramic Art, and until Devonshire productions stand unrivalled throughout Europe.” The success which has so far attended Dr. Gillow’s efforts is very marked, and shows that they have been directed in a right way and in a commendable spirit.
TORQUAY TERRA COTTA Co. LIMITED.
Figs. 661 and 662.
The productions of the Torquay Terra-Cotta Company are statuettes, single figures and groups, busts, groups of animals, birds, &c.; vases, ewers, bottles, jugs, and tazzæ; butter-coolers, spill cases, and other domestic appliances; plaques of various sizes; candlesticks, toilet-trays, water-bottles, tobacco vases, &c. Many of the productions are painted and enamelled in good taste, and the ornamentation, whether in colour or gilding, is characterized by clever workmanship and judicious arrangement. Many designs of vases, plaques, &c., are original and in good taste. The company supply not only the home but foreign markets, and have received high recognition, with medals from the Royal Cornwall Polytechnic Society and from the Turners’ Company. The marks used by the firm are an oval garter bearing the words Torquay Terra-Cotta Co., and in the centre Limited, printed on the ware; the name[454] Torquay impressed in the clay; the words within a single oval line; and the monogram, Fig. 652, which is a combination of the letters T T C, for “Torquay Terra Cotta.”
At this place, in Hampshire, potteries for common coarse ware for domestic purposes exist. The bed of clay is the same as that in the New Forest worked in early ages, as described in the first volume.
Tile Works.—Mr. T. W. Camm commenced the business of Art decoration of tiles in 1866, in Brewery Street, and later on new buildings were erected in High Street. Having been joined in partnership by Messrs. J. M. and H. C. Camm, the business was carried on under the style of “Camm Brothers”—the general management of the business being divided into three departments, each under the special management of one of the partners, the first-named taking the designing department, the second the painting, and the third the glazing. By this excellent arrangement the whole processes from beginning to end are carried on under the eye of the entire firm, and thus excellence in each is insured. Messrs. Camm Brothers do not manufacture the tiles themselves, but purchase them in their unglazed state and then decorate and glaze them. Their designs are extremely varied, and the whole being hand-painted they are adapted to the tastes and requirements of their customers and designed in strict accordance with the style of building they are intended to adorn. The figure subjects, whether allegorical, historical, or otherwise, the productions of this firm, are of the highest order; the drawing bold, firm, masterly, and effective, and the colouring rich, full, and harmonious. Some other larger works, notably historical plaques of two or three feet in length and proportionate depth, are grand in conception, and form historical pictures of considerable value. The firm also produce appropriate tile-decorations for furniture, cheeks of fire-places, hearths, linings of bath and other rooms, friezes, memorial figures and other designs for churches and for every purpose where they can be made available, and these are characterized by the same good taste that is shown in their stained glass. The mark is simply the name “CAMM BROTHERS, SMETHWICK.”
[455]
Coley Avenue Works.—These works were established in 1861 by Messrs. Collier & Son, and are continued under the style of “S. & E. Collier.” Brown terra-cotta, glazed and unglazed brown ware, and roofing and other tiles are the products of these works.
“Potters Pale Yellow Clay of Wakefield Moor,” is mentioned in a list of clays, by Houghton, in 1693. As the list contains valuable particulars I give it entire. In the same work is a vast deal of curious information on tobacco-pipe clay and the making of pipes, brick and tile-making, etc. The list is as follows:
“A TABLE OF CLAYS.
Pure, that is, such as is soft like butter to the teeth, and has little or no greetiness in it.
Greasy, to be reckoned amongst the medicinal earth, or terræ sigillatæ.
[456]
At Ditchling, in Sussex, pot-works are said to have existed for “several hundred years.” Be this as it may, some old pot-works for the coarsest brown ware, and bricks and tiles, were bought in 1870 by Messrs. H. Johnson & Co., in the belief that from the superior quality of the native red clay they would be able to produce architectural terra-cotta of a more than ordinarily durable quality. By them the Ditchling Works were much extended, and they have succeeded in making terra-cotta, both useful and ornamental, of an excellent bright red colour, and a fine hard, durable, and almost metallic surface. In this, with careful workmanship, they manufacture well-designed terminals, ridge crestings, crosses, panels, mouldings and all the usual varieties of architectural pottery, as well as moulded bricks, tiles, &c. Among public buildings where the Ditchling terra-cotta has been successfully used is the St. James’s Hall, Piccadilly, and the firm have received medals from the London International Exhibition and the Philadelphia Exhibition. In 1875 Messrs. H. Johnson & Co. opened extensive works on the same vein of clay at Keymer Junction. They are the largest works in Sussex.
A pottery at this place is mentioned by Plot in 1686.
Spinney Hill Works.—At these works, belonging to Mr. Fielding Moore, garden vases, flower baskets, rustic ornaments, fountains, pedestals, flower-pots, and all the usual variety of terra-cotta goods are made; as are also similar articles in ordinary red and other clays.
A potwork existed here in the seventeenth century. Plot, who wrote in 1686, says “of these (i.e. clays from Horsley Heath, &c.) they make divers sorts of vessels at Wednesbury, which they paint with slip, made of a reddish sort of earth gotten at Tipton.”
A famous manufactory of tobacco-pipes existed here in the seventeenth century. Ben Jonson notes that they were the best made in his day.
[457]
Terra-cotta Works were established here about 1850, by Mr. Edward Betts, who discovered a valuable bed of plastic clay on his estate in the neighbourhood. At the Exhibition of 1851 Mr. Betts exhibited a terra-cotta vase (Fig. 663) made at Aylesford from this native clay, from a design furnished by Mr. John Thomas, the architect.

Fig. 663.
That tobacco-pipes were made in Exeter in 1654 is curiously proved by the following case of supposed witchcraft:—“12 August, 1654. One Diana Crosse, a widow, suspected of being a witch, was ordered by the judge of Assize to be committed for trial at the city sessions. Mr. Edward Trible, a tobacco-pipe maker, one of the victims of the witch’s arts, deposed that Mrs. Crosse on one occasion came to his house for fire, which was delivered to her, but for the space of one month afterwards he could not make or work his tobacco-pipes to his satisfaction—they were altogether either over or under burnt. The witch, too, cast her evil eye upon a boy in his employ, and ‘affirmed’ that he should never be well, and thereupon the boy ‘grew into a distracted condition, and was much consumed and pyned away in body.’”
A very interesting discovery of potter’s moulds, for heads for impressing on earthenware, was made a few years back in the parish of St. Mary-le-Wigford, Lincoln. The discovery consisted, according to the last edition of Marryat (edited by my friend Mrs. Pallisser) where the relics are described and carefully engraved, of the remains of a potter’s kiln with numerous fragments of glazed pottery, among[458] which was one piece bearing the head impressed from one of these moulds. One of them, engraved in Marryat’s highly interesting volume, represents a male head, probably that of Edward III., both beard and hair curled at side as on the coins of that monarch and the first and second Edwards, and the other the head of a lady, probably Queen Philippa, with the characteristic square-topped reticulated head-dress. These moulds are in the Trollope collection. A potter’s mould of a head, of the Romano-British period, found by myself at Headington, is in my possession, and is engraved in Vol. I., Figs. 166, 167.
[459]
Irish Ceramics—Early Pottery of Ireland—The Cairns—The Crannogs—Mediæval Pottery of Ireland—Dublin—Delamain—Stringfellow—Grants by Irish Parliament—Donovan—Delft Ware—Brown Ware Manufactories—Belfast—Leathes and Smith—Delft Ware—Coates’ Pottery—China Works—Florence Court Pottery—Coal Island Pottery—Youghall Pottery—Captain Beauclerc’s Terra Cotta—Larne Pottery Works—Castle Elspie Pottery—Belleek China and Earthenware Works, &c.
The early pottery of Ireland, although bearing a general resemblance in many of its characteristics to that of England and other nations, nevertheless differs from all others in some of its features, both of form and decoration. As in other countries, the great bulk of examples of early fictile art that remain to us in Ireland, and upon which we have to found our knowledge, are the cinerary urns—the clay vessels in which, when cremation was in vogue, the ashes and burnt bones of the dead were placed for burial in cairns or otherwise—and food and drinking-vessels found (when inhumation was observed) in the grave-mounds of the people. But, in addition to this, the “crannogs,” or lake dwellings of the Irish people, afford a vast fund of information upon the form and decoration of the domestic vessels in use in former ages.
In the first volume of this work I have written much upon early fictile art, and in other works have treated so fully upon the contents of the barrows[61] of early ages, that it is not needful to pursue the subject here. I may, however, with special reference to Irish examples, quote the words of my late friend, Sir William Wilde—one of the most painstaking authorities upon Irish antiquities-and then pass on to a consideration of some of the examples that remain to us. “Irish cinerary urns have,” Sir William says, “been found under three circumstances: in small cists, placed without any ostensible mark, at least at the present day, beneath[460] the surface of the soil, each just sufficiently large to hold one or two vessels. The chamber is sometimes occupied with the urn and its contents alone; in other cases, it also contains charcoal and portions of burned bone; and, in some instances, the flooring-stones have become vitrified upon the upper surface, thus leading us to believe that the funeral pyre was lighted over the grave after it was formed; of this, the charcoal and the vitrification of the stones afford presumptive proof. These small chambers are sometimes found near the surface, or on the periphery of the larger tumuli that usually cover cromlechs or surround extensive sepulchral chambers, and appear to be of a much more recent date than the original structure of the tumulus in which they are placed. Such minor interments may have been those of the family or descendants of the persons originally interred beneath; or the place—strong in the odour of sanctity—may have been resorted to as a burial-ground long subsequent to its original foundation, from that feeling of veneration which instinctively consecrates the resting-place of the dead. These urns are also found imbedded in the earth, in which case they are generally aggregated in cemeteries upon the sides of hills.“ As in England, so in Ireland, interments both by[461] cremation and inhumation[62] were made, and, with the latter, vessels of clay of various forms were placed.
Fig. 664.—From Altegarron, near Belfast.[63]

Fig. 665.—From Ballon Hill, Co. Carlow.
The material of the early Irish urns is simply coarse clay, but this varies in different localities. With some sand has evidently been more or less mixed with the clay, while “in those which show a higher degree of culture in the makers,” as Sir William Wilde says, “sand and small fragments of stone, possibly broken for the purpose, were mixed through the plastic mass, and also rubbed (perhaps to assist in drying, as well as in giving them stability) upon the inner surface, especially near the bottom. A micaceous clay here appears to answer the same end; but in some of the very fine specimens minute particles of quartz and felspar may be observed coating the interior, which, from the sharpness of their fracture, would appear to have been broken specially for the purpose. These fragments of sand or stone may also be seen in the fracture, but are never observed upon the outer surface. In colour the Irish urns differ considerably upon the outer and inner surfaces. The latter is almost invariably blackish or dark brown, the result of partial torrification, and perhaps from the heated bones and charcoal placed within them, either when soft or after[462] they had been sun-baked.[64] The colouring generally passes through four-fifths of the mass. The outer surface is either a light red, grey, or brown. The first is most usual, and appears to be the result of the atmosphere, which was, however, excluded from the interior by the mass of the contents of the urn. The colour of the exterior usually passes for some distance within the lip. The drab or clay-coloured urns bear but little mark of fire, either within or without. The brown belongs only to the thinnest and hardest description of pottery. Assuming that the majority of the mortuary urns (except those for very distinguished persons) were constructed at the grave, the artist was indebted to the clay at hand in the locality for the materials with which he worked, and hence the great variety in the composition of our cinerary urns.”
Fig. 666.—From Cairn Thierna, Co. Cork.

Fig. 667.—From Ballydoolough.
The ornamentation upon the earliest Irish pottery, both cinerary urns and otherwise, is extremely varied, both in character and in mode of arrangement. Sometimes simply a number of dots, or punctures, pretty nearly cover the surface; at others, these punctures are intermixed in regular patterns with other ornaments. Sometimes again they exhibit ridges or raised bands more or less decorated, and[463] at others the usual herringbone or zigzag patterns produced by incised or impressed lines are the most prominent feature. Again, in some examples, patterns produced by pressing a twisted thong into the pliant clay are met with, while incised or impressed circular, semicircular, and other lines ornament others. “Many of these lines have a pectinated appearance, as if indicated with a traverser, or a rowel-like instrument, such as that used by pastry-cooks” at the present day, and sometimes the ornament is produced by simple scratches. Other urns are one mass of ornament, rich in appearance and varied in character; and others have what may not inaptly be called flat circular medallions on their sides. Others, again, present a series of “slashes” with intervening impressed ornaments.
Fig. 668.—From Trillick Barr.
It is a remarkable fact, as pointed out by Sir W. Wilde, that no examples, so far as his knowledge went, occurred on which “any trace of the spire, which characterizes the decorations of some of the very oldest sepulchral monuments in Ireland,” is to be found; but a peculiar form of ornamentation, made by straight lines, is identical with that on some carved stones at the entrance to the most remarkable of these edifices—that of New Grange.
Fig. 668 is a remarkably elegant urn found in a cairn at Trillick Barr, Tyrone. In general form it is slightly contracted towards[464] the mouth, and has two raised encircling bands, and an extended rim at the base. The lower part of the body is decorated with vertical lines, the spaces between being here and there filled in with impressed ornaments; and the portions between the encircling bands are also filled in with diagonal lines of indentations. These also are continued round the rim at the mouth, while the raised bands bear a double engrailed pattern. Fig. 669, five inches in height, was found at Ballybit, Lisnevagh, county Carlow. Like the last, it contracts slightly towards the mouth. It has three encircling raised bands, with intervening indented ones, around its centre, and these are richly ornamented. The upper portion of the vase bears a border of curved lines—a large species of engrailing—incised, and the lower portion similarly produced lines forming herringbone and “crossed” patterns; around the rim and the upper rib it is elaborately ornamented with impressed points.

Fig. 669.—From Ballybit, Co. Carlow.
Fig. 670 is of a totally different character, both in form and ornamentation. It was found in a cist, on the lands of Mackrackens, in the parish of Leckpatrick, county Tyrone, and is five inches in height. “At its greatest circumference, it is surrounded by a narrow, circular groove [much of the same character as some Celtic urns found in Derbyshire, and this groove is, as it were, clasped[465] by five small pierced knobs, equidistant from each other. From their shape, and closeness to the vessel,” continues Mr. Geoghegan, “I cannot think they were intended for handles. There are no indentations or marks to lead us to suppose they were designed for that purpose. It appears to me their use was to retain in the groove a strong cord which twined round the urn. From this strong cord three strings could be attached, meeting in a knot, for the purpose of carrying or conveying the urn from the scene of cremation to the cist in which it was finally to be placed, or from the place where it was made.” It bears a strong resemblance in outline to the wooden vessel, Fig. 667. In the museum of the Royal Irish Academy urns of this same general form are preserved, as are also examples of almost every known variety. Figs. 671 to 675 are from that Museum, and tell their own tale, both as to peculiarity of outline and richness of decoration. An immolation urn, found within a larger vessel at Mayhora, near Castlecomer, of much the same form as Fig. 671, has been described by my friend Mr. Graves in the Archæological Journal; the lower part is elegantly ribbed.
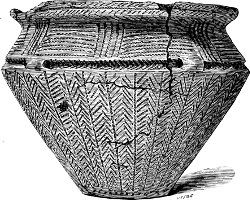
Fig. 670.—From Mackrackens, Co. Tyrone.
Fig. 687, from the “Giant’s Grave,” on the Loughrey demesne, in county Tyrone, is of globular form, five inches in height, and decorated with vertical lines of indentations and encircling lines incised in the clay. Between the encircling lines at the top, as well as[466] those at the bottom, are rows of square indentations; and inside the mouth is also ornamented.
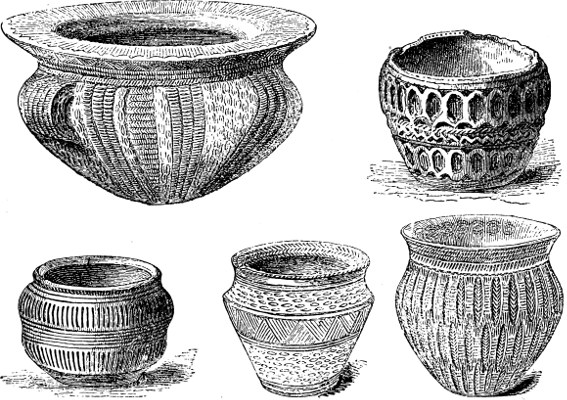
Figs. 671 to 675.—From the Museum of the Royal Irish Academy.
Urns of a different character of ornamentation were discovered some years ago at Ballon Hill, between Fenagh and Tullow, county Carlow. Among these was one, more than fifteen inches in height, about fourteen inches in width at the mouth, and of “flower-pot” form, very similar to some English examples. It had two raised encircling ribs, and the upper part was ornamented with a chevron or zigzag pattern produced by impressed twisted thongs. Another was of bowl form with raised bands, and every part elaborately ornamented, the upper and lower parts bearing saltires alternating with incised lines; it was of much the same general form as the one engraved on Fig. 687. Another, of more flowing form, whose outline took a graceful jar-like curve, gradually swelling outward from the contraction below the mouth and tapering down to the foot, was ornamented with impressed thongs and incised lines. Others were found which partook of the same general shapes as other examples here engraved, and were more or less ornamented with encircling lines, zigzag and other patterns, and impressed points, curves, &c.; one or two had raised knobs. One of the richest of “immolation[467] urns,” about two and three-quarter inches in height (and filled with small burnt bones when found), of the Irish series, also brought to light in this interment, is engraved on Fig. 665. Another remarkable urn (Fig. 666), found at Cairn Thierna, county Cork (engraved in the Archæological Journal), has its outline totally different from others, and is elaborately and delicately ornamented over almost its entire surface.
Fig. 664 carefully represents an urn found some years back at a place called Yellow Jack’s Cairn, in the townland of Altegarron, on the slopes of Divis Mountain, near Belfast. It was five inches in height, and six in diameter at the mouth. The whole surface was richly decorated with incised and impressed lines, and other ornamentation; these are sufficiently well shown in the engraving, and therefore need no description.
Occasionally covers made of the same clay as the urns themselves, and ornamented in a similar manner, have been found. One remarkable example discovered at Danes Fort had a perfect cover, or lid, with a handle at the top.
Some of the most curious and certainly most interesting urns which have come under my notice, were found at Drumnakilly, near Omagh, county Tyrone, in 1872–3, and have been described and figured by Mr. Wakeman. The first of these, Fig. 676, 3 feet 6 inches in circumference at the mouth, and of proportionate height, is elaborately ornamented with incised lines, “exactly of that class which we find upon the golden ornaments and other antiquities of pre-historic times preserved in our museums;” its outline bears a graceful curve from the mouth, swelling out in the middle, and gradually tapering down to the foot. Around the upper part is a series of perpendicular broad indentations with herringbone pattern between; next follow a number of encircling lines, scoriated between; and the middle part of the urn is ornamented with zigzag and other lines. Another of pretty much the same general form (Fig. 679) but devoid of ornament, contained within it an immolation urn (Fig. 680). Another (Fig. 682) is unique in its ornamentation; “its neck and lip, though exquisitely proportioned, are devoid of ornament, while the body of the vessel is encircled by a network pattern executed in bold relief; the substance of this pattern is different from, and finer in quality than, that of which the rest of the urn was composed. It is evident upon even a slight examination that this raised ornament was added after the formation and fire-hardening of the vessel, from portions of which it[470] is easily detached.” It contained a smaller urn, both being as usual filled with burned bones. Fig. 677, 3 feet 9 inches in circumference at the neck, has an overlapping rim with a remarkably elegant outline. Figs. 681, 683, 685, of much the same form as Fig. 682, have incised lines round the neck, the body of the latter being covered with a reticulated ornament. Figs. 681 and 683 are of the same general form, but extremely rich in ornamentation.

Figs. 676 to 680.—From Drumnakilly, Co. Tyrone.
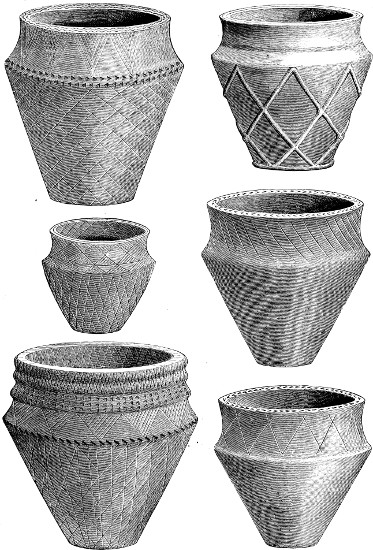
Figs. 681 to 686.—From Drumnakilly, Co. Tyrone.
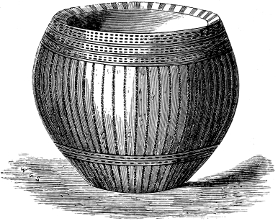
Fig. 687.—From the Giant’s Grave, Loughrey Demesne.
Two unusually fine urns have been brought to my notice by Miss Stokes, of Carrig Breac, near Dunamase, and are, I believe, now in the R. I. A. Museum. The larger of the two, which is of the same general form as the Altegarron urn, Fig. 664, but rather more contracted in the upper part, has two raised encircling rims around its widest part; between these the urn is ornamented with a series of diagonal lines of impressed squares. Round the upper part is a line of curves or undulations, between elaborate diagonal indented lines as before. The lower part of the urn has around its upper and lower edges a row of undulations, and around its centre an encircling border of rude lozenge formed indentations; the whole of the rest of the surface being covered with vertical lines of square indentations, same as already described; these are of the same class as those shown in Figs. 706 and 718. The other urn in general form of outline resembles the one from Ballon Hill (Fig. 665); it is richly decorated with encircling bands of herringbone lines, and three borders, one on its neck and two on the lower part of chevron ornament.
[471]
The pottery found in the Crannogs presents many peculiarities of pattern. The vessels are considered by Mr. Wakeman, to whom the antiquarian world is indebted, in many cases, for their discovery, to be the remains of what have been used for cooking purposes. They are mostly vessels, sometimes of very large size, wide at the mouth, contracted in the neck, and gradually, with easy flow of line, tapering downwards on the sides. Mostly they appear to have had handles at the top, which take a gradual curve from the rim down to their junction with the tapering body. They are more or less decorated with punctured, incised, impressed, or other simple ornaments.
Fig. 688.
The general form of these crannog vessels will be best understood on reference to the accompanying engraving, which is a restored example from fragments found in a crannog in Drumgay Lake, near Enniskillen, and carefully described by Mr. Wakeman in the Journal of the Royal Historical and Archæological Association of Ireland. The lake wherein this crannog was discovered—the “Loch of Drumgay”—is a picturesque sheet of water, nearly midway between Enniskillen and the village of Bellinamallard, in the county of Fermanagh. The examination of these lake dwellings yielded many highly interesting and important results, and brought to light[472] several fragments of pottery, and many other objects of antiquity. Some of the patterns of fictile ornamentation are shown on the Figs. 691 to 704, which are drawn of one half their real size. One pattern is a simple chevron; another a punched right-line ornament, very characteristic of this primitive ware; another has a series of incisions, giving the rim somewhat the effect of a cable moulding; and another is reticulated, or has what may be described as a series of saltires, all round the rim.

Fig. 689.
Some other excellent examples were yielded by the examination, by Mr. Wakeman, of a crannog in Ballydoolough[65]—a loch of about twenty-four acres in extent, a few miles from Enniskillen, not far from the old road to Tempo. The “lake dwelling” where these fragments were found, is said to be “one of the most instructive yet discovered in Ireland.” In it, “among other instructive remains, were found a very large number of fragments of pottery, along with quantities of bones of bos longifrons, cervus elephas, sus scrofa, equus asinus, and other animals, including the goat, which gave good testimony to their being portions of cooking vessels.” A restoration of one of these “crocks” is given on the accompanying engraving, Fig. 689, and its pattern is shown of a larger size on Fig. 718. “It[473] measures three feet two inches round the mouth, and is tastefully ornamented on the rim and sides. The decoration, which was impressed upon the soft clay before the vessel was burnt, is extremely like that which appears upon silver bracelets preserved in the Museum of the Royal Irish Academy, and also found amongst the Cuerdale hoard.” Its colour is drab, or light yellowish red, and it is of close texture. The pattern is impressed or indented, and from its chevron character is undoubtedly early. Several varieties of this pattern occurred. The next examples exhibit simply a series of zigzag incisions of precisely the same character as is found on Celtic cinerary urns. Indeed the decoration of many of these domestic (?) vessels is exactly identical with that of some of the finest sepulchral urns found in that country. “It may be said further, that in the numerous designs found upon the crannog vessels there is not one that is suggestive of the work of Christian times in Ireland; on the contrary, the greater portion—chevrons and circular depressions—are expressive of pagan ideas of ornamental art. The log-house at Ballydoolough is almost precisely of the same size and of the same style of construction as the celebrated dwelling described by Captain Mudge in the ‘Archæologia,’ in which was found a stone hatchet.” These crannog vessels must not, therefore, be assigned to a later period than pagan times.
Fig. 690.
Figs. 691 to 704.
Some other examples from this crannog are of extreme interest.
The “fragment, Fig. 719, bears upon its ear,” says Mr. Wakeman,
“two figures somewhat like a St. Andrew’s Cross, but which here, I
apprehend, need not be regarded as a Christian symbol. Such figures[474]
[475]
have been found in Ireland, inscribed on rocks, and upon the walls of
natural or partly artificial caverns, and even within the inclosure
of pagan tumuli, as at Dowth, accompanied in several instances by
‘scorings’ at present unintelligible.” Many appear in the cave of
Lochnacloyduff (the loch of the dark trench, or mound)
and in the “lettered caves” and the cliffs of Knockmore. These vessels
are “of a dingy brown colour, and their ‘scorings’ are deeply impressed
in what was a paste of unusually gritty matter. It may not be out of
place to state here, once for all, that between the crannog pottery
and the vases found in cairns, and usually styled sepulchral, there
is apparently no difference in style of manufacture. Strange to say,
both classes exhibit the action of fire more strongly upon the interior
than upon the external sides or base. Their colouring upon the whole
is generally similar, varying from a dull red to a dark brown, nearly
black; and in no instance, as far as my observation carries, has
glazing been practised.” (Wakeman.)

Fig. 705.
Figs. 706 to 715.
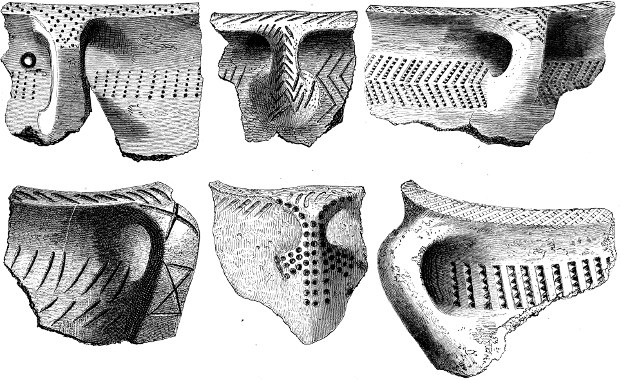
Figs. 716 to 721.
In another remarkably interesting lake dwelling in Lough Eyes, not far from Lisbellaw, in the same county of Fermanagh, a variety of patterns of crocks, along with bones of animals, including the “remains of bos longifrons, or ancient Celtic short-horned ox, of the red-deer, ass, sheep, goat, and pig,” were found. These were of the same general form as those already described, and they were more or less ornamented with indented patterns, sometimes arranged[478] simply in lines and sometimes in chevron or zigzag designs. It is worthy of special note too, that several flat discs of the same material as the crocks were found with them; these were doubtless covers or lids; one of these is shown on Fig. 703.
A very unusual and clever “provision for the escape of steam during the process of boiling, or cooking, is observable in several of these earthen pots. It consists of a small circular hole in the neck or upper side of the vessel, just below the point where the lid would be supported or caught;” the lid of course resting on the narrower part of the neck. Doubtless the contraction of the neck would be formed for this special purpose. The perforation is shown on the fragments engraved, Figs. 692 and 716. Figs. 712 and 720 show, very carefully, two examples of ornamentation on pottery from this crannog; the one with incisions only, the other with both incisions and impressed ornaments, the dotted pattern being almost identical with some found in the lake habitations of Switzerland. The other woodcuts give very clear representations of other patterns found at Lough Eyes. One of these, Fig. 706, has both the impressed herringbone and rim patterns; Fig. 700 is simply “notched” on its edge; Fig. 701 has a series of incisions or “thumb-nail” indentations; Figs. 691 and 699 have the zigzag pattern; and Fig. 694 a series of lozenge-formed indentations. Figs. 715 and 717 are among the most pronounced examples of herringbone or zigzag patterns which these lake dwellings have produced, and they are, as the engravings show, exact counterparts, in appearance, character, and style, with that which forms so marked a characteristic of Celtic sepulchral urns of one kind or other.
During mediæval times the pottery of Ireland was much of the same coarse kind as described under “England” in the first volume; but little, however, is known concerning either its localities of manufacture or its general characteristics. Wood (both platters and noggins) and pewter appear to have been in much more general use for domestic purposes than earthenware, and the manufacture of the latter was consequently very small. Later on, manufactories of a finer kind of ware were established in Belfast, Dublin, and other places; of these but very meagre particulars are known.
[479]
Delamain.—A manufactory of delft-ware existed here in the Strand, in the early and middle part of last century. Before 1753 the manufactory had passed into the hands of Captain Henry Delamain, who, as stated by himself, “when the delft manufactory in this city [Dublin] failed,” “being convinced that it might be carried on greatly to the advantage of this nation, took said manufactory into his hands, built workhouses and kilns, erected a mill to grind flint and metals,” and so forth. In that year he appears to have had as a confidential manager Mr. William Stringfellow, who probably had either been the previous owner of the manufactory or one of the “most knowing persons” of those works. In the year referred to Capt. Delamain petitioned the Irish House of Commons for assistance in carrying out his undertaking. His case was thus stated:
“A.D. 1761. 1st November. Geo. II.[66]
“A Petition of Henry Delamain the Younger, of the City of Dublin, Gentleman, Setting forth:—that when the Delft Manufactory in this City failed, the petitioner being convinced that it might be carried on greatly to the advantage of this Nation, took said Manufactory into his hands, built Workhouses and Kilns, erected a mill to grind flint and Metals, and discharged debts affecting the old Manufactory, and also supported the most knowing persons that were employed at the old Manufactory, while his new one was building, to prevent their leaving the Kingdom; and purchased the Art of Printing Earthen Ware with as much Beauty, Strong Impression, and Dispatch as it can be done on paper. That the Petitioner lived above 20 years abroad, where he acquired a knowledge in the Manufactures of Delft and Earthen Ware and having taken a Circuit thro’ this Kingdom found that every Province therein is furnished with proper Materials for making thereof. That the Petitioner after many repeated experiments has discovered the secrets of Glazing Delft Ware with Coals, and Painting and Glazing Flint Ware. That the petitioner employs upwards of 40 families in his Manufactory, and proposes taking a number of Charter School Boys apprentice, by which means he will be able to supply New Manufactories with Artists; and the petitioner is willing not only to communicate all the secrets of his business to any one setting them up, but also to assist them in the construction of their kilns, &c. That the petitioner laid Specimens of the Wares made by him before the Dublin Society, who were of opinion that they were as good, and some of them better than any imported into Ireland; and found on Experiments made, that they stood boiling water without breaking or Cracking; and as it can be made near 20 per cent. cheaper than it can be imported, he apprehends a great benefit will arise, not only by preventing large sums from going out of the Kingdom for said Manufactures, but also by exporting it to Foreign Markets, and praying aid to enable him to carry on the said Manufactory, was presented to the House and read.
“Ordered to be reported on by Sir Arthur Gore and a Committee.”
“Sir A. Gore reported that the Committee considered the Allegations proved, and that the Petitioner deserved encouragement.[67]
“Referred to Committee of Supply.”
“Resolved, That it is the opinion of this Committee that a sum of £1000 be given to Henry Delamain the Younger, Manufacturer of Earthen Ware, for his encouragement, and to enable him more effectually to carry on the said Manufacture.”[68]
[480]
In the same year, 1753, Delamain having discovered a way to use coal instead of wood in the manufacture of earthenware, applied to the English Parliament for compensation for making his invention public. From the Journal of the House it appears his petition, wherein he is described as “Henry Delamain, gentleman,” was read on the 21st of January, 1754, and referred to a Committee, where, however, the whole matter seems to have ended. In it he says that “he has discovered a method of firing kilns of a particular construction,” “which perfectly burn and glaze all sorts of white ware with coal in less time and in larger quantities than the method now practised by burning of wood, and at one-third of the expense.” In a not very honourable letter, printed by Owen, Delamain speaks of his intention of applying to “the Parliament of England for a reward for having burnt and glazed delft-ware with coals,” instead of wood or turf. In this letter Delamain writes to Stringfellow that he has seen the Liverpool potters and told them of the success of his plan, and he desires him to write how well he has succeeded with the coal; he says, even “suppose it has happened quite the reverse, do you write what I desire you, for your own advantage as well as my credit; for I have set them all on fire to burn their ware with coals, and have come to this agreement with them, that you are to come over to build their kilns, for which they will pay you handsomely.” And again he says, “by all means answer to them by return of post all you can say in its favour, and more if necessary.” The letter is addressed, “to Mr. Wm. Stringfellow, at the Delft Manufactory, on the Strand, Dublin,” and dated 19th of December, 1753. Another letter, addressed to his wife, “Mrs. Mary Delamain, at the India Warehouse, Abbey Street, Dublin,” by Capt. Delamain, is to the same effect, and runs as follows:—
“To Mrs. Mary Delamain, at the India Warehouse, Abbey Street, Dublin.
Tuesday, Liverpool [Jany.] 18th, 1753.
“My Dr Poll,
“Inclos’d I send you a letter to Mr. Stringfellow the purport of it is to desire him by all means to answer some letters that will be wrote to him this night from Liverpoole to know how our large kiln has turned out; send for him on the rect of this and right or wrong beg of him to write it was burnt twice before I left Ireland and once since, and that it succeeds so well that not a bit of ware was smoked and that it Glazes the Ware better than Turf and Wood & makes it harder, less subject to peel, and that about two Tun or 2 and a half of coals will burn it off, give him this letter for fear he sd forget writing them all the above particulars, let him write the night he receives mine, for as soon as his letter arrives at Liverpoole the Mayor Corporation and all the Potters will joyne in a petition for me to parliament & they will give Mr. Stringfellow a handsome some of money to build them kilns. I go to London this day and shall call in my way at Worster to see the fine new China Manufactory.”
[481]
To Delamain, doubtless, belonged the credit of introducing the use of coal in the manufacture of earthenware, and he deserved the recognition he sought, but did not succeed in obtaining, for his invention from the English Parliament. In 1755 Capt. Delamain received from the Dublin Society a grant or “bounty” of £1,100, which he expended in furthering his manufacture.
Capt. Delamain died on the 10th of January, 1757, and his death is thus curiously recorded in the Belfast News Letter of that period. “Dublin, January 15th:” “Monday last, died, universally lamented by all true lovers of their country, Captain Henry Delamain, formerly in the Duke of Saxe-Gotha’s service, Master of the Irish Delft Ware Manufactory, who, by the expense of a large fortune and unwearied application, brought that ware to such perfection as totally to prevent the enemies of our country, the French, from draining large sums yearly from this country for Burgundy and Roan ware. Mary Delamain, his widow, carries on said manufactory and hopes for the continuance of the friendship of the nobility, gentry, and whole kingdom.” On the 9th of November, 1759, Mrs. Delamain, his widow, petitioned the Irish House of Commons for further assistance to enable her to carry on and extend the business, but nothing seems to have been done for her. Mrs. Delamain, who survived her husband three years, died in March, 1760, her death being recorded in the Dublin Public Gazetteer of that date: “Tuesday last died Mrs. Mary Delamain, widow of the late Captain Henry Delamain, who was the first that brought the earthenware manufacture to perfection in this kingdom; and since his decease his said widow (endowed with all the virtues of a good Christian, tender parent, and sincere friend,) continued it with such advantage to the purchasers as to prevent the further importation of foreign wares,” &c. In 1763 the executors of Mrs. Delamain petitioned the Irish House of Commons for a further grant. The petition contains many interesting particulars, and is as follows:—
“A.D. 1761. 6th November. Geo. III.
“A Petition of Samuel Wilkinson and William Delamain, Esqres. Executors of Mary Delamain, late of the City of Dublin, Earthen-Ware Manufacturer, was presented to the House and read, Setting forth, That the late Henry Delamain erected a Manufactory for Making of Earthen-Ware in which he discovered the Art of burning with Coal instead of Wood, and brought it to such Perfection as not only to excel any thing of the kind ever attempted in this Kingdom before, but to equal the best Foreign Ware imported: in which he expended his entire Fortune to the amount of £6,000, and upwards, as appeared to a Committee of the late Parliament who were appointed to take his Petition into consideration.
“That in the Session 1753, the House of Commons did grant him £1,000 as an encouragement[482] for carrying on said Manufacture, and the Dublin Society upon Inspection had, and Satisfaction received of his having expended said Bounty in the Improvement of said Manufacture, did in the year 1755 confer a further Bounty on him of £1,100, which sum was also expended with the best Economy, in improving said Manufacture. That on the Decease of said Henry Delamain, his late Widow, Mary Delamain, carried on said Manufacture with Great Success, and declined troubling Parliament in Session 1757, assured that the Manufacture would support itself: but finding that the export of the Ware to Foreign Markets was prevented by the continuance of the War, she, the said Mary, Petitioned in the Session of 1759, praying the further Sanction of Parliament, and Proved the Allegations of her Petition; but in that Session no money was granted to Private Petitions.
“That the Petitioners, since the Decease of said Mary Delamain, have carried on the same Manufacture, for the advantage of the orphans of the said Henry and Mary, in particular, and of the Nation in General, with so much success as to prevent the Import of Foreign Ware, which Annually carried out of this Country above £10,000 to France, and have supplied Dealers in every principal Seaport of this Kingdom. That Petitioners by commencing on a Small Stock are disabled of purchasing Coal and other Materials in the proper Season requisite for carrying on the Work, and lowering the price of the Ware, or employing between 2 and 300 of the poor Natives which the Apparatus is equal to; and on a Peace, of exporting to Foreign Markets about £20,000 worth every year, over and above the Home Consumption; and therefore praying the House to take their Case into Consideration, and to grant such assistance and relief as shall seem meet.
“Referred to a Committee.”[69]
A similar petition appears to have been presented by the same parties on 9th Nov., 1763, and was referred to a Committee, but no votes in either case seem to have been taken.
Donovan.—Whether Mr. Donovan, of Poolbeg Street, on the Quay, Dublin, was a manufacturer or not is uncertain, but I believe not. He purchased both English and Continental wares in the white and decorated them in his own place. He amassed a large fortune and purchased estates in Sussex. In his business he was usually known in Dublin as “The Emperor of China.” “About 1790 he had a glass manufactory at Ringsend, near Dublin, and he employed a painter to decorate pottery, and placed all sorts of fancy and imitation marks on china and earthenware.” His name sometimes occurs as DONOVAN only, and at others as
Donovan
Dublin
or
DONOVAN
DUBLIN.

Dublin.
Fig. 722.
A mark on Delft ware which has come under my notice is a crowned harp with the word Dublin. It is quite uncertain to whose make this is to be ascribed.
Two or three brownware manufactories also existed during last[483] century at Dublin, and produced all the usual commoner kinds of coarse domestic vessels.
Leathes and Smith.—A pottery was established here in the middle of the seventeenth century by Captain Leathes and Mr. Smith. It is thus alluded to by William Sacheverell, some time Governor of the Isle of Man (a descendant of the Sacheverells of Morley, in Derbyshire), who in 1688 made a voyage to I-Columb-Kill, which he printed in his “Survey of the Isle of Man.” He left Liverpool on the 23rd of June, 1688, on his way to I-Columb-Kill, and as “it blew very hard for a whole week” he “took the opportunity of visiting Carrick Fergus and Bellfast,” and stayed in the latter two nights, being thither invited by “the Earl of Dunagall, whither he was going with the Earl of Orrery and the Lord Dungannon.” “Bellfast,” he says, “is the second town in Ireland, well built, full of people, and of great trade. The quantities of butter and of beef which it sends into foreign parts are almost incredible; I have seen the barrels piled up in the very streets. The new pottery is a pretty curiosity, set up by Mr. Smith, the present sovereign, and his predecessor, Captain Leathes, a man of great ingenuity;” and, again, “Captain Leathes, who was chief magistrate of Belfast, and reputed a man of great integrity.” The pottery is also spoken of at a later date, 1708, by Dr. Molyneux, in his MS. tour to the Giant’s Causeway. “Here,” at Belfast, he says, “we saw a very good manufacture of earthenware, which comes nearest to delft of any made in Ireland, and really is not much short of it. It is very clear and pretty, and universally used in the north; and, I think, not so much owing to any peculiar happiness in the clay, but rather to the manner of beating and mixing it up.” The works were continued for very many years, and produced much useful ware of good quality.

M
H * R
1724
The curious example of Belfast pottery engraved on Fig. 723 is highly interesting as bearing the name of Belfast and the date 1724. It is a “choppine,” or lady’s high-heeled shoe, and is in Delft ware. It is six inches in length and the heel is two inches in height, and is decorated in blue and white, the flowers and foliage being blue on a white and white on a blue ground. On the sole are the initials M H R, M being the surname and H and R the Christian names of husband and wife, with the name and date in writing “Belfast, 1724,” as shown on the[484] engraving. These are painted under the glaze in blue. For the notice of this interesting example, in the possession of a lady in Belfast, to whose grandmother it formerly belonged, I am indebted to Mr. Benn, the historian of that town.
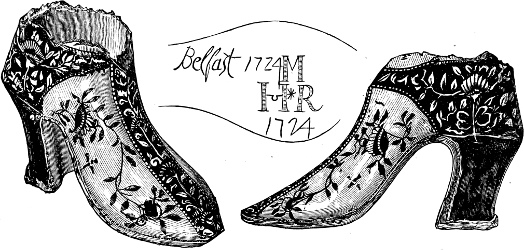
Fig. 723.
Coates’ Pottery.—On an old map of Belfast, published in 1791, a building marked as “Coates’ Pottery” occurs. This, it is recorded by Mr. Pinkerton, was “set up by Mr. Victor Coates, at Lagan village, long before he established the well-known foundry at the same place. Red ware and a coarse kind of delft were made.”
China Works.—On the same map of Belfast, engraved in 1791, just referred to, occurs a building marked “China Manufactory,” close by “Coates’ Pottery,” “The partners in this Belfast china manufactory,” says Mr. Pinkerton, “were Thomas Gregg, Samuel Stephenson, and John Ashmore. That they carried on the manufacture of china there for some years is certain; for on January 29, 1793, the Earl of Hillsborough presented a petition from them to the Irish House of Commons. The original petition may be seen in the Journals of the House. In it the petitioners state that, recognising the great advantages arising from a manufacture of Queen’s Ware, and other fine kinds of ware such as are made in Staffordshire, they united themselves into a company for producing such wares in Ireland, and by their exertions had carried this manufacture to a greater perfection in the County of Down, near Belfast, than was ever known in this kingdom; that they had been at great expenses in erecting buildings, and importing machinery, and in bringing workmen from foreign places; that the difference[485] in the prices of coal between Belfast and Staffordshire had greatly exceeded their expectations, and they now prayed for pecuniary aid. A committee, consisting of the Earl of Hillsborough, Mr. Johnson, and others, was immediately appointed by the House to report on the petition; and on the 2nd of February they reported that the petitioners had fully proved their allegations. The report was then ordered to be laid on the table; but it does not appear that anything was done further in the matter.
There is a manufactory at this place where common red ware is made. The products are chiefly flower-pots and the coarser kinds of domestic vessels.
At this manufactory only the coarser kinds of fire-clay and terra-cotta goods—chimney-pots, flower-pots, vases, &c., are produced.
There was a manufactory of brown ware, for pitchers and common goods, at this place. It was of old foundation.
Larne Pottery.—Pottery works were, I am informed by Mr. Patterson, built close to the small sea-port of Larne, county of Antrim, by James Agnew, Esq., the proprietor of the estate, and were worked under the management of his agent, Mr. Walker, from about 1850 to 1855, and afterwards for two or three years by the Greenock Pottery Company, since which time the works have been closed. The buildings still remain, but lie vacant. The goods produced were white and printed earthenware, cane ware, Rockingham tea-pots, and brown pans, crocks, and dairy and kitchen utensils of various kinds. Some of the latter named were made from local clays, and were very good of their kind. Their rubbish heaps are on the borders of Larne Lough, and the beach is strewed with fragments of pottery, the little triangular supports, saggars, &c.
[486]
At Castle Espie, near Comber, county of Down, Mr. Samuel Minland, J.P., some years ago, I am informed by Mr. Patterson, established brick and tile works. Common pottery is now manufactured there from the local red clay. The brown glazed ware consists of dairy vessels, tea-pots, flower vases, and other plain household articles.
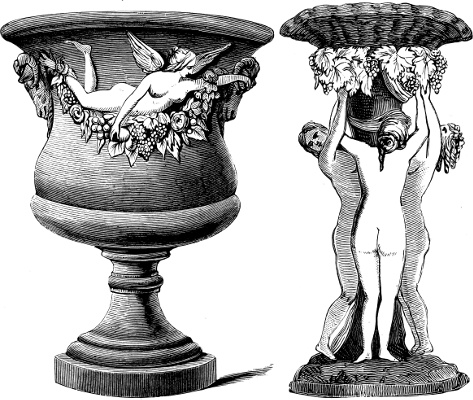
Figs. 724 and 725.
Captain Beauclerc, at the exhibition of 1851, exhibited two terra-cotta vases, his own modelling, made in Ireland, of Irish material. They were engraved in the “Art Journal Illustrated Catalogue,” page 257, and are here reproduced, Figs. 724 and 725. The productions were in two tints; the body of each vase being of a deep red, and the figures of a lighter and much yellower clay.
The village of Belleek, county Fermanagh, Ireland, is situated on the banks of the river Erne, near the borders of Donegal and[487] Fermanagh and on the outskirts of the Donegal highlands. It has a station on the Enniskillen and Bundoran line; which line communicates with Dublin, Belfast, and the various other lines of the kingdom. Belleek is within three miles of Ballyshannon; six of Bundoran; four of Lough Melvin, renowned for its salmon and trout fishery, and especially famous for the Gillaroo trout. It is also within short distances of Pettigo, Garrison, Devenish Island, with its monastic ruins and a perfect round tower, the beautiful park and grounds of Castle Caldwell, and many other objects of attraction.
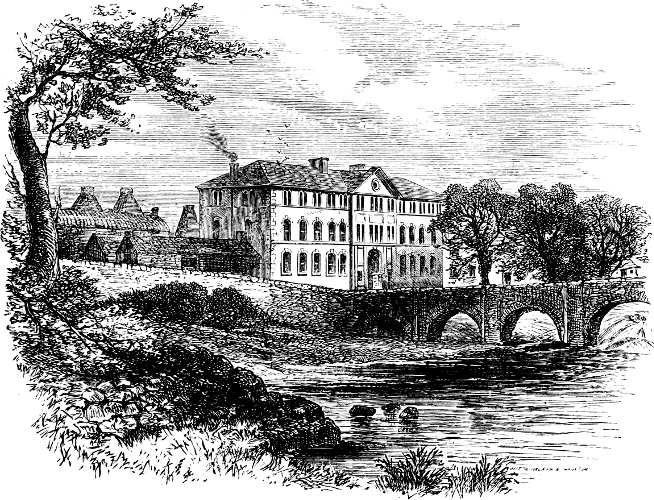
Fig. 726.—The Belleek China Works.
The manufactory, a view of which is given on Fig. 726, stands on a small island in a bend of the river Erne. Near the bridge is a large water-wheel, over 100-horse power, which gives motion to grinding-pans, lathes, turning-plates, and all the varied and skilfully designed apparatus of the works. “In the interior, the factory bears all the appearance of business and bustle. Enormous grinding-pans, in which the raw material is prepared for the hands of the artisan, rumble and roar, driven by the irresistible and constant power of the large water-wheel; the furnaces of the great ovens, in which the moulded clay is baked, roar by the draught caused by[488] their great height; while in the workshops the lathes and turning plates whiz noiselessly round, as the soft, putty-like clay is being deftly moulded by the skilled workman into many beautiful designs.”
The works at Belleek were established in 1863 by the present proprietors, Messrs. David McBirney and Robert Williams Armstrong. Before the establishment of the works, trials were made with the felspar of the Irish locality with ordinary Cornish china clay, at the Royal Porcelain Works at Worcester. The results were so satisfactory that Mr. Armstrong, who at that time was architect to the proprietor, laid the project for forming a manufactory at Belleek before his friend, Mr. David McBirney of Dublin, a gentleman well known for his energy in aiding any movement to advance the prosperity of Ireland, and he embarked with him in the attempt to produce first-class ceramic goods in Ireland. The firm, composed of these two gentlemen, trade under the style of “D. McBirney & Co.” There are now employed at the Works about two hundred “hands,” among whom are several skilled artists; the Art director being the founder and proprietor, Mr. Armstrong.
The chief peculiarities of the ornamental goods produced at Belleek are, its lightness of body, its rich, delicate, cream-like, or ivory tint, and the glittering iridescence of its glaze. “Although the principal productions hitherto have been formed of this white ware—which either resembles the finest biscuit (of Buen Retiro or Dresden), or almost the ivory of the hippopotamus, or shines with a lustre like that of nacre—local clays have been found which yield jet, red, and cane-coloured wares. Facsimiles of sea shells, and of branches of coral, which might well be supposed to be natural, are among the principal features. The iridescent effect produced is somewhat similar to that of the ruby lustre of the famous Gubbio Majolica; that Italian enamelled ware which commands such fabulous prices, and of which an unrivalled collection is to be seen at the South Kensington Museum. Lustres were introduced many years ago for English pottery by Hancock, by Gardner, and by Stennys; and in the booths of our country fairs, rude inartistic forms, glowing with a gold or a silver lustre, are often to be seen. The effect of a good lustre may be compared to that of “shot silk,” or to the changing hues that adorn the neck of a black or dark blue pigeon, or the crested pride of a drake. Oil of turpentine, flour of sulphur, gold solution, and tin solution, constitute the gold glaze,[489] the purple hue being due to the tin. Platinum, and spirits of tar enter, with oxide of zinc, into the composition of the silver lustre. But neither of these glazes, any more than the Italian enamel of which the secret was lost so long ago as the sixteenth century, can compare with the beauty of the Belleek ware, an idea of which can only be given by recalling the beautiful hues of a highly-polished mother-of-pearl shell. We can convey no idea of it by engravings; and it seems equally difficult to do so by written description. We may apply to it the common-place expression: ‘It must be seen to be admired;’ and certainly it must be examined to be estimated. We can, however, with some degree of accuracy, represent some of the forms produced by this manufactory.”[70] Fig. 727 is the grounds-basin of a tea-service, made for the Queen (Her Majesty being one of the early patrons of the Belleek Pottery), and presented by her to the present Empress of Germany. The basis of the design is the echinus or sea-urchin, which abounds on the coast of Donegal, and has, both the native and rarer foreign species, been utilised by the firm in many of their productions. In this instance it forms the bowl, and the supports are branches of coral.
Fig 727.—Grounds-Basin: for the Queen’s Service.

Fig. 728.

Figs. 729 to 731.
Besides the “Royal” services—breakfast, dessert, and tea—made[492] for her Majesty, other services have been made for H.R.H. the Prince of Wales, and others of the royal family. From the Prince of Wales’s services the engravings, Figs. 732 to 735 are selected.

Fig. 732.—Ice-Pail: for the Prince of Wales.
Fig. 732 is the ice-pail. The base is formed of three exquisitely modelled mermaids, in Parian, who support the shell-formed base of the vase, around which a group of Tritons and dolphins in high relief are sporting in the water, with an effective background of aquatic plants. A wreath of coral surrounds the rim. The effect of the charming contrast between the dead and the iridescent surfaces is heightened by gilding the conches of the revellers. The cover or lid is as it were the boiling surging sea, from which three[493] sea-horses have partially risen, and in the centre a Triton, riding on a dolphin, forms the handle.
Fig. 733.—Compotier: for the Prince of Wales.
Fig. 733 is a compotier, whose base represents the surface of the sea, upon which float three cardium shells. From between these spring up three small sea-horses, not, indeed, the hippocampi of the naturalist, but those of the mythologist, the figures which, in antique gems and in Italian paintings, are intended to serve as the artistic embodiment of the roll and the dash of the breaker. A trumpet-shell forms the central column, which, in its turn, supports the shell that serves as a fruit-dish.
The tall centre-piece (Fig. 734) is designed on a more ambitious scale. A triton or merman is blowing a conch; a mermaid is wringing and dressing her redundant locks; and a sea-horse dashes through the spray. Between these figures, which thus divide the base into three compartments, are placed three shells of the species hippopus maculata, which form convenient receptacles for bonbons, candied fruit, or other smaller delicacies of the dessert-table. A trumpet-shell is again selected to form the main stem, which is surrounded with aquatic plants; and three paludina shells are so[494] introduced as to form suitable vases for sprays of flowers. The shell-dish, with its beautiful markings and projections, again forms the cap of the tazza.

Fig. 734.—Centre-piece: for the Prince of Wales.
The low compotier (Fig. 735) are modelled en suite; the idea of the entire service being that of the combination of natural objects, selected for their appropriate shape, and for their beauty of form or of sculpture, with imaginary forms. The shells which are modelled for the dishes are supported by conventional dolphins.
The tazza vase and pedestal (Fig. 736), on which hangs a wreath of flowers, dependent from rams’ heads, is a fine specimen of Irish art.
[495]
Our next engraving (Fig. 737) is a flower-stand composed of shells supported by dolphins, and is so iridescent as to have almost an unearthly appearance of liquid beauty.
Fig. 735.—Low Compotier: for the Prince of Wales.
“The reproduction of natural forms by Ceramic Art,” says the Art Journal, “is not by any means a novelty. We are familiar with the fish, the reptiles, and the crustacea of Bernard Palissy, with the relieved and coloured foliage of Luca and of Andrea della Robbia. In England we have seen the shells reproduced by the artists of the Plymouth china, and the delicate leaves and flowers of the old Derby ware. The designer of much of the Belleek ware has the merit, so far as we are aware, of being the first artist who has had recourse to the large sub-kingdom of the radiata for his types. The animals that constitute this vast natural group are, for the most part, characterized by a star-shaped or wheel-shaped symmetry; and present a nearer approach to the verticillate structure of plants, than to the bilateral balance of free locomotive animals. For, at all events a portion of their existence, indeed, most of the radiata are fixed to the earth. The five-fold radiation, which is most common among dicotyledonous plants, is the usual division assumed by these zoophytic creatures. From the globular shape of the commonest echinus, or sea-urchin, through the flattened and depressed form of others of the family, the transition is regular and gradual, to the well-known five-fingered star-fish, and to those wonderfully branched and foliated forms which shatter themselves into a thousand fragments when they are brought up by the dredge from deep water and exposed for a moment to the air. Under the name of frutti di mare, these sea-eggs, covered as they are with[496] innumerable pink and white spines, form a favourite portion of the diet of the southern Italians. When the spines, by which the creature moves, are stripped off, the projections and depressions of the testa, or shell, are often marked by great beauty of pattern; and it would have been hardly possible to bring into the service of plastic art a more appropriate group of natural models. Again, in the fantastic and graceful forms of the mermaid, the nereid, the dolphin, and the sea-horse, the Belleek art-designer has attained great excellence of ideality; the graceful modelling is set off, with the happiest effect, by the contrast between the dead, Parian-like surface of the unglazed china, and the sparkling iridescence of the ivory-glazed ground.”

Fig. 736.—Flower Tazza and Pedestal.
The productions of the Belleek works comprise all the usual services—dinner, breakfast, tea, dessert, and toilet—in large variety of patterns and of various styles of decoration, and in addition to these a vast variety of ornamental goods are produced. Figures and groups of figures, animals, &c., are also made, and are characterized by excellent modelling and judicious colouring—the peculiar Belleek[497] glaze imparting to them a beauty all their own. Boudoir candlesticks and other choice examples of art also evidence considerable skill on the part of the artists in the modelling of the flowers and foliage and in the arrangement of the wreaths.
Among the choicest examples of actual manipulative skill produced by any manufactory are some cabinet cups and saucers, the extreme delicacy of which far surpasses the ordinary “egg-shell” china. The cup itself is the echinus, and the saucer is also tastefully modelled from the same; the body is so thin, and worked to such a degree of nicety, as to be of little more than the thickness of common writing paper. This delicate body, either plain, or tinted and gilt and then glazed with the iridescent glaze so characteristic of the Belleek ware, is unique in its appearance and matchless in its extreme delicacy. Of the same filmy body cardium and other shells are also produced, and are exquisitely tinted.
Fig. 737.—Boudoir Flower Shells.
Besides the speciality of these works (the “Belleek China”) Messrs. McBirney and Armstrong manufacture to a large extent white granite ware services of every variety, and of excellent quality both in body, in glaze, and in printed, painted, enamelled, and gilt decorations. Many of the patterns are of more than average excellence, and in every respect the Irish earthenware equals the ordinary commercial classes of Staffordshire wares. The dinner-ware is[498] especially serviceable, being a true felspathic body, semi-vitrified, and hence ranking next to the true porcelain; smooth and admirably potted. The simple ornamentation to which it has been subjected is pure in style and Art, while the article competes as to price with inferior ware in the markets of England and America. Indeed the trade with America is already large, and is regularly increasing.
Parian and ordinary white china, as well as ivory body, are also largely made in a vast variety of styles.
Not only in these home essentials is its place established; Belleek furnishes largely the “porcelain insulators” (containing 70 per cent. local felspar) used for telegraph poles, and these have been pronounced by “authorities” the best. In pestles and mortars the factory has considerable trade, and of the minor articles of patch-boxes, &c., there is enormous produce. For supremacy in these objects it is indebted to the purity of the clay and felspar, producing a clear brilliant white, and singular “compactness,” resulting in remarkable hardness and durability. In sanitary ware, cabinet-stands, plug-basins, and other articles, form a staple part of the trade of these works.
The marks used by the Belleek Company are the following:
BELLEEK CO. FERMANAGH.

Figs. 738 and 739.]
[499]
Early Pottery of Scotland—Cinerary Urns—Mediæval Pottery—Glasgow—Delft Ware—Verreville Pottery—Garnkirk Works—Gartcosh Works—Heathfield Pottery—Glasgow Pottery—North British Pottery—Saracen Pottery—Port Dundas Pottery Company—Hyde Park Potteries—Britannia Pottery—Annfield Pottery—Bridgeton Pottery—Barrowfield Pottery—Coatbridge—Glenboig Star Works—Glenboig Fire-Clay Works—Cardowan and Heathfield Works—Paisley—Ferguslie Works—Shortroods and Caledonia Works—Paisley Earthenware Works—Crown Works—Grangemouth—Fire-brick Works—Greenock—Clyde Pottery—Dumbarton—Rutherglen—Caledonia Pottery—Portobello—Midlothian Potteries—Portobello Pottery—Kirkcaldy—Sinclairtown Pottery—Kirkcaldy Pottery—Gallatown Pottery—Boness—Boness Pottery—Prestonpans Pottery—Alloa—Alloa Pottery—The Hebrides.
The early pottery of Scotland appears, as a general rule, to bear a close analogy to that of England both in form, in intention of use, and in ornamentation. The cinerary urns, the food and other vessels, and the immolation urns, all bear a marked resemblance to those of the sister country, and lead one to the inference that the same feelings, habits, and customs obtained in the one nation as the other. A cinerary urn found on the Hill of Tuack is of identical shape and pattern of ornament with the one engraved on Fig. 15 of Vol. I., while others bear an equally strong resemblance to others already engraved. To Professor Wilson the antiquarian world is indebted for much valuable information concerning the early pottery of Scotland, and to his important and standard work, the “Pre-Historic Annals of Scotland,”[71] it owes most of the knowledge it possesses of this, and other important branches of national history. “It is altogether impossible,”[500] says the learned Professor, “within the limited amount of accurately observed facts with which the Scottish archæologist has to deal, to picture and classify into distinct periods the pottery found in the ancient tumuli and cairns. Many of the fictilia are so devoid of art as to furnish no other sign of advancement in their constructors from the most primitive state of barbarism, than such as is indicated by the piety which provided a funeral pyre for their dead, and even so rude a vase, wherein their ashes might be inurned.... The[501] rudimentary form of the true cinerary urn is that of the common flower-pot, still retained as the easiest and simplest into which the plastic clay can be modelled.... From this simple shape was gradually developed the varying forms both of sepulchral and domestic pottery found deposited with the dead; inurning the sacred ashes and the costly tributes of affectionate reverence, or placed in the grave with offerings of food and drink designed to sustain the deceased on his final journey to the world of spirits.” Fig. 740 is of this form and is almost identical with the English example Fig. 15, Vol. I. It is from the Hill of Tuack, near Kintore, in Aberdeenshire, and was found in the usual inverted position close to one of the monoliths of the stone circle at the place. Another of the same form, Fig. 741, ornamented with impressed dots and incised herringbone pattern, was dug up in 1855 on the farm of Belhelvie, in Fifeshire. It was 4 feet 6 inches in circumference at the mouth, and when perfect must have been about 2 feet in height. When found it was, as is commonly the case, inverted, as shown in the engraving, and[502] was imperfect. Another fine example is engraved on Fig. 742. It measures thirteen and a half inches in height, and was dug up at the Ha’ Hill of Montblairy, in Banffshire. It bears a marked resemblance to many English examples, both in general form and in ornamentation; it bears encircling lines of herringbone or zigzag ornament.
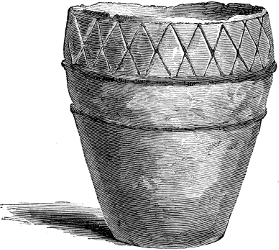
Fig. 740.—From the Hill of Tuack, near Kintore.
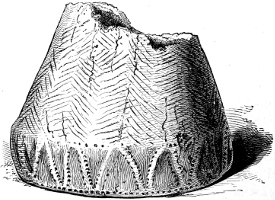
Fig. 741.—From Belhelvie, Fifeshire.

Fig. 742.—From the Ha’ Hill, Montblairy.

Figs. 743 to 745.—From Banchory, and Arthur’s Seat, Edinburgh.

Figs. 746 and 747.—From Memsie and Rathbo.
Figs. 743 to 745 are of different form, the two larger being probably food vessels, and the latter an “immolation urn.” The first two were found in a cist on a farm at Banchory, in Kincardineshire, along with an interment by inhumation, and the latter at Arthur’s Seat, in Edinburgh. In the next engravings, Figs. 746 and 747, the larger vessel was found in a tumulus at Memsie, in Aberdeenshire, and the smaller at Rathbo, near Edinburgh. Figs. 748 to 750 are three interesting vessels from Lesmurdie, in Banffshire, now in[503] the Museum of the Society of Antiquaries of Scotland. The largest is eight inches in height, and the smallest five inches. Fig. 751 was found in one of a group of cists, under a large cairn, at Sheal Loch, in the parish of Borthwick, near Edinburgh. It is made of fine baked clay, burned to an unusually hard and durable consistency, and measures four and a half inches in height by about six and a half in diameter. Five perforated projections are disposed at nearly equal distances around it, and the interior of the vessel bears evident marks of fire. Fig. 752 is from the Montrose Museum and was found in that burgh some years back. The other three, Figs. 753 to 755, are “immolation urns,” as I have before termed them, which are respectively from Old Penrith, from Dunbar, and from Ronaldshay in Orkney.

Figs. 748 to 750.—From Lesmurdie.

Fig. 751.—From Sheal Loch.

Fig. 752.—From Montrose.
During Scoto-Roman times, pottery, there can be no reasonable doubt, was made in Scotland, and many examples that have been brought to light are evidently native manufacture; there are, however, no marked peculiarities belonging to them. Of a later period, “the last pagan period in Scotland,” according to Professor Wilson, some remarkable glazed urns were found, one at East[504] Langton, the other in Aberdeenshire. They were found in stone cists by the sides of skeletons, and were “of rough grey ware, ornamented externally with parallel grooves running round them, and internally covered with a green glaze.” They appear originally to have had “two projecting ears opposite each other, which fitted into corresponding double ones attached to a lid, by which the vessel, when found, was closely covered; and the whole of the projections were perforated to admit a pin which completed the fastening.” (See Figs. 757, 758.)

Figs. 753 to 755.—From Dunbar, Old Penrith, and Ronaldshay.
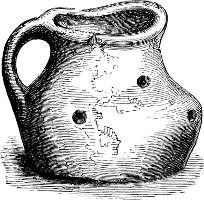
Fig. 756.—From Penicuik.
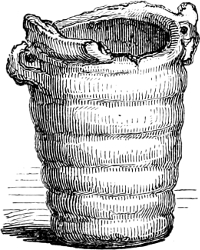
Fig. 757.—From East Langton.

Fig. 758.—From Aberdeenshire.
As of the primitive so of the mediæval pottery of Scotland; it differs but little from that of England, and indeed, except in a few instances, cannot be distinguished from it. Pitchers of the usual form, perforated jugs, bowls, dishes and platters—all were pretty nearly identical with those of English make, and but few seats of manufacture existed. The wares were of the commonest and[505] coarsest kind. As in Ireland wood was more generally used than anything else for such utensils.
Of mediæval pottery Figs. 756 to 759 are characteristic examples. The first of these is a pitcher found in 1792, filled with coins of Alexander II. of Scotland and Edward I. and Edward II. of England, near Penicuick House, where it is preserved. It measures three and three-quarter inches in height, and is perforated at tolerably uniform distances. It is of coarse unglazed earthenware. Fig. 759 is a mediæval pitcher found near North Berwick Abbey, in East Lothian; it bears a marked resemblance to some engraved in Vol. I.

Fig. 759.
That china was attempted to be made in Scotland in the middle of last century is evident from the following paragraph from the London Chronicle of 1755: “Yesterday four persons, well-skilled in the making of British china, were engaged for Scotland, where a new porcelain manufacture is going to be established, in the manner of that now carried on at Chelsea, Stratford, and Bow.” But nothing is known as to the locality of the proposed works.
The first pottery established in Glasgow was, it would appear, founded in 1749 as a delft-ware works. It was situated near the Broomielaw, in a lane which was called the “Delft-field Lane.” “Delft-field Lane” is a very suggestive name, and of course took its origin from the pot-works. The name was, I am informed by Mr. Cochran, “changed to ‘James Watt Street’ in later years. The celebrated inventor of the steam-engine lived in this lane, and it was in one of the rooms of the pottery that he was in the habit of working at his invention, and it is said, perfected it. The ware manufactured at this pottery was delft ware, and was a close imitation of the old grey Dutch ware of that name; but about the year 1770 the proprietors began to make ‘Queen’s ware,’ or white ware. They also began to make both plain and ornamented[506] china, of such excellent quality that they received the compliment of being appointed potters to the Prince of Wales. How long this pottery lasted I have not been able to ascertain, but it was working in full perfection in the beginning of the present century. The next pottery which was built in Glasgow was about the year 1801, when the “Caledonian Pottery,” on the banks of the Monkland Canal, was erected. This is the oldest pottery now working in Glasgow, for although Verreville was built more than twenty years before it, yet earthenware was not made there till the year 1820.”
Verreville Pottery.—In 1777, as the name implies, the Verreville Works were built for a glass-house, by a Mr. Cookson, of Newcastle, and a Mr. Colquhoun, of Glasgow. In 1806 they were sold to the Dumbarton Glass Work Company, who immediately resold them to Mr. John Geddes, with this stipulation, that he was not to manufacture crown or bottle glass. Mr. Geddes carried on the manufacture of flint glass until 1820, when he commenced making earthenware as well as glass. In 1835 the works passed into the hands of Mr. Robert Alexander Kidston, who four years afterwards added the manufacture of china to that of glass and earthenware.
“He began,” I am told by Mr. Cochran, “by bringing skilled workmen and artists from the principal seats of china manufacture. Figures, porcelain basket work and flowers, were produced by workmen who had acquired their skill in the old and celebrated porcelain works of Derby, while Coalport and several of the most famous Staffordshire china works supplied a general staff of potters, together with gilders, and flower and landscape painters. Mr. Kidston carried on the business for several years and produced a beautiful porcelain, and upon his retiring from the business in 1846 was succeeded by the late Mr. Robert Cochran, who carried on the works with great vigour and success. In 1856 he ceased the manufacture of china, and devoted the whole of the works to the manufacture of earthenware. Mr. Cochran devoted great attention and spared no expense in promoting the introduction of labour-saving machinery. He also made great improvements in the kilns or ovens in which the earthenware is fired, by which he reduced the quantity of coal used to nearly one-half. It was applied successfully in his own works of Verreville and Britannia, but was not adopted by other manufacturers. This improvement was patented in 1852, and it is only now that[507] the same principle, with some slight alterations, has been patented and is likely to be generally adopted by potters. Mr. Cochran died in 1869, and was succeeded in the Verreville Pottery by his son, also named Robert Cochran, by whom the works are still carried on. The goods manufactured are principally for the home trade, and consist of white, sponged, printed, and enamelled ware. No marks have ever been used except the initials of the proprietors stamped on the ware.” Verreville it is said was the first work in Scotland where china was manufactured.
Figs. 760 to 762.
Fig. 763.
Garnkirk Works.—These works were established about half a century ago by Messrs. Sprott, by whom—and later by Mr. Mark Sprott—they were carried on. They are now continued by the trustees of the late Mr. Mark Sprott (Messrs. Sprott, Gillespie, and Cameron), under the style of the “Garnkirk Fire Clay Company.” The goods produced at these works are the ordinary classes of fire-clay and terra-cotta articles, including ornamental chimney shafts and smoke-valves of good design and excellent mechanical construction;[508] sanitary pipes and other appliances; architectural enrichments; garden edgings and balustrades of more than average beauty in design, of which examples are given in Figs. 760 to 762; garden vases of great variety in design and of different sizes; fountains, notably an example of five tiers, supported by figures of dolphins and cranes, with basin twenty-four feet in height and sixteen feet across, erected in the public park at Aberdeen; busts, statuary, both single figures and groups, including Baily’s lovely conception of “Eve at the Fountain,” “Gleaner,” “Minerva,” “Bacchus,” “Atlas,” &c.; pedestals, brackets, and every other variety of ornamental goods, as well as fire-clay, bricks, blocks, &c. The markets principally supplied are the home, and those of France, Germany, Russia, and the East and West Indies. The mark used is simply the word Garnkirk impressed in the clay.
The Gartcosh Works were established by Mr. James Binnie, in 1863, and have since then been considerably extended. The produce of these works is terra-cotta vases, tazzas, pedestals, fountains, &c., of remarkably good design and of fine and durable quality; ornamental and plain garden edgings; gothic, clustered, and other chimney tops; ridge, flooring, and roofing tiles; cattle, horse, and dog troughs; copings; sewage and sanitary pipes of every description; glazed and unglazed fire bricks, furnace blocks, and all other goods for fire-resisting purposes. The clay is found about fifty fathoms below the surface, at Gartcosh; the strata being from eighteen to twenty-five feet in thickness. It is found underlying large beds of sandstone in what is called the limestone series, which lies between the upper and lower coal series of this district. The following is the analysis: silicic acid or silica, 60·96; alumina, 37·00; peroxide of iron, 1·16; lime, 0·64; magnesia, 0·24; total, 100.00.
Heathfield Pottery.—At these works Messrs. Ferguson, Miller, & Co. produced some admirable vases in terra cotta, which were shown at the 1851 Exhibition, and are here engraved. One of these (Fig. 764) was a vase of large size and excellent modelling; it bore a frieze of figures typical of the great gathering in 1851. Fig. 765 shows, among its other ornaments, a nuptial procession, designed in the style of the antique; these figures were modelled with great accuracy, and are arranged in an artistic manner. The works[509] passed in 1862 into the hands of Messrs. Young (which see); the moulds, &c., including those of these vases, became the property of the Garnkirk Company.

Figs. 764 and 765.

Figs. 766 to 769.

Fig. 770.
Figs. 771 to 781.—Messrs. Bell and Co.’s 1851 Exhibits.
Glasgow Pottery.—These works were established in 1842, by Messrs. J. & M. P. Bell & Co., in Stafford Street, Glasgow, for the manufacture of white and printed earthenware, and soon rose to the[510] first rank among the potteries of Scotland. Particular attention was from the first paid not only to the excellence of body of the ware, but to improvement in form and in style of decoration. In these particulars they were eminently successful, and in 1851 received honourable mention at the Great Exhibition. Later on the manufacture of china was commenced, and later still the fine white and pearl granite wares, and white and decorated sanitary wares. The works are of great extent, and produce all the usual varieties of goods in dinner, breakfast, tea, toilet, dessert, and other services, as well as all the usual classes of articles, and in every variety of style, from the plain[512] white or cream colour to the most richly enamelled and gilt patterns. The earthenware services are of more than average excellence of quality, and the china, both body and glaze, of superior class. Some of the dessert plates issued by Messrs. Bell, with hand-painted groups of flowers and perforated or open-work rims, are equal to most English makes; while some of the tea services are of tall classic form and of excellent taste in colour and decoration. In parian Messrs. Bell & Co. produce some admirable vases with figures in relief, and other ornamental goods; the quality is far above the average. The old marks used by the Glasgow Pottery are the following: Fig. 782, an eagle holding a roll, on which is inscribed the name of the pattern, and, underneath, the initials of the firm, J. & M. P. B. & Co.; Fig. 783, the Warwick vase and the name, J. & M. P. BELL & Co. The later marks are (Fig. 784), a garter bearing the initials of the firm, J. & M. P. B. & Co., surrounding the trade mark of a bell; the name of the pattern below. These are all printed on the ware, while another, impressed in the body, is a bell with the initials J. B. (Fig. 785). Another is a bell only (Fig. 786).

Figs. 782 to 786.
Some of Messrs. Bell & Co.’s exhibits are shown in the engravings Figs. 766 to 781.
North British Pottery.—These works on Dobbies Loan, produce the ordinary qualities of earthenware goods.
Saracen Pottery.—The Saracen Pottery was established in 1875 by Messrs. Bayley, Murray, and Brammer, at Possilpark. The firm manufacture Rockingham, cane-coloured, Egyptian black, jet, and mazarene blue wares on an extensive scale, mostly, in tea-pots, jugs, and other useful domestic articles, both for the home and foreign[513] markets. The mark used is the initials of the firm and name of the works
B M & Co
SARACEN POTTERY.
Port Dundas Pottery Company.—These works were established for the manufacture of stoneware articles about the year 1819. In the earlier years of its existence there were several changes in the proprietorship, but for the last thirty years it has remained in the hands of, and been carried on by, Mr. James Miller. The works, from a somewhat small beginning, have attained considerable proportions. In 1856 they contained three salt-glaze ovens, in which were manufactured chemical vessels and apparatus of various kinds, spirit bottles, jars, &c.; and about this time many of the towns in the North of Scotland, finding the desirability of having a good water supply introduced, had recourse to high-pressure stoneware water-pipes for that purpose, which were manufactured in large quantities at these works. Several towns and many country mansion houses at the present time have their water supply conducted through miles of the Port Dundas pipes. In the same year a new glaze was introduced, giving to the ware a cream-coloured appearance, much purer and cleaner for many purposes than the old brown salt glaze, and with this a great demand sprang up for stoneware beer bottles for warm climates, and the works consequently have been greatly enlarged to meet the increased demand.
By far the greatest portion of ware made in Port Dundas is thrown on the potter’s wheel, the motive power for which was supplied, until 1866, by girls, who turned a large driving wheel communicating with a pulley under the workman’s wheelhead by a rope. The proprietor in that year endeavoured to introduce steam power for this purpose, but so strong was the opposition of the throwers that the machines and accompanying shafting, &c., lay aside for three years unused. They were then erected in a distant part of the works, and apprentices all but forced to work on them. These, however, had not been long fitted up when the workmen, seeing the immense advantages to be derived from their use, gladly availed themselves of the offer of the proprietor to substitute steam machinery for hand-power throughout the whole factory, the immediate result of which was to raise the piece-work earnings of the workmen from 30 to 49 per cent.; they had one attendant less to pay,[514] a part of whose wages the workman kept to himself, while a proportion of it was paid to the Company for the use of the steam-power and up-keep of the machinery. The speed of the wheel requiring to be varied according to the different operations performed upon it, is now under the complete control of the workman’s foot, and not as formerly at the will, or according to the strength of, the assistant wheel-turner. In this way a complete revolution was quietly effected in the stoneware potting of Scotland, and the incentive having been given, orders came from many potteries in England to the Scotch machine maker for similar steam machines.
With the introduction of the cream-coloured stoneware glaze the ovens had to undergo extensive alterations, the old salt-glaze cupboard kilns giving place to much larger sagger ovens, in which the ware is now burned. The improvement in the appearance of the ware having brought it into much greater demand, the works rapidly extended, until at the present time, in the Port Dundas Pottery with its branch work, the Crown Pottery, there are fifteen ovens in regular operation.
The wares produced are beer, ink, and spirit bottles; preserve, acid, butter, and druggist’s jars; chemical vessels and apparatus, and every kind of article made in stoneware, water filters, Rockingham and cane ware.
All the goods made are stamped with the name of the firm in an oval stamp.
The home markets are supplied with all descriptions of general ware, immense quantities of preserve jars, &c. Export bottlers in Glasgow, Edinburgh, and Liverpool, are supplied with stone bottles. Water filters, Rockingham, and cane ware are regularly shipped to the colonies and the continent of Europe. Two years ago a process of printing on the unfired stoneware body was perfected and patented by this firm, eminently suitable for consumer’s labels, trade marks, &c., no extra firing in the shape of muffle or hardening-in kiln being required.
The Company exhibited their manufactures at the Chilian Exhibition held in Santiago in 1875, and there received the first prize gold medal for the general excellence of their wares. The clay from which this stoneware is made is obtained only from the Devonshire mines, is very free from iron, and burns a light buff colour. Somewhere about 10,000 tons are annually used in Glasgow, nearly the whole of which is brought by sea from the port of[515] Teignmouth to the Clyde. Very little preparation and no mixing with other ingredients is required before passing into the hands of the workman; after being milled it is ready to be fashioned into all kinds of articles. It is also singular in this respect that the articles are glazed before being burned; and by one process of firing to a very high pitch of heat—higher than that to which any other kind of pottery ware is subjected—a hard, vitreous, and very sonorous ware is produced, glazed inside and out with a transparent glaze, which allows the buff colour of the clay to be seen, and which is quite proof against the action of both alkalies and acids, rendering vessels made by this ware highly suitable for storing and transporting acids and other chemicals. For many years London and Bristol were the chief seats of the stoneware trade, and workmen had to be obtained from the south to carry on business in Scotland; but apprentices were speedily trained in Glasgow to supply all wants, and in turn to feed largely the southern potteries. At present there is more pure stoneware manufactured in Glasgow than anywhere else, so that it has really become the seat of the stoneware pottery of the kingdom.
Hyde Park Potteries.—This manufactory was established about 1837 by Mr. John McAdam. His productions are ordinary stoneware bottles, jars, spirit casks, feet and carriage warmers, pans of various kinds, and all the ordinary classes of stoneware goods.
Britannia Pottery.—These large works at St. Rollox, Glasgow, belonging to Messrs. Cochran & Co., produce all the usual varieties of ordinary earthenware goods in granite and cream-coloured ware for South America; and printed, enamelled, painted, and gilt wares for the home markets. The works were established in 1855, by Mr. Robert Cochran, the senior partner of the Verreville Pottery Company (which see), and the present partners are Mr. Alexander Cochran (son of the above) and Mr. James Fleming. The works contain six biscuit and seven glost ovens.
Annfield Pottery.—Messrs. John Thomson and Co., at the Annfield Pottery, Gallowgate, formerly manufactured both china and earthenware goods for the home and foreign markets. The works have been closed some time.
Bridgeton Pottery.—The “Bridgeton Pottery” was built in 1869 by its present owner, Mr. F. Grosvenor, who for some years previous[516] to that time had been a partner in the “Caledonian Pottery” at Glasgow. The goods manufactured are the usual classes of articles in stoneware, including chemical wares, bottles for various uses, spirit jars, bottles, &c., and Rockingham ware tea-pots. In 1870 Mr. Grosvenor took out a patent for the manufacture of bottles and jars by machinery, and he has also invented an improved bottle stopper.
Barrowfield Pottery.—Established by their present owner, Mr. Henry Kennedy, in 1866, these extensive works produce in large quantities all the usual classes of articles of “glass-lined stoneware,” including “glass-lined bottles and jars” for domestic and other purposes, both for home and foreign markets. The mark used by Mr. Kennedy is three Bottles side by side beneath a ribbon bearing the words “Established 1866.”
Glenboig Star Works.—The Glenboig Star Fire Brick Works produce bricks, retorts, furnace-blocks and similar goods.
Glenboig Fire-Clay Works.—These works belong to the Glenboig Fire-Clay Company, and produce sewage and sanitary pipes, &c., retorts, fire-bricks, &c.
Cardowan and Heathfield Works.—The first of these works, belonging to Messrs. John Young and Son, was built in 1852 by Messrs. John Hurll and John Young, previous to that time of the Garnkirk Company. The clay is the Garnkirk seam, and is of much the same character as the Stourbridge clay. The Heathfield Works were acquired about 1860 from Messrs. Miller and Ferguson (which see), and were largely extended and altered, and improved machinery introduced. The clay was won at 350 feet, passing through a solid bed of freestone of 120 feet, giving off much water; the seam itself is known as the Glenboig seam of clay, as it was first wrought at the “Glenboig Works,” with which Mr. Young was also till quite recently, a partner. At the “Cardowan Works” the firm manufacture the usual varieties of fire-bricks, blast-furnace blocks, gas retorts and fittings, vases, garden edgings, and plain and ornamental chimney shafts. At the “Heathfield Works” they produce fire-bricks, and vitrified salt-glazed pipes for sewerage and water purposes,[517] and invert sewer blocks and all the usual salt-glazed articles. In 1874 Messrs. Hurll and Young dissolved partnership; Mr. Young, along with his sons John and Robert, being now the sole proprietors. The product of these works when in full work is about 20,000 fire-bricks per day and about 1,500 yards of pipes weekly.
Ferguslie Fire-Clay Works.—These extensive works were established in 1839, and are carried on by Messrs. Robert Brown and Son. The productions are mainly chimney shafts in great variety and of good design, sewage pipes and sanitary goods of all kinds, garden vases and tazzæ, flower boxes, suspenders, fern and flower stands, &c. of various designs; statuary, both single figures and groups, architectural enrichments, pedestals, brackets, garden edgings, fire and other bricks and tiles, copings, finials, &c.
Shortroods and Caledonia Works.—These are brick and tile works connected with the Ferguslie Works of Messrs. Robert Brown and Co.
Paisley Earthenware Works.—Messrs. Robert Brown and Co. established these works in 1876, and at them produce white enamelled earthenware goods of a similar quality to those of Staffordshire. Their principal productions are cabinet stands and lavatories of every requisite shape both for domestic and shop fittings, plug basins, pans, and other sanitary appliances, baths of every kind (a speciality being the larger baths, five feet six inches in length, a size rarely attempted in earthenware), washing tubs, sinks, &c., plumber’s fittings, washhand-table tops, with and without toilet ware, plain and coloured pavement and wall tiles, &c.
Crown Works.—At the Crown Crucible Works, belonging to
Messrs. Robert Brown and Son, plumbago crucibles and kindred goods
are manufactured. The marks are a crown and name,
 , and a crucible within an oval border surmounted by a crown.
, and a crucible within an oval border surmounted by a crown.
Fire-brick Works.—These works, belonging to the Grangemouth Coal Company, were established in 1842. The clay, which is[518] of good quality, is got at a depth of about forty-eight fathoms, under lease from the Earl of Zetland. The productions of the works consist of ornamental vases, and tazzæ of various patterns; statuary, both single figures and groups; fountains, vases and plinths; flower-stands and pots; chimney shafts, some of which are highly decorated in relief; pedestals, brackets, &c.; and salt-glazed pipes, grate backs, bricks, tiles, &c. The company received honourable mention for their goods at the Exhibition of 1851, and at the Hamburg Exhibition of 1866 had a medal awarded to them for their vases and ornamental figures.
The Clyde Pottery.—The “Clyde Pottery” works were built and established by Messrs. James and Andrew Muir and others in 1815, and it is still the property of the Muir family, the present proprietors being the daughters of the late Andrew Muir. The business was first carried on by the proprietors under the style of the “Clyde Pottery Company,” with Mr. James Stevenson as manager. Mr. Stevenson was succeeded in the management by Thomas Shirley, to whom the business was transferred, and who altered the name of the firm to Thomas Shirley & Co. In 1857 the Messrs. Shirley were succeeded by the “Clyde Pottery Company (Limited),” with James Brownlie as manager. This company acquired the ground adjoining the pottery known as the “Blubber Yard” (from the fact that formerly the blubber obtained at the whale-fishing was boiled there), and this piece of ground gave ample scope for extending the works. The “Clyde Pottery Company (Limited)” existed for five years, and was then succeeded by the present firm, who carry on the business under the old style—the “Clyde Pottery Company”—and who, in taking over the lease, also acquired the ground adjoining already referred to, and have extended the works so as to do double the business of any of their predecessors. The firm consists of three members—John Donald, Robert Gibson Brown, and John McLauchlan—the two last taking the active management of the concern. The goods produced are the ordinary qualities of cream-coloured, sponged, painted, printed, pearl-white, enamelled, and gilt, suitable for the home trade, and various kinds of ware also to suit particular foreign markets. The mark used upon goods is “C. P. Co.” (Clyde Pottery Company). The markets supplied are[519] the Home, Scotch, and Irish; and considerable business is done abroad with Calcutta, Mauritius, Rangoon, Java, Newfoundland, and Canada.
There were pot-works at Dumbarton in the latter part of last and the beginning of the present century. About 1800, or thereabout, Anthony Amatt, originally of Derby, and afterwards with Champion, of Bristol, worked at Dumbarton. He afterwards returned to Bristol, and died there in 1851, aged ninety-two.
Caledonian Pottery.—The “Caledonian Pottery” at Rutherglen, near Glasgow, was established at Glasgow about 1780 by a joint stock company, and from the company was acquired, about 1825, by the grandfather and father of the present head of the firm of Murray and Co., by whom the manufactory is carried on. In 1870 the works were removed from Glasgow to Rutherglen, about a couple of miles from that city. At first fine porcelain and china were made; then cream-coloured printed ware, with Rockingham and salt-glazed wares. In 1851 the demand sprang up for stoneware ale and other bottles, and this has become one of the staple trades of Glasgow and the surrounding district. The goods now produced are the usual classes of “Bristol” glazed stoneware, salt-glazed stoneware, cane ware, and Rockingham and Egyptian black wares. In these classes of goods all the usual domestic articles are very extensively made, both for the home and continental markets. The quality produced is much above the average in excellence, and the goods of this firm are in much repute. A speciality of Messrs. Murray and Co. is their patent “spongy iron filter” which has been officially recommended by Royal Commission and has been awarded a medal. It is one of the most perfect and useful of filters, and its principle of construction is thoroughly good. The mark used by Murray and Co. is a lion rampant.
Midlothian Potteries.—The Midlothian Stoneware Potteries at Portobello and Musselburgh, near Edinburgh, were established[520] about 1857 by Mr. W. A. Gray, for the manufacture of general stoneware goods, but they had, I am informed by him, been in existence as earthenware works for upwards of a century before that time. They are now carried on under the style of “W. A. Gray & Sons.” The goods produced are all kinds of stoneware, and the more ordinary descriptions of earthenware. In the first are all the usual descriptions of spirit jars and bottles, spirit barrels, bowls and pans, jugs and pitchers, butter, beef, and jam-pots, bottles, feet and carriage warmers, &c.; and in earthenware many useful articles. They are principally supplied to the home market.
Portobello Pottery.—These old-established works at Portobello, near Edinburgh, were established in 1770, and are now carried on by Messrs. A. W. Buchan & Co. For a number of years they turned out ordinary white earthenware and Rockingham ware, but since 1842 the manufacture has been entirely confined to stoneware. In this ware bottles of various kinds, jars, jugs, feet and carriage warmers, spirit bottles, and all the usual classes of goods, are extensively manufactured, principally for the home markets. The mark of the firm is a star.
Sinclairtown Pottery.—Messrs. George McLachlan & Son were manufacturers of ordinary earthenware at this place; the works are now closed.
Other manufactories are, the Kirkcaldy Pottery belonging to Messrs. David Methven & Son, and the Gallatown Pottery belonging to Messrs. Robert Heron & Sons.
The Boness Pottery, as it is now called, dates from 1766. It was originally planned and partly constructed by a Mr. Roebuck, an enterprising Englishman, largely engaged in the coal and iron trade in this district, who for some time lived in Kenneil House, belonging to the Duke of Hamilton. For some cause Mr. Roebuck left for England, and the pottery came by purchase into the possession of a Mr. Cowen, and afterwards, in 1799 of Mr. Alexander Cumming, who carried it on successfully for a number of years; then his nephew James Cumming carried on the business, and although it only consisted of three kilns it became one of the largest potteries[521] in Scotland, if not the very largest. Earthenware and brown ware were manufactured in all their branches. The firm had another manufactory, called the “South Pottery,” where brown ware was made for the home markets. In the possession of the present firm is a punch bowl manufactured in these works with the following inscription painted upon it:
It was made in the time of Thos. Cowen, and bears the date 1794. They have in their possession also other, but undated, specimens of the productions of the early manufactory. At the death of James Cumming the works passed into the hands of his nephew, William Cumming, and being sold in 1836 were bought by James Jamieson, and carried on for a number of years, under the firm of James Jamieson & Co., and afterwards by the son of Mr. Jamieson under the same style; the proprietors being John Marshall and James Jamieson. After Mr. Jamieson’s death that part of the works belonging to him was, in 1854, bought by Mr. John Marshall and carried on, on his own account, until 1867, when he was joined by Mr. William McNay as a partner, under the style of John Marshall & Co. These works were the first in Scotland to adopt Needham’s patent for manufacturing clay. The productions are the ordinary useful classes of earthenware goods in dinner, tea, toilet, and other services, and all the usual domestic articles; these are produced in white, sponged, printed, painted, enamelled and gilt styles, and are supplied both to home and foreign markets.
Prestonpans Pottery.—There were, until 1838, two old pot-works, each more than a century old, in Prestonpans; in that year they were both closed. In 1836 Messrs. Belfield & Co. established the “Prestonpans Pottery,” which they still carry on; the goods produced being Rockingham tea-pots, cane jugs, &c.
Alloa Pottery.—These works were established in 1790 by Mr. James Anderson, and were afterwards carried on by Mr. William Gardner; in 1855 they passed by purchase into the hands of the present proprietors, Messrs. W. & J. Bailey. At first the works,[522] under Mr. Anderson, produced common brownware pans and crocks, and by Mr. Gardner the addition was made of Rockingham ware tea-pots. By the present firm this branch of manufacture has been considerably improved, and so greatly extended that at the time I write, I am informed, no less than twenty-six thousand tea-pots can be produced by them per week. Majolica and jet ware goods are also largely made and are of good quality, and a speciality of the firm is its artistic engraving of ferns and other decorations of the finer qualities of tea-pots, jugs, &c. The productions of the Alloa Pottery, besides a home trade, are exported in large quantities to Australia, New Zealand, Canada, Germany, France, America, &c., and medals have been awarded to them at the Paris and Philadelphia Exhibitions. The excellent quality of the Alloa goods “arises from the nature of the clay got in the neighbourhood,” and the density of colour and softness to touch of the glaze are highly commendable.
Hand-made pottery is still made, and used, in all its primitive simplicity. The following letter, which I am permitted to print, is so full of interesting matter concerning this curious phase of fictile art, that I give it entire. It was addressed by W. Morrison, Esq., M.P., to my friend, Mr. W. H. Goss, and dated from the House of Commons. It runs as follows:
“The circumstances under which I came upon the hand-made pottery were as follows. In conversation with a Scotch friend on archæological matters, he happened to mention that hand-made pottery is still used in the Hebrides. Taken in connection with the fact that the inhabitants of some of the islands still, I believe, live in the same circular dry stone huts, with their cattle under the same roof, of which so many traces remain on Dartmoor, Ingleborough in Yorkshire, the Yr Eifel Hills in Carnarvonshire, and with the curious speculations contained in the introduction to the popular tales of the West Highlands, by Mr. Campbell, this fact seemed to be of some archæological interest. Mr. Tyler, in his ‘Early History of Mankind,’ gives many instances of the old savage instruments having lasted to our times, e.g., the flint knife used to cut cabbages by some old woman in Orkney, the bone ‘barker’ from Cornwall, in Christy and Blackmore Museums, the stone hammer for breaking the shells of whelks in Brittany, and so on.
“My friend gave me an introduction to Mr. D. Munro, the chamberlain of Sir James Matherson, Bart., at Stornoway, in the Lewes, and Mr. Munro promptly sent me a complete tea-service consisting of teapot, milk-jug, sugar-basin, slop-basin, egg cups (or probably dram cups), cups and saucers, and marmalade pot! which he had purchased for the magnificent sum of 10s. from an old woman at Stornoway, who was actually using them in the year of grace 1868 at her tea table. The pottery is evidently hand-made, and is of a very rough quality and form, baked, but not turned on the wheel. I gave half the set to the Blackmore Museum at Salisbury, and half to the Christy Museum, at 103, Victoria Street (visible on Fridays between 10 and 4 p.m. by ticket obtained at the British Museum; no doubt a letter enclosing stamped envelope would[523] save the trouble of an application to the British Museum). The pottery is in a case in the secretary’s room. I am not sure if this room is shown to the public, but of course it would be shown to any one having an object in view.
“The remarkable thing is, that the pottery is distinctly copied, rudely enough, from modern pottery. The forms are ordinary Tottenham Court Road forms, and their continued use in an island with a regular steamboat service from Glasgow strikes me as very curious.
“Of course the view of the pottery is open to you, and all the information contained in this letter. I should prefer, however, not having my name published, unless to substantiate any statements I have made.”
Manufactories of brown ware, of delft, of common earthenware, and fire-clay goods, have also existed, or exist, in other parts of Scotland.
[524]
The following list, now for the first time printed, will be found to contain all the specifications, relating in any way to pottery, enrolled from the year 1626 down to 1877. The first portion of the list, down to 1862, I have compiled from the “Abridgments of the Specifications,” prepared by Mr. B. Woodcroft; and for the latter portion I am indebted to Mr. William Spence, As. Inst. C.E., the well-known Patent agent, by whom it has been specially prepared for me, and to whom I tender my acknowledgments.
A LIST OF PATENTS RELATING TO CERAMICS
FROM 1626 TO 1877.
| DATE. | TO WHOM GRANTED. | OBJECT. | |
| 1626 | Oct. 26 | Rous and Cullyn | Stone potts, juggs, and bottells. |
| 1635 | Feb. 17 | Ramsey, Arnold, and Ayliffe | Improvements in fuel for drying, &c., of pottery, tiles, &c. |
| 1671 | April 23 | Dwight, John | Porcelain or china. |
| 1676 | Oct. 27 | Van Hamme, J. A. | Tiles, porcelain and earthenwares. |
| 1684 | June 12 | Dwight, John | “White gorges, marbled porcelaine vessels, statues and figures,” &c. |
| 1722 | June 13 | Holt and London | Composition or mixture for making white ware. |
| „ | Oct. 17 | Billin, Thomas | “Refined earthenware” from native materials. |
| 1724 | Jan. 28 | Redrich and Jones | Staining, clouding, damasking, &c. |
| 1726 | Nov. 5 | Benson, Thomas | Grinding, &c., of flint. |
| 1729 | May 9 | Bell, Samuel | Red marble stoneware. |
| 1732 | Jan. 14 | Benson, Thomas | Grinding, &c., of flint. |
| 1733 | April 24 | Shawe, Ralph | Chocolate and white ware. |
| 1744 | Dec. 6 | Heylyn and Frye | China. |
| 1749 | Nov. 17 | Frye, Thomas | „ |
| 1762 | Jan. 25 | White, William | Crucibles, &c. |
| 1764 | Dec. 5 | Williamson and Spackman | China. |
| 1766 | June 10 | Lauraguais, Count de | „ |
| 1768 | March 17 | Cookworthy, William | „ |
| 1769 | Nov. 16 | Wedgwood, Josiah | Encaustic painting. |
| 1775 | Sept. 15 | Cookworthy and Champion | China.[525] |
| 1781 | March 28 | Parker, William | Pedestals, candlesticks, busts, figures, &c. |
| 1782 | Aug. 1 | Crease, James | Construction of stool-pans. |
| 1783 | May 31 | Cartledge, J. | Glazing. |
| 1784 | Feb. 5 | „ „ | „ |
| 1785 | May 3 | De la Mayne, Thomas | Buttons of burnt earth or porcelain. |
| 1786 | Aug. 5 | Skidmore, John | Decoration. |
| 1789 | Dec. 8 | Baynes, John | Improvement in ladles, &c. |
| 1790 | Oct. 16 | Hempel, Johanna | Composition for wares. |
| 1796 | June 20 | Keeling, James | Glazing, &c. |
| „ | July 5 | Close and Keeling | Kilns, &c. |
| „ | Oct. 3 | Wedgwood, Ralph | Improvements in manufacture. |
| „ | Oct. 3 | „ „ | Composition. |
| „ | Oct. 3 | „ „ | Potters’ ovens, &c. |
| „ | Oct. 3 | Pepper, John | „ „ |
| 1799 | Feb. 28 | Hickling, S. S. | Chemical and other vessels. |
| 1800 | Jan. 9 | Turner, W. and J. | China and earthenware. |
| „ | Jan. 20 | Sanford, Isaac | Bricks, tiles, pottery, &c. |
| 1806 | Nov. 6 | Vazie, Robert | Machinery, &c. |
| 1807 | Feb. 7 | Spershott, James | Improvements in body. |
| 1809 | July 26 | Murphy, J. C. | Mosaics, &c. |
| „ | Sept. 29 | White, John, jun. | Artificial stone figures, &c. |
| 1810 | May 22 | Docksey, William | Preparation of glazing materials, &c. |
| 1811 | June 14 | Waters, Richard | Improvements in manufacture. |
| „ | Aug. 7 | Gilbert, Thomas | „ „ „ |
| 1812 | Dec. 16 | Hamilton, Joseph | „ „ „ |
| 1813 | April 28 | „ „ | „ „ „ |
| „ | July 23 | Mason, C. J. | “Improvements in manufacture of English porcelain.” |
| „ | July 31 | Hamilton, Joseph | New application of earths, &c. |
| 1817 | Dec. 5 | Busk and Harvey | Pipes and tubes, &c. |
| 1818 | April 16 | Clayton, Robert | Decoration. |
| „ | Nov. 10 | Poole, Moses | Statues, &c. |
| „ | July 26 | Bagshawe, Samuel | Vases, &c. |
| 1820 | June 2 | Hague, John | Improvements in materials. |
| 1823 | Nov. 22 | Bourne, Joseph | Kilns and ovens. |
| 1825 | June 21 | Brookes, Philip | Moulds, &c. |
| „ | Nov. 1 | Ridgway, J. and W. | Cock, tap, or valve. |
| 1828 | March 13 | Jones, R. G. | Lithographic decoration of china, &c. |
| 1830 | Jan. 26 | Wright, Samuel | Tiles, &c. |
| 1831 | May 18 | Cooper, R. B. | Cock, tap, or valve. |
| „ | Sept. 7 | Potts, Oliver, and Potts | Printing on earthenware. |
| 1833 | May 11 | Spinney, Thomas | Crucibles, fire-bricks, &c. |
| „ | Dec. 11 | Wisker, John | Improvements in machinery. |
| 1835 | April 14 | Embrey, G. | Decoration. |
| „ | Dec. 3 | Potts, W. W. | Surface printing on pottery. |
| 1836 | May 12 | Wilson, Richard | Improvements in machinery. |
| 1837 | July 10 | Chubb, William | Commode pans, &c. |
| „ | Sept. 14 | Davies and Wilson | Improvements in machinery. |
| 1838 | March 14 | Dale, William | Columns, bedposts, &c., of earthenware. |
| 1839 | April 23 | Singer and Pether | Tiles, &c. |
| „ | May 25 | Clarke, T. and C. | Glazing. |
| „ | June 4 | Nickels and Greenwood | Decoration. |
| „ | June 22 | Turner and Minton | Improved porcelain. |
| „ | June 26 | Ducôté, P. A. | Printing on pottery. |
| „ | July 3 | Yates, James | Raised ornaments, &c. |
| „ | Nov. 2 | Cutten, John | Garden pots. |
| „ | Nov. 12 | White, James | Improvements in machinery.[526] |
| „ | Nov. 21 | Ducôté, P.A. | Printing on pottery. |
| „ | Dec. 4 | Trewhitt, H. | Improvement in manufacture. |
| „ | Dec. 16 | Wood, John | Decoration. |
| 1840 | Jan. 11 | Ridgway, John | Moulds. |
| „ | Jan. 11 | Ridgway and Wall | Improvements in manufacture. |
| „ | Jan. 11 | „ „ | Preparing bats. |
| „ | Feb. 2 | Kerr, Thomas | Improvements in body. |
| „ | June 17 | Prosser, Richard | Buttons, &c. |
| 1841 | April 29 | Gibbs, Joseph | Materials. |
| „ | June 12 | Palmer, Edward | Printing on pottery. |
| „ | Aug. 21 | Harvig and Moreau | Decoration |
| „ | Nov. 20 | Venables and Tunnicliffe | Kilns, ovens, &c. |
| 1842 | April 30 | Barclay, Henry | Decoration |
| „ | July 23 | Ayers, C. R. | „ |
| 1842 | Nov. 15 | Brown, Robert | Garden pots, &c. |
| 1843 | Jan. 14 | Fontainemoreau, P. A. | Improvements in body. |
| „ | June 3 | Brown, William | Improvements in manufacture. |
| „ | June 15 | Booth, G. R. | Firing kilns, ovens, &c. |
| „ | Oct. 5 | Boote, Richard | Decoration. |
| „ | Oct. 5 | Wall, George, jun. | Improvements in manufacture. |
| „ | Oct. 18 | Graham, James | „ „ „ |
| „ | Dec. 28 | Thorneycroft, G. B. | „ „ „ |
| 1844 | Jan. 20 | Basford, William | „ „ „ |
| „ | Jan. 23 | Wright, Samuel | „ „ „ |
| „ | Nov. 2 | Smith, Charles | Enamelling, &c. |
| „ | Dec. 30 | Betts and Stocker | Bottles, jars, &c. |
| 1845 | May 22 | Hullmandel, C. J. | Decoration. |
| „ | May 24 | Simpson and Seddon | Kilns, flues, &c. |
| „ | Nov. 6 | Cooper, R. B. | Taps, cocks, stoppers, &c. |
| „ | Nov. 20 | Skinner and Whalley | Improvements in manufacture. |
| „ | Dec. 4 | Leslie, John | Gas fittings, &c. |
| „ | Dec. 15 | Findler, Thomas | Flint grinding, &c. |
| 1846 | Feb. 25 | Maddock, John | Kilns, ovens, &c. |
| „ | March 25 | Smith, Charles | Improvements in manufacture. |
| „ | May 22 | Lutwyche, C. F. | Buttons, &c. |
| „ | May 28 | Stocker, A. S. | Bottles, &c. |
| „ | July 23 | Fourdrinier, G. H. | Printing on pottery, &c. |
| „ | July 30 | Mallet and Dawson | Uses for porcelain, &c. |
| „ | Nov. 17 | Masters, Thomas | „ „ |
| „ | Dec. 14 | Ford, Charles | Improvements in manufacture. |
| 1847 | July 29 | Newton, A. V. | Kilns, ovens, &c. |
| „ | Aug. 4 | Bourne, Joseph | „ „ |
| „ | Oct. 21 | Ridgway, John | Boxes, &c. |
| „ | Nov. 20 | Walker, Thomas | Decoration. |
| „ | Dec. 31 | Pratt, F. E. | Improvements in manufacture. |
| 1848 | March 8 | Whishaw, F. | „ „ „ |
| „ | March 14 | Collins and Reynolds | Decoration. |
| „ | April 10 | Spencer, Thomas | Improvements in manufacture. |
| 1849 | Feb. 8 | Tooth, William | „ „ „ |
| „ | May 3 | Buller, T. W. | „ „ „ |
| „ | May 22 | Da Costa, S. I. | „ „ „ |
| „ | May 24 | Goodfellow, T. and G. | „ „ „ |
| „ | June 7 | Masters, Thomas | „ „ „ |
| „ | Sept. 20 | Edwards, D. O. | Stoves, kilns, &c. |
| „ | Sept. 20 | Lorkin, Josiah | Improvements in machinery, &c. |
| „ | Sept. 27 | Browne and Veale | Grinding flint, &c.[527] |
| „ | Dec. 15 | Harcourt, Robert | Knobs, handles, &c. |
| 1850 | June 4 | D’Angely, Paul | Improvements in manufacture. |
| „ | Oct. 17 | Baddeley, J. H. | „ „ „ |
| 1851 | Feb. 2 | Févre, G. D. | „ „ „ |
| „ | March 17 | Minton and Hoffstaedt | Faces for dials, clocks, &c. |
| „ | April 26 | Nasmyth and Minton | Tiles, &c. |
| „ | May 10 | Harding, H. | Gas burners, &c. |
| „ | Oct. 2 | Hodge, William | Improvements in manufacture. |
| „ | Oct. 29 | Biddell and Green | „ „ „ |
| „ | Nov. 4 | Beswick, Robert | „ „ „ |
| „ | Dec. 8 | Pidding, William | „ „ „ |
| 1852 | March 24 | „ „ | „ „ „ |
| „ | April 15 | Beltzung, F. J. | Bottles, jugs, &c. |
| „ | April 20 | Ridgway, John | Decoration. |
| „ | June 12 | Reid and Brett | Electric telegraph insulators, &c. |
| „ | July 13 | Palm, J. B. | Tiles, bricks, &c. |
| „ | Oct. 11 | Moorhouse, H. | Improvements in machinery. |
| „ | Oct. 12 | Smith, W. H. | Lava ware. |
| „ | Oct. 19 | Harcourt, J. and W. | Knobs, handles, &c. |
| „ | Oct. 19 | Allman, F. H. | Brush backs, &c. |
| „ | Oct. 26 | Rowley, Charles | Nail heads, &c. |
| „ | Oct. 30 | Bale and Sanders | Improvements in machinery. |
| „ | Nov. 6 | Gosnell, J. E. and C. | Brush backs, &c. |
| „ | Nov. 17 | Way and Paine | Improvements in manufacture. |
| „ | Dec. 16 | Healey, John | Application of porcelain, &c. |
| „ | Dec. 22 | Roberts, John | „ „ „ |
| 1853 | Jan. 1 | Brough, Joseph | Opaline, &c. |
| „ | Jan. 25 | Remonde, A. F. | Decoration. |
| „ | Jan. 26 | Ador, N. F. | Improvements in manufacture. |
| „ | Jan. 31 | Lightfoot, Thomas | Glazes, &c. |
| „ | Jan. 31 | Pinkerton, John | Decoration, &c. |
| „ | Feb. 10 | Breese, C. | „ |
| „ | March 29 | Pym, John | Earthenware sleepers, &c. |
| „ | April 4 | Steigewald, F. | Improvements in manufacture. |
| „ | April 6 | Johnson, William | Decoration. |
| „ | April 11 | Campbell, William M. | Kilns, &c. |
| „ | April 25 | Bernard, J. | Improvements in manufacture. |
| „ | April 26 | Poole, Moses | „ „ „ |
| „ | May 16 | Richardson, Thomas | „ „ „ |
| „ | July 14 | Needham and Kite | „ in machinery, &c. |
| „ | July 14 | Brown, Hon. Sir Richard | Coffins, catacombs, sarcophagi, cenotaphs, &c. |
| „ | July 15 | D’Huart, H. J. | Improvements in manufacture. |
| „ | July 25 | Ferguson, J. | Kilns, ovens, &c. |
| „ | Aug. 12 | Wareham, H. | Decoration. |
| „ | Aug. 17 | Grimsley, Thomas | Bricks, tiles, &c. |
| „ | Aug. 18 | Cornelius, William | Decoration. |
| „ | Aug. 18 | Bergevin, A. M. M. de | Improvements in manufacture. |
| „ | Sept. 14 | Nash, William | „ „ „ |
| „ | Sept. 16 | Thomson and Lockerbie | Kilns, ovens, &c. |
| „ | Oct. 7 | Ellis, William | Decoration. |
| „ | Oct. 11 | Campbell, W. M. | Kilns, ovens, &c. |
| „ | Oct. 13 | „ „ | „ „ |
| „ | Nov. 1 | Bale and Lucas | Decoration. |
| „ | Nov. 4 | Pratt, Henry | Improvements in manufacture. |
| „ | Nov. 19 | Daniell, Henry | „ „ „[528] |
| „ | Dec. 27 | Prideaux, T. S. | Kilns, ovens, &c. |
| 1854 | Jan. 18 | Sharp, Edmond | Improvements in machinery. |
| „ | Jan. 19 | Webb, Thomas | Kilns, &c. |
| „ | Jan. 21 | Venables, T. B. | Improvements in manufacture. |
| „ | Feb. 18 | Britten, B. | „ „ machinery. |
| „ | May 11 | Doulton, Henry | Kilns, ovens, &c. |
| „ | May 24 | Jennings and Davenport | „ „ |
| „ | June 15 | Kite, James | Improvements in machinery. |
| „ | June 22 | Blashfield, J. M. | „ „ manufacture. |
| „ | July 5 | Venables and Mann | Decoration. |
| „ | July 15 | Brindley, E. H. | „ |
| „ | Aug. 26 | Wall, George | Improvements in manufacture. |
| „ | Aug. 29 | Seithen, John | „ „ „ |
| „ | Sept. 4 | Mayer and Bush | Grinding flint, &c. |
| „ | Oct. 25 | Rickhuss and Toft | Parian, porcelain, &c. |
| 1855 | Jan. 3 | Venables and Mann | Decoration. |
| „ | Jan. 3 | „ „ | Figures and Ornaments. |
| „ | Jan. 13 | Hollins, M. D. | Slip-kilns, &c. |
| „ | Jan. 27 | Mayer and Bush | Grinding flint, &c. |
| „ | April 3 | Evrard, M. | Improvements in manufacture. |
| „ | May 11 | Pascall and Fry | Garden pots. |
| „ | May 28 | Grafton, Henry | Heating, &c. |
| „ | June 12 | Hackney, Nathan | Improvements in manufacture. |
| „ | June 20 | Gernon, James | „ „ „ |
| „ | June 23 | Silbermann, I. J. | „ „ „ |
| „ | June 27 | Margueritte, L. J. F. | „ „ „ |
| „ | July 2 | Tooth, W. H. | „ „ „ |
| „ | July 6 | Bellay, J. A. | „ „ „ |
| „ | July 13 | Cochran, Robert | „ „ „ |
| „ | July 31 | Dalman, G. J. | „ „ „ |
| „ | Sept. 4 | Gilbee, W. A. | „ „ „ |
| „ | Oct. 1 | Illingworth, W. | Printing on pottery. |
| „ | Oct. 4 | Sanders, F. G. and T. R., jun. | Improvements in manufacture. |
| „ | Oct. 23 | Richardson, Thomas | „ „ „ |
| „ | Nov. 28 | Barbier, C. J. B. | Kilns, &c. |
| 1856 | Jan. 7 | Jarvis and Clare | „ |
| „ | Jan. 26 | Gardner, E. V. | Heating, &c. |
| „ | Feb. 12 | Jablonowski, J. F. P. | Chromo-lithographic decoration. |
| „ | Feb. 20 | Barsham, John | Improvements in manufacture. |
| „ | March 4 | Rosenberg, C. T. | Decoration. |
| „ | March 6 | Pochin, H. D. | Improvements in manufacture. |
| „ | March 10 | Hannah, Robert | Kilns, &c. |
| „ | March 10 | Chablin and Hennique | Decoration. |
| „ | March 25 | Bromley and Adams | Kilns, ovens, &c. |
| „ | March 25 | Illingworth, Wm. | Decoration. |
| „ | March 26 | Tolhausen, A. | Improvements in manufacture. |
| „ | March 31 | Looker, B., jun. | Burial indicators. |
| „ | May 9 | Léon and Blamond | Decoration. |
| „ | May 24 | Illingworth, William | „ |
| „ | May 31 | Needham and Kite | Improvements in machinery. |
| „ | June 27 | Johnson, J. H. | Carbonate of barytes, &c. |
| „ | June 28 | McAdam, William | „ „ manufacture. |
| „ | June 28 | Bellford, A. E. L. | Ovens, kilns, &c. |
| „ | July 2 | Nourisson, Alfred | Kilns, ovens, &c. |
| „ | July 2 | Spittle, W. F. | Improvements in machinery. |
| „ | July 7 | Chenot, A. L. S. and E. C. A. | Improvements in machinery.[529] |
| „ | July 12 | Petrie, Wm. | Porous goods. |
| „ | July 21 | Leak, Elias | Improvements in manufacture. |
| „ | Aug. 4 | Gottgetreu, C. G. | Lithographic printing on pottery. |
| „ | Aug. 8 | Davenport, Robert | Kilns, &c. |
| „ | Aug. 13 | Lesser, David | Improvements in machinery. |
| „ | Aug. 28 | Gardissal, C. D. | Fuel. |
| „ | Nov. 3 | Tearne and Richmond | Decoration. |
| „ | Nov. 3 | Kirkham, John | Kilns, ovens, &c. |
| „ | Dec. 4 | Bellford, A. E. L. | Bricks, tiles, &c. |
| „ | Dec. 4 | Margueritte, L. J. F. | Retorts, crucibles, &c. |
| „ | Dec. 30 | Brooman, R. A. | Improvements in manufacture. |
| 1857 | Jan. 21 | Neville, Samuel | „ „ machinery. |
| „ | Jan. 21 | „ „ | „ „ „ |
| „ | Jan. 24 | Green, Daniel | Kilns, &c. |
| „ | Feb. 7 | Skertchley, Joseph | Saggers, &c. |
| „ | Feb. 23 | Kirkham, John | Kilns, ovens, &c. |
| „ | March 21 | Blackburn, B. | Porcelain, &c., pans. |
| „ | March 28 | Girard, H. B. | Telegraph insulators, &c. |
| „ | April 9 | Harland, John | Purifying clay. |
| „ | April 25 | Tonks and Breeden | Gas burners, &c. |
| „ | May 6 | Bousfield, G. T. | Improvements in machinery. |
| „ | May 7 | Dolléans, L. C. | Decoration. |
| „ | May 11 | Siemens, C. W. | Heating, &c. |
| „ | June 1 | Tingle, George | Improvements in manufacture. |
| „ | June 4 | Boote, T. L. and R. | Mosaic and other pottery. |
| „ | June 6 | Dopter, A. J. V. | Decoration. |
| „ | June 24 | Bourry, E. A. | Improvements in manufacture. |
| „ | June 25 | „ „ | Kilns, ovens, &c. |
| „ | July 1 | Newton, W. E. | Decoration. |
| „ | July 8 | Brianchon, J. J. H. | „ |
| „ | July 23 | Bouvert and Pascal | Improvements in machinery. |
| „ | Oct. 15 | Negretti and Zambra | Decoration, lettering, &c. |
| „ | Oct. 28 | Greening, William | Decoration. |
| „ | Oct. 30 | Prideaux, T. S. | Heating, &c. |
| „ | Dec. 9 | Westendarp, C., jun. | Artificial ivory. |
| „ | Dec. 24 | Burleigh and Danchell | Improvements in machinery. |
| „ | Dec. 29 | Mourot, Victor | Kilns, ovens, &c. |
| „ | Dec. 30 | Harmer, Richd. | Cigarette mouthpieces. |
| 1858 | Jan. 22 | Basford, William | Kilns, ovens, &c. |
| „ | Jan. 28 | Spence, William | Chimney-pots. |
| „ | Feb. 11 | Looker, B., jun. | Telegraph insulators, &c. |
| „ | April 26 | Lee, E. E. | Buttons, &c. |
| „ | May 31 | Girerd and Wohlgemuth | Decoration. |
| „ | June 7 | Vigers, Edward | Bricks and tiles. |
| „ | July 12 | Northen, William | Application of stoneware. |
| „ | July 20 | Doley, Bigland, and Worrall | Decoration. |
| „ | July 22 | Blake, Benjamin | Kilns, &c. |
| „ | Sept. 18 | Luis, Jozé | Machinery. |
| „ | Sept. 27 | Lander, William | Decoration. |
| „ | Oct. 2 | Monier, H. | Gas-burners, &c. |
| „ | Nov. 6 | Cliff, John | Kilns, &c. |
| 1859 | Jan. 3 | Furnival, Derbyshire, and Emery | Improvements in manufacture. |
| „ | Feb. 11 | Cogan, Robert | „ „ machinery. |
| „ | Feb. 14 | Parkinson, James | Earthenware coffins. |
| „ | Feb. 19 | Basford, William | Bricks and tiles.[530] |
| „ | Feb. 23 | Russell, Samuel | Handles, &c. |
| „ | March 1 | Edwards, John | Improvements in manufacture. |
| „ | March 21 | Leoni, S. | „ „ „ |
| „ | April 7 | Garrett, John | Goblets, jugs, &c. |
| „ | May 26 | Dorn, Charles | Kilns, ovens, &c. |
| „ | June 23 | Doulton, Henry | Earthenware jars and bottles. |
| „ | June 25 | Roberts, John | Filters. |
| „ | July 30 | Seithen, A. B. | Cases, covers, &c. |
| „ | Aug. 3 | Dowling, Edward | Rosettes, &c. |
| „ | Oct. 6 | Hind and Lowenthal | Improvements in manufacture. |
| „ | Oct. 17 | Berry, George | „ „ „ |
| „ | Nov. 2 | Hess, R. H. | China gas-burners, &c. |
| „ | Nov. 28 | Bower, Joseph | Crucibles, &c. |
| „ | Dec. 9 | Spiller, Joel | Drying, &c. |
| 1860 | Jan. 17 | Brooman, J. A. | Cements, &c. |
| „ | Jan. 20 | Ferté, F. J. J. de la | Photographic decorations. |
| „ | Jan. 24 | Gatellier, E. L. | Crucibles, &c. |
| „ | Jan. 30 | Holmes and Cordon | Improvements in manufacture. |
| „ | Feb. 6 | Skertchley, Joseph | „ „ „ |
| „ | Feb. 18 | Bewley, R., jun. | Heating. |
| „ | March 1 | Blashfield, J. M. | Kilns, &c. |
| „ | March 7 | Chapuis, C. A. | Decorating, &c. |
| „ | March 23 | Meyer, F. C. | Copying ornamental figures and forms. |
| „ | April 27 | Northen, William | Kilns, &c. |
| „ | June 5 | Jardin and Girard | Bricks, tiles, &c. |
| „ | June 23 | Jobson, Robert | Moulding. |
| „ | July 19 | Shaw, I. B. and J. E. | Decoration. |
| „ | Aug. 30 | Lockett and Goodwin | Kilns, &c. |
| „ | Sept. 15 | Barnwell and Rollason | Improvements in body. |
| „ | Sept. 20 | Richardson and Prentice | „ „ „ |
| „ | Sept. 20 | Morley, J. R. | Baking dishes. |
| „ | Sept. 25 | Geoghegan, Robert | Improvements in machinery. |
| „ | Sept. 26 | Boulton, William | Stoves, &c. |
| „ | Nov. 19 | Jowett, H. A. | Fixing ovens, &c. |
| „ | Nov. 22 | Jobson, Robert | Moulding. |
| „ | Nov. 23 | Venables, John | Decorating. |
| „ | Nov. 26 | McKenzie and Hamilton | Bobbins, &c. |
| „ | Dec. 4 | Lepetit, Maxime | Improvements in manufacture. |
| „ | Dec. 4 | Walter and Henry | Decoration. |
| „ | Dec. 27 | Parry, William | Chimney-pots, pedestals, &c. |
| „ | Dec. 29 | Chamberlain, H. | Improvements in manufacture. |
| 1861 | Jan. 22 | Siemens, C. W. and F. | Furnaces, &c. |
| „ | Jan. 28 | Newton, W. E. | Dinner plates. |
| „ | Feb. 23 | Spencer, Thomas | Improvements in manufacture. |
| „ | April 1 | Brooman, R. A. | Decoration. |
| „ | April 3 | Blanchard, M. H. | Terra-cotta, stoneware, &c. |
| „ | April 20 | Clark, William | Decoration. |
| „ | May 15 | Doulton, Henry | Chemical vessels, &c. |
| „ | May 18 | Poulton, A. C. | Improvements in body. |
| „ | June 20 | Lesneur, A. N. | Panels, &c. |
| „ | June 25 | Lafon, Jules | Chromo-lithographic decoration. |
| „ | July 8 | Cobley, Thomas | Improvements in manufacture. |
| „ | July 15 | „ „ | „ „ „ |
| „ | Aug. 1 | Pratt, Matthew | Candle moulds. |
| „ | Aug. 3 | Lewis, Joseph | Printing on pottery. |
| „ | Aug. 13 | Jacob, Joseph | Decoration.[531] |
| „ | Aug. 15 | Kain, F. A. | Artificial stone earthenware. |
| „ | Nov. 12 | Newton, A. V. | Dinner plates. |
| „ | Dec. 11 | Brooman, R. A. | Decoration. |
| 1862 | Jan. 11 | Wilkinson, William | Ornamentation. |
| „ | Jan. 27 | Robotham and Hackney | Purifying slip, glaze, &c. |
| „ | Feb. 12 | Joseph, J. S. | Improvements in coke ovens, &c. |
| „ | Feb. 13 | Joseph, J. S. | Improved retort oven. |
| „ | Feb. 21 | MacAdam and Chrystal | Earthenware for sheaves, pulleys, &c. |
| „ | Feb. 26 | Cliff, John | Improvements in glazing stoneware, &c. |
| „ | Feb. 28 | Mackenzie, Murray and Hamilton | Improvements in machinery. |
| „ | March 19 | Brooman, R. A. | Printing and painting upon glass, &c. |
| „ | March 22 | Henry, Michael | Kilns, ovens, and furnaces. |
| „ | March 27 | Birkbeck, G. H. | Imitation mosaics. |
| „ | April 26 | Le Souëf, D. C. | Improvements in nails, &c. |
| „ | May 7 | Markland, Thomas | Wearing apparel appliances. |
| „ | May 15 | Birkbeck, G. H. | Apparatus for consuming smoke. |
| „ | June 17 | Clark, William | Buttons. |
| „ | June 21 | Yapp, G. W. | Chromo-lithographic printing. |
| „ | June 27 | Brooman, R. A. | „ „ „ |
| „ | June 30 | Murray, W. F. | Stoneware bottles, &c. |
| „ | Aug. 18 | Cimeg, J. | Depositing metals on. |
| „ | Aug. 18 | Boetius, H. | Fireproof materials. |
| „ | Sept. 4 | Platt and Richardson | Burning bricks, &c. |
| „ | Sept. 19 | Maw, G. | Mosaic inlays. |
| „ | Sept. 29 | Ellis, H. | Compound silicates. |
| „ | Sept. 30 | Hughes, J. L. | Ornamental patterns. |
| „ | Oct. 3 | Robotham and Oswald | Purifying glaze, slip, &c. |
| „ | Oct. 16 | Nelson, E. | Heating apparatus. |
| „ | Oct. 27 | Lindemann, G. | Bricks, tiles, &c. |
| „ | Nov. 25 | Ranson, G. | Sifting clay. |
| „ | Nov. 28 | Buller and Mugford | Spur-supporting rings. |
| „ | Dec. 5 | Tildesley and Sharpe | Knobs and spindles. |
| „ | Dec. 6 | Craig, J. and M. | Manufacturing clay. |
| 1863 | Feb. 7 | Miller and Struthers | Securing bottle stoppers. |
| „ | Feb. 21 | Malpas, C. | Ovens or kilns. |
| „ | Feb. 23 | Brooman, R. A. | Ornamenting, &c. |
| „ | Feb. 24 | Hawthorn, J. | Handles for doors, &c. |
| „ | Feb. 26 | Clark, W. | Buttons. |
| „ | March 26 | Johnson, J. H. | Boiler furnaces. |
| „ | April 7 | Macintyre, J. | Knobs, &c. |
| „ | April 22 | Durand, F. | Moulding. |
| „ | May 11 | Parkinson, J. | Monumental tablets. |
| „ | May 12 | Warren, T. | Furnaces or kilns. |
| „ | June 15 | Forrester, J. | Bricks, &c. |
| „ | June 24 | Hughes, J. L. | Ornamenting porcelain. |
| „ | June 30 | Johnson, J. H. | Moulding. |
| „ | July 2 | Brooman, R. A. | Coating slate, &c. |
| „ | July 27 | Ford, F. and L. | Enamelling, &c. |
| „ | Aug. 31 | Kramer, H. E. | Ornamenting. |
| „ | Oct. 3 | Wilson, E. B. | Porcelain and glass. |
| „ | Oct. 7 | Leak, E. | Supporting ware in ovens. |
| „ | Nov. 6 | Campbell, C. M. | Drying plates, &c. |
| „ | Dec. 11 | Cliff, J. | Transmitting power. |
| 1864 | Jan. 11 | Woolf, S. | Packing. |
| „ | Feb. 1 | Prince, A. | Artificial pavement.[532] |
| „ | Feb. 4 | Edwards, J. | Supporting in ovens. |
| „ | Feb. 19 | Scrivener, R. | Preparing and drying. |
| „ | March 8 | Newton, A. V. | Preparing clay. |
| „ | April 23 | Worssam, G. J. | Expressing liquids. |
| „ | May 11 | Gisborne, T. M. | Kilns. |
| „ | May 18 | Boulenger, H. A. C. | Moulding. |
| „ | June 23 | Cochran, R. | Treating clay. |
| „ | June 24 | Chamberlain, Craven and Wedekind | Kilns. |
| „ | Aug. 2 | Johnson, J. H. | Glazes. |
| „ | Aug. 9 | Clark, W. | Ornamenting. |
| „ | Aug. 10 | Johnson, J. H. | Gilding. |
| „ | Sept. 23 | Woodbury, W. B. | Photography. |
| „ | Oct. 13 | Clauss, L. | Ornamenting. |
| „ | Nov. 10 | Boote, T. L. and R. | Manufacture of pottery. |
| „ | Dec. 6 | Martius, C. A. | Photography. |
| „ | Dec. 16 | Brown, G. | Cylinders. |
| „ | Dec. 29 | Baugh, B. | Enamelled wares. |
| 1865 | Jan. 28 | Burg, Victor | Filtering apparatus. |
| „ | Feb. 1 | Meakin, J. | Placing in ovens. |
| „ | Feb. 15 | Emery, F. J. | Ornamenting. |
| „ | March 22 | Wright, J. | Preparing china clay. |
| „ | April 21 | Scarratt and Dean | Impressions from grain of wood. |
| „ | April 22 | Grainger and Girdler | Designs on porcelain, &c. |
| „ | April 26 | Smith, W. H. | Photographing. |
| „ | April 27 | Grainger and Girdler | „ |
| „ | May 23 | Hett, A. | Preparing and ornamenting. |
| „ | June 10 | Broomam, R. A. | Kilns. |
| „ | June 16 | Gedge, W. E. | Manufacture of pottery. |
| „ | Aug. 11 | Armstrong, R. W. | Moulding. |
| „ | Nov. 9 | Newton, W. E. | Preparing surfaces. |
| „ | Nov. 24 | Turner, G. W. | Manufacture of pottery. |
| „ | Nov. 27 | Lake, W. R. | Enamel. |
| „ | Dec. 8 | Boulton and Worthington | Mortars, bowls, &c. |
| 1866 | Jan. 15 | Holdcroft, W. and Wood, J. | Instruments for potters’ use. |
| „ | Jan. 31 | Greaves, G. | Glazed surfaces. |
| „ | Feb. 3 | Jobson, R. | Moulding. |
| „ | Feb. 6 | Worthington, J. | Manufacture of dishes, &c., &c. |
| „ | Feb. 9 | Revan and Fleming | Furnaces and kilns. |
| „ | Feb. 9 | Armstrong, R. W. | Manufacture of earthenware, &c. |
| „ | Feb. 14 | Henry, Michael | Photography. |
| „ | Feb. 22 | Leak, E. | Improvements in tools used by potters. |
| „ | March 17 | Ashton, R. H. | Ornamentation. |
| „ | May 12 | Price, A. P. | Combustion of fuel. |
| „ | May 19 | Brown, J. B. | Mowing machines. |
| „ | June 26 | Cotterill, Ch. F. | Earthenware pipes. |
| „ | July 2 | Bonneville, H. A. | Furnaces and kilns. |
| „ | July 7 | Huntsmann, R. | Burning and drying bricks. |
| „ | Aug. 29 | Davis, J. | Improved method of treating limestone, &c. |
| „ | Sept. 20 | Walker, A. B. | Improvements in brewing, &c. |
| „ | Nov. 27 | Atterbury, J. H. and Woolf, S. | Manufacture of earthenware. |
| 1867 | Jan. 9 | Doulton, Henry | Pottery kilns. |
| „ | Feb. 2 | Robinson, J. G. | Construction and arrangement of kilns and ovens. |
| „ | March 7 | Newton, W. E. | Manufacture of porcelain. |
| „ | March 8 | Hawthorn, Stephen | China and earthenware knobs.[533] |
| „ | March 30 | Higginson, G. | Producing opaline pictures into china, &c. |
| „ | April 1 | Brooman, C. E. | Producing surfaces for printing, &c. |
| „ | April 23 | Leigh, Elisha | Bowls, jugs, &c. |
| „ | April 26 | Abel, C. D. | Pulverizing substances. |
| „ | May 20 | Tongue, J. G. | Pottery ovens (furnaces for). |
| „ | May 22 | Cartland, J., and Bold, H. | Ornamenting bowls. |
| „ | May 23 | Green, T. G. | Manufacture articles of earthenware. |
| „ | May 30 | Orr, William | Drying potter’s clay. |
| „ | June 10 | Orr, William | Potter’s clay. |
| „ | July 3 | Borlase, Thomas | China clay. |
| „ | July 13 | Fletcher, Henry | For mixing clay. |
| „ | Oct. 23 | Abel, C. D. | Pulverisation of substances. |
| „ | Oct. 24 | Adcock, Henry | Kilns. |
| „ | Oct. 30 | Piercy, F. | Tinting or colouring. |
| „ | Nov. 2 | Hicks, J. J. | Manufacture of earthenware handles for brushes. |
| „ | Nov. 13 | Bland, P. E. | Baking potter’s ware. |
| „ | Nov. 23 | Boulton, William | Transmission of motive power to potter’s wheels, &c. |
| „ | Nov. 28 | Pratt, J. R. | Earthenware articles. |
| „ | Dec. 5 | Leigh, T. J. | Improvements in furnaces. |
| „ | Dec. 13 | Lintzenich, E. R. | Substitute for earthenware. |
| „ | Dec. 16 | Kerr, William H. | Preparation of material used in manufacture of porcelain and pottery. |
| 1868 | Jan. 15 | Nimms, G. | Composition furnace linings. |
| „ | Jan. 16 | Postill, F. | Kilns or ovens. |
| „ | Jan. 18 | Newton, W. E. | Kilns or ovens. |
| „ | Jan. 25 | Johnson, J. H. | Kilns for earthenware. |
| „ | Jan. 27 | Hicks, J. J. | Earthenware handles and backs for mirrors. |
| „ | Jan. 27 | Rendie, W. E. | Earthenware structures for protecting fruit trees. |
| „ | Feb. 26 | Walker, E. R. | Transmitting motive power to potter’s machinery. |
| „ | March 26 | Cliff, W. D. | Furnaces or kilns. |
| „ | April 7 | Siemens, C. W. | Furnaces for kilns. |
| „ | May 27 | Vidie, James | Ornamentation of earthenware. |
| „ | June 6 | Maw, George | Earthenware plant labels. |
| „ | June 11 | Newton, W. E. | Cement. |
| „ | June 11 | Thenard, A. E. G. | Combustion of fuel in pottery furnaces. |
| „ | June 12 | Fleury, A. L. | Improvements in treating quartz for porcelain manufacture. |
| „ | June 17 | Clark, A. M. | Purification of ceramics, &c. |
| „ | June 27 | Hodge, P. R. | Smelting porcelain, &c. |
| „ | June 30 | Green, Thomas G. | Composition to be used in earthenware. |
| „ | July 20 | Newton, A. V. | Making pottery ware. |
| „ | Aug. 11 | Moore, H., Moore, T., Moore, G. | China tablets. |
| „ | Aug. 15 | Leak, A. J., Leak, E. | Machinery for pottery. |
| „ | Aug. 15 | Scott, H. Y. D. | Pottery kilns. |
| „ | Aug. 19 | Atterbury, J. H. | Earthenware manufacture. |
| „ | Aug. 20 | Ensell, H. C. | Earthenware kilns. |
| „ | Sept. 7 | Massellon, W. A. | Kilns. |
| „ | Sept. 30 | Horton, E. | Earthenware for chandeliers, &c. |
| „ | Oct. 22 | Carr, Thomas | Machinery for disintegrating clays, &c. |
| „ | Oct. 26 | Boulton, William | Machinery for irregular shaped articles of pottery.[534] |
| „ | Oct. 31 | Langford, J. | Knobs and feet of vessels. |
| „ | Nov. 9 | Sweatman, J. L. K. | Kilns. |
| „ | Nov. 11 | Wilson, G., Jun., Wilson, J., Jun. | Kilns. |
| „ | Nov. 14 | Harrison, William | Ovens and kilns. |
| „ | Nov. 30 | Forbes, J. S. | Implements in pottery materials. |
| „ | Dec. 5 | Holmes, J. | Kilns. |
| „ | Dec. 12 | Prince, A. | Cementing materials used in making porcelain. |
| 1869 | Jan. 2 | Batchelor, A. | Kilns. |
| „ | Jan. 6 | Robbins, E. | Pottery or china manufacture. |
| „ | Jan. 7 | Fairburn, H. E. | Machinery for compressing clay, &c. |
| „ | Jan. 22 | Maw, A. | Moulds for earthenware. |
| „ | Feb. 2 | Bird, J. | Kilns or ovens. |
| „ | Feb. 3 | Baker, Valentine | Hot liquid vessels. |
| „ | Feb. 17 | Round, E. | Vessels for cooling or heating liquids. |
| „ | Feb. 24 | Rees, George | Designs upon surface of glazed ware. |
| „ | March 9 | Bonneville, Henry A. | New sort of porcelain. |
| „ | April 14 | Brooman, C. E. | Apparatus for burning liquid hydrocarbon. |
| „ | April 19 | Scott, H. Y. D. | Ovens or kilns. |
| „ | April 23 | Lyttle, W. A. | Voltaic batteries (earthenware cells). |
| „ | May 19 | McAdam, W. | Manufacture of pottery. |
| „ | June 3 | Morgan, W. | Chemical porcelain ware. |
| „ | June 21 | Cashin, T. F., and Green, J. | Furnaces. |
| „ | Aug. 2 | Hodge, P. R. | Vitrifying porcelain. |
| „ | Aug. 16 | Mitchell, J. | Kilns. |
| „ | Aug. 16 | Pinkus, Henry | Porcelain furnaces. |
| „ | Aug. 25 | Cederwaller, A. F., and Westerlund, A.F. | Improvements in manufacture of porcelain furnace, &c. |
| „ | Sept. 11 | Tongue, J. G. | Pottery kilns. |
| „ | Sept. 14 | Newton, W. E. | Moulding plastic materials. |
| „ | Sept. 16 | Bettison, William | Potter’s glaze. |
| „ | Sept. 28 | Scott, H. Y. D. | Pottery kilns. |
| „ | Sept. 29 | Dulake, A. S. | Improved pot or vessel for butter, &c. |
| „ | Oct. 14 | Lesage, L. A. | Porcelain or china ware. |
| „ | Oct. 14 | Kleven, William | Transfers for pottery. |
| „ | Nov. 12 | Gorman, William | Pottery furnaces. |
| „ | Nov. 30 | Ensor, Edward, jun. | Kilns. |
| „ | Dec. 1 | Green, T. G. | Machinery for manufacture of earthenware. |
| „ | Dec. 7 | Johnson, J. H. | Crucibles, retorts, saggars, &c. |
| „ | Dec. 29 | Newton, W. E. | Improvements in tilting vessels and stands for same. |
| 1870 | Feb. 10 | Ferguson, F. T. | An improved jug or pitcher. |
| „ | March 2 | Johnson, J. H. | Enamels for pottery. |
| „ | March 7 | Wood, Edward | Potter’s glazes. |
| „ | March 12 | Dunnachie, J. | Stoves. |
| „ | April 4 | Baker, Worsnop and Grainge | Kilns. |
| „ | April 23 | Morand, A. | Kilns. |
| „ | May 5 | Brough, William, sen. and jun. | Ovens and kilns. |
| „ | June 23 | Spence, William | Boxes for packing crockery, &c. |
| „ | June 29 | Lee, G. S. | Metallic jugs (porcelain lining). |
| „ | July 15 | Gedge, W. E. | Incorporating metal and cement in construction of vases, &c. |
| „ | July 15 | Maw, A. | Apparatus for manufacturing tiles, &c. |
| „ | Aug. 30 | Grosvenor, F. | Improvements in manufacture of certain articles of pottery.[535] |
| „ | Oct. 15 | Murray and MacFarlane | Shaping earthenware. |
| „ | Oct. 25 | Follows and Bate | Machine for cutting vegetable substances. |
| „ | Nov. 3 | Bewley and Cotton | Machinery for grinding. |
| „ | Dec. 24 | Holdcroft, William | Utilisation of waste materials used in manufacture of pottery. |
| 1871 | Jan. 25 | Blackmore, J. | Earthenware cisterns. |
| „ | March 15 | Hollins, M. D. | Plates for flat printing, &c. |
| „ | April 5 | Newton (Spenser) | Pyrometers, furnace linings, &c. |
| „ | April 8 | Von Levetzow, F. C. A. | Flower-pots. |
| „ | April 22 | Wrigley, B. | Kilns, &c. |
| „ | April 29 | Stocker, A. S. | Bottles and stoppers. |
| „ | May 27 | Bowden and Shaw | Improvements in machines for planking felt hats, &c. (earthenware rollers). |
| „ | June 3 | Chadwick, E. | Walls, floors, &c. |
| „ | July 12 | Moffat and Henley | Kilns, &c. |
| „ | Aug. 18 | Murray, K. | Fences, &c. (earthenware sockets). |
| „ | Sept. 15 | Gillespie, J. | Preparing and moulding fire-clay. |
| „ | Sept. 16 | Chapman, G. T. | Coating with india-rubber, &c. |
| „ | Sept. 30 | Goreham, W. | Cement bricks, tiles, pottery, &c. |
| „ | Oct. 2 | Varley and Varley | Telegraphs, &c. |
| „ | Nov. 21 | Hughes (Hoggson) | Printing on enamelled surfaces. |
| „ | Dec. 6 | Johnson (Muller) | Kilns or ovens. |
| 1872 | Jan. 27 | Newton (Morgan) | Kilns. |
| „ | Feb 2 | Johnson (Caldwell) | Burning hydrocarbons. |
| „ | Feb 17 | Hunt (Thompson) | Pottery ware. |
| „ | March 14 | Smith (Martin) | Gases for heating, &c. |
| „ | March 18 | Jackson, C. | Sewing machine shuttles. |
| „ | April 8 | Hermann and Laurent | Lamp shades. |
| „ | April 11 | Lüttringhaus, G. | Cutting out metal plates, &c. |
| „ | May 11 | Davey, G. | Artificial ivory. |
| „ | May 14 | Monckton, E. H. C. | Furnaces. |
| „ | June 21 | Smith and Williams | Smelting ores and re-heating metals. |
| „ | June 22 | Wrigley, B. | Kilns. |
| „ | July 2 | Thwaites, Fondeville, and Bertin | Glaze or coating for stone. |
| „ | Aug. 14 | Lipscombe, F. | Treating noxious vapours. |
| „ | Aug. 16 | Emmens, S. H. | Producing light and heat. |
| „ | Sept. 9 | Lafarque, A. | Gauges. |
| „ | Sept. 25 | Smith, G. | Enamelling stoneware. |
| „ | Sept. 25 | Hughes (Wilbaux) | Printing, impressing, or enamelling paper, &c. |
| „ | Oct. 16 | Tugby, H. | Kilns for bricks. |
| „ | Oct. 17 | Stocker, A. R. | Appendages for feeding bottles. |
| „ | Oct. 23 | Goss, W. H. | Moulding ceramic materials. |
| „ | Oct. 23 | Menet, Gally, Oswald, and Peigner | Imitation ceramic ware. |
| „ | Oct. 30 | March, T. C. | Applying glass, &c., to ornament furniture. |
| „ | Oct. 30 | Perry, G. | Presses for moulding glass, &c. |
| „ | Nov. 8 | Bonneville (Avril) | Furnaces. |
| „ | Nov. 11 | Scott, H. Y. D. | Treating sewage. |
| „ | Nov. 27 | Ensor, E. | Drying bricks, pottery, &c. |
| „ | Dec. 2 | Newton (Tilghman) | Cutting, &c., hard substances. |
| „ | Dec. 3 | Bacon, J. | Brick and other kilns. |
| „ | Dec. 11 | Claus, C. | Bricks, blocks, tiles, &c. |
| 1873 | Jan. 4 | Whitburn, T. | Printing. |
| „ | Jan. 20 | Bacon, J. | Drying bricks, pottery, &c.[536] |
| „ | Feb. 4 | Derham (Morand) | Kilns. |
| „ | Feb. 5 | Hunt (Colfs Heyne) | Kilns. |
| „ | Feb. 25 | Stocker, A. R. | Caps and stoppers for bottles. |
| „ | Feb. 28 | Engledue, W. J. | Drying peat, china clay, &c. |
| „ | March 1 | Smith, G. | Kilns or ovens. |
| „ | March 6 | Philipps, G. | Drying and roasting grain, &c. |
| „ | March 12 | Wood, G. | Furnaces. |
| „ | March 15 | Robey, Banks, and Forester | Kilns. |
| „ | April 4 | Bonner, S. | Kilns. |
| „ | April 9 | Ecroyd and Worss | Furnaces. |
| „ | April 12 | Weigelin, G. | Drying bricks, &c. |
| „ | April 17 | Nicklin and Frost | Kilns. |
| „ | April 18 | Hunt (Mendheim) | Firing ceramic ware. |
| „ | April 22 | Billups and Lee | Photographic pictures on porcelain. |
| „ | April 22 | Torr and Johnstone | Furnaces. |
| „ | April 23 | Haggett. W. | Treating metals to increase their strength. |
| „ | April 23 | Klüh, S. | Printing in colours on earthenware, &c. |
| „ | April 26 | Minton, T. W. | Ovens for pottery, &c. |
| „ | April 29 | Barrow and Barrow | Kilns. |
| „ | May 7 | Skelton and Mobberley | Furnaces. |
| „ | May 9 | Cowdery, G. | Bricks, kilns, and buildings. |
| „ | May 10 | Minton | Ovens for pottery. |
| „ | May 31 | Ray (Heilmann) | Furnaces. |
| „ | June 6 | Bodmer and Bodmer | Extracting moisture from potters’ clay. |
| „ | June 12 | Frèret (Goddard) | Designs on porcelain. |
| „ | June 16 | Robbins, E. | Cements, &c. |
| „ | June 19 | Harrison, F. | Cements, &c. |
| „ | Oct. 4 | Rice, J. | Vessels for liquids. |
| „ | Nov. 4 | Dean, W. | Ornamenting or graining wood. |
| „ | Nov. 12 | Hyatt, T. | Applying asbestos. |
| „ | Nov. 15 | Hornblower, L. | Fireproof buildings. |
| „ | Dec. 11 | Burroughes, J. S. | Billiard rests and boards. |
| „ | Dec. 23 | Holland | Fireproof cements and bricks. |
| 1874 | Jan. 21 | Maw, A. | Constructing moulds or dies. |
| „ | Feb. 5 | Hyatt, T. | Asbestos saggers. |
| „ | Feb 7 | Rose, L. | Earthenware bottles. |
| „ | Feb. 12 | Harlow, B. | Printers’ stoves. |
| „ | Feb. 25 | Baggeley, H. | Composition for gas and water pipes. |
| „ | Feb. 27 | Brown, J. | Ornamenting. |
| „ | March 27 | Jensen (Erichson and Maardt) | Kilns. |
| „ | March 31 | Boulton, W. | Potters’ clay. |
| „ | April 1 | Lee, E. | Ornamental designs. |
| „ | April 2 | Cleghorn and Paterson | Asbestos cloth for enamelling. |
| „ | April 2 | Clark, J. K. | Treating clay slip. |
| „ | May 1 | Bull, W. | Pottery kiln. |
| „ | May 4 | Brock, C. | Ornamenting. |
| „ | May 18 | Clark (Jackson) | Suspending crockery in kilns. |
| „ | May 30 | Ivimey (Long) | Packing crockery. |
| „ | June 11 | Cliff, W. D. | Heavy articles in clay. |
| „ | June 23 | Buchan, A. W. | Shaping clay. |
| „ | July 15 | Holland, W. T. | Salt-glazing clay goods. |
| „ | July 20 | Alsing (Edwards) | Pulverising porcelain waste. |
| „ | July 22 | Perry, A. | Cockle stove for drying pottery. |
| „ | July 24 | Ivimey (Long) | Packing china. |
| „ | July 27 | Lee, E. | Ornamenting. |
| „ | July 30 | Durand, A. | Decorating.[537] |
| „ | Sept. 8 | Scott, W. S. | Separating water from slip. |
| „ | Sept. 15 | Morgan Brown (Hansen) | Depositing metals on earthenware. |
| „ | Sept. 17 | Hyatt, T. | Sheets for holding porcelain. |
| „ | Sept. 21 | Whitehead, J. | Pipe and sanitary tube making machine. |
| „ | Oct. 7 | Murray and Crighton | Bottles, &c. |
| „ | Oct. 8 | Holyoake, W. R. | Printing, transferring designs, &c. |
| „ | Oct. 8 | Codd, H. | Serrated liquid bottle. |
| „ | Oct. 28 | Gedge (Guelton & Co.) | Imitation “faience parisienne.” |
| „ | Nov. 11 | Ramsey, H. W. | Stoneware pipes. |
| „ | Nov. 17 | Williams, S. de la G. | Kilns. |
| „ | Dec. 17 | Clark (Ulmann) | Imitation china, &c. |
| 1875 | Feb. 6 | Webster, L. | Applying earthenware to milling machines. |
| „ | Feb. 26 | Brown, J. | Ornamenting. |
| „ | March 23 | Malpas, C. | Kilns. |
| „ | April 7 | Holyoake, W. R. | Printing. |
| „ | April 24 | Bonneville (Perlau) | Protecting articles of earthenware. |
| „ | April 28 | Gedge (Guelton & Co.) | Imitation “faience parisienne.” |
| „ | May 7 | Gaskell, J. | Rotary tool holder. |
| „ | May 8 | D’Humy, J. R. de F. | Combining ceramic ware with glass, &c. |
| „ | May 10 | Napier, J. M. | Tools for potters’ clay. |
| „ | May 11 | Hill, J. | Separating clay from water. |
| „ | May 11 | Bartlett and Murray | Designs for pottery. |
| „ | May 22 | Mariotti, L. | Earthenware covers. |
| „ | May 27 | Holyoake, W. R. | Ink and transferring designs. |
| „ | June 22 | Brock, C. | Mural fresco paintings, decorating, &c. |
| „ | June 23 | Batchelar, A. | Kilns. |
| „ | July 6 | De la Perrelle (Guerin) | Jars for cooking, &c. |
| „ | Sept. 21 | Monckton, E. H. C. | Annealing glass as a substitute. |
| „ | Sept. 30 | Murray and Crighton | Shaping bottles, &c. |
| „ | Oct. 1 | Rhodes, J. | China-ware suspenders. |
| „ | Oct. 21 | Paget, H. S. | Machine for china painting. |
| „ | Dec. 2 | Boulton, W. | Grinding materials. |
| „ | Dec. 2 | Cliff, W. D. | Carriages for use in making retorts. |
| „ | Dec. 2 | Clamond, C. | Waterproofing baked clays. |
| „ | Dec. 6 | Jackson, Hy. | Drying, or partially drying, bottles. |
| 1876 | Jan. 25 | Miller, J. | Designs on pottery. |
| „ | Jan. 25 | Green, T. G. | Machinery for potters’ bats. |
| „ | Feb. 7 | Tucker and Hodson | Kilns. |
| „ | Feb. 11 | Humy, P. R. de F. | Manufacture of earthenware articles. |
| „ | Feb. 28 | Dennison, J. W. | Earthenware pipes. |
| „ | March 27 | Ford, C. | Preparing clay. |
| „ | April 20 | Heuer, F. W. | Printing on ceramic articles. |
| „ | April 28 | Vatcher, H. | Manufacture of porcelain. |
| „ | May 31 | Wood, J. | Moulding and shaping. |
| „ | June 3 | Taylor, T. | Driving potters’ lathes. |
| „ | July 17 | Brock, C. | Imitation stones. |
| „ | Sept. 14 | Vernon, J. | Decanters, &c. |
| „ | Oct. 10 | Siemens and Hesse | Improvements in pottery and other kilns. |
| „ | Oct. 26 | Binns, R. W. and C. F. | Heating kilns. |
| „ | Oct. 31 | Faucheux d’Humy, P. R. de | Ornamentation. |
| „ | Nov. 7 | Blake and Tebbs | Manufacture of pots. |
| „ | Nov. 21 | Smith, J. | Sanitary pottery pipes. |
| „ | Nov. 21 | Wirth, F. | Drying bricks, &c. |
| „ | Dec. 20 | Michele, V. D. | Kilns. |
| 1877 | Jan. 10 | Carr, J. | Bleaching china clays. |
| „ | Feb. 23 | Pratt, F. E. | Oven for pottery.[538] |
| „ | Feb. 24 | Cameron and Rockliffe | Flower-pots and saucers. |
| „ | Feb. 28 | Boulton, W. | Machinery. |
| „ | March 21 | Webb, W. G. | Ornamenting. |
| „ | March 26 | Batchelor, H. C. | Coating casks, protecting metals, &c. |
| „ | March 28 | Leak and Edwards | Supporting pottery in kilns. |
| „ | March 31 | Campbell Minton, T. W. and H. | Surfacing and ornamenting tiles, &c. |
| „ | April 21 | Leak, H. | Moulds. |
| „ | May 22 | Clark, A. M. | Ornamenting. |
| „ | May 23 | Cooke, Alexander, and Sheridan | Improvements in manufacture of china, &c. |
| „ | June 30 | Kerr, W. H. | Materials for porcelain, &c. |
| „ | July 26 | Wood, J. | Shaping and moulding. |
| „ | Aug. 21 | Okolowicz, A. A. X. | Colouring porcelain. |
| „ | Sept. 11 | Guest, E. and T. | Ornamenting. |
[539]
Pages to Vol. I have external links to the relevant pages. To view these pages, an Internet connection is necessary.
[545]
[552]
THE END.
PRINTED BY VIRTUE AND CO., LIMITED, CITY ROAD, LONDON.
FOR 1878.
THE WORKS OF J. M. W. TURNER, R.A.
With a Biographical Sketch, and Critical and Descriptive Notes. By James Dafforne. With 30 Engravings on Steel after well-known Pictures by the Artist. Imperial 4to, elegantly bound, gilt edges, price £2 2s.
STUDIES BY SIR EDWIN LANDSEER, R.A.
From the Collection of Her Majesty the Queen, and other sources. With a History of his Art Life. By W. Cosmo Monkhouse. With numerous Illustrations never before published. Imperial 4to, elegantly bound, gilt edges, price £2 2s.
A NEW SERIES OF PICTURES BY SIR EDWIN LANDSEER, R.A.
With Descriptions by W. Cosmo Monkhouse. Containing 17 Engravings on Steel, executed in the finest style by leading Artists. Imperial 4to, elegantly bound, gilt edges, price 21s.
THE ALBERT MEMORIAL, HYDE PARK:
Its History and Description. With numerous Illustrations engraved on Steel. By James Dafforne. Imperial 4to, elegantly bound, gilt edges, price 25s.
ST. JOHN AND THE SEVEN CHURCHES.
By the Rev. Robert Vaughan. Illustrated with Engravings on Steel. Imperial 4to, elegantly bound, gilt edges, price 15s.
VIRTUE & CO., Limited, CITY ROAD, LONDON.
[1] See “North Hylton.”
[2] This may be seen in the Museum of Practical Geology, London.
[3] The following were the proportions of the ingredients used by Pennington:—“Pennington’s body, March 18, 1769—Bone ashes, 60 lb.; lyme sand, 40 lb.; flint, 35t frit. To every 60 of the above 20 lbs. of clay.”
[4] “Christian’s china body (January, 1769). To 100 parts rock: flint, 24 parts; best flint glass, 6 parts; small glass, 6 parts; crown glass, 6 parts. To every 20 lbs. of the above put 1 lb. of salts. Glaze—4 china body (foreign): 16 flint glass; 3 white lead; 12 oz. of pearl ashes.”
[5] Many of the early productions of these works have a peculiar green tinge about them. This was the effect of the copper, which for some time tainted the manufactory.
[7] This deed will be found printed in extenso on page 63.
[8] See the “Life of William Hutton and the History of the Hutton Family,” edited by Llewellynn Jewitt, 1872, p. 13.
[9] It may be well to note that my history of the Derby China Works appeared in January, 1862, and Mr. Chaffers’ first edition of his book was published in 1863; my history of these works, and information which I supplied him, being mainly the foundation of his notice.
[10] For all the information connected with this purchase and the removal of the Chelsea moulds, &c., to Derby (which it would be needless to repeat here) see my account of the Chelsea China Works in the first volume of this book. (Vol. 1. p. 176, et seq.)
[11] This painter is also, besides being written Boreman, sometimes entered as Bowerman, and as Bowman, and is undoubtedly the same as Mr. Marryat, in his “History of Porcelain,” erroneously calls Beaumont. He was afterwards employed at Derby.
[12] Mottoes.
[13] Shipped for Derby, and therefore paid for from there.
[14] Cordwood—charcoal.
[15] For other extracts from the Weekly Bills, etc., see vol. 1., pp. 179 to 183.
[16] The letters and other particulars concerning this demolition and removal will be found in vol. 1, pages 184–5.
[17] In 1787 the weekly wages paid at the works seem to have been about £34. In 1790 there were eleven hands employed in gilding and eight in burnishing, and more burnishers were required.
[18] A notable instance occurs with regard to the design and arrangement and pose of the figure of Lord Howe (modelled by Coffee), the curious and interesting letters concerning which I possess. Another instance was with regard to a bust of Sir Richard Arkwright, for which, by “desire of Mr. Strutt,” Mr. Duesbury had a plaster cast taken from the face of Sir Richard, and had also Wright’s picture lent him by Mr. Strutt. Another instance occurred over a service made for the Duchess of Northumberland in 1795, a letter regarding which, in my own possession, says that the six comports are put into Wright’s hands.
[19] At this time, among other memoranda, I find he had produced “4 knife hands,” for which he was paid £3 13s. 6d.; and a “small figure of Meditation,” for which he had two guineas; and was paid six guineas for eighteen days’ work at Aston.
[20] One of these letters is so amusing that I cannot resist printing it. It is as follows:—“Sir,—I received your favor of the 24th Inst only this day, in Answer I shall tell you that on the 7th Inst I wrote to Spengler to know from whether he had settled with you that I might know whether I was discharged from my bail, he answered me the 9th that he was working indefatigably to bring under the pretended debt (as he call’d it) and that he was allowed out of his weekly wages barely to maintain himself upon this I thought he would continue to work ’till at he had compleatly discharged your debt. But how great was my astonishment when last Saturday sen’night I saw him arrive, in the most pity full condition. I asked him immediately what brought hither, and whether he had settled with you and cleared me of my responsibility, I recd. no other answer, but that nobody would ever ask me any thing and that you owed him money; without saying any thing more he sat down to dinner with me, and after dinner he went up into my room to shave himself and dress his hair; a little while after my servant going up to make my bed found him in it she told him he could not remain in the house, all the rooms being engaged, he begged to be left to take a little rest (being very ill) and he would rise again. I good naturedly never intended to disturb him, and thought him really asleep in my room! ’till 11 o’clock when I went up to take a few things I wanted I found he was gone, and on looking round I missed several things which he has made free with to the amt. of £4 4s. Notwithstanding this I think he is still in London or its vicinity. and that he will have impudence enough to call on me or to write: However I give up every thought of making any good of him. Therefore must beg you to dispose to the best advantage of those things he left in yr possession, and to let me know what further sum is coming to you, without any more law proceedings. When I know your demand I shall endeavour to settle it with Mr. Lygo to whom you may give orders for the purpose I remain Sir Yr most obedt. Hble servt H. Hurter
“London 28th Novr 1792”
[21] See Vol. I., pp. 139 to 141.
[22] For an account of those works see later on in this volume.
[23] The following brief pedigree, which I have drawn up from the parish registers, and other sources, gives all needful information regarding his family:—
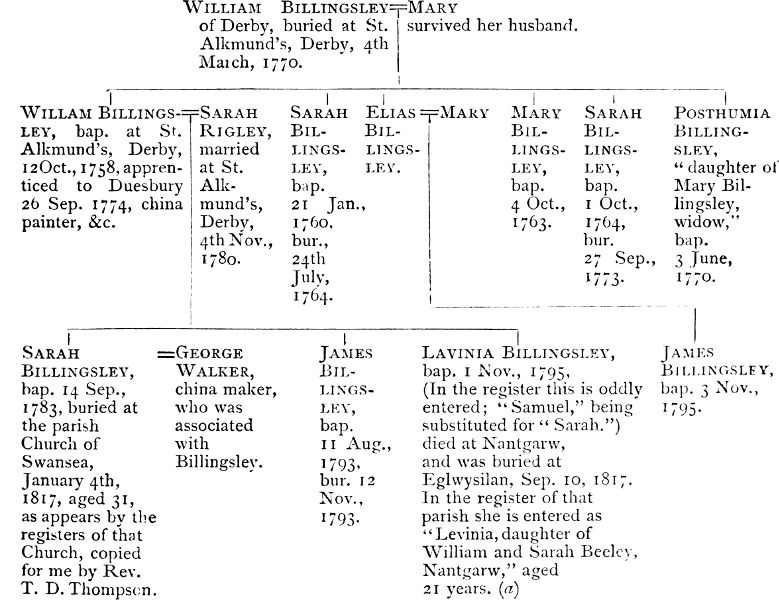
[24] Frequently, but erroneously, called “Beaumont,” “Bowerman,” or “Bowman.”
[25] For this entry I have to thank the Rev. Rice Jones, M.A., the Vicar of Eglwysilan.
[26] The names down to this line are in the second William Duesbury’s handwriting, and have, been crossed through.
[27] The names from here forward seem to have been the originally written ones of 1787.
[28] Notice.
[29] “Mr. Billingsley, at the Nantgarrow manufactory, from Lynn sand, potash, and other components, made a porcelain which, as an artificial felspar, has some excellence, and approaches nearest real felspar; the expense certainly was great; and only was his ware defective through his being unacquainted with the principles of combinative potency. This was a notable instance how much the mechanical processes of pottery are in advance of the ‘work and labour of love’ for public benefit—the science of chemistry in regard to atoms.”—Shaw’s Chemistry of Pottery, 1837.
[30] It is worthy of note that Billingsley was a common name about Broseley and Madeley; the entries in the parish registers are very numerous.
[31] This agreement I have printed entire in my “Life of Wedgwood,” p. 347.
[32] Whittington, it must be borne in mind, is a place of considerable historical and antiquarian interest. The family of De Whittington, to which “Dick Whittington” belonged, took its rise and its name from this place; and at the “Cock and Pynot” ale-house here, the great Revolution of 1688 was planned; the “Revolution House” and the “plotting-chair” being matters known to most historical readers. Here, too, the Rev. Samuel Pegge, the great antiquarian writer, lived; he being Rector of Whittington. “Pynot,” it may be added, is the provincial name for the magpie.
[33] Amongst many other works, Mr. Arthur Jewitt was author of “The History of Buxton,” “History of Lincoln,” “Lincolnshire Cabinet,” “Hand-book of Perspective,” “Hand-book of Geometry,” &c., and he contributed largely to the Penny Magazine, Brayley’s Graphic and Historical Illustrator, &c., &c. He was the intimate friend of Edward Wedlake Brayley, of John Britton, of Ebenezer Rhodes, and others. He was born in 1772 and died in 1852, on his 80th birthday.
[34] I am informed by W. Drury Lowe, Esq., owner of the estates, that a Roman coin in his possession was found in an old working of the ironstone pits.
[35] The only other examples I have met with of porcelain tokens issued by china works are those issued by the Worcester Porcelain Company, which have been described on page 254, vol. I.
[36] For a full account of this discovery see the Reliquary, vol. viii., pp. 129 to 140.
[37] See page 74, vol. i.
[38] Other urns from this place are engraved in vol. i., Figs. 233 to 242.
[39] In this partnership Mr. Copeland had no interest in the works, and Mr. Spode’s interest in the London house was comparatively small.
[40] Many of the old Derby models, moulds, etc., passed into the hands of Mr. Alderman Copeland, and have been made available by the firm.
[41] Recently purchased by the present head of the firm, C. Minton Campbell, Esq., M.P.
[42] Then the principal inn, removed thirty years ago to make room for the new market buildings.
[43] The price (1873) delivered in the Potteries was £2 10s.
[44] A bust of my dear old friend, Mr. S. C. Hall, editor of the Art Journal, has, since this was written, been prepared for me by Mr. Goss, from Gallimore’s modelling. It is a splendid work of Art, and, as a likeness, is perfect.
[46] A copy of these indentures is printed in my “Life of Wedgwood,” pages 66–7. They are signed by “Ralph Wood,” “Aaron Wood,” and “Dr. Tho. Wedgwood,” and witnessed by “Sara X Wood, her mark,” and “Jos. Allen.”
[47] The managing man at this time was T. Heath.
[48] Mr. Lakin travelled for orders at this time.
[49] It is said that a John Shrigley in 1765 built the largest hovel of his day, and that it fell to pieces soon after the last brick was laid.
[50] Probably from the manufactory at Cliff Bank, previously worked by D. Bird. Shaw says that those works were had by T. Mayer in 1829, and continues, “We shall just notice here that Mr. T. Mayer has succeeded in a chef d’œuvre of the Art of Pottery, by many considered as the best Specimen of Solid Earthenware hitherto produced. It is an Earthenware Table, of truly elegant workmanship, thirty-two inches diameter, on an elegant pedestal of proportionate dimensions, ornamented in a very chaste style, with subject from National History.”
[51] Vol. I., p. 350.
[52] “The Wedgwoods; being a Life of Josiah Wedgwood, with Notices of his Works and their Productions,” &c. By Llewellynn Jewitt, F.S.A. London: Virtue & Co., 1865. 1 vol. 8vo, illustrated.
[53] For memoir of Bentley and others see my Life of Wedgwood.
[54] While speaking of the Portland Vase I desire to take the opportunity of putting on record the fact that in 1877 Mr. John Northwood and Mr. Philip Pargeter completed a unique and matchless work of art—a literal copy of the Portland Vase in its own material, glass, and cut by exactly the same process as must have been employed by the artist of the original one thousands of years back. Of this marvellous work I gave a careful account in the “Reliquary,” from which I make the following extract:—“The material is, of course, glass, and, thanks to the skill and perseverance of Mr. Pargeter, this has been produced of as nearly as possible the same rich full deep tone of blue colour, closely approaching to black when seen with the light upon it, but of vast richness in dark blue when the light passes through it. Upon this blue body Mr. Pargeter succeeded in laying a layer of fine white soft opal glass, specially made for the purpose, to a considerable thickness; and the welding of these two together was a process of exceeding difficulty. The two kinds of glass, the one being opaque and the other transparent, are usually of very different degrees of specific gravity (the usual opal being of much lighter material than ordinary glass), but for this special purpose they had to be made of the same degrees of specific gravity and of expansion and contraction. This difficult task was, through the skill and constant trials of Mr. Pargeter, brought to a successful result, and the welding accomplished with the utmost thoroughness and delicacy; not a flaw, or air-bubble, or even partially-united spot being visible in the whole of the work. The body of the vase being entirely coated, even to half-way up the neck, with the opal, it was ready for Mr. Northwood to operate upon, and he set about his herculean task—one he had desired all his life to accomplish—with that spirit of determination that ensured success. For three years he has unceasingly devoted himself to his task, never working less than six hours a day, and oftener more, at his gem-like material, and patiently cutting away, by hand, and by hand only, the opal coating, so as to leave the blue surface clear as a groundwork, and the figures and other parts of the design in relief. The whole of the grouping, the figures, the trees, and indeed every minute portion of the decoration is delicately carved in the opal, and entirely carved and cut by hand as in the original. By the entire cutting away of the opal the amethystine glass of the vase itself is cleared and polished, while by the gradations of thickness in the carving all the most delicate shades of colour, from the finest white to the sweetest of all half-tones—produced by leaving simply a thin and fairylike film of the coating on the body—in blue, are produced. The effect, as may be imagined, is rich and gorgeous in the extreme; but its general effect is the least part of its merit; this lies in the nature of the work itself, in the extreme delicacy and beauty of manipulation, and in the almost microscopic nicety of its finish. It is literally cameo engraving in its highest, most difficult, and most beautiful phase; and the vase, now completed, is indeed, in Art, a ‘gem of the first water,’ and one that can never, in point of execution and in artistic skill, be surpassed.”
I may also add, while speaking of the Portland Vase, that in 1877 one of the first fifty was brought to the hammer and realised £273.
[55] Veining, same as in the combed and tortoiseshell wares.
[56] Tortoiseshell ware.
[57] George Walker and his father-in-law, William Billingsley, who had assumed the name of Beeley or Bealey.—(See “Derby” and “Nantgarw.”)
[58] Of this clever painter Mr. Binns says:—“Baxter was certainly the most accomplished artist who painted Worcester porcelain in the first half of the present century, and his productions are the most covetable works of the time. We have been favoured by his son, Mr. Thomas Baxter, F.G.S., with a few notes respecting him. It was Mr. Baxter’s early training, aided by a naturally artistic mind, which enabled him to take the high position which we have assigned to him. Mr. Baxter’s grandfather had workshops in London for painting and gilding china; they were situated at No. 1, Goldsmith Street, Gough Square, Fleet Street, a locality connected with Worcester from an early date. It was usual for Mr. Baxter, sen., to obtain white porcelain from France, Staffordshire, and elsewhere, and decorate for the London dealers. It appears that Mr. Baxter, jun., was patronised by Lord Nelson, and frequently employed by him in making sketches at Merton; he also painted a rich dessert service for his lordship. Many of the celebrated subjects of the time painted by Sir J. Reynolds, West, and others, were introduced by him on plaques of porcelain; some of them are now in his son’s possession, viz., ‘Thetis and Achilles,’ after West; ‘Puck,’ after Sir J. Reynolds; and ‘Boy with Cabbage Nets,’ after the same artist. Mr. Baxter was also engaged by a celebrated connoisseur, in London, to copy some of the more remarkable works in his collection. This gentleman, in his conversation on Art matters, frequently stated that, in his opinion, there was no decorative Art in England. After his return from Paris, on one occasion, he showed Mr. Baxter a fine piece of porcelain which he had purchased in that city, and asked him whether such a work could be produced in England. To his great surprise, Mr. Baxter replied that he had painted that very piece himself, in Goldsmith Street. This little occurrence will give us some idea of the superior character of our artist’s work, and the effect of his teaching is evident in Messrs. Flight & Barr’s ornamental productions. Mr. Baxter established a School of Art during his visit to the city, from 1814 to 1816; and some of those who afterwards distinguished themselves in connection with the Arts and Art-manufactures of the city formed part of his class. Amongst these, we may name Doe, Astles, Webster, Pitman, Lowe, and S. Cole. When Mr. Baxter left Worcester, in 1816, he went to Mr. Dillwyn, at Swansea, and continued there for three years. Amongst the special works painted at that establishment, may be named the ‘Shakespeare Cup,’ now in the possession of his son, and a dessert service of garden scenery (a style peculiar to himself), which, we believe, is in the possession of Mr. Dillwyn. Mr. Baxter returned to Worcester in 1819, and joined Messrs. Flight & Barr’s establishment again, but subsequently removed to Messrs. Chamberlain’s. The handle of a well-known vase, formed by horses’ heads, was modelled by Mr. Baxter from the head of a favourite mare of Messrs. Barr. During Mr. Baxter’s residence with Messrs. Chamberlain, we believe his principal works were services; and the last of which he was engaged was a service of fruit, of which a specimen is in our cabinet. He died in April, 1821.” The ‘Shakespeare Cup’ or goblet, here alluded to, was “turned by Baxter himself, the form of the leg having the outline of the dramatist’s face in profile; the cup is adorned, both on its inner and outer side, with subjects from the plays.”
[59] A notice of Billingsley, his family, and the various works he founded, will be found on pp. 101 to 105 ante.
[60] In reference to these initials, Chaffers absurdly says, “Sometimes the letters C. W. are found stamped under, which may perhaps mean ‘China Works.’”
[61] “Grave Mounds and their Contents,” “Half Hours among some English Antiquities,” &c.
[62] “So early as A.M. 3959, we learn from the books of Leinster and of Lecan, the body of Slanoll, son of Ollamh Fodhla, was buried in the earth.”
[63] For this and several other of the engravings illustrating this notice of the ancient fictilia of Ireland, I am indebted to my good friend the Rev. J. Graves, M.A., and through him to the council of the “Royal Historical and Archæological Association of Ireland,” whose truly valuable “Journal” they have graced.
[64] As I have elsewhere explained, this is an error of Sir William’s; no urns were simply “sun-baked;” they were, there can be no doubt, burned on the funeral pyre, as already stated.
[65] Ballydoolough, the Place or Town of the Dark Lake.
[66] Journal of the House of Commons, Ireland, vol. v., p. 175.
[67] “3rd November 1753, page 181.
[68] “8th November, 1753, page 185, Committee of Supply.
[69] Journal of the House of Commons, Ireland, vol. vii., p. 43.
[70] Art Journal.
[71] To Messrs. Macmillan & Co., the publishers of this truly important and invaluable work—a work which ought to be in every library—I am indebted for the illustrations, Figs. 740 to 759, which through their courtesy I am enabled to here introduce. To them I beg to tender my best thanks.
Transcriber’s Notes:
1. Obvious printers’, punctuation and spelling errors have been corrected silently
2. Where hyphenation is in doubt, it has been retained as in the original.
3. Some hyphenated and non-hyphenated versions of the same words have been retained as in the original.
4. Where appropriate, the original spelling has been retained.
5. Superscripts are represented using the caret character, e.g. Dr. or Xxx.
6. Italics are shown as _xxx_.